AMT 111 Advanced Composite Materials Chapter 7

AMT 111
Advanced Composite Materials
Chapter 7
Composite Lab Safety
• Eye protec=on
!
Protect from chemical splashes
!
Protect from dust generated by cuAng or sanding
• Respiratory Protec=on (mask)
!
Protect from dust generated by cuAng or sanding
!
Use vacuum when using power tools
• Skin protec=on
!
Use gloves and protec=ve clothing
!
Wash hands aIer handling material
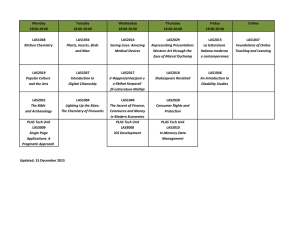
Wing
AircraI Control Surfaces
Vertical Stabilizer
Horizontal
Stabilizer
Fuselage
AircraI Axes
AircraI Axes
• Lateral Axis
!
Also called the pitch axis
• Longitudinal Axis
!
Also called the roll axis
• Ver=cal Axis
!
Also called the yaw axis
AircraI Structures
A true monocoque structure has bulkheads and formers to give the structure its shape, but all of the flight loads are carried in the thin sheet metal skin.
AircraI Structures
A semimonocoque structure carries the flight loads in its outer skin, but this thin skin is backed up with stringers that extend across the formers.
AircraI Structures
The reinforced shell is the most generally used type of construc=on for modern all-metal aircraI.
Stress
Compression & Tension
Compression & Tension
• Video
Diamond Construc=on
Composite Structures
• Advantages:
!
Complex shapes
!
!
!
Labor savings
Moistures resistant
Weight?
• Disadvantages:
!
Complex repairs
• The method of repair will vary from aircraI to aircraI
!
Separa=on of layers
• Electric shielding layer can be an issue
!
!
Corrosion when ma=ng with metal (carbon fiber)
Sun and heat deteriora=on
Composite Structures
• Components:
!
Fiber/reinforcing material
• The real strength
!
Matrix (glue)
• Recipe or formula:
!
!
Fiber
• Type
• Orienta=on & weave
• Layering
• Placement
Matrix
• Curing process
Fiber Defini=ons
• Fiber - reinforcing material
!
Main strength runs along the length of the fiber
• Roving – a group of fiber filaments
• Tape – unidirec=onal (one direc=onal) mat of fibers
• Fabric – bidirec=onal (two direc=onal) mat of fibers
!
!
!
Warp – longitudinal – length wise
• Usually the main direc=on of strength
Fill (also called weI) – transverse – across the length
Bias - 45° to warp
Tape and Fabric
Warp and WeI
Unidirec=onal Tape
Bidirec=onal Fabric
Fabric Layout
Warp Clock
Fiber
• Fiberglass
!
Thin fibers drawn from molten glass
!
!
Shiny white
E-glass
• Low cost
!
S-glass
• High tensile strength and s=ffness
• Aramid fiber
!
Kevlar
!
High tensile strength and flexible
!
Yellow
Reinforcing Material
• Graphite/Carbon Fiber – Video Video2
!
Light and s=ff
!
!
!
Used to add rigidity to structures
Electrically conduc=ve
• Caused corrosion when in contact with metals
!
Titanium or CRES fasteners
• Causes issues for radio equipment
Very expensive
!
Black
• Lightning Protec=on Fibers (layer)
!
Nickel-coated graphite, metal mesh, aluminized fiberglass or conduc=ve paint
Reinforcing Material
• Fiber Orienta=on
!
Greatest strength and s=ffness parallel to fiber
!
!
!
Random fiber orienta=on or mats usually not used in avia=on
How a fabric is woven determines the strength of the material
• Also determines the direc=on of the strength
Fiber layers are placed in different direc=ons to improve strength
• A warp clock (compass) is used to determine the direc=on
!
FAA say the strongest in the warp direc=on
Matrix Materials
• Glue
• Only job is to link the fibers
• Minimize the amount to reduce weight
!
FAA says 60:40 fiber to resin ra=o
• Mix only what is needed
!
Pot life - The length of =me a resin will remain workable aIer the catalyst has been added
!
Too much matrix will cause thermal runaway
• Follow direc=ons
• Only way to test is to make a test piece
Matrix Materials
• Polyester
!
Two part
!
• Resin
• Catalyst/ac=vator
!
MEKP - Methyl Ethel Ketone Peroxide
!
Used at ra=os of greater than 100:1
Can be thinned
!
!
!
!
Easy to color
Surface must be sealed before it will fully cure
• Mold surface, wax addi=ve or PVA (polyvinyl alcohol)
Not as strong as epoxy
Cheaper than epoxy
Matrix Materials
• Epoxy
!
Two part
• Resin
• Catalyst/hardener
!
Use in ra=os closer to 1:1 or 2:1
!
!
!
Ra=o must be exact
No thinning
May require heat to cure
!
Follow instruc=ons!
Matrix Materials
• Prepreg – fabric that is preimpregnated with matrix
!
!
Speeds up manufacturing process
Raw material is refrigerated and has very limited life span
!
Cured with heat and pressure
• Large autoclaves are used to cure parts
Compression & Tension
Compression & Tension
Core Material
• The outer skins of a structure carries most of the load
• Adding distance between the outer skins can strengthen a structure without adding weight
• The inner por=on of structure transfers load to the outer skin
• Core material is used to transfer loads to the outer skins
• Core material adds distance between outer skins
• Core material is lighter than the composite material – high strength to weight ra=o
Core Material
• Balsawood
!
The grain must be perpendicular to the outer skins
• Foams
!
Styrofoam (polystyrene)
• Cut with hot wire
• Can not be used with polyester resin
!
Urethane
• Fuel proof
• Can’t be cut with hot wire
• Can be used with epoxy or polyester resin
Core Material
• Honeycomb
!
Aluminum, paper, fiberglass, stainless steel, and
Nomex (aramid)
!
Very high strength to weight ra=o
!
!
If repairing aluminum core, prime the repair with a corrosion inhibitor and seal from the atmosphere
If nonsymmetrical palern, the repair must replicate the original orienta=on
• Honeycomb core material has strength parallel to the ribbon direc=on
!
Line-up in ribbon direc=on when repairing
Ribbon Direc=on
Filler Material
• Thickens matrix
• Microspheres or micro-balloons
!
Tiny hollow glass balls
!
Very light
• Reduces the density of a matrix mix
• Improves strength to weight ra=o
• Adds some flexibility
!
Reduces stress risers/concentra=on
• Chopped fiberglass or flox (colon)
!
Adds strength
• Talc
• Cab-o-sil - silicon dioxide
Manufacturing Methods
• Wet Lay-Up/Hand Lay-Up Process
!
Usual moldless
!
Appling reinforcement material and matrix by hand
• Matched Dies
!
Pairs of matched dies
• Vacuum Bag
!
!
!
A vacuum bag is used to create a vacuum around a component
Atmospheric pressure forces wet structures into mold
Vacuum assists in removing excess matrix
Manufacturing Methods
• Autoclave – High pressure and heat chamber
!
Used to cure matrix
• Filament Winding – Individual fibers are wound to an exact palern to provide the ul=mate in fiber orienta=on
!
Used for helicopter and propeller blades
Matched Dies
Heated matched dies are used for making a large number of iden=cal parts.
Vacuum Bag
A vacuum bag may be used to apply the pressure to a composite lay-up to ensure that it takes the shape of the female die and to ensure that all of the individual fibers are completely encapsulated.
Filament Winding
When the maximum strength is required, the part may be filament-wound and cured in an autoclave.
Inspec=on
• Problems:
!
Cracks
!
!
!
Delamina=on – Separa=on of composite layers
Matrix void detec=on – Usually aIer repairs or manufacturing
Trapped water
• Indica=on of structural failure
Inspec=on
• Methods:
!
Coin Tap – tapping the edge of a coin on the structure.
• Listen for dull “thuds”, indicates a problem
• Indicates there is a problem but can’t measure the magnitude
!
Acous=c emission – Use sound to vibrate a structure and listen for bad “noises”
• Will not detect entrapped water
Inspec=on
• Methods:
!
Ultrasonic inspec=on
!
!
Radiographic (X-ray)
Backligh=ng
• Remove paint, shine a strong light on one side and inspect
Repair
• Follow the manufacturer’s instruc=ons
!
General purpose fiberglass and matrix can’t replicate the advanced methods used by the manufactures
• Non-structural repair
!
e.g. cracked wheel pants
!
!
Stop drill the crack
Apply the repair to the inside
• Roughen up the surface by sanding
• De-grease with MEK
!
Test first
• Glue on a fiberglass patch
Repair
If the core is damaged, remove and replace
Typical dimensions for a room-temperature repair to the face plies of a honeycomb core composite panel.
Repair
Typical lay-up for vacuum-bagging of a room-temperature cured repair.
Repair
• When repairing puncture-type damage of a metal faced laminated honeycomb panel, the edges of the doubler should be tapered to 100
=mes the thickness of the metal
• Superficial scars, scratches, surface abrasion, or rain erosion on fiberglass laminates can generally be repaired by applying one or more coats of suitable resin (room-temperature catalyzed) to the surface
Repair
• A poled compound repair on honeycomb can usually be made on damages less than 1 inch in diameter
• One method of reducing the amount of warpage is to use short strips of fiberglass in the bonded repair
• Don’t use any cuAng oil
• Fiberglass laminate damage not exceeding the first layer or ply can be repaired by filling with a puly consis=ng of a compa=ble resin and clean, short glass fibers
Plas=cs
• General types (categorized by how they react to heat)
!
ThermoseAng
• Set by heat once, reapplica=on of heat will destroy it
!
Thermoplas=c
• Can be soIened by heat, and when they are cooled they will regain their original hardness and rigidity
• Not damaged by repeated hea=ng and cooling, so long as they are not overheated.
Thermoplas=cs
• Can be soIen with heat and formed into a specific shape
!
Pressure or vacuum formed
• Acrylics
!
Modern type
!
Plexiglas, Lucite and Perspex
• Acetate
!
Older type
!
Yellows and gets brille with age
Thermoplas=cs
• Type test: swab with acetone
!
Acetate will soIen
!
Acrylic turns white but doesn’t soIen
• Type test: Apply a drop of zinc chloride
!
No effect on acrylic
!
Acetate plas=c will turn milky
Transparent Plas=cs
• Storage
!
Leave paper on
!
!
Store ver=cally at a 10° =lt
If stored horizontally, insure not dirt is trapped
• CuAng
!
Cut large and sand to size
!
Don’t overheat or melt
Transparent Plas=cs
• Drill bits
!
A specially modified twist drill bit
• Include angle of 150°, the cuAng edge ground to a zero rake angle
• Purchase drill bit
!
!
!
!
Don’t overheat or melt
High speed with low pressure
Drill on a piece of wood so drill will not break or chip the edges of the hole
Oversize hole
• Coefficient of expansion of plas=c is greater than aluminum and steel
!
Temperature changes cause bigger changes to plas=c
Cemen=ng – Soak Method
• Soak method is the most common way of cemen=ng acrylic plas=cs
• Cement is a clear liquid that “melts” the plas=c
!
Acts more like welding than gluing
Cemen=ng – Soak Method
• Steps:
!
Mask off the parts of the plas=c that are not to be affected by the solvent.
!
!
!
Soak the edge of one of the pieces in the solvent un=l a soI cushion forms.
Press the pieces together so the cushion will diffuse into the other piece and form a cushion on it.
Allow the pressure to remain un=l the solvent has evaporated from the cushions and they become hard. Remove the excess material and dress the repair to conform to the original material.
• Low heat will help cure
Cemen=ng – Soak Method
Cemen=ng acrylic plas=cs by the soak method.
Transparent Plas=cs
• Cleaning
!
Rinse with water first
!
!
• Get rid of the grit may scratch the surface
Wash with mild soap and water
• Or approved cleaner
Apply wax to protect
Transparent Plas=cs
• Installa=on
!
Remove old plas=c, sealant and sand enclosure to ensure not rough edges
!
Sand new piece to size
• New pieces are sent larger than required
• Must be at least 1/8” gap to allow for expansion
!
!
Apply new sealant
Install fasteners
• Use spacers to prevent over =ghtening
!
Required if rivets are used
• If screws are used without spacers, back off one turn aIer
=ghtening
Transparent Plas=cs
• Crazing
!
Network of hair line cracks caused by aging
!
Can lead to bigger cracks
• Delamina=on
!
Must be replaced
Patches
Repair of a hole in a piece of transparent acrylic plas=c.
Patches
Repair of a crack in a piece of transparent acrylic plas=c.
• Video