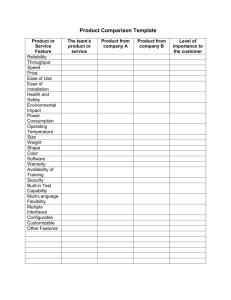
Simplify the manufacturing process
advertisement

An EASEworks® Manufacturing Tutorial Lean Manufacturing Ver 6 START HOME Copyright EASE Inc Tutorials© 1986-2006 Index INTRODUCTION WORK SIMPLIFICATION Process Chart Multiple Activity Chart Flow Diagram Summary How is it Done? IMPLEMENTATION PART SIMPLIFICATION CONCLUSION EASE Inc. Services, Clients and Contact Numbers. HOME Copyright EASE Inc Tutorials© 1986-2006 EASEworks® This presentation will help you to..... LOWER COSTS By eliminating useless work; simplifying necessary work; proper utilization of materials; reducing scrap IMPROVE PRODUCTIVITY By utilizing machines; tools; equipment and facilities to capacity; reducing bottlenecks and developing a smooth flow of materials and communications HOME Copyright EASE Inc Tutorials© 1986-2006 SAVE EFFORT By eliminating or reducing fatiguing and waste motions; long transports and involved paperwork through easier methods and mechanization. IMPROVE QUALITY By improving tooling and inspection techniques. REDUCE ACCIDENTS By eliminating accident hazards; reviewing working conditions and encouraging plant and job cleanliness. HOME Copyright EASE Inc Tutorials© 1986-2006 You Must Plan Your Operations & Improve Your Methods! To meet competition effectively and to continue to grow - you must constantly seek to reduce your cost. Sample Distribution of Income 3% 2% Material&OpExp. 7% Payrolls 20% All Taxes Payrolls between 4% and 20% 68% Earnings Retained Dividends Paid to Shareowners HOME Copyright EASE Inc Tutorials© 1986-2006 Each of the Elements of Cost; Labor; Burden; and Materials can represent millions of dollars in your company. To reduce only one of them by as little as 5% would represent a huge saving. A portion of each of these costs is excess cost if it represents unnecessary labor, unbalanced workload, waiting time, lost time, backtracking of materials, wasted material, spoiled parts and duplicate clerical work that should be ELIMINATED or REDUCED. HOME Copyright EASE Inc Tutorials© 1986-2006 This presentation shows you how to use certain tools for finding excess costs, getting new ideas, developing new methods and for selling new methods so that...... Your Costs Will Be REDUCED HOME Copyright EASE Inc Tutorials© 1986-2006 You will learn how to REDUCE COST through. . . 1. WORK SIMPLIFICATION: The commonsense, step-by-step way of studying jobs to find easier and better ways of doing them. 2. PART SIMPLIFICATION: A systematic study of materials and parts, to simplify them and reduce their cost. HOME Copyright EASE Inc Tutorials© 1986-2006 In order to get a better understanding of how a business operates, let’s take a look at the relationship of cost, price and profit. The study of this relationship comes under the heading of.... ECONOMICS HOME Copyright EASE Inc Tutorials© 1986-2006 Economics of the Manufacturing Industry The COST of manufacturing your product is made up of.. MATERIAL LABOR BURDEN COST HOME Copyright EASE Inc Tutorials© 1986-2006 PROFIT is the money left over (if any) from the customer’s dollar after all expenses and taxes are paid: Products MATERIAL PROFIT BURDEN Customer Manufacturing Plant LABOR LOWER COSTS BRING GREATER MARKETS Money HOME Copyright EASE Inc Tutorials© 1986-2006 Supply & Demand A SMALL demand and a BIG supply tend to lower the price HOME Copyright EASE Inc Tutorials© 1986-2006 Supply & Demand A BIG demand and a SMALL supply tend to raise the price HOME Copyright EASE Inc Tutorials© 1986-2006 As the selling price is lowered to meet competition, profit decreases until loss results. The lower the cost, the lower the price can be and still produce a profit. The company with the lowest cost can stay in the market the longest and can assure its employees of... GREATER SECURITY HOME Copyright EASE Inc Tutorials© 1986-2006 You Can..... Make Work Easier Reduce Costs Improve Quality Through....... HOME Copyright EASE Inc Tutorials© 1986-2006 PART #I. WORK SIMPLIFICATION by... 1. ELIMINATING unnecessary steps of the job 2. COMBINING and REARRANGING other steps of the job, and 3. SIMPLIFYING the necessary steps of the job. HOME Copyright EASE Inc Tutorials© 1986-2006 Improving Methods Enables You to Improve Your Product With Less Effort In Less Time Without Hurrying With Greater Safety With Lower Cost HOME Copyright EASE Inc Tutorials© 1986-2006 Through... The LOWERED COSTS LOWER POSSIBLE SELLING PRICE which in turn leads to MORE SALES which means MORE EMPLOYMENT & GREATER SECURITY For EVERYONE in the Company! HOME Copyright EASE Inc Tutorials© 1986-2006 But.... WORK SIMPLIFICATION can only be started with an open mind. You must not take any methods for granted - no matter how long it has been done that way, or how good you may think the present method is. The mind is like a parachute. It functions only when open! REMEMBER! There is ALWAYS a BETTER WAY HOME Copyright EASE Inc Tutorials© 1986-2006 How Work Simplification is Done The technique in work simplification is really very simple. It is such a logical way of solving a problem that you will recognize it as just good COMMON SENSE. The steps in Work Simplification are.... HOME Copyright EASE Inc Tutorials© 1986-2006 Now let’s see how each of these steps is done 1. Select the job to be improved 2. Break down the job in detail 3. Question the job and each detail of the job 4. Develop the new method 5. Apply the new method HOME Copyright EASE Inc Tutorials© 1986-2006 #1. SELECT THE JOB TO BE IMPROVED Work Simplification will apply to any job, but it is more productive on some jobs than others. To be most productive it is suggested that you look first to jobs such as.... HOME Copyright EASE Inc Tutorials© 1986-2006 Pick a BOTTLENECK job - one on which any improvement will help a whole group of workers or speed up a whole process. Select a job on which a LOT OF TIME is spent each year. Savings possibilities are greater on these than on small-time jobs. Work on SIMPLE JOBS until you learn the technique. HOME Copyright EASE Inc Tutorials© 1986-2006 A job on which there is much CHASING AROUND usually has great improvement possibilities. Pick a job that involves HARD WORK and make it easy to do If your materials are expensive - then a job on which much MATERIAL IS USED or SCRAPPED is a good one to study. Select a job on which the INSPECTION of the product can be improved or eliminated. HOME Copyright EASE Inc Tutorials© 1986-2006 Improve a job where the WORKING CONDITIONS are disagreeable. BITE OFF A LITTLE AT A TIME and CHEW WELL Nothing succeeds like success! The only way you’ll learn is by doing. Select a job in one of the above classes if you can - but, more important -SELECT A JOB and LET’S GO......... HOME Copyright EASE Inc Tutorials© 1986-2006 #2. BREAK DOWN THE JOB IN DETAIL WHY A BREAKDOWN? Because you can effectively pay attention to only one thing at a time. In order to improve a process, you must list everything that happens in that process. You must find out..... HOME Copyright EASE Inc Tutorials© 1986-2006 WHAT WHERE WHEN is being done? is it being done? is it done? WHO does it? HOW is it done? HOME Copyright EASE Inc Tutorials© 1986-2006 Your garage mechanic can’t figure out why your car won’t run unless he checks each possible cause separately. There are several tools which are helpful in breaking down a job. They are . . . . . . . A. The PROCESS CHART B. The MULTIPLE ACTIVITY CHART C. The FLOW DIAGRAM HOME Copyright EASE Inc Tutorials© 1986-2006 A. How to Make a Process Chart A PROCESS CHART is a picture of all the operations, transportations, inspections, storages and delays that are performed BY AN EMPLOYEE or TO A MATERIAL. For additional information click on ‘Process Plan’ A PROCESS CHART is is different to a PROCESS PLAN. Process Plans don’t hold transports and storages - typically only being concerned with the assembly process of operations and inspection. In creating a process chart, the steps are illustrated by symbols. HOME Copyright EASE Inc Tutorials© 1986-2006 OPERATION TRANSPORTATION Something is being changed or created or added to. (Install engine to chassis). Something is moved from one place to another. (Moving parts between work centers) INSPECTION Something is checked or verified but not changed. (Gauging a part). PERMANENT STORAGE Something remains in one place awaiting further action. (Waiting for hand truck to be loaded). TEMPORARY STORAGE OR DELAY A delay in the sequence of events e.g. work waiting between consecutive operations. HOME Copyright EASE Inc Tutorials© 1986-2006 A PROCESS CHART like the one shown later in this presentation is a handy utility that will help you organize your problem. However, it is not necessary to have this program to make a process chart. If you don’t have the program, make up the chart on paper BUT...... MAKE IT UP (the chart) and BREAK IT UP (the work) HOME Copyright EASE Inc Tutorials© 1986-2006 Steps in Making a Process Chart 1. State the JOB to be studied 2. Choose the SUBJECT to be followed A PERSON A MATERIAL A FORM HOME Copyright EASE Inc Tutorials© 1986-2006 Task Header HOME Copyright EASE Inc Tutorials© 1986-2006 Follow the same subject through the entire study DON’T CHANGE. Each detail in the description must be about the ONE selected subject. 3. Pick a STARTING and ENDING point Be sure you cover only the ground you wish. No more - no less. HOME Copyright EASE Inc Tutorials© 1986-2006 4. Enter a brief description of each detail. 5. Apply the symbols. The description determines the symbol. 6. Enter TIME and DISTANCE. Enter approximate time for each detail where you think this will tell a more complete story. Enter distance in feet for all transportations.. HOME Copyright EASE Inc Tutorials© 1986-2006 Element Summary shows Work Content HOME Copyright EASE Inc Tutorials© 1986-2006 7. SUMMARY. All times and distances are totaled for you. HOME Copyright EASE Inc Tutorials© 1986-2006 Check List for a Process Chart Basic Principles Reduce number of steps. Arrange steps in best order. Make steps as economical as possible. Reduce handling Combine steps if economical Shorten moves Provide most economical means for moving Cut in-process inventory to workable Use minimum number of control points at most advantageous places HOME Copyright EASE Inc Tutorials© 1986-2006 Check List for a Process Chart 1. Can any step be eliminated? As unnecessary. Ask: Why it is Done? Use new equipment. Ask: Why is present equipment used? By changing the place where it is done, or kept. Ask: Why is it done there? By changing the order of work. Ask: Why is it done in its present order? By changing the product design. Ask: Why design it this way? HOME Copyright EASE Inc Tutorials© 1986-2006 Check List for a Process Chart 2. Can any step be combined with another? Are there any possible changes that would make this feasible in: Workplace Equipment Order of steps Product design Specification of supply or any raw material Can the steps be rearranged in order to make any shorter or easier? Can any steps be made easier? (If this looks like a possibility, make further detailed analysis of this step). HOME Copyright EASE Inc Tutorials© 1986-2006 Task Header with Comparison HOME Copyright EASE Inc Tutorials© 1986-2006 Element Summary showing revised Work Content HOME Copyright EASE Inc Tutorials© 1986-2006 Each PROCESS CHART is used when only one operator, one part, one material or one form is being followed. When several employees work together, or when an employee works with a machine, another type of chart is used. This is known as a........ Multiple Activity Chart HOME Copyright EASE Inc Tutorials© 1986-2006 B. How to Make a Multiple Activity Chart A MULTIPLE ACTIVITY CHART is a time picture of the various activities performed by each employee. Working IN A GROUP or working WITH MACHINES Each thing an EMPLOYEE or a MACHINE does is shown as a vertical bar.The length of the bar indicates the length of time it usually takes to perform that element. HOME Copyright EASE Inc Tutorials© 1986-2006 1. State the PROCESS to be studied. 2. Set up a COLUMN for each job and each machine involved in the process. HOME Copyright EASE Inc Tutorials© 1986-2006 3. List ELEMENTS done by each employee & each machine to be charted. (Don’t break down the operation too fine. HOME Copyright EASE Inc Tutorials© 1986-2006 4. Enter the TIME for each element. HOME Copyright EASE Inc Tutorials© 1986-2006 5. VIEW the chart and move the elements into the order and starting position in which they are used. HOME Copyright EASE Inc Tutorials© 1986-2006 Check List for Multiple Activity Chart Basic Principles Balance the work of the crew. If a machine is involved, consider increasing % of use. Ease the job of the most-loaded person. Eliminate steps. Combine steps. Make steps as easy as possible. HOME Copyright EASE Inc Tutorials© 1986-2006 1. Can any operation be eliminated? As unnecessary? By changing the order of the work? By new or different equipment? By changes in the layout? HOME Copyright EASE Inc Tutorials© 1986-2006 2. Can any movement be eliminated? By leaving out operations? By shifting some operations to another job into which they fit more conveniently? By changing the equipment? By changing the layout? By changing the order of the work? By conveyors? (Make sure they are economical). HOME Copyright EASE Inc Tutorials© 1986-2006 3. Can any delays be eliminated? By changing the order of the work? By changing the layout? By new or different equipment? 4. Can inspection or counting be eliminated? Are they really necessary? What happens after they are done and the information obtained? Do they give unnecessary duplication? Can they be performed more conveniently by another person? Are they done at the best point in the sequence? HOME Copyright EASE Inc Tutorials© 1986-2006 5. Can operations be combined? By changing the order of the work? By changing the layout? By new or different equipment? 6. Can movements be combined? By changing the order of the work? By changing the layout? By changing the quantity handled at one time? HOME Copyright EASE Inc Tutorials© 1986-2006 7. Can delays be reduced? By changing the order of the work? By changing the layout? If they provide rest, can they be grouped better? 8. Can the inspection or counting be combined? By changing the order of the work? By changing the layout? HOME Copyright EASE Inc Tutorials© 1986-2006 9. Can steps be made safer? By changing the order of the work? By changing the layout? By new or different equipment? HOME Copyright EASE Inc Tutorials© 1986-2006 10. Can any operation be made easier? By a better tool? By changing position of control or tools? By using better material, containers, racks, bins or trucks? By using inertia where possible and avoiding it where work must overcome it? By lessening visual requirements? By better workplace heights? HOME Copyright EASE Inc Tutorials© 1986-2006 By using better muscle groups in this list that are strong enough for the task? Finger Shoulder Wrist Trunk Elbow By jigs or fixtures? By better workplace heights? HOME Copyright EASE Inc Tutorials© 1986-2006 11. Can any movement be made easier? By a change in layout, shortening distances? By a change in direction of movements? By changing its place in the sequence to one where a distance that must be traveled is shorter By lessening visual requirements? By better workplace heights? HOME Copyright EASE Inc Tutorials© 1986-2006 12. Can any delays by one person, that is caused by another person, be eliminated? By a changing the number of people? By changing the number of machines that are used. (You must take into account the following four possibilities). 1. Reduction of operator delays to the minimum required for rest and personal time. There may be considerable machine delay. HOME Copyright EASE Inc Tutorials© 1986-2006 2. Reduction of machine delays to the minimum required to provide the operator with rest and personal time, at which times the machine is unattended. There may be considerable other operator delay. 3. Reduction of machine and operator delays such that they will provide the most economical balance. 4. Reduction of both operator and machine delays to the minimum required to provide the operator with rest and personal time. By redistribution of the work among the crew. By changing the order of work of the crew. HOME Copyright EASE Inc Tutorials© 1986-2006 By changing the sequence of the work, the total time to complete the task has been reduced by 31%. HOME Copyright EASE Inc Tutorials© 1986-2006 You can see the effects of the improvements illustrated on this screen. HOME Copyright EASE Inc Tutorials© 1986-2006 MULTIPLE ACTIVITY CHARTS are especially helpful in finding: How work can be divided between members in a group on a more equal basis How the time for certain elements can be reduced. How the elements can be rearranged to reduce the overall time for the job. How machine time can be used more effectively. HOME Copyright EASE Inc Tutorials© 1986-2006 When the operation involves a lot of walking or transporting, it may be advisable to make a FLOW DIAGRAM Let’s see how a FLOW DIAGRAM is made...... HOME Copyright EASE Inc Tutorials© 1986-2006 C. How to Make a Flow Diagram A FLOW DIAGRAM is a picture of the path followed by an employee or a group of employees in performing their operations. It is an additional help in visualizing the process. HOME Copyright EASE Inc Tutorials© 1986-2006 Steps in Making a FLOW DIAGRAM 1. Draw a rough layout of the area where the process is done 2. Trace the path followed by the employee, the material, the part or the piece of equipment 3. Show by arrows the direction in which the movement was made HOME Copyright EASE Inc Tutorials© 1986-2006 #3 QUESTION THE JOB, & THEN EACH DETAIL In order to develop better methods, you must take nothing for granted, but instead QUESTION everything that is being done, from..... The Process Chart The Multiple Activity Chart The Flow Diagram and. . . HOME Copyright EASE Inc Tutorials© 1986-2006 You know all about each step in the process or the operation you are studying, including the what, where, when, who and how. You are now ready to ask the question WHY? of each of the details. HOME Copyright EASE Inc Tutorials© 1986-2006 KNOWING YOU ASK THAT it’s done WHY is it done at all? What else could be done to accomplish the same result WHERE it is done? WHY it is done there? Where else could it be done? WHEN it is done? WHY it is done then? At what other time could it be done? WHO does it? WHY does this person do it? Who else could do it? HOW it is done? WHY is it done this way? In what way could it be done? HOME Copyright EASE Inc Tutorials© 1986-2006 It should be noted that by double-questioning each detail like this, you either make sure that the present methods are OK or you list other methods to be tried. HOME Copyright EASE Inc Tutorials© 1986-2006 Remember! Take nothing for granted Work with FACTS not opinions Opinions only produce arguments - FACTS produce conclusions. A FACT does not disappear when you ask WHY? Work on CAUSES not effects A bucket under a leak in the roof will never fix the leak. Work with REASONS not excuses An excuse leads to foggy thinking. HOME Copyright EASE Inc Tutorials© 1986-2006 At the end of this questioning, you will have POSSIBLE ANSWERS alongside each detail on the charts. But these are as yet only possibilities that may or may not be practical. NOW you are ready to develop THE NEW METHOD This is STEP FOUR. . . HOME Copyright EASE Inc Tutorials© 1986-2006 #4 DEVELOP THE NEW METHOD In developing the new method, it is best to assume that the present method is all wrong and that almost any different way is better. It may surprise you to find how often this is true! DON’T SAY INSTEAD SAY It can’t be done You never know until you try! When something has been done a particular way for 15 or 20 years it is a pretty good sign in these changing times, that it is being done the wrong way. HOME Copyright EASE Inc Tutorials© 1986-2006 Applying the question WHY to these five prompters Tends to result in the following actions WHAT ELIMINATE WHERE WHEN COMBINE WHO CHANGE SEQUENCE HOW SIMPLIFY HOME Copyright EASE Inc Tutorials© 1986-2006 Now Let’s Consider these Actions in Detail ELIMINATE asking the question WHY of the prompter WHAT, often results in the answer that there is no good reason for doing the operation at all. Consequently, that operation can be ELIMINATED. Entirely too many operations that are studied for improvement, should instead be eliminated. HOME Copyright EASE Inc Tutorials© 1986-2006 COMBINE the answer to WHERE, WHEN and WHO may lead to improvements by COMBINING OPERATIONS. If two operations can be combined, the labor cost after combining is often no more than the cost of one of the operations before. Also, the combining of two operations automatically eliminates the transports and storage between the operations. HOME Copyright EASE Inc Tutorials© 1986-2006 CHANGE SEQUENCE sometimes the answers to WHY or WHERE, WHEN and WHO lead to possibilities of changing the sequence or the order in which operations are done. This possibility comes up quite often when improving group operations. HOME Copyright EASE Inc Tutorials© 1986-2006 SIMPLIFY after every possibility for ELIMINATION, COMBINATION, and CHANGE IN SEQUENCE has been noted, the development of HOW should be made. This should not be done until all the other steps are completed. HOME Copyright EASE Inc Tutorials© 1986-2006 As a result of the preceding study, all unnecessary steps in the process will have been ELIMINATED; all POSSIBLE COMBINATIONS of operations and all advisable CHANGES IN SEQUENCE will have been made. You must be sure that these remaining, necessary operations are done in the right way. A study of HOW will reveal many ways of making the job easier. Click ABOVE for an example of detailed task analysis In order to improve an operation, you must apply...... HOME Copyright EASE Inc Tutorials© 1986-2006 The Principles of Motion Economy For many years, leading industrial companies and universities have been studying the human body and the motions it goes through in performing work. As a result of these studies, certain rules, or principles, have been established that should be followed in developing easier work methods. Altogether, there are some 20 of these principles, originally set down by the Gilbreths (the parents in “Cheaper by the Dozen.”) HOME Copyright EASE Inc Tutorials© 1986-2006 1. Workers should be COMFORTABLE Making the operator as comfortable as possible reduces fatigue and improves morale. Improvements to increase worker comfort pay off real returns in increased output and in better feeling of the workers. Workers can be made more comfortable by reducing the effort required and by eliminating disagreeable surroundings like dust and fumes. If possible, arrange the workplace so that the operator can either sit or stand at his work. Ergonomic Analysis Click ABOVE for more details of an Ergonomic Analysis HOME Copyright EASE Inc Tutorials© 1986-2006 2. Motions of the Worker should be within EASY REACH The materials, tools, levers and controls which a worker has to handle should be located so they can be reached without having the worker bend over or turn around. HOME Copyright EASE Inc Tutorials© 1986-2006 3. Hands should be RELIEVED of all work that can be done easier by the feet Quite often foot pedals or knee levers can be used to advantage in making a job easier. 4. Two or more tools should be COMBINED wherever possible It is usually quicker to turn a small combination tool end-for-end than it is to lay down one tool and pick up another. HOME Copyright EASE Inc Tutorials© 1986-2006 5. GRAVITY use wherever possible Gravity feed bins and containers should be used to deliver materials on parts close to the point of use. 6. Motions should be PRODUCTIVE All wasted motions should be eliminated. Every motion should bring the end result closer. Hands should not be used for holding. Instead jigs, fixtures, vises and clamps should be substituted for the hands as holding devices. HOME Copyright EASE Inc Tutorials© 1986-2006 7. Tools and Materials should be Pre-positioned Tools and parts are best stored in holders that permit them to be grasped in the same manner in which they will be used. 8. Levers, Cranks, Valves etc. should be located for EASY OPERATION Many machine controls such as levers, cranks, valves, etc., are located where they are hard to operate. A worker can pull down a lever overhead with less effort than he can push up. Likewise, if the lever is waist height, it will be easier to push down. Below the knees, however, it is usually easier to pull up than push down. HOME Copyright EASE Inc Tutorials© 1986-2006 Don’t assume that the present position of a lever is the right one. Try the operation yourself. Make the machine to suit the man - you can’t rebuild the man to fit the machine! HOME Copyright EASE Inc Tutorials© 1986-2006 Take the Work out of Work Don’t take it easy Make it easy! HOME Copyright EASE Inc Tutorials© 1986-2006 Make and Analyze a..... PROCESS CHART MULTIPLE ACTIVITY CHART FLOW DIAGRAM And now that the new method is developed..... HOME Copyright EASE Inc Tutorials© 1986-2006 Record the Proposed Method on a New..... PROCESS CHART, or a new MULTIPLE ACTIVITY CHART, or a new FLOW DIAGRAM Samples of charts for improved methods are shown on the following screens...... HOME Copyright EASE Inc Tutorials© 1986-2006 Follow the same procedure used in making-up the charts for the present method. These new charts are made up so that......... 1. All concerned will know how you expect the job to be done. 2. It gives you records for reference when other changes are planned. HOME Copyright EASE Inc Tutorials© 1986-2006 Calculate the Savings The only way to judge the value of a new method is to calculate how much it will save.. Many of the improvements will result in actual dollar savings which you can figure and show. Other improvements will result in intangible savings to which you cannot apply a dollar value. HOME Copyright EASE Inc Tutorials© 1986-2006 On the PROCESS CHART, compare the before and after tasks. HOME Copyright EASE Inc Tutorials© 1986-2006 On the MULTIPLE ACTIVITY CHART, compare the before and after tasks. HOME Copyright EASE Inc Tutorials© 1986-2006 On the FLOW DIAGRAM, summarize the savings at the top of the diagram. List the intangible savings and benefits in the text field. You are now ready for the last step in WORK SIMPLIFICATION which is....... HOME Copyright EASE Inc Tutorials© 1986-2006 #5. APPLY THE NEW METHOD Your proposed method may be very good, but, unless you can install it and make it work, it will save no effort or money. In applying the new method there are two important considerations... THE TECHNICAL AND THE INDIVIDUAL HOME Copyright EASE Inc Tutorials© 1986-2006 CONSIDER THE TECHNICAL Will the new method work? Will it save money? Will it affect other operations? What will it cost to install? HOME Copyright EASE Inc Tutorials© 1986-2006 First try to improve methods as much as possible with present equipment. New equipment is expensive, may be hard to get and takes time to install. But don’t let the cost of new equipment frighten you out of a good suggestion. Don’t ASSUME the cost of equipment will be too high. Work with your management to get the FACTS on how much it will cost. HOME Copyright EASE Inc Tutorials© 1986-2006 CONSIDER THE INDIVIDUAL Many times the new methods developed through work simplification require employees to learn new ways of doing their job. Even though the new method may use less effort, the employee may not like it because it requires him to change. It’s human nature to..... Resist change Resent criticism Be suspicious of what you don’t understand HOME Copyright EASE Inc Tutorials© 1986-2006 This must be kept in mind when applying a new method. The operator on the job can make or break your idea. Therefore, they must be sold on the new method - and you can’t SELL them by forcing the method down their throat! HOME Copyright EASE Inc Tutorials© 1986-2006 When the Change is made be sure to...... Get the results expected See if your idea can be applied someplace else Follow up and be receptive to new improvements that may develop from the change HOME Copyright EASE Inc Tutorials© 1986-2006 Remember the steps...... 1. Select the job to be improved 2. Break down the job in detail 3. Question the job and each detail of the job 4. Develop the new method 5. Apply the new method HOME Copyright EASE Inc Tutorials© 1986-2006 Now you’ve got the know-how, don’t let the tough ones ‘stump’ you. Keep at it! Others are using work simplification and getting recognized for it. WHY DON’T YOU? HOME Copyright EASE Inc Tutorials© 1986-2006 PART #2. PART SIMPLIFICATION PART SIMPLIFICATION is the systematic study of materials and parts to simplify them and reduce their costs. The steps in part simplification are... 1. SELECT a part to improve 2. ANALYZE the part from every angle 3. NOTE possible improvements 4. MAKE the improvements 5. DECIDE what changes to make The following screens tell how each step is done...... HOME Copyright EASE Inc Tutorials© 1986-2006 #1. Select a Part to be Improved Just as work simplification will apply to any job, part simplification applies to any part or material. However, the savings possibilities on some parts are greater than on others. To be most productive, select a job in one of the following classes..... 1. Select a part or material for which the company spends a LOT OF MONEY 2. Study a part of which the company buys LARGE QUANTITIES 3. Pick a part that is COMPLEX in design HOME Copyright EASE Inc Tutorials© 1986-2006 1. Work on a part on which the SCRAP OR REWORK is high. 2. Parts on which MANY OPERATIONS are performed usually offer good possibilities for part simplification. 3. Pick an assembly that might offer possibilities for PART COMBINATIONS 4. Work on the redesign of a part that is DIFFICULT TO MAKE BUT here again, it is more important that you pick a part and GET GOING to the next step Which is....... HOME Copyright EASE Inc Tutorials© 1986-2006 #2. Analyze the Part from every Angle The analysis of parts and materials can become quite complex and lead into many areas. In order to keep this analysis SIMPLE and THOROUGH you can use a design for assembly program such as Lean Design™. It is possible, but obviously more time consuming to do this manually. The steps in this procedure are as follows...... HOME Copyright EASE Inc Tutorials© 1986-2006 A. ENTER THE ASSEMBLY HEADER Fill out the heading completely, including the name and number of the part, quantity used per year, unit and annual cost. These figures will influence your whole approach to the problem of reducing the cost of this part. HOME Copyright EASE Inc Tutorials© 1986-2006 B. GET DATA FOR EACH STEP IN THE CURRENT OR PROPOSED ASSEMBLY PROCESS - Get all the information don’t assume that it will have no bearing on your problem. Work with facts - if you don’t know the answers, find someone who does. Check the answers - get the truth. Enter the data in the spaces provided. The following screen shows the first step in analyzing an existing assembly…. HOME Copyright EASE Inc Tutorials© 1986-2006 Side Arm Assembly Upset Rivet 2 Top Side Arm Rivets Clinch Nut Pivot HOME Copyright EASE Inc Tutorials© 1986-2006 #3. Note Possible Improvements This step in PART SIMPLIFICATION involves the exploring of possibilities that develop from the information collected and entered into Lean Design™ HOME Copyright EASE Inc Tutorials© 1986-2006 IS THIS PART NECESSARY? What is its purpose? DOES IT NEED TO NO? MOVE? MOVE? MOVE? MOVE? MOVE? MOVE? MOVE? MOVE? MOVE? MOVE? COMBINE/ELIMINATE DOES IT NEED TO BE A DIFFERENT MATERIAL? NO? COMBINE/ELIMINATE HOME Copyright EASE Inc Tutorials© 1986-2006 TOP STAMPING 1 Here you are deciding whether a part is a good part (necessary) or a bad part(unnecessary). You also gather costing information and how the part interfaces with other parts and the operator. All this data helps you decide if the part needs modification. HOME Copyright EASE Inc Tutorials© 1986-2006 IS THIS PART NECESSARY? What is its purpose? IS IT TO DECORATE? IS IT TO PROTECT? ELIMINATE COMBINE IS IT TO OPERATE? CHANGE HOME Copyright EASE Inc Tutorials© 1986-2006 IT MAY? What happens when you leave the part off? Is it worth the cost? DECORATE BUT PROTECT Does it really protect? Does the customer like it? Is it ever used? Would something else do just as well? OPERATE HOME Copyright EASE Inc Tutorials© 1986-2006 In many instances, the particular part under consideration is an integral part of an assembly so that this question of assembly cannot adequately be answered without considering the entire assembly as a unit. This part may be necessary if the entire assembly is to perform its function BUT perhaps the entire assembly is unnecessary, OR perhaps the entire assembly could be redesigned to incorporate this part in another part of the assembly, THUS in effect ELIMINATING this part by COMBINING its function in another part. HOME Copyright EASE Inc Tutorials© 1986-2006 BEFORE You go a step further, be sure the part is necessary. Why worry about making a part cheaper or better if a little study would show it could be..... WHEN you have assured yourself that the part is really necessary, then, and ONLY THEN, should you go to the next step. HOME Copyright EASE Inc Tutorials© 1986-2006 IS IT SERVING IT’S PURPOSE? A part that has been properly designed for its function has ALL the characteristics it NEEDS and NO special characteristics it DOESN’T NEED HOME Copyright EASE Inc Tutorials© 1986-2006 CONSIDERING IS THE PART INADEQUATE IS THE PART TOO ADEQUATE STRESS IMPACT CORROSION WEAR OPERATION MAINTENANCE REPLACEMENT TEMPERATURE TOO WEAK TOO LIGHT SUBJECT TO CORROSION DECORATIVE INCONVENIENT TOO STRONG TOO HEAVY TOO ACCURATE TOO GOOD TOO PROTECTIVE TOO EXPENSIVE HOME Copyright EASE Inc Tutorials© 1986-2006 IDEALLY A machine should be built to operate a given length of time and be completely worn out. This ideal is never reached, BUT...... Too many parts are made much better than they need be! GET THE FACTS HOME Copyright EASE Inc Tutorials© 1986-2006 FIND OUT THEN DECIDE What stresses the part is subjected to How strong the part should be What uses is it put to How the part should look What features does the customer want How is the present part performing What it’s characteristics should be What should be changed How many repair parts are sold yearly HOME Copyright EASE Inc Tutorials© 1986-2006 IS IT AVAILABLE AT A LOWER COST? THROUGH On the PARTS On the SIZE STANDARDIZATION Can a part used elsewhere now be used here? Can this part be used on another machine? Should the size of this part or material or form be changed to conform with other parts or materials or forms? HOME Copyright EASE Inc Tutorials© 1986-2006 On the MATERIAL Is this a special material? Can a different material used on other parts be used on this part too? On the DESIGN Should the design of the part be changed to be identical with the design of other parts? On the MANUFACTURING FACILITIES Does this part require special equipment? Could regular standard equipment be used on this part too? HOME Copyright EASE Inc Tutorials© 1986-2006 THROUGH CHANGE IN ORDERING QUANTITY Purchase Order Quantity Should LARGER quantities be ordered? Manufacturing Order Quantity Could SMALLER quantities be ordered to advantage? HOME Copyright EASE Inc Tutorials© 1986-2006 THROUGH OUTSIDE PURCHASE Could it be brought from another vendor at a lower price? If the part is purchased from outside now What changes would the present vendor suggest to reduce the cost and price? Should the method of shipping or the shipping container be changed? If the part is manufactured in the plant Could it be bought ‘on the outside’ at less cost? HOME Copyright EASE Inc Tutorials© 1986-2006 The question of whether to BUY or MAKE always involves a consideration of BURDEN absorption but outside vendor prices sometimes throw interesting light on a company’s own costs. SO don’t close your eyes to competition. Know Your Competition and Meet It! Hold on - there’s more..... HOME Copyright EASE Inc Tutorials© 1986-2006 THROUGH If the part is now being bought on the outside INSIDE MANUFACTURE Could it be made at a lower cost in the company’s own plant? HOME Copyright EASE Inc Tutorials© 1986-2006 By a change in MATERIAL Is a material with better machinability available? Would a different material produce less scrap or rework? By a change in DESIGN To make the part easier to manufacture To reduce the number of operations To make the part more accessible To allow more liberal tolerance To reduce the number of parts HOME Copyright EASE Inc Tutorials© 1986-2006 By a change in PROCESS Can any operations be eliminated? Can any operations, transports, or inspections be combined? Can the part be made with less scrap or less rework? Can machine utilization be improved? Can labor utilization be improved? Can quality be improved? Can the operation be made less hazardous? HOME Copyright EASE Inc Tutorials© 1986-2006 KEEP AN OPEN MIND - Don’t be beaten before you start. Remember that.... PROGRESS IS ONLY POSSIBLE THROUGH CHANGE Note all possible improvements, regardless of whether you think they are good or bad and then.... Go to the next step.... HOME Copyright EASE Inc Tutorials© 1986-2006 #4. Decide What Changes to Make A study of the POSSIBLE IMPROVEMENTS will show.... Some are IMPRACTICAL Some are TOO EXPENSIVE Some will not DECREASE COST HOME Copyright EASE Inc Tutorials© 1986-2006 BUT many of the possibilities WILL work WILL reduce cost Remember... “If you get enough ideas, you’ll find one that will work” NEVER SAY DIE - It’s always the NEXT idea that will work. Edison developed the first electric light filament only after many, many failures. HOME Copyright EASE Inc Tutorials© 1986-2006 Be sure to get ALL the information. Be sure to get the CORRECT information. Now.... Review the current design, come up with your proposed design, then compare at the Executive summary. A sample of this is shown next... HOME Copyright EASE Inc Tutorials© 1986-2006 Side Arm Assembly Top This screen shows all the details for the current assembly. Side Arm In reviewing the data most of the parts and assembly steps are unnecessary. Rivets Clinch Nut Pivot HOME Copyright EASE Inc Tutorials© 1986-2006 New Arm Bracket Assembly The new design is a one piece mold. HOME Copyright EASE Inc Tutorials© 1986-2006 Executive Summary Comparison The executive summary compares the original design with the new design. HOME Copyright EASE Inc Tutorials© 1986-2006 #5. Make the Improvements When worthwhile improvements have been found and reported be sure to FOLLOW UP A good suggestion does not save money until it is installed, so.... HELP the proper individuals Install it Get it working See that it gets a fair trial HOME Copyright EASE Inc Tutorials© 1986-2006 CHECK the savings Calculate ALL the savings Be fair Be truthful GIVE CREDIT To those who helped you Don’t worry about getting credit yourself,& lastly.... FEEL PROUD That you’ve had a hand in reducing costs Increasing sales Assuring profits, & increasing security HOME Copyright EASE Inc Tutorials© 1986-2006 IMPLEMENTATION TO SELL YOUR IDEAS SUCCESSFULLY WORK OUT YOUR PROPOSAL COMPLETELY & THOROUGHLY Then present your proposal clearly to those involved so that they can see the advantages. Your various charts will help you do this. HOME Copyright EASE Inc Tutorials© 1986-2006 GET THOSE CONCERNED TO HELP YOU Try out your proposal. Accept any good ideas they may suggest. Don’t be guilty of turning down a new idea just because it wasn’t yours. You want others to consider your ideas don’t be guilty of turning down any yourself. By helping you develop your proposal, others will feel it is their idea too, and they will try hard to make it work. HOME Copyright EASE Inc Tutorials© 1986-2006 GIVE CREDIT TO THOSE RESPONSIBLE FOR SUGGESTING BETTER METHODS Don’t be worried about getting credit yourself. If the idea is really yours, it will become apparent. You won’t get anywhere stealing someone else’s idea. Ask the questions and through them get the other person to make the suggestion you think will work. REMEMBER TO LET THE OTHER PERSON HAVE YOUR WAY HOME Copyright EASE Inc Tutorials© 1986-2006 In conclusion the BEST WAY to solve any problem.... 1. OBSERVE Have an open mind Maintain a questioning attitude Consult with others (look at the job from all angles). HOME Copyright EASE Inc Tutorials© 1986-2006 2. THINK Work with causes (not effects) Work with facts (not opinions) Work with reasons (not excuses) Consider reaction of others HOME Copyright EASE Inc Tutorials© 1986-2006 3. DECIDE Use all the important facts in making the decision 4. ACT Expect resistance to change and overcome it Expect fear and resentment of criticism and eliminate them Gain acceptance through cooperative action HOME Copyright EASE Inc Tutorials© 1986-2006 5. FOLLOW THROUGH Check the new operation. The job is done only when successfully applied. Get the results anticipated HOME Copyright EASE Inc Tutorials© 1986-2006 To be SUCCESSFUL a cost reduction program must KEEP ROLLING! Never give up Keep Moving Slow but Sure HOME Copyright EASE Inc Tutorials© 1986-2006 Have a planned program KEEP AT IT Remember the lesson of the parachute. Keep an open mind. Use the techniques you’ve learned from this presentation and APPLY THEM to... REDUCE COSTS Prices can be lowered. INCREASE PRODUCTION Sales can be increased IMPROVE MORALE More products can be developed IMPROVE QUALITY REDUCE ACCIDENTS Employees can be assured of greater security HOME Copyright EASE Inc Tutorials© 1986-2006 HOME Copyright EASE Inc Tutorials© 1986-2006 Process Planning In EASEWorks® Process Planning is a core component of: Work Measurement Work Instructions Estimating HOME Copyright EASE Inc Tutorials© 1986-2006 ROUTE HEADER SUMMARY Printout HOME Copyright EASE Inc Tutorials© 1986-2006 Route Header Summary Op Summary Screen HOME Copyright EASE Inc Tutorials© 1986-2006 OPERATION DETAIL Shows all the elements necessary to complete the operation. ‘What If” scenarios can easily be accomplished here. HOME Copyright EASE Inc Tutorials© 1986-2006 OPERATION GRAPHIC Work Instructions can be added to a process plan covering Text, Reference Documents, Graphics, Video and Sound Files. HOME Copyright EASE Inc Tutorials© 1986-2006 OPERATION GRAPHIC HOME Copyright EASE Inc Tutorials© 1986-2006 EASEWorks Element Generator EASEWorks® Element Generator allows you to create: Standard Data for re-use Current Tasks for “What If?” HOME Copyright EASE Inc Tutorials© 1986-2006 This illustrates how the Task or Standard is created HOME Copyright EASE Inc Tutorials© 1986-2006 Here you can see the flow HOME Copyright EASE Inc Tutorials© 1986-2006 Here we are comparing one method against another HOME Copyright EASE Inc Tutorials© 1986-2006 Here we are comparing the value added HOME Copyright EASE Inc Tutorials© 1986-2006 Determining Value/Non-Value Added Activities Value Added: Activities that must be performed to meet customer requirements CONTRIBUTES TO CUSTOMER DEMANDS? PROCESS STEPS YES NECESSARY TO PRODUCE OUTPUT NO YES VALUE ADDED ASSEMBLY METALWORK PACKAGING NO CONTRIBUTES TO BUSINESSR DEMANDS? YES NO Non-Value Added: Activities that do not contribute to meeting customer requirements. These activities can possibly be eliminated. ESSENTIAL NON-VALUE ADDED NON-VALUE ADDED FINANCIALS SCHEDULING MINIMAL MATERIAL HANDLING MOVEMENT REWORK STORAGE HOME Copyright EASE Inc Tutorials© 1986-2006 This is an example of the clerical Element Generator for Clerical screens. HOME Copyright EASE Inc Tutorials© 1986-2006 ErgoEASE® Version 5.1 For a detailed ergonomics analysis of manufacturing tasks, ErgoEASE Version 5.1® provides unsurpassed analysis and problem solving techniques. HOME Copyright EASE Inc Tutorials© 1986-2006 The Task Header is used to describe the task HOME Copyright EASE Inc Tutorials© 1986-2006 HOME Copyright EASE Inc Tutorials© 1986-2006 Which is further documented with photos, videos, drawings and reference information Video clip can be an AVI or MPC file HOME Copyright EASE Inc Tutorials© 1986-2006 This is the Task Analysis with problem motions shown in RED HOME Copyright EASE Inc Tutorials© 1986-2006 A summary screen graphically illustrates potential risks to the operator HOME Copyright EASE Inc Tutorials© 1986-2006 This can be correlated with an employee discomfort survey. HOME Copyright EASE Inc Tutorials© 1986-2006 The task can be compared with a printout first. The suggestion is probably unacceptable from a manufacturing viewpoint as the cycle time has been increased. HOME Copyright EASE Inc Tutorials© 1986-2006 EASE Inc. Thank you for viewing this tutorial. CLIENTS CONSULTING SOFTWARE CONTACT US For further information about EASE Inc, our clients, consulting services, software products and software customization, or to end this tutorial, please select from the buttons at left. EXIT HOME Copyright EASE Inc Tutorials© 1986-2006 Who is EASE Inc? EASE Incorporated is an international corporation, founded in 1986. EASE is headquartered in Southern California with satellite offices in Europe and the United States. EASE Incorporated provides productivity improvement services through the application of the EASEworks® Software, training, consulting services and implementation support. HOME Copyright EASE Inc Tutorials© 1986-2006 EASE Customers HOME Copyright EASE Inc Tutorials© 1986-2006 The Service Our major focus is to offer sustainable productivity improvements and cost reductions for our clients. We can provide you with consulting assistance for. . Equipment Evaluation Facility Layout Establishing “Best Practices” Competitive Benchmarking Design Engineering Process Engineering Production Engineering Implementing Ergonomic Improvements Training and Training Support & Certification Improving Labor Efficiency Productivity Analysis Implementing Lean Manufacturing Manufacturing Engineering ISO 9000 Implementation Developing Work Standards Process Mapping EASE will provide engineers with extensive experience in YOUR industry. Your engineers will have the ability to take over, with confidence, where we leave off. HOME Copyright EASE Inc Tutorials© 1986-2006 Software EASEworks® Software modules cover: Work Standards Product Cost Estimating Line Balancing Work Instructions Ergonomics Design For Assembly EASE Inc. provides full training, start up assistance and consulting services for all modules. Software customization services are also available. HOME Copyright EASE Inc Tutorials© 1986-2006 Contact Information EASE Inc. 27405 Puerta Real, #380 Mission Viejo, CA 92691 Phone: (949) 348-7511 Fax: (973) 201-1600 E-Mail: sales@easeinc.com Web: www.easeinc.com Ver 6 HOME Copyright EASE Inc Tutorials© 1986-2006