CHAPTER 13 THE PRODUCTION CYCLE SUGGESTED ANSWERS TO DISCUSSION QUESTIONS

CHAPTER 13
THE PRODUCTION CYCLE
SUGGESTED ANSWERS TO DISCUSSION QUESTIONS
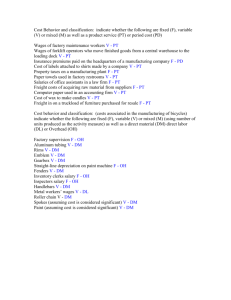
13.1.
It will often be easier to identify opportunities to downsize and eliminate jobs than to find creative value-adding activities for excess capacity. Thus, management may be more likely to eliminate excess capacity than to redirect it to new tasks. This can have serious negative effects on both employee morale and the long-run survival of the firm. When employees are let go, their knowledge and customer relationships go with them. Some consultants argue that such soft knowledge is a company’s most valuable asset and, therefore, that downsizing is likely to have negative long-run consequences. If management uses ABC systems to justify downsizing, there is likely to be a backlash against and distrust of such systems by many managers.
13.2. One example of a problem with absorption costing is a tendency to overproduce because doing so can yield short-run improvements in operating performance as production costs are capitalized instead of expensed.
13.3.
This question should create some debate. The important issues to keep in mind are: how will management use detailed labor data? What actions can be taken based on such data? How do the potential benefits of collecting and reporting detailed labor costs compare to the costs of processing that data? The answers to these questions will determine whether the cost of collecting the data is less than its value.
13.4.
McDonald’s uses MRP-II; Burger King uses JIT. An advantage of MRP-II is that customer orders can be filled with less delay. A disadvantage is the potential for over-producing items that are not in high demand. An advantage of JIT is that it facilitates customization. A disadvantage is delay in filling customer orders if there is an unanticipated large increase in demand. Another disadvantage is increased vulnerability to problems (e.g., strikes) in the supply chain.
13.5.
The objective should be to reduce the total of all four types of quality control costs. Sometimes this can involve trade-offs. For example, reducing prevention costs may necessitate additional inspection costs. Similarly, reducing external failure costs (e.g., recalls) may require increased internal failure or prevention costs to either prevent or correct problems before items are sold to customers. These types of trade-offs are acceptable if the sum of all types of costs is reduced.
13.6.
Products can be generally divided into two categories: staples and innovative. Milk and gasoline are examples of the former. Toys tied to current hit movies are an example of the latter. Staples are basically commodities, for which the most efficient inventory system possible is needed.
Since you can fairly accurately forecast demands, you can set up JIT for raw materials, but may want to use MRP for the finished goods. Innovative products are often faddish; hence the major risks are either stockouts or overruns. Demand is hard to predict, therefore a JIT production environment is useful, but you may want MRP for the raw materials so you can quickly ramp up production.
13-1
Ch. 13: The Production Cycle
13.7.
The market’s effect on prices occurs only when there exists competition among suppliers. Under conditions of monopoly or oligopoly, firms do have great power in setting prices at levels guaranteed to exceed their costs. Thus, costs are important determinants of prices. Indeed, in regulated industries, rate increases (price increases) are only granted if the provider can document changes in costs. Moreover, even in free markets, firms will only survive if they can sell their products or services at prices greater than cost. In such situations, cost data should be used early in the product design stage to determine whether a proposed new product can be sold at a profit.
This process is referred to as target costing: the firm estimates the price the market is likely to pay for a new product and then calculates a desired target cost that would provide an adequate profit.
That cost figure then drives the design of the product, to ensure it can be profitably produced.
13-2
Accounting Information Systems
SUGGESTED ANSWERS TO THE PROBLEMS
13.1.
There is no one correct answer to this question. Possible themes include the issue that greater precision and accuracy in measuring costs does not necessarily ensure “fairer” allocations.
Indeed, a major issue concerns the meaning of “fairness”: are we interested in treating all divisions equally, in attempting to reflect the “true” incurrence of costs, etc. Student answers should define accuracy, precision, and fairness.
13.2.
a. In preparing production orders, the production-planning department must review current data on product sales, as well as adjusted product sales forecasts. Quantities on hand and quantity under production also need to be considered. b. Good supervision by factory supervisors is required, as well as documentary control over quantities of in-process inventories and their movement through the factory. Quantities should be counted/recorded at each workstation. c. In addition to a rush order tag, production schedules should be used to indicate the high priority jobs. Also, expediters may be employed to monitor work on high priority jobs. d. Authority to prepare or authorize materials requisitions should be limited to production planning personnel and perhaps factory supervisors. A copy of the requisition should be signed by the recipient at the point of issue, and provided to the accounting department for subsequent posting to the work-in-process records. Significant unexplained variances between actual and recorded work in process should be investigated. e. An input validation check should compare the quantity entered with the quantity scheduled during the elapsed time, and flag any amounts that are unreasonably high or low. The system would then display a request that the worker reenter the quantity. f. The updating program should verify that the operation number entered properly corresponds to the production order number entered. If the system keeps track of which order each employee is working on, it can also verify that the production order number properly corresponds to the employee number. Any lack of correspondence would cause the system to request reentry of the input data. (These are all reasonableness checks) g. The recipient of inventories from stores should be required to sign a requisition for the exact quantities received, and be held responsible for shortages. This provides the recipient with an incentive to accurately count what he receives. h. Authority to write off inventory should be limited to supervisors and require verification by physical count.
13-3
Ch. 13: The Production Cycle i. Sign checks on master file balances after every file update; also, reconciliation of recorded amounts with a physical count of inventory. Determine cause and take corrective action to eliminate it. j. Variance analysis would indicate no difference between standard and actual usage - this should be investigated; also, inspection/bar code scanning of all materials and finished goods should verify quantities used. k.
Access controls; investigation of main system logs
13.3.
a. Calculating labor time standards for a production run involves transforming the time standards in the operations list to their equivalent for an entire production run. This step could be eliminated if the job operations event table stored the standard time for each production run. b. Storing the bill of materials information as an entity simplifies queries. It also makes it easier to store information about how the same item is used at different times in the production of a specific finished good. For example, a bakery may use the same ingredient both in baking and again as topping. c. The relationship between employees and activities can also be M:N to reflect situations where teams of employees perform a specific function. It is unlikely that the relationship between activities and employees can be 1:1 or 1:N, as that would imply that employees only performed one activity one time. d. There are two ways to do this. If the goods are not custom made, most JIT approaches work by authorizing production to replace sales (so that there is always a steady supply of finished goods). In this case, there would be a link between the sales event and the work in process events. The minimum cardinality FROM the sales event would be zero; the minimum cardinality TO the sales event from Work in Process would be 1. Alternatively, if the products in question are custom-made to order, then a relationship needs to be created between customer orders and work in process. The minimum cardinalities would again be zero FROM the customer order event and 1 from the work in process event. e. The most direct way to do this would be to add an event called “repairs & maintenance” and link it to the equipment event. The relationship would be modeled as being: equipment (1,N)
---- (1,1) repairs & maintenance because each piece of equipment will be subject to a number of repair and maintenance activities over time, but each specific repair/maintenance activity would be for specific equipment. You would also link the event to two agents: the repairperson and the supervisor approving the repair/maintenance activity.
13-4
Accounting Information Systems f. A relational DBMS that supports referential integrity would ensure that validity checks were done on all foreign keys (production order number, item number, employee number, and operation type number). Reasonableness tests are needed to ensure that the stop time is later than the start time. Also, a sign check is needed on quantity produced.
13.4.
g. Many specific controls are needed. Examples include: Line workers should only be able to enter data indicating who performed specific activities and when. Only warehouse personnel should be able to issue raw materials. Standards (e.g. Bill of Materials, Job Operation List, and Machine Operations List) should not be updatable by line workers or supervisors.
Document Purpose
Purchase Requisition
Purchase Order
Initiate re-ordering of components.
Order components from vendor.
Sales forecasts
Inventory status reports
Bill of materials
Operations list
Materials requisitions
Plan production
Plan production and order raw materials
Plan production and purchasing
Production scheduling
Production orders
Job-time tickets
Authorize release of raw materials to production and assign materials costs to products
Authorize production
Assign labor costs to products
13-5
Ch. 13: The Production Cycle
13.5.
Throughput = AxBxC where
A = total production (units) / processing time
B = processing time / total elapsed real time
C = good units / total production (units)
AxBxC reduces down to good units/total elapsed real time
The key data needed are: total production in units time spent in operations
defects time
Total time can be collected by recording the time when the production order was released and the time when it was placed into finished goods inventory. Total time spent in operations (processing time) can be collected by measuring the time spent on each operation. This can be most accurately done with badge or card readers at each station. Total production and defective units can be recorded by counting (with scanners, if possible) all units produced at each step of the manufacturing process. Subtracting defective units from total production yields good production.
Production in multi-stage processes is probably the most difficult to measure accurately, especially if defects are identified continuously because then it is necessary to track all such partially completed work to obtain a more accurate measure of throughput.
• Why are there material shortages? For which items? Perhaps a change in sales mix is not being reflected in production planning.
• How much has machine downtime increased? What are maintenance timetables? Perhaps necessary maintenance has been skipped to try to cut costs.
13-6
Accounting Information Systems
13.6.
a. Some costs are routinely captured in any AIS (e.g., salaries associated with quality control administration, inspection, and overtime; rework, scrap, and freight on returns). Other costs will have to be specifically collected. For example, customer complaints must be tracked and the estimated costs (not only returns, but loss of repeat customers) must be estimated. b. The report can be improved in a number of ways:
• by highlighting variances from standards, budget, or expectations
• by bolding key figures and using lines to separate rows and columns
• by basing expectations on a flexible budget, so that variances truly reflect changes in effectiveness or efficiency, and not just in volume
• by showing trends for several past periods
13.7.
a. Establish validity of scrap costs and prevent theft of good items by recording them as scrap. b. Prevent stockouts and overproduction. c. Verify accuracy of recorded amounts and to detect theft or loss. d. To monitor flow of inventory; assist in detection of theft or loss. e. To control release of inventory; deter theft. f. To prevent unauthorized production. g. To detect unusual transactions and to compare with physical counts.
13-7
Ch. 13: The Production Cycle
1. Data Flow Diagram Solution operations list bill of materials
QOH inventory
1.0
Plan
Production
MPS
Production
Order
2.0
Prepare
Production
Order
Operations
Card sales forecasts
Scheduled
Production open production orders
Production
Orders
Work
Activity 3.0
Perform
Production
Operation
13-8
Production
Request List
Operations
List
Order
Production
Master
Production
Data Entry
Data Control
Entry
Production
Order
Requests
Production
Order
Preparation
Production Order
Documents
Accounting Information Systems
1. (Cont.) SYSTEMS FLOWCHART:
2. CONTROL POLICIES & PROCEDURES
Access Control - User Password
Compatibility Test - Password
Preformatting or Prompting -All Data Entered
Record Count - # of Transactions
Hash Total - Product Code Number
Hash Total - Production Quantity
Validity Check - Product Code Number
Limit Check - Production Quantity
Limit Check - Production Date
Field Check - Quantity and Date
Completeness Test - Each Record
File Library - Log Master Files
External Labels - Master Files
Header Labels - Master Files
Backup Copy - Operations List
Backup Copy - Production Orders
Record Count - # of Operations
Sequentially Numbered Prod. Orders
Batch Totals - Check vs. Previous
Validity Check - Product Code #
Data Control Dept. Functions:
• Investigate Erroneous Data
• Check Count of Operations Cards
• Distribute Output
• Collect all operations cards
13-9
Scanner &
Conversion
Program
Open
Production
Order
Master
Production
Operations
Data
File
Update
Program
Department
Production
Schedules
A
Distribute to
Factory
Depts.
Operations
Cards
Fill out and
Send to
Data Entry
Operations
Cards
1. (Cont.) SYSTEMS FLOWCHART
2. CONTROL POLICIES & PROCEDURES
User Controls - Review Output
Turnaround Documents
Data Control - Log Transactions In
Completeness Test - Entire Record
Limit Check - Date Completed
Sequence Check - By Order Number and Then
By Operation Number
Validity Check - Employee Number
Limit Check - Quantity Completed
Reasonableness Test - Elapsed Time
Identify - Uncompleted Operations
Data Control Dept. Functions:
• Maintain Error Log
• Investigate Erroneous Data
• Distribute Output
13-10
Accounting Information Systems
13.8.
1. REA Diagram for Stained Glass Artistry
Raw Materials
Inventory (0,N)
(0,N)
(1,1)
Bill of
Materials
(0,N)
(1,1)
(0,N)
Employee
(Inventory Control)
(0,N)
Employee
(Factory)
(0,N)
(0,N)
(1,N)
(1,N)
(1,1)
Issue
Raw Materials
(1,1)
(1,1)
(0,N)
Work in
Process
(0,N)
(1,1)
Finished Goods
Inventory
(0,N)
(0,N)
(1,1)
(1,1)
(1,1)
Employee
Services
(0,N) (1,1)
Perform
Job
Operations
(1,1)
(0,N)
Labor
Standards
Explanation of cardinalities: a) Each row in the Bill of Materials table represents the standards for using one specific raw material to produce one specific finished good design. Therefore, every row in the Bill of
Materials table is linked to one and only one row in the finished goods table. A finished good, however, may consist of numerous raw materials and, therefore, be linked to many rows in the Bill of Materials table. b) Each row in the Labor Standards table represents the standards for making a particular design. Thus, each such standard is linked to one, and only one, finished good. A finished good, however, may involve several different labor activities and, therefore, be linked to multiple rows in the labor standards table. c) Jobs consist of making one or more copies of a specific design. Therefore, each Work in
Process is linked to one and only one finished good. Each finished good, however, may be
13-11
Ch. 13: The Production Cycle produced many different times and, therefore, can be linked to multiple rows in the Work in
Process table. d) All raw materials are issued at one time; thus, the relationship between Raw Materials
Inventory and Issue Raw Materials is M:N. e) Sometimes there may be a need to obtain additional raw materials, due to breakage.
Therefore, each Work in Process job may be linked to multiple Issue Raw Materials events.
Each event, however, is linked to one, and only one, specific job. f) Each specific job operation is linked to one, and only one, Work in Process, but any given
Work in Process job can be linked to many different labor operations. g) The Employee Services entity is an abstract entity that represents the time acquired from various classes of employees. It will be discussed in chapter 14. For now, just explain that each row represents all the time the company acquires from a specific class of employees
(artisans, clerks, management, etc.)
2. Set of relational tables to implement the preceding REA diagram.
Table Name
Raw Materials
Primary Key(s)
Raw Material number
Other Attributes ( foreign keys in italics , others in normal font)
Style of glass, quantity on hand, color of glass, standard cost of glass
Employee
Employee Services
Bill of Materials
Issue Raw Materials
Work in Process
Perform Job Operation
Finished Goods Inventory
Labor Standards
Raw Materials – Issue Raw
Materials
Bill of Materials – Issue
Raw Materials
Employee number Name, date hired, wage rate, date of birth
Category number
B.O.M. number Raw materials number, design number, Standard quantity of glass to use in this design
Raw Materials Issue number W.I.P. number, issuing employee number, receiving employee number
W.I.P. number Design number, Quantity to be produced, date design produced, actual cost of design
Job Operation number
Design number
Labor Standard number
Raw Material number
Raw Materials Issue number
B.O.M. number
Raw Materials Issue number
Employee number, category number, labor standard number,
W.I.P. number, Time started task, time completed task
Design name, quantity on hand, standard cost of design
Design number, Standard hours to make design
Quantity issued
13-12
Accounting Information Systems
SUGGESTED ANSWERS TO THE CASES
13.1.
Answers will depend on the students’ experience and the nature of the company selected. Be sure that the students thoroughly address all issues raised in the case.
13.2.
There is no one correct answer. In addition to grading on writing quality, be sure that students fulfill task requirements (i.e., describe the development, the controller’s role, and the effect on production cycle threats). The logical reasoning used to support any analysis should also be evaluated.
13-13