BAE Poultry Production Simulation Chamber Complex Project Annual Report for 2010
advertisement

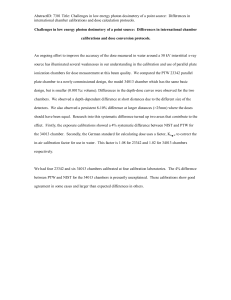
BAE Poultry Production Simulation Chamber Complex Project Annual Report for 2010 January, 2011 By Steven Badawi, Roberto D. Munilla, Lingjuan Wang Li The BAE poultry simulation chamber complex project was started in 2009. Since its beginning this project has been hampered by continually rising material costs, and by labor shortages. These cost and labor constraints, coupled with several building structural defects and shortcomings, have required several major re-designs and modifications. These challenges have been met with resourcefulness and dedication which has allowed the work to advance greatly. As reported in 2009, in the first year of the project, the team had to perform significant miscellaneous repairs, building modifications and maintenance. Procurement and installation of the fabrication tools and equipment were also completed prior to starting construction of the prototype. In addition, the team designed, fabricated and tested prototype core chamber and system components. This leads to initiation of the massive construction effort of 6 complete chamber systems in May 2010. This report discusses the tasks completed, and any unforeseen situations that have impeded progress. In addition, this report also indicates the tasks that are still ahead, and the requirements needed to advance toward completion. For illustration, figure 1 shows the chamber system and major components. The chamber unit design is modular, light-weight, re-configurable, high R-value, and easy to sterilize. Units can be ganged together into short tunnels or used singly. The modular wall panels allow for repositioning of ventilation ducts to create different flow regimes. These chambers will in effect be small scale, reconfigurable, wind tunnels that can provide small bird flocks (60birds/unit) with a stable environment in spite of variations in outdoor conditions, bird size or behavior. Figure 1. Schematic of the flow-through chamber system 1 Accomplishments in 2010 1. The Core Chambers (see figure 1): The major components for 6 main environmental chambers (the core chambers) have been built. These massive structures have been painted and clad with stainless steel and aluminum. These components include Building 12 platforms (96” x 96” x 6 ¾”): fully insulated (see figure 2 in appendix) Building 6 platforms (96” x 96” x 4 ¼”): fully insulated (see figure 2 in appendix) Constructing 36 6 ¾” cross beams clad in aluminum and stainless steel (see figure 3 in appendix) Constructing 72 12” cross beams clad in aluminum and stainless steel (see figures 3 and 4 in appendix) Constructing 44 steel vertical support beams clad in wood, aluminum, and stainless steel (see figures 5, 6, and 7 in appendix) Designing and constructing steel plates for suspending platforms from the vertical support beams (see figures 5 and 6 in appendix) Construction of these components required significant time; however with the use of precise jigs, an “assembly line” style of construction was achieved. This required wood and metal cut to exact measurements, in addition to the precise placement of fasteners in predetermined patterns to avoid complications in later stages of construction. Figure 7 shows how many of the components fit together 2. Collimating Cabinets (see figure 1) These structures serve to create a uniform flow field before and after the turn around. All sides are filled with insulation and sealed. To build these structure five separate components were built and then later assembled. A set of 6 collimating cabinets has been assembled (see figure 8 in appendix). These will later be sealed and painted. 3. Concrete Piers Because the concrete slab located on the south side of the building is subsiding and the building’s central floor is not level, 12 concrete piers were poured (see figure 9 in appendix). These structures provide a stable and level support between the core and conditioning chambers. With the majority of the chamber’s weight resting on the main building’s slab any downward drift of the external slab would not affect the environmental chamber’s alignment. To keep the concrete piers from lifting three rebar spikes were placed six inches in the slab. Six molds (see figure 10 in appendix) were then fabricated to allow for batch pouring. Rebar was also used to create a reinforcing cage placed inside during the pour to add to the structural integrity to the concrete. As a result of inconsistent positioning and leveling by the student workers, four of the piers had to be reworked with a grinder to achieve the proper height. 4. Conditioning Chambers (see figure 1) Due the required structural complexity and the features necessary to allow for placement in an outdoor environment, the construction of the conditioning chambers took several months. Tasks that had to be completed are as follows: Building 63 frames to exact specifications (see figure 11 in appendix) 2 Building 36 roof trusses to exact measurements (see figure 12 in appendix) Constructing a floor of treated plywood to erect frames on (see Figure 13 in appendix) Insulating the floor (see figure 13 in appendix) Cladding the internal structure with plywood Insulating the walls and roof (see figure 14 in appendix) Cutting and bending “Z” channels to direct water on side walls Cladding walls and roof with plywood Cutting roofing metal to size Attaching roof metal to the main structure (see figure 15 in appendix) Caulking and joints and seams Priming and paint the structure multiple times Cutting and installing Hardie Plank for structural sides with extensive exposure to the elements. Placement of units in their final locations and leveling (see figure 16 in appendix) 5. Electrical Heat production characteristics of the variable frequency drive controllers required significant modifications to the NEMA boxes used to enclose them. To isolate the controllers from the dust and heat of the production floor the original electric design was modified and the drive controllers were placed inside the control room (see figures 17 and 18 in appendix). This change in location meant that conduit had to be routed from the western electrical boxes to the control room through internal walls. In order to make the installation compact and unobtrusive, the conductors from an electrical box were run in a single conduit to the corresponding variable frequency drives (1 ½” RPVC conduit was used). This approach derated the wire and required the purchase of larger gauge conductors. Because at the new location the drives was not in “line of sight” of the breaker boxes, compliance with NECA mandated a dedicated disconnect for each drive. For the power lines to the blowers, compliance with the electrical code required evenly spaced buried conduit for the power lines to the blower units. This provides safety and also prevents electromagnetic interference. The intervals necessary to be compliant was 7.5” spacing between centers on the horizontal and vertical with the top level of conduits at least 2” below the surface. Using this measurement a trench roughly 3’ deep and 2 ½’ wide (see figures 19, 20, and 21 in appendix) was trenched for a total of 75’. This process was significantly impeded by numerous drain pipes that had to be moved or repaired. Due to the age of the complex, farm personnel did not know the location or purpose of many underground pipes. Once the PVC conduits were completed, wire was pulled from the control room in bundles of 3 conductors and a ground. Resources dedicated to the project 1. Work Forces From January 2010 until February 2010 the work force dedicated to the project consisted of Carl Tutor and Roberto Munilla. On Feb 3rd 2010, Steven Badawi joined the team. After spring semester of 2010, three student workers were hired from May 24th through December 23rd. Carol Tutor was removed from the project on May 20th and Craig Baird provided some assistance. With gracious support from the 3 department head and Dr. Phil Westerman, Mike Adcock joined the team in August. Table 1 summarizes the labor (by total hours) dedicated to the project in 2010. Table 1. Summary of the work forces dedicated to the project in 2010 Name Working hours Supported by Roberto Munilla 1797 hours BAE Steven Badawi 1706 hours The USDA special grant Carol Tutor 500 hours BAE Mike Adcock 244 hours BAE ** Craig Baird 100 hours Help offered by Sanjay Shah Greg Tuner 615 hours The USDA special grant Chris Buchanan 555 hours The USDA special grant Chris White 320 hours The USDA special grant Cheng Hao 320 hours Wang’s external grant Qianfeng (Jeff) Li 308 hours Special grant & Wang’s NRI Total hours 6948 hours ** No more than 100 hours in two years (2009 and 2010). Note Full time working on the project Joined the team in February, 2010 Left the team in May, 2010 Joined the team in August, 2010 In 2-yr: 2009-2010 Undergraduate student worker Undergraduate student worker Undergraduate student worker Undergraduate student worker From Jan.12-April 20 (22hr/wk) Student help (although useful) has proven to be inconsistent due to inexperience, academic obligations and other time constraints. Its real productivity is further reduced by increased demands for training, communication and supervision. The large scale of the chamber units and the need to provide secure storage for large amounts of materials has required constant reorganization and clean up of the production floor. Moreover, from time to time, work was stopped for the preparation of “show and tell” days. In order for the project to advance effectively a skilled workforce must be acquired. This workforce should have 4 to 5 skilled full time workers; this must include at least one engineer. Presently the team consists of a full time journey level engineer, a half time contributing engineer and one full time technician. This situation creates scheduling conflicts and is inefficient; the engineers must split duties between the planning, design, and management and the actual fabrication. At a minimum two more technicians are required. To maintain forward momentum one member must at all times be current with all designs and maintain an open dialog with the engineers. This individual must also act as a foreman; organizing the workforce, upholding production standards, and answering any questions the work force might have. This ideal arrangement would have drastically reduced the amount of time to complete the project. 2. Prices of Commodities and Supplies As in August 2010, the estimation of the unit chamber assembly material cost was around $24K (see, table 2). The past several years the world economy has been meet with an increased rate of inflation, inclement weather, and a dramatic slump in the economy. These factors have seriously impacted the cost of construction supplies. To illustrate how this affects the project, table 3 shows some of the commonly used materials and their price changes over the past two years. This table however does not reflect the price after coastal hurricanes, and other natural events; which at that time the prices can increase 150% and higher. Great effort has been made to reduce cost, and purchase items in bulk and at the lowest price possible. This has saved thousand dollars on large purchase orders; however, it required more time and distracted management from the construction work. Stockpiling materials also has reduced fabrication space and created staging conflicts. 4 Table 2. Estimation of unit chamber assembly material cost[1],[2] Item $5,500 per chamber for the blower unit with motor and controller plus power wire and cutoff Cost $5,500 $13,900 per chamber for wood, plywood, insulation, metal, metal roofing, paint, caulking, fasteners, rubber membrane for litter bed ($850/chamber). $14,750 a proportion of the chiller and heater costs: a new unit to cover the HVAC requirements for 12 chambers would cost about $60,000, or about $5,000 per chamber $5,000 $800 per chamber for the emergency ventilation system. $3,000 per chamber for ventilation controllors, wires, thermocouples, RH, velocity and pressure sensors $800 $3,000 Total material cost per chamber $23,550 This estimation does not include feeders, waters, filters, litter MC sensors, gas sampling system (GSS), gas analyzers/sensors, data acquisition system (hardware & software); [2] The estimation is based upon the prices for materials & supplies in August 2010. [1] Table 3. Sample of price increases over two years Item 2008 Price 2011 Price Increased by 1/2" x10' Cu pipe $5.82 $10.84 86.25% 1/2' 4x8' Treated Plywood $25.98 $33.89 30.45% 3/4' Galvanized Pipe $2.27 $16.10 609.25% 5# Galvanized Nails $13.93 $15.86 13.85 % 2’x4'x10' Engineered Stud $8.50 $10.00 17.65% Silicon Caulk $1.98 $2.28 15.15% 22 Ga. 48x 96 Galvanized sheet $19.00 $26.10 37.37% Work to be completed 1. Erection of environmental chambers Currently all components needed for the erection of the environmental chambers have been built and purchased. The main difficulty lies in the fact that the site does not have a dedicated fork lift. Floor panels must be lifted close to 15’. The fish barn at the Lake Wheeler research facility owns the only available fork lift. It shares this with the swine unit. Our project can only access the fork lift with the permission of the fish barn and at times when it is not in use. Once these structures have been completed all seams need to be sealed and painting needs to proceed on all exposed wood surfaces. Once dry the membrane to be used in the litter pan shall be cut and installed. 2. Environmental Chamber Panels The current design for the environmental chamber wall panels is labor intensive; it would take a team of two dedicated workers approximately 72 days to complete all the panels for 9 chambers. Current design revisions would allow for mass production of panel bodies and resin casting of end caps. This method will relax the tolerances for the metal break work and expedite the process. This method has not been prototyped but it is safe to assume the required time will be no more than 2 months of dedicated work from a two man team. 5 In order for the system to work properly, connections between components need to be properly sealed. With the use of gasket material the panels and other components can still remain removable and achieve an air tight seal. 3. Establishment of a communication system For the past two years the research building has lacked internet communications. The wireless equipment purchased at the beginning of the project was installed on the roof. It worked poorly and later failed completely. Wireless connections with the swine educational unit are difficult due to the abundance of large metal roofs and inconsistent signal transmission. High speed internet must be available for research and the possibility for remote access of controls. 4. Completion of fan installation, enclosure and duct construction As of December 2010, six decks have been constructed out of treated timber (see figure 22 in appendix). These structures are to be placed in front of the conditioning chambers outside. These structures must be placed in the ground with stable concrete footings. This will reduce the possibility of tipping when the blowers are raised to their proper height. The blowers will require insulated enclosures and ducting that connects them to the conditioning chambers. After this, the wiring of the motors can be completed. Duct work then needs to be built to connect the blower with the environmental chamber. Theses ducts must allow for the dumping of air while preventing the short circuiting of particulates in the system, pressure changes from wind, and protection from the elements. 5. Control planning and implementation A major factor in the completion of this project is the design and implementation of the system controls. This calls for the purchase and integration of sensors, communication systems, and backup systems. This process will take several months to design and test. Once testing is completed on a prototype the implementation of the control system can be applied to the remaining chambers. In order to gain IACUC approval, a backup electrical system must be installed. The proposed design will use a small 5KW generator to power ¼ hp fans, this circuit will be independent of the building’s electrical wiring. 6. Validation In order to provide statistically valid data for the purpose of research and publication, validation must occur. This process will consist of wind pattern, studies performance studies, and overall effectiveness of the control system in maintaining a desired environment. It will take several months before any test subjects can be placed in the chamber. Workforce issue: Due to the budget shortfall, all the student help was terminated on December 23, 2010. In addition, Steven Badawi was switched from fulltime (40hr/week) employee status to part-time (20hr/week) employee status. It is also anticipated that with 15% budget cut to the university and to the department, staff support from BAE will be challenged. Severe shortfall in labors has been, and will continue to be a road block in the completion of the project. In order for the project to advance smoothly a minimum of 5 skilled workers are needed; including at least one engineer. Currently the team consists of a full time journey level engineer, a half time 6 contributing engineer and a full time technician. This situation is inefficient and imposes a heavy burden on the engineers who are forced to fabricate and design and manage all at once. At least two more technicians are needed. One member must at all times be current with all designs and maintain an open dialog with the engineers. This individual must also act as a foreman; organizing the workforce, upholding production standards, and answering any questions the work force might have. This ideal arrangement would have drastically reduced the amount of time to complete the project. Appendix: Figure 2 This stack of platforms consists of six 6 ¾” platforms and four 4 ¼” platforms Once partially assembled the platforms were insulated with 3” Styrofoam and sealed with two ¾” sheets of ply wood to allow greater rigidity for instruments, litter, and personal. They were later sealed with several coats of durable paint and silicon caulking. Figure 3 Fully clad, the cross beams are attached to their platforms with lag bolts. The top layer of the image on the right shows the attachment of the 12” cross beams to a 6 ¾” platform. This will form the middle level where the litter and chickens will reside. The level below will be the chamber’s floor 7 Figure 4 In order to keep the roof of the environmental chamber assembly as light as possible to aid in construction a 4 ¼” platform was used. Shown here clad 12” cross beams are attached to all sides creating a smooth surface on top of the chamber for instrumentation and personal if needed. Figure 5 In order to secure the lower section to the vertical support beams Aluminum plates were drilled and attached to the platform and vertical steel structures. Figure 6 This larger plate is used to secure the middle and top platforms to the steel vertical support structures. This created a significant amount of strength and rigidity. 8 Figure 7 Once a level surface has been created the lower, middle, and upper platforms are assembled with spacers that allow for precise placement and ease the squaring of the structure. Once in place the vertical steel supports are attached using lag screws and aluminum plate. This image shows a partial assembly. The ruler in front of the chamber is 8’ long and shows some indication of the structures height. 9 Figure 8 Placed before the turn around duct and assisting in creating a controlled flow field for the environmental chamber the collimator cabinets for six chambers can be seen here. These are partially painted and sealed. Like the rest of the systems the walls are insulated with foam panels. Figure 9 The concrete piers provide a level surface to mount the outside conditioning chambers and the environmental chambers inside. 10 Figure 10 Concrete pier molds & Rebar / reinforcing cages Figure 11 Frames for the construction of six conditioning chambers. 11 Figure 12 Three of nine roof truss sets used to support the metal roofing for the conditioning chamber. This technique allowed for mass production of a component. It provided consistent results and saved time. Figure 13 once a stable and level platform is constructed treated plywood is placed on top and structural elements are added. Once complete seven frames are placed on top of the floor, spaced, and secured. The next step involves an alternation of insulation and plywood cladding. The plywood adds a significant amount of rigidity in combination with the frames allowing for a solid structure. 12 Figure 14 In order to reduce waste from the project, scrap foam board is custom fitted whenever possible. Here Mr. Munilla hand cuts leftover pieces to insert into the conditioning chambers roof. In the foreground another chamber has been fitted with roof trusses and purlins ready for roofing. Figure 15 In order to comply with field lab policy and to present a durable, aesthetically appealing structure, metal roofing that matched the existing structure was used. This required fabrication of corner pieces and other elements. 13 Figure 16 Final placements of six southern conditioning chambers Figure 17 Custom NEMA boxes installed with required disconnect switches. Each box holds three variable frequency drives and is isolated to one power supply box. Located in the control room power enters from the main floor and then through the back of the NEMA boxes outside to the blowers. 14 Figure 18 Variable Frequency drives inside NEMA Boxes Figure 19 An excavator was used to achieve the desired depth and width of the trench. 15 Figure 20 Installing RPVC conduits that will provide electricity to the blowers. As part of an effort to comply with NECA and retain proof of compliance all elements of the instillation were documented including photographs of placements Figure 21 Electrical transitions into the control room 16 Figure 22 Treated plywood blower decks 17