Structural Optimization of a Thermally Loaded Functionally Graded
Pressure Vessel
by
Jeffrey Charles Youngs
A Thesis Submitted to the Graduate
Faculty of Rensselaer Polytechnic Institute
in Partial Fulfillment of the
Requirements for the degree of
MASTER OF SCIENCE
Major Subject: Mechanical Engineering
Approved:
_________________________________________
Ernesto Gutierrez-Miravete, Thesis Adviser
Rensselaer Polytechnic Institute
Hartford, Connecticut
August 2009
© Copyright 2009
by
Jeffrey Youngs
All Rights Reserved
CONTENTS
CONTENTS ....................................................................................................................... i
LIST OF TABLES ............................................................................................................. v
LIST OF FIGURES .......................................................................................................... vi
LIST OF SYMBOLS ........................................................................................................ xi
ACKNOWLEDGMENT ................................................................................................ xiv
ABSTRACT .................................................................................................................... xv
1. Introduction.................................................................................................................. 1
1.1
Problem Statement ............................................................................................. 1
1.2
History of Functionally Graded Materials ......................................................... 1
1.3
Pressure Vessel Description ............................................................................... 2
1.4
Finite Element Theory........................................................................................ 3
1.5
Basic Structural Optimization Theory ............................................................... 5
2. Analytical Modeling .................................................................................................... 7
2.1
Exact Solution for a Thick Homogeneous Cylinder .......................................... 7
2.2
Exact Solution for a Thick Homogeneous Hemisphere ................................... 11
2.3
Exact Solution for Functionally Graded Material ............................................ 15
2.4
Stress-Strain Equations for a Functionally Graded Vessel .............................. 16
2.4.1
Strain Solutions for a Functionally Graded Cylinder ........................... 17
2.4.2
Stress Solutions for a Functionally Graded Cylinder ........................... 18
2.4.3
Strain Solutions for a Functionally Graded Hemisphere ..................... 19
2.4.4
Stress Solutions for a Functionally Graded Hemisphere ..................... 20
3. Design Parameters ..................................................................................................... 21
3.1
Pressure Vessel Initial Shape ........................................................................... 21
3.2
Loading Conditions .......................................................................................... 21
3.3
Materials ........................................................................................................... 23
3.4
Modeling Material Properties in Hypermesh ................................................... 25
i
4. Finite Element Modeling ........................................................................................... 27
4.1
Element Shape Considerations......................................................................... 27
4.2
Element Order Considerations ......................................................................... 27
4.3
Axisymmetric Model ....................................................................................... 28
4.4
Solid Element Model ....................................................................................... 33
4.5
Choosing Element Type ................................................................................... 38
4.6
Element Convergence ...................................................................................... 43
5. Structural Optimization ............................................................................................. 48
5.1
Deciding on a Solver ........................................................................................ 48
5.2
Optimization Model in OptiStruct ................................................................... 48
5.3
OptiStruct’s Iterative Solution for Structural Optimization ............................. 51
5.4
Design Sensitivity Analysis in OptiStruct ....................................................... 52
5.5
Convergence in OptiStruct ............................................................................... 53
5.6
Topology Optimization Method in OptiStruct ................................................. 53
5.7
Density Method of Topology Optimization ..................................................... 54
5.8
Topology Optimization: Free Form ................................................................ 55
5.9
Defining the Optimized and Non-Optimized Regions ..................................... 56
5.10 Defining the Load Sets for Structural Optimization ........................................ 56
5.11 Define optimization criteria ............................................................................. 57
5.12 Results for Free Form Topology Optimization ................................................ 58
5.13 Redefining the optimized regions for topology optimization .......................... 60
5.14 Redefining the design criteria: Discreteness Parameter / Penalty Factor ....... 60
5.15 Results for Constrained Topology Optimization ............................................. 60
5.16 Added Manufacturability Constraints: Symmetry Plane and Supporting Design
Parameters ........................................................................................................ 62
5.17 Results for topology optimization of a 1 ½” thick model ................................ 65
5.18 Shape Optimization Method in OptiStruct ....................................................... 67
5.19 Free Shape Optimization Method in OptiStruct .............................................. 67
ii
5.20 Defining the optimized and non-optimized regions for Free Shape
Optimization..................................................................................................... 68
5.21 Defining the design criteria .............................................................................. 68
5.22 Manufacturability Constraint: Grid Constraints .............................................. 70
5.23 Control Cards for Free Shape Optimization .................................................... 71
5.24 Optimization Results: Total Model Volume and Maximum Von Mises Stress,
Only Hemispherical Caps Optimized............................................................... 71
5.25 Optimization Results: Total Model Volume and Maximum Von Mises Stress,
Whole Body Optimization ............................................................................... 74
5.26 Results: Thickness Change for Whole Body Free Shape Optimization ......... 80
5.27 Results: Optimization Model Shape Change .................................................. 82
5.28 Free Shape Optimization Study: Whole Body, Homogeneous Material ........ 84
5.29 Results: Optimization Model Material Distribution ....................................... 85
6. Conclusions................................................................................................................ 87
6.1
Comparison of Topology and Free Shape Optimization.................................. 87
6.2
Comparison of Analytical Solution and Finite Element Analysis for the
Optimized Model ............................................................................................. 88
6.3
Future Work ..................................................................................................... 90
7. References.................................................................................................................. 92
8. Appendix.................................................................................................................... 94
8.1
Excel VBA Code for Creating Material Cards for ABAQUS (12 Element
Layers).............................................................................................................. 94
8.2
Excel VBA Code for Creating Material Cards for OPTISTRUCT (12 Element
Layers).............................................................................................................. 95
8.3
Batch File Code for Input File Translation ...................................................... 96
8.4
Hypermesh TCL Code For Assigning Properties to Adjacent Layers to
Simulate Functionally Graded Material ........................................................... 97
8.5
Excel VBA Code for Translating Heat Transfer Results to SPC Temperature
Loads for OptiStruct Stress/Strain Analysis .................................................... 98
8.6
Mesh Convergence Plots, Stresses for Functionally Graded Cylinder ............ 99
iii
8.7
Mesh Convergence Plots, Stresses for Functionally Graded Sphere/Hemisphere
........................................................................................................................ 102
8.8
Free Form Topology Element Density Plots .................................................. 105
8.9
Topology Optimization Element Density Plots: Constrained Inner Surface, 3”
Thick Vessel ................................................................................................... 108
8.10 Topology Optimization Element Density Plots: Constrained Inner Surface, 1
½” Thick Vessel ............................................................................................. 111
8.11 Free Shape Optimization Plots: Shape Change Compared to Non-Optimized
Model (inches), Hemispherical End Cap Optimized (16 Smoothing Layers,
0.125 Move Factor) ........................................................................................ 114
8.12 Free Shape Optimization Plots: Shape Change Compared to Non-Optimized
Model (inches), Entire Vessel Optimized (12 Smoothing Layers, 0.075 Move
Factor) 117
8.13 Graphs for Material Properties of Free Shape Optimized Model .................. 124
iv
LIST OF TABLES
Table 1: Finite Element Model Inputs ............................................................................ 29
Table 2: Number of Elements, Nodes and Degrees of Freedom for Analysis Models .. 37
Table 3: Run Time and Memory Usage Comparisons for Element Types ...................... 41
Table 4: Comparison of Element Solutions to Analytical Solution for the Hemispherical
Cap ........................................................................................................................... 42
Table 5: Comparison of Element Solutions to Analytical Solution for the Cylindrical
Body......................................................................................................................... 43
Table 6: Comparisons of Von Mises Stress Results for Varying Mesh Densities ......... 46
Table 7: OptiStruct/RADIOSS Finite Element Model Inputs ........................................ 50
Table 8: RADIOSS Model Analysis Results .................................................................. 51
Table 9: Thinner Geometry for Structural Optimization Model .................................... 65
Table 10: Hemispherical Cap Free Shape Optimization Results.................................... 72
Table 11: Whole Body Free Shape Optimization Results .............................................. 75
Table 12: Comparison of Vessel Thickness, Free Shape Optimized and Topology
Optimized Models ................................................................................................... 81
Table 13: Functionally Graded Material Properties for the Optimized Model .............. 85
Table 14:
Mesh Information for Finite Element Solution of the Optimized
Pressure Vessel ........................................................................................................ 88
Table 15: Comparison of Finite Element and Analytical Solutions, Fully Optimized
Hemispherical Cap................................................................................................... 89
Table 16: Comparison of Finite Element and Analytical Solutions, Fully Optimized
Cylindrical Body...................................................................................................... 89
v
LIST OF FIGURES
Figure 1: Diagram of Cylinder Undergoing Pressure Loading, Front and Side Views .... 7
Figure 2: Diagram of Cylinder Undergoing Thermal Loading, Front and Side Views .... 9
Figure 3: Diagram of Hemisphere Undergoing Pressure Loading, Front and Side Views
................................................................................................................................. 12
Figure 4: Diagram of Hemisphere Undergoing Pressure Loading, Front and Side Views
................................................................................................................................. 13
Figure 5: Detail of Pressure Vessel Geometry ............................................................... 21
Figure 6: Pressure Loading for the Vessel ...................................................................... 22
Figure 7: Thermal Loading for the Vessel ...................................................................... 23
Figure 8: Hoop Stress Divided by Pressure Load for Various Material Distributions in a
Functionally Graded Cylinder ................................................................................. 24
Figure 9: Meshing Detail for Axisymmetric Model ....................................................... 29
Figure 10: Comparison of Axisymmetric Model to Analytical Solution, FGM Cylinder
................................................................................................................................. 31
Figure 11: Comparison of Axisymmetric Model to Analytical Solution, FGM Sphere 32
Figure 12: Solid Mesh Created by Spinning Elements, Top View and Isometric .......... 34
Figure 13: Surface Definitions for Spherical Cap (Isometric View) and Surface Mesh
(Top View)............................................................................................................... 35
Figure 14: Problems with High Linear Biasing with Cylinder Surface Meshes, Outer
Surface of Cylindrical Body .................................................................................... 36
Figure 15: Biasing for the Pressure Vessel, Outer Surface of Pressure Vessel .............. 37
Figure 16:
Required Alteration of Abaqus Input files for Coupled Temperature-
Displacement ........................................................................................................... 39
Figure 17: Required Addition to Static Stress/Displacement Analysis Cards for Thermal
Stresses .................................................................................................................... 40
Figure 18: Stress Sampling Regions in the Pressure Vessel Model ............................... 42
Figure 19:
Convergence of Elements to Radial Stress Distribution for an FGM
Hemisphere .............................................................................................................. 44
Figure 20: Stress Discontinuity Plot for Thermo-Mechanically Loaded FGM Vessel
(Inside Surface, Outside Surface, and Isometric View) .......................................... 45
vi
Figure 21: OptiStruct Iterative Solution ......................................................................... 51
Figure 22: Element Density Plot for Free Form Topology Optimization (Side, Rear and
Isometric Views) ...................................................................................................... 58
Figure 23: Element Density Isolation Plot for Free Form Topology Optimization (Side,
Rear and Isometric Views) ...................................................................................... 59
Figure 24: Isolated Element Density Plot for Constrained Topology Optimization (Side,
Outer Surface and Isometric Views)........................................................................ 61
Figure 25: Symmetry Plane Definition in Optimization Model ..................................... 62
Figure 26: Element Density Isolation Plots for Model with Symmetry Constraint
(Outer Surface, Rear, and Isometric Views) ............................................................ 64
Figure 27: Element Density Plot, 1 ½” Thick Pressure Vessel Topology Optimization
(Outer Surface, Side, and Isometric Views) ............................................................ 66
Figure 28: Final Von Mises Stress (ksi), Hemispherical Cap Free Shape Optimization
Model (Inner Surface, Outer Surface and Isometric Views) ................................... 73
Figure 29: Shape Change Results (inches), Free Shape Optimization with Move Factor
of 0.075 and 8, 12, and 16 Smoothing Layers ......................................................... 76
Figure 30: Total Volume Response (in3), Free Shape Optimization (12 Smoothing
Layers) ..................................................................................................................... 77
Figure 31: Final Von Mises Stresses (ksi), Full-Body Free Shape Optimization Model
(Inner Surface, Outer Surface and Isometric Views)............................................... 79
Figure 32: Free Shape Optimization Model Cross-Section Numbers ............................ 80
Figure 33: Magnitude of Final Shape Change (inches) for the Full-Body Free Shape
Optimization (Top, Bottom, and Side Views) ......................................................... 82
Figure 34: Magnified Details for Shape Change (inches) of the Spherical Cap and
Cylindrical Body...................................................................................................... 83
Figure 35: Magnified Shape Change (inches) for Homogeneous Model, Sphere and
Cylinder ................................................................................................................... 84
Figure 37: Mesh Convergence, Radial Stress for FGM Cylinder with 3x3 Top Surface
Mesh ........................................................................................................................ 99
Figure 38: Mesh Convergence, Hoop Stress for FGM Cylinder with 3x3 Top Surface
Mesh ........................................................................................................................ 99
vii
Figure 39: Mesh Convergence, Radial Stress for FGM Cylinder with 4x4 Top Surface
Mesh ...................................................................................................................... 100
Figure 40: Mesh Convergence, Hoop Stress for FGM Cylinder with 4x4 Top Surface
Mesh ...................................................................................................................... 100
Figure 41: Mesh Convergence, Radial Stress for FGM Cylinder with 5x5 Top Surface
Mesh ...................................................................................................................... 101
Figure 42: Mesh Convergence, Hoop Stress for FGM Cylinder with 5x5 Top Surface
Mesh ...................................................................................................................... 101
Figure 43: Mesh Convergence, Radial Stress for FGM Sphere with 3x3 Top Surface
Mesh ...................................................................................................................... 102
Figure 44: Mesh Convergence, Hoop Stress for FGM Sphere with 3x3 Top Surface
Mesh ...................................................................................................................... 102
Figure 45: Mesh Convergence, Radial Stress for FGM Sphere with 4x4 Top Surface
Mesh ...................................................................................................................... 103
Figure 46: Mesh Convergence, Hoop Stress for FGM Sphere with 4x4 Top Surface
Mesh ...................................................................................................................... 103
Figure 47: Mesh Convergence, Radial Stress for FGM Sphere with 5x5 Top Surface
Mesh ...................................................................................................................... 104
Figure 48: Mesh Convergence, Hoop Stress for FGM Sphere with 5x5 Top Surface
Mesh ...................................................................................................................... 104
Figure 49: Free Form Topology Initial State ................................................................ 105
Figure 50: Free Form Topology, Iteration 3 ................................................................. 105
Figure 51: Free Form Topology, Iteration 8 ................................................................. 106
Figure 52: Free Form Topology, Iteration 16 ............................................................... 106
Figure 53: Free Form Topology, Final Solution ........................................................... 107
Figure 54: Volume Response, Free Form Topology .................................................... 107
Figure 55: 3" Constrained Topology, Initial Condition ................................................. 108
Figure 56: 3" Constrianed Topology, 5 Iterations ......................................................... 108
Figure 57: 3" Constrained Topology, 15 Iterations ...................................................... 109
Figure 58: 3" Constrained Topology, 23 Iterations ...................................................... 109
Figure 59: 3" Constrained Topology, Final Solution .................................................... 110
viii
Figure 60: 3" Constrained Topology, Total Volume Response.................................... 110
Figure 61: 1 ½” Constrained Topology, Initial Condition............................................ 111
Figure 62: 1 ½” Constrained Topology, Iteration 3...................................................... 111
Figure 63: 1 ½” Constrained Topology, Iteration 8 ...................................................... 112
Figure 64: 1 ½” Constrained Topology, Iteration 15.................................................... 112
Figure 65: 1 ½” Constrained Topology, Final Solution ............................................... 113
Figure 66: 1 ½” Constrained Topology, Total Volume Response ............................... 113
Figure 67:
Shape Change for Hemispherical End Cap Free Shape Optimization,
Iteration 0 (Outer Surface and Side Views) (Model Before Optimization Routine)
............................................................................................................................... 114
Figure 68:
Shape Change for Hemispherical End Cap Free Shape Optimization,
Iteration 1 (Outer Surface and Side Views) ........................................................... 114
Figure 69:
Shape Change for Hemispherical End Cap Free Shape Optimization,
Iteration 2 (Outer Surface and Side Views) ........................................................... 115
Figure 70:
Shape Change for Hemispherical End Cap Free Shape Optimization,
Iteration 3 (Outer Surface and Side Views) ........................................................... 115
Figure 71:
Shape Change for Hemispherical End Cap Free Shape Optimization,
Iteration 4 (Outer Surface and Side Views) ........................................................... 116
Figure 72: Hemispherical Cap Free Shape Optimization, Total Volume Response .... 116
Figure 73:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 0
(Outer Surface, Side, and Rear Views) (Model Before Optimization Routine) .... 117
Figure 74:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 1
(Outer Surface, Side, and Rear Views) .................................................................. 118
Figure 75:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 2
(Outer Surface, Side, and Rear Views) .................................................................. 119
Figure 76:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 3
(Outer Surface, Side, and Rear Views) .................................................................. 120
Figure 77:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 4
(Outer Surface, Side, and Rear Views) .................................................................. 121
Figure 78:
Shape Change for Entire Vessel Free Shape Optimization, Iteration 5
(Outer Surface, Side, and Rear Views) .................................................................. 122
ix
Figure 79: Hemispherical Cap Free Shape Optimization, Total Volume Response .... 123
Figure 80: Functionally Graded Material Properties for the Optimized Cylindrical Body
............................................................................................................................... 124
Figure 81: Functionally Graded Material Properties for the Optimized Hemispherical
End Caps ................................................................................................................ 125
x
LIST OF SYMBOLS
Symbol
Meaning (units)
a
inner radius (in)
b
outer radius (in)
DV
design variable for shape optimization (unitless)
E
modulus of elasticity (lbf/in2)
Eo
power law equation coefficient for modulus of elasticity variation
in functionally graded material (lbf/in2)
f(x)
objective function for optimization routine: total volume (in3)
g(x)
constraint function for optimization routine:
von mises stress
(lbf/in2)
k
thermal conductivity (Btu/hr-ft-ºF)
ko
power law equation coefficient for thermal conductivity variation
in functionally graded material (Btu/hr-ft-ºF)
K
original stiffness matrix of an element (lbf/in)
K
penalized stiffness matrix of an element in density method of
topology optimization (lbf/in)
L
axial length (in)
m1
power law equation exponent for modulus of elasticity variation in
functionally graded material (unitless)
m2
power law equation exponent for linear coefficient of thermal
expansion variation in functionally graded material (unitless)
m3
power law equation exponent for thermal conductivity variation in
functionally graded material (unitless)
M
power law equation exponent for variation in all material
properties in functionally graded material (unitless)
mesh_size
average mesh size within the shape optimization design region
(in)
MVFACTOR
move factor in shape optimization (unitless)
xi
p
penalization factor in density method of topology optimization
(unitless)
P
Pressure (lbf/in2)
PV
perturbation vector for shape optimization (in)
r
radius (in)
T
temperature increase over uniform initial temperature (ºF)
Ti
temperature increase at inner radius (ºF)
To
temperature increase at outer radius (ºF)
u
radial distance (in)
x
vector of design variables (unitless)
xL
lower limit for the vector of design variables (unitless)
xU
upper limit for the vector of design variables (unitless)
z
axial distance (in)
linear coefficient of thermal expansion (in/in-ºF)
power law equation coefficient for linear coefficient of thermal
expansion variation in functionally graded material (in/in-ºF)
i
maximum
initial
movement
of
design
grids
in
shape
optimization (in)
sum of strain (in/in)
r
radial strain (in/in)
hoop strain (in/in)
hoop strain (in/in)
z
axial strain (in/in)
angle (radians)
poisson’s ratio (unitless)
element density factor in density method of topology optimization
(unitless)
r
radial stress (lbf/in2)
hoop stress (lbf/in2)
xii
hoop stress (lbf/in2)
angle (radians)
vector of nodal coordinates (in)
0
initial vector of nodal coordinates (in)
xiii
ACKNOWLEDGMENT
I would like to thank my adviser Professor Ernesto Gutierrez-Miravete for his
time and support. I would also like to thank Dan Pusey of Altair Engineering for his
technical support in using Hypermesh, OptiStruct and RADIOSS. In addition, I would
like to thank my co-worker Tom Roes for sharing his experience in Abaqus. Finally, I
would like to thank my friends and family for their support and putting up with me for
these past few months.
xiv
ABSTRACT
Pressure vessels with high thermal and pressure loads require designs with large
thickness to reduce the stress in the vessel. This large thickness can make the vessel
very heavy and hard to manufacture. To reduce the thickness needed for the design, one
can functionally grade the material to lower the stress found in the vessel and allow it to
have a less thick design. However, these functionally graded materials tend to be costly,
especially when bulk manufactured. Therefore, it is necessary to optimize the vessel so
as to minimize the total volume while keeping it under an allowed stress.
The problem posed is how to reduce the amount of material needed in a
thermally loaded pressure vessel with a cylindrical body and hemispherical caps. To
accomplish this, finite element models were created and optimized based on an objective
of minimizing total volume while being constrained by a maximum Von Mises stress.
The optimization methods used were topology and free shape optimization. The results
showed that topology optimization required less design parameters and was simple to set
up, but provided designs with unwanted voids unless extra controls were added. When
these controls were added, the models produced were less than optimal in volume
reduction. The results from the topology optimization, however, were useful as a
preliminary design for the free-shape optimization to work from. The free shape method
required more design parameters and was rather sensitive to the optimization controls,
but provided designs with less volume. Therefore, free shape optimization is more
suitable for giving a truly optimized solution.
xv
1. Introduction
1.1 Problem Statement
The goal of this project was to optimize the design of a functionally graded pressure
vessel undergoing high thermal and pressure loads. This functionally graded vessel had
metallic properties on the outside surface. The properties were varied through the
thickness of the pressure vessel within the linear elastic regime in order to have material
properties on the inner surface that are more like those of a ceramic. The objective of
this optimization was to reduce the cost of the pressure vessel while keeping the vessel
from surpassing a design stress constraint. The cost was dependent upon the total
volume of the vessel. The greater the total volume, the more costly the design would be.
To compute the stresses of the vessel, finite element models were created. The
stress output of the finite element models was compared to analytical solutions for the
stress distribution both before and after the optimization routine.
The first method of optimization investigated was topology optimization. This
optimization procedure was performed by way of effectively voiding elements in a given
model. This gave guidance to where material in the model is not necessary, which in turn
reduced the cost of the pressure vessel.
The second method of optimization investigated was free shape optimization. In
this optimization procedure, the volumes of certain elements in the model were changed
by way of moving the nodes that define the shape of the elements. The smaller the
elements in the model, the less material there would be and the lower the cost of the
pressure vessel.
1.2 History of Functionally Graded Materials
Functionally graded materials (FGMs) are materials characterized by a gradual
change in material properties with position throughout it. This property gradient is
created by position-dependent variations in chemical composition, microstructure or
atomic order. These materials allow a structure to have properties that are advantageous
at various interfaces (i.e. corrosion resistance at one layer and advanced strength at
1
another layer) while keeping the property change continuous, therefore eliminating the
stress singularities due to material property mismatch or poor adhesion of layers.
Japanese scientists first conceived FGMs in 1987 as a way to make a thermal shield that
would be able to survive multiple cycles. The nose cone initially had a SiC protection
layer on a C/C composite exposed to a supersonic gas flow at 1900 ºC that deteriorated
after the first thermal cycle. When the scientists added an extra graded SiC/C graded
interlayer between the SiC layer and the C/C composite, the nose cone did not show any
change after 10 cycles. Since that time, the FGMs that are in production are still mostly
in the form of thin layers. Thicker FGM structures, or bulk FGMs have been worked on
as well, and can be preferable to thin layers on a structure due to the variation extending
over a large part of the material as opposed to it being on a thin coating on the structure.
While the coating may be processed to minimize the singularity effect of layer
interaction, the only way to completely eliminate this effect is to go with a through-layer
variation of material properties.
The main problem with bulk FGMs is the cost of production. The gradual
transition of materials is hard to be effectively reproduced given the current production
methods. There is currently work being done to improve the production methods of bulk
FGMs so that they can be commercially viable. Until an inexpensive and trustworthy
method of creating these bulk FGMs arrive, though, one will have to attempt to optimize
these structures so as to reduce the amount of material needed to be processed without
sacrificing the structural integrity of the part being manufactured. (Neubrand,
pp. 3407-3413)
1.3 Pressure Vessel Description
Pressure Vessels can, in theory, be any shape. However, complex shapes would
make construction as well as analysis for safety too difficult. Therefore, simple shapes
such as cylinders and spheres would seem to be optimal for pressure vessel design.
An additional factor in pressure vessel design is the objective for the optimization.
The objective for this thesis is that the design vessel be optimized so that it can reduce
the amount of material used while not exceeding a stress constraint. Therefore, it would
be optimal if the stress concentrations at the joints between the pressure vessel body and
2
caps were minimal. This can be achieved by using a cylindrical tube with hemispherical
end caps. This reduces the amount of sharp transitions in angularity and thickness that
are the hallmarks of stress concentration were a flat cap to be used.
When deciding on the conditions that the pressure vessel would have applied to it,
the writer has chosen those that are similar to power plant pressure vessels. This is to
say that the pressure vessel would have to hold a sizeable amount of high-temperature
fluid that is at a high pressure.
1.4 Finite Element Theory
Finite Element Analysis (or FEA in short) is used to get a numerical solution to
many problems in engineering that are complex in nature and therefore would make
analytical solutions an encumbrance or impossible.
There are two primary approaches in FEA. The first is that of using discrete
elements to obtain the joint displacements and member forces of a structural framework.
This method is referred to as the matrix analysis of structures. The results from this
approach are identical to classical structural framework analysis.
The second approach is that of using continuum elements to obtain approximate
solutions for problems such as heat transfer and solid mechanics. This approach also
creates discrete elements, but it uses points where the elements meet, called nodes, as
reference points to give approximate values of desired parameters. While potentially
less accurate, this method is preferred when working with systems with irregular-shaped
bodies, several materials, nonlinear material properties, or mixed boundary conditions.
This method is well suited to the proposed analysis, seeing as the pressure vessel
contains a discontinuity point at the intersection of the hemispherical head and the
cylindrical body, as well as it having varied material properties through its thickness and
mixed thermal and mechanical boundary conditions.
The method involved in finite element analysis can be explained in five basic steps.
The first of these steps is to discretize the region. This involves subdividing the system
into elements, as well as locating and numbering the nodes that define these elements.
One needs to make sure that the nodes are closer together (i.e. smaller elements) in
regions where the outputs should change rapidly and further apart where the outputs are
3
expected to be relatively constant. One should also make sure that there are nodes
present in areas where output is desired. This step is rather reliant on engineering
experience; otherwise the creator will need to revisit this step several times in a feat of
trial and error.
The next step is to specify the equations that the discrete elements will use to
calculate values at the nodes. The order of the approximation is of particular interest,
and most finite element software packages rely on linear and quadratic equations. These
equations are calculated at the nodes by use of a shape function, which calculates the
outputs based on the position of the nodes relative to the element itself. In cases where it
is known that the output will be linear in form, it would be optimal to make sure all
elements use linear shape functions. If it is known that the output will be of a strictly
quadratic form, it may be better to use quadratic elements, because even though it has
more nodes to calculate with, it will be able to fit a quadratic curve with minimal
amounts of elements. Again, engineering experience is crucial in making sure that the
shape functions are suitable to the model.
The next step is to develop the system of equations. This, in effect, joins the nodal
equations for each element together to get a system of equations that are inter-related.
This can include, as in Galerkin’s method, the definition of a weighting function for each
unknown nodal value and then evaluating the weighted residual integral for each node.
It can also include, as in the potential energy formulation, the potential energy of the
system being written in terms of nodal displacements and then minimized. Depending
upon the elements used, the method of developing the system of calculations can vary.
Therefore, engineering experience is quite useful in making sure that the system of
equations is suitable for the analysis model.
After that, there is the crucial step of solving the system of equations. In order to do
this, the analyst must make input material properties, as well as loading conditions and
boundary conditions for the model. This is where the finite element software is most
useful, seeing as it can process the system of equations much faster than a human would
be able to. However, seeing as the program is not human, any mistakes in the input
values for the model can become fatal and make the solution impossible without human
intervention.
4
Finally, the resulting quantities of interest must be examined. This is effectively
done by finite element software in its post-processing functions. These functions make
it possible for the output of the systems of equations to be seen in graphical form,
making it quite easy to find points of failure or discontinuity in solution. (Cook, 2002)
1.5 Basic Structural Optimization Theory
Structural optimization is a method of design optimization in which the structure of
a model is iteratively modified to accomplish an objective while being guided by design
constraints. In this thesis, the objective is to minimize cost by reducing volume and the
constraint is the maximum von mises stress in the model. There are many specific
methods of structural optimization available, but this thesis concentrates on the topology
and free shape optimization methods.
Topology optimization accomplishes structural optimization by showing where
material can be removed. This can be accomplished using several methods, but in this
thesis uses the density method of OptiStruct. In this methodology, the optimization
structure varies the stiffness of the elements by multiplying the original stiffness of the
elements by a design density that is modified during each iteration. This design density
can vary from zero to one. When the design density for an element is zero, it will have
no stiffness and will be counted as a void. When the design density for an element is
one, the stiffness will not be altered.
There are several aspects that should be considered when performing topology
optimization. First, there will be some elements of intermediate density present that
require engineering judgment as to whether or not to eliminate the elements. In addition,
topology optimization has a tendency to create zero-stiffness elements in areas that
would result in a design that cannot be manufactured.
However, OptiStruct has controls that force the design to keep the design densities
close to zero or one, reducing the amount of engineering judgment needed. In addition,
OptiStruct has manufacturing constraints that greatly reduce the likelihood of having
voids in undesired areas. Therefore, topology optimization should be a useful tool for
reducing material in a model.
5
Free shape optimization is a method of structural optimization in which the outer
boundary of the structure is modified to accomplish the objective. With finite element
models, this is accomplished by moving a grid of nodes that defines this boundary. For
this thesis, the boundary will be the outer surface of the vessel and the free shape
optimization will be constrained so this outer surface can only move in an inward
direction.
If one were to move this boundary by itself, it is quite likely that the elements that
contain the boundary nodes would be changed in ways that would make them fail basic
size and shape criteria. Fortunately, OptiStruct offers a number of different methods to
account for the possibility of creating a bad mesh of elements through optimization. One
such method of accountability is forcing nodes adjacent to the outer surface to move
along with the design grid. This reduces the change in the element size and shape,
reducing the chance of having failed elements. Another method of accountability is that
of reducing the initial deflection of the design grid. This reduction in deflection reduces
the total shape and size change and the chances of having failed elements are less likely.
With these methodologies, one is able to create a feasible design that can reduce the
volume of a model significantly.
6
2. Analytical Modeling
In order to find out if the models created by the finite element and optimization
software are giving correct results, it is necessary to find analytical solutions for key
design parameters of the optimization. As was stated before, the vessel shape chosen
was that of a cylindrical pressure vessel with hemispherical end caps. The solution for
the top of the hemispherical cap and the midpoint of the cylinder are sufficiently similar
to the solution for those of isolated spheres and cylinders, respectively. The solution for
the point where the cap meets the cylinder, however, is significantly more analytically
complex. Therefore, in order to more efficiently use the time allotted in the thesis, it was
deemed sufficient to use the solution for the hemisphere and the cylinder as comparisons
to the model results.
2.1 Exact Solution for a Thick Homogeneous Cylinder
In order to understand the behavior of the pressure vessel, we need to figure out
how the various parts of the vessel respond to the loading conditions that will be applied
to it. The first effort was put into finding how the cylindrical body responds to pressure
loading.
Figure 1: Diagram of Cylinder Undergoing Pressure Loading, Front and Side Views
In this diagram, the coordinate system comprises of the radius (r), the angle (),
and the axial distance (z). The cylinder is of an inner radius “a”, an outer radius “b”, and
axial length “L.” The inner surface has a pressure load of “P” applied to it.
From Timoshenko’s work, it is known that the following are the stress and strain
equations of a thick cylinder undergoing axisymmetric pressure loading.
7
u
r
u
r
r
E
r
1 2
E
r
1 2
r
Equation 1: Stress and Strain Equations, Thick Cylinder With Axisymmetric Pressure Load
For these equations, u is the radial displacement, is poisson’s ratio, r is the
radial strain, is the angular strain (also known as circumferential or hoop strain), r
is the radial stress, and is the angular stress (also known as circumferential or hoop
stress).
If we assume that this cylinder is under an axisymmetric internal pressure load, we
have the following stress equilibrium equation and the boundary conditions:
r
0
r
r r a P
r r
r r b 0
Equation 2: Stress Equilibrium Equation and Boundary Conditions, Thick Cylinder With
Axisymmetric Pressure Load
8
From this, one can find the stress for the cylinder undergoing axisymmetric
internal pressure loading (Timoshenko, pp. 205-208).
r
a2 P b2
1
b 2 a 2 r 2
a2 P b2
1
b 2 a 2 r 2
Equation 3: Radial and Hoop Stress, Thick Cylinder With Axisymmetric Pressure Load
The next step is to find what the behavior of a cylinder undergoing thermal
loading is. As before, Timoshenko’s work was useful in finding this solution. The
loading conditions are shown in Figure 2.
Figure 2: Diagram of Cylinder Undergoing Thermal Loading, Front and Side Views
In this diagram, all the coordinate and dimensional information is the same as
Figure 1. Ti is the increase in temperature of the inner wall above the initial temperature.
To is the increase in temperature of the outer wall above the initial temperature. The
initial temperature is assumed to be uniform throughout the cylinder.
In thermal loading, the elongations are not only in the radial and circumferential
directions. Seeing as temperature loading makes a volume grow in all directions, the
deflection the axis of the cylinder (the z-direction) shall also need to be taken into
account. We shall refer to this deflection as w and its strain component shall be z .
9
z
w
z
Equation 4: Axial Strain, Thick Cylinder
In order to simplify the solution, we shall create a symbol, , for the sum of the
strains. Thus, the radial and hoop stress equations for a thick cylinder with axisymmetric
thermal loading are as shown below. (Timoshenko, pp.228-231)
z r
E
E T
r
(1 )
1 2 1 2
E
E T
(1 )
1 2 1 2
r
Equation 5: Stress Equations, Thick Cylinder With Axisymmetric Thermal Load
Where is the linear coefficient of thermal expansion and T is the increase in
temperature over a uniform initial temperature. For the loading conditions given, the
temperature only varies with the radial distance (r).
To find a solution for these stresses, one needs to know the stress equilibrium
equation along with the following boundary conditions:
r
0
r
r r a 0
r r
r r b 0
T (r a) Ti
T (r b) To
Equation 6: Stress Equilibrium Equation and Boundary Conditions, Thick Cylinder With
Axisymmetric Thermal Load
Now that this is known, we will need to define the temperature distribution of the
temperature through the thickness of the cylinder. In this thesis, we will simplify the
heat transfer through the thickness of the cylinder to that of steady state conductive heat
transfer with no radiation or convection to the environment. If we assume that there is no
expansion of the cylinder at the initial temperature (which would be ambient temperature
10
in the real world) and that the temperature of the outer surface is this temperature, we get
the following for the temperature distribution under steady-state conditions (Incropera,
p. 106).
b
ln
r
T Ti
b
ln
a
Equation 7: Temperature Distribution, Thick Cylinder With Axisymmetric Thermal Load
With these inputs, one can solve for the thermal stress. The following are the
solutions for a thick cylinder undergoing steady-state thermal loading (Timoshenko,
p.232):
a 2 b 2 b
b
1 ln
ln
r b 2 a 2 r 2 a
b
21 ln
a
ETi
a 2 b 2 b
b
1 ln
1 ln 2
r b a 2 r 2 a
b
21 ln
a
r
ETi
Equation 8: Radial and Hoop Stress, Thick Cylinder With Axisymmetric Thermal Load
Now that the stresses for a thick cylinder have been solved, one needs to find the
stresses for a thick hemisphere.
2.2 Exact Solution for a Thick Homogeneous Hemisphere
To obtain the solution for the hemispherical heads, we need to figure the solution
for hemispheres under similar loadings to those put upon the cylinder in the previous
section. The loading conditions for the sphere are shown in Figure 3.
11
Figure 3: Diagram of Hemisphere Undergoing Pressure Loading, Front and Side Views
It can be seen from this diagram that the coordinate system has changed. The axial
direction, z, is no longer used. Instead, there is another angular direction, . This
angular degree of freedom has its own hoop strain, , which due to the axisymmetric
nature of the load and the geometry of the sphere can be said to be equivalent to .
The same can be said for the hoop stress. If we take the equivalence into account and set
and , the stress and strain equations for a thick hemisphere undergoing
axisymmetric pressure loading can be said to be the following:
r
u
r
u
r
E
r 2
1 2
E
(1 ) r
1 2
r
Equation 9: Stress and Strain Equations, Thick Hemisphere With Axisymmetric Pressure Load
12
We will need to get the stress equilibrium equation if we wish to find the
axisymmetric pressure solution for a thick hemisphere. The equilibrium equation, with
its boundary conditions, is as follows:
r
0
r
r r a P
2( r ) r
r r b 0
Equation 10: Stress Equilibrium Equation and Boundary Conditions, Thick Hemisphere With
Axisymmetric Pressure Load
From this, one can find the stress-strain behavior of an internally loaded thick
hemisphere. The equations for the radial and hoop stresses are shown below (Budynas,
p.685):
r
a 3 P b3
1
b 3 a 3 r 3
a3P
2 b3 a 3
b3
1 3
r
Equation 11: Radial and Hoop Stress, Thick Hemisphere With Axisymmetric Pressure Load
The next step is to find the thermal stress for the hemisphere. The loading
conditions for the thick hemisphere are shown in Figure 4.
Figure 4: Diagram of Hemisphere Undergoing Pressure Loading, Front and Side Views
13
Again, we take into effect the volumetric expansion due to the thermal loading of
the sphere. Therefore, the stress equations are as follows:
r
E
ET
r
(1 )
1 2 1 2
E
ET
(1 )
1 2 1 2
r
Equation 12: Stress Equations, Thick Hemisphere With Axisymmetric Thermal Load
If we want to solve this system of equations, we need the stress equilibrium
equation. In addition, we need to apply the same boundary conditions as we did with the
cylinder.
2 r r
r r a 0
r r b 0
r
0
r
T (r a) Ti
T (r b) To
Equation 13: Stress Equilibrium Equation and Boundary Conditions, Thick Hemisphere With
Axisymmetric Thermal Load
We also need to find the temperature distribution through the thickness. As with
the cylinder, it will be assumed that there will be steady state conductive heat transfer
alone in the hemisphere. If the same assumptions that were made for the cylinder are
applied to the hemisphere, we get the following for the temperature distribution at steady
state. (Noda, p. 298)
a
1
r
T Ti 1
a
1
b
Equation 14: Temperature Distribution, Thick Hemisphere With Axisymmetric Thermal Load
14
With these inputs, we can solve for the thermal stress (Hetnarski, p. 298).
r
ETi ab
1 b 3 a 3
a b
ab
1 r 1 r b a r
2
ETi ab
b a a 2b 2
ba
1 b 3 a 3
2r
2r 3
Equation 15: Radial and Hoop Stress, Thick Cylinder With Axisymmetric Thermal Load
Now that the stresses for both the thick hemisphere and the thick cylinder have
been found, it is necessary to apply these solutions to functionally graded materials.
2.3 Exact Solution for Functionally Graded Material
All of the above equations are based on a solution in which the material is the
same throughout the thickness. The pressure vessel will be functionally graded, and
therefore an analytical solution that has a varied material property distribution through
the thickness is needed. This variation in material properties can be modeled several
ways, but in this thesis the material distribution shall be that in which the material
properties vary throughout the thickness in a way describable by a power law equation.
Power law equations were chosen due to their ability to conform well to various
distributions with minimal inputs, allowing for a more versatile and simplistic solution.
The power law equation will be limited to a single term for further simplicity. In order
to simplify the solution even further, it was assumed that Poisson’s ratio would be
constant throughout. To solve the equations created before, we need only to vary three
material properties: the modulus of elasticity, the thermal expansion coefficient, and the
thermal conductivity.
E r E o r m1
r o r m 2
k (r ) k o r m3
Equation 16: Power Law Material Property Distributions
Where the terms with “o” subscripts are the base values to be scaled and the “m”
exponents are the powers that control the scaling of the base values. The exponents can
be independent, but for simplicity, the thesis shall assume all the exponents are the same
15
value. The values for the material property coefficients can be found in Section 3.3, the
discussion of the materials used in this study.
The solution for the cylinder and the sphere is similar to that of the previous
pressure and thermal loading conditions, except that in this case the thermal conductivity
is needed for the steady state heat transfer solution. The variation of the thermal
conductivity makes it so that the steady state temperature distribution is not exactly
linear through the thickness, unlike a model with a single isotropic material. This makes
the distributions given by Equations 7 and 14 no longer valid. Therefore, one needs to
take into consideration the heat conduction equations for the sphere and the cylinder
(Incropera, pp. 105-111).
cylinder :
1
T r
r k r
r r
r
hemisphere :
1 2
T r
r k r
2
r
r r
Equation 17: Heat Conduction Equations, Thick Cylinder and Thick Hemisphere
In order to solve for the temperature distribution and the stress-strain state, the
boundary conditions for the cylinder and sphere will be as follows:
r r a P
r r b 0
T (r a ) Ti
T (r b) To
Equation 18: Boundary Conditions, Functionally Graded Cylinder and Hemisphere
A more detailed solution for these systems can be found in (Eslami, 2002) and
(Eslami, 2004).
2.4 Stress-Strain Equations for a Functionally Graded Vessel
With the equations set up in Sections 2.2 and 2.3, it is possible to solve for the stress
and strain in a thermo-mechanically loaded vessel. However, these equations are rather
complex in such as that there are too many terms in the solution to be directly input into
16
this paper. However, the equations can be made much more legible if certain values are
set to numerical constants. For these equations, it was chosen to make the material
properties vary linearly (as shown in Section 3.3) with a poisson’s ratio of 0.3. In
addition, the geometry of the vessel is such as is described in Section 3.1. As a
summary, the following are the variables set to numerical constants.
m1 m2 m3 1
0.3
a 16.75
b 19.75
2.4.1
Strain Solutions for a Functionally Graded Cylinder
The following is the radial strain for a functionally graded cylinder with linearly
varied material properties that is under internal pressure and at a steady state temperature
distribution through its thickness:
r
1
P
o 26968.05 Ti 31798.15 To 217.88
Eo
r
2.41
1
P
o 102.56 Ti 120.93 To 0.33
Eo
r
143.35 o Ti To o r 7.64 Ti 9.01 To
0.59
Equation 19: Radial Strain, Functionally Graded Thick Cylinder With Axisymmetric Pressure and
Thermal Loads
The hoop strain is as follows:
1
P
19176.23 Ti 22610.78 To 154.93
2.41 o
Eo
r
1
P
o 252.42 Ti 297.63 To 0.81
Eo
r
143.35 o Ti To o r 3.82 Ti 4.50 To
0.59
Equation 20: Hoop Strain, Functionally Graded Thick Cylinder With Axisymmetric Pressure and
Thermal Loads
17
2.4.2
Stress Solutions for a Functionally Graded Cylinder
The following is the radial stress for a functionally graded cylinder with linearly
varied material properties that is undergoing internal pressure and a steady state
temperature distribution through its thickness:
r
Eo
P
25239.94 Ti 29760.52 To 203.91
1.41 o
Eo
r
P
Eo r 0.41 o 283.69 Ti 334.50 To 0.91
Eo
1.7 10 7 Eo o r Ti To Eo o r 2 1.47 Ti 1.73 To
Equation 21: Radial Stress, Functionally Graded Thick Cylinder With Axisymmetric Pressure and
Thermal Loads
The hoop stress is as follows:
Eo
r 1.41
P
o 10255.67 Ti 12092.50 To 82.86
Eo
P
E o r 0.41 o 398.96 Ti 470.42 To 1.29
E o
1.7 10 7 E o o r Ti To E o o r 2 4.41 Ti 5.20 To
Equation 22: Hoop Stress, Functionally Graded Thick Cylinder With Axisymmetric Pressure and
Thermal Loads
18
2.4.3
Strain Solutions for a Functionally Graded Hemisphere
The following is the radial strain for a functionally graded hemisphere with linearly
varied material properties that is undergoing internal pressure and a steady state
temperature distribution through its thickness:
r
1
P
o 8.34 10 5 Ti 9.38 10 5 To 3087.07
Eo
r
3.46
1
P
o 105.38 Ti 90.92 To 0.11
Eo
r
o r 2.78 Ti 3.86 To
0.54
Equation 23: Radial Strain, Functionally Graded Thick Hemisphere With Axisymmetric Pressure
and Thermal Loads
The hoop strain is as follows:
1
P
3.38 10 5 Ti 3.81 10 5 To 1252.94
3.46 o
Eo
r
1
P
227.18 Ti 196.01 To 0.25
0.54 o
Eo
r
o r 1.39 Ti 1.93 To
Equation 24: Hoop Strain, Functionally Graded Thick Hemisphere With Axisymmetric Pressure
and Thermal Loads
19
2.4.4
Stress Solutions for a Functionally Graded Hemisphere
The following is the radial stress for a functionally graded hemisphere with linearly
varied material properties that is undergoing internal pressure and a steady state
temperature distribution through its thickness:
r
Eo
r 2.46
P
o 7.32 10 5 Ti 8.23 10 5 To 2709.96
Eo
P
E o r 0.46 o 403.99 Ti 348.56 To 0.44
Eo
2498.56 E o o Ti To E o o r 2 1.07 Ti 1.48 To
Equation 25: Radial Stress, Functionally Graded Thick Hemisphere With Axisymmetric Pressure
and Thermal Loads
The hoop stress is as follows:
Eo
P
1.70 10 5 Ti 1.91 10 5 To 628.51
2.46 o
Eo
r
P
E o r 0.46 o 497.68 Ti 429.39 To 0.54
Eo
2498.56 E o o Ti To E o o r 2 2.14 Ti 2.97 To
Equation 26: Hoop Stress, Functionally Graded Thick Hemisphere With Axisymmetric Pressure
and Thermal Loads
20
3. Design Parameters
3.1 Pressure Vessel Initial Shape
As was discussed in the introduction, the pressure vessel is cylindrical with
hemispherical end caps in order to reduce the discontinuity stress at the junction between
said cylinder and hemisphere.
The thickness of the pressure vessel was critical to the design. The inner radius
was decided to be 16.75 inches and the length of the cylindrical body was decided to be
120 inches to make sure the vessel would be able to hold a large volume of fluid. In
order to make sure that the pressure vessel would be able to hold high pressure and
thermal loads, it was decided to make the vessel thick relative to the inner radius of the
vessel. The thickness was conservatively set to 3 inches. Thus, the outer radius was set
to be 19.75 inches.
Figure 5: Detail of Pressure Vessel Geometry
3.2 Loading Conditions
The loading conditions that were put upon the pressure vessel were that of a
pressure 1,500 psi, an internal temperature of 500 degrees Fahrenheit above an arbitrary
initial temperature, and an external temperature equal to this initial temperature, or
0 degrees Fahrenheit above the initial temperature. It is assumed that the vessel is not
thermally stressed at this initial temperature.
21
To calculate the finite element analysis pressure stresses, a static stress analysis
needs to be performed. The loading conditions for this analysis can be seen in Figure 6.
Symmetry Boundary
Condition at y = 0
Symmetry Boundary
Condition at x = 0
X-Z Symmetry
Plane
Internal Pressure
Loading, 1500 lb/in2
Cylindrical Axis
of Symmetry
Figure 6: Pressure Loading for the Vessel
The pink triangles seen on inner face of each of the components define a surface
where the pressure should be applied to the vessel. The orange triangles on the sides
represent the boundary conditions that are applied to those sides. Seeing as this model is
one-eighth of the full vessel, the boundary conditions are those of symmetry.
To get the temperature distribution needed to calculate the thermal stresses, one
needs to perform a steady state heat transfer analysis. The heat transfer analysis requires
different boundary conditions than the pressure model. The boundary conditions that are
used in a steady state heat transfer model are shown in Figure 7.
22
External Temperature Boundary Condition, T=0
Internal Temperature Boundary Condition, T=500
Figure 7: Thermal Loading for the Vessel
The steady state analysis required that all loads shown be applied to a steadystate heat transfer solution. The outer surface had to have a temperature of 0 degrees
applied to it, seeing as otherwise the steady-state solution would have the entire model
be at a uniform 500 degrees.
3.3 Materials
Material choice was very important when designing a functionally graded
component to be optimized.
In order to properly guide the process of structural
optimization, it is necessary to reasonably approximate the desired material distribution
for the component. In order to help with this, theoretical solutions for radial and hoop
stresses in functionally graded spheres and cylinders were obtained.
The material
distributions assumed that the three varied material properties each had the same
exponent applied to its power law distribution function. If one solves for the thermomechanical problems defined in (Eslami, 2002) and (Eslami, 2004), one will find that
the highest stress in a thermally loaded pressure vessel will be the hoop stress in the
cylindrical portion. The value of the exponent is varied from –2 to 3, and the result for
the hoop stress for the cylindrical portion is listed on the next page.
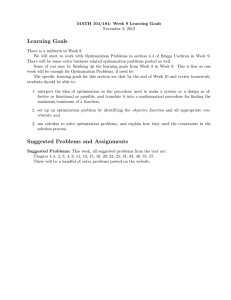
23
M = -2
M = -1
M=0
M=3
M=1
M=2
Figure 8: Hoop Stress Divided by Pressure Load for Various Material Distributions in a
Functionally Graded Cylinder
From this, one can see that the material distribution that results in the least
overall stress in the vessel would be that of a linear material variation (M=1). Therefore,
it was decided that a linearly varied material would be used to perform the finite element
analyses and the structural optimization. The outside of the vessel would be purely
metallic and the material properties would linearly decrease in magnitude throughout the
thickness as it approaches the inner surface. The material that was chosen for the outer
surface was AISI 1050 Steel. When searching for ceramics commonly used with steels,
such as Zirconia, it was found that the chosen material properties were slightly smaller
for the ceramic than the steel itself. (Buschow et al., p. 3407) Therefore, this material
distribution was decided to be sufficient for the stated objective of having metallic
properties at the outer surface and nearly ceramic properties at the inner surface of the
vessel.
24
The typical properties for AISI 1050 Steel, as found on Matweb, are as follows:
lbf
in 2
in
7 10 6
in o F
Btu
k 30
hr ft o F
E 30 10 6
When the exponents are set to 1, the coefficients that need to be used for the
FGM material property equations in Section 2.3 are as follows:
m1 m2 m3 M 1
lbf
in 2
in
o 3.54 10 7
in o F
Btu
k o 1.519
hr ft o F
Eo 1.519 10 6
3.4 Modeling Material Properties in Hypermesh
Seeing as the structural optimization was performed with finite elements, it is not
possible to create a smooth transition in material properties from one side to the other.
Instead, the thickness of the vessel needs to be divided into several layers of elements,
each layer with its own material properties.
If the layers are thin enough, the
discontinuities in material properties will be small enough to approximate the material
distribution sufficiently. (Bhasyam, p.129) However, the thinner the layers are, the more
layers will be needed, and therefore more materials.
In order to make all of these materials, a spreadsheet was made to determine the
material properties for each layer. Each layer is assumed to be equivalent in thickness
and the material property for each layer is determined from the FGM material equations
with the exponents set equal to 1 and the radius set equal to the mean radius of each
25
layer. These material values were then exported to text files that were translated to input
files for the Hypermesh preprocessor to use. The source code for the exporting and
translating routines are in the Appendix. The input files were imported into Hypermesh
to make new materials and properties to house these materials.
Finally, the material properties have to be applied to the model itself. This was
accomplished by use of a macro furnished by Dan Pusey of Altair, the company that
makes of Hypermesh. If one selects the innermost layer of elements and the amount of
element layers that will need to have material properties assigned to them, this macro
allows the user to assign it to the beginning layer and then each layer on top of it until
the set amount of layers has been reached. The source for this macro is attached in the
Appendix.
26
4. Finite Element Modeling
4.1 Element Shape Considerations
When considering how to mesh an object, one of the most basic decisions that
have to be made is the shape of the elements to be used in the finite element model. It
was decided that the mesh should use quadrilateral or brick elements, as opposed to
triangular or tetrahedral elements.
Triangular elements are easy to fit to most meshes and are especially useful for
complex shapes.
They also are not as sensitive to initial element shape as the
rectangular elements are. On the other hand, the triangular and tetrahedral elements are
usually overly stiff and need extremely fine meshes to obtain accurate results.
In
addition, it has been noted by Abaqus that triangular/tetrahedral elements exhibit slow
convergence with mesh refinement.
The quadrilateral elements require more effort from the mesh designer in order to
keep the shape of the elements approximately rectangular. However, quadrilateral and
brick elements, when meshed properly, provide better convergence when meshes are
refined. Finally, the case of this material distribution gives quadrilateral and brick
elements a unique advantage. The material is being varied throughout the thickness of
the vessel, and seeing as finite elements require constant material properties for each
element, there will need to be a simulation of the material distribution by making layers
of elements with the same material properties. Within the architecture of Hypermesh,
which is being used to make the mesh for these models, it is much easier to layer the
materials using quadrilateral or brick elements. Therefore, quadrilateral/brick elements
were decided to be optimal for the design.
4.2 Element Order Considerations
Another basic decision to be made when designing a mesh is the order of the
elements being used in the analysis. The order that is being referred to is the order of the
interpolating polynomial being used in the shape function for the element. For example,
a first order element has linear equations defining the shape functions and a second order
element has quadratic equations defining the shape functions.
27
An important aspect of choosing the proper element order is to consider the order
of the equations that will define the output of the problem being looked at. After all, the
shape functions are used to define the relation of the displacement of one node on an
element to another. These displacements are used to calculate strain, which is used to
find stress. If the element order is too low, the results may lose accuracy due to the
model not being able to model the behavior properly. If the element order is too high,
precious computing time is wasted. From the analytical solution, it is shown that the
stress results for the pressure loading and thermal loading have non-linear terms within
them. Therefore, models with elements that have higher-order output would be more
suitable for conforming to the analytical solution than a model with an equivalent mesh
of lower-order elements. Quadrilateral or brick elements have shape functions that make
first-order elements have linear stress/strain output and second-order elements have
quadrilateral stress/strain output. That is why second-order elements were chosen for the
model in spite of the added nodes and degrees of freedom.
4.3 Axisymmetric Model
Now that the element shape and order have been decided upon, it must be
decided how the model should be represented. The problem being solved has geometry
that was decided to be too complex to be satisfied by a 1-D representation.
The
geometry and the loading conditions are axisymmetric, so a 2-D representation was
considered for the solution. After all, using a 2-D model would drastically reduce the
amount of elements needed for the solution compared to a 3-D model, thereby reducing
the computing time and effort.
To test whether using a 2-D mesh is viable, a sample case was used. In this case,
one quarter of the model was modeled. The mesh for the model was performed using
CAX8 elements. These elements are 8-noded biquadratic axisymmetric solid elements
without twist. The mesh for the model was set at 32 elements through the thickness.
This mesh is too fine to be seen from a full-model perspective, so a detail of the method
of meshing is in Figure 9. The loading conditions for the finite element model are
shown in Table 1.
28
Figure 9: Meshing Detail for Axisymmetric Model
Geometry
Inner Radius, Cylinder and Sphere
16.75 inches
Outer Radius, Cylinder and Sphere
19.75 inches
Body Length, Cylinder
60 inches, along the Y-axis
Functionally Graded Material Properties
Modulus of Elasticity
E Eo r , Eo 1.519 10 6
Coefficient of Thermal Expansion
o r , o 3.54 10 7 inin F
Thermal Conductivity
k ko r , k o 1.519
lbf
in 2
o
Btu
hr ft o F
Boundary Conditions
Pressure
P=1500 inlbf2 at inner radius
P=0
Temperature
Symmetry Planes
lbf
in 2
at outer radius
T=500 o F at inner radius
T=0 o F at outer radius
Y-Z Symmetry Plane at X=0
X-Z Symmetry Plane at Y=0
Table 1: Finite Element Model Inputs
29
With the given mesh and loading conditions, the 2D model was sent through
ABAQUS to find the solution for pressure loading. In order to gauge whether the output
being generated was realistic, the analytical solutions for a thick cylinder and thick
sphere under pressure loading were compared to the model. The finite element data
points were taken at the regions that had symmetry boundary conditions, as shown in
Figure 6 in Section 3.2. These data points were chosen because they were as far away
from the interaction at the sphere-cylinder junction as possible and would therefore be
the best points to compare to the solutions for isolated hemispheres and cylinders. The
graphs in Figures 10 and 11 compare the finite element solutions to the theoretical
solutions.
30
Radial Stress for FGM Cylinder, Axisymmetric Model
0
16.75
17
17.25
17.5
17.75
18
18.25
18.5
18.75
19
19.25
19.5
19.75
-500
Stress (psi)
-1000
-1500
FEA MODEL
Analytical
-2000
-2500
-3000
-3500
Radius (in)
Hoop Stress for FGM Cylinder, Axisymmetric Model
80000
60000
Stress (psi)
40000
20000
FEA MODEL
Analytical
0
16.75
17.25
17.75
18.25
18.75
19.25
19.75
-20000
-40000
-60000
Radius (inches)
Figure 10: Comparison of Axisymmetric Model to Analytical Solution, FGM Cylinder
31
Hoop Stress for FGM Sphere, Axisymmetric Model
80000
60000
40000
Stress (psi)
20000
0
16.75
17.25
17.75
18.25
18.75
19.25
19.75
FEA MODEL
Analytical
-20000
-40000
-60000
-80000
Radius (inches)
Radial Stress for FGM Sphere, Axisymmetric Model
4000
2000
Stress (psi)
0
16.75
17
17.25
17.5
17.75
18
18.25
18.5
18.75
19
19.25
19.5
19.75
-2000
FEA MODEL
Analytical
-4000
-6000
-8000
-10000
Radius (in)
Figure 11: Comparison of Axisymmetric Model to Analytical Solution, FGM Sphere
32
From these graphs, it can be seen that the cylinder conforms very well to the
analytical solution, while the hemispherical end cap does not.
The most dramatic
demonstration of this is the comparison of radial stresses.
As was discussed in the analytical solution, the boundary conditions for the radial
stress for a thick sphere should be -1500 psi at the inner radius and 0 psi at the outer
radius. It can be seen that this is not the case for the data points on the hemispherical
end cap, with stresses being at -5555 psi at the inner radius and 2307 psi at the outer
radius. These inconsistencies show that the elements are not reliable for showing the
stress at the sphere. This is likely due to the fact that these elements are located at x = 0,
which is the centerline for the axisymmetric model.
Seeing as the viability of the elements depends on how well they conform to the
analytical solutions that were previously solved, axisymmetric elements may not
sufficient for the problem at hand. Therefore, a solid element model should be created to
compare these results to. If there is a significant improvement in accuracy, a solid
element solution will be used for this thesis.
4.4 Solid Element Model
To remedy the problems encountered in the axisymmetric model, a solid element
model was created. This adds a level of complexity to the meshing of the model, as well
as increasing the amount of elements needed for the solution.
The first attempt at modeling this was that of spinning the axisymmetric model
around its centerline. The model was meshed so that it would have 12 elements made on
the path of the 90-degree spin. It was decided that having 12 elements along the spin
would be able to more than sufficiently model the curve that the spin will be defining.
This mesh can be seen in Figure 12.
33
Figure 12: Solid Mesh Created by Spinning Elements, Top View and Isometric
The loading conditions shown in Figures 6 and 7 were applied to this model and the
model was run through a static stress/displacement analysis in ABAQUS.
Upon
reviewing the results, it was seen that the results from this analysis were much like those
from the axisymmetric model. This was likely due to the fact that there were many
elements that shared a single node. In previous experience with finite element analysis,
having many elements share one common node leads to problems with convergence on a
proper answer. Therefore, this mesh was decided not to be sufficient for the problem at
hand.
In order to counteract this problem, it was necessary to make a mesh that doesn’t
have the node-sharing problem. In order to accomplish this, a new methodology of
creating a mesh was needed. The problems being encountered were on the spherical
cap, not the cylinder. Therefore, it was decided that the sphere should be concentrated
on and that the cylinder could be looked at later. In addition, the mesh should be looked
at first as a 2D skin of elements defining the inner surface of the sphere.
To reduce the problems with convergence, it was decided to make it so only one
element of this 1/8th skin model should be in contact with the node defining the problem
area at the top of the hemispherical cap. This proved to be difficult to accomplish by
simply auto-meshing an inner surface. Thus, to improve the results of this mesh, some
work had to be done on the surface. To do this, an arc was made that split the surface
into two equal halves. The midpoint was found for this arc, and other nodes were made
at x=0 and z=0, both of which were projected from the midpoint of the arc. These nodes
are shown as yellow dots in Figure 13 and the arcs that were used are defined by the red
34
plus signs on them. The node on the mid-arc was used as a reference node for lines that
were made with the two other nodes. These lines were then projected onto the surface
above and were used to along with the arcs to split the surface into 3 smaller surfaces.
Splitting the surface in this way made it possible to define the surface solely with
quadrilaterals while eliminating the shared node problem. The mesh of the topmost of
the surfaces (the surface that touches the axis of symmetry) will be used as a metric for
the overall surface density for the model throughout this section. The an example of
overall mesh of the cap, which has a topmost surface density of 3 x 3 elements, is shown
below in Figure 13.
Topmost
Surface
Figure 13: Surface Definitions for Spherical Cap (Isometric View) and Surface Mesh (Top View)
To create a solid mesh, it was necessary to define the outer surface as well. This
was accomplished by defining the surfaces in the same manner as the inner surfaces.
After these surfaces were created, the elements on the inner surface were projected to the
outer surface. The solid elements were dragged from the inner surface elements to the
outer surface elements with a prescribed density of elements through the thickness. This
method proved to be sufficient for making a solid mesh that fit the geometry well while
reducing the error in the numerical solution.
It was then decided that the mesh should be modified so as to more accurately
capture the stresses at the discontinuities. One of the best ways to do this in finite
element analysis is to increase the amount of elements near the discontinuity. This can
be accomplished by biasing the mesh so that the density of the elements gradually
35
becomes more refined as it gets close to the discontinuity. There were several methods
of biasing available in the Hypermesh preprocessor, but the only method that allowed
the mesh to be biased toward the point of interest while maintaining an acceptable mesh
was linear biasing. Exponential biasing tended to create abnormal meshes and bell curve
biasing biased the mesh toward the center of the surface that the mesh was defined on
instead of biasing toward the point of interest.
Once the mesh for the sphere was found adequate, the cylinder was attempted. The
first attempt was that of defining an inner surface mesh and projecting it out to an outer
surface, much like the sphere. However, it was found that when one uses a large bias in
this way, there is undesired curving or abnormalities in the mesh, as can be seen in
Figure 14.
Figure 14: Problems with High Linear Biasing with Cylinder Surface Meshes, Outer Surface of
Cylindrical Body
To remedy this problem, a different method of creating a solid cylinder mesh was
required. This was accomplished by creating a face of 2D elements on the sphere at the
surface that defines where the cylinder and sphere should meet. These 2D elements
were then dragged along a line that defined the length of the cylinder to create 3D
elements. This method also allowed for biasing of the mesh, and it was found that this
having a high linear bias did not have any abnormalities in the creation of the mesh. An
example of this biased mesh is shown in Figure 15.
36
Increasing Linear Bias
Increasing Linear Bias
Figure 15: Biasing for the Pressure Vessel, Outer Surface of Pressure Vessel
Several models were made to study the relationship between refining the mesh
and converging to the analytical solution. These models were varied in both the density
of the surface mesh and the through-thickness mesh. Table 2 shows the amount of
elements, nodes, and degrees of freedom for each of the meshes used.
Top Surface
Layers Through
Number of
Number of
Number of Degrees
Mesh Density
the Thickness
Elements
Nodes
of Freedom
3 Elements
12 layers
4044
18618
55854
by
24 layers
8088
36150
108450
3 Elements
32 layers
10784
47838
143514
4 Elements
12 layers
4704
21613
64839
by
24 layers
9408
41965
125895
4 Elements
32 layers
16384
72233
216699
5 Elements
12 layers
7764
35188
105564
by
24 layers
15192
66860
200580
5 Elements
32 layers
20256
88476
265428
Table 2: Number of Elements, Nodes and Degrees of Freedom for Analysis Models
37
4.5 Choosing Element Type
When choosing a proper mesh, one needs to consider not only if the results match
the analytical solution, but also if the solution is being done in a manner that is efficient
for file size and solution time. One way to make sure that these criteria are being met is
to choose the proper element type.
When using Abaqus, there are many different kinds of quadratic brick elements that
are available. Most are highly specialized for specific loading conditions. These are not
well suited for general loading conditions, as they perform calculations that may not be
applicable for the model. Therefore, elements must be selected which are suited for
static stress/displacement and steady state heat transfer calculations. For heat transfer
alone, there is the DC3D20 element. For static stress/displacement alone, there are the
full integration C3D20 and reduced integration C3D20R. For a coupled heat transfer
and stress/displacement analysis, there are the full integration C3D20T and reduced
integration C3D20RT.
Before choosing one type of element, it is necessary to consider the benefits for
each type of element. A common way of getting acceptable results while reducing the
file size and computing time is to use reduced integration elements instead of full
integration elements. The reduced integration that is being referred to is the reduced
amount of integration points that are used in the element, using only the vertices and not
the mid-side nodes of the element. The shape function, however, is retained. The
reduction in time for reduced integration elements is well documented when performing
straight stress/displacement analyses. However, this case is fairly unique in as much as
there are no reduced integration elements available for heat transfer alone. It will be
seen if the effect of applying a non-reduced thermal solution to a reduced integration
stress/displacement element will have a degrading effect on the reduction of file size and
solution time.
When it comes to performing the heat transfer and stress/displacement calculations
separately or simultaneously, one needs to weigh the ease of use with the computing
power needed to perform the finite element analysis. The coupled elements (C3D20T,
C3D20RT) are able to have both the heat transfer and stress/displacement loading
conditions applied on one model and have a full solution after using Abaqus only once.
38
However, if one is using Hypermesh to create the model, one needs to manually edit the
input (*.inp) file of that will be used with Abaqus so that the load step couples the stress
analysis with the steady state heat transfer.
The specific alteration is bolded and
italicized in Figure 16:
Excerpt From Sample HyperMesh Input File:
**HMNAME LOADSTEP
*STEP
*STATIC
*DSLOAD
ID,P,1500
1 pressure
Required Editing of Input file:
**HMNAME LOADSTEP
1 pressure
*STEP
*COUPLED TEMPERATURE-DISPLACEMENT, STEADY STATE
*DSLOAD
ID,P,1500
Figure 16: Required Alteration of Abaqus Input files for Coupled Temperature-Displacement
The alternative is to create a model for heat transfer, apply heat transfer loading to
the elements (DC3D20) and solve for the temperature distribution on the model. One
then needs to make an exact duplicate of that model, change the element type
(C3D20, C3D20R) along with the load step and loading conditions so that they are
appropriate for static stress/displacement analysis.
One then needs to modify the
stress/displacement input file so that Abaqus will use the output of the heat transfer
analysis to calculate the thermal expansion. The modification consists of adding text to
the end of the input file of the format shown in Figure 17.
39
** READ TEMPERATURE DATA FROM THE RESULTS FILE WRITTEN DURING
** THE STEADY STATE HEAT TRANSFER ANALYSIS (FROM THE THERMAL RUN)
**
*TEMPERATURE, FILE=qvM1_3s12dt, BSTEP=1, BINC=1,ESTEP=1,EINC=1
**
**
**
** PRINT OUT THE STRESSES TO AN ASCII FILE
**
**
*EL PRINT,POSITION=AVERAGED AT NODES,FREQUENCY=5
S,TRESC
**
**
**
** PRINT OUT THE STRESSES TO A BINARY FILE
**
**
*EL FILE,POSITION=AVERAGED AT NODES
S,TEMP
*EL FILE,POSITION=NODES
SINV
*EL FILE,POSITION=NODES
S
*NODE FILE,FREQUENCY=10
U
**
**
**
*END STEP
*****
Figure 17: Required Addition to Static Stress/Displacement Analysis Cards for Thermal Stresses
In this example, the thermal model that is being read from is “qvM1_3s12dt.fil”.
The output of the heat transfer analysis (in the form of *.fil and *.odb files) can be rather
big, so this method of solution will have a larger disk size after the solution is finished.
The amount of memory used in the solution and the time of the solution are not so clearcut, however. Table 3 summarizes the findings after using the prescribed element types
on the mesh shown in Figure 15, with a topmost surface mesh of 3 x 3 elements and 12
layers of elements throughout the thickness of the vessel. The inputs for the models are
those listed in Table 1.
40
Total CPU
Minimum
Memory to
Time
Required
Minimize I/O
Output File
(seconds)
Memory (MB)
(MB)
Size (MB)1
DC3D20
5
38
116
(Note 2)
C3D20
32
113
667
53.4
C3D20R
25
112
637
41.1
C3D20T
62
195
1463
23.2
C3D20RT
52
195
1433
8.8
Element Type
Notes:
1.) The output files include the *.odb and *.fil files.
2.) The output files for the DC3D20 elements are accounted for in the C3D20 and C3D20R output files.
Table 3: Run Time and Memory Usage Comparisons for Element Types
Several conclusions can be made from this table. First of all, one can see that
there is a significant reduction in output file size when one uses coupled thermaldisplacement elements. There is also a significant increase in memory required and time
used while finding the solution. This is a fairly coarse mesh, so if any refinement in the
mesh is required, this memory allocation will have to be even greater. This could
eventually be quite a handicap when finding a solution, to the point where the memory
limitations could be exceeded.
One can also see that there is a definite reduction in all metrics being tracked
when one compares the solution using C3D20R elements to the solution using C3D20
elements. However, the difference is not significant, save perhaps for the size of the
output files.
Therefore, this benefit of the reduced integration element is minimal, at
least in this regard.
Another important aspect of choosing the type of element used for an analysis is
finding how well it converges to an existing exact solution. In this case, the elements are
compared to the solution that is found using the analytical solutions outlined in
Chapter 2.
The regions in the model where results were taken are shown in Figure 18.
The stress results can be seen in Tables 4 and 5.
41
Outer Surface
Inner Surface
Sampling Region for
Hemispherical Cap
Sampling Region for
Cylindrical Body
Figure 18: Stress Sampling Regions in the Pressure Vessel Model
Element
Type
Used
C3D20
Radial Stress (ksi)
Inner
Outer
Surface Surface
-1.51
-0.07
Hoop Stress (ksi)
Min
Stress
-5.58
Max
Stress
-0.07
Inner
Outer
Surface Surface
-57.65
60.37
Min
Stress
-57.65
Max
Stress
60.37
C3D20R
-0.98
-0.63
-5.56
-0.63
-57.92
60.70
-57.92
60.70
C3D20T
-1.51
-0.07
-5.58
-0.07
-57.65
60.38
-57.65
60.38
C3D20RT
-0.98
-0.63
-5.56
-0.63
-57.92
60.70
-57.92
60.70
-1.50
0
-5.53
0
-56.28
60.55
-56.28
60.55
Analytical
Solution
Table 4: Comparison of Element Solutions to Analytical Solution for the Hemispherical Cap
42
Element
Type
Used
C3D20
Radial Stress (ksi)
Inner
Outer
Min
Surface Surface Stress
-1.51
-0.03
-3.19
Max
Stress
-0.03
Hoop Stress (ksi)
Inner
Outer
Min
Surface Surface Stress
-49.80
68.27
-49.80
Max
Stress
68.27
C3D20R
-1.38
-0.2
-3.19
-0.2
-49.91
68.48
-49.91
68.48
C3D20T
-1.51
-0.03
-3.19
-0.03
-49.80
68.27
-49.80
68.27
C3D20RT
-1.37
-0.2
-3.18
-0.2
-49.37
68.65
-49.37
68.65
-1.50
0
-3.18
0
-48.64
68.63
-48.64
68.63
Analytical
Solution
Table 5: Comparison of Element Solutions to Analytical Solution for the Cylindrical Body
The results for the elements are very similar and close to the values that are
predicted by the analytical solutions. The solid element finite element solutions at the
hemispherical cap are significantly closer the exact solutions than the solutions for the
axisymmetric model. Therefore, it was decided to use the solid elements when working
with the functionally graded model.
Looking further at the finite element results, there is one difference in the solid
element models that stands out. The reduced integration elements do not exactly meet
the radial stress boundary conditions set by the analysis. This is more dramatic in the
hemispherical model than the cylindrical model, but not as dramatic as the axisymmetric
model. This could be due to the fact that the reduced integration elements use less
numerical integration points to find the nodal solutions, possibly making the nodal stress
results less accurate. Coupled temperature-displacement elements, such as C3D20T or
C3D20RT elements, will likely be sufficient for the analysis, but a more comprehensive
study of the convergence of the elements to the analytical solution must be made
beforehand. If it is found that a more dense mesh is needed, these elements will take too
much processing time and space.
4.6 Element Convergence
As was seen in the previous section, a relatively coarse mesh seems to conform
well to the analytical solution. However, the way that the functionally graded material
properties are modeled in the finite element model will create stress discontinuities
43
through the thickness, seeing as there are different material properties in each layer. The
stress discontinuity being referred to is derived at nodes common to two or more
elements by finding the greatest difference in calculated nodal values from the
contributing elements. Having large stress discontinuities can lead to less accurate
results, and one common way to reduce the discontinuities is by refining the mesh of the
model.
One way to possibly reduce discontinuities is to refine the mesh through the
thickness. Another way would be refining the surface mesh that is projected through the
thickness. Both of these forms of mesh refinement were studied to see the effects they
had on the stress discontinuities throughout the model.
The first type of refinement was done in three models. These models had 12, 24 and
32 elements through the thickness.
The surface mesh was the same as shown in
Figure 15, with a topmost surface mesh of 3 x 3 elements. The results can be seen in the
Appendix, but the finite element solutions for all of the meshes fit the analytical
solutions very well. The most dramatic of the deviation from the analytical solution was
for the radial stress in the hemispherical caps.
These results can be seen in the
Figure 19.
Figure 19: Convergence of Elements to Radial Stress Distribution for an FGM Hemisphere
44
It can be seen that the only model that noticeably deviates from the analytical
solution is the one with 12 elements through the thickness. Even then, it is not much of
a noticeable deviation. Judging from this alone, one would think that the coarsest model
would be sufficient for the solution. However, this only shows that the solution is
correct at the points of interest. One should also check the discontinuities in the model
to see if the mesh quality is sufficient to ensure that the model will give precise results
throughout the model. Figure 20 shows the discontinuity plot for the coarsest mesh.
Figure 20: Stress Discontinuity Plot for Thermo-Mechanically Loaded FGM Vessel (Inside Surface,
Outside Surface, and Isometric View)
As is to be expected, the point at which the spherical dome meets the cylindrical
body is the point of maximum discontinuity. Specifically, the outer fiber of the vessel is
the area of interest. The discontinuity is about 554 psi which, when compared to the
maximum stress of 67120 psi, is not significant.
45
However, once the structural
optimization takes place, this stress discontinuity may be increased due to the morphing
of the mesh. Therefore, it may be of importance to find if this discontinuity can be
reduced by way of increasing the density of the mesh, also known as h-refinement.
This refinement can be achieved two ways. The first has already been covered,
which is by increasing the density of the mesh through the thickness. The second
method is by increasing the density of the mesh on the surfaces that are projected
through the thickness. For ease of description, this second method of refinement shall
continue to be defined by the density of elements at the topmost (y-direction) surface of
the hemispherical cap. These elements are used to define the size of the other elements
in the mesh, both the hemispherical head and the cylindrical body. The finite element
model inputs used are those listed in Table 1. The discontinuities of the von mises
stresses in the models are shown in Table 6.
Top Surface
Layers
Maximum Von Mises Stress,
Maximum Von Mises Stress
Mesh Density
Through the
No Averaging (ksi)
Discontinuity (psi)
Thickness
3 Elements
12 layers
67.12
554
by
24 layers
67.29
578
3 Elements
32 layers
67.33
582
4 Elements
12 layers
67.10
502
by
24 layers
67.26
527
4 Elements
32 layers
67.32
596
5 Elements
12 layers
67.09
456
by
24 layers
66.95
704
5 Elements
32 layers
67.11
533
Table 6: Comparisons of Von Mises Stress Results for Varying Mesh Densities
It can be seen from this Table 6 that the h-refinement did not have dramatic
effects on the maximum value of the von mises stress or the von mises stress
discontinuities. The biggest change in the behavior was at the mesh that is 5 by 5
46
elements at the top surface and 24 element layers through the thickness. This is likely
due to variations in element shape changing the quality of the output of the elements.
While this is minimal, when coupled with the fact that the amount of elements would
make it computation-heavy, the increase in discontinuity makes it less than optimal. The
next biggest change is the difference in stress for the 3 by 3 and 4 by 4 surface meshes is
the increase in thickness density from 12 layers to 24 layers. It is minimal for the
starting mesh, and the difference is not big enough to warrant consideration when going
through the steps of mesh optimization. The results are sufficiently the same when
comparing the 3 by 3 and 4 by 4 surface meshes, so the less computationally heavy
surface mesh will be preferred. Therefore, the optimization routine shall be performed
on a model with a 3x3 top surface mesh with 12 layers through the thickness to save
computation time with minimal effects on the results.
47
5. Structural Optimization
5.1 Deciding on a Solver
In order to perform structural optimization, one needs a proper optimization solver.
Abaqus is an effective finite element solver that has a robust collection of element types
and is able to solve even computationally heavy finite element models. This makes
Abaqus optimal for determining the viability of element types and mesh densities.
However, the standard Abaqus package does not contain a robust structural optimization
solver. There are third-party packages that can be used with Abaqus to improve the
structural optimization routine, but those were not available to me.
The HyperWorks package that contains Hypermesh also contains a finite element
structural optimization solver called OptiStruct. This program uses RADIOSS as its
finite element solver and runs an optimization routine to modify the model in order to
achieve the objective given. OptiStruct is quite robust, with many different types of
optimization that can be performed on 2-D and 3-D models. These optimization types
include the topology optimization and free shape optimization used in this thesis.
Hypermesh has the ability to convert models that are designed for one solver so
that it is suited to for use in other solvers. Therefore, Hypermesh can convert the
Abaqus models to be suitable with OptiStruct and RADIOSS with minimal rework
required.
Therefore, OptiStruct was a natural choice for performing structural
optimization on the finite element model.
5.2 Optimization Model in OptiStruct
The types of elements that OptiStruct can use are rather limited in scope compared
to Abaqus. For 3-D quadrilateral elements, there are only the DHEXA8 and CHEXA
elements. DHEXA8 elements are only applicable for 1st order elements, and CHEXA
elements are applicable for 1st order and 2nd order elements.
Therefore, 2nd order
CHEXA elements are needed to make a model that is similar to the ABAQUS model. It
should be noted that CHEXA elements have coupled heat transfer and displacement
solutions, much like the C3D20T and C3D20RT elements in ANSYS.
48
The model also needs to have a particular type of material applied to it. The type of
material that can be applied to a model depends on what kind of property can be used in
the model. After all, materials are assigned to a model by assigning them to properties.
The CHEXA elements are only allowed to have PSOLID properties, which define
properties of solid elements. In turn, PSOLID properties can only have MAT1 and
MAT9 material property definitions. Both MAT1 and MAT9 define the material
properties for linear, temperature-independent materials.
However, MAT1 defines
isotropic materials and MAT9 defines anisotropic materials. Seeing as the materials are
assumed to be isotropic at each element layer, MAT1 material properties were chosen.
MAT1 material properties allow the user to define properties such as the modulus of
elasticity, poisson’s ratio, and the linear thermal expansion coefficient. In order to add
heat transfer properties to the model, the MAT1 material property has to be use in
conjunction
with
the
MAT4
material
property.
MAT4
defines
a
temperature-independent thermal conductivity, which is sufficient for the loading case
defined.
A trial run was performed to see if the RADIOSS finite element solver would
perform similarly to ABAQUS. The input values for the model are shown in Table 7.
The results from the RADIOSS analysis are taken at the points shown previously in
Figure 18 and are shown in Table 8.
49
Mesh Details
CHEXA, 20 Noded Brick Elements
Elements Used
Top Surface Mesh Density
3 elements by 3 elements
Mesh Density Through Thickness
12 elements
Number of Elements
4044
Number of Degrees of Freedom
Inner Radius, Cylinder and Sphere
55791
Geometry
16.75 inches
Outer Radius, Cylinder and Sphere
19.75 inches
Body Length, Cylinder
60 inches, along the Y-axis
Functionally Graded Material Properties
Modulus of Elasticity
E Eo r , Eo 1.519 10 6
in 2
Coefficient of Thermal Expansion
o r , o 3.54 10 7
in
ino F
Thermal Conductivity
k ko r , k o 1.519
Analysis Loadcases
lbf
Btu
hr ft o F
Boundary Conditions
Heat Transfer and Stress/Strain
P=1500 inlbf2 at inner radius
Pressure
P=0
lbf
in 2
at outer radius
T=500 o F at inner radius
Temperature
T=0 o F at outer radius
Symmetry Planes
Objective Function
Y-Z Symmetry Plane at X=0
X-Z Symmetry Plane at Y=0
Optimization Criteria
Reduce Total Volume
Von Mises Stress Constraint
Yield Strength of AISI 1050 Steel, 75 ksi
Maximum Iterations
30
Table 7: OptiStruct/RADIOSS Finite Element Model Inputs
50
Radial Stress (ksi)
Inner
Outer
Min
Surface Surface Stress
-0.97
-0.63
-5.56
Portion
Analyzed
Cap
Cylinder
-1.38
-0.20
-3.20
Max
Stress
-0.63
Hoop Stress (ksi)
Inner
Outer
Min
Surface Surface Stress
-57.83
60.68
-57.83
Max
Stress
60.68
-0.20
-49.83
68.45
68.45
-49.83
Table 8: RADIOSS Model Analysis Results
These results closely match the results of the C3D20RT elements in the Abaqus
solution, which have been shown to be sufficient for the finite element analysis in
Chapter 4. Therefore, the RADIOSS finite element solver used in OptiStruct is adequate
for the loading case given.
5.3 OptiStruct’s Iterative Solution for Structural Optimization
Structural optimization in OptiStruct follows an iterative procedure known as local
approximation to come to a solution. The method that determines the solution is shown
in Figure 21.
START
Analyze problem in
Converged
Finite Element Analysis
Solution?
using RADIOSS
Up to 80X
NO
YES
STOP
Design Sensitivity Analysis
Solve for approximate optimization problem
formulated using sensitivity information
Figure 21: OptiStruct Iterative Solution
The optimization routine uses an objective function, f(x), and a constraint function,
g(x), to determine the suitability for a response while going through this routine. The
51
problem for the minimization of an objective function is shown in the following
equation:
min f ( x) f x1 , x 2 ,..., x N
where :
g j ( x) 0
j 1,..., m
i 1,..., n
xiL xi xiU
Equation 27: Minimization Routine for OptiStruct
The x variable is the vector of design variables while x L and xU are its lower and
upper limits, respectively. The design variables applied to this vector depend on the type
of optimization being performed. For topology optimization, the design variables are the
element densities.
For shape optimization (including free shape optimization), the
design variables are the factors in a linear combination of shape perturbations.
The program seeks to find a minimal f(x) while making sure that g(x) is as close to
zero as possible. The program considers the constraint function active if the constraint is
satisfied exactly (g=0). If g<0, the constraint is not active in determining the suitability
of the solution and if g>0, the constraint is violated, forcing the solver to attempt to
remedy this problem while minimally affecting the objective function.
It is assumed that only small steps occur in the design with each optimization step,
resulting in a local minimum. To reduce the run time, the biggest changes in the design
occur in the first few optimization steps.
5.4 Design Sensitivity Analysis in OptiStruct
The update of the design in each of the optimization steps is established using
sensitivity information. The three different methods by which this is accomplished are
the optimality criteria method, the dual method and the primal feasible directions
method.
The optimality criteria method is used in common topology optimizations that use
minimal compliance with a volume or a volume fraction constraint. The optimality
criteria method can also be used in topology optimizations that minimally comply with a
mass or mass fraction constraint, but this will not be used in this thesis.
52
The use of dual and primal feasible directions methods depends on the number of
constraints and design variables. Problems with a number of design variables that
exceeds the number of constraints, as is common in topology optimization, tend to
benefit from the dual method. Problems with a number of constraints that exceeds the
number of design variables, as is common in shape optimization, tend to benefit from the
primal method. OptiStruct, however, makes the decision between the dual and primal
feasible directions methods automatically.
5.5 Convergence in OptiStruct
There are two ways that a solution can converge in OptiStruct, through the regular
method and through the soft method. It is only necessary that one of these methods be
satisfied for the solution to be deemed sufficiently converged.
The regular method of convergence is dependent upon meeting the convergence
criterion for two consecutive iterations.
To meet this criterion, the change in the
objective function must be less than the objective tolerance and any violation of the
constraint is less than one percent. This requires at least three iterations, seeing as
convergence is based on the comparison of values obtained from an analysis at the latest
design point.
The soft method is dependent upon having little or no change in the design variables
for two consecutive iterations.
The objective and the constraint are not used in
evaluating the latest design point. Thus, soft convergence needs one less iteration than
regular convergence. In addition, soft convergence does not necessarily leave the user
with a feasible design. It does, however, prevent the solver from performing further
iterations on an optimization solution that cannot satisfy the objective and/or the
constraint.
5.6 Topology Optimization Method in OptiStruct
The stated objective of structural optimization in this thesis is to reduce the total
volume of material used to create the pressure vessel. The optimization model will be
constrained by making sure that the material stress limit is not violated.
53
OptiStruct is able to accomplish this by performing topology optimization on the
model. OptiStruct describes topology optimization as a mathematical technique that
produces an optimized shape and material distribution for a structure within a given
package space. OptiStruct performs a density method algorithm that alters the finite
element model so that the discrete stiffnesses for each element will be altered through
the element so as to show areas where material can be removed, thereby optimizing the
user-defined objective under given constraints.
There are limitations to the topology method of structural optimization in
OptiStruct, however. If one decides to use a maximum stress value as a constraint for
the optimization model, as in this thesis, the stress constraint must be applied to the
entire model and set to only one value. This is due to several phenomena that can occur,
including singular topology where different materials with different permissible stresses
meet in a structure and the possibility that the partial domain of a structure that has its
own stress constraints could be eliminated, thus removing all stress constraints. Because
of these problems, OptiStruct forces the user to use only one stress constraint that is
applied to the entire model when performing topology optimization.
5.7 Density Method of Topology Optimization
Under topology optimization, there is an element density that should take a value
of either 0 or 1, defining the element as either void or solid, respectively. In order to
reduce the computational load required to optimize many discrete variables, OptiStruct
uses a continuous variable between 0 and 1. This is accomplished in OptiStruct using
either the homogenization or density method.
Each of the processes has its advantages and disadvantages. The homogenization
method is able to have designs form rapidly along lines of the force transmission path.
However, this method also has more design variables than the density method and it is
difficult to determine the orientation of the voids in a structure under multiple loading
cases, such as the case proposed in this thesis. In addition, the homogenization method
has limited availability for 2-D and 3-D elements.
The density method is more general than the homogenization method and requires
less design variables. In addition, the density method can be used for both isotropic and
54
anisotropic materials, while the homogenization method can be used for only isotropic
materials. Another important aspect to the density method is that it is the only method
implemented for manufacturing constraints, such as symmetry. However, the density
method tends to need more iterations to converge along the lines of the force
transmission path. Judging from the advantages and disadvantages, the density method
is needed for the solution for the pressure vessel.
With the density method, the element density is used as a design variable. The
stiffness of the material being optimized is assumed to be linearly dependent on this
density. This is generally consistent with common materials.
An unfortunate side effect of optimization is the large areas of intermediate densities
in the domain, creating large portions of elements with intermediate stiffnesses. These
intermediate stiffnesses tend to make elements that have material properties that are not
present in any real material. These types of solutions are not meaningful when one
needs to keep the distribution of the material properties inside a domain within a certain
gradient when manufacturing a FGM.
To penalize the design for these fictitious
materials, the density method introduces a power law representation for elasticity
properties. This approach is used for both 2-D and 3-D elements in the form of the
following equation:
K ( ) p K
Equation 28: Element Stiffness Penalization for Density Method of Topology Optimization
Where K and K represent the penalized and the original stiffness matrices of an
element, respectively, is the element density and p is the penalization factor. The
penalization factor is always greater than 1, but usually takes a value between 2 and 4.
This factor is controlled by OptiStruct by default and tends to be increased as the
optimization routine goes through its iteration in order to achieve a more discrete
solution.
5.8 Topology Optimization: Free Form
In order to understand how OptiStruct topology optimization works, it is
necessary to run a test case. In this test case, the Hypermesh model that was used in
55
Abaqus will be modified to work in OptiStruct to see how the model would be modified
to get an optimal material distribution without applying any constraints to the shape.
Depending on the results, modifications may need to be made to fine-tune the
optimization.
5.9 Defining the Optimized and Non-Optimized Regions
Only regions that are specified as being optimized will have topology optimization
applied to them. OptiStruct accomplishes this by use of a collector called a design
variable. This design variable specifies what type of structural optimization will be
performed. This variable also specifies which elements the structural optimization will
be performed on. In this free form optimization, it was decided that all elements, and
therefore the entire pressure vessel, would be optimized.
5.10 Defining the Load Sets for Structural Optimization
The method of assigning load sets for OptiStruct models is different than that of
Abaqus, therefore it is necessary to create new load sets from the existing loading
conditions. All of the load sets for the OptiStruct models were created using the inputs
defined in Table 7.
The first load set to take care of is steady state heat transfer. It should be noted
that OptiStruct does not currently support iterations of heat transfer through the
structural optimization process. This is not optimal for transient heat transfer, but for
steady-state distributions it should be sufficient to use the same steady-state temperature
distribution throughout. The heat transfer load case was solved in its own RADIOSS
finite element model to find the initial temperature distribution using a non-iterative
solution. This temperature distribution was translated into temperature “SPC’s”, or
single point constraints, by importing the temperature distribution from the heat transfer
finite element model by way using Hypermesh to import a *.fem file created using the
excel VBA macro listed in the Appendix.
This import allows each node of the
optimization model to have its own temperature defined by a temperature “SPC”,
effectively solving the steady state heat transfer for the optimization model.
56
The second load set to take care of is thermal and pressure stress/strain. The type
of load set used was linear static, which is the best suited for the type of analysis that is
being performed on this model. The first load that was described was the displacement
“SPC”, which was set to that of the symmetry boundary conditions at the planes of
symmetry. The second load described was the distributed “LOAD”, which in this case is
the pressure load applied to the inner surface of the pressure vessel. The third load to be
defined was the thermal “TEMP” load, which in the case of this analysis is used to refer
to the temperatures set at each node. After the creation of this load set, the optimization
model was almost ready to be solved.
5.11 Define optimization criteria
As was stated before, the optimum design for this pressure vessel will be one in
which the vessel has an objective function of minimizing material and a constraint to
make sure the model does not exceed a stress limit. This is done in several steps in
OptiStruct. The first step is to set the responses to be used as criteria for the structural
optimization. With topology optimization, the stress response is automatically applied to
all of the elements that are assigned to the design variable. The volume response,
however, needs to be entered by use of the response editor in the Hypermesh
preprocessor. This response needs to be set to a response type of “volume” with an
additional descriptor of “total” being used so that the program will know that the volume
being optimized will be that of the entire model, not just certain parts.
The next step in defining the structural optimization is to assign objectives and
constraints to these responses. The volume response was set in Hypermesh’s objective
editor to “min.” This ensures that the optimization will strive to reduce the volume, and
therefore the material, of the pressure vessel.
The stress constraint for OptiStruct
topology optimization is by default applied to the entire model and can only be a single
von mises stress value. As was shown in Table 7, this constraint was set to the yield
strength of AISI 1050 steel, 75 ksi. This is good for an initial study.
57
5.12 Results for Free Form Topology Optimization
The free form optimization was performed with all the required inputs and viewed
using the HyperView postprocessor that comes in the HyperWorks package that
Hypermesh, RADIOSS, and OptiStruct are parts of. Figure 22 shows the density plot of
the elements after the optimization routine, shown using the HyperView post-processor
for OptiStruct.
Figure 22: Element Density Plot for Free Form Topology Optimization (Side, Rear and
Isometric Views)
The lower the element density, the less material is needed at that section. To
better view what the final shape should be, HyperView has an option that removes all
the sections of a plot that does not meet a minimum criterion for element density. In
most OptiStruct examples, an isolation value of 0.3 is used for this end. Figure 23 shows
this isolation plot.
58
Figure 23: Element Density Isolation Plot for Free Form Topology Optimization (Side, Rear and
Isometric Views)
It can be seen from this that the free form optimization has a thin inner layer and
a thin outer layer with a thick section of elements joining them at the junction between
the hemispherical end cap and the cylindrical body. For the cylindrical body, there is a
substantial amount of elements between the inner layer and the outer layer that do not
meet the element density criteria. For the hemispherical cap, most of the elements
outside of the inner layer of elements do not meet the criteria. While this design would
technically hold in fluid, this is a less than optimal shape for a manufactured pressure
vessel. To be specific, there must be a way to make it so there is no gap in between
layers and that there must be a full inner surface at a radius of 16.75 inches.
59
5.13 Redefining the Optimized Regions for Topology Optimization
In order to maintain the amount of fluid contained in the pressure vessel as a
constant, it is necessary to make it so the inner surface of the vessel is held constant at a
radius of 16.75 inches. A simple way of accomplishing this is by ensuring that the
elements that define the inner surface of the pressure vessel are not accounted for in the
topology design variable. Fortunately, this is quite easy due with the way that this model
was set up. Therefore, one can easily exempt the innermost layer of elements from the
topology design variable.
5.14 Redefining the Design Criteria: Discreteness Parameter / Penalty
Factor
There is an option called the discreteness parameter, which lets the user set the
penalty factor (see Section 5.7) to be used in the optimization routine. The higher the
value for the parameter, the closer the element densities converge to the extremities.
The value was set to 3.0, which is the highest recommended value for solid models.
5.15 Results for Constrained Topology Optimization
The exclusion of the inner surface from the topology optimization ensured that the
inner surface would not have its element density changed throughout all of the
optimization iterations. However, there was still a slight abnormality in the solution. If
one isolates the solution in HyperView so that all elements with a density less than 0.3
are excluded, the material distribution shown in Figure 24 is the result of the
optimization.
60
Figure 24: Isolated Element Density Plot for Constrained Topology Optimization (Side, Outer
Surface and Isometric Views)
As one can see, the inner surface has an element density of 1.0 and there are a
significant amount of elements on the outer surface with an element density of 1.0.
However, there are still elements with insignificant element density in between these
surfaces. This is due to the solver needing to add volume to the solution after reducing
the volume too far. Instead of adding volume to the inner surface of the model, it
decided to add volume at the outer surface, where it seems it would be able to get the
most stress relief for an equivalent amount of volume. In addition, one can see from the
isolation plot that the element density is not even on one side compared to another. In
order to attempt to make up for these problems with the model, manufacturing
constraints need to be applied.
61
5.16 Added Manufacturability Constraints: Symmetry Plane and
Supporting Design Parameters
As can be seen from Figure 24, the final design of the pressure vessel is not optimal
for manufacturing.
In order to improve the viability of the optimization solution,
additional constraints must be made. One such manufacturing constraint is pattern
grouping, which allows the user to define a single part of the domain that should be
designed in a certain pattern. One such method is planar symmetry.
For this design, there need only be one plane of symmetry. To define this plane of
symmetry, OptiStruct needs to have an anchor node and a reference node be defined. A
vector runs from the anchor node to the reference node and the plane of symmetry is
normal to that vector and while passing through the anchor node. For this model, the
plane of symmetry was defined as a plane that is at a 45-degree angle between the x and
z directions and bisects the optimization model.
Anchor Node
Reference Node
Plane of
Symmetry
Figure 25: Symmetry Plane Definition in Optimization Model
62
Once the manufacturing constraint had been applied, there were extra
modifications that need to be made to the model, such as adding the MINDIM
parameter. This parameter sets a characteristic length that is the minimum length in any
direction of any section of material or void. This eliminates common problems such as
checker boarding of elements, in which there are many small sections of elements that
are either voids or solids and are in close proximity to each other. In this design, it
should help by forcing the model to void fewer elements near the inner and outer
surfaces of the cylinder, decreasing the chance of having a void inside the cylinder wall.
The MINDIM parameter enforces a solution in two iterative steps, each
consisting of a number of its own iterations. The first step converges to a solution with a
large number of semi-dense elements. The second step tries to refine this solution to a
solution with fully dense elements. The recommended value for MINDIM is at least 3
times the average element size for all designable elements, with the average element size
being defined as the average of the cubic root of the volume of the elements. This
recommended value is enforced when using manufacturability constraints such as
symmetry planes.
To support the MINDIM parameter, additional parameters are required. First of
all, the number of iterations was increased to 50 for only this model to suit the needs of
the enforced iterative steps. In addition, the discreteness parameter described in Section
5.14 needs to be kept at 3.0 in order to support the second iterative step of the solution.
The results of the symmetry constraint, along with all of the extra model modifications
are shown in Figure 26.
63
Figure 26: Element Density Isolation Plots for Model with Symmetry Constraint (Outer Surface,
Rear, and Isometric Views)
One can see that the symmetry is greatly improved. In addition, the voids inside
the thickness of the model have been eliminated. Still, there is a significant amount of
elements in the thickness of the cylinder that have values that are of intermediate
element stiffness. This, along with the lack of elements with any notable density next to
the spherical cap, seems to show that there is too much material in the model. To see if
that is the case, it is necessary to create a model that is thinner to see what the behavior
of this thinner model will be.
64
5.17 Results for Topology Optimization of a 1 ½” Thick Model
In order to test if the thinning of the model would indeed improve the results from
the topology optimization, it is needed to make a model that is thinner than the initial
model was. Judging from the element density plot from the full thickness model, it
seems that a model with about ½ of the thickness of the original model should be a
sufficient model. Therefore, the model will have the same diameter, but a thickness of
1 ½ inch. This model is meshed with the same density of elements at the top surface and
through the thickness as was in the initial model. The material properties at each of the
12 layers are the same as those of the 12 layers of the thicker model. This would keep
the material properties of the outer surface an inner surface the same, which is important
for the optimization routine. Therefore, there did not need to be a change in the material
properties assigned to the elements for this model.
The topology inputs are the same as described in Table 7, except that the geometry
was changed to the values shown in Table 9.
Inner Radius, Cylinder and Sphere
Geometry
16.75 inches
Outer Radius, Cylinder and Sphere
19.75 inches
Body Length, Cylinder
60 inches, along the Y-axis
Table 9: Thinner Geometry for Structural Optimization Model
The regions that were optimized and non-optimized were the same as described in
Section 5.13. The model used the symmetry condition method stated in Section 5.16,
but the maximum amount of iterations to be performed was set back to 30. On the first
run, the model converged to a non-feasible design. After reviewing the iterations of the
optimization, it became obvious that this problem arose due to the total volume change
never converging within its tolerance until it voided all elements except for the nondesign elements. With no more elements to void, it ran through iterations with only the
non-design elements until it passed the soft convergence criteria.
To counter this
problem, it became necessary to increase the convergence tolerance to 6.5E-3. This
greatly improved quality of the solution, as can be seen in Figure 27, the element density
plot for this final model.
65
Figure 27: Element Density Plot, 1 ½” Thick Pressure Vessel Topology Optimization
(Outer Surface, Side, and Isometric Views)
This plot shows that the element density is only lowered at the spherical dome.
This makes sense, seeing as the previous models seemed to show that as a point where
the most material should be removed. It should also be noted that none of the elements
have a density less than 0.3, so none of the elements meet the decided criteria for
voiding. This model shows where material can be reduced, but it does not do a good job
of showing how the material should be eliminated.
In addition, one can see from the element density plot that the outer layers of the
spherical dome have a higher density than the inner layers. Judging from the behavior of
the iterative solution, this occurs due to the differences in material properties. Again,
more stress relief occurs from a reinforcement of the outer layers. As one can see in the
Appendix, the early iterations in the optimization routine take significant portions of
material off, and then later iterations add on material if the model violates the stress
criteria. With this functionally graded material, the outermost material is preferred when
adding material back to the model for stress relief. This makes for a model that is hard
66
to manufacture. It is apparent that there needs to be a structural optimization routine that
keeps material continuity in order to prevent such problems. Free shape structural
optimization is such a routine, and it will be investigated
5.18 Shape Optimization Method in OptiStruct
Shape optimization is a method of structural optimization in which the outer
boundary of a structure is modified to solve the optimization problem. The shape of the
structure is defined by the nodes of the FEA model, which act as grid point locations.
The shape optimization acts by changing the coordinates of these nodes. In order to
avoid mesh distortions due to shape changes, changes of the shape of the structural
boundary must be translated into changes to the interior of the mesh. The approach that
OptiStruct uses to account for these changes is the perturbation vector approach.
Using the perturbation vector approach, the structural shape change is defined as a
linear combination of perturbation vectors. In shape optimization, these perturbation
vectors are defined by the user and are used to define the changes of nodal locations with
respect to the original finite element mesh. The nodal locations are defined by the
following equation:
n
0 DVi PVi
i 1
Equation 29: Perturbation Vector Approach for Shape Optimization in OptiStruct
In this equation is the initial vector of nodal coordinates, 0 is the initial vector
of nodal coordinates, and PV is the perturbation vector associated with the design
variable DV. This design variable is a range of values that can be used by OptiStruct as
a way of controlling the influence of the perturbation vectors when seeking to converge
to a certain objective. This routine will be performed until the vector of nodal
coordinates meets the convergence criteria at the nth iteration.
5.19 Free Shape Optimization Method in OptiStruct
Free-shape optimization is an optimization technique unique to OptiStruct. The
main difference between free-shape and normal shape optimization is that there is no
67
need for the user to define the perturbation vectors. Instead, the allowable movement of
the outer boundary is automatically determined.
The vectors of nodal coordinates are perturbed in a way so as the design grid will
move in a way normal to the outer boundary of the structure.
For solid element
structures, such as those that are used in this thesis, the design grid moves normal to the
outer surface. This normal direction changes with the change in the shape of the
structure and, therefore, the design grids move along the updated normals for all
iterations of the solution. To reduce the effort needed in finding a solution, the freeshape optimization method will be used.
5.20 Defining the Optimized and Non-Optimized Regions for Free
Shape Optimization
The method of assigning optimized and non-optimized regions is different for free
shape optimization than it is for topology optimization. In free shape optimization, it is
not the element density, and therefore the element stiffnesses, of the model that is
manipulated, but the location of the element nodes.
The nodes that will be used
primarily in the optimization routine are the ones defining the outer boundary, so the
nodes on the outer surface of the pressure vessel are assigned to the optimized region.
The results in Sections 5.15 through 5.17 show that the spherical cap is an area that
is more likely to need optimization than the cylindrical body. Therefore, there will also
be studies done where only the spherical cap is being optimized. In this case, only the
nodes that define the outer surface of the spherical cap will be defined as the optimized
region.
5.21 Defining the Design Criteria for Free Shape Optimization
The criteria that will be set are the same that were used in the topology
optimization routine, but the methods that they are enforced with are different. First, it
is needed to create a volume response, which is set to total volume. This response is
controlled several ways. One way that it is controlled is the same as is described in the
topology optimization. That is, the volume response has an objective set to it. The other
way that the volume response is controlled is by the “DSHAPE” free size optimization
68
design variable card, specifically the “DTYPE” field.
This field constrains the
movement of the free shape design region, which in turn constrains the movement of the
elements that are confined by this outer boundary.
Another criterion that must be set is the maximum stress constraint. This is first
accomplished by way of creating a stress response. This response is set to a response
type of “static stress”, with an additional descriptor of “von mises.” The response was
applied to all the elements in the model. After that, one needs to use the “dconstraint”
editor to create a constraint for the stress response. This stress constraint was applied to
the static stress loadset created by the method given in Section 5.10 using inputs listed in
Table 7, with modifications to geometry per Table 9.
The next step is to define the objectives for the responses. For the volume response,
the objective is set to “min” and the DTYPE field is set to “SHRINK” so that the grids
cannot move outside of the initial part boundary. This is sufficient to tell the program
that the optimization that the volume should be reduced to a minimum. The stress
constraint has the same objective value as is defined in Table 7. This is accomplished by
setting the constraint to an upper bound of 75,000 psi. This should be sufficient for
defining the criteria for the structural optimization.
In order to maintain the stability of the solution, there need to be additional criteria
applied to the free shape optimization design variable card. One such criterion is the
move factor (MVFACTOR). This factor sets the maximum initial movement of the
grids by use of the following equation:
i MVFACTOR * mesh _ size
Equation 30: Maximum Initial Movement of Free Shape Optimization Grids Using the Move
Factor
Where “mesh_size” is the average mesh size of the design region. The bigger the
move factor, the faster the solution will run, but with less stability. The smaller the
move factor, the slower the solution will run, but the stability will be improved. The
effect of the move factor on the free shape optimization routine will be investigated.
The next criterion to be applied is the number of layers for mesh smoothing
(NSMOOTH). In free shape optimization, the internal node grids adjacent to the design
69
region grid have to be moved to avoid mesh distortion. The NSMOOTH card controls
the amount of adjacent node grids to be moved. The larger the amount of smoothing
layers, the less mesh distortion will play a factor. As a consequence, the optimization
will run slower. Fewer layers will have a faster optimization, but the dangers of mesh
distortion are increased.
5.22 Manufacturability Constraint: Grid Constraints
In many designs, it is necessary to make sure that certain parts of the model are not
altered by the optimization routine in undesired directions. OptiStruct accounts for this
by use of the GRIDCON grid constraint card.
The grid constraints have three possible values: fixed, vector and planar. The fixed
constraints make sure that a grid defined by nodes cannot move due to the free shape
optimization. The vector constraints make sure that a nodal grid is forced to move along
a certain vector, be in the positive or negative direction. The planar constraints force a
nodal grid to remain on a plane that is specified as normal to a chosen vector direction.
This model utilizes the fixed and planar optimization constraints.
The fixed grid constraint was applied to the inside surface of the pressure vessel,
making sure that the inner surface is not moved by the free shape optimization routine.
This was performed so as to ensure that the volume of fluid in the pressure vessel would
be kept constant throughout the optimization routine.
It should be noted that this
constraint is used by OptiStruct only when altering the shape of the finite element model
before the model is sent to the finite element solver, RADIOSS, for each design
iteration. The finite element solution does not fix the nodes on the inner surface, leaving
them free to deform during thermal and pressure loads.
The planar constraints were applied to the surfaces that had the symmetry boundary
conditions applied to them in the finite element solution. This was performed to ensure
that the symmetry boundaries would not be deformed in the optimization routine. If
these surfaces were to deform, the symmetry planes would deform as well, making it so
the cylindrical body and spherical dome would not longer be perfect cylinders or
spheres, respectively. In order to maintain manufacturability, it is necessary to ensure
that this imperfection is eliminated. The planar constraints are also used only when
70
OptiStruct alters the shape of the model before sending it to RADIOSS for each
iteration.
The finite element model still requires the original symmetry boundary
conditions given in Table 7.
5.23 Control Cards for Free Shape Optimization
In order to aid in the process of free shape optimization, there were several control
cards that were assigned to the structural optimization. One control card set was the
SHAPE card. This allows the user to look at the stress results on top of the shape change
in HyperView, the postprocessor.
This is not necessary, but it does aid in the
examination of the optimization model after the run has finished. Finally, the SCREEN
control card was added. This is another card that is not necessary, but it does help by
showing the progress at each optimization step while the program is running. The
progress report shows, for this case, the optimization step, the value of the objective
function (total volume), and the percentage by which the constrained value (static Von
Mises stress) violates the maximum value constraint.
5.24 Optimization Results: Total Model Volume and Maximum Von
Mises Stress, Only Hemispherical Caps Optimized
It was shown in the last topology optimization model that the only elements in the
model that underwent any element density reduction were those at the hemispherical
cap.
Therefore, the first attempt at free shape optimization was optimizing the
hemispherical cap alone. This should reduce the amount of computation work, seeing as
only a small section of the model would be optimized.
Several models were run using the inputs of Table 7 with its geometry modified
per Table 9. Each model had one of three values for layers for mesh smoothing and one
of several values for the move factor. The NSMOOTH cards were set to 8, 12 or 16. No
smaller values were chosen due to problems with mesh distortion. No larger values were
chosen due to the assumption that there are only 12 design grids in the model that can be
affected by the NSMOOTH card. The model with 16 smoothing layers was added to test
if this assumption was correct. The move factors varied from 0.05 to 0.175. No larger
values were chosen due to fears of mesh distortion. No smaller values were chosen
71
because they were felt to be too small to enact any significant displacement in the design
grid.
There are many things that can be monitored in this analysis to determine the
usefulness of the solutions of each of the models. Of primary concern is what the final
volume (initial volume 3196 in3), the final stress (constraint = 75 ksi), total iterations,
and total computation time was. These should give a general feel for the effects that the
design criteria have on the solution as a whole. Table 10 lists the results of interest.
Smoothing
Move
Final
Final Max
Layers
Factor
Volume (in3)
Von Mises
Iterations
Computation Time
(hh:mm:ss)
Stress (ksi)
8
12
16
0.05
3054
74.9
5
00:03:55
0.075
3038
75.0
4
00:03:17
0.1
3037
75.0
4
00:03:16
0.125
3044
74.6
3
00:02:38
0.15
3020
75.0
5
00:03:59
0.175
3014
75.1
6
00:04:36
0.05
3053
74.9
5
00:03:55
0.075
3035
74.0
4
00:03:32
0.1
3037
75.0
4
00:03:16
0.125
3005
75.0
4
00:03:32
0.15
2998
75.0
6
00:04:55
0.175
2975
74.9
5
00:05:00
0.05
3048
74.9
5
00:04:25
0.075
3035
74.0
4
00:03:40
0.1
3013
75.0
4
00:03:37
0.125
3005
75.0
4
00:03:37
0.15
2997
74.9
6
00:05:07
0.175
2975
74.9
6
00:5:07
Table 10: Hemispherical Cap Free Shape Optimization Results
It can be seen from these results that, for at least the hemispherical cap shape
optimization, the assumption that having more than 12 smoothing layers will not affect
the model was correct. However, having less than 12 smoothing layers resulted in less
72
optimal designs. In addition, the models with greater move factors resulted in models
with smaller volumes. Specifically, the results show that the best optimization runs were
those with at least 12 smoothing layers and a move factor of 0.175. This does indeed
reduce the total volume (by about 7 percent) and it does not exceed the stress constraint.
To get a better understanding of the optimization results, it is necessary to view a stress
plot for a free shape optimization model. This plot is taken for the representative model
with 16 smoothing layers and a move factor of 0.125, and is shown in Figure 28.
Figure 28: Final Von Mises Stress (ksi), Hemispherical Cap Free Shape Optimization Model
(Inner Surface, Outer Surface and Isometric Views)
As one can see, the outer surface of the hemispherical cap has the nominally the
same stress throughout. This shows that the optimization routine tries to make sure that
there are no localized maximum stresses, to the point that the entire outer layer of the
73
design region is the about the same stress. Seeing as the cylinder was not chosen as the
design area, it did not have its shape changed and may have more material than is
optimal. This is evidenced by the lower stress just outside the design region of the
hemispherical cap. If the thickness of this region were optimized to be less thick, it
would also be close to the stress constraint. Therefore, the fact that the cylinder is not
being optimized is restricting the effectiveness of the optimization routine. In order to
improve the effectiveness of the free shape optimization, it is necessary to optimize the
cylindrical body along with the hemispherical cap.
5.25 Optimization Results: Total Model Volume and Maximum Von
Mises Stress, Whole Body Optimization
The second optimization routine was run on the entire body of the pressure vessel.
Several models were run, with the same combinations of smoothing layers and move
factors as the spherical cap optimization. The model inputs were the same as the
hemispherical cap optimization. The values monitored were also the same as those used
in the hemispherical cap optimization. Table 11 lists the results of interest.
74
Smoothing
Move
Final
Final Max
Layers
Factor
Volume (in3)
Von Mises
Iterations
Computation Time
(hh:mm:ss)
Stress (ksi)
8
12
16
0.05
2843
73.8
5
00:05:39
0.075
2797
74.0
4
00:04:41
0.1
2616
78.4
30
00:29.37
0.125
2429
84.8
30
00:29:12
0.15
2304
86.8
30
00:29:24
0.175
2292
85.0
30
00:31:08
0.05
2838
73.7
5
00:05:54
0.075
2779
73.7
5
00:05:54
0.1
2515
78.9
30
00:31:09
0.125
2314
82.5
30
00:30:58
0.15
2084
92.7
30
00:30:51
0.175
1939
92.2
30
00:30:52
0.05
2838
73.7
5
00:05:54
0.075
2779
73.7
5
00:05:54
0.1
2515
78.9
4
00:31:06
0.125
2314
82.5
30
00:30:49
0.15
2084
92.7
30
00:30:49
0.175
1939
92.2
30
00:30:56
Table 11: Whole Body Free Shape Optimization Results
These results are notably different from those of the spherical cap. The amount of
smoothing layers and the move factor seem to have notable effects on the optimization
results. As one can see, the item that has the greatest effect on the results is the move
factor, not the amount of smoothing layers. There is a slight difference in results
between the models with 8 and 12 smoothing layers, but not between the models with 12
and 16 smoothing layers. This again seems to show that the maximum amount of
smoothing layers that OptiStruct can use for this model is around 12, as was predicted.
To verify this, the post-processor was used to see the shape change of models, each with
a move factor of 0.075 and a smoothing layer value of 8, 12, or 16. It was seen that the
75
spherical cap had the most dramatic shape change, so it was decided that this section be
used to compare the models. The comparison is shown in Figure 29.
Figure 29: Shape Change Results (inches), Free Shape Optimization with Move Factor of 0.075 and
8, 12, and 16 Smoothing Layers
It can be seen from this plot that the model with 8 smoothing layers seems to
have extra layers that do not move when compared to the models with 12 and 16
smoothing layers. However, there is no difference in the shape change between the 12
and 16 smoothing layers. This shows that the amount of smoothing layers needed to get
a full solution is more than 8 and less or equal to 12. Therefore, one can assume that 12
smoothing layers is the least amount needed for a full solution.
It was also predicted that having more smoothing layers would reduce the
likelihood of mesh distortion, but at a cost of having a slower optimization. If one looks
at the number of iterations and the total run time, one can see that adding smoothing
layers (up to the critical value of 12) does in fact increase the computation time for each
iteration.
When it comes to the move factor, it is of interest that the models that took the
least amount of time to converge were the models with the smallest move factors. This
is due to the fact that only the models with less than a 0.1 move factor converge to near
the desired solution. This shows that there is a critical value of the move factor which,
when passed, makes it impossible for the model to converge to a proper volume.
However, among the models that have converged properly, it should be noted that the
model with 8 smoothing layers showed a faster convergence for the model with a higher
move factor. This behavior is due to the lower amount of iteration cycles that had to be
76
performed in the free shape optimization problem. This holds with the behavior that was
predicted.
While the behavior among the models that converged to a workable solution
seems to agree with the predicted behavior, the models with move factors of 0.1 and
larger were not able to converge to a proper solution. To see what the cause of this
dysfunction might be, further research into the results is necessary. One possible way to
glean more information would be to view the change in the optimization objective (total
volume) as the optimization problems progress. Figure 30 shows the objective response,
total model volume, for the models with 12 smoothing layers.
Total Volume (in^3)
Free Shape Optimization Total Volume, 12 Smoothing Layers
3200
3150
3100
3050
3000
2950
2900
2850
2800
2750
2700
2650
2600
2550
2500
2450
2400
2350
2300
2250
2200
2150
2100
2050
2000
1950
1900
MV = 0.05
MV = 0.075
MV = 0.1
MV = 0.125
MV = 0.15
MV = 0.175
0
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Iterations
Figure 30: Total Volume Response (in3), Free Shape Optimization (12 Smoothing Layers)
This plot shows several important pieces of information. For the models with a
smaller move factor, it is shown that the models converged through the regular method,
as is evidenced by the fact that the model created doesn’t violate the stress constraint and
the convergence required two consecutive iterations within the objective tolerance.
Another key observation that can be seen in this plot is that the plots for the models with
larger move factors exhibit saw tooth behavior later in the iterations. Once the model
77
got to a sufficiently small volume, the optimization software attempted to add volume to
the model, but the allowed shape change in the free shape optimization had been
decreased to the point that the contributions to the optimization in further iterations were
insufficient to allow for a feasible design. This reduction of the allowed shape change is
due to the automatic adjustments that OptiStruct performs in an effort to enhance
iterative stability and convergence speed. As can be seen from the graphs, this is not
always the case.
The information shown so far is useful to see the methodology that OptiStruct
uses when performing free-shape optimization. However, it is even more important to
evaluate the suitability of the final model created by the free-shape optimization. For
this evaluation, a representative model with 12 smoothing layers and a move factor of
0.075 will be used. Compared to the results for the same model undergoing optimization
performed only on the spherical cap (Section 5.24), the final volume for the full-body
optimization is a full 196 in3 smaller, approximately 7% smaller. Therefore, it can be
shown that the full-body optimization performs better when compared to the design
objective. Therefore, from a pure metrics standpoint, the full-body optimization is
preferred when compared to the optimization that is performed on the spherical cap
alone.
In order to more completely ascertain the effectiveness of the full-body
optimization, it is necessary to use the post-processor to view a physical model of the
final optimization product.
As was done for the spherical cap optimization, it is
necessary to look at the Von Mises stress results for the final full-body optimization
model. The results are shown on Figure 31.
78
Figure 31: Final Von Mises Stresses (ksi), Full-Body Free Shape Optimization Model
(Inner Surface, Outer Surface and Isometric Views)
As was the case for the model in which only the hemispherical cap was
optimized, the maximum stress is at the outer surface and seems to be the same
throughout the outer surface of the design region. Again, this can likely be attributed to
the program trying to eliminate any localized maximum stresses.
One item of note is that this design did not converge as closely to the stress
constraint as the hemispherical cap did.
The stress results approached the stress
constraint and then violated them as the move factor increased. It seems that more
complex designs are more sensitive to the optimization controls and require more
attention. However, the reduction in volume for the optimization of the full vessel was
79
notably more than that of optimization of the hemispherical cap alone, making the extra
effort worthwhile.
5.26 Results: Thickness Change for Whole Body Free Shape
Optimization
In order to more accurately portray the change in shape of the optimization model,
one can show how the change in thickness for several cross-sections of the model. The
cross-sections chosen for this are shown in Figure 32.
4
5
6
7 8 9
10
11
12
13
14
3
2
1
Figure 32: Free Shape Optimization Model Cross-Section Numbers
On the following page is a table of the thickness at each of the cross-sections for the
pressure vessel for the final topology optimization model, whose geometry was used to
make the free shape optimization model, and the fully optimized free shape model.
80
Section Number
Model Used
Final Topology Model
Thickness (in)
Free Shape Optimized
Model Thickness (in)
Section Number
Model Used
Final Topology Model
Thickness (in)
Free Shape Optimized
Model Thickness (in)
1
2
3
4
5
6
7
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.157
1.165
1.159
1.153
1.165
1.184
1.209
8
9
10
11
12
13
14
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.260
1.309
1.349
1.361
1.354
1.354
1.351
Table 12: Comparison of Vessel Thickness, Free Shape Optimized and Topology Optimized Models
The results can be separated into three regions. Cross-sections 1 through 5 are
nominally the same and represent the hemispherical cap. Cross-sections 11 through 14
are also nominally the same and represent the cylindrical body. Cross-sections 6
through 10, however, are not nominally the same and therefore represent a transition
region between the hemispherical cap and the cylindrical body.
The largest change in thickness is at the hemispherical caps. The free shape
optimization made a pressure vessel with and inner diameter of 16.75 inches and a
nominal thickness of 1.351 inches for the cylindrical body and 1.157 inches for the
hemispherical caps. This makes the cylindrical body approximately 17 percent thicker
than the hemispherical caps, which is a notable difference in thickness.
While there is a notable thickness change that has to occur in the transition
region, this region is defined by an approximate length of 9 inches. The ratio of change
in thickness and the length of the transition region denote that this is quite a gradual
change. Therefore, the transition region is not prone to severe stress concentrations, as
can be seen in Figure 31. In addition, the gradual transition will aid in the manufacture
of the vessel. Therefore, it can be said that this model adequately meets the stress
criteria as well as the design criteria. Finally, it can be said that free shape optimization
significantly improved upon the topology optimization results.
81
5.27 Results: Optimization Model Shape Change
Further examination of the manufacturability of the final model must be made.
One way to ascertain this is by seeing the final shape change of the optimization model.
This is shown in Figure 33.
Figure 33: Magnitude of Final Shape Change (inches) for the Full-Body Free Shape Optimization
(Top, Bottom, and Side Views)
It can be seen that the inner surface doesn’t move, as has been defined in the
design constraints. This plot also shows the gradual change in thickness that was found
in the previous section. Further inspection of the vessel, however, shows another
interesting aspect of the shape optimization. The change in the shape seems to be more
82
dramatic near the outer surface than at the inner surface. To verify this, a closer look at
the model is necessary. Seeing as the SHAPE card was used in this analysis, it is
possible to see the shape change results overlaid upon the physical shape of the final
model. The magnified views for the spherical dome and the cylindrical body are shown
in Figure 34.
Figure 34: Magnified Details for Shape Change (inches) of the Spherical Cap and Cylindrical Body
As one can see, the shape change for the cap is such that the outer layers are
thinner than the inner layers.
The cylinder, however, maintains roughly the same
thickness throughout the model. This difference in shape change affects the model by
making it so the material distribution is not the same throughout the model. This change
in material distribution is due to the fact that the material distribution is modeled by
giving individual material properties to each layer. This could be behavior in OptiStruct
that, in its seeking for an optimal solution, inadvertently changes the material
distribution.
In order to ascertain why OptiStruct changes the thickness of the layers at the
spherical cap, it is necessary to use a control model. This model will eliminate the
variation in material by modeling a vessel with only one material throughout. The results
are shown in the next section.
83
5.28 Free Shape Optimization Study: Whole Body, Homogeneous
Material
For this model, it was decided that there would be only one material throughout
the entire model. The material applied to the whole model was the material chosen for
the inner layer. The geometry, loading conditions, and optimization routine were kept
the same as the functionally graded model. After the model converged, the layers of the
vessel were studied. The detailed magnifications of the spherical cap and the cylindrical
body are shown in Figure 35.
Figure 35: Magnified Shape Change (inches) for Homogeneous Model, Sphere and Cylinder
It can be seen that the difference in shape change between the outer and inner
layers is even more dramatic for this model than the functionally graded model. In
addition, it can be seen that the maximum shape change is bigger for this model than the
functionally graded one. From this, it can be assumed that the shrinking behavior of the
outer layers is natural for free shape optimization. The more dramatic the change in
volume, the more dramatic the difference in shape change between the outer layers and
the inner layers. One would assume that the program performs the optimization in a way
that the elements closer to the design grid (on the outer surface for this case) move more
dramatically than those further away. After talking with an OptiStruct representative
from Altair, this assumption was verified.
84
5.29 Results: Optimization Model Material Distribution
One consequence of free shape optimization is that the models were not able to keep
the coefficients and exponents of the power law material distributions the same as those
for the initial model. This was due to efforts to keep the material properties for the outer
surface and inner surface the same. When the thickness of the model changed, the
material distributions changed as well. Therefore, the new material distributions were
calculated by sampling the material properties of the elements along with their radial
positions. This information was then fit to power law trend lines in Excel, which can be
seen in the Appendix. The new power law material property distributions can be seen in
Table 13.
Geometry
Inner Radius, Cylinder and Sphere
16.75 inches
Outer Radius, Cylinder
18.101 inches
Outer Radius, Sphere
17.906 inches
Functionally Graded Material Properties
Modulus of Elasticity, Cylinder
E Eo r 2.1135 , Eo 65793 inlbf2
Modulus of Elasticity, Sphere
E Eo r 2.4329 , Eo 26660 inlbf2
Coefficient of Thermal Expansion, Cylinder
o r 2.1135 , o 1.535 108 inino F
Coefficient of Thermal Expansion, Sphere
o r 2.4329 , o 6.221 109 inino F
Thermal Conductivity, Cylinder
k k o r 2.1135 , k o 0.0658 hr Btu
ft o F
Thermal Conductivity, Sphere
k k o r 2.4329 , k o 0.0267 hr Btu
ft o F
Table 13: Functionally Graded Material Properties for the Optimized Model
The coefficients and exponents for the power law material property distributions
have changed quite a bit. Judging from the exponents, one would expect the distribution
of material properties through the thickness to be nearly quadratic. However, the actual
distribution through the thickness tends to be more linear in form, though the
distributions for the hemispherical caps are slightly less linear than those for the
85
cylindrical body. The power law equations require that at a radius of zero, any property
defined by it is equal to zero. With the AISI 1050 material properties being applied to a
different outer radius, the coefficients of 1 no longer allowed the power law distributions
no longer fit that criterion.
Therefore, the power law distributions needed new
exponents and coefficients to fit the data for the given range of radii while still making
the properties equal to zero at a radius of zero.
Another item of note is that all of the power law distributions for the
hemispherical caps have the same exponents, as do the distributions for the cylindrical
body. When coupled with the fact that the material distributions are largely linear, this
shows that the final optimization model is distributed in a manner that is very close to
the optimal material distribution discussed in Section 3.3.
This correlation further
validates the final optimization model and shows that free shape optimization is well
suited to the optimization problem when the proper controls are applied.
86
6. Conclusions
6.1 Comparison of Topology and Free Shape Optimization
Both topology and free shape optimization were able to create designs that used
significantly less material than the design originally used. Each optimization method
had its own merits and drawbacks, but the free shape optimization was able to create the
design with the least amount of material while still maintaining feasibility.
The topology optimization required less design parameters and was therefore simpler
to set up, but the designs tended to create unwanted voids in the model unless the proper
controls were added. Once these controls were added, the optimization routine was able
to make a solid structure at the cost of having a heavier design than a free shape
optimization routine done on the same model.
Another aspect of topology optimization that should be noted is that it does not favor
material continuity when working with functionally graded materials.
The early
iterations of the optimization routine void significant portions of the structure and then
add material on if the stress criterion is exceeded. With this model, the outermost
material was best suited for stress relief, and was therefore preferred when adding
material back on. This tends to make for a model that is hard to manufacture, making it
undesirable for finding a final optimization solution.
The topology optimization was shown to be rather useful, however, in finding an
ideal vessel thickness for performing structural optimization. This is important when
working with free shape optimization, which moves the nodes of elements in the
optimization model. If the initial design is too thick, free shape optimization could
deform the elements enough to reduce the quality of the FEA results. One can run a
simple initial model in topology optimization and view the optimization results. If the
model is unchanged by the optimization, the thickness is either too thin if the stress
allowable is exceeded or just right if the stress allowable is met. If the model has
significant portions of voids in it, the thickness is too great. In this thesis, there were
significant voids in the initial topology optimization and the thickness was set to a
thickness that was judged proper. One could also calculate the stiffness through the
thickness for the results of the topology optimization and determine a proper thickness
87
that would have the equivalent stiffness. This way, topology optimization could be a
key tool for initial design guidance.
The free shape optimization required more design parameters, making it more
complicated to set up. It was also fairly sensitive to the optimization controls, but free
shape optimization allows for easy modification to the controls to allow for fine-tuning.
When the results were tuned properly, the models converged quickly. Therefore, if a
model takes an overly long time to converge, it tends to be a telltale sign that the
controls need to be modified.
The models analyzed in this thesis were simple and underwent simple loading
conditions.
Different geometries require different meshes and different loading
conditions require different load collectors and element types. However, the key
concepts covered should be useful for guiding structural optimization.
6.2 Comparison of Analytical Solution and Finite Element Analysis
for the Optimized Model
To assess the validity of the final optimization model, it was decided to compare the
finite element solutions for the model to the exact solutions for the pressure vessel. All
solutions were solved using the loading conditions listed in Section 3.2. Exact analytical
solutions were derived using the equations listed in Chapter 2 along with the dimensions
and material properties listed in Table 13 of Section 5.29. The finite element solutions
were found using the methods listed in Chapter 4 with the Abaqus and RADIOSS finite
element solvers using the final optimization model with meshes defined by Table 14.
Elements Used, Abaqus
Mesh Details
CHEXA, 20 Noded Brick Elements
Elements Used, RADIOSS
C3D20T, 20 Noded Brick Elements
Number of Elements
4044
Number of Degrees of Freedom
55791
Table 14: Mesh Information for Finite Element Solution of the Optimized Pressure Vessel
The sampling areas where the analytical and finite element solutions were taken are
the same as shown in Figure 18 of Section 4.5. The analytical and finite element
88
solutions for the hemispherical cap are in Table 14 and Table 15 lists the solutions for
the cylindrical body.
Radial Stress (ksi)
Solver
Used
Hoop Stress (ksi)
Inner
Outer
Surface Surface
RADIOSS -1.06
-0.78
Min
Stress
-2.71
Max
Stress
-0.78
Abaqus
Analytical
Solution
Inner
Outer
Surface Surface
-51.11
71.47
Min
Stress
-51.11
Max
Stress
71.47
-1.44
0.02
-2.61
0.02
-48.19
70.66
-48.19
70.66
-1.50
0
-2.74
0
-46.02
71.18
-46.02
71.18
Table 15: Comparison of Finite Element and Analytical Solutions, Fully Optimized
Hemispherical Cap
Radial Stress (ksi)
Solver
Used
Hoop Stress (ksi)
Inner
Outer
Surface Surface
RADIOSS -1.44
-0.28
Min
Stress
-1.97
Max
Stress
-0.28
Inner
Outer
Surface Surface
-41.47
81.87
Min
Stress
-41.47
Max
Stress
81.87
Abaqus
Analytical
Solution
-1.64
-0.16
-2.12
-0.16
-39.12
81.66
-39.12
81.66
-1.50
0
-1.92
0
-36.06
82.06
-36.06
82.06
Table 16: Comparison of Finite Element and Analytical Solutions, Fully Optimized
Cylindrical Body
For the radial stresses, both of the finite element solutions fit the analytical radial
stress solution for the cylinder well, but the Abaqus model fit the analytical solution for
the hemisphere better than the RADIOSS model did. This is likely due to the fact that
the CHEXA elements that RADIOSS uses when performing finite element analysis for
OptiStruct are reduced integration elements. This matches with the results obtained
when comparing full integration elements to reduced integration elements in Chapter 4.
However, these loads are so small compared to the hoop stresses that they are relatively
inconsequential.
89
The outer surface hoop stresses for both of the finite element solutions fit the
analytical stress solutions very well for the cylinder and the hemisphere. However, the
finite element hoop stresses at the inner surface were not as close to the analytical
stresses as the hoop stresses at the outer surface. This is likely due to the fact that the
free shape optimization reduced the size of the elements on the outer surface more than it
reduced the size of the elements on the inner surface. Finite elements use numerical
integration in order to approximate the stresses at the nodes of the element.
The
elements use integration points that are a certain ratio of the distance from the center of
the element to the nodes. The greater the size of the element, the greater the absolute
distance from the integration point to the actual node. This can reduce the accuracy of
the nodal stresses, especially if the values are calculated at a certain material property
when the actual material properties at the nodes are notably different, as can be the case
for the way that the functionally graded materials were modeled in this study. The
elements used the average material property values for the region they were modeled in
and calculated stresses based on these values. In addition, the reduced integration
elements use less integration points than the full integration elements. (Cook, p. 213)
This can make the results for reduced integration elements less accurate with larger
elements, as can be seen in the outer surface hoop stresses. However, it should be noted
that the hoop stress at the inner surface is conservatively high for the CHEXA reduced
integration elements.
In summary, the finite element models were able to capture the highest stresses
in the sampling regions with reasonable accuracy. The surface radial stresses were
better captured by the full-integration elements, but they are so small as to be not of
consequence.
The inner surface hoop stresses were different from the analytical
solution, but conservatively so. From this, it can be decided that the use of quadratic
brick elements in the optimization of the given design is sufficient, if a bit conservative.
6.3 Future Work
This project focused on a simple problem with simple loading conditions and only
used a few of the routines and capabilities of OptiStruct.
90
This optimization was run on a pressure vessel without structural reinforcement.
Future studies could be performed to see if the addition of ribs to the pressure vessel
would reduce the material in the vessel notably. Of particular interest would be the
optimal placing of the ribs on the vessel, as well as the optimal length of said ribs.
Another potential study would be optimization of functionally graded pressure
vessels using alternative methodologies. One possible study would be to keep the
geometry constant and optimize the material distribution alone.
Another alternate
methodology would be to model the material distribution as a field equation instead of
applying discrete material values to each element. This would open up the possibility of
optimizing shell elements, in which case different optimization routines, such a size and
topography optimization, would be applicable.
Finally, the loading conditions were constant pressure with a steady state thermal
gradient applied. Future studies could be done with transient pressure and thermal loads
applied to the vessel.
91
7. References
Abaqus 6.8, help documentation.
Bhashyam, Srinivas, Shin, Ki Hoon, and Dutta, Debashish (2000). “An integrated CAD
system for design of heterogeneous objects.” Rapid Prototyping Journal, 6(2),
p. 119-135.
Budynas, Richard G. and Young, Warren C. (2002). Roark’s Formulas for Stress and
Strain. Seventh Edition. New York: McGraw-Hill.
Buschow, K.H. Jürgen, Cahn, Robert W., Flemings, Merton C., Ilschner, Bernhard,
Kramer, Edward J., and Mahajan, Subhash (2002). “The Science and
Technology of Materials: An Introduction,” In: K. H. Jurgen Buschow, Robert
W. Cahn, Merton C. Flemings, Bernard Ilschner (print), Edward J. Kramer,
Subhash Mahajan, and Patrick Veyssiere (updates), Editor(s)-in-Chief,
Encyclopedia of Materials: Science and Technology. Oxford: Elsevier. Pages
xi-xiv.
Cook, Robert D., Malkus, David S., Plesha, Michael E., and Witt, Robert J. (2002).
Concepts and Applications of Finite Element Analysis: Fourth Edition.
Hoboken, NJ: John Wiley & Sons, Inc.
Dewitt, David P. and Incropera, Frank P. ( 2002). Fundamentals of Heat and Mass
Transfer. Fifth Edition. Hoboken, NJ: John Wiley & Sons, Inc.
Eslami, M.R., Babaei, M.H., and Poultangari, R. (2005). “Thermal and mechanical
stresses in a functionally graded thick sphere.” International Journal of Pressure
Vessels and Piping, 82, Pages 522-527.
Eslami, M.R., Jabbari, M., and Sohrabpour, S. (2002). “Mechanical and thermal stresses
in a functionally graded hollow cylinder due to radially symmetric loads.”
International Journal of Pressure Vessels and Piping, 79, Pages 493-497.
Hetnarski, Richard B., Noda, Naotake ,and Tanigawa, Yoshinobu (2002). Thermal
Stresses: Second Edition. New York: Taylor & Francis.
Matweb. “AISI 1050 Steel, as cold drawn bar, 50-75 mm (2-3 in) round” [Data Set].
Retrieved from:
http://www.matweb.com/search/DataSheet.aspx?MatGUID=9b8279fc95c043368
b0d1b8589fc0cda
Date Last Accessed: 08/10/2009
Neubrand, A. (2001). “Functionally Graded Materials,” In: K. H. Jurgen Buschow,
Robert W. Cahn, Merton C. Flemings, Bernard Ilschner (print), Edward J.
Kramer, Subhash Mahajan, and Patrick Veyssiere (updates), Editor(s)-in-Chief,
Encyclopedia of Materials: Science and Technology, Elsevier, Oxford, Pages
3407-3413
92
OptiStruct 9.0, help documentation.
Timoshenko, S. (1976). Strength of Materials Part II: Advanced Theory and Problems.
Malabar, Florida: Krieger Publishing Company.
93
8. Appendix
8.1 Excel VBA Code for Creating Material Cards for ABAQUS
(12 Element Layers)
Private Sub cmdABAQUS_12_thick_Click()
Dim fil As String
'Creates a string file used for storing the file path and name
Dim filex As Variant 'Creates a variable used for storing information from an
'application
Dim rngselect As Range 'Creates a variable used for storing a range of information
filex = Application.GetSaveAsFilename(InitialFileName:="untitled.txt", _
FileFilter:="Input Files (*.txt), *.txt")
'Sets the filex variable to get information from the "save as" application
If filex <> False Then 'If valid information can be taken from this
fil = filex
'Sets the global file name to the output from the "save as" application
Else
'If invalid information exists or if someone cancels out (more likely...)
Exit Sub
'Get out of the subroutine
End If
'End Criteria
Set rngselect = ActiveSheet.Range("B8: F19") 'Select a range of values on the
'spreadsheet
Open fil For Output As #1
'Open the created file in order to send text to it
For i = 1 To rngselect.Rows.Count
'Go through each row of the selected range
Print #1, "**HM_set_by_property " & i
'Create a property
Print #1, "*SOLID SECTION, ELSET=HMprop_" & rngselect.Cells(i, 1) & _
", MATERIAL=" & rngselect(i, 1)
'Assign a name and a material to the property
Next i
'Go to the next row
For i = 1 To rngselect.Rows.Count 'Go through each row of the selected range
Print #1, "*MATERIAL, NAME=" & rngselect.Cells(i, 1) 'Create a material and give
'it a name
Print #1, "*CONDUCTIVITY, TYPE=ISO"
'Create a conductivity property
Print #1, Left(rngselect.Cells(i, 3), 10) & ",70.0" 'And give it a value
Print #1, "*ELASTIC, TYPE = ISOTROPIC" 'Create a modulus of elasticity property
Print #1, rngselect.Cells(i, 4) & ",0.3
,70.0" 'And give it a value
Print #1, "*EXPANSION, TYPE = ISO"
'Create a coefficient of linear thermal
'expansion property
Print #1, rngselect.Cells(i, 5) & ", 70.0"
'And give it a value
Next i
'Go to the next row
Close #1
'Stop inputting to the file
End Sub
94
8.2 Excel VBA Code for Creating Material Cards for OPTISTRUCT
(12 Element Layers)
Private Sub cmdOPTI_12_thick_Click()
Dim fil As String
'Creates a string file used for storing the file path and name
Dim filex As Variant 'Creates a variable used for storing information from an app
Dim rngselect As Range 'Creates a variable used for storing a range of information
filex = Application.GetSaveAsFilename(InitialFileName:="untitled.txt",
FileFilter:="Input Files (*.txt), *.txt")
'Sets the filex variable to get information from the "save as" application
If filex <> False Then 'If valid information can be taken from this
fil = filex
'Sets the global file name to the output from the "save as" application
Else
'If invalid information exists or if someone cancels out (more likely...)
Exit Sub
'Get out of the subroutine
End If
'End Criteria
Set rngselect = ActiveSheet.Range("B8: F19") 'Select a range of spreadsheet cells
Open fil For Output As #1
' Open file.
Print #1, "$$ PSOLID Data" ' Create a place for holding property data
Print #1, "$$"
' Placeholder
For i = 1 To rngselect.Rows.Count 'Go through each row of the range
Print #1, Left$("$HMNAME PROP
", 32 - Len(i)) & i & Chr$(34) & _
rngselect.Cells(i, 1) & Chr$(34) & " 5" 'And make a property for it
Print #1, Left$("$HWCOLOR PROP
", 32 - Len(i)) & i & _
Left$("
", 7 - Len(16 + i)) & 16 + i 'Additional property color info
Print #1, Left$("PSOLID
", 16 - Len(i)) & i & Left$("
", 8 - Len(i)) & i
'And make a note that this property is a solid element property
Next i
'Go to the next row
Print #1, "$$"
'Placeholder
Print #1, "$$ MAT1 Data" 'Create a place for holding material data
Print #1, "$$"
'Placeholder
For i = 1 To rngselect.Rows.Count 'Go through each row of the range
Print #1, Left$("$HMNAME MAT
", 32 - Len(i)) & i & Chr$(34) & _
rngselect.Cells(i, 1) & Chr$(34) & " " & Chr$(34) & "MAT1" & Chr$(34)
'Create the name for the material and make sure it is of the MAT1 type
Print #1, Left$("$HWCOLOR MAT
", 32 - Len(i)) & i & Left$("
", _
7 - Len(16 + i)) & 16 + i 'Assign extra color information
Print #1, Left$("MAT1
", 16 - Len(i)) & i & Format$(rngselect.Cells(i, 4), _
"0.00E+00") & "
0.3
" & Format$(rngselect.Cells(i, 5), "0.00E+00")
'Assign MAT1 information (Modulus of Elasticity, Coefficient of Thermal Expansion)
Print #1, Left$("MAT4
", 16 - Len(i)) & i & Format$(rngselect.Cells(i, 3), _
"0.000")
'Create the MAT4 suboption and assign the proper conductivity info to it
Next i 'Go to the next row in the selected range
Close #1 'Stop inputting to the file
End Sub
95
8.3 Batch File Code for Input File Translation
ABAQUS Batch File:
cp FGM_12_DEEP_MAT.txt
FGM_12_DEEP_MAT.inp
cp FGM_24_DEEP_MAT.txt
FGM_24_DEEP_MAT.inp
cp FGM_32_DEEP_MAT.txt
FGM_32_DEEP_MAT.inp
OPTISTRUCT Batch File:
cp OPTI_FGM_12_DEEP.txt
OPTI_FGM_12_DEEP.fem
cp OPTI_FGM_24_DEEP.txt
OPTI_FGM_24_DEEP.fem
cp OPTI_FGM_32_DEEP.txt
OPTI_FGM_32_DEEP.fem
96
8.4 Hypermesh TCL Code For Assigning Properties to Adjacent
Layers to Simulate Functionally Graded Material
set number_rows [hm_getint "Number of element rows" "Enter the number of element
rows"]
*createmarkpanel elems 1 "Select the 1st row of elements"
hm_createmark elems 2 "[hm_getmark elems 1]"
*createmarkpanel prop 1 "Select the property you would like to assign to the row of
elements"
set prop_id [hm_getmark props 1]
set prop_name [hm_getcollectorname props $prop_id]
*propertyupdate elems 2 "$prop_name"
hm_createmark elems 2 "[hm_getmark elems 1]"
hm_appendmark elems 2 "advanced" "by adjacent"
*markdifference elems 2 elems 1
*createmarkpanel prop 1 "Select the property you would like to assign to the row of
elements"
set prop_id [hm_getmark props 1]
set prop_name [hm_getcollectorname props $prop_id]
*propertyupdate elems 2 "$prop_name"
set n 0
while {$n < [expr {$number_rows -2}]} {
hm_appendmark elems 1 "advanced" "by adjacent"
hm_createmark elems 2 "[hm_getmark elems 1]"
hm_appendmark elems 2 "advanced" "by adjacent"
*markdifference elems 2 elems 1
*createmarkpanel prop 1 "Select the property you would like to assign to the row of
elements"
set prop_id [hm_getmark props 1]
set prop_name [hm_getcollectorname props $prop_id]
*propertyupdate elems 2 "$prop_name"
set n [expr {$n + 1}]
}
97
8.5 Excel VBA Code for Translating Heat Transfer Results to SPC
Temperature Loads for OptiStruct Stress/Strain Analysis
Private Sub TEMPASSIGN_Click()
Dim fil As String
'Creates a string for storing a filename
Dim filex As Variant 'Creates a variable used for storing information
Dim rngselect As Range 'Creates a range variable for selecting a range of excel cells
filex = Application.GetSaveAsFilename(InitialFileName:="untitled.txt", FileFilter:= _
"Input Files (*.txt), *.txt")
'Sets the filex variable to get information from the "save as" application
If filex <> False Then 'If valid information can be taken from this
fil = filex
'Sets the global file name to the output from the "save as" application
Else
'If invalid information exists or if someone cancels out (more likely...)
Exit Sub
'Get out of the subroutine
End If
'End Criteria
Set rngselect = ActiveSheet.Range("A3:B19101") ' Select a range of cells
Open fil For Output As #1
' Open file.
Print #1, "$$"
Print #1, "$$"
Print #1, "$$------------------------------------------------------------------------------$"
Print #1, "$$ HyperMesh Commands for loadcollectors name and color information $"
Print #1, "$$------------------------------------------------------------------------------$"
'Adds placeholders
Print #1, "$HMNAME LOADCOL
4" & Chr$(34) & "TEMPERATURE" _
& Chr$(34)
'Adds a name for the temperature load collector
Print #1, "$HWCOLOR LOADCOL
4
36"
'Assigns a color to the load collector
Print #1, "$$"
Print #1, "$$"
Print #1, "$$"
Print #1, "$$"
Print #1, "$$"
Print #1, "$$"
Print #1, "$"
'Adds placeholders
For i = 1 To rngselect.Rows.Count 'Go through each row in the selected range
Print #1, Left$("TEMP
4
", 24 - Len(rngselect.Cells(i, 1))) _
& rngselect.Cells(i, 1) & Format$(rngselect.Cells(i, 2), "0.0")
'Give a temperature to the node
Next i 'Iterate to the next layer
Print #1, "ENDDATA" 'Finish up the iterations
Close #1 'Stop inputting data to the file
End Sub
98
8.6 Mesh Convergence Plots, Stresses for Functionally Graded
Cylinder
Figure 36: Mesh Convergence, Radial Stress for FGM Cylinder with 3x3 Top Surface Mesh
Figure 37: Mesh Convergence, Hoop Stress for FGM Cylinder with 3x3 Top Surface Mesh
99
Figure 38: Mesh Convergence, Radial Stress for FGM Cylinder with 4x4 Top Surface Mesh
Figure 39: Mesh Convergence, Hoop Stress for FGM Cylinder with 4x4 Top Surface Mesh
100
Figure 40: Mesh Convergence, Radial Stress for FGM Cylinder with 5x5 Top Surface Mesh
Figure 41: Mesh Convergence, Hoop Stress for FGM Cylinder with 5x5 Top Surface Mesh
101
8.7 Mesh Convergence Plots, Stresses for Functionally Graded
Sphere/Hemisphere
Figure 42: Mesh Convergence, Radial Stress for FGM Sphere with 3x3 Top Surface Mesh
Figure 43: Mesh Convergence, Hoop Stress for FGM Sphere with 3x3 Top Surface Mesh
102
Figure 44: Mesh Convergence, Radial Stress for FGM Sphere with 4x4 Top Surface Mesh
Figure 45: Mesh Convergence, Hoop Stress for FGM Sphere with 4x4 Top Surface Mesh
103
Figure 46: Mesh Convergence, Radial Stress for FGM Sphere with 5x5 Top Surface Mesh
Figure 47: Mesh Convergence, Hoop Stress for FGM Sphere with 5x5 Top Surface Mesh
104
8.8 Free Form Topology Element Density Plots
Figure 48: Free Form Topology Initial State
Figure 49: Free Form Topology, Iteration 3
105
Figure 50: Free Form Topology, Iteration 8
Figure 51: Free Form Topology, Iteration 16
106
Figure 52: Free Form Topology, Final Solution
Topology Objective: Total Volume
7000
6000
Total Volume (in^3)
5000
4000
3000
2000
1000
0
0
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Iteration
Figure 53: Volume Response, Free Form Topology
107
8.9 Topology Optimization Element Density Plots: Constrained Inner
Surface, 3” Thick Vessel
Figure 54: 3" Constrained Topology, Initial Condition
Figure 55: 3" Constrianed Topology, 5 Iterations
108
Figure 56: 3" Constrained Topology, 15 Iterations
Figure 57: 3" Constrained Topology, 23 Iterations
109
Figure 58: 3" Constrained Topology, Final Solution
Topology Objective: Total Volume
6300
6050
5800
5550
5300
Total Volume (in^3)
5050
4800
4550
4300
4050
3800
3550
3300
3050
2800
2550
2300
2050
1800
0
3
6
9
12
15
18
21
24
27
30
33
36
Iteration
Figure 59: 3" Constrained Topology, Total Volume Response
110
39
42
45
8.10 Topology Optimization Element Density Plots: Constrained Inner
Surface, 1 ½” Thick Vessel
Figure 60: 1 ½” Constrained Topology, Initial Condition
Figure 61: 1 ½” Constrained Topology, Iteration 3
111
Figure 62: 1 ½” Constrained Topology, Iteration 8
Figure 63: 1 ½” Constrained Topology, Iteration 15
112
Figure 64: 1 ½” Constrained Topology, Final Solution
Topology Objective: Total Volume
3000
2875
2750
2625
Total Volume
2500
2375
2250
2125
2000
1875
1750
1625
1500
1375
0
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Iteration
Figure 65: 1 ½” Constrained Topology, Total Volume Response
113
8.11 Free Shape Optimization Plots: Shape Change Compared to
Non-Optimized Model (inches), Hemispherical End Cap
Optimized (16 Smoothing Layers, 0.125 Move Factor)
Figure 66: Shape Change for Hemispherical End Cap Free Shape Optimization, Iteration 0
(Outer Surface and Side Views) (Model Before Optimization Routine)
Figure 67: Shape Change for Hemispherical End Cap Free Shape Optimization, Iteration 1
(Outer Surface and Side Views)
114
Figure 68: Shape Change for Hemispherical End Cap Free Shape Optimization, Iteration 2
(Outer Surface and Side Views)
Figure 69: Shape Change for Hemispherical End Cap Free Shape Optimization, Iteration 3
(Outer Surface and Side Views)
115
Figure 70: Shape Change for Hemispherical End Cap Free Shape Optimization, Iteration 4
(Outer Surface and Side Views)
Hemispherical Cap Free Shape Optimization Objective: Total Volume
3200
3180
3160
Total Volume (in^3)
3140
3120
3100
3080
3060
3040
3020
3000
0
1
2
3
Iteration
Figure 71: Hemispherical Cap Free Shape Optimization, Total Volume Response
116
4
8.12 Free Shape Optimization Plots: Shape Change Compared to
Non-Optimized Model (inches), Entire Vessel Optimized
(12 Smoothing Layers, 0.075 Move Factor)
Figure 72: Shape Change for Entire Vessel Free Shape Optimization, Iteration 0
(Outer Surface, Side, and Rear Views) (Model Before Optimization Routine)
117
Figure 73: Shape Change for Entire Vessel Free Shape Optimization, Iteration 1
(Outer Surface, Side, and Rear Views)
118
Figure 74: Shape Change for Entire Vessel Free Shape Optimization, Iteration 2
(Outer Surface, Side, and Rear Views)
119
Figure 75: Shape Change for Entire Vessel Free Shape Optimization, Iteration 3
(Outer Surface, Side, and Rear Views)
120
Figure 76: Shape Change for Entire Vessel Free Shape Optimization, Iteration 4
(Outer Surface, Side, and Rear Views)
121
Figure 77: Shape Change for Entire Vessel Free Shape Optimization, Iteration 5
(Outer Surface, Side, and Rear Views)
122
Entire Vessel Free Shape Optimization Objective: Total Volume
3200
3150
3100
Total Volume (in^3)
3050
3000
2950
2900
2850
2800
2750
0
1
2
3
4
Iterations
Figure 78: Hemispherical Cap Free Shape Optimization, Total Volume Response
123
5
8.13 Graphs for Material Properties of Free Shape Optimized Model
Thermal Conductivity for the Functionally Graded Cylinder
30
Thermal Conductivity (Btu/hr-ft-F)
29.5
29
28.5
k = 0.0658r
28
2.1135
2
R = 0.9998
27.5
27
26.5
26
25.5
25
16.6
16.8
17
17.2
17.4
17.6
17.8
18
18.2
18
18.2
18
18.2
Radius (in)
Modulus of Elasticity for the Functionally Graded Cylinder
30500000
30000000
Modulus of Elasticity (psi)
29500000
E = 65793r2.1135
29000000
2
R = 0.9998
28500000
28000000
27500000
27000000
26500000
26000000
25500000
25000000
16.6
16.8
17
17.2
17.4
17.6
17.8
Radius (in)
Coefficient of Thermal Expansion for the Functionally Graded Cylinder
Coefficient of Thermal Expansion (in/in-F)
7.20E-06
7.00E-06
6.80E-06
= 1.535E-08r2.1135
6.60E-06
2
R = 0.9998
6.40E-06
6.20E-06
6.00E-06
5.80E-06
16.6
16.8
17
17.2
17.4
17.6
17.8
Radius (in)
Figure 79: Functionally Graded Material Properties for the Optimized Cylindrical Body
124
Thermal Conductivity for the Functionally Graded Hemisphere
30
Thermal Conductivity (Btu/hr-ft-F)
29.5
29
y = 0.0267x
28.5
2.4329
2
R = 0.9972
28
27.5
27
26.5
26
25.5
25
16.6
16.8
17
17.2
17.4
17.6
17.8
18
17.8
18
17.8
18
Radius (in)
Modulus of Elasticity for the Functionally Graded Hemisphere
3.00E+07
Modulus of Elasticity (psi)
2.95E+07
2.90E+07
2.85E+07
2.4329
E = 26660r
2.80E+07
2
R = 0.9972
2.75E+07
2.70E+07
2.65E+07
2.60E+07
2.55E+07
2.50E+07
16.6
16.8
17
17.2
17.4
17.6
Radius (in)
Coefficient of Thermal Expansion for the Functionally Graded Hemisphere
Coefficient of Thermal Expansion (in/in-F)
7.20E-06
7.00E-06
6.80E-06
= 6.221E-9r2.4329
6.60E-06
2
R = 0.9972
6.40E-06
6.20E-06
6.00E-06
5.80E-06
16.6
16.8
17
17.2
17.4
17.6
Radius (in)
Figure 80: Functionally Graded Material Properties for the Optimized Hemispherical End Caps
125