FOREWORD
The Iranian Petroleum Standards (IPS) reflect the
views of the Iranian Ministry of Petroleum and are
intended for use in the oil and gas production
facilities,
oil
refineries,
chemical
and
petrochemical plants, gas handling and processing
installations and other such facilities.
IPS is based on internationally acceptable
standards and includes selections from the items
stipulated in the referenced standards. They are
also supplemented by additional requirements
and/or modifications based on the experience
acquired by the Iranian Petroleum Industry and
the local market availability. The options which
are not specified in the text of the standards are
itemized in data sheet/s, so that, the user can
select his appropriate preferences therein.
The IPS standards are therefore expected to be
sufficiently flexible so that the users can adapt
these standards to their requirements. However,
they may not cover every requirement of each
project. For such cases, an addendum to IPS
Standard shall be prepared by the user which
elaborates the particular requirements of the user.
This addendum together with the relevant IPS
shall form the job specification for the specific
project or work.
The IPS is reviewed and up-dated approximately
every five years. Each standards are subject to
amendment or withdrawal, if required, thus the
latest edition of IPS shall be applicable
The users of IPS are therefore requested to send
their views and comments, including any
addendum prepared for particular cases to the
following address. These comments and
recommendations will be reviewed by the relevant
technical committee and in case of approval will
be incorporated in the next revision of the
standard.
Standards and Research department
No.19, Street14, North kheradmand
Karimkhan Avenue, Tehran, Iran .
Postal Code- 1585886851
Tel: 88810459-60 & 66153055
Fax: 88810462
Email: Standards@nioc.org
ﭘﻴﺶ ﮔﻔﺘﺎر
( ﻣﻨﻌﻜﺲ ﻛﻨﻨﺪه دﻳﺪﮔﺎﻫﻬﺎيIPS) اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮان
وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ و ﺑﺮاي اﺳﺘﻔﺎده در ﺗﺄﺳﻴﺴﺎت ﺗﻮﻟﻴﺪ ﻧﻔﺖ
، واﺣﺪﻫﺎي ﺷﻴﻤﻴﺎﺋﻲ و ﭘﺘﺮوﺷﻴﻤﻲ، ﭘﺎﻻﻳﺸﮕﺎﻫﻬﺎي ﻧﻔﺖ،و ﮔﺎز
ﺗﺄﺳﻴﺴﺎت اﻧﺘﻘﺎل و ﻓﺮاورش ﮔﺎز و ﺳﺎﻳﺮ ﺗﺄﺳﻴﺴﺎت ﻣﺸﺎﺑﻪ ﺗﻬﻴﻪ
.ﺷﺪه اﺳﺖ
ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪاردﻫﺎي ﻗﺎﺑﻞ ﻗﺒﻮل،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
ﺑﻴﻦاﻟﻤﻠﻠﻲ ﺗﻬﻴﻪ ﺷﺪه و ﺷﺎﻣﻞ ﮔﺰﻳﺪهﻫﺎﺋﻲ از اﺳﺘﺎﻧﺪاردﻫﺎي
ﻫﻤﭽﻨﻴﻦ ﺑﺮاﺳﺎس ﺗﺠﺮﺑﻴﺎت ﺻﻨﻌﺖ ﻧﻔﺖ ﻛﺸﻮر.ﻣﺮﺟﻊ ﻣﻲﺑﺎﺷﺪ
ﻣﻮاردي،و ﻗﺎﺑﻠﻴﺖ ﺗﺄﻣﻴﻦ ﻛﺎﻻ از ﺑﺎزار داﺧﻠﻲ و ﻧﻴﺰ ﺑﺮﺣﺴﺐ ﻧﻴﺎز
.ﺑﻄﻮر ﺗﻜﻤﻴﻠﻲ و ﻳﺎ اﺻﻼﺣﻲ در اﻳﻦ اﺳﺘﺎﻧﺪارد ﻟﺤﺎظ ﺷﺪه اﺳﺖ
ﻣﻮاردي از ﮔﺰﻳﻨﻪﻫﺎي ﻓﻨﻲ ﻛﻪ در ﻣﺘﻦ اﺳﺘﺎﻧﺪاردﻫﺎ آورده ﻧﺸﺪه
اﺳﺖ در داده ﺑﺮگﻫﺎ ﺑﺼﻮرت ﺷﻤﺎره ﮔﺬاري ﺷﺪه ﺑﺮاي اﺳﺘﻔﺎده
.ﻣﻨﺎﺳﺐ ﻛﺎرﺑﺮان آورده ﺷﺪه اﺳﺖ
ﺑﺸﻜﻠﻲ ﻛﺎﻣﻼً اﻧﻌﻄﺎف ﭘﺬﻳﺮ ﺗﺪوﻳﻦ ﺷﺪه،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
ﺑﺎ.اﺳﺖ ﺗﺎ ﻛﺎرﺑﺮان ﺑﺘﻮاﻧﻨﺪ ﻧﻴﺎزﻫﺎي ﺧﻮد را ﺑﺎ آﻧﻬﺎ ﻣﻨﻄﺒﻖ ﻧﻤﺎﻳﻨﺪ
اﻳﻦ ﺣﺎل ﻣﻤﻜﻦ اﺳﺖ ﺗﻤﺎم ﻧﻴﺎزﻣﻨﺪيﻫﺎي ﭘﺮوژه ﻫﺎ را ﭘﻮﺷﺶ
در اﻳﻦ ﮔﻮﻧﻪ ﻣﻮارد ﺑﺎﻳﺪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﻧﻴﺎزﻫﺎي ﺧﺎص.ﻧﺪﻫﻨﺪ
اﻳﻦ اﻟﺤﺎﻗﻴﻪ.آﻧﻬﺎ را ﺗﺄﻣﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ ﺗﻬﻴﻪ و ﭘﻴﻮﺳﺖ ﻧﻤﺎﻳﻨﺪ
ﻣﺸﺨﺼﺎت ﻓﻨﻲ آن ﭘﺮوژه و ﻳﺎ ﻛﺎر،ﻫﻤﺮاه ﺑﺎ اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮﻃﻪ
.ﺧﺎص را ﺗﺸﻜﻴﻞ ﺧﻮاﻫﻨﺪ داد
اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ ﺗﻘﺮﻳﺒﺎً ﻫﺮ ﭘﻨﺞ ﺳﺎل ﻳﻜﺒﺎر ﻣﻮرد ﺑﺮرﺳﻲ ﻗﺮار
در اﻳﻦ ﺑﺮرﺳﻲﻫﺎ ﻣﻤﻜﻦ اﺳﺖ.ﮔﺮﻓﺘﻪ و روزآﻣﺪ ﻣﻲﮔﺮدﻧﺪ
اﺳﺘﺎﻧﺪاردي ﺣﺬف و ﻳﺎ اﻟﺤﺎﻗﻴﻪاي ﺑﻪ آن اﺿﺎﻓﻪ ﺷﻮد و ﺑﻨﺎﺑﺮاﻳﻦ
.ﻫﻤﻮاره آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ ﻣﻼك ﻋﻤﻞ ﻣﻲ ﺑﺎﺷﺪ
درﺧﻮاﺳﺖ ﻣﻲﺷﻮد ﻧﻘﻄﻪ ﻧﻈﺮﻫﺎ و،از ﻛﺎرﺑﺮان اﺳﺘﺎﻧﺪارد
ﭘﻴﺸﻨﻬﺎدات اﺻﻼﺣﻲ و ﻳﺎ ﻫﺮﮔﻮﻧﻪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﺑﺮاي ﻣﻮارد
ﻧﻈﺮات و. ﺑﻪ ﻧﺸﺎﻧﻲ زﻳﺮ ارﺳﺎل ﻧﻤﺎﻳﻨﺪ،ﺧﺎص ﺗﻬﻴﻪ ﻧﻤﻮدهاﻧﺪ
ﭘﻴﺸﻨﻬﺎدات درﻳﺎﻓﺘﻲ در ﻛﻤﻴﺘﻪﻫﺎي ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ ﺑﺮرﺳﻲ و در
ﺻﻮرت ﺗﺼﻮﻳﺐ در ﺗﺠﺪﻳﺪ ﻧﻈﺮﻫﺎي ﺑﻌﺪي اﺳﺘﺎﻧﺪارد ﻣﻨﻌﻜﺲ
.ﺧﻮاﻫﺪ ﺷﺪ
ﻛﻮﭼﻪ، ﺧﺮدﻣﻨﺪ ﺷﻤﺎﻟﻲ، ﺧﻴﺎﺑﺎن ﻛﺮﻳﻤﺨﺎن زﻧﺪ، ﺗﻬﺮان،اﻳﺮان
19 ﺷﻤﺎره،ﭼﻬﺎردﻫﻢ
اداره ﺗﺤﻘﻴﻘﺎت و اﺳﺘﺎﻧﺪاردﻫﺎ
1585886851 : ﻛﺪﭘﺴﺘﻲ
66153055 و88810459 - 60 : ﺗﻠﻔﻦ
021-88810462 : دور ﻧﮕﺎر
:ﭘﺴﺖ اﻟﻜﺘﺮوﻧﻴﻜﻲ
Standards@nioc.org
GENERAL DEFINITIONS:
Throughout this Standard
definitions shall apply.
:ﺗﻌﺎرﻳﻒ ﻋﻤﻮﻣﻲ
the
following
.در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺗﻌﺎرﻳﻒ زﻳﺮ ﺑﻪ ﻛﺎر ﻣﻲ رود
COMPANY:
Refers to one of the related and/or affiliated
companies of the Iranian Ministry of Petroleum
such as National Iranian Oil Company, National
Iranian Gas Company, National Petrochemical
Company and National Iranian Oil Refinery And
Distribution Company.
:ﺷﺮﻛﺖ
PURCHASER:
Means the "Company" where this standard is a
part of direct purchaser order by the "Company",
and the "Contractor" where this Standard is a part
of contract document.
VENDOR AND SUPPLIER:
Refers to firm or person who will supply and/or
fabricate the equipment or material.
CONTRACTOR:
Refers to the persons, firm or company whose
tender has been accepted by the company.
EXECUTOR:
Executor is the party which carries out all or part of
construction and/or commissioning for the project.
INSPECTOR:
The Inspector referred to in this Standard is a
person/persons or a body appointed in writing by
the company for the inspection of fabrication and
installation work.
SHALL:
Is used where a provision is mandatory.
SHOULD:
Is used where a provision is advisory only.
WILL:
Is normally used in connection with the action by
the “Company” rather than by a contractor,
supplier or vendor.
MAY:
Is used where
discretionary.
ﻣﺜﻞ،ﺑﻪ ﻳﻜﻲ از ﺷﺮﻛﺖ ﻫﺎي اﺻﻠﻲ و ﻳﺎ واﺑﺴﺘﻪ ﺑﻪ وزارت ﻧﻔﺖ
ﺷﺮﻛﺖ ﻣﻠﻲ، ﺷﺮﻛﺖ ﻣﻠﻲ ﮔﺎز اﻳﺮان،ﺷﺮﻛﺖ ﻣﻠﻲ ﻧﻔﺖ اﻳﺮان
ﺻﻨﺎﻳﻊ ﭘﺘﺮوﺷﻴﻤﻲ و ﺷﺮﻛﺖ ﻣﻠﻲ ﭘﺎﻻﻳﺶ و ﭘﺨﺶ ﻓﺮآوردهﻫﺎي
.ﻧﻔﺘﻲ اﺗﻼق ﻣﻲﺷﻮد
:ﺧﺮﻳﺪار
ﻳﻌﻨﻲ "ﺷﺮﻛﺘﻲ" ﻛﻪ اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﺳﻔﺎرش
ﺧﺮﻳﺪ ﻣﺴﺘﻘﻴﻢ آن "ﺷﺮﻛﺖ" ﻣﻲﺑﺎﺷﺪ و ﻳﺎ "ﭘﻴﻤﺎﻧﻜﺎري" ﻛﻪ اﻳﻦ
.اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﻗﺮارداد آن اﺳﺖ
:ﻓﺮوﺷﻨﺪه و ﺗﺄﻣﻴﻦ ﻛﻨﻨﺪه
ﺑﻪ ﻣﻮﺳﺴﻪ و ﻳﺎ ﺷﺨﺼﻲ ﮔﻔﺘﻪ ﻣﻲﺷﻮد ﻛﻪ ﺗﺠﻬﻴﺰات و ﻛﺎﻻﻫﺎي
.ﻣﻮرد ﻟﺰوم ﺻﻨﻌﺖ را ﺗﺄﻣﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ
:ﭘﻴﻤﺎﻧﻜﺎر
ﻣﻮﺳﺴﻪ و ﻳﺎ ﺷﺮﻛﺘﻲ ﮔﻔﺘﻪ ﻣﻲﺷﻮد ﻛﻪ ﭘﻴﺸﻨﻬﺎدش،ﺑﻪ ﺷﺨﺺ
.ﺑﺮاي ﻣﻨﺎﻗﺼﻪ ﭘﺬﻳﺮﻓﺘﻪ ﺷﺪه اﺳﺖ
:ﻣﺠﺮي
ﻣﺠﺮي ﺑﻪ ﮔﺮوﻫﻲ اﺗﻼق ﻣﻲﺷﻮد ﻛﻪ ﺗﻤﺎم ﻳﺎ ﻗﺴﻤﺘﻲ از ﻛﺎرﻫﺎي
.اﺟﺮاﺋﻲ و ﻳﺎ راه اﻧﺪازي ﭘﺮوژه را اﻧﺠﺎم دﻫﺪ
:ﺑﺎزرس
ﮔﺮوه ﻳﺎ ﻣﻮﺳﺴﻪاي اﺗﻼق/در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺎزرس ﺑﻪ ﻓﺮد
ﺳﺎﺧﺖ و ﻧﺼﺐ،ﻣﻲﺷﻮد ﻛﻪ ﻛﺘﺒﺎً ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ ﺑﺮاي ﺑﺎزرﺳﻲ
.ﺗﺠﻬﻴﺰات ﻣﻌﺮﻓﻲ ﺷﺪه ﺑﺎﺷﺪ
:ﺑﺎﻳﺪ
. اﺳﺘﻔﺎده ﻣﻲﺷﻮد،ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺟﺒﺎري اﺳﺖ
:ﺗﻮﺻﻴﻪ
. ﺑﻜﺎر ﻣﻲرود،ﺑﺮاي ﻛﺎري ﻛﻪ ﺿﺮورت اﻧﺠﺎم آن ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد
:ﺗﺮﺟﻴﺢ
ﻣﻌﻤﻮﻻً در ﺟﺎﻳﻲ اﺳﺘﻔﺎده ﻣﻲﺷﻮد ﻛﻪ اﻧﺠﺎم آن ﻛﺎر ﺑﺮاﺳﺎس
.ﻧﻈﺎرت ﺷﺮﻛﺖ ﺑﺎﺷﺪ
:ﻣﻤﻜﻦ اﺳﺖ
a
provision
is
completely
. ﺑﻜﺎر ﻣﻲرود،ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺧﺘﻴﺎري ﻣﻲﺑﺎﺷﺪ
IPS-M-GN-450(1)
0
MATERIAL AND EQUIPMENT STANDARD
FOR
ABRASIVE AIR BLASTING MACHINE
FIRST REVISION
JULY 2009
اﺳﺘﺎﻧﺪارد ﻛـﺎﻻ و ﺗﺠﻬﻴـﺰات
ﺑﺮاي
ﻣﺎﺷﻴﻦ ﭘﺎﺷﺸﻲ ﻣﻮاد ﺳﺎﻳﻨﺪه ﺑﺎ ﻫﻮا
وﻳﺮاﻳﺶ اول
1388 ﺗﻴﺮ
This Standard is the property of Iranian Ministry of
Petroleum. All rights are reserved to the owner. Neither whole
nor any part of this document may be disclosed to any third
party, reproduced, stored in any retrieval system or
transmitted in any form or by any means without the prior
written consent of the Iranian Ministry of Petroleum.
ﺗﻤﺎم ﺣﻘﻮق آن ﻣﺘﻌﻠﻖ ﺑﻪ.اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﺘﻌﻠﻖ ﺑﻪ وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ
ﺗﻤﺎم ﻳﺎ ﺑﺨﺸﻲ،ﻣﺎﻟﻚ آن ﺑﻮده و ﻧﺒﺎﻳﺪ ﺑﺪون رﺿﺎﻳﺖ ﻛﺘﺒﻲ وزارت ﻧﻔﺖ اﻳﺮان
، اﻧﺘﻘﺎل، ذﺧﻴﺮه ﺳﺎزي، ﺑﻪ ﻫﺮ ﺷﻜﻞ ﻳﺎ وﺳﻴﻠﻪ ازﺟﻤﻠﻪ ﺗﻜﺜﻴﺮ،از اﻳﻦ اﺳﺘﺎﻧﺪارد
.ﻳﺎ روش دﻳﮕﺮي در اﺧﺘﻴﺎر اﻓﺮاد ﺛﺎﻟﺚ ﻗﺮار ﮔﻴﺮد
Jul. 2009/1388 ﺗﻴﺮ
CONTENTS :
Page
No
IPS-M-GN-450(1)
: ﻓﻬﺮﺳﺖ ﻣﻄﺎﻟﺐ
1. SCOPE................................................................ 2
2...................................................... داﻣﻨﻪ ﻛﺎرﺑﺮد-1
2. REFERENCES .................................................. 3
3.............................................................. ﻣﺮاﺟﻊ-2
3. UNITS ................................................................. 4
4............................................................ واﺣﺪﻫﺎ-3
4. DESIGN AND CONSTRUCTION................... 4
4................................................ ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ-4
4.1 Abrasive Vessel ........................................... 4
4....................................... ﻣﺨﺰن ﻣﻮاد ﺳﺎﻳﻨﺪه1-4
4.2 Blasting Nozzles .......................................... 4
4...................................... ﺳﺮﻟﻮﻟﻪﻫﺎي ﭘﺎﺷﺸﻲ2-4
4.3 Blast Hoses................................................... 7
7...................................... ﺷﻴﻠﻨﮓﻫﺎي ﭘﺎﺷﺶ3-4
5. REQUIREMENT OF AIR, POWER, AND
ABRASIVE........................................................ 8
8................ ﻧﻴﺮوي ﺑﺮق و ﻣﺎده ﺳﺎﻳﻨﺪه، اﻟﺰام ﺑﺮاي ﻫﻮا-5
6. MATERIALS ..................................................... 9
9................................................................ ﻣﻮاد-6
7. NAMEPLATES ................................................. 9
9.......................................... ﺻﻔﺤﻪﻫﺎي ﻣﺸﺨﺼﺎت-7
8. ACCESSORIES ................................................. 10
10........................................................... ﻣﺘﻌﻠﻘﺎت-8
9. INSPECTION AND TESTING ........................ 10
10.............................................. ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ-9
10. CONFLICTING REQUIREMENTS............. 13
13............................................... ﻣﻐﺎﻳﺮت در اﺳﻨﺎد-10
11. PREPARATION FOR SHIPMENT .............. 14
14........................................ آﻣﺎده ﻛﺮدن ﺑﺮاي ﺣﻤﻞ-11
12. GUARANTEES AND WARRANTIES ......... 15
15.................................................. ﺿﻤﺎﻧﺖ و ﺗﻌﻬﺪ-12
APPENDICES:
:ﭘﻴﻮﺳﺖﻫﺎ
APPENDIX A......................................................... 16
16........................................................... ﭘﻴﻮﺳﺖ اﻟﻒ
1
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
داﻣﻨﻪ ﻛﺎرﺑﺮد-1
1. SCOPE
اﻳﻦ ﻣﺸﺨﺼﺎت اﺳﺘﺎﻧﺪارد اﻟﺰاﻣﺎت ﻛﻤﻴﻨﻪ ﺑﺮاي ﻣﺎﺷﻴﻦﻫﺎي1-1
1.1 This Standard specification contains the
minimum requirements, for portable blast
cleaning machines for the purpose of cleaning
and finishing for use in Iranian Gas, Petroleum
and Petrochemical Industries. Compressed air
shall be used for propelling loose abrasives
against the work surface for the purpose of
cleaning and finishing.
ﺗﻤﻴﺰ ﻛﺎري ﭘﺎﺷﺸﻲ ﻗﺎﺑﻞ ﺣﻤﻞ وﻳﮋه ﺗﻤﻴﺰ ﻛﺎري و ﭘﺮداﺧﺖ را
. ﮔﺎز و ﭘﺘﺮوﺷﻴﻤﻲ اراﺋﻪ ﻣﻲ ﻛﻨﺪ،ﺟﻬﺖ ﻛﺎرﺑﺮد در ﺻﻨﺎﻳﻊ ﻧﻔﺖ
ﻫﻮاي ﻓﺸﺮده ﺑﺎﻳﺪ ﺑﺮاي ﭘﻴﺶ راﻧﻲ ﻣﻮاد ﺳﺎﻳﻨﺪه ﻧﺮم ﺟﻬﺖ ﺗﻤﻴﺰ
.ﻛﺎري و ﭘﺮداﺧﺖ اﺳﺘﻔﺎده ﮔﺮدد
1.2 Compliance by the blast machine Vendor
with, provisions of this Standard specification
does not relieve him of his responsibility of
furnishing properly designed equipment,
mechanically suited to meet operating
conditions specified.
رﻋﺎﻳﺖ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﻣﺎﺷﻴﻦ ﭘﺎﺷﺶ ﻣﻮاد ﺳﺎﻳﻨﺪه ﺑﺮاي2-1
1.3 The machine shall be the product of a
manufacturer
regularly
engaged
in
manufacturing of abrasive blasting machines
and shall have been in regular production by the
manufacturer for at least three years.
ﻣﺎﺷﻴﻦ ﺑﺎﻳﺪ ﻓﺮآورده ﺳﺎزﻧﺪهاي ﺑﺎﺷﺪ ﻛﻪ ﺑﻄﻮر ﻣﻨﻈﻢ در3-1
1.4 No exceptions or deviations from this
Standard are permitted without prior written
approval of the Company. The intended
deviations or exceptions shall be listed
separately along with the reasons thereof for
purchaser’s consideration.
ﻫﻴﭽﮕﻮﻧﻪ اﻧﺤﺮاف ﻳﺎ اﺳﺘﺜﻨﺎء از اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺪون ﺗﺎﺋﻴﺪ4-1
وي را از ﻣﺴﺌﻮﻟﻴﺖ ﺗﺎﻣﻴﻦ اﻳﻦ،ﻣﻄﺎﺑﻘﺖ ﺑﺎ ﺷﺮاﻳﻂ اﻳﻦ اﺳﺘﺎﻧﺪارد
ﺗﺠﻬﻴﺰات ﺑﺎ ﻃﺮاﺣﻲ ﻣﻨﺎﺳﺐ ﺑﻄﻮرﻳﻜﻪ از ﻧﻈﺮ ﻣﻜﺎﻧﻴﻜﻲ ﭘﺎﺳﺨﮕﻮي
.ﺷﺮاﻳﻂ ﻛﺎر ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ ﻣﺒﺮا ﻧﻤﻲﻛﻨﺪ
ﺳﺎﺧﺖ ﻣﺎﺷﻴﻦﻫﺎي ﭘﺎﺷﺶ ﻣﻮاد ﺳﺎﻳﻨﺪه اﺷﺘﻐﺎل داﺷﺘﻪ و ﺑﺮاي
.ﻣﺪت ﺣﺪاﻗﻞ ﺳﻪ ﺳﺎل ﺗﻮﻟﻴﺪ ﻛﻨﻨﺪه ﭼﻨﻴﻦ ﻣﺎﺷﻴﻦﻫﺎﺋﻲ ﺑﺎﺷﺪ
اﻧﺤﺮاف ﻫﺎ و اﺳﺘﺜﻨﺎﻫﺎي ﻣﻮرد.ﻛﺘﺒﻲ ﻗﺒﻠﻲ ﺷﺮﻛﺖ ﻣﺠﺎز ﻧﻤﻲﺑﺎﺷﺪ
ﻧﻈﺮ ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﺟﺪاﮔﺎﻧﻪ ﻫﻤﺮاه ﺑﺎ دﻻﻳﻞ ﻣﺮﺑﻮط ﺗﻮﺳﻂ ﻓﺮوﺷﻨﺪه
.ﺟﻬﺖ ﻣﻼﺣﻈﻪ و رﺳﻴﺪﮔﻲ ﺧﺮﻳﺪار ﻣﺸﺨﺺ و ﻓﻬﺮﺳﺖ ﺷﻮد
:1 ﻳﺎدآوري
Note 1:
ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ1382 اﻳﻦ اﺳﺘﺎﻧﺪارد در آﺑﺎن ﻣﺎه ﺳﺎل
ﻃﻲ1 ﺑﺮرﺳﻲ و ﻣﻮارد ﺗﺄﻳﻴﺪ ﺷﺪه ﺑﻪ ﻋﻨﻮان اﺻﻼﺣﻴﻪ ﺷﻤﺎره
. اﺑﻼغ ﮔﺮدﻳﺪ195 ﺑﺨﺸﻨﺎﻣﻪ ﺷﻤﺎره
This standard specification is reviewed and
updated by the relevant technical committee on
Oct 2003, as amendment No. 1 by circular No.
195.
:2 ﻳﺎدآوري
Note 2:
اﻳﻦ اﺳﺘﺎﻧﺪارد دو زﺑﺎﻧﻪ ﻧﺴﺨﻪ ﺑﺎزﻧﮕﺮي ﺷﺪه اﺳﺘﺎﻧﺪارد ﻣﻲﺑﺎﺷﺪ ﻛﻪ
ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ اﻧﺠﺎم و ﺑﻪ ﻋﻨﻮان1388 در ﺗﻴﺮﻣﺎه ﺳﺎل
( اﻳﻦ اﺳﺘﺎﻧﺪارد0) از اﻳﻦ ﭘﺲ وﻳﺮاﻳﺶ.( اراﻳﻪ ﻣﻲﮔﺮدد1) وﻳﺮاﻳﺶ
.ﻣﻨﺴﻮخ ﻣﻲﺑﺎﺷﺪ
This bilingual standard is a revised version of
the standard specification by the relevant
technical committee on July 2009, which is
issued as revision (1). Revision (0) of the said
standard specification is withdrawn.
:3 ﻳﺎدآوري
Note 3:
ﻣﺘﻦ اﻧﮕﻠﻴﺴﻲ،در ﺻﻮرت اﺧﺘﻼف ﺑﻴﻦ ﻣﺘﻦ ﻓﺎرﺳﻲ و اﻧﮕﻠﻴﺴﻲ
.ﻣﻼك ﻣﻲﺑﺎﺷﺪ
In case of conflict between Farsi and English
languages, English language shall govern.
2
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ﻣﺮاﺟﻊ-2
2. REFERENCES
Throughout this Standard the following dated
and undated standards/codes are referred to.
These referenced documents shall, to the extent
specified herein, form a part of this standard.
For dated references, the edition cited applies.
The applicability of changes in dated references
that occur after the cited date shall be mutually
agreed upon by the company and the vendor.
For undated references, the latest edition of the
referenced
documents
(including
any
supplements and amendments) applies.
در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﻪ آﻳﻴﻦ ﻧﺎﻣﻪ ﻫﺎ و اﺳﺘﺎﻧﺪاردﻫﺎي ﺗﺎرﻳﺦ دار و
ﺗﺎ ﺣﺪي ﻛﻪ در اﻳﻦ، اﻳﻦ ﻣﺮاﺟﻊ.ﺑﺪون ﺗﺎرﻳﺦ زﻳﺮ اﺷﺎره ﺷﺪه اﺳﺖ
ﺑﺨﺸﻲ از اﻳﻦ اﺳﺘﺎﻧﺪارد،اﺳﺘﺎﻧﺪارد ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪاﻧﺪ
وﻳﺮاﻳﺶ ﮔﻔﺘﻪ ﺷﺪه ﻣﻼك، در ﻣﺮاﺟﻊ ﺗﺎرﻳﺦ دار.ﻣﺤﺴﻮب ﻣﻲﺷﻮﻧﺪ
،ﺑﻮده و ﺗﻐﻴﻴﺮاﺗﻲ ﻛﻪ ﺑﻌﺪ از ﺗﺎرﻳﺦ وﻳﺮاﻳﺶ در آﻧﻬﺎ داده ﺷﺪه اﺳﺖ
در.ﭘﺲ از ﺗﻮاﻓﻖ ﺑﻴﻦ ﻛﺎرﻓﺮﻣﺎ و ﻓﺮوﺷﻨﺪه ﻗﺎﺑﻞ اﺟﺮا ﻣﻲﺑﺎﺷﺪ
آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ ﺑﻪ اﻧﻀﻤﺎم ﻛﻠﻴﻪ اﺻﻼﺣﺎت،ﻣﺮاﺟﻊ ﺑﺪون ﺗﺎرﻳﺦ
.و ﭘﻴﻮﺳﺖﻫﺎي آن ﻣﻼك ﻋﻤﻞ ﻣﻲﺑﺎﺷﻨﺪ
IPS (IRANIAN PETROLEUM STANDARDS)
( )اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮانIPS
" "اﺳﺘﺎﻧﺪارد ﻣﻬﻨﺪﺳﻲ ﺑﺮاي واﺣﺪﻫﺎIPS-E-GN-100
IPS-E-GN-100 "Engineering Standard for
Unit"
( )ﺳﺎزﻣﺎن ﺑﻴﻦ اﻟﻤﻠﻠﻲ اﺳﺘﺎﻧﺪاردISO
ISO (INTERNATIONAL ORGANIZATION
FOR STANDARDIZATION)
ISO 36:
"Rubber,
Vulcanized
or
Thermoplastic- Determination
of
Adhesion
to
Tensile
Fabric"1993
ﺗﻌﻴﻴﻦ ﭼﺴﺒﻨﺪﮔﻲ، "ﻻﺳﺘﻴﻚ ﺳﺨﺖ ﺷﺪه
1993 "ﺑﻪ ﭘﺎرﭼﻪ ﻧﺴﺎﺟﻲ
ISO 36
ISO 37:
"Rubber,
Vulcanized
or
Thermoplastic- Determination
of
Tensile
Stress-Strain
Properties"1994
"ﻻﺳﺘﻴﻚ ﺳﺨﺖ ﺷﺪه ﻳﺎ ﮔﺮﻣﺎﻧﺮم– ﺗﻌﻴﻴﻦ
1994 "وﻳﮋﮔﻴﻬﺎي ﺗﻨﺶ – ﻛﺮﻧﺶ ﻛﺸﺸﻲ
ISO 37
ISO 188:
"Rubber,
Vulcanized
or
ThermoplasticAccelerated
Ageing and Heat Resistance
Tests"1998
– ﺳﺨﺖ ﺷﺪه ﻳﺎ ﮔﺮﻣﺎﻧﺮم،"ﻻﺳﺘﻴﻚ
آزﻣﻮنﻫﺎي ﻓﺮﺳﻮدﮔﻲ ﺗﺴﺮﻳﻊ ﺷﺪه و
1998 "ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﮔﺮﻣﺎ
ISO 188
ISO 1307:
"Rubber and Plastics Hoses for
General-Purpose
Industrial
Applications- Bore Diameters
and Tolerances on Length"1992
"ﺷﻴﻠﻨﮓﻫﺎي ﻻﺳﺘﻴﻜﻲ و ﭘﻼﺳﺘﻴﻜﻲ ﺑﺮاي
ﻛﺎرﺑﺮدﻫﺎي ﺻﻨﻌﺘﻲ ﻋﻤﻮﻣﻲ – ﻗﻄﺮﻫﺎي
1992 "ﺳﻮراخ و رواداريﻫﺎي ﻃﻮل
ISO 1307
ISO 1402: "Rubber and Plastics Hoses and
Hose Assemblies-Hydrostatic
Testing"1994
"ﻣﺠﻤﻮﻋﻪ ﺷﻴﻠﻨﮓﻫﺎي ﻻﺳﺘﻴﻜﻲ و
آزﻣﺎﻳﺶ- ﭘﻼﺳﺘﻴﻜﻲ داراي ﺟﻔﺖ ﻛﻨﻨﺪه
1994 "اﻳﺴﺘﺎﺑﻲ
"ﺷﻴﻠﻨﮓﻫﺎ و ﻧﺎﻳﻪ ﻫﺎي ﻻﺳﺘﻴﻜﻲ و
1998 "ﭘﻼﺳﺘﻴﻜﻲ – آزﻣﻮنﻫﺎي ﺧﻤﺶ
" ﻣﺸﺨﺼﺎت ﺷﻴﻠﻨﮓﻫﺎي ﻻﺳﺘﻴﻜﻲ وﻳﮋه
1995 " ﻣﺎﺳﻪ ﭘﺎﺷﻲ و ﺑﺮاده ﭘﺎﺷﻲ
ISO 1402
ISO 1746: "Rubber or Plastics Hoses and
Tubing- Bending Tests"1998
ISO 3861: "Rubber Hoses for Sand and
Grit Blasting - Specification",
1995
3
ISO 1746
ISO 3861
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ISO 4671: "Rubber and Plastics Hoses and
Hose Assemblies- Methods of
Measurement
of
Dimensions"1999
"ﺷﻴﻠﻨﮓﻫﺎي ﻻﺳﺘﻴﻜﻲ و ﭘﻼﺳﺘﻴﻜﻲ و
ﻣﺠﻤﻮﻋﻪ ﺷﻴﻠﻨﮓﻫﺎي داراي ﺟﻔﺖ ﻛﻨﻨﺪه
1999 "– روشﻫﺎي اﻧﺪازه ﮔﻴﺮي اﺑﻌﺎد
ISO 4671
ISO 8031: "Rubber and Plastics Hoses and
Hose
AssembliesDetermination of Electrical
Resistance"1993
"ﺷﻴﻠﻨﮓﻫﺎي ﻻﺳﺘﻴﻜﻲ و ﭘﻼﺳﺘﻴﻜﻲ و
ﻣﺠﻤﻮﻋﻪ ﺷﻴﻠﻨﮓﻫﺎي داراي ﺟﻔﺖ ﻛﻨﻨﺪه
1993 "– ﺗﻌﻴﻴﻦ ﻣﻘﺎوﻣﺖ اﻟﻜﺘﺮﻳﻜﻲ
ISO 8031
ISO 8033: "Rubber and Plastics HoseDetermination of Adhesion
Between Components" 1991
"ﺷﻴﻠﻨﮓ ﻻﺳﺘﻴﻜﻲ و ﭘﻼﺳﺘﻴﻜﻲ – ﺗﻌﻴﻴﻦ
1991 "ﭼﺴﺒﻨﺪﮔﻲ ﺑﻴﻦ اﺟﺰاء
ISO 8033
واﺣﺪﻫﺎ-3
3. UNITS
ﻣﻨﻄﺒﻖ،(SI) اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺮ ﻣﺒﻨﺎي ﺳﺎﻣﺎﻧﻪ ﺑﻴﻦ اﻟﻤﻠﻠﻲ واﺣﺪﻫﺎ
ﻣﻲ ﺑﺎﺷﺪ ﻣﮕﺮ آﻧﻜﻪ در ﻣﺘﻦIPS-E-GN-100 ﺑﺎ اﺳﺘﺎﻧﺪارد
.اﺳﺘﺎﻧﺪارد ﺑﻪ واﺣﺪ دﻳﮕﺮي اﺷﺎره ﺷﺪه ﺑﺎﺷﺪ
This Standard is based on International System
of Units (SI) as per IPS-E-GN-100, except
where otherwise specified.
ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ-4
4. DESIGN AND CONSTRUCTION
ﻣﺨﺰن ﻣﻮاد ﺳﺎﻳﻨﺪه1-4
4.1 Abrasive Vessel
310 ﻣﺨﺰن ﻣﺎﺷﻴﻦﻫﺎي ﭘﺎﺷﺸﻲ ﻗﺎﺑﻞ ﺣﻤﻞ ﺑﺎﻳﺪ ﺑﺮاي وزن ﺑﻴﺸﻴﻨﻪ
ﻛﻴﻠﻮﮔﺮم ﻛﻪ ﻣﺨﺰن )ﺗﻚ ﻣﺤﻔﻈﻪ( ﻣﻲﺗﻮاﻧﺪ ﭘﺬﻳﺮا ﺑﺎﺷﺪ ﻃﺮاﺣﻲ
ﺑﺮاي ﻧﻤﻮﻧﻪﻫﺎي داراي ﮔﻨﺠﺎﻳﺶ ﺑﻴﺸﺘﺮ ﻋﻤﻮﻣﺎً از ﻣﺨﺰن دو.ﺷﻮد
.ﻣﺤﻔﻈﻪ اي اﺳﺘﻔﺎده ﻣﻲﺷﻮد
. ﻃﺮاﺣﻲ ﺷﻮدASME VIII. Div. 1 ﻣﺨﺰن ﺑﺎﻳﺪ ﻃﺒﻖ آﺋﻴﻦ ﻧﺎﻣﻪ
Portable blast machines vessel shall be designed
for the maximum weight of abrasive 310 kg
which the vessel (single compartment) can
accept. For the larger capacity models generally
the double-compartment tank may be used.
The vessel shall be designed in accordance with
Section VIII, Div. 1 of ASME Code.
ﺳﺮﻟﻮﻟﻪﻫﺎي ﭘﺎﺷﺸﻲ2-4
4.2 Blasting Nozzles
ﺳﺮ ﻟﻮﻟﻪاي ﻛﻪ از درون آن ﻣﻮاد ﺳﺎﻳﻨﺪه ﺑﻪ ﺑﻴﺮون ﭘﺎﺷﻴﺪه1-2-4
4.2.1 The nozzle through which the abrasive
blast is ejected shall have the following
functions:
:ﻣﻲﺷﻮد ﺑﺎﻳﺪ ﻛﺎرﻛﺮدﻫﺎي زﻳﺮ را دارا ﺑﺎﺷﺪ
1) Controlling the shape of the abrasive
stream and thereby the blasting pattern.
.( ﺷﻜﻞ ﺟﺮﻳﺎن ﻣﻮاد ﺳﺎﻳﻨﺪه و ﻃﺮح ﭘﺎﺷﺶ آﻧﺮا ﻛﻨﺘﺮل ﻛﻨﺪ1
2) Serving as a means for directing the
stream.
.( ﺑﻌﻨﻮان وﺳﻴﻠﻪاي ﺑﺮاي ﺟﻬﺖ دادن ﺑﻪ ﺟﺮﻳﺎن ﻋﻤﻞ ﻛﻨﺪ2
3) Regulating the velocity of the blast.
.( ﺳﺮﻋﺖ ﭘﺎﺷﺶ را ﺗﻨﻈﻴﻢ ﻛﻨﺪ3
ﺳﺮ ﻟﻮﻟﻪﻫﺎي ﭘﺎﺷﺸﻲ ﺑﺎ روزﻧﻪ راﺳﺖ ﺑﻌﻨﻮان ﺗﺠﻬﻴﺰات2-2-4
4.2.2 Blasting nozzles with a straight orifice are
considered general purpose equipment and
normally may be made in different lengths. For
specified length of the straight orifice nozzle it
should be held at optimum distance of the
nozzle from the work surface to produce a
dispersed pattern.
وﻳﮋه ﻛﺎرﺑﺮدﻫﺎي ﻋﻤﻮﻣﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﻣﻲﺷﻮﻧﺪ و ﻣﻌﻤﻮﻻً ﻣﻴﺘﻮان
در ﻣﻮارد ﺳﺮ ﻟﻮﻟﻪﻫﺎي ﺑﺎ.آﻧﻬﺎ را در ﻃﻮل ﻫﺎي ﻣﺨﺘﻠﻔﻲ ﺳﺎﺧﺖ
روزﻧﻪ راﺳﺖ داراي ﻃﻮل ﻣﺸﺨﺺ ﺗﻮﺻﻴﻪ ﻣﻲﺷﻮد ﺑﺮاي اﻳﺠﺎد ﻃﺮح
ﭘﺎﺷﺶ ﭘﺮاﻛﻨﺪه ﺳﺮ ﻟﻮﻟﻪ در ﻓﺎﺻﻠﻪ ﺑﻬﻴﻨﻪ از ﺳﻄﺢ ﻛﺎر ﻧﮕﻬﺪاﺷﺘﻪ
.ﺷﻮد
4
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
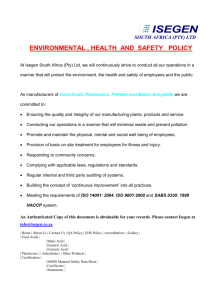
4.2.3 Blasting nozzles with orifices of the
venturi design (Fig. 1) are preferred for highproduction applications. The venturi shape
orifice of the nozzle shall accelerate the airabrasive stream in its extending section and
assure a uniform distribution of the abrasives
over the area of the blasting pattern.
(1 ﺳﺮ ﻟﻮﻟﻪ ﻫﺎي ﭘﺎﺷﺸﻲ ﺑﺎ ﻃﺮح روزﻧﻪ ﺷﻴﭙﻮري )ﺷﻜﻞ3-2-4
4.2.4 For the blast cleaning of the inside
surfaces of pipes and cylinders, as well as of
other internal areas, angled nozzles with 1, 2 or
3 orifices directed at a 45-degree angle from the
axis are preferred.
45 روزﻧﻪاي ﻛﻪ ﺑﺎ زاوﻳﻪ3 ﻳﺎ2،1 ﺳﺮ ﻟﻮﻟﻪﻫﺎي زاوﻳﻪدار4-2-4
روزﻧﻪ ﺷﻴﭙﻮري.ﺑﺮاي ﻛﺎرﺑﺮدﻫﺎي ﺗﻮﻟﻴﺪ زﻳﺎد ﺗﺮﺟﻴﺢ داده ﻣﻴﺸﻮﻧﺪ
ﺷﻜﻞ ﺳﺮ ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺟﺮﻳﺎن ﻫﻮا و ﻣﻮاد ﺳﺎﻳﻨﺪه را در دﻧﺒﺎﻟﻪ ﺑﺨﺶ
ﺑﻌﺪ از روزﻧﻪ ﺷﺘﺎب داده و ﻳﻜﻨﻮاﺧﺘﻲ ﭘﺨﺶ ﺷﺪن ﻣﻮاد ﺳﺎﻳﻨﺪه را
.در ﺳﻄﺢ ﻃﺮح ﭘﺎﺷﺶ اﻃﻤﻴﻨﺎن ﺑﺨﺶ ﻛﻨﺪ
درﺟﻪ اي ﻧﺴﺒﺖ ﺑﻪ ﻣﺤﻮر ﻟﻮﻟﻪﻫﺎ ﻳﺎ ﺳﻴﻠﻨﺪرﻫﺎ ﺟﻬﺖ داده ﺷﺪهاﻧﺪ
ﺑﺮاي ﺗﻤﻴﺰ ﻛﺎري ﭘﺎ ﺷﺸﻲ ﺳﻄﻮح دروﻧﻲ ﻟﻮﻟﻪﻫﺎ و ﺳﻴﻠﻨﺪرﻫﺎ و
. ﺳﻄﻮح دروﻧﻲ دﻳﮕﺮ ﺗﺮﺟﻴﺢ داده ﻣﻴﺸﻮﻧﺪ
ﺑﺮاي اﻳﻨﻜﻪ ﺳﺮ ﻟﻮﻟﻪ ﭘﺎﺷﺸﻲ اﺛﺮ ﺳﺎﻳﺶ ﻗﺎﺑﻞ ﻣﻼﺣﻈﻪ5-2-4
4.2.5 To withstand, at very slow wear rate, the
substantial abrasive effect of the air-abrasive
stream passing through its orifice, the blasting
nozzle shall be manufactured from ceramic, cast
iron, tungsten carbide and boron carbide, cast or
sintered carbide with carefully lapped orifice
surfaces. Purchaser shall specify the material in
purchase order. To protect the nozzle from
harmful mechanical effects and also for
operating convenience, the carbide nozzle shall
be inserted into a jacket made of material with
cushioning properties, such as specially
compounded epoxy or low-rebound zinc alloy.
ﺟﺮﻳﺎن ﻫﻮا و ﻣﻮاد ﺳﺎﻳﻨﺪه ﮔﺬر ﻛﻨﻨﺪه از درون روزﻧﻪ را ﺑﺎ ﻣﻴﺰان
ﺳﺮ ﻟﻮﻟﻪ ﭘﺎﺷﺸﻲ ﺑﺎﻳﺪ از ﺟﻨﺲ،ﻓﺮﺳﺎﻳﺶ ﺑﺴﻴﺎر ﻛﻢ ﺗﺤﻤﻞ ﻛﻨﺪ
ﻛﺮﺑﻮر، ﻛﺮﺑﻮرﺗﻨﮕﺴﺘﻦ و ﻛﺮﺑﻮرﺑﺮن، ﭼﺪن، (ﺳﻔﺎﻟﻴﻨﻪ )ﺳﺮاﻣﻴﻚ
رﻳﺨﺘﮕﻲ ﻳﺎ ﻛﻒ ﺟﻮش ﺷﺪه ﺑﺎ ﺳﻄﻮح روزﻧﻪ ﺑﻪ دﻗﺖ روي ﻫﻢ ﻗﺮار
ﺧﺮﻳﺪار ﺑﺎﻳﺪ ﻣﺎده ﻣﻮرد ﻧﻈﺮ را در ﺳﻔﺎرش.داده ﺷﺪه ﺳﺎﺧﺘﻪ ﺷﻮد
ﺑﺮاي ﺣﻔﺎﻇﺖ ﺳﺮ ﻟﻮﻟﻪ از اﺛﺮات ﻣﻜﺎﻧﻴﻜﻲ ﻣﻀﺮ.ﺧﺮﻳﺪ ﻣﺸﺨﺺ ﻛﻨﺪ
ﺳﺮ ﻟﻮﻟﻪ ﻛﺮﺑﻮري ﺑﺎﻳﺪ ﺑﻪ درون، و ﻫﻤﭽﻨﻴﻦ راﺣﺘﻲ ﻛﺎرﻛﺮدن آن
ﭘﻮﺷﺸﻲ ﻓﺮو ﺑﺮده ﺷﻮد ﻛﻪ از ﻣﺎدهاي ﺑﺎ وﻳﮋﮔﻴﻬﺎي ﺑﺎﻟﺸﺘﻜﻲ ﻣﺎﻧﻨﺪ
اﭘﻮﻛﺴﻲ ﺑﺎ ﺗﺮﻛﻴﺐ وﻳﮋه ﻳﺎ ﻫﻤﺒﺴﺘﻪ )آﻟﻴﺎژ( روي داراي ﺑﺮ ﺟﻬﻨﺪﮔﻲ
اﺗﺼﺎل ﺳﺮ ﻟﻮﻟﻪﻫﺎ ﺑﺎﻳﺪ از ﻧﻮع ﺑﺎ اﻧﺘﻬﺎي.ﻛﻢ ﺳﺎﺧﺘﻪ ﺷﺪه ﺑﺎﺷﺪ
ﻟﺒﻪدار )ﻓﻠﻨﺞدار( ﻳﺎ رزوهدار ﻫﺮ ﻛﺪام ﻛﻪ ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﻣﺸﺨﺺ
.ﺷﺪه اﺳﺖ ﺑﺎﺷﺪ
Nozzles’ fitting shall be flanged or threaded end
type whichever specified by the Purchaser.
4.2.6 Blasting nozzles may be manufactured
with different inside orifice diameters, each
required for operation with a specified pressure
of compressed air. A typical series of venturi
type nozzles shall be made in different sizes
with the orifice dimensions and air
requirements; specified in clause 6.
ﺳﺮ ﻟﻮﻟﻪﻫﺎي ﭘﺎﺷﺸﻲ را ﻣﻴﺘﻮان ﺑﺎ ﻗﻄﺮﻫﺎي روزﻧﻪ دروﻧﻲ6-2-4
4.2.7 If specified, a lever-actuated control device
may be mounted on or adjacent to the nozzle
coupling. The lever of this control device shall be
connected by a separate air line to the air inlet
valve on the blasting tank. Remote controls shall
be designed to operate by the "dead man" system,
shutting off the air when released by the operator
deliberately or unintentionally, such as in the
case of accidentally dropping the blasting end of
the hose.
ﻳﻚ وﺳﻴﻠﻪ ﻛﻨﺘﺮل ﺑﺎ اﻫﺮم ﻓﺸﺎري را، در ﺻﻮرت ﻧﻴﺎز7-2-4
ﺳﺮيﻫﺎي.ﻣﺨﺘﻠﻒ ﺑﺮاي ﻛﺎر ﺑﺎ ﻓﺸﺎر ﻣﻌﻴﻦ ﻫﻮاي ﻓﺸﺮده ﺳﺎﺧﺖ
ﻧﻤﻮﻧﻪ از ﺳﺮ ﻟﻮﻟﻪﻫﺎي ﻧﻮع ﺷﻴﭙﻮري ﺑﺎﻳﺪ ﺑﺎ اﻧﺪازهﻫﺎي ﻣﺨﺘﻠﻒ و ﺑﺎ
ﺳﺎﺧﺘﻪ، ﻣﺸﺨﺺ ﺷﺪه6 اﻟﺰاﻣﺎت ﻫﻮا و اﺑﻌﺎد روزﻧﻪ ﻛﻪ در ﺑﻨﺪ
.ﺷﻮﻧﺪ
اﻫﺮم اﻳﻦ.ﻣﻴﺘﻮان ﻛﻨﺎر ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮ ﻟﻮﻟﻪ ﺑﺮ روي آن ﺳﻮار ﻛﺮد
وﺳﻴﻠﻪ ﻛﻨﺘﺮل ﺑﺎﻳﺪ ﺑﻮﺳﻴﻠﻪ ﻳﻚ ﻟﻮﻟﻪ ﻫﻮاي ﻣﺠﺰا ﺑﻪ ورودي ﺷﻴﺮ
ﻛﻨﺘﺮلﻫﺎي از راه دور ﺑﺎﻳﺪ. ﻫﻮاي روي ﻣﺨﺰن ﭘﺎﺷﺶ وﺻﻞ ﺷﻮد
ﺑﻪ،ﻃﻮري ﻃﺮاﺣﻲ ﺷﻮﻧﺪ ﻛﻪ ﺑﺎ ﺳﺎﻣﺎﻧﻪ "وزﻧﻪ ﻣﻬﺎر" ﻛﺎر ﻛﻨﻨﺪ
ﻣﺎﻧﻨﺪ،ﮔﻮﻧﻪاي ﻛﻪ اﮔﺮ ﺳﺮﻟﻮﻟﻪ ﭘﺎﺷﺸﻲ ﺑﻲ اﺧﺘﻴﺎر ﻳﺎ ﻋﻤﺪاً رﻫﺎ ﺷﻮد
. ﺟﺮﻳﺎن ﻫﻮا را ﻗﻄﻊ ﻛﻨﺪ،ﺑﻪ زﻣﻴﻦ اﻓﺘﺎدن اﺗﻔﺎﻗﻲ آن
5
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
Fig. 1-DIAGRAM SHOWING THE OPERATION OF A BLAST NOZZLE WITH VENTURI TYPE
ORIFICE, THAT SUBSTANTIALLY INCREASES THE VELOCITY OF THE BLAST AND
ASSURES UNIFORM ABRASIVE SPREAD WITHIN THE BLAST PATTERN.
ﻛﻪ ﺑﻄﻮر ﻗﺎﺑﻞ ﻣﻼﺣﻈﻪاي ﺳﺮﻋﺖ ﭘﺎﺷﺶ را اﻓﺰاﻳﺶ،ﻧﻤﻮدار ﻧﺸﺎن دﻫﻨﺪه ﻛﺎر ﺳﺮ ﻟﻮﻟﻪ ﭘﺎﺷﺸﻲ ﺑﺎ روزﻧﻪ ﻧﻮع ﺷﻴﭙﻮري- 1 ﺷﻜﻞ
.داده و ﺗﻮزﻳﻊ ﻳﻜﻨﻮاﺧﺖ ﻣﻮاد ﺳﺎﻳﻨﺪه را در ﻃﺮح ﭘﺎﺷﺶ اﻃﻤﻴﻨﺎن ﻣﻲﺑﺨﺸﺪ
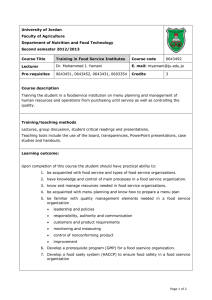
Fig. 2-REMOTE-CONTROL ACTUATING-LEVER MOUNTED ON THE BLAST HOSE,
ADJACENT TO THE NOZZLE HELD IN THE HAND OF THE OPERATOR. DETAILS OF THE
COUPLING ATTACHED OVER THE HOSE, WITH THE INTERNAL THREAD MATING WITH
THE THREADED END OF THE NOZZLE ARE ALSO VISIBLE.
ﻛﻨﺘﺮل از راه دور ﺑﺎ اﻫﺮم ﻓﺸﺎري ﻧﺼﺐ ﺷﺪه ﺑﺮ ﺷﻴﻠﻨﮓ ﭘﺎﺷﺶ در ﻛﻨﺎر ﺳﺮ ﻟﻮﻟﻪاي ﻛﻪ در دﺳﺖ ﺑﻬﺮه ﺑﺮدار ﻗﺮار-2 ﺷﻜﻞ
ﺑﺎ رزوه داﺧﻠﻲ ﭘﻴﭻ ﺷﺪه ﺑﻪ اﻧﺘﻬﺎي رزوهدار ﺳﺮ ﻟﻮﻟﻪ ﻗﺎﺑﻞ، ﻫﻤﭽﻨﻴﻦ ﺟﺰﺋﻴﺎت ﺟﻔﺖ ﻛﻨﻨﺪه ﻣﺘﺼﻞ ﺷﺪه ﺑﻪ ﺷﻴﻠﻨﮓ.ﻣﻲﮔﻴﺮد
.ﻣﺸﺎﻫﺪه اﺳﺖ
6
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
:ﺷﺮح ﺟﺰﺋﻴﺎت
( ﺷﻴﻠﻨﮓ ﭘﺎﺷﺶ1
( ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮ ﻟﻮﻟﻪ2
( اﻫﺮم ﻓﺸﺎري3
( ﻟﻮﻟﻪﻫﺎي ﻛﻨﺘﺮل ﻫﻮا4
( ﻣﺠﻤﻮﻋﻪ ﺳﺮ ﻟﻮﻟﻪ5
( ﺗﺴﻤﻪﻫﺎي ﻧﺼﺐ6
Detail Description:
1) Blast hose
2) Nozzle coupling
3) Actuating-lever
4) Control air lines
5) Nozzle assembly
6) Mounting straps
ﺷﻴﻠﻨﮓﻫﺎي ﭘﺎﺷﺶ3-4
4.3 Blast Hoses
4.3.1 The hose shall be suitable for working
pressures up to 0.63 MPa in accordance with
ISO 3861:1995.
ﺑﺮاي ﻓﺸﺎرﻫﺎي ﻛﺎرISO 3861:1995 ﺷﻴﻠﻨﮓ ﺑﺎﻳﺪ ﻃﺒﻖ1-3-4
4.3.2 The hose shall be antistatic and consist of:
ﺷﻴﻠﻨﮓ ﺑﺎﻳﺪ ﺿﺪ اﻟﻜﺘﺮﻳﺴﻴﺘﻪ ﺳﺎﻛﻦ و ﺷﺎﻣﻞ ﻣﻮارد زﻳﺮ2-3-4
. ﻣﮕﺎ ﭘﺎﺳﻜﺎل ﻣﻨﺎﺳﺐ ﺑﺎﺷﺪ0/63 ﺗﺎ
:ﺑﺎﺷﺪ
a) A rubber lining which is highly resistant
to abrasion;
اﻟﻒ( آﺳﺘﺮ ﻻﺳﺘﻴﻜﻲ ﻛﻪ در ﺑﺮاﺑﺮ ﺳﺎﻳﺶ ﺑﺴﻴﺎر ﻣﻘﺎوم ﺑﺎﺷﺪ؛
b) A reinforcement applied by any suitable
technique;
ب( ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪهاي ﻛﻪ ﺑﺎ روش ﻓﻨﻲ ﻣﻨﺎﺳﺒﻲ ﺑﻜﺎر رﻓﺘﻪ
.ﺑﺎﺷﺪ؛
c) An abrasion resistant outer rubber cover.
.ج( روﻛﺶ ﻻﺳﺘﻴﻜﻲ ﺑﻴﺮوﻧﻲ ﻛﻪ در ﺑﺮاﺑﺮ ﺳﺎﻳﺶ ﻣﻘﺎوم ﺑﺎﺷﺪ
The lining and cover shall be of uniform
thickness, reasonably concentric, and free from
air holes, porosity and other defects.
ﺑﻄﻮر،آﺳﺘﺮ و روﻛﺶ ﺷﻴﻠﻨﮓ ﺑﺎﻳﺪ داراي ﺿﺨﺎﻣﺖ ﻳﻜﻨﻮاﺧﺖ
. ﺣﻔﺮهﻫﺎ و ﻧﻮاﻗﺺ دﻳﮕﺮ ﺑﺎﺷﻨﺪ، ﻣﻌﻘﻮل ﻫﻢ ﻣﺮﻛﺰ و ﻋﺎري از ﻣﻚﻫﺎ
اﺑﻌﺎد و رواداريﻫﺎ3-3-4
4.3.3 Dimensions and tolerances
ﻗﻄﺮﻫﺎي ﺳﻮراخ ﺷﻴﻠﻨﮓ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ اﺑﻌﺎد اﺳﻤﻲ1-3-3-4
4.3.3.1 Bore diameters shall be in accordance
with the nominal dimensions given in table 1.
The tolerance shall be in accordance with ISO
1307.
. ﺑﺎﺷﺪISO 1307 و رواداري ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ1 داده ﺷﺪه در ﺟﺪول
TABLE 1 - BORE DIAMETERS
– ﻗﻄﺮﻫﺎي ﺳﻮراخ ﺷﻴﻠﻨﮓ1 ﺟﺪول
NOMINAL BORE (mm)
(ﻗﻄﺮ اﺳﻤﻲ ﺳﻮراخ )ﻣﻴﻠﻴﻤﺘﺮ
12.5 16
19 20
12/5 16 19
25
31.5
38 40
45
50
51
20 25 31/5 38 40
45
50 51
ISO 3861:1995 از1 ﺑﺮ اﺳﺎس ﺟﺪول
Based on table 1 of ISO 3861:1995
7
Jul. 2009/1388 ﺗﻴﺮ
ﺿﺨﺎﻣﺖ آﺳﺘﺮ و روﻛﺶ ﻫﻨﮕﺎﻣﻴﻜﻪ ﻃﺒﻖ روش ﺷﺮح2-3-3-4
4.3.3.2 When measured in accordance with the
method described in ISO 4671, the thickness of
the lining and the cover shall not be less than
the values given in table 2:
2
IPS-M-GN-450(1)
اﻧﺪازه ﮔﻴﺮي ﺷﻮد ﻧﺒﺎﻳﺪ از ﻣﻘﺎدﻳﺮ دادهISO 4671 داده ﺷﺪه در
. ﻛﻤﺘﺮ ﺑﺎﺷﺪ2 ﺷﺪه در ﺟﺪول
TABLE 2 - MINIMUM THICKNESS OF LINING AND COVER
– ﺿﺨﺎﻣﺖ ﻛﻤﻴﻨﻪ آﺳﺘﺮ و روﻛﺶ2 ﺟﺪول
3
NOMINAL BORE
ﺳﻮراخ اﺳﻤﻲ
LINING(mm)
COVER(mm)
(آﺳﺘﺮ )ﻣﻴﻠﻴﻤﺘﺮ
(روﻛﺶ )ﻣﻴﻠﻴﻤﺘﺮ
5.0
1.5
6.0
1.5
Up to and including 19 mm
ﻣﻴﻠﻴﻤﺘﺮ19 ﺗﺎ و ﺷﺎﻣﻞ
Above 19 mm
ﻣﻴﻠﻴﻤﺘﺮ19 ﺑﺎﻻﺗﺮ از
. ﻣﺘﺮ ﺑﺎﺷﺪ10 ﻃﻮل ﻛﻤﻴﻨﻪ ﺷﻴﻠﻨﮓ ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ از3-3-3-4
4.3.3.3 The minimum length of hose shall not
be less than 10 m. The tolerance on length shall
be within ±1% of nominal length.
. درﺻﺪ ﻃﻮل اﺳﻤﻲ ﺷﻴﻠﻨﮓ ﺑﺎﺷﺪ±1 رواداري ﻃﻮل ﺑﺎﻳﺪ
ﻣﺘﺮ ﺗﺎﻣﻴﻦ40 و ﺑﻴﺸﻴﻨﻪ30 ،20 ،10 ﺷﻴﻠﻨﮓﻫﺎ ﺑﺎﻳﺪ در ﻃﻮلﻫﺎي
.ﮔﺮدﻧﺪ
Hoses shall be supplied in lengths 10, 20, 30
and maximum 40 meters.
5. REQUIREMENT OF AIR, POWER, AND
ABRASIVE
ﻧﻴﺮوي ﺑﺮق و ﻣﺎده ﺳﺎﻳﻨﺪه، اﻟﺰام ﺑﺮاي ﻫﻮا-5
Unless
otherwise
specified,
abrasive
requirements of blast cleaning machines
generally shall not be less than the values given
in table 3:
اﻟﺰاﻣﺎت،در ﺻﻮرﺗﻴﻜﻪ ﺑﻨﺤﻮ دﻳﮕﺮي ﻣﺸﺨﺺ ﻧﺸﺪه ﺑﺎﺷﺪ
ﻣﺎﺷﻴﻦﻫﺎي ﺗﻤﻴﺰ ﻛﺎري ﭘﺎﺷﺸﻲ ﻋﻤﻮﻣﺎً ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ از ﻣﻘﺎدﻳﺮ داده
. ﺑﺎﺷﺪ3 ﺷﺪه در ﺟﺪول
TABLE 3 - AIR, POWER, AND ABRASIVE REQUIREMENTS OF BLAST
ﺗﻮان ﺑﺮق و ﻣﺎده ﺳﺎﻳﻨﺪه ﭘﺎﺷﺸﻲ، اﻟﺰاﻣﺎت ﻫﻮا-3 ﺟﺪول
NOZZLE ORIFICE INSIDE DIA.
(mm)
(ﻗﻄﺮ دروﻧﻲ روزﻧﻪ ﺳﺮ ﻟﻮﻟﻪ )ﻣﻴﻠﻴﻤﺘﺮ
AIR REQUIREMENT, 0.63 MPa (m3/min)
( ﻣﮕﺎﭘﺎﺳﻜﺎل )ﻣﺘﺮ ﻣﻜﻌﺐ در دﻗﻴﻘﻪ0/63 ﻫﻮاي ﻣﻮرد ﻧﻴﺎز
POWER (KW)
(ﺗﻮان ﺑﺮق )ﻛﻴﻠﻮ وات
SAND USAGE PER HOUR(Kg)
(ﻣﺼﺮف ﻣﺎﺳﻪ در ﺳﺎﻋﺖ )ﻛﻴﻠﻮ ﮔﺮم
3.175
4.76
6.35
7.94
9.525
11.11
12.7
0.525
1.16
2.10
3.57
4.90
6.80
8.75
2.61
5.891
10.59
18.05
24.76
34.38
44.22
63.5
135
254
420
596
821
1052
8
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ﻣﻮاد-6
6. MATERIALS
6.1 Materials of construction shall be the
manufacturer’s standard for the specified
operating conditions, except as required or
prohibited by the purchase order or by this
Standard.
ﻣﻮاد ﺳﺎﺧﺖ ﺑﺮاي ﺷﺮاﻳﻂ ﻛﺎر ﻣﺸﺨﺺ ﺑﺎﻳﺪ ﻃﺒﻖ اﺳﺘﺎﻧﺪارد1-6
6.2 Materials shall be identified in the proposal
with their applicable ASTM, AISI, ASME, or
SAE numbers, including the material grade.
When no such designation is available, the
Vendor’s material specification, giving physical
properties, chemical composition, and test
requirements shall be included in the proposal.
ﻣﻮاد ﺑﺎﻳﺪ در ﭘﻴﺸﻨﻬﺎد ﺑﺎ ﺷﻤﺎرهﻫﺎي ﻗﺎﺑﻞ ﻛﺎرﺑﺮد ﻣﺮﺑﻮط آﻧﻬﺎ2-6
ﺑﻪ ﺟﺰ ﻣﻮاردي ﻛﻪ ﺗﻮﺳﻂ درﺧﻮاﺳﺖ ﺧﺮﻳﺪ اﻳﻦ،ﺳﺎزﻧﺪه ﺑﺎﺷﺪ
.اﺳﺘﺎﻧﺪارد اﻟﺰام ﻳﺎ ﻣﻤﻨﻮع ﺷﺪه ﺑﺎﺷﺪ
، ﺷﺎﻣﻞ درﺟﻪ ﻣﺎدهSAE ﻳﺎ،ASME ،AISI ،ASTM در
ﻫﻨﮕﺎﻣﻴﻜﻪ ﭼﻨﻴﻦ ﻧﻤﺎد ﺷﻨﺎﺳﺎﻳﻲ وﺟﻮد ﻧﺪاﺷﺘﻪ.ﺷﻨﺎﺳﺎﻳﻲ ﺷﻮﻧﺪ
ﺑﺎﺷﺪ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﻣﺸﺨﺼﺎت ﻣﻮاد ﺧﻮد ﺷﺎﻣﻞ وﻳﮋﮔﻴﻬﺎي
ﺗﺮﻛﻴﺐ ﺷﻴﻤﻴﺎﻳﻲ و اﻟﺰاﻣﺎت آزﻣﻮن را در ﭘﻴﺸﻨﻬﺎد، ﻓﻴﺰﻳﻜﻲ
.ﺑﮕﻨﺠﺎﻧﺪ
ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﺑﺮاي اﻃﻤﻴﻨﺎن از اﻳﻨﻜﻪ ﻣﻮاد ﺑﺮاي ﻛﺎر3-6
6.3 The Vendor shall specify ASTM optional
tests and inspection procedures necessary to
ensure that materials are satisfactory for the
service. Such tests and inspections shall be
listed in the proposal. The Purchaser should
consider specifying additional tests and
inspections.
و آزﻣﻮنﻫﺎي اﺧﺘﻴﺎري و،ﻣﻮرد ﻧﻈﺮ رﺿﺎﻳﺘﺒﺨﺶ ﻫﺴﺘﻨﺪ
اﻳﻦ آزﻣﻮن ﻫﺎ و. را ﻣﺸﺨﺺ ﻛﻨﺪASTM روشﻫﺎي ﺑﺎزرﺳﻲ ﻻزم
ﺗﻮﺻﻴﻪ ﻣﻴﺸﻮد ﺧﺮﻳﺪار.ﺑﺎزرﺳﻲ ﻫﺎ ﺑﺎﻳﺪ در ﭘﻴﺸﻨﻬﺎد ﻓﻬﺮﺳﺖ ﺷﻮد
ﻣﺸﺨﺺ ﻛﺮدن آزﻣﻮنﻫﺎ و ﺑﺎزرﺳﻲﻫﺎي اﺿﺎﻓﻲ را ﻣﺪ ﻧﻈﺮ ﻗﺮار
.دﻫﺪ
ﺷﺎﻣﻞ ﺟﺰء ﺗﺸﻜﻴﻞ، ﺧﺮﻳﺪار وﺟﻮد ﻋﻮاﻣﻞ ﺧﻮرﻧﺪه در ﻣﺤﻴﻂ4-6
6.4 The Purchaser will specify the presence of
any corrosive agents in the environment,
including constitute that may cause stress
corrosion cracking.
دﻫﻨﺪه اي ﻛﻪ ﻣﻤﻜﻦ اﺳﺖ ﺑﺎﻋﺚ ﺗﺮﻛﻴﺪﮔﻲ ﻧﺎﺷﻲ از ﺧﻮردﮔﻲ
.ﺗﻨﺸﻲ ﺷﻮد را ﻣﺸﺨﺺ ﺧﻮاﻫﺪ ﻛﺮد
6.5 The blast hose specification shall be in
accordance with 4.3.
. ﺑﺎﺷﺪ3-4 ﻣﺸﺨﺼﺎت ﺷﻴﻠﻨﮓ ﭘﺎﺷﺶ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ ﺑﻨﺪ5-6
6.6 Vendors shall specify the suitable abrasive
for the machine.
ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﻣﺎده ﺳﺎﻳﻨﺪه ﻣﻨﺎﺳﺐ را ﺑﺮاي ﻣﺎﺷﻴﻦ6-6
.ﻣﺸﺨﺺ ﻛﻨﺪ
ﺻﻔﺤﻪ ﻫﺎي ﻣﺸﺨﺼﺎت-7
7. NAMEPLATES
درﺻﺪ18 ﺻﻔﺤﻪ ﻣﺸﺨﺼﺎت ﺑﺎﻳﺪ از ﻓﻮﻻد زﻧﮓ ﻧﺰن داراي1-7
7.1 The nameplate shall be made of 18% CR8% NI stainless steel or equivalent. Securely
fastened by pins of a similar material, and
located for easy visibility.
درﺻﺪ ﻧﻴﻜﻞ ﻳﺎ ﻣﻌﺎدل آن ﺑﺎﺷﺪ و ﺑﻮﺳﻴﻠﻪ ﻣﻴﺦ ﭘﺮچﻫﺎﺋﻲ8 – ﻛﺮم
از ﺟﻨﺲ ﻣﺎده اي ﻣﺸﺎﺑﻪ در ﻣﺤﻠﻲ از دﺳﺘﮕﺎه ﻛﻪ ﺑﺮاﺣﺘﻲ ﻗﺎﺑﻞ
. دﻳﺪ ﺑﺎﺷﺪ ﺑﻄﻮر ﻣﺤﻜﻢ ﻧﺼﺐ ﮔﺮدد
: ﻣﻮارد زﻳﺮ ﺑﺎﻳﺪ ﺑﺮ روي ﺻﻔﺤﻪ ﻣﺸﺨﺼﺎت دﻳﺪه ﺷﻮد2-7
7.2 The following shall appear on the name plate:
ﺷﻤﺎره دﺳﺘﮕﺎه ﺷﻤﺎره ﺳﻔﺎرش ﻧﺎم ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺷﻤﺎره ﺳﺮي ﻫﻮاي ﻣﻮرد ﻧﻴﺎز-
- Equipment number
- Order number
- Vendor’s name
- Serial number
- Air requirement
9
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ﻣﺼﺮف ﻣﺎﺳﻪ ﻗﻄﺮ دروﻧﻲ روزﻧﻪ ﺳﺮ ﻟﻮﻟﻪ-
- Sand usage
- Nozzle orifice inside diameter
ﻣﺘﻌﻠﻘﺎت-8
8. ACCESSORIES
ﻣﺘﻌﻠﻘﺎت زﻳﺮ ﺑﺎﻳﺪ ﺑﺮاي ﻣﺎﺷﻴﻦﻫﺎي ﭘﺎﺷﺸﻲ ﺑﺎ ﻫﻮا ﺗﺎﻣﻴﻦ1-8
8.1 The following accessories shall be furnished
for air-blasting machine:
:ﺷﻮﻧﺪ
a) Inlet air hose,
اﻟﻒ( ﺷﻴﻠﻨﮓ ﻫﻮاي ورودي
b) Moisture separator,
(ب( ﺟﺪا ﻛﻨﻨﺪه ﻧﻢ )ﻧﻢ ﮔﻴﺮ
c) Drain valve,
ج( ﺷﻴﺮ ﺗﺨﻠﻴﻪ
d) Air pressure gage,
د( ﻓﺸﺎر ﺳﻨﺞ ﻫﻮا
e) air inlet valve,
ﻫ( ﺷﻴﺮ ورود ﻫﻮا
f) Choke valve (anti-clog),
(و( ﺷﻴﺮ ﺳﺎﺳﺎت )ﺿﺪ ﮔﺮﻓﺘﮕﻲ
g) Abrasive regulator,
ز( ﺗﻨﻈﻴﻢ ﻛﻨﻨﺪه ﻣﺎده ﺳﺎﻳﻨﺪه
h) Tank quick snap coupling,
ح( ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮﻳﻊ ﻣﺨﺰن
i) Hose quick snap coupling,
ط( ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮﻳﻊ ﺷﻴﻠﻨﮓ
j) Abrasive tank sealing plunger,
ي( ﭘﻴﺴﺘﻮن ﻏﻮﻃﻪ ور آب ﺑﻨﺪي ﻣﺨﺰن ﻣﻮاد ﺳﺎﻳﻨﺪه
k) Exhaust valve,
ك( ﺷﻴﺮ ﺗﺨﻠﻴﻪ
l) Exhaust silencer.
ل( ﺧﻔﻪ ﻛﻦ ﺗﺨﻠﻴﻪ
Typical cross-sectional diagram of a movable
air-blasting machine is shown in Appendix A.
ﻧﻤﻮدار ﺑﺮﺷﻲ ﻧﻤﻮﻧﻪ از ﻳﻚ ﻣﺎﺷﻴﻦ ﻗﺎﺑﻞ ﺣﻤﻞ ﭘﺎﺷﺸﻲ ﻣﻮاد
.ﺳﺎﻳﻨﺪه ﺑﺎ ﻫﻮا در ﭘﻴﻮﺳﺖ اﻟﻒ ﻧﺸﺎن داده ﺷﺪه اﺳﺖ
8.2 Unless otherwise specified the blast
cleaning machines shall be equipped with two
wheels and a leg for third point support.
ﻣﺎﺷﻴﻦ ﺗﻤﻴﺰ ﻛﺎري، ﭼﻨﺎﻧﭽﻪ ﺑﻨﺤﻮ دﻳﮕﺮ ﻣﺸﺨﺺ ﻧﺸﺪه ﺑﺎﺷﺪ2-8
ﭘﺎﺷﺸﻲ ﺑﺎﻳﺪ ﻣﺠﻬﺰ ﺑﻪ دو ﭼﺮخ و ﻳﻚ ﭘﺎﻳﻪ ﺑﻌﻨﻮان ﺗﻜﻴﻪ ﮔﺎه ﺳﻮم
.ﺑﺎﺷﺪ
ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ-9
9. INSPECTION AND TESTING
ﻋﻤﻮﻣﻲ1-9
9.1 General
ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﭘﻴﺶ آﮔﺎﻫﻲ ﺑﺎزرﺳﻲ ﻫﺎ و آزﻣﺎﻳﺶﻫﺎي1-1-9
9.1.1 The Vendor shall provide the Purchaser
with advance notification of certain shop
inspections and testing as outlined in the
Purchase Order or other agreement. The
Purchaser’s representative shall have free entry,
after prior notification by the Purchaser, to all
Vendor and subvendor plants where work upon
or testing of the equipment is in progress.
ﻣﻌﻴﻨﻲ ﻛﻪ در درﺧﻮاﺳﺖ ﺧﺮﻳﺪ ﻳﺎ ﻗﺮار داد دﻳﮕﺮ ذﻛﺮ ﺷﺪه اﺳﺖ را
ﻧﻤﺎﻳﻨﺪه ﺧﺮﻳﺪار ﭘﺲ از درﻳﺎﻓﺖ ﭘﻴﺶ آﮔﺎﻫﻲ.ﺑﻪ ﺧﺮﻳﺪار اراﺋﻪ ﻛﻨﺪ
ﺑﺎﻳﺪ ﺣﻖ ورود آزاد ﺑﻪ ﻛﺎرﺧﺎﻧﺠﺎت ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه اﺻﻠﻲ و ﺗﺎﻣﻴﻦ
ﻛﻨﻨﺪه ﻫﺎي ﻓﺮﻋﻲ ﻛﻪ در آﻧﺠﺎ ﺑﺎزرﺳﻲﻫﺎ و آزﻣﺎﻳﺶ ﻫﺎي ﺗﺠﻬﻴﺰات
.در ﺣﺎل اﻧﺠﺎم اﺳﺖ را داﺷﺘﻪ ﺑﺎﺷﺪ
اﻃﻼع دادن اﻟﺰاﻣﺎت ﺑﺎزرﺳﻲ ﺧﺮﻳﺪار ﺑﻪ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه2-1-9
9.1.2 It shall be the responsibility of the Vendor
to notify subvendors of the Purchaser’s
inspection requirements.
.ﻫﺎي ﻓﺮﻋﻲ ﺑﺎﻳﺪ ﺑﻪ ﻣﺴﺌﻮﻟﻴﺖ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه اﺻﻠﻲ ﺑﺎﺷﺪ
10
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ﺑﺎزرﺳﻲ2-9
9.2 Inspection
9.2.1 Vendor shall submit all inspection and test
certificates to the Company.
ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﻫﻤﻪ ﮔﻮاﻫﻴﻨﺎﻣﻪ ﻫﺎي ﺑﺎزرﺳﻲ و آزﻣﻮن1-2-9
9.2.2 All painting of surfaces of pressurecontaining parts shall be deferred until the
specified inspection of that part is completed.
ﻫﻤﻪ رﻧﮓ آﻣﻴﺰي ﺳﻄﻮح ﺑﺨﺶﻫﺎي ﺗﺤﺖ ﻓﺸﺎر ﺑﺎﻳﺪ ﺗﺎ2-2-9
. را ﺑﻪ ﺷﺮﻛﺖ ﺗﺤﻮﻳﻞ دﻫﺪ
زﻣﺎﻧﻲ ﻛﻪ ﺑﺎزرﺳﻲ ﺗﻌﻴﻴﻦ ﺷﺪه آن ﺑﺨﺶ ﺗﻜﻤﻴﻞ ﺷﻮد ﺑﻪ ﺗﻌﻮﻳﻖ
.اﻧﺪاﺧﺘﻪ ﺷﻮد
آزﻣﺎﻳﺶ3-9
9.3 Testing
ﻋﻤﻮﻣﻲ1-3-9
9.3.1 General
9.3.1.1 The Vendor shall notify the Purchaser
not less than 15 days prior to the date the
equipment will be ready for testing.
روز ﻧﺒﺎﺷﺪ15 ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ در ﻣﺪﺗﻲ ﻛﻪ ﻛﻤﺘﺮ از1-1-3-9
9.3.1.2 The Purchaser’s acceptance of shop test
result shall not constitute a waiver of the
Vendor’s obligation to provide equipment that
meets all specified operating conditions.
ﭘﺬﻳﺮش ﻧﺘﺎﻳﺞ آزﻣﻮن ﻛﺎرﮔﺎﻫﻲ ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﻧﺒﺎﻳﺪ2-1-3-9
9.3.1.3 When specified, the Purchaser reserves
the right to witness or observe the testing,
dismantling, inspection, and reassembly of
equipment.
ﺧﺮﻳﺪار ﺣﻖ، در ﺻﻮرﺗﻴﻜﻪ ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ3-1-3-9
ﻗﺒﻞ از آﻣﺎده ﺳﺎزي ﺗﺠﻬﻴﺰات ﺑﺮاي آزﻣﺎﻳﺶ ﻣﻮﺿﻮع را ﺑﻪ ﺧﺮﻳﺪار
.اﻃﻼع دﻫﺪ
ﺑﺎﻋﺚ ﻟﻐﻮ ﺗﻌﻬﺪ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺮاي ﺗﺎﻣﻴﻦ ﺗﺠﻬﻴﺰاﺗﻲ ﺷﻮد ﻛﻪ ﻫﻤﻪ
.ﺷﺮاﻳﻂ ﻛﺎري ﺗﻌﻴﻴﻦ ﺷﺪه را ﭘﺎﺳﺨﮕﻮ ﺑﺎﺷﺪ
ﺑﺎزرﺳﻲ و ﺳﺮ ﻫﻢ ﺑﻨﺪي، ﺑﺎز ﻛﺮدن، ﻣﺸﺎﻫﺪه و ﮔﻮاﻫﻲ آزﻣﻮن
.ﻛﺮدن ﺗﺠﻬﻴﺰات را ﺑﺮاي ﺧﻮد ﺣﻔﻆ ﻣﻲﻧﻤﺎﻳﺪ
آزﻣﻮنﻫﺎي ﻓﺸﺎر2-3-9
9.3.2 Pressure tests
ﺟﺪا ﻛﻨﻨﺪه ﻧﻢ، ﺑﺨﺶﻫﺎي ﺗﺤﺖ ﻓﺸﺎر )ﺷﺎﻣﻞ ﻣﺨﺰن ﻣﻮاد ﺳﺎﻳﻨﺪه
ﺑﺮاﺑﺮ ﻓﺸﺎر ﻛﺎر ﻣﺠﺎز1 1 ﻟﻮﻟﻪﻫﺎ ﺑﺎﻳﺪ در دﺳﺖ ﻛﻢ،()ﻧﻢ ﮔﻴﺮ
Pressure containing parts (including abrasive
vessel, moisture separator, pipes) shall be tested
hydrostatically at a minimum of 1½ times the
maximum allowable working pressure but not
less than 1.4 MPa gage.
2
ﻣﮕﺎﭘﺎﺳﻜﺎل ﻧﺴﺒﻲ )اﻧﺪازه ﮔﻴﺮي1/4 ﺑﻴﺸﻴﻨﻪ وﻟﻲ ﻧﻪ ﻛﻤﺘﺮ از
.ﺷﺪه( ﺑﻪ ﺻﻮرت اﻳﺴﺘﺎﺑﻲ آزﻣﻮن ﺷﻮﻧﺪ
آزﻣﻮن ﺷﻴﻠﻨﮓ ﭘﺎﺷﺶ3-3-9
9.3.3 Blasting hose test
آزﻣﻮن ﺗﺎب ﻛﺸﺸﻲ و ازدﻳﺎد ﻃﻮل ﺑﺎﻳﺪ ﻃﺒﻖ روش1-3-3-9
9.3.3.1 Tensile strength and elongation test shall
be carried out in accordance with method
described in BS ISO 37: 2005/ ISO 37:1994
using dumb-bell test pieces of Type 1
dimensions. The test shall be carried out on test
sheets of the appropriate rubber compound
vulcanized under the same conditions as the
hose.
ﺑﺎBS/ISO 37:2005 ،ISO 37:1994 ﺷﺮح داده ﺷﺪه در
آزﻣﻮن. اﻧﺠﺎم ﺷﻮد1 اﺳﺘﻔﺎده از ﻗﻄﻌﺎت آزﻣﻮن دﻣﺒﻞ ﺑﺎ اﺑﻌﺎد ﻧﻮع
ﺑﺎﻳﺪ ﺑﺮ روي ورﻗﻪ ﻫﺎي آزﻣﻮن ﻣﻮاد ﻣﺮﻛﺐ ﻻﺳﺘﻴﻜﻲ ﺳﺨﺖ ﺷﺪه
.ﻣﻨﺎﺳﺐ ﺗﺤﺖ ﻫﻤﺎن ﺷﺮاﻳﻂ آزﻣﻮن ﺷﻴﻠﻨﮓ اﻧﺠﺎم ﺷﻮد
The rubber used for the lining and the cover
shall have a tensile strength and elongation at
break not less than values given in table 4:
ﺗﺎب ﻛﺸﺸﻲ و ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ ﻻﺳﺘﻴﻚ اﺳﺘﻔﺎده ﺷﺪه
ﺑﺮاي آﺳﺘﺮ و روﻛﺶ ﺷﻴﻠﻨﮓ ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ از ﻣﻘﺎدﻳﺮ داده ﺷﺪه در
. ﺑﺎﺷﺪ4 ﺟﺪول
11
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
TABLE 4 - MINIMUM VALUES OF TENSILE STRENGTH AND ELONGATION AT BREAK
ارﻗﺎم ﻛﻤﻴﻨﻪ ﺗﺎب ﻛﺸﺸﻲ و ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ-4 ﺟﺪول
COMPONENT
TENSILE STRENGTH (MPa)
ELONGATION AT BREAK (%)
ﺟﺰء
(ﺗﺎب ﻛﺸﺸﻲ )ﻣﮕﺎﭘﺎﺳﻜﺎل
(ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ )درﺻﺪ
LINING
14
400
10
300
آﺳﺘﺮ
COVER
روﻛﺶ
Based on table 2 of ISO 3861: 1995
ISO 3861:1995 از2 ﺑﺮ اﺳﺎس ﺟﺪول
Adhesion shall be determined by the method
described in ISO 36:1993/ ISO 8033. The
adhesion between lining and reinforcement,
between layers of reinforcement and between
cover and reinforcement shall be not less than
2.0 KN/m.
ISO 36:1993 / ﭼﺴﺒﻨﺪﮔﻲ ﺑﺎﻳﺪ ﺑﻪ روش ﺷﺮح داده ﺷﺪه در
9.3.3.2 When carried out hydraulic pressure test
in accordance with the method described in ISO
1402, the hose shall comply with the
requirements of the table 5 and shall show no
cracks or leaks at proof pressure.
ﺷﻴﻠﻨﮓ ﻫﻨﮕﺎﻣﻲ ﻛﻪ ﻃﺒﻖ روش ﺷﺮح داده ﺷﺪه در2-3-3-9
، ﭼﺴﺒﻨﺪﮔﻲ ﺑﻴﻦ آﺳﺘﺮ و ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه. ﺗﻌﻴﻴﻦ ﮔﺮددISO 8033
ﺑﻴﻦ ﻻﻳﻪﻫﺎي ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه و ﺑﻴﻦ روﻛﺶ و ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه ﻧﺒﺎﻳﺪ
. ﻛﻴﻠﻮ ﻧﻴﻮﺗﻦ ﺑﺮ ﻣﺘﺮ ﺑﺎﺷﺪ2/0 ﻛﻤﺘﺮ از
5 آزﻣﻮن ﻓﺸﺎر اﻳﺴﺘﺎﺑﻲ ﮔﺮدد ﺑﺎﻳﺪ ﺑﺎ اﻟﺰاﻣﺎت ﺟﺪولISO 1402
ﻣﻄﺎﺑﻘﺖ داﺷﺘﻪ ﺑﺎﺷﺪ و در ﻓﺸﺎر ﮔﻮاه ﻧﺒﺎﻳﺪ ﻫﻴﭻ ﻧﺸﺎﻧﻪاي از ﺗﺮك
.ﺧﻮردﮔﻲ در آن ﭘﺪﻳﺪ آﻳﺪ
TABLE 5 - HOSE HYDROSTATIC REQUIREMENTS
اﻟﺰاﻣﺎت ﻓﺸﺎر اﻳﺴﺘﺎﺑﻲ ﺷﻴﻠﻨﮓ-5 ﺟﺪول
PROPERTY
REQUIREMENT
وﻳﮋﮔﻲ
اﻟﺰام
PROOF PRESSURE
1.25 (MPa)
ﻓﺸﺎر ﮔﻮاه
CHANGE IN DIAMETER AT PROOF PRESSURE
()ﻣﮕﺎﭘﺎﺳﻜﺎل1/25
±10(%)
ﺗﻐﻴﻴﺮ در ﻗﻄﺮ در ﻓﺸﺎر ﮔﻮاه
CHANGE IN LENGTH AT PROOF PRESSURE
( )درﺻﺪ±10
±8(%)
ﺗﻐﻴﻴﺮ در ﻃﻮل در ﻓﺸﺎر ﮔﻮاه
TWIST AT PROOF PRESSURE (MAX.)
( )درﺻﺪ±8
60°/m
(ﭘﻴﭽﺶ در ﻓﺸﺎر ﮔﻮاه )ﺑﻴﺸﻴﻨﻪ
درﺟﻪ ﺑﻪ ﻣﺘﺮ60
ﻓﺸﺎر ﺗﺮﻛﻴﺪن
( )ﻣﮕﺎﭘﺎﺳﻜﺎل2/5
BURST PRESSURE
2.5 (MPa)
ISO 3861:1995 از4 ﺑﺮ اﺳﺎس ﺟﺪول
Based on table 4 of ISO 3861:1995
12
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
9.3.3.3 When tested in accordance with the
method described in ISO 8031:1943, the
electrical resistance shall not exceed 2.0 MΩ/m
(2×106 ohm/m).
ﻣﻘﺎوﻣﺖ ﺑﺮﻗﻲ )اﻟﻜﺘﺮﻳﻜﻲ( ﺷﻴﻠﻨﮓ ﻫﻨﮕﺎﻣﻲ ﻛﻪ ﻃﺒﻖ3-3-3-9
9.3.3.4 After accelerated ageing as specified in
ISO 188 for 3 days at a temperature of 70°
C±1°C, the tensile strength and elongation at
break of rubber used for the lining and cover, as
determined by ISO 37, shall not vary from the
initial values by more than the values given in
table 6.
ﺗﺎب ﻛﺸﺸﻲ و ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ ﻻﺳﺘﻴﻚ ﺑﻪ4-3-3-9
آزﻣﻮن ﺷﻮد ﻧﺒﺎﻳﺪ ازISO 8031:1943 روش ﺷﺮح داده ﺷﺪه در
. اﻫﻢ ﻣﺘﺮ( ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ2 × 610) ﻣﮕﺎ اﻫﻢ ﺑﺮ ﻣﺘﺮ2/0
ISO 37 ﻛﺎر رﻓﺘﻪ در آﺳﺘﺮ و روﻛﺶ ﺷﻴﻠﻨﮓ ﺗﻌﻴﻴﻦ ﺷﺪه ﻃﺒﻖ
70 ± 1 روز در دﻣﺎي3 ﭘﺲ از ﻓﺮﺳﻮدﮔﻲ ﺗﺴﺮﻳﻊ ﺷﺪه ﺑﺮاي
ﻧﺒﺎﻳﺪ از ﻣﻘﺎدﻳﺮ اوﻟﻴﻪ ﺑﻴﺶ ازISO 188 درﺟﻪ ﺳﻴﻠﺴﻴﻮس ﻃﺒﻖ
. ﺗﻐﻴﻴﺮ ﻛﻨﺪ6 ﻣﻘﺎدﻳﺮ داده ﺷﺪه در ﺟﺪول
TABLE 6 - MAXIMUM VARIATION IN TENSILE STRENGTH AND ELONGATION AT BREAK
AFTER AGEING
ﺗﻐﻴﻴﺮات ﺑﻴﺸﻴﻨﻪ در ﺗﺎب ﻛﺸﺸﻲ و ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ ﭘﺲ از ﻓﺮﺳﻮده ﻛﺮدن-6 ﺟﺪول
PROPERTY
MAXIMUM VARIATION FROM INITIAL VALUES (%)
وﻳﮋﮔﻲ
ﺗﻐﻴﻴﺮ ﺑﻴﺸﻴﻨﻪ از ﻣﻘﺎدﻳﺮ اوﻟﻴﻪ
TENSILE STRENGTH
±25
ﺗﺎب ﻛﺸﺸﻲ
+10 to -30
ELONGATION AT BREAK
-30 ﺗﺎ+10
ازدﻳﺎد ﻃﻮل در ﮔﺴﻴﺨﺘﮕﻲ
ISO 3861:1995 از3 ﺑﺮ اﺳﺎس ﺟﺪول
Based on table 3 of ISO 3861:1995
اﻧﻌﻄﺎف ﭘﺬﻳﺮي5-3-3-9
9.3.3.5 Flexibility
( در ﺣﺎﻟﻲ ﻛﻪ ﺑﺎ اﺳﺘﻔﺎده ازT) ﻫﻨﮕﺎﻣﻲ ﻛﻪ ﻗﻄﺮ ﺑﻴﺮوﻧﻲ ﺷﻴﻠﻨﮓ
ﻣﺴﺎوي ده ﺑﺮاﺑﺮ اﻧﺪازه ﻗﻄﺮ اﺳﻤﻲ ﺷﻴﻠﻨﮓC ﻗﻄﺮ ﻛﻤﻴﻨﻪ ﺧﻤﺶ
ﺗﻌﻴﻴﻦ، ﺧﻤﻴﺪه ﺷﺪه اﺳﺖISO 1746:1983 ازA ﻣﻄﺎﺑﻖ ﺑﺎ روش
ﺷﻴﻠﻨﮓD ﺑﻪ ﻗﻄﺮ ﺑﻴﺮوﻧﻲT ﻧﺴﺒﺖ ﻗﻄﺮ ﺑﻴﺮوﻧﻲ ﺷﻴﻠﻨﮓ،ﮔﺮدد
ﺑﺎﺷﺪ)ﻧﮕﺎه ﻛﻨﻴﺪ ﺑﻪ ﺟﺪول0/8 ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ ازT/D ﺧﻢ ﻧﺸﺪه ﻳﻌﻨﻲ
.(1
When determined in accordance with method A
of ISO 1746:1983, using a minimum diameter
of curvature C of ten times the nominal bore
(see table 1), the ratio T/D of the external
diameter T of the hose/ when Bent, to the
external diameter D of unbent hose shall not be
less than 0.8.
ﻣﻐﺎﻳﺮت در اﺳﻨﺎد-10
10. CONFLICTING REQUIREMENTS
در ﺻﻮرت وﺟﻮد اﺧﺘﻼف و ﺗﻨﺎﻗﺾ در اﺳﻨﺎد و ﻣﺪارك ﻣﺮﺑﻮط ﺑﻪ
اﻟﻮﻳﺖﻫﺎي زﻳﺮ در ﻣﻮرد ﻣﺪارك )ﻫﺮ،اﺳﺘﻌﻼم ﻳﺎ ﺳﻔﺎرش ﺧﺮﻳﺪ
ﻛﺪام ﻛﻪ ﺑﻮﺳﻴﻠﻪ ﺷﺮﻛﺖ دﻗﻴﻖ ﺗﺮ ﺗﺸﺨﻴﺺ داده ﺷﻮد( ﺑﺎﻳﺪ ﻣﺪ ﻧﻈﺮ
:ﻗﺮار ﮔﻴﺮد
In case of conflict between documents relating
to the enquiry or order, the following priority of
documents (whichever more stringent realized
by Company) shall apply:
- First Priority : Purchase order and
variation thereto.
اﻟﻮﻳﺖ اول – ﺳﻔﺎرش ﺧﺮﻳﺪ و ﺗﻐﻴﻴﺮات داده ﺷﺪه در آن-
- Second Priority : Data sheets and/or
drawings.
اﻟﻮﻳﺖ دوم – داده ﺑﺮگ ﻫﺎ و ﻳﺎ ﻧﻘﺸﻪﻫﺎ-
13
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
. اﻟﻮﻳﺖ ﺳﻮم – اﻳﻦ اﺳﺘﺎﻧﺪارد-
- Third Priority: This Standard.
.ﺗﻤﺎم ﻣﻐﺎﻳﺮت ﻫﺎ در اﺳﻨﺎد ﺑﺎﻳﺪ ﻛﺘﺒﺎً ﺑﻪ ﺧﺮﻳﺪار ارﺟﺎع داده ﺷﻮد
ﺧﺮﻳﺪار در ﺻﻮرت ﻟﺰوم ﺟﻬﺖ ﺷﻔﺎف ﺳﺎزي )رﻓﻊ اﺑﻬﺎم( ﻣﺪارك
.ﻫﻢ آﻫﻨﮓ ﺷﺪه را ﻣﻨﺘﺸﺮ ﺧﻮاﻫﺪ ﻛﺮد
All conflicting requirements shall be referred to
the Purchaser in writing. The Purchaser will
issue conforming documentation if needed for
clarification.
آﻣﺎده ﻛﺮدن ﺑﺮاي ﺣﻤﻞ-11
11. PREPARATION FOR SHIPMENT
ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ دﺳﺘﻮراﻟﻌﻤﻞﻫﺎي ﻻزم ﺟﻬﺖ ﻧﮕﻬﺪاري1-11
11.1 The Vendor shall provide the Purchaser
with the necessary instructions to preserve the
integrity of the storage preparation after the
equipment arrives at the job site.
ﺗﻤﺎﻣﻴﺖ آﻣﺎده ﺳﺎزي ﺑﺮاي اﻧﺒﺎر ﭘﺲ از ورود ﺗﺠﻬﻴﺰات ﺑﻪ ﻣﺤﻞ
. ﻛﺎرﮔﺎه را ﺑﺮاي ﺧﺮﻳﺪار ﺗﻬﻴﻪ ﻛﻨﺪ
آﻣﺎده ﺳﺎزي ﺑﺮاي ﺣﻤﻞ ﺑﺎﻳﺪ ﭘﺲ از اﻧﺠﺎم ﻫﻤﻪ آزﻣﺎﻳﺶﻫﺎ و2-11
11.2 Preparation for shipment shall be made
after all testing and inspection of the equipment
has been accomplished and the equipment has
been approved by the Purchaser. The
preparation shall include at least that specified
in 11.2.1 through 11.2.8.
آﻣﺎده.ﺑﺎزرﺳﻲ ﻫﺎ و ﺗﺎﺋﻴﺪ ﺗﺠﻬﻴﺰات ﺗﻮﺳﻂ ﺧﺮﻳﺪار اﻧﺠﺎم ﮔﻴﺮد
-11 ﺗﺎ1-2-11 ﺳﺎزي ﺑﺎ ﻳﺪ دﺳﺖ ﻛﻢ ﻣﻮاردي را ﻛﻪ در ﺑﻨﺪﻫﺎي
. ذﻛﺮ ﺷﺪه اﺳﺖ دارا ﺑﺎﺷﺪ8-2
11.2.1 All exterior surfaces except machined
surfaces shall be given a coat of the
manufacturer’s standard paint.
ﻫﻤﻪ ﺳﻄﻮح ﺑﻴﺮوﻧﻲ ﺑﻪ ﻏﻴﺮ از ﺳﻄﻮح ﻣﺎﺷﻴﻦ ﻛﺎري ﺷﺪه1-2-11
11.2.2 All exterior machined surfaces shall be
coated with a suitable rust preventive.
ﻫﻤﻪ ﺳﻄﻮح ﻣﺎﺷﻴﻦ ﻛﺎري ﺷﺪه ﺑﻴﺮوﻧﻲ ﺑﺎﻳﺪ ﺑﺎ ﻻﻳﻪ2-2-11
11.2.3 The interior of the equipment shall be
clean and free of scale, welding spatter, and
foreign objects.
، ﺳﻄﻮح دروﻧﻲ ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ ﺗﻤﻴﺰ و ﻋﺎري از ﭘﻮﺳﺘﻪ3-2-11
11.2.4 All flanged openings shall be provided
with metal closures at least 4.8 millimeters
thick, with rubber gaskets and at least four fulldiameter bolts.
ﺗﻤﺎم دﻫﺎﻧﻪﻫﺎي ﻟﺒﻪ دار )ﻓﻠﻨﺞدار( ﺑﺎﻳﺪ ﻣﺠﻬﺰ ﺑﻪ4-2-11
.ﺑﺎﻳﺪ ﺑﺎ ﻻﻳﻪاي از رﻧﮓ اﺳﺘﺎﻧﺪارد ﺳﺎزﻧﺪه ﭘﻮﺷﺶ ﮔﺮدﻧﺪ
.ﻣﻨﺎﺳﺐ ﺣﻔﺎﻇﺖ در ﺑﺮاﺑﺮ زﻧﮓ زدﮔﻲ ﭘﻮﺷﺶ ﮔﺮدﻧﺪ
.ﭘﺎﺷﺶ ﻫﺎي ﺟﻮﺷﻜﺎري و ذرات ﺧﺎرﺟﻲ ﺑﺎﺷﻨﺪ
ﺑﺎ واﺷﺮ، ﻣﻴﻠﻴﻤﺘﺮ4/8 ﺑﺴﺘﺎرﻫﺎي ﻓﻠﺰي ﺑﺎ ﺿﺨﺎﻣﺖ دﺳﺖ ﻛﻢ
.ﻻﺳﺘﻴﻜﻲ و دﺳﺖ ﻛﻢ ﭼﻬﺎر ﭘﻴﭻ ﻣﻬﺮه ﺗﻤﺎم ﻗﻄﺮ ﺑﺎﺷﻨﺪ
11.2.5 All threaded openings shall be provided
with steel caps or solid-shank steel plugs.
ﺗﻤﺎم دﻫﺎﻧﻪﻫﺎي رزوه ﺷﺪه ﺑﺎﻳﺪ ﻣﺠﻬﺰ ﺑﻪ ﺳﺮ ﭘﻮشﻫﺎي5-2-11
11.2.6 Lifting points and lifting lugs shall be
clearly identified.
دﻣﺎﻏﻪﻫﺎ و ﻗﻼبﻫﺎي ﺑﻠﻨﺪ ﻛﺮدن )ﺑﺎﻻﺑﺮي( ﺑﺎﻳﺪ ﺑﻪ وﺿﻮح6-2-11
11.2.7 The equipment shall be identified with
serial number. Separate shipment of materials is
not allowed.
. ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ ﺑﺎ ﺷﻤﺎره ﺳﺮي ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﻨﺪ7-2-11
11.2.8 One copy of the manufacturer’s standard
instruction shall be packed and shipped with the
equipment.
ﻳﻚ ﻧﺴﺨﻪ از دﺳﺘﻮراﻟﻌﻤﻞ اﺳﺘﺎﻧﺪارد ﺳﺎزﻧﺪه ﺑﺎﻳﺪ ﻫﻤﺮاه8-2-11
.ﻓﻠﺰي ﻳﺎ درﭘﻮشﻫﺎي ﻓﻮﻻدي ﺑﺎ ﺳﺎﻗﻪ ﺗﻮﭘﺮ ﺑﺎﺷﻨﺪ
.ﻣﺸﺨﺺ ﺷﻮﻧﺪ
.ﺣﻤﻞ ﺟﺪا از ﻫﻢ ﻣﻮاد ﻣﺠﺎز ﻧﻤﻲﺑﺎﺷﻨﺪ
. ﺑﺎ دﺳﺘﮕﺎه ﺑﺴﺘﻪ ﺑﻨﺪي و ﺣﻤﻞ ﮔﺮدد
14
Jul. 2009/1388 ﺗﻴﺮ
IPS-M-GN-450(1)
ﺿﻤﺎﻧﺖ و ﺗﻌﻬﺪ-12
12. GUARANTEES AND WARRANTIES
، ﺗﺠﻬﻴﺰات و ﻗﻄﻌﺎت ﺗﺸﻜﻴﻞ دﻫﻨﺪه آن ﺑﺎﻳﺪ در ﺑﺮاﺑﺮ ﻃﺮاﺣﻲ ﻧﺎﻗﺺ
اﺳﺘﺎد ﻛﺎري ﺿﻌﻴﻒ و ﺧﺮاب ﺷﺪن در اﺛﺮ، ﻣﻮاد ﻣﻌﻴﻮب ﻳﺎ ﻧﺎﻣﻨﺎﺳﺐ
ﻛﺎر ﻋﺎدي در ﻣﺪت ﻳﻜﺴﺎل ﭘﺲ از ﺑﻜﺎر ﮔﺮﻓﺘﻦ آن در ﻛﺎر ﻣﺸﺨﺺ
ﻣﺎه از ﺗﺎرﻳﺦ ﺣﻤﻞ آن ﻧﮕﺬﺷﺘﻪ18 ﻣﺸﺮوط ﺑﺮ اﻳﻨﻜﻪ ﺑﻴﺶ از،ﺷﺪه
اﮔﺮ ﻫﺮ ﻧﻘﺺ ﻳﺎ ﻧﺎدرﺳﺖ. ﺑﻮﺳﻴﻠﻪ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺿﻤﺎﻧﺖ ﺷﻮد،ﺑﺎﺷﺪ
ﻛﺎرﻛﺮدﻧﻲ ﺣﻴﻦ دوره ﺗﻀﻤﻴﻦ ﭘﻴﺶ آﻳﺪ ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﺗﻤﺎم
. ﺗﻌﻤﻴﺮات و ﺗﻌﻮﻳﺾﻫﺎي ﻻزم را ﺑﻄﻮر راﻳﮕﺎن اﻧﺠﺎم دﻫﺪ، ﺗﻐﻴﻴﺮات
All equipment and component parts shall be
guaranteed by the Vendor against faulty design,
defective or improper materials, poor
workmanship, and failure due to normal usage
for one year after being placed in the specified
service, but not exceeding 18 months after the
date of shipment. If any defects or malfunctions
occur during the warranty period, the Vendor
shall make all necessary or desirable alterations,
repairs, and replacements free of charge.
15
Jul. 2009/1388 ﺗﻴﺮ
1
IPS-M-GN-450(1)
APPENDICES
ﭘﻴﻮﺳﺖﻫﺎ
APPENDIX A
ﭘﻴﻮﺳﺖ اﻟﻒ
A= Air Hose
B= Moisture Separator
C= Drain Cock
D= Air Pressure Gage
E= Main Air Inlet Valve
F=Anti-Clog Choke Valve
G= Abrasive Regulator
H=Tank Quick Snap Coupling
I= Hose Quick Snap Coupling
ﺷﻴﻠﻨﮓ ﻫﻮا
(ﺟﺪا ﻛﻨﻨﺪه ﻧﻢ )ﻧﻢ ﮔﻴﺮ
ﺷﻴﺮ ﺗﺨﻠﻴﻪ
ﻓﺸﺎر ﺳﻨﺞ ﻫﻮا
ﺷﻴﺮ ورودي ﻫﻮاي اﺻﻠﻲ
ﺷﻴﺮ ﺳﺎﺳﺎت ﺿﺪ ﮔﺮﻓﺘﮕﻲ
ﺗﻨﻈﻴﻢ ﻛﻨﻨﺪه ﻣﻮاد ﺳﺎﻳﻨﺪه
ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮﻳﻊ ﻣﺨﺰن
ﺟﻔﺖ ﻛﻨﻨﺪه ﺳﺮﻳﻊ ﺷﻴﻠﻨﮓ
J= Blasting Hose
K=Single Compartment Tank
L=Inspection Door;
M= Lifting Eyes
N= Sealing "O" Ring
O= Sealing Plunger
P= Abrasive Filling Head
Q=Exhaust Valve
R= Exhaust Silencer
ﺷﻴﻠﻨﮓ ﭘﺎﺷﺶ
ﻣﺨﺰن ﺗﻚ ﻣﺤﻔﻈﻪ
درﻳﭽﻪ ﺑﺎزدﻳﺪ
(ﺣﻠﻘﻪﻫﺎي ﺑﻠﻨﺪ ﻛﺮدن )ﺑﺎﻻﺑﺮي
ﺣﻠﻘﻪ آب ﺑﻨﺪي
ﭘﻴﺴﺘﻮن ﻏﻮﻃﻪ ور آب ﺑﻨﺪي
ﺳﺮ ﻟﻮﻟﻪ ﭘﺮ ﻛﻨﻨﺪه ﻣﻮاد ﺳﺎﻳﻨﺪه
ﺷﻴﺮ ﺗﺨﻠﻴﻪ
ﺧﻔﻪ ﻛﻦ ﺗﺨﻠﻴﻪ
Fig. 1-TYPICAL CROSS-SECTIONAL DIAGRAM OF A MOVABLE AIR-BLASTING MACHINE WITH
OPEN-JET OPERATION SHOWING THE PRINCIPAL ELEMENTS
ﻧﻤﻮﻧﻪ ﻧﻤﻮدار ﺑﺮﺷﻲ ﻳﻚ ﻣﺎﺷﻴﻦ ﻗﺎﺑﻞ ﺣﻤﻞ ﭘﺎﺷﺶ ﻣﻮاد ﺳﺎﻳﻨﺪه ﺑﺎ ﻫﻮا ﺑﺎ ﻋﻤﻠﻜﺮد ﻓﺸﺎﻧﻪ ﺑﺎز ﻛﻪ اﺟﺰاء اﺻﻠﻲ در آن ﻣﺸﺨﺺ-1ﺷﻜﻞ
.ﺷﺪه اﺳﺖ
16