A research paper, "Superpave Asphalt Design and Lab Setup,"
advertisement

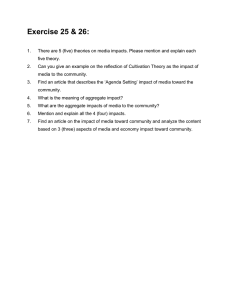
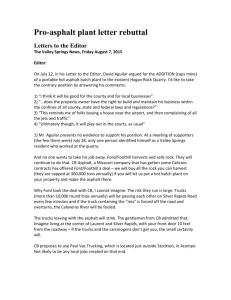
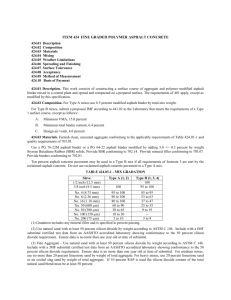
A SuperpaveTM Hot Mix Asphalt Mix Design Completed in Conjunction with Testing Lab Set-up and Procedures By Stephen J. Palmer April 2001 A Research Paper Submitted in Partial Fulfillment of the Requirements for the Master of Science Degree Department of Civil Engineering Southern Illinois University Edwardsville 2 Abstract The major focus of this Masters project was to develop a familiarity with the Hot Mix Asphalt (HMA) mix design process using both Superior Performing Asphalt Pavement (SuperpaveTM) methods and Illinois Department of Transportation (IDOT) specifications. In order to facilitate understanding the mix design process, a bituminous testing lab was needed to verify the target value specifications for the mix design. As a further part of this project, a bituminous lab in the new Engineering Building was established. In conjunction with the move to the new building, the Civil Engineering Department had purchased much of the necessary testing equipment to facilitate completing HMA mix designs. The goal was to utilize the HMA mix design as a means to set-up the lab and the related equipment. Through the mix design process the asphalt and aggregate testing equipment would be set-up, calibrated, and made operational by the end of Fall 2000 semester. Furthermore, a procedures manual for both instructors and students would be authored to aid in the development of a pavement design lab course. Procedures and methods published from the Asphalt Institute, the American Association of State Transportation Officials (AASHTO), ASTM, and IDOT were followed for the mix design and testing. For new equipment operation, manufacturer’s provided documentation was utilized. Due to a lack of equipment, functional problems with existing and new equipment, and time constraints, much of the data obtained from the HMA mix design did not meet target values. However, the aggregate testing values for soundness and sand equivalent did meet prescribed criteria. In summary, the project goal of establishing a bituminous testing lab was achieved. Through the mix design process, all the equipment was calibrated and used. However, the results of the HMA experiment were inconclusive due in part to the reasons stated above. 3 TABLE OF CONTENTS ABSTRACT………………………………………………………………………………………. 2 ACKNOWLEDGEMENTS……………………………………………………………… ………4 DISCLAIMERS……………………………………………………………………………………4 LIST OF TABLES…………………………………………………………………………………5 CHAPTER I. INTRODUCTION ………………………………………………………………………6 II. PROBLEM STATEMENT…………………………………………………………….9 III. METHODS…………………………………………………………………………….11 IV. RESULTS…………………………………………………………………………….. 19 V. SUMMARY……………………………………………………………………………..21 VI. REFERENCES……………………………………………………………………….. 23 VII. APPENDICES………………………………………………………………………..25 A. EXPERIMENTAL DATA AND SAMPLE CALCULATIONS……………. 25 B. RECOMMENDATIONS TO THE CIVIL ENGINEERING DEPARTMENT……………………………………………………………….. 28 C. RAINHART GYRATORY COMPACTOR PROBLEM LOG…………….. 29 D. STUDENT LAB MANUAL……………………………………………………31 E. INSTRUCTOR LAB MANUAL ………………………………………………36 F. APPARATUS……………………………………………………………………42 4 Acknowledgements I would like to thank several individuals for their help and contribution in making this project a success. First I would like to acknowledge the contribution from my advisor Dr. Chiang Lin, Ph.D., who was the calm in the storm. Furthermore, this project could not have been completed in the time frame established without the dedication of Mr. Brent Vaughn, CE Department Lab Specialist, who’s instrumentation experience and attention to detail proved invaluable. Finally I would like to thank Mr. Roger Hayden of Reese Construction, Cahokia, IL. Through Roger, Reese Construction donated all the asphalt and aggregate materials necessary for the HMA mix design and provided unlimited access to their own lab, which proved extremely beneficially. Roger and Ken also provided considerable insight into the nuances of IDOT’s specifications and mix design criteria. Disclaimers For this project mineral aggregates were sampled from stockpiles located at Reese Construction’s yard. Data on average gradation and specific gravity of each individual aggregate was utilized since these values were previously tested and found to be in conformance to IDOT’s specifications. Furthermore, the asphalt binder used was provided by Reese Construction and certified by the manufacturer, so no other attempt was made to verify that it met SuperpaveTM criteria as testing for these properties was beyond the scope of this project. 5 List of Tables Table 1 IL 9.5mm Mixture Aggregate Gradation by Percent Passing Table 2 Aggregate Testing Employed Table 3 Aggregate Stockpile Gradations (Reese Construction) Table 4 Trial Aggregate Blend Table 5 Trial Batch Weights Table 6 CA16 Batch Weights Table 7 FA21 Batch Weights Table 8 FA01 Batch Weights Table 9 MF Batch Weight Table 10 Asphalt Binder Batch Weight Table 11 LA Abrasion Test Results Table 12 Sand Equivalent Test Results Table 13 Sulfate Soundness Test Results Table 14 Asphalt Binder Content Ignition Oven Method Results Table 15 Specific Gravity Results Table 16 Volumetric Mix Results 6 Introduction Superior Performing Asphalt Pavements (SuperpaveTM) were developed through the Strategic Highway Research Program (SHRP) in an attempt to improve overall highway pavement performance. The primary areas of improvement sought were in pavement rutting, low temperature cracking, and fatigue cracking. This was achieved by orienting the pavement design methodology towards the environmental conditions that the pavement could expect to experience during the design life, together with the traditionally used loading expectations (13). SuperpaveTM is a performance based mix design and analysis process that evaluates both constituent materials and final mixture performance. The liquid asphalt binder is evaluated for performance based on the criteria of temperature, time of loading, and aging factors, while the constituent mineral aggregates are evaluated based on surface characteristics, particle shape, and gradation (13). Finally, once combined into an HMA mixture, this mixture is evaluated for performance under various loading and environmental field conditions. The asphalt binders are selected for a particular mix design specification based primarily on the climate that the binder will experience. This was accomplished by reviewing climate history, high and low air temperatures, and relating the air temperature history to corresponding pavement temperatures. A statistical model was then employed to determine the probability of occurrence of these high and low temperatures. Based on the climatic variation, the asphalt binders are tested and labeled according to performance. An asphalt binder that is expected to perform adequately in a climate with an average 7-day maximum temperature of 64oC and a minimum pavement design temperature of –22oC would be labeled PG 64-22(13). The PG stands for performance grade and the numbers correspond to the high 7 and low temperature variation. For practical reasons, many states implementing Superpave TM , employ a system of designating a particular performance grade asphalt binder to the various districts or geographic areas, thus saving the designer time. Mineral aggregate performance-based gradation selection is accomplished through the use of what is termed in SuperpaveTM the 0.45 power chart (13). Although such characteristics as material toughness, soundness, angularity, elongation, blend clay content, and deleterious percentage are used in selecting aggregates for use in the mix design, the aggregate blend gradation is the most mix specific characteristic. The 0.45 power chart is simply a graph of the sieve sizes in millimeters raised to the 0.45 power, placed along the x-axis, and the percent passing of the aggregate blend, placed along the y-axis. The chosen trial blend gradation is plotted on the chart and compared to a maximum density line and certain restricted zones and control points, included to promote friction and point-to-point contact of the aggregate, thus reducing rutting. As previously stated, the researchers involved in developing SuperpaveTM attempted to reduce the rutting of in-place pavements. This was accomplished by restricting an area of the gradation curve in the fine aggregate region so that point-to-point contact of the particles was encouraged. This area is known as the restricted zone and the blend cannot pass through this region. The maximum gradation line represents the densest possible arrangement of the aggregate. It is established by running a line from the origin to a point of 100 percent passing at a sieve size one size larger than the nominal maximum sized for the aggregate blend (13). An example of an Illinois 9.5 mm (surface mix) follows, as shown in Figure 1, to demonstrate how the 0.45 power chart works. 8 Figure 1. 0.45 Power Chart for an IL 9.5 mm Surface Mixture The final parameter used in a SuperpaveTM mix design is a traffic loading termed designated as Equivalent Single Axle Loading (ESAL), which relates the damage to a pavement by a single equivalent 18-kip axle load. This term is related empirically to the traffic volume that the in-place pavement would be expected to experience at the end of the design life (13). The completed mix is evaluated in the lab by compaction in a gyratory compactor, specifically designed for the SuperpaveTM method. Using the calculated ESAL’s, the number of gyrations the mix is subjected to is determined and this number is designated as Ndesign (13). Thus, the loading component the pavement will experience is simulated by compacting the mix specimen at a pre-set pressure of 600 KPa and a determined number of gyrations. 9 Finally, the mix as a whole is volumetrically evaluated by calculating the Voids in Mineral Aggregate (VMA) and the Voids Filled with Asphalt (VFA) at a target value of 4% Air Voids (Va). Many states set target values for VMA and VFA at the 4% air voids point. If the values for VMA and VFA are not met, the mix is rejected and cannot enter production. The Illinois Department of Transportation (IDOT) has implemented most of the SuperpaveTM criteria with some modifications. Since pre-SuperpaveTM IDOT specifications already addressed the aggregate properties of toughness, soundness, and deleterious material, the SuperpaveTM guidelines were not specifically incorporated into the IDOT specifications. Also, IDOT uses the control points in the 0.45 power chart as a guide only. Meeting VMA and VFA criteria is considered a more important factor in the overall pavement performance. Problem Statement The primary goal of this endeavor was to gain an understanding of the SuperpaveTM mix design methodology. In order to achieve this, the task was undertaken to complete an actual HMA mix design using a combination of IDOT and general SuperpaveTM guidelines. A hypothetical highway design situation was chosen so that as many of the SuperpaveTM parameters as possible could be applied, and also to utilize all of the testing equipment available in the SIUE CE Department’s lab. It was decided not to evaluate mix characteristics and material properties if appropriate equipment was not available. The control road design project and mix design methodology are specified as follows: Mix design method and specifications: IDOT and SuperpaveTM Highway Design Criteria Functional classification: Rural collector Highway type: county road Average Daily Traffic (ADT) = 1500 Design ESAL’s = 1,000,000 10 Geographic area: southwest central Illinois, IDOT Collinsville District 8 Type of mixture: Surface mix Materials: virgin materials Based on the previously stipulated design criteria the following mixture design was determined based on IDOT’s specifications. Mix Designation IL 9.5 mm (9.5 mm maximum size of aggregate particle) Mixture Type C (IDOT friction requirement, ADT<2000) SuperpaveTM design gyrations: Ndesign = 50 (ESAL’s 0.3 to 3 million) Asphalt Binder: PG 64-22 (Collinsville District 8) Mineral Aggregate Selection Course Aggregate: CA 16- crushed Limestone Fine Aggregate: FA 01 – river sand FA 21 – slag sand Mineral Filler: MF – Limestone dust Volumetric Requirements VMA = 15% minimum VFA = 65-78% Va = 4% standard target Table 1. IL 9.5mm Mixture Aggregate Gradation Percent Passing Sieve 12.5 9.5 4.75 2.36 1.18 300 150 µm µm Size mm mm mm mm mm (#50) (#100) (1/2”) (3/8”) (#4) (#8) (#16) Minimum -------90 24 16 10 4 3 Maximum 100 100 65 48 32 15 10 75 µm (#200) Table 2. Aggregate Testing Employed Properties Test Designation IDOT Requirement Toughness LA Abrasion AASHTO T96-94 45% maximum loss Sand Equivalent Sand Equivalent AASHTO T176-86 40% minimum Soundness Sulfate Soundness AASHTO T104-87 20% maximum loss 4 16 11 The constituent aggregates will be tested following the procedures detailed above. The asphalt binder used in the mix design was certified by the manufacturer. Actual testing of asphalt binder is beyond the scope of the project due to a lack of proper testing equipment. The actual mixture will be evaluated for VMA, VFA, and Percent Air Voids using the SuperpaveTM gyratory compactor, bulk specific gravity apparatus, and maximum theoretical specific gravity pycnometers. Final asphalt binder content will be verified using the NCAT Asphalt Ignition Oven. Methods The mineral aggregate testing followed the AASHTO and ASTM specifications referenced. Since the new lab was equipped with a Los Angeles Abrasion machine, Sulfate Soundness apparatus, and Sand Equivalent testing equipment, only the toughness, soundness, and sand equivalent tests on the aggregates were performed. Due to the specific nature of the AASHTO and ASTM testing procedures, the particular methods used for these tests will not be repeated. The asphalt binder was selected using IDOT’s PG Binder Grade Selection-Full Depth Asphalt Table for Districts 7-9 (29). Again no attempt was made to verify the chemical or physical properties of the liquid asphalt binder material as this was beyond the scope of this project. The coarse aggregate, CA 16 (Limestone), was selected because it met the friction requirements as shown in IDOT’s Table 3 Friction Aggregates in Surface Mixtures (29). All mineral aggregates were donated by Reese Construction, Cahokia, IL, and their stockpile average gradation results and specific 12 gravities were used to determine the mix blend, which is required to meet IDOT’s general gradation chart and the parameters of the 0.45 power chart. No attempt was made to verify the stockpile averages as these values are verified by IDOT for use in state highway projects. The basic methodology for the SuperpaveTM system involves blending the mineral aggregate in proper proportion so that gradation requirements are met. The standard IDOT SuperpaveTM batch weight target value is 14,000g. Therefore, once the proportion of each aggregate is selected, it is then plotted on the 0.45 power chart to determine whether that particular blend will meet the gradation requirements. Then based on the designer’s experience, an asphalt binder content is selected. Finally, the batch weights of each material are calculated so that a sample mixture can be made. Then the aggregates and asphalt binder are batched with the correct weights and preheated to 295oF or a particular specification. Once heated, the aggregates and asphalt binder are combined in a blending apparatus, which is operated until all the aggregate is coated with asphalt binder. Following the blending operation, the mix is placed in the oven to condition. This conditioning operation is done to simulate what happens to the mixture during transport to the job site. After the conditioning process is complete, part of the batch is utilized in conjunction with the gyratory compactor and the remaining mix is used to determine the theoretical maximum specific gravity. The mix selected for use in the gyratory machine is placed in a heated mold and then subjected to the specified gyratory compaction effort. The number of gyrations was previously determined as Ndesign = 50 based on the design ESAL’s = 1,000,000. In the compactor, the mix is compacted into a disk shape. The Bulk Specific Gravity, Gmb, of the disk or puck, as it is sometimes referred to, is then determined. The remaining mixture is used in loose form to find the Maximum Theoretical Specific Gravity, Gmm. Using these two values along with the Aggregate Percentage By Weight, Ps, and the Combined Bulk Specific Gravity of the Aggregate Blend, Gsb, the volumetric properties of the mix, namely the Voids 13 in Mineral Aggregate (VMA), Voids Filled with Asphalt (VFA), and Percent Air Voids (Va) can be calculated. Refer to Appendix A for sample calculations. If the standard 4% Air Voids value is met along with the VMA and VFA criteria, the designer is done and the mix can go into production. This, however, almost never happens so exactly on the first attempt. Generally several asphalt binder contents are selected for a particular aggregate blend. All the trials are then batched and evaluated for their volumetric characteristics. Then the asphalt binder content is plotted against Percent Air Voids and used to determine the optimum asphalt binder content for that particular aggregate blend at the 4% air voids mark. The following plot illustrates this situation. Figure 2. Optimum Asphalt Binder Content Due to equipment problems and time constraints, only one asphalt binder content for the aggregate trial blend was selected. IDOT suggestions and testing criteria in batching and conditioning the mixture were closely followed. 14 Mix Design Steps The following steps illustrate the method used in formulating the mix design values. It should be noted that the asphalt binder content selected was based on the author’s previous experience as a highway design engineer. Otherwise, there is no particular method for determining the optimum binder content except to select various percentages and plot them against percent air voids results as previously illustrated. (1) The first step involves determining the gradations of the individual mineral aggregates. The gradations listed in Table 3 are average percent passing values from Reese Construction’s stockpiles. Table 3. Aggregate Stockpile Gradations (Reese Construction) Percent Passing Aggregate ½” 3/8” Specification CA 16 100 98 #4 #8 #16 #30 #50 #100 #200 30 4 3 3 3 3 2.4 FA 01 100 100 99 92 73 30 9 1 0.1 FA 21 100 100 100 77 53 34 21 12 7.2 MF 100 100 100 100 100 100 100 98 93 15 (2) Next, using the gradations in Table 3 and the following selected aggregate percentages, the trial aggregate blend is determined. An example for calculating the 3/8” sieve size follows: CA 16 FA 01 FA 21 MF 98*(0.575) = 100*(0.19) = 100*(0.22) = 100*(0.015) = TOTAL 56.4 19.0 22.0 1.5 Trial Blend 1 (3/8” Sieve) 98.9 Table 4. Trial Aggregate Blend Sieve Trial Size Blend 1 IDOT CA 16 FA 01 FA 21 MF Specs 57.5% 19% 22% 1.5% Min Max ½” 100 -- 100 57.5 19.0 22.0 1.5 3/8” 98.9 90 100 56.4 19.0 22.0 1.5 #4 59.6 24 65 17.3 18.8 22.0 1.5 #8 38.2 16 48 2.3 17.5 16.9 1.5 #16 28.8 10 32 1.7 13.9 11.7 1.5 #30 16.4 -- -- 1.7 5.7 7.5 1.5 #50 9.5 4 15 1.7 1.7 4.6 1.5 #100 6.0 3 10 1.7 0.2 2.6 1.5 #200 4.4 4 16 1.4 0.0 1.6 1.4 16 (3) Once the trial blend is determined, it needs to be plotted on the 0.45 power chart to ensure it doesn’t enter in the restricted zone. As can be viewed from the plot below, the aggregate trial blend does meet the SuperpaveTM gradation criteria. Figure 3. Trial Aggregate Blend Chart 17 (4) The next step is to determine the aggregate batch weights. This is necessary because the percent passing values do not indicate the amount of mineral aggregate needed in the batch. The sample batch weight for the mix design is established at the standard target 14,000g for the mineral aggregate portion. The asphalt binder content will be added to the aggregate amounts to form the total batch weight to be used. Table 5. Trial Batch Weights Aggregate Calculation Batch Weight (g) CA 16 14,000*57.5% 8050 FA 01 14,000*19.0% 2660 FA 21 14,000*22.0% 3080 MF 14,000*1.5% 210 Aggregate Batch Total 14,000 g (5) Next, the individual sieve sizes for each aggregate need to be calculated from the total batch so that after sieving and drying, the individual weights for material retained on the sieves can be added for batching. An extrapolated example of the CA 16 aggregate is shown. The other aggregate batch weights are simply presented in their final form. 18 CA 16 Table 6. CA 16 Batch Weights Sieve Size Sieve Size Percent Passing Retained Retained ½” 3/8” 2 Weight (g) 0.02*8050 = 161.0 Accumulated Weight (g) 161.0 3/8” #4 68 0.68*8050 = 5474.0 5635.0 #4 #8 26 0.26*8050 = 2093.0 7728.0 #8 #30 1 0.01*8050 = 80.5 7808.5 #30 PAN 3 0.03*8050 = 241.5 8050.0 FA 21 Table 7. FA 21 Batch Weights Passing Retained Percent Weight (g) Accumulated Sieve Sieve Retained Weight (g) -#8 23 708.4 8758.4 #8 #30 43 1324.4 10082.8 #30 PAN 34 1047.2 11130.0 FA 01 Table 8. FA 01 Batch Weights Passing Retained Percent Weight (g) Accumulated Sieve Sieve Retained Weight (g) -#8 8 212.8 11342.8 #8 #30 62 1649.2 12992.0 #30 PAN 30 798.0 13790.0 MF Table 9. MF Batch Weights Passing Retained Percent Weight Accumulated Sieve Sieve Retained (g) Weight (g) #30 PAN 100 210.0 14000.0 19 (6) Notice that the trial batch weight summed to 14,000 g. Finally, an asphalt binder percentage of 5% was chosen as a beginning point. The final computation for batch weight is shown. Table 10. Asphalt Binder Batch Weight AC Binder Percentage Batch Weight (g) Accumulated Weight (g) Asphalt Binder % = 5% 0.05*14,000.0 = 736.8 g 14736.8 g Results The results of the mineral aggregate testing follow: Table 11. LA Abrasion Test Results LA Abrasion Test 1 Result 51% IDOT Spec 45% max loss Test 2 27% 45% max loss Remarks Does not meet spec 5005g retained on the #4 sieve Meets spec 4003.8g retained on the #4 sieve 1001.6g retained on the 3/8” Table 12. Sand Equivalent Test Results Sand Equivalent Result (Clay Content) Test 1 100% IDOT Spec 40% min Remarks Meets spec 20 Table 13. Sulfate Soundness Test Results Aggregate Designation Sieve Size Percent (%) Retained Weight of Test Fractions (g) Percent Passing After Test Weighted Percent Loss FA 01 #50 21 111.66 1.3 0.3 FA 01 #30 43 118.51 1.9 0.8 FA 01 #16 19 119.70 3.4 0.7 FA 01 #8 7 116.15 7.2 0.5 FA 01 #4 1 110.82 7.2* 0.1 Total 2 13.8 9.4 Total 9 CA 16 #4 68 118.90 * % Loss of next smaller sieve as per AASHTO T104-97 The results of the HMA testing follow: Table 14. Asphalt Binder Content Ignition Oven Method Results Test 1 Result Batched % Remarks 5.0% 5.0% Matched indicated value Table 15. Specific Gravity Results Maximum Theoretical Specific Gravity of Loose HMA, Gmm 2.425 Bulk Specific Gravity of Compacted HMA, Gmb 2.277 Bulk Specific Gravity of Combined Aggregate, Gsb 2.630 IDOT Spec 20% max 20% max 21 Table 16. Volumetric Mix Results Result Voids in Mineral Aggregate, VMA 18% IDOT Spec 15% Remarks Voids Filled with Asphalt, VFA 66% 65-75% Meets spec Air Voids, Va 6.1% 4.0% Higher than target value Meets spec Summary The results of the aggregate and HMA tests show some inconsistency compared to the IDOT specification target values. This was attributed to either lack of necessary equipment or equipment functioning improperly. The results of the Sand Equivalent Test and the Sulfate Soundness Test were the only accurate results determined. This is due to the fact that for both tests, appropriate testing equipment was available for use. For all the other tests, there was a missing link in the process, as either a lack of equipment existed or the equipment that was available functioned improperly. However, this is not considered a problem. In fact, since the primary goal of the project was to complete a HMA mix design as a means of establishing the Department’s testing lab, it only follows that there would be some roadblocks in the way. These roadblocks caused problems with the results, but more importantly, justified the need to make improvements to the lab. The inconsistent results pointed out in a rather glaring way the need for improvement to the asphalt lab facility. The improvements are detailed in recommendation form in Appendix B. From the mix design process, it was discovered that the lab needed a more accurate pycnometer and vacuum pump so that a more precise value for Maximum Theoretical Specific Gravity could be made. Furthermore, the Rainhart Superpave Gyratory Compactor never did work properly, although it was 22 purchased new by the Department. This piece of equipment is of the utmost importance in achieving accurate results in a SuperpaveTM mix design process. At the time of this report, another new gyratory compactor was shipped and received by the Department. Mr. Brent Vaughn verified that it was indeed working properly by the end of the Fall 2000 Semester. Since the lab was functioning at the end of Fall 2000 Semester, the project was considered to be successful. The original goal of developing an operational bituminous testing lab was met. There are some needed improvements to be made, but with a small investment the Department can expect to provide a quality environment in the future for the student to learn about HMA mix design and testing. 23 References 1) AASHTO. (1997). “Standard Specification for Plastic Fines in Graded Aggregates and Soils by Use of the Sand Equivalent Test.” T176-86, Washington D.C. 2) AASHTO. (1997). “Standard Specification for Soundness of Aggregate by Use of Sodium Sulfate or Magnesium Sulfate.” T104-97, Washington D.C. 3) AASHTO. (1994). “Standard Specification for Resistance to Degradation of Small-size Course Aggregate by Abrasion and Impact in the Los Angeles Machine.” T96-94, Washington D.C. 4) AASHTO. (1997). “Standard Specification for Sieve Analysis of Fine and Course Aggregate.” T27-97, Washington D.C. 5) AASHTO. (1991). “Standard Specification for Clay Lumps and Friable Particles in Aggregate.” T112-91, Washington D.C. 6) AASHTO. (1995). “Standard Specification for Sieve Analysis of Mineral Filler for Road and Paving Materials.” T37-95, Washington D.C. 7) AASHTO. (1989). “Standard Specification for Resistance of Compacted Bituminous Mixture to Moisture Induced Damage.” T283-89, Washington D.C. 8) AASHTO. (1993). “Standard Specification for Bulk Specific Gravity of Compacted Bituminous Mixtures Using Saturated Surface-Dry Specimens.” T166-93, Washington D.C. 9) AASHTO. (1995). “Standard Specification for Specific Gravity and Absorption of Fine Aggregate.” T84-95, Washington D.C. 10) AASHTO. (1991). “Standard Specification for Specific Gravity and Absorption of Course Aggregate.” T85-91, Washington D.C. 11) AASHTO. (1999). “Standard Method of Test for Determining the Asphalt Binder Content of Hot Mix Asphalt (HMA) by the Ignition Method.” T308-99, Washington D.C. 12) AASHTO. (1995). “Standard Specification for Specific Gravity of Soils.” T100-95, Washington D.C. 13) Asphalt Institute. (1996). “Superpave Mix Design: Superpave Series No. 2 (SP-2).” U.S.A. 14) Asphalt Institute. (1996). “Performance Graded Asphalt Binder Specification and Testing: Superpave Series No. 1 (SP-1).” U.S.A. 15) Asphalt Institute. “Construction of Hot Mix Asphalt Pavements, Manual Series No. 22, 2nd Edition.” Lexington, Kentucky. 16) ASTM. (1998). “Standard Test Method for Uncompacted Void Content of Fine Aggregate (as Influenced by Particle Shape, Surface Texture, and Grading).” C1252, West Conshohocken, Pa. 24 17) ASTM. (1995). “Standard Test Method for Flat Particles, Elongated Particles, or Flat and Elongated Particles in Course Aggregate.” D4791, West Conshohocken, Pa. 18) ASTM. (1995). ”Standard Test Method for Sand Equivalent Value of Soils and Fine Aggregate.” D2419, West Conshohocken, Pa. 19) ASTM. (1999a).” Standard Test Method for Soundness of Aggregates by Use of Sodium Sulfate or Magnesium Sulfate.” C88, West Conshohocken, Pa. 20) ASTM. (1996). ”Standard Test Method for Resistance to Degradation of Small-0size Course Aggregate by Abrasion and Impact in the Los Angeles Machine.” C131, West Conshohocken, Pa. 21) ASTM. (1996a).” Standard Test Method for Sieve Analysis for Fine and Course Aggregates.” C136, West Conshohocken, Pa. 22) ASTM. (1994). ”Standard Test Method for Sieve Analysis of Mineral Filler for Road and Paving Materials.” D546, West Conshohocken, Pa. 23) ASTM. (1993). ”Standard Test Method for Specific Gravity and Absorption of Course Aggregate.” C127, West Conshohocken, Pa. 24) ASTM. (1997). ”Standard Test Method for Specific Gravity and Absorption of Fine Aggregate.” C128, West Conshohocken, Pa. 25) Foo, Kee Y., and Kandhal, Privthi S. (1998). “Adapting Superpave Technology to Design of Hot Recycled Mixes.” Journal of Testing and Evaluation 26.3, 203-212. 26) Illinois Department of Transportation. (1997). “Standard Specifications for Road and Bridge Construction.” State of Illinois. 27) Illinois Department of Transportation. (2000). “Illinois Modified Test Procedure: Standard Specification for Superpave Volumetric Mix Design.” State of Illinois. 28) Illinois Department of Transportation. (2000). “Illinois Modified Test Procedure: Standard Practice for Superpave Volumetric Design for Hot-Mix Asphalt (HMA).” State of Illinois. 29) Illinois Department of Transportation. (1996). “Illinois Superpave Mix Design and Bituminous Level III Update Course.” State of Illinois. 30) Kandhal, Prithvi S., Parker Jr., Frazier, and Mallick, Rajib B. (1997). “Aggregate Tests for Hot Mix Asphalt: State of the Practice.” NCAT Report No. 97-6, Auburn University, Al. 31) NAPA Research and Education Foundation. (1996). “Hot Mix Asphalt Materials, Mixture Design and Construction.” 2nd Edition, Lanham, Maryland. 32) National Center for Asphalt Technology. (1998). “Professor Training Course in Asphalt Technology.” 33) SHRP. (1994). “Level One Mix Design: Materials Selection, Compaction, and Conditioning.” National Research Council, Washington D.C. 25 Appendix A Experimental Data and Sample Calculations A. Sand Equivalent Test (AASHTO T176-86) Temperature = 67oF Original Fine Aggregate Amounts FA 01 = 804.9 g FA 21 = 695.1 g Total = 1500.0 g Sand Reading = 4.0 Clay Reading = 4.0 Sand Equivalent = (Sand Reading/Clay Reading)*100 = (4.0/4.0)*100 = 100% B. Los Angeles Abrasion Test (AASHTO T96-94) Test 1 Counter set to 500 revolutions Mass of oven dried CA 16 Retained on #4 Sieve = 5005.0 g Mass of sample Retained on #8 Sieve after testing = 2455.0 g Calculation of Percent Loss = ((5005.0 g -2455.0 g) / 5005.0 g) * 100 = 51 % Test 2 Counter set to 500 revolutions Mass of oven dried CA 16 Retained on #4 Sieve = 4003.8 g Mass of oven dried CA 16 Retained on 3/8” Sieve = 1001.6 g Total Mass Retained 5005.4 g Mass of sample Retained on #8 Sieve after testing = 3647.4 g Calculation of Percent Loss = ((5005.4 g -3647.4 g) / 5005.4 g) * 100 = 27 % 26 C. Sulfate Soundness Test (AASHTO T104-97) Aggregate FA 01 FA 01 FA 01 FA 01 FA 01 CA 16 Sieve Mass Retained Before Test #50 #30 #16 #8 #4 #4 111.66 g 118.51 g 119.70 g 116.15 g 110.82 g 118.90 g Mass Retained After Test 110.22 g 116.23 g 115.61 g 107.80 g 81.23 g 102.54 g (Ret. #5) Solution Used – Na2SO4 (Anhydrous Sodium Sulfate) Temperature = 71oF Specific Gravity = 1.174 of Na2SO4 solution Sample calculation: using FA 01 #50 sieve i. Grading original sample (% Retained) Sieve % Passing % Retained #16 73 #30 30 43 #50 9 21 #100 1 8 ii. Percent Passing After Test Loss = 1.44 g Original mass Retained = 111.66 g Percent Passing = (1.44g/111.66g) *100 = 1.3% iii. Weighted Percent Loss Original Sample Percentage * Percent Loss = 21*0.013 = 0.3% D. Asphalt Content Ignition Method (AASHTO TP308-99) Oven Temperature = 538oC Original Mass of Sample = 1778 g Mass After Burning = 1688 g Percentage of Asphalt in Specimen = ((1778-1688)/1778)*100 = 5.0% Loss (g) 1.44 2.28 4.09 8.35 29.59 16.36 27 E. Bulk Specific Gravity Test (AASHTO T166-93) Temperature = 22oC Temperature Correction Factor, K = 1.000728 Sample Mass in Air, A = 4875.6 g Sample Mass in Water, C = 2776.8 g Blotted Air Dry Mass, B = 4919.3 g Calculation, Gmb = K*(A/(B-C)) = 1.000728*(4875.6/(4919.3-2776.8)) = 2.277 F. Maximum Theoretical Specific Gravity (AASHTO T209) Mass of Type F Pycnometer filled with water @ 25.5oC, D = 22860 g Mass of Oven Dried Sample, A = 1285 g Mass of Container Filled with sample and water, E = 23615 g Calculation, Gmm = A/(A+D-E) = 1285/(1285+22860-23615) = 2.425 G. Combined Bulk Specific Gravity of Aggregate Blend Equation, Gsb = 100 CA16/Gsb1 + FA01/Gsb2 + FA21/Gsb3 + MF/Gsb4 = 100 = 2.630 58.0/2.639 + 19.0/2.603 + 22.0/2.627 + 1.0/2.670 H. Air Voids (Va) Va = 100*(Gmm-Gmb)/Gmm = 100*(2.425-2.277)/2.425 = 6.1% I. Voids in Mineral Aggregate (VMA) VMA = 100-(Gmb*Ps)/Gsb = 100 – (2.277*95)/2.630 = 17.8% Reported as 18% J. Voids Filled with Asphalt (VFA) VFA = 100*(VMA-Va)/VMA = 100*(17.8 – 6.1)/17.8 = 65.7% Reported as 66% 28 Appendix B Recommendations to the Civil Engineering Department It is recommended that the Department obtain the following items: 12” diameter brass sieves matching the existing Department ones in the following sizes: 3/8”, 1/4”, #4, #8, #30, #50, #100, #200 (2) 2500 gram aluminum pyconometers (1) Vacuum pump capable of pulling 30 mm Hg (4) Small C-clamps to fix and hold the Sand Equivalent Shaker in place (1) Additional hose for use in the Sulfate Soundness back flushing process (5) One gallon metal pots for transferring hot asphalt liquid to the batch sample The Department should have on-hand one copy of the IDOT publication titled “Illinois Superpave Mix Design and Bituminous Level III Update Course” Obtain a copy of the batch weight mix design software available from IDOT. Although this is a Lotus 1-2-3 spreadsheet type, it could be very useful for quickly adjusting aggregate percentages and producing batch weights. Doing this operation by hand is very time consuming and tedious. By having this program, or a similar one, the instructor or teaching assistant could make up different mix designs for several lab groups in a relatively short period of time. Based on my experience with mix designs, operating and setting-up the asphalt lab, and being an assistant to Dr. Lin for the soils lab, I respectfully suggest a few things pertaining to the use of the asphalt lab as it relates to the Department curriculum. Introduce the students to the asphalt lab in a lower level materials course. Let them get hands on experience with the equipment and actually making up batches of HMA. Such an introduction could possibly take place in conjunction with the existing concrete material course. Since the actual mix design process is rather time consuming and difficult to understand, it is recommended that this aspect of the HMA process be included in a more advanced pavement design course where lecture time can be dedicated to allowing the student to more fully understand just what they are doing. 29 Appendix C Rainhart Gyratory Compactor Problem Log Date Status August 2000 Compactor and computer arrive at Engineering Building. Software that runs the compactor already installed by manufacturer. September 2000 Contacted by Rainhart Co. and told that the compactor needed a new piston face. Took approximately 2 weeks to receive. Brent Vaughn installed. October 4, 2000 Calibrated compactor. Load cell that was provided not working properly. Brent contacted manufacturer about problem. He recalibrated the existing load cell himself. October 5, 2000 Finished calibration routine. October 23, 2000 Batched mix design sample #1. Compactor malfunctioned. The Ram extended down to the mold but would not go up without restarting the computer software program. The process took approximately one hour by which time the sample was considerably colder than specifications. Also, the angle indicator did not work on the compactor and the computer did not register it in the data file. October 24, 2000 Contacted Rainhart. Reviewed problems from the previous day. Talked to Butch. Upon recommendations from Butch, I ran a second sample. Angle display not working and neither did the Ram. October 25, 2000 Called Rainhart. Told them of the recurrent software compactor interface problems. Butch told me that the programmer would be contacted and we would receive a 2nd edition of the software. The company had updated the first version due to customer complaints but had never bothered to inform us or send out the new version. November 9, 2000 Received the 2nd version of the software via email. Brent installed it to the computer. Brent and I tried to run the new version. Ram would not even extend down to the mold. Called Rainhart and informed them of the problem. They suggested we recalibrate. After recalibration Ram still not working. Unable to do a test. Cancelled batching for scheduled 11/10/00. November 10, 2000 Brent contacted Rainhart salesperson. Told him of the continued problems. Saleperson suggested that Rainhart send out a customer representative. November 15, 2000 30 Brent installed another version of the software and nothing worked at all. Over the phone, Butch said they would overnight mail Brent a new processor board which Brent would have to install. November 16, 2000 Received new processor board and installed. Installed new software. We tried the machine with two asphalt samples. The angle doesn’t stay fixed once set and the Ram extends down, hits the top of the mold and stops the test. This is the same problem we originally had with the machine. November 30, 2000 Brent installed another version of software. Nothing worked. Rainhart will send a new machine and software complete with a technician to install next week. December 8, 2000 New compactor arrives. December 13, 2000 Compactor and software properly working. 31 Appendix D Student Lab Manual Procedures for the Preparation of Hot Mix Asphalt Test Specimens using the SuperpaveTM Method Introduction This manual will outline to the civil engineering student the steps necessary to prepare a hot mix asphalt (HMA) specimen, which is used in the mix design process, using the SuperpaveTM (Superior Performing Asphalt Pavements) mix design criteria. SuperpaveTM has been recently adopted by many state highway departments, replacing the Marshall and the Hveem methods for asphalt mix design. The purpose of the manual will be to outline the fundamental steps involved in the SuperpaveTM method. Furthermore, this procedures manual shall only address preparation of the hot mix specimen. Such related topics as aggregate blending, asphalt binder selection, material properties, and equipment calibration are not made a part of this document. Students wishing to learn more about the total SuperpaveTM process can contact the instructor for a list of additional resources. Materials The following materials will be used in the specimen production. Performance Graded Asphalt Binder Course Aggregate Fine Aggregate Mineral Filler Equipment The following equipment will be utilized in the specimen production. Ovens, thermostatically controlled Mechanical Mixer, 10 qt. Flat bottom metal pans Metal Scoop, spatula, and spoons WD-40 or other light lubricating fluid Pouring Pots, for heating asphalt Thermometers, armored glass Balances, 10 kg capacity Heat resistant gloves 32 Yellow lumber crayon, for specimen identification marking Paper disks, 6 inches, for gyratory compaction Computer and Gyratory Compactor, for compacting and recording specimen data Definitions Although students should be familiar with the basic terminology of the asphalt mix design process from lecture, the following definitions are provided for ease of reference as these are used throughout the manual. Asphalt Binder: the asphalt cement used to mix and bind the aggregate and mineral filler. Course Aggregate: rock particles generally larger than the #4 sieve. Fine Aggregate: sand, silt, and clay particles generally smaller than the #4 sieve but larger than the #200 sieve. Mineral Filler: dust size particles used to fill small voids in the hot mix asphalt specimen. Gyratory Compactor: a piece of equipment used to compact the asphalt mix design specimen at a specified pressure, angle of tilt, and revolution cycles. Ndesign, Design Gyrations: the number of gyrations the compactor is set at for the particular mix design specimen. Warning: The asphalt mix design specimen procedure involves the use of heavy aggregates and hot asphalt liquid. Students should follow all lab safety procedures to avoid injury. 33 Procedures The following steps outline the basic procedures in the HMA specimen production. Following these detailed procedural steps, a flowchart is provided as a quick reference aid for student. These basic steps are taken from Asphalt Institute. (1996). “Superpave Mix Design: Superpave Series No. 2 (SP-2).” U.S.A. Materials Step 1 You will be given a batch mix design sheet by the instructor that shows the batch weights of course and fine aggregate, asphalt, and mineral filler to be used for the HMA specimen production. Place the individual materials in separate metal containers in the oven and heat for 2 hours at 170oC. Step 2 After the 2- hour time period, remove materials from oven. Mixture Step 3 Using the provided batch sheet, place the proper amount of material into the mechanical mixing bowl. Turn on the mixer and mix the batch until it is visually observed that all the aggregate is fully coated with the asphalt binder. Turn off mixer. Step 4 Remove all the specimen material from the mixer and place mixture into a shallow metal dish. Spread mixture to an even thickness and place in the oven for 4 hours at 135oC. This time in the oven is done to simulate short term aging that occurs during the actual production of plant generated HMA. Compaction Step 5 While the mixture is aging in the oven, prepare the gyratory compactor for use. A computer is connected to the gyratory compactor via a serial port. The computer software that operates and collects the data from the compactor is installed by the instructor and the compactor has its power to the “on” position. For this operation, the student simply verifies the compaction pressure of 600 kpa, inclination angle of 1.25o, and enters the Ndesign = 50 into the software at the appropriate location on the screen. Next, take the compaction mold and place it in the oven for 60 minutes at the 135oC temperature. 34 Step 6 Remove the mixture and the compaction mold from the oven at the same time. Spray a light layer of WD-40, or other light lubricant, to the inside of the mold. Next, place a paper disk on the bottom plate of the mold. Then, using a scoop and spatula, place the specimen mixture into the mold, being careful not to leave any material behind in the pan. Finally, level the specimen and place another paper disk on top of the specimen mixture in the mold. Step 7 Place the mold with the specimen into the gyratory compactor and click on the start button on the computer screen. During the compaction process, the computer will monitor the specimen height, make sure the correct compaction pressure is applied, and stop the test once the designated gyrations have been completed. HMA Specimen Step 8 Once the compaction is complete, remove the mold from the center hold. Then, center the mold over top of the extraction piston on the compactor base. Next, press the extraction button on the compactor and extrude the specimen from the mold. Finally, let the specimen cool to room temperature, remove the paper disks, and using a lumber crayon, mark the top of the specimen with your lab group number for future identification. Conclusion The steps outlined previous illustrate the fundamental procedures necessary to produce a HMA specimen using the Superpave criteria. The Superpave method is the most recent advance in relating the mix design process to what actually is produced in the field. For this reason, many state highway agencies have adopted the method. Following the prescribed steps as outlined in this manual is a key element in producing quality HMA specimens, and therefore, increasing the accuracy of the hot mix asphalt process from the initial design to actual production. The production of the HMA specimen is one of the most critical elements in the Superpave Mix Design Method, and therefore, care should be taken to ensure accurate results. The student/technician should realize that careful preparation, attention to the details outlined in the procedures, and practicing good lab safety result in a quality specimen and a job well done. 35 HMA Specimen Production Flowchart BEGIN #1 Heat aggregates & asphalt to specified temperature. #2 Remove aggregates & asphalt from ovens. #3 Place proportioned aggregates & asphalt into mixer. Mix until aggregate is fully coated. #4 Place mix in oven for 4 hours at 135oC. #5 Prepare the gyratory compactor. Place molds in oven for 60 minutes. #6 Remove mix & molds from oven. Place mix into mold. #7 Center mold in compactor. Start compactor. Let run to N design. #8 Remove mold. Extract specimen. Let cool. I.D. specimen. END 36 Appendix E Asphalt Mix Design and Lab Manual for Instructors Procedures for Developing a SuperpaveTM Mix Design Introduction In order for the efficient use of the civil engineering student’s time in the asphalt lab, the instructor must complete the mix design used for making the batch specimen. This manual will cover the essentials to the SuperpaveTM Mix Design process. The emphasis will be on developing the final batch weights and percentages, which should be summarized on a mix design worksheet that the students will use for making the hot mix asphalt specimen. A brief outline of materials, material testing, and equipment will be included so that familiarity for the new instructor can be developed. For a more indepth look at these related topics, the instructor is urged to consult additional resources. This manual is predicated on the assumption that the instructor already has a working understanding of the basic terms and procedures involved with the asphalt mix design process, and thus much of the more basic terminology will not be covered in this manual. Materials The following materials will be used in the trial batch and the hot mix asphalt (HMA) specimen production. The aggregate designations are based on the Illinois Department of Transportation (IDOT) Specifications. Performance Graded Asphalt Cement (AC) Binder: AC 64-22 Course Aggregate: CA 16 Fine Aggregate: FA 01 Fine Aggregate: FA 21 Mineral Filler: Standard limestone crusher dust Equipment The following equipment will be utilized in the mix production and testing. Ovens, thermostatically controlled (400o F) Mechanical Mixer, 10 qt. Metal pans, scoops, and spatulas Light weight lubricating fluid Metal pouring pots (1 gallon), for heating asphalt Thermometers, armored glass (400o F) Balances, 10 kg capacity (accurate to 0.1 gram) Heat resistant gloves Yellow lumber crayon, for specimen identification marking Paper disks, 6 inches, for gyratory compaction Computer and Gyratory Compactor, for compacting and recording specimen data 37 Bulk Specific Gravity tank and balance Aluminum pycnometer (2000 gram) Design Criteria The following specifications are presented to highlight the primary design target values necessary for approval of the mix under IDOT’s criteria for the IL 9.5 mm mix designation only. For other mixes, refer to appropriate sources for the target values. Mix Specification Illinois 9.5mm Equivalent Single Axle Loads (ESAL’s) Required Density (N design) Voids in Mineral Aggregate (VMA) Percent (%) Air Voids (Va) Voids Filled with Aggregate (VFA) 1 million 50 15.0% 4.0 % 65-78% Gradation Requirements: Mix Composition Percent Passing Control Points Sieve Size Minimum Maximum Minimum Maximum 12.5 mm (1/2”) 9.5 mm (3/8”) 4.75 mm (#4) 2.36 mm (#8) 75 µm (#200) 100 100 --- 90 100 90 100 24 65 --- 90 16 48 32 67 4 6 2 10 Restricted Zone Sieve Size Min 2.36 mm 47.2 1.18 mm 31.6 0.6 mm 23.5 0.3 mm 18.7 Max 47.2 37.6 27.5 18.7 Note: Superpave uses the 0.45 power chart for plotting the mix gradation. The following example illustrates how this is accomplished for the IL 9.5 mm mix. The final mix gradation must be out of the restricted zone and between the control points. To increase or decrease VMA change the gradation such that the mix line moves above or below the maximum density line as indicated. 38 Procedures Step 1…..Choose percentages of aggregate and asphalt cement for the trial batch. Guidelines are provided below for use in the IL 9.5 mm mix. Material Percentage Range CA 16 FA 01 FA 21 Mineral Filler (MF) AC 64-22 55-60% 18-23% 20-25% 1-2% 4.5-6.0% Step 2…..Compute the total batch percentage from the individual material gradations. The example for the 2.36 mm sieve that follows will help with this rather tedious task. Sieve Size Trial Batch % 2.36 mm CA 16 FA 01 FA 21 MF AC 64-22 57.5 4 19.0 92 22.0 77 1.5 100 5.0 NA Total Batch Percentage (for the aggregate materials) is calculated by summing the trial percentage of each aggregate by its gradational percent passing value. Eg. Batch Percentage = (0.575*4) + (0.19*92) + (0.22*77) + (0.015*100) = 38.2% (2.36 mm sieve) 39 NOTE: Using this example, every sieve size that is included in the trial batch must be calculated in the same manner so a batch percentage passing (for the aggregates) can be obtained. It should be noted that the asphalt cement binder is simply added to the mix based on its percent weight, due to the fact it is a liquid component of the batch. Step 3…..Plot the total batch percentages for each sieve size computed in Step 2 on the 0.45 power chart. Step 4…..Verify that the batch gradation stays out of the restricted zone and in between the control points. If it doesn’t, then choose different material percentages, recalculate the batch percentages, and plot the new batch. NOTE: The trial batch must be within the parameters of the 0.45 power chart in order to proceed. Step 5…..Having successfully obtained the trial batch gradation percentages, make a batch of asphalt mix. For specific instructions on how to make the asphalt mix refer to Appendix D Student Manual “Procedures for the Preparation of Hot Mix Asphalt Test Specimens using the SuperpaveTM Method”. Step 6…..Finally, determine if the trial batch meets the IDOT specification. Follow the steps in this manual titled Volumetrics to determine Va, VMA, and VFA. These are the last criteria that the mix design must meet. Having met these remaining criteria, you will have successfully completed a proper Superpave mix design. Volumetrics In order to determine if the trial batch meets the Design Criteria, the mix needs to be tested to ascertain whether the target values have been met for the particular gradation chosen. The following procedures highlight the final process of the mix design and the results will determine whether the mix is adequate based on the criteria. HMA Maximum Theoretical Density, Gmm Refer to ASTM D 2041-95 HMA Bulk Specific Gravity, Gmb Refer to ASTM D 2726-96a Combined Bulk Specific Gravity of Aggregate Blend, Gsb When the total aggregate trial blend consists of aggregates with different specific gravities, which is usually the case, then the Bulk Specific Gravity for the blend must be calculated using: Gsb = P1 + P2 + ……+ Pn P1 + P2 + …. + Pn G1 G2 Gn 40 Where, Gsb = bulk specific gravity of total aggregate blend P1, P2, Pn = individual percentages by mass of aggregate G1, G2, Gn = individual specific gravities of aggregate Aggregate Percentage by Volume, Ps Total percentage by mass of the batch that the aggregate makes up Calculations Using the above values, substitute into the following equations to determine VMA, Va and VFA. Property Target Value VMA = 100 – (Gmb * Ps)/Gsb 15.0 Va = 100 * (Gmm – Gmb)/Gmm 4.0% VFA = 100 * (VMA – Va)/VMA 65% - 78% Conclusion Creating a HMA design that meets the Superpave criteria is a time consuming and detailed task but one that must be completed by the instructor if the asphalt lab is to run efficiently. There is more to mix design than just mixing aggregate with hot asphalt to form a HMA specimen. Careful attention to the details of aggregate gradation and meeting target values will ensure that the asphalt mix batched in the lab and the test results found by the students is valid. By creating a sound mix design, the students will gain a more advanced knowledge of the mix design process and the necessity for properly designed pavements. 41 HMA Specimen Production Flowchart BEGIN #1 Heat aggregates & asphalt to specified temperature. #2 Remove aggregates & asphalt from ovens. #3 Place proportioned aggregates & asphalt into mixer. Mix until aggregate is fully coated. #4 Place mix in oven for 4 hours at 135oC. #5 Prepare the gyratory compactor. Place molds in oven for 60 minutes. #6 Remove mix & molds from oven. Place mix into mold. #7 Center mold in compactor. Start compactor. Let run to N design. #8 Remove mold. Extract specimen. Let cool. I.D. specimen. END