JAIC 2000, Volume 39, Number 3, Article 3 (pp. 345 to 353)
ABILITY OF TEXTILE COVERS TO PROTECT
ARTIFACTS FROM ULTRAVIOLET RADIATION
NANCY KERR, LINDA CAPJACK, & ROBERT FEDOSEJEVS
ABSTRACT—Textiles are an effective, reusable, and inexpensive means of protecting museum
objects from ultraviolet radiation (UV), visible light, and dust. To determine how well fabrics screen
objects from the damaging effects of ultraviolet radiation, a selection of fabrics varying in fiber
content, structure, and color were characterized. The UV transmission in the 280–380 nm range was
recorded for each fabric with a spectrophotometer equipped with an integrating sphere and a
fluorescence filter. Results showed that the UV blockage varied from a low of 61% (Cerex
spunbonded nylon) to a high of 99.9% (black nylon/spandex knit). Unbleached muslin blocked more
UV than bleached muslin. The fabric characteristics most affecting UV transmission were mass,
thickness, and color.
TITRE—Les housses en tissus et leur degré de protection contre les rayons ultraviolets. RÉSUMÉ—
Les housses en tissus ont l'avantage d'être efficaces, réutilisables et économiques pour protéger les
objets de musée contre les rayons ultraviolets, la lumière visible et la poussière. Cette étude vise à
mesurer à quel degré divers tissus réussissent à bloquer les rayons ultraviolets, lesquels sont nocifs
pour les objets de musée. Divers tissus de composition, structure et couleur variées ont été évalués. La
quantité de rayons ultraviolets entre 280 et 380 nm que chaque tissu laisse passer a été mesurée à l'aide
d'un sprectrophotomètre doté d'une sphère d'intégration et d'un filtre de fluorescence. Les essais
démontrent que la quantité de rayons ultraviolets que les tissus bloquent varie entre seulement 61%
dans le cas d'un nylon non-tissé de marque Cerex et 99,9 % dans le cas d'un jersey noir en nylon et
spandex. La mousseline de couleur écrue bloque mieux les rayons ultraviolets que celle qui a été
blanchie. La masse du tissu par unité de volume, son épaisseur et sa couleur sont les caractéristiques
qui affectent le plus la transmission des rayons ultraviolets.
TITULO—Capacidad de coberturas textiles para proteger artefactos de la radiación ultravioleta.
RESÚMEN—Los textiles constituyen un medio efectivo, que se puede usar muchas veces y
económico para proteger objetos en museos de la radiación ultravioleta (UV), de la luz visible y del
polvo. Para determinar cuán efectivamente las telas protegen a los objetos de los efectos de la
radiación ultravioleta, se caracterizó una selección de muestras con diferentes contenidos de fibra,
diferente estructura y color. Se registró la trasmitancia UV de cada tela en el rango comprendido entre
280 y 380 nm usando un espectrofotómetro equipado con una esfera integradora y un filtro de
flourescencia. Los resultados mostraron que el bloqueo de la radiación UV varía entre un mínimo de
61% (nylon Cerex no tejido) y un máximo de 99.9% (nylon negro/ tejido spandex). La muselina no
blanqueada bloqueó más efectivamente la radiación UV que la muselina blanqueada. Las
características de las telas que más afectaron la trasmitancia fueron su masa, grosor y color.
1 INTRODUCTION
Among the many agents that damage museum objects, light is regarded as one of the most pervasive
and harmful. The UV region is noteworthy because many materials absorb light within this region. The
light-absorbing chromophores they contain often enter into or stimulate undesirable reactions such as
photochemical oxidations and reductions and the cleavage and formation of bonds (Reinert et al.
1994). All organic objects are at risk when exposed to light, including objects made from textiles,
paper, wood, parchment, leather, and feathers. Because the action of light is cumulative, reducing the
illuminance and exposure time and screening out the most harmful UV rays may slow light damage to
objects. For storage areas, Garry Thomson (1986) suggests that a good UV filter should transmit less
than 1% of the incident radiation between 320 and 380 nm. Fabric covers are sometimes used to
protect objects from UV, visible light, and dust in conservation laboratories and museums. Black
textile covers are used in the textile conservation laboratory at the Metropolitan Museum of Art. At the
Isabella Stewart Gardner Museum in Boston, decorative textiles cover many glass display cases, and
sheer fabrics on the windows act as light screens. Fabric covers on display cases are moved aside by
visitors when they want to view the objects. In historic homes, textile covers protect upholstered
furniture when visitors are absent. Window blinds and draperies are used to control the illuminance
because window glass filters some but not all UV radiation between 300 and 400 nm (Thomson 1986).
Although textile covers are routinely used for protection against damage by light, how well various
fabrics screen UV radiation has not been reported in the conservation literature. The principal research
objective of the present study was to determine how effectively various textiles and tissues typical of
those used for this purpose in a conservation laboratory or museum block the transmission of UV
radiation. A second objective was to measure the fiber, yarn, and fabric characteristics that contribute
to the blocking of UV radiation and to determine the relative importance of each in that regard.
2 EXPERIMENTAL
2.1 FABRICS
A variety of fabrics, both woven and nonwoven, was selected for this study. Most undyed fabrics were
obtained from a commercial source. Woven and knitted fabrics made of 100% cotton, 65/35
polyester/cotton, 50/50 polyester/cotton, and 87/13 nylon spandex were purchased locally. Nonwoven
textiles included Cerex spunbonded (SB) nylon, Reemay spunbonded polyester, and Tyvek
spunbonded polypropylene. For comparison with the synthetic nonwovens, an acid-free tissue was also
included. Fabrics were tested as received from the suppliers.
2.2 METHODS
Fabrics were characterized by fiber type, fabric mass, fabric count, thickness, level of delustering,
structure, and cover. Fiber type was confirmed through microscopic analysis and chemical solubility
tests (American Association of Textile Chemists and Colorists 1996). Fabric structure was identified as
woven, knitted, or spunbonded. Canadian General Standards Board test methods (1990) were used to
determine fabric weight, the mass per unit area (g/m2), fabric count (the number of yarns/cm or wales
and courses/cm), and fabric thickness (Custom Scientific thickness tester [CS-55-225], foot of 28.7
mm diameter, pressure of 1 kPa). Level of delustering was determined qualitatively by examining the
appearance of manufactured fibers under a transmitted-light microscope at 400x and estimating the
relative amount of pigment in specimens by comparison with photomicrographs in AATCC (1996)
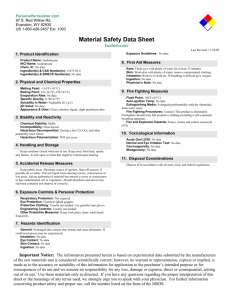
Test Method 20–1990 (Fiber Analysis: Qualitative). Fibers classified as bright (B) had little or no
titanium dioxide (TiO2). Semidull fibers (S-D) were lightly pigmented (approximately 0.3% by weight
TiO2) and dull (D) fibers were highly pigmented (approximately 2% by weight TiO2) (fig. 1).
Titanium dioxide is added as a fine white powder to reduce the shine of manufactured fibers (Saunders
1988).
Fig. 1. Relative amount of TiO2 pigment in fibers (left to right): bright, semidull, and dull (after AATCC [1996] method
20, figs. 35, 24, and 33, respectively)
2.2.1 Fabric Cover
Fabric cover, defined as the percentage of a given fabric area covered by yarns or fibers, was
determined by image analysis. A microscope with a 4x objective magnified the fabric, and a video
camera resolved the image, which was digitized and then processed by a computer. The video image
consisted of 256 x 256 pixels, each having a value between 0 and 255 representing the brightness of
that pixel. For each fabric, the illumination was adjusted such that the peak pixel values, corresponding
to open areas in the fabric, had an average value of approximately 250. A cutoff intensity value of 125
was used to separate the pixels representing open areas from those representing areas covered by yarns
or fibers. The number of pixels falling above and below this cut-off value was determined and then the
percentage of covered area was calculated. Reported cover percentages are based on the average of
five images per fabric. The choice of an intensity value of 125 to define the edge of the fibers is based
on the assumption that the transmission of light through the fibers themselves is negligible, which is
not always the case. The interlaced structure of the fibers results in only a fraction of the fibers
observed in a given microscope image being in sharp focus with clearly defined edges. Fibers that are
out of focus will have blurred edges, making it difficult to precisely determine the edge position. Based
on these limitations, the estimated accuracy of the cover measurement was on the order of several
percent due to dependence on the choice of the threshold value separating dark from light pixels.
2.2.2 UV Transmission
UV transmission through fabrics selected for the study was measured on a Varian Cary 2415 UV-VisNIR spectrophotometer fitted with an integrating sphere to collect forward-scattered and transmitted
light. The wavelength range recorded was 280–380 nm, and a monochromator filtered radiation to a 2
nm bandwidth. Fluorescence was eliminated by means of a 3-mm-thick UG-11 fluorescence-blocking
filter adapted for the spectrophotometer. From each sample, five random specimens were cut. Each
woven specimen had different warp and weft yarns, and each knitted specimen had different
lengthwise ribs and crosswise courses. For the UV transmission measurements, four specimens of each
fabric were glued on washers with a diameter of 5 cm and a circular opening of 2 cm. The UV
transmission was calculated by averaging the measured values over the range of 280–380 nm. Davis
(1995) determined that normally four specimens per sample must be scanned to ensure that the
estimated mean UV transmission of the sample will have a standard error no greater than 5% of the
mean.
3 RESULTS AND DISCUSSION
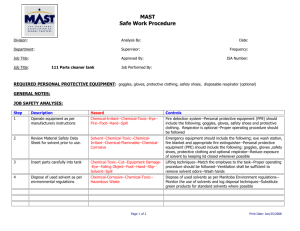
When incident radiation contacts a fabric (fig. 2), part of that radiation is scattered from the surface
and the remainder is absorbed by or penetrates through the fabric. A fraction of the radiation passes
through the fibers and spaces between the yarns. The absorbed radiation is taken up by the
chromophores in the fibers as well as by other materials present (dyes, delustrants, optical brighteners,
finishes). A fabric's ability to protect museum objects or items from ultraviolet light in conservation
laboratories, historic houses, storage areas, or limited-view exhibits can be increased by selecting
fibers, dyes, and finishes that have excellent absorption of UV radiation. The effect of a variety of fiber
types, fabric constructions, dye, and pigment on the transmission of UV is reported in table 1. Fabrics
1 to 9 in table 1 vary in fiber content, but all are undyed, plain-weave fabrics made from spun yarns. It
should be noted that the UV transmission values represent the “worst case” or maximum values
because they are obtained by passing UV rays in a direction perpendicular to the plane of the cloth.
Incident light during use may not be perpendicular to the fabric surface, but may contact it at an angle,
thereby increasing the scattering and effective cover.
Table 1. UV Transmission and Characteristics of Fabrics, Spunbonded
Webs, Acid–free Tissue
Fiber Type
Fabric
% UV
Fabric
Massb
Coverb
ThicknessbC
Transmissionb
Descriptiona (g/m2)
(%)
(mm)
d 280–380 nm
Undyed Plain
Wegve
Fabrics, Spun
Yarns
1. Cotton
unbleached
160
0.46
98
6
2. Cotton
unbleached
117
0.29
90
7
3. Cotton
blsached
106
0.28
93
27
4. Linen
blsached
107
0.26
77
19
5. Rayon
bright
140
0.33
92
23
6. Wool
unbleached
118
0.37
88
16
7. Acrylic
semidull
131
0.41
89
15
8. Polyester
semidull
133
0.35
90
12
9. Nylon
semidull
125
0.36
86
22
10. Cerex
nylon
bright
53
0.14
83
39
11. Reemay
polyester
semidull
45
0.24
82
20
12. Tyvek
dull
polypropylene
42
0.18
98
2
13. Acid-free
tissue
19
0.05
92
19
14. Print cloth black
65/35poly/
cotton
91
0.20
92
6.1
15. Cotton
muslin
black
131
0.36
97
1.7
16. Double
black
192
0.62
99
1.1
Spunbonded
Webs and
Acid-Free
Tissue
N/A
Dyed Woven
and Knit
Fabrics
knit 50/50
poly/cotton
17. Rib knit
cotton
black
234
0.76
98
0.3
18. Stretch
black
knit 87/13
nylon/spandex
210
0.60
99
0.1
a Bright, semidull, and dull refer to amount of the TiO2 delustering agent in manufactured fibers.
b Mass, cover, thickness, and UV transmission, average of five measurements
c Thickness under pressure of lkPa
d Refers to transmission through the yarns and the spaces between
Fig. 2. Process of light transmission through fabric. Radiation incident upon a fabric (Io) is either scattered (Is), absorbed
(IA), transmitted through openings (ITO) or transmitted through the fibers (ITF). The total transmission (IT) is equal to
the sum of ITF and ITO. Transmitted rays through the fibers and openings may damage the object beneath.
3.1 EFFECT OF FABRIC PARAMETERS ON UV TRANSMISSION
The fiber composition of a fabric affects UV transmission. The poly (ethylene terephthalate) polyester
fabric (#8) listed in table 1 had an average transmission of 12% over the 280–380 nm range and was a
more effective UV blocker than all but the unbleached cotton muslins. Poly (ethylene terephthalate)type polyester contains phenyl ester groups that are known to exhibit a very strong UV absorption
below 310 nm. Synthetic fibers spun from aliphatic polymers such as nylon, acrylic, and
polypropylene block little UV radiation unless they are delustered or dyed. The presence of titanium
dioxide delustering pigment in the acrylic, polyester, nylon, Reemay polyester, and Tyvek
polypropylene samples contributed to the blocking of UV radiation by these fabrics. Titanium dioxide
absorbs about 90% of the incident radiation uniformly across the UV region 280–380 nm (Thomson
1986), and has an absorption maximum at approximately 350 nm (Reinert et al. 1997).
Fabric mass and cover also affect UV transmission. Among the fabrics shown in table 1, those with the
highest mass transmitted the least UV radiation; for example, black fabrics nos. 16, 17, and 18
transmitted 1.1, 0.3, and 0.1% UV, respectively. Their low transmission was also a function of their
color, thickness, and high cover (98-99%). Other researchers (Berne and Fischer 1980; Pailthorpe
1993) have also noted that high mass and cover resulted in low UV transmission values. Davis (1995)
found that the relationship between UV transmission and cover is not as strong as mass. A fabric with
high cover does not necessarily block UV rays effectively because some transmission occurs through
the fibers or yarns as well as the spaces between them; for example, fabric #10, an undelustered Cerex
nonwoven, has a cover of 83% and an open area of 17%. The UV transmission of this fabric is 39%,
showing that UV radiation is not only passing through the open area but also penetrating the fibers.
3.2 UV TRANSMISSION THROUGH TYPICAL MUSEUM FABRICS AND ACIDFREE TISSUE
The UV transmission and other physical characteristics of fabrics frequently used as light and dust
covers are presented in table 1, entries 1–3 and 10–15. Cotton is known to be a weak absorber of UV
once the natural pigment is removed by bleaching (Pailthorpe 1993; Reinert et al. 1997). This
observation is consistent with data obtained for UV transmission by two unbleached muslins (nos. 1
and 2), which, though they differ substantially in mass, had almost identical transmissions of 6% and
7%, respectively. The much greater (27%) UV transmission of fabric no. 3, a bleached cotton muslin,
even though it has a cover and mass similar to those of muslin no. 2, is also in agreement with
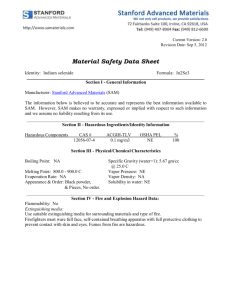
Reinert's suggestion. Figure 3 shows the difference in transmission of UV through bleached,
unbleached, and dyed-black cotton muslin.
Fig. 3. Percent transmission of UV through unbleached cotton muslin, bleached cotton, and black cotton muslin
Cerex nylon spunbonded web (no. 10) is typically used to separate textiles in storage, to line trays, and
to protect items from dust. It provides little protection from UV radiation, however, transmitting about
40% of the incident radiation. Figure 4 shows the variation in transmission of UV with wavelength
through Cerex and Reemay fabrics, SB polyester, and acid-free tissue. Other researchers have noted
the permeability of aliphatic nylons to UV radiation over the whole UV region (Reinert et al. 1997).
Fig. 4. Percent transmission of UV through Cerex nylon, Reemay polyester, Tyvek polypropylene, and acid-free tissue
Among the spunbonded nonwovens made of nylon, polyester, and polypropylene, the most effective
UV screen was the Tyvek SB polypropylene (no. 12), which transmitted 2% of the UV radiation. This
spunbonded nonwoven is a water-resistant, flexible material typical of the “synthetic paper” that is
used in the conservation laboratory as a cover for rolled textiles in storage, curtains in storage areas,
and covers for objects that are undergoing conservation treatments. The reason Tyvek blocks the
transmission of UV radiation so well is its fiber content, its high cover (98%), and the heavy
pigmentation of the fibers.
3.3 DYED FABRICS
Our research (Davis 1995; Davis et al. 1997) and that of many others (Pailthorpe 1993; Gies et al.
1994; Pailthorpe 1994; Reinert et al. 1997) has shown that fabrics dyed dark shades or saturated colors
rather than pastels are very effective at screening UV radiation. Five black fabrics are shown in table 1
to illustrate this finding. The black fabric that transmitted the most UV (6.1%) was a low-mass, thin
65/35 polyester/cotton fabric (no. 14), and yet it blocked as much UV as the most effective UVblocking fabric in the undyed group, a heavy unbleached muslin (no. 1). Three of the knitted black
fabrics in this group (nos. 16–18) transmitted only 1% of the UV, thereby meeting Thomson's criterion
for an effective UV filter (Thomson 1986). Their effectiveness is a combination of color as well as
high thickness, mass, and cover, resulting from the knit structure. If black fabrics are used in a
conservation laboratory or museum setting to protect objects from light, they should first be tested for
colorfastness to crocking and water.
4 CONCLUSIONS
If fabric is chosen carefully, textile covers are an inexpensive, reusable, and effective means of
reducing the exposure of museum objects to UV radiation. The fabric characteristics that most
influence UV transmission are mass, thickness, and color: the higher the mass and thickness and
darker or more saturated the color, the less UV radiation transmitted through the fabric. Three fabrics
reported in this study met Thomson's (1986) criterion of blocking 99% UV, a black 50/50
polyester/cotton double knit and a black stretch knit of 87% nylon and 13% spandex. Tyvek transmits
2% of the UV radiation, but has the important advantage in the museum context of being both
waterproof and much lighter in weight than either the nylon/spandex or the double knit. The natural
pigment in unbleached cotton muslin makes it a more effective UV screen than bleached cotton.
Spunbonded webs with low cover (Cerex and Reemay) transmit 39% and 20% of the UV, respectively,
and so are not useful covers for light-sensitive objects.
ACKNOWLEDGEMENTS
This research was funded in part by the Endowment Fund for the Future at the University of Alberta.
The Government of Canada Summer Career Placement program also provided support for two
undergraduate students of human ecology. We recognize the significant contributions of Jennifer
Moroskat and Tannis Grant to this research project.
REFERENCES
AATCC. 1996. Fiber analysis: Qualitative: Test Method 20–1990. In Technical manual of the AATCC,
vol. 69. Research Triangle Park, N.C.: American Association of the Textile Chemists and Colorists.
47–62.
Berne, B., and T.Fischer. 1980. Protective effects of various types of clothing against UV radiation.
Acta Dermato-Venereologica60:459–60.
CGSB. 1990. Textile test methods, Can/CGSB-42. Ottawa: Canadian General Standards Board.
Davis, S.1995. Relationship of fiber type, mass, and cover to the sun protection factor of fabrics.
Master's thesis, University of Alberta, Edmonton, Alberta, Canada.
Davis, S., L.Capjack, N.Kerr, and R.Fedosejevs. 1997. Clothing as protection from ultraviolet
radiation: Which fabric is most effective? International Journal of Dermatology36:374–79.
Gies, H. P., C. R.Roy, G.Elliott, and W.Zongli. 1994. Ultraviolet radiation protection factors for
clothing. Health Physics67:131–39.
Pailthorpe, M. T.1993. Textile parameters and sun protection factors. In Proceedings of the Textiles
and Sun Protection Conference, ed. M. T. Pailthorpe. Kensington, NSW, Australia: Society of Dyers
and Colorists of Australia and New Zealand. 32–53.
Pailthorpe, M. T.1994. Textiles and sun protection: The current situation. Department of Textiles
Technology, University of New South Wales, Sydney, NSW. 20–21.
Reinert, G., E.Schmidt, and R.Hilfiker. 1994. Facts about the application of UV-absorbers on textiles.
Melliand Textilberichte7–8:E151–E163.
Reinert, G., F. Fuso, R.Hilfiker, and E.Schmidt, E.1997. UV-protecting properties of textile fabrics and
their improvement. Textile Chemist and Colorist12:36–43.
Saunders, J. H.1988. Polyamides, fibers. In Encyclopaedia of polymer science and engineering, ed. J.
I.Kroschwitz et al.New York: Wiley. 422.
Thomson, G.1986. The museum environment 2d ed. London: Butterworths.
FURTHER READING
Capjack, L., N.Kerr, S.Davis, R.Fedosejevs, K.Hatch, and N.Markee. 1994. Protection of humans from
ultraviolet radiation through the use of textiles: A review. Family and Consumer Sciences Research
Journal23:198–218.
Hilfiker, R., W.Kaufmann, G.Reinert, and E.Schmidt. 1996. Improving sun protection factors of
fabrics by applying UV-absorbers. Textile Research Journal66:61–70.
SOURCES OF MATERIALS
In Table 1, fabrics that were purchased from
Testfabrics, Inc.
P.O. Box 420
Middlesex, N.J. 08846
are listed here with their style numbers: 3. #400 bleached cotton print cloth; 4. #L-61
handkerchief linen; 5. #266 spun viscose rayon challis; 6. #530 worsted wool challis; 7. #981
Spun Creslan acrylic type 31; 9. #361 spun nylon 6,6 Dupont type 200.
Cerex spunbonded nylon by Monsanto
HTC Laboratories
5575 Casgrin Ave.
Montreal, Quebec H2T 1Y1
Canada
Tyvek spunbonded polypropylene Type 1422A
Bury Media and Supplies Ltd.
B-5-4255 Arbutus St.
Vancouver, British Columbia V6J 4R1
Canada
Reemay spunbonded polyester #2014
Carr McLean Ltd.
461 Horner Ave.
Toronto, Ontario M8W 4X2
Canada
AUTHOR INFORMATION
NANCY KERR has a B.Sc. in home economics from the University of Guelph, an M.Sc. in clothing
and textiles from the University of California at Davis, and a Ph.D. in fiber and polymer science from
North Carolina State University. She is a professor in the Department of Human Ecology at the
University of Alberta. Her teaching and research focus on textile science and conservation topics.
Current projects include UV transmission through textile materials, degradation and stabilization of
historic textiles, and industrial hemp. Address: Department of Human Ecology, 302 Human Ecology
Building, University of Alberta, Edmonton, Alberta T6G 2N1, Canada
LINDA CAPJACK received her M.Sc. in clothing and textiles from the University of Alberta. She is
associate chair and associate professor in the Department of Human Ecology at the University of
Alberta. Her research interests include the functional design process and environmental protective
clothing, focusing recently on clothing to protect from ultraviolet radiation. She has worked
collaboratively with Dr. Nancy Kerr and Dr. Robert Fedosejevs on identifying fabric characteristics
that contribute to decreased transmission of UV. Address as for Kerr
ROBERT FEDOSEJEVS received his B.Sc. and Ph.D. degrees from the University of Toronto,
Canada, in 1973 and 1979. He subsequently was a research associate at the Max Planck Institute in
Germany. He joined the Department of Electrical and Computer Engineering at the University of
Alberta as associate professor in 1982 and currently holds the position of C. R. James/MPBT/NSERC
Senior Industrial Research Chair in the Application of Laser and Spectroscopic Techniques to the
Natural Resources Industry. His research interests include the study of laser-plasma interactions and
the application of laser and spectroscopic techniques to the characterization of materials. Address:
Department of Electrical and Computing Engineering, 238 Civil/Electrical Engineering Building,
University of Alberta. Edmonton, Alberta T6G 2G7, Canada
Received for review July 25, 1999. Revised manuscript received June 1, 2000. Accepted for
publication May 16, 2000.
Section Index
Film, Fiber & Textile Technology Terms & Definitions
Meta-Aramid Fiber
Nomex
Conex
Meta-aramids are perhaps the be
known and most widely used
specialized fibers. They are value
for their combination of heat
resistance and strength, at
reasonable cost. In addition they
don't ignite, melt or drip. Compare
to commodity fibers, meta-aramid
offer better long-term retention of
mechanical properties at elevated
temperatures.
Para-Aramid Fiber
Kevlar
Technora
Twaron
Due to their highly oriented, rigid
molecular structure, para-aramid
fibers have very high tenacity, hig
tensile modulus and high heat
resistance. With similar operating
temperatures to meta-aramid fibe
they have 3-7 times higher streng
and modulus, making them ideal f
reinforcement and protective type
application.
Areal Density
Mass per Unit Area. Used in weig
comparison of composite material
Breaking Tenacity
The tensile stress at rupture of a
specimen (fiber, filament, yarn, co
or similar structure) expressed as
newtons per tex, grams-force per
tex, or grams-force per denier. Th
breaking tenacity is calculated fro
the breaking load and linear dens
of the unstrained specimen, or
obtained directly from tensile testi
machines which can be suitably
adjusted to indicate tenacity instea
of breaking load for specimens of
known linear density. Breaking
tenacity expressed in grams-force
per tex is numerically equal to
breaking length expressed in
kilometers.
Burst Strength
1. The ability of a material to resis
rupture by pressure. 2. The force
required to rupture a fabric by
distending it with a force applied a
right angles to the plane of the fab
under specified conditions. Burst
strength is a measure widely used
for knit fabrics, nonwoven fabrics,
and felts where the constructions
not lend themselves to tensile tes
The two basic types of burst tests
are the inflated diaphragm method
and the ball-burst method.
Denier
A weight-per-unit-length measure
any linear material. Officially, it is
number of unit weights of 0.05
grams per 450-meter length. This
numerically equal to the weight in
grams of 9,000 meters of the
material. Denier is a direct
numbering system in which the
lower numbers represent the finer
sizes and the higher numbers the
coarser sizes. In the U.S., the den
system is used for numbering
filament yarns (except glass),
manufactured fiber staple (but not
spun yarns), and tow. In most
countries outside the U.S., the
denier system has been replaced
the tex system.
Fill
(Also Woof, Welf or Transverse)
In a woven fabric, the yarn runnin
from selvage to selvage at right
angles to the warp. Each crosswis
length is called a pick. In the
weaving process, the fill yarn is
carried by the shuttle or other type
yarn carrier.
Instron Tensile Tester
A high precision electronic test
instrument designed for testing a
variety of materials under a broad
range of test conditions. It is used
measure and chart the loadelongation properties of fibers,
yarns, fabrics, webbings, plastics,
films, rubber, leather, paper, etc.
May also be used to measure suc
properties as tear resistance and
resistance to compression
Linear Density
Mass per unit length expressed as
grams per centimeter, pounds per
foot, or equivalent units. It is the
quotient obtained by dividing the
mass of a fiber or yarn by its lengt
Liquid Crystal Polymer
Vectran
Vectran is a high-performance,
thermoplastic, multifilament yarn,
melt-spun from liquid crystal
polymer. It has exceptional streng
and rigidity and is five times stron
than steel and 10 times stronger
than aluminum. The combination
high strength, lack of creep, low
moisture absorption, negative
coefficient of thermal expansion,
excellent chemical resistance and
good property retention over a bro
temperature range make it a good
candidate for ropes and cables,
electronics, composites and gene
industrial use.
Machine Direction
Also Warp
The long direction within the plane
the fabric, i.e., the direction in whi
the fabric is being produced by the
machine.
Modulus
The ratios of change in stress to
change in strain following the
removal of crimp from the materia
being tested; i.e., the ratio of the
stress expressed in either force pe
unit linear density or force per uni
area of the original specimen, and
the strain expressed as either a
fraction of the original length or
percentage elongation.
Packing Efficiency
Theoretical solid volume divided b
actual packed volume and usually
expressed as a percentage.
Practical upper limit with hydraulic
pressure assistance would be ~
80%.
PBO
Zylon
Polyphenylenebenzobisoxazole
(PBO)is another new entrant to th
high-performance organic fibers
market, and one that holds great
promise. Toyobo's Zylon is the on
PBO fiber in production, and
commercial quantities have only
recently come to market. PBO has
outstanding thermal properties an
almost twice the tensile strength o
conventional para-aramid fibers. I
high modulus makes it an excellen
candidate for composites
reinforcement and structural fabric
Its high Limiting Oxygen Index (LO
gives PBO more than twice the
flame retardant properties of meta
aramid fibers.
Peel Adhesion
The force required to delaminate a
structure or to separate the surfac
layer form a substrate. Peel
adhesion is the unusual measure
the strength of the bond between
fabric and a coating, for instance.
Permeability
The state or quality of being
penetrable by fluids or gases. Uni
are usually normalized for
comparison to other materials;
volume/unit area @ 1 atm differen
pressure through a given thicknes
Polyethylene, High-Density (HDPE)
Spectra
Dy-neema
HDPE fibers offer strength similar
that of para-aramids. HDPE fibers
are known as Dyneema throughou
the world, except in North America
where the process is licensed to
AlliedSignal and is known as
Spectra. Light in weight, the fiber
has a specific gravity of only 0.97.
Tough yet lightweight products ca
be made, including rope and
cordage that floats as well as soft
and semi-rigid body armor, and cu
resistant materials.
Polyimide Film
Kapton
Kinel
Upilex
Upimol
Vespel
Normally infusible, colored (often
amber) high performance polymer
with predominantly aromatic
molecules of high thermal stability
They have excellent high
temperature properties and radiat
resistance, inherently low
flammability and smoke emission,
low creep and high wear resistanc
They have moderately high water
absorption and are prone to
hydrolysis and attack by alkalis an
concentrated acids. A widely used
form is Kapton® film, made in
thicknesses from 0.008 to 0.125m
It has been used successfully in fi
applications where the
environmental temperatures were
low as -269°C and as high as 400
Polyimide film can be easily
fabricated by a wide variety of
techniques, including die cutting,
punching and thermoforming.
Applications include electrical
insulation and thermal insulation.
Scrim
1. A lightweight, open-weave, coa
fabric; the best qualities are made
with two-ply yarns. Cotton scrim
usually comes in white, cream, or
ecru and is used for window curta
and as backing for carpets.
2. Fabric with open construction
used as back fabric in the product
of coated or laminated fabrics.
Selvage Or Selvedge
The narrow edge of woven fabric
that runs parallel to the warp. It is
made with stronger yarns in a tigh
construction than the body of the
fabric to prevent raveling. A fast
selvage encloses all or part of the
picks, and a selvage is not fast wh
the filling threads are cut at the
fabric edge after every pick.
Tenacity
The tensile stress when expresse
as force per unit linear density of t
unstrained specimen (e.g., grams
force per denier or newtons per te
Tensile Strength
1. In general, the strength shown
a specimen subjected to tension a
distinct from torsion, compression
shear. 2. Specifically, the maximu
tensile stress expressed in force p
unit cross-sectional area of the
unstrained specimen, e.g., kilogra
per square millimeter, pounds per
square inch.
Tex
1. A unit for expressing liner dens
equal to the weight in grams of 1
kilometer of yarn, filament, fiber, o
other textile strand.
2. The system of yarn numbering
based on the use of tex units.
Urethane
The name of a group of organic
chemical compounds or resins bu
from isocyanate, a very reactivematerial that liberates gas during
reaction to produce foams of vario
types. Two types of compounds th
react with isocyanate to form foam
are polyesters and polyethers.
Polyurethanes are used for foams
and in other compounds in fiber
form. The polyester variety should
not be confused with polyester
fibers.
Warp
Also Machine Direction
1. The set of yarn in all woven
fabrics, that runs lengthwise and
parallel to the selvage and is
interwoven with the filling.
2. The sheet of yarns wound
together on a beam for the purpos
of weaving or warp knitting.
A relative measure of the fineness
yarns. Two classes of systems are
use:
(1) Direct yarn number (equal to
linear density) is the mass per uni
length of yarn. This is used for
manufactured filament yarns.
Yarn Number
(2) Indirect yarn number (equal to
the reciprocal of linear density) is
length per unit mass of yarn. This
system is used for cotton, linen, a
wool-type spun yarns.
For more information on Engineered Inflatables, please contact Bill Graham
grahaw@ilcdover.com
Tapestry Border Rugs
Rug Rats carries
a wide variety of
tapestry border
carpets.
when we apply them to a
a custom-tailored look.
fabric to a board and
which raises the fabric
looks stiff and cheap.
We hand-sew all our
tapestry borders
carpet, which creates
We do not glue the
then to the carpet,
above the carpet and
We also hand-sew all the
corner miters. It's
difficult to find
workrooms that take
as much pride as we do in
applying tapestry
borders. Most
workrooms glue thier
borders on, and those
that don't use glue
machine-sew them on. When it comes down to it, though, there
is no replacement for hand-sewing.
We can put any tapestries from any mill to border on any
carpet. If you still can't find that exact match you are looking
for, we can take a piece of heavy fabric and strip it out to apply
as a tapestry border.
It's almost impossible to show you everything that we carry on
our site, so we suggest you visit one of the tapestry border rug
mills listed below to peruse the many fine styles of tapestry
border carpets available. Once you've found the style you want,
call or email us for pricing.
Call or email us for a quote!
434-392-7068
rugrats@rugratsva.com
Fax 434-392-8945
Copyright ©2001 Rug Rats
Site developed by The High Bridge Design Group
This site
hosted
by
Moonstar
Accent Rugs
Animal Print Rugs
Bamboo Rugs
Botanica Hand-Woven Rugs
Braided Rugs
Carpet Cleaning Products
Chair Pads
Flokati Rugs
Seagrass Carpet
Shag Rugs
Sisal Carpet
Stanton Area Rugs
Stanton Runners
Zourofy Stair Rods
eBay Remnant Room
Hand-Tufted
Flowers
Borders
Art-inspired
Swirls & Shapes
Stair Runners
Designed Rugs & Ideas
Kitchen Rugs
Wilton Rugs
Hand-Painted Sisals
Logos and Novelty
Tradeshow Rugs
Celebrity Rugs
Children's Rugs
Custom Design Options
Design Notebook
Sandy's Favorites
Carpet Cleaning Tips
Recommended Reading
Find an Installer
The Kitchen Table Story
About Sandy
Our Store
In the News
Celebrity Connection
The Finest Carpets
Craftsmanship
Our Workroom
Testimonials
Directions
Local Merchants
Restaurants
Places to Stay
Antique Dealers
Lee's Retreat
Axminsters
Braided Rugs
Cleaning Products
Children's Rugs
Flokati Rugs
Hand-Tufted
Oriental Rugs
Rugs & Runners
Seagrass Rugs
Shag Rugs
Sisal Rugs
Stair Rods
Tapestry Borders
Wiltons
Aladdin
Atelier
Avalon
Bellbridge
Bloomsburg
Brintons
Cabin Crafts
Concepts International
Constantine
Couristan
Crescent
Custom Weave
Design Materials
Decorative Hardware Studio
Edgecrest
Fabrica
Fibreworks
Glen Eden
Hellenic
Langhorne
Louis de Poortere
Merida
Mohawk/Horizon
Nina Campbell
Philadelphia
Pompeii
Prestige Mills
Royal Dutch
Salem
Silver Creek
Stanton Carpets
Tuftex
Van Dijk
Weave-Tuft
Woolshire
Zoroufy
Carpet Links
Decorating Links
Local Links
Plasma
conquering the
textile industry
European scientists and industrialists working on the
Plasmatex project are on the point of demonstrating the
feasibility of a technology of the future: textile processing
using plasmas at atmospheric pressure. This development
meets new needs in a sector where Europe is still very
active.
Since their introduction in
the 1960s, the main
industrial applications of
the low-pressure and lowtemperature properties of
plasmas (see box) have
been in micro-electronic
etching. In the 1980s,
these uses broadened to
include many other
surface treatments,
especially in the field of
metals and polymers.
Now, research
laboratories in the textile
industries have also
begun experimenting with
plasma processing in a
range of applications.
Three prototypes produced by
Plasma Ireland are now on
site and in use by the
industrial partners on the
Plasmatex project.
Multifunctionality
" "Unlike liquid processes which penetrate deep into the
fibres, plasma produces no more than a surface reaction,
the properties it gives the material being limited to a
surface layer of around 100 angstroms,"(1) explains
Roshan Shishoo, director of the Institute of Fibre and
Polymer Technology Research (IFP) in Mölndal (Sweden)
and coordinator of the Plasmatex(2) project.
These properties are very varied and can be applied to
both natural fibres and polymers, as well as to nonwoven fabrics, without having any effect on their internal
structures. For example, plasma processing makes it
possible to impart hydrophilic or hydrophobic properties
to the surface of a textile, or reduce its inflammability.
And while it is difficult to dye synthetic fabrics, the use of
reactive polar functions results in improved pigment
fixation. Finally, with plasma containing fluorine, which is
used mainly to treat textiles for medical use, it is possible
to optimise biocompatibility and haemocompatibility essential for medical implants containing textiles.
Clean and efficient technology
Other advantages of plasma technologies stem from the
underlying physical process. The traditional liquid
chemical processes used by the textile industry involve
high consumption - and pollution - of water resources.
Waste-processing costs are also high and drying the
processed fibres uses a lot of energy. This makes "dry"
processing using plasma technology all the more
attractive - especially for the environment. In addition,
the speed of the process (just a few minutes, or even
seconds) reduces energy consumption still further.
From the stars to
industry
When you increase the
temperature of matter, it
passes successively
through its solid, liquid
and gaseous states. But if
you continue to heat it, it
undergoes a further
transformation of an
altogether different kind.
Collisions between
particles of matter
increase and the initial
gaseous state, comprising
neutral molecules or
atoms, develops into an
ionised state with an
equal density of positive
ions and negative
electrons. This mix of
charged particles is called
a plasma and constitutes
the 'fourth state of
matter' commonly found
in nature. The corona of
stars (such as the sun),
the ionosphere, which
surrounds the Earth at an
altitude of between 60 km
and 700 km, and the
flames of a fire are all
natural plasmas.
There has been scientific
and technological interest
in the properties of
plasmas for some time
now, their first large-scale
application being in neon
lights which were
introduced several
decades ago. The ability
to control both particle
energy and temperatures
in low-pressure plasmas
has opened up wide
ranges of application in
many different areas. By
depositing a material in a
plasma derived from one
of a wide range of gases it
is possible to develop
quite remarkable surface
treatment processes,
Beating the vacuum
"Despite all these significant
which are virtually
benefits demonstrated in
impossible to obtain by
the laboratory, plasma
traditional solid or liquid
methods.
processing has failed to
On an altogether different
make an impact in the
scale, the leading-edge
textile sector because of a
European research on the
futuristic energy source of
particular constraint which
nuclear fusion is also
is incompatible with
focusing on the physical
industrial mass production,"
properties of plasma, this
time at extraordinarily
continues Roshan Shishoo.
high temperatures.
"All the technologies
developed to date are
based on the properties of
low-pressure plasmas. The process must take place in an
expensive, closed-perimeter vacuum system and cannot
be used for production lines operating at room
temperature, with machines processing fabric 2 metres
wide at high speed."
This is the challenge that a new generation of APPS
(Atmospheric Pressure Plasma Systems) developed by
Plasma Ireland is about to overcome. The company has
now developed a technology offering comparable
performance at ambient pressure to that of "glow
discharge" plasmas requiring a partial vacuum. The aim
of the Plasmatex project is to perfect the application to
the textile sector of this technological advance, which is
unique in Europe.
In addition to Plasma Ireland and the IFP, members of
the Plasmatex project team include another scientific
research centre (the physics laboratory at Queen's
University Belfast, UK), the British textile machine
manufacturer Web Processing, and six companies
producing a diverse range of textile products. The
partners are studying the industrial feasibility of APPS
technology and conducting full-scale tests to determine
the relationships between the physical properties of
different types of plasma and the results obtained, as
well as the way the plasmas interact with various
materials.
Three prototypes in the service of industry
Three different prototypes supplied by Plasma Ireland
have been installed on production lines and are being
used by the consortium's industrial partners to help
further the research. The first, in operation at the IFP,
has been made available to the Swedish companies
Almedhals (specialising in the adhesion of polymer
coatings), Borgstena Textile Sweden (automobile
textiles) and SCA Hygiene Paper. The second is in
Germany, at Kirchhoff, a company which works with wool
fibres and is interested in testing plasma technologies as
a possible way of eliminating felting. This same
equipment will be made available at a later date to
Polisilk of Spain, a suitcase manufacturer which wants to
improve the binding properties of polypropylene-based
coatings. The third prototype is being tested by the
British group, Scapa, which specialises in products for the
printing and textile industries.
"Europe should soon have an innovative and competitive
tool which we intend to make available internationally,"
believes Tony Herbert, project manager at Plasma
Ireland. "There are only two or three other systems using
plasma at atmospheric pressure currently at the
development stage - in Japan and the United States - but
no wide-ranging application for the textile sector is
available yet. So the prospects are extremely promising."
Contacts
Roshan Shishoo - IFP - Mölndal (S)
Fax: +46 31 7066363
roshan.shishoo@ifp.se
Tony Herbert - Plasma Ireland Ltd - Cork (IRL)
Fax: +353 21 506 106
tony.herbert@plasma-ireland.com
http://www.plasma-ireland.com/
Previous
Research & Development
The direction of FTC's research and development is to accept new and
updated concepts to face the challenges of the 21st century. The main
points as fallows:
،ECreation of comfort and
impressibility.
،@The physical qualities FTC is researching
include: high moisture permeability and
waterproof, perspiration absorbancy and
easy drying, warmness property, antibacteria and malodor resistancy, and
deodorant properties. The subjective qualities the company is looking for
include: the creation of materials with a high-tech feeling imbued with
natural qualities. The sports and exercise functions being sought are:
stretchability, light weight and softness and comfort with special functions
for the human physique.
،EHealth and hygiene for life.
،@The creation of a healthy and hygienic environment is everybody's
expectation and its related texiles functions are: bacterial resistance,
dust mites resistance, stain release, anti acid rain and medical textiles.
،ESafety and protection
،@This includes:flame retardancy, chemical resistance, abrasion
resistance,high tenacity protective fabric, UV.cut, clean room wear or
other uses for fabrics that conducts elecyticity, and air-bags for cars.
،EDevelopment and application of compositive fiber and
function.
،@This is to combine high polymer chemistry technology and textile
technology to promote the development of special functions and Shin
Gosen such as : fabric made of yarns with different shrinkability, elastic
fabric, new linen-like fabric and new wool-like fabric.Another important R
& D direction is high functions combined shch as waterproof and water
repellency with fire-proof, waterproof and water repellency with bacteria
resistance, and waterproof moisture peumeable with anti Near lnfra Red
(NIR) finish.
،EDevelopment of high technology textiles.
،@High technology is the major force in the upgrading of the traditional
textile industry such as:high performance ballistic-proof textiles, panels
for anti-bullet armor and helments, anti NIR, medical textiles, and high
functional and multi-functional coating technology.
،EIncrease the development of life related products.
،@These include: high tenacity tyre cord, light weight umbrella U-Shaped
steel wires, biodegradable PE. bags.
،EConform the procedures and products with environmental
protection policy.
،@We apply environmental protection procedures to produce materials
and, meanwhile, improve the process used in production.
،ECreation of fashion trends.
،@The market is guided by the need to cultivate the complete feel in all
dimensions including attractive color, culture related art, and fashionable
material with its properties and functions.
Our collection includes hand tuft carpets and tapestries, hand woven rustic rugs, wall to wall
carpets, bath-room mats, carpet tracks, logo mats, artificially grass…
Hand tuft carpets and tapestries and hand woven rugs are made from highest quality wool,
but for wall to wall carpets and carpet tracks we offer, beside wool piles, possibility of wool
blend or synthetics piles. Bath-room mats are made from highest quality cotton yarn.
All our products possess exceptional durability, lifelong colors, antistatically treatment and
moths resistance.
Carpets are made in standard sizes and shapes (square, round, oval): 140x200, 170x240,
200x200, 200x250, 200x300, 250x250, 250x300, 250x350, 300x400, o200, o250, oval:
150x250, 200x300
Today, Zivtex is more and more known for its unique production of carpets and tapestries
according designs of famous artists such as Murtić, Lacković, Generalić, Rabuzin…whose
works of art are transferred to carpets and tapestries.
Tapestry "Histria", Pula
Unique hand tuft carpet
Autor: M. Čukelj
Hand tuft carpet
Autor: M. Čukelj
Hand woven carpet
Autor: M. Tršinski
Hand tuft carpet
Autor: M. Čukelj
Hand woven carpet track
Autor: M. Tršinski
Hand woven carpet
Autor: M. Tršinski
Tapestry "1. Brigada"
Tapestry "Hrvatski grb"
Logo Carpet in Hotel
"Italia" Sarajevo
Carpet track in Hotel
"Prezident" Dubrovnik
Wall to wall carpet in Hotel
"Esplanade" Zagreb
Tapestry "Godišnja doba"
Autor: I. Lacković C.
Wall to wall carpet in Hotel
"Esplanade" Zagreb
Tapestry "Potočnice"
Autor: I. Lacković C.
Bath-room mat
SMART FABRICS
Cool Shirt
Sweat cools your body as it evaporates from the skin, but clothing traps that moisture,
raising body temperature and causing you to sweat even more. To help, garment makers
are infusing the athletic-apparel market with "moisture management" fabrics that wick
away sweat and dry quickly--and these are just the first of high-tech clothes to come.
Several factors enhance fabrics such as Coolmax from DuPont and Moistex from Asahi
Kasei. Manufacturers are extruding advanced polyesters into fibers with a moisture
content as low as 0.5 percent, versus 4 percent for nylon and 6 to 7 percent for cotton, so
that they wick and dry more quickly. New extrusion techniques also allow makers to
produce fibers with unusually shaped cross sections that channel away sweat. Crafting
the coolest fabric "is a balancing act of many properties," says Michael Hunt, senior
research chemist at DuPont Textiles and Interiors in High Point, N.C....continued at
Scientific American Digital
If you are already a Digital subscriber, sign in here.
Get the latest science and technology news.
Sign up for newsletters from Scientific American.com today!
Fact Sheet #21
Avoiding Exposure to Household Pesticides:
Protective Clothing
It is important to take proper precautions to minimize your exposure to pesticides,
because direct or repeated exposure can cause harmful health effects. This fact sheet
summarizes the steps you can take to minimize your exposure to pesticides by wearing the
right protective clothing. Choosing to wear protective clothing and properly cleaning
pesticide soiled clothing, can reduce you and your family's exposure to pesticides.
Choose the best pest control method
Choosing the best method for controlling pests in your home or garden is important. Your
local Cooperative Extension Educator can help you choose the best solution to control
unwanted weeds, insects, molds or rodent pests. Not all solutions rely on chemically
based pesticides. One example is Integrated Pest Management (IPM), which emphasizes
biological controls and observation to control pest problems, using pesticides only when
necessary. If you decide to use a chemically based pesticide, make sure it will get rid of
the specific pest, and only buy enough to do the job.
Read the label
The label is your first and best source of information on the proper use of the product.
The label can give information on the types of protective clothing and eye protection you
should wear when using the product.
Look for Signal Words: Caution, Warning and Danger
The label may have signal words describing the level of hazard to your health presented
by the product. The federal government has defined these words so that the least
hazardous products are labeled with the word Caution, products with greater risk with
Warning and the most hazardous with the word Danger. These signal words are a good
initial indicator of the level of precaution you should take.
Follow the Label's Directions and Cautions
Many labels contain "Precautionary Statements" such as "Hazardous to Humans and
Domestic Animals." This statement may include information on the need for adequate
ventilation and how long you should avoid a treated area. Carefully read this section of
the label. Always follow the "Directions for Use" on the product label, since misuse can
lead to unnecessary and potentially harmful exposure to the pesticide.
Example of a precautionary statement
Hazardous to Humans and Domestic Animals
Caution: Harmful if absorbed through the skin. Avoid contact with the
skin, eyes or clothing. Wear gloves during application. Wash hands
thoroughly with soap and water after handling.
Know the Ingredients
The label will list the product's ingredients. Look at both the active ingredient (the
pesticide) and any solvent used in the product. In the case of organic solvents, also called
"petroleum distillates," you should take steps to protect yourself from both the solvent
and the pesticide.
Take time to prepare
Notify Your Family or Housemates
Before using a pesticide, tell the rest of your family or household to stay away from the
treated area and when it is safe to re-enter the treated area. This will help to reduce their
exposure to the pesticide.
Keep Children and Pets Away
Children and pets should be kept out of the area where a pesticide is being used, for their
safety and yours. For instance, animals and children that play in areas which are newly
treated with pesticides may expose themselves to the chemicals and may also bring the
pesticides into the home on their clothing, shoes and hands (feet or fur).
Dressing for the task
The label provides important guidelines for how to dress for the task. Your choice of
protective clothes depends on the type of work that you will be doing. Spraying a fruit
tree is quite a different task from placing an ant trap, but both require the right protective
clothing and practices to minimize exposure.
It is best to keep a separate set of work clothes just for when you handle pesticides.
Protective clothing should cover the areas of your body that are easily damaged or come
into the most contact with the pesticide. These areas include the eyes and skin, especially
the skin on the hands and feet.
Pesticides can be absorbed through the skin
REDUCE YOUR RISK - COVER UP
Protect Your Hands
Wear gloves to keep the pesticide off your skin. Many dishwashing and yard work
gloves do not provide enough protection for working with pesticides.
Rubber gloves are the best choice when working with pesticides. Look for rubber
gloves made of nitrile or neoprene. They provide the best barrier to pesticides and
solvents in the product. The gloves should be unlined, so that the lining will not absorb
the chemicals or hold them against the skin.
Plain latex dishwashing gloves do not protect against many pesticide products.
Wash your rubber gloves to remove the pesticides. While they are still on your hands,
wash the gloves with soap and water under a garden hose or at an outside sink. Then,
rinse the gloves thoroughly with water. Rinse the inside of the gloves. Check the gloves
for leaks by filling them with water and holding them shut for a few seconds. Check for
leaks in the fingertips. If there is a leak in the gloves cut the fingertips off and throw the
gloves in the trash. If the gloves pass inspection then hang them outside by the fingertips
on a line to dry. Do not turn the gloves inside out. Always wash your bare hands with
soap and water after removing the gloves.
Cotton gardening and work gloves should not be worn when working with
pesticides. The cotton of the glove can absorb the pesticide and hold it against your skin.
Leather gloves should not be worn when working with pesticides. They are difficult
to decontaminate and are porous allowing pesticides to easily pass through the leather to
your skin.
Several products that are commonly used throughout the house or on pets contain
pesticides. These include: flea shampoos, roach traps, pest strips and rodent bait. When
using these products protect yourself by wearing a pair of rubber gloves. Always wash
your hands thoroughly after using these products.
Protect Your Eyes
Protect your eyes when working with pesticides. Not only can the pesticide damage eyes,
but also the solvents used to dissolve the ingredients may be harmful.
Goggles are the best choice for eye protection. Look for goggles without air holes.
Small holes along the side can allow fumes or mist from a pesticide product to become
trapped inside the goggles.
Safety glasses are acceptable if the label requires "eye protection" but does not specify
"goggles." Safety glasses should not be confused with regular vision correction glasses or
sunglasses. Safety glasses are typically plastic glasses covering the eye area and with
brow and side guards on the frame for extra protection.
Protect Your Feet
Feet are heavily exposed to pesticides in many uses. Dusting lawns and spraying
bushes and trees produces a wide area of application that you walk through as you
work. Keeping your feet covered is very important, especially since the skin on the feet
easily absorbs chemicals. Always wear long socks and boots.
The best material for boots is rubber. The rubber provides a barrier to both waterand solvent-based pesticides. Unlined rubber boots will not absorb the chemicals or trap
them against the skin. Boots should reach up to mid-calf or the knee. Rubber shoes are
the next best choice.
Removing pesticides from a pair of rubber boots or shoes is done by washing them with
soap and water under a garden hose or outside in a sink. Rinse the boots thoroughly and
stand them in the sun to dry.
Alternatives to rubber boots or shoes provide less protection and present greater problems
in decontamination. A possible alternative is a pair of canvas tennis shoes. They can be
washed with the other clothing you wore to apply pesticides.
Never wear leather sneakers, shoes or hiking boots when applying pesticides.
Pesticides can penetrate the leather. Once a pesticide is in the leather, it is very difficult to
remove.
Never apply pesticides without protecting your feet.
No bare feet
No sandals
Protect Your Skin
The skin is the primary route of pesticide exposure. Covering your arms and legs is
important when protecting yourself against exposure to pesticides. After you have
completed a task that requires the use of a pesticide, always take a shower and wash your
hair thoroughly.
Wear long pants to cover your legs. Heavy twill or denim pants work well. Do not
wear pants made of a loosely woven fabric.
Never wear shorts when working with pesticides. In tests of sprayed pesticide
application, the area of the body with one of the highest exposures to pesticides was the
thigh.
Wear a long sleeve shirt of chambray or a medium weight cotton to protect your
arms. To protect your chest and neck, button the shirt up to the neck.
Never apply pesticides bare-chested or while wearing a sleeveless or midriff-baring
shirt.
Add another layer of clothing for heavy or long exposure to a pesticide. Coveralls
provide an added layer of protection between you and the pesticide. They come in several
forms. One type of coverall is a disposable one-time use garment, usually made of
Tyvek’ or a similar material. Coveralls may also be purchased as cotton twill or
cotton/polyester twill jumpsuits that can be laundered and added to your set of pesticide
designated work clothing.
Protect Your Head
Always wear a broad brimmed rain hat when tasks require applying pesticides over
head, like spraying fruit trees. A broad brimmed hat will protect your head and the back
of your neck. Wash the hat with soap and water the same way as your boots and hang it
to dry.
Straw gardening hats and baseball-type caps do not provide adequate protection for
your head and neck.
Protect Your Lungs
Use appropriate breathing protection when working with a powdered or granular
pesticide. Unless the label requires a specific respirator, wear a fine mist filter mask with
two rubber bands that fasten it around the head, a metal nose flange, and a rubber or foam
seal. Make sure that the seal is fitted to your face with no gaps and that the metal nose
flange is formed to the bridge of your nose. One band of the mask passes over the crown
of the head and the other passes behind the neck.
If a product label specifies you need a respirator for breathing protection, make sure you
use the type that is recommended. Follow the directions that come with the respirator for
proper use, fit and maintenance.
Never wear surgical masks or dust filters for protection. They gap, allowing powders
to enter the mask area and get into your nose and mouth.
Clothing clean-up
Always wash your clothing immediately after using a pesticide. Wash pesticide-soiled
clothing separately from ANY other laundry. This is important to prevent spreading
pesticides to your family's clothing. Follow these guidelines:
Remove Soiled Clothing
Promptly remove all clothing (outerwear, underwear, socks and washable shoes) worn
during pesticide application for laundering. Do not wear clothing into living or food
preparation areas. If you can't wash your clothes immediately store them in a closed
plastic bag, away from family and pets. Always wash them before wearing them again.
Pre-Rinse Soiled Clothing
Place the clothes in a basin containing a pre-rinse solution, or on a clothes line outdoors
where they can be rinsed with a hose. They can also be pre-rinsed in the washing
machine.
Wash Your Work Clothes
The washing machine is the best method available for removing pesticides from soiled
clothing. The best results for removing pesticide residue from clothing come with a
combination of:
the HIGHEST water level
the HOTTEST water setting
the LONGEST agitation time
the FULL recommended amount of detergent
Decontaminate the Washing Machine
Remove the clothes from the washing machine. Leave the washer on the current settings,
and add more detergent to the drum. Run the washing machine with only soap and water.
This will clean the drum and prevent contamination of future loads of laundry.
Hang Work Clothes to Dry
Hang your pesticide work clothes outside to dry. Hanging clothes to dry outside allows
any lingering chemical to be exposed to the sunlight, which helps to break down the
chemicals found in many pesticides. If the clothes cannot be dried outside then place on a
clothes-horse inside to dry.
Never place clothing that has been used to apply or work with pesticides in the
dryer. This increases the risk of contaminating other articles of clothing.
Storing Laundered Clothes
Store your cleaned pesticide clothing separately from other clothes.
This information is provided as a guide for protective clothing that should
be worn when applying pesticides in or around the home and garden.
Always read the pesticide label prior to handling or using any pesticide. The
label provides the necessary information relative to the product's use,
restrictions and recommended proper personal protective equipment.
Individuals who are employed as mixers, loaders, or pesticide applicators
need further instruction on the correct use of pesticides.
For more information about pesticides and personal protective equipment,
contact Cornell University's Pesticide Management Education Program
(PMEP). PMEP, 5123 Comstock Hall, Ithaca, NY 14853 Phone: 607 2551866, Fax: 607 255-3075 URL: http://pmep.cce.cornell.edu/
Back to the top
Prepared by Marie A. Stewart, MS ScienceWriter
and Suzanne M. Snedeker, PhD., Research Project Leader, BCERF
Posted 3.8.99 by Mari Stewart,BCERF Webmaster
Last update on 8.16.01 by Mari Stewart, BCERF Webmaster
When reproducing this material, credit the authors and the Program on Breast Cancer and Environmental
Risk Factors in New York State.
Protective Gear
Firefighters have several different types of protective clothing to wear, depending upon
what kind of activity they are involved in. The style or colors may vary from department
to department, but in general every firefighter will wear some variation of the clothing
shown here.
Station Wear
1 Visored cap (optional wear).
2 Short sleeve Nomex uniform shirt.
Badge. Silver for firefighters, gold trimmed for
3
officers.
Leather belt. Department standard is a plain silver
4
buckle and untooled black leather.
5 Multitool (common, but not standard issue).
Minitor III or IV pager/radio receiver (Volunteers
6
only).
Nomex pants. One really nice detail of these pants is a
7 strip of grippy rubber along the inside of the waist to
help keep the shirt tucked in while active.
8 Zip-up steel-toed boots, with Vibram soles.
Volunteer firefighter Arleigh Movitz models station wear and structural turnouts. Station
wear is what firefighters wear for general use around the station and on calls that do not
require additional protection. Station wear consists of a uniform shirt and pants, made out
of a fire-retardant cloth, such as cotton, wool or Nomex (department standard is Nomex),
and steel-toed boots to protect their feet. The boots have laced-in zippers, which allows
the firefighter to don and doff (put on and remove) them quickly.
Uniform shirts are blue for line personnel and white for administrative officers. The blue
shirts have department patches on the shoulders, and both white and blue shirts sport a
badge, and have epaulets. Captains and above wear collar brass to identify their rank.
Nametags are worn over the right pocket. Although the shirts look like they button up,
they actually have snaps to keep them closed, and velcro to hold the pocket flaps down,
so that they can quickly be removed when donning turnouts.
Acceptable alternatives and accessories, depending upon the function (and the weather)
are navy blue tee-shirt and sweatshirts with department identification printed small on the
chest and large across the back. During the summer months, the Santa Clara Valley
typically reaches the high 80°s to high 90°s F (30°C), so a lightweight clothing option is
important. Since California winters tend to be mild, no long-sleeve uniform shirt is
issued.
Structural Turnouts
1 Nomex hood.
Cotton t-shirt with department logo small on chest and
2
large on back.
3 Suspenders with retroflective striping
Insulated pants with retroflective striping. They are held
closed with velcro and spring hooks.
Steel toed insulated rubber boots, with Vibram soles. These
5 boots have handles at their tops to help pull them on, and
come up to just below the knees.
4
Helmet, with flip-down eye protector and department
logo. These helmets have a velcro/buckle chinstrap,
6 adjustable headband, and a protective cloth flap that
hangs over the collar, further protecting the neck and
preventing embers from falling down the collar.
Insulated jacket with retroflective striping. Oversized
7 pockets hold radio, gloves, a hose strap, etc. Like the
pants, it is held closed with velcro and spring hooks.
8 Flashlight.
9 Earplugs holder (not standard issue).
D-ring Carabiner, used to clip additional equipment to
10
the coat (not standard issue).
11 Insulated leather gloves.
Also referred to as "Bunker Gear", this is the usual protective clothing worn by a
firefighter when fighting building fires, or performing rescues. Turnouts are so named
because when not in use, they are kept ready to don quickly by 'turning out' the pants
over the boots. This way, the firefighter simply steps into the boots and pulls the pants
up. Firefighters are typically expected to be able to don all of their equipment is about
one minute. The heavily insulated turnouts can be uncomfortably hot to wear, but keep
the extreme temperatures of a fire away from the firefighter's body. Turnouts consist of a
coat, pants and suspenders, leather or rubber waterproof boots, a hood, a strong helmet
with eye protection, gloves, a belt, and SCBA (Self Contained Breathing Apparatus).
Positive-pressure mask. Positive pressure means that
air is always flowing, whether the wearer is inhaling
12
or not. This keeps contaminants from entering past the
seal at the sides.
Air-line and pressure gauge. On this particular brand
of SCBA, there are two air gauges: one at the bottom
13
of the tank in back (for checking the pressure when the
tank isn't being worn), and one in front.
SCBA Harness, comprised of shoulder and waist
straps.
PASS device. Current issue is an integrated
15 PASS/SCBA, which activates automatically when the
air supply is turned on.
14
16 Name label.
17 Shoulder straps.
18 Department Identification.
Air tank bottle and backpack frame. The bottle is
19 quick-swappable, because at a working fire a
firefighter often goes through several bottles.
20 Regulator and main supply valve.
21 Name label (under tank).
The coat and pants are insulated and reenforced. They are made out
of a fire-resistant fabric called PBI (other materials like Nomex are
also used, but not by the makers of this department's gear). They
have retroflective stripes to make them reflect when a light is pointed
at them, so that they can be better seen in the dark. They also have
the firefighter's name and department printed on the back, like a
football player, to help identify them, since when everyone is suited
up and wearing masks, it is difficult to tell who is who. They are also
equipped with several large pockets for holding gloves, tools, radios,
etc. Tan colored for firefighters, the chief's turnouts are white to
make them easier to spot on the fireground. Some departments use
black turnouts, but these are not preferred by County Fire because it
is difficult to see when they become contaminated. Current issue is
Lion Apparel/Janesville brand.
Why do firefighters
wear red
suspenders?
To hold their pants
up.
Rubber or leather waterproof steel-toed boots protect the firefighter's feet. The rubber
boots are usually stored within the 'turned out' pants so that they can be quickly donned,
hence the term "turnouts". Zippers in the leather station boots make for quick changing
when the alarm goes off. The station boots have steel toes and shanks, and are worn both
as "uniform" boots and for incidents that don't require full turnouts, such as medical calls,
rescues, and wildland firefighting.
A fire-retardant hood covers the firefighter's head and neck, protecting ears and other
parts that would be exposed under a helmet. When properly worn, no part of the
firefighter's skin is exposed or unprotected.
Name labels are important for several reasons. Besides identifying the equipment's
department and owner, it is necessary on the fireground, because with everyone suited up
and wearing a mask, it is almost impossible to recognize or identify someone without
reading their name.
Helmets are color coded, so that the wearer can be quickly identified at a fire scene. For
this department, the following color codes are used:
Yellow:
Firefighter/Paramedic
Black:
Volunteer Firefighter
Red:
Captain
White:
Chief (Battalion or District)
Blue:
contract EMT/Paramedic (AMR)
The Santa Clara County Fire Department has both a fully staffed full-time firefighter
force and a supplementary volunteer force. This is why there are two different code
colors for firefighter's helmets. In addition, tape stripes are added to the helmets of new
recruits without much experience, so that they can quickly be identified on the
fireground. Currently, helmets are issued with flip-down protective eye-shields. In the
near future these will be replaced with goggles similar to those on the wildland helmets,
because the eye-shields do not provide sufficient protection from debris and splashing
coming from below. Current issue is Cairns & Brother (MSA) model 660 Phoenix
helmets.
Special Operations Task Force members also have a special helmet that they can wear
during search and rescue operations. Current issue is Pacific Helmets model R3K. Note
that these rescue helmets are set up with both goggles and a hands-free light, with the
battery pack at the back.
from the collection of Jim Ackley
County Fire was an early adopter of brightly colored helmets and coat striping for
enhanced visibility. From a 15 October 1958 newspaper article:
"Firemen Turning Yellow --- For Safety
County firemen are changing their colors. The addition of yellow striping to uniforms
and use of the same hue for helmets is being done not because firemen are tired of the
drab black of the outfits, but as a safety measure.
The idea is that the all-black uniforms are hard to see when the firefighters are enveloped
in the thick smoke which accompanies many fires. The new bright yellow headgear and
striping will make it easier to spot a fireman should he become overcome or injured
during a fire.
The safety measure, the idea of Asst. Fire Chief Fred Luhring, apparently is unique with
this department.
The yellow striping will run across the back of the jacket and down both sleeves. Helmets
will be spray painted.
Complete re-outfitting of the department's 92 men is expected to be finished by the end of
this week.
Modeling one of the newly-painted helmets and refitted jackets is firefighter Louis Bias,
while captain Robert Basile completes helmet spray painting.
Firefighting gloves are well insulated, but don't flex very well, being double layered. For
rescues (such as vehicle extrication), or take-up (rolling hose after a fire), where heat and
flame isn't a concern, a pair of lighter weight, more flexible rescue or single layer
wildland gloves can be worn.
SCBA gear consists of a high-pressure air tank, a mask, and a PASS (Personal Alert
Safety System) device. Unlike underwater SCUBA gear, these tanks are worn with the
regulator valve facing down, not up, in order to protect it from being bashed while the
wearer is working in a tight area, or crawling along a floor. Also unlike SCUBA gear, the
firefighter's mask covers the entire face, with no mouthpiece. This mask uses a positive
pressure flow, not the on-demand flow that underwater gear uses. This means that air is
always being pushed into the mask as the firefighter breaths, keeping the pressure inside
the mask slightly higher than the outside air pressure. This ensures that any gaps in the
mask won't allow smoke or toxic gasses inside. The airtanks carried by the Santa Clara
County Fire Department are 4500psi (650KPa) high pressure fiberglass-wrapped
aluminum tanks, which will, under optimum conditions, provide 60 minutes of air. In
reality, they supply 30-45 minutes, depending upon how hard the firefighter is working
and exercising. Current issue is the Interspiro Spiromatic. County Fire was the first major
department to use this new model, and worked with the manufacturer to help improve
and debug it.
The PASS (Personal Alert Safety System) device, also known as a PAD (Personal Alert
Device), is worn by firefighters in case they get injured or knocked unconcious. Once
activated, the PASS device will set off a loud alarm and flashing light if it senses that the
firefighter is completely motionless for some period of time, (around 30 seconds). This
helps others locate and rescue the downed firefighter.
A rechargable flashlight is usually clipped to a hook on the front of the coat. Often, an
additional small flashlight is mounted to the brim of the helmet, or is kept in a pocket.
Unlike household flashlights, the ones used by firefighters are specially built and tested to
be safe in explosive atmospheres. Switching the light on or off, or having a hot bulb burst
will not ignite vapors that may be in the air. Firefighter flashlights usually have a narrow,
focused beam, to help cut through heavy smoke. Even so, at night additional truckpowered floodlights are set up, because flashlights rarely provide as much light as could
be desired. Current issue is Streamlight Survivor.
Some firefighters also wear a tool belt (sometimes referred to as a "trucker belt" to tuck
additional tools into, such as pry bars or axes. When all suited up, a firefighter is carrying
around about 60lbs (30kg) of protective clothing and gear.
Wildland Gear
1
2
3
4
5
6
7
8
9
Officer's (red) helmet, with goggles. In this photo,
the protective face flaps are not velcro'd closed in
front of face, as they would be when actually
attacking a fire.
Identification vest.
Fire retardant cotton jacket, with retroflective
stripes at waist and wrists.
Canteen.
Equipment belt.
Emergency shelter in pouch.
Gloves. Wildland gloves are made of a single layer
of material, so they are lighter than the doublelayered structrual firefighting gloves.
Overpants with oversize pockets.
Leather firefighting boots. These should not be steel
toed, because the metal heats up.
Bay Area Wildland Mutual Response Drill, San Jose, CA, June 1998
FF/E Steve Gubber models wildland gear. Wildland gear is designed to protect the
firefighter as well, but another important function it has is to keep the firefighter cool, by
allowing body heat to escape. Wildland firefighting (woods, grass fires, etc.) requires a
lot of exercise and activity: digging, chopping, shoveling and lugging hoses. In fire
conditions, under a hot sun, this kind of work gets very hot very quickly. For added
protection, firefighters wear full pants under the wildland pants. Because the wildland
coat is double layered, a long sleeve shirt is recommended but not required.
The bright yellow wildland gear consists of fire retardant cotton overpants, a cotton
jacket, steel toed leather boots, a lightweight hard hat type helmet with protective flaps,
goggles, gloves, and a belt. When in close proximity to a fire, the helmet's flaps are
secured around the firefighter's face and head, covering everything except the eyes, which
are protected by goggles. This protects the firefighter from burning embers, hot ashes,
and, to some extent, smoke. When a firefighter is fully dressed, there should be no
exposed skin.
The wildland belt consists of a web belt and padded suspenders. It holds two important
items: a canteen (or bottled water), and an emergency shelter. Dehydration is a real
danger when fighting wildland fires, so the firefighter must remember to drink liquids
constantly. Canteens are used less now, replaced by half-liter plastic water bottles.
Bottled water is more sanitary, tastes better, and is easier to resupply. The emergency
shelter is a aluminum-coated mylar sheet which firefighters can crawl into and cover
themselves with, if they are overtaken by a fast moving fire. This emergency shelter
("Shake'n'Bake bag") will hopefully provide enough protection from radiant heat to allow
the fire to pass over the firefighters without killing them. Considered as last-resort
protection, if shelters have to be deployed it means that things have gone very, very
wrong. Many firefighters will also carry a knife and a pack on their belt, containing the
same kinds of items that a hiker or camper might carry, such as energy bars, insect
repellent, sunblock, a compass and a whistle. A flashlight is also often carried, in case
operations extend beyond sunset.
The boots are the zip-up leather station boots, which lose their polish very quickly in
these situations! Some firefighters prefer dedicated wildland firefighting boots, which do
not have the steel toes or shank. When standing near or in hot coals, the steel can pick up
and retain the heat.
Hazmat Gear
There are several kinds of Hazmat (Hazardous Materials) gear (or "bunny suits", as they
are sometimes called), giving varying levels of protection, depending upon what material
is being dealt with. There are two levels of protection, Level A and Level B. Level A
suits are total containment suits, giving protection from all forms of chemicals: solids,
liquids, and gasses/vapors. Level B suits are not airtight, so provide protection against
solids and liquids (splashing), but not vapors or gasses. This gear allows specially trained
firefighters to deal with substances which may be toxic, very caustic, etc., which their
normal turnout gear and SCBA may not be sufficient to protect them from. Hazmat
clothing does not normally provide protection against fire or explosion; in these cases
"flash" protection must also be worn.
Typical Level B suit.
When wearing Level A protection, it is not uncommon for the environment inside the suit
to be 20-30°F (11-17°C) hotter than ambient, and 100% humidity, within minutes of
sealing up the suit. Because of this, medical monitoring is required before and after
working in these suits.
Hazmat gear will usually be worn in several layers, making it even less comfortable to
wear. Hazmat gear consists of an air- and water-proof oversuit, booties, gloves, and a
hood. These pieces are often taped up, at the ankle and wrist, so that there are no gaps for
nasty things to enter. After using this equipment in a hazardous environment, firefighters
will have to be decontaminated (washed off) before they can remove the protective
clothing.
The first layer is often station wear (uniform) or a one-piece Nomex jumpsuit. The
jumpsuit seals snuggly at the ankles, wrists, and neck, giving good protection from fire.
The back of the jumpsuit has a large patch identifying the wearer.
1 Velcro neck closure.
2 Pocket.
3 Full length zipper.
4 ID Patch.
The next layer of defense is a Tyvek suit. This disposable suit provides a layer that is
impermeable to most chemicals. In addition, the firefighter wears an SCBA, and carries a
voice-actuated radio, because once sealed inside the outer suit, there is no way to reach
any of this equipment. Tyvek booties cover boots, and an inner pair of Silver-Shield
chemical protective gloves is put on over latex surgical gloves. At this point, "Level B"
protection is in place. An optional cooling vest, which holds ice packs, can be worn to
keep the wearer cool. Some firefighters also carry a knife, in the event that they have to
get out of the suit quickly in an emergency. The suit is too heavy to tear through, and
would have to be cut from the inside.
SCBA rig, the same as shown being worn with
1 structural turnouts. Hanging mask would be worn
on face.
2 Cooling vest.
Voice-actuated radio - microphone is in SCBA
3
mask.
Silver Shield chemical protective gloves over latex
4
surgical gloves.
5 One-piece Tyvek suit.
6 Tyvek booties.
The outer layer is a completely sealed, "Level A" full encapsulation suit. The suit has a
one way (exhaust) pressure bleed valve. This is required because as the wearer exhales,
the used air must go somewhere. Even with this valve, the suits tend to blow up like
balloons. When sealed up, the wearer is completely isolated from the outside atmosphere.
Nothing (hopefully) can get in, and, unfortunately, almost nothing (including body heat
and sweat) can get out. These suits are comprised of up to a dozen protective layers.
1
2
3
4
5
6
Sealed hood with viewport.
Respirator mask and structural helmet.
Pressure Bleed Valve.
Valve.
Integral gloves.
Sealed zipper.
Standard Firefighting boots. The suits have integral
booties which fit inside the boots. The leggings seen
7
overlapping the boots prevent liquids from running
into and pooling in the bottoms of the boots.
Normally, another pair of protective gloves would be worn on top of these, providing
four layers of protection for the hands. The gloves shown here are permanently attached
to the sleeves of the suit, so that, in combination with the integral booties, no taping is
required to seal the wrists and ankles, which is often necessary with other suits.
1 ID patch
2
Built-in pocket in the back to accomodate the SCBA
tank.
Rank hath it's privileges; these photos were taken on a 90°F (32°C) day, which is why
Captain Monique Vandenberg, modeling the cooling vest and Tyvek above, isn't the
same person in the full encapsulation suit!
And, if all that isn't enough, there is one more layer which can be worn if necessary, on
top of everything else. This is a flash suit, worn to protect the wearer from fire and
explosions. This outer layer would be worn in the unlikely event that a firefighter had to
enter an explosive atmosphere, for example to rescue a victim inside. This is a situation
which would normally be avoided at all cost, except when human life is in danger. Some
Level A suits have flash protection built in, but that makes them even more expensive.
Note that in this photo, the flash suit is being held up from behind, and not being worn.
If everything is being worn, the wearer has five layers of hand protection, five layers of
foot protection, and is looking through three layers of protective windows. Needless to
say, this isn't comfortable, and one doesn't move quickly.
These suits can cost anywhere from $4,000 - $10,000 each, and may need to be disposed
of after one use, depending upon what they were exposed to and how contaminated they
are.
A more complete inventory of the protective clothing carried by Hazmat 2 is available.
Crash Rescue Gear
Proximity SuitCrash Rescue SuitApproach SuitEntry Suit
crash rescue suit photos: W.S. Darley & Co.
Crash Rescue gear is used only for very specialized situations, and are therefor not used
by this department. These aluminized suits are normally used where large amounts of
radiant heat must be dealt with, such as when flammable liquids burn. They are usually
found at airport and refinery fire departments. They have special reflective faceshields,
hoods, gloves and boots.
Putting a reflective coating on standard bunker gear would make it more effective in
insulating from radiant heat, but this reflective coating is easily abraded and worn off.
Most fire departments that use crash rescue gear have training suits that they practice in,
reserving their real suits for actual alarms. This way, they preserve the reflective coating
as long as possible. Even doing this, it often means that the suits need replacing every
couple of years.
These suits come in three types, each type having more insulation but giving the wearer
less mobility:
Proximity and Crash Rescue suits are for working in the general area of one of
these fires.
The Approach suit allows the wearer to be close to, but not in, a fire. It protects
the wearer from ambient temperatures of 200°F (93°C) or radiant heat to 2000°F
(1090°C).
The Entry suit allows the wearer to go directly into total flame engulfment or a
furnace for a short period of time. It allows short periods of exposure to ambient
temperatures of 1500°F (815°C), and prolonged exposure to radiant heat to
2000°F (1090°C).
Personal Tools
Many firefighters carry around personal tools with them when on the job. These small
tools stay on their belts or pockets, rather than being carried on the truck. That way, the
tool is always available when needed. Some of these tools are:
a small flashlight
a knife
a pair or two of latex gloves
a CPR mask
a multi-tool (pliers, screwdrivers, etc.), such as a Leatherman® tool.
a watch
a length of rope (this can be useful if a firefighter has to make an emergency
escape from a burning building)
a pen
a glass-breaking tool, to help get into crashed cars
a pager/alert radio
a cellular phone
many firefighters also carry a two-way radio.
Plasma Conquering The Textile Industry
For Business Opportunities in Textiles & Garments Industry please click here
European scientists and industrialists working on the Plasmatex project
are on the point of demonstrating the feasibility of a technology of the
future: textile processing using plasmas at atmospheric pressure. This
development meets new needs in a sector where Europe is still very active.
Since their introduction in the 1960s, the main industrial applications of the lowpressure and low-temperature properties of plasmas have been in
microelectronic etching. In the 1980s, these uses broadened to include many
other surface treatments, especially in the field of metals and polymers. Now
research laboratories in the textile industries have also begun experimenting with
plasma processing in a range of applications.
Multifunctionality
"Unlike liquid processes which penetrate deep into the fibres, plasma produces
no more than a surface reaction, the properties it gives the material being limited
to a surface layer of around 100 angstroms," explains Roshan Shishoo, director
of the Institute of Fibre and Polymer Technology Research (IFP) in Molndal
(Sweden) and coordinator of the Plasmatex project.
These properties are very varied and can be applied to both natural fibres and
polymers, as well as to non-woven fabrics, without having any effect on their
internal structures. For example, plasma processing makes it possible to impart
hydrophilic or hydrophobic properties to the surface of a textile, or reduce its
inflammability. And while it is difficult to dye synthetic fabrics, the use of reactive
polar functions results in improved pigment fixation. Finally, with plasma
containing fluorine, which is used mainly to treat textiles for medical use, it is
possible to optimise biocompatibility and haemocompatibility – essential for
medical implants containing textiles.
Clean and efficient technology
Other advantages of plasma technologies stem from the underlying physical
process. The traditional liquid chemical processes used by the textile industry
involve high consumption – and pollution – of water resources. Waste-processing
costs are also high and drying the processed fibres uses a lot of energy. This
makes "dry" processing using plasma technology all the more attractive –
especially for the environment. In addition, the speed of the process (just a few
minutes, or even seconds) reduces energy consumption still further.
Beating the vacuum
"Despite all these significant benefits demonstrated in the laboratory, plasma
processing has failed to make an impact in the textile sector because of a
particular constraint which is incompatible with industrial mass production,"
continues Roshan Shisho. "All the technologies developed to date are based on
the properties of low-pressure plasmas. The process must take place in an
expensive closed-perimeter vacuum system and cannot be used for production
lines operating at room temperature, with machines processing fabric 2 meter
wide at high speed."
This is the challenge that a new generation of APPS (Atmospheric Pressure
Plasma Systems_ developed by Plasma Ireland is about to overcome. The
company has now developed a technology offering comparable performance at
ambient pressure to that of "glow discharge" plasmas requiring a partial vacuum.
The aim of the Plasmatex project is to perfect the application to the textile sector
of this technological advance, which is unique in Europe.
In addition to Plasma Ireland and the IFP, members of the Plasmatex project
team include another scientific research centre (the physics laboratory at
Queen’s University Belfast, UK), the British textile machine manufacturer Web
Processing, and six companies producing a diverse range of textile products.
The partners are studying the industrial feasibility of APPS technology and
conducting full-scale tests to determine the relationships between the physical
properties of different types of plasma and the results obtained, as well as the
way the plasmas interact with various materials.
Three prototypes in the service of industry
Three different prototypes supplied by Plasma Ireland have been installed on
production lines and are being used by the consortium’s industrial partners to
help further the research. The first, in operation at the IFP, has been made
available to the Swedish companies Almedhals (specialising in the adhesion of
polymer coatings), Borgstena Textile Sweden (automobile textiles) and SCA
Hygiene Paper. The second is in Germany, at Krichhoff, a company which works
with wool fibres and is interested in testing plasma technologies as a possible
way of eliminating felting. This same equipment will be made available at a later
date to Polisilk of Spain, a suitcase manufacturer which wants to improve the
binding properties of polypropylene-base coatings. The third prototype is being
tested by the British group, Scapa, which specialises in products for the printing
and textile industries.
"Europe should soon have an innovative and competitive tool which we intend to
make available internationally," believes Tony Herbert, project manager at
Plasma Ireland. "There are only two or three other systems using plasma at
atmospheric pressure currently at the development stage – in Japan and the
United States – but no wide-ranging application for the textile sector is available
yet. So the prospects are extremely promising."
For more information please contact: Roshan Shishoo – IFP – Molndal (S), Fax:
+46 31 7066363.
E-mail: roshan.shishoo@ifp.se
Tony Herbert – Plasma Ireland Ltd. – Cork (IRL), Fax: +353 21 506 106.
E-mail: tony.herbert@plasma-ireland.com
RTD Info Vol. 24
For Business Opportunities in Textiles & Garments Industr
I.
INTRODUCTION.
A.
The purpose of chemical protective clothing and equipment is to shield or isolate
individuals from the chemical, physical, and biological hazards that may be encountered
during hazardous materials operations. During chemical operations, it is not always
apparent when exposure occurs. Many chemicals pose invisible hazards and offer no
warning properties.
B.
These guidelines describe the various types of clothing that are appropriate for use in
various chemical operations, and provides recommendations in their selection and use.
The final paragraph discusses heat stress and other key physiological factors that must
be considered in connection with protective clothing use.
C.
II.
It is important that protective clothing users realize that no single combination of
protective equipment and clothing is capable of protecting you against all hazards. Thus
protective clothing should be used in conjunction with other protective methods. For
example, engineering or administrative controls to limit chemical contact with personnel
should always be considered as an alternative measure for preventing chemical
exposure. The use of protective clothing can itself create significant wearer hazards,
such as heat stress, physical and psychological stress, in addition to impaired vision,
mobility, and communication. In general, the greater the level of chemical protective
clothing, the greater the associated risks. For any given situation, equipment and
clothing should be selected that provide an adequate level of protection. Overprotection
as well as under-protection can be hazardous and should be avoided.
DESCRIPTIONS.
A.
PROTECTIVE CLOTHING APPLICATIONS.
1.
Protective clothing must be worn whenever the wearer faces potential hazards
arising from chemical exposure. Some examples include:
2.
Emergency response;
Chemical manufacturing and process industries;
Hazardous waste site cleanup and disposal;
Asbestos removal and other particulate operations; and
Agricultural application of pesticides.
Within each application, there are several operations which require chemical
protective clothing. For example, in emergency response, the following activities
dictate chemical protective clothing use:
B.
Site Survey: The initial investigation of a hazardous materials incident;
these situations are usually characterized by a large degree of uncertainty
and mandate the highest levels of protection.
Rescue: Entering a hazardous materials area for the purpose of removing
an exposure victim; special considerations must be given to how the
selected protective clothing may affect the ability of the wearer to carry
out rescue and to the contamination of the victim.
Spill Mitigation: Entering a hazardous materials area to prevent a
potential spill or to reduce the hazards from an existing spill (i.e.,
applying a chlorine kit on railroad tank car). Protective clothing must
accommodate the required tasks without sacrificing adequate protection.
Emergency Monitoring: Outfitting personnel in protective clothing for
the primary purpose of observing a hazardous materials incident without
entry into the spill site. This may be applied to monitoring contract
activity for spill cleanup.
Decontamination: Applying decontamination procedures to personnel or
equipment leaving the site; in general a lower level of protective clothing
is used by personnel involved in decontamination.
THE CLOTHING ENSEMBLE. The approach in selecting personal protective
clothing must encompass an "ensemble" of clothing and equipment items which are
easily integrated to provide both an appropriate level of protection and still allow one to
carry out activities involving chemicals. In many cases, simple protective clothing by
itself may be sufficient to prevent chemical exposure, such as wearing gloves in
combination with a splash apron and faceshield (or safety goggles).
1.
The following is a checklist of components that may form the chemical
protective ensemble:
Protective clothing (suit, coveralls, hoods, gloves, boots);
Respiratory equipment (SCBA, combination SCBA/SAR, air purifying
2.
respirators);
Cooling system (ice vest, air circulation, water circulation);
Communications device;
Head protection;
Eye protection;
Ear protection;
Inner garment; and
Outer protection (overgloves, overboots, flashcover).
Factors that affect the selection of ensemble components include:
C.
How each item accommodates the integration of other ensemble
components. Some ensemble components may be incompatible due to
how they are worn (e.g., some SCBA's may not fit within a particular
chemical protective suit or allow acceptable mobility when worn).
The ease of interfacing ensemble components without sacrificing
required performance (e.g. a poorly fitting overglove that greatly reduces
wearer dexterity).
Limiting the number of equipment items to reduce donning time and
complexity (e.g. some communications devices are built into SCBA's
which as a unit are NIOSH certified).
LEVEL OF PROTECTION.
1.
Table VIII:1-1 lists ensemble components based on the widely used EPA Levels
of Protection: Levels A, B, C, and D. These lists can be used as the starting point
for ensemble creation; however, each ensemble must be tailored to the specific
situation in order to provide the most appropriate level of protection. For
example, if an emergency response activity involves a highly contaminated area
or if the potential of contamination is high, it may be advisable to wear a
disposable covering such as Tyvek coveralls or PVC splash suits, over the
protective ensemble.
TABLE VIII:1-1. EPA LEVELS OF PROTECTION
LEVEL A:
Vapor protective suit (meets NFPA 1991)
Pressure-demand, full-face SCBA
Inner chemical-resistant gloves, chemical-resistant safety boots, two-way radio
communication
OPTIONAL: Cooling system, outer gloves, hard hat
Protection Provided: Highest available level of respiratory, skin, and eye protection
from solid, liquid and gaseous chemicals.
Used When: The chemical(s) have been identified and have high level of hazards to
respiratory system, skin and eyes. Substances are present with known or suspected
skin toxicity or carcinogenity. Operations must be conducted in confined or poorly
ventilated areas.
Limitations: Protective clothing must resist permeation by the chemical or mixtures
present. Ensemble items must allow integration without loss of performance.
LEVEL B:
Liquid splash-protective suit (meets NFPA 1992)
Pressure-demand, full-facepiece SCBA
Inner chemical-resistant gloves, chemical-resistant safety boots, two-way radio
communications
Hard hat.
OPTIONAL: Cooling system, outer gloves
Protection Provided: Provides same level of respiratory protection as Level A, but
less skin protection. Liquid splash protection, but no protection against chemical
vapors or gases.
Used When: The chemical(s) have been identified but do not require a high level of
skin protection. Initial site surveys are required until higher levels of hazards are
identified. The primary hazards associated with site entry are from liquid and not
vapor contact.
Limitations: Protective clothing items must resist penetration by the chemicals or
mixtures present. Ensemble items must allow integration without loss of performance
LEVEL C:
Support Function Protective Garment (meets NFPA 1993)
Full-facepiece, air-purifying, canister-equipped respirator
Chemical resistant gloves and safety boots
Two-way communications system, hard hat
OPTIONAL: Faceshield, escape SCBA
Protection Provided: The same level of skin protection as Level B, but a lower level
of respiratory protection. Liquid splash protection but no protection to chemical
vapors or gases.
Used When: Contact with site chemical(s) will not affect the skin. Air contaminants
have been identified and concentrations measured. A canister is available which can
remove the contaminant. The site and its hazards have been completely characterized
Limitations: Protective clothing items must resist penetration by the chemical or
mixtures present. Chemical airborne concentration must be less than IDLH levels.
The atmosphere must contain at least 19.5% oxygen.
Not Acceptable for Chemical Emergency Response
LEVEL D:
Coveralls, safety boots/shoes, safety glasses or chemical splash goggles
OPTIONAL: Gloves, escape SCBA, face-shield
Protection Provided: No respiratory protection, minimal skin protection.
Used When: The atmosphere contains no known hazard. Work functions preclude
splashes, immersion, potential for inhalation, or direct contact with hazard chemicals
Limitations: This level should not be worn in the Hot Zone. The atmosphere must
contain at least 19.5% oxygen.
Not Acceptable for Chemical Emergency Response
2.
3.
The type of equipment used and the overall level of protection should be
reevaluated periodically as the amount of information about the chemical
situation or process increases, and when workers are required to perform
different tasks. Personnel should upgrade or downgrade their level of protection
only with concurrence with the site supervisor, safety officer, or plant industrial
hygienist.
4.
The recommendations in Table VIII:1-1 serve only as guidelines. It is important
for you to realize that selecting items by how they are designed or configured
alone is not sufficient to ensure adequate protection. In other words, just having
the right components to form an ensemble is not enough. The EPA levels of
protection do not define what performance the selected clothing or equipment
must offer. Many of these considerations are described in the "limiting criteria"
column of Table VIII: 1-1. Additional factors relevant to the various clothing
and equipment items are described in subsequent Paragraphs.
D.
E.
ENSEMBLE SELECTION FACTORS.
1.
Chemical Hazards. Chemicals present a variety of hazards such as toxicity,
corrosiveness, flammability, reactivity, and oxygen deficiency. Depending on
the chemicals present, any combination of hazards may exist.
2.
Physical Environment. Chemical exposure can happen anywhere: in industrial
settings, on the highways, or in residential areas. It may occur either indoors or
outdoors; the environment may be extremely hot, cold, or moderate; the
exposure site may be relatively uncluttered or rugged, presenting a number of
physical hazards; chemical handling activities may involve entering confined
spaces, heavy lifting, climbing a ladder, or crawling on the ground. The choice
of ensemble components must account for these conditions.
3.
Duration of Exposure. The protective qualities of ensemble components may
be limited to certain exposure levels (e.g. material chemical resistance, air
supply). The decision for ensemble use time must be made assuming the worst
case exposure so that safety margins can be applied to increase the protection
available to the worker.
4.
Protective Clothing or Equipment Available. Hopefully, an array of different
clothing or equipment is available to workers to meet all intended applications.
Reliance on one particular clothing or equipment item may severely limit a
facility's ability to handle a broad range of chemical exposures. In its acquisition
of equipment and clothing, the safety department or other responsible authority
should attempt to provide a high degree of flexibility while choosing protective
clothing and equipment that is easily integrated and provides protection against
each conceivable hazard.
CLASSIFICATION OF PROTECTIVE CLOTHING.
1.
Personal protective clothing includes the following:
2.
3.
Fully encapsulating suits;
Nonencapsulating suits;
Gloves, boots, and hoods;
Firefighter's protective clothing;
Proximity, or approach clothing;
Blast or fragmentation suits; and
Radiation-protective suits.
Firefighter turnout clothing, proximity gear, blast suits, and radiation suits by
themselves are not acceptable for providing adequate protection from hazardous
chemicals.
Table VIII:1-2 describes various types of protection clothing available, details
the type of protection they offer, and lists factors to consider in their selection
and use.
TABLE VIII:1-2. TYPES OF PROTECTIVE CLOTHING FOR FULL BODY
PROTECTION
Description
Type of Protection
Use Considerations
Fully encapsulating suit
One-piece garment. Boots
and gloves may be integral,
attached and replaceable, or
separate.
Protects against splashes,
dust gases, and vapors.
Does not allow body heat to
escape. May contribute to
heat stress in wearer,
particularly if worn in
conjunction with a closedcircuit SCBA; a cooling
garment may be needed.
Impairs worker mobility,
vision, and communication.
Nonencapsulating suit
Jacket, hood, pants or bib
overalls, and one-piece
coveralls.
Protects against splashes,
dust, and other materials but
not against gases and vapors.
Does not protect parts of
head or neck.
Do not use where gas-tight
or pervasive splashing
protection is required. May
contribute to heat stress in
wearer. Tape-seal
connections between pant
cuffs and boots and between
gloves and sleeves.
Aprons, leggings, and
sleeve protectors
Fully sleeved and gloved
apron. Separate coverings
for arms and legs.
Commonly worn over
nonencapsulating suit.
Provides additional splash
Whenever possible, should
protection of chest, forearms, be used over a
and legs.
nonencapsulating suit to
minimize potential heat
stress. Useful for sampling,
labeling, and analysis
operations. Should be used
only when there is a low
probability of total body
contact with contaminants.
Firefighters' protective
clothing
Gloves, helmet, running or
bunker coat, running or
bunker pants (NFPA No.
1971, 1972, 1973, and boots
(1974).
Protects against heat, hot
water, and some particles.
Does not protect against
gases and vapors, or
chemical permeation or
degradation. NFPA Standard
No. 1971 specifies that a
Decontamination is
difficult. Should not be
worn in areas where
protection against gases,
vapors, chemical splashes
or permeation is required.
garment consists of an outer
shell, an inner liner and a
vapor barrier with a
minimum water penetration
of 25 lb/in2 (1.8 kg/cm2) to
prevent passage of hot water.
Proximity garment
(approach suit)
One- or two-piece
overgarment with boot
covers, gloves, and hood of
aluminized nylon or cotton
fabric. Normally worn over
other protective clothing,
firefighters' bunker gear, or
flame-retardant coveralls.
Protects against splashes,
dust, gases, and vapors.
Blast and fragmentation suit
Blast and fragmentation
Provides some protection
vests and clothing, bomb
against very small
blankets, and bomb carriers. detonations. Bomb blankets
and baskets can help redirect
a blast.
Does not allow body heat to
escape. May contribute to
heat stress in wearer,
particularly if worn in
conjunction with a closedcircuit SCBA; a cooling
garment may be needed.
Impairs worker mobility,
vision, and communication.
Does not provide for
hearing protection.
Radiation-contamination
protective suit
Various types of protective
clothing designed to prevent
contamination of the body
by radioactive particles.
Protects against alpha and
beta particles. Does not
protect against gamma
radiation.
Designed to prevent skin
contamination. If radiation
is detected on site, consult
an experienced radiation
expert and evacuate
personnel until the radiation
hazard has been evaluated.
Flame/fire retardant
coveralls
Normally worn as an
undergarment.
Provides protection from
flash fires.
Adds bulk and may
exacerbate heat stress
problems and impair
mobility
F.
G.
CLASSIFICATION OF CHEMICAL PROTECTIVE CLOTHING. Table VIII:1-3
provides a listing of clothing classifications. Clothing can be classified by design,
performance, and service life.
TABLE VIII:1-3. CLASSIFICATION OF CHEMICAL PROTECTIVE
CLOTHING
By Design
By Performance
By Service Life
gloves
boots
aprons, jackets, coveralls,
full body suits
particulate protection
liquid-splash protection
vapor protection
single use
limited use
reusable
H.
1.
Design. Categorizing clothing by design is mainly a means for describing what
areas of the body the clothing item is intended to protect.
In emergency response, hazardous waste site cleanup, and dangerous chemical
operations, the only acceptable types of protective clothing include fully or
totally encapsulating suits and nonencapsulating or "splash" suits plus accessory
clothing items such as chemically resistant gloves or boots. These descriptions
apply to how the clothing is designed and not to its performance.
2.
Performance. The National Fire Protection Association (NFPA) has classified
suits by their performance as:
a. Vapor-protective suits (NFPA Standard 1991) provide "gas-tight" integrity
and are intended for response situations where no chemical contact is
permissible. This type of suit would be equivalent to the clothing required in
EPA's Level A.
b. Liquid splash-protective suits (NFPA Standard 1992) offer protection against
liquid chemicals in the form of splashes, but not against continuous liquid
contact or chemical vapors or gases. Essentially, the type of clothing would meet
the EPA Level B needs. It is important to note, however, that by wearing liquid
splash-protective clothing, the wearer accepts exposure to chemical vapors or
gases because this clothing does not offer gas-tight performance. The use of duct
tape to seal clothing interfaces does not provide the type of wearer encapsulation
necessary for protection against vapors or gases.
c. Support function protective garments (NFPA Standard 1993) must also
provide liquid splash protection but offer limited physical protection. These
garments may comprise several separate protective clothing components (i.e.,
coveralls, hoods, gloves, and boots). They are intended for use in nonemergency,
nonflammable situations where the chemical hazards have been completely
characterized. Examples of support functions include proximity to chemical
processes, decontamination, hazardous waste clean-up, and training. Support
function protective garments should not be used in chemical emergency response
or in situations where chemical hazards remain uncharacterized.
d. These NFPA standards define minimum performance requirements for the
manufacture of chemical protective suits. Each standard requires rigorous testing
of the suit and the materials that comprise the suit in terms of overall protection,
chemical resistance, and physical properties. Suits that are found compliant by
an independent certification and testing organization may be labeled by the
manufacturer as meeting the requirements of the respective NFPA standard.
Manufacturers also have to supply documentation showing all test results and
characteristics of their protective suits.
e. Protective clothing should completely cover both the wearer and his or her
breathing apparatus. In general, respiratory protective equipment is not designed
to resist chemical contamination. Level A protection (vapor-protective suits)
require this configuration. Level B ensembles may be configured either with the
SCBA on the outside or inside. However, it is strongly recommended that the
wearer's respiratory equipment be worn inside the ensemble to prevent its failure
and to reduce decontamination problems. Level C ensembles use cartridge or
canister type respirators which are generally worn outside the clothing.
3.
Service Life.
a. Clothing item service life is an end user decision depending on the costs and
risks associated with clothing decontamination and reuse. For example, a
Saranex/Tyvek garment may be designed to be a coverall (covering the wearer's
torso, arms, and legs) intended for liquid splash protection, which is disposable
after a single use.
b. Protective clothing may be labeled as:
Reusable, for multiple wearings; or
Disposable, for one-time use.
The distinctions between these types of clothing are both vague and complicated.
Disposable clothing is generally lightweight and inexpensive. Reusable clothing
is often more rugged and costly. Nevertheless, extensive contamination of any
garment may render it disposable. The basis of this classification really depends
on the costs involved in purchasing, maintaining, and reusing protective clothing
versus the al ternative of disposal following exposure. If an end user can
anticipate obtaining several uses out of a garment while still maintaining
adequate protection from that garment at lower cost than its disposal, the suit
becomes reusable. Yet, the key assumption in this determination is the viability
of the garment following exposure. This issue is further discussed in the
Paragraph on decontamination.
III.
IV.
PROTECTIVE CLOTHING SELECTION FACTORS.
A.
CLOTHING DESIGN. Manufacturers sell clothing in a variety of styles and
configurations.
1.
Design Considerations.
B.
Clothing configuration;
Components and options;
Sizes;
Ease of donning and doffing;
Clothing construction;
Accommodation of other selected ensemble equipment;
Comfort; and
Restriction of mobility.
MATERIAL CHEMICAL RESISTANCE. Ideally, the chosen material(s) must resist
permeation, degradation, and penetration by the respective chemicals.
1.
Permeation is the process by which a chemical dissolves in or moves through a
material on a molecular basis. In most cases, there will be no visible evidence of
chemicals permeating a material.
Permeation breakthrough time is the most common result used to assess material
chemical compatibility. The rate of permeation is a function of several factors
such as chemical concentration, material thickness, humidity, temperature, and
pressure. Most material testing is done with 100% chemical over an extended
exposure period. The time it takes chemical to permeate through the material is
the breakthrough time. An acceptable material is one where the breakthrough
time exceeds the expected period of garment use. However, temperature and
pressure effects may enhance permeation and reduce the magnitude of this safety
factor. For example, small increases in ambient temperature can significantly
reduce breakthrough time and the protective barrier properties of a protective
clothing material.
2.
Degradation involves physical changes in a material as the result of a chemical
exposure, use, or ambient conditions (e.g. sunlight). The most common
observations of material degradation are discoloration, swelling, loss of physical
strength, or deterioration.
3.
Penetration is the movement of chemicals through zippers, seams, or
imperfections in a protective clothing material.
It is important to note that no material protects against all chemicals and
combinations of chemicals, and that no currently available material is an
effective barrier to any prolonged chemical exposure.
4.
Sources of information include:
Guidelines for the Selection of Chemical Protective Clothing, 3rd
Edition. This reference provides a matrix of clothing material
recommendations for approximately 500 chemicals based on an
evaluation of chemical resistance test data, vendor literature, and raw
material suppliers. The major limitation for these guidelines are their
presentation of recommendations by generic material class. Numerous
test results have shown that similar materials from different
manufacturers may give widely different performance. That is to say
manufacturer A's butyl rubber glove may protect against chemical X, but
a butyl glove made by manufacturer B may not.
Quick Selection Guide to Chemical Protective Clothing. Pocket size
guide that provides chemical resistance data and recommendations for 11
generic materials against over 400 chemicals. The guide is color-coded
by material-chemical recommendation. As with the "Guidelines..."
above, the major limitation of this reference is its dependence on generic
data.
5.
C.
Vendor data or recommendations. The best source of current information
on material compatibility should be available from the manufacturer of
the selected clothing. Many vendors supply charts which show actual test
data or their own recommendations for specific chemicals. However,
unless vendor data or the recommendations are well documented, end
users must approach this information with caution. Material
recommendations must be based on data obtained from tests performed
to standard ASTM methods. Simple ratings of "poor," "good," or
"excellent" give no indication of how the material may perform against
various chemicals.
Mixtures of chemicals can be significantly more aggressive towards protective
clothing materials than any single chemical alone. One permeating chemical
may pull another with it through the material. Very little data is available for
chemical mixtures. Other situations may involve unidentified substances. In both
the case of mixtures and unknowns, serious consideration must be given to
deciding which protective clothing is selected. If clothing must be used without
test data, garments with materials having the broadest chemical resistance should
be worn, i.e. materials which demonstrate the best chemical resistance against
the widest range of chemicals.
PHYSICAL PROPERTIES.
1.
As with chemical resistance, manufacturer materials offer wide ranges of
physical qualities in terms of strength, resistance to physical hazards, and
operation in extreme environmental conditions. Comprehensive manufacturing
standards such as the NFPA Standards set specific limits on these material
properties, but only for limited applications, i.e. emergency response.
2.
End users in other applications may assess material physical properties by
posing the following questions:
V.
Does the material have sufficient strength to withstand the physical
strength of the tasks at hand?
Will the material resist tears, punctures, cuts, and abrasions?
Will the material withstand repeated use after contamination and
decontamination?
Is the material flexible or pliable enough to allow end users to perform
needed tasks?
Will the material maintain its protective integrity and flexibility under
hot and cold extremes?
Is the material flame-resistant or self-extinguishing (if these hazards are
present)?
Are garment seams in the clothing constructed so they provide the same
physical integrity as the garment material?
D.
EASE OF DECONTAMINATION. The degree of difficulty in decontaminating
protective clothing may dictate whether disposable or reusable clothing is used, or a
combination of both.
E.
COST. Protective clothing end users must endeavor to obtain the broadest protective
equipment they can buy with available resources to meet their specific application.
F.
CHEMICAL PROTECTIVE CLOTHING STANDARDS. Protective clothing
buyers may wish to specify clothing that meets specific standards, such as 1910.120 or
the NFPA standards (see Paragraph on classification by performance). The NFPA
Standards do not apply to all forms of protective clothing and applications.
GENERAL GUIDELINES.
A.
DECIDE IF THE CLOTHING ITEM IS INTENDED TO PROVIDE VAPOR,
LIQUID-SPLASH, OR PARTICULATE PROTECTION.
1.
Vapor protective suits also provide liquid splash and particulate protection.
Liquid splash protective garments also provide particulate protection. Many
garments may be labeled as totally encapsulating but do not provide gas-tight
integrity due to inadequate seams or closures. Gas-tight integrity can only be
determined by performing a pressure or inflation test and a leak detection test of
the respective protective suit. This test involves:
Closing off suit exhalation valves;
Inflating the suit to a prespecified pressure; and
Observing whether the suit holds the above pressure for a designated
period.
ASTM Standard Practice F1052 (1987 Edition) offers a procedure for
conducting this test.
2.
B.
C.
Splash suits must still cover the entire body when combined with the respirator,
gloves, and boots. Applying duct tape to a splash suit does not make it protect
against vapors. Particulate protective suits may not need to cover the entire body,
depending on the hazards posed by the particulate. In general, gloves, boots and
some form of face protection are required. Clothing items may only be needed to
cover a limited area of the body such as gloves on hands. The nature of the
hazards and the expected exposure will determine if clothing should provide
partial or full body protection.
DETERMINE IF THE CLOTHING ITEM PROVIDES FULL BODY
PROTECTION.
1.
Vapor-protective or totally encapsulating suit will meet this requirement by
passing gas-tight integrity tests.
2.
Liquid splash-protective suits are generally sold incomplete (i.e. fewer gloves
and boots).
3.
Missing clothing items must be obtained separately and match or exceed the
performance of the garment.
4.
Buying a PVC glove for a PVC splash suit does not mean that you obtain the
same level of protection. This determination must be made by comparing
chemical resistance data.
EVALUATE MANUFACTURER CHEMICAL RESISTANCE DATA
PROVIDED WITH THE CLOTHING.
1.
Manufacturers of vapor-protective suits should provide permeation resistance
data for their products, while liquid and particulate penetration resistance data
should accompany liquid splash and particulate protective garments respectively.
2.
Ideally data should be provided for every primary material in the suit or clothing
item. For suits, this includes the garment, visor, gloves, boots, and seams.
Closing off suit exhalation valves
Permeation data should include the following:
3.
Chemical name;
Breakthrough time (shows how soon the chemical permeates);
Permeation rate (shows the rate that the chemical comes through);
System sensitivity (allows comparison of test results from different
laboratories); and
A citation that the data was obtained in accordance with ASTM Standard
Test Method F739-85.
If no data are provided or if the data lack any one of the above items, the
manufacturer should be asked to supply the missing data. Manufacturers that
provide only numerical or qualitative ratings must support their
recommendations with complete test data.
4.
Liquid penetration data should include a pass or fail determination for each
chemical listed, and a citation that testing was conducted in accordance with
ASTM Standard Test Method F903-86. Protective suits which are certified to
NFPA 1991 or NFPA 1992 will meet all of the above requirements.
5.
Particulate penetration data should show some measure of material efficiency in
preventing particulate penetration in terms of particulate type or size and
percentage held out. Unfortunately, no standard tests are available in this area
and end users may have little basis for company products.
6.
Suit materials which show no breakthrough or no penetration to a large number
of chemicals are likely to have a broad range of chemical resistance.
(Breakthrough times greater than one hour are usually considered to be an
indication of acceptable performance.) Manufacturers should provide data on the
ASTM Standard Guide F1001-86 chemicals. These 15 liquid and 6 gaseous
chemicals listed in Table VIII:1-4 below represent a cross-section of different
chemical classes and challenges for protective clothing materials. Manufacturers
should also provide test data on other chemicals as well. If there are specific
chemicals within your operating area that have not been tested, ask the
manufacturer for test data on these chemicals.
TABLE VIII:1-4. RECOMMENDED CHEMICALS
TO EVALUATE THE PERFORMANCE OF
PROTECTIVE CLOTHING MATERIALS
Chemical
Class
Acetone
Acetonitrile
Ketone
Nitrile
Ammonia
1,3-Butadiene
Carbpm Dosi;fode
Chlorine
Dichloromethane
Diethylamine
Dimethyl formamide
Ethyl Acetate
Ethyl Oxide
Hexane
Hydrogen Chloride
Methanol
Methyl Chloride
Nitrobenzene
Sodium Hydroxide
Sulfuric Acid
Tetrachloroethylene
Tetrahydrofuran
Toluene
Strong base (gas)
Olefin (gas)
Sulfur-containing organic
Inorganic gas
Chlorinated hydrocarbon
Amine
Amide
Ester
Oxygen heterocyclic gas
Aliphatic hydrocarbon
Acid gas
Alcohol
Chlorinated hydrocarbon (gas)
Nitrogen-containing organic
Inorganic base
Inorganic acid
Chlorinated hydrocarbon
Oxygen heterocyclic
Aromatic hydrocarbon
7.
D.
OBTAIN AND EXAMINE THE MANUFACTURER'S INSTRUCTION OR
TECHNICAL MANUAL.
1.
This manual should document all the features of the clothing, particularly suits,
and describe what material(s) are used in its construction. It should cite specific
limitations for the clothing and what restrictions apply to its use. Procedures and
recommendations should be supplied for at least the following:
Donning and doffing;
Inspection, maintenance, and storage;
Decontamination; and
Use.
The manufacturer's instructions should be thorough enough to allow the end
users to wear and use the clothing without a large number of questions.
E.
OBTAIN AND INSPECT SAMPLE CLOTHING ITEM GARMENTS. Examine
the quality of clothing construction and other features that will impact its wearing. The
questions listed under "Protective Clothing Selection Factors, Clothing Design" should
be considered. If possible, representative clothing items should be obtained in advance
and inspected prior to purchase, and discussed with someone who has experience in
their use. It is also helpful to try out representative garments prior to purchase by suiting
personnel in the garment and having them run through exercises to simulate expected
activities.
F.
FIELD SELECTION OF CHEMICAL PROTECTIVE CLOTHING.
1.
Even when end users have gone through a very careful selection process, a
number of situations will arise when no information is available to judge
whether their protective clothing will provide adequate protection. These
situations include:
2.
3.
VI.
Chemicals that have not been tested with the garment materials;
Mixtures of two or more different chemicals;
Chemicals that cannot be readily identified;
Extreme environmental conditions (hot temperatures); and
Lack of data in all clothing components (e.g. seams, visors).
Testing material specimens using newly developed field test kits may offer one
means for making an on-site clothing selection. A portable test kit has been
developed by the EPA using a simple weight loss method that allows field
qualification of protective clothing materials within one hour. Use of this kit
may overcome the absence of data and provide additional criteria for clothing
selection.
Selection of chemical protective clothing is a complex task and should be
performed by personnel with both extensive training and experience.
Under all conditions, clothing should be selected by evaluating its performance
characteristics against the requirements and limitations imposed by the
application.
MANAGEMENT PROGRAM.
A.
WRITTEN MANAGEMENT PROGRAM.
1.
A written Chemical Protective Clothing Management Program should be
established by all end users who routinely select and use protective clothing.
Reference should be made to 1910.120 for those covered.
The written management program should include policy statements, procedures,
and guidelines. Copies should be made available to all personnel who may use
protective clothing in the course of their duties or job. Technical data on
clothing, maintenance manuals, relevant regulations, and other essential
information should also be made available.
2.
The two basic objectives of any management program should be to protect the
wearer from safety and health hazards, and to prevent injury to the wearer from
incorrect use and/or malfunction of the chemical protective clothing. To
accomplish these goals, a comprehensive management program should include:
hazard identification; medical monitoring; environmental surveillance; selection,
use, maintenance, and decontamination of chemical protective clothing; and
training.
B.
PROGRAM REVIEW AND EVALUATION. The management program should be
reviewed at least annually. Elements which should be considered in the review include:
The number of person-hours that personnel wear various forms of chemical
protective clothing and other equipment;
Accident and illness experience;
Levels of exposure;
Adequacy of equipment selection;
Adequacy of the operational guidelines;
Adequacy of decontamination, cleaning, inspection, maintenance, and storage
programs;
Adequacy and effectiveness of training and fitting programs;
Coordination with overall safety and health program;
The degree of fulfillment of program objectives;
The adequacy of program records;
Recommendations for program improvement and modification; and
Program costs.
The results of the program evaluation should be made available to all end users and
presented to top management so that program changes may be implemented.
C.
TYPES OF STANDARD OPERATING PROCEDURES. Personal protective
clothing and equipment can offer a high degree of protection only if it is used properly.
Standard Operating Procedures (SOP's) should be established for all workers involved
in handling hazardous chemicals. Areas that should be addressed include:
Selection of protective ensemble components;
Protective clothing and equipment donning, doffing, and use;
Decontamination procedures;
Inspection, storage, and maintenance of protective clothing/equipment; and
Training.
D.
SELECTION OF PROTECTIVE CLOTHING COMPONENTS.
0. Protective clothing and equipment SOP's must take into consideration the factors
presented in the Clothing Ensemble and Protective Clothing Applications
Paragraphs of this chapter. All clothing and equipment selections should provide
a decision tree that relates chemical hazards and information to levels of
protection and performance needed.
1. Responsibility in selecting appropriate protective clothing should be vested in a
specific individual who is trained in both chemical hazards and protective
VII.
clothing use such as a safety officer or industrial hygienist. Only chemical
protective suits labeled as compliant with the appropriate performance
requirements should be used. In cases where the chemical hazards are known in
advance or encountered routinely, clothing selection should be predetermined.
That is, specific clothing items should be identified in specific chemical
operations without the opportunity for individual selection of other clothing
items.
CLOTHING DONNING, DOFFING, AND USE.
The procedures below are given for vapor protective or liquid-splash protective suit ensembles
and should be included in the training program.
A.
DONNING THE ENSEMBLE.
0. A routine should be established and practiced periodically for donning the
various ensemble configurations that a facility or team may use. Assistance
should be provided for donning and doffing since these operations are difficult to
perform alone, and solo efforts may increase the possibility of ensemble damage.
1. Table VIII:1-5 below lists sample procedures for donning a totally encapsulating
suit/SCBA ensemble. These procedures should be modified depending on the
suit and accessory equipment used. The procedures assume the wearer has
previous training in respirator use and decontamination procedures.
2. Once the equipment has been donned, its fit should be evaluated. If the clothing
is too small, it will restrict movement, increase the likelihood of tearing the suit
material, and accelerate wearer fatigue. If the clothing is too large, the possibility
of snagging the material is increased, and the dexterity and coordination of the
wearer may be compromised. In either case, the wearer should be recalled and
better-fitting clothing provided.
TABLE VIII:1-5. SAMPLE DONNING PROCEDURES
3.
4.
5.
6.
7.
Inspect clothing and respiratory equipment before donning
(see Paragraph on Inspection).
Adjust hard hat or headpiece if worn, to fit user's head.
Open back closure used to change air tank (if suit has one)
before donning suit.
Standing or sitting, step into the legs of the suit; ensure proper
placement of the feet within the suit; then gather the suit around the waist.
Put on chemical-resistant safety boots over the feet of the suit.
Tape the leg cuff over the tops of the boots.
If additional chemical-resistant safety boots are required, put these on now.
Some one-piece suits have heavy-soled protective feet. With these suits,
wear short, chemical resistant safety boots inside the suit.
8.
Put on air tank and harness assembly of the SCBA. Don the
facepiece and adjust it to be secure, but comfortable. Do not connect the
breathing hose. Open valve on air tank.
9.
Perform negative and positive respirator facepiece seal test
procedures.
To conduct a negative-pressure test, close the inlet part with the palm of the
hand or squeeze the breathing tube so it does not pass air, and gently inhale
for about 10 seconds. Any inward rushing of air indicates a poor fit. Note
that a leaking facepiece may be drawn tightly to the face to form a good seal,
giving a false indication of adequate fit.
To conduct a positive-pressure test, gently exhale while covering the
exhalation valve to ensure that a positive pressure can be built up. Failure to
build a positive pressure indicates a poor fit.
10.
Depending on type of suit:
Put on long-sleeved inner gloves (similar to surgical gloves). Secure gloves
to sleeves, for suits with detachable gloves (if not done prior to entering the
suit).
Additional overgloves, worn over attached suit gloves, may be donned later.
11.
Put sleeves of suit over arms as assistant pulls suit up and
over the SCBA. Have assistant adjust suit around SCBA and shoulders to
ensure unrestricted motion.
12.
Put on hard hat, if needed.
13.
Raise hood over head carefully so as not to disrupt face seal
of SCBA mask. Adjust hood to give satisfactory comfort.
14.
Begin to secure the suit by closing all fasteners on opening
until there is only adequate room to connect the breathing hose. Secure all
belts and/or adjustable leg, head, and waistbands.
15.
Connect the breathing hose while opening the main valve.
16.
Have assistant first ensure that wearer is breathing properly
and then make final closure of the suit.
17.
Have assistant check all closures.
18.
Have assistant observe the wearer for a periodof time to
ensure that the wearer is comfortable, psychologically stable, and that the
equipment is functioning properly.
B.
DOFFING AN ENSEMBLE.
0. Exact procedures for removing a totally encapsulating suit/SCBA ensemble must
be established and followed in order to prevent contaminant migration from the
response scene and transfer of contaminants to the wearer's body, the doffing
assistant, and others.
1. Sample doffing procedures are provided in Table VIII:1-6 below. These
procedures should be performed only after decontamination of the suited end
user. They require a suitably attired assistance. Throughout the procedures, both
wearer and assistant should avoid any direct contact with the outside surface of
the suit.
TABLE VIII:1-6. SAMPLE DOFFING PROCEDURES
If sufficient air supply is available to allow appropriate decontamination before
removal:
3.
Remove any extraneous or disposable clothing, boot covers, outer
gloves, and tape.
4. Have assistant loosen and remove the wearer's safety shoes or boots.
5. Have assistant open the suit completely and lift the hood over the head of the
wearer and rest it on top of the SCBA tank.
6. Remove arms, one at a time, from suit. Once arms are free, have assistant lift
the suit up and away from the SCBA backpack--avoiding any contact
between the outside surface of the suit and the wearer's body--and lay the
suit out flat behind the wearer. Leave internal gloves on, if any.
7. Sitting, if possible, remove both legs from the suit.
8. Follow procedure for doffing SCBA.
9. After suit is removed, remove internal gloves by rolling them off the hand,
inside out.
10. Remove internal clothing and thoroughly cleanse the body.
If the low-pressure warning alarm has sounded, signifying that approximately
5 minutes of air remain:
11.
Remove disposable clothing.
12. Quickly scrub and hose off, especially around the entrance/exit zipper.
13. Open the zipper enough to allow access to the regulator and breathing hose.
14. Immediately attach an appropriate canister to the breathing hose (the type
and fittings should be predetermined). Although this provides some
protection against any contamination still present, it voids the certification of
the unit.
15.
Follow Steps 1 through 8 of the regular doffing procedure above.
Take extra care to avoid contaminating the assistant and the wearer.
C. USER MONITORING AND TRAINING.
0. The wearer must understand all aspects of clothing/equipment operation and
their limitations; this is especially important for fully encapsulating ensembles
where misuse could potentially result in suffocation. During protective clothing
use, end users should be encouraged to report any perceived problems or
difficulties to their supervisor. These malfunctions include, but are not limited
to:
Degradation of the protection ensemble;
Perception of odors;
Skin irritation;
Unusual residues on clothing material;
Discomfort;
Resistance to breathing;
Fatigue due to respirator use;
Interference with vision or communication;
Restriction of movement; and
Physiological responses such as rapid pulse, nausea, or chest pain.
1. Before end users undertake any activity in their chemical protective ensembles,
the anticipated duration of use should be established. Several factors limit the
length of a mission, including:
II.
Air supply consumption as affected by wearer work rate, fitness, body
size, and breathing patterns;
Suit ensemble permeation, degradation, and penetration by chemical
contaminants, including expected leakage through suit or respirator
exhaust valves (ensemble protection factor);
Ambient temperature as it influences material chemical resistance and
flexibility, suit and respirator exhaust valve performance, and wearer
heat stress; and
Coolant supply (if necessary).
DECONTAMINATION PROCEDURES.
C. DEFINITION AND TYPES.
0. Decontamination is the process of removing or neutralizing contaminants that
have accumulated on personnel and equipment. This process is critical to health
and safety at hazardous material response sites. Decontamination protects end
users from hazardous substances that may contaminate and eventually permeate
the protective clothing, respiratory equipment, tools, vehicles, and other
equipment used in the vicinity of the chemical hazard; it protects all plant or site
personnel by minimizing the transfer of harmful materials into clean areas; it
helps prevent mixing of incompatible chemicals; and it protects the community
by preventing uncontrolled transportation of contaminants from the site.
1. There are two types of decontamination:
Gross decontamination: To allow end user to safely exit or doff the
chemical protective clothing.
Decontamination for reuse of chemical protective clothing.
D. PREVENTION OF CONTAMINATION. The first step in
decontamination is to establish Standard Operating Procedures that
minimize contact with chemicals and thus the potential for
contamination. For example:
E.
Stress work practices that minimize contact with hazardous substances (e.g. do
not walk through areas of obvious contamination, do not directly touch
potentially hazardous substances).
Use remote sampling, handling, and container-opening techniques (e.g. drum
grapples, pneumatic impact wrenches).
Protect monitoring and sampling instruments by bagging. Make openings in the
bags for sample ports and sensors that must contact site materials.
Wear disposable outer garments and use disposable equipment where
appropriate.
Cover equipment and tools with a strippable coating that can be removed during
decontamination.
Encase the source of contaminants, e.g. with plastic sheeting or overpacks.
Ensure all closures and ensemble component interfaces are completely secured;
and that no open pockets that could serve to collect contaminant are present.
TYPES OF CONTAMINATION.
0. Surface Contaminants. Surface contaminants may be easy to detect and
remove.
1. Permeated Contaminants. Contaminants that have permeated a material are
difficult or impossible to detect and remove. If contaminants that have
permeated a material are not removed by decontamination, they may continue to
permeate the material where they can cause an unexpected exposure.
Four major factors affect the extent of permeation:
Contact time. The longer a contaminant is in contact with an object, the
greater the probability and extent of permeation. For this reason,
minimizing contact time is one of the most important objectives of a
decontamination program.
Concentration. Molecules flow from areas of high concentration to
areas of low concentration. As concentrations of chemicals increase, the
potential for permeation of personal protective clothing increases.
Temperature. An increase in temperature generally increases the
F.
permeation rate of contaminants.
Physical state of chemicals. As a rule, gases, vapors, and low-viscosity
liquids tend to permeate more readily than high-viscosity liquids or
solids.
DECONTAMINATION METHODS.
0. Decontamination methods either (1) physically remove contaminants; (2)
inactivate contaminants by chemical detoxification or disinfection/sterilization;
or (3) remove contaminants by a combination of both physical and chemical
means.
1. In general, gross decontamination is accomplished using detergents (surfactants)
in water combined with a physical scrubbing action. This process will remove
most forms of surface contamination including dusts, many inorganic chemicals,
and some organic chemicals. Soapy water scrubbing of protective suits may not
be effective in removing oily or tacky organic substances (e.g. PCB's in
transformer oil). Furthermore, this form of decontamination is unlikely to
remove any contamination that has permeated or penetrated the suit materials.
Using organic solvents such as petroleum distillates may allow easier removal of
heavy organic contamination but may result in other problems, including:
Permeation into clothing components, pulling the contaminant with it;
Spreading localized contaminant into other areas of the clothing; and
Generating large volumes of contaminated solvents that require disposal.
2. One promising method for removing internal or matrix contamination is the
forced circulation of heated air over clothing items for extended periods of time.
This allows many organic chemicals to migrate out of the materials and
evaporate into the heated air. The process does require, however, that the
contaminating chemicals be volatile. Additionally, low level heat may accelerate
the removal of plasticizer from garment materials and affect the adhesives
involved in garment seams.
3. Unfortunately, both manufacturers and protective clothing authorities provide
few specific recommendations for decontamination. There is no definitive list
with specific methods recommended for specific chemicals and materials. Much
depends on the individual chemical-material combination involved.
G.
TESTING THE EFFECTIVENESS OF DECONTAMINATION.
0. Protective clothing or equipment reuse depends on demonstrating that adequate
decontamination has taken place. Decontamination methods vary in their
effectiveness and unfortunately there are no completely accurate methods for
nondestructively evaluating clothing or equipment contamination levels.
1. Methods which may assist in a determination include:
H.
Visual examination of protective clothing for signs of discoloration,
corrosive effects, or any degradation of external materials. However,
many contaminants do not leave any visible evidence.
Wipe sampling of external surfaces for subsequent analysis; this may or
may not be effective for determining levels of surface contamination and
depends heavily on the material-chemical combination. These methods
will not detect permeated contamination.
Evaluation of the cleaning solution. This method cannot quantify clean
method effectiveness since the original contamination levels are
unknown. The method can only show if chemical has been removed by
the cleaning solution. If a number of garments have been contaminated, it
may be advisable to sacrifice one garment for destructive testing by a
qualified laboratory with analysis of contamination levels on and inside
the garment.
DECONTAMINATION PLAN.
0. A decontamination plan should be developed and set up before any personnel or
equipment are allowed to enter areas where the potential for exposure to
hazardous substances exists. The decontamination plan should:
Determine the number and layout of decontamination stations;
Determine the decontamination equipment needed;
Determine appropriate decontamination methods;
Establish procedures to prevent contamination of clean areas;
Establish methods and procedures to minimize wearer contact with
contaminants during removal of personal protective clothing; and
Establish methods for disposing of clothing and equipment that are not
completely decontaminated.
1. The plan should be revised whenever the type of personal protective clothing or
equipment changes, the use conditions change, or the chemical hazards are
reassessed based on new information.
2. The decontamination process should consist of a series of procedures performed
in a specific sequence. For chemical protective ensembles, outer, more heavily
contaminated items (e.g. outer boots and gloves) should be decontaminated and
removed first, followed by decontamination and removal of inner, less
contaminated items (e.g. jackets and pants). Each procedure should be
performed at a separate station in order to prevent cross contamination. The
sequence of stations is called the decontamination line.
3. Stations should be separated physically to prevent cross contamination and
should be arranged in order of decreasing contamination, preferably in a straight
line. Separate flow patterns and stations should be provided to isolate workers
from different contamination zones containing incompatible wastes. Entry and
exit points to exposed areas should be conspicuously marked. Dressing stations
for entry to the decontamination area should be separate from redressing areas
for exit from the decontamination area. Personnel who wish to enter clean areas
of the decontamination facility, such as locker rooms, should be completely
decontaminated.
4. All equipment used for decontamination must be decontaminated and/or
disposed of properly. Buckets, brushes, clothing, tools, and other contaminated
equipment should be collected, placed in containers, and labeled. Also, all spent
solutions and wash water should be collected and disposed of properly. Clothing
that is not completely decontaminated should be placed in plastic bags, pending
further decontamination and/or disposal.
5. Decontamination of workers who initially come in contact with personnel and
equipment leaving exposure or contamination areas will require more protection
from contaminants than decontamination workers who are assigned to the last
station in the decontamination line. In some cases, decontamination personnel
should wear the same levels of protective clothing as workers in the exposure or
contaminated areas. In other cases, decontamination personnel may be
sufficiently protected by wearing one level lower protection (e.g. wearing Level
B protection while decontaminating workers who are wearing Level A).
I.
DECONTAMINATION FOR PROTECTIVE CLOTHING REUSE. Due to
the difficulty in assessing contamination levels in chemical protective clothing before
and after exposure, the responsible supervisor or safety professional must determine if
the respective clothing can be reused. This decision involves considerable risk in
determining clothing to be contaminant-free. Reuse can be considered if, in the estimate
of the supervisor:
No "significant" exposures have occurred.
Decontamination methods have been successful in reducing contamination levels
to safe or acceptable concentrations.
Contamination by known or suspected carcinogens should warrant automatic disposal.
Use of disposable suits is highly recommended when extensive contamination is
expected.
J.
EMERGENCY DECONTAMINATION.
0. In addition to routine decontamination procedures, emergency decontamination
procedures must be established. In an emergency, the primary concern is to
prevent the loss of life or severe injury to personnel. If immediate medical
treatment is required to save a life, decontamination should be delayed until the
victim is stabilized. If decontamination can be performed without interfering
with essential life-saving techniques or first aid, or if a worker has been
contaminated with an extremely toxic or corrosive material that could cause
severe injury or loss of life, decontamination should be continued.
1. If an emergency due to a heat-related illness develops, protective clothing should
be removed from the victim as soon as possible to reduce the heat stress. During
an emergency, provisions must also be made for protecting medical personnel
and disposing of contaminated clothing and equipment.
III.
INSPECTION, STORAGE, AND MAINTENANCE.
The end user in donning protective clothing and equipment must take all necessary steps to
ensure that the protective ensemble will perform as expected. During emergencies is not the
right time to discover discrepancies in the protective clothing. Teach end user care for his
clothing and other protective equipment in the same manner as parachutists care for parachutes.
Following a standard program for inspection, proper storage, and maintenance along with
realizing protective clothing/equipment limitations is the best way to avoid chemical exposure
during emergency response.
.
INSPECTION.
0. An effective chemical protective clothing inspection program should feature five
different inspections:
Inspection and operational testing of equipment received as new from the
factory or distributor.
Inspection of equipment as it is selected for a particular chemical
operation.
Inspection of equipment after use or training and prior to maintenance.
Periodic inspection of stored equipment.
Periodic inspection when a question arises concerning the
appropriateness of selected equipment, or when problems with similar
equipment are discovered.
1. Each inspection will cover different areas with varying degrees of depth. Those
personnel responsible for clothing inspection should follow manufacturer
directions; many vendors provide detailed inspection procedures. The generic
inspection checklist provided in Table VIII:1-7 may serve as an initial guide for
developing more extensive procedures.
2. Records must be kept of all inspection procedures. Individual identification
numbers should be assigned to all reusable pieces of equipment (many clothing
and equipment items may already have serial numbers), and records should be
maintained by that number. At a minimum, each inspection should record:
Clothing/equipment item ID number;
Date of the inspection;
Person making the inspection;
Results of the inspection; and
Any unusual conditions noted.
Periodic review of these records can provide an indication of protective clothing
which requires excessive maintenance and can also serve to identify clothing
that is susceptible to failure.
A.
TABLE VIII:1-7. SAMPLE PPE INSPECTION CHECKLISTS
Clothing
Before use:
Visually inspect for:
Determine that the clothing material is
correct for the specified task at hand.
0.
1.
2.
3.
Imperfect seams;
Nonuniform coatings;
Tears; and
Malfunctioning
closures.
Hold up to light and check for
pinholes
Flex product:
4.
5.
Observe for cracks.
Observe for other
signs or shelf deterioration.
If the product has been used
previously, inspect inside and out
for signs of chemical attaack:
6.
7.
8.
During the work task,
periodically inspect for:
9.
Discoloration
Swelling
Stiffness
Evidence of chemical
attack such as discoloration,
swelling, stiffening and softening.
10.
Keep in mind,
however, that chemical permeation
can occur without any visible
effects.
11.
Closure failure
12.
Tears
13.
Punctures
14.
Seam discontinuities
Gloves
Before use:
Pressurize glove to check for pinholes.
Either blow into glove, then roll gauntlet
towards fingers or inflate glove and hold
under water. In either case, no air should
escape.
Fully Encapsulating Suits
Before use:
15.
Check the operation
of pressure relief valves
16.
Inspect the fitting of
wrists, ankles, and neck
17.
Check faceshield, if
so equipped, for:
- cracks
- crazing
- fogginess
B.
STORAGE.
0. Clothing must be stored properly to prevent damage or malfunction from
exposure to dust, moisture, sunlight, damaging chemicals, extreme temperatures
and impact. Procedures are needed for both initial receipt of equipment and after
use or exposure of that equipment. Many manufacturers specify recommended
procedures for storing their products. These should be followed to avoid
equipment failure resulting from improper storage.
1. Some guidelines for general storage of chemical protective clothing include:
C.
Potentially contaminated clothing should be stored in an area separate
from street clothing or unused protective clothing.
Potentially contaminated clothing should be stored in a well-ventilated
area, with good air flow around each item, if possible.
Different types and materials of clothing and gloves should be stored
separately to prevent issuing the wrong material by mistake (e.g. many
glove materials are black and cannot be identified by appearance alone).
Protective clothing should be folded or hung in accordance with
manufacturer instructions.
MAINTENANCE.
0. Manufacturers frequently restrict the sale of certain protective suit parts to
individuals or groups who are specially trained, equipped, or authorized by the
manufacturer to purchase them. Explicit procedures should be adopted to ensure
that the appropriate level of maintenance is performed only by those individuals
who have this specialized training and equipment. In no case should you attempt
to repair equipment without checking with the person in your facility who is
responsible for chemical protective clothing maintenance.
1. The following classification scheme is recommended to divide the types of
permissible or nonpermissible repairs:
Level 1: User or wearer maintenance, requiring a few common tools or
no tools at all.
Level 2: Maintenance that can be performed by the response team's
maintenance shop, if adequately equipped and trained.
Level 3 : Specialized maintenance that can be performed only by the
factory or an authorized repair person.
2. Each facility should adopt the above scheme and list which repairs fall into each
category for each type of protective clothing and equipment. Many
manufacturers will also indicate which repairs, if performed in the field, void the
warranty of their products. All repairs made must be recorded on the records for
the specific clothing along with appropriate inspection results.
IV.
TRAINING.
.
BENEFITS. Training in the use of protective clothing:
I.
Allows the user to become familiar with the equipment in a nonhazardous,
nonemergency condition.
Instills confidence of the user in his/her equipment.
Makes the user aware of the limitations and capabilities of the equipment.
Increases worker efficiency in performing various tasks.
Reduces the likelihood of accidents during chemical operations.
CONTENT. Training should be completed prior to actual clothing use in a nonhazardous environment and should be repeated at the frequency required by OSHA
SARA III legislation. As a minimum the training should point out the user's
responsibilities and explain the following, using both classroom and field training when
necessary, as follows:
The proper use and maintenance of selected protective clothing, including
capabilities and limitations.
The nature of the hazards and the consequences of not using the protective
clothing.
The human factors influencing protective clothing performance.
Instructions in inspecting, donning, checking, fitting, and using protective
clothing.
Use of protective clothing in normal air for a long familiarity period.
The user's responsibility (if any) for decontamination, cleaning, maintenance,
and repair of protective clothing.
Emergency procedures and self-rescue in the event of protective clothing/
equipment failure.
The buddy system.
The discomfort and inconvenience of wearing chemical protective clothing and
equipment can create a resistance to its conscientious use. One essential aspect of
training is to make the user aware of the need for protective clothing and to instill
motivation for the proper use and maintenance of that protective clothing.
V.
II.
RISKS.
.
HEAT STRESS. Wearing full body chemical protective clothing puts the wearer at
considerable risk of developing heat stress. This can result in health effects ranging from
transient heat fatigue to serious illness or death. Heat stress is caused by a number of
interacting factors, including:
Environmental conditions;
Type of protective ensemble worn;
The work activity required; and
The individual characteristics of the responder.
When selecting chemical protective clothing and equipment, each item's benefit should
be carefully evaluated for its potential for increasing the risk of heat stress. For example,
if a lighter, less insulating suit can be worn without a sacrifice in protection, then it
should be. Because the incidence of heat stress depends on a variety of factors, all
workers wearing full body chemical protective ensembles should be monitored.
Review Paragraph III: Chapter 4, Heat Stress, in the OSHA Technical Manual. The
following physiological factors should be monitored.
A.
HEART RATE. Count the radial pulse during a 30-second period as early as
possible in any rest period. If the heart rate exceeds 110 beats per minute at the
beginning of the rest period, the next work cycle should be shortened by one-third.
B. ORAL TEMPERATURE.
0. Do not permit an end user to wear protective clothing and engage in work when
his or her oral temperature exceeds 100.6°F (38.1°C).
1. Use a clinical thermometer (three minutes under the tongue) or similar device to
measure oral temperature at the end of the work period (before drinking), as
follows:
If the oral temperature exceeds 99.6°F (37.6°C), shorten the next work
period by at least one-third.
If the oral temperature exceeds 99.6°F (37.6°C) at the beginning of a
response period, shorten the mission time by one-third.
C.
BODY WATER LOSS. Measure the end user's weight on a scale accurate to
plus or minus 0.25 pounds prior to any response activity. Compare this weight with his
or her normal body weight to determine if enough fluids have been consumed to prevent
dehydration. Weights should be taken while the end user wears similar clothing, or
ideally, in the nude. The body water loss should not exceed 1.5% of the total body
weight loss from a response.
III.
BIBLIOGRAPHY.
Barker, R.L. and Coletta, G.C. 1986. Performance of Protective Clothing. American Society for
Testing Materials: Philadelphia.
Forsberg, K. and Keith, L.H. 1989. Chemical Protective Clothing Performance Index Book. John
Wiley & Sons: New York.
Forsberg, K. and Mansdorf, S.Z. 1989. Quick Selection Guide to Chemical Protective Clothing. Van
Nostrand-Reinhold: New York.
Perkins, J.L. and Stull, J.O., ed. 1989. Chemical Protective Clothing Performance in Chemical
Emergency Response. American Society for Testing Materials: Philadelphia.
Schwope, A.D., et al. 1987. Guidelines for the Selection of Chemical Protective Clothing. Third Ed.
ACGIH: Cincinnati.
Back to Top
(AutexRJ)
Home
AutexRJ
Scientific
Programming Board
SURFACE DEGRADATION OF LINEN TEXTILES INDUCED BY LASER
TREATMENT: COMPARISON WITH ELECTRON BEAM AND HEAT
SOURCE
Editorial Policy
View Articles
Preparing a Paper
Events
Contact Us
Franco FERRERO, Franco TESTORE
Dipartimento di Scienza dei Materiali e Ingegneria Chimica,
Politecnico di Torino,
Corso Duca degli Abruzzi, 24
10129 Torino, Italy
Claudio TONIN, Riccardo INNOCENTI
Consiglio Nazionale delle Ricerche,
ISMAC, Istituto per lo Studio delle Macromolecole, Sez. Biella
Corso G. Pella, 16
13900 Biella, Italy
Download cover for
Volume 2, No.3/2002
in pdf file
(cover2-3.pdf)
Surface degradation of linen fabric induced by laser treatment with the aim of
reproducing an image was investigated and compared with the degradation induced by
an electron beam and a heat source. The results confirm that the brown shades obtained
by the laser beam are mainly due to surface tar formation, and that the degradation
pattern is similar to that observed by treatment with an electron beam. Surface thermal
treatment, however, showed different fibre behaviour.
Complete Article
You must have the Acrobat
Reader program.
FUZZY-STOCHASTIC EVALUATION OF UNCERTAINTIES IN
MATERIAL PARAMETERS OF TEXTILES
A. Abdkader1, W. Graf2, B. Möller2, P. Offermann1, J.-U. Sickert2
1Institute
of Textile and Clothing Technology, Dresden University of Technology,
Hohe Str. 6, D-01069 Dresden, Germany
2Institute of Structural Analysis, Dresden University of Technology,
Mommsenstr. 13, D-01062 Dresden, Germany
Open textile structures made of AR glass filament yarns are finding increasing
application in civil engineering, e.g. as reinforcement in thin concrete strengthening
layers. A knowledge of material parameters is a precondition for the application of such
materials.
In this paper, experimental and numerical investigations aimed at collecting information
on the uncertain material parameters of AR glass filament yarns are presented. This
information serves as a basis for mathematical modelling. Uncertainty is here interpreted
as fuzzy randomness, and quantified using fuzzy probability distribution functions.
Complete Article
INFLUENCE OF FURNITURE COVERING TEXTILES ON MOISTURE
TRANSPORT IN A CAR SEAT UPHOLSTERY PACKAGE
Marek Snycerski, Izabela Frontczak-Wasiak
Faculty of Engineering and Marketing of Textiles
Technical University of Łódź
ul. Żeromskiego 116, 90-543 Łódź, Poland
The conditions of heat and moisture transport in a car-seat upholstery package are
briefly presented, and the necessity of investigation especially of moisture transport is
stressed. Three upholstery packages of different furniture covering textiles have been
tested with the use of a measuring system for assessing moisture transport through flat
textiles. The factor of absolute humidity changes over time determined on the boundary
between the user and the upholstery package is described, and its usability for estimating
a package application presented. An analysis of the curves of absolute humidity changes
versus time allows us to draw the conclusion that inserting a component which blocks
the moisture transport inside a package can disqualify the whole package, irrespective of
the quality of the remaining components. Without forced ventilation inside the package,
a package with the thinnest furniture covering textile has the best properties.
Complete Article
POLYMERIC OPTICAL FIBRES AND FUTURE PROSPECTS IN
TEXTILE INTEGRATION
Professor Ali Harlin, Hanna Myllymäki, and Kirsi Grahn
TAMPERE UNIVERSITY OF TECHNOLOGY
Fibre Material Science
P.O. Box 589, FIN-33101 Tampere, Finland
In the era of wearable computing, intelligent systems are breaking the bounds of
traditional textiles and their design. The integration of the technologies with clothing,
accessories, upholstery, or industrial technical textiles provides higher user-comfort and
enables their seamless use in everyday activities. Polymer optical fibre materials are
suitable for short-distance data transfer and can be combined with textile structures. The
manufacture of the fibre is low cost, and the products are more durable than glass optic
fibres. Applications for POF today are known in the automotive industry, consumer
electronics, cabling, and measuring as optodes.
Polymeric optical fibre (POF) made of PMMA has been on the market for the past 25
years, used for simple light guide and data transmission application. Perfluor polymers
(PF) offer great new opportunities in the field of data communication because of low
absorption losses. Optical polycarbonate (PC), and polystyrene (PS) are used for special
applications. The POF materials are introduced, and their opportunities in textile
integration are discussed.
Complete Article
INFLUENCE OF YARN KIND ON THE DYNAMIC OF THE
TWISTING-AND-WINDING SYSTEM OF THE RINGSPINNING
MACHINE
Beata Król, Krystyna Przybył
Technical University of Łódź
Faculty of Textile Engineering and Marketing
Department of Technology and Structure of Yarns
ul. Żeromskiego 116, 90-543 Łódź, Poland
In the article presented, the influence of yarn material parameters on the dynamic and
stability of the working conditions in the twisting-and-winding system of the
ringspinning frame during package (cop) formation was analysed. A computer
programme simulating the dynamic phenomena during the spinning process formed the
basis for this analysis. Changes of tension and balloon shape dependent on the yarn kind,
characterised by yarn material density, the modulus of initial yarn rigidity and yarn
friction coefficient were tested and analysed.
Complete Article
SOME ADVANCES IN NONWOVEN STRUCTURES FOR
ABSORBENCY, COMFORT AND AESTHETICS
Jacek Dutkiewicz
Buckeye Technologies Inc., Memphis, TN, USA
Modern disposable articles for personal and health care should offer excellent
absorbency as well as comfort in use, need to be aesthetic and ensure discretion. There
are numerous challenges facing the designers of nonwoven fabrics for absorption of body
fluids, which result from various engineering contradictions. Combining all necessary
functions, i.e. fluid acquisition, distribution and retention, in one uniform, simple
composite made of fibers and superabsorbent polymer particles may be problematic. One
can easily predict from theory that improving one parameter will result in a deterioration
of another function. High-performance, multifunctional unitary structures require
separation of functional components and their placement in a nonwoven web in a
predetermined, oriented fashion. Some examples of such structures are proposed here
and the experimental test results are discussed to demonstrate the advantages of the
studied materials. The aesthetics of the finished article as well as the comfort of their use
depend mainly on the bulk and mechanical properties of the absorbent core, such as
integrity, softness and pliability. The paper provides some examples of engineered
nonwoven webs having these desired attributes.
Complete Article
TEXTILES
Chris Byrne, David Rigby Associates
Based on a paper presented to the Textile Institute's Dyeing and Finishing Group
Conference, Nottingham, November 1995
Introduction
My initial interest in and awareness of the potential of biotechnology to the fibre, textile
and clothing industries began several years ago when I used to work at the Shirley
Institute (as it was then), now the British Textile Technology Group.
At that time, an enthusiastic group of researchers under Dr Brian Sagar was doing much
to pioneer the application of biotechnology to a variety of textile problems. This interest
is still being actively pursued at the BTTG and I will touch upon several aspects of their
work in the course of this talk.
More recently, my company, David Rigby Associates, which specialises in technology,
business and marketing strategy issues within the international textile supply chain, was
commissioned towards the end of 1994 to prepare a state-of-the art report on behalf of the
Department of Trade and Industry (DTI), to review the development and commercial
potential of biotechnology in the UK textile industry.
This commission was part of a wider project aimed at supporting the DTI's
Biotechnology Means Business campaign. Similar reports have been prepared for the
Waste Treatment, Food, Speciality Chemicals and Pulp and Paper industries. These were
all chosen as sectors where there is a high proportion of Small and Medium-sized
Enterprises (SMEs) as well as a broad range of medium-value products. Unlike high
technology, high product value industries such as pharmaceuticals where many of the
early commercial applications of biotechnology emerged, it was reckoned that the science
base in these sectors might need more information, support and encouragement.
The DTI report on textile applications of biotechnology has just been published. I
therefore first want to review the scope of that report and the diversity of ways in which
biotechnology is already, and will increasingly, impact upon the textile industry as a
whole. I will then focus upon some more specific implications for the finishing industry.
What is Biotechnology?
While I was interviewing various companies and organisations in the course of
researching the report, I was advised:
"You can tell finishers that you have a wonderful new chemical formulation but don't
mention the word biotechnology - they won't understand or want to know".
In contrast to this, biotechnology's enthusiasts hail it as the third industrial revolution,
comparable to steam power and the microprocessor in the way that all of these have
transformed the world we live in, not just making existing tasks quicker and easier but
creating fundamental new products and possibilities, as well as consumer expectations.
It is easy to succumb to the hype surrounding any promising area of innovation. Part of
the key to reconciling these two points of view is to understand just how far the new
technology has already impacted upon how we live and work (even in ways that we may
already take for granted) and what are the realistic time scales for its further development
and application.
"Farming with Bugs"
Simple cellular organisms such as yeast have been used for millennia, knowingly or
otherwise, to make bread, beer and wine. Other microbes and natural extracts have been
used for just as long in cheese making, food preparation and as the basis of much early
medicine. Most of this has been accomplished with little or no understanding of the basic
science involved. However, the susceptibility of all of these processes to something going
wrong is also widely recognised. Bread does not always rise perfectly; beer and wine can
go sour.
Most industrial applications of biotechnology are still based upon fermentation processes
using bacteria and enzymes to digest, transform and synthesise natural materials from one
form into another. It is not surprising perhaps that biotechnology is often described as
"farming with bugs". It is also easy to conclude that the whole field of biotechnology is
still something of a 'black art'.
For example, the active agent in many bio-transformation processes is an enzyme rather
than the cellular living organism itself. Enzymes are not alive themselves but are complex
chemical catalysts which can, in principle, be produced by a number of different
methods, including non-biological synthetic routes. (That said, biological systems still
offer the most flexible and economic means of production in most cases even though they
can suffer from the inherent variability of all natural processes).
Each of the well known types of enzymes encountered in textile applications (cellulases,
amylases, proteases, lipases etc.) are really extended families of related compounds. Any
commercial preparation of, say, cellulase (an enzyme which breaks down cellulosic
materials such as cotton and viscose) will be a complex mixture of endocellulases,
exocellulases, cellobiohydrases, cellobiases and several others. Each of these will have a
specific action on different parts of, say, a cotton fibre. Their susceptibility to heat, pH,
chemical degradation etc. will all vary, as will their relative proportions in any mixture
made from different micro-organisms or from a single micro-organism under slightly
varying conditions.
The Systematic Application of Biological Science
The contribution of science has been to understand to a much greater extent what exactly
are the active components and mechanisms of the "bugs" and their derivatives and
therefore to begin to control, manipulate and reproduce their capabilities in a more
systematic and intelligent fashion.
Modern biotechnology has also brought forward a number of techniques which do not
rely on microbes and enzymes at all but which directly modify and harness the power of
the DNA molecule, the engine house of any biological system.
In particular, a number of key technologies have begun to come together to provide the
engineering tools needed for consistent and economic industrial-scale production. First
and foremost among these is genetic engineering.
Genetic Engineering
With an improved understanding of how different genes are responsible for the various
characteristics and properties of a living organism, techniques have been developed for
isolating these active components (in particular, the DNA which carries the genetic code)
and manipulating them outside of the cell.
The next step has been to introduce fragments of DNA obtained from one organism into
another, thereby transferring some of the properties and capabilities of the first to the
second. For example, scientists working for the leading enzyme producer, Novo Nordisk
of Denmark, discovered that an enzyme produced in minute quantities by one particular
fungus had very desirable properties for dissolving fats. The relevant genes were 'spliced'
into another micro-organism which was capable of producing the desired enzyme at
much higher yield. The process is now being applied on an industrial scale by Novo to
produce Lipolase, an enzyme used in washing powders and liquids. The commercial
process to make what is widely regarded as the first industrial enzyme to be produced by
genetic engineering was perfected in as little as two years, driven by the urgent need to
help a leading Japanese detergent manufacturer, Lion, fight off competition from a rival.
Monoclonal Antibodies
Monoclonal antibodies are protein molecules with an amazing ability to 'recognise'
specific substances, even at extremely low concentrations. They were first developed for
use in medicine to detect and to target cancer cells - the so-called magic bullet approach;
they have also been used for pregnancy testing.
More recently, a York-based company, Biocode, has developed monoclonal antibodies as
a very sensitive marking tool for the prevention of counterfeiting. The markers
themselves are cheap and safe substances which can be applied to foodstuffs, drinks and
textiles in concentrations of a few parts per million or less.
The 'codes' embodied in these markers are completely secure but can readily be detected
by customs or trading standards inspectors using simple equipment in the field. Carefully
selected monoclonal antibodies will bind themselves to the marker molecules and
produce a readily visible colour change. The technology has already been evaluated for
the marking of branded denims. Methods have been perfected for use in nylon and acrylic
resins and markers can also be incorporated into dyestuffs or applied to surfaces using
ink-jet printers.
DNA Probes
DNA probes are another technology which has grown out of genetic engineering
research. Short pieces of DNA can be designed to stick very specifically to other pieces
of DNA and thereby, to help identify target species. The technique can be applied, for
example, to distinguish cashmere from wool and other goat hairs.
The initial impetus for application of DNA probes in the textile industry has come from
importers and processors of speciality animal hairs who have seen a surge in trading and
labelling fraud, especially in the wake of recent high fibre prices. Now, similar probes are
being identified to distinguish between cotton, ramie, kapok, coir, flax, jute and hemp.
Originally, there were very great problems in extracting DNA from fibres without
excessive degradation. BTTG achieved a breakthrough in 1988 when they demonstrated
how to do this and have since developed a series of DNA probes which form the basis of
a recently launched commercial service. Eventually, it should be possible for the
technique to be developed for field use instead of just in the analytical laboratory.
Biosensors
A third way in which biological systems can be used as extremely sensitive analytical and
control tools is in biosensors. These employ some change produced by very small
quantities of biologically active agents to measure and therefore, in principle, to control
chemical and physical reactions.
For example, BTTG has been working on the use of certain fungi which are capable of
absorbing and concentrating heavy metal ions such as lead, copper and cadmium.
Resultant changes in the conductivity and dielectric properties of the fungi can be used to
measure these species in a process or effluent stream relatively cheaply and easily. (This
property of fungi also has scope on a larger scale for the purification of effluents
containing such substances).
Biosensors are also likely to make an early impact in areas such as BOD measurement
and process control, including perhaps monitoring of some of the new generation of
enzyme processing technologies which will be discussed below.
In the longer term, applications can be envisaged which incorporate biosensitive
materials into textiles, for example to produce 'intelligent' filter media or protective
clothing which detects as well as protects against chemicals, gases and biological agents.
Applications to Finishing
These analytical and control applications are an interesting illustration of how 'nontraditional' aspects of biotechnology are fast contributing towards its wider commercial
application and development. However, the main economic impact on the textile industry
in general and upon finishers in particular is likely to emerge in three distinct areas: new
processes, improved environmental protection and new or modified raw materials. These
are discussed below.
Processing with Enzymes
The use of enzymes in textile processing and after-care is already the best established
example of the application of biotechnology to textiles and is likely to continue to
provide some of the most immediate and possibly dramatic illustrations of its potential in
the near- to medium-term future.
For example, the use of amylase enzymes for the desizing of woven cotton and manmade fabrics has been known for most of this century and is widely practised today. The
use of proteases, cellulases and lipases as additives to textile after-care detergents has
also developed considerably since the 1960s.
Now there is virtually no area of fibre and textile wet processing for which enzyme
technology does not hold out some promise of radical improvement and change to
present day practices. This is not to say that such advances are always imminent. Many
important technical and cost issues still need to be resolved. There are also some less
obvious organisational and competitive barriers to diffusion and take-up of the new
technology to be overcome. The following observations highlight current technical
progress in each major area of wet processing but also point out some of these other
considerations.
Fibre preparation
The retting of flax has always been one of the major costs and practical limitations to the
more widespread use of what is, potentially, a major indigenous source of cellulosic fibre
in Northern Europe. The traditional routes are 'dew' and 'water' retting which respectively
involve high handling costs (turning the fibre in the fields) or environmental costs
(biological loading of water courses). They are also too susceptible to the vagaries of the
Northern climate.
Various attempts have been made since the late 1970s to introduce more rapid and
controllable enzyme retting processes but these have proved difficult to scale up to a
commercial level. Now the Agricultural Research Institute of Northern Ireland (ARINI)
has shown that pre-treatment of the flax with sulphur dioxide gas brings about sufficient
breakdown of the woody straw material to speed up enzyme retting whilst preventing
excessive bacterial or fungal deterioration of the fibre.
The UK "Fibrelin" project, involving several industrial and academic partners and of
which this work is only a part, has also been looking at improved mechanical processing
methods and new products for use of UK grown flax. This work could lead to a major
revival of flax and linen production, with obvious implications for the finishing sector.
The carbonisation process in which vegetable matter in wool is degraded by treatment
with strong acid and then subjected to mechanical crushing can, in principle, be replaced
by selective enzyme degradation of the impurities. Claims have been made by Polish
researchers for such a "Biocarbo" process but work still needs to be done to achieve
acceptable throughput rates.
Fabric preparation
Desizing using amylase enzymes has been well established for many years. However,
there is still considerable scope for improving the speed, economics and consistency of
the process, including the development of more temperature stable enzymes as well as a
better understanding of how to characterise their activity and performance with respect to
different fabrics, sizes and processing conditions e.g. for pad-batch as opposed to jigger
desizing.
There is also work to be done on optimisation of BOD levels ensuing from enzyme
desizing. The very success of these methods in breaking starch-based sizes down into
more easily biodegradable short chain carbohydrates can actually appear to increase
contamination measures based upon short term indices such as residual consumption of
oxygen after 5 days - BOD(5).
Scouring and bleaching would be attractive targets for enzyme-based processes but are
not yet commercial prospects. Researchers at several centres, including BTTG, have
shown that pectins, waxes and colour can all be removed but that residual seed coatings
remain a problem. A new generation of enzymes, the xylanases which are currently used
in the wood industry, may offer an eventual solution.
Another desirable development would be enzymes capable of destroying honeydew
sugars, insect secretions which cause stickiness and severe processing problems for
cotton spinners.
An already established application, however, is the use of catalase enzymes to break
down residual hydrogen peroxide after, for example, a pre-bleach of cotton that is to be
dyed a pale or medium shade. Reactive dyes are especially sensitive to peroxides and
currently require extended rinsing and/or use of chemical scavengers. Several
commercial enzyme products are already on the market for this purpose.
Finishing
Biostoning and the closely related process of biopolishing are perhaps attracting most
current attention in the area of enzyme processing. They are also an excellent illustration
of how different industry structure and market considerations can affect the uptake of
enzyme technology.
Conventional stone washing uses abrasive pumice stones in a tumbling machine to abrade
and remove particles of indigo dyestuff from the surfaces of denim yarns and fabric.
Cellulase enzymes can also cut through cotton fibres and achieve much the same effect
without the damaging abrasion of the stones on both garment and machine; moreover,
there is no need for the time-consuming and expensive removal of stone particles from
the garments after processing. Machine capacity can be improved by 30-50% due to
reduced processing times, product variability is reduced and there is also less sludge
deposited in the effluent.
Disadvantages can include degradation of the fabric and loss of strength as well as
'backstaining' (discoloration of the white weft yarn, resulting in loss of contrast). A slight
reddening of the original indigo shade can also occur. However, careful selection of
neutral or alkaline cellulases able to function in the pH range 6-8, albeit at higher cost
and reduced activity compared with acid cellulases (pH 4.5-5.5) can control these
problems. Now, processors are learning to play more sophisticated tunes such as
achieving a peach skin finish by use of a combination of stones and neutral cellulase.
Biostoning was first introduced to the European industry in 1989 and spread to the USA
in 1990; its application is now global. Uptake by specialist denim garment processors is
almost 100% and provides an excellent example of how rapidly and completely a
biotechnology-based process can transform an industry. However, the economic
advantages of the process are unusually clear cut and directly benefit the immediate user,
the stonewasher. Initially, consumers noticed little or no difference to the products they
bought; there was therefore no need to promote and sell the new idea to a wider market.
This is only just beginning now as the scope of the technology for producing more
sophisticated finishes emerges.
Biopolishing employs basically the same cellulase action to remove fine surface fuzz and
fibrils from cotton and viscose fabrics. The polishing action thus achieved helps to
eliminate pilling and provides better print definition, colour brightness, surface texture,
drapeability and softness without any loss of absorbency.
The technique is particularly promising for us with the new generation of solvent spun
cellulosic fibres such as Courtauld's Tencel and Lenzing's Lyocell. Biopolishing can be
used to clean up the fabric surface after the primary fibrillation of a peach skin treatment
and prior to a secondary fibrillation process which imparts interesting fabric aesthetics.
A weight loss in the base fabric of some 3-5% is typical but reduction in fabric strength
can be controlled to within 2-7% by terminating the treatment after about 30-40 minutes
using a high temperature or low pH 'enzyme stop'. Both batch and continuous processes
can be employed as long as there is some degree of mechanical action to detach the
weakened fibres. One area that still poses problems is that of tubular cotton finishing.
Here the fibre residues tend to be trapped inside the fabric rather than washed away.
The technology was first developed in Japan as far back as 1988 and used for softening
and smoothing of cotton fabrics without the application of other chemicals; it was also
used to upgrade ramie as a cotton and linen substitute, and to upgrade lower qualities of
cotton. However, its introduction into Europe did not take place until 1993 and its
adoption since then much has been slower than biostoning. A few German and Italian
finishers still lead the way here while take up in the UK has so far been confined to a
very few trial applications.
The reasons for this are not entirely technical or economic. They are also connected with
the fact that there are fewer intrinsic benefits to the finisher who adopts the technology
until the end-user market is educated to value and to pay for the improved performance
and aesthetics. As with other innovations in the past, it is not clear even then that the
finisher would retain all of the value created; converters, garment manufacturers and
retailers would want their share of the cake.
In recognition of the need to develop end-user demand, major enzyme suppliers have
resorted to consumer marketing to a far greater extent than they ever needed for the
introduction of biostoning. For example, Novo Nordisk is promoting a registered
BioPolishing label logo but this is likely to be a long term process.
Wool Processing Applications
The International Wool Secretariat (IWS) has, together with Novo, been developing the
use of protease enzymes for a range of wool finishing treatments aimed at increased
comfort (reduced prickle, greater softness) as well as improved surface appearance and
pilling performance. A new range of products, Biosoft PW, has just been launched onto
the market.
The basic mechanisms closely parallel those of biopolishing. However, the treatment is
so far only effective on wool which has been previously chlorinated in loose, top or
garment form in order to remove or weaken the surface scales of the fibre. It has also
initially been aimed at knitwear rather than woven fabrics.
Longer term hopes are that improved enzyme treatments will allow more selective
removal of parts of the wool cuticle, thereby modifying the lustre, handle and felting
characteristics without degradation or weakening of the wool fibre as a whole and
without the need for environmentally damaging pre-chlorination treatment.
Other Protease Applications
Protease enzymes similar to those being developed for wool processing are already being
used for the degumming of silk and for producing sandwashed effects on silk garments.
Treatment of silk-cellulosic blends is claimed to produce some unique effects.
Proteases are also being used to wash down printing screens after use in order to remove
the proteinaceous gums which are used for thickening of printing pastes.
Textile After-Care
Enzymes have been widely used in domestic laundering detergents since the 1960s. Some
of the major classes of enzyme and their effectiveness against common stains are
summarised below.
Enzyme
Effective for:
Proteases
Lipases
Amylases
Cellulases
Grass, blood, egg, sweat stains
Lipstick, butter, salad oil, sauces
Spaghetti, custard, chocolate
Colour brightening, softening, soil removal
Early problems of allergic reactions to some of these enzymes have now largely been
overcome by the use of advanced granulation technologies such as Novo's T-granulate
and Genencor's Enzoguard. Modern enzyme systems have reduced the use of sodium
perborate in detergents by 25% along with the release of harmful salts into the
environment. Energy savings of at least 30% have also been achieved by being able to
wash clothes at lower temperatures.
However, enzymes still have to make a corresponding impact upon the commercial
laundering market. One of the problems here has been the level of investment in
'continuous-batch' or tunnel washers. These typically afford a residence time of 6-12
minutes which is not long enough for present enzyme systems to perform adequately.
More efficient methods of 'enzyme kill' are also required because of the extent of water
recycling in modern washers.
Future developments in the field of textile after-care may include treatments to reverse
wool shrinkage as well as alternatives to dry cleaning.
Caring for the Environment
Natural and enhanced microbial processes have been used for many years to treat waste
materials and effluent streams from the textile industry. Conventional activated sludge
and other systems are generally well able to meet BOD and related discharge limits on
most cases. Occasionally, space limitations in older companies or other local factors can
combine to require the development of more compact and effective biologcal and/or
chemical flocculation systems but the technology is basically well understood.
However, the industry does face some specific problems which are both pressing and
intractable. They include colour removal from dyestuff effluent and the handling of toxic
wastes including PCPs, insecticides and heavy metals. Not only are these difficult to
remove by conventional biological or chemical treatment but they are also prone to
'poison' the very systems used to treat them. The microbes employed need to be versatile
and robust towards complex and often varying environments.
Colour Removal
Reactive dyes are particularly difficult to treat by conventional methods because they are
not readily adsorbed onto the activated sludge biomass where they could be degraded.
Zeneca Environet is currently pioneering one approach to this problem which involves
direct microbial attack on the azo-linkage of organic dyestuffs, leading to their complete
degradation in solution. Pilot units are already running in a couple of major UK
dyehouses.
Alternative approaches being evaluated in the UK include the use of biologically active
materials such as chitin to absorb colour. Researchers in some developing countries are
experimenting with more readily available and cheaper local sources of biomass such as
straw pulp and even residues from biogas reactors.
Metal and Toxin Removal
The potential for using selected fungi to absorb heavy metals from effluent streams has
already been touched upon. Species such as the ligninase-producing white wood rot
fungus have already been successfully applied in the paper and pulp industries for
removing lignin-bound chlorine. They are also effective against biphenyls, aromatic
hydrocarbons and chlorinated compounds such as PCPs and DDT. Other fungi have been
used to remove highly toxic tannins from tannery effluents.
Textile Supports
A novel approach to promoting aerobic degradation in contaminated lagoons and
preventing the development of malodorous and unpleasant anaerobic processes has been
pioneered in Germany. Here a development based on a 3-D 'biomat' of knitted polyester
monofilament has been patented by Hoechst as a support for the micro-organisms. The
mat is stable and resistant to compression; its open supporting structure counteracts the
build-up of anaerobic sludges on the bottom of the lagoon.
New and Modified Raw Materials
The final area that I want touch upon is the relevance to finishers of biotechnology
developments in the area of new and modified raw materials. In particular, the
application of genetic engineering to modify the growth characteristics and properties of
virtually all the major natural fibres is proceeding at a considerable pace. Completely new
fibres and other materials capable of being used in textile processes are emerging
although development timescales here are expected to be somewhat longer.
Cotton
Genetic engineering research upon the cotton plant is being aimed towards two main
goals:
improved insect, disease and herbicide resistance (short term)
modification of fibre properties and performance (longer term).
The use of synthetic pesticides is becoming a major issue in the USA and elsewhere that
cotton is grown; it is also an increasingly serious challenge to the 'green' image of cotton
in consumer markets. Biopesticides based on a strain of soil bacteria known as Bt are
already being used for control of caterpillar and beetle pests in a wide variety of fruits,
vegetables and crops. More stable, longer lasting and more active Bts are now being
developed for the suppression of loopers, bollworms, budworms and armyworms in
cotton.
The next stage will be to introduce greater insect and herbicide resistance by direct
genetic engineering of the cotton plant itself. One of the largest cottonseed suppliers in
the USA, Calgene, expects to have a commercial variety available this year providing
greater tolerance to the major herbicides used for weed control. Insect resistance is also
being developed using a 'wound-inducible promoter' gene capable of delivering a large
but highly localised dose of toxin within 30-40 seconds of an insect biting.
The immediate implications of these developments for finishers will obviously be to
reduce greatly the levels of chemical contaminant washed off cotton yarns and fabrics
during scouring and bleaching. The longer term implications of genetic research on
cotton could be far more fundamental. Identification and manipulation of the genes
responsible for fibre formation will allow modification of appearance, length, micronaire
and strength. Other changes directly relevant to finishers could include absorbency,
chemical reactivity with dyestuffs etc., shrinkage and crease resistance.
Practical results achieved so far include development of a cotton fibre with 50% greater
strength than its 'parent'. Coloured cottons are also being developed, not only by
conventional genetic selection but also by direct DNA engineering to produce, for
example, deep blue cotton for denim production. The prospect is even being held out of
encouraging natural polyesters such as polyhydroxybutyrate (PHB) to grow within the
central hollow channel of the cotton fibre, thereby creating a 'natural' polyester-cotton.
A US biotechnology company, Agracetus, has already been awarded, somewhat
controversially, a patent covering the entire cotton 'genome' (genetic structure) and is
setting up a company called FibreOne to create, produce, market and license these
speciality products.
Sheep, goats
A host of developments in sheep and goat genetics are being carried out with the aim of
producing more efficient feeding methods, greater insect and pest resistance, softer and
finer fibres and even a technique for biological wool harvesting. Injection of a special
protein temporarily interrupts the growth of hair and after four to six weeks, a natural
break appears at the base of the fibre. The fleece can then be peeled off the sheep,
allowing an increase in daily shearing output from 120 to 300 fleeces per team. The
technology is already proven; however some concern still exists over levels of abortions
in ewes and further research is needed.
In the UK and Northern Europe, much effort is being focused upon producing finer wools
from varieties of sheep that can survive and prosper in less hospitable climates as well as
boosting the adaptability of exotic species such as cashmere, mohair and vicuna.
Flax, jute etc.
Enhanced methods of processing flax fibres using enzymes have already been mentioned.
In the UK, the Scottish Agricultural College has also been working on various aspects of
flax genetic improvement using biotechnological means. Advances here could
substantially improve the attractiveness of flax growing in Scotland and Ireland again and
lead to a resurgence in the importance of indigenously produced linen textiles.
Silkworms
Last but not least, research is being conducted in China and elsewhere to overcome the
dependence of silkworms upon mulberry leaves, improve the strength and fineness of
silk, increase viral resistance, and even produce coloured fibres.
New Fibre Sources
Several possibilities exist for producing entirely new fibre materials, so-called
biopolymers, using biotechnological process routes. Zeneca has already produced a
naturally occurring polyester, PHB, by bacterial fermentation of a sugar feedstock and
commercialised it as Biopol. The polymer is stable under normal conditions but
biodegrades completely in any microbially-active environment. Biopol is still regarded as
being too expensive (at £5-10/kg) for many textile applications but has been evaluated for
use in medical sutures as well as environmentally friendly fishing nets. Attempts are
currently being made to clone the active genes that produce the polymer into a higher
yielding natural crop such as oil seed rape.
Other biopolymers with textile potential include polylactates (being developed in Japan)
and polycaprolactones, already being investigated in the USA for medical applications.
Bacterial cellulose
Japanese companies have already produced speciality papers and nonwovens based on
bacterially grown cellulose fibres; these are extremely fine and resilient and are being
used for e.g. manufacturing diaphragms for stereo headphones. Future applications may
include specialised filters, odour absorbers and reinforcing blends with aramids. In the
UK, BTTG has been looking at the wound healing properties of bacterial cellulose for
several years.
Fungal hyphae
The metal and toxin absorbing properties of fungi have already been discussed. A further
stage in this development is to utilise the long filament structures of certain fungi as
textile fibres. Considerable limitations are likely to remain to the spinning or other textile
processing of such fibres but applications are already being found as reinforcements for
wet-laid nonwovens where they act as efficient binding agents in concentrations as low as
5% whilst improving filtration efficiencies considerably.
Genetically modified micro-organisms
Attempts have been made to transfer certain advantageous textile properties into other
micro-organisms where they can be more readily reproduced by bulk fermentation
processes. For example, research has been undertaken, initially in the UK and later by the
US Army, to transfer spider DNA into bacteria with the aim of manufacturing proteins
with the strength and resilience of spider silk for use in bullet proof vests.
Dyestuffs and Intermediates
A final example which is worth mentioning as being particularly relevant to finishers
concerns various attempts that have been made to synthesise bacterial forms of indigo as
well as fungal pigments for use in the textile industry. BTTG has once again been active
in this sphere and has shown that certain microfungi are capable of yielding up to 30% of
their biomass as pigment. Potential non-textile applications include food industry
colorants. However, leading dyestuff manufacturers are still sceptical about the long term
viability of such routes and have been slow to support such research.
Conclusion
This note of caution needs to be echoed across the whole spectrum of biotechnology
developments. Although biological systems offer many attractive possibilities and new
approaches to all sorts of problems and needs, considerable advances are still being made
in 'conventional' technologies such as catalysis, chemical synthesis and physical fibre
modification which need to be kept in perspective. There is also still great concern in
society about the unbridled advance of biotechnology, especially with regard to the
modification of natural species with possible unknown long term consequences.
With that caveat, the table below suggests possible time scales for the significant
commercial implementation of some of the technologies discussed here. In compiling
these, I was conscious of the very considerable amount of progress still to be made in
many areas but also of how rapidly a new biotechnology (such as biostoning) can be
developed and applied where a clear economic justification and market need exists.
Estimated Commercial Development Time Scales
PROCESS AIDS
years
established
years
years
AFTER CARE
established
Fibre retting and carbonisation enzymes
2-5
Desizing enzymes
Scouring and bleaching enzymes
10+
Finishing enzymes - biostoning, biopolishing etc. 0-2
Proteases, cellulases, lipases
MODIFIED PRODUCING ORGANISMS
Cotton
years
Sheep, goats etc.
years
Flax, jute etc.
years
Silkworms
years
NEW FIBRE SOURCES
Biopolymers (PHB, polylactates etc.)
years
Bacterial cellulose
years
Fungal hyphae
years
Genetically modified micro-organisms
years
2-5
2-5
2-5
5+
2-5
5+
10+
10+
DYESTUFFS AND INTERMEDIATES
Bacterial indigo and related products
years
Fungal pigments
years
FIBRE IDENTIFICATION AND ANALYSIS
DNA probes for species identification
years
Security marking
years
CARING FOR THE
years
established
years
ENVIRONMENT
Colour removal
10+
10+
0-2
0-2
0-2
BOD and sludge reduction
Metal removal
NEW USES FOR TEXTILES IN BIOTECHNOLOGY
Supports for immobilised cells and enzymes
years
Biosensors
years
2-5
5+
2-5
David Rigby Associates
BIOTECHNOLOGY IN
Scientific progress in the textile care industry
Prof. Josef Kurz, Hohenstein Institutes,
Deputy Director, Textile Care and Hygiene Dept.
The textile care industry is characterised by a high degree of innovation. Sixteen
research institutes worldwide are actively working on the industry's futureoriented issues. In addition, there are many innovative suppliers with a marked
field-oriented problem-solving capacity.
Research institutes exchange their results on a regular basis within the
frame of the international organisation IDRC (International Dryclean
Research Committee) and ISTCL (International Scientific and Technical
Committee for Laundering). In the last three years, the Hohenstein
research institute chaired IDRC.
Such active research and development efforts are based on the market
itself, but also on legislation.
Within the textile care industry, solvent cleaning and industrial laundering,
together with related hygiene, are following their own specific paths.
1. Solvent cleaning
Perchloroethylene and hydrocarbon solvents (HCSs) account for approx.
99% of world solvent consumption, other organic solvents accounting for
approx. 1%.
In recent years international research institutes focussed on emission
reduction in the case of perchloroethylene, on safe use and efficiency
optimisation in the case of hydrocarbon solvents, and on finding and
testing entirely new solvents.
Perchloroethylene emissions have dropped worldwide. In Germany,
compared with 1980, the industry uses only 1/10 th of the amount of
solvents it used at that time. Progress achieved in measuring technology
and handling safety in logistics has contributed to such change. The use
of perchloroethylene in textile care is a model example of how to use an
organic solvent safely.
In Germany the extended charge time that resulted from reduced
emissions has been largely offset by more effective machine technology.
As a result of new additives and improved process conditions,
hydrocarbon solvents (HCSs) as isoparaffins or high-purity crude oil
fractions now have a cleaning effect that is almost equalling that of
perchloroethylene. Also, as a result of more accurate measuring
instruments and increased experience in the field of safety, safe use has
taken a great leap forward.
In the USA some drycleaners use selected hydrocarbon solvents, such
as specific glycol ether and selected cyclosiloxanes, but it is too early to
make a conclusive statement about their suitability as new solvents for
textile care purposes.
Compressed carbon dioxide is about to reach the stage of field use. This
new technology is very closely accompanied by research so as to ensure
that the textile care industry makes the best use of the new solvent's
environmental benefits.
Wet cleaning using special machines and matched products is holding a
strong position in the international textile care industry. Textile
development and care symbols have adjusted to this new cleaning
technology which extends the offering and may be used as a substitute
for solvents.
The focus of current research fields in the USA and Germany is on CO2
technology. While CO2 research in the USA is mainly financed by the
industry, the resources required for CO2 research projects under way in
Hohenstein institutes are mainly provided by government sources so as
to guarantee the independence of research.
2. Business and industrial laundering
The major development issues for the present and the near future are in
the following four areas:
Development of lease-friendly textiles
This theme is in the foreground in almost all research institutes
worldwide:
Besides improved traditional textiles, new materials with quite specific
properties will be available. In the foreground there will be functional
textiles with good wearing comfort, together with considerably improved
personal protection equipment as defined by European directives, among
which high visibility clothing and the quite varied field of protective
clothing. Gradual improvements have been achieved in the field of OP
textiles and incontinence to reinforce the barrier effect, together with
extended durability.
Health-oriented optimisation of laundry processing at all stages
Under the general improvement of hygiene standards in European health
care facilities, laundries have also set to higher hygiene standards. New
and improved detergents and disinfectants associated with more effective
washing processes provide healthier linen. This also applies to the
sensitive field of the food industry.
Besides thermal germ-killing washing processes, lower temperature,
chemical-thermal disinfecting is finding ever-wider applications, especially
with regard to colour textiles or colour-effect textiles.
Logical streamlining through innovative washing/finishing technologies and through
organisation and logistics
The basic mechanical functions of washing and finishing machines have
been subject to intensive further development oriented towards intelligent
meshing of processing and logistics
Continuous washers have not only comprehensive programmes but also
interfaces for further processing devices and for data transfer to
documentation peripherals. Comprehensive sensor technology provides
transparent and safe continuous control and correction of processing
cycles.
Washers-extractors have been considerably improved in terms of
mechanical equipment and integration into clock-pulse-controlled cycles.
With regard to finishing, mechanical and electronic systems will lead to
high streamlining effects, for both flat and shaped processing. Also, the
way to robotized finishing machines is open.
In the area of logistics, besides improved barcode scanning, electronic ID
carriers in particular will provide new application fields. Active or passive
transponders will provide logistic operating modes with new capabilities,
from processing to customer.
Wastewater treatment and recycling
Increasing water and waste water costs make it necessary to re-use
laundry waste water, or part of it. But also limited water availability in dry
areas may make water recycling compulsory. Overall, in-laundry waste
water treatment is an impeding innovative breakthrough. It is to be
expected that there will be recycling facilities where waste water will be
treated up to drinking water quality, with recycling rates as high as 80%.
Unlike traditional facilities, it will be possible to accommodate such
facilities in the smallest premises on a few square metres only.
These four areas of research are closely interrelated, each with the same
weight.
Summary
From a technical and scientific point of view, knowledge acquired in
research institutes and the supplying industry have been logically
transposed into practical innovations. For solvent-based textile care, new
technologies focussing on substitution or emission reduction are
providing new approaches to improved business management. In
laundries, the combination of mechanics and electronics opens up
entirely new prospects for rational linen processing. The combination of
new sensors and an innovative measuring technology provides
streamlining effects which were not feasible, so far. Waste water
treatment is setting new criteria in terms of water quality and recycling
rates.
Production of Sub-micron Fibers in Non-Woven Fabrics
Introduction
The latest buzz word in the fiber industry today is nanofibers. Specific applications discussed for fibers this small are
artifical leathers, polishing cloths and filtration; and the fabrics construction techniques are generally nonwovens.
Denier has traditionally been the most common term used to define fiber size. However, this term becomes awkward when
the fiber size is less than one denier. Therefore in meltblowing where the fiber sizes are generally less than one denier, the
fiber diameter in microns is used. When fiber diameter gets below 0.5 microns, the term nanometer (10-9 meters) has
come into use (See Table I).
Table 1 - Fiber Size Definitions
Term
Definition
Monofilament
A single filament of fiber used individually with a denier generally greater than 14. The size of
monofilaments are usually described by the diameter in either microns or inches (mils).
Denier
Weight-per-unit-length measurement of a linear material defined as the number of grams per
9000 meters. Can refer to either an individual filament or a bundle of filaments (yarn).
Decitex
Similar to denier expect it is the weight in grams of 10,000 meters of a yarn or fiber.
Microfiber
Micron *(Sized
Fibers)
Nanofibers
Primarily a marketing term used for multifilament yarns where the individual filaments have a
denier less than one. A typical one denier polyester fiber has a diameter of approximately 10
microns.
When fiber size is less then 0.3 denier it is best to define the size in terms of its diameter in
microns (10-6 meters).
Terms used for fibers with diameters less than 0.5 microns. Typical nanofibers have diameters
between 50 and 300 nanometers. They can not be seen without visual amplification (See Table
II)
* Other terms often used are microdenier, submicron and superfine
Today meltblowing is the primary source for small diameter fibers. Considerable research has gone into production of
smaller diameter meltblown fibers, but the smallest routine commercial fibers are generally in the 2 micron size range.
Fibers of such size can today be produced at ~0.5 grams/hole/minute.
Electro spinning is a much reported, but to date minimally commercialized process to generate smaller fibers. Electrospun
fibers generally range in size from 50 to 300 nanometers or larger. This process has a production rate in the range of only
~0.03 grms/hole/minute. Despite the commercial shortcomings of this process, research has shown that the presence of
only a very minor amount of such small fibers can greatly improve the filtration properties of a filtration laminate and this
has led to some commercial applications.
To date, multi-component fibers (more then one polymer) have been less used in micro-filtration than meltblown fibers,
and they are far less heralded for their small size than electrospun fibers. However, modern melt spinning distribution
system technology has clearly demonstrated the capability to produce fibers with smaller size and better consistency than
either of the two above techniques. In addition, micro-sized (1-10 microns) and nano-sized (<1 micron) multicomponent
fibers can be produced with much improved production rates, economics and physical properties over the other systems,
and with even broader polymer choice capabilities. Multicomponent fiber sizes as small as 40 nanometers have now been
demonstrated at commercially attractive production rates.
Electrospinning
The manufacturing technique most often associated with polymeric nanofibers is electrospinning (Figure 1). In this
technique, a polymer is dissolved in a solvent (polymer melts can also be used) and placed in a glass pipet tube sealed at
one end with a small opening in a necked-down portion at the other end. A high voltage potential (>30kv) is then applied
between the polymer solution and a collector near the open end of the pipet. This process can produce nanofibers with
diameters as low as 50 nanometers, although the collected web usually contains fibers with varying diameters from 50 nm
to 2 microns. The production rate of this process is measured in grams per hour. Therefore, unless the production rate of
this technique can be increased by several orders of magnitude, the cost of nanofibers production will continue to relegate
them to a laboratory curiosity or highly specialized end uses.
Figure 1.
In commercial filtration applications, nanofibers are typically disposited on a pre-existing substate such as a meltblown
fabric. The resulting outer layer of nanofibers greatly enhances liquid retention and decreases the water contact angle as
well as compresses the overall filtration properties of the fabrics. Generally, very little bonding occurs between the fabric
substrate and the nanofibers web, the results of which means the nanofibers can be easily pulled away from the substrate.
Meltblowing
As mentioned earlier the most common technique used to produce small diameter fibers is meltblowing. However, success
with this process to consistently make fibers with diameters below one micron has been limited. Recently Nanofiber
Technology, Inc. of Aberdeen, North Carolina has claimed to produce nanofibers by meltblowing with a modular die.
NanoTechnics of Korea recently showed samples of meltblown fabrics with nanofibers of consistant diameter on the
surface at INDA'S Filtration Exhibition in Washington, D.C. Although the production techniques were not disclosed,
microscopic examination of the sample indicated a meltblowing technique was used.
The meltblowing technique lends itself to the use of thermoplastic polymers in a relatively inexpensive spinning process.
The technique does appear to have the potential to make large quantities of polymeric nanofibers at a reasonable cost.
However, there are still technical and economic concerns. One concern is the broad range of fiber diameters produced (this
could be of advantage in some applications), and the other is the cost of spinning equipment versus the production rate.
Despite these concerns, this technique, if perfected could take nanofibers production from a limited basis to much larger
commercial future.
Multi-Component Fiber Spinning
While multi-component fibers are not new per se, polymer distribution technology allowing the economical production of
micro and nano-sized fibers is new. Spin pack hardware components have historically been manufactured by conventional
methods such as milling, drilling, etc. Alternatively, the most modern system uses techniques similar to printed circuit
board technology to manufacture the spin pack components. These are then used to very accurately distribute polymers in
the extremely small area available in the spin pack (extrusion die). This has recently led to many innovations which are
economical and practical for production of micro and nano-sized fibers with fiber densities and spin pack sizes applicable
to large modern spunbond and meltblown production lines.
The most researched multicomponent approach is the production of islands-in-the-sea (INS) fibers (Figure 2) using a
standard spinning process. This technique is commonly used for production of polishing cloth and high end artifical
leathers. In this Figure 600 islands were used and the composite fiber has a final drawn denier of one. The production rate
was approximately 0.5 grams/minute/hole. Polypropylene, polyester and nylon have all been used for the island polymer,
with a dissolvable polymer used as the sea polymer. The resulting nano fibers after dissolving the sea polymer had
diameters of approximately 300nm. Unlike electrospinning and meltblowing, the nanofibers produced with this technique
have a very narrow diameter range. The projected cost of these fibers is low enough for many commercial applications,
particularly since many applications include only a small percentage of nanofibers combined with standard melt spun
fibers.
Figure 2 INS Fiber
These fibers have until recently only been spun as filament or staple fibers; however, since the new spin pack filament
densities are the same as for a spunbond spin pack the translation to a direct spunbond format was acheivable .
Another bicomponent spinning technique that gives small diameter fibers is splittable pies (Figure 3). These fibers,
generally made from PET and nylon, have been produced in filaments yarns for over 30 years in Asia. More recently, copolyesters have replaced the nylon. These types of fibers have already been spun on pilot spunbond lines and in at least
one commercial product. However, in the spunbond format, these fibers after splitting do not reach into the sub-micron
range (See Table II).
Figure 3
For the nanofibers range we need to spin this type of fiber in the melt blowing format. Bicomponent melt blown fibers are
already commercial (See Figure 4) in sheath/core, side-by-side and tipped trilobal geometries.
Figure 4
Therefore, another approach to the use of multi-component fiber spinning to manufacture nanofibers is to make splittable
fibers in a melt blowing process. The number of segments needs to be 16 or greater, and the best approach might be to use
a water-dissolvable polymer in a small ratio along with PET or PP segments. One potentially ultimate approach is to
meltblow INS fibers that contain >600 island fibrils that would have diameters as low as 50nm and would act as a regular
melt-blown fiber through fabric formation, after which the sea polymer is dissolved and only the nanofibers are left.
Bicomponent vs. Meltblown and Electrospun Fibers
Table II is the table previously referred that compares a few of the endless possibilities for micro and nano-sized fibers
produced from multi-components vs. conventional meltblown and electrospun fibers. The conventional process fibers in
the Table are all homopolymer products, and the others are all multi-components either segmented pies or islands-in-a-sea.
The fiber size and the fiber surface area are shown for each fiber type. While conventional meltblown fibers and
conventional electrospun fibers both offer much smaller size than conventional staple or spunbond fibers, several of the
listed bicomponent fibers are much smaller than either conventional meltblown or electrospun fibers.
The islands-in-a-sea fibers presented in the table are all manufactured from either 30 islands (Fibers #6, 8, &10) or 600
islands (Fibers #7, 9, & 11) fibers. The reduced fiber size and increased surface area resulting from the larger island count
clearly shows the advantage of such fibers, which are only available from the modern multi-component manufacturing
technique previously discussed. Comparison of the cross shaped islands (Fibers #8 & 9) with round islands (Fibers #6 & 7)
also shows the surface area advantage of shaped islands. Fiber #11, (the nanotube from 600 islands), is really impressive in
both size (40 nanometer wall thickness) and surface area (33.6 sq-mt/gram). This fiber is so small and light weight that
little more than a single gram of it would circle the earth at the equator. (Figure 5)
Figure 5
The final column in the table is the approximate comparative production rates in terms of grams/hole/minute (hole
meaning an extrusion orifice). This is directly related to manufacturing cost and extrusion equipment capital requirements.
The smallest bicomponent fibers compare favorably with the conventional processes and are indeed far superior to the
electrospun process.
A final item to emphasize is that even in the case of the smallest multi-component stable and spun bond fibers, these micro
or nano-sized fibers have excellent tensile properties (similar to conventional staple and spunbond fibers). This is because
these tiny fibers are crystallized and oriented in the same manner as in processing conventional fibers. Meltblown and
electrospun fibers on the other hand are low in crystallinity and orientation and are therefore very weak. These latter fibers
are so weak that they are often only used in composites with larger and stronger fibers. The multi-component fibers can
much more often be used without the need for larger, stronger fibers to create fabric strength. Alternatively, with modern
technology, multi-component meltblown, staple, filament, or spunbond dies can be designed so that the right number and
size of nanofibers are simultanteously produced in combination with just the right number and size of larger fibers to
achieve the desired customized properties.
Table 2
MICROFIBER COMPARISON
FIBER
SIZE
(Microns)
SIZE
(Microns)
FIBER
SURF.
AREA
(Sqmt/Gr)
PROD.
RATE(Gr.
Per min.
per fiber)
MFG.PROCESS
FIBER
DESCRIPTION
FIBER
CROSS
SECTION
1
Conventional
Staple or
Spunbond
One denier fiber,
Homopolymer
Round
10.1
0.3
0.67
2
Conventional
Meltblown
Two micron
fiber,
Homopolymer
Round
2.0
1.4
0.5
3
Conventional
Electrospun
Size/shape as
best reported
Round
0.3
9.5
0.02
FIBERI.D.
CONVENTIONAL
PROCESSES
SEGMENTED
PIE PROCESSES
4
Segmented Pie
Staple or
Spunbond
One denier fiber,
32 Segment Pie
Pie
Segments
Ea.
Segment
=
1.0 Arc X
2x5.1
Legs
Ea.
Segment
=
3.2
0.67
Ea.
Segment
=
8.7
0.5
Segmented Pie
Meltblown
Two micron
fiber,
16 Segment Pie
Pie
Segments
Ea.
Segment
=
0.4 Arc X
2x1.0
Legs
6
Islands-in-a Sea
Staple or
Spunbond
One denier fiber,
50/50
Islands/Sea,
30 islands
Round
Islands
Ea. Island
=
1.3
Ea. Island
=
2.2
0.3
7
Islands-in-a Sea
Staple or
Spunbond
One denier fiber,
50/50
Islands/Sea,
600 Islands
Round
Islands
Ea. Island
=
0.3
Ea. Island
=
9.8
0.3
8
Islands-in-a Sea
Staple or
Spunbond
One denier fiber,
50/50
Islands/Sea,
30 Islands
Cross
Shape
Islands
Ea. Island
=
0.4 Wide
X
0.2 Long
Ea. Island
=
5.9
0.3
9
Islands-in-a Sea
One denier fiber,
Cross
Ea. Island
Ea. Island
0.3
5
ISLANDS-IN-ASEA
PROCESSES
ROUND
ISLANDS
CROSS SHAPE
ISLANDS
Staple or
Spunbond
50/50
Islands/Sea,
600 Islands
Shape
Islands
=
0.4 Wide
X
0.9 Long
=
26.5
NANOTUBE
ISLANDS
10
Islands-in-a Sea
Staple or
Spunbond
One denier fiber,
50/50
Islands/Sea,
30Islands
Microtube
Islands,
50% Hole
Ea. Tube
=
1.2 OD X
0.2 Wall
Ea. Tube
=
7.5
0.15
11
Islands-in-a Sea
Staple or
Spunbond
One denier fiber,
50/50
Islands/Sea,
600 Islands
Microtube
Islands,
50% Hole
Ea. Tube
=
1.2 OD X
0.04 Wall
Ea. Tube
=
33.6
0.15
By
John Hagewood
And
Arnold Wilkie
Thursday, May 22, 2003
HOME
In This Issue...
Issue 6
Personal Protective Clothing and
Equipment (PPE)
Introduction
You often buy and wear clothes and
accessories with more than style in mind.
You may have a raincoat, hat, and an
umbrella to use when it rains. For cold
weather, you're likely to put on a heavy coat,
gloves, boots and hat. When it's hot and
sunny, you probably wear a hat and
sunglasses.
VOLUME 3 ISSUE 6
LETTERS
There are no letters
for this article. To
post your own letter,
click Post Letter.
[POST LETTER]
Click on the
image above
for your free
training
assessment.
NEW AND
IMPROVED !
Click here to
take a demo of
the
TrainingOnline
training
system.
Issue 5
April 16, 2003
Vol. 3 Issue 5
Issue 4
March 20, 2003
Vol. 3 Issue 4
Issue 3
February 20,
2003
Vol. 3 Issue 3
Issue 2
January 17, 2003
Vol. 3 Issue 2
Issue 1
December 18,
2002
Vol. 3 Issue 1
Issue 12
November 20,
2002
Vol. 2 Issue 12
Issue 11
October 21, 2002
Vol. 2 Issue 11
Issue 10
September 18,
2002
Vol. 2 Issue 10
Issue 8
August 20, 2002
Vol. 2 Issue 8
Issue 7
In other words, you recognize that you need
certain types of protective clothing and
equipment—in these instances, to protect
you from weather hazards. On the job, we
also recognize the need for special clothing
and equipment to protect us. This protective
clothing and equipment, commonly referred
to as PPE, is one of our most important lines
of defense against potential workplace
hazards.
The federal Occupational Safety and Health
Administration (OSHA) requires employers
to provide employees with PPE when there's
a risk of exposure to various hazards. OSHA
considers PPE a necessary defense against
hazards as varied as chemical splashes or
having tools or materials fall on your head.
OSHA does more than require employers to
provide PPE. The agency also requires
employees to use the PPE that's provided. In
addition, the OSHA rules state that
employers and employees must carefully
inspect, maintain, and decontaminate this
clothing and equipment so that it can protect
you effectively.
Today, we're going to talk about these
OSHA requirements. We'll discuss how we
determine when we need PPE and how we
select PPE for particular types of hazards.
We'll review the various kinds of PPE and
how you can help assure that the clothing
and equipment you use will really do its job
of keeping you safe.
Some people seem to think PPE is
optional—or just too much trouble. I hope
this meeting makes it clear that using PPE is
not a matter of choice. OSHA requires it,
and so does this company. Since it exists to
protect you, you shouldn't consider PPE any
more trouble than putting on gloves on a day
when the temperature falls below freezing or
wearing sunglasses when the summer sun is
July 18, 2002
Vol. 1 Issue 7
[MORE]
shining in your eyes. Any inconvenience or
discomfort related to using PPE is a lot less
than the inconvenience and discomfort of an
injury caused by not using it.
General Hazards
Personal protective clothing and equipment
serves as a barrier against many, many
different kinds of potential workplace
hazards. Let's go from head to toe and
consider some hazard categories where we
get important protection from PPE.
Starting at the top, there's a risk of head
injuries from:
Falling or flying objects
Bumping your head against
something
Electrical shock
Hard hats of varying types can protect you
from these hazards.
There are even more ways you can get eye
injuries on the job. Among the hazards are:
Flying objects that can get into the eye
Dust particles
Liquid splashes
Glare
Radiation
Safety glasses and goggles are designed to
prevent injuries from these hazards. Where
there's a risk of liquid splashes, you may
also have to wear face shields to provide
additional protection for the face. High noise
levels can be another workplace hazard.
Earplugs and earmuffs are available to
protect your ears from noise damage.
Many jobs pose a risk of inhaling harmful
dusts, fogs, mists, gases, smoke, or vapors.
Where inhalation might cause respiratory
irritation or even serious damage, we use
respirators to either filter out the dangerous
substances or provide clean air to breathe.
A number of different hazards may cause
potential injuries to the torso. They include:
Heat
Liquid or hot metal splashes
Cuts
Hazardous chemicals
Radiation
Electric shock
Depending on the type of hazard, you may
use such PPE as vests, coveralls, leggings,
aprons, or full body suits as protection.
Hands are often at risk of injury from
workplace hazards. You'll often need to
wear gloves, and sometimes protective
sleeves, to reduce the risk of harm from:
Burns
Cuts
Hazardous chemical contact
Electric shock
Among the most easily forgotten potential
risks on the job are foot injuries. We don't
always realize that our feet can be in danger
from:
Falling or rolling objects
Sharp objects
Electrical shock
Hot liquids and surfaces
Wet or slippery surfaces
You can see that sneakers or sandals
wouldn't provide much protection against
those hazards. That's why safety shoes and
boots are required for many jobs.
OSHA Regulations
OSHA has always required personal
protective clothing and equipment for many
types of hazards. Employers must provide it
and employees must use it. Some types of
PPE—especially respirators and hearing
protection—have detailed OSHA regulations
of their own. They explain how to measure
the degree of hazard to establish the need for
PPE and how to select and fit the equipment
that protects against those hazards.
Today, we're going to focus on the OSHA
regulation that sets out general requirements
for PPE and how and when we select and
use it (29 CFR 1910.132). We'll also talk a
little about the regulations for head, eye,
foot, and body protection. OSHA revised
these regulations in 1994 to help make sure
we use the proper PPE whenever it can help
provide an effective defense against
workplace hazards. Here's how the OSHA
regulation states this point: "Protective
equipment … shall be provided, used, and
maintained in a sanitary and reliable
condition whenever it is necessary by reason
of hazards of processes or environment,
chemical hazards, radiological hazards, or
mechanical irritants encountered in a manner
capable of causing injury or impairment in
the function of any part of the body through
absorption, inhalation, or physical contact."
To assure that no hazards are ignored, the
revised regulation requires employers to
"assess the workplace" to determine if there
are, or are likely to be, hazards that call for
the use of PPE. Employers must certify in
writing that they have performed this
workplace hazard assessment. If the
assessment identifies hazards, employers
then have to "select, and have each affected
employee use, the types of PPE that will
protect the affected employee" from those
hazards. In addition, employers must "select
PPE that properly fits each affected
employee."
The OSHA regulation emphasizes the
importance of employee training. It states
that employees who use PPE have to know:
When PPE is needed
What PPE is needed
How to properly put on, wear, adjust,
and take off PPE
The useful life and limitations of
PPE
How to properly care for, maintain,
and dispose of PPE
OSHA doesn't want to take a chance that
you won't obtain this knowledge. Employers
must document training in writing, naming
each employee who has been trained and
stating that those individuals have received
and understood the required training.
What does that mean? OSHA says that
employees must demonstrate that they
understand what they have learned, along
with "the ability to use PPE properly "
before they can be allowed to perform work
that requires PPE. In addition, employers
must retrain employees when:
An employee doesn't seem to
understand when and how to use
PPE, or
Changes in the workplace or the
types of PPE used make the previous
training out of date.
Let's look a bit more closely at how we
identify the hazards that call for this type of
protection.
Identifying Hazards
Each piece of personal protective clothing
and equipment is carefully designed to
protect against specific hazards. That's why
it's so important to identify a workplace's
particular hazards before you can select the
PPE that will provide an effective defense.
OSHA suggests employers carry out this
assessment by checking out each work area
to identify sources of hazards that could
harm employees. The agency even identifies
hazard categories to look for, including:
Impact
Penetration
Compression (roll-over)
Chemicals
Heat
Harmful dust
Light radiation
Usually, an organization won't have to start
such an assessment from scratch. We can,
for instance, review accident and injury
records to identify circumstances that could
be made safer by using PPE. But there may
also be hazard sources that haven't yet
caused problems. We might, for example,
look closely at the risk of injury from
contact with moving machines or parts. We
would look for sharp objects that could
pierce or cut the hands, feet, or other body
parts. We would also identify rolling or
pinching objects that could crush the feet.
Another part of hazard assessment is to
consider how and where people are
positioned in the work area. Is there a risk of
colliding with stationary objects? Are there
objects that could fall on people—or work
procedures that make people likely to drop
heavy objects?
Burns are another hazard where PPE can
reduce risks. So we would check out hot
processes and equipment—and those that
produce heat—during our hazard
identification process. We'd also be
concerned with any electrical hazards, and
with sources of harmful dust as well as
welding, heat treating, and other sources of
light radiation. Chemicals demand a lot of
attention because they pose so many
potential hazards that can be reduced by
using PPE. Fortunately, we have material
safety data sheets as a resource to help us
determine when we need PPE and what kind
to use.
Once the hazard assessment itself is
complete, the next stage is to evaluate each
hazard's level of risk and seriousness of
potential injury. This is not always easy, as
many situations can expose you to more than
one hazard at a time. After evaluating the
hazards, we can determine what protective
clothing and equipment provides the best
protection in the identified situations. After
the PPE is selected, we help you get a good
fit and learn how to use and care for it.
Protection against Hazards
Personal protective clothing and equipment
definitely provide a valuable defense against
hazards. But it's important to realize that you
can't rely on it as your only defense. In fact,
we usually turn to PPE only after we
conclude that other protective measures can't
do the job alone.
There are a number of types of protection we
turn to first—and use in addition to PPE. For
instance, we use engineering controls like
ventilation as protection from chemicals and
hazardous dusts. We use machine guards to
prevent injuries from contact with moving
parts. Sensible procedures such as electrical
lockout/tagout and even good housekeeping
also help keep us safe on the job.
But often these are not enough. That's where
PPE comes in. While each type of PPE is
important enough to deserve its own safety
meeting, we'll look at some of them briefly
now to help you understand what goes into
their selection and use. Keep in mind that
OSHA permits us to use only PPE that meets
special standards set by the American
National Standards Institute (ANSI) unless
we can demonstrate that other PPE is
"equally effective."
Electrical Protection
We have a wide variety of PPE options
designed to protect you against electrical
hazards. The clothing and boots are usually
made of rubber, which resists electricity.
Hats are usually made of formed plastic. All
PPE that's used to prevent electrical shock
and burns has to meet very detailed
standards (1910.137). Each item is certified
to be safe against a particular level of
electrical voltage, and it has to be tested to
be sure it really works in those
circumstances. To be sure it will indeed
protect you, you also have to check each
piece of PPE carefully to be sure it's not
damaged—torn, too soft, too hard, etc.
Head Protection
You must wear a helmet or hard hat when
there's a risk of falling objects—including
tools and materials being used by workers
above you (29 CFR 1910.135). This
essential form of PPE is designed to protect
you from objects hitting—or going into—
your head.
Many hats can also protect you from
electrical shock. Be sure, however, never to
wear aluminum headgear around electricity.
Metal is an electrical conductor, and could
be a deadly mistake in such instances. Most
hard hats and helmets are designed with an
outer shell strong enough to resist a blow or
penetration and a shock-absorbing lining
that keeps the hat away from your head and
absorbs the shock of a blow. Safety headgear
is divided into classes, each with the ability
to protect against specific types of hazards.
Eye and Face Protection
Many, if not most, industrial jobs can put
you at risk of eye or face injuries. In fact,
many operations include multiple eye and
face hazards—flying particles, molten metal,
liquid chemicals, acids or caustic liquids,
chemical gases or vapors, or potentially
harmful light radiation.
Fortunately, there are a wide range of safety
glasses and goggles available to protect
you—sometimes in several ways (29 CFR
1910.133). Safety glasses and safety goggles
come in different styles and have different
uses. Some can even build in corrective
lenses for people who wear prescription
glasses. The eyewear you use depends on the
hazard or hazards you face. If you're
welding, for instance, you would probably
wear goggles or glasses that have side
protection to keep sparks out and filtered
lenses to protect against light radiation. You
might also have to wear a faceshield over
your other eye protectors.
Foot Protection
Skipping down from head to toes, you need
foot protection when there's a danger of
injury from objects falling or rolling on to
the foot or piercing the sole (29 CFR
1910.136). In general, safety footwear
should be sturdy and have an impactresistant toe. The degree of impactresistance you need depends on the job and
the hazards. You would, for instance, wear
safety boots or shoes with impact protection
if you handle heavy materials that could be
dropped. You need compression protection
if you work around objects that could roll
over your feet. In work areas with nails,
scrap metal, and other sharp objects on the
floor, you need protection from items that
could pierce your foot. The right footwear
can also provide the insulation you need to
protect you from exposure to electrical
hazards.
Hand and Body Protection
No particular pair of gloves can protect you
from every possible hand hazard. Your
hands may be at risk for cuts, abrasions,
burns, punctures, and the varied effects of
contact with hazardous chemicals. Chemical
hazards are a particular challenge, as no
gloves can resist all chemicals. You have to
know exactly what hazards you face to be
sure to select gloves that will really do the
job.
If you're at risk of burns or cuts, you might
wear leather or canvas. Metal mesh gloves
are effective when you work with sharp or
rough objects. Electricians usually wear
rubber gloves and insulating sleeves to
protect them from electrical shock or burns.
The same limitations apply to protective
clothing. You can't just cover parts of your
body with any form of PPE. You have to
select PPE that's designed to protect against
the hazard you face, whether it's a particular
chemical or heat or sharp tools. You might,
for example, wear wool or specially treated
cotton to protect you from heat or fire and
cotton duck to protect you from sharp or
rough material. Rubber and fabrics like
neoprene provide protection against certain
chemicals or acids.
Noise Protection
There's no question that prolonged exposure
to loud noise can damage your hearing.
OSHA has determined what level of noise is
harmful and has detailed requirements for
testing noise levels and employee hearing.
When noise levels can't be reduced, you
have to use some form of hearing protection,
either earmuffs, earplugs, or canal caps,
which are pads on a headband that cover the
ear entrance.
Respiratory Protection
OSHA also has detailed requirements for
protecting your lungs and respiratory
system. When there's a measured risk of
inhaling harmful substances, you have to
wear a respirator. The type of respirator you
use depends on the type and level of hazard.
But you can't wear any respirator unless you
have gone through a very careful fit testing
procedure. The fit testing makes sure the
respirator seals out contaminants and allows
you to move around while you're working. It
also screens out people who, for a variety of
reasons, can't wear a respirator.
This is, of course, only a brief overview of
how PPE can protect you against job
hazards. As I said earlier, each form of
protection deserves its own careful safety
meeting review. But no matter what PPE
you need, proper selection is only the first
step toward full protection. You also have to
fit, inspect, and maintain that PPE carefully,
which is what we'll look at next.
Safety Procedures
We select PPE based on its ability to protect
against specific hazards. To be effective and
allow you to perform your job, PPE has to fit
properly. Most PPE comes in different sizes
and it's important that you wear gear that fits
you well enough so there are no dangerous
gaps in protection. In addition, you have to
be able to move comfortably while wearing
it. Some PPE, such as safety goggles, is
adjustable, which makes it easier to get a
good fit. Respirators, as I mentioned, have
very detailed fit testing requirements, and
for very good reason. A poor fit can allow
contaminants to leak in, making the
respirator useless and putting your health at
risk.
Although the fit testing for other PPE is not
as involved, the same precautions apply. We
have to make sure it covers the body part it's
there to protect and allows you to move
around so you can do your job. To protect
you, PPE must also be in good condition.
That means no rips, tears, disintegration, or
other damage. Before you put on gloves,
goggles, clothing or any piece of PPE,
inspect it carefully. Your health and wellbeing are at stake, so you want to take your
time with this process. If an item is
damaged, don't use it! Turn it in and get new
protective gear. You also have to know the
correct way to put on and remove PPE.
When you put it on, the chief concern is to
get a good fit and make sure it's in good
condition. Make sure that you fasten all the
fasteners and that you're wearing each piece
that's necessary for your protection.
There's a need for caution when you remove
PPE, too. Be especially careful with PPE
that has been contaminated by hazardous
chemicals. You don't want to spread the
contamination to your body, other people, or
clean areas. To avoid that risk, remove
contaminated PPE one piece at a time, from
the top down. Keep your gloves on while
you remove the other clothing so you don't
get anything on your hands.
Once the PPE is off, you have to help us
keep it clean and in good condition. Again,
contaminated clothing is a special concern.
Place it in special assigned containers for
disposal. Reusable items will be specially
cleaned by people who are trained and
outfitted for the task. But even single-use
items like disposable gloves can't just go in
the trash. If chemicals are hazardous to you,
they may well be hazardous to the ground
and water. They receive special hazardous
waste disposal treatment so they won't put
anyone at risk.
Other PPE is easier to maintain. But it's
important to keep everything clean and put it
carefully away in proper storage. Check the
manufacturer's instructions that come with
PPE. Some hard hats, for instance, can be
damaged if left in the sun. The key point is
to take good care of your personal protective
clothing and equipment—so it can take care
of you!
Wrap-up
Personal protective clothing and equipment
should be an everyday part of how we do
our jobs. When we prepare to begin a task,
we have to consider PPE right along with the
tools or materials we need. PPE use is a
legal requirement for our company and for
you. OSHA makes it clear that it's
everyone's responsibility to select the right
equipment—and use and care for it properly.
We all have to know when to wear PPE—
and why we're wearing it. We have to
choose the right PPE, and know how to
inspect it, put it on, and adjust it for a good
fit. We also have to be able to remove it
properly and maintain, store, and dispose of
it correctly. There are certain hazards in
every workplace, as there are almost
everywhere. On the job, we are fortunate to
have the knowledge to identify those hazards
and the knowledge and equipment to protect
against them. PPE plays a very important
role in this protection, and its ability to keep
you safe and healthy outweighs any
discomfort or inconvenience that may go
with using it.
If you enjoyed reading this newsletter, please tell a friend or colleague. Use our "TELL A FRIEND" link below, to
email or fax them a link to this newsletter. PRIVACY POLICY: You are receiving this message because you have
recently requested information from TrainingOnline. If you would prefer not to receive this newsletter from
TrainingOnline, please send an e-mail to news@trainingonline.com with UNSUBSCRIBE in the subject line and we
will remove your name from our list.
Published by TrainingOnline.com
Copyright © 2003 TrainingOnline.com. All rights reserved.
TELL A FRIEND
Quick Fin
CBRNE - Personal Protective
Equipment
Rate this Article
Email to a Colleague
Last Updated: January 13, 2003
Synonyms and related keywords: PPE, protective respiratory devices, chemical
protective clothing, universal precautions
AUTHOR INFORMATION
Section 1 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal
Protective Equipment Levels Of Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of
Personal Protective Equipment Personal Protective Equipment Training, Regulation, And Conclusion Pictures Bibliography
Author: Jeffrey L Arnold, MD, FACEP, FAAEM, Assistant Clinical Professor,
Department of Emergency Medicine, Baystate Medical Center
Coauthor(s): Eric Lavonas, MD, FACEP, Department of Emergency Medicine, Divisions
of Toxicology and Hyperbaric Medicine, Carolinas Medical Center
Jeffrey L Arnold, MD, FACEP, FAAEM, is a member of the following medical societies:
American Academy of Emergency Medicine, American College of Emergency Physicians,
and Society for Academic Emergency Medicine
Editor(s): Mark Keim, MD, Director, Emergency and Disaster Public Health Sciences,
Adjunct Assistant Professor, Department of Emergency Medicine, Emory University,
National Center for Environmental Health, Centers for Disease Control and Prevention;
Francisco Talavera, PharmD, PhD, Senior Pharmacy Editor, Pharmacy, eMedicine;
Robert G Darling, MD, Captain, Medical Corps (Flight Surgeon), United States Navy,
Senior Medical Advisor, Navy Medicine, Office of Homeland Security, Operational
Medicine Division, US Army Medical Research Institute of Infectious Diseases
(USAMRIID); John Halamka, MD, Chief Information Officer, CareGroup Healthcare
System, Assistant Professor of Medicine, Department of Emergency Medicine, Beth Israel
Deaconess Medical Center; Assistant Professor of Medicine, Harvard Medical School; and
Raymond J Roberge, MD, MPH, FAAEM, FACMT, Clinical Associate Professor of
Emergency Medicine, University of Pittsburgh School of Medicine; Attending Staff,
Department of Emergency Medicine, Magee-Women's Hospital of the University of
Pittsburgh Medical Center
Author Informa
Introduction
Routes Of Exp
To Hazards
Civilian Person
Protective
Equipment
Military Person
Protective
Equipment
Levels Of Pers
Protective
Equipment
Choice Of Pers
Protective
Equipment
Limitations Of
Personal Prote
Equipment
Personal Prote
Equipment Tra
Regulation, An
Conclusion
Pictures
Bibliography
Click for rela
images.
Continuin
Educatio
CME currentl
offered for th
topic. Click h
for sponsored
CME.
Patient Educ
INTRODUCTION
Section 2 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal
Protective Equipment Levels Of Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of
Personal Protective Equipment Personal Protective Equipment Training, Regulation, And Conclusion Pictures Bibliography
Click here
patient
education
Personal protective equipment (PPE) refers to the respiratory equipment, garments, and
barrier materials used to protect rescuers and medical personnel from exposure to
biological, chemical, and radioactive hazards. The goal of PPE is to prevent the transfer of
hazardous material from patients or the environment to health care workers. Different types
of PPE may be used depending on the hazard present.
The types of hazards addressed in this article include biological warfare agents (BWAs),
chemical warfare agents (CWAs), and radioactive agents. The most common routes of
exposure to these hazards include inhalation, dermal contact, and ingestion.
ROUTES OF EXPOSURE TO HAZARDS
Section 3 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal
Protective Equipment Levels Of Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of
Personal Protective Equipment Personal Protective Equipment Training, Regulation, And Conclusion Pictures Bibliography
Routes of exposure to biological warfare agents
Exposure to BWAs is most likely to occur by inhalation of biological aerosols. BWA
particles of 1-5 m in diameter are inhaled most efficiently into the pulmonary alveoli.
Mucous membranes or abraded skin also are vulnerable and require protection against
BWAs. Conversely, dermal contact does not pose a significant risk, since intact skin
provides an effective barrier to all BWAs except trichothecene mycotoxins. Insignificant
amounts of aerosolized BWA particles adhere to clothing or skin. Secondary aerosols are
not generated efficiently. Ingestion is a minor route of exposure but inadvertently may occur
with hand-to-mouth contact or by swallowing contaminated secretions.
Routes of exposure to chemical warfare agents
Exposure to chemicals and CWAs occurs by inhalation of chemical gas or vapor. Exposure
also occurs by direct contact of the eyes or skin to chemical vapor or liquid. Mucous
membranes are particularly vulnerable, since moisture promotes the absorption of many
chemicals. Ingestion is a minor route of exposure.
Routes of exposure to radioactive agents
Patients exposed to beams of ionizing radiation (eg, patients receiving diagnostic x-rays) do
not emit radiation and therefore pose no radiation danger to others. In the setting of an
explosion, fire, or spill of radioactive material, victims can become contaminated with
radiation-emitting material. External contamination occurs when radioactive material gets
on a victim's clothing, skin, or hair. Victims also can become contaminated internally if
radioactive material enters the body through the gastrointestinal tract, an open wound, or
less likely, inhalation of highly radioactive dust. In any situation, the goal of PPE is to
prevent the transfer of radioactive material from the victim to the rescuer until the victim is
decontaminated.
CIVILIAN PERSONAL PROTECTIVE
EQUIPMENT
Section 4 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal
Protective Equipment Levels Of Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of
Personal Protective Equipment Personal Protective Equipment Training, Regulation, And Conclusion Pictures Bibliography
Civilian PPE refers to the PPE typically worn by civilian rescue or emergency care workers.
The goal of civilian PPE is to protect emergency personnel while they perform essential
response functions in contaminated environments or with contaminated patients. Various
types of emergency personnel require PPE, including first responders working in the hot
zone (exclusion zone or contaminated area), emergency medical personnel involved in field
decontamination, and hospital personnel involved in decontamination at the hospital.
Physicians rarely require PPE unless they are participating in prehospital response (usually
as part of a specialized team) or providing medical care to contaminated patients at the
hospital.
Many types of PPE are currently available, ranging from maximum protection with a
positive pressure respirator and total body encapsulation to minimum protection with a
simple surgical mask and a pair of latex gloves. The various types of protective respiratory
devices and clothing are described below.
Protective Respiratory Devices
Two basic types of respirators exist: atmosphere supplying (self-contained breathing
apparatus [SCBA], supplied-air respirator [SAR]) and air purifying (APR).
Self-contained breathing apparatus
SCBA consists of a full facepiece connected by a hose to a portable source of compressed
air. The open-circuit, positive-pressure SCBA is the most common type. This SCBA
provides clean air under positive pressure from a cylinder; the air then is exhaled into the
environment. Negative-pressure SCBAs are prohibited by Occupational Safety and Health
Administration (OSHA) regulations for hazardous materials (HAZMAT) incidents. SCBA
provides the highest level of respiratory protection.
Supplied-air respirator
SAR consists of a full facepiece connected to an air source away from the contaminated
area via an airline. Because SARs are less bulky than SCBA, they can be used for longer
periods. SARs also are easier for most hospital personnel to use. Although negativepressure SARs exist, positive-pressure SARs are recommended for HAZMAT incidents.
SARs, like SCBA, provide the highest level of respiratory protection.
Air-purifying respirator
An APR consists of a facepiece worn over the mouth and nose with a filter element that
filters ambient air before inhalation. Three basic types of APRs exist: powered, disposable,
and chemical cartridge or canister. Powered air-purifying respirators (PAPRs) deliver
filtered air under positive pressure to a facepiece mask, helmet, or hood, which provides
respiratory and ocular protection. Nonpowered APRs operate under negative pressure,
depending on the inspiratory effort of the wearer to draw air through a filter. Because
PAPRs function under positive pressure, they provide the greatest degree of respiratory
protection. A variety of chemical cartridges or canisters, which eliminate a variety of
chemicals including organic vapors and acid gases, are available.
Disposable APRs usually are half masks, which do not provide adequate eye protection.
This type of APR depends on a filter, which traps particulates. The use of a high-efficiency
particulate air (HEPA) filter or use in combination with a chemical cartridge enhances
disposable APRs.
One measure of respiratory filtration efficiency relevant to BWA exposures is the percent
penetration of droplet nuclei into the facepiece. For exposures to biological aerosols, PAPRs
with HEPA filters are most efficient, followed by elastomeric half-mask HEPA filter
respirators and non-HEPA disposable APRs.
All APRs are limited by the adequacy of their face seals. Accordingly, APRs do not provide
adequate respiratory protection in environments immediately dangerous to life or health
(IDLH).
High-efficiency particulate air filter
HEPA filters remove particles of 0.3-15 m diameter with an efficiency of 98-100%,
efficiently excluding aerosolized BWA particles in the highly infectious 1- to 5-m range.
HEPA filters are incorporated into a variety of protective respiratory devices including
PAPRs and elastomeric half-mask respirators (see Air-purifying respirator).
Surgical mask
Surgical masks are designed to protect the sterile field of the patient from contaminants
generated by the wearer. While surgical masks filter out large-size particulates, they offer
no respiratory protection against chemical vapors and little against most biological aerosols.
Protective Clothing
Most protective clothing is aimed at protection against chemicals and CWAs, since intact
skin provides an effective barrier against all BWAs except the trichothecene mycotoxins.
Chemical-protective clothing
Chemical-protective clothing (CPC) consists of multilayered garments made out of various
materials that protect against a variety of hazards. Since no single material can protect
against all chemicals, multiple layers of various materials usually are used to increase the
degree of protection. Aluminum-lined, vapor-impermeable garments increase the level of
protection. Protection is maximized by total encapsulation. An assortment of types of
chemical-protective hats, hoods, gloves, and boot covers complements the garments.
Barrier gown and latex gloves
Barrier gowns are waterproof and protect against exposure to biological materials, including
body fluids, but do not provide adequate skin or mucous membrane protection against
chemicals. Latex gloves also protect wearers from biological materials but are inadequate
against most chemicals. Barrier gowns, surgical masks, latex gloves, and leg and/or shoe
covers together comprise "universal precautions."
MILITARY PERSONAL PROTECTIVE EQUIPMENT
Section 5 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Military PPE refers to the protective respiratory devices, garment ensembles, gloves, and footwear covers wo
military personnel. The purpose of military PPE is to protect military personnel from chemical, biological, an
radioactive hazards, while enabling these personnel to accomplish their assigned missions. In general, militar
used for CWA exposures also protects against BWAs. The PPE used by the US military is not available for c
use.
M40 mask
The M40 mask is a full-face chemical and biological protective mask that protects the respiratory tract, eyes,
mucous membranes in a manner similar to a nonpowered APR. Available in 3 sizes, the M40 mask combines
protective mechanisms of a charcoal filter against CWA vapors (especially nerve agents and vesicants) and a
filter against BWA particles in 1 screw-on filter canister. Maintenance of this filter canister is critical. Filter
canisters must be replaced every 30 days, whenever filter elements are damaged physically or immersed in w
when excessive breathing resistance is encountered. Other features include 2 voicemitters for communication
optical inserts for visual correction, and a drinking tube.
Battledress overgarments
Battledress overgarments (BDOs) are 2-layered chemical protective overgarments that contain an inner layer
activated charcoal to adsorb penetrating chemical liquids and vapors. BDO also protects against BWAs and
radioactive alpha and beta particles. Available in 8 sizes and woodland or desert camouflage patterns, BDOs
be worn up to 24 hours in a contaminated environment. Contaminated BDOs must be incinerated or buried.
Chemical-protective gloves
Chemical-protective glove sets consist of a protective outer glove made out of butyl rubber and an inner glov
absorption of perspiration. Glove sets are available in 4 sizes and 3 thicknesses (7, 14, and 25 mL) with varyi
tactile sensitivities. Gloves may be worn for 12 hours in the contaminated environment. After visual inspectio
gloves may be reused for another 12 hours. After use, gloves may be decontaminated and reused.
Chemical-protective footwear covers
Chemical-protective footwear covers (CPFC) are single-sized butyl rubber footwear covers that protect comb
boots against all agents. Vinyl overboots also are available.
Patient protective wraps
Patient protective wraps (PPWs) or casualty wraps are chemical-protective and biological-protective wraps fo
casualties in contaminated environments in which personnel are unable to wear BDOs. The top of the PPW h
charcoal lining similar to the BDO, while the bottom is constructed of impermeable rubber. Breathing occurs
through the permeable PPW top, which functions as a protective respiratory mask.
Wartime personal protective equipment for civilians
The chemical infant protective system (CHIPS) is a semiclosed hoodlike system designed to protect infants in
contaminated environments. This protective device delivers filtered air via a battery-operated blower. CHIPS
available for civilian use in Israel.
LEVELS OF PERSONAL PROTECTIVE EQUIPMENT
Section 6 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Civilian Personal Protective Equipment
The US Environmental Protection Agency has graded PPE into 4 levels based on the degree of protection pro
Each level of PPE consists of a combination of the protective respiratory equipment and clothing, which prot
against varying degrees of inhalational, ocular, or dermal exposure.
Level A
Level A PPE consists of a SCBA and a totally encapsulating chemical-protective (TECP) suit. Level A PPE
provides the highest level of respiratory, eye, mucous membrane, and skin protection.
Level B
Level B PPE consists of a positive-pressure respirator (SCBA or SAR) and nonencapsulated chemical-resista
garments, gloves, and boots, which guard against chemical splash exposures. Level B PPE provides the highe
level of respiratory protection with a lower level of dermal protection.
Level C
Level C PPE consists of an APR and nonencapsulated chemical-resistant clothing, gloves, and boots. Level C
provides the same level of skin protection as Level B, with a lower level of respiratory protection. Level C PP
used when the type of airborne exposure is known to be guarded against adequately by an APR.
Level D
Level D PPE consists of standard work clothes without a respirator. In hospitals, Level D consists of surgical
mask, and latex gloves (universal precautions). Level D PPE provides no respiratory protection and only min
skin protection.
Military Personal Protective Equipment
Military PPE also has been graded into levels, which are known as mission-oriented protective postures (MO
Seven levels of MOPP have been defined, ranging from MOPP ready (prepared to use MOPP gear within 2 h
MOPP 4 (maximum protection in protective respiratory mask and BDO). The higher the level of MOPP, the
is the level of protection (and greater is the negative impact on individual performance).
CHOICE OF PERSONAL PROTECTIVE EQUIPMENT
Section 7 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Emergency care personnel who provide medical care to victims of hazardous incidents have the responsibility
first protecting themselves by wearing adequate PPE. Whenever possible, select the level of PPE based on th
known properties of the hazard. When the type of hazard is unknown, assume a "worst case" exposure and us
highest level of adequate PPE.
The primary consideration in selecting appropriate PPE is whether it will be worn in the hot zone (exclusion
contaminated area) or in the warm zone (contamination reduction zone or area where decontamination of pat
takes place). Since patients and equipment should be decontaminated thoroughly before leaving the warm zo
PPE is unnecessary in uncontaminated areas (except as noted below).
Hot Zone
The hot zone is IDLH. Accordingly, Level A PPE with SCBA or SAR is required for first responders or othe
personnel working inside the hot zone, where contact with HAZMAT is likely, including chemical gas or vap
biological aerosols, or chemical and/or biological liquid or powder residua. Incidents occurring in enclosed sp
with poor ventilation increase the risk of inhalation.
Warm Zone
The warm zone is an uncontaminated environment into which contaminated victims, first responders, and
equipment are brought. In classic HAZMAT response, the warm zone is adjacent to and upwind from the hot
However, experience with previous disasters indicates that contaminated victims capable of fleeing the hot zo
likely to bypass emergency medical services (EMS) and go directly to the nearest hospital, in which case the
zone may occur outside the emergency department or even inside the hospital.
Accordingly, the warm zone poses the risk of contaminated victims and equipment, which in turn depends on
type and route of exposure. In general, early recognition of the type of exposure is based on the clinical prese
of victims. The PPE required depends on whether victims were exposed to a BWA, CWA, radiological agent
agent(s) of unknown identity. The route of exposure may be inferred from the presence of contaminant on the
clothing and skin of victims. Vapor or aerosol exposure leaves no or minimal contaminant on victims, and of
gassing from the lungs does not occur. Liquid or powder exposures leave visible residua. For example, in the
subway sarin attack in 1995, approximately 90% of victims exposed to sarin vapor reported to medical facilit
private or public transportation without notable contamination of others. Secondary injury to hospital staff wa
minimal (mostly miosis) and did not necessitate specific treatment. In a similar manner, handling patients exp
to biological aerosols poses little risk to emergency care personnel outside the hot zone.
Known biological warfare agent hazards
Personnel handling patients contaminated with BWAs require respiratory protection. Dermal protectio
largely unnecessary, since BWAs are not dermally active (with the single exception of the mycotoxin
Personnel handling victims who have been exposed to a known BWA aerosol are not required to wea
since secondary aerosolization of residual agent from clothing, skin, or hair is insignificant.
When victims are contaminated with a known BWA liquid or powder, Level D PPE (universal precau
and PAPR with HEPA filter are required until decontamination is complete. Level C PPE and PAPR
HEPA filter may be considered if residua on victims is suspected of containing mycotoxins.
Known chemical warfare agent hazards
Personnel handling patients contaminated with CWAs require respiratory and dermal protection.
When victims are exposed to a known CWA gas at standard temperature and pressure (STP; eg, chlor
phosgene, oxides of nitrogen, cyanide), no PPE is required, since off gassing is insignificant.
When victims are exposed to a known CWA vapor from volatile liquid (eg, nerve agent, vesicant vap
PPE is required, since off gassing may result in low-level exposure of responders.
When victims are contaminated with a known CWA volatile liquid (eg, nerve agent liquid, vesicant li
Level C PPE with PAPR and chemical cartridge is required until decontamination is complete. In gen
Level C PPE is used when the inhalation risk is known to be below the concentration-time product ex
to harm personnel and when eye, mucous membrane, and skin exposures are unlikely.
Known radiation hazards
When victims are exposed to external radiation but not contaminated with a radiation-emitting source
PPE is required. If any doubt exists whether victims or their clothing are contaminated, they should be
surveyed with a Geiger-Müller counter.
When victims are contaminated externally with radioactive material (skin, hair, wounds, clothes), use
D PPE (ie, waterproof barrier materials, such as surgical gown, mask, gloves, leg, and/or shoe coverin
universal precautions) until decontamination is complete. Double layers of gloves and frequent chang
the outer layer help reduce the spread of radioactive material. Handle radioactive materials with tongs
whenever possible. Lead aprons are cumbersome and do not protect against gamma or neutron radiati
this reason, experts currently recommend against their use when caring for a radiation-contaminated p
Health care workers also should wear radiological dosimeters while working in a contaminated
environment. The health care facility radiation safety officer usually supplies these devices.
When victims are contaminated internally with radioactive material, wear latex gloves when handling
fluids (urine, feces, wound drainage). The health care facility radiation safety officer or health physici
determine when the amount of radioactivity in the patient's body secretions has fallen to a nondangero
level.
Unknown hazards (BWA, CWA, or both)
According to current US OSHA regulations, Level B PPE is required for emergency medical personnel respo
to an unknown hazard. For hospital personnel using Level B PPE, SAR is recommended, since SCBA is mor
cumbersome to use. Some experts maintain that Level C PPE with PAPR (with organic vapor cartridge and H
filter) provides adequate protection until decontamination is complete. Unfortunately, no single ensemble of
can protect emergency care personnel against all hazards.
Cold Zone
By definition, the cold zone should be completely uncontaminated. Nevertheless, patients exposed to certain
may develop transmissible disease, which then poses a risk of secondary spread to medical personnel. The ty
PPE required depends on the route of transmission of these infectious diseases.
Respiratory droplet/airborne particles
PAPR with HEPA filter provides the greatest degree of respiratory protection against BWA-associated diseas
spread by respiratory droplet (ie, smallpox, pneumonic plague) or airborne particles (possibly smallpox) whe
treating patients with overt disease. Disposable HEPA filter masks also suffice. Evidence exists that smallpox
be transmitted by airborne particles under certain circumstances. Some patients develop a very dense conflue
and severe cough when infected with variola. These patients are also likely to have many lesions involving th
mucosa and pharynx. During bouts of severe cough, they may shed virus as an airborne aerosol. One welldocumented episode of this form of transmission occurred at the Meschede Hospital in Germany in January 1
Medical personnel should wear latex gloves while handling the skin of patients with smallpox, since smallpo
is transmitted by contact with pox lesions that have not yet crusted over.
Blood or body fluid
While in contact with patients with BWA-associated disease spread by blood or body fluid contact (ie, hemor
fever viruses), wear Level D PPE (universal precautions).
LIMITATIONS OF PERSONAL PROTECTIVE EQUIPMENT
Section 8 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
PPE is associated with a number of potential limitations, as listed below. In general, higher levels of PPE are
difficult to use.
Takes time to put on: Level A PPE takes the longest time to put on.
Impaired dexterity: Some first responders or emergency care personnel may experience difficulty in
performing some life-saving interventions.
Impaired mobility: Mobility decreases with weight. Mobility also is limited by using a SAR, since the
wearer must retrace his or her steps along the supplied airline to exit hot zone.
Impaired communication: Wearing a facepiece or mask commonly results in poor speech intelligibilit
Impaired vision: Facepieces also may limit the wearer's visual field.
Heat stress: Encapsulation and moisture-impermeable CPC material lead to heat stress.
Increased weight: Level A with SCBA is the heaviest PPE.
Psychological stress: Encapsulation increases the psychological stress to wearers and patients.
Limited duration of use: Wearing Level A PPE for longer than 30 minutes is difficult.
Limited oxygen availability: SCBAs only can be used for the period of time allowed by the air in the
APRs only can be used in environments in which the ambient air provides sufficient oxygen.
PPE also is associated with potential "hazards" or risks to wearers, as follows:
Improper use: Protective respiratory devices and CPC must be properly fitted, tested, and periodically
checked before use. An improper fit is an avoidable cause of penetration.
Penetration: Penetration refers to the process by which HAZMAT may penetrate openings in protectiv
respiratory equipment or clothing. The risk of penetration increases with the use of negative-pressure
respirators.
Permeation: Permeation refers to the process by which HAZMAT cross through protective barriers.
Permeation depends on both the properties of the protective garment (or equipment) and concentratio
chemical at surface. Permeation is measured in terms of the breakthrough time.
Degradation: Degradation refers to the process by which structural characteristics of PPE are degrade
contact with chemical substances. Degradation allows permeation or penetration.
Recontamination: Wearers may become contaminated during PPE removal unless decontamination an
removal protocols are followed systematically.
PERSONAL PROTECTIVE EQUIPMENT TRAINING, REGULATION,
AND CONCLUSION
Section 9 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Personal Protective Equipment Training
The use of any type of PPE requires adequate training. The overall goals of PPE training are to protect the we
from physical hazards (biological, chemical, radioactive) and to prevent injury from improper use or equipme
malfunction. Appropriate training topics include hazard identification, medical monitoring, environmental
surveillance, and the selection, use, maintenance, and decontamination of PPE.
Personal Protective Equipment and US Regulatory Agencies
Occupational Safety and Health Administration
US OSHA requires that hospitals participating in community emergency response plans to HAZMAT inciden
comply with hazardous waste operations emergency response (HAZWOPER) standards. Accordingly, emerg
medical personnel responding to a HAZMAT incident in the US are required to wear an appropriate level of
Furthermore, OSHA regulations require that a minimum of Level B PPE be used for emergency medical pers
responding to an unknown hazard. New OSHA standards also require that employees who serve as first respo
to HAZMAT incidents receive 8 hours of initial training in the use of PPE.
Joint Commission on Accreditation of Healthcare Organizations
The Joint Commission on Accreditation of Healthcare Organizations (JCAHO) requires that accredited health
institutions in the US have emergency procedures that define the use of PPE during HAZMAT exposures. JC
specifically requires that every institution with an emergency department have a plan for treating at least 1
contaminated patient.
National Institute for Occupational Safety and Health
The US National Institute for Occupational Safety and Health (NIOSH) establishes the technical criteria for
certification of respiratory protective equipment and makes recommendations for its use.
Conclusion
This article is intended as an introduction to the types and levels of PPE currently available. The optimal choi
PPE remains challenging, since little scientific evidence is available to guide selection. Even OSHA regulatio
expert recommendations may disagree at times, and neither is supported by demonstrations of increased safet
improved outcomes. Furthermore, higher levels of protection also increase costs, physical stress, and training
requirements. Nevertheless, 2 important principles remain to guide the optimal choice of PPE. Whenever pos
choose the level of PPE based on the known properties of the hazard. When the types or properties of the haz
unknown, assume a "worst case" exposure and use the highest level of adequate PPE.
PICTURES
Section 10 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Caption: Picture 1. Rescuer wearing Occupational Safety and Health Administration
(OSHA) Level A protection. Note that he is encapsulated completely with a self-contained
breathing apparatus (SCBA). This type of suit provides the highest degree of both dermal
and respiratory protection and is appropriate for wear in an immediate danger to life and
health (IDLH) environment (ie, hot zone). However, the garment severely limits
communication and provides a great deal of heat stress (photo credit: Tom Blackwell, MD).
View Full Size Image
eMedicine Zoom View (Interactive!)
Picture Type: Photo
Caption: Picture 2. Rescuer wearing Occupational Safety and Health Administration
(OSHA) Level A protection, rear view. By definition, Level A protection incorporates either
a self-contained breathing apparatus (SCBA, shown here) or a supplied-air respirator (SAR).
The wearer is encapsulated completely (photo credit: Tom Blackwell, MD).
View Full Size Image
eMedicine Zoom View (Interactive!)
Picture Type: Photo
Caption: Picture 3. Rescuer wearing Occupational Safety and Health Administration
(OSHA) Level B protection. This type of suit provides excellent splash protection from the
front, but the wearer is not encapsulated completely. Air is supplied by a self-contained
breathing apparatus (SCBA, shown here) or supplied-air respirator (SAR). Level B
protection is appropriate for workers performing patient care and decontamination in the
warm zone, in which the victims and their clothing possibly are contaminated with a
chemical that could evaporate or be absorbed through the skin (photo credit: Tom
Blackwell, MD).
View Full Size Image
eMedicine Zoom View (Interactive!)
Picture Type: Photo
Caption: Picture 4. Rescuer wearing Occupational Safety and Health Administration
(OSHA) Level C protection. The dermal protection is the same as with Level B, but the
rescuer now is breathing filtered air from a powered air-purifying respirator (PAPR) rather
than supplied air from a tank. Because it avoids the weight and complexity of a selfcontained breathing apparatus (SCBA) system, Level C protection is much easier to wear
and causes less heat stress. Level C protection is appropriate for most activities in the warm
zone, unless droplet and/or vapor levels are very high (photo credit: Tom Blackwell, MD).
View Full Size Image
eMedicine Zoom View (Interactive!)
Picture Type: Photo
Caption: Picture 5. Chemical Terrorism Agents and Syndromes. Signs and symptoms.
Chart courtesy of North Carolina Statewide Program for Infection Control and
Epidemiology (SPICE), copyright University of North Carolina at Chapel Hill,
www.unc.edu/depts/spice/chemical.html.
Picture Type: Image
Caption: Picture 6. Bioterrorist Agents. Signs and symptoms. Chart courtesy of North
Carolina Statewide Program for Infection Control and Epidemiology (SPICE), copyright
University of North Carolina at Chapel Hill, www.unc.edu/depts/spice/bioterrorism.html.
Picture Type: Image
BIBLIOGRAPHY
Section 11 of 11
Author Information Introduction Routes Of Exposure To Hazards Civilian Personal Protective Equipment Military Personal Protective Equipment Levels Of
Personal Protective Equipment Choice Of Personal Protective Equipment Limitations Of Personal Protective Equipment Personal Protective Equipment Train
Regulation, And Conclusion Pictures Bibliography
Amirav I, Epstien Y, Luder AS: Physiological and practical evaluation of a biological/chemical protec
device for infants. Mil Med 2000 Sep; 165(9): 663-6[Medline].
Anon: Personal protection. In: Medical Management of Biological Casualties Handbook. 2nd ed. 199
109.
Anon: Personal protection and safety principles. In: Managing Hazardous Materials Incidents. Vol 1.
Emergency medical services; 15-19.
Anon: Respiratory protection. In: Managing Hazardous Materials Incidents. Vol 1. Emergency medic
services; 20-22.
Burgess JL, Kirk M, Borron SW, Cisek J: Emergency department hazardous materials protocol for
contaminated patients. Ann Emerg Med 1999 Aug; 34(2): 205-12[Medline].
Cherrie JW: Selecting an adequate respiratory protective device: the choice between a respirator and
breathing apparatus. Ann Occup Hyg 1998 Feb; 42(2): 91-5[Medline].
Fennelly KP: Personal respiratory protection against Mycobacterium tuberculosis. Clin Chest Med 19
Mar; 18(1): 1-17[Medline].
Gelfand HM, Posch J: The recent outbreak of smallpox in Meschede, West Germany. Am J Epidemio
Apr; 93(4): 234-7[Medline].
Harber P, Merz B, Chi K: Decision model for optimizing respirator protection. J Occup Environ Med
May; 41(5): 356-65[Medline].
Levitin HW, Siegelson HJ: Hazardous materials. Disaster medical planning and response. Emerg Med
North Am 1996 May; 14(2): 327-48[Medline].
Macintyre AG, Christopher GW, Eitzen E Jr, et al: Weapons of mass destruction events with contami
casualties: effective planning for health care facilities. JAMA 2000 Jan 12; 283(2): 242-9[Medline].
Nicas M: Respiratory protection and the risk of Mycobacterium tuberculosis infection. Am J Ind Med
Mar; 27(3): 317-33[Medline].
O'Hern MR, Dashiell TR, Tracy RF: Chemical Defense Equipment. Medical Aspects of Chemical and
Biological Warfare. 1st ed. 1997: 361-396.
Wehrle PF, Posch J, Richter KH, Henderson DA: An airborne outbreak of smallpox in a German hosp
and its significance with respect to other recent outbreaks in Europe. Bull World Health Organ 1970;
669-79[Medline].
Wiener SL: Strategies for the prevention of a successful biological warfare aerosol attack. Mil Med 19
May; 161(5): 251-6[Medline].
NOTE:
Medicine is a constantly changing science and not all therapies are clearly established. New research changes drug and treatment therapies daily. The autho
editors, and publisher of this journal have used their best efforts to provide information that is up-to-date and accurate and is generally accepted within medic
standards at the time of publication. However, as medical science is constantly changing and human error is always possible, the authors, editors, and pub
any other party involved with the publication of this article do not warrant the information in this article is accurate or complete, nor are they responsible for om
or errors in the article or for the results of using this information. The reader should confirm the information in this article from other sources prior to use. In pa
all drug doses, indications, and contraindications should be confirmed in the package insert. FULL DISCLAIMER
CBRNE - Personal Protective Equipment excerpt