12602748_Chemeca_2006_0133.doc (852.5Kb)
advertisement
")
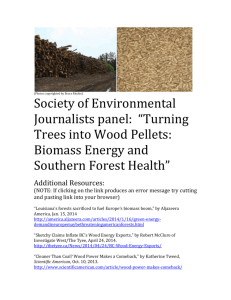
Heat and power applications of advanced biomass gasifiers Rutherford Heat and Power Applications of Advanced Biomass Gasifiers in the New Zealand Wood Industry J.P Rutherford and C.J Williamson Department of Chemical and Process Engineering University of Canterbury Private Bag 4800 Christchurch 8020 NEW ZEALAND E-mail: jpr62@student.canterbury.ac.nz Abstract Biomass gasification offers an appealing cogeneration option for the energy intensive wood industry. The appeal of biomass gasification stems from the fact that gasification transforms a solid, often waste, fuel into a gaseous fuel which retains 75-88% of the heating value of the original (Higman and Burgt, 2003). A gaseous fuel offers easier handling and the ability to be utilized in either a gas engine or a gas turbine. Conventional biomass cogeneration plants utilize steam turbines and manage an electrical efficiency of 15-28%, while integration of a gasifier with a gas turbine or engine allow efficiencies of 25-40% (Franco and Giannini, 2005). 2. FICFB GASIFICATION The FICFB gasifier produces a high hydrogen gas yield due to the use of steam as the gasifying agent. The endothermic nature of the gasification reactions combined with the use of steam as a gasifying agent requires that there is heat transfer to the gasification reactor in order for the gasification to take place. This is achieved through a twin bed system. The bubbling fluid bed (BFB) gasification reactor is combined with a circulating fluid bed (CFB) combustor. The CFB heats an inert heat carrying medium (sand) which flows from the CFB to the BFB providing the heat of reaction. A diagram of the system is shown below. This paper presents a chemical equilibrium model for a fast internally circulating fluid bed biomass gasifier and explores the feasibility for integrating the gasifier into an energy plant for a medium density fiberboard (MDF) plant. Two heat and power applications are considered, integration with gas engine and integration with a gas turbine combined cycle. Flue Gas Product Gas CFB Combustion Hot Sand BFB Gasification N Steam H 2 O Biomass & Nitrogen Gas LPG 1. INTRODUCTION In 2004 the BIGAS Consortium research group was established to develop biomass gasification technology for New Zealand. This work is undertaken as part of objective 4 of this research group. The aim of objective 4 is to provide a modeling tool to evaluate the economic feasibility of FICFB gasification for woody biomass energy plant. Progress to date is reported in this paper. The approach taken has been to model the gasifier using chemical equilibrium so that a product gas composition and heating value can be estimated. In conjunction process flow-sheets and costing models have been created for two possible energy plant concepts. Air Cool Sand & Char Steam Figure 1: Diagram of FICFB gasifier The BFB reactor is screw-fed woody biomass accompanied by a nitrogen purge gas. The nitrogen purge gas is used to ensure positive gas flow into the gasifier hence reducing the risk of fire in the feed hopper or release of product gas through the feed system. The biomass is fed in above the fluid bed. Drying and devolatilization of the biomass occur immediately upon the biomass entering the reactor. The heterogeneous char-gasification reactions have longer reaction rates (Kinoshita and 1 Heat and power applications of advanced biomass gasifiers Wang, 1993, Fiaschi and Michelini, 2001) and will occur throughout the BFB. The BFB has a sand bed fluidized with steam. During gasifying the bed will also contain significant amounts of char. The sand and char bed material flow from the BFB through a chute fluidized with either air or steam into the CFB. Inside the CFB, the char and any additional fuel in the form of LPG is combusted. The CFB is a sand bed fluidized with air. Air rates are maintained to provide excess air conditions. The CFB air velocity is significantly greater than the steam velocity in the BFB (7ms-1 compared to 1.5ms-1) and hence the sand is entrained up and out of the CFB. The sand entrained out of the CFB is separated from the flue gases by a cyclone and fed back through a siphon into the BFB. The hot sand settles at the bottom of the siphon preventing flow of the BFB product gas out through the siphon. The sand is then fluidized with either air or steam up and over into the BFB. The sand, having passed through the combustion reactor, is hotter than the BFB bed and cools providing the heat for the gasification reactions. The product gas from the BFB flows out of the top of the BFB and through a cyclone, to separate particulates, before being burnt in an afterburner. When the FICFB is integrated into a process the afterburner would be replaced with either a boiler system, chemical reactor, gas engine or a gas turbine. 3.2. Rutherford Parameters N char is the mols of carbon in the wood which do not take part in the BFB reactions. It is assumed that this carbon is completely combusted in the CFB N Steam is the mols of steam entering the BFB N moisture is the mols of moisture entering the BFB with the wood NWood is the mols of carbon in the wood entering the BFB. This is equivalent to the number of mols of wood given wood is in the form CHH/COO/C N Purge is the mols of nitrogen purge gas entering the BFB H/C is the hydrogen to carbon ratio of the wood O/C is the oxygen to carbon ratio of the wood 3. CHEMICAL EQUILIBRIUM MODEL The various flows around the gasifier are simplified and modeled as shown in the Figure 2. A steady-state equilibrium model has been developed to predict the composition of the product gas from a FICFB gasifier so that preliminary feasibility studies can be undertaken for the integration of a FICFB gasifier into different heat and power applications. 3.1. Variables yCH 4 is the mol fraction of methane in product gas yCO2 is the mol fraction of carbon dioxide in the product gas yCO is the mol fraction of carbon monoxide in the product gas y H 2 is the mol fraction of hydrogen in the product gas y H 2O is the mol fraction of steam in the product gas N gas is the mols of product gas Figure 2: FICFB Model Diagram 3.3. Modeling Approach The model of the FICFB gasifier is based around equation 3, which represents the governing reaction for the BFB gasifier. Equations for three of the unknown variables are found using elemental balances for C, H and O shown (equations 4-6), which can be rearranged to show the dependence of the molar flow of CO, CO2 and CH4 on the molar flow of H2 and H2O (equations 7-9). The mol fractions of H2 and H2O are found through chemical equilibrium (equations 10-11) using the reactions below: CO2 H 2 CO H 2 O k1 = equilibrium constant (1) CH 4 H 2 O CO 3H 2 k2 = equilibrium constant (2) The molar flow of product gas can be found by equation 12. 2 Heat and power applications of advanced biomass gasifiers Rutherford Governing Reaction NWood CH ( H / C ) O(O / C ) ( N Steam N moisture ) H 2 O N purge N 2 N gas yCH 4 yCO2 yCO yH 2 yH 2O y N2 N char C (3) Carbon Balance N wood = N CH4 +N CO2 NCO N char (4) Hydrogen balance H N wood +2N steam +2N moisture = 4N CH 4 2 N H 2O 2 N H 2 C (5) Oxygen Balance O N wood +Nsteam +N moisture = 2N CO2 NCO N H 2O C (6) Methane H/C.N wood Nsteam N moisture N H2O N H2 NCH 4 + 4 2 2 (7) Carbon Monoxide H_C NCO = 2(N wood -N char )- +O_C *N wood -2(Nsteam +N moisture )+2N H2O +N H2 2 (8) Carbon Dioxide 3(Nsteam N moisture ) 3N H2O +N H2 H/C N CO2 = O/C+ N wood -(N wood -Nchar )+ 4 2 2 (9) Steam y H2O y CO2 y H2 y CO k1 Hydrogen y H2 3 y CH4 y H2O y CO k 2 Product Gas Yield N gas = (10) Preac P 0 11-3-1 (11) N CH4 +N CO2 N CO N purge 1 y H 2O yH 2 (12) _______________________________________________________________________________________ Equations 7-12 provide a system of linear and nonlinear equations which Microsoft Excel Solver is used to solve. The model presented above was then further adapted to include the possibility of solid carbon as a product. At low temperatures and low H2O to biomass ratios it is possible for incomplete carbon conversion. Hence some carbon will remain in solid form and not be gasified. To enable the model to deal with solid carbon the reaction set was adapted to include 3 reactions (equations 1315) in situations where carbon was present as a product. C H 2 O CO H 2 (13) C H 2 CH 4 C CO2 2CO (14) 3.4. (15) Results Figure 3 and 4 present the model results from gasifying one kmol of wood, modeled as CH1.43O0.62, with varying H2O to biomass ratios and temperatures. Chemical equilibrium is dependant only on the elemental abundances in the reactor, hence moisture content of the wood has not been 3 Heat and power applications of advanced biomass gasifiers specified in reporting these results but is included in the H2O to biomass ratio shown in the Figures 3 and 4. If char circulation rate was considered it has the effect of removing carbon from the reactor, which acts in a similar way to increasing the H2O to biomass ratio. In order to clearly illustrate the trends evident from thermodynamic modeling char circulation and nitrogen flow have been set to zero. 525 475 425 375 325 275 1350 1250 1150 Temp 1050 (K) 950 225 LHV of Product Gas (MJ/kmol of C in System) 575 0.6 0.4 0.2 0 1 0.8 175 Molar H2O to Biomass Ratio carbon conversion due to shifting the endothermic char gasification reactions (13-15) to the right. However increased temperature decreases lower heating values at steam to biomass ratios above complete carbon conversion due to the water-gas shift (equation 1) promoting the formation of H2 at the expense of CO. Chemical equilibrium modeling suggests the optimal operating point is at high temperature and at a H2O to biomass ratio that results in complete carbon conversion but without excessive dilution of the product gas. At a temperature of 1300K and a H2O to biomass of 0.51 (complete carbon conversion) the equilibrium composition of the product gas is stated below: H2 CO CH4 CO2 H2O 50% 36% 4% 8% 2% (mol/mol) (mol/mol) (mol/mol) (mol/mol) (mol/mol) LHV LHV 255 11 MJ/kmol MJ/Nm3 It should be noted that this model represents pure chemical equilibrium and has not been validated against experimental results. This process will be undertaken once results become available from the University of Canterbury FICFB gasifier. 1 0.8 0.6 0.4 0.2 265 255 245 235 225 215 205 195 185 175 0 LHV of Product Gas (MJ/kmol of Product Gas) Figure 3: Lower heating value of product gas (MJ/kmol of C in system) Rutherford 1350 1250 1150 Temp 1050 (K) 950 Molar H2O to Biomass Ratio Figure 4: Lower heating value of product gas (MJ/kmol of gas) Two major trends are evident in Figures 3 and 4. At low H2O to biomass ratios not all of the carbon in the system is being gasified. Increasing the H2O to biomass ratio results in greater carbon conversion, hence greater gas yield and increased lower heating value of the product gas per kmol of carbon in the system. This is shown in Figure 3. Once the H2O to biomass ratio exceeds 0.5-0.7 complete carbon conversion is attained and increasing the H2O to biomass ratio results in dilution of the product gas, reducing the lower heating value per kmol of gas. This is shown in Figure 4. Increasing temperature increases the lower heating value at steam to biomass ratios below complete 4. PROCESS INTEGRATION The FICFB gasification model allows the gas yield and heating value of the product gas to be estimated from simple gasification parameters. Once the characteristics of the product gas are known the effect of integration of the FICFB gasifier with downstream plant can be assessed. In this paper integration with either a gas engine or with a gas turbine combined cycle is considered. Figure 5-6 show basic diagrams of these processes. Feed Handling FICFB Gasifier Gas Cleaning Gas Engine Figure 5: Gasification-Gas Engine Energy Plant Feed Handling FICFB Gasifier Gas Cleaning Gas Turbine Combined Cycle Figure 6: Gasification-Combined Cycle Plant 4 Heat and power applications of advanced biomass gasifiers Undertaking economic feasibility assessments of these processes draws on work from each of the objectives of the BIGAS Consortium. Energy demand modeling of an MDF plant (Li and Pang, 2006) provided estimates of the energy demands from a MDF plant. Estimates for a MDF plant are shown below: Table 1: Energy Demand of a MDF Plant MDF Panel Output Electricity required Thermal Oil required 9 bar saturated steam 4 bar saturated steam 380°C Flue gas required 120,000m3/yr 4.8 MW 2.6 MW 2.5 tonnes/hr 4.6 tonnes/hr 74 tonnes/hr Objective 3 also provides information on woody biomass availability and cost for different New Zealand regions. Objective 2 provides technical information on the operational limits of the FICFB gasifier and information for validation of composition modeling (Brown et al., 2006). Future work under objective 2 will provide detailed process designs for the gas cleaning equipment required to integrate the gasifier with an engine or turbine. 4.1. Gas Engine Plant A typical industrial cogeneration scale gas engine is a turbocharged, intercooled, spark ignition engine. They can either be operated at stoichiometric air for maximum power or at lean burn conditions which minimize NOx emissions. For modeling purposes it is assumed that the engine is operated in lean-burn conditions, with an air to fuel ratio of 1.6 times the stoichiometric airfuel ratio (Major, 1995). Gas engines are available in a range of scales. Jenbacher produce cogeneration engines with scales ranging from 500 kWel to 1.2 MWel (Herdin, 2006). For larger electrical outputs, it is usual to use a number of gas engines in parallel. The capital cost of the 1.2 MWel natural gas engine is quoted at NZ$1180 /kWel1 and operates with an electrical efficiency of 46.7% based on LHV (Herdin, 2006). For larger scales it is typical to use a number of gas engines in parallel. This limits the economies of scale possible with gas engines. A typical energy balance for a gas engine is presented in Table 2. One should note the 1 Quoted as €571 2004/kWel Rutherford prevalence of low-grade heat due to the requirements of cooling the engine. An MDF plant has limited requirements for low grade heat. Table 2: Energy balance for a Jenbacher 620 GS Series Engine Energy Form Power Output 90°C Hot water from Engine Cooling 180°C Steam from engine exhaust gases Losses Percentage 41.9% 29.4% 14.1% 13.8% The efficiencies presented are those for gas engines operating on natural gas. Reported electrical efficiencies running on non-natural gas fuels are closer to 30% (Herdin et al., 2003). The reduction in efficiency is due to the gasifier where the product gas retains 75-88% of the heating value of the feed (Higman and Burgt, 2003) and requirements to cool the gas to ~40°C so that it can be injected into the engine (Jenbacher, 2002). 4.2. Gas Turbine Combined Cycle Plant A typical gas-fired natural gas turbine combined cycle (GTCC) unit consists of a single fuel gas turbine, unfired multi-pressure heat recovery steam generator with no bypass stack, multi-pressure condensing steam turbine, electric generators, stepup transformer, water cooled heat rejection. The smallest of these units quoted in the Gas Turbine World Handbook (Gas Turbine World, 2005) has an electrical output of 7.3 MW and operates with an electrical efficiency of 39.5% based on LHV. Combined cycles exhibit economies of scale. The free-onboard (FOB) at the factory NZ$2005 price of a 7.3 MWel system described above is $1200/kWel2. A 50 MWel plant will have a capital cost per kWel 85% of this and a 100 MWel will have a capital cost 66% of this (Gas Turbine World, 2005). Gas turbines suffer from similar efficiency reductions as gas engines once integrated with a gasifier. A benefit of gas turbine combined cycles is when integrated into a process they can provide high-grade heat at the expense of steam generation. Typical exhaust temperatures of gas turbines are 500-550°C (Traverso et al., 2004). However it is generally considered that gas turbines have stricter gas cleaning requirements than gas engines (Scharpf and Carrington, 2005). 2 Quoted as $US751 2004/kWel 5 Heat and power applications of advanced biomass gasifiers Adaptation of gas turbines to product gas may require modification to the combustion chamber in order to be suitable for burning lower calorific value fuel. Standard gas turbines are designed for natural gas, which has a HHV of around 39 MJ/Nm3 (Baines, 1993) compared to 11 MJ/Nm3 for FICFB producer gas. Rodriques et al (2003) suggests that this could add between 3 and 20% to the capital cost of a gas turbine. These modifications are not novel, GE has developed combustion chambers specifically for lower heating value fuels from gasification and has gained 340,000 hours experience in operating these turbines (Jones and Shilling, 2003) 5. Conclusions The discussion presented is a preliminary synopsis of two of the more appealing uses of a FICFB gasifier. The prime mover in each case had similar capital costs. The major differences were that, at the scales discussed, gas engines offered a higher electrical efficiency but at the expense of highgrade heat. Selection of mover will likely depend on matching the plant with process heat demand, the quality of gas required for the mover with what is reliably possible from gasification and by auxiliary costs involved with each mover. Significant work is still required on characterizing the product gas, developing gas cleaning procedures and adaptation of the prime movers to use with the product gas. Once this work has been completed more detailed discussions about the integration of gasification energy plants into wood processing plants can be made. Rutherford Fiaschi, D. and Michelini, M. (2001), A two-phase onedimensional biomass gasification kinetics model, Biomass and Bioenergy, 21, 121-132. Franco, A. and Giannini, N. (2005), Perspectives for the use of biomass as fuel in combined cycle power plants, International Journal of Thermal Sciences, 44, 163-177. Gas Turbine World (2005) Gas Turbine World Handbook, Pequot Publishing Inc. Herdin, G. (2006), GE Jenbacher Gas Engine Costs, (Ed, Rutherford, J.) Achenseetr. Herdin, G., Robitschko, R., Klausner, J. and Wagner, M. (2003), GEJ Experience with Wood Gas Plants, GE Jenbacher, Achenseestr. Higman, C. and Burgt, M. (2003) Gasification, Gulf Professional Publishing, Burlington. Jenbacher, G. (2002), Fuel gas quality. Technical Instruction No: 1000-0300, (Ed, Dieter, C.), pp. 1-10. Jones, R. and Shilling, N. (2003), IGCC Gas Turbines for Refinery Applications, (Ed, Systems, G. P.) GE, Schenectady. Kinoshita, C. and Wang, W. (1993), Kinetic Model of Biomass Gasification, Solar Energy, 51, 19-25. Li, J. and Pang, S. (2006), Modelling of energy demand in a MDF plant, In Chemeca, Vol. ID112 Auckland. Major, G. (1995) Learning from experiences with smallscale cogeneration, CADDET, Sittard. Scharpf, E. and Carrington, G. (2005), Wood-derived producer gas cleanup and tolerances, Delta S Technologies, University of Otago, Dunedin. Traverso, A., Cazzola, W. and Lagorio, G. (2004), Widget-Temp: A novel web-based approach for thermoeconomic analysis and optimization of conventional and innovative cycles, In ASMEIGTI Turbo ExpoAMSE, Vienna, pp. 1-9. 6. ACKNOWLEDGEMENTS The authors acknowledge the support of New Zealand Foundation for Research Science and Technology (FRST) and the assistance of Jock Brown, Rick Dobbs, Jingge Li, Kimberly Robertson and Shusheng Pang from the BIGAS Consortium. 7. REFERENCES Baines, J. (1993) New Zealand Energy Information Handbook, Taylor Baines and Associates, Christchurch. Brown, J., Dobbs, R. and Gilmore, I. (2006), Biomass Gasification in a Fast Internal Circulated Fluidised Bed Gasifier, In ChemecaAuckland. 6