")
IPS-C-PI-270(2)
FOREWORD
The Iranian Petroleum Standards (IPS) reflect the
views of the Iranian Ministry of Petroleum and are
intended for use in the oil and gas production
facilities,
oil
refineries,
chemical
and
petrochemical plants, gas handling and processing
installations and other such facilities.
IPS is based on internationally acceptable
standards and includes selections from the items
stipulated in the referenced standards. They are
also supplemented by additional requirements
and/or modifications based on the experience
acquired by the Iranian Petroleum Industry and
the local market availability. The options which
are not specified in the text of the standards are
itemized in data sheet/s, so that, the user can select
his appropriate preferences therein.
The IPS standards are therefore expected to be
sufficiently flexible so that the users can adapt
these standards to their requirements. However,
they may not cover every requirement of each
project. For such cases, an addendum to IPS
Standard shall be prepared by the user which
elaborates the particular requirements of the user.
This addendum together with the relevant IPS
shall form the job specification for the specific
project or work.
The IPS is reviewed and up-dated approximately
every five years. Each standards are subject to
amendment or withdrawal, if required, thus the
latest edition of IPS shall be applicable
The users of IPS are therefore requested to send
their views and comments, including any
addendum prepared for particular cases to the
following address. These comments and
recommendations will be reviewed by the relevant
technical committee and in case of approval will
be incorporated in the next revision of the
standard.
Standards and Research department
No.19, Street14, North kheradmand
Karimkhan Avenue, Tehran, Iran .
Postal Code- 1585886851
Tel: 88810459-60 & 66153055
Fax: 88810462
Email: Standards@nioc.org
ﭘﻴﺶ ﮔﻔﺘﺎر
( ﻣﻨﻌﻜﺲ ﻛﻨﻨﺪه دﻳﺪﮔﺎﻫﻬﺎيIPS) اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮان
وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ و ﺑﺮاي اﺳﺘﻔﺎده در ﺗﺄﺳﻴﺴﺎت ﺗﻮﻟﻴﺪ ﻧﻔﺖ
، واﺣﺪﻫﺎي ﺷﻴﻤﻴﺎﺋﻲ و ﭘﺘﺮوﺷﻴﻤﻲ، ﭘﺎﻻﻳﺸﮕﺎﻫﻬﺎي ﻧﻔﺖ،و ﮔﺎز
ﺗﺄﺳﻴﺴﺎت اﻧﺘﻘﺎل و ﻓﺮاورش ﮔﺎز و ﺳﺎﻳﺮ ﺗﺄﺳﻴﺴﺎت ﻣﺸﺎﺑﻪ ﺗﻬﻴﻪ
.ﺷﺪه اﺳﺖ
ﺑﺮاﺳﺎس اﺳﺘﺎﻧﺪاردﻫﺎي ﻗﺎﺑﻞ ﻗﺒﻮل ﺑﻴﻦ،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
اﻟﻤﻠﻠﻲ ﺗﻬﻴﻪ ﺷﺪه و ﺷﺎﻣﻞ ﮔﺰﻳﺪهﻫﺎﺋﻲ از اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺮﺟﻊ
ﻫﻤﭽﻨﻴﻦ ﺑﺮاﺳﺎس ﺗﺠﺮﺑﻴﺎت ﺻﻨﻌﺖ ﻧﻔﺖ ﻛﺸﻮر و.ﻣﻲﺑﺎﺷﺪ
ﻣﻮاردي،ﻗﺎﺑﻠﻴﺖ ﺗﺄﻣﻴﻦ ﻛﺎﻻ از ﺑﺎزار داﺧﻠﻲ و ﻧﻴﺰ ﺑﺮﺣﺴﺐ ﻧﻴﺎز
.ﺑﻄﻮر ﺗﻜﻤﻴﻠﻲ و ﻳﺎ اﺻﻼﺣﻲ در اﻳﻦ اﺳﺘﺎﻧﺪارد ﻟﺤﺎظ ﺷﺪه اﺳﺖ
ﻣﻮاردي از ﮔﺰﻳﻨﻪﻫﺎي ﻓﻨﻲ ﻛﻪ در ﻣﺘﻦ اﺳﺘﺎﻧﺪاردﻫﺎ آورده ﻧﺸﺪه
اﺳﺖ در داده ﺑﺮگﻫﺎ ﺑﺼﻮرت ﺷﻤﺎره ﮔﺬاري ﺷﺪه ﺑﺮاي اﺳﺘﻔﺎده
.ﻣﻨﺎﺳﺐ ﻛﺎرﺑﺮان آورده ﺷﺪه اﺳﺖ
ﺑﺸﻜﻠﻲ ﻛﺎﻣﻼً اﻧﻌﻄﺎف ﭘﺬﻳﺮ ﺗﺪوﻳﻦ ﺷﺪه،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
.اﺳﺖ ﺗﺎ ﻛﺎرﺑﺮان ﺑﺘﻮاﻧﻨﺪ ﻧﻴﺎزﻫﺎي ﺧﻮد را ﺑﺎ آﻧﻬﺎ ﻣﻨﻄﺒﻖ ﻧﻤﺎﻳﻨﺪ
ﺑﺎ اﻳﻦ ﺣﺎل ﻣﻤﻜﻦ اﺳﺖ ﺗﻤﺎم ﻧﻴﺎزﻣﻨﺪيﻫﺎي ﭘﺮوژه ﻫﺎ را ﭘﻮﺷﺶ
در اﻳﻦ ﮔﻮﻧﻪ ﻣﻮارد ﺑﺎﻳﺪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﻧﻴﺎزﻫﺎي ﺧﺎص.ﻧﺪﻫﻨﺪ
اﻳﻦ اﻟﺤﺎﻗﻴﻪ.آﻧﻬﺎ را ﺗﺎﻣﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ ﺗﻬﻴﻪ و ﭘﻴﻮﺳﺖ ﻧﻤﺎﻳﻨﺪ
ﻣﺸﺨﺼﺎت ﻓﻨﻲ آن ﭘﺮوژه و ﻳﺎ ﻛﺎر،ﻫﻤﺮاه ﺑﺎ اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮﻃﻪ
.ﺧﺎص را ﺗﺸﻜﻴﻞ ﺧﻮاﻫﻨﺪ داد
اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ ﺗﻘﺮﻳﺒﺎً ﻫﺮ ﭘﻨﺞ ﺳﺎل ﻳﻜﺒﺎر ﻣﻮرد ﺑﺮرﺳﻲ ﻗﺮار
در اﻳﻦ ﺑﺮرﺳﻲﻫﺎ ﻣﻤﻜﻦ اﺳﺖ.ﮔﺮﻓﺘﻪ و روزآﻣﺪ ﻣﻲﮔﺮدﻧﺪ
اﺳﺘﺎﻧﺪاردي ﺣﺬف و ﻳﺎ اﻟﺤﺎﻗﻴﻪاي ﺑﻪ آن اﺿﺎﻓﻪ ﺷﻮد و ﺑﻨﺎﺑﺮاﻳﻦ
.ﻫﻤﻮاره آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ ﻣﻼك ﻋﻤﻞ ﻣﻲ ﺑﺎﺷﺪ
درﺧﻮاﺳﺖ ﻣﻲﺷﻮد ﻧﻘﻄﻪ ﻧﻈﺮﻫﺎ و،از ﻛﺎرﺑﺮان اﺳﺘﺎﻧﺪارد
ﭘﻴﺸﻨﻬﺎدات اﺻﻼﺣﻲ و ﻳﺎ ﻫﺮﮔﻮﻧﻪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﺑﺮاي ﻣﻮارد
ﻧﻈﺮات و. ﺑﻪ ﻧﺸﺎﻧﻲ زﻳﺮ ارﺳﺎل ﻧﻤﺎﻳﻨﺪ،ﺧﺎص ﺗﻬﻴﻪ ﻧﻤﻮدهاﻧﺪ
ﭘﻴﺸﻨﻬﺎدات درﻳﺎﻓﺘﻲ در ﻛﻤﻴﺘﻪﻫﺎي ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ ﺑﺮرﺳﻲ و در
ﺻﻮرت ﺗﺼﻮﻳﺐ در ﺗﺠﺪﻳﺪ ﻧﻈﺮﻫﺎي ﺑﻌﺪي اﺳﺘﺎﻧﺪارد ﻣﻨﻌﻜﺲ
.ﺧﻮاﻫﺪ ﺷﺪ
ﻛﻮﭼﻪ، ﺧﺮدﻣﻨﺪ ﺷﻤﺎﻟﻲ، ﺧﻴﺎﺑﺎن ﻛﺮﻳﻤﺨﺎن زﻧﺪ، ﺗﻬﺮان،اﻳﺮان
19 ﺷﻤﺎره،ﭼﻬﺎردﻫﻢ
اداره ﺗﺤﻘﻴﻘﺎت و اﺳﺘﺎﻧﺪاردﻫﺎ
1585886851 : ﻛﺪﭘﺴﺘﻲ
66153055 و88810459 - 60 : ﺗﻠﻔﻦ
88810462 : دور ﻧﮕﺎر
Standards@nioc.org
:ﭘﺴﺖ اﻟﻜﺘﺮوﻧﻴﻜﻲ
: ﺗﻌﺎرﻳﻒ ﻋﻤﻮﻣﻲ
GENERAL DEFINITIONS:
Throughout this Standard
definitions shall apply.
the
following
: ﺷﺮﻛﺖ
COMPANY :
Refers to one of the related and/or affiliated
companies of the Iranian Ministry of Petroleum
such as National Iranian Oil Company, National
Iranian Gas Company, National Petrochemical
Company and National Iranian Oil Refinery And
Distribution Company.
ﻣﺜﻞ،ﺑﻪ ﻳﻜﻲ از ﺷﺮﻛﺖ ﻫﺎي اﺻﻠﻲ و ﻳﺎ واﺑﺴﺘﻪ ﺑﻪ وزارت ﻧﻔﺖ
ﺷﺮﻛﺖ ﻣﻠﻲ، ﺷﺮﻛﺖ ﻣﻠﻲ ﮔﺎز اﻳﺮان،ﺷﺮﻛﺖ ﻣﻠﻲ ﻧﻔﺖ اﻳﺮان
ﺻﻨﺎﻳﻊ ﭘﺘﺮوﺷﻴﻤﻲ و ﺷﺮﻛﺖ ﻣﻠﻲ ﭘﺎﻻﻳﺶ و ﭘﺨﺶ ﻓﺮآوردهﻫﺎي
.ﻧﻔﺘﻲ اﻃﻼق ﻣﻲﺷﻮد
:ﺧﺮﻳﺪار
PURCHASER :
Means the “Company" where this standard is a
part of direct purchaser order by the “Company”,
and the “Contractor” where this Standard is a part
of contract documents.
ﻳﻌﻨﻲ ﺷﺮﻛﺘﻲ ﻛﻪ اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﺳﻔﺎرش
ﺧﺮﻳﺪ ﻣﺴﺘﻘﻴﻢ آن ﺷﺮﻛﺖ ﻣﻲﺑﺎﺷﺪ و ﻳﺎ ﭘﻴﻤﺎﻧﻜﺎري ﻛﻪ اﻳﻦ
.اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﻗﺮارداد آن اﺳﺖ
:ﻓﺮوﺷﻨﺪه و ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه
VENDOR AND SUPPLIER:
Refers to firm or person who will supply and/or
fabricate the equipment or material.
ﺑﻪ ﻣﻮﺳﺴﻪ و ﻳﺎ ﺷﺨﺼﻲ ﮔﻔﺘﻪ ﻣﻲﺷﻮد ﻛﻪ ﺗﺠﻬﻴﺰات و ﻛﺎﻻﻫﺎي
.ﻣﻮرد ﻟﺰوم ﺻﻨﻌﺖ را ﺗﺎﻣﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ
:ﭘﻴﻤﺎﻧﻜﺎر
CONTRACTOR:
Refers to the persons, firm or company whose
tender has been accepted by the company.
ﻣﻮﺳﺴﻪ و ﻳﺎ ﺷﺮﻛﺘﻲ ﮔﻔﺘﻪ ﻣﻲﺷﻮد ﻛﻪ ﭘﻴﺸﻨﻬﺎدش،ﺑﻪ ﺷﺨﺺ
.ﺑﺮاي ﻣﻨﺎﻗﺼﻪ ﭘﺬﻳﺮﻓﺘﻪ ﺷﺪه اﺳﺖ
: ﻣﺠﺮي
EXECUTOR :
Executor is the party which carries out all or part of
construction and/or commissioning for the project.
ﻣﺠﺮي ﺑﻪ ﮔﺮوﻫﻲ اﻃﻼق ﻣﻲﺷﻮد ﻛﻪ ﺗﻤﺎم ﻳﺎ ﻗﺴﻤﺘﻲ از ﻛﺎرﻫﺎي
.اﺟﺮاﺋﻲ و ﻳﺎ راه اﻧﺪازي ﭘﺮوژه را اﻧﺠﺎم دﻫﺪ
:ﺑﺎزرس
INSPECTOR :
The Inspector referred to in this Standard is a
person/persons or a body appointed in writing by
the company for the inspection of fabrication and
installation work
ﮔﺮوه ﻳﺎ ﻣﻮﺳﺴﻪاي اﻃﻼق/در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺎزرس ﺑﻪ ﻓﺮد
ﻣﻲﺷﻮد ﻛﻪ ﻛﺘﺒﺎً ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ ﺑﺮاي ﺑﺎزرﺳﻲ ﺳﺎﺧﺖ و ﻧﺼﺐ
.ﺗﺠﻬﻴﺰات ﻣﻌﺮﻓﻲ ﺷﺪه ﺑﺎﺷﺪ
:ﺑﺎﻳﺪ
SHALL:
Is used where a provision is mandatory.
. اﺳﺘﻔﺎده ﻣﻲﺷﻮد،ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺟﺒﺎري اﺳﺖ
:ﺗﻮﺻﻴﻪ
SHOULD:
Is used where a provision is advisory only.
. ﺑﻜﺎر ﻣﻲرود،ﺑﺮاي ﻛﺎري ﻛﻪ ﺿﺮورت اﻧﺠﺎم آن ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد
:ﺗﺮﺟﻴﺢ
WILL:
Is normally used in connection with the action by
the “Company” rather than by a contractor,
supplier or vendor.
ﻣﻌﻤﻮﻻً در ﺟﺎﻳﻲ اﺳﺘﻔﺎده ﻣﻲﺷﻮد ﻛﻪ اﻧﺠﺎم آن ﻛﺎر ﺑﺮاﺳﺎس
.ﻧﻈﺎرت ﺷﺮﻛﺖ ﺑﺎﺷﺪ
: ﻣﻤﻜﻦ اﺳﺖ
MAY:
Is used where
discretionary.
.در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺗﻌﺎرﻳﻒ زﻳﺮ ﺑﻪ ﻛﺎر ﻣﻲ رود
a
provision
is
completely
. ﺑﻜﺎر ﻣﻲرود،ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺧﺘﻴﺎري ﻣﻲﺑﺎﺷﺪ
IPS-C-PI-270(2)
CONSTRUCTION STANDARD
FOR
WELDING OF TRANSPORTATION PIPELINE
SECOND REVISION
NOVEMBER 2009
اﺳﺘﺎﻧﺪارد اﺟﺮاﻳﻲ
ﺑﺮاي
ﺟﻮﺷﻜﺎري ﺧﻄﻮط ﻟﻮﻟﻪ و اﻧﺘﻘﺎل
وﻳﺮاﻳﺶ دوم
1388 آﺑﺎن
This Standard is the property of Iranian Ministry of
Petroleum. All rights are reserved to the owner. Neither
whole nor any part of this document may be disclosed to any
third party, reproduced, stored in any retrieval system or
transmitted in any form or by any means without the prior
written consent of the Iranian Ministry of Petroleum.
ﺗﻤﺎم ﺣﻘﻮق آن ﻣﺘﻌﻠﻖ ﺑﻪ.اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﺘﻌﻠﻖ ﺑﻪ وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ
ﺗﻤﺎم ﻳﺎ ﺑﺨﺸﻲ،ﻣﺎﻟﻚ آن ﺑﻮده و ﻧﺒﺎﻳﺪ ﺑﺪون رﺿﺎﻳﺖ ﻛﺘﺒﻲ وزارت ﻧﻔﺖ اﻳﺮان
، اﻧﺘﻘﺎل، ذﺧﻴﺮه ﺳﺎزي، ﺑﻪ ﻫﺮ ﺷﻜﻞ ﻳﺎ وﺳﻴﻠﻪ ازﺟﻤﻠﻪ ﺗﻜﺜﻴﺮ،از اﻳﻦ اﺳﺘﺎﻧﺪارد
.ﻳﺎ روش دﻳﮕﺮي در اﺧﺘﻴﺎر اﻓﺮاد ﺛﺎﻟﺚ ﻗﺮار ﮔﻴﺮد
Nov. 2009 / 1388 آﺑﺎن
CONTENTS:
Page
No
IPS-C-PI-270(2)
:ﻓﻬﺮﺳﺖ ﻣﻄﺎﻟﺐ
0. INTRODUCTION ............................................. 4
4 .............................................................. ﻣﻘﺪﻣﻪ-0
SECTION 1-GENERAL:
:ﻋﻤﻮﻣﻲ-1 ﻗﺴﻤﺖ
1. SCOPE................................................................ 6
6 ...................................................... داﻣﻨﻪ ﻛﺎرﺑﺮد-1
3.2 Definition of Terms and Abbreviations .... 8
8 ........................... ﺗﻌﺮﻳﻒ ﻋﺒﺎرات و اﺧﺘﺼﺎرات2-3
3.3 Abbreviations.............................................. 8
8 ................................................. اﺧﺘﺼﺎرات3-3
4.1 Equipment................................................... 9
9 .................................................... ﺗﺠﻬﻴﺰات1-4
4.2 Materials...................................................... 9
9 .......................................................... ﻣﻮاد2-4
5. QUALIFICATION OF WELDING
PROCEDURES FOR WELDS CONTAINING
FILLER METAL ADDITIVES ...................... 11
ﺗﺄﻳﻴﺪﻳﻪ روشﻫﺎي ﺟﻮﺷﻜﺎري ﺑﺮاي ﺟﻮشﻫﺎﻳﻲ ﻛﻪ-5
11 . . ﺷﺎﻣﻞ ﻓﻠﺰات ﭘﺮ ﻛﻨﻨﺪه ﺣﺎوي ﻣﻮاد اﻓﺰودﻧﻲ ﻣﻲﺑﺎﺷﻨﺪ
5.1 Procedure Qualification............................. 11
11 .............................................. ﺗﺄﻳﻴﺪﻳﻪ روش1-5
5.2 Record.......................................................... 11
11 ......................................................... ﺛﺒﺖ2-5
5.3 Procedure Specification ............................. 12
12 .......................................... ﻣﺸﺨﺼﺎت روش3-5
5.4 Essential Variables ..................................... 14
14 ........................................ ﻣﺘﻐﻴﺮﻫﺎي اﺳﺎﺳﻲ4-5
5.6 Testing of Welded Joints - Butt Welds ..... 16
16 . آزﻣﺎﻳﺶ اﺗﺼﺎﻻت ﺟﻮﺷﻲ – ﺟﻮﺷﻬﺎي ﻟﺐ ﺑﻪ ﻟﺐ6-5
5.8 Testing of Welded Joints - Fillet Welds .... 20
20 ........ ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ-آزﻣﺎﻳﺶ اﺗﺼﺎﻻت ﺟﻮﺷﻲ8-5
6. QUALIFICATION OF WELDERS ................ 23
23 ..................................... ﺷﺮاﻳﻂ اﺣﺮاز ﺟﻮﺷﻜﺎران-6
6.1 General ........................................................ 23
23 ...................................................... ﻋﻤﻮﻣﻲ1-6
6.2 Single Qualification .................................... 24
24 .......................... ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﻳﻚ ﻣﻨﻈﻮره2-6
6.8 Records, and Welder Identification
System.......................................................... 24
24 ........................................... اﺳﻨﺎد و ﺳﻮاﺑﻖ8-6
1
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
7. PRODUCTION WELDING ............................ 25
ﻃﺮاﺣﻲ و آﻣﺎده ﺳﺎزي اﺗﺼﺎل ﺑﺮاي ﺟﻮﺷﻜﺎري-7
25........................................................ﺗﻮﻟﻴﺪي
7.1 General ........................................................ 25
25 ..................................................... ﻋﻤﻮﻣﻲ1-7
7.2 Alignment .................................................... 26
26 ................................................ ﻫﻢ ﻣﺤﻮري2-7
7.3 Use of Line-Up Clamp for Butt Welds ..... 27
اﺳﺘﻔﺎده از ﮔﻴﺮه ﻫﺎي ﻫﻤﺘﺮازي ﺑﺮاي ﺟﻮﺷﻬﺎي3-7
27 .................................................... ﻟﺐ ﺑﻪ ﻟﺐ
7.7 Cleaning Between Beads ............................ 28
28 ...................... ﺗﻤﻴﺰﻛﺎري ﺑﻴﻦ ﻻﻳﻪ ﻫﺎي ﺟﻮش7-7
7.9 Roll Welding ............................................... 28
28 .................................... ﺟﻮﺷﻜﺎري ﭼﺮﺧﺸﻲ9-7
7.10 Identification of. Welds ............................ 28
28 ........................................ ﺷﻨﺎﺳﺎﻳﻲ ﺟﻮﺷﻬﺎ10-7
7.11 Pre-and Post-Heat Treatment ................. 29
29 ......... ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﻗﺒﻞ و ﺑﻌﺪ از ﺟﻮﺷﻜﺎري11-7
7.12 Separation of Girth Welds....................... 31
31 ............................. ﻓﺎﺻﻠﻪ ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ12-7
7.13 Control of Welding Consumables During
Production Welding ................................. 31
ﻛﻨﺘﺮل ﻣﻮاد ﻣﺼﺮﻓﻲ ﺟﻮﺷﻜﺎري در ﺣﻴﻦ ﺟﻮﺷﻜﺎري13-7
31 ...................................................... ﺗﻮﻟﻴﺪي
7.14 Weld Interruption .................................... 32
32 ........................................ وﻗﻔﻪ ﺟﻮﺷﻜﺎري14-7
7.15 Weld Finishing .......................................... 32
32 ............................................. ﻇﺎﻫﺮ ﺟﻮش15-7
7.16 Surface Finishing ...................................... 32
32 .......................................... ﭘﺮداﺧﺖ ﺳﻄﺢ16-7
8. lNSPECTION AND TESTING OF
PRODUCTION WELDS ................................... 33
33 ................... ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺸﺎت ﺟﻮﺷﻬﺎي ﺗﻮﻟﻴﺪي-8
8.2 Methods of Inspection ................................ 33
33 ........................................ روﺷﻬﺎي ﺑﺎزرﺳﻲ2-8
8.4 Certification of Non-Destructive Testing
Personnel ...................................................... 34
34 ....... ﮔﻮاﻫﻴﻨﺎﻣﻪ ﻣﺘﺼﺪﻳﺎن آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب4-8
8.5 Extent of Inspection and Testing............... 34
34 .............................. وﺳﻌﺖ ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ5-8
9. ACCEPTANCE STANDARDS FOR NONDESTRUCTIVE TESTING .............................. 36
36 ..... اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش ﺑﺮاي آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب-9
2
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
9.3 Radiographic Testing ................................. 36
36 ..................................... آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري3-9
9.4 Magnetic Particle Testing .......................... 37
37 ............................. آزﻣﺎﻳﺶ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ4-9
9.5 Liquid Penetrant Testing ........................... 37
37 .................................... آزﻣﺎﻳﺶ ﻣﺎﻳﻌﺎت ﻧﺎﻓﺬ5-9
9.6 Ultrasonic Testing....................................... 37
37 ................................... آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت6-9
9.8 NDT Evaluation Report ............................. 38
38 .................................. NDT ﮔﺰارش ارزﻳﺎﺑﻲ8-9
9.9 Welder Performance Records ................... 38
38 ................................ ﺳﻮاﺑﻖ ﻛﺎراﻳﻲ ﺟﻮﺷﻜﺎر9-9
9.10 Assessment of Radiograph Indications in the
Pipe Material Adjacent to Welds Being
Inspected ..................................................... 38
ارزﻳﺎﺑﻲ ﻧﺸﺎﻧﻪ ﻫﺎي ﺗﺼﻮﻳﺮ ﭘﺮﺗﻮﻧﮕﺎري روي ﺑﺪﻧﻪ ﻟﻮﻟﻪ10-9
38 ...................... ﻣﺠﺎور ﺟﻮﺷﻬﺎي ﺗﺤﺖ ﺑﺎزرﺳﻲ
10. REPAIR AND REMOVAL OF DEFECTS .. 38
38 ......................................... ﺗﻌﻤﻴﺮ و ﺣﺬف ﻋﻴﻮب-10
10.1 Authorization for Repair ......................... 38
38 ............................................... ﻣﺠﻮز ﺗﻌﻤﻴﺮ1-10
10.2 Repair Procedure...................................... 39
39 ............................................... روش ﺗﻌﻤﻴﺮ2-10
11. PROCEDURES FOR NON-DESTRUCTIVE
TESTING .......................................................... 40
40 ............................. روﺷﻬﺎي آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب-11
11.1 Radiographic Test Methods..................... 40
40 ......................... روﺷﻬﺎي آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري1-11
11.2 Magnetic Particle Test Method ............... 45
45 .................. روش آزﻣﺎﻳﺶ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ2-11
11.4 Ultrasonic Test Method............................ 45
45 ........................... روش آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت4-11
13. AUTOMATIC WELDING WITHOUT FILLER
METAL ADDITIONS ...................................... 45
45 .................. ﺟﻮﺷﻜﺎري ﺧﻮدﻛﺎر ﺑﺪون ﻓﻠﺰ ﭘﺮﻛﻨﻨﺪه-13
13.1 Acceptable Processes ................................ 45
45 ................................ ﻓﺮآﻳﻨﺪﻫﺎي ﻣﻮرد ﻗﺒﻮل1-13
APPENDICES:
:ﭘﻴﻮﺳﺖﻫﺎ
APPENDIX A ALTERNATIVE ACCEPTANCE
STANDARDS FOR GIRTH WELDS 46
ﭘﻴﻮﺳﺖ اﻟﻒ اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش ﺟﺎﻳﮕﺰﻳﻦ ﺑﺮاي
46 .................................... ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ
3
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻣﻘﺪﻣﻪ-0
0. INTRODUCTION
اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﺸﺘﻤﻞ ﺑﺮ ﻣﺸﺨﺼﺎت ﻓﻨﻲ و ﺣﺪاﻗﻞ اﻟﺰاﻣﺎت ﺑﺮاي
ﺟﻮﺷﻜﺎري ﺧﻂ ﻟﻮﻟﻪ اﻧﺘﻘﺎل و ﺗﺎﺳﻴﺴﺎت ﻣﺮﺑﻮﻃﻪ ﺟﻬﺖ اﺳﺘﻔﺎده در
ﮔﺎز و ﭘﺘﺮوﺷﻴﻤﻲ ﻣﻲ ﺑﺎﺷﺪ و ﻣﺒﻨﺎي آن وﻳﺮاﻳﺶ،ﺻﻨﺎﻳﻊ ﻧﻔﺖ
اﺳﺖ ﻛﻪ ﺑﺎﻳﺪ2005 ﻣﻮرخ ﻧﻮاﻣﺒﺮAPI 1104 ﺑﻴﺴﺘﻢ اﺳﺘﺎﻧﺪارد
. ﻫﻤﺮاه آن ﻣﻄﺎﻟﻌﻪ ﺷﻮد
This Standard gives, technical specifications and
minimum requirements for welding of
transportation pipeline and related facilities for
use in Oil, Gas and Petrochemical Industries and
is based on API Standard 1104 twenty edition
Nov 2005 and shall be read in conjunction with
that document.
4
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
راﻫﻨﻤﺎﻳﻲ ﺑﺮاي اﺳﺘﻔﺎده از اﻳﻦ اﺳﺘﺎﻧﺪارد
Guidance for Use of this Standard
ﻛﻪ در اﻳﻦAPI 1104 ﻣﺘﻤﻢ ﻫﺎ ﺑﻪ اﺳﺘﺎﻧﺪارد/ اﺻﻼﺣﺎت
اﺳﺘﺎﻧﺪارد اراﺋﻪ ﺷﺪه اﻧﺪ ﻣﺴﺘﻘﻴﻤﺎً ﺑﻪ ﺑﺨﺶ ﻫﺎ ﻳﺎ ﺑﻨﺪ ﻫﺎي ﻣﻌﺎدل
، ﺟﻬﺖ وﺿﻮح. ﻣﺮﺑﻮط ﻣﻲﺑﺎﺷﻨﺪAPI 1104 آﻧﻬﺎ در اﺳﺘﺎﻧﺪارد
ﺗﺎ ﺣﺪAPI 1104 ﺷﻤﺎره ﮔﺬاري ﺑﺨﺶ و ﭘﺎراﮔﺮاف در اﺳﺘﺎﻧﺪارد
ﻫﺮ ﻛﺠﺎ در اﻳﻦ اﺳﺘﺎﻧﺪارد.اﻣﻜﺎن ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪ اﺳﺖ
ارﺟﺎع ﺷﺪه اﺳﺖ ﺑﺪان ﻣﻌﻨﻲAPI 1104 ﻛﻪ ﺑﻪ ﺑﻨﺪﻫﺎي اﺳﺘﺎﻧﺪارد
.ﻣﻲ ﺑﺎﺷﺪ ﻛﻪ آن ﺑﻨﺪﻫﺎ ﺗﻮﺳﻂ اﻳﻦ اﺳﺘﺎﻧﺪارد اﺻﻼح ﺷﺪهاﻧﺪ
ﻛﻪ ﺗﻮﺳﻂ اﻳﻦ اﺳﺘﺎﻧﺪارد اﺻﻼحAPI 1104 ﺑﻨﺪﻫﺎﻳﻲ از اﺳﺘﺎﻧﺪارد
.ﻧﺸﺪهاﻧﺪ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﻣﺘﻦ ﻣﺮﺑﻮﻃﻪ ﻣﻌﺘﺒﺮ ﺑﺎﻗﻲ ﺑﻤﺎﻧﻨﺪ
در، ﻫﻤﺎﻧﻄﻮرﻳﻜﻪ در ذﻳﻞ ﻣﺸﺨﺺ ﺷﺪهاﻧﺪ،ﺣﺎﺷﻴﻪ ﻧﻮﻳﺴﻲﻫﺎي زﻳﺮ
ﭘﺎﺋﻴﻦ ﺳﻤﺖ راﺳﺖ ﻫﺮ ﺑﻨﺪ ﻳﺎ ﭘﺎراﮔﺮاف ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪاﻧﺪ
ﺗﺎ ﻧﻮع ﺗﻐﻴﻴﺮات اﻧﺠﺎم ﺷﺪه در ﺑﻨﺪ ﻳﺎ ﭘﺎراﮔﺮاف ﻣﻌﺎدل آن در
. را ﻧﺸﺎن دﻫﻨﺪAPI 1104 اﺳﺘﺎﻧﺪارد
The amendments/supplements to API STD 1104
given in This Standard are directly related to the
equivalent sections or clauses in API STD 1104.
For clarity, the section and paragraph
numbering of API STD 1104 has been used as
far as possible. Where clauses in API STD 1104
are referenced within this Standard, it shall
mean those clauses are amended by this
Standard. Clauses in API STD 1104 that are not
amended by this Standard shall remain valid as
written.
The following annotations, as specified
hereunder, have been used at the bottom right
hand side of each clause or paragraph to indicate
the type of changes made to the equivalent
clause or paragraph of API STD 1104.
Sub. (Substitution)
"The clause in API
1104 shall be deleted and replaced by the new
clause in this Standard"
ﺑﺎﻳﺪ ﺣﺬف و ﺑﻨﺪ ﺟﺪﻳﺪAPI 1104 ﺑﻨﺪ:(ﺟﺎﻳﮕﺰﻳﻦ)ﺟﺎﻳﮕﺰﻳﻦ
Del. (Deletion)
"The clause in API
1104 shall be deleted without any replacement"
ﺑﺪون ﻫﻴﭻ ﺟﺎﻳﮕﺰﻳﻨﻲ ﺑﺎﻳﺪ ﺣﺬفAPI 1104 ﺑﻨﺪ:(ﺣﺬف)ﺣﺬف
Add. (Addition)
"The new clause with
the new number shall be added to the relevant
section of API 1104"
ﺑﻨﺪ ﺟﺪﻳﺪ ﺑﺎ ﺷﻤﺎره ﺟﺪﻳﺪ ﺑﺎﻳﺪ ﺑﻪ ﻗﺴﻤﺖ ﻣﺮﺑﻮﻃﻪ:(اﺿﺎﻓﻪ)اﺿﺎﻓﻪ
Mod. (Modification) "Part of the clause or
paragraph in API 1104 shall be modified and/or
a new description and/or statement shall be
added to that clause or paragraph as given in
this Standard"
ﺑﺎﻳﺪAPI 1104 ﻗﺴﻤﺘﻲ از ﺑﻨﺪ ﻳﺎ ﭘﺎراﮔﺮاف در:(اﺻﻼح)اﺻﻼح
. در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺟﺎﻳﮕﺰﻳﻦ آن ﺷﻮد
. ﺷﻮد
. اﺿﺎﻓﻪ ﺷﻮدAPI 1104 در
اﺻﻼح ﺷﻮد و ﻳﺎ ﻳﻚ ﺗﻮﺿﻴﺢ ﻳﺎ ﺟﻤﻠﻪ ﺟﺪﻳﺪ ﻫﻤﺎﻧﮕﻮﻧﻪ ﻛﻪ در اﻳﻦ
. اﺳﺘﺎﻧﺪارد آﻣﺪه ﺑﺎﻳﺪ ﺑﻪ آن ﺑﻨﺪ ﻳﺎ ﭘﺎراﮔﺮاف اﺿﺎﻓﻪ ﺷﻮد
5
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻋﻤﻮﻣﻲ-1 ﻗﺴﻤﺖ
SECTION 1-GENERAL
داﻣﻨﻪ ﻛﺎرﺑﺮد-1
1. SCOPE
،اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﺸﺘﻤﻞ ﺑﺮ ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﺟﻮﺷﻬﺎي ﻟﺐ ﺑﻪ ﻟﺐ
و ﺳﺎﻛﺘﻲ در ﻓﻮﻻدﻫﺎي ﻛﺮﺑﻨﻲ و ﻛﻢ آﻟﻴﺎژي ﺑﺮاي ﺧﻄﻮط، ﮔﻮﺷﻪ
ﻟﻮﻟﻪ اﻧﺘﻘﺎل ﻣﺎﻳﻊ و ﮔﺎز و ﺗﺎﺳﻴﺴﺎت ﻣﺮﺑﻮﻃﻪ ﺷﺎﻣﻞ ﺗﻠﻪﻫﺎي ﺗﻮﭘﻚ
ﺟﻮﺷﻜﺎري ﻣﻤﻜﻦ اﺳﺖ ﺑﺎ روشﻫﺎي ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ.ﻣﻲ ﺑﺎﺷﺪ
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﺑﺎ اﻟﻜﺘﺮود، ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ زﻳﺮ ﭘﻮدري، ﻓﻠﺰي
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﻓﻠﺰي ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ ﻳﺎ ﺟﻮﺷﻜﺎري، ﺗﻨﮕﺴﺘﻦ
ﻗﻮﺳﻲ ﺗﻮﺳﻂ ﺳﻴﻢ ﺟﻮش ﻣﻐﺰي دار ﻳﺎ ﺗﺮﻛﻴﺒﻲ از اﻳﻦ روشﻫﺎ ﺑﺎ
ﻧﻴﻤﻪ ﺧﻮدﻛﺎر ﻳﺎ ﺧﻮدﻛﺎر،اﺳﺘﻔﺎده از ﺷﻴﻮه ﻫﺎي ﺟﻮﺷﻜﺎري دﺳﺘﻲ
ﺟﻮﺷﻬﺎ ﻣﻤﻜﻦ اﺳﺖ ﺑﻪ.ﻳﺎ ﺗﺮﻛﻴﺒﻲ از اﻳﻦ ﺷﻴﻮه ﻫﺎ اﻧﺠﺎم ﭘﺬﻳﺮد
ﭼﺮﺧﺸﻲ و ﻳﺎ ﺗﻠﻔﻴﻘﻲ از دو روش ﻣﻮﺿﻌﻲ و،ﻃﺮﻳﻖ ﻣﻮﺿﻌﻲ
ﺟﻮﺷﻜﺎري ﭼﺮﺧﺸﻲ ﻓﻘﻂ زﻣﺎﻧﻲ ﻛﻪ از روش.ﭼﺮﺧﺸﻲ ﺗﻮﻟﻴﺪ ﺷﻮﻧﺪ
ﺟﻮﺷﻜﺎري ﻛﺎﻣﻼً ﺧﻮدﻛﺎر اﺳﺘﻔﺎده ﺷﻮد ﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ
ﻓﺮآﻳﻨﺪﻫﺎي ﺟﻮﺷﻜﺎري اﻛﺴﻲ اﺳﺘﻴﻠﻦ )ﺑﻪ ﻋﺒﺎرت دﻳﮕﺮ ﻣﺸﻬﻮر ﺑﻪ
ﺟﻮﺷﻜﺎري ﺑﺎ ﮔﺎز( و ﺟﻮﺷﻜﺎري ﻟﺐ ﺑﻪ ﻟﺐ ﻣﻘﺎوﻣﺘﻲ ﻧﺒﺎﻳﺪ ﻣﻮرد
. اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
اﻟﻜﺘﺮود، اﺳﺘﻔﺎده از روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﻗﻮس ﻓﻠﺰي ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ
ﺳﻴﻢ ﺟﻮش ﻣﻐﺰي دار )ﺑﻐﻴﺮ از ﻧﻮع ﺧﻮد ﻣﺤﺎﻓﻆ( ﺑﺎﻳﺪ، ﺗﻨﮕﺴﺘﻦ
ﻣﺤﺪود ﺑﻪ ﻣﺤﻮﻃﻪﻫﺎي اﺟﺮاﺋﻲ ﻛﻪ در ﻣﻘﺎﺑﻞ ﺑﺎد و ﻛﻮران ﻣﺤﺎﻓﻈﺖ
.ﺷﺪهاﻧﺪ ﺑﺎﺷﺪ
This standard covers the arc welding of butt,
fillet and socket welds in carbon and low alloy
steel for liquid and gas transmission pipelines
and related facilities including pig traps. The
welding may be carried out by a shielded metal
arc welding, submerged arc welding, gas
tungsten arc welding, gas metal arc welding or
flux cored are welding process or combination
of these processes using a manual, semiautomatic or automatic welding technique or
combination of these techniques. The welds
may be produced by position or roll welding or
by a combination of position and roll welding.
Roll welding is only acceptable when using a
fully automatic welding process.
Oxyacetylene welding (otherwise known as gas
welding) and flash butt welding processes shall
not be used.
The use of gas metal arc, gas tungsten arc and
flux cored arc welding (except the self-shielding
type) processes shall be restricted to
construction areas protected against wind and
draught.
اﺳﺘﺎﻧﺪارد ﻫﻤﭽﻨﻴﻦ ﻣﻌﻴﺎرﻫﺎي )اﺳﺘﺎﻧﺪاردﻫﺎي( ﭘﺬﻳﺮش ﺟﻮش ﻫﺎي
ﺗﻮﻟﻴﺪي ﻛﻪ ﺑﺎ روش ﻫﺎي ﻣﺨﺮب آزﻣﺎﻳﺶ ﻳﺎ ﺗﻮﺳﻂ روش ﻫﺎي
ﻣﺎوراء ﺻﻮت ﻳﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﺑﺎزرﺳﻲ ﺷﺪه اﻧﺪ را، ﭘﺮﺗﻮﻧﮕﺎري
اﺳﺘﺎﻧﺪارد ﺷﺎﻣﻞ روشﻫﺎي ﺑﺎزرﺳﻲ ﺑﺎ اﺳﺘﻔﺎده از اﻳﻦ.در ﺑﺮ دارد
The standard also covers the acceptance
standards to be applied to production welds
tested to destruction or inspected by
radiographic, ultrasonic or magnetic particle
techniques. It includes the procedures for
inspection using these techniques.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﺷﻴﻮه ﻫﺎ ﻣﻲ ﺑﺎﺷﺪ
:1 ﻳﺎدآوري
Note 1:
اﻳﻦ اﺳﺘﺎﻧﺪارد ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ در ﺧﺮداد ﻣﺎه ﺳﺎل
از اﻳﻦ.( ﻣﻨﺘﺸﺮ ﺷﺪه اﺳﺖ1) ﺑﺎزﻧﮕﺮي و ﺑﻪ ﺻﻮرت وﻳﺮاﻳﺶ1380
.( اﻳﻦ اﺳﺘﺎﻧﺪارد داراي اﻋﺘﺒﺎر ﻧﻴﺴﺖ0) ﭘﺲ وﻳﺮاﻳﺶ
This is a revised version of the standard
specification by the relevant technical
committee on June. 2001, which is issued as
revision (1). Revision (0) of the said standard
specification is withdrawn.
:2 ﻳﺎدآوري
Note 2:
ﻧﺴﺨﻪ ﺑﺎزﻧﮕﺮي ﺷﺪه اﺳﺘﺎﻧﺪارد ﻓﻮق،اﻳﻦ اﺳﺘﺎﻧﺪارد دو زﺑﺎﻧﻪ
ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ1388 ﻣﻲﺑﺎﺷﺪ ﻛﻪ در آﺑﺎن ﻣﺎه ﺳﺎل
از اﻳﻦ ﭘﺲ وﻳﺮاﻳﺶ.( اراﻳﻪ ﻣﻲﮔﺮدد2) ﺗﺄﻳﻴﺪ و ﺑﻪ ﻋﻨﻮان وﻳﺮاﻳﺶ
.( اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﻨﺴﻮخ ﻣﻲﺑﺎﺷﺪ1)
This bilingual standard is a revised version of
the standard specification by the relevant
technical committee on Nov 2009 which is
issued as revision (2). Revision (1) of the said
standard specification is withdrawn.
6
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
:3 ﻳﺎدآوري
Note 3:
ﻣﺘﻦ اﻧﮕﻠﻴﺴﻲ،در ﺻﻮرت اﺧﺘﻼف ﺑﻴﻦ ﻣﺘﻦ ﻓﺎرﺳﻲ و اﻧﮕﻠﻴﺴﻲ
.ﻣﻼك ﻣﻲﺑﺎﺷﺪ
In case of conflict between Farsi and English
languages, English language shall govern.
ﻣﺮاﺟﻊ-2
2. REFERENCES
در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﻪ آﻳﻴﻦ ﻧﺎﻣﻪ ﻫﺎ و اﺳﺘﺎﻧﺪاردﻫﺎي ﺗﺎرﻳﺦ دار و
ﺗﺎ ﺣﺪي ﻛﻪ در اﻳﻦ، اﻳﻦ ﻣﺮاﺟﻊ. ﺑﺪون ﺗﺎرﻳﺦ زﻳﺮ اﺷﺎره ﺷﺪه اﺳﺖ
ﺑﺨﺸﻲ از اﻳﻦ اﺳﺘﺎﻧﺪارد،اﺳﺘﺎﻧﺪارد ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪ اﻧﺪ
وﻳﺮاﻳﺶ ﮔﻔﺘﻪ ﺷﺪه ﻣﻼك، در ﻣﺮاﺟﻊ ﺗﺎرﻳﺦ دار.ﻣﺤﺴﻮب ﻣﻲﺷﻮﻧﺪ
ﻋﻤﻞ ﺑﻮده و ﺗﻐﻴﻴﺮاﺗﻲ ﻛﻪ ﺑﻌﺪ از ﺗﺎرﻳﺦ وﻳﺮاﻳﺶ در آﻧﻬﺎ داده ﺷﺪه
در. ﭘﺲ از ﺗﻮاﻓﻖ ﺑﻴﻦ ﻛﺎرﻓﺮﻣﺎ و ﻓﺮوﺷﻨﺪه ﻗﺎﺑﻞ اﺟﺮا ﻣﻲﺑﺎﺷﺪ،اﺳﺖ
آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ ﺑﻪ اﻧﻀﻤﺎم ﻛﻠﻴﻪ اﺻﻼﺣﺎت،ﻣﺮاﺟﻊ ﺑﺪون ﺗﺎرﻳﺦ
.و ﭘﻴﻮﺳﺘﻬﺎي آن ﻣﻼك ﻋﻤﻞ ﻣﻲﺑﺎﺷﻨﺪ
Throughout this Standard the following dated
and undated standards/codes are referred to.
These referenced documents shall, to the extent
specified herein, form a part of this standard.
For dated references, the edition cited applies.
The applicability of changes in dated references
that occur after the cited date shall be mutually
agreed upon by the company and the vendor.
For undated references, the latest edition of the
referenced
documents
(including
any
supplements and amendments) applies.
ASME (AMERICAN
SOCIETY
MECHANICAL ENGINEERS)
( )اﻧﺠﻤﻦ ﻣﻬﻨﺪﺳﺎن ﻣﻜﺎﻧﻴﻚ آﻣﺮﻳﻜﺎASME
OF
ASME B31.8 "Gas
Transmission
and
Distribution Piping Systems."
" "ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﻟﻮﻟﻪ ﻛﺸﻲ اﻧﺘﻘﺎل و ﭘﺨﺶ ﮔﺎزASME B 31.8
ASME B31.4 "Liquid Transportation Systems
for Hydrocarbons"
"ﺳﺎﻣﺎﻧﻪ ﻫﺎي اﻧﺘﻘﺎل ﻣﺎﻳﻌﺎت ﺑﺮاي ﻫﻴﺪروASME B 31.4
"ﻛﺮﺑﻦ ﻫﺎ
ASTM (AMERICAN SOCIETY
TESTING AND MATERIALS)
E 92
( )اﻧﺠﻤﻦ آزﻣﻮن و ﻣﻮاد آﻣﺮﻳﻜﺎASTM
FOR
"اﺳﺘﺎﻧﺪارد روش ﺳﺨﺘﻲ ﺳﻨﺠﻲ وﻳﻜﺮز ﺑﺮاي
"ﻣﻮاد ﻓﻠﺰي
"Standard Test Method for
Vickers Hardness of Metallic
Materials"
E 92
( )ﻣﻮﺳﺴﻪ اﺳﺘﺎﻧﺪاردﻫﺎي ﺑﺮﻳﺘﺎﻧﻴﺎBSI
BSI (BRITISH STANDARDS INSTITUTION)
BS 2910
"Methods
"روﺷﻬﺎي آزﻣﺎﻳﺶ ﭘﺮﺗﻮ ﻧﮕﺎري ﻟﺐ ﺑﻪ ﻟﺐ
"ﻣﺤﻴﻄﻲ در ﻟﻮﻟﻪ ﻫﺎي ﻓﻮﻻدي
BS 2910
BS 3971
"Specification
for
Image
Quality Indicator for Industrial
Radiography
(Including
Guidance on their Use)"
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﺑﺮاي ﺷﺎﺧﺺ ﻛﻴﻔﻴﺖ ﺗﺼﻮﻳﺮ
در ﭘﺮﺗﻮ ﻧﮕﺎري ﺻﻨﻌﺘﻲ )ﺷﺎﻣﻞ راﻫﻨﻤﺎي
"(اﺳﺘﻔﺎده آﻧﻬﺎ
BS 3971
BS 5135
"Specification for Arc Welding
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﺑﺮاي ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ
"ﻓﻮﻻدﻫﺎي ﻛﺮﺑﻨﻲ و ﻛﺮﺑﻦ ﻣﻨﮕﻨﺰ
BS 5135
for Radiographic
Examination of Fusion-Welded
Circumferential Butt Joints in
Steel Pipes"
of
Carbon
and
Manganese Steels"
Carbon
( )ﺳﺎزﻣﺎن ﺑﻴﻦ اﻟﻤﻠﻠﻲ اﺳﺘﺎﻧﺪاردISO
ISO(INTERNATIONAL ORGANIZATION
FOR STANDARDIZATION)
ISO 148
"Steel-Charpy Impact Test (Vnotch)"
"(v "آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﭼﺎرﭘﻲ ﻓﻮﻻد )ﺷﻜﺎف
7
ISO 148
Nov. 2009 / 1388 آﺑﺎن
ISO15156
IPS-C-PI-270(2)
"ﻣﻮاد ﻓﻠﺰي ﻣﻘﺎوم ﺑﻪ ﺗﺮﻛﻴﺪﮔﻲ ﺗﻨﺸﻲ
"ﺳﻮﻟﻔﻴﺪي ﺑﺮاي ﺗﺠﻬﻴﺰات ﺻﻨﻌﺖ ﻧﻔﺖ
"Sulfide
Stress
Cracking
Resistant Metallic Materials for
Oilfield Equipment"
ISO 15156
()اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮان
IPS(IRANIAN PETROLEUM STANDARDS)
IPS
IPS-M-PI-150 "Material Standard for Flanges
and Fittings"
" "اﺳﺘﺎﻧﺪارد ﻣﻮاد ﺑﺮاي ﻓﻠﻨﺞﻫﺎ و اﺗﺼﺎﻻتIPS-M-PI-150
IPS-M-PI-190(2) "Material and Equipment
Standard for Line Pipe"
"اﺳﺘﺎﻧﺪارد ﻣﻮاد و ﺗﺠﻬﻴﺰات ﺑﺮاي ﺧﻂIPS-M-PI-190(2)
"ﻟﻮﻟﻪ
IPS-M-PI-110(1) "Material and Equipment
Standard for Valves"
"اﺳﺘﺎﻧﺪارد ﻣﻮاد و ﺗﺠﻬﻴﺰات ﺑﺮايIPS-M-PI-110(1)
"ﺷﻴﺮآﻻت
( )اﻧﺠﻤﻦ ﻣﻠﻲ ﻣﻬﻨﺪﺳﻲ ﺧﻮردﮔﻲNACE
NACE
(NATIONAL ASSOCIATION OF
CORROSION ENGINEERS)
ﻣﻮاد ﻣﻘﺎوم-"ﺻﻨﺎﻳﻊ ﻧﻔﺖ و ﮔﺎز ﻃﺒﻴﻌﻲ
در ﻣﻘﺎﺑﻞ ﺗﺮك ﻫﺎي ﺗﻨﺸﻲ ﺳﻮﻟﻔﻴﺪي
"ﺑﺮاي ﺗﺠﻬﻴﺰات ﺻﻨﺎﻳﻊ ﻧﻔﺖ و ﮔﺎز
"Sulfide Stress Cracking
MR 0175
Resistant
Materials
for
Equipment"
Metallic
Oilfield
(Mod)
MR0175
()اﺻﻼح
ﺗﻌﺮﻳﻒ ﻋﺒﺎرات و اﺧﺘﺼﺎرات2-3
3.2 Definition of Terms and Abbreviations
Change the title to Definition of Terms and
Abbreviations” and Add clause no. 3.3.
را3-3 ﻋﻨﻮان را ﺑﻪ ﺗﻌﺮﻳﻒ ﻋﺒﺎرات و اﺧﺘﺼﺎرات ﺗﻐﻴﻴﺮ داده و ﺑﻨﺪ
.اﺿﺎﻓﻪ ﻧﻤﺎﺋﻴﺪ
اﺧﺘﺼﺎرات3-3
3.3 Abbreviations
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﺗﻮﺳﻂ ﺳﻴﻢ ﺟﻮش ﺑﺎ ﻣﻐﺰي ﺣﺎويFCAW
رواﻧﺴﺎز
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﻓﻠﺰي ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆGMAW
FCAW
Flux Cored Arc Welding
GMAW
Gas Metal Arc Welding
GTAW
Gas Tungsten Arc Welding
HAZ
Heat Affected Zone
HV 10
Vickers Hardness (10 kg load)
IF
Incomplete Fusion
IFD
Incomplete Fusion Due to Cold Lap
IIW
International Institute of welding
IP
Inadequate
High-Low
Penetration
IPD
Inadequate
High-Low
Penetration
IQI
Image Quality Indicator
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﺑﺎ اﻟﻜﺘﺮود ﺗﻨﮕﺴﺘﻦ و ﮔﺎز ﻣﺤﺎﻓﻆGTAW
ﻣﻨﻄﻘﻪ ﺗﺤﺖ ﺗﺎﺛﻴﺮ ﺣﺮارت ﺟﻮﺷﻜﺎري
HAZ
( ﻛﻴﻠﻮ ﮔﺮم10 ﺳﺨﺘﻲ وﻳﻜﺮز )ﺑﺎرHV 10
آﻣﻴﺨﺘﮕﻲ ﻏﻴﺮ ﻛﺎﻓﻲ
IF
آﻣﻴﺨﺘﮕﻲ ﻏﻴﺮ ﻛﺎﻓﻲ ﺑﻪ ﻋﻠﺖ روﻳﻬﻢ اﻓﺘﺎدﮔﻲ در ﻣﻮﻗﻊ
ﺳﺮد ﺷﺪن
ﻣﻮﺳﺴﻪ ﺑﻴﻦ اﻟﻤﻠﻠﻲ ﺟﻮﺷﻜﺎري
IFD
Without
ﻧﻔﻮذ ﻧﺎﻗﺺ ﺑﺪون ﺑﺎﻻ – ﭘﺎﺋﻴﻦ
IP
Due
ﻧﻔﻮذ ﻧﺎﻗﺺ ﺑﻌﻠﺖ ﺑﺎﻻ – ﭘﺎﺋﻴﻦ
IPD
ﺷﺎﺧﺺ ﻛﻴﻔﻴﺖ ﺗﺼﻮﻳﺮ
IQI
to
8
IIW
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻣﻴﻠﻲ ﺳﻴﻮرت
MSV
آزﻣﺎﻳﺸﻬﺎي ﻏﻴﺮ ﻣﺨﺮب
NDT
ﻣﻌﺎدل ﻣﺘﻮﺳﻂ روﻧﺘﮕﻦ
REM
MSV
Millisievert
NDT
Non Destructive Testing
REM
Roentgen Equivalent Mean
SMAW
Shielded Metal Arc Welding
SMYS
Specified Minimum Yield Stress
ﺣﺪاﻗﻞ ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﻣﺸﺨﺺ ﺷﺪهSMYS
WPQT
Welding Procedure Qualification
Test (ing)
آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ روش ﺟﻮﺷﻜﺎريWPQT
WPS
Welding Procedure Specification
(Mod.)
ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﻓﻠﺰي ﺑﺎ اﻟﻜﺘﺮود روﻛﺶدارSMAW
ﻣﺸﺨﺼﺎت ﻓﻨﻲ روش ﺟﻮﺷﻜﺎري
()اﺻﻼح
WPS
ﺗﺠﻬﻴﺰات1-4
4.1 Equipment
:ﺑﻪ اﻳﻦ ﺑﻨﺪ ﻣﺘﻦ زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
وﺳﺎﻳﻞ ﻛﺎﻓﻲ ﺑﺮاي اﻧﺪازه ﮔﻴﺮي ﺷﺪت ﺟﺮﻳﺎن و وﻟﺘﺎژ ﺟﻮﺷﻜﺎري
ﻣﺴﺘﻘﻞ از دﺳﺘﮕﺎه ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ، اﻧﺪازهﮔﻴﺮﻫﺎ. ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﻮد
Add to this clause the following:
Adequate means for measuring welding current
and voltage shall be provided. Meters,
independent of the welding set, shall be used.
()اﺻﻼح
(Mod)
. ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮارﮔﻴﺮد
ﻣﻮاد2-4
4.2 Materials
ﻟﻮﻟﻪ و اﺗﺼﺎﻻت1-2-4
4.2.1 Pipe and fittings
:ﺑﻪ اﻳﻦ ﺑﻨﺪ ﻋﺒﺎرات زﻳﺮ اﺿﺎﻓﻪ ﺷﻮﻧﺪ
Add to this clause the following:
c) Material standard for line pipe according to
IPS-M-PI-190(2).
IPS-M-PI-190(2) ج( اﺳﺘﺎﻧﺪارد ﻣﻮاد ﺑﺮاي ﻟﻮﻟﻪ ﻃﺒﻖ
d) Material standard for flanges and fittings
according to IPS-M-PI-150.
IPS-M-PI-150 د( اﺳﺘﺎﻧﺪارد ﻣﻮاد ﺑﺮاي ﻓﻠﻨﺞﻫﺎ و اﺗﺼﺎﻻت ﻃﺒﻖ
e) Material standard for valves according to
IPS-M-PI-110(1).
(Mod.)
IPS-M-PI-110(1) ﻫ( اﺳﺘﺎﻧﺪارد ﻣﻮاد ﺑﺮاي ﺷﻴﺮآﻻت ﻃﺒﻖ
()اﺻﻼح
ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه2-2-4
4.2.2 Filler metal
ﻧﻮع و اﻧﺪازه1-2-2-4
4.2.2.1 Type and size
:ﻣﻮاد ﻣﺼﺮﻓﻲ ﺑﺎﻳﺪ ﻃﺒﻖ ﻳﻜﻲ از ﻣﺸﺨﺼﺎت ﻓﻨﻲ زﻳﺮ ﺑﺎﺷﻨﺪ
Consumables shall conform to one of the
following specification:
AWS A5.1 -
-AWS A5.1
AWS A5.5 -
-AWS A5.5
AWS A.5.17 -
-AWS A.5.17
AWS A 5.18 -
-AWS A 5.18
AWS A 5.20 -
-AWS A 5.20
9
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
AWS A 5.28 -
-AWS A 5.28
AWS A 5.29 -
-AWS A 5.29
ﺗﻤﺎم ﻣﻮاد ﻣﺼﺮﻓﻲ ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي اﻧﺘﺨﺎب ﺷﻮﻧﺪ ﺗﺎ ﺑﺘﻮان
ﺑﺎ اﺳﺘﻔﺎده از آن ﺟﻮش ﻫﺎي ﺑﺎ ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﺑﻴﺸﺘﺮ از ﻓﻠﺰ اﺻﻠﻲ
ﺟﺎﺋﻲ ﻛﻪ ﻓﻮﻻدﻫﺎﺋﻲ ﺑﺎ ﺧﻮاص ﻣﺸﺨﺺ ﺷﺪه ﻣﺨﺘﻠﻒ.ﺗﻮﻟﻴﺪ ﻛﺮد
ﺑﻬﻢ ﻣﺘﺼﻞ ﺷﺪهاﻧﺪ ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﻓﻠﺰ ﺟﻮش ﺑﺎﻳﺪ ﺑﺎ ﻓﻮﻻدي ﻛﻪ
.ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﺑﻴﺸﺘﺮي دارد ﻫﻤﺨﻮاﻧﻲ داﺷﺘﻪ و ﻳﺎ از آن ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ
ﺑﺮاي ﻛﺎرﺑﺮدﻫﺎي ﺑﺎ ﺳﺮوﻳﺲ ﺗﺮش ﻓﻠﺰ ﺟﻮش رﺳﻮب ﻛﺮده ﺑﺎﻳﺪ ﺑﺎ
. ﻣﻄﺎﺑﻘﺖ ﻧﻤﺎﻳﺪNACE MR0175/ISO 15156 اﻟﺰاﻣﺎت
All welding consumables shall be selected to
produce welds with yield strength exceeding
that specified for the parent material. Where
steels with different specified properties are
joined the weld metal yield strength shall match
or exceed that of the higher strength grade.
For sour service applications the deposited weld
metal shall comply with the requirements of
NACE MR0175/ISO15156.
اﮔﺮ اﻟﻜﺘﺮود ﺑﺎ ﻫﻴﺪروژن ﻛﻢ اﻧﺘﺨﺎب ﺷﺪه ﺑﺎﺷﺪ ﻣﻘﺪار ﻫﻴﺪروژن
ﮔﺮم ﻓﻠﺰ100 ﻣﻴﻠﻲ ﻟﻴﺘﺮ در10 ﻗﺎﺑﻞ ﻧﻔﻮذ در ﺟﻮش ﻧﺒﺎﻳﺪ از
If low-hydrogen electrodes are selected the
diffusible hydrogen content shall not exceed 10
ml/100 g in the resulting deposited weld metal.
()ﺟﺎﻳﮕﺰﻳﻦ
(Sub.)
. ﺟﻮش ﺗﺠﺎوز ﻧﻤﺎﻳﺪ
4.2.2.2 Storage and handling of filler metals
and fluxes
ذﺧﻴﺮه ﺳﺎزي و ﺣﻤﻞ ﻓﻠﺰات ﭘﺮ ﻛﻨﻨﺪه و رواﻧﺴﺎزﻫﺎ2-2-2-4
Electrodes shall be supplied fully sealed
packages and stored in a dry storage room with
a maximum relative humidity of 50 percent. All
manual types of electrodes shall be properly
identifiable up to the time of usage, each
electrode being distinguishable by proper
coding. If the coding is destroyed by baking,
handling, or other causes, the electrodes shall
not be used.
اﻟﻜﺘﺮودﻫﺎ ﺑﺎﻳﺪ در ﺑﺴﺘﻪ ﻫﺎي ﻛﺎﻣﻼً آب ﺑﻨﺪي ﺷﺪه ﺗﻬﻴﻪ ﮔﺮدﻳﺪه و
50 در ﻳﻚ اﻃﺎق ذﺧﻴﺮهﺳﺎزي ﺧﺸﻚ ﺑﺎ ﺣﺪاﻛﺜﺮ رﻃﻮﺑﺖ ﻧﺴﺒﻲ
ﺗﻤﺎم ﻧﻤﻮﻧﻪﻫﺎي اﻟﻜﺘﺮودﻫﺎي دﺳﺘﻲ ﺑﺎﻳﺪ ﺗﺎ.درﺻﺪ ﻧﮕﻬﺪاري ﺷﻮﻧﺪ
ﻫﺮ اﻟﻜﺘﺮود ﺑﺎ ﻳﻚ ﻛﺪ،زﻣﺎن ﻣﺼﺮف ﺑﻪ ﺧﻮﺑﻲ ﻗﺎﺑﻞ ﺷﻨﺎﺳﺎﺋﻲ ﺑﺎﺷﻨﺪ
ﻳﺎ ﺳﺎﻳﺮ، ﺣﻤﻞ، اﮔﺮ ﺑﺮ اﺛﺮ ﭘﺨﺖ.ﻣﻨﺎﺳﺐ ﻗﺎﺑﻞ ﺗﺸﺨﻴﺺ اﺳﺖ
. دﻻﻳﻞ ﻛﺪ ﻣﺮﺑﻮﻃﻪ از ﺑﻴﻦ ﺑﺮود ﻧﺒﺎﻳﺪ از اﻟﻜﺘﺮودﻫﺎ اﺳﺘﻔﺎده ﺷﻮد
Low hydrogen electrodes shall not be stored in
heated cabinets containing electrodes of other
types, such as rutile or organic type electrodes.
اﻟﻜﺘﺮودﻫﺎي ﺑﺎ ﻫﻴﺪروژن ﭘﺎﺋﻴﻦ ﻧﺒﺎﻳﺪ در اﻃﺎﻗﻚﻫﺎي ﮔﺮم ﺷﺪه
ﻧﮕﻬﺪاري،ﺣﺎوي ﺳﺎﻳﺮ اﻧﻮاع دﻳﮕﺮ اﻟﻜﺘﺮود ﻣﺜﻞ روﺗﻴﻠﻲ ﻳﺎ ﻧﻮع آﻟﻲ
:ﺷﻮﻧﺪ
ﻗﺮﻗﺮهﻫﺎي ﺳﻴﻢ ﺟﻮش ﺑﺮاي روﺷﻬﺎي ﺧﻮدﻛﺎر و ﻧﻴﻤﻪ ﺧﻮدﻛﺎر ﺑﺎﻳﺪ
ﺑﺪون آﻧﻜﻪ ﻟﻔﺎف ﭘﻴﭽﻴﺪه ﺷﺪه دور آﻧﻬﺎ ﺗﻮﺳﻂ ﺗﻬﻴﻪ ﻛﻨﻨﺪه ﺑﺎز ﺷﻮد
در اﻃﺎﻗﻚ ﻫﺎ ﻧﮕﻬﺪاري ﺷﻮﻧﺪ و ﺗﺎ زﻣﺎن ﻣﺼﺮف ﻗﺎﺑﻞ ﺷﻨﺎﺳﺎﺋﻲ
ﺳﻴﻢ ﺟﻮش ﻫﺎي ﻏﻴﺮ ﻗﺎﺑﻞ ﺷﻨﺎﺳﺎﺋﻲ ﻧﺒﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده.ﺑﺎﺷﻨﺪ
.ﻗﺮار ﮔﻴﺮﻧﺪ
ﻓﻠﺰﻫﺎي ﭘﺮ ﻛﻨﻨﺪه و رواﻧﺴﺎزﻫﺎ ﺑﺎﻳﺪ ﺑﺮ اﺳﺎس ﺗﻮﺻﻴﻪﻫﺎي ﺳﺎزﻧﺪﮔﺎن
.آﻧﻬﺎ ﺣﻤﻞ و ذﺧﻴﺮه ﺷﻮﻧﺪ
Wire spools for automatic and semi-automatic
processes shall be stored in cabinets with
supplier wrapping not removed and remain
clearly identifiable up to the time of usage.
Unidentifiable wire shall not be used.
Filler metals and fluxes shall be handled and
stored in accordance with the manufacturers
recommendations.
Each batch of flux and wire shall be labeled
with the information from the supply container.
ﻫﺮ ﻣﺤﻤﻮﻟﻪ ﺳﻴﻢ ﺟﻮش و رواﻧﺴﺎز ﺑﺎﻳﺪ داراي ﺑﺮﭼﺴﺒﻲ ﺷﺎﻣﻞ
.اﻃﻼﻋﺎت داده ﺷﺪه در ﻛﺎﻧﺘﻴﻨﺮ ﺑﺎﺷﺪ
Unidentifiable, damaged, wet, rusty or
otherwise
contaminated
or
deteriorated
consumables shall not be used.
(Sub.)
، رﻃﻮﺑﺖ دﻳﺪه، ﺻﺪﻣﻪ دﻳﺪه،ﻣﻮاد ﻣﺼﺮﻓﻲ ﻏﻴﺮ ﻗﺎﺑﻞ ﺷﻨﺎﺳﺎﻳﻲ
ﻓﺮﺳﻮده ﻳﺎ ﺑﻪ ﻋﺒﺎرت دﻳﮕﺮ آﻟﻮده ﻳﺎ ﺧﺮاب ﺷﺪه ﻧﺒﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده
()ﺟﺎﻳﮕﺰﻳﻦ
10
.ﻗﺮار ﮔﻴﺮﻧﺪ
Nov. 2009 / 1388 آﺑﺎن
ﮔﺎزﻫﺎي ﻣﺤﺎﻓﻆ3-2-4
4.2.3 Shielding gases
اﻧﻮاع1-3-2-4
4.2.3.1 Types
:ﻣﺘﻦ زﻳﺮ را ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﻧﻤﺎﻳﻴﺪ
اﮔﺮ ﻛﺎرﻓﺮﻣﺎ ﭼﻴﺰ دﻳﮕﺮي ﺗﻌﻴﻴﻦ ﻧﻜﺮده ﺑﺎﺷﺪ ﺣﺪاﻛﺜﺮ ﺗﻐﻴﻴﺮات
، درﺻﺪ ﮔﺎز ﻛﺮﺑﻨﻴﻚ5 ﺑﻄﻮر ﻣﺜﺎل، ﻣﻘﺪار ﻣﺸﺨﺺ ﮔﺎز اﺿﺎﻓﻪ ﺷﺪه
ﻣﻘﺪار رﻃﻮﺑﺖ ﻣﻮﺟﻮد در. درﺻﺪ ﻣﻘﺪار ﺑﻴﺎن ﺷﺪه ﺑﺎﺷﺪ+10 ﺑﺎﻳﺪ
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد-30 ﮔﺎز ﺑﺎﻳﺪ ﻣﻨﻄﺒﻖ ﺑﺎ ﻧﻘﻄﻪ ﺷﺒﻨﻢ ﺣﺪاﻛﺜﺮ
Add to this clause the following:
Unless otherwise indicated by the Company the
maximum variation of specified gas additions,
e.g. 5 percent carbon dioxide, shall be + 10
percent of the value stated. The moisture content
shall correspond to a dew point not exceeding
(Mod.)
-30°C.
()اﺻﻼح
.ﺑﺎﺷﺪ
ذﺧﻴﺮه ﺳﺎزي و ﺣﻤﻞ2-3-2-4
4.2.3.2 Storage and handling
: ﻋﺒﺎرت زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
ﺗﻤﺎم ﻛﭙﺴﻮلﻫﺎي ﺣﺎوي ﮔﺎز ﻣﺤﺎﻓﻆ ﺑﺎﻳﺪ داراي ﺑﺮﭼﺴﺐﻫﺎي
Add to this clause the following:
All shielding gas containers shall have clear
identification labels which include the gas type.
(Mod.)
5. QUALIFICATION OF
PROCEDURES
FOR
CONTAINING
FILLER
ADDITIVES
IPS-C-PI-270(2)
()اﺻﻼح
.ﺷﻨﺎﺳﺎﻳﻲ ﺧﻮاﻧﺎ از ﺟﻤﻠﻪ ذﻛﺮ ﻧﻮع ﮔﺎز ﺑﺎﺷﻨﺪ
ﺗﺄﻳﻴﺪﻳﻪ روشﻫﺎي ﺟﻮﺷﻜﺎري ﺑﺮاي ﺟﻮشﻫﺎﻳﻲ ﻛﻪ ﺷﺎﻣﻞ-5
WELDING
WELDS
METAL
. ﻓﻠﺰات ﭘﺮ ﻛﻨﻨﺪه ﺣﺎوي ﻣﻮاد اﻓﺰودﻧﻲ ﻣﻲﺑﺎﺷﻨﺪ
5.1 Procedure Qualification
ﺗﺄﻳﻴﺪﻳﻪ روش1-5
ﻣﺸﺨﺼﺎت روش، ﻗﺒﻞ از اﻳﻨﻜﻪ ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي آﻏﺎز ﮔﺮدد
ﻗﺒﻞ از اﻧﺠﺎم آزﻣﺎﻳﺶ.ﺟﻮﺷﻜﺎري ﺑﺎ ذﻛﺮ ﺟﺰﺋﻴﺎت ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﮔﺮدد
ﻣﺸﺨﺼﺎت روش ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺑﺮاي ﺑﺮرﺳﻲ ﺑﻪ ﻛﺎرﻓﺮﻣﺎ،ﺗﺄﻳﻴﺪﻳﻪ
.اراﺋﻪ ﮔﺮدد
روشﻫﺎي ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر اﻃﻤﻴﻨﺎن از ﻣﻮرد ﻗﺒﻮل ﺑﻮدن
ﺟﻮش ﻫﺎﺋﻲ ﻛﻪ ﻃﺒﻖ آن ﻫﺎ اﻧﺠﺎم ﺷﺪه اﺳﺖ ﻣﻮرد آزﻣﺎﻳﺶ ﻗﺮار
ﻛﻴﻔﻴﺖ ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺑﺎ ﻫﺮ دو ﻧﻮع آزﻣﺎﻳﺸﺎت ﻏﻴﺮ ﻣﺨﺮب و.ﮔﻴﺮﻧﺪ
.( ﺗﻌﻴﻴﻦ ﮔﺮدد6-5) ﻣﺨﺮب ﻃﺒﻖ ﻣﻔﺎد ﻣﺸﺨﺺ ﺷﺪه در ﺑﻨﺪ
( ﺑﺎﻳﺪ ﺑﺎ ﺣﻀﻮرWPQT) آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ روش ﺟﻮﺷﻜﺎري
ﻓﻘﻂ روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﺗﺎﺋﻴﺪ ﺷﺪه ﺑﺎﻳﺪ.ﻛﺎرﻓﺮﻣﺎ اﻧﺠﺎم ﭘﺬﻳﺮد
. ﺑﺮاي ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
ﺑﺮاي ﻫﺮ ﻗﺮار داد ﺗﻤﺎم، اﮔﺮ در اﺳﻨﺎد ﻗﺮار داد ﺑﻴﺎن ﻧﺸﺪه ﺑﺎﺷﺪ
روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﻣﻮﺟﻮد ﺑﺎﻳﺪ دوﺑﺎره ﺗﻮﺳﻂ ﭘﻴﻤﺎﻧﻜﺎر ﻣﻮرد
. آزﻣﺎﻳﺶ ﻗﺮار ﮔﺮﻓﺘﻪ و ﺑﻪ ﻣﻨﻈﻮر ﺗﺎﺋﻴﺪ ﻛﺎرﻓﺮﻣﺎ اراﺋﻪ ﮔﺮدد
Before production welding is started, detailed
Welding Procedure Specifications shall be
prepared. Prior to carrying out qualification
testing, Welding Procedure Specifications shall
be submitted to the Company for review.
Welding procedures shall be tested to
demonstrate that acceptable welds can be made
by the procedure. The quality of the welds shall
be determined by both non-destructive and
destructive testing, as specified in (5.6). The
welding procedure qualification testing (WPQT)
shall be witnessed by the Company. Only
qualified and approved welding procedures shall
be used for production welding.
Unless otherwise stated in the contract
documents, for each contract all existing
welding procedures shall be requalified by the
contractor, and submitted for approval by the
Company.
Repair welding procedures shall be prepared
and approved in the same manner as production
welding procedures.
(Sub.)
روﺷﻬﺎي ﺗﻌﻤﻴﺮ ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﺪه و ﻫﻤﺎﻧﻨﺪ روﺷﻬﺎي
5.2 Record
Add to this clause the following:
Qualified procedures shall be recorded by the
contractor and submitted to the company.
(Mod.)
ﺛﺒﺖ2-5
()ﺟﺎﻳﮕﺰﻳﻦ
.ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي ﺑﻪ ﺗﺄﻳﻴﺪ ﺑﺮﺳﻨﺪ
: ﻣﺘﻦ زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
روﺷﻬﺎي ﺗﺄﻳﻴﺪ ﺷﺪه ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﭘﻴﻤﺎﻧﻜﺎر ﺛﺒﺖ و ﺑﻪ ﻛﺎرﻓﺮﻣﺎ اراﺋﻪ
()اﺻﻼح
11
. ﮔﺮدد
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻣﺸﺨﺼﺎت روش3-5
5.3 Procedure Specification
اﻃﻼﻋﺎت ﻣﺮﺑﻮط ﺑﻪ ﻣﺸﺨﺼﺎت2-3-5
5.3.2 Specification information
ﺟﻨﺲ ﻟﻮﻟﻪ و اﺗﺼﺎﻻت2-2-3-5
5.3.2.2 Pipe and fitting materials
The contract materials to which the procedure
applies shall be identified on the WPS.
Grouping of materials of different pipe
manufacturers, supply condition, diameter, wall
thickness or steel specification/grade shall not
be done unless agreed by the Company.
ﺟﻨﺲ ﻣﻮاد در ﻗﺮار داد ﻛﻪ روش روي آن اﻋﻤﺎل ﻣﻴﺸﻮد ﺑﺎﻳﺪ در
دﺳﺘﻪ ﺑﻨﺪي ﻣﻮاد ﺑﺮ ﺣﺴﺐ ﺳﺎزﻧﺪﮔﺎن ﻣﺨﺘﻠﻒ. ﻗﻴﺪ ﺷﻮدWPS
ﺿﺨﺎﻣﺖ ﺑﺪﻧﻪ ﻳﺎ ﻣﺸﺨﺼﺎت ﻳﺎ ﮔﺮﻳﺪ ﻓﻮﻻد، ﻗﻄﺮ، ﺷﺮاﻳﻂ ﺗﻬﻴﻪ،ﻟﻮﻟﻪ
.ﻧﺒﺎﻳﺪ اﻧﺠﺎم ﭘﺬﻳﺮد ﻣﮕﺮ آﻧﻜﻪ ﺑﺎ ﻛﺎرﻓﺮﻣﺎ ﺗﻮاﻓﻖ ﺷﺪه ﺑﺎﺷﺪ
Where contract materials have been supplied in
the same dimensions by more than one
manufacturer, a qualification test may be
performed using two pipes form different
manufacturers. This may be used to qualify the
procedure for use on the pipes from each
manufacturer provided the specified range and
number of tests in the heat affected zone are
taken from both sides of the weld.
اﮔﺮ ﺟﻨﺲ ﻣﻮاد در ﻗﺮار داد در اﺑﻌﺎد ﻳﻜﺴﺎن از ﺑﻴﺶ از ﻳﻚ ﺳﺎزﻧﺪه
آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ روش را ﻣﻴﺘﻮان ﺑﺎ اﺳﺘﻔﺎده از دو،ﺗﻬﻴﻪ ﺷﺪه ﺑﺎﺷﺪ
در اﻳﻦ راﺑﻄﻪ اﮔﺮ ﺗﻌﺪاد.ﻟﻮﻟﻪ از دو ﺳﺎزﻧﺪه ﻣﺨﺘﻠﻒ اﺟﺮا ﻛﺮد
ﻧﻤﻮﻧﻪﻫﺎي ﻣﻮرد آزﻣﺎﻳﺶ از ﻣﺤﺪوده ﻣﺸﺨﺺ ﺷﺪه ﻣﻨﻄﻘﻪ ﺗﺤﺖ
ﺗﺎﺛﻴﺮ ﺣﺮارت ﺟﻮﺷﻜﺎري از دو ﻃﺮف ﺟﻮش ﺗﻬﻴﻪ ﺷﺪه ﺑﺎﺷﻨﺪ
ﻣﻲﺗﻮان از آﻧﻬﺎ ﺑﺮاي ﺗﺄﻳﻴﺪ روش ﺟﻮﺷﻜﺎري روي ﻟﻮﻟﻪﻫﺎي ﺗﻮﻟﻴﺪي
. ﻫﺮ دو ﺳﺎزﻧﺪه اﺳﺘﻔﺎده ﻛﺮد
For steel grades with increased susceptibility to
delayed hydrogen cracking due to welding, such
as with a SMYS of 555 MPa or higher, the WPS
may be designed to prevent such cracking from
occurring. The welding of these grades of pipe
may also require the use of low hydrogen
electrodes, PWHT, and a delay period prior to
inspection
(Sub.)
ﺑﺮاي ﮔﺮﻳﺪﻫﺎﺋﻲ از ﻓﻮﻻد ﻛﻪ ﺑﻪ ﻋﻠﺖ ﺟﻮﺷﻜﺎري ﺣﺴﺎﺳﻴﺖ آﻧﻬﺎ ﺑﻪ
اﻳﺠﺎد ﺗﺮﻛﻬﺎي ﻫﻴﺪروژﻧﻲ ﺗﺎﺧﻴﺮي اﻓﺰاﻳﺶ ﻣﻲﻳﺎﺑﺪ ﻣﺜﻼً داراي
ﻣﻲﺗﻮاﻧﺪ ﺑﻪ ﻧﺤﻮيWPS ، ﻣﮕﺎﭘﺎﺳﻜﺎل ﻳﺎ ﺑﻴﺸﺘﺮSMYS= 555
.ﻃﺮاﺣﻲ ﺷﻮد ﻛﻪ از ﺑﺮوز اﻳﻦ ﮔﻮﻧﻪ ﺗﺮﻛﻬﺎ ﺟﻠﻮﮔﻴﺮي ﮔﺮدد
ﺟﻮﺷﻜﺎري اﻳﻦ ﮔﺮﻳﺪﻫﺎي ﻟﻮﻟﻪ ﻣﻤﻜﻦ اﺳﺖ ﻧﻴﺎزﻣﻨﺪ اﺳﺘﻔﺎده از
و ﻳﻚ دوره ﺗﺎﺧﻴﺮي ﻗﺒﻞ،PWHT ، اﻟﻜﺘﺮودﻫﺎي ﺑﺎ ﻫﻴﺪروژن ﻛﻢ
()ﺟﺎﻳﮕﺰﻳﻦ
.از ﺑﺎزرﺳﻲ ﺑﺎﺷﺪ
ﻗﻄﺮﻫﺎ و ﺿﺨﺎﻣﺖﻫﺎ3-2-3-5
5.3.2.3 Diameters and wall thicknesses
روﺷﻬﺎ ﺑﺎﻳﺪ ﺑﺮاي ﻫﺮ ﺗﺮﻛﻴﺒﻲ از ﻗﻄﺮ و ﺿﺨﺎﻣﺖ اﺳﻤﻲ از ﻣﻮاد
Procedures shall be qualified for each
combination of diameter and nominal wall
thickness of contract materials.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﻗﺮارداد ﺗﺄﻳﻴﺪ ﺷﻮﻧﺪ
ﻃﺮاﺣﻲ اﺗﺼﺎل4-2-3-5
5.3.2.4 Joint design
: ﻋﺒﺎرت زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
رواداريﻫﺎي ﻣﺠﺎز در ﻃﺮاﺣﻲ ﻫﺮ اﺗﺼﺎل ﺑﺎﻳﺪ ﺑﺎ ذﻛﺮ ﺟﺰﺋﻴﺎت در
ﭘﺸﺖ ﺑﻨﺪﻫﺎي داﺋﻤﻲ ﻧﺒﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده.ﻣﺸﺨﺼﺎت ﺗﻌﻴﻴﻦ ﮔﺮدﻧﺪ
Add to this clause the following:
The specification shall indicate the allowable
tolerances on each of the joint design details.
Permanent backing shall not be used. (Mod)
. ﻗﺮار ﮔﻴﺮﻧﺪ
()اﺻﻼح
ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه و ﺗﻌﺪاد ﻻﻳﻪ ﻫﺎي ﺟﻮش5-2-3-5
5.3.2.5 Filler metal and number of beads
ﻃﺒﻘﻪ ﺑﻨﺪي و ﺷﻨﺎﺧﺖ ﺳﺎزﻧﺪه ﻳﺎ،ﺟﺰﺋﻴﺎت اﻧﺪازهﻫﺎي ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه
ﺣﺪاﻗﻞ،ﻧﻮع آن ﻫﻤﺮاه ﺑﺎ ﻳﻚ ﺷﻤﺎي ﺗﻘﺮﻳﺒﻲ ﻧﺸﺎن دﻫﻨﺪه ﻣﺤﻞ
ﻣﺮاﺣﻞ رﺳﻮب ﮔﺬاري و ﻣﺸﺨﺼﻪﻫﺎي )ﺟﻮش ﺧﻄﻲ ﻳﺎ،ﺗﻌﺪاد
Details of the filler metal sizes, classification
and manufacturer/brand identity shall be given
together with a sketch showing the location,
minimum number, deposition sequence and
characteristics (stringer or weave) of each weld
bead.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
. ﺟﻮش ﺑﺎﻓﺘﻲ( ﻫﺮ ﻻﻳﻪ ﺟﻮش ﺑﺎﻳﺪ داده ﺷﻮد
ﻣﺸﺨﺼﺎت اﻟﻜﺘﺮﻳﻜﻲ6-2-3-5
5.3.2.6 Electrical characteristics
: ﻋﺒﺎرت زﻳﺮ ﺑﻪ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
Add to this clause the following:
12
Nov. 2009 / 1388 آﺑﺎن
Additionally, the aim voltage and amperage for
each bead shall be stated. The ranges of voltage
and amperage shall not vary from the aim values
by more than + 10 percent.
(Mod.)
IPS-C-PI-270(2)
وﻟﺘﺎژ و آﻣﭙﺮ ﻣﻮرد ﻧﻈﺮ ﺑﺮاي ﻫﺮ ﻻﻳﻪ ﺟﻮش ﺑﺎﻳﺪ ﺗﻌﻴﻴﻦ،ﺑﻌﻼوه
ﻣﺤﺪوده ﺗﻐﻴﻴﺮات وﻟﺘﺎژ و آﻣﭙﺮ ﻧﺴﺒﺖ ﺑﻪ ﻣﻘﺪار ﻣﻮرد ﻧﻈﺮ. ﮔﺮدد
. درﺻﺪ ﺗﻐﻴﻴﺮ ﻧﻤﺎﻳﺪ+10 ﻧﺒﺎﻳﺪ ﺑﻴﺸﺘﺮ از
()اﺻﻼح
ﻓﺎﺻﻠﻪ زﻣﺎﻧﻲ ﺑﻴﻦ ﭘﺎسﻫﺎي ﺟﻮﺷﻜﺎري10-2-3-5
5.3.2.10 Time between passes
: ﻋﺒﺎرت زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
. دﻗﻴﻘﻪ ﻳﺎ ﻛﻤﺘﺮ ﺑﺎﺷﺪ5 ﺑﺮاي ﺟﻮش ﻟﺐ ﺑﻪ ﻟﺐ ﺧﻂ ﻟﻮﻟﻪ اﻳﻦ زﻣﺎن
Add to this clause the following:
For pipeline butt welds this time be 5 minutes or
less.
(Mod.)
()اﺻﻼح
ﺗﻤﻴﺰ ﻛﺎري و ﻳﺎ ﺳﻨﮓ زﻧﻲ12-2-3-5
5.3.2.12 Cleaning and/or grinding
The WPS shall state the methods to be used for
inter-run cleaning, final weld surface
preparation and treatment to back-side of the
weld, if any. The type of tools (power, manual,
or both) shall be specified.
(Sub.)
آراﻳﺶ ﺳﻄﺢ،روﺷﻬﺎي ﻣﻮرد اﺳﺘﻔﺎده ﺑﺮاي ﺗﻤﻴﺰ ﻛﺎري ﺑﻴﻦ ﭘﺎﺳﻲ
ﻧﻬﺎﺋﻲ ﺟﻮش و در ﺻﻮرت ﻟﺰوم ﻛﺎر روي ﭘﺸﺖ ﺟﻮش ﺑﺎﻳﺪ در
دﺳﺘﻲ ﻳﺎ ﻫﺮ دو( ﺑﺎﻳﺪ، ﻧﻮع اﺑﺰارﻫﺎ )ﺑﺮﻗﻲ. ﺗﻮﺿﻴﺢ داده ﺷﻮﻧﺪWPS
5.3.2.13 Pre-and post-heat treatment
ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﻗﺒﻞ و ﺑﻌﺪ از ﺟﻮﺷﻜﺎري13-2-3-5
Add to this clause the following:
: ﻋﺒﺎرت زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
.( ﺑﺎﻳﺪ ﺷﺎﻣﻞ ﺣـﺪاﻛﺜﺮ دﻣـﺎي ﺑـﻴﻦ ﭘﺎﺳـﻲ ﺑﺎﺷـﺪ )ﺣـﺪاﻛﺜﺮWPS
ﺑـﻪ ﻣﻨﻈـﻮر ﻣـﺸﺨﺺ ﻛـﺮدن و ﻧﻤــﺎﻳﺶ دﻣﺎﻫـﺎي ﺑـﻴﻦ ﭘـﺎسﻫــﺎي
. ﺟـــﻮش ﺑﺎﻳـــﺪ اﻧـــﺪازه ﮔﻴﺮﻳﻬـــﺎي ﻣـــﺸﺎﺑﻪ اﻧﺠـــﺎم ﭘـــﺬﻳﺮد
()ﺟﺎﻳﮕﺰﻳﻦ
WPS shall include inter pass temperature
(maximum). And similar measures shall be
taken to specify and monitor weld inter pass
temperatures..
(Mod.)
.ﻣﺸﺨﺺ ﺷﻮد
()اﺻﻼح
رواﻧﺴﺎز ﻣﺤﺎﻓﻆ15-2-3-5
5.3.2.15 Shielding flux
The type of shielding flux, the name of the flux
manufacturer and the flux identity and/or brand
name shall be designated.
(Sub.)
اﺳﻢ ﺳﺎزﻧﺪه و ﻣﺸﺨﺼﻪ و ﻳﺎ ﻧﺎم ﺗﺠﺎري آن،ﻧﻮع رواﻧﺴﺎز ﻣﺤﺎﻓﻆ
()ﺟﺎﻳﮕﺰﻳﻦ
. ﺑﺎﻳﺪ ﺗﻌﻴﻴﻦ ﮔﺮدد
ﺳﺮﻋﺖ ﺟﻮﺷﻜﺎري16-2-3-5
5.3.2.16 Speed of travel
:ﭘﺎراﮔﺮاف زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
ﺑﺮاي ﺟﻮﺷﻜﺎري ﻗﻮﺳﻲ ﻓﻠﺰي ﺑﺎ اﻟﻜﺘﺮود، ﺑﻪ ﻋﻨﻮان روش ﺟﺎﻳﮕﺰﻳﻦ
( ﺣﺪود ﻃﻮل اﻟﻜﺘﺮود ﻣﻮرد ﻧﻴﺎز ﺑﺮاي ﻫﺮSMAW) روﻛﺶ دار
ﭘﺎس ﺟﻮش ﺑﺮاي ﻫﺮ اﻧﺪازه اﻟﻜﺘﺮود ﺑﺎﻳﺪ ﺑﺼﻮرت واﺿﺢ ﻣﺸﺨﺺ
ﺳﺮﻋﺖ ﺟﻮﺷﻜﺎري ﻳﺎ ﻣﺘﺮاژ اﻟﻜﺘﺮود ﻣﺼﺮﻓﻲ ﺑﺎﻳﺪ در ﻣﺤﺪوده.ﮔﺮدد
درﺻﺪ ﻣﻘﺪار اﺳﻤﻲ ﺑﺮاي ﻧﻮع و اﻧﺪازه اﻟﻜﺘﺮود ﻣﺸﺨﺺ ﺷﺪه+10
Add to this clause the following:
Alternatively, for shielded metal arc welding
(SMAW) the range of electrode run-out length
for each pass in each electrode size shall be
clearly specified. Speed of travel or electrode
run-out length shall be within a range of
+ 10%of the nominal value for the specified
electrode type and size as stipulated by the
manufacturer.
(Mod.)
()اﺻﻼح
. ﺗﻮﺳﻂ ﺳﺎزﻧﺪه ﺑﺎﺷﺪ
ﻣﺤﺪوده ﺣﺮارت ورودي17-2-3-5
5.3.2.17 Heat input range
ﻣﺤﺪوده ﻗﺎﺑﻞ ﻗﺒﻮل ﻣﻴﺰان ﺣﺮارت وارده ﻛﻪ ﺑﺮ اﺛﺮ ﻓﺮآﻳﻨﺪ
ﺟﻮﺷﻜﺎري ﺑﺮاي ﻫﺮ ﻻﻳﻪ ﺟﻮش اﻋﻤﺎل ﻣﻴﺸﻮد ﺑﺎﻳﺪ ﺑﺼﻮرت واﺿﺢ
واﺣﺪ ﻣﻮرد اﺳﺘﻔﺎده ﺑﺎﻳﺪ ﻛﻴﻠﻮ ژول ﺑﺮ ﻣﻴﻠﻴﻤﺘﺮ ﺑﺮ.ﻣﺸﺨﺺ ﺷﻮد
:ﻣﺒﻨﺎي ﻓﺮﻣﻮل زﻳﺮ ﺑﺎﺷﺪ
The allowable range of heat input rates to be
applied by the welding processes for each weld
bead shall be clearly specified. The units to be
used shall be kilojoules per millimeter (kJ/mm)
based on the following formula:
= (ﺣﺮارت وارده )ﻛﻴﻠﻮژول ﺑﺮﻣﻴﻠﻴﻤﺘﺮ
Heat input (kJ/mm) =
13
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
وﻟﺘﺎژ × آﻣﭙﺮ
Volts × Amps
1000 × Welding Speed (mm/sec)
()اﺿﺎﻓﻪ
(Add.)
1000 × (ﺳﺮﻋﺖ ﺟﻮﺷﻜﺎري )ﻣﻴﻠﻴﻤﺘﺮ درﺛﺎﻧﻴﻪ
ﺗﻌﺪاد ﺟﻮﺷﻜﺎران18-2-3-5
5.3.2.18 Number of welders
For pipeline girth welds the WPS shall
designate:
ﺑﺎﻳﺪ ﻣﻮارد زﻳﺮ را ﻣﺸﺨﺺWPS ﺑﺮاي ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ ﺧﻂ ﻟﻮﻟﻪ
:ﻧﻤﺎﻳﺪ
a) The number of root pass welders.
(اﻟﻒ( ﺗﻌﺪاد ﺟﻮﺷﻜﺎران ﭘﺎس اول ﺟﻮش )رﻳﺸﻪ ﺟﻮش
( ﻣﻼﺣﻈﻪ ﺷﻮد1-7 ب( ﺗﻌﺪاد ﺟﻮﺷﻜﺎران ﭘﺎس دوم )ﺑﻨﺪ
b) The number of hot pass welders. See
(7.1).
(Add.)
()اﺿﺎﻓﻪ
اﺗﺼﺎل ﻧﺎﺗﻤﺎم19-2-3-5
5.3.2.19 Partially complete joint
ﺣﺪاﻗﻞ ﺗﻌﺪاد ﭘﺎس ﻫﺎي ﺟﻮش ﻗﺒﻞ از آﻧﻜﻪ ﺟﻮش ﺑﺘﻮاﻧﺪ ﺧﻨﻚ
ﺷﺪه و ﺑﻪ دﻣﺎي ﻣﺤﻴﻂ ﺑﺮﺳﺪ و ﻧﻴﺎزﻣﻨﺪ ﻋﻤﻠﻴﺎﺗﻲ ﺑﺮاي ﺟﻮﺷﻬﺎي
The minimum number of passes before the joint
is allowed to cool to ambient temperature and
action required for partially completed welds.
(Add.)
()اﺿﺎﻓﻪ
.ﻧﺎﺗﻤﺎم ﺑﺎﺷﺪ
ﺑﺮداﺷﺘﻦ ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي20-2-3-5
5.3.2.20 Removal of line-up clamp
3-7 )ﺑﻨﺪ.ﻣﺮﺣﻠﻪاي ﻛﻪ ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺑﺮداﺷﺘﻪ ﻣﻴﺸﻮﻧﺪ
The stage at which line up clamp is removed.
(See 7.3).
(Add.)
()اﺿﺎﻓﻪ
(ﻣﻼﺣﻈﻪ ﺷﻮد
ﻣﺘﻐﻴﺮﻫﺎي اﺳﺎﺳﻲ4-5
5.4 Essential Variables
ﺗﻐﻴﻴﺮات ﻧﻴﺎزﻣﻨﺪ ﺑﻪ ﺗﺄﻳﻴﺪ ﻣﺠﺪد2-4-5
5.4.2 Changes requiring requalification
ﺟﻨﺲ ﻣﻮاد ﭘﺎﻳﻪ2-2-4-5
5.4.2.2 Base material
Unless agreed otherwise by the company for
pipeline welding, a change of pipe
manufacturer, manufacturing process or steel
specification/grade shall constitute an essential
variable. In addition, requalification shall be
required if the carbon content or carbon
equivalent exceeds the value qualified by more
than 0.03.
ﻣﮕﺮ آﻧﻜﻪ ﺑﺎ ﻛﺎرﻓﺮﻣﺎ ﭼﻴﺰ دﻳﮕﺮي ﺑﺮاي ﺟﻮﺷﻜﺎري ﺧﻂ ﻟﻮﻟﻪ ﺗﻮاﻓﻖ
ﻓﺮآﻳﻨﺪ ﺳﺎﺧﺖ ﻳﺎ ﮔﺮﻳﺪ ﻳﺎ، ﺗﻐﻴﻴﺮ ﺳﺎزﻧﺪه ﻟﻮﻟﻪ،ﺷﺪه ﺑﺎﺷﺪ
ﺑﻌﻼوه اﮔﺮ. ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد،ﻣﺸﺨﺼﺎت
ﻣﻘﺪار ﻛﺮﺑﻦ ﻳﺎ ﻛﺮﺑﻦ ﻣﻌﺎدل از ﻣﻘﺪاري ﻛﻪ ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺷﺪه
. درﺻﺪ ﺗﺠﺎوز ﻧﻤﺎﻳﺪ دوﺑﺎره ﺑﺎﻳﺪ ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺷﻮد3 ﺑﻴﺸﺘﺮ از
For non-pipeline welding, a change in the pipe
manufacturing process, an increase in the base
material specified minimum yield stress of more
than 50 N/mm2 or an increase in the carbon
content or carbon equivalent of 0.03% or
greater, shall constitute an essential variable.
(Sub.)
،ﺑﺮاي ﺟﻮﺷﻜﺎري ﻏﻴﺮ ﺧﻂ ﻟﻮﻟﻪ ﻳﻚ ﺗﻐﻴﻴﺮ در ﻓﺮآﻳﻨﺪ ﺳﺎﺧﺖ ﻟﻮﻟﻪ
ﻧﻴﻮﺗﻦ ﺑﺮ ﻣﻴﻠﻲ ﻣﺘﺮ ﻣﺮﺑﻊ ﺑﻪ ﺣﺪاﻗﻞ ﺗﻨﺶ50 اﺿﺎﻓﻪ ﺷﺪن ﺑﻴﺶ از
ﺗﺴﻠﻴﻢ ﻣﺸﺨﺺ ﺷﺪه ﺟﻨﺲ ﻣﻮاد ﭘﺎﻳﻪ ﻳﺎ اﺿﺎﻓﻪ ﺷﺪن ﻣﻘﺪار ﻛﺮﺑﻦ
درﺻﺪ ﻳﺎ ﺑﻴﺸﺘﺮ ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ0/03 ﻳﺎ ﻛﺮﺑﻦ ﻣﻌﺎدل ﺑﻪ اﻧﺪازه
()ﺟﺎﻳﮕﺰﻳﻦ
.اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
ﻃﺮاﺣﻲ اﺗﺼﺎل3-2-4-5
5.4.2.3 Joint design
ﺷﻜﻞ ﺑﻪV ﻳﻚ ﻣﺘﻐﻴﺮ ﺑﺰرگ در ﻃﺮاﺣﻲ اﺗﺼﺎل )ﺑﺮاي ﻣﺜﺎل ﺷﻴﺎر
ﺷﻜﻞ( ﻳﺎ ﻫﺮ ﺗﻐﻴﻴﺮ در رواداريﻫﺎي ﻣﺸﺨﺺ در ﻃﺮاﺣﻲU ﺷﻴﺎر
ﺗﻐﻴﻴﺮات در ﻣﺤﺪوده.اﺗﺼﺎل ﻳﻚ ﻣﺘﻐﻴﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﻣﻴﺸﻮد
ﺿﺨﺎﻣﺖ،رواداريﻫﺎي ﻣﺸﺨﺺ ﺷﺪه ﻃﺮاﺣﻲ اﺗﺼﺎل )زاوﻳﻪ ﭘﺦ
. رﻳﺸﻪ و ﻓﺎﺻﻠﻪ رﻳﺸﻪ( ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﻧﻤﻲﺷﻮﻧﺪ،ﺳﻄﺢ
A major change in joint design (for example,
from V groove to U groove) or any change
outside the specified joint design tolerances
constitutes an essential variable. Changes within
the specified tolerances of the joint design
(angle of bevel, root face thickness and root
gap) are not essential variables.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
14
Nov. 2009 / 1388 آﺑﺎن
5.4.2.5 Wall thickness
IPS-C-PI-270(2)
ﺿﺨﺎﻣﺖ دﻳﻮاره5-2-4-5
Change the title to:
: ﺗﻴﺘﺮ را ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻐﻴﻴﺮ دﻫﻴﺪ
5.4.2.5 Pipe diameter and wall thickness
ﻗﻄﺮ و ﺿﺨﺎﻣﺖ ﻟﻮﻟﻪ5-2-4-5
و ﻳﺎ ﻫﺮ1/5 D ﺗﺎ0/75 D ﺗﻐﻴﻴﺮ در ﻗﻄﺮ ﺧﺎرﺟﻲ ﺧﺎرج از ﻣﺤﺪوده
و1/5 t ﺗﺎ0/75 t ﮔﻮﻧﻪ ﺗﻐﻴﻴﺮي در ﺿﺨﺎﻣﺖ ﺧﺎرج از ﻣﺤﺪوده
ﻣﮕﺮ آﻧﻜﻪ ﻛﺎرﻓﺮﻣﺎ ﭼﻴﺰ،ﻣﺘﻐﻴﺮﻫﺎي اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﻣﻴﺸﻮﻧﺪ
A change in outside diameter outside the range
0.75 D to 1.5 D and/or any change in thickness
outside the range 0.75 t to 1.5 t constitute
essential variables, unless otherwise specified
by the company.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.دﻳﮕﺮي را ﻣﺸﺨﺺ ﻧﻤﺎﻳﺪ
ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه6-2-4-5
5.4.2.6 Filler metal
ﺗﻐﻴﻴﺮات آﻣﺪه در زﻳﺮ در ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه ﻣﺘﻐﻴﺮﻫﺎي اﺳﺎﺳﻲ ﻣﺤﺴﻮب
:ﻣﻲ ﺷﻮﻧﺪ
The following changes in filler metal constitute
essential variables:
a) A change from one filler metal group
to another (see Table 1).
اﻟﻒ( ﺗﻐﻴﻴﺮ ﻳﻚ ﮔﺮوه از ﻓﻠﺰات ﭘﺮ ﻛﻨﻨﺪه ﺑﻪ ﮔﺮوه دﻳﮕﺮ
b) A change from one consumable
manufacturer and/or trade name, or
AWS classification to another.
ب( ﺗﻐﻴﻴﺮ ﺳﺎزﻧﺪه و ﻳﺎ اﺳﻢ ﺗﺠﺎري ﻳﻚ ﻣﺎده ﻣﺼﺮﻓﻲ ﻳــﺎ
c) A change in the diameter of electrode
or filler metal.
. ج( ﺗﻐﻴﻴﺮ ﻗﻄﺮ اﻟﻜﺘﺮود ﻳﺎ ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه
d) A change in the minimum specified
yield strength of the filler metal.
(Sub.)
.د( ﺗﻐﻴﻴﺮ ﺣﺪاﻗﻞ ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﻓﻠﺰ ﭘﺮ ﻛﻨﻨﺪه
.( ﻣﻼﺣﻈﻪ ﺷﻮد1 )ﺟﺪول
. ﺑﻪ دﻳﮕﺮيAWS دﺳﺘﻪ ﺑﻨﺪي
()ﺟﺎﻳﮕﺰﻳﻦ
ﮔﺎز ﻣﺤﺎﻓﻆ و ﻣﻴﺰان ﺟﺮﻳﺎن10-2-4-5
5.4.2.10 Shielding gas and flow rate
ﺗﻐﻴﻴﺮ ﻳﻚ ﮔﺎز ﻣﺤﺎﻓﻆ ﺑﻪ دﻳﮕﺮي ﻳﺎ از ﻳﻚ ﻣﺨﻠﻮط ﺑﻪ دﻳﮕﺮي ﻳﻚ
ﻣﻴﺰان ﺟﺮﻳﺎن ﮔﺎز ﻣﺤﺎﻓﻆ ﺧﺎرج از.ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﻣﻴﺸﻮد
ﻣﺤﺪوده ﻣﺸﺨﺺ ﺷﺪه و ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺷﺪه ﻧﻴﺰ ﻳﻚ ﻣﺘﻐﻴﺮ
A change from one shielding gas to another or
from one mixture to another constitutes an
essential variable. A flow rate of the shielding
gas outside the range specified and qualified
also constitutes an essential variable.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
. اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﻣﻴﺸﻮد
رواﻧﺴﺎز ﻣﺤﺎﻓﻆ11-2-4-5
5.4.2.11 Shielding flux
: ﻧﻤﺎﺋﻴﺪ1 ﻋﺒﺎرت زﻳﺮ را ﺟﺎﻳﮕﺰﻳﻦ زﻳﺮ ﻧﻮﺷﺖ اﻟﻒ( از ﺟﺪول
Replace footnote a) of Table 1 as follows:
ﻣﻲ ﺗﻮاﻧﺪ4 اﻟﻒ( ﻫﺮ ﺗﺮﻛﻴﺒﻲ از رواﻧﺴﺎز و اﻟﻜﺘﺮود در ﮔﺮوه
a) Any combination of flux and electrode in
Group 4 may be used to qualify a procedure.
The combination shall be identified by its
complete AWS classification number, such
as F71-EL-12 or F63-EM12K. Any change
in either wire or flux manufacturer and/or
AWS classification number shall constitute
an essential variable.
اﻳﻦ ﺗﺮﻛﻴﺐ ﺑﺎﻳﺪ ﺑﺎ.ﺑﺮاي ﺗﺄﻳﻴﺪﻳﻪ روش ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
ﻳﺎF71-EL-12 ﻣﺜﻞAWS ﺷﻤﺎره ﻛﺎﻣﻞ ﻃﺒﻘﻪﺑﻨﺪي آن در
ﻣﻮرد ﺷﻨﺎﺳﺎﺋﻲ ﻗﺮار ﮔﻴﺮد ﺑﻪ ﻫﺮ ﺗﻐﻴﻴﺮي درF63-EM 12K
AWS ﺳﺎزﻧﺪه ﺳﻴﻢ ﻳﺎ رواﻧﺴﺎز و ﻳﺎ ﺷﻤﺎره ﻃﺒﻘﻪ ﺑﻨﺪي آن در
. ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
: ﺟﻤﻠﻪ زﻳﺮ ﺑﻪ اﻳﻦ ﺑﻨﺪ اﺿﺎﻓﻪ ﺷﻮد
ﻫﺮ ﺗﻐﻴﻴﺮ در ﮔﺮﻳﺪ اﻧﺪازه رواﻧﺴﺎز ﻧﻴﺰ ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﻴﺮ اﺳﺎﺳﻲ
Add to this clause the following:
A change in the flux size grading shall also
constitute an essential variable.
(Mod.)
()اﺻﻼح
. ﻣﺤﺴﻮب ﺷﻮد
ﺳﺮﻋﺖ ﺟﻮﺷﻜﺎري12-2-4-5
5.4.2.12 Speed of travel
ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ،ﺗﻐﻴﻴﺮ در ﻣﺤﺪوده ﺳﺮﻋﺖ ﻳﺎ ﻣﻴﺰان ﻣﺼﺮف اﻟﻜﺘﺮود
A change in the range of speed of travel or
15
Nov. 2009 / 1388 آﺑﺎن
electrode run-out length, shall constitute an
essential variable.
(Sub.)
IPS-C-PI-270(2)
()ﺟﺎﻳﮕﺰﻳﻦ
.اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
ﭘﻴﺶ ﮔﺮﻣﻲ13-2-4-5
5.4.2.13 Preheat
:ﻋﻨﻮان را ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻐﻴﻴﺮ دﻫﻴﺪ
Change the title to:
ﭘﻴﺶ ﮔﺮﻣﻲ و دﻣﺎي ﺑﻴﻦ ﭘﺎﺳﻲ13-2-4-5
5.4.2.13 Preheat, and inter pass temperature
ﺗﻐﻴﻴﺮ در ﺑﺎزه ﻫﺎي دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﻳﺎ دﻣﺎي ﺑﻴﻦ ﭘﺎﺳـﻲ ﺟـﻮش
A change in preheat or inter pass temperature
ranges shall constitute an essential variable.
()ﺟﺎﻳﮕﺰﻳﻦ
. ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
(Sub.)
ﺷﺪت ﺟﺮﻳﺎن ﻳﺎ ﺣﺮارت ﻧﺎﺷﻲ از ﺟﻮش15-2-4-5
5.4.2.15 Welding current or heat input
ﻫﺮ ﮔﻮﻧﻪ ﺗﻐﻴﻴﺮ ﺧﺎرج از داﻣﻨﻪ ﻣﺸﺨﺺ ﺷﺪه از ﺗﻐﻴﻴﺮات ﺷﺪت
ﺟﺮﻳﺎن ﻳﺎ ﺣﺮارت ﻧﺎﺷﻲ از ﺟﻮش ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب
Any change outside the specified ranges of
currents or heat inputs shall constitute an
essential variable.
(Add.)
()اﺿﺎﻓﻪ
. ﺷﻮد
ﺗﻌﺪاد و ﺗﺮﺗﻴﺐ ﻻﻳﻪ ﻫﺎي ﺟﻮش16-2-4-5
5.4.2.16 Number and sequence of weld beads
ﺗﻐﻴﻴﺮ در ﺣﺪاﻗﻞ ﺗﻌﺪاد ﻻﻳﻪ ﻫﺎي ﺟﻮش ﻳﺎ ﺗﺮﺗﻴﺐ ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ
A change in the minimum number of the weld
beads deposited or the sequence of deposition
shall constitute an essential variable. (Add.)
()اﺿﺎﻓﻪ
. ﻳﻚ ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
ﺗﻌﺪاد ﺟﻮﺷﻜﺎران17-2-4-5
5.4.2.17 Number of welders
ﺗﻐﻴﻴﺮ در ﺗﻌﺪاد ﺟﻮﺷﻜﺎران ﭘﺎس اول )رﻳﺸﻪ( ﻳﺎ ﭘﺎس دوم ﺑﺎﻳﺪ ﻳﻚ
A change in the number of root pass or hot pass
welders shall constitute an essential variable.
(Add.)
()اﺿﺎﻓﻪ
. ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
ﻧﻮع و ﺑﺮداﺷﺘﻦ ﮔﻴﺮه ﻫﺎي ﻫﻤﺘﺮازي18-2-4-5
5.4.2.18 Type and removal of line-up clamp
ﺑﺮداﺷﺘﻦ ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي زودﺗﺮ از ﺗﺎﺋﻴﺪ روش و ﺗﻐﻴﻴﺮ در ﻧﻮع
. ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺑﺎﻳﺪ ﻳﻚ ﻣﺘﻐﻴﺮ اﺳﺎﺳﻲ ﻣﺤﺴﻮب ﺷﻮد
Removal of the line-up clamp at a stage earlier
than the approval procedure, and change in type
of line-up clamp shall constitute an essential
variable.
(Add.)
()اﺿﺎﻓﻪ
آزﻣﺎﻳﺶ اﺗﺼﺎﻻت ﺟﻮﺷﻲ– ﺟﻮﺷﻬﺎي ﻟﺐ ﺑﻪ ﻟﺐ6-5
5.6 Testing of Welded Joints - Butt Welds
آﻣﺎده ﺳﺎزي1-6-5
5.6.1 Preparation
اﻟﻒ( آزﻣﺎﻳﺶ ﻏﻴﺮﻣﺨﺮب از ﻧﻤﻮﻧﻪ آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ
a) Non-destructive testing of test welds
روش
ﺗﻤﺎم ﻧﻤﻮﻧﻪﻫﺎي آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ،ﭘﺲ از ﺗﻜﻤﻴﻞ ﺟﻮﺷﻜﺎري
ﺳﺎﻋﺖ ﺑﺮاي ﺧﻨﻚ ﺷﺪن ﺑﺎﻗﻲ ﺑﻤﺎﻧﻨﺪ48 روش ﺑﺎﻳﺪ ﺑﻪ ﻣﺪت
اﻳﻦ اﺳﺘﺎﻧﺪارد ﺗﺤﺖ9 و8 و ﺳﭙﺲ ﺑﺎﻳﺪ ﻃﺒﻖ ﺑﺨﺸﻬﺎي
اﻳﻦ ﻛﺎر ﺑﺎﻳﺪ ﻗﺒﻞ از ﻧﻤﻮﻧﻪ ﺑﺮداري ) ﺑﺮش. ﻗﺮار ﮔﻴﺮﻧﺪNDT
در ﺻﻮرت.زدن ﻓﻠﺰ ﺟﻮش ( ﺑﺮاي آزﻣﺎﻳﺸﺎت ﻣﻜﺎﻧﻴﻜﻲ ﺑﺎﺷﺪ
اﻳﻦ ﻋﻤﻞ ﺑﺎﻳﺪ ﭘﺲ،ﻧﻴﺎز ﺑﻪ ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﺑﻌﺪ از ﺟﻮﺷﻜﺎري
ﺻﻮرتNDT ﺳﺎﻋﺖ اﻣﺎ ﻗﺒﻞ از اﻧﺠﺎم48 از ﺳﭙﺮي ﺷﺪن
.ﭘﺬﻳﺮد
On completion of welding, all procedure
qualification test pieces shall be left cold for
at least 48 hours and shall then be subjected
to NDT in accordance with Sections 8 and 9
of this standard. This shall be carried out
prior to sectioning for mechanical testing.
Post-weld heat treatment, if required, shall
be performed after 48 hours has elapsed, but
before NDT is performed.
The NDT shall consist of:
: ﺑﺎﻳﺪ ﺷﺎﻣﻞ ﻣﻮارد زﻳﺮ ﺑﺎﺷﺪNDT
- Visual examination, with the aid of optical
instruments where necessary, to determine
در ﺻﻮرت ﻧﻴﺎز ﺑﺎ اﺳﺘﻔﺎده از اﺑﺰارﻫﺎي، ﺑﺎزرﺳﻲ ﻋﻴﻨﻲ-
16
Nov. 2009 / 1388 آﺑﺎن
the dimensions of indications (refer to (9.7)).
IPS-C-PI-270(2)
ﺑﺮاي ﺗﻌﻴﻴﻦ اﺑﻌﺎد ﻋﻴﻮب ﻣﺸﺎﻫﺪه ﺷﺪه )رﺟﻮع ﺑﻪ ﺑﻨﺪ،ﺑﺼﺮي
.((7-9)
.4-9 آزﻣﺎﻳﺶ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﻃﺒﻖ ﻣﺸﺨﺼﺎت در ﺑﻨﺪ-
- Magnetic particle testing as specified in
(9.4).
و در ﺻﻮرت3-9 آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري ﻃﺒﻖ ﺑﻨﺪ ﺗﻜﻤﻴﻠﻲ ﺑﺎ آزﻣﺎﻳﺶ ﺗﻜﻤﻴﻠﻲ ﻣﺎﻓﻮق ﺻﻮت،ﻣﺸﺨﺺ ﻛﺮدن ﻛﺎرﻓﺮﻣﺎ
اﻳﻦ آزﻣﺎﻳﺶ ﺗﻜﻤﻴﻠﻲ ﻣﺎوراء ﺻﻮت ﻫﻤﻴﺸﻪ. 6-9 ﻃﺒﻖ ﺑﻨﺪ
ﺑﺎﻳﺪ ﺑﺮاي ﺟﻮﺷﻬﺎي آزﻣﺎﻳﺸﻲ ﻛﻪ ﻗﺴﻤﺘﻲ ﻳﺎ ﺗﻤﺎم آﻧﻬﺎ ﺑﻪ روش
اﻧﺠﺎم، ﺟﻮش داده ﺷﺪهاﻧﺪFCAW ﻳــﺎGTAW،GMAW
.ﭘﺬﻳﺮد
اﻳﻦ اﺳﺘﺎﻧﺪارد9 ﺑﺎﻳﺪ ﻣﻨﻄﺒﻖ ﺑﺮ ﺑﺨﺶNDT ﻣﻌﻴﺎر ﭘﺬﻳﺮش
)ﻧﺘﻴﺠﻪ( آن آزﻣﺎﻳﺶ ﺟﻮشNDT اﮔﺮ ﺑﻌﺪ از اﻧﺠﺎم.ﺑﺎﺷﺪ
ﺑﺎﻳﺪ ﻣﺮدود اﻋﻼم ﺷﺪه و ﻧﺒﺎﻳﺪ ﺗﺤﺖ،ﻣﻮرد رﺿﺎﻳﺖ ﻧﺒﻮد
.آزﻣﺎﻳﺶ ﻫﺎي ﻣﺨﺮب ﻳﺎ ﻣﻜﺎﻧﻴﻜﻲ ﻗﺮار ﮔﻴﺮﻧﺪ
- Radiographic testing in accordance with
(9.3), supplemented, if specified by the
Company, by ultrasonic testing in
accordance with (9.6). This supplementary
ultrasonic testing shall always be carried out
for test welds made in whole or in part by the
GMAW, GTAW or FCAW processes
Acceptance criteria for the NDT shall be as
stated in Section 9 of this standard. if a test
weld is found to be unsatisfactory following
NDT it shall be rejected and not be submitted
for destructive/mechanical testing.
ب( آزﻣﺎﻳﺶ ﻣﺨﺮب ﺑﺮاي آزﻣﺎﻳﺶ ﺟﻮش ﻫﺎ
b) Destructive testing of test welds
ﻫﻤﻪ ﻗﻄﻌﺎﺗﻲ ﻛﻪ ﺑﺮاي،NDT ﭘﺲ از ﺗﺄﻳﻴﺪ ﺟﻮش ﺑﻪ وﺳﻴﻠﻪ
ﻣﻮرد آزﻣﺎﻳﺶ ﻗﺮار ﮔﺮﻓﺘﻪ اﻧﺪ ﺑـﺎﻳـﺪ در،ﺗﻌﻴﻴﻦ ﻛﻴﻔﻲ ﺟﻮش
و ﺷﻜﻞ اﻟﻒ اﻳﻦ اﺳﺘﺎﻧﺪارد ﻧﺸﺎن3 ﻣﺤﻞﻫﺎﺋﻲ ﻛﻪ در ﺷﻜﻞ
.(داده ﺷﺪه اﻧﺪ ﺑﺮش داده ﺷﻮﻧﺪ ) ﻣﻘﻄﻊ زده ﺷﻮﻧﺪ
)ﺗﻌﻴﻴﻦ( ﺣﺪاﻗﻞ ﻧﻤﻮﻧﻪﻫﺎ و )ﺗﻌﺪاد( آزﻣﺎﻳﺸﺎﺗﻲ ﻛﻪ ﺑﺎﻳﺪ روي
7-6-5 و6-6-5 و ﺑﻨﺪﻫــﺎي2 در ﺟــﺪول،آﻧﻬﺎ اﻧﺠﺎم ﺷﻮد
7 ﻳﺎ6 ،5 ،4 ﻧﻤﻮﻧﻪﻫﺎ ﺑﺎﻳﺪ ﻣﺎﻧﻨﺪ ﺷﻜﻞﻫﺎي.داده ﺷﺪهاﻧـﺪ
ﭼﻨﺎﻧﭽﻪ ﺑﻪ ﻧﺤﻮ دﻳﮕﺮي. ﺗﻬﻴﻪ ﺷﺪه ﺑﺎﺷﻨﺪ،ﻧﺸﺎن داده ﺷﺪه
آزﻣﺎﻳﺶﻫﺎ ﺑﺎﻳﺪ در دﻣﺎي ﻣﺤﻴﻂ اﻧﺠﺎم،ﻣﺸﺨﺺ ﻧﺸﺪه ﺑﺎﺷﺪ
33/4 ﺑﺮاي ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ ﻛﻮﭼﻜﺘﺮ ﻳﺎ ﻣﺴﺎوي.ﭘﺬﻳﺮﻧﺪ
ﻳﻚ ﻧﻤﻮﻧﻪ از ﻣﻘﻄﻊ ﻛﺎﻣﻞ ﻣﻲﺗﻮاﻧﺪ،( اﻳﻨﭻ15/6) ﻣﻴﻠﻴﻤﺘﺮ
ﺟﺎﻳﮕﺰﻳﻦ ﭼﻬﺎر ﻧﻤﻮﻧﻪ از ﻣﻘﻄﻊ ﺷﻌﺎﻋﻲ ﺑﺮاي اﻧﺠﺎم آزﻣﺎﻳﺶ
ﺷﻜﺴﺖ ) آزﻣﺎﻳﺶ ﺷﻜﺴﺖ ﺑﺎ ﻣﻘﻄﻊ ﺷﻜﺎف داده ﺷﺪه در
ﻧﻤﻮﻧﻪ ﻣﻘﻄﻊ. ﺟﻮش ﮔﺮدد،آزﻣﺎﻳﺶ( و آزﻣﺎﻳﺶ ﺧﻤﺶ رﻳﺸﻪ
آزﻣﺎﻳﺶ ﺷﺪه و اﻟﺰاﻣﺎت ﺑﻨﺪ2-2-6-5 ﻛﺎﻣﻞ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﻨﺪ
. رﻋﺎﻳﺖ ﮔﺮدد3-2-6-5
()ﺟﺎﻳﮕﺰﻳﻦ
Following satisfactory acceptance by NDT,
all procedure qualification test welds shall be
sectioned at the locations shown in Figure 3
and Figure A of this Standard.
The minimum of test specimens and the tests
to which they shall be subjected are given in
Table 2 and in (5.6.6) and (5.6.7) The
specimens shall be prepared as shown in
Figures 4, 5, 6 or 7.Unless otherwise
specified, tests shall be performed at ambient
temperature. For pipe less than or equal to 1
5/16 inches (33.4 mm) in diameter, one fullsection specimen may be substituted for the
four reduced-section nick-break and rootbend specimens. The full-section specimen
shall be tested in accordance with (5.6.2.2)
and shall meet the requirements of (5.6.2.3).
(Sub.)
آزﻣﺎﻳﺶ ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ و ﺳﺨﺘﻲ ﺳﻨﺠﻲ6-6-5
5.6.6 Macroscopic examination and hardness
tests
آﻣﺎده ﺳﺎزي1-6-6-5
5.6.6.1 Preparation
ﻧﻤﻮﻧﻪﻫﺎ ﺑﺎﻳﺪ ﺑﻪ وﺳﻴﻠﻪ ﺳﻨﺒﺎده زدن ﺗﻮﺳﻂ ﻛﺎﻏﺪ ﺳﻨﺒﺎده ﺑﺎ زﺑﺮي
ﺳﻄﻮح آﻣﺎده ﺷﺪه. ﺑﺮاي آزﻣﺎﻳﺶ ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ آﻣﺎده ﺷﻮﻧﺪ600
ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ﻣﺤﻠﻮل ﻣﻨﺎﺳﺐ اﺳﻴﺪي )ﺑﺎ ﻣﺤﻠﻮل اچ ﺑﺮاي ﻣﺜﺎل
درﺻﺪ ﻧﻴﺘﺎل "ﻣﺤﻠﻮل اﺳﻴﺪ ﻧﻴﺘﺮﻳﻚ و اﻟﻜﻞ" ﻳﺎ ﭘﺮﺳﻮﻟﻔﺎت3
.آﻣﻮﻧﻴﻮم( ﺷﺴﺘﺸﻮ داد ﺗﺎ ﺳﺎﺧﺘﻤﺎن داﻧﻪﺑﻨﺪي آن ﻇﺎﻫﺮ ﮔﺮدد
Specimens shall be prepared for macroscopic
examination by grinding to a 600 grit paper
finish. The prepared surfaces shall be etched
using a suitable etchant (e.g. 3 percent Nital or
ammonium persulphate) to reveal the grain
structure.
17
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻣﻘﺎﻃﻌﻲ از ﺟﻮش ﻛﻪ ﺑﺮاي آزﻣﺎﻳﺸﺎت ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ در ﻧﻈﺮ ﮔﺮﻓﺘـﻪ
.ﺷﺪهاﻧﺪ ﺑﺎﻳﺪ ﺑﺮاي ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
()اﺿﺎﻓﻪ
The sections of the weld taken for macroscopic
examinations shall be used for hardness testing.
(Add.)
روش2-6-6-5
5.6.6.2 Method
و ﺑﺎ اﺳﺘﻔﺎده از اﺑﺰار وﻳﻜﺮز ﺑﺎASTM E 92 ﺳﺨﺘﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ
ﺑﺮاي ﺟﻮﺷﻬﺎي. ﻛﻴﻠﻮﮔﺮم اﻧﺪازهﮔﻴﺮي ﺷﻮد10 ﺣﺪاﻛﺜﺮ ﺑﺎر اﻋﻤﺎﻟﻲ
آزﻣﺎﻳﺶ ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﺑﺎﻳﺪ روي ﺧﻄﻮﻃﻲ ﺑﻪ،ﻟﻮﻟﻪ ﻟﺐ ﺑﻪ ﻟﺐ
ﻣﻴﻠﻴﻤﺘﺮ از ﺳﻄﻮح داﺧﻠﻲ و ﺧﺎرﺟﻲ ﻟﻮﻟﻪ در ﻣﻘﻄﻊ ﺟﻮش2 ﻓﺎﺻﻠﻪ
، ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ16 و ﭼﻨﺎﻧﭽﻪ ﺿﺨﺎﻣﺖ ﻟﻮﻟﻪ ﺑﻴﺸﺘﺮ از.اﻧﺠﺎم ﭘﺬﻳﺮد
روي ﺧﻂ ﻣﻴﺎﻧﻲ ﺟﺪاره ﻟﻮﻟﻪ ) ﺧﻄﻲ در وﺳﻂ ﺿﺨﺎﻣﺖ ﻟﻮﻟﻪ ( ﻧﻴﺰ
.اﻧﺠﺎم ﺷﻮد
ﺑﺮاي ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ ﺳﻪ ﻣﺤﻞ ﻓﺮورﻓﺘﮕﻲ در ﻗﻄﻌﻪ
و ) ﻳﻜﻲ ﻫﻢ ( در ﻗﻄﻌﻪ، ) دو ﻣﺤﻞ ( در ﻫﺮ ﻣﻨﻄﻘﻪ ﺟﻮش زد،ﻛﺎر
در ﻫﺮ ﻃﺮفHAZ ﻣﺤﻞ ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﻣﻨﻄﻘﻪ.ﻛﺎر اراﺋﻪ ﮔﺮدد
ﻣﻴﻠﻴﻤﺘﺮي از ﻣﺤﻞ اﺗﺼﺎل ﺟﻮش0/5 ﺑﺎﻳﺪ در ﻣﺤﺪوده،ﺟﻮش
.ﺑﺎﺷﺪ
آزﻣﺎﻳﺶX5 ﻧﻤﻮﻧﻪﻫﺎي ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ ﺑﺎﻳﺪ ﺑﺎ ﺑﺰرگ ﻧﻤﺎﻳﻲ ﭘﻨﺞ ﺑﺮاﺑﺮ
The hardness shall be measured in accordance
with ASTM E 92 using a Vickers instrument
with a 10 kg maximum load. For pipe butt
welds, hardness traverses shall be carried out on
lines 2 mm from the inner and outer pipe
surfaces on the weld cross-sections, and also a
line through the mid wall if the pipe thickness is
greater than 16 mm.
Lines of indentations shall give at least three
values in each of the weld metal, the HAZ each
side of the weld, and the base metal. One HAZ
impression each side of the weld, shall be within
0.5 mm of the weld junction.
The macro-specimens shall be examined at x5
magnification
(Add.)
()اﺿﺎﻓﻪ
.ﺷﻮﻧﺪ
اﻟﺰاﻣﺎت3-6-6-5
5.6.6.3 Requirements
ﻋﻴﻮب ﻧﺸﺎن داده ﺷﺪه در ﻧﻤﻮﻧﻪﻫﺎي ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ ﻧﺒﺎﻳﺪ از
ﻫﺮ ﻧﻤﻮﻧﻪ. ﺗﺠﺎوز ﻧﻤﺎﻳﻨﺪ9 اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﻮرد ﭘﺬﻳﺮش در ﺑﺨﺶ
ﺑﺎﻳﺪ داراي ﭘﺮوﻓﻴﻞ ﻃﺒﻴﻌﻲ و ﻫﻤﻮار ﺑﻮده و ﺗﻘﻮﻳﺖ ﺟﻮش ﺑﺎﻳﺪ ﺑﻪ
ﺷﻴﺎر ﻛﻢ ﻋﻤﻖ ﻣﺘﻨﺎوب.ﺻﻮرت ﻫﻤﻮار ﺑﺎ ﻓﻠﺰ اﺻﻠﻲ آﻣﻴﺨﺘﻪ ﺷﻮد
ﻣﻴﻠﻴﻤﺘﺮ0/4 اﮔﺮ ﻋﻤﻖ آن ازundercut ﻛﻨﺎر ﺟﻮش ﺑﺎ ﻋﻴﺐ
ﻋﻴﺐ ازدﻳﺎد ﻧﻔﻮذ ﻧﺒﺎﻳﺪ. ﺑﺎﻳﺪ ﻣﺠﺎز ﻣﺤﺴﻮب ﺷﻮد،ﺗﺠﺎوز ﻧﻨﻤﺎﻳﺪ
) ﻋﻴﺐ ( اﺗﺼﺎل ﻏﻴﺮﻫﻢ ﻣﺤﻮري ﻧﺒﺎﻳﺪ از. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ3 ﺑﻴﺸﺘﺮ از
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻴﺸﺘﺮ ﺷﻮد1/6
ﺑﻪ ﻋﺒﺎرت،ﺣﺪاﻛﺜﺮ ﺳﺨﺘﻲ ﺑﻪ دﺳﺖ آﻣﺪه در ﻫﺮ ﻳﻚ از ﺳﻪ ﻣﻨﻄﻘﻪ
ﺑﻴﺸﺘﺮ280HV10 و ﻓﻠﺰ ﺟﻮش ﻧﺒﺎﻳﺪ ازHAZ ،دﻳﮕﺮ ﻓﻠﺰ اﺻﻠﻲ
ﺑﺮاي ﺟﻮﺷﻬﺎي اﺟﺰاء ﻳﺎ ﻟﻮﻟﻪ ﻃﺮاﺣﻲ ﺷﺪه ﺑﺮاي ﺳﺮوﻳﺲ.ﺷﻮد
The macro-specimens shall not show defects
exceeding the acceptance standards given in
Section 9. Each specimen shall exhibit a smooth
and regular profile and the reinforcement shall
blend smoothly with the parent metal. Slight
intermittent undercut shall be permitted
provided the depth does not exceed 0.4 mm.
Excess penetration shall not exceed 3 mm. Joint
misalignment shall not exceed 1.6 mm.
The maximum hardness levels attained in each
of the three zones, i.e. parent metal, HAZ and
weld metal zone shall not exceed 280 HV 10.
For welds in components or pipe designated for
sour service, the hardness shall not exceed 248
HV 10.
(Add.)
()اﺿﺎﻓﻪ
. ﺑﻴﺸﺘﺮ ﺷﻮد248 HV 10 ﺗﺮش ﺳﺨﺘﻲ ﻧﺒﺎﻳﺪ از
V آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﭼﺎرﭘﻲ ﺑﺎ ﻧﻤﻮﻧﻪ داراي ﺷﻜﺎف7-6-5
5.6.7 Charpy V-notch impact testing
ﺷﻜﻞ
5.6.7.1 Preparation
آﻣﺎده ﺳﺎزي1-7-6-5
، ﻣﻴﻠﻴﻤﺘﺮ ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ5 وﻗﺘﻲ ﻛﻪ ﺿﺨﺎﻣﺖ اﺳﻤﻲ دﻳﻮاره ﻟﻮﻟﻪ از
ﺳﻪ ﻣﻘﺪار )ﻧﻤﻮﻧﻪ( از ﻫﺮ ﺧﻂ.آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﺑﺎﻳﺪ اﻧﺠﺎم ﭘﺬﻳﺮد
ﻣﻴﻠﻴﻤﺘﺮ+2 ﺧﻂ ﻣﺬاب )ﻓﻠﺰ ﺟﻮش( و ﺧﻂ ذوب،ﻣﺮﻛﺰي ﺟﻮش
ﻧﻤﻮﻧﻪﻫﺎ ﺑﺎﻳﺪ از وﺳﻂ ﺿﺨﺎﻣﺖ ﺗﻬﻴﻪ ﺷﺪه و ﻳﻚ.ﺑﺎﻳﺪ ﻓﺮاﻫﻢ ﮔﺮدد
وﻗﺘﻲ ﻛﻪ اﺑﻌﺎد ﻟﻮﻟﻪ ﻣﺎﻧﻊ.ﺷﻜﺎف در ﺟﻬﺖ ﺷﻌﺎع )ﻣﺤﻮر( داده ﺷﻮﻧﺪ
Impact testing shall be carried out when the
nominal pipe wall thickness exceeds 5 mm.
Three values shall be obtained from each of the
weld centre line, fusion line and the fusion line
+2 mm. The specimens shall be taken from the
mid-thickness with the notch in a radial
orientation. When the pipe dimensions preclude
18
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
the preparation of a rectangular (5 mm × 10 mm)
cross-section specimen a rectangular crosssection specimen shall be prepared with the
maximum feasible thickness.
10 × ﻣﻴﻠﻴﻤﺘﺮ5) از ﺗﻬﻴﻪ ﻳﻚ ﻧﻤﻮﻧﻪ ﺑﺎ ﻣﻘﻄﻊ ﻣﺴﺘﻄﻴﻞ ﺑﺎ اﺑﻌﺎد
ﻧﻤﻮﻧﻪ ﺑﺎ ﻣﻘﻄﻊ ﻣﺴﺘﻄﻴﻞ ﺑﺎ ﺣﺪاﻛﺜﺮ ﺿﺨﺎﻣﺖ،ﻣﻴﻠﻴﻤﺘﺮ( ﺑﺎﺷﺪ
. ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﻮد،ﻣﻤﻜﻦ
In each case the impact energy shall satisfy the
requirements specified for a 5 × 10 mm
specimen. When the wall thickness is over 20
mm a test series at the same locations shall also
be made at the root side of the weld. The
positions and orientations of impact test
specimens are shown in Figure B.
در ﻫﺮ ﺣﺎﻟﺘﻲ)ﻣﻘﺪار( اﻧﺮژي ﺿﺮﺑﻪ )در آزﻣﺎﻳﺶ ﺿﺮﺑﻪ( ﺑﺎﻳﺪ ﺑﺎ
ﻣﻴﻠﻴﻤﺘﺮ ﻗﺎﻧﻊ ﻛﻨﻨﺪه10×5 اﻟﺰاﻣﺎت ﺗﻌﻴﻴﻦ ﺷﺪه ﺑﺮاي ﻳﻚ ﻧﻤﻮﻧﻪ
ﻣﻴﻠﻴﻤﺘﺮ20 ﺟﺎﻳﻲ ﻛﻪ ﺿﺨﺎﻣﺖ دﻳﻮاره ﺑﻴﺸﺘﺮ از.)ﻛﺎﻓﻲ( ﺑﺎﺷﺪ
ﻳﻚ ﺳﺮي آزﻣﺎﻳﺶ در ﻣﺤﻠﻬﺎي ﻳﻜﺴﺎن ﻧﻴﺰ ﺑﺎﻳﺪ در ﺳﻤﺖ،ﺑﺎﺷﺪ
ﻣﻮﻗﻌﻴﺖﻫﺎ و ﺟﻬﺖ ﻳﺎﺑﻲ ﻫﺎ )روي( ﻧﻤﻮﻧﻪ.رﻳﺸﻪ ﺟﻮش اﻧﺠﺎم ﺷﻮد
.در آزﻣﺎﻳﺶ ﺿﺮﺑﻪ در ﺷﻜﻞ "ب" ﻧﺸﺎن داده ﺷﺪهاﻧﺪ
.آزﻣﺎﻳﺶ ﺑﺎﻳﺪ در دﻣﺎي ﺗﻌﻴﻴﻦ ﺷﺪه در ﺟﺪول "اﻟﻒ" اﺟﺮا ﺷﻮد
Testing shall be carried out at a temperature
determined in accordance with Table A.
The minimum design temperature, T, shall be
stated in the contract documents. If no such
information is available the impact testing shall
be carried out at 0ºC.
اﮔﺮ ﻳﻚ. ﺑﺎﻳﺪ در اﺳﻨﺎد ﻗﺮارداد ﻗﻴﺪ ﺷﻮد،T ،ﺣﺪاﻗﻞ دﻣﺎي ﻃﺮاﺣﻲ
آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﺑﺎﻳﺪ در دﻣﺎي،ﭼﻨﻴﻦ اﻃﻼﻋﺎﺗﻲ در دﺳﺘﺮس ﻧﺒﺎﺷﻨﺪ
.ﺻﻔﺮ درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﻧﺠﺎم ﺷﻮد
The dimensions, preparation and testing of the
impact test specimens shall be in accordance
with ISO 148. Subsized specimen may be used
when standard specimens cannot be prepared.
آﻣﺎده ﺳﺎزي و ﻧﺤﻮه آزﻣﺎﻳﺶ روي ﻧﻤﻮﻧﻪﻫﺎي آزﻣﺎﻳﺶ ﺿﺮﺑﻪ،اﺑﻌﺎد
در ﺻﻮرﺗﻲ ﻛﻪ ﻧﺘﻮان ﻧﻤﻮﻧﻪ. ﺑﺎﺷﺪISO 148 ﺑﺎﻳﺪ ﻃﺒﻖ اﺳﺘﺎﻧﺪارد
. ﻣﻲﺗﻮان از ﻧﻤﻮﻧﻪﻫﺎي ﻛﻮﭼﻜﺘﺮ اﺳﺘﻔﺎده ﻧﻤﻮد،اﺳﺘﺎﻧﺪارد ﺗﻬﻴﻪ ﻛﺮد
Minimum required impact values are given in
Table B for API Spec 5L grades of line pipe.
Requirements for equivalent materials shall be
determined by correlating the minimum
specified yield strength with Table B. (Add.)
ﺣﺪاﻗﻞ ﻣﻘﺎدﻳﺮ ﺿﺮﺑﻪ ﻣﻮرد ﻧﻴﺎز ﺑﺮاي ﺧﻄﻮط ﻟﻮﻟﻪ ﺑﺎ ﮔﺮﻳﺪﻫـﺎي
اﻟﺰاﻣﺎت ﺑﺮاي ﺟﻨﺲ. در ﺟﺪول ب داده ﺷﺪهاﻧﺪAPI Spec 5L
ﻣﻮاد ﻣﻌﺎدل ﺑﺎﻳﺪ ﺑﺎ ارﺗﺒﺎط ﺑﺎ ﺣﺪاﻗﻞ ﺗﻨﺶ ﺗﺴﻠﻴﻢ ﻣﺸﺨﺺ ﺷﺪه در
()اﺿﺎﻓﻪ
.ﺟﺪول )ب( ﺗﻌﻴﻴﻦ ﮔﺮدد
آزﻣﺎﻳﺸﺎت ﻣﺠﺪد8-6-5
5.6.8 Retests
ﻋﻤﻮﻣﻲ1-8-6-5
5.6.8.1 General
اﮔﺮ ﺑﻪ ﻋﻠﺖ اﺷﻜﺎل در ﺗﻬﻴﻪ ﻧﻤﻮﻧﻪﻫﺎ و ﻳﺎ وﺟﻮد ﻋﻴﺐ ﻣﻮﺿﻌﻲ
ﻛﺎرﻓﺮﻣﺎ، رﺿﺎﻳﺖ ﺑﺨﺶ ﻧﺒﺎﺷﺪWPQT ﺟﻮش ﻧﺘﺎﻳﺞ ﺣﺎﺻﻠﻪ از
If the results of the WPQT are unsatisfactory
due to defective preparation of the specimens or
due to a local weld defect, the Company may
allow the procedure below to be followed.
(Add.)
()اﺿﺎﻓﻪ
.ﻣﻲﺗﻮاﻧﺪ اﺟﺎزه )اﺟﺮاي( روش زﻳﺮ را ﺑﺪﻫﺪ
ﻧﻤﻮﻧﻪﻫﺎي آزﻣﺎﻳﺶ ﻛﺸﺶ و ﺧﻤﺶ2-8-6-5
5.6.8.2 Tensile test and bend test specimens
،اﮔﺮ ﻧﻤﻮﻧﻪ آزﻣﺎﻳﺶ ﻛﺸﺶ و ﺧﻤﺶ ﻣﻄﺎﺑﻖ اﻟﺰاﻣﺎت ﻣﺮﺑﻮﻃﻪ ﻧﺒﺎﺷﺪ
دو آزﻣﺎﻳﺶ اﺿﺎﻓﻲ ﻛﺸﺶ ﻳﺎ ﺧﻤﺶ ﻣﻨﻄﺒﻖ ﺑﺎ اﻟﺰاﻣﺎت ﺗﻌﻴﻴﻦ ﺷﺪه
If a tensile or bend test specimen does not meet
the requirements, two additional tensile tests or
bend tests shall be made, both of which shall
meet the prescribed requirements.
(Add.)
()اﺿﺎﻓﻪ
.ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد
ﻧﻤﻮﻧﻪﻫﺎي آزﻣﺎﻳﺶ ﺿﺮﺑﻪ3-8-6-5
5.6.8.3 Impact test specimens
اﮔﺮ ﻳﻜﻲ از ﻧﻤﻮﻧﻪﻫﺎ آﺷﻜﺎرا ﺑﻪ ﻋﻠﺖ ﻋﻴﺐ ﻣﻮﺿﻌﻲ ﻧﺘﻴﺠﻪ
ﻣﻲﺗﻮان ﻳﻚ ﻧﻤﻮﻧﻪ آزﻣﺎﻳﺶ دﻳﮕﺮ ﺗﻬﻴﻪ و،رﺿﺎﻳﺖﺑﺨﺶ ﻧﺪﻫﺪ
از ﻣﻴﺎن ﺳﻪ ﻧﻤﻮﻧﻪ ﻓﻘﻂ ﻳﻚ ﻧﻤﻮﻧﻪ ﺑﺎﻳﺪ ﻣﺠﺎز ﺑﻪ.آزﻣﺎﻳﺶ ﻧﻤﻮد
If one of the specimens gives an unsatisfactory
result which is clearly caused by a local defect,
a further test specimen may be taken and tested;
only one such replacement shall be permitted
per set of three specimens.
(Add.)
()اﺿﺎﻓﻪ
19
.ﺗﻌﻮﻳﺾ ﺑﺎﺷﺪ
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
اﻟﺰام روش ﺟﺪﻳﺪ9-6-5
5.6.9 New procedure requirement
ﻳﻚ،اﮔﺮ اﺗﺼﺎل ﻣﻮرد آزﻣﺎﻳﺶ ﺑﺎ ﺣﺪاﻗﻞ اﻟﺰاﻣﺎت ﺗﻄﺎﺑﻖ ﻧﻨﻤﺎﻳﺪ
ﺑﺎﻳﺪWPQT ﺟﺪﻳﺪ ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﺪه و ﻃﺒﻖ ﻧﻈﺮ ﻛﺎرﻓﺮﻣﺎWPS
If the test joint fails to meet the minimum
requirements a new WPS shall be established
and the WPQT shall be repeated to the
satisfaction of the Company.
(Add.)
()اﺿﺎﻓﻪ
.ﺗﻜﺮار ﮔﺮدد
5.8 Testing of Welded Joints - Fillet Welds
ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ- آزﻣﺎﻳﺶ اﺗﺼﺎﻻت ﺟﻮﺷﻲ8-5
5.8.4 Macroscopic examination and hardness
tests
آزﻣﺎﻳﺶ ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ و ﺳﺨﺘﻲ ﺳﻨﺠﻲ4-8-5
Specimens for macroscopic examination shall
be extracted from fillet weld qualification welds
at the same locations as shown for butt welds in
Figure A.
ﻧﻤﻮﻧﻪﻫﺎ ﺑﺮاي آزﻣﺎﻳﺶ ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ ﺑﺎﻳﺪ از ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ ﻣﻮرد
ﻧﻈﺮ ﺑﺮاي آزﻣﺎﻳﺶ ﺗﺄﻳﻴﺪﻳﻪ از ﻫﻤﺎن ﻣﺤﻞﻫﺎﻳﻲ ﻛﻪ ﺑﺮاي ﺟﻮﺷﻬﺎي
. اﺳﺘﺨﺮاج ﮔﺮدﻧﺪ،ﻟﺐ ﺑﻪ ﻟﺐ در ﺷﻜﻞ اﻟﻒ ﻧﺸﺎن داده ﺷﺪه اﺳﺖ
Hardness traverses shall be carried out across
the root of the fillet weld and also the cap region
at a depth of 2 mm. The requirements of Section
(5.6.6.3) shall also apply for fillet welds.
(Add.)
آزﻣﺎﻳﺶ ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﺑﺎﻳﺪ در ﺳﺮاﺳﺮ رﻳﺸﻪ ﺟﻮش ﮔﻮﺷﻪ
. ﻣﻴﻠﻴﻤﺘﺮي اﻧﺠﺎم ﺷﻮد2 ﻫﻤﭽﻨﻴﻦ در ﻧﺎﺣﻴﻪ ﮔﺮده ﺟﻮش در ﻋﻤﻖ
( ﻧﻴﺰ ﺑﺎﻳﺪ ﺑﺮاي ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اﻋﻤﺎل3-6-6-5) اﻟﺰاﻣﺎت ﺑﺨﺶ
()اﺿﺎﻓﻪ
20
.ﺷﻮد
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
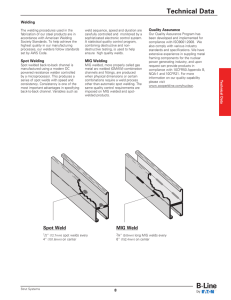
Fig. A. LOCATION MACRO SECTION AND IMPACT TEST SPECIMENTS PROCEDURE
QUALIFICATION OF BUTT WELDS
ﻣﺤﻞ ﺗﻬﻴﻪ ﻧﻤﻮﻧﻪﻫﺎي آزﻣﺎﻳﺶ ﻣﺎﻛﺮوﺳﻜﻮﭘﻲ و ﺿﺮﺑﻪ ﺑﺮاي ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ روش ﺟﻮﺷﻬﺎي ﻟﺐ ﺑﻪ ﻟﺐ- ﺷﻜﻞ اﻟﻒ
Top of pipe
ﺑﺎﻻي ﻟﻮﻟﻪ
Macro section/hardness
ﺳﺨﺘﻲ ﺳﻨﺠﻲ/ﻣﻘﻄﻊ ﻣﺎﻛﺮو
Weld metal
Fusion line
Impact
specimens
ﺧﻂ آﻣﻴﺨﺘﮕﻲ
ﻧﻤﻮﻧﻪﻫﺎي
ﻓﻠﺰ ﺟﻮش
Fusion line +2mm
2+ ﺧﻂ آﻣﻴﺨﺘﮕﻲ
ﻣﻴﻠﻴﻤﺘﺮ
(a). Pipe diameters up to and including
114.3 mm ( 4 inches)
آزﻣﺎﻳﺶ ﺿﺮﺑﻪ
Macro section/hardness
4) ﻣﻴﻠﻴﻤﺘﺮ114/3 )اﻟﻒ( ﻗﻄﺮ ﻟﻮﻟﻪ ﺗﺎ و ﺷﺎﻣﻞ
(اﻳﻨﭻ
ﺳﺨﺘﻲ ﺳﻨﺠﻲ/ﻣﻘﻄﻊ ﻣﺎﻛﺮو
Top of pipe
ﺑﺎﻻي ﻟﻮﻟﻪ
Macro section/hardness
ﺳﺨﺘﻲ ﺳﻨﺠﻲ/ﻣﻘﻄﻊ ﻣﺎﻛﺮو
Macro section/hardness
Weld metal
ﺳﺨﺘﻲ ﺳﻨﺠﻲ/ﻣﻘﻄﻊ ﻣﺎﻛﺮو
ﻓﻠﺰ ﺟﻮش
Fusion line
ﺧﻂ آﻣﻴﺨﺘﮕﻲ
Fusion line +2mm
+2 ﺧﻂ آﻣﻴﺨﺘﮕﻲ
ﻣﻴﻠﻴﻤﺘﺮ
(b). Pipe diameters greater than 114.3
mm (4 inches)
Impact
specimens
ﻧﻤﻮﻧﻪﻫﺎي
آزﻣﺎﻳﺶ ﺿﺮﺑﻪ
Macro section/hardness
( اﻳﻨﭻ4) ﻣﻴﻠﻴﻤﺘﺮ114/3 )ب( ﻗﻄﺮ ﻟﻮﻟﻪ ﺑﺎﻻﺗﺮ از
ﺳﺨﺘﻲ ﺳﻨﺠﻲ/ﻣﻘﻄﻊ ﻣﺎﻛﺮو
:ﻳﺎدآوري
Note:
If additional impact specimens are required due
to the wall thickness exceeding 20 mm these
shall be taken from location (A)
ﻣﻴﻠﻴﻤﺘﺮ20 در ﺻﻮرﺗﻴﻜﻪ ﺑﻪ ﻋﻠﺖ ﻣﺘﺠﺎوز ﺑﻮدن ﺿﺨﺎﻣﺖ از
اﻳﻦ ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺎﻳﺪ،ﻧﻤﻮﻧﻪﻫﺎي اﺿﺎﻓﻲ ﺑﺮاي آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﻻزم ﺑﺎﺷﺪ
.از ﻣﺤﻞ )اﻟﻒ( اﺳﺘﺨﺮاج ﺷﻮﻧﺪ
21
آﺑﺎن Nov. 2009 / 1388
)IPS-C-PI-270(2
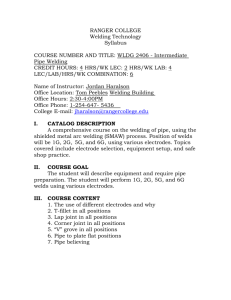
Fig. B: ORIENTATION OF IMPACT TEST SPECIMENS FOR PROCEDURE QUALIFICATION OF
BUTT WELDS
ﺷﻜﻞ ب -ﺟﻬﺖ ﺗﻬﻴﻪ ﻧﻤﻮﻧﻪﻫــﺎي آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﺑﺮاي ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ روش ﺟﻮﺷﻜﺎري ﻟﺐ ﺑﻪ ﻟﺐ
C/L
Notch
ﺷﻜﺎف
Weld metal specimen
ﻧﻤﻮﻧﻪ ﻓﻠﺰ ﺟﻮش
C/L
Notch
ﺷﻜﺎف
Specimen axis
ﻣﺤﻮرﻧﻤﻮﻧﻪ
ﺧﻂ آﻣﻴﺨﺘﮕﻲ+2ﻣﻴﻠﻴﻤﺘﺮ ﺧﻂ آﻣﻴﺨﺘﮕﻲ
Heat affected zone specimens
ﻧﻤﻮﻧﻪ ﻣﻨﻄﻘﻪ ﺗﺤﺖ ﺗﺄﺛﻴﺮ ﺣﺮارت ﺟﻮش
C/L
2mm
Weld metal specimens
ﻧﻤﻮﻧﻪﻫﺎي ﻓﻠﺰ ﺟﻮش
ﺧﻂ آﻣﻴﺨﺘﮕﻲ
ﺧﻂ آﻣﻴﺨﺘﮕﻲ2+ﻣﻴﻠﻴﻤﺘﺮ
ﺧﻂ آﻣﻴﺨﺘﮕﻲ
ﺧﻂ آﻣﻴﺨﺘﮕﻲ2+ﻣﻴﻠﻴﻤﺘﺮ
ﻧﻤﻮﻧﻪ ﻣﻨﻄﻘﻪ ﺗﺤﺖ ﺗﺄﺛﻴﺮ ﺣﺮارت ﺟﻮﺷﻜﺎري
22
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
TABLE A- CHARPY V-NOTCH TEST TEMPERATURE
ﺟﺪول اﻟﻒ – دﻣﺎي آزﻣﺎﻳﺶ ﺿﺮﺑﻪ
Nominal wall thickness (t)(mm)
Test temperature(°C)
(t) ﺿﺨﺎﻣﺖ اﺳﻤﻲ دﻳﻮاره
(دﻣﺎي آزﻣﺎﻳﺶ )درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد
()ﻣﻴﻠﻴﻤﺘﺮ
t ≤ 16
T
25 ≥ t > 16
T-10
t > 25
T-20
. = ﺣﺪاﻗﻞ دﻣﺎي ﻃﺮاﺣﻲT :ﻳﺎدآوري
Note: T = minimum design temperature.
TABLE B - CHARPY V REQUIREMENTS (J)
(J) اﻟﺰاﻣﺎت آزﻣﺎﻳﺶ ﺿﺮﺑﻪ ﭼﺎرﭘﻲ-ﺟﺪول ب
Steel grade
(API Spec 5L)
Specimen size
(mm)
ﮔﺮﻳﺪ ﻓﻮﻻد
اﻧﺪازه ﻧﻤﻮﻧﻪ
Charpy-V requirement (Joules)
(اﻟﺰاﻣﺎت آزﻣﺎﻳﺶ )ژول
Min. average
Min. single
()ﻣﻴﻠﻴﻤﺘﺮ
ﻣﻌﺪل،ﺣﺪاﻗﻞ
ﻣﻨﻔﺮد،ﺣﺪاﻗﻞ
B
10 × 10
10 × 6.7
10 × 5
27
21
18
22
15
13
X42
10 × 10
10 × 6.7
10 × 5
29
23
19
22
17
15
X46
10 × 10
10 × 6.7
10 × 5
32
25
21
24
19
16
X52
10 × 10
10 × 6.7
10 × 5
36
28
24
27
21
18
X56
10 × 10
10 × 6.7
10 × 5
39
30
26
29
23
20
X60
10 × 10
10 × 6.7
10 × 5
41
32
27
31
24
21
X65
10 × 10
10 × 6.7
10 × 5
45
35
30
34
27
23
X70
10 × 10
10 × 6.7
10 × 5
48
37
32
36
28
24
ﺷﺮاﻳﻂ اﺣﺮاز ﺟﻮﺷﻜﺎران-6
6. QUALIFICATION OF WELDERS
ﻋﻤﻮﻣﻲ1-6
6.1 General
:ﭘﺎراﮔﺮاف ﻫﺎي زﻳﺮ ﺟﺎﻳﮕﺰﻳﻦ ﭘﺎراﮔﺮاف دوم و ﺳﻮم ﺷﻮﻧﺪ
Replace the second and the third paragraphs as
follows:
23
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
The welder shall perform the qualification test
welding in accordance with the approved WPS.
The qualification of welders shall be conducted
in the presence of the Company’s
representative.
ﺗﺄﻳﻴﺪ ﺷﺪه آزﻣﺎﻳﺶ ﺻﻼﺣﻴﺖWPS ﺟﻮﺷﻜﺎر ﺑﺎﻳﺪ ﻃﺒﻖ
آزﻣﺎﻳﺶ ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎران ﺑﺎﻳﺪ ﺑﺎ ﺣﻀﻮر.ﺟﻮﺷﻜﺎري را ﺑﮕﺬراﻧﺪ
.ﻧﻤﺎﻳﻨﺪه ﻛﺎرﻓﺮﻣﺎ اﻧﺠﺎم ﭘﺬﻳﺮد
A welder qualification shall be valid for a period
of six months. If it can be shown, by means of
the results of non-destructive examination
carried out in accordance with the requirements
of this specification, that during this period he
has successfully produced welds in accordance
with the approved welding procedure, the period
will be automatically extended by another six
months. For sour gas service, performance
qualifications shall be based on destructive
mechanical test requirements.
(Mod.)
در ﺻﻮرت ﻣﻮﻓﻘﻴﺖ.ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎر ﺗﺎ ﺷﺶ ﻣﺎه ﻣﻌﺘﺒﺮ اﺳﺖ
آﻣﻴﺰ ﺑﻮدن آزﻣﺎﻳﺸﻬﺎي ﻏﻴﺮ ﻣﺨﺮب اﻧﺠﺎم ﺷﺪه ﻃﺒﻖ اﻟﺰاﻣﺎت اﻳﻦ
اﺳﺘﺎﻧﺪارد ﺑﺮ روي ﺟﻮش ﻫﺎي ﺗﻮﻟﻴﺪي ﻣﻄﺎﺑﻖ ﺑﺎ روش ﺟﻮﺷﻜﺎري
ﺗﺄﻳﻴﺪ ﺷﺪه اﻳﻦ ﻣﺪت زﻣﺎن ﺧﻮد ﺑﻪ ﺧﻮد ﺑﺮاي ﺷﺶ ﻣﺎه دﻳﮕﺮ ﻣﻌﺘﺒﺮ
، ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎران ﺑﺮاي ﺳﺮوﻳﺲ ﻫﺎي ﮔﺎز ﺗﺮش.ﺧﻮاﻫﺪ ﺑﻮد
.ﺑﺎﻳﺪ ﺑﺮ اﺳﺎس ﻧﺘﺎﻳﺞ آزﻣﺎﻳﺸﺎت ﻣﻜﺎﻧﻴﻜﻲ ﺗﻌﻴﻴﻦ ﺷﻮد
()اﺻﻼح
ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﻳﻚ ﻣﻨﻈﻮره2-6
6.2 Single Qualification
ﻋﻤﻮﻣﻲ1-2-6
6.2.1 General
ﻳﻚ ﺟﻮﺷﻜﺎر ﺧﻂ ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺑﺎ اﺟﺮاي ﻳﻚ آزﻣﺎﻳﺶ ﺑﺮ روي ﺟﻨﺲ
ﻟﻮﻟﻪ ﻣﺸﺨﺺ ﺷﺪه در ﻗﺮارداد ﺑﺮاي ﺟﻮﺷﻜﺎري ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ
ﺻﻼﺣﻴﺖ، او ﻓﻘﻂ ﺑﺮاي وﺿﻌﻴﺘﻲ ﻛﻪ آزﻣﺎﻳﺶ داده اﺳﺖ.ﺷﻮد
.ﻛﺎرﺧﻮاﻫﺪ داﺷﺖ
ﺟﻮﺷﻜﺎري ﻛﻪ روي ﺟﻨﺲ ﻟﻮﻟﻪ،ﺑﺮاي ﻛﺎرﺑﺮدﻫﺎي ﻏﻴﺮﺧﻂ ﻟﻮﻟﻪ
ﻣﺸﺨﺺ ﺷﺪه در ﻗﺮارداد ﻳﻚ آزﻣﺎﻳﺶ ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺑﺮاي
درﺟﻪ ﺑﺎ45 (±10) ﺟﻮش ﻟﺐ ﺑﻪ ﻟﺐ در ﻣﻮﻗﻌﻴﺖ ﺛﺎﺑﺖ ﺑﺎ زاوﻳﻪ
ﺑﺮاي.( را ﺑﻪ ﺻﻮرت ﻣﻮﻓﻘﻴﺖ آﻣﻴﺰ ﮔﺬراﻧﺪه ﺑﺎﺷﺪ6G اﻓﻖ )ﻣﻮﻗﻌﻴﺖ
ﺟﻮﺷﻜﺎري آن ﺟﻨﺲ ﻟﻮﻟﻪ در ﺗﻤﺎم ﻣﻮﻗﻌﻴﺖﻫﺎ ﺻﻼﺣﻴﺖ ﺧﻮاﻫﺪ
اﻳﻦ ﻣﻮﺿﻮع ﻓﻘﻂ در ﻣﻮرد ﺟﻮﺷﻜﺎري دﺳﺘﻲ ﻣﻮﺿﻮﻋﻴﺖ.داﺷﺖ
روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﺧﻮدﻛﺎر ﻳﺎ ﻣﻜﺎﻧﻴﻜﻲ ﺑﺎﻳﺪ در ﻫﻤﺎن.دارد
اﺳﺘﻔﺎده. ﻣﻮرد ارزﻳﺎﺑﻲ ﻛﻴﻔﻲ ﻗﺮار ﮔﻴﺮﻧﺪ،ﻣﻮﻗﻌﻴﺘﻲ ﻛﻪ اﺟﺮا ﻣﻴﺸﻮﻧﺪ
از ﺗﻜﻪ ﻫﺎي ﺑﺮﻳﺪه ﺷﺪه از ﻟﻮﻟﻪ ﺟﻬﺖ ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎر
A pipeline welder shall qualify for welding by
performing a test on contract material. He will
be qualified to weld only in the same position as
the test weld.
For non-pipeline applications, a welder who
successfully passes a butt-weld qualification test
on contract material in the fixed position with
the axis inclined 45 (± 10) degrees to the
horizontal plane (6 G position) shall be qualified
to make butt welds on contract material in all
positions. This is applicable only to manual
welding. Automatic or mechanical welding
procedures shall be qualified in the same
position as they are applied. The use of
segments of pipe nipples for welder
qualification shall not be permitted.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﺑﺮاي اﻳﻦ دو روش ﻧﺒﺎﻳﺪ ﻣﺠﺎز ﺑﺎﺷﺪ
اﺳﻨﺎد و ﺳﻮاﺑﻖ8-6
6.8 Records
:ﻋﻨﻮان ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻐﻴﻴﺮ ﻳﺎﺑﺪ
Change title to:
اﺳﻨﺎد و ﺳﻮاﺑﻖ و ﺳﺎﻣﺎﻧﻪ ﺷﻨﺎﺳﺎﻳﻲ ﺟﻮﺷﻜﺎر8-6
6.8 Records, and Welder Identification
System
Add the following;
:ﻣﻮارد زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
A Welders Competence Certificate, which
includes references to the corresponding WPS
number, the essential variables, and the test
results, shall be issued for each welder or
welding operator and for each test.
ﮔﻮاﻫﻴﻨﺎﻣﻪ ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎران ﻛﻪ ﺷﺎﻣﻞ ارﺟﺎﻋﺎﺗﻲ ﺑﻪ ﺷﻤﺎره
ﺑﺎﻳﺪ ﺑﺮاي، و ﻧﺘﺎﻳﺞ آزﻣﺎﻳﺶ ﻣﻲﺑﺎﺷﺪ، ﻣﺘﻐﻴﻴﺮﻫﺎي اﺳﺎﺳﻲ،WPS
.ﻫﺮ ﺟﻮﺷﻜﺎر ﻳﺎ ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري و ﺑﺮاي ﻫﺮ آزﻣﺎﻳﺶ ﺻﺎدر ﮔﺮدد
Whilst production welding, the welder/welding
ﻫﺮ ﺟﻮﺷﻜﺎر ﻳﺎ ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري،در ﺣﻴﻦ ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي
24
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
operator shall always be identifiable by a badge
bearing his name, his photograph and his
identification number. Welders and welding
operators not wearing their badges shall be
suspended from production welding. In the
event that a welder ceases working on the
contract his identifying mark and number shall
not be assigned to another welder.
(Mod.)
ﻋﻜﺲ و ﺷﻤﺎره،ﺑﺎﻳﺪ ﻫﻤﻮاره ﺗﻮﺳﻂ ﻳﻚ ﺑﺮﮔﻪ ﺷﻨﺎﺳﺎﻳﻲ ﺣﺎوي اﺳﻢ
ﺟﻮﺷﻜﺎران ﻳﺎ ﻣﺘﺼﺪﻳﺎن ﺟﻮﺷﻜﺎري ﻛﻪ اﻳﻦ.ﻗﺎﺑﻞ ﺷﻨﺎﺳﺎﻳﻲ ﺑﺎﺷﺪ
ﺑﺎﻳﺪ از اﻧﺠﺎم ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي،ﺑﺮگ ﺷﻨﺎﺳﺎﻳﻲ را ﻫﻤﺮاه ﻧﺪارﻧﺪ
در ﺣﺎﻟﺘﻲ ﻛﻪ ﺑﻪ ﻛﺎر ﻳﻚ ﺟﻮﺷﻜﺎر در ﭘﻴﻤﺎن ﺧﺎﺗﻤﻪ.ﻣﻨﻊ ﺷﻮﻧﺪ
ﺷﻤﺎره و ﻋﻼﻣﺖ ﺷﻨﺎﺳﺎﻳﻲ او ﻧﺒﺎﻳﺪ ﺑﻪ ﺟﻮﺷﻜﺎر دﻳﮕﺮي،داده ﺷﻮد
7. DESIGN AND PREPARATION OF A
JOINT FOR PRODUCTION WELDING
ﻃﺮاﺣﻲ و آﻣﺎده ﺳﺎزي اﺗﺼﺎل ﺑﺮاي ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي-7
()اﺻﻼح
.ﺗﺨﺼﻴﺺ داده ﺷﻮد
:ﻋﻨﻮان ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻐﻴﻴﺮ ﻳﺎﺑﺪ
Change title to:
ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي-7
7. PRODUCTION WELDING
ﻋﻤﻮﻣﻲ1-7
7.1 General
Limitations imposed by the essential variables
of the procedure qualifications shall be adhered
to in production welding. No welding shall be
carried out before the WPSs and WPQTS are
completed, nor before the welders have been
qualified, and approved by the Company. Only
qualified welders as defined in Section 6 may be
employed. Preparation and welding of pipeline
components shall be in accordance with the
appropriate qualified WPS.
ﻣﺤﺪودﻳﺖﻫﺎي اﻋﻤﺎل ﺷﺪه ﺗﻮﺳﻂ ﻣﺘﻐﻴﻴﺮﻫﺎي اﺳﺎﺳﻲ ﺑﺮاي
ﻗﺒﻞ از.ﺗﺄﻳﻴﺪﻳﻪ روش ﺑﺎﻳﺪ در ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي رﻋﺎﻳﺖ ﺷﻮﻧﺪ
ﻫﺎ و ﻫﻤﭽﻨﻴﻦ ﻗﺒﻞ از ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖWPQT ﻫﺎ وWPS ﺗﻜﻤﻴﻞ
ﻫﻴﭽﮕﻮﻧﻪ ﺟﻮﺷﻜﺎري ﻧﺒﺎﻳﺪ،ﺟﻮﺷﻜﺎران و ﺗﺄﻳﻴﺪ آﻧﻬﺎ ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ
ﻣﻲﺗﻮاﻧﻨﺪ6 ﻓﻘﻂ ﺟﻮﺷﻜﺎران واﺟﺪ ﺷﺮاﻳﻂ ﻃﺒﻖ ﺑﺨﺶ.اﺟﺮا ﺷﻮد
آﻣﺎده ﺳﺎزي و ﺟﻮﺷﻜﺎري اﺟﺰاء ﺧﻂ ﻟﻮﻟﻪ ﺑﺎﻳﺪ.ﺑﻪ ﻛﺎر ﮔﺮﻓﺘﻪ ﺷﻮﻧﺪ
. ﻣﻨﺎﺳﺐ و ﺗﺄﻳﻴﺪ ﺷﺪه اﻧﺠﺎم ﮔﺮددWPS ﻃﺒﻖ
The surfaces to be welded shall be smooth,
uniform and free from laminations, tears, scale,
slag, grease, paint and other deleterious material
that might adversely affect the welding.
ﻳﻜﻨﻮاﺧﺖ و ﻋﺎري از،ﺳﻄﻮح ﻣﻮرد ﻧﻈﺮ ﺑﺮاي ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺻﺎف
و ﺳﺎﻳﺮ ﻣﻮاد، رﻧﮓ، ﮔﺮﻳﺲ، ﺳﺮﺑﺎره، رﺳﻮب، ﮔﺴﻴﺨﺘﮕﻲ،ﺗﻮرق
. ﺑﺎﺷﻨﺪ،زﻳﺎنآوري ﻛﻪ ﺗﺎًﺛﻴﺮ ﻣﻨﻔﻲ ﺑﺮ ﺟﻮﺷﻜﺎري را دارﻧﺪ
If work is to be carried out in the vicinity of
equipment already installed, before any welding
commences adequate protection shall be
provided to prevent damage from weld spatter,
flame cutting droplets, etc. Care shall be taken
to avoid overloading or damaging any of the
pipeline components at all stages of the work.
اﺟﺮا،اﮔﺮ ﻛﺎر ﺑﺎﻳﺪ در ﻣﺠﺎورت ﺗﺠﻬﻴﺰاﺗﻲ ﻛﻪ ﻗﺒﻼً ﻧﺼﺐ ﺷﺪهاﻧﺪ
ﻗﺒﻞ از ﺷﺮوع ﻫﺮﮔﻮﻧﻪ ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر ﺟﻠﻮﮔﻴﺮي از،ﺷﻮد
ﻗﻄﺮات ﻧﺎﺷﻲ از ﺑﺮش ﺑﺎ،ﺻﺪﻣﺎت ﻧﺎﺷﻲ از ﭘﺎﺷﺶ ذرات ﺟﻮش
در ﺗﻤﺎم.ﺷﻌﻠﻪ و ﻧﻈﺎﻳﺮ آن ﻣﺤﺎﻓﻈﺖ ﻫﺎي ﻛﺎﻓﻲ ﭘﻴﺶ ﺑﻴﻨﻲ ﮔﺮدد
ﻣﺮاﺣﻞ ﻛﺎر ﺑﺎﻳﺪ دﻗﺖ ﺷﻮد ﻛﻪ از ﺑﺎرﮔﺬاري اﺿﺎﻓﻲ ﻳﺎ ﺻﺪﻣﻪ
.رﺳﺎﻧﺪن ﺑﻪ ﻫﺮﻳﻚ از اﺟﺰاء ﺧﻂ ﻟﻮﻟﻪ اﺟﺘﻨﺎب ﮔﺮدد
ﻛﺎﺑﻠﻬﺎي ﺑﺮﮔﺸﺖ ﺟﺮﻳﺎن ﺗﺠﻬﻴﺰات ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﻣﺴﺘﻘﻴﻤﺎً ﺑﻪ
ﻣﺘﺼﻞ،ﻟﻮﻟﻪاي ﻛﻪ روي آن ﻋﻤﻠﻴﺎت ﺟﻮﺷﻜﺎري اﻧﺠﺎم ﻣﻲﺷﻮد
.ﮔﺮدد
ﺣﺪاﻗﻞ، اﻳﻨﭻ ( ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ12 ) 300 اﮔﺮ اﻧﺪازه اﺳﻤﻲ ﻟﻮﻟﻪ از
دوﺟﻮﺷﻜﺎر ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﻫﻤﺰﻣﺎن دور ﺗﺎ دور ﻣﺤﻴﻂ ﻟﻮﻟﻪ را ﺟﻮش
.دﻫﻨﺪ
ﻗﻮﺳﻬﺎ ﺑﺎﻳﺪ ﻓﻘﻂ ﺑﻪ ﺳﻄﻮح آﻣﻴﺨﺘﮕﻲ ﻳﺎ ﺻﻔﺤﺎت ﺟﺮﻗﻪﮔﻴﺮ ﻛﻪ ﺑﻪ
،ﻋﻨﻮان ﻳﻚ ﺻﻔﺤﻪ ﻛﻤﻜﻲ ﺑﺮاي ﺷﺮوع ﺟﻮﺷﻜﺎري اﺳﺘﻔﺎده ﻣﻲﺷﻮد
ﺟﺮﻗﻪﻫﺎي ﭘﺨﺶ ﺷﺪه ﺑﺎﻳﺪ ﺑﺎ ﺳﻨﮓ زدن ﺗﻤﺎم.ﺑﺮﺧﻮرد ﻧﻤﺎﻳﻨﺪ
ﻗﺴﻤﺘﻬﺎﻳﻲ ﻛﻪ ﺗﺤﺖ ﺗﺄﺛﻴﺮ ﺣﺮارت ﺟﺮﻗﻪ ﻗﺮار ﮔﺮﻓﺘﻪاﻧﺪ از روي ﻟﻮﻟﻪ
اﮔﺮ اﻳﻦ ﻋﻤﻞ ﺑﺎﻋﺚ ﺷﻮد ﻛﻪ ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﻛﻤﺘﺮ.ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
Current return cables of welding equipment
shall be connected directly to the pipe on which
the welding is to be done.
If the pipe size exceeds DN300 ( NPS12 ) at
least two welders shall weld simultaneously
around the pipe circumference
Arcs shall be struck only on fusion faces or on
striking plates provided as an aid to arc starting.
Stray arc strikes shall be removed by grinding
away all material which has been affected by the
arc heat. Where this results in the minimum
thickness being below tolerance, the section of
25
Nov. 2009 / 1388 آﺑﺎن
pipe containing the arc strike shall be removed.
Weld repairs or build-up shall not be made on
the base pipe.
IPS-C-PI-270(2)
اﻳﻦ ﻗﺴﻤﺖ از ﻟﻮﻟﻪ ﻛﻪ ﻣﺤﻞ ﺑﺮﺧﻮرد،از رواداري ﻣﺮﺑﻮﻃﻪ ﺷﻮد
روي ﺑﺪﻧﻪ ﻟﻮﻟﻪ. ﺑﺎﻳﺪ ﺗﻌﻮﻳﺾ ﮔﺮدد،ﺟﺮﻗﻪ در آن واﻗﻊ ﺷﺪه
.ﻫﻴﭽﮕﻮﻧﻪ ﺗﻌﻤﻴﺮ ﺑﺎ ﺟﻮﺷﻜﺎري ﻳﺎ ﭘﺮﻛﺮدن ﻧﺒﺎﻳﺪ اﻧﺠﺎم ﭘﺬﻳﺮد
ﺑﺎﻳﺪ ﻳﻚ درﭘﻮش ﻣﺪور،ﺑﻪ ﻣﻨﻈﻮر ﺟﻠﻮﮔﻴﺮي از ورود ﻣﻮاد ﺧﺎرﺟﻲ
ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪ،ﺑﺎ ﻃﺮﺣﻲ ﻛﻪ ﺑﻪ اﻧﺘﻬﺎي ﻟﻮﻟﻪ ﺻﺪﻣﻪ ﻧﺰﻧﺪ
و اﻧﺘﻬﺎي ﺑﺎز ﻟﻮﻟﻪ را ﻣﺴﺪود ﻧﻤﺎﻳﺪ و در ﺻﻮرت ﻗﻄﻊ ﻋﻤﻠﻴﺎت ﻛﺎري
ﺑﺮاي ﻣﺪت زﻣﺎن ﺑﻴﺸﺘﺮ از دو ﺳﺎﻋﺖ ﻧﻴﺰ اﻳﻦ درﭘﻮﺷﻬﺎ ﺑﺎﻳﺪ ﻣﻮرد
درﭘﻮﺷﻬﺎ ﻧﺒﺎﻳﺪ ﺗﺎ ﺷﺮوع ﻣﺠﺪد ﻋﻤﻠﻴﺎت ﻛﺎري.اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
ﺗﻤﺎم اﻧﺘﻬﺎﻫﺎي، وﻗﺘﻲ ﻛﻪ ﺟﻮﺷﻜﺎري ﺗﻜﻤﻴﻞ ﮔﺮدﻳﺪ.ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
A circular cap to prevent entry of foreign
material, of a design which will not damage
pipe ends, shall be used to cover the open ends
of the pipe and shall be placed on the line during
interruptions in the work expected to last more
than two hours. Caps shall not be removed until
recommencement of the work. All open ends of
pipe strings shall be capped off and sealed when
welding is completed.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﺑﺎز ردﻳﻒ ﻟﻮﻟﻪﻫﺎ ﺑﺎﻳﺪ ﻣﺴﺪود و آب ﺑﻨﺪي ﺷﻮﻧﺪ
ﻫﻢ ﻣﺤﻮري2-7
7.2 Alignment
The pipeline components shall be firmly
supported in both the vertical and horizontal
plane, and no welding shall be carried out until
as much of the pipeline system as will be so
stiffened has been properly aligned.
ﻗﻄﻌﺎت ﺧﻄﻮط ﻟﻮﻟﻪ ﺑﺎﻳﺪ در ﻫﺮ دو ﺻﻔﺤﻪ ﻋﻤﻮد و اﻓﻖ ﺑﻪ ﻃﻮر
و ﻗﺒﻞ از آن ﻛﻪ ﺑﻪ ﻧﺤﻮ ﺻﺤﻴﺢ ﻫﻢ ﻣﺤﻮر،ﻣﺤﻜﻢ ﻧﮕﻬﺪاﺷﺘﻪ ﺷﻮﻧﺪ
ﻧﺒﺎﻳﺪ ﺟﻮﺷﻜﺎري،ﺷﺪه و ﺑﻪ ﺻﻮرت ﺛﺎﺑﺖ در آورده ﺷﺪه ﺑﺎﺷﻨﺪ
.اﻧﺠﺎم ﺷﻮد
Misalignment shall be reduced to a minimum by
rotation of the pipes to obtain the best fit, or by
other approved methods. When a pipe with one
longitudinal seam is used, this seam shall be
within the top 120 degrees of the circumference
and the longitudinal seams of adjacent pipes
shall be offset by a circumferential distance of at
least half the pipe diameter.
ﺑﻪ ﻣﻨﻈﻮر ﺟﻔﺖ ﺷﺪن ﺑﻬﺘﺮ ﻟﻮﻟﻪ ﻫﺎ ﺑﺎﻳﺪ ﻋﺪم ﻫﻢ ﻣﺤﻮري را ﺑﺎ
.ﭼﺮﺧﺶ ﻟﻮﻟﻪﻫﺎ ﻳﺎ ﺳﺎﻳﺮ روﺷﻬﺎي ﺗﺄﻳﻴﺪ ﺷﺪه ﺑﻪ ﺣﺪاﻗﻞ رﺳﺎﻧﺪ
وﻗﺘﻲ ﻛﻪ ﻳﻚ ﻟﻮﻟﻪ ﺑﺎ درز ﻃﻮﻟﻲ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪ ﺷﺪه
و، درﺟﻪ ﻓﻮﻗﺎﻧﻲ ﻣﺤﻴﻂ ﻟﻮﻟﻪ ﻗﺮار ﮔﻴﺮد120 اﻳﻦ درز ﺑﺎﻳﺪ در،ﺑﺎﺷﺪ
درزﻫﺎي ﻃﻮﻟﻲ ﻟﻮﻟﻪﻫﺎي ﻣﺠﺎور ﺑﺎﻳﺪ در ﺟﻬﺖ ﻣﺤﻴﻄﻲ ﺑﻪ اﻧﺪازه
.ﺣﺪاﻗﻞ ﻧﺼﻒ ﻗﻄﺮ ﻟﻮﻟﻪ از ﻫﻢ ﻓﺎﺻﻠﻪ داﺷﺘﻪ ﺑﺎﺷﻨﺪ
The alignment of the abutting ends shall be set
so as to minimize the offset between surfaces. If
the offset exceeds 1.6mm, provided it is caused
by dimensional variations within the specified
tolerances, the pipe with the smaller diameter
shall be trimmed to a taper not steeper than 1 in
4.
ﻫﻢ ﻣﺤﻮري دواﻧﺘﻬﺎي ﻟﻮﻟﻪﻫﺎي ﻣﺠﺎور ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي ﺑﺎﺷﺪ ﻛﻪ ﻏﻴﺮ
اﮔﺮ اﻳﻦ ﻏﻴﺮ ﻫﻢ ﻣﺤﻮري ﺑﺮاﺛﺮ.ﻫﻢ ﻣﺤﻮري ﺑﻪ ﺣﺪاﻗﻞ ﺑﺮﺳﺪ
1/6 ﺗﻐﻴﻴﺮات اﺑﻌﺎدي در ﻣﺤﺪوده رواداري ﺗﻌﻴﻴﻦ ﺷﺪه ﺑﻮده و از
ﻟﻮﻟﻪ ﺑﺎ ﻗﻄﺮ ﻛﻤﺘﺮ ﺑﺎﻳﺪ ﺑﻪ ﺻﻮرت ﻣﺨﺮوﻃﻲ ﺑﺎ،ﻣﻴﻠﻴﻤﺘﺮ ﺗﺠﺎوز ﻧﻤﺎﻳﺪ
. ﺗﺮاش داده ﺷﻮد4 در1 ﺣﺪاﻛﺜﺮ ﺷﻴﺐ
Alignment of two pipeline components of
different nominal thickness and the same
outside diameter, shall be carried out by
tapering the inner surface of the thicker
component with a taper not steeper than 1 in 4.
ﺑﺮاي ﻫﻢ ﻣﺤﻮري دو ﺟﺰء ﺧﻂ ﻟﻮﻟﻪ ﺑﺎ ﺿﺨﺎﻣﺖﻫﺎي اﺳﻤﻲ ﻣﺨﺘﻠﻒ
ﺑﺎﻳﺪ ﻟﻮﻟﻪ ﺑﺎ ﺿﺨﺎﻣﺖ ﺑﺎﻻﺗﺮ از داﺧﻞ ﺑﻪ،و ﻗﻄﺮ ﺧﺎرﺟﻲ ﻣﺴﺎوي
. ﺗﺮاش داده ﺷﻮد4 در1 ﺻﻮرت ﻣﺨﺮوﻃﻲ ﺑﺎ ﺣﺪاﻛﺜﺮ ﺷﻴﺐ
Tack welds shall be avoided wherever possible.
Where required, bridge tacks shall be used.
Tack welding shall be performed by qualified
welders using the same qualified welding
procedure as will be used for the main welds.
در ﺻﻮرت ﻧﻴﺎز. ﺑﺎﻳﺪ از ﺗﻚ ﺑﻨﺪي اﺟﺘﻨﺎب ﻧﻤﻮد،در ﺻﻮرت اﻣﻜﺎن
ﺑﺎﻳﺪ ﺑﺮاي ﺑﺮﻗﺮاري ﻫﻢ ﻣﺤﻮري دو ﻗﻄﻌﻪ از ﺗﻚ ﺑﻨﺪي ﺑﻪ ﺻﻮرت
ﺗﻚ ﺑﻨﺪي ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺟﻮﺷﻜﺎراﻧﻲ ﻛﻪ ﻃﺒﻖ.ﭘﻞ اﺳﺘﻔﺎده ﻛﺮد
ﻫﻤﺎن روش ﺟﻮﺷﻜﺎري ﻣﻮرد اﺳﺘﻔﺎده در ﺟﻮﺷﻬﺎي اﺻﻠﻲ ﺗﻌﻴﻴﻦ
. اﻧﺠﺎم ﺷﻮد،ﺻﻼﺣﻴﺖ ﺷﺪهاﻧﺪ
ﺗﻮﺻﻴﻪ ﻣﻲ ﺷﻮد ﭼﻜﺶ ﻛﺎري ﻟﻮﻟﻪ ﺑﻪ ﻣﻨﻈﻮر اﻳﺠﺎد ﻫﻤﺘﺮازي ﺑﻬﺘﺮ
ﺗﻐﻴﻴﺮ ﺷﻜﻞ داﻳﻤﻲ ﻟﻮﻟﻪ ﻳﺎ ﭘﺦ آن ﺑﺮاي ﺣﺼﻮل،ﻛﻤﺘﺮ اﻧﺠﺎم ﺷﻮد
Hammering of pipe to obtain proper lineup
should be kept to a minimum plastically
deforming the pipe or bevel to obtain proper
alignment is not permitted.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
26
. ﻣﺠﺎز ﻧﻤﻲﺑﺎﺷﺪ،ﻫﻢ ﻣﺤﻮري
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
اﺳﺘﻔﺎده از ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺑﺮاي ﺟﻮﺷﻬﺎي ﻟﺐ ﺑﻪ3-7
7.3 Use of Line-Up Clamp for Butt Welds
ﻟﺐ
اﺑﺰارﻫﺎي،در ﺟﻮﺷﻜﺎري ﻟﺐ ﺑﻪ ﻟﺐ ﺑﺎﻳﺪ ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي
ﻧﮕﻬﺪارﻧﺪه و ﻧﻈﺎﻳﺮ آﻧﻬﺎ ﺑﻪ ﻣﻨﻈﻮر ﺑﻬﻴﻨﻪ ﺳﺎزي ﻫﻢ ﻣﺤﻮري ﻟﻮﻟﻪﻫﺎ و
.ﭘﺮﻫﻴﺰ از ﺗﻚ ﺑﻨﺪي در ﻗﺴﻤﺖ ﭘﺦ ﻟﻮﻟﻪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
ﮔﻴﺮه ﻫﺎي ﻫﻢ ﺗﺮازي داﺧﻠﻲ از ﻧﻮع ﻗﺎﺑﻞ ﻗﺒﻮل ﻛﺎرﻓﺮﻣﺎ ﺑﺮاي ﻟﻮﻟﻪ
اﻳﻨﭻ ( و ﺑﻴﺸﺘﺮ ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده8 ) 200 ﻫﺎي ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ
ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺧﺎرﺟﻲ ﻣﻲﺗﻮاﻧﻨﺪ ﺑﺮاي ﺗﻤﺎم.ﻗﺮار ﮔﻴﺮﻧﺪ
اﻳﻨﭻ( و ﻛﻤﺘﺮ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار6) 150 ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ
ﺑﺮاي ﺟﻮﺷﻬﺎي اﺗﺼﺎل ﻧﻬﺎﻳﻲ ﺑﺮاي ﺗﻤﺎم اﻧﺪازهﻫـﺎي ﻟﻮﻟﻪ.ﮔﻴﺮﻧﺪ
.ﻣﻲﺗﻮان از ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺧﺎرﺟﻲ اﺳﺘﻔﺎده ﻧﻤﻮد
Line-up clamps, holding devices, etc. shall be
used for butt welds to avoid tack welding in the
groove and to optimize alignment. Internal lineup clamps of a type acceptable to the Company
shall be used for pipe sizes of DN200 ( 8 inches)
and larger. External line-up clamps may be used
for pipe sizes DN 150 ( 6 inches) and smaller.
For tie-in welds, external line-up clamps may be
used for all pipe sizes.
Internal line-up clamps shall remain in place at
least until the root pass is completed around the
full circumference.
ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي داﺧﻠﻲ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ ﺗﺎ ﺗﻜﻤﻴﻞ ﭘﺎس اول ﺟﻮش
.دور ﺗﺎ دور ﻣﺤﻴﻂ داﺧﻠﻲ ﺑﺎﻗﻲ ﺑﻤﺎﻧﻨﺪ
External line-up clamps shall not be removed
until a minimum of 50% of the root pass,
uniformly spaced around the circumference, has
been completed.
درﺻﺪ ﭘﺎس50 ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي ﺧﺎرﺟﻲ ﺑﺎﻳﺪ ﺗﺎ ﺗﻜﻤﻴﻞ ﺣﺪاﻗﻞ
اول ﺟﻮش ﻛﻪ ﺑﻪ ﻃﻮر ﻳﻜﻨﻮاﺧﺖ در ﻓﻮاﺻﻞ ﻣﺴﺎوي دور ﺗﺎ دور
. در ﻣﺤﻞ ﺑﺎﻗﻲ ﺑﻤﺎﻧﻨﺪ،ﻣﺤﻴﻂ اﻧﺠﺎم ﺷﺪه ﺑﺎﺷﺪ
Root bead segments used with external line-up
clamps shall be cleaned, ground down to a
feather edge at both ends and visually inspected
prior to completion of the root pass. Any such
segment which is not in accordance with the
acceptance standards given in Section 6 shall be
removed before completion of the root pass.
ﻗﺴﻤﺘﻬﺎي ﺟﻮش داده ﺷﺪه ﺑﺎ اﺳﺘﻔﺎده از ﮔﻴﺮهﻫﺎي ﻫﻢ ﺗﺮازي
ﺧﺎرﺟﻲ در ﻻﻳﻪ اول ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﻗﺒﻞ از ﺗﻜﻤﻴﻞ ﺟﻮﺷﻜﺎري اﻳﻦ
و از ﻫﺮ دو ﻃﺮف ﺗﺎ ﻟﺒﻪ ﻧﺎزك ﺳﻨﮓ زده و ﺑﺎزرﺳﻲ،ﭘﺎس ﺗﻤﻴﺰ
ﻫﺮﻳﻚ از اﻳﻦ ﻗﺴﻤﺘﻬﺎ ﻛﻪ ﻣﻄﺎﺑﻘﺖ ﺑﺎ ﻣﻌﻴﺎرﻫﺎي.ﭼﺸﻤﻲ ﺷﻮﻧﺪ
را ﻧﺪارﻧﺪ ﺑﺎﻳﺪ ﻗﺒﻞ از ﺗﻜﻤﻴﻞ6 ﭘﺬﻳﺮش اراﺋﻪ ﺷﺪه در ﺑﺨﺶ
.ﺟﻮﺷﻜﺎري ﭘﺎس اول ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
ﻟﻮﻟﻪ ﺗﺤﺖ ﺟﻮﺷﻜﺎري ﻧﺒﺎﻳﺪ ﺗﺎ ﺗﻜﻤﻴﻞ ﭘﺎس دوم ﺟﻮﺷﻜﺎري )ﻻﻳﻪ
The pipe joint shall not be moved until after the
second weld pass (hot pass) has been made.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.داغ( ﺣﺮﻛﺖ داده ﺷﻮد
ﭘﺦ در ﻣﺤﻞ اﺟﺮا2-4-7
7.4.2 Field bevel
The equipment used for edge preparation and
cleaning (e.g. cutting, grinding, gouging,
brushing, etc.) shall cause no detrimental
metallurgical effects to the edges to be welded.
ﺗﺠﻬﻴﺰات ﻣﻮرد اﺳﺘﻔﺎده ﺑﺮاي آﻣﺎده ﺳﺎزي و ﺗﻤﻴﺰﻛﺎري ﻟﺒﻪ )ﺑﺮاي
و ﻏﻴﺮه( ﻧﺒﺎﻳﺪ، ﺑﺮس ﻛﺎري، ﺷﻴﺎرزﻧﻲ، ﺳﻨﮓ زﻧﻲ،ﻣﺜﺎل ﺑﺮﺷﻜﺎري
.ﺑﺎﻋﺚ اﺛﺮات ﻣﺘﺎﻟﻮرژﻳﻜﻲ ﻣﻀﺮ ﺑﻪ ﻟﺒﻪﻫﺎي ﺗﺤﺖ ﺟﻮﺷﻜﺎري ﺷﻮﻧﺪ
Pipe ends shall be bevelled by machining or
grinding. Preparation of weld edges by gas
cutting shall, wherever practical, be done with a
mechanically guided torch. Edges shall be left
free of slag and the cut surface shall be ground
to a smooth uniform surface by removing
approximately 0.5 mm of metal.
. ﭘﺦ زده ﺷﻮﻧﺪ،اﻧﺘﻬﺎي ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻣﺎﺷﻴﻦ ﻛﺎري ﻳﺎ ﺳﻨﮓ زﻧﻲ
در ﺻﻮرت ﻋﻤﻠﻲ ﺑﻮدن آﻣﺎده ﺳﺎزي ﻟﺒﻪﻫﺎ ﺑﺮاي ﺟﻮﺷﻜﺎري ﺗﻮﺳﻂ
ﺑﺎﻳﺪ ﺑﺎ ﻳﻚ ﻣﺸﻌﻞ ﻛﻪ ﺑﻪ ﺻﻮرت ﻣﻜﺎﻧﻴﻜﻲ ﻫﺪاﻳﺖ،ﺑﺮﺷﻜﺎري ﺑﺎ ﮔﺎز
ﻟﺒﻪﻫﺎ ﺑﺎﻳﺪ ﻋﺎري از ﺳﺮﺑﺎره ﺑﻮده و ﺳﻄﺢ. اﻧﺠﺎم ﭘﺬﻳﺮد،ﻣﻲﺷﻮد
ﺑﻪ ﻳﻚ ﺳﻄﺢ، ﻣﻴﻠﻴﻤﺘﺮ از روي آن0/5 ًﺑﺮش ﺑﺎﻳﺪ ﺑﺎ ﺑﺮداﺷﺘﻦ ﺗﻘﺮﻳﺒﺎ
.ﻳﻜﻨﻮاﺧﺖ و ﺻﺎف ﺗﺒﺪﻳﻞ ﺷﻮد
،ﺑﻌﺪ از ﺳﻨﮓ زﻧﻲ ﻟﺒﻪﻫﺎي ﭘﺦ از ﻧﻈﺮ ﻋﺎري ﺑﻮدن از ﻫﺮ ﻧﻮع ﻧﻘﺺ
ﻫﺮ ﻟﺒﻪ ﭘﺦ ﻛﻪ ﺻﺪﻣﻪ دﻳﺪه ﺑﺎﺷﺪ ﺑﺎﻳﺪ.ﺑﺎﻳﺪ ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ ﺷﻮﻧﺪ
After grinding, the beveled edges shall be
visually examined to ensure freedom from
defects. Any beveled edge that has been
27
Nov. 2009 / 1388 آﺑﺎن
damaged shall be restored to within the
tolerances required by the welding procedure to
be applied. Restoration involving welding is not
permitted. Should laminations or split ends be
discovered in any pipe, the full pipe joint shall
be removed and subjected to full ultrasonic
examination for the presence of laminations in
accordance of the line pipe purchase
specification before partial reuse is considered.
IPS-C-PI-270(2)
ﺗﺮﻣﻴﻢ،در ﻣﺤﺪوده رواداريﻫﺎي ذﻛﺮ ﺷﺪه در روش ﺟﻮﺷﻜﺎري
در ﺻﻮرت ﭘﻴﺪا ﺷﺪن. ﺗﺮﻣﻴﻢ ﺑﺎ ﺟﻮﺷﻜﺎري ﻣﺠﺎز ﻧﻤﻲﺑﺎﺷﺪ.ﮔﺮدد
ﺗﻤﺎم ﻟﺒﻪ اﺗﺼﺎل ﻟﻮﻟﻪ ﺑﺎﻳﺪ،ﺗﻮرق ﻳﺎ ﺷﻜﺎف در اﻧﺘﻬﺎي ﻫﺮ ﻟﻮﻟﻪ
ﺑﺮداﺷﺘﻪ ﺷﺪه و ﻗﺒﻞ از ﺗﺼﻤﻴﻢ در ﻣﻮرد اﺳﺘﻔﺎده ﻣﺠﺪد از ﻗﺴﻤﺘﻲ
از آن و ﺑﻪ ﻣﻨﻈﻮر وﺟﻮد ﺗﻮرق در آن ﻗﺴﻤﺖ ﺑﺎﻳﺪ ﻃﺒﻖ ﻣﺸﺨﺼﺎت
ﻓﻨﻲ ﺧﺮﻳﺪ ﻟﻮﻟﻪ ﺗﺤﺖ آزﻣﺎﻳﺶ ﻛﺎﻣﻞ ﺑﺎ دﺳﺘﮕﺎه ﻣﺎوراء ﺻﻮرت ﻗﺮار
.ﮔﻴﺮد
وﻗﺘﻲ ﻟﻮﻟﻪﻫﺎ ﻳﺎ اﺗﺼﺎﻻت ﺑﺎ ﺿﺨﺎﻣﺖ دﻳﻮاره ﻏﻴﺮﻣﺴﺎوي ﺑﺎﻳﺪ ﺑﻬﻢ
آﻣﺎده ﺳـﺎزي اﻧﺘﻬﺎي آﻧﻬﺎ ﻃﺒﻖ آﻧﭽﻪ در،ﺟﻮش داده ﺷﻮﻧﺪ
15 ﺷﻜﻞASME B 31.8 ﻳﺎ434.8.6 ﺷﻜﻞASME B 31.4
Where pipes or fittings of unequal wall
thickness are to be welded, the end preparation
shown in ASME B31.4 Fig. 434.8.6 or ASME
B31.8 Fig. 15 (where applicable) shall be used.
(Mod.)
( )اﺻﻼح.)ﻫﺮﻛﺪام ﻛﻪ ﻛﺎرﺑﺮد دارد( ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
ﺗﻤﻴﺰﻛﺎري ﺑﻴﻦ ﻻﻳﻪ ﻫﺎي ﺟﻮش7-7
7.7 Cleaning Between Beads
:ﻋﺒﺎرت زﻳﺮ اﺿﺎﻓﻪ ﮔﺮدد
Add the following:
اﺑﺰار ﺳﺮﺑﺎره زداﻳﻲ و ﺳﻨﮓ زﻧﻲ ﺑﺎدي ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي ﻃﺮاﺣﻲ ﺷﻮﻧﺪ
.ﻛﻪ ﻫﻮاي ﺧﺮوﺟﻲ آﻧﻬﺎ ﺑﺎ ﻧﺎﺣﻴﻪ داغ ﺟﻮش ﺑﺮﺧﻮرد ﻧﻨﻤﺎﻳﺪ
Pneumatic grinders and deslagging tools shall
be designed such that the exhaust air does not
impinge on a hot weld region.
(Mod.)
()اﺻﻼح
ﺟﻮﺷﻜﺎري ﭼﺮﺧﺸﻲ9-7
7.9 Roll Welding
7.9.1 Alignment
ﻫﻢ ﻣﺤﻮري1-9-7
Add the following:
:ﻋﺒﺎرت زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
ﺟﻮﺷﻜﺎرش ﭼﺮﺧﺸﻲ ﺑﺎﻳﺪ ﻣﺤﺪود ﺑﻪ ﺟﻮﺷﻜﺎري ﻛﺎﻣﻼً ﺧﻮدﻛﺎر
ﺑﻮده و ﺳﭙﺲ ﻓﻘﻂ وﻗﺘﻲ ﻛﻪ ﻟﻮﻟﻪ ﺑﺘﻮاﻧﺪ ﺑﻪ ﻃﻮر ﻣﻨﺎﺳﺐ روي
ﻏﻠﻄﻚ ﻫﺎﺋﻲ ﻛﻪ ﻣﺤﺮك آﻧﻬﺎ ﺑﻪ ﺻﻮرت اﻟﻜﺘﺮﻳﻜﻲ ﺑﻪ ﻣﺎﺷﻴﻦ
ﻣﻮرد اﺳﺘﻔﺎده،ﺟﻮﺷﻜﺎري ﺧﻮدﻛﺎر وﺻﻞ ﺷﺪه اﺳﺖ ﻣﺘﻜﻲ ﺑﺎﺷﺪ
Roll welding shall be restricted to fully
automatic welding and then only when the pipe
can be adequately supported on rollers with
drives coupled electrically to the automatic
welding machine.
(Mod.)
()اﺻﻼح
.ﻗﺮار ﮔﻴﺮد
ﺷﻨﺎﺳﺎﻳﻲ ﺟﻮﺷﻬﺎ10-7
7.10 Identification of. Welds
ﺟﻮﺷﻜﺎر ﻳﺎ ﻣﺘﺼﺪي،ﻗﺒﻞ از ﺷﺮوع ﺟﻮﺷﻜﺎري اوﻟﻴﻦ ﭘﺎس
ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺑﻪ ﺻﻮرت واﺿﺢ ﻋﻼﻣﺖ ﺷﻨﺎﺳﺎﻳﻲ ﺧﻮد را ﻛﻪ در
روي ﻟﻮﻟﻪ در،ﮔﻮاﻫﻴﻨﺎﻣﻪ ﺗﻌﻴﻴﻦ ﺻﻼﺣﻴﺖ ﺑﻪ وي ﺗﺨﺼﻴﺺ ﻳﺎﻓﺘﻪ
ﺗﻚ ﺑﻨﺪي ﻗﻄﻌﺎت ﺑﺎ ﺟﻮش. ﻋﻼﻣﺖﮔﺬاري ﻧﻤﺎﻳﺪ،ﻛﻨﺎر ﻣﺤﻞ ﺟﻮش
.ﻧﺒﺎﻳﺪ ﺑﻪ اﻳﻦ ﻧﺤﻮ ﻋﻼﻣﺖﮔﺬاري ﺷﻮد
رﻧﮓ ﻳﺎ ﻣﺪاد ﺷﻤﻌﻲ ﻣﻘﺎوم در ﻣﻘﺎﺑﻞ،ﻋﻼﻣﺖﮔﺬاري ﺑﺎﻳﺪ ﺑﺎ ﮔﭻ
ﻣﻬﺮﻫــﺎي ﺣـﺪﻳـﺪهاي ﻧﺒﺎﻳﺪ ﺑﺮاي.ﺷﺮاﻳﻂ ﺟﻮي اﻧﺠﺎم ﮔﻴﺮد
ﺟﻮﺷﻜﺎر ﻳﺎ.ﻋﻼﻣﺖﮔﺬاري ﺟﻮﺷﻬﺎ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
ﺑﺎﻳﺪ ﺷﻤﺎره ﻛﺪ،ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري ﻛﻪ ﭘﺎس اول را ﺟﻮش ﻣﻲدﻫﺪ
دو ﺟﻮﺷﻜﺎر ﻳﺎ، اﮔﺮ ﺑﻪ ﻫﺮ ﺣﺎل.ﺧﻮد را در ﺑﺎﻻي ﻟﻮﻟﻪ ﺑﻨﻮﻳﺴﺪ
ﻫﺮ ﺟﻮﺷﻜﺎر ﻳﺎ،ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري ﭘﺎس اول را ﺟﻮش ﺑﺪﻫﻨﺪ
ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﻛﺪ ﺷﻨﺎﺳﺎﻳﻲ ﺧﻮد را روي ﻟﻮﻟﻪ در ﻛﻨﺎر
. ﻋﻼﻣﺖﮔﺬاري ﻧﻤﺎﻳﺪ،ﻗﺴﻤﺘﻲ ﻛﻪ ﺟﻮﺷﻜﺎري ﻛﺮده اﺳﺖ
ﺟﻮﺷﻜﺎران ﻳﺎ ﻣﺘﺼﺪﻳﺎن ﺟﻮﺷﻜﺎري ﺑﻌﺪي ﺑﺎﻳﺪ ﻛﺪ ﺷﻨﺎﺳﺎﻳﻲ ﺧﻮد را
Prior to starting the root pass, the welder or
welding operator shall clearly mark the pipe
adjacent to his weld with the identification mark
assigned to him in his qualification certificate.
Tack welding of components shall not be so
marked.
Marking shall be done with weather-proof
chalk, paint, crayon or felt pen. Die stamps shall
not be used for marking the welds. The
welder/operator who makes the root pass shall
write his code at the top of the pipe. If, however,
two welders/operators weld the root pass, each
welder/operator shall mark the pipe with his
identification code on the side on which he has
worked. Subsequent welders/operators shall
write their identification codes below the first
code in the sequence in which they work. The
identification marks shall not be removed until
28
Nov. 2009 / 1388 آﺑﺎن
after the welds have been both visually and nondestructively inspected and accepted. (Sub.)
IPS-C-PI-270(2)
ﻋﻼﻳﻢ ﺷﻨﺎﺳﺎﻳﻲ. ﺑﻨﻮﻳﺴﻨﺪ،زﻳﺮ اوﻟﻴﻦ ﻛﺪ ﺑﻪ ﺗﺮﺗﻴﺒﻲ ﻛﻪ ﻛﺎر ﻛﺮدهاﻧﺪ
ﺗﺎ ﭘﺎﻳﺎن ﻫﺮ دو ﻧﻮع ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ و ﻏﻴﺮ ﻣﺤﺮب ﺟﻮش و ﺗﺄﻳﻴﺪ
()ﺟﺎﻳﮕﺰﻳﻦ
. ﻧﺒﺎﻳﺪ ﺣﺬف ﺷﻮﻧﺪ،آن
ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﻗﺒﻞ و ﺑﻌﺪ از ﺟﻮﺷﻜﺎري11-7
7.11 Pre-and Post-Heat Treatment
ﻛﻨﺘﺮل و اﻧﺪازهﮔﻴﺮي دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ و ﺑﻴﻦ1-11-7
7.11.1 Preheating and inter pass temperature
control and measurement
(Add)
()اﺿﺎﻓﻪ
7.11.1.1 General
ﭘﺎﺳﻲ
ﻋﻤﻮﻣﻲ1-1-11-7
Preheating shall be carried out using either
electrical resistance or induction heaters or
using gas burners specifically made and shaped
for this type of operation. Torches intended for
flame cutting or gouging shall not be used.
Induction heating coils can cause arc blow
during welding, therefore power to these coils
shall be off when welding is in progress.
Where induction heating is proposed for the
application of either preheat or post-weld heat
treatment, the equipment and the procedure to
be used shall be approved by the Company. In
particular, the Contractor shall demonstrate to
the satisfaction of the Company that heating
rates and required temperatures can be properly
controlled and that adequate precautions have
been taken against overheating.
ﭘﻴﺸﮕﻴﺮي ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ﻫﺮﻛﺪام از ﮔﺮﻣﻜﻦﻫﺎي ﺑﺎ ﻣﻘﺎوﻣﺖ
اﻟﻜﺘﺮﻳﻜﻲ ﻳﺎ اﻟﻘﺎﻳﻲ و ﻳﺎ ﺑﺎ اﺳﺘﻔﺎده از ﻣﺸﻌﻞﻫﺎي ﮔﺎزي ﻛﻪ
اﻧﺠﺎم،ﻣﺨﺼﻮص اﻳﻦ ﻧﻮع ﻋﻤﻠﻴﺎت ﺳﺎﺧﺘﻪ و ﺷﻜﻞ داده ﺷﺪهاﻧﺪ
ﻣﺸﻌﻠﻬﺎي دﺳﺘﻲ ﺑﺮاي ﺑﺮش ﺑﺎ ﺷﻌﻠﻪ ﻳﺎ ﺷﻴﺎرزﻧﻲ ﻧﺒﺎﻳﺪ ﻣﻮرد.ﮔﻴﺮد
ﻛﻮﻳﻞﻫﺎي ﺣﺮارﺗﻲ اﻟﻘﺎﻳﻲ در ﺿﻤﻦ ﺟﻮﺷﻜﺎري.اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
ﺑﻨﺎﺑﺮاﻳﻦ در ﺣﻴﻦ ﺟﻮﺷﻜﺎري،ﻣﻲﺗﻮاﻧﻨﺪ ﺑﺎﻋﺚ اﻧﺤﺮاف ﻗﻮس ﺷﻮﻧﺪ
.ﺑﺮق اﻳﻦ ﻛﻮﻳﻞﻫﺎ ﺑﺎﻳﺪ ﻗﻄﻊ ﺷﻮد
وﻗﺘﻲ در ﻧﻈﺮ اﺳﺖ ﺑﺮاي ﻫﺮدو ﻛﺎرﺑﺮد ﭘﻴﺶ ﮔﺮﻣﻲ و ﭘﺲ ﮔﺮﻣﻲ از
ﺗﺠﻬﻴﺰات و روش ﻣﻮرد اﺳﺘﻔﺎده ﺑﺎﻳﺪ،ﮔﺮﻣﺎﻳﺶ اﻟﻘﺎﻳﻲ اﺳﺘﻔﺎده ﺷﻮد
ﻣﺨﺼﻮﺻﺎً ﭘﻴﻤﺎﻧﻜﺎر ﺑﻪ ﻣﻨﻈﻮر ﺟﻠﺐ رﺿﺎﻳﺖ.ﺑﻪ ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ ﺑﺮﺳﺪ
ﻛﺎرﻓﺮﻣﺎ ﺑﺎﻳﺪ اﻋﻼم ﻧﻤﺎﻳﺪ ﻛﻪ ﻣﻴﺰان ﮔﺮﻣﺎﻳﺶ و دﻣﺎﻫﺎي ﻣﻮرد ﻧﻴﺎز
ﻣﻲﺗﻮاﻧﻨﺪ ﺑﻪ ﻧﺤﻮ اﺣﺴﻦ ﻛﻨﺘﺮل ﺷﻮﻧﺪ و ﭘﻴﺶ ﺑﻴﻨﻲﻫﺎي ﻛﺎﻓﻲ در
ﻣﻮرد ﺟﻠﻮﮔﻴﺮي از ازدﻳﺎد ﺑﻴﺶ از اﻧﺪازه ﮔﺮﻣﺎﻳﺶ اﻧﺠﺎم ﭘﺬﻳﺮﻓﺘﻪ
.اﺳﺖ
The preheating temperature shall cover an area
of at least 75 mm width on either side of the
weld and shall be maintained over the full
length of the weld until the weld is completed.
ﻣﻴﻠﻴﻤﺘﺮ در ﻫﺮ75 دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ روي ﭘﻬﻨﺎي
ﻃﺮف ﺟﻮش اﻋﻤﺎل ﺷﻮد و در ﻛﻞ ﻃﻮل ﺟﻮش ﺗﺎ زﻣﺎن ﺗﻜﻤﻴﻞ
.ﺟﻮﺷﻜﺎري ﺑﺎﻗﻲ ﺑﻤﺎﻧﺪ
The weld area shall be protected from draughts,
and insulation shall be provided on adjacent
areas where this is necessary to maintain the
required temperature of preheating during
welding.
وﻗﺘﻲ ﻛﻪ ﻻزم،ﺳﻄﺢ ﺟﻮش ﺑﺎﻳﺪ در ﻣﻘﺎﺑﻞ ﻛﻮران ﻣﺤﺎﻓﻈﺖ ﺷﻮد
ﺑﺎﺷﺪ دﻣﺎي ﻣﻮرد ﻧﻴﺎز ﭘﻴﺶ ﮔﺮﻣﻲ در ﺿﻤﻦ ﺟﻮﺷﻜﺎري ﺛﺎﺑﺖ ﻧﮕﻪ
. ﺑﺎﻳﺪ ﺳﻄﻮح ﻣﺠﺎور ﻋﺎﻳﻖ ﺑﻨﺪي ﺷﻮﻧﺪ،داﺷﺘﻪ ﺷﻮد
The temperature measurement for preheat and
inter pass temperature may be by thermocouples
or thermo sticks, or a combination of both.
Where thermo sticks are used, these shall be of
the type which melt when the required
temperature is reached.
(Add.)
دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ و ﺑﻴﻦ ﭘﺎﺳﻲ ﻣﻲﺗﻮاﻧﺪ ﺑﺎ اﺳﺘﻔﺎده از ﺗﺮﻣﻮﻛﻮﭘﻞ ﻳﺎ
ﺟﺎﻳﻲ ﻛﻪ. اﻧﺪازهﮔﻴﺮي ﺷﻮد،ﮔﭻ ﻫﺎي ﺣﺮارﺗﻲ ﻳﺎ ﺗﺮﻛﻴﺒﻲ از ﻫﺮ دو
ﮔﭻ ﻫﺎي ﺣﺮارﺗﻲ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﻣﻲﮔﻴﺮﻧﺪ ﺑﺎﻳﺪ از ﻧﻮﻋﻲ ﺑﺎﺷﻨﺪ
()اﺿﺎﻓﻪ
. ذوب ﺷﻮﻧﺪ،ﻛﻪ وﻗﺘﻲ دﻣﺎ ﺑﻪ ﻣﻴﺰان ﻣﻮرد ﻧﻴﺎز رﺳﻴﺪ
اﻟﺰاﻣﺎت دﻣﺎ2-1-11-7
7.11.1.2 Temperature requirements
. ﻣﺤﺎﺳﺒﻪ ﮔﺮددBS 5135 ﺣﺪاﻗﻞ دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺎﻳﺪ ﻃﺒﻖ
ﻣﻘﺪار ﮔﺮﻣﺎي اﻋﻤﺎﻟﻲ ﻣﻮرد اﺳﺘﻔﺎده در ﻣﺤﺎﺳﺒﻪ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ
ﻣﻮﻗﻊ.ﮔﺮﻣﺎﻳﻲ ﺑﺎﺷﺪ ﻛﻪ در روش ﺟﻮﺷﻜﺎري ﺗﻌﻴﻴﻦ ﮔﺮدﻳﺪه اﺳﺖ
ﻣﻘﺪار ﻛﺮﺑﻦ ﻣﻌﺎدل ﺑﺎﻳﺪ ﺑﺎﻻﺗﺮﻳﻦ،اﺳﺘﻔﺎده از روش ﺟﻮﺷﻜﺎري
ﻣﻘﺪار ﺑﻪ دﺳﺖ آﻣﺪه از ﺑﺮرﺳﻲ ﺗﺄﻳﻴﺪﻳﻪﻫﺎي ﻣﺮﺑﻮط ﺑﻪ ﺟﻨﺲ ﻣﻮاد
The minimum preheat shall be calculated from
BS 5135. The heat input value used in the
calculation shall be the minimum value
indicated in the procedure specification. The
carbon equivalent value shall be the highest to
be encountered when using the weld procedure,
29
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
as determined from a survey of the relevant
material certificates. Scale A of BS 5135 shall
be used for cellulosic SMAW electrodes and
Scale C for basic low hydrogen SMAW
electrodes. The scale to be used with other
processes shall be subject to the approval of the
Company. In all cases, a minimum preheat of
50°C shall be used.
ﺑﺎﻳﺪ ﺑﺮايSMAW در ﺟﻮﺷﻜﺎري ﺑﺎ ﻓﺮاﻳﻨﺪ.در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
و ﺑﺮاي اﻟﻜﺘﺮودﻫﺎي ﺑﺎ ﻫﻴﺪروژنA اﻟﻜﺘﺮودﻫﺎي ﺳﻠﻮﻟﺰي از ﻣﻘﻴﺎس
. ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪBS 5135 درC ﭘﺎﻳﻴﻦ از ﻣﻘﻴﺎس
ﻣﻘﻴﺎس ﻣﻮرد اﺳﺘﻔﺎده در ﺳﺎﻳﺮ ﻓﺮآﻳﻨﺪﻫﺎ ﺑﺎﻳﺪ ﺑﻪ ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ
درﺟﻪ50 ﺣﺪاﻗﻞ دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺮاﺑﺮ، در ﺗﻤﺎم ﺣﺎﻻت.ﺑﺮﺳﺪ
.ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
For the welding of “sweepolets” the preheat
shall be 50°C higher than that indicated by BS
5135, using the above parameters.
ﺑﺮاي ﺟﻮﺷﻜﺎري ﺳﻮﻳﭙﻮﻟﺖ ﻫﺎ ﻣﻘﺪار ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺎ اﺳﺘﻔﺎده از
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺎﻻﺗﺮ از آﻧﭽﻪ50 ﭘﺎراﻣﺘﺮﻫﺎي ﻣﺬﻛﻮر در ﺑﺎﻻ ﺑﺎﻳﺪ
. ذﻛﺮ ﺷﺪه ﺑﺎﺷﺪBS 5135 در
وﻗﺘﻲ ﻛﻪ ﺿﺨﺎﻣﺖ ﻫﺮﻳﻚ از ﻗﻄﻌﺎت ﻣﻮرد ﻧﻈﺮ ﺑﺮاي ﺟﻮﺷﻜﺎري از
درﺟﻪ100 ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﻪ ﻣﻘﺪار ﺣﺪاﻗﻞ، ﻣﻴﻠﻴﻤﺘﺮ ﺗﺠﺎوز ﻧﻤﺎﻳﺪ32
ﻧﺒﺎﻳﺪ اﺟﺎزه داده ﺷﻮد ﻛﻪ دﻣﺎي ﺑﻴﻦ.ﺳﺎﻧﺘﻴﮕﺮاد ﻻزم اﺳﺖ
ﭘﺎسﻫﺎي ﻣﻴﺎﻧﻲ ﺟﻮﺷﻜﺎري از ﺣﺪاﻗﻞ دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ )در
درﺟﻪ300 دﻣﺎي ﺑﻴﻦ ﭘﺎﺳﻲ ﻧﺒﺎﻳﺪ از.ﺻﻮرت ﻧﻴﺎز( ﻛﻤﺘﺮ ﺷﻮد
Preheating to a minimum temperature of 1000C
is required when the thickness of any one of the
sections to be welded exceeds 32 mm. The inter
pass temperature shall not be permitted to drop
below the minimum preheat temperature (if
required). The inter pass temperature shall not
be allowed to exceed 300°C.
(Add.)
()اﺿﺎﻓﻪ
.ﺳﺎﻧﺘﻴﮕﺮاد ﺑﻴﺸﺘﺮ ﺷﻮد
ﺗﻚ ﺑﻨﺪي3-1-11-7
7.11.1.3 Tack welding
Preheating for tack welding shall comply with
the general requirements (7.11.1.1).
ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺮاي ﺗﻚ ﺑﻨﺪي ﺑـﺎﻳـﺪ ﻣﻄﺎﺑﻖ اﻟﺰاﻣﺎت ﻋﻤﻮﻣﻲ ﺑﻨﺪ
.( ﺑﺎﺷﺪ1-1-11-7)
The material, over a zone 75 mm wide round the
position of the intended bridge tack and through
its full thickness, shall be heated to the required
temperature. For tack welding the minimum
preheating temperature shall be 500C above any
preheat temperature specified in the WPS for
production welding, with a maximum of300°C.
(Add.)
75 ﻣﻮاد ﻣﻮرد ﻧﻈﺮ ﺑﺮاي ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ در ﻧﺎﺣﻴﻪ اي ﺑﺎ ﻋﺮض
ﻣﻴﻠﻴﻤﺘﺮ دور ﺗﺎ دور ﻣﺤﻠﻲ ﻛﻪ ﻗﺮار اﺳﺖ ﺗﻚ ﺑﻨﺪي ﺻﻮرت ﮔﻴﺮد
ﺑﺮاي. ﺑﺎﻳﺪ ﺗﺎ دﻣﺎي ﻣﻮرد ﻧﻴﺎز ﺣﺮارت داده ﺷﻮد،ﻛﻞ ﺿﺨﺎﻣﺖ آن
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد50 ﺗﻚ ﺑﻨﺪي ﺣﺪاﻗﻞ دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﺑﺎﻳﺪ
ﺑﺎﻻﺗﺮ از دﻣﺎي ﭘﻴﺶ ﮔﺮﻣﻲ ﻣﺸﺨﺺ ﺷﺪه ﺑﺮاي ﺟﻮﺷﻬﺎي ﺗﻮﻟﻴﺪي
7.11.2 Post weld heat treatment (stress
relieving)
( ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﭘﺲ از ﺟﻮﺷﻜﺎري )ﺗﻨﺶ زداﺋﻲ2-11-7
The necessity for post weld heat treatment shall
be determined from the applicable equipment
design code or standard. In the absence of
specific requirements from such codes or
standards, the requirements of ASME B3 1.8
para 825 shall be followed.
ﻟﺰوم ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﭘﺲ از ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ در آﻳﻴﻦﻧﺎﻣﻪ ﻳﺎ
در ﺻﻮرت.اﺳﺘﺎﻧﺪارد ﻛﺎرﺑﺮدي ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻣﺸﺨﺺ ﺷﻮد
،ﻋﺪم وﺟﻮد اﻟﺰاﻣﺎت ﺧﺎص در ﭼﻨﻴﻦ آﻳﻴﻦﻧﺎﻣﻪﻫﺎ ﻳﺎ اﺳﺘﺎﻧﺪاردﻫﺎ
. ﺑﺎﻳﺪ رﻋﺎﻳﺖ ﺷﻮد825 ﭘﺎراﮔﺮافASME B 31.8 اﻟﺰاﻣﺎت
Stress relieving of welds in pipes of API Spec
5L Grades x60 and above, shall be carried out in
the range 560 - 600°C. Stress relieving of welds
in all other grades of carbon steel shall be
carried out in the range 580 -620°C. The
holding time shall be 2.5 minutes per millimeter
wall thickness, with a minimum time of one
hour. The heating and cooling rate shall be a
maximum of 300°C per hour.
وX60 ﮔﺮﻳﺪAPI Spec 5L ﺗﻨﺶ زداﺋﻲ ﺟﻮﺷﻬﺎ در ﻟﻮﻟﻪﻫﺎي
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﻧﺠﺎم ﺷﻮد600 ﺗﺎ560 ﺑﺎﻻﺗﺮ ﺑﺎﻳﺪ در ﻣﺤﺪوده
ﺗﻨﺶ زداﺋﻲ ﺟﻮﺷﻬﺎ در ﺳﺎﻳﺮ ﮔﺮﻳﺪﻫﺎي ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﺑﺎﻳﺪ در
زﻣﺎن ﺛﺎﺑﺖ. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﻋﻤﺎل ﮔﺮدد620 ﺗﺎ580 ﻣﺤﺪوده
دﻗﻴﻘﻪ ﺑﻪ ازاء ﻫﺮ ﻣﻴﻠﻴﻤﺘﺮ از ﺿﺨﺎﻣﺖ2/5 ﻧﮕﻬﺪاﺷﺘﻦ دﻣﺎ ﺑﺎﻳﺪ
ﺳﺮﻋﺖ ﮔﺮم ﻛﺮدن و ﺳﺮد. ﺑﺎ ﺣﺪاﻗﻞ زﻣﺎن ﻳﻚ ﺳﺎﻋﺖ ﺑﺎﺷﺪ،دﻳﻮاره
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد در ﻫﺮ ﺳﺎﻋﺖ ﺑﺎﺷﺪ300 ﻛﺮدن ﺑﺎﻳﺪ ﺣﺪاﻛﺜﺮ
Pipe ends shall be covered. when stressrelieving welds, to avoid draughts inside the
ﺑﻪ ﻣﻨﻈﻮر ﭘﺮﻫﻴﺰ از ﻋﺒﻮر ﻫﻮا از داﺧﻞ،در زﻣﺎن ﺗﻨﺶ زداﺋﻲ ﺟﻮش
()اﺿﺎﻓﻪ
30
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺎﺷﺪ300 و ﺣﺪاﻛﺜﺮ ﺗﺎWPS در
Nov. 2009 / 1388 آﺑﺎن
pipe. Threads and gasket surfaces shall be
protected from oxidation during heat treatment,
if there is no subsequent machining operation
which will remove any damage.
IPS-C-PI-270(2)
ﺳﻄﻮح رزوهﻫﺎ و واﺷﺮ. دو ﺳﺮ ﻟﻮﻟﻪ ﺑﺎﻳﺪ در ﭘﻮش داﺷﺘﻪ ﺑﺎﺷﻨﺪ،ﻟﻮﻟﻪ
در ﺻﻮرﺗﻲ ﻛﻪ ﻣﺎﺷﻴﻦ ﻛﺎري ﻣﺠﺪد ﺑﺮاي رﻓﻊ ﻫﺮ ﮔﻮﻧﻪ آﺳﻴﺐ ﻻزم
ﺑﺎﻳﺪ در ﺿﻤﻦ ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ از اﻛﺴﻴﺪه ﺷﺪن ﻣﺤﺎﻓﻈﺖ،ﻧﺒﺎﺷﺪ
.ﮔﺮدﻧﺪ
ﺑﻪ ﻣﻨﻈﻮر اﻧﺪازهﮔﻴﺮي ﻗﺎﺑﻞ اﻃﻤﻴﻨﺎن دﻣﺎ ﺗﻌﺪاد ﻛﺎﻓﻲ از
در ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ.ﺗﺮﻣﻮﻛﻮﭘﻞﻫﺎ ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
اﻳﻨﭻ( ﻳﻚ ﺗﺮﻣﻮﻛﻮﭘﻞ ﻛﺎﻓﻲ ﺑﻪ8) 200 اﺳﻤﻲ ﻛﻤﺘﺮ از ﻗﻄﺮ اﺳﻤﻲ
اﻳﻨﭻ( ﺗﺎ ﻗﻄﺮ8) 200 ﺑﺮاي ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ،ﻧﻈﺮ ﻣﻲرﺳﺪ
اﻳﻨﭻ( ﺑﺎﻳﺪ ﺣﺪاﻗﻞ از دو ﻋﺪد ﺗﺮﻣﻮﻛﻮﭘﻞ ﺑﻪ ﻓﺎﺻﻠﻪ20) 500 اﺳﻤﻲ
و ﺑﺮاي ﻟﻮﻟﻪﻫــﺎي ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ، درﺟﻪ ﺑﻴﻦ آﻧﻬﺎ اﺳﺘﻔﺎده ﻛﺮد180
اﻳﻨﭻ( ﺣﺪاﻗﻞ ﺑﺎﻳﺪ ﺳﻪ ﺗﺮﻣﻮﻛﻮﭘﻞ ﺑﻪ ﻓﺎﺻﻠﻪ20) 500 ﺑﺎﻻﺗﺮ از
ﺗﺤﺖ ﻫﻴﭻ ﺷﺮاﻳﻄﻲ ﻧﺒﺎﻳﺪ ﻓﺎﺻﻠﻪ. درﺟﻪ ﺑﻴﻦ آﻧﻬﺎ ﻣﻮﺟﻮد ﺑﺎﺷﺪ120
ﻣﻴﻠﻴﻤﺘﺮ اﻧﺪازهﮔﻴﺮي ﺷﺪه در اﻣﺘﺪاد800 دو ﺗﺮﻣﻮﻛﻮﭘﻞ ﺑﻴﺸﺘﺮ از
.ﻣﺤﻴﻂ ﻟﻮﻟﻪ ﺑﺎﺷﺪ
وWPS روش ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﭘﺲ از ﺟﻮﺷﻜﺎري ﻫﻤﺮاه ﺑﺎ ﻣﺪارك
ﻗﺒﻞ از ﺷﺮوع ﻛﺎر ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر ﺗﺄﻳﻴﺪ ﺑﻪ ﻛﺎرﻓﺮﻣﺎ اراﺋﻪWPQT
A sufficient number of thermocouples shall be
used in order to give a reliable temperature
measurement. On pipe less than 8 inches
nominal diameter, one thermocouple is regarded
as sufficient; those- with a diameter of DN 200
(NPS 8) to DN 500 (NPS 20) shall have at least
two at 180 degrees between each other, and pipe
with a diameter of above DN 500 (NPS 20)
shall have at least three thermocouples at 120
degrees between each other. In no circumstance
shall the distance between two thermocouples
be greater than 800 mm, measured around the
pipe circumference.
Post weld heat treatment procedures shall be
submitted to the Company for approval along
with the WPS and WPQT record, prior to the
commencement of work.
(Add.)
()اﺿﺎﻓﻪ
.ﮔﺮدد
ﻓﺎﺻﻠﻪ ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ12-7
7.12 Separation of Girth Welds
The minimum allowable distance between girth
welds shall be the external diameter of the pipe
or 500 mm, whichever is the larger.
ﺣﺪاﻗﻞ ﻓﺎﺻﻠﻪ ﻣﺠﺎز ﺑﻴﻦ ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ ﺑﺎﻳﺪ ﺑﺮاﺑﺮ ﻗﻄﺮ ﺧﺎرﺟﻲ
. ﺑﺎﺷﺪ، ﻣﻴﻠﻴﻤﺘﺮ ﻫﺮﻛﺪام ﻛﻪ ﺑﻴﺸﺘﺮ اﺳﺖ500 ﻟﻮﻟﻪ ﻳﺎ
Branches, fittings and attachments shall be sited
away from other welds on the pipeline.
اﺗﺼﺎﻻت و ﻣﻠﺤﻘﺎت ﺑﺎﻳﺪ دور از ﺳﺎﻳﺮ ﺟﻮﺷﻬﺎي ﺧﻂ ﻟﻮﻟﻪ،اﻧﺸﻌﺎﺑﺎت
.ﻧﺼﺐ ﺷﻮﻧﺪ
:ﺣﺪاﻗﻞ ﻓﺎﺻﻠﻪ ﺑﺎﻳﺪ ﺑﻴﺸﺘﺮﻳﻦ ﻣﻘﺎدﻳﺮ زﻳﺮ ﺑﺎﺷﺪ
The minimum separation shall be the greater of :
1) A diameter of Branch/Fittings;
( ﻗﻄﺮ اﻧﺸﻌﺎب ﻳﺎ اﺗﺼﺎﻻت؛1
2) Six (6) times wall thickness of thickest
component;
3) 150 mm.
(Add.)
7.13 Control of Welding
During Production Welding
( ﺑﺮاﺑﺮ ﺿﺨﺎﻣﺖ دﻳﻮاره ﺿﺨﻴﻢﺗﺮﻳﻦ ﻗﻄﻌﻪ؛6) ( ﺷﺶ2
()اﺿﺎﻓﻪ
. ﻣﻴﻠﻴﻤﺘﺮ150 (3
ﻛﻨﺘﺮل ﻣﻮاد ﻣﺼﺮﻓﻲ ﺟﻮﺷﻜﺎري در ﺣﻴﻦ13-7
Consumables
ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي
Ovens or storage cabinets with automatic heat
controls and temperature read out equipment
shall be provided to maintain low hydrogen
welding electrodes and welding flux at the
required temperature.
ﻛﻮرهﻫﺎ ﻳﺎ ﺟﻌﺒﻪﻫﺎي اﻧﺒﺎرش ﺑﺮاي ﻧﮕﻬﺪاري اﻟﻜﺘﺮودﻫﺎي
ﺟﻮﺷﻜﺎري ﺑﺎ ﻫﻴﺪروژن ﭘﺎﻳﻴﻦ و روانﺳﺎز ﺟﻮﺷﻜﺎري در دﻣﺎي ﻣﻮرد
ﻧﻴﺎز ﻣﺠﻬﺰ ﺑﻪ دﺳﺘﮕﺎﻫﻬﺎي ﺧﻮدﻛﺎر ﻛﻨﺘﺮل ﺣﺮارت و ﺧﻮاﻧﺪن دﻣﺎ
.ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﻮﻧﺪ
ﺗﻤﺎم اﻟﻜﺘﺮودﻫﺎي ﺑﺎ ﻫﻴﺪروژن،ﭘﺲ از درآوردن اﻟﻜﺘﺮود از ﻛﻮره
ﭘﺎﻳﻴﻦ ﺑﺎﻳﺪ در ﻳﻚ ﺟﻌﺒﻪ اﻧﺒﺎرش و ﻳﺎ ﻗﻮﻃﻲ ﻣﺨﺼﻮص ﻧﮕﻬﺪاري
ﺧﺮوج اﻟﻜﺘﺮود ﺑﺎ. ﻫﻴﭻ اﻟﻜﺘﺮودي ﻧﺒﺎﻳﺪ در ﻣﻌﺮض ﻫﻮا ﺑﺎﺷﺪ.ﺷﻮد
ﻫﻴﺪروژن ﭘﺎﻳﻴﻦ از ﺟﻌﺒﻪ اﻧﺒﺎرش ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي ﻛﻨﺘﺮل ﺷﻮد ﻛﻪ در
.ﻓﺎﺻﻠﻪ زﻣﺎﻧﻲ ﭼﻬﺎرﺳﺎﻋﺖ ﭘﺲ از ﺧﺮوج ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
After removal from an oven, all low-hydrogen
electrodes shall be kept in a storage cabinet or
quiver. No electrodes shall be left exposed to
the atmosphere. Issue of low-hydrogen
electrodes from the storage cabinet shall be
controlled so that all electrodes are used within
four hours of issue.
31
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﺑــﻪ ﻣﻨﻈﻮر ﺣﻔﻆ ﻣﻘﺪار ﻛــﻢ ﻫﻴﺪروژن ﻃﺒﻖ آن ﭼــﻪ در ﺑﻨﺪ
اﻟﻜﺘﺮودﻫﺎ ﺑﺎﻳﺪ ﺑﻼﻓﺎﺻﻠﻪ ﻗﺒﻞ از،( ﻣﺸﺨﺺ ﺷﺪه اﺳﺖ1-2-2-4)
درﺟﻪ300 (±30) اﺳﺘﻔﺎده ﺑﻪ ﻣﺪت ﻳﻚ ﺳﺎﻋﺖ در دﻣﺎي
در.ﺳﺎﻧﺘﻴﮕﺮاد ﻃﺒﻖ ﺗﻮﺻﻴﻪﻫﺎي ﺳﺎزﻧﺪه اﻟﻜﺘﺮود ﭘﺨﺘﻪ ﺷﻮﻧﺪ
ﺻﻮرﺗﻲ ﻛـﻪ اﻳﻦ ﻧﻮع اﻟﻜﺘﺮودﻫــﺎ ﺑﻼﻓﺎﺻﻠﻪ ﻗﺒﻞ از اﺳﺘﻔﺎده از
ﻣﻲﺗﻮان از اﻟﺰام ﻓﻮق،ﺑﺴﺘﻪﻫﺎي ﻣﺤﻜﻢ و ﺳﺮﺑﺴﺘﻪ درآورده ﺷﻮﻧﺪ
، ﻛﺎرﺗﻦﻫﺎﻳﻲ ﻛﻪ در ﭘﻼﺳﺘﻴﻚ ﭘﻴﭽﻴﺪه ﺷﺪهاﻧﺪ.ﺻﺮﻓﻨﻈﺮ ﻧﻤﻮد
.ﺑﺴﺘﻪﻫﺎي ﻣﺤﻜﻢ و ﺳﺮﺑﺴﺘﻪ ﺑﻪ ﺣﺴﺎب ﻧﻤﻲآﻳﻨﺪ
ﻣﻲﺗﻮان اﻟﻜﺘﺮودﻫﺎ را ﺟﻬﺖ،ﭘﺲ از ﺧﺸﻚ ﻛﺮدن ﻃﺒﻖ ﺷﺮح ﺑﺎﻻ
درﺟﻪ150 ﻧﮕﻬﺪاري ﺑﻪ ﻳﻚ ﺟﻌﺒﻪ اﻧﺒﺎرش واﺳﻄﻪ ﺑﺎ دﻣﺎي ﺗﻘﺮﻳﺒﻲ
ﺑﻪ ﻣﺤﺾ درآوردن اﻟﻜﺘﺮودﻫﺎ از اﻧﺒﺎر ﻳﺎ ﻣﺤﻞ.ﺳﺎﻧﺘﻴﮕﺮاد اﻧﺘﻘﺎل داد
ﺑﺎﻳﺪ در ﻣﻘﺎدﻳﺮ ﻛﻢ در ﻳﻚ ﻗﻮﻃﻲ ﻣﺨﺼﻮص ﺑﺎ،ﺧﺸﻚ ﻛﺮدن
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﻧﺘﻘﺎل داده و در ﻣﺪت ﭼﻬﺎر70 ﺣﺪاﻗﻞ دﻣﺎي
.ﺳﺎﻋﺖ اﺳﺘﻔﺎده ﻧﻤﻮد
اﻟﻜﺘﺮودﻫﺎي اﺳﺘﻔﺎده ﻧﺸﺪه در اﻳﻦ ﻣﺪت ﭼﻬﺎر ﺳﺎﻋﺖ ﻳﺎ آﻧﻬﺎﻳﻲ ﻛﻪ
ﺑﺎﻳﺪ،ﺑﻪ دﻻﻳﻠﻲ در ﻣﻌﺮض ﺷﺮاﻳﻂ ﻧﺎﺳﺎزﮔﺎر ﻣﺤﻴﻄﻲ ﻗﺮار ﮔﺮﻓﺘﻪاﻧﺪ
اﮔﺮ اﻟﻜﺘﺮودﻫﺎ در ﻣﺪت ﭼﻬﺎر.ﻃﺒﻖ ﺷﺮاﻳﻂ ﺑﺎﻻ دوﺑﺎره ﭘﺨﺘﻪ ﺷﻮﻧﺪ
ﺑﺎﻳﺪ دور رﻳﺨﺘﻪ،ﺳﺎﻋﺖ ﺑﻌﺪ از ﭘﺨﺖ دوم ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﻧﮕﻴﺮﻧﺪ
To maintain the low hydrogen content as
specified in (4.2.2.1), electrodes shall be baked
immediately before use at 300°C (± 30°C) for
one hour or in accordance with Manufacturers
recommendations. This requirement may be
waived when the electrodes are removed from
an hermetically sealed package immediately
before use. Plastic wrapped cartons are not
considered to be hermetically sealed.
After drying as described above, electrodes may
be transferred to an intermediate storage cabinet
maintained at approximately 150°C. Upon
removal from such drying or storage the
electrodes shall be transferred in small numbers
to heated quivers with a minimum temperature
of 70°C and used within 4 hours.
Electrodes not used within 4 hours, or for some
reason exposed to adverse atmospheric
conditions, shall be baked again in accordance
with the above conditions. Electrodes may be
baked twice only. If these electrodes are not
used within four hours after the second baking
treatment, they shall be discarded.
(Add.)
()اﺿﺎﻓﻪ
.ﺷﻮﻧﺪ
وﻗﻔﻪ ﺟﻮﺷﻜﺎري14-7
7.14 Weld Interruption
The deposition of each weld shall generally be a
continuous operation. However, in the case that
welding must be discontinued, this shall not
take place before at least the root and hot passes
are completed.
.رﺳﻮب ﮔﺬاري ﻫﺮ ﺟﻮش ﻋﻤﻮﻣﺎً ﺑﺎﻳﺪ ﻳﻚ ﻋﻤﻠﻴﺎت ﻣﺴﺘﻤﺮ ﺑﺎﺷﺪ
اﻳﻦ ﻋﻤﻞ،ﺑﻬﺮﺣﺎل در ﺣﺎﻟﻲ ﻛﻪ ﻻزم اﺳﺖ ﺟﻮﺷﻜﺎري ﻣﺘﻮﻗﻒ ﺷﻮد
اﻧﺠﺎم،ﻧﺒﺎﻳﺪ ﺣﺪاﻗﻞ ﻗﺒﻞ از ﺗﻜﻤﻴﻞ ﭘﺎس ﻫﺎي اول و دوم ﺟﻮش
.ﭘﺬﻳﺮد
Before resumption of welding, the joint shall be
reheated to a temperature within the inter pass
temperature. Interrupted welds shall be
inspected by radiographic examination in
accordance with (11.1).
(Add.)
ﻣﺤﻞ اﺗﺼﺎل ﺑﺎﻳﺪ در ﻣﺤﺪوده دﻣﺎي،ﻗﺒﻞ از ﺳﺮﮔﻴﺮي ﺟﻮﺷﻜﺎري
ﺟﻮﺷﻬﺎي ﻣﺘﻮﻗﻒ ﺷﺪه ﺑﺎﻳﺪ ﻃﺒﻖ ﺑﻨﺪ.ﺑﻴﻦ ﭘﺎﺳﻲ ﭘﻴﺶ ﮔﺮم ﺷﻮد
.( ﺑﺎ آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري ﺗﺤﺖ ﺑﺎزرﺳﻲ ﻗﺮار ﮔﻴﺮﻧﺪ1-11)
()اﺿﺎﻓﻪ
ﻇﺎﻫﺮ ﺟﻮش15-7
7.15 Weld Finishing
ﺑﺎﻳﺪ ﺑﺎﻗﻲ ﺑﻤﺎﻧﺪ و ﻧﺒﺎﻳﺪ،ﺟﻮش ﻫﻤﺎﻧﻄﻮر ﻛﻪ ﺟﻮﺷﻜﺎري ﺷﺪه اﺳﺖ
ﻣﮕﺮ آن،ﺑﺎ ﺷﻌﻠﻪ ﻣﺸﻌﻞ ﻳﺎ ﻫﺮ وﺳﻴﻠﻪ ﻣﻜﺎﻧﻴﻜﻲ ﻇﺎﻫﺮ آن ﺗﻐﻴﻴﺮ ﻳﺎﺑﺪ
ﺟﻮش ﻧﺒﺎﻳﺪ ﻣﻮرد. ﺗﻌﻴﻴﻦ ﮔﺮدﻳﺪه اﺳﺖWPS ﺗﻤﻴﺰﻛﺎري ﻛﻪ در
Welds shall be left as welded and shall not be
treated with a flame torch or by any mechanical
means to change their appearance, other than the
cleaning defined in the WPS. Welds shall not be
peened.
(Add.)
()اﺿﺎﻓﻪ
.ﺿﺮﺑﻪ زدن ﻗﺮار ﮔﻴﺮد
ﭘﺮداﺧﺖ ﺳﻄﺢ16-7
7.16 Surface Finishing
ﺗﻤﺎم ﺳﻄﻮح ﻣﺠﺎور آن ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر،ﭘﺲ از ﺗﻜﻤﻴﻞ ﺟﻮﺷﻜﺎري
و ﻛﻠﻴﻪ،اﻣﻜﺎن ﺑﺎزرﺳﻲ ﺑﺎ ﭘﺮﺗﻮﻧﮕﺎري ﻳﺎ ﻣﺎوراء ﺻﻮت ﺗﻤﻴﺰ ﺷﻮﻧﺪ
روﺷﻬﺎي.ﺑﺮآﻣﺪﮔﻲﻫﺎ و ﺳﺎﻳﺮ ﻋﻼﻳﻢ زﻳﺎنآور ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
.ﺗﻤﻴﺰﻛﺎري ﺑﺎﻳﺪ در ﻧﻘﺸﻪﻫﺎ ﻳﺎ روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﻣﺸﺨﺺ ﺷﻮﻧﺪ
When welding is completed, all surfaces
adjacent to the welds shall be cleaned to allow
proper radiographic or ultrasonic inspection, and
to remove all detrimental burrs and other marks.
Cleaning procedures shall be indicated on the
welding procedures or drawings. Any damage
shall be rectified prior to NDT.
(Add.)
()اﺿﺎﻓﻪ
32
. ﺑﺮﻃﺮف ﺷﻮﻧﺪNDT ﻫﺮ ﻧﻮع ﺻﺪﻣﻪ ﺑﺎﻳﺪ ﻗﺒﻞ از
Nov. 2009 / 1388 آﺑﺎن
8. INSPECTION AND
PRODUCTION WELDS
TESTING
IPS-C-PI-270(2)
ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺸﺎت ﺟﻮﺷﻬﺎي ﺗﻮﻟﻴﺪي-8
OF
8.2 Methods of Inspection
روﺷﻬﺎي ﺑﺎزرﺳﻲ2-8
Change the number and heading of the existing
section to:
:ﺷﻤﺎره و ﻋﻨﻮان ﺑﺨﺶ ﻣﻮﺟﻮد را ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻐﻴﻴﺮ دﻫﻴﺪ
ﻋﻤﻮﻣﻲ1-2-8
8.2.1 General
:ﺟﻤﻠﻪ ﻫﺎي زﻳﺮ را ﺣﺬف ﻧﻤﺎﺋﻴﺪ
، ﭘﻴﻮﺳﺖ اﻟﻒ، اﻧﺘﺨﺎب ﻛﺎرﻓﺮﻣﺎ، ﻳﺎ9 ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺑﺮاﺳﺎس ﻗﺴﻤﺖ
در ﺣﺎﻟﺖ دوم ﺑﺮاي ﺗﻌﻴﻴﻦ اﻧﺪازه ﻋﻴﺐ.ﻣﻮرد ارزﻳﺎﺑﻲ ﻗﺮار ﮔﻴﺮﻧﺪ
.ﺑﺎزرﺳﻲ ﮔﺴﺘﺮدهﺗﺮي ﻣﻮرد ﻧﻴﺎز اﺳﺖ
Delete the following sentences:
The welds shall be evaluated on the basis of
either Section 9 or, at the Company’s option, the
Appendix A. In the latter case more extensive
inspection to determine the flaw size is required.
:ﺑﺎ ﺟﻤﻠﻪ زﻳﺮ ﺟﺎﻳﮕﺰﻳﻦ ﻧﻤﺎﻳﻴﺪ
. ارزﻳﺎﺑﻲ ﺷﻮﻧﺪ9 ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺑﺮاﺳﺎس اﻟﺰاﻣﺎت ﺑﺨﺶ
Replace by the following:
The welds shall be evaluated on the basis of
Section 9 requirements.
:ﭘﺎرﮔﺮاف زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
ﺑﺎﻳﺪ ﺗﻬﻴﻪ11 ﻃﺒﻖ اﻟﺰاﻣﺎت ﻗﺴﻤﺖNDT روﺷﻬﺎي ﻧﻮﺷﺘﻪ ﺷﺪه
ٌ ﺗﻤﺎم ﻋﻤﻠﻴﺎت ﺑﺎﻳﺪ ﻧﻬﺎﻳﺘﺎ. اراﺋﻪ ﺷﻮﻧﺪ،ﺷﺪه و ﺑﺮاي ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ
.ﻃﺒﻖ اﻳﻦ روﺷﻬﺎ روي ﺟﻮﺷﻬﺎ اﺟﺮا ﺷﻮﻧﺪ
Add the following:
Written NDT procedures as required in Section
11 shall be prepared and submitted to the
Company for approval. All operations shall be
performed in accordance with these procedures
on welds in their final condition.
()اﺻﻼح
Add the following paragraphs 8.2.2 to 8.2.4:
(Mod.)
. اﺿﺎﻓﻪ ﺷﻮﻧﺪ4-2-8 ﺗﺎ2-2-8 ﭘﺎراﮔﺮافﻫﺎي
آزﻣﺎﻳﺸﺎت ﭘﺮﺗﻮﻧﮕﺎري2-2-8
8.2.2 Radiographic examination
All radiographic examinations shall be carried
out in accordance with the methods described in
Section 11.
ﺗﻤﺎم آزﻣﺎﻳﺸﺎت ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﻃﺒﻖ روﺷﻬﺎي ﺗﻮﺿﻴﺢ داده ﺷﺪه
. اﺿﺎﻓﻪ ﺷﻮﻧﺪ11 در ﺑﺨﺶ
For the purposes of this standard, radiography
means the use of X-ray examination. Gammaray examination may be used only with the
approval of the Company. For gamma-ray
examination, film type 1, as defined in
(11.1.2.2) shall be used.
x ﭘﺮﺗﻮﻧﮕﺎري ﺑﻪ ﻣﻌﻨﺎي آزﻣﺎﻳﺶ ﺑﺎ ﭘﺮﺗﻮ،از دﻳﺪﮔﺎه اﻳﻦ اﺳﺘﺎﻧﺪارد
The radiographs shall be free from
imperfections due to processing or other defects
which could interfere with interpretation.
Radiographs shall be judged in accordance with
Section 9.3.
ﺗﺼﺎوﻳﺮ ﺑﺎﻳﺪ ﻋﺎري از ﻋﻴﻮب ﻧﺎﺷﻲ از ﻇﻬﻮر ﻳﺎ ﺳﺎﻳﺮ ﻋﻴﻮﺑﻲ ﻛﻪ ﺗﻔﺴﻴﺮ
ﻣﻮرد3-9 ﺗﺼﺎوﻳﺮ ﺑﺎﻳﺪ ﻃﺒﻖ ﺑﺨﺶ. ﺑﺎﺷﻨﺪ،را دﭼﺎر ﻣﺸﻜﻞ ﻧﻤﺎﻳﻨﺪ
.ﻗﻀﺎوت ﻗﺮار ﮔﻴﺮﻧﺪ
Radiography shall be supplemented by
ultrasonic testing and magnetic particle testing
where there is reason to suspect planar defects
such as cracks or lack of fusion.
(Add.)
درﺟﺎﻳﻲ ﻛﻪ ﻣﻈﻨﻮن ﺑﻪ اﻳﺮادﻫﺎي دوﺑﻌﺪي ﻣﺜﻞ ﺗﺮﻛﻬﺎ ﻳﺎ ﻋﺪم
ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﺑﺎ آزﻣﺎﻳﺸﺎت ﻣﺎوراء ﺻﻮت و ذرات،آﻣﻴﺨﺘﮕﻲ ﺷﻮﻳﻢ
ﻓﻘﻂ ﺑﺎ ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ ﻣﻲﺗﻮان آزﻣﺎﻳﺶ ﺑﺎ ﭘﺮﺗﻮ ﮔﺎﻣﺎ ﻣﻲ.ﻣﻲﺑﺎﺷﺪ
ﺑﺮاي آزﻣﺎﻳﺶ ﺑﺎ ﭘﺮﺗﻮ ﮔﺎﻣﺎ ﺑﺎﻳﺪ از.ﺗﻮاﻧﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
.( اﺳﺘﻔﺎده ﻧﻤﻮد2-2-1-11) ﺗﻮﺿﻴﺢ داده ﺷﺪه در ﺑﻨﺪ1 ﻓﻴﻠﻢ ﻧﻮع
()اﺿﺎﻓﻪ
33
.ﻣﻐﻨﺎﻃﻴﺴﻲ ﺷﻮﻧﺪه ﺗﻜﻤﻴﻞ ﮔﺮدد
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت3-2-8
8.2.3 Ultrasonic examination
In addition to radiography, a limited ultrasonic
examination shall be made in the case of the use
of mechanized or semi-automatic GMAW
techniques. The minimum extent of ultrasonic
examination shall be 25 percent of the first 100
production welds of the same type with 5
percent of similar welds selected at random
thereafter.
در ﺻﻮرت اﺳﺘﻔﺎده از روﺷﻬﺎي ﺟﻮﺷﻜﺎري ﻣﻜﺎﻧﻴﺰه ﻳﺎ ﻧﻴﻤﻪ ﺧﻮدﻛﺎر
ﻋﻼوه ﺑﺮ ﭘﺮﺗﻮﻧﮕﺎري آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت ﺑﻪ ﻣﻴﺰانGMAW
25 ﺣﺪاﻗﻞ ﻣﻘﺪار آزﻣﺎﻳﺶ ﻣﺎورأ ﺻﻮت ﺑﺎﻳﺪ.ﻣﺤﺪود ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد
درﺻﺪ5 ﺟﻮش ﺗﻮﻟﻴﺪي از ﻫﻤﺎن ﻧﻮع ﻫﻤﺮاه ﺑﺎ100 درﺻﺪ از اوﻟﻴﻦ
.ﺟﻮﺷﻬﺎي ﻣﺸﺎﺑﻪ اﻧﺘﺨﺎب ﺷﺪه ﺑﺎ روش اﻧﺘﺨﺎب اﺗﻔﺎﻗﻲ ﺑﻌﺪي ﺑﺎﺷﺪ
Ultrasonic examination may be used instead of
radiographic examination if the wall thicknesses
is equal to or greater than 12 mm and with the
approval of the Company. The method shall be
selected such that the progress of the
construction is not affected. For pipeline girth
welds, only mechanized ultrasonic techniques
which provide a permanent registration of the
results of the examination (hard-copy) shall be
used.
ﻣﻴﻠﻴﻤﺘﺮ ﺑﻮده و12 اﮔﺮ ﺿﺨﺎﻣﺖ دﻳﻮاره ﻟﻮﻟﻪ ﺑﺮاﺑﺮ ﻳﺎ ﺑﻴﺸﺘﺮ از
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت ﻣﻲﺗﻮاﻧﺪ ﺑﻪ ﺟﺎي،ﻛﺎرﻓﺮﻣﺎ ﺗﺄﻳﻴﺪ ﻧﻤﺎﻳﺪ
روش ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي.آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
ﺑﺮاي.اﻧﺘﺨﺎب ﺷﻮد ﻛﻪ ﺑﻪ ﭘﻴﺸﺮﻓﺖ ﻋﻤﻠﻴﺎت اﺟﺮاﻳﻲ اﺛﺮ ﻧﮕﺬارد
ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ ﺧﻂ ﻟﻮﻟﻪ ﻓﻘﻂ ﺑﺎﻳﺪ روﺷﻬﺎي ﻣﻜﺎﻧﻴﺰه ﻣﺎوراء
ﺻﻮت داراي ﻧﺘﺎﻳﺞ آزﻣﺎﻳﺶ ﺛﺒﺖ ﺷﺪه داﻳﻤﻲ )ﻧﺴﺨﻪ ﭼﺎﭘﻲ( ﻣﻮرد
.اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
All ultrasonic examinations shall be carried out
in accordance with the methods described in
(11.4) Acceptance criteria shall be in
accordance with (9.6).
(Add.)
ﺗﻤﺎم آزﻣﺎﻳﺸﺎت ﻣﺎوراء ﺻﻮت ﺑﺎﻳﺪ ﻃﺒﻖ روﺷﻬﺎي ﺗﻮﺿﻴﺢ داده ﺷﺪه
(6-9) ﻣﻌﻴﺎر ﭘﺬﻳﺮش ﺑﺎﻳﺪ ﻃﺒﻖ ﺑﻨﺪ.( اﻧﺠﺎم ﺷﻮد4-11) در ﺑﻨﺪ
()اﺿﺎﻓﻪ
.ﺑﺎﺷﺪ
ﻣﻘﻄﻊ زدن ﺟﻮﺷﻬﺎ4-2-8
8.2.4 Sectioning of welds
ﻛﺎرﻓﺮﻣﺎ ﺑﺎﻳﺪ اﻳﻦ ﺣﻖ را داﺷﺘﻪ ﺑﺎﺷﺪ ﺗﺎ در ﻫﺮ ﻣﺮﺣﻠﻪ از ﺟﻮﺷﻜﺎري
درﺧﻮاﺳﺖ ﺗﻬﻴﻪ ﻳﻚ ﻧﻤﻮﻧﻪ ﺑﺮاي آزﻣﺎﻳﺶ،ﺗﻮﻟﻴﺪي ﻣﻌﻤﻮﻟﻲ
ﺑﻬﻤﻴﻦ ﻧﺤﻮ زﻣﺎﻧﻲ ﻛﻪ آزﻣﺎﻳﺸﺎت.ﻣﺘﺎﻟﻮرژﻳﻜﻲ ﻓﻠﺰ ﺟﻮش را ﺑﻨﻤﺎﻳﺪ
ﻛﺎرﻓﺮﻣﺎ ﺑﺎﻳﺪ اﻳﻦ. ﻧﺘﻮاﻧﺪ اﺟﺮا ﺷﻮد و ﻳﺎ ﻧﺘﺎﻳﺞ ﻏﻴﺮﻗﻄﻌﻲ ﺑﺪﻫﺪNDT
ﺣﻖ را داﺷﺘﻪ ﺑﺎﺷﺪ ﻛﻪ ﻟﻮﻟﻪ ﻫﻤﺮاه ﺑﺎ ﺟﻮش را ﻣﻘﻄﻊ زده و ﺑﺮاي
ﺑﻪ دﻧﺒﺎل آن ﺑﺎﻳﺪ آزﻣﺎﻳﺶ ﻣﻜﺎﻧﻴﻜﻲ ﻃﺒﻖ.آزﻣﺎﻳﺶ آﻣﺎده ﻧﻤﺎﻳﺪ
. اﺟﺮا ﮔﺮدد،( ﻫﺮﻛﺪام ﻛﻪ ﻣﻨﺎﺳﺐﺗﺮ ﺑﺎﺷﺪ8-5) ( ﻳﺎ6-5) ﺑﻨﺪﻫﺎي
The Company shall have the right to request a
test weld to be made at any stage during normal
production welding to allow a metallurgical
examination of the deposited weld. Similarly,
when NDT cannot be carried out or gives
inconclusive results, the Company shall have
the right to have a pipe section, including the
weld, cut out and removed for testing.
Subsequent mechanical testing shall be carried
out in accordance with (5.6) or (5.8) as
appropriate.
(Add.)
()اﺿﺎﻓﻪ
ﮔﻮاﻫﻴﻨﺎﻣﻪ ﻣﺘﺼﺪﻳﺎن آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب4-8
8.4 Certification of Non-Destructive Testing
Personnel
8.4.1 Procedures
روﺷﻬﺎ1-4-8
Non-destructive testing personnel shall be
certified
in
accordance
with
ASNT
Recommended Practice SNT-TC-IA for the test
method used or an equivalent certification
scheme approved by the Company. Only level II
or III personnel shall interpret the test results.
(Sub.)
ﻣﺘﺼﺪﻳﺎن آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب ﺑﺎﻳﺪ ﻃﺒﻖ روش ﻋﻤﻠﻲ ﺗﻮﺻﻴﻪ ﺷﺪه
ﺑﺮاي روش آزﻣﺎﻳﺶ اﺳﺘﻔﺎده ﺷﺪه ﮔﻮاﻫﻲASNT SNT-TC-IA
ﻓﻘﻂ ﻣﺘﺼﺪﻳﺎن. ﻣﻮرد ﺗﺄﻳﻴﺪ ﻗﺮار ﮔﻴﺮﻧﺪ،ﻣﻌﺎدل ﻣﻮرد ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ
. ﺑﺎﻳﺪ ﻧﺘﺎﻳﺞ آزﻣﺎﻳﺶ را ﺗﻔﺴﻴﺮ ﻧﻤﺎﻳﻨﺪIII ﻳﺎII ﺳﻄﺢ
()ﺟﺎﻳﮕﺰﻳﻦ
وﺳﻌﺖ ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ5-8
8.5 Extent of Inspection and Testing
ﺑﺎزرﺳﻲ ﻗﺒﻞ از ﺟﻮﺷﻜﺎري1-5-8
8.5.1 Pre-welding inspection
،ﺗﻤﺎم ﻣﻮادي ﻛﻪ ﺑﺎﻳﺪ ﺟﻮش داده ﺷﻮﻧﺪ از ﻧﻈﺮ ﻋﻴﻮب ﺳﻄﺤﻲ
All materials to be welded shall be subjected to
34
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
visual inspection for surface defects,
laminations, etc. for compliance with the
requirements in the relevant line pipe or fitting
specification.
و ﻧﻈﺎﻳﺮ آن ﺑﻪ ﻣﻨﻈﻮر ﺗﻄﺒﻴﻖ ﺑﺎ اﻟﺰاﻣﺎت آﻣﺪه در ﻣﺸﺨﺼﺎت،ﺗﻮرق
.ﻓﻨﻲ ﻟﻮﻟﻪ و اﺗﺼﺎﻻت ﻣﺮﺑﻮﻃﻪ ﺑﺎﻳﺪ ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ ﺷﻮﻧﺪ
All weld preparations and repaired preparations
shall be inspected visually.
ﺗﻤﺎم آﻣﺎده ﺳﺎزيﻫﺎي ﺟﻮﺷﻜﺎري و ﺗﻌﻤﻴﺮات ﺑﺎﻳﺪ ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ
.ﺷﻮﻧﺪ
Edge preparations for tie-in welds shall also
receive magnetic particle examination. See
(11.2) and (9.4).
(Add.)
آﻣﺎده ﺳﺎزي ﻟﺒﻪﻫﺎ ﺑﺮاي ﺟﻮﺷﻬﺎي اﺗﺼﺎل ﻧﻬﺎﻳﻲ ﺑﺎﻳﺪ ﺑﺎ ذرات
.( ﻣﻼﺣﻈﻪ ﺷﻮﻧﺪ4-9) ( و2-11) ﺑﻨﺪ.ﻣﻐﻨﺎﻃﻴﺴﻲ آزﻣﺎﻳﺶ ﺷﻮﻧﺪ
()اﺿﺎﻓﻪ
ﺑﺎزرﺳﻲ ﺿﻤﻦ ﺟﻮﺷﻜﺎري2-5-8
8.5.2 Inspection during welding
WPS در ﺿﻤﻦ ﺟﻮﺷﻜﺎري ﺗﻮﻟﻴﺪي ﻋﻮاﻣﻞ ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﻃﺒﻖ
During production welding the welding
parameters shall be checked against the WPS.
(Add.)
()اﺿﺎﻓﻪ
.ﺑﺮرﺳﻲ ﺷﻮﻧﺪ
ﺑﺎزرﺳﻲ ﺑﻌﺪ از ﺟﻮﺷﻜﺎري3-5-8
8.5.3 Inspection after welding
، ﺣﻔﺮهﻫﺎ،ﺗﻤﺎم ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ ﺷﻮﻧﺪ و ﺗﺮكﻫﺎ
ﺳﺮﺑﺎره ﺑﺎﻗﻲ ﻣﺎﻧﺪه ﻳﺎ اﺛﺮات، ﭘﺎﺷﺶ ﺟﻮش،ﺳﻮراخﻫﺎي ﺳﻮزﻧﻲ
.ﻧﺎﺷﻲ از ﺑﺮﺧﻮردﻫﺎي ﻗﻮس ﻧﺒﺎﻳﺪ ﻣﻮرد ﻗﺒﻮل واﻗﻊ ﺷﻮﻧﺪ
و در ﺻﻮرت،ﺟﻮشﻫﺎي ﻟﺐ ﺑﻪ ﻟﺐ ﺑﺎﻳﺪ ﺑﺎ ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎزرﺳﻲ ﺷﻮﻧﺪ
( ﻣﻼﺣﻈﻪ3-2-8) ﺑﻨﺪ،اﻗﺘﻀﺎ ﺑﺎزرﺳﻲ ﻣﺎوراء ﺻﻮت اﻧﺠﺎم ﭘﺬﻳﺮد
ﺗﻤﺎم ﺟﻮشﻫﺎي ﮔﻮﺷﻪ ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ.ﺷﻮد
. ﺗﺤﺖ آزﻣﺎﻳﺶ ﻗﺮار ﮔﻴﺮﻧﺪ،ﺧﻴﺲ
وﻗﺘﻲ ﻛﻪ ﭘﺮﺗﻮﻧﮕﺎري ﻋﻤﻠﻲ ﻧﻴﺴﺖ و ﻳﺎ اﮔﺮ ﻛﺎرﻓﺮﻣﺎ ﺑﻪ ﻣﻨﻈﻮر ﻛﻤﻚ
ﺑﺮاي ارزﻳﺎﺑﻲ اﻳﺮادﻫﺎي ﻣﺸﻜﻮك ﻧﻴﺎز ﺑﻪ آزﻣﺎﻳﺶ ﺑﻴﺸﺘﺮي داﺷﺘﻪ
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت و ﺑﺎزرﺳﻲ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﺑﺎﻳﺪ،ﺑﺎﺷﺪ
ﺗﻮاﺗﺮ ﺑﺎزرﺳﻲ ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﺗﻮﺳﻂ.ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
. ﺑﻬﺮﺣﺎل ﻣﻮارد زﻳﺮ ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد.ﻛﺎرﻓﺮﻣﺎ ﺗﻌﻴﻴﻦ ﮔﺮدد
All welds shall be visually inspected and cracks,
craters, pinholes, weld spatter, residual slag or
arc strikes shall not be acceptable.
Butt welds shall be inspected radio graphically,
and where appropriate inspected ultrasonically,
see (8.2.3). All fillet welds shall be tested using
wet magnetic particle inspection.
Where radiography is not practical or where the
Company requires a further examination of a
weld to assist in the evaluation of, suspected
defects, ultrasonic examination and magnetic
particle inspection shall be used. The frequency
of the radiographic inspection shall be
determined by the company however the
following is recommended.
1 دﺳﺘﻪ
CATEGORY 1
:ﺑﺮاي ﺣﺎﻻت ﻣﺨﺼﻮص در ﺟﻮشﻫﺎي ﺗﻮﻟﻴﺪي
.ﻳﻜﺼﺪ درﺻﺪ
For special cases in production welds:
One hundred percent
a) For tie-ins, similar welds and welds
performed in bell holes.
ﺟﻮﺷﻬﺎي ﻣﺸﺎﺑﻪ و ﺟﻮﺷﻬﺎي اﺟﺮا،اﻟﻒ( ﺑﺮاي اﺗﺼﺎﻻت ﻧﻬﺎﻳﻲ
b) For complete or partial welds (excluding
of cap repair).
ب ( ﺑﺮاي ﺟﻮﺷﻬﺎي ﻛﺎﻣﻞ ﻳﺎ ﻧﻴﻤﻪ ﻛﺎﻣﻞ )ﺑﻪ ﻏﻴﺮ از ﺗﻌﻤﻴﺮات
c) For welds performed on pipeline sections
intended for crossings (Freeways, rail, road
and river crossing)
ج( ﺑﺮاي ﺟﻮﺷﻬﺎﻳﻲ ﻛــﻪ در ﻣﻘﻄﻊ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﺪه از ﺧﻂ
d) For welds between pipes of different
grades and for joints of pipes having same
outside diameter and different wall thickness.
د( ﺑﺮاي ﺟﻮﺷﻬﺎي ﺑﻴﻦ ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﮔﺮﻳﺪﻫﺎي ﻣﺨﺘﻠﻒ و ﺑﺮاي
ﺟﻮش ﻫﺎي ﺑﻴﻦ ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ ﺧﺎرﺟﻲ ﻣﺴﺎوي و ﺿﺨﺎﻣﺖ
.دﻳﻮاره ﻣﺨﺘﻠﻒ
.ﺷﺪه در ﭼﺎﻟﻪ ﺟﻮﺷﻜﺎري
.(ﮔﺮده ﺟﻮش
ﺗﻘﺎﻃﻊ ﺑﺎ ﺟﺎده و، راهآﻫﻦ،ﻟﻮﻟﻪ ﺑﺮاي ﺗﻘﺎﻃﻊﻫﺎ )آزادراه ﻫﺎ
.رودﺧﺎﻧﻪ( اﺟﺮا ﻣﻲ ﺷﻮد
35
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
.ﻫ( ﺑﺮاي ﺟﻮﺷﻬﺎي ﻟﻮﻟﻪ اي ﻛـﻪ در ﺧﻂ ﻟﻮﻟﻪ ﻗﺮار داده ﻣﻲﺷﻮد
e) For welds performed on insertion into line.
.و( وﻗﺘﻲ ﻛﻪ ﻳﻚ ﺗﻐﻴﻴﺮ در ﮔﺮوه ﺟﻮﺷﻜﺎران داده ﻣﻲﺷﻮد
f) When there is a change in welding team.
.ز( وﻗﺘﻲ ﻛﻪ ﺑﻪ ﻧﻈﺮ ﻛﺎرﻓﺮﻣﺎ ﺷﺮاﻳﻂ اﺟﺮاﻳﻲ ﺗﻐﻴﻴﺮ ﻛﺮده اﺳﺖ
g) When the company considers that
performance conditions have changed, either
because of the location or because of climatic
conditions (for example wind or sand storm).
ﭼﻪ ﺑﻪ ﻋﻠﺖ ﻣﺤﻞ ﻳﺎ ﺑﻪ ﻋﻠﺖ ﺷﺮاﻳﻂ ﺟﻮي )ﺑﺮاي ﻣﺜﺎل ﺑﺎد ﻳﺎ
.(ﻃﻮﻓﺎن ﺷﻦ
2 دﺳﺘﻪ
CATEGORY 2
. ﺣﺪاﻗﻞ ده درﺻﺪ ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﭘﺮﺗﻮﻧﮕﺎري ﺷﻮﻧﺪ،ﺑﺮاي ﺣﺎﻻت ﻣﻌﻤﻮﻟﻲ
For normal production, as a minimum ten
percent of welds shall be radiographer. (Add.)
()اﺿﺎﻓﻪ
9. ACCEPTANCE STANDARDS FOR NONDESTRUCTIVE TESTING
9.3 Radiographic Testing
9.3.1 Inadequate penetration without highlow
اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش ﺑﺮاي آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب-9
Inadequate penetration without high-low (IP) is
defined as the incomplete filling of the weld
root. This condition is shown schematically in
Figure 13, and is unacceptable.
(Sub.)
( ﺑﻪ ﻋﻨﻮان ﭘﺮ ﺷﺪن ﻧﺎﻗﺺ رﻳﺸﻪIP) ﻧﻔﻮذ ﻧﺎﻗﺺ ﺑﺪون ﺑﺎﻻ – ﭘﺎﻳﻴﻦ
13 اﻳﻦ ﺷﺮاﻳﻂ ﺑﻪ ﺻﻮرت ﺗﺼﻮﻳﺮي در ﺷﻜﻞ.ﺟﻮش ﺗﻌﺮﻳﻒ ﺷﺪه اﺳﺖ
9.3.2 Inadequate penetration due to high-low
(IPD)
(IPD) ﭘﺎﻳﻴﻦ- ﻧﻔﻮذ ﻧﺎﻗﺺ ﺑﻪ ﻋﻠﺖ ﺑﺎﻻ2-3-9
IPD is the condition that exists when one edge
of the root is exposed (or unbounded) because
adjacent pipe or fitting joints are misaligned.
This condition is shown schematically in Figure
14, and is unacceptable.
(Sub.)
ﺷﺮاﻳﻄﻲ اﺳﺖ ﻛﻪ ﻳﻚ ﻟﺒﻪ رﻳﺸﻪ ﺟﻮش ﺑﻪ ﻋﻠﺖ اﻳﻦ ﻛﻪ ﻟﻮﻟﻪ ﻳﺎIPD
ﻧﻤﺎﻳﺎن اﺳﺖ )ﻳﺎ ﺟﻮش داده ﻧﺸﺪه،اﺗﺼﺎل ﻣﺠﺎور آن ﻫﻢ ﻣﺤﻮر ﻧﻴﺴﺖ
ﻧﺸﺎن داده ﺷﺪه و14 اﻳﻦ ﺷﺮاﻳﻂ ﺑﻪ ﺻﻮرت ﺗﺼﻮﻳﺮي در ﺷﻜﻞ.(اﺳﺖ
آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري3-9
ﻧﻔﻮذ ﻧﺎﻗﺺ ﺑﺪون ﺑﺎﻻ – ﭘﺎﻳﻴﻦ1-3-9
()ﺟﺎﻳﮕﺰﻳﻦ
.ﻧﺸﺎن داده ﺷﺪه و ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ
.ﻏﻴﺮ ﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ
()ﺟﺎﻳﮕﺰﻳﻦ
(IF) آﻣﻴﺨﺘﮕﻲ ﻧﺎﻗﺺ4-3-9
9.3.4 Incomplete fusion (IF)
ﻳﻚ ﻧﺎﭘﻴﻮﺳﺘﮕﻲ ﺑﻴﻦ ﻓﻠﺰ ﺟﻮش و ﻓﻠﺰ ﭘﺎﻳﻪ ﻛﻪ ﺑﻪ ﺳﻄﺢ ﺟﻮشIF
16 اﻳﻦ ﺷﺮاﻳﻂ ﺑﻪ ﺻﻮرت ﺗﺼﻮﻳﺮي در ﺷﻜﻞ. ﮔﻮﻳﻨﺪ،رﺳﻴﺪه ﺑﺎﺷﺪ
IF is a discontinuity between the weld metal and
the base metal that is open to the surface. This
condition is shown schematically in Figure 16,
and is unacceptable.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﻧﺸﺎن داده ﺷﺪه و ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ
(IFD) آﻣﻴﺨﺘﮕﻲ ﻧﺎﻗﺺ ﺑﻌﻠﺖ روﻳﻬﻢ اﻓﺘﺎدﮔﻲ ﺳﺮد5-3-9
9.3.5 Incomplete fusion due to cold lap (IFD)
Add the following:
:ﻋﺒﺎرت زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
ﻛﻮﭼﻜﺘﺮIFD ﻛﻪ ﻓﺎﺻﻠﻪ آﻧﻬﺎ از ﻫﻢ ﺣﺪاﻛﺜﺮ ﺑﺮاﺑﺮ ﻃﻮلIFD ﺳﻄﻮح
. ﻣﺠﺰا ﻣﺤﺴﻮب ﺷﻮدIFD ﺑﺎﺷﺪ ﺑﺎﻳﺪ ﺑﻪ ﻋﻨﻮان ﻳﻚ
Areas of IFD which are separated by a distance
not exceeding the length of the smaller
indication shall be treated as a single IFD.
For welds other than girth welds the acceptance
criteria for the individual and aggregate length
of defects shall be ½ of
ﻣﻌﻴﺎر ﭘﺬﻳﺮش ﺑﺮاي ﻃﻮل،ﺑﺮاي ﺟﻮﺷﻬﺎﺋﻲ ﻏﻴﺮ از ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ
The values indicated in a. to c. in this clause.
(Mod.)
.ﺗﺎ )ج( در اﻳﻦ ﺑﻨﺪ ﻣﻲﺑﺎﺷﺪ
(ﻣﻘﺪار ﺗﻌﻴﻴﻦ ﺷﺪه در زﻳﺮﺑﻨﺪﻫﺎي )اﻟﻒ
1
ﻣﺠﺰا و ﻣﺠﻤﻮع ﻋﻴﻮب ﺑﺎﻳﺪ
2
()اﺻﻼح
ﺳﻮﺧﺘﮕﻲ ﺟﻮش7-3-9
9.3.7 Burn through
:ﻋﻨﻮان را ﺑﻪ ﺻﻮرت زﻳﺮ ﺗﻌﻮﻳﺾ ﻛﻨﻴﺪ
Change title to:
36
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﺳﻮﺧﺘﮕﻲ ﺟﻮش و ﻧﻔﻮذ زﻳﺎدي7-3-9
9.3.7 Burn through and excessive penetration
Add the following:
:زﻳﺮﺑﻨﺪ زﻳﺮ را اﺿﺎﻓﻪ ﻧﻤﺎﻳﻴﺪ
()اﺻﻼح
(Mod.)
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻴﺸﺘﺮ ﺷﻮد3 ﻧﻔﻮذ در رﻳﺸﻪ ﺟﻮش ﻧﺒﺎﻳﺪ از4-7-3-9
9.3.7.4 Root penetration shall not exceed 3 mm
(Mod.)
()اﺻﻼح
ﺗﺮﻛﻬﺎ10-3-9
9.3.10 Cracks
Cracks of any type are unacceptable.
()ﺟﺎﻳﮕﺰﻳﻦ
(Sub.)
. ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ،ﺗﺮك از ﻫﺮ ﻧﻮع
ﺗﺠﻤﻊ ﻧﺎﺧﺎﻟﺼﻲ ﻫﺎ12-3-9
9.3.12 Accumulation of imperfections
:ﻋﺒﺎرت زﻳﺮ را ﺟﺎﻳﮕﺰﻳﻦ ﭼﻬﺎرﺳﻄﺮ اول ﻧﻤﺎﻳﻴﺪ
Replace the first four lines by the following:
ﻫﺮ ﺗﺠﻤﻊ )در ﻏﻴﺮ اﻳﻦ ﺻﻮرت ﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ( ﻧﺎﺧﺎﻟﺼﻲ وﻗﺘﻲ ﻛﻪ
. ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل اﺳﺖ،ﻫﺮﻳﻚ از ﺷﺮاﻳﻂ زﻳﺮ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ
Any accumulation of (otherwise acceptable)
imperfection shall be unacceptable when any of
the following conditions exists:
(Mod.)
()اﺻﻼح
9.4 Magnetic Particle Testing
آزﻣﺎﻳﺶ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ4-9
9.4.2 Acceptance standards
اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش2-4-9
،وﻗﺘﻲ ﻛﻪ ﻳﻜﻲ از ﺷﺮاﻳﻂ زﻳﺮ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ؛ ﻧﺸﺎﻧﻪﻫﺎي ﻣﺮﺑﻮﻃﻪ
:ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل ﻫﺴﺘﻨﺪ
Relevant indications shall be unacceptable when
any of the following conditions exist:
a) Linear indications are evaluated as
cracks, including crater cracks or star
cracks.
،اﻟﻒ( ﻧﺸﺎﻧﻪﻫﺎي ﺧﻄﻲ ﺷﻜﻞ ﻛﻪ ﺑﻪ ﻋﻨﻮان ﺗﺮك ارزﻳﺎﺑﻲ ﺷﻮﻧﺪ
b) Linear indications are evaluated as
incomplete fusion (IF).
ب( ﻧﺸﺎﻧﻪﻫﺎي ﺧﻄﻲ ﻛﻪ ﺑﻪ ﻋﻨﻮان آﻣﻴﺨﺘﮕﻲ ﻧﺎﻗﺺ ارزﻳﺎﺑﻲ
.ﺷﺎﻣﻞ ﺗﺮﻛﻬﺎي ﺣﻔﺮهاي ﻳﺎ ﺗﺮﻛﻬﺎي ﺳﺘﺎرهاي
.ﻣﻲ ﺷﻮﻧﺪ
ﻫﺮﻛﺪام3-8-3-9 و2-8-3-9 ﻧﺸﺎﻧﻪﻫﺎي ﻣﺪور ﺑﺎﻳﺪ ﻃﺒﻖ ﻣﻌﻴﺎرﻫﺎي
ﺣﺪاﻛﺜﺮ اﻧﺪازه ﻧﺸﺎﻧﻪ ﻣﺪور ﺑﺎﻳﺪ ﺑﻪ ﻋﻨﻮان. ارزﻳﺎﺑﻲ ﺷﻮد،ﻛﻪ ﻛﺎرﺑﺮد دارد
.اﻧﺪازه آن در ارزﻳﺎﺑﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
Rounded indications shall be evaluated
according to the criteria of 9.3.8.2 and 9.3.8.3 as
applicable. The maximum dimension of a
rounded indication shall be considered as its
size for evaluation purposes.
:ﻳﺎدآوري
Note:
وﻗﺘﻲ ﻛﻪ در ﻣﻮرد ﻧﻮع ﻧﺎﭘﻴﻮﺳﺘﮕﻲ آﺷﻜﺎر ﺷﺪه ﺗﻮﺳﻂ ﻳﻚ ﻧﺸﺎﻧﻪ ﺷﻚ
وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ؛ از ﺳﺎﻳﺮ آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب ﺑﺎﻳﺪ ﺟﻬﺖ
When doubt exists about the type of
discontinuity disclosed by an indication, other
non-destructive testing methods shall be used
for verification.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
آزﻣﺎﻳﺶ ﻣﺎﻳﻌﺎت ﻧﺎﻓﺬ5-9
9.5 Liquid Penetrant Testing
اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش2-5-9
9.5.2 Acceptance standards
Replace as indicated for 9.4.2
.ﺻﺤﻪﮔﺬاري آن اﺳﺘﻔﺎده ﺷﻮد
()ﺟﺎﻳﮕﺰﻳﻦ
(Sub.)
. ﺗﻌﻮﻳﺾ ﮔﺮدد، آورده ﺷﺪه2-4-9 ﺑﺎ آﻧﭽﻪ در
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت6-9
9.6 Ultrasonic Testing
1-2-6-9
9.6.2.1
:ﻋﺒﺎرت زﻳﺮ ﺑﻪ ﺑﻨﺪ ﻣﻮﺟﻮد اﺿﺎﻓﻪ ﺷﻮد
Add the following to the existing clause:
درﺻﺪ ﻣﻘﺪار20 ﺗﻤﺎم ﻧﺸﺎﻧﻪﻫﺎﻳﻲ ﻛﻪ ﻣﻨﺘﺞ ﺑﻪ ﻳﻚ ﭘﺎﺳﺦ ﺑﺰرﮔﺘﺮ از
اﻧﺪازه و ﻧﻮع، ﺷﻜﻞ، ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر ﺗﻌﻴﻴﻦ ﻣﺤﻞ،ﻣﺮﺟﻊ ﻣﻲﺷﻮﻧﺪ
All indications that produce a response greater
than 20 percent of the reference level shall be
investigated to determine the location, shape,
37
Nov. 2009 / 1388 آﺑﺎن
extent and type of reflectors arid shall be
evaluated according to the specified criteria.
(Mod.)
IPS-C-PI-270(2)
ﺗﺤﺖ ﺑﺮرﺳﻲ ﻗﺮار ﮔﺮﻓﺘﻪ و ﻃﺒﻖ ﻳﻚ ﻣﻌﻴﺎر ﻣﺸﺨﺺ ﺷﺪه،ﺑﺎزﺗﺎﺑﻨﺪه
()اﺻﻼح
.ﻣﻮرد ارزﻳﺎﺑﻲ ﻗﺮار ﮔﻴﺮﻧﺪ
NDT ﮔﺰارش ارزﻳﺎﺑﻲ8-9
9.8 NDT Evaluation Report
ﻳﻚ ﮔﺰارش ارزﻳﺎﺑﻲ ﺷﺎﻣﻞ ﺷﻤﺎره ﺷﻨﺎﺳﺎﻳﻲ ﻫﺮ ﺟﻮش ﺑﺎزرﺳﻲ ﺷﺪه ﺑﺎ
اﺳﻢ ﺟﻮﺷﻜﺎر ﻳﺎ ﻣﺘﺼﺪي ﺟﻮﺷﻜﺎري ﻫﻤﺮاه ﺑﺎ ﺗﻮﺿﻴﺢ روش ﺑﺎزرﺳﻲ و
ﺑﺮاي.در ﺻﻮرت ﻧﻴﺎز دﻟﻴﻞ ﻣﺮدود ﺷﺪن ﺟﻮش ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﻮد
ﻣﺠﻤﻮﻋﻪI.I.W"ﺷﻨﺎﺳﺎﻳﻲ ﻋﻴﻮب ﭘﻴﺪا ﺷﺪه در ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ از
ﺗﺼﺎوﻳﺮ ﻣﺮﺟﻊ ﭘﺮﺗﻮﻧﮕﺎري ﺟﻮﺷﻬﺎ در ﻓﻮﻻد" ﺑﻪ ﻋﻨﻮان ﻣﺮﺟﻊ اﺳﺘﻔﺎده
ﺑﺮاي ﺳﺎﻳﺮ روﺷﻬﺎي ﺑﺎزرﺳﻲ ﺑﺎﻳﺪ ﺗﻮﺿﻴﺤﻲ در ﻣﻮرد ﻧﺸﺎﻧﻪﻫﺎي.ﺷﻮد
An evaluation report shall be made stating the
identification number of each weld inspected
and the name of the welder/operator together
with the description of the inspection method
and, if applicable, the reason for rejection of the
weld. The “I.I.W. Collection of Reference
Radiographs of Welds in Steel” shall be used for
identifying the defects found by radiography.
For other inspection techniques a description of
the defect indication shall be given.
(Add.)
()اﺿﺎﻓﻪ
.ﻋﻴﺐ داده ﺷﻮد
ﺳﻮاﺑﻖ ﻛﺎراﻳﻲ ﺟﻮﺷﻜﺎر9-9
9.9 Welder Performance Records
The Contractor shall maintain an accurate
record of the performance of each welder which
shall show the repair rate. The repair rate should
be expressed as a percentage of repaired welds
over the total number of welds produced.
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﻳﻚ ﺳﺎﺑﻘﻪ دﻗﻴﻖ از ﻛﺎرآﻳﻲ ﺟﻮﺷﻜﺎر ﻛﻪ ﻣﻴﺰان ﺗﻌﻤﻴﺮات
ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد ﻛﻪ ﻣﻴﺰان ﻣﻴﺰان.را ﻧﺸﺎن ﻣﻲ دﻫﺪ ﻧﮕﻬﺪاري ﻧﻤﺎﻳﺪ
ﺗﻌﻤﻴﺮات ﺑﻪ ﺻﻮرت درﺻﺪ ﺟﻮﺷﻬﺎي ﺗﻌﻤﻴﺮ ﺷﺪه روي ﻛﻞ ﺟﻮﺷﻬﺎﻳﻲ
. ﺑﺎﺷﺪ،ﻛﻪ ﺗﻮﻟﻴﺪ ﻧﻤﻮده اﺳﺖ
The Company shall have the right to remove
any welder from the job if his performance is
considered to be of an unacceptable standard.
(Add.)
ﻛﺎرﻓﺮﻣﺎ ﺑﺎﻳﺪ اﻳﻦ ﺣﻖ را داﺷﺘﻪ ﺑﺎﺷﺪ ﻛﻪ اﮔﺮ ﻛﺎرآﻳﻲ ﻫﺮ ﺟﻮﺷﻜﺎري
. وي را از ﻛﺎر ﺑﺮﻛﻨﺎر ﻧﻤﺎﻳﺪ،ﻃﺒﻖ اﺳﺘﺎﻧﺪارد ﻗﺎﺑﻞ ﻗﺒﻮل ﻧﺒﺎﺷﺪ
9.10 Assessment of Radiograph Indications in
the Pipe Material Adjacent to Welds Being
Inspected
ارزﻳﺎﺑﻲ ﻧﺸﺎﻧﻪﻫﺎي ﺗﺼﻮﻳﺮ ﭘﺮﺗﻮﻧﮕﺎري روي ﺑﺪﻧﻪ ﻟﻮﻟﻪ10-9
Indications that the pipe material next to the
weld has been damaged in any way (e.g. arc
burns, mechanical damage, weld beads, defects
in the longitudinal seam of longitudinally
welded pipe, etc.) shall be reason to reject the
weld.
(Add.)
ﻧﺸﺎﻧﻪﻫﺎي ﺻﺪﻣﺎت وارده روي ﺑﺪﻧﻪ ﻟﻮﻟﻪ ﻣﺠﺎور ﺟﻮش ﺑﻬﺮ ﺻﻮرت
ﻻﻳﻪ ﻫﺎي، ﺻﺪﻣﺎت ﻣﻜﺎﻧﻴﻜﻲ،)ﺑﺮاي ﻣﺜﺎل آﺛﺎر ﺳﻮﺧﺘﮕﻲ ﺑﺮاﺛﺮ ﻗﻮس
ﻋﻴﻮب روي درز ﻃﻮﻟﻲ ﻟﻮﻟﻪﻫﺎي داراي درز ﺟﻮش ﻃﻮﻟﻲ و،ﺟﻮش
()اﺿﺎﻓﻪ
ﻣﺠﺎور ﺟﻮﺷﻬﺎي ﺗﺤﺖ ﺑﺎزرﺳﻲ
()اﺿﺎﻓﻪ
.ﻧﻈﺎﻳﺮ آن( ﺑﺎﻳﺪ دﻟﻴﻠﻲ ﺑﺮاي ﻣﺮدود ﻧﻤﻮدن ﺟﻮش ﺑﺎﺷﺪ
ﺗﻌﻤﻴﺮ و ﺣﺬف ﻋﻴﻮب-10
10. REPAIR AND REMOVAL OF DEFECTS
ﻣﺠﻮز ﺗﻌﻤﻴﺮ1-10
10.1 Authorization for Repair
ﺗﺮﻛﻬﺎ1-1-10
10.1.1 Cracks
ﻛﻪ در ﻣﺤﻞ،ﻳﻚ ﺟﻮش ﺷﺎﻣﻞ ﺗﺮﻛﻬﺎي ﺳﺘﺎرهاي ﻳﺎ ﺣﻔﺮهاي ﺳﻄﺤﻲ
ﺗﻮﻗﻒ ﻻﻳﻪ ﻫﺎي ﺟﻮش ﺑﻮﺟﻮد ﻣﻲآﻳﻨﺪ و ﻣﻨﺘﺞ از اﻧﻘﺒﺎض ﻓﻠﺰ ﺟﻮش در
ﻣﻴﻠﻴﻤﺘﺮ4 در ﺻﻮرﺗﻲ ﻛﻪ ﻃﻮل آﻧﻬﺎ از، ﻣﻲﺑﺎﺷﻨﺪ،ﺿﻤﻦ ﺟﺎﻣﺪ ﺷﺪن
ﺑﻪ اﺳﺘﺜﻨﺎي اﻳﻦ ﺗﺮﻛﻬﺎي ﺳﻄﺤﻲ. ﻣﻲﺗﻮاﻧﺪ ﺗﻌﻤﻴﺮ ﮔﺮدد،ﺗﺠﺎوز ﻧﻨﻤﺎﻳﺪ
ﻫﺮ ﺟﻮش ﺣﺎوي ﺗﺮك ﺑﺪون درﻧﻈﺮ ﮔﺮﻓﺘﻦ اﻧﺪازه ﻳﺎ ﻣﺤﻞ،ﺣﻔﺮهاي
.ﺑﺎﻳﺪ ﺑﺮداﺷﺘﻪ ﺷﻮد
A weld containing shallow crater cracks or star
cracks, which are located at the stopping point
of weld beads and which are the result of weld
metal contraction during solidification, may be
repaired provided the length of the crater cracks
does not exceed 4 mm. With the exception of
these shallow crater cracks, any weld containing
cracks, regardless of size or location shall be
removed.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
ﻋﻴﻮب ﻏﻴﺮ از ﺗﺮك2-1-10
10.1.2 Defects other than cracks
ﻓﻘﻂ در9 ﺟﻮﺷﻬﺎي ﺷﺎﻣﻞ ﻋﻴﻮب ﺧﺎرج از ﺣﺪود داده ﺷﺪه در ﺑﺨﺶ
Welds containing defects outside the limits
38
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
given in Section 9 may be repaired only if
approved by the Company, and only one such
repair may be made. A weld with unacceptable
defects may be repaired once only. If the repair
is then not acceptable the complete weld,
including the heat affected zone, shall be
removed.
و ﻓﻘﻂ ﻳﻜﺒﺎر ﭼﻨﻴﻦ،ﺻﻮرت ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ ﻣﻲﺗﻮاﻧﻨﺪ ﺗﻌﻤﻴﺮ ﺷﻮﻧﺪ
ﻳﻚ ﺟﻮش ﺑﺎ ﻋﻴﻮب ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل ﻓﻘﻂ.ﺗﻌﻤﻴﺮي را ﻣﻲﺗﻮان اﻧﺠﺎم داد
، اﮔﺮ ﺗﻌﻤﻴﺮ اﻧﺠﺎم ﺷﺪه ﻗﺎﺑﻞ ﻗﺒﻮل ﻧﺒﺎﺷﺪ.ﻳﻚ ﺑﺎر ﻣﻲﺗﻮاﻧﺪ ﺗﻌﻤﻴﺮ ﺷﻮد
.ﺗﻤﺎم ﺟﻮش ﺷﺎﻣﻞ ﻣﻨﻄﻘﻪ ﺗﺤﺖ ﺗﺄﺛﻴﺮ ﺟﻮش ﺑﺎﻳﺪ ﺣﺬف ﺷﻮد
All repairs shall meet the standards of
acceptability given in Section 9 and shall be
executed by qualified welders according to
approved repair procedures (see (5.1)). (Sub.)
ﺗﻤﺎم ﺗﻌﻤﻴﺮات ﺑﺎﻳﺪ ﻃﺒﻖ اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش داده ﺷﺪه در ﻗﺴﻤﺖ
ﺻﻮرت ﮔﺮﻓﺘﻪ و ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺟﻮﺷﻜﺎران ﺑﺎ ﺻﻼﺣﻴﺖ ﻃﺒﻖ روﺷﻬﺎي9
( )ﺟﺎﻳﮕﺰﻳﻦ.( ﻣﻼﺣﻈﻪ ﺷﻮد1-5 اﺟﺮا ﺷﻮﻧﺪ )ﺑﻨﺪ،ﺗﻌﻤﻴﺮ ﺗﺄﻳﻴﺪ ﺷﺪه
روش ﺗﻌﻤﻴﺮ2-10
10.2 Repair Procedure
ﻧﻤﺎﻳﻴﺪ و زﻳﺮﺑﻨﺪﻫــــﺎي1-2-10 ﻋﺒــﺎرت زﻳﺮ را ﺟﺎﻳﮕﺰﻳﻦ زﻳﺮﺑﻨـــﺪ
Replace this clause as follows and delete sub
clauses 10.2.4 to 10.2.6.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
. را ﺣﺬف ﻧﻤﺎﻳﻴﺪ6-2-10 ﺗﺎ4-2-10
ﻋﻤﻮﻣﻲ1-2-10
10.2.1 General
Before repairs are made, the defects
necessitating the repair shall be entirely
removed to sound metal. All slag and scale shall
then also be removed.
ﻋﻴﻮﺑﻲ ﻛﻪ ﻧﻴﺎز ﺑﻪ ﺗﻌﻤﻴﺮ دارﻧﺪ ﺑﺎﻳﺪ ﻛﻼً ﺗﺎ،ﻗﺒﻞ از اﻧﺠﺎم ﺗﻌﻤﻴﺮات
ﺗﻤﺎم ﺳﺮﺑﺎرهﻫﺎ و رﺳﻮﺑﺎت ﻧﻴﺰ ﺑﺎﻳﺪ.رﺳﻴﺪن ﺑﻪ ﻓﻠﺰ ﺳﺎﻟﻢ ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
.ﺣﺬف ﺷﻮﻧﺪ
The removal of weld metal or portions of the
base metal may be done by machining, grinding,
chipping, oxygen gouging or air carbon-arc
gouging. When thermal gouging methods are
used the appropriate pre-heating (determined
from the WPS) shall be applied. Thermal
gouging methods shall not be used for removal
of the weld root. The unacceptable portions of
the weld shall be removed without substantial
removal of the base metal and in such a manner
that the remaining weld metal or base metal is
not nicked or undercut. Where thermal gouging
is used, the edges shall be dressed to remove the
hardened surface.
،ﺑﺮداﺷﺘﻦ ﻓﻠﺰ ﺟﻮش ﻳﺎ ﻗﺴﻤﺘﻲ از ﻓﻠﺰ ﭘﺎﻳﻪ ﻣﻲﺗﻮاﻧﺪ ﺑﺎ ﻣﺎﺷﻴﻦ ﻛﺎري
ﺷﻴﺎرزﻧﻲ ﺣﺮارﺗﻲ ﺑﺎ اﻛﺴﻴﮋن ﻳﺎ ﻗﻮس ﻫﻮا و ﻛﺮﺑﻦ، ﭘﺦ زﻧﻲ،ﺳﻨﮓ زﻧﻲ
، وﻗﺘﻲ ﻛﻪ ﺷﻴﺎرزﻧﻲ ﺣﺮارﺗﻲ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﻣﻲﮔﻴﺮد.اﻧﺠﺎم ﮔﻴﺮد
ﺑﺮاي.( ﭘﻴﺶ ﮔﺮم ﺷﻮدWPS ﺑﺎﻳﺪ ﺑﻪ ﻣﻘﺪار ﻣﻨﺎﺳﺐ )ﺗﻌﻴﻴﻦ ﺷﺪه در
ﺑﺮداﺷﺘﻦ رﻳﺸﻪ ﺟﻮش ﻧﺒﺎﻳﺪ از روﺷﻬﺎي ﺷﻴﺎرزﻧﻲ ﺣﺮارﺗﻲ اﺳﺘﻔﺎده
ﻗﺴﻤﺖﻫﺎي ﻏﻴﺮﻗﺎﺑﻞ ﻗﺒﻮل ﺟﻮش ﺑﺪون ﺑﺮداﺷﺖ ﻗﺴﻤﺖ ﻗﺎﺑﻞ.ﺷﻮد
ﺗﻮﺟﻬﻲ از ﻓﻠﺰ ﭘﺎﻳﻪ ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ ﻛﻪ ﺑﺎﻗﻲ ﻣﺎﻧﺪه ﻓﻠﺰ
.ﺟﻮش ﻳﺎ ﻓﻠﺰ ﭘﺎﻳﻪ دﻧﺪاﻧﻪ دﻧﺪاﻧﻪ ﻳﺎ داراي ﺳﻮﺧﺘﮕﻲ ﻛﻨﺎر ﺟﻮش ﻧﺒﺎﺷﻨﺪ
در ﺻﻮرت اﺳﺘﻔﺎده از ﺷﻴﺎرزﻧﻲ ﺣﺮارﺗﻲ ﻟﺒﻪﻫﺎ ﺑﺎﻳﺪ ﺑﻪ ﻣﻨﻈﻮر ﺑﺮداﺷﺘﻦ
.ﺳﻄﻮح ﺳﺨﺖ ﺷﺪه ﺗﺮاﺷﻴﺪه ﺷﻮﻧﺪ
The repair weld grooves shall be free from scale
and shall have acceptable contours. They shall
be visually and magnetic particle inspected prior
to rewelding to ensure the defect has been
completely removed.
ﺷﻴﺎرﻫﺎي ﺟﻮش ﺗﻌﻤﻴﺮي ﺑﺎﻳﺪ ﻋﺎري از رﺳﻮب ﺑﻮده و ﺷﻜﻞ ﻗﺎﺑﻞ
ﺑﻪ ﻣﻨﻈﻮر ﺣﺼﻮل اﻃﻤﻴﻨﺎن از ﺣﺬف ﻛﺎﻣﻞ ﻋﻴﻮب.ﻗﺒﻮﻟﻲ داﺷﺘﻪ ﺑﺎﺷﻨﺪ
ﺷﻴﺎرﻫﺎ ﺑﺎﻳﺪ ﻗﺒﻞ از ﺟﻮﺷﻜﺎري ﻣﺠﺪد ﺑﻪ ﺻﻮرت ﭼﺸﻤﻲ و ﺑﺎ ذرات
. ﺗﺤﺖ ﺑﺎزرﺳﻲ ﻗﺮار ﮔﻴﺮﻧﺪ، ﻣﻐﻨﺎﻃﻴﺴﻲ
If planar defects in welds are to be repaired,
every effort shall be made to prevent
propagation of the defect during its removal.
During the final stages of removal, grinding and
not gouging shall be used. Magnetic particle
inspection shall be carried out to check for the
complete removal of the defect.
(Sub.)
ﺑﺎﻳﺪ ﺗﻼش ﮔﺮدد ﺗﺎ از،در ﺻﻮرت اﻟﺰام ﺑﻪ ﺗﻌﻤﻴﺮ ﻋﻴﻮب ﺳﻄﺤﻲ ﺟﻮش
در.اﻧﺘﺸﺎر ﻋﻴﻮب در ﺿﻤﻦ ﺑﺮداﺷﺘﻦ آﻧﻬﺎ ﺟﻠﻮﮔﻴﺮي ﺑﻪ ﻋﻤﻞ آﻳﺪ
ﻣﺮاﺣﻞ ﻧﻬﺎﺋﻲ ﺑﺮداﺷﺘﻦ ﻋﻴﺐ ﺑﺎﻳﺪ از ﺳﻨﮓ زﻧﻲ ﻧﻪ ﺑﺮﺷﻜﺎري ﺑﺎ ﺷﻌﻠﻪ
ﺑﻪ ﻣﻨﻈﻮر ﺑﺮرﺳﻲ ﺣﺬف ﻛﺎﻣﻞ ﻋﻴﺐ ﺑﺎﻳﺪ.ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
()ﺟﺎﻳﮕﺰﻳﻦ
39
.ﺑﺎزرﺳﻲ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ اﻧﺠﺎم ﺷﻮد
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
10.2.2 Repair procedure for sub-surface and
root defects other than cracks
روش ﺗﻌﻤﻴﺮ ﺑﺮاي ﻋﻴﻮب زﻳﺮﺳﻄﺤﻲ و رﻳﺸﻪ ﺟﻮش2-2-10
A repair procedure shall be formulated
incorporating a prequalified repair welding
procedure in accordance with Section 5 of this
standard. In addition to welding details, the
repair procedure shall include:
ﺑﺎ اﺳﺘﻔﺎده از روش ﺗﺄﻳﻴﺪ ﺷﺪه از ﻗﺒﻞ ﺑﺮاي ﺗﻌﻤﻴﺮات ﺟﻮﺷﻜﺎري
. اﻳﻦ اﺳﺘﺎﻧﺪارد ﻳﻚ روش ﺗﻌﻤﻴﺮ ﺑﺎﻳﺪ ﺗﻨﻈﻴﻢ ﮔﺮدد5 ﻃﺒﻖ ﻗﺴﻤﺖ
: روش ﺗﻌﻤﻴﺮ ﺑﺎﻳﺪ ﺷﺎﻣﻞ،ﻋﻼوه ﺑﺮ ﺟﺰﻳﻴﺎت ﺟﻮﺷﻜﺎري
ﺑﻪ ﻏﻴﺮ از ﺗﺮﻛﻬﺎ
.اﻟﻒ( روش آزﻣﺎﻳﺶ ﻣﻨﻄﻘﻪ داراي ﻋﻴﺐ
a) Method of examination of the defect area.
.ب( روش ﺣﺬف اﻳﺮاد
b) Method of defect removal.
. ﺑﺮاي ﭘﺎس ﻫﺎي ﻣﻴﺎﻧﻲNDT اﻟﺰاﻣﺎت،ج ( درﺻﻮرت ﻧﻴﺎز
c) Requirements for inter pass NDT, where
applicable.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
ﺗﻨﻈﻴﻤﺎت اﻧﺪازه ﺟﻮش3-2-10
10.2.3 Weld size adjustments
اﺿﺎﻓﺎت ﻓﻠﺰ ﺟﻮش ﺑﺎﻳﺪ،ﺑﺮاي ﻫﻢ ﭘﻮﺷﺎﻧﻲ ﻳﺎ ﺑﺮآﻣﺪﮔﻲ ﺑﻴﺶ از ﺣﺪ
. ﺑﺮداﺷﺘﻪ ﺷﻮد،ﺗﻮﺳﻂ ﺳﻨﮓ زﻧﻲ ﻳﺎ ﻣﺎﺷﻴﻦ ﻛﺎري
For overlap or excessive convexity, excess weld
metal shall be removed by grinding or machining.
Additional weld metal to compensate for any
deficiency in size shall be deposited using
procedures as qualified for the original weld.
The surfaces shall be .thoroughly cleaned before
depositing the additional weld metal.
(Sub.)
11.
PROCEDURES
FOR
DESTRUCTIVE TESTING
ﺟﻮش اﺿﺎﻓﻲ ﺑﺮاي ﺟﺒﺮان ﻫﺮﮔﻮﻧﻪ ﻧﻘﺼﺎن در اﻧﺪازه ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده
ﻗﺒﻞ از اﻧﺠﺎم.از روﺷﻬﺎي ﺗﺎﺋﻴﺪ ﺷﺪه ﺑﺮاي ﺟﻮش اﺻﻠﻲ اﻧﺠﺎم ﮔﺮدد
()ﺟﺎﻳﮕﺰﻳﻦ
NON-
. ﺳﻄﻮح ﺑﺎﻳﺪ ﻛﺎﻣﻼً ﺗﻤﻴﺰ ﺷﻮﻧﺪ،اﻳﻦ ﺟﻮش اﺿﺎﻓﻲ
روﺷﻬﺎي آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب-11
روﺷﻬﺎي آزﻣﺎﻳﺶ ﭘﺮﺗﻮﻧﮕﺎري1-11
11.1 Radiographic Test Methods
11.1.1 General
Delete the sentence in the third paragraph The
use of radiographic inspection and the
frequency.... and replace by the following:
در ﭘﺎراﮔﺮاف ﺳﻮم ﺟﻤﻠﻪ اﺳﺘﻔﺎده از ﺑﺎزرﺳﻲ ﭘﺮﺗﻮﻧﮕﺎري و ﺗﻮاﺗﺮ
:ﺣﺬف و ﺟﻤﻠﻪ زﻳﺮ ﺟﺎﻳﮕﺰﻳﻦ ﮔﺮدد
“The use of radiographic inspection and the
frequency of its use shall be as stated in (8.5.3).”
"اﺳﺘﻔﺎده از ﺑﺎزرﺳﻲ ﭘﺮﺗﻮﻧﮕﺎري و ﺗﻮاﺗﺮ اﺳﺘﻔﺎده از آن ﺑﺎﻳﺪ ﻃﺒﻖ
."( ﺑﺎﺷﺪ3-5-8) ﺑﻨﺪ
Add the following:
:ﻋﺒﺎرت زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
ﭼﺸﻤﻪﻫﺎي داﺧﻠﻲ )ﺧﺰﻧﺪه( ﺑﺎﻳﺪ ﻣﻮرد،ﺗﺎ آﻧﺠﺎ ﻛﻪ ﻋﻤﻠﻲ اﺳﺖ
ﺣﺪاﻗﻞ ﺑﺮاي ﻟﻮﻟﻪﻫﺎي ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ.اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ
در ﺣﺎﻟﺘﻲ ﻛﻪ. اﻳﻦ ﻛﺎر اﻣﻜﺎن ﭘﺬﻳﺮ اﺳﺖ، اﻳﻨﭻ( و ﺑﺰرﮔﺘﺮ8) 200
روش دو دﻳﻮاره ﻳﻚ ﺗﺼﻮﻳﺮ،ﺑﺘﻮان ﭼﺸﻤﻪ را در داﺧﻞ ﻟﻮﻟﻪ ﻗﺮار داد
ﻋﻤﻮﻣﻲ1-1-11
As far as practical, internal sources (crawlers)
shall be used. This is possible at least for
pipelines with nominal diameter of DN 200
(NPS 8) and larger. In cases where the sources
cannot be placed inside the pipe the doublewall/single-image technique shall be applied.
(Mod.)
()اﺻﻼح
.ﺑﺎﻳﺪ اﻋﻤﺎل ﺷﻮد
ﻓﻴﻠﻢ ﭘﺮﺗﻮﻧﮕﺎري2-2-1-11
11.1.2.2 Film radiography
:زﻳﺮﺑﻨﺪ زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
Add the following:
ي( ﺷﻨﺎﺳﺎﻳﻲ – ﺳﺎﻣﺎﻧﻪ)ﻫﺎي( ﻣﻮرد اﺳﺘﻔﺎده ﺑﺮاي ﺷﻨﺎﺳﺎﻳﻲ ﺟﻮش
j. Identification - the system(s) used to identify
the weld, and the location of the radiograph in
relation to the weld, shall be given in the
procedure.
ﺑﺎﻳﺪ در روش داده،و ﻣﺤﻞ ﺗﺼﻮﻳﺮ ﭘﺮﺗﻮﻧﮕﺎري در راﺑﻄﻪ ﺑﺎ ﺟﻮش
.ﺷﻮد
40
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﺑﺎ ﻳﻜﻲ از اﻧﻮاع ﻓﻴﻠﻢﻫﺎي ﻣﺸﺨﺺ ﺷﺪه در زﻳﺮ
:اﻧﺠﺎم ﺷﻮد
Radiographs shall be made using one of the film
types defined below:
TABLE C – DEFINITION OF FILM TYPES
ﺗﻌﺮﻳﻒ اﻧﻮاع ﻓﻴﻠﻢ-ﺟﺪول ج
Film Type
Speed
Contrast
Grain
Examples
ﻧﻮع ﻓﻴﻠﻢ
ﺳﺮﻋﺖ
وﺿﻮح
داﻧﻪﺑﻨﺪي
ﻣﺜﺎل
1
Slow
Very high
ﭘﺎﻳﻴﻦ
Very fine
ﺧﻴﻠﻲ ﺑﺎﻻ
ﺧﻴﻠﻲ رﻳﺰ
Kodak Industrex M
Industrex M ﻛﺪاك
Kodak Industrex TMX
Industrex TMX ﻛﺪاك
Kodak Industrex T
Industrex T ﻛﺪاك
Agfa D2
D2 آﮔﻔﺎ
Agfa D4
D4 آﮔﻔﺎ
Fuji 50
50 ﻓﻮﺟﻲ
2
Medium
High
ﻣﺘﻮﺳﻂ
Fine
ﺑﺎﻻ
رﻳﺰ
Kodak Industrex AX
Industrex AX ﻛﺪاك
Kodak Industrex AA
Industrex AA ﻛﺪاك
Agfa D5
D5 آﮔﻔﺎ
Agfa D7
D7 آﮔﻔﺎ
Fuji 100
100 ﻓﻮﺟﻲ
و،ﻓﻴﻠﻢﻫﺎي از ﻗﺒﻞ ﺑﺴﺘﻪﺑﻨﺪي ﺷﺪه ﺑﺮاي ﻣﺜﺎل ﺑﺴﺘﻪ ﻟﻮﻟﻪاي
ﻛﺎﺳﺘﻬﺎي ﺳﺨﺖ ﻳﺎ اﻧﻌﻄﺎف ﭘﺬﻳﺮ ﻣﻲﺗﻮاﻧﻨﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار
Repacked films, e.g. roll pack, and rigid or
flexible cassettes may be used.
(Mod.)
()اﺻﻼح
.ﮔﻴﺮﻧﺪ
(IQI) اﻧﻮاع ﺷﺎﺧﺺ ﻫﺎي ﻛﻴﻔﻴﺖ ﺗﺼﻮﻳﺮ4-1-11
11.1.4 Type of image quality indicators (IQI)
:ﻋﺒﺎرات زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
Add the following:
Wire type pentameters (image quality
indicators, IQIs) in accordance with BS 3971
may be also used. In case of applying BS 3971,
radiographic sensitivity shall be 2 percent or
better in the welded area. This shall be
determined by the use of an IQI in accordance
with BS 3971.
اﺑﺰار ﺳﻨﺠﺶ ﻣﻴﺰان ﻧﻔﻮذ اﺷﻌﻪ از ﻧﻮع ﺳﻴﻤﻲ )ﺷﺎﺧﺺ ﻛﻴﻔﻴﺖ
ﻧﻴﺰ ﻣﻲﺗﻮاﻧﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮارBS 3971 ( ﻣﻄﺎﺑﻖ ﺑﺎIQIs ﺗﺼﻮﻳﺮ
ﺣﺴﺎﺳﻴﺖ ﺗﺼﻮﻳﺮ، BS 3971 در ﺻﻮرت اﺳﺘﻔﺎده از.ﮔﻴﺮد
اﻳﻦ ﻣﻘﺪار. درﺻﺪ ﻳﺎ ﺑﻬﺘﺮ ﺑﺎﺷﺪ2 ﭘﺮﺗﻮﻧﮕﺎري در ﻣﻨﻄﻘﻪ ﺟﻮش ﺑﺎﻳﺪ
. ﺗﻌﻴﻴﻦ ﮔﺮددBS 3971 ﻃﺒﻖ اﺳﺘﺎﻧﺪاردIQI ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از
For double-wall/double-image techniques, the
diameter of the wires employed shall be based
on the nominal double-wall thickness of the
pipe plus the measured thickness of the external
weld reinforcement.
ﻗﻄﺮ ﺳﻴﻢﻫﺎي اﺳﺘﻔﺎده ﺷﺪه،ﺑﺮاي روشﻫﺎي دو دﻳﻮاره دو ﺗﺼﻮﻳﺮ
ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي دو ﺿﺨﺎﻣﺖ اﺳﻤﻲ ﻟﻮﻟﻪ ﺑﻌﻼوه ﺿﺨﺎﻣﺖ اﻧﺪازهﮔﻴﺮي
.ﺷﺪه از ﮔﺮده ﺟﻮش ﻳﺎ ﻛﭗ ﺟﻮش ﺗﻌﻴﻴﻦ ﺷﻮد
For double-wall/single-image techniques, the
diameter of the wire shall be based on the
ﻗﻄﺮ ﺳﻴﻢ ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي،ﺑﺮاي روشﻫﺎي دو دﻳﻮاره و ﻳﻚ ﺗﺼﻮﻳﺮ
41
Nov. 2009 / 1388 آﺑﺎن
nominal single-wall thickness of the pipe plus
the measured thickness of the external weld
reinforcement.
(Mod.)
IPS-C-PI-270(2)
ﺿﺨﺎﻣﺖ اﺳﻤﻲ ﻟﻮﻟﻪ ﺑﻌﻼوه ﺿﺨﺎﻣﺖ اﻧﺪازهﮔﻴﺮي ﺷﺪه از ﮔﺮده
()اﺻﻼح
.ﺟﻮش ﺗﻌﻴﻴﻦ ﮔﺮدد
ﭘﺮﺗﻮﻧﮕﺎري از ﺟﻮش ﻫﺎي ﺗﻮﻟﻴﺪي7-1-11
11.1.7 Production radiography
Only Level II or III radiographers should
interpret the radiographic images of production
welds.
ﺗﺼﺎوﻳﺮIII وII ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد ﻛﻪ ﻓﻘﻂ ﭘﺮﺗﻮﻧﮕﺎرﻫﺎي ﺳﻄﺢ
.ﭘﺮﺗﻮﻧﮕﺎري ﺟﻮﺷﻬﺎي ﺗﻮﻟﻴﺪي را ﺗﻔﺴﻴﺮ ﻧﻤﺎﻳﻨﺪ
Radiographs shall be taken within 24 hours of
weld completion. As soon as they have been
taken, they shall be developed and dried and
interpreted by the Contractor. Thereafter all
radiographs shall be submitted to the Company
for examination and approval.
ﺳﺎﻋﺖ ﺑﻌﺪ از ﺗﻜﻤﻴﻞ ﺟﻮش اﻧﺠﺎم24 ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ در ﺣﺪود
، ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﭘﻴﻤﺎﻧﻜﺎر ﻇﺎﻫﺮ، ﻫﻤﻴﻨﻜﻪ ﺗﺼﺎوﻳﺮ ﮔﺮﻓﺘﻪ ﺷﺪ.ﮔﺮدد
ﺑﻌﺪ از آن ﺗﻤﺎم ﺗﺼﺎوﻳﺮ ﺑﺎﻳﺪ ﺑﺮاي ﺑﺮرﺳﻲ و.ﺧﺸﻚ و ﺗﻔﺴﻴﺮ ﺷﻮد
.ﺗﺄﻳﻴﺪ ﺑﻪ ﻛﺎرﻓﺮﻣﺎ اراﺋﻪ ﮔﺮدﻧﺪ
With each batch of radiographs submitted to the
Company for examination and approval, the
Contractor shall give a list of the radiographs in
duplicate. This list shall contain the Contractors
interpretation of each radiograph. The
radiography list shall be clearly marked to show
which welds are repairs or re-welds. The
Company will state on this list the acceptability,
or otherwise, of the weld.
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﻫﻤﺮاه ﻫﺮ ﻣﺠﻤﻮﻋﻪ ﺗﺼﺎوﻳﺮي ﻛﻪ ﺑﺮاي ﺑﺮرﺳﻲ و ﺗﺄﻳﻴﺪ
ﻓﻬﺮﺳﺘﻲ از اﻳﻦ ﺗﺼﺎوﻳﺮ را در دو ﻧﺴﺨﻪ اراﺋﻪ،ﺑﻪ ﻛﺎرﻓﺮﻣﺎ ﻣﻲ دﻫﺪ
اﻳﻦ ﻓﻬﺮﺳﺖ ﺑﺎﻳﺪ ﺷﺎﻣﻞ ﺗﻔﺴﻴﺮ ﭘﻴﻤﺎﻧﻜﺎر در ﻣﻮرد ﻫﺮ ﺗﺼﻮﻳﺮ.ﻧﻤﺎﻳﺪ
ﻓﻬﺮﺳﺖ ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﺑﻪ ﺻﻮرت واﺿﺢ ﺟﻮﺷﻬﺎي ﺗﻌﻤﻴﺮي.ﺑﺎﺷﺪ
ﻛﺎرﻓـﺮﻣــﺎ در اﻳﻦ ﻓﻬﺮﺳﺖ.ﻳﺎ ﺟﻮﺷﻬﺎي ﻣﺠﺪد را ﻣﺸﺨﺺ ﻧﻤﺎﻳﺪ
.ﻣﻌﻴﺎر ﭘﺬﻳﺮش ﺟﻮش ﻳــﺎ ﻋﺪم آن را ﺗﻌﻴﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ
The Company shall state whether the weld has
passed, is to be repaired, is to be cut out, or
requires additional NDT. The Contractor shall
repair or cut out and re-weld the welds, or carry
out additional NDT in accordance with the
statements on the list returned to him. (Sub.)
ﻛﺎرﻓﺮﻣﺎ در اﻳﻦ ﻓﻬﺮﺳﺖ درﻳﺎﻓﺘﻲ ﺑﺎﻳﺪ ﻣﺸﺨﺺ ﻧﻤﺎﻳﺪ ﻛﻪ ﺟﻮش
ﻳﺎ ﻧﻴﺎز ﺑﻪ اﻧﺠﺎم، ﺑﺎﻳﺪ ﺑﺮﻳﺪه ﺷﻮد، ﺑﺎﻳﺪ ﺗﻌﻤﻴﺮ ﺷﻮد،ﻣﻮرد ﻗﺒﻮل اﺳﺖ
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي آﻧﭽﻪ در ﻓﻬﺮﺳﺖ. اﺿﺎﻓﻲ داردNDT
ﺑﺮﮔﺸﺘﻲ ﺑﻪ وي آﻣﺪه اﺳﺖ ﻧﺴﺒﺖ ﺑﻪ ﺗﻌﻤﻴﺮ ﻳﺎ ﺑﺮﻳﺪن و ﺟﻮﺷﻜﺎري
()ﺟﺎﻳﮕﺰﻳﻦ
. اﺿﺎﻓﻲ اﻗﺪام ﻧﻤﺎﻳﺪNDT ﻳﺎ اﻧﺠﺎم،ﻣﺠﺪد
ﺷﻨﺎﺳﺎﻳﻲ ﺗﺼﺎوﻳﺮ8-1-11
11.1.8 Identification of images
Images shall be clearly identified by the use of
lead numbers, letters or markers so that the
correct weld and any discontinuities in it can be
quickly and accurately located. The following
techniques shall be used for this purpose:
ﺣﺮوف ﻳﺎ ﻧﺸﺎﻧﮕﺮﻫﺎ ﺑﻪ،ﺗﺼﺎوﻳﺮ ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ﺷﻤﺎرهﻫﺎي ﺳﺮﺑﻲ
ﺻﻮرت واﺿﺢ ﺷﻨﺎﺳﺎﻳﻲ ﺷﻮﻧﺪ ﺑﻪ ﻧﺤﻮي ﻛﻪ ﺟﻮش اﺻﻼﺣﻲ و ﻫﺮ
ﺑﺮاي اﻳﻦ.ﻧﺎﭘﻴﻮﺳﺘﮕﻲ در آن ﺳﺮﻳﻌﺎً و ﺑﻪ ﻃﻮر دﻗﻴﻖ ﻣﺤﻞﻳﺎﺑﻲ ﺷﻮد
: روشﻫﺎي زﻳﺮ ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ،ﻣﻨﻈﻮر
On pipe diameters over DN 80 (NPS 3), a tape
measure with lead numbers every 100 mm shall
be placed adjacent to the weld. The zero point
shall be on the top of the pipe and the divisions
shall run clockwise in ascending order, viewed
in the direction of pipeline laying progress.
ﻳﻚ ﻧﻮار، ( اﻳﻨﭻ3 ) 80 روي ﻟﻮﻟﻪﻫﺎي ﺑـﺎ ﻗﻄﺮ اﺳﻤﻲ ﺑﺎﻻﺗﺮ از
100 اﻧﺪازهﮔﻴﺮي ﺷﺎﻣﻞ ﺷﻤﺎرهﻫﺎي ﺳﺮﺑﻲ ﺑﺎﻳﺪ در ﻓﻮاﺻﻞ
ﻧﻘﻄﻪ ﺻﻔﺮ ﺑﺎﻳﺪ در.ﻣﻴﻠﻴﻤﺘﺮي از ﻫﻢ در ﻧﺰدﻳﻚ ﺟﻮش ﻗﺮار ﮔﻴﺮد
ﺑﺎﻻﺗﺮﻳﻦ ﻗﺴﻤﺖ ﻟﻮﻟﻪ و ﺗﻘﺴﻴﻤﺎت در ﺟﻬﺖ ﻋﻘﺮﺑﻪﻫﺎي ﺳﺎﻋﺖ اﺿﺎﻓﻪ
و ﺟﻬﺘﻲ ﻛﻪ ﻋﻤﻠﻴﺎت ﺧﻮاﺑﺎﻧﻴﺪن ﺧﻂ ﻟﻮﻟﻪ ﭘﻴﺸﺮﻓﺖ ﻣﻴﻜﻨﺪ،ﺷﻮﻧﺪ
.در ﻣﻌﺮض دﻳﺪ ﺑﺎﺷﻨﺪ
ﻫﺮ ﺷﻮت ﺑﺎﻳﺪ،( اﻳﻨﭻ3 ) 80 روي ﻟﻮﻟﻪﻫﺎ ﺑﺎ ﻗﻄﺮ اﺳﻤﻲ ﻛﻤﺘﺮ از
،ﺑﺎ ﻳﻚ ﺣﺮف ﺳﺮﺑﻲ ﻛﻪ روي ﻟﻮﻟﻪ ﻗﺮار داده ﻣﻲ ﺷﻮد ﻣﻌﻴﻦ ﮔﺮدد
.C, B. A ﺑﻪ ﻋﺒﺎرت دﻳﮕﺮ
ﺑﻪ ﻣﻨﻈﻮر ﺷﻨﺎﺳﺎﻳﻲ،ﺟﺎﻳﻲ ﻛﻪ ﻇﺎﻫﺮ ﺟﻮش آراﻳﺶ ﺷﺪه ﺑﺎﺷﺪ
On diameters less than DN 80 (NPS 3), each
shot shall be designated by a lead letter placed
on the pipe, i.e. A, B, C.
Where the weld has been dressed, markers in a
form to be approved by the Company shall be
42
Nov. 2009 / 1388 آﺑﺎن
placed alongside the weld, but just clear of the
heat affected zone, to identify its position.
IPS-C-PI-270(2)
ﻧﺸﺎﻧﮕﺮﻫﺎ ﺑﻪ ﺷﻜﻠﻲ ﻛﻪ ﻣﻮرد ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ ﺑﺎﺷﺪ ﺑﺎﻳﺪ،ﻣﻮﻗﻌﻴﺖ آن
در ﻛﻨﺎر ﺟﻮش اﻣﺎ ﺟﺪا از ﻣﻨﻄﻘﻪ ﺗﺤﺖ ﺗﺄﺛﻴﺮ ﺟﻮش ﻗﺮار داده
.ﺷﻮﻧﺪ
.ﺗﻤﺎم ﺗﺼﺎوﻳﺮ ﺑﺎﻳﺪ ﻣﺸﺨﺺ ﺷﻮﻧﺪ ﻛﻪ ﻣﺮﺑﻮط ﺑﻪ ﻛﺪام ﺟﻮش ﻫﺴﺘﻨﺪ
ﺗﻤﺎم اﻧﺪازهﮔﻴﺮيﻫﺎي ﻣﻮرد اﺳﺘﻔﺎده ﺑﺮاي ﻣﺤﻞﻳﺎﺑﻲ ﻋﻴﺐ ﺑﺎﻳﺪ ﺑﺎ
ﺷﻤﺎره ﺟﻮش ﻣﺮﺟﻊ ﺧﻂ ﻟﻮﻟﻪ و.آﺣﺎد ﻣﺘﺮﻳﻚ ﻣﺸﺨﺺ ﺷﻮﻧﺪ
.ﺷﻤﺎره ﻗﺴﻤﺖ ﺑﺎﻳﺪ در ﻋﻼﺋﻢ ﺷﻨﺎﺳﺎﺋﻲ روي ﻓﻴﻠﻢ ﮔﻨﺠﺎﻧﺪه ﺷﻮﻧﺪ
All radiographs shall be clearly identified with
reference to the welds they represent. All
measurements used for defect location shall be
stated in metric units. The pipeline reference
weld number and section number shall be
included in the radiograph identification.
ﻫﺮ ﺟﻮﺷﻲ ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ﻣﻮاد ﭘﺎك ﻧﺸﺪﻧﻲ ﻋﻼﻣﺖ زده ﺷﻮد ﺗﺎ
ﺑﻪ ﻋﻨﻮان ﻧﻘﺎط ﻣﺮﺟﻊ ﺑﺮاي ﻣﺤﻞﻳﺎﺑﻲ ﻣﺠﺪد و دﻗﻴﻖ ﻣﻮﻗﻌﻴﺖ ﻫﺮ
Each weld shall be marked using indelible
material, to provide reference points for the
accurate relocation of the position of each
radiograph.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
.ﺗﺼﻮﻳﺮ از آﻧﻬﺎ اﺳﺘﻔﺎده ﺷﻮد
درﺟﻪ ﺳﻴﺎﻫﻲ ﻓﻴﻠﻢ10-1-11
11.1.10 Film density
Film shall be exposed so that the density
through the weld metal is not less than 1.8 for xrays or 2.0 for gamma rays, and should not be
greater than 3.0 for single film viewing.
ﻓﻴﻠﻢ ﺑﺎﻳﺪ ﺑﻪ ﻧﺤﻮي ﻇﺎﻫﺮ ﺷﻮد ﻛﻪ درﺟﻪ ﺳﻴﺎﻫﻲ آن در ﺟﻮش از
3 و ﺑﺰرﮔﺘﺮ از، در اﺷﻌﻪ ﮔﺎﻣﺎ ﻛﻤﺘﺮ ﻧﺒﺎﺷﺪ2 ﻳﺎX در اﺷﻌﻪ1/8
.ﺑﺮاي ﻧﻤﺎﻳﺶ ﻓﻴﻠﻢ ﺗﻜﻲ ﺗﻮﺻﻴﻪ ﻧﻤﻲ ﺷﻮد
Radiographs with a density up to 3.5 may be
acceptable if an adequate viewer capacity is
readily available.
ﻓﻴﻠﻢ ﺑﺎ ﺗﺮاﻛﻢ،اﮔﺮ درﺟﻪ ﺳﻴﺎﻫﻲ ﻛﺎﻓﻲ ﺑﻪ آﺳﺎﻧﻲ در دﺳﺘﺮس ﺑﺎﺷﺪ
. ﻣﻲﺗﻮاﻧﺪ ﻣﻮرد ﻗﺒﻮل واﻗﻊ ﺷﻮد3/5 ﺗﺎ
Films shall not be viewed when wet.
()ﺟﺎﻳﮕﺰﻳﻦ
(Sub.)
.ﻓﻴﻠﻢﻫﺎ وﻗﺘﻲ ﺧﻴﺲ ﻫﺴﺘﻨﺪ ﻧﺒﺎﻳﺪ دﻳﺪه ﺷﻮﻧﺪ
11.1.11 Image processing
ﻇﻬﻮر ﻓﻴﻠﻢ11-1-11
Add the following:
:ﻋﺒﺎرات زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد
On-site administration, storing and recording of
radiographic films prior to and after exposure
shall be the Contractors responsibility.
ﻧﮕﻬﺪاري و ﺛﺒﺖ ﻓﻴﻠﻢﻫﺎي ﭘﺮﺗﻮﻧﮕﺎري ﻗﺒﻞ و ﺑﻌﺪ از ﻇﻬﻮر در، ﺗﻬﻴﻪ
.ﻣﺤﻞ ﻛﺎر ﺑﺎﻳﺪ ﺑﺎ ﻣﺴﺌﻮﻟﻴﺖ ﭘﻴﻤﺎﻧﻜﺎران ﺑﺎﺷﺪ
Conditions of storage, temperature and humidity
shall comply with the recommendations of the
film manufacturer.
دﻣﺎ و رﻃﻮﺑﺖ ﺑﺎﻳﺪ ﻃﺒﻖ ﺗﻮﺻﻴﻪﻫﺎي ﺳﺎزﻧﺪه ﻓﻴﻠﻢ،ﺷﺮاﻳﻂ ﻧﮕﻬﺪاري
.ﺑﺎﺷﺪ
Before completion of the Contract, all exposed
film shall be indexed, catalogued, boxed up and
handed over to the Company in accordance with
the Company’s requirements.
(Mod.)
ﺗﻤﺎم ﻓﻴﻠﻢﻫﺎي ﻇﺎﻫﺮ ﺷﺪه ﺑﺎﻳﺪ ﻃﺒﻖ،ﻗﺒﻞ و ﺑﻌﺪ از ﺗﻜﻤﻴﻞ ﻗﺮارداد
ﻣﺸﺨﺼﺎت ﮔﺬاري و ﺑﺴﺘﻪﺑﻨﺪي، ﻓﻬﺮﺳﺖ ﮔﺬاري،اﻟﺰاﻣﺎت ﻛﺎرﻓﺮﻣﺎ
()اﺻﻼح
.ﺷﺪه و ﺗﺤﻮﻳﻞ ﻛﺎرﻓﺮﻣﺎ ﮔﺮدد
ﻣﺤﻞ ﻇﻬﻮر ﻓﻴﻠﻢ12-1-11
11.1.12 Image processing area
The image processing room and all accessories
therein shall be equipped to handle the
processing of all radiographs taken and shall be
kept clean and dust free at all times.
اﺗﺎق ﻇﻬﻮر ﻓﻴﻠﻢ و ﺗﻤﺎم ﻟﻮازم داﺧﻞ آن ﺑﺎﻳﺪ ﺑﺮاي ﻇﻬﻮر ﺗﻤﺎم
ﻣﺠﻬﺰ ﺷﻮد و در ﺗﻤﺎم اوﻗﺎت ﺑﺎﻳﺪ ﺗﻤﻴﺰ و،ﻓﻴﻠﻢﻫﺎي ﭘﺮﺗﻮﻧﮕﺎري ﺷﺪه
.ﻋﺎري از ﮔﺮد و ﺧﺎك ﻧﮕﻪ داﺷﺘﻪ ﺷﻮد
Viewing illuminators shall be used which will
produce sufficient light intensity so that all
،ﻧﻤﺎﻳﺸﮕﺮﻫﺎي ﻧﻮري ﻛﻪ ﺷﺪت ﻧﻮر ﺑﻪ ﺣﺪ ﻛﺎﻓﻲ ﺗﻮﻟﻴﺪ ﻣﻲﻧﻤﺎﻳﻨﺪ
ﺑﺎﻳﺪ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮﻧﺪ ﺗﺎ ﺑﺎ ﺗﺎﺑﺶ ﻧﻮر ﻛﺎﻓﻲ ﺟﺰﻳﻴﺎت ﻣﺮﺑﻮط
43
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﺷﺪت. ﺟﻮش و ﻓﻠﺰ ﭘﺎﻳﻪ را آﺷﻜﺎر ﺳﺎزﻧﺪ،ﺑﻪ ﺗﻤﺎم ﻗﺴﻤﺘﻬﺎي ﺗﺼﻮﻳﺮ
.ﻧﻮر ﺑﺎﻳﺪ ﺑﺎ درﺟﻪ ﺳﻴﺎﻫﻲ ﻣﺸﺨﺺ ﺷﺪه ﻓﻴﻠﻢ ﺳﺎزﮔﺎر ﺑﺎﺷﺪ
portions of the radiograph of the weld and base
metal will transmit sufficient light to reveal the
pertinent details of the radiograph. The light
intensity shall be compatible with the density of
the radiograph specified herein.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
ﺣﻔﺎﻇﺖ در ﺑﺮاﺑﺮ اﺷﻌﻪ13-1-11
11.1.13 Radiation protection
The radiographer shall be responsible for the
protection of all persons in the vicinity of the
radiographic equipment. The Contractor shall
familiarize himself with the safety requirements
as set out in “Iranian Atomic Energy”
regulations which contains recommendations for
protection against hazards from sealed sources
and equipment producing ionizing radiation.
This document shall form the basis of safety
precautions to be applied. The Contractor shall
satisfy the Company that all aspects of relevant
safety procedures are adequately covered and
have been implemented.
ﻣﺘﺼﺪي ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﻳﺪ ﻣﺴﺌﻮل ﺣﻔﺎﻇﺖ ﺗﻤﺎم اﻓﺮاد ﻣﺠﺎور
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﺧﻮدش را ﺑﺎ اﻟﺰاﻣﺎت.ﺗﺠﻬﻴﺰات ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﺷﺪ
اﻳﻤﻨﻲ ﻗﻴﺪ ﺷﺪه در ﻣﻘﺮرات اﻧﺮژي اﺗﻤﻲ اﻳﺮان ﺷﺎﻣﻞ ﺗﻮﺻﻴﻪﻫﺎﻳﻲ
ﺑﺮاي ﺣﻔﺎﻇﺖ در ﻣﻘﺎﺑﻞ ﺻﺪﻣﺎت ﺣﺎﺻﻞ از ﭼﺸﻤﻪﻫﺎي آب ﺑﻨﺪي
اﻳﻦ.ﺷﺪه و ﺗﺠﻬﻴﺰات ﺗﻮﻟﻴﺪ ﻛﻨﻨﺪه اﺷﻌﻪﻫﺎي ﻳﻮﻧﻴﺰه ﻛﻨﻨﺪه ﺑﻨﻤﺎﻳﺪ
،ﺳﻨﺪ ﺑﺎﻳﺪ ﻣﺒﻨﺎﻳﻲ ﺑﺮاي ﭘﻴﺶ ﺑﻴﻨﻲﻫﺎي اﻳﻤﻨﻲ ﻛﻪ ﺑﺎﻳﺪ اﻋﻤﺎل ﺷﻮد
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﻛﺎرﻓﺮﻣﺎ را ﻣﺘﻘﺎﻋﺪ ﻧﻤﺎﻳﺪ ﻛﻪ ﺗﻤﺎم ﺟﻨﺒﻪﻫﺎي.ﺑﺎﺷﺪ
روﺷﻬﺎي اﻳﻤﻨﻲ ﻣﺮﺑﻮﻃﻪ ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﺪه و اﺟﺮا
.ﮔﺸﺘﻪاﻧﺪ
The Contractor shall identify the areas where
radiography is being performed by means of
signs, symbols, etc. and shall be responsible for
the policing of such areas.
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﺑﺎ اﺳﺘﻔﺎده از ﻋﻼﻳﻢ ﻫﺸﺪاردﻫﻨﺪه ﻣﺤﻮﻃﻪﻫﺎي
ﭘﺮﺗﻮﻧﮕﺎري را ﻣﺸﺨﺺ و ﺑﺎﻳﺪ ﻣﺴﺌﻮل ﻣﺮاﻗﺒﺖ از اﻳﻦ ﻣﺤﻮﻃﻪﻫﺎ
.ﺑﺎﺷﺪ
The Contractor shall be responsible for
effectively coordinating the radiographic
functions so as to minimize interference with
other primary activities.
ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﻣﺴﺌﻮل ﻫﻤﺎﻫﻨﮕﻲ ﻣﻮﺛﺮ ﻋﻮاﻣﻞ ﭘﺮﺗﻮﻧﮕﺎري ﺑﺎﺷﺪ ﺗﺎ
.ﺗﺪاﺧﻞ آﻧﻬﺎ را ﺑﺎ ﺳﺎﻳﺮ ﻓﻌﺎﻟﻴﺖﻫﺎي اوﻟﻴﻪ ﺑﻪ ﺣﺪاﻗﻞ ﺑﺮﺳﺎﻧﺪ
The maximum permissible accumulated dose
for every person involved in radiography is as
follows:
ﺣﺪاﻛﺜﺮ ﻣﺠﻤﻮع دز ﻣﺠﺎز ﺑﺮاي ﻫﺮ ﻓﺮد درﮔﻴﺮ ﺑﺎ ﭘﺮﺗﻮﻧﮕﺎري ﻣﻄﺎﺑﻖ
:زﻳﺮ اﺳﺖ
(50 msv) در ﻫﺮ ﺳﺎل5 rem
5 rem in any one year (50 msv)
3 rem over any calendar quarter (30 msv)
(30 msv) ﺑﺮاي ﻫﺮ ﻓﺼﻞ ﺗﻘﻮﻳﻤﻲ3 rem
100 millirem per week (one msv)
(one msv) در ﻫﻔﺘﻪ100 millirem
20 millirem per day (0.2 msv)
(0/2 msv) در روز20 millirem
:ﻳﺎدآوري
Note:
Rem is symbol for roentgens equivalent mean
whereas msv is symbol for millisievert which is
SI unit.
msv ﻧﻤﺎد ﻣﺘﻮﺳﻂ ﻣﻌﺎدل روﻧﺘﮕﻦ ﻣﻲﺑﺎﺷﺪ در ﺣﺎﻟﻲ ﻛﻪRem
For personnel not directly involved in
radiography the maximum radiation received
shall not exceed 1.5 rem per year warning signs
installed for public shall be made to prevent
people entering area with radiation expecting
0.75 millirem (0.0075 msv) per hour.
ﺣﺪاﻛﺜﺮ اﺷﻌﻪ،ﺑﺮاي ﻛﺎرﻛﻨﺎﻧﻲ ﻛﻪ ﻣﺴﺘﻘﻴﻤﺎً درﮔﻴﺮ ﭘﺮﺗﻮﻧﮕﺎري ﻧﻴﺴﺘﻨﺪ
ﻋﻼﺋﻢ ﻫﺸﺪار دﻫﻨﺪه، در ﺳﺎل ﺗﺠﺎوز ﻧﻤﺎﻳﺪ1/5 rem درﻳﺎﻓﺘﻲ ﻧﺒﺎﻳﺪ از
ﺑﺮاي ﻋﻤﻮم ﺑﻪ ﻣﻨﻈﻮر ﻣﻤﺎﻧﻌﺖ از ورود آﻧﻬﺎ ﺑﻪ ﻣﺤﻮﻃﻪ ﭘﺮﺗﻮﻧﮕﺎري ﻛﻪ
(0/0075 msv) 0/75 millirem اﻧﺘﻈﺎر ﺗﺸﻌﺸﻊ در آن ﻣﺘﺠﺎوز ﺑﺮ
. ﺑﺎﻳﺪ ﻧﺼﺐ ﮔﺮدد،در ﺳﺎﻋﺖ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ
. اﺳﺖSI ﻧﻤﺎد ﻣﻴﻠﻲ ﺳﻴﻮرت اﺳﺖ ﻛﻪ ﻳﻚ واﺣﺪ
44
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
ﻣﻤﻴﺰي ﺗﺸﻌﺸﻊ ﻳﻚ ﺟﺰء ﻻﻳﻨﻔﻚ ﻋﻤﻠﻴﺎت اﻳﻤﻨﻲ در راﺑﻄﻪ ﺑﺎ
ﻳﺎ ﭼﺸﻤﻪﻫﺎي ﭘﺮﺗﻮزا ﺑﻮده ﻛﻪ ﺑﺎﻳﺪ ﺗﻮﺳﻂx ﻣﺎﺷﻴﻦﻫﺎي ﺗﻮﻟﻴﺪ اﺷﻌﻪ
.ﭘﻴﻤﺎﻧﻜﺎر اﻧﺠﺎم ﭘﺬﻳﺮد
اﻳﻦ ﻣﻤﻴﺰيﻫﺎ ﻛﻪ ﺑﻪ ﻣﻨﻈﻮر ﺗﻌﻴﻴﻦ وﺳﻌﺖ ﺻﺪﻣﺎت ﻧﺎﺷﻲ از
وﻗﺘﻲ ﻛﻪ،ﺗﺸﻌﺸﻊ در ﻫﺮ ﻣﺤﻮﻃﻪ ﺗﻌﻴﻴﻦ ﺷﺪه اﻧﺠﺎم ﻣﻲ ﭘﺬﻳﺮﻧﺪ
ﭘﺮﺗﻮﻧﮕﺎري در ﻣﻨﺎﻃﻖ ﻣﺴﻜﻮﻧﻲ اﻧﺠﺎم ﺷﻮد ﺧﻴﻠﻲ ﻣﻬﻢ و ﺣﻴﺎﺗﻲ
دﺳﺘﮕﺎه ﺗﺸﻌﺸﻊ ﺳﻨﺞ ﻳﻚ اﺑﺰار ﺳﻨﺠﺶ ﻣﻲﺑﺎﺷﺪ ﻛﻪ.ﻣﻲﺑﺎﺷﻨﺪ
اﺑﺰارﻫﺎﻳﻲ.ﻣﻘﺪار ﺗﺸﻌﺸﻊ درﻳﺎﻓﺘﻲ در واﺣﺪ زﻣﺎن را ﺗﻌﻴﻴﻦ ﻣﻲﻛﻨﺪ
ﺷﻤﺎرﺷﮕﺮ،ﻛﻪ اﻛﺜﺮاً ﺑﻪ ﺻﻮرت ﻋﻤﻮم ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﻣﻲﮔﻴﺮﻧﺪ
اﺛﺮ ﻓﺎﺻﻠﻪ در ﺷﺪت.( و اﺗﺎﻗﻚ ﻳﻮﻧﺴﺎز ﻫﺴﺘﻨﺪG-M) ﮔﺎﻳﮕﺮﻣﻮﻟﺮ
ﺗﺸﻌﺸﻊ از ﻗﺎﻧﻮن ﻋﻜﺲ ﻣﺠﺬور ﻧﺸﺎن داده ﺷﺪه ﺑـﺎ ﻓﺮﻣﻮل زﻳﺮ
.ﻣﺤﺎﺳﺒﻪ ﻣﻲﺷﻮد
Radiation surveys are an integral part of the safe
operation of x-ray machines or radioactive
sources which must be conducted by contractor.
These surveys which are conducted to determine
the extent of radiation hazard in any given area
is vitally important when working in a
populated area. The survey meter is a rate
instrument which indicates the exposure
received per unit time. The most commonly
used instruments are the geiger muller counter
(G-M) and chamber meters. The effect of
distance on the intensity of radiation is
calculated by the inverse square law,
represented by the following equation.
I 1 ( D2 ) 2
I 2 ( D1 ) 2
:ﻛﻪ در آن
Where:
= ﺷﺪت ﺗﺸﻌﺸﻊI
= ﻓﺎﺻﻠﻪ ﺗﺎ ﻣﻨﺒﻊ ﺗﺸﻌﺸﻊD
I = intensity of radiation.
D = distance from the source of radiation.
ﻓﻴﻠﻢ اﺷﻌﻪ ﺳﻨﺞ ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﻣﺎﻫﺎﻧﻪ ﺑﻪ ﻣﻨﻈﻮر اﻧﺪازهﮔﻴﺮي ﻣﻘﺪار
اﺷﻌﻪ درﻳﺎﻓﺘﻲ ﻫﺮ ﻓﺮد درﮔﻴﺮ ﺑﺎ ﭘﺮﺗﻮﻧﮕﺎري ﺑﻪ اﻧﺮژي اﺗﻤﻲ اﻳﺮان
. ﻧﺘﻴﺠﻪ ﺑﺎﻳﺪ ﺛﺒﺖ و در ﭘﺮوﻧﺪه ﻣﺮﺑﻮﻃﻪ ﻧﮕﻪ داﺷﺘﻪ ﺷﻮد.ارﺳﺎل ﮔﺮدد
Film badges shall be sent to Iranian Atomic
Energy on monthly basis to measure radiation
exposure of each person involved in
radiography. Record of the result shall be kept
in the relevant file.
(Sub.)
()ﺟﺎﻳﮕﺰﻳﻦ
روش آزﻣﺎﻳﺶ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ2-11
11.2 Magnetic Particle Test Method
:ﻋﺒﺎرات زﻳﺮ ﺑﻪ اﻳﻦ ﭘﺎراﮔﺮاف اﺿﺎﻓﻪ ﺷﻮد
Add to this paragraph the following:
3-11 آزﻣﺎﻳﺶ ﺑﺎ ﻣﺎﻳﻌﺎت ﻧﺎﻓﺬ ﻃﺒﻖ ﺑﻨﺪ،در ﺻﻮرت ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ
.ﻣﻲﺗﻮاﻧﺪ ﺟﺎﻳﮕﺰﻳﻦ آزﻣﺎﻳﺶ ﺑﺎ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﺷﻮد
If approved by the Company, liquid penetrant
testing in accordance with 11.3 may be
substituted for magnetic particle testing. (Mod.)
()اﺻﻼح
روش آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت4-11
11.4 Ultrasonic Test Method
ﻋﻤﻮﻣﻲ1-4-11
11.4.1 General
: ﻋﺒﺎرت زﻳﺮ اﺿﺎﻓﻪ ﺷﻮد،ﺑﻌﺪ از اوﻟﻴﻪ ﺟﻤﻠﻪ
After the first sentence, add the following:
Calibration for surface breaking and near
surface defects shall be carried out in
accordance with API Spec 5L, using an N1O
reference notch.
(Mod.)
ﺗﻨﻈﻴﻢ ﺑﺮاي ﺷﻜﺴﺖ ﺳﻄﺤﻲ و ﻋﻴﻮب ﻧﺰدﻳﻚ ﺑﻪ ﺳﻄﺢ ﺑﺎﻳﺪ ﻃﺒﻖ
. اﻧﺠﺎم ﺷﻮدN 10 ﺑﺎ اﺳﺘﻔﺎده از ﺷﻜﺎف ﻣﺮﺟﻊAPI Spec 5L
13. AUTOMATIC WELDING WITHOUT
FILLER METAL ADDITIONS
ﺟﻮﺷﻜﺎري ﺧﻮدﻛﺎر ﺑﺪون ﻓﻠﺰ ﭘﺮﻛﻨﻨﺪه-13
()اﺻﻼح
ﻓﺮآﻳﻨﺪﻫﺎي ﻣﻮرد ﻗﺒﻮل1-13
13.1 Acceptable Processes
Automatic welding without the addition of filler
metal shall not be used. Delete paragraphs 13.2
to 13.11
(Sub.)
ﺟﻮﺷﻜﺎري ﺧﻮدﻛﺎر ﺑﺪون اﺿﺎﻓﻪ ﻛﺮدن ﻓﻠﺰ ﭘﺮﻛﻨﻨﺪه ﻧﺒﺎﻳﺪ ﻣﻮرد
.ﺣﺬف ﺷﻮﻧﺪ11-13 ﻟﻐﺎﻳﺖ2-13 ﺑﻨﺪﻫﺎي.اﺳﺘﻔﺎده ﻗﺮار ﮔﻴﺮد
()ﺟﺎﻳﮕﺰﻳﻦ
45
Nov. 2009 / 1388 آﺑﺎن
IPS-C-PI-270(2)
APPENDICES
ﭘﻴﻮﺳﺖ ﻫﺎ
APPENDIX A
ﭘﻴﻮﺳﺖ اﻟﻒ
ALTERNATIVE ACCEPTANCE
STANDARDS FOR GIRTH WELDS
اﺳﺘﺎﻧﺪاردﻫﺎي ﭘﺬﻳﺮش ﺟﺎﻳﮕﺰﻳﻦ
This Appendix shall not be applied.
ﺑﺮاي ﺟﻮﺷﻬﺎي ﻣﺤﻴﻄﻲ
()ﺣﺬف
(Del.)
46
.اﻳﻦ ﭘﻴﻮﺳﺖ ﻧﺒﺎﻳﺪ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
")