Lecture-8A_Bulk_Deformation_Procsesses-II.ppt
advertisement

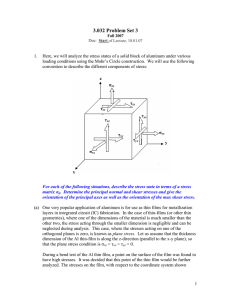
ENM208 Bulk deformation Processes II ANADOLU UNIVERSITY Industrial Engineering Department – Bulk Deformation Processes in Metal Forming – II 2006 Saleh AMAITIK Manufacturing Processes Extrusion Compression forming process in which the work metal is forced to flow through a die opening to produce a desired cross-sectional shape. Process is similar to squeezing toothpaste out of a toothpaste tube In general, extrusion is used to produce long parts of uniform crosssections Spring 2005 Manufacturing Processes Types of Extrusion Extrusion is carried out in various ways. Extrusion can be classified based on the following 1- Physical Configuration • Direct extrusion. • Indirect extrusion. 2- Working temperature 3- Process type • Cold extrusion. • Continuous process. • Warm extrusion. • Discrete Processes. • Hot extrusion. Spring 2005 Manufacturing Processes Direct Extrusion Also called Forward Extrusion is illustrated in figure below A metal billet is loaded into a container, and a ram compresses the material, forcing it to flow through one or more openings in a die at the opposite end of the container. Starting billet cross section usually round, but final shape is determined by die opening Spring 2005 Manufacturing Processes Direct Extrusion Hollow sections (for example, tubes) are possible in direct extrusion. The starting billet is prepared with a hole parallel to its axis. This allows passage of a mandrel that is attached to the block. As the billet is compressed, the material is forced to flow through the clearance between the mandrel and the die opening. (a) Direct extrusion to produce a hollow or semi-hollow cross-section; (b) hollow and (c) semi-hollow cross- sections Spring 2005 Manufacturing Processes Indirect Extrusion Also called Backward Extrusion or Reverse Extrusion is illustrated in figure below Indirect extrusion to produce (a) a solid cross-section and (b) a hollow cross-section Spring 2005 Manufacturing Processes Hot versus Cold Extrusion Extrusion can be performed either hot or cold, depending on the work metal and amount of strain to which it is subjected during deformation. Metal typically extruded hot include aluminum, copper, magnesium, zinc, tin, and their alloys. These same metals are sometimes extruded cold. Steel alloys are usually extruded hot, although more ductile grades are sometimes cold extruded (for example low-carbon steel). Aluminum is the probably the most ideal metal for extrusion (hot and cold), and many commercial products are made by this process (for example, door and window frames). Spring 2005 Manufacturing Processes Continuous versus Discrete Extrusion Some extrusion operations producing very long sections in one cycle, but these operations are limited by the size of the billet that can be loaded into the extrusion container. These processes are more accurately described as semi-continuous extrusion. In a discrete extrusion operation, a single part is produced in each extrusion cycle. - Impact extrusion is an example of the discrete processing case Spring 2005 Manufacturing Processes Analysis of Extrusion Extrusion Ratio • Also called the reduction ratio, it is defined as Ao rx Af • where rx = extrusion ratio; Ao = cross-sectional area of the starting billet; and Af = final cross-sectional area of the extruded section • Applies to both direct and indirect extrusion Spring 2005 Manufacturing Processes Analysis of Extrusion The True Strain in Extrusion For ideal deformation process: ln rx The actual true strain is given by the following empirical equation: x a b ln rx Where x = extrusion strain; and a and b are empirical constants for a given die angle. Typical values of these constants are a = 0.8 and b = 1.2 to 1.5 Spring 2005 Manufacturing Processes Analysis of Extrusion Extrusion Pressure For ideal deformation process: p Y f ln rx For indirect extrusion p Yf x Where Yf Is the average flow stress during deformation based on ideal strain Spring 2005 Manufacturing Processes Analysis of Extrusion Extrusion Force and Power The ram force in direct and indirect extrusion is simply given as F pA0 Where F = ram force in extrusion (N), p = extrusion pressure (MPa), and A0 = billet area (mm2) The power required to carry out the extrusion operation is simply P Fv Where P= power in (J/s); F = ram force (N), and v = ram velocity (m/s) Spring 2005 Manufacturing Processes Wire and Bar Drawing Drawing is an operation in which the cross section of a bar, rod, or wire is reduced by pulling it through a die opening. Similar to extrusion except work is pulled through die in drawing (it is pushed through in extrusion) Spring 2005 Manufacturing Processes Wire Drawing versus Bar Drawing The basic difference between bar drawing and wire drawing is the stock size that is processed. Bar Drawing is the term used for large-diameter bar and rod stock. Wire Drawing applies to small-diameter stock. wire sizes down to 0.03 mm are possible Although the mechanics are the same, the methods, equipment, and even terminology are different Spring 2005 Manufacturing Processes Drawing Practice and Products Drawing practice: – Usually performed as cold working – Most frequently used for round cross-sections Products: – Wire: electrical wire; wire stock for fences, coat hangers, and shopping carts – Rod stock for nails, screws, rivets, and springs – Bar stock: metal bars for machining, forging, and other processes Spring 2005 Manufacturing Processes Bar Drawing • Accomplished as a single-draft operation - the stock is pulled through one die opening • Beginning stock has large diameter and is a straight cylinder Hydraulically operated draw bench for drawing metal bars Spring 2005 Manufacturing Processes Wire Drawing Continuous drawing machines consisting of multiple draw dies (typically 4 to 12) separated by accumulating drums • Each drum provides proper force to draw wire stock through upstream die . • Each die provides a small reduction, so desired total reduction is achieved by the series Spring 2005 Manufacturing Processes Preparation of the Work for Wire and Bar Drawing • Annealing – to increase ductility of stock • Cleaning - to prevent damage to work surface and draw die • Pointing – to reduce diameter of starting end to allow insertion through draw die Spring 2005 Manufacturing Processes Analysis of Drawing Reduction Ratio Change in size of work is usually given by area reduction: Ao Af r Ao where r = area reduction in drawing; Ao = original area of work (mm2) ; and Af = final work (mm2) Draft The difference between original and final stock diameters d Do D f Where d = draft (mm), Do = original diameter of work (mm), and Df = final work diameter (mm). Spring 2005 Manufacturing Processes Analysis of Drawing True Strain If no friction occurred in drawing, true strain could be determined as follows: Ao 1 ln ln Af 1 r Drawing Stress The stress that results from this ideal deformation is given by Drawing Force Ao Y f Y f ln Af The draw force is then the area of the drawing cross section multiplied by draw stress F Af Spring 2005