ABSTRACT
advertisement

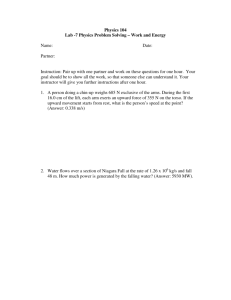
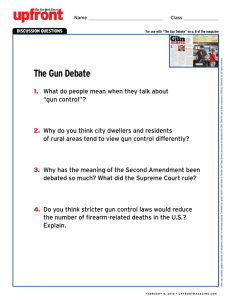
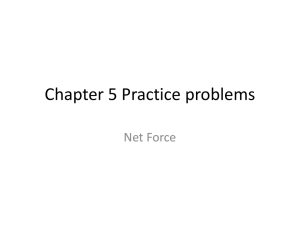
ABSTRACT The Paris Gun was an engineering marvel of many firsts: first supergun, first object to fire a projectile into the stratosphere, and one of the first explosive projectile weapons to hit its target from so far away, its victims could not hear its report. This report examines the friction and wear principles behind how the power of this gun was its own downfall, its projectiles travelled so fast through so long of a rifled barrel that only 60 shots could be fired before a new barrel was required. Max Willer THE PARIS GUN A TRIBOLOGICAL STUDY FWLM Spring 2015 Final Report TABLE OF CONTENTS List of Tables .................................................................................................................................. 2 List of Figures ................................................................................................................................. 2 Purpose............................................................................................................................................ 3 Lessons in History ....................................................................................................................... 3 Weapons of a World War ............................................................................................................ 4 The Paris Gun .............................................................................................................................. 5 Theory and Methodology................................................................................................................ 7 Fundamentals of the Paris Gun Design ....................................................................................... 7 Fundamentals of Friction and Wear ............................................................................................ 9 Wear Mechanicsms in the Paris Gun .............................................................................................. 9 Types of Rifling Erosion ............................................................................................................. 9 Mechanical Wear in the Paris Gun ............................................................................................ 10 Volumetric loss ..................................................................................................................... 11 Force of the Gun ................................................................................................................... 11 Brinell Hardness.................................................................................................................... 12 Material Study....................................................................................................................... 13 Conclusion .................................................................................................................................... 14 References ..................................................................................................................................... 16 Appendix ....................................................................................................................................... 18 1 LIST OF TABLES Table 1: Brinell hardness numbers (ASTM E10-12 2012) ........................................................... 13 LIST OF FIGURES Figure 1: German Spring Offensive, 1918 (From the History Department of the US Military Academy West Point 2006) ............................................................................................................ 4 Figure 2: The Paris Gun (Todd n.d.) ............................................................................................... 6 Figure 3: Gun Barrel Internal Geometry (Hasenbein 2004) ........................................................... 7 Figure 4: View of a New Rifled Barrel (Hasenbein 2004) ............................................................. 8 Figure 5: Design of the German Long-Range Projectile (Miller 1921).......................................... 8 Figure 6: Volume Removed from Rifled Bore per Shot ............................................................... 11 Figure 7: Image of Paris Gun Shell and Detail of Rifling Angle (Todd n.d.) .............................. 12 2 PURPOSE The purpose of this paper is to take a look at an engineering marvel, the Paris Gun and how the engineering principles of friction, wear, and lubrication effected the design, use, and eventual ineffectiveness of the largest gun ever constructed at the time. This paper will take a brief look into the history of cannon barrel designs and how this specific gun fit into the world stage near the end of World War I. This paper will then summarize the general principles of gun barrel and projectile design and introduce the fundamental aspects of friction and wear that come into play. We will then take a more detailed look at the tribological contact scenarios seen in gun barrels and specifically in the Paris Gun. There are an exceeding number of factors present in what causes friction and wear in a gun barrel, especially one as extreme as the Paris Gun, so it will be difficult to accurately quantify the exact effects of each friction and wear mechanism. Hopefully, however, this examination of the Paris Gun will illustrate the complexity of accounting for friction and wear in engineering projects, especially in a time predating modern analytical techniques. Lessons in History At 7:17 in the morning of March 21st, 1918, Europe was at war. A tangle of alliances and ultimatums turned what should have been a small conflict between Austria-Hungary and Serbia into a global conflict. After the assassination of Archduke Franz Ferdinand pit Austria-Hungary against Serbia, Russia mobilized to assist its ally Serbia, Germany mobilized against Russia her ally of France. England joined the war due to an obligation to France and the invaded Belgium. And finally the United States jointed the war 3 years later after German submarine attacks on peaceful American vessels. (Duffy 2009) At 7:17 in the morning of March 21st, 1918, the Germans were in the middle of their Spring Offensive, a series of attacks along the Western 3 Front that was a last ditch attempt by German to win the war before the full strength of the Americans could arrive. This attack was a four pronged attack, the largest attack being the Operation Michael, intended to defeat the British Army, while the other three attacks were designed to divert Allied forces from the main offensive. (Gray 1991) Figure 1: German Spring Offensive, 1918 (From the History Department of the US Military Academy West Point 2006) Weapons of a World War At 7:17 in the morning of March 21st, 1918, the war was being waged in a different fashion from when it in 1914. Standing armies facing off against one another in decisive battles gave way to trench warfare, long confrontations which tested the supply lines of an army as much as its 4 fighting force. Machine guns were developed to more adequately defend these trenches against attacking armies. By 1917 armies were employing the use of tanks to get past entrenched defenders. The nascent technology of airplanes and zeppelins were being used as the first example of air support by dropping grenades and shells on targets from the sky. Even with all these advances, long range artillery remained the major source of firepower on the battlefield. These massive cannons were innovated on as well, becoming larger, easier to handle, and more accurate in their fire. Many of these guns were also mobile, utilizing wheels, tank treads, or the rail systems of Europe. (Llewellyn 2014) The Paris Gun At 7:18 in the morning of March 21st, 1918, explosions began happening in Paris around 15 minutes apart. The Parisians were used to the war by this point, but the odd part about these explosions is that no one heard the sound of the mortar or cannon shot prior to the explosion. Initially it was suspected that bombs were being dropped from some airplane or zeppelin too high to be seen or heard. After investigation however, it was determined that the explosions were caused by shells, not bombs, meaning it had to be fired from artillery. After ruling out a mortar being fired from inside the city, the only conclusion was that the shells were being fired from a new German long range gun coming from so far away, that no one could hear the shot being fired. (Miller 1921) So what was the Paris Gun? The Paris Gun was quite simply the world’s largest gun, capable of ranges of up to 100 kilometers. Constructed by the German engineering company Krupp, they designed the barrel to have a muzzle velocity of 1610 meters per second, which required a barrel length of 34 meters. This massive barrel length created a number of problems. The first of which was barrel sag, as the weight and length of the barrel could not support itself. Thus a suspension 5 bridge like truss was developed to keep the barrel straight. The second issue with the length is that Krupp did not have a barrel rifling machine capable of creating barrels longer than 18 meters. Thus they designed the gun to only include the 18 meter rifling section and extended the barrel with a 12 meter smooth bore extension. The massive size of the gun also required thought as to how to even transport the gun. For this, two types of carriages were developed. The gun was placed on a turntable on top of a rail carriage and then once it reached its destination, it was lower onto a concrete emplacement. Finally, the long barrel brought up the main issue with the Paris Gun that is the focus of this paper. The temperatures, pressures, and length and speed of travel for the projectile were so high that the gun barrel would wear away so much between shots, it would need replacement every 65 shots. This huge amount of wear meant that the ammunition needed to be 65 different sizes and loaded in order from smallest to largest when firing. Figure 2: The Paris Gun (Todd n.d.) All in all the Paris Guns were not that successful. During the bombings on Paris, only 256 Parisians were killed and 620 wounded. The gun was simply too inaccurate at the distance it was designed for to target specific installations. The projectile was too small to deliver that much explosives to its target, and thus did little damage when it hit, with the exception of one chance hit on the Church of St Gervais. Regardless of their effect in the war, and their obsolescence in 6 future wars thanks to the rise of aerial war technology, the Paris Gun was a massive engineering achievement and in the following sections we look at how it works and how friction and wear played a part in its downfall. (Todd n.d.) THEORY AND METHODOLOGY Fundamentals of the Paris Gun Design At their most basic, gun barrels are designed as a “pressure vessel whose primary function is to accurately fire projectiles at high velocities towards a target”. (Hasenbein 2004) The gun barrel is made up of three distinct regions, the combustion chamber, the forcing cone, and the bore, as illustrated in Figure 3. Figure 3: Gun Barrel Internal Geometry (Hasenbein 2004) The combustion chamber is as it sounds, it provides the volume for the propellant to combust in to accelerate the bullet. The forcing cone is a short tapered hole that guides the projectile into the bore. The bore is the rest of the gun barrel. It provides a cylinder for the projectile to travel to as it accelerates to the muzzle velocity at the end of the gun. Sometimes the gun bore has rifling, especially on guns where accuracy is a concern. This rifling is a machined out spiral design on the inside of the gun barrel as seen in Figure 4. It imparts a spin to the projectile as it travels through the bore. This spin results in increased accuracy of the projectile. 7 Figure 4: View of a New Rifled Barrel (Hasenbein 2004) While the rifling in the Paris Gun was necessary for the gun to have any accuracy whatsoever, it is also the most difficult part of the gun to maintain. As stated earlier, after 60 shots the rifle needed to be re-bored to use on a different gun. Figure 5: Design of the German Long-Range Projectile (Miller 1921) The projectile of a rifled gun barrel must be designed with some way of letting the riddling impart angular momentum to it. In the Paris Gun projectile design, the projectiles were ringed 8 with two splined copper bands to match the shape of the rifling. Copper was used for this matching material since it was relatively soft compared to the steel of the bore, and when under high temperature would expand to fit into the rifling grooves to create a seal. (Todd n.d.) Fundamentals of Friction and Wear Friction and wear are two of the largest contributors to requirements for gun barrel design. Once the relatively simple ballistics equation is figured out for what mass of projectile can be fired at what range, one knows the muzzle velocity of projectile once it has exited the gun. How to get the projectile to that velocity is based on the design of the bore for the cannon, and is a much more complicated problem. Getting the projectile up to speed is a balance between weight of the projectile, chemical equations of expansion and heat, friction between the projectile and the bore, not to mention recoil, firing angle, mounting, deflection of the combustion chamber, and so on. To limit the scope, this paper only considers the erosion of the rifling section in the gun barrel of the Paris Gun caused by the projectile passing through. We attempt to set up a model based on the material removed. WEAR MECHANICSMS IN THE PARIS GUN Types of Rifling Erosion Erosion of the gun barrel rifling is caused by three major processes: thermal processes, chemical processes, and mechanical processes. Thermal processes are caused by the chemical explosion driving the projectile forward as well as the high speed friction of the projectile passing through. The high temperatures present in the gun barrel can cause material changes near the surface of the gun barrel. These material changes often make the steel more brittle in those areas, allowing for the other two types of erosion to chip away at the material. 9 Chemical processes of erosion are caused by the violent chemical reaction that generates the force to put the projectile forward. These chemical processes are or two types: hot gases interacting with the metals in the bore and oxidation. The hot gases interacting with the metal can produce compounds with lower melting points than the bore itself, allowing for the other two types of erosion to remove material. Oxidation can be caused by the reaction of the propellant, and can cause a brittle Iron Oxide layer to form, again allowing for easier material removal. (Johnston 2005) Finally, mechanical forces can remove the rifling pattern in the bore as well. Mechanical forces, alongside the chemical and thermal effects, drive the projectile along the bore causing wear where the material is not strong enough to stay together. A steady-state wear equation was proposed as: 𝑉=𝐾 𝑃𝐿 3𝐻 Where H is the Brinell hardness, V is the volumetric loss, L is the sliding distance, and K is the dimensionless standard wear coefficient. (Yang 2003) Mechanical Wear in the Paris Gun Now that we understand the erosion process of the rifling we can apply the values we know to the basic wear equation. This equation, as you can see, does not take into account chemical properties, thermal properties, or even velocity. However, we should be able to capture those properties in the general value of K, the dimensionless wear coefficient. K values are empirical by nature and vary based on the two materials in contact, as well as other factors. Here we will attempt to keep all other factors equal as we examine the mechanical wear on the Paris Gun. 10 VOLUMETRIC LOSS We first start with the volumetric loss of the rifling bore. We know that the initial bore size of the Paris Gun was 210 millimeters in diameter from Figure 5. We know from the Miller text that after 65 rounds had been fired, the barrel was sent back to Krupp to be re-bored to 238 millimeters in diameter. (Miller 1921) We make the assumption that the bore diameter increases linearly after each shot which means that as the projectile increases, it takes off more and more area and volume. The tabulated calculation is included in the Appendix, and the results show that the total volume removed per shot gets larger as the projectile gets larger as shown in Figure 6. The maximum volume removed is 0.002941 cubic meters over the length of the 18 meter rifled bore. Removed Volume Per Shot (m^3) Delta Volume Per Shot (m^3) 0.003000 0.002950 0.002900 0.002850 0.002800 0.002750 0.002700 0.002650 0.002600 0.002550 0 10 20 30 40 50 60 70 Shot Figure 6: Volume Removed from Rifled Bore per Shot FORCE OF THE GUN We then try to make an estimate of the force from the projectile onto the bore material. We estimate from the Todd article that the Paris Gun accelerated the projectile from zero to 1610 meters per second over the length of the 34 meter gun. We estimate from Miller that the 11 projectile weight around 106 kilograms. We use this to estimate the acceleration and the forces seen in the by the projectile shooting forward. (Miller 1921) 𝑣𝑓 2 − 𝑣𝑖 2 16102 𝑎= = = 19050 𝑚⁄𝑠 2 2𝑙 2 ∗ 68 𝐹 = 𝑚𝑎 = 106 ∗ 19050 = 2020300 𝑁 As the projectile is being pushed by this force, the rifling collar is being forced into a rotational motion. We estimate that the angle of this rifling is about 15 degrees based on the image of the Paris gun shell in Figure 7. 𝐹𝑟 = tan(15°) ∗ 𝐹 = 541338 𝑁 Figure 7: Image of Paris Gun Shell and Detail of Rifling Angle (Todd n.d.) BRINELL HARDNESS Another assumption that we make here, is that the Paris Cannon material was of a mild steel. This correlates to a hardness value of 120 HB. Now that we have this information, we can look at our governing equation. 12 Table 1: Brinell hardness numbers (ASTM E10-12 2012) 𝑉=𝐾 0.002941𝑚3 = 𝐾 𝑃𝐿 3𝐻 541998 𝑁 ∗ 18 𝑚 3 ∗ 120 𝐾 = 1.085 ∗ 10−7 We now have a standard wear coefficient of the system. Keeping the temperatures, propulsion chemicals, and all other variables equal, one could extrapolate data on how the volume of removal would change with a change of force, length or material. Since we know the force and length that we need from our ballistics requirements, the only other thing we can change is to a material with a different hardness. MATERIAL STUDY We can see how a new material (for the World War I era) may have helped the Paris Gun fire more shells before needing re-boring. Stainless steel was just being invented during World War I for the specific purpose of finding a material that would be more resistant to erosion within gun 13 barrels. (Peaple 2015) We can see from Table 1 that stainless steel has a Brinell hardness of 200 HB. We now look to see how much that improves the performance of the Paris Gun. 𝑉=𝐾 𝑉 = 1.085 ∗ 10−7 𝑃𝐿 3𝐻 541998 𝑁 ∗ 18 𝑚 = .00176 𝑚3 3 ∗ 200 We find that the maximum volume removed at the largest bore size would have been 40% less than the maximum volume per shot removed from the Paris Gun made of mild steel. As the second table in the Appendix shows, this allows the Stainless Steel Paris Gun to fire 108 shots instead of just 65 before re-boring the barrel at 238 millimeters. By comparison, the chromium plated 18 meter rifled barrel of the 16” caliber Mark 8 gun used on the Iowa Class US Navy battleships have a barrel life of 290 rounds (though they only have a range of 38 km). (DiGiulian 2015) Obviously these World War II guns are more advanced in more ways than just a material change, but it goes to show how better materials can reduce wear and lead to longer rifling life. CONCLUSION The Paris Gun was a marvel of engineering. It succeeded as the first gun to put a man-made object into the stratosphere. It succeeded at bombarding a city from so far away its report could not be heard. It completely failed as a military weapon. Its payload was too small and its projectiles were too inaccurate to usefully aim at important targets. It was part of a last ditch effort by Germany to win a war before Allied support grew even stronger. Even if the war didn’t end in a year and there was time to hone and perfect the gun, use more advanced materials, and somehow make more accurate projectiles for it, it still would have been one of the last superguns to be created. It’s for the same reason World War I was the last war for trench warfare to play 14 such a large part: the airplane would take over as the preferred delivery method of explosive payloads. Still the Paris Gun is an excellent example of the effects of friction and wear. Because of its extreme engineering, the wear of the bore required custom ammunition to be made to account for the bore getting larger after each successive shot. Even though not much is known to an exact degree about the materials, chemicals, and structure that went into the gun, we were able to study the design based on its failures and do a basic study on how it could have been improved upon today. 15 REFERENCES ASTM E10-12. 2012. Standard method for Brinell hardness of metallic materials. Meterial Standard, West Conshohocken, PA: ASTM International. DiGiulian, Tony. 2015. United States of America 16"/50 (40.6 cm) Mark 7 . May 3. Accessed May 15, 2015. http://www.navweaps.com/Weapons/WNUS_16-50_mk7.htm. Duffy, Michael. 2009. Feature Articles - The Causes of World War One. August 22. Accessed May 15, 2015. http://www.firstworldwar.com/origins/causes.htm. From the History Department of the US Military Academy West Point. 2006. Map of the final German offensives on the Western Front (World War I), 1918. May 2. Accessed May 15, 2015. http://commons.wikimedia.org/wiki/File:Western_front_1918_german.jpg. Gray, Randal. 1991. Kaiserschlacht, 1918: The Final German Offensive,. London: Osprey. H.C. Meng, K.C. Ludema. 1995. "Wear models and predictive wquations: their form and content." Wear 181-183. Hasenbein, Richard G. 2004. Wear and Erosion in Large Caliber Gun Barrels . Watervliet NY: Weapon Systems & Technology Directorate Armament Engineering & Technology Center U.S. Army Armament Research, Development & Engineering Center. Johnston, Ian A. 2005. Understanding and Predicting Gun Barrel Erosion. Edinburgh, Australia: Weapons Systems Division, Defence Science and Technology Organisation. . Llewellyn, Jennifer. 2014. Weapons of World War I. Accessed May 15, 2015. http://alphahistory.com/worldwar1/weapons/. 16 Miller, Harry W. II. 1921. Railway Artillery: A Report on the Characteristics, Scope of Utility, Etc. of Railway Artillery. Washington: Government Printing Office. Peaple, Andrew. 2015. 100 Years, 100 Legacies, Stainless Steel. http://online.wsj.com/ww1/stainless-steel. Todd, Roger. n.d. A Brief History of the Paris Guns. Accessed May 15, 2015. http://www.landships.info/landships/artillery_articles.html. Yang, L.J. 2003. "Wear coefficient equation for aluminium-based matrix composites against steel disc." Wear 579-592. 17 APPENDIX Table 1: Loss of Bore Material Shot 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 Bore Size Bore Area (mm) (mm) 210 34636 210.4375 34781 210.875 34925 211.3125 35070 211.75 35216 212.1875 35361 212.625 35507 213.0625 35654 213.5 35800 213.9375 35947 214.375 36094 214.8125 36242 215.25 36390 215.6875 36538 216.125 36686 216.5625 36835 217 36984 217.4375 37133 217.875 37282 218.3125 37432 218.75 37583 219.1875 37733 219.625 37884 220.0625 38035 220.5 38186 220.9375 38338 221.375 38490 221.8125 38642 222.25 38795 222.6875 38948 223.125 39101 223.5625 39254 224 39408 Total Removed Area (mm^2) 0 144 289 434 580 725 871 1018 1164 1311 1458 1606 1753 1902 2050 2199 2348 2497 2646 2796 2946 3097 3248 3399 3550 3702 3854 4006 4159 4312 4465 4618 4772 18 Total Removed Volume (mm^3) 0 2600410.368 5206232.619 7817466.755 10434112.78 13056170.68 15683640.47 18316522.14 20954815.7 23598521.14 26247638.47 28902167.68 31562108.77 34227461.75 36898226.61 39574403.36 42255991.99 44942992.5 47635404.9 50333229.18 53036465.35 55745113.4 58459173.34 61178645.16 63903528.87 66633824.45 69369531.93 72110651.28 74857182.53 77609125.65 80366480.66 83129247.56 85897426.33 Total Removed Volume (m^3) 0.000000 0.002600 0.005206 0.007817 0.010434 0.013056 0.015684 0.018317 0.020955 0.023599 0.026248 0.028902 0.031562 0.034227 0.036898 0.039574 0.042256 0.044943 0.047635 0.050333 0.053036 0.055745 0.058459 0.061179 0.063904 0.066634 0.069370 0.072111 0.074857 0.077609 0.080366 0.083129 0.085897 Removed Volume Per Shot (m^3) 0.002600 0.002606 0.002611 0.002617 0.002622 0.002627 0.002633 0.002638 0.002644 0.002649 0.002655 0.002660 0.002665 0.002671 0.002676 0.002682 0.002687 0.002692 0.002698 0.002703 0.002709 0.002714 0.002719 0.002725 0.002730 0.002736 0.002741 0.002747 0.002752 0.002757 0.002763 0.002768 Shot 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 Bore Size Bore Area (mm) (mm) 224.4375 39562 224.875 39717 225.3125 39871 225.75 40026 226.1875 40182 226.625 40337 227.0625 40493 227.5 40649 227.9375 40806 228.375 40963 228.8125 41120 229.25 41277 229.6875 41435 230.125 41593 230.5625 41751 231 41910 231.4375 42069 231.875 42228 232.3125 42387 232.75 42547 233.1875 42707 233.625 42868 234.0625 43028 234.5 43189 234.9375 43351 235.375 43512 235.8125 43674 236.25 43836 236.6875 43999 237.125 44162 237.5625 44325 238 44488 Total Removed Area (mm^2) 4926 5081 5235 5390 5546 5701 5857 6013 6170 6326 6484 6641 6799 6957 7115 7274 7432 7592 7751 7911 8071 8231 8392 8553 8714 8876 9038 9200 9363 9526 9689 9852 19 Total Removed Volume (mm^3) 88671017 91450019.54 94234433.97 97024260.29 99819498.49 102620148.6 105426210.5 108237684.4 111054570.1 113876867.8 116704577.3 119537698.6 122376231.9 125220177.1 128069534.1 130924303 133784483.9 136650076.5 139521081.1 142397497.6 145279325.9 148166566.2 151059218.3 153957282.3 156860758.2 159769645.9 162683945.6 165603657.1 168528780.5 171459315.8 174395263 177336622.1 Total Removed Volume (m^3) 0.088671 0.091450 0.094234 0.097024 0.099819 0.102620 0.105426 0.108238 0.111055 0.113877 0.116705 0.119538 0.122376 0.125220 0.128070 0.130924 0.133784 0.136650 0.139521 0.142397 0.145279 0.148167 0.151059 0.153957 0.156861 0.159770 0.162684 0.165604 0.168529 0.171459 0.174395 0.177337 Removed Volume Per Shot (m^3) 0.002774 0.002779 0.002784 0.002790 0.002795 0.002801 0.002806 0.002811 0.002817 0.002822 0.002828 0.002833 0.002839 0.002844 0.002849 0.002855 0.002860 0.002866 0.002871 0.002876 0.002882 0.002887 0.002893 0.002898 0.002903 0.002909 0.002914 0.002920 0.002925 0.002931 0.002936 0.002941 Bore Size (mm) 240 Bore Diameter (mm) 235 230 225 220 215 210 205 0 10 20 30 40 50 60 70 50 60 70 Shot Bore Area (m^2) Bore Area (mm) 50000 45000 40000 35000 30000 25000 20000 15000 10000 5000 0 0 10 20 30 40 Shot 20 Total Removed Volume (m^3) Total Removed Volume (m^3) 0.200000 0.180000 0.160000 0.140000 0.120000 0.100000 0.080000 0.060000 0.040000 0.020000 0.000000 0 10 20 30 40 50 60 70 60 70 Shot Removed Volume Per Shot (m^3) Delta Volume Per Shot (m^3) 0.003000 0.002950 0.002900 0.002850 0.002800 0.002750 0.002700 0.002650 0.002600 0.002550 0 10 20 30 40 Shot 21 50 Table 2: Stainless Steel Bore Data Shot 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 Bore Size Bore Area (mm) (mm) 210 34636 210.2616822 34722 210.5233645 34809 210.7850467 34896 211.046729 34982 211.3084112 35069 211.5700935 35156 211.8317757 35243 212.0934579 35330 212.3551402 35417 212.6168224 35505 212.8785047 35592 213.1401869 35680 213.4018692 35767 213.6635514 35855 213.9252336 35943 214.1869159 36031 214.4485981 36119 214.7102804 36207 214.9719626 36296 215.2336449 36384 215.4953271 36473 215.7570093 36561 216.0186916 36650 216.2803738 36739 216.5420561 36828 216.8037383 36917 217.0654206 37006 217.3271028 37095 217.588785 37185 217.8504673 37274 218.1121495 37364 218.3738318 37453 218.635514 37543 218.8971963 37633 Total Removed Area (mm^2) 0 86 173 259 346 433 520 607 694 781 869 956 1044 1131 1219 1307 1395 1483 1571 1660 1748 1836 1925 2014 2103 2192 2281 2370 2459 2549 2638 2728 2817 2907 2997 22 Total Removed Volume (mm^3) 0 1554735.212 3111406.583 4670014.112 6230557.799 7793037.645 9357453.649 10923805.81 12492094.13 14062318.61 15634479.25 17208576.05 18784609 20362578.12 21942483.39 23524324.82 25108102.41 26693816.15 28281466.06 29871052.12 31462574.34 33056032.72 34651427.26 36248757.96 37848024.82 39449227.83 41052367 42657442.33 44264453.82 45873401.47 47484285.28 49097105.24 50711861.37 52328553.65 53947182.09 Total Removed Volume (m^3) 0.000000 0.001555 0.003111 0.004670 0.006231 0.007793 0.009357 0.010924 0.012492 0.014062 0.015634 0.017209 0.018785 0.020363 0.021942 0.023524 0.025108 0.026694 0.028281 0.029871 0.031463 0.033056 0.034651 0.036249 0.037848 0.039449 0.041052 0.042657 0.044264 0.045873 0.047484 0.049097 0.050712 0.052329 0.053947 Removed Volume Per Shot (m^3) 0.001555 0.001557 0.001559 0.001561 0.001562 0.001564 0.001566 0.001568 0.001570 0.001572 0.001574 0.001576 0.001578 0.001580 0.001582 0.001584 0.001586 0.001588 0.001590 0.001592 0.001593 0.001595 0.001597 0.001599 0.001601 0.001603 0.001605 0.001607 0.001609 0.001611 0.001613 0.001615 0.001617 0.001619 Shot 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 Bore Size Bore Area (mm) (mm) 219.1588785 37723 219.4205607 37813 219.682243 37904 219.9439252 37994 220.2056075 38084 220.4672897 38175 220.728972 38266 220.9906542 38356 221.2523364 38447 221.5140187 38538 221.7757009 38629 222.0373832 38721 222.2990654 38812 222.5607477 38903 222.8224299 38995 223.0841121 39087 223.3457944 39178 223.6074766 39270 223.8691589 39362 224.1308411 39454 224.3925234 39546 224.6542056 39639 224.9158879 39731 225.1775701 39824 225.4392523 39916 225.7009346 40009 225.9626168 40102 226.2242991 40195 226.4859813 40288 226.7476636 40381 227.0093458 40474 227.271028 40567 227.5327103 40661 227.7943925 40755 228.0560748 40848 228.317757 40942 228.5794393 41036 Total Removed Area (mm^2) 3087 3177 3267 3358 3448 3539 3630 3720 3811 3902 3993 4085 4176 4267 4359 4450 4542 4634 4726 4818 4910 5003 5095 5188 5280 5373 5466 5559 5652 5745 5838 5931 6025 6118 6212 6306 6400 23 Total Removed Volume (mm^3) 55567746.69 57190247.44 58814684.36 60441057.43 62069366.67 63699612.06 65331793.6 66965911.31 68601965.18 70239955.2 71879881.39 73521743.73 75165542.23 76811276.88 78458947.7 80108554.68 81760097.81 83413577.1 85068992.55 86726344.16 88385631.93 90046855.85 91710015.93 93375112.18 95042144.58 96711113.14 98382017.85 100054858.7 101729635.8 103406349 105084998.3 106765583.8 108448105.5 110132563.3 111818957.3 113507287.4 115197553.7 Total Removed Volume (m^3) 0.055568 0.057190 0.058815 0.060441 0.062069 0.063700 0.065332 0.066966 0.068602 0.070240 0.071880 0.073522 0.075166 0.076811 0.078459 0.080109 0.081760 0.083414 0.085069 0.086726 0.088386 0.090047 0.091710 0.093375 0.095042 0.096711 0.098382 0.100055 0.101730 0.103406 0.105085 0.106766 0.108448 0.110133 0.111819 0.113507 0.115198 Removed Volume Per Shot (m^3) 0.001621 0.001623 0.001624 0.001626 0.001628 0.001630 0.001632 0.001634 0.001636 0.001638 0.001640 0.001642 0.001644 0.001646 0.001648 0.001650 0.001652 0.001653 0.001655 0.001657 0.001659 0.001661 0.001663 0.001665 0.001667 0.001669 0.001671 0.001673 0.001675 0.001677 0.001679 0.001681 0.001683 0.001684 0.001686 0.001688 0.001690 Shot 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 Bore Size Bore Area (mm) (mm) 228.8411215 41130 229.1028037 41224 229.364486 41318 229.6261682 41413 229.8878505 41507 230.1495327 41602 230.411215 41696 230.6728972 41791 230.9345794 41886 231.1962617 41981 231.4579439 42076 231.7196262 42171 231.9813084 42266 232.2429907 42362 232.5046729 42457 232.7663551 42553 233.0280374 42649 233.2897196 42745 233.5514019 42841 233.8130841 42937 234.0747664 43033 234.3364486 43129 234.5981308 43225 234.8598131 43322 235.1214953 43418 235.3831776 43515 235.6448598 43612 235.9065421 43709 236.1682243 43806 236.4299065 43903 236.6915888 44000 236.953271 44098 237.2149533 44195 237.4766355 44293 237.7383178 44390 238 44488 Total Removed Area (mm^2) 6494 6588 6682 6777 6871 6966 7060 7155 7250 7345 7440 7535 7630 7726 7821 7917 8013 8109 8204 8301 8397 8493 8589 8686 8782 8879 8976 9073 9170 9267 9364 9462 9559 9657 9754 9852 24 Total Removed Volume (mm^3) 116889756.2 118583894.8 120279969.6 121977980.5 123677927.6 125379810.9 127083630.3 128789385.9 130497077.6 132206705.5 133918269.5 135631769.7 137347206.1 139064578.6 140783887.3 142505132.1 144228313.1 145953430.3 147680483.6 149409473 151140398.7 152873260.5 154608058.4 156344792.5 158083462.8 159824069.2 161566611.8 163311090.5 165057505.4 166805856.5 168556143.7 170308367 172062526.6 173818622.3 175576654.1 177336622.1 Total Removed Volume (m^3) 0.116890 0.118584 0.120280 0.121978 0.123678 0.125380 0.127084 0.128789 0.130497 0.132207 0.133918 0.135632 0.137347 0.139065 0.140784 0.142505 0.144228 0.145953 0.147680 0.149409 0.151140 0.152873 0.154608 0.156345 0.158083 0.159824 0.161567 0.163311 0.165058 0.166806 0.168556 0.170308 0.172063 0.173819 0.175577 0.177337 Removed Volume Per Shot (m^3) 0.001692 0.001694 0.001696 0.001698 0.001700 0.001702 0.001704 0.001706 0.001708 0.001710 0.001712 0.001714 0.001715 0.001717 0.001719 0.001721 0.001723 0.001725 0.001727 0.001729 0.001731 0.001733 0.001735 0.001737 0.001739 0.001741 0.001743 0.001744 0.001746 0.001748 0.001750 0.001752 0.001754 0.001756 0.001758 0.001760