The Use Of Principal Component Analysis To Integrate Blasting Into The Mining Process
advertisement

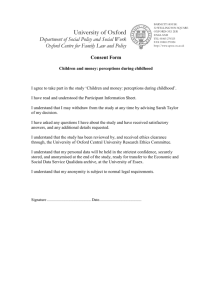
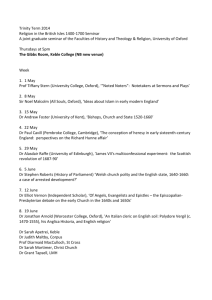
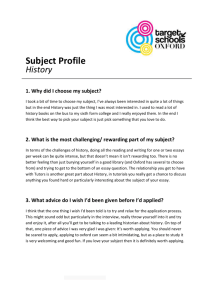
2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 THE USE OF PRINCIPAL COMPONENT ANALYSIS TO INTEGRATE BLASTING INTO THE MINING PROCESS David P. Lilly, P.E., MBA Senior Consulting Engineer DynoConsult, a Division of Dyno Nobel Inc Pawleys Island, South Carolina John Cory Blasting Specialist North America Lafarge North America Ottawa, Ontario Bill Hissem Senior Mining/Application Engineer Sandvik Mining and Construction Appleton, Wisconsin INTRODUCTION In blasting many variables are highly correlated (powder factor, pattern area, explosive weight and density, hole size, etc.) and principal component analysis can combine these variables into a more concise form to solve problems relating to specific goals such as mining productivity, environmental concerns and highlight the effects of major changes. Principal component analysis was developed by Pearson in 1901 and has been successfully adapted to many industries to create summary information. The summary information concisely expresses the status of a process from the diverse data that best expresses the result or a specific outcome. This paper is the 3rd in a series that utilizes well-known statistical processes to integrate blasting into the mining process (“A Statistical Approach to Integrating Blasting Into the Mining Process”, Oxford 2007; and “The Enterprise Solution to Integrating Blasting Into the Mining Process”, Oxford 2008). The principal component analysis method creates an overall measure, which is a refined dashboard type of performance measurement using statistical data compression techniques. The variable reduction technique creates artificial variables and reduces redundancy in the correlations. This paper will develop the method of the approach and use a simplified example of work the authors are using to optimize productivity at the Lafarge plant on Texada Island near Vancouver, British Columbia. June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 1 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 THE PRINCIPAL COMPONENT METHOD Basically Principal Component Analysis (PCA) takes a set of data in matrix form, preconditions the data, extracts eigenvalues and eigenvectors, rotates the data and condenses many correlated variables into a lesser number of uncorrelated principle components. A principle component is a linear-weighted combination of optimally weighted observed variables. There are several methods to conduct PCA including the variance mode, and the correlation mode. The variance mode uses the covariance matrix. and the correlation method uses a matrix of Pearson’s R values. The correlation method must be used if the data has different units of measure which is the case with most blasting data. We favor this method also because of the easily recognized R values. While PCA can be daunting, the XL-Stat program for Excel can simplify the calculations and is used in these examples. The procedure to conduct a PCA using the correlation matrix is as follows: 1) Center the data variables on their mean and standard deviation. 2) Calculate a correlation matrix. Also a scatter plot can be made to help visualize the correlations between the variables. 3) From the correlation matrix calculate the eigenvalues and eigenvectors. Eigen refers to “characteristic”. The eigenvalues and eigenvectors describe the cloud of data as an ellipse characterized by the eigenvalues with direction characterized by the eigenvectors. A good website to calculate eigenvalues and eigenvectors is: http://www.arndt-bruenner.de/mathe/scripts/engl_eigenwert.htm 4) Determine the number of principal components by using the eigenvalues or a scree plot. If using the eigenvalues, a good rule of thumb is to eliminate any principle components in which the eigenvalue is less than one. The scree value plot gives the cumulative % of variance explained as principle components are added. 5) Form a feature vector factor loading which creates regression weights of original variables into the principle component 6) Use varimax rotation for optimal orthogonal rotation. Orthogonal refers to independent or uncorrelated representation. 7) Make biplot graphs to show the data in relationship to the variables selected. In a biplot graph variables are symbolized by arrows and transformed data by the points. A SIMPLE EXAMPLE – PRODUCTIVITY AT THE LAFARGE TEXADA PLANT The Lafarge Texada Plant is located on Texada Island near Vancouver, British Columbia. The plant has produced close to 12 million tonnes of limestone aggregate, cement stone, and high purity chemical stone. This analysis uses raw data from 2006, 2007, and 2008 and is aimed at determining the main drivers of productivity in tonnes per manhour and tonnes per operating hour. A preliminary PCA was conducted using many input variables including bench height, bench elevation, truck and loader productivity, etc. The main June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 2 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 drivers remaining after the preliminary analysis were powder factor (kg/m3) and operating hours. Summary statistics: Variable Tonnes/Manhour KG/M3 Op Hours Observations 33 33 33 Minimum Maximum 21.015 42.600 0.434 0.782 215.750 326.000 Mean Std. deviation 32.172 4.997 0.648 0.092 273.051 27.830 A correlation matrix was produced to determine the eigenvalues and eigenvectors. In addition a scatter plot was made to visually inspect the relationship between the variables. Correlation matrix (Pearson (n)): Variables Tonnes/Manhour KG/M3 Op Hours Tonnes/Manhour 1 0.441 0.629 KG/M3 0.441 1 0.100 Op Hours 0.629 0.100 1 Values in bold are different from 0 with a significance level alpha=0.05 45 45 40 40 Tonnes/Manhour Tonnes/Manhour Scatter Plots 35 30 25 35 30 25 20 20 0.4 0.5 0.6 0.7 0.8 200 220 240 KG/M3 260 280 300 320 340 360 Op Hours 0.9 0.8 KG/M3 0.7 0.6 0.5 0.4 210 230 250 270 290 310 330 Op Hours June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 3 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 Eigenvalues: F1 1.817 60.575 60.575 Eigenvalue Variability (%) Cumulative % F2 0.906 30.192 90.767 F3 0.277 9.233 100.000 Eigenvectors: F1 0.685 0.441 0.581 Tonnes/Manhour KG/M3 Op Hours F2 -0.046 0.821 -0.569 F3 0.728 -0.363 -0.582 Scree plot 2 100 1.6 80 Eigenvalue 1.4 1.2 60 1 0.8 40 0.6 0.4 20 Cumulative variability (%) 1.8 0.2 0 0 F1 F2 F3 axis Factor loadings: Tonnes/Manhour KG/M3 Op Hours F1 0.923 0.594 0.783 F2 -0.044 0.781 -0.542 F3 0.383 -0.191 -0.306 The factor loadings indicate that factor F1 is dependent upon all of the variables but mainly operating tonnes/hour and operating hours. Factor F2 is mainly dependent upon powder factor (kg/m3). F3 adds little to the analysis and will be removed. June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 4 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 The biplot below is the final result of the analysis. The results indicate that tonnes per manhour are increased with increasing powder factor (kg/m3) and with increasing number of operating hours. This biplot could be used as a dashboard to indicate monthly status and possible corrective action. It is worth noting that powder factor and operating hours are almost perpendicular to each other indicating they are independent variables. Principal component 1 is highly loaded upon and dependent upon operating hours. Principal component 2 is highly loaded upon and dependent upon powder factor. Together 90.77% of the variability is explained by these 2 principal components. Because of the closer proximity to tonnes per hour operating hours has the higher correlation with tonnes per hour and is the major influence. Biplot (axes D1 and D2: 90.77 %) after Varimax rotation 4 KG/M 3 TONNES PER MANHOUR 3 35+ TPMH D2 (38.98 %) 2 To nnes/M anho ur 30 TO 35 TPMH LESS THAN 30 TPMH 1 0 Op Ho urs -1 -2 -3 -4 -3 -2 -1 0 1 2 3 4 5 D1 (51.78 %) In like manner when a similar analysis is conducted of operating tonnes per hour, it appears that powder factor is the major driving variable as shown below. Biplot (axes D1 and D2: 81.51 %) after Varimax rotation 4 Op Ho urs 3 TONNES PER OPERATINGHOUR D2 (36.78 %) 2 To nnes/Hr 1500+ TPMH 1450 TO 1500 TPH LESS THAN 1450 TPH 1 0 KG/M 3 -1 -2 -3 -3 -2 -1 0 1 2 3 4 D1 (44.73 %) June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 5 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 A couple of cautions and rules of thumb: PCA is a large sample procedure and works best with 300 or more rows of data, and it is desirable to have at least 3 variables that load on a component. The simple example above does not meet this criteria it but is still informative. PCA in it’s basic form is linear. Since many blasting variables are not linear, kernal PCA must be performed in which the variables are transformed into a linear form before completing the analysis. It is also important that the principal component and the variables that load on it share the same conceptual meaning and that the variables that load on different components seem to measure different constructs. Below is a more complex example from the blasting data from 814 blasts in 2006 and 2007. The purpose is to determine what factors greatly influence powder factor (kg/m3) which was earlier determined to be a major driver of productivity. Biplot (axes D1 and D2: 82.48 %) after Varimax rotation 10 Kg/M 3 D2 (29.09 %) POWDER FACTOR KG/M3 0.9 KG/M3 + 0.5 TO .0.9 KG/M3 LESS THAN 0.4 KG/M3 5 bench 0 Ho le Diameter B xS A reaSqFt -5 -9 -4 1 6 D1 (53.39 %) The analysis indicates that bench elevation, hole diameter, and pattern area are significant influences to the final powder factor. Higher benches have higher powder factors and larger hole diameters and pattern area tend to decrease powder factor. While most blasters calculate powder factors before blasting, subtle effects can change the desired value and this is a method to make fine adjustments when trying to adjust powder factors to obtain maximum productivity. THE FUTURE The authors have developed a database of drill penetration rates at the Texada Island plant, which they believe may be a proxy for rock hardness, and affect productivity analysis. They plan to incorporate this into the PCA model also. In addition, air blast and vibration analysis generates a substantial amount of correlated data that could utilize the PCA method to minimize public complaints. June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 6 2009 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-1 REFERENCES Harris, Jeffery; Meredith, Donald. L.; and Stanley, Donald A. (1991), Principal Components Factor Analysis in Mineral Processing, U.S. Bureau of Mines Koch, George. S., and Link, Richard F. (1971), Statistical Analysis of Geological Data. ISBN 0-486-64040-X Lilly, David P. (2007), A Statistical Approach to Integrating Blasting Into the Mining Process, Oxford Business and Economic Conference. Lilly, David P. (2007), The Enterprise Solution to Integrating Blasting Into the Mining Process, Oxford Business and Economic Conference. Mutmansky, Jan M., and Singh, Madan M. (1965) A Statistical Study of Relationships Between Rock Properties. Smith, Lindsay I. (2007), A Tutorial on Principle Component Analysis (Cornell University) Yavuz, M. (2007) An Equipment Selection Application Using the AHP Method. SME Annual Meeting Feb 25-28, Denver, CO June 24-26, 2009 St. Hugh’s College, Oxford University, Oxford, UK 7