Proceedings of the ASME 2014 International Mechanical Engineering Congress &... IMECE2014 November 14-20, 2014, Montreal, Quebec, Canada

Proceedings of the ASME 2014 International Mechanical Engineering Congress & Exposition
IMECE2014
November 14-20, 2014, Montreal, Quebec, Canada
IMECE2014-37046
Study of Cutting Speed Variation in the Ultrasonic Assisted Drilling of Carbon
Fibre Composites
Aniruddha Gupta
WMG, University of Warwick
Coventry, West Midlands, UK
Stuart Barnes
WMG, University of Warwick
Coventry, West Midlands, UK
Iain McEwen
School of Engineering,
University of Warwick
Coventry, West Midlands, UK
Nadia Kourra
WMG, University of Warwick
Coventry, West Midlands, UK
ABSTRACT
Ultrasonic assisted drilling (UAD) has been proven
Mark A. Williams
WMG, University of Warwick
Coventry, West Midlands, UK process is one of the final processes in the manufacturing of the effective for the thrust force reduction as compared to conventional drilling (CD) for same machining parameters. The following research was focused on the examination of exit delamination, machined surface and cutting temperature
composite components [2]. The conventional drilling (CD) of
CFRPs has been proven difficult due to delamination and short
tool life. According to a study [1], 60% of all the part rejections
in air craft industry is associated with delamination in drilling.
For carbon fibre composites, high thrust force is measurement in UAD and a comparison to that in CD at the cutting speeds of 0.942 m/min, 9.42 m/min, 94.2 m/min and
282.6 m/min at a constant feed rate of 0.05 mm/rev in the through-hole drilling of CFRP material. X-Ray computed tomography (CT) was used to identify the exit delamination, internal damage, circularity and center deviation in CD and
UAD. A maximum of 82.8% reduction in the center deviation and 33.2% reduction in circularity of the holes were found when drilled in UAD as compared to those in CD. Furthermore, the cutting temperature in the drilling of CFRP has been measured and compared for both the cases of CD and UAD.
Ultrasonic assistance produced 10°C higher cutting temperature than that in CD at the cutting speed of 282.6 m/min while at lower cutting speeds (0.942 m/min and 9.42 m/min), the cutting temperatures with and without ultrasonic assistance did not have a significant difference (2°C and 4°C respectively).
1. INTRODUCTION
Carbon fibre reinforced plastics (CFRPs) are attractive as aircraft and aerospace structural components due to their lighter
weight and higher specific strength as compared to metals [1-
7] which has led to greater weight savings resulting in greater
pay load, longer range and fuel saving in comparison to the
In spite of curing to the final shape, the machining of composites is required at several stages of the production e.g. cutting and drilling of holes. The mechanical drilling considered to be the most detrimental to CFRP drilling due to delamination and damage inside the holes in a drilling process
[9, 10]. Some researchers have reported that the longer tool life,
lower thrust force and segmented and smaller chip lengths have been observed when drilling metals by introducing vibrations in
the drilling [11, 12]. The effects have been observed typically
when the frequency of the vibrations has been kept above
20 kHz because of achieving an intermittent cutting action [13].
Such type of drilling is known as ‘Ultrasonic assisted drilling
(UAD)’ [7, 13, 14]. In the recent years, Makhdum et al. [15, 16]
have conducted experiments on CFRP to develop an understanding for ultrasonic assisted drilling and found an almost 90% reduction in the thrust force and generation of the longer chips during UAD of CFRP. However, the effect on the damage during the drilling was not a focus in their work. A similar experimental study has also been conducted by
Mehbudi et al. [17] for glass fibre laminate (GFRP) material.
They conducted experiment at a low cutting speed (maximum cutting speed = 31.4 m/min) and found UAD to be effective in the reduction of thrust force and exit delamination. Sadek et al.
[18] have also reported obtaining zero exit delamination
between 113 m/min (6000 rpm) to 226 m/min (12000 rpm) spindle speed having 0.025 mm/rev feed rate with 6 mm diameter drill but no images having zero exit delamination were presented in their work. Also, they used the oscillation
1 Copyright © 2014 by ASME
frequencies of 30 Hz and 60 Hz which are not in ultrasonic range.
For cases when the feed rate of the cutting tool is not negligible in comparison to the cutting speed, the rake and
clearance angles are affected [19]. In the case of drilling, where
the feed rate is in the perpendicular direction to the cutting speed, the feed rate becomes more dominating as compared to cutting speed in terms of cutting and thrust forces when the
ultrasonic oscillations are imposed on the drill [19]. Because of
these ultrasonic modulations in the feed rate, the effective normal rake angle of the twist drill at all the points on the cutting edge varies rapidly (~114° angle variation within
26.9 µs). This research was focused on the effect of the effective normal rake angle variation on the thrust force, internal damage of the machined surface of the holes, exit delamination and the cutting temperature in the ultrasonic assisted drilling of CFRP material. Four cutting speeds were used – 0.942 m/min, 9.42 m/min, 94.2 m/min and 282.6 m/min at a constant feed rate of 0.05 mm/rev and comparison with that in CD.
2. EFFECTIVE NORMAL
CALCULATION FOR CD AND UAD
RAKE ANGLE
In order to visualize the tool-material interaction in UAD, a calculation was performed to identify the variation in the effective normal rake angle during the drilling for a simple twoflute twist drill. Though similar calculation has also been
performed by Zhang et al. [20] and Wang et al [21] for the
vibration assisted drilling of CFRP materials while calculating the mean thrust force and torque for CFRP materials, some of the intermediate steps involving geometrical relationships for the tool geometry were not clear even in the mentioned references in their work. Therefore, it becomes essential to mention the relevant equations used in the present research for developing a fundamental understanding about the variations generated because of ultrasonic oscillations on the effective
normal rake angle. Figure 1 shows the axial projection of the
chisel and cutting edges with the visualization of the cutting velocity, feed velocity and the effect on axial rake and clearance angles with the introduction of the feed velocity in the work reference system for an arbitrary point ‘i’ of the cutting edge.
𝑉 𝑐 𝑖
𝑉 𝑐𝑤 𝑖
𝑉 𝑐 𝑖 𝜇 𝑖 𝜋
𝑅𝑊 𝑖
𝑉 𝑓 𝑖 𝜇 𝑖 𝜸
𝑿𝑫 𝒊 𝜋
𝑅𝐷 𝑖 𝜶
𝑿𝑫 𝒊 r c 𝛽 𝑖 r i i 𝜇 𝑖
Figure 1: Visualization of the rake and clearance angle in the work
In order to calculate the effective normal rake angle, the effect of feed rate on the orthogonal rake would have to be
considered at every point of the cutting edge [19].
As shown in the Figure 1 for the point ‘i’ –
γ
XW
= γ
XD
+ μ i
(1)
μ i
= tan −1 (
V
V
)
𝑉 𝑐𝑖
= 2𝜋𝑟 𝑖
𝑁
(2)
(3)
Effective feed rate for CD,
V f
= S
0
N
;
Effective feed rate in UAD,
V f
= S
0
N + aω cos ωt
From the machining theory, [19, 20],
γ
XD
= tan −1 ( r r tan θ)
(4)
(5)
(6)
The orthogonal rake angle in the work reference system is
tan 𝛾 𝑜𝑊
= tan 𝛾 + tan 𝜆 sin 𝜙 cos 𝜙
(7)
Where, tan 𝜙
𝑊
= tan 𝜙 cos 𝜇
; tan 𝜙
𝐷
= tan ∅ cos 𝛽
∅ 𝛽 𝑖 𝑠
= cone angle of the twist drill,
= sin −1 ( 𝑟 𝑟
)
, Putting the respective values from
Equation 1 to 6 into Equation 7, the orthogonal rake angle for
UAD in the work reference system for point ‘i’ of the cutting
( tan 𝛾 𝑜𝑊
= tan[tan tan )+ tan ( )]+ tan 𝜆 sin 𝜙 cos 𝜙
(8)
Hence, the effective normal rake angle in UAD [19]
tan 𝛾
𝑊
= tan 𝛾 cos 𝜆
(9)
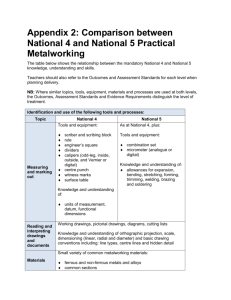
The effective normal rake angle variation has been plotted
and compared for the various cutting speeds in Figure 2 for CD
and UAD. It can be observed that the wave form of the effective normal rake angle in UAD changes from step wave
(Figure 2(a)) to sinusoidal wave (Figure 2(d)) when cutting
speed is increased from 0.942 m/min (50 rpm) to 282.6 m/min
(15000 rpm) because as the cutting speed is increased, the point of concern on the cutting edge moves a longer distance before the ultrasonic oscillation completes an oscillation cycle. It can also be observed that the value of the maximum rake angle in
an ultrasonic cycle reduces from 63.19°, Figure 2(a), to 33.01°,
Figure 2(d), when the speed is increased from 0.942 m/min
(50 rpm) to 282.6 m/min (15000 rpm) while the effective normal rake angle in CD remains at 28.95° at all the cutting speeds. Also, Figure 2(d) shows that the maximum normal rake angle in the UAD varies from 33.01° to 26.33° which is close
2 Copyright © 2014 by ASME
to the maximum effective normal rake angle in CD at
282.6 m/min (28.95°) cutting speed.
Normal rake angle in CD and UAD in work reference system a
80
60
40
20
0
0
-20
-40
-60
20 40 60 80
Time (micro seconds) r = 1.0 mm UAD r = 1.4 mm UAD r = 1.8 mm UAD r = 2.2 mm UAD r = 2.6 mm UAD r = 3.0 mm UAD r = 1.0 mm CD r = 1.4 mm CD r = 1.8 mm CD r = 2.2 mm CD r = 2.6 mm CD r = 3.0 mm CD
Normal rake angle in CD and UAD in work reference system b
80
60
40
20
0
0
-20
-40
-60
20 40 60 80
Time (micro seconds) r = 1.0 mm UAD r = 1.4 mm UAD r = 1.8 mm UAD r = 2.2 mm UAD r = 2.6 mm UAD r = 3.0 mm UAD r = 1.0 mm CD r = 1.4 mm CD r = 1.8 mm CD r = 2.2 mm CD r = 2.6 mm CD r = 3.0 mm CD
Normal rake angle in CD and UAD in work reference system c
50
40
30
20
10
0
-10
0
-20
-30
20 40 60 80
Time (micro seconds) r = 1.0 mm UAD r = 1.4 mm UAD r = 1.8 mm UAD r = 2.2 mm UAD r = 2.6 mm UAD r = 3.0 mm UAD r = 1.0 mm CD r = 1.4 mm CD r = 1.8 mm CD r = 2.2 mm CD r = 2.6 mm CD r = 3.0 mm CD
Normal rake angle in CD and UAD in work reference system d
35
30
25
20
15
10
5 r = 1.0 mm UAD r = 1.4 mm UAD r = 1.8 mm UAD r = 2.2 mm UAD r = 2.6 mm UAD r = 3.0 mm UAD r = 1.0 mm CD r = 1.4 mm CD r = 1.8 mm CD r = 2.2 mm CD r = 2.6 mm CD r = 3.0 mm CD
0
0 20 40
Time (micro seconds)
60 80
Figure 2: Effective normal rake angle variation in CD and UAD at cutting speeds of (a) 0.942 m/min, (b) 9.42 m/min, (c) 94.2 m/min and (d) 282.6 m/min at with feed rate of 0.05 mm/rev having ultrasonic frequency of 37.22 kHz and 2.9 µm amplitude (peak to peak) in UAD
In the work of Zhang et al. [20], because of using low
vibration frequency of 130 Hz, they obtained a small difference of 4° between the effective normal rake angles in conventional and vibration assisted drilling.
Arola et al. [22] have mentioned about the localization of
the damage while increasing the rake angle in the orthogonal trimming of graphite/epoxy composite material. In order to identify the effect of these rapid variations in the effective normal rake angle in UAD, the drilling experiment was performed further.
3. EXPERIMENTAL SETUP AND PROCEDURE
Drilling was performed on an ULTRASONIC 65 monoBLOCK® machine with an ultrasonic actuator built into the tool holder. This machine works on the concept of the reverse piezoelectric effect, wherein the transmission of the high-frequency electrical signal to the piezo-elements in the tool holder to the spindle is executed without contact
(inductive). An oscillation is generated in the axial direction and is superimposed on the conventional tool rotation and feed rate. This particular machine has a maximum capability of
18,000 rpm spindle speed and 40,000 mm/min feed rate. The ultrasonic oscillation parameters depend upon the tool – tool holder combination. Once the drilling tool is located within the tool holder, the optimum oscillation frequency is determined by the machine. Also, the maximum oscillation amplitude is fixed.
The amplitude can be varied from 0% to 100% of the maximum oscillation amplitude of tool – tool holder combination. In the present case, the frequency of the oscillation of the tool was
37220 Hz and the maximum oscillation amplitude was 2.9 µm
(peak to peak).
The carbon fibre composite material was provided by BAE
Systems. It was a 7.4 mm thick unidirectional stack of -45°, 0°,
+45° and 90° orientations consecutively with woven carbon fibre layer on the top and bottom having bismaleimide (BMI) matrix. The drilling tool used in the experiment was uncoated tungsten carbide, 3 flute twist drill having 6.0 mm diameter,
66.0 mm overall length and 150° point angle having flat rake and clearance surfaces. The constant axial rake and clearance angles (due to flat rake & clearance surfaces) were measured in the laboratory, (rake angle = 6.40° and clearance angle =
10.56°). This type of drill was recommended from the tool manufacturer for good surface finish, high hole-accuracy, reduced tool wear and longer tool life due to three cutting edges as compared to 2-flute twist drill. The experiment was conducted under dry-machining conditions.
The final experimental setup including the drill, the ultrasonic actuator, dynamometer (Type – 9257B), fixture and
the CFRP strip is shown in the Figure 3. To find out the
reproducibility, the experiment was repeated three times further with the same drill. It was found that the variation of the values was similar whereas the particular values were getting higher due to the incremental tool wear after each drilling.
3 Copyright © 2014 by ASME
Ultrasonic actuator
Drill
Dynamometer
CFRP strip
Fixture
Figure 3: Final experimental set-up having dynamometer, fixture holding CFRP strip, ultrasonic tool holder and the 6 mm diameter drilling tool
4. RESULTS AND DISCUSSION
4.1.
Thrust force
The thrust force was recorded using a Type 9257B Kistler dynamometer and the average thrust force was considered as a
reading for each drilling as shown in the Figure 4.
The average was taken between the readings where the thrust force was stable and away from the entrance/exit effects of the hole. Distance drilled from 2 mm to 5 mm during drilling was considered for the average for each drilling, e.g. the
average thrust force in the Figure 4 was measured between the
time instances of 120s to 192s for 0.942 m/min cutting speed as the depth from 2 mm to 5 mm was drilled between these time instances (considering 3 mm depth travelled by the tool prior to drilling). The overall average values of thrust force
measurements for each parameter are plotted in the Figure 5.
The thrust force was found to be the maximum at the
lowest cutting speed of 0.942 m/min in CD and UAD, Figure 5.
Unlike reported by Mehbudi et al. [17] and Makhdum et al. [15,
16], thrust force was not found to be reduced because of
ultrasonic assistance at every cutting speed. The maximum reduction in the thrust force because of ultrasonic assistance was found to be 9.1 N (although a small difference) at
9.42 m/min cutting speed as compared to CD. For the rest of the cutting speeds, the thrust force was found to be similar in
CD and UAD Also, the minimum thrust force was found to be at 282.6 m/min cutting speed in both CD and UAD.
Figure 4: Thrust force profile during the drilling of one hole (0.942 m/min, 0.05 mm/rev), average thrust force = 231.8 N
CD UAD
250
230
210
190
170
150
0 50 100 150
Cutting speed (m/min)
200 250 300
Figure 5: Average thrust force recorded CD and UAD
4.2.
X-Ray Computed Tomography (CT)
In order to examine the extent of the damage accurately in the drilled-holes, the non-destructive technique of X-ray CT scanning has been used and a methodology has been developed
[23]. Each drilled hole was scanned separately by Nikon
Metrology system XTEK 320. In order to identify the physical center of the hole, four straight marks were machined around
where the hole was going to be drilled, Figure 6. A 2 mm
diameter, 2-flute, Q-coat tungsten carbide slot drill with flat end was used to machine the marks. First, the four marks were machined and then the tool was changed to the drilling tool before the hole was drilled keeping the work-piece fixed. The center of the hole was identified by the point of intersection of the lines joining the midpoints of the machined marks around
the hole through image processing, (Figure 6 (b)).
a b
Figure 6: (a) Straight machined marks and the drilled hole, (b) center identification and the dimensions of hole and marks in mm.
The utilization of this method lies to the quality of the machined marks around the hole and the identification of the edges of the slots in the reconstructed data. Hence, several parameters were tried and finally, at the cutting speed of
113 m/min and feed rates of 250 mm/min cross-feed and 100 mm/min in-depth feed, the marks were machined with two passes – first 0.4 mm deep and then further 0.3 mm making the final depth of the machined marks to be 0.7 mm.
The data provided by CT scanning was reconstructed to a
3D representation of the hole with back-projection reconstruction algorithms in CT Pro software, provided by
Nikon Metrology. The reconstructed model was exported from
VG Studio Max 2.2 software in DICOM images. The exported slides had the thickness of a voxel, 3D reconstructed pixel,
4 Copyright © 2014 by ASME
having a thickness of approximately 14 µm. Every DICOM image was analysed by a MATLAB code that utilizes image processing tools to provide complete internal information of each drilled hole.
With the help of the image processing, the exit delamination and the dimensional metrological results on the deviation of radius, circularity and distance between actual and ideal centers (center deviation) were calculated for each layer.
The entrance delamination could not be measured through this method because the depth of the machined marks was 0.7 mm and the analysis of the image processing was started once the center of the hole was determined at the depth of 0.7 mm.
4.2.1.
Exit delamination
In general, two types of the exit delamination factors have been considered i.e. the diameter delamination (D max
/D
0
) and the area delamination (A max
/A
0
max
is the damaged area at the exit and D max
is the maximum diameter of the damaged area (A max
) at the exit and D
0
and A
0
are the diameter and circular area of the original drilled-hole. As the diameter delamination implies the whole area to be affected inside the maximum diameter of the damage whereas the area delamination signifies the actual affected area due to delamination as the case of spalling mentioned by Davim at al.
[24], therefore, the area delamination was considered for the
analysis in the present research work.
The damaged area of the exit delamination for each drilled hole was calculated from X-Ray CT scanning data of the layers near to the exit of the hole. The maximum area amongst all the areas of the layers near to the exit was considered as the area for exit delamination of a particular hole. The area delamination factors were then calculated by the ratio of the exit delaminated area and the circular area of the original intended hole for all the parameters. The respective area delamination factors are
The exit delamination at 0.942 m/min cutting speed was found to be higher in UAD as compared to that in CD because the mean thrust force at the exit-laminates was found to be higher in UAD (222.2 N) as compared to that in CD (217.4 N), even if the average thrust forces at 0.942 m/min are same in CD and UAD (difference of only 0.5 N). One possible reason for this could be the ultrasonic impacts at the exit in UAD as the cutting speed is very slow. The maximum reduction in the exit delamination because of ultrasonic assistance was found at
9.42 m/min cutting speed in UAD in comparison to that in CD.
One of the reasons for this reduction in the exit delamination corresponds to the maximum reduction of thrust force (9.1 N)
at 9.42 m/min because of ultrasonic assistance, Figure 5. The
exit area delamination at 94.2 m/min was found to be lower in
UAD as compared to that in CD even if the average thrust forces are same at in both. At 282.6 m/min cutting speed, the exit delamination was found to be higher in UAD in comparison to that in CD as also shown in their corresponding
average thrust force data in the Figure 5.
1.35
1.3
1.25
1.2
1.15
1.1
1.05
1
0
CD
UAD
50 100 150 200
Cutting speed (m/min)
250 300
Figure 7: Area delamination factor for all the cutting speeds
4.2.2.
Internal Damage
The internal damage was measured by measuring the maximum radius at each layer of the X-ray CT scanned hole through image processing in MATLAB. Further, the average was taken between the drilled depths from 2 mm to 5 mm. This average value was considered for the analysis for a particular hole. The average values of the maximum radius for all the
parameters are plotted in Figure 8. It was found that the average
maximum radius (and hence internal damage) was lower in the case of UAD in comparison to that in CD at all the cutting speeds except 9.42 m/min. At 9.42 m/min cutting speed, the internal damage was found to be similar in both the processes of CD and UAD.
The reduction in the average maximum radius because of ultrasonic assistance was found to be more at 94.2 m/min
(20 µm) than that at 282.6 m/min cutting speed (6 µm) even if no reduction in the thrust force because of ultrasonic assistance at these cutting speeds was observed. This happened because the effective normal rake angle at 94.2 m/min in UAD (39°) was more than that obtained at 282.6 m/min in UAD (33°),
Figure 2(c) & (d), leading to a localization and reduction in the
damage as mentioned by Arola et al. [22].
3.12
3.11
3.1
3.09
3.08
3.07
3.06
CD
UAD
3.05
0 50 100 150 200 250 300
Cutting speed (m/min)
Figure 8: Comparison of the average maximum radius in CD and
UAD
5 Copyright © 2014 by ASME
4.2.3.
Circularity
The circularity of each hole was calculated from the difference between the maximum and the minimum radius in a particular layer including the damage of the layer. The average of the circularity of all the layers between the drilled depths from 2 mm to 5 mm was considered as the average circularity of a hole. The lower is the circularity value, the more circular the hole is and the less damage has been produced. The circularity values for the various cutting speeds have been
plotted in the Figure 9. It was found that the average circularity
values were lower in the case of UAD as compared to those in
CD at all the parameters except 9.42 m/min cutting speed. At
9.42 m/min cutting speed the circularity was found to be lower in CD than that in UAD. Also, at 282.6 m/min, the average circularity for CD was found to be the highest amongst all the cutting speeds which also corresponds to the highest ‘average maximum radius’ of the internal damage at 282.6 m/min cutting
speed as shown in the Figure 8.
0.25
0.2
0.15
0.1
0.05
CD
UAD
0
0 50 100 150 200
Cutting speed (m/min)
250 300
Figure 9: Average circularity in CD and UAD at various cutting speeds
The lowest circularity was found at 0.942 m/min cutting speed in UAD. A maximum of 33.8% reduction in circularity was obtained in UAD at the cutting speed of 282.6 m/min in comparison to CD. Based on the circularity data, it can be concluded that the holes drilled by UAD at 0.942 m/min cutting speed have the lowest internal damage as also shown in the
Figure 8. Also, similar average maximum radius, Figure 8, and
higher circularity in UAD, Figure 9, indicate higher internal
damage in UAD at 9.42 m/min cutting speed as compared to that in CD.
4.2.4.
Center deviation
During the drilling, because of the natural vibrations and chattering, the drill sometimes deviates from its original center which is known as deviation of the centers. The ideal center of the hole was fixed at the point of cross-section of the lines joining the mid-points of the four machined marks around the
hole as shown in the Figure 6. The actual center of the hole in a
layer was found by the MATLAB itself by identifying a circular loop. The distance between the ideal and actual centers was calculated for each layer of a hole. Further, the average of the center deviations of the layers between the drilled depth of
2 mm and 5 mm was calculated. This average was considered as the average center deviation of a hole.
The deviation in the centers in UAD was found to be lower than that in CD at all the cutting speed parameters except 9.42
m/min cutting speed, Figure 10. At 9.42 m/min cutting speed,
the deviation was found to be similar (3 µm difference) in both
the drilling processes of conventional drilling and UAD. Figure
10 shows that the highest deviation in the center of the drilled
hole was found at 282.6 m/min cutting speed in CD while the lowest deviation was found at 282.6 m/min cutting speed in
UAD. A reduction of 82.8% in center deviation was obtained at
282.6 m/min cutting speed.
0.08
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0
CD
UAD
0 50 100 150 200
Cutting speed (m/min)
250 300
Figure 10: Average center deviation in CD and UAD at various cutting speeds
It can be concluded from the center deviation data that the drill was more stable in UAD than that in CD at all the cutting speeds. Some selective cutting speeds in CD (in this case
9.42 m/min) may have similar center deviation as that in UAD.
A similar metrological study of circularity, cylindricality, surface roughness and hole oversize was also performed by
Akbari et.al [13] in the drilling of Inconel 738-LC alloy in
UAD. They also found reduced circularity and lower surface roughness in UAD as compared to those in CD at the holeexits. However, their study was limited to the hole-exits only unlike the current analysis of throughout the hole.
4.3.
Machined surface and SEM analysis
In order to analyze the internal machined surface of a hole, the material was cut diametrically opposite with a diamond coated precision saw and the internal cylindrical surface of the holes was analyzed in the scanning electron microscope (SEM).
The machined surfaces in both the processes of CD and UAD
“look” similar at all the parameters when observed at a low magnification of 40 x. The machined surfaces at 0.942 m/min
in CD and UAD are shown in the Figure 11 and Figure 12
respectively. However, at the exit side, fibre pull-out was found
in the conventionally drilled hole, Figure 11. Apart from the
damage in the laminates near exit, the entire machined surface
6 Copyright © 2014 by ASME
display similar damage. Also, when observing at a higher magnification (60,000 x), plastic deformation of the smeared matrix was found in CD and UAD at 0.942 m/min cutting speed. behavior. This phenomenon is further discussed at the end of section 4.5 of this paper.
Figure 11: Machined surface in CD (0.942 m/min, 0.05 mm/rev)
Figure 13: Sharp and brittle cracks in CD at 9.42 m/min
Figure 12: Machined surface in UAD (0.942 m/min, 0.05 mm/rev)
At 9.42 m/min cutting speed, regular, sharp cracks were found all over the smeared matrix in conventionally drilled
hole, Figure 13, while the matrix-softening and edge-rounding
was found at the cracked edges in the matrix of the machined
surface in UAD, Figure 14, at a higher magnification of
100,000x. Also, the crack-ends were found to be round in UAD
which suggest the softening of the smeared matrix, Figure 14.
This kind of softening of the matrix could happen either in the case of temperature rise or if the property of the matrix would have been transited from brittle to ductile. Similar transition from brittle to ductile of CFRP material in UAD was also
reported by Makhdum et al. [7]. They reported larger lengths of
the chips generating in UAD of CFRP material as compared to that in CD and the reason behind formation of such larger chips in UAD was asserted as transition from brittle to ductile
Figure 14: Softened Matrix in UAD at 9.42 m/min cutting speed
At 94.2 m/min, Figure 15 and Figure 16, the machined
surface in CD was found to have debris on throughout the machined surface while in UAD, the surface was machined smooth showing plastic deformation in the smeared matrix. On the other hand, at 282.6 m/min, clean machined surface was
found in CD, Figure 17, and a lot of debris was found on the
machined matrix surface in UAD, similar to the one shown in
Figure 15. One possible reason for generating the debris on the machined surface due to ultrasonic assistance at 282.6 m/min could be the intermittent cutting mechanism in UAD; however, there is no evidence to support this argument.
7 Copyright © 2014 by ASME
Figure 15: Debris formation on the machined matrix surface in
CD (94.2 m/min, 0.05 mm/rev)
4.4.
Chip morphology
The chips were collected after drilling each hole on a double-sided carbon tape. Further analysis was performed in
SEM after applying the gold coating. In order to have overall information of the average chip formation, 3 random samples were analyzed out of every drilled hole.
The chips obtained in both the processes of CD and UAD were found to be similar. In general, three types of chipfragments were found in both the processes –
Large (1.4 mm) fragments of chip
Small (100 µm to 300 µm length) fragments of chip
Small broken fibres (10 to 200 µm length)
The large fragments of the chips were obtained at
0.942 m/min and 282.6 m/min cutting speeds in CD, Figure 18.
Figure 16: Clean machined matrix surface in UAD (94.2 m/min,
0.05 mm/rev)
Figure 17: Clean machined matrix in CD (282.6 m/min, 0.05 mm/rev)
Figure 18: Large fragment of the chip obtained in CD (0.942 m/min, 0.05 mm/rev)
The short broken chip-fragments with the length between
100 µm to 300 µm were the most common fragments types obtained in all the cutting speeds in both the processes of CD
and UAD, Figure 19. These types of chip fragments were found
in a large in portion at 282.6 m/min cutting speed in CD and
UAD. Because of the fibre-matrix debonding, the broken loose fibres were also obtained at every cutting speed in both the
processes of CD and UAD as shown in Figure 21.
At every cutting speed, there was a portion of chips having
plastic deformation in the matrix, Figure 22 and 23. These types
of chips were obtained in a large portion at the cutting speeds of
94.2 m/min and 282.6 m/min in both CD and UAD. Though a small portion of chips having plastic deformation were also found at the cutting speed of 0.942 m/min in CD and UAD.
Hence, there was a mixture of chips found at every cutting speed in CD and UAD and in particular, no clear difference was found in the chips formed in CD and UAD at the current machining parameters.
8 Copyright © 2014 by ASME
Figure 19: Long and short, broken chip-fragments in UAD at
0.942 m/min cutting speed
Figure 22: Plastic deformation in the matrix of the chip in UAD at
0. 942 m/min cutting speed
Figure 20: Long chip-fragments obtained in UAD at 282.6 m/min cutting speed along with short and regular chip-fragments
Figure 21: Loose fibres obtained in the drilling of CFRP in CD as well as UAD (9.42 m/min, 0.05 mm/rev)
Figure 23: Definite chip formation and plastic deformation in the matrix obtained at 94.2 m/min cutting speed
Makhdum et al. [15] reported generation of larger chips in
UAD in comparison to that in CD whereas in the present research there was no difference found in the chips. A possible explanation for this could be the different ultrasonic oscillation amplitude and different matrix of the CFRP material; however, the matrix used in their work was not reported.
4.5.
Cutting temperature measurement
The cutting temperature is still a point of discussion amongst the researchers. Some researchers have claimed the cutting temperature to be higher in UAD as compared to CD
[14]. In the present study, the cutting temperature was measured
using the “surface mount” thermocouple by sticking it between
two CFRP plates as shown in the Figure 24. The other end of
the thermocouple was connected to the thermocouple data logger connected to a computer. PicoLog software was used for data acquisition and storage. To avoid damaging the welded joint of thermocouple, drilling was performed within a distance
9 Copyright © 2014 by ASME
of 1 mm from the welded joint. The dimensions of the CFRP plates for temperature measurement were 70 mm x 25 mm x
7.4 mm and the rest of the setup was similar to Figure 3.
Drilling
Surface mount thermocouple
1 mm
CFRP Plates
Figure 24: Thermocouple setup for cutting temperature measurement
The cutting temperature variation in CD and UAD is
plotted in Figure 25.The cutting temperature was found to be
11°C higher in UAD at 282.6 m/min than that in CD while at
94.2 m/min cutting speed, it was 20°C lower in UAD than that in CD. At the lower cutting speeds of 0.942 m/min and 9.42 m/min, the cutting temperature did not show a significant difference between CD and UAD (2°C and 4°C respectively).
CD UAD
140
120
9.42, 126.56
9.42, 122.59
100
94.2, 90.39
282.6, 81.66
80
0.942, 64.61
60
94.2, 70.25
282.6, 70.76
0.942, 62.54
40
20
0
0 50 100 150 200
Cutting Speed (m/min)
250 300
Figure 25: Cutting temperature measurement at various cutting speeds in CD and UAD
1
The glass transition temperature of bismaleimide matrix
lies between 200°C to 288°C based upon the composition [25].
The cutting temperature at 9.42 m/min was 126.56°C in UAD
(<200°C). Hence, the softening of the smeared matrix shown in
the Figure 14 confirms the smeared matrix to be transiting from
brittle to ductile in UAD. This explains the reason behind the higher internal damage in UAD than that in CD even after a reduction of 9.1 N in thrust force at 9.42 m/min cutting speed
as in a recent research by Barnes et al. [26], it has been
identified that softer matrix enhances fibre pull-out generating higher internal damage even if the thrust force is reduced.
However, in their work, they also found higher exit delamination and lower thrust force in drilling of softer matrix material contradicting the current case of the maximum reduction in the exit delamination at 9.42 m/min due to
ultrasonic assistance, Figure 7, as compared to that in CD. A
possible explanation for this could be the higher resistance to crack propagation in ductile materials as compared to that in
1
For the reproducibility of the cutting temperature results, the repetition of the cutting temperature measurement experiment is planned soon. brittle materials in conjunction to lower thrust force causing
reduction in the exit delamination [27].
5. CONCLUSIONS
Based upon the experimental study of ultrasonic assisted drilling without coolant at various cutting speeds with a constant feed rate (mm/rev), following conclusions can be drawn – a) Similar values of thrust force are obtained in CD and
UAD at all the cutting speeds at constant feed rates.
Though a small reduction in thrust force is obtained (9.1
N in the present case) at some cutting speeds (in the present case 9.42 m/min). b) A reduction in the average thrust force causes the reduction in the exit delamination (as the case of
9.42 m/min cutting speed). However the internal damage of the hole was not found to be related to the average thrust force when comparing the CD and UAD. As at 9.42 m/min cutting speed the average thrust force reduced but not the internal damage. Also, at 94.2 m/min cutting speed, the average thrust force was similar in CD and
UAD while the internal damage was lower in UAD. c) Higher effective normal rake angles obtained in UAD,
Figure 2, is one of the factors causing the reduction in the
internal damage during the drilling of CFRP material.
Also, The internal damage increases with increasing the cutting speed in both CD and UAD (an increase of 46 µm in CD and 44 µm in UAD in the present case when increasing the cutting speeds from 0.942 m/min to 282.6 m/min). d) The holes are more circular when drilled through UAD in comparison to CD because of having lower internal damage as compared to that in CD. A maximum of 33.8% reduction in circularity was obtained in the present case at the cutting speed of 282.6 m/min. e) Less center deviation and hence more stable drilling is obtained in UAD as compared to CD. A maximum of
82.8% reduction was obtained in the center deviation in
UAD as compared to that in CD at cutting speed of
282.6 m/min. f) In order to obtain the minimum damage, the cutting speed would have to be variable in though out the drilling depth.
It will have to be high at the exit (282.6 m/min in the present case) and low during the drilling of intermediate layers of CFRP material. g) The chip fragments generated in CD and UAD are not different at current machining parameters. h) The cutting temperature is similar in CD and UAD at lower cutting speeds (0.942 m/min and 9.42 m/min in the present case) and it is different in CD and UAD at higher cutting speeds. Further research is required to develop a thorough understanding about the deviation of cutting temperature because of ultrasonic assistance.
6. NOMENCLATURE 𝛾
𝐷
= dynamic axial rake angle at point i,
10 Copyright © 2014 by ASME
𝛾
𝑊 𝜇 𝑖
= axial rake angle in work reference system at point i,
= angular deviation of the resultant cutting velocity vector because of the feed velocity at point i, 𝜋
𝐷
𝑊
= dynamic axial clearance angle at point i,
= clearance angle in the work reference system at point i
= dynamic reference plane for point i; 𝜋
𝐷
𝑊
= reference plane in the work reference system for the point i
𝑉
𝑉 𝑐
= cutting velocity of the point i in mm/min;
= feed velocity of the point i in mm/min
S
0
= feed velocity of the drill in mm/rev r = external radius of the drill; r i
= axial radius of the point i
N = rotational frequency of the drill (rpm) a = ultrasonic oscillation amplitude of the drill
= angular ultrasonic oscillation frequency of the drill
= helix angle of the drill
𝑊
= inclination angle in the work reference system
7. ACKNOWLEDGMENTS
The authors would like to acknowledge BAE Systems for supplying the CFRP material, SGS Solid carbide tools Ltd. for supplying the drills and DMG Mori Seiki Ltd. for supplying the machining center for conducting the experiments in this work. The authors would also like to thank Mr. Darren Grant, a
WMG technician, for his kind help, support and guidance during the machining work.
8. REFERENCES
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
D. F. Liu, Y. J. Tang, and W. L. Cong, "A review of mechanical drilling for composite laminates," Composite Structures, Mar. 2012,
Vol. 94, pp. 1265-1279.
C. T. Pan and H. Hocheng, "The anisotropic heat-affected zone in the laser grooving of fiber-reinforced composite material," Journal of Materials Processing Technology, Nov. 1996, Vol. 62, pp. 54-60.
G. Akoval* and ebrary Inc. (2001). Handbook of composite fabrication .
H. Hocheng, N. H. Tai, and C. S. Liu, "Assessment of ultrasonic drilling of C/SiC composite material," Composites Part a-Applied
Science and Manufacturing, 2000, Vol. 31, pp. 133-142.
C. C. Tsao and H. Hocheng, "Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network," Journal of Materials Processing Technology, 2008,
Vol. 203, pp. 342-348.
A. Langella, L. Nele, and A. Maio, "A torque and thrust prediction model for drilling of composite materials," Composites Part a-
Applied Science and Manufacturing, 2005, Vol. 36, pp. 83-93.
V. A. Phadnis, F. Makhdum, A. Roy, and V. V. Silberschmidt,
"Experimental and Numerical Investigations in Conventional and
Ultrasonically Assisted Drilling of CFRP Laminate," Procedia
CIRP, 2012, Vol. 1, pp. 455-459.
A. Riveiro, F. Quintero, F. Lusquiños, J. del Val, R. Comesaña, M.
Boutinguiza , et al.
, "Experimental study on the CO2 laser cutting of carbon fiber reinforced plastic composite," Composites Part A:
Applied Science and Manufacturing, 2012, Vol. 43, pp. 1400-1409.
E. U. Enemuoh, A. S. El-Gizawy, and A. C. Okafor, "An approach for development of damage-free drilling of carbon fiber reinforced thermosets," International Journal of Machine Tools &
Manufacture, Sep. 2001, Vol. 41, pp. 1795-1814.
H. Hocheng and C. C. Tsao, "Comprehensive analysis of delamination in drilling of composite materials with various drill
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27] bits," Journal of Materials Processing Technology, 9/22/. 2003, Vol.
140, pp. 335-339.
S. S. F. Chang and G. M. Bone, "Burr size reduction in drilling by ultrasonic assistance," Robotics and Computer-Integrated
Manufacturing, 2005, Vol. 21, pp. 442-450.
Y. S. Liao, Y. C. Chen, and H. M. Lin, "Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy,"
International Journal of Machine Tools and Manufacture, Oct.
2007, Vol. 47, pp. 1988-1996.
B. Azarhoushang and J. Akbari, "Ultrasonic-assisted drilling of
Inconel 738-LC," International Journal of Machine Tools and
Manufacture, 2007, Vol. 47, pp. 1027-1033.
J. Pujana, A. Rivero, A. Celaya, and L. N. López de Lacalle,
"Analysis of ultrasonic-assisted drilling of Ti6Al4V," International
Journal of Machine Tools and Manufacture, 2009, Vol. 49, pp. 500-
508.
F. Makhdum, D. N. P. Norddin, A. Roy, and V. V. Silberschmidt,
"Ultrasonically assisted drilling of carbon fibre reinforced plastics,"
Advanced Materials and Structures IV, 2012, Vol. 188, pp. 170-175.
F. Makhdum, L. T. Jennings, A. Roy, and V. V. Silberschmidt,
"Cutting forces in ultrasonically assisted drilling of carbon fibrereinforced plastics," Modern Practice in Stress and Vibration
Analysis 2012 (Mpsva 2012), 2012, Vol. 382,
P. Mehbudi, V. Baghlani, J. Akbari, A. R. Bushroa, and N. A. Mardi,
"Applying Ultrasonic Vibration to Decrease Drilling-Induced
Delamination in GFRP Laminates," Procedia CIRP, 2013, Vol. 6, pp. 578-583.
A. Sadek, M. H. Attia, M. Meshreki, and B. Shi, "Characterization and optimization of vibration-assisted drilling of fibre reinforced epoxy laminates," CIRP Annals - Manufacturing Technology, //.
2013, Vol. 62, pp. 91-94.
A. B. Chattopadhyay, MACHINING AND MACHINE TOOLS (With
CD ) : Wiley India Pvt. Limited, 2011.
L. B. Zhang, L. J. Wang, X. Y. Liu, H. W. Zhao, X. Wang, and H. Y.
Luo, "Mechanical model for predicting thrust and torque in vibration drilling fibre-reinforced composite materials,"
International Journal of Machine Tools and Manufacture, 2001, Vol.
41, pp. 641-657.
L.-P. Wang, L.-J. Wang, Y.-H. He, and Z.-J. Yang, "Prediction and computer simulation of dynamic thrust and torque in vibration drilling," Proceedings of the Institution of Mechanical Engineers,
Part B: Journal of Engineering Manufacture, June 1, 1998. 1998,
Vol. 212, pp. 489-497.
D. Arola, M. Ramulu, and D. H. Wang, "Chip formation in orthogonal trimming of graphite/epoxy composite," Composites
Part A: Applied Science and Manufacturing, //. 1996, Vol. 27, pp.
121-133.
N. Kourra, M. A. Williams, A. Attridge, J. Warnett, S. Barnes, and
A. Gupta, "Analysis of drilled holes on carbon fibre material with
X-ray computed tomography," presented at the 2014 IEEE
International Workshop on Metrology for Aerospace
(MetroAeroSpace), Benevento, Italy, 2014.
J. P. Davim, J. C. Rubio, and A. M. Abrao, "A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates," Composites Science and Technology,
Jul. 2007, Vol. 67, pp. 1939-1945.
Y. Yan, X. Shi, J. Liu, T. Zhao, and Y. Yu, "Thermosetting resin system based on novolak and bismaleimide for resin-transfer molding," Journal of Applied Polymer Science, 2002, Vol. 83, pp.
1651-1657.
S. Barnes, P. Bhudwannachai, and A. N. Dahnel, "Drilling performance of carbon fiber reinforced epoxy composite when machined dry, with conventional cutting fluid and with a cryogenically cooled tool," presented at the ASME 2013
International Mechanical Engineering Congress & Exposition,
IMECE 13, San Diego, California, USA, 2013.
D. Broek, Elementary engineering fracture mechanics . The Hague;
Boston; Hingham, Mass.: Martinus Nijhoff ; Distributed by Kluwer
Boston, 1982.
11 Copyright © 2014 by ASME