From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
Function-based Modelingof Fabrication Plans
for Structural Assemblies
I. Martinez,
O. Lukibanov, and Jon Sticklen
Intelligent Systems Lab & CompositeMaterials and Structures Center
College of Engineering - MichiganState University
3115 Engineering Bldg., East Lansing, MI, 48824
marti226, lukibano, sticklen...,~cps.msu.edu
Abstract
Function-based
reasoning(FR)has typically beenapplied to capture causal understandingof devices. Weare applyingand
extendingthe FRapproachto capture fabrication plans for manufactured
artit’acts. Ourgoal is to developa framework
for
conceptualplanningof c~mpositestructures manufacturing;our testbed is fabrication planningfor c~npositcstructural
elementsin an unmanned
aerial vehicle (UAV)of the BoeingHelicopter Company,
as pert of the DARI’A
RaDEO
effort.
1. Introduction
Tools supporting manufacturability analysis can greatly
azcelerate the design process by reducing the time spent
on iteration of the design description between the design
engineer and the manufacturing engineer. Such tools help
the engineer to evaluate different parameters of potential
manufacturing processes,, identify possible problems, and
provide feedback to the designer on how to eliminate
problems.
Our research interest is in the application of a planbased approach to manufacturability analysis. Following
this approach, the manufacturing plan is generated then
used to evaluate different manufacturing factors. Most
manufacturability attalysis systems developed in recent
years are targeted for either metal parts machining(Gupta
and Nan 1995; Haves 1996; Kambhampatiet al. 1993) or
metal assembly mamtfacturmg(Fazio and Whitney 1988;
Hsu and Lee 1993). Considerably less research has been
done for the composites domain, but see for example (B.
Davidson 1997; Huh and Kim 1991). Manufacturing
knowledgeplays a very important role in this domaindue
to the number of design factors (geometry, use
temperature...)
which restrict
or suggest specific
fabrication techniques. Weintend to fill this gap by
developing tools that support manufacturability analysis
for the early stages of the compositesartifact design; and
in particular the re-design of existing metal structural
assemblies with polymer composite materials..
Our purpose is to enable the designer to evaluate
manufacturability of the product in early stages of the
design beforea detailed description
of an artifact is
developed. The input is given on the "conceptual lever’ a level of detail suitable for a verbal or a sketched
description. The output is a manufacturing plan for a
designed artifact,
which can be used for evaluation,
104
AIMW-98
troublcshocting, and explanation. Wehave selected the
Function-based
reasoning
methodology
(FR)
(Sembugamoorthy and Chandrasekaran 1986) for this
purpose; we are developing a version of it tailored
specifically for process modeling.
In Sections 2 and 3 we specify our problem and anal~e
it from an AI planning vie~vlaoint. In Section 4,we give a
brief background on FR and indicate
why the FR
methodologyis appropriate for our problem. In Sections 5
we describe our ~alization of Fit for process modeling
and in Section 6 we give an iUustrative example. Finally,
we discuss the contribution of our approach and describe
howit maybe integrated with related work to produce an
application suite for support of Design for Manufacturing
in the polymer composites domain.
2. Motivation
In AI planning the actions in a particular domain are
usually represented as a set of generalized operators.
Operators are defined through the set of preconditions that
must be satisfied before the operator can be applied and
the set of effects that becometrue after the operator is
executed. Mostof such planning systems use expressions
involvingparameters. In the plan, operatorsare
instantiated by binding parameters with values. The
planner’s task is to find the sequence of operators which
will accomplisha given set of goals and in the process to
bind the variables specifying the plan. Since the search for
an appropriate sequence of operators for this classical AI
planning problem is generally PSPACE-complete,most AI
planning research aims to find methods and techniques
that facilitate the search process.
AI planning techniques can be potemially useful for
manufacturing planning with metals. The domain of
planning in metal manufacturing can be described in
terms which are close to those of classical AI planning.
The structure of operators is simple, and a large numberof
operators is usually required to achieve the goal. The
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
search for the right order of operators can becomevery
complexand AI planning methodscan be effectively used
to simplifythe search.
However,for manypractical problems AI planning
methodologies
havelittle applicability. Onereasonis the
preoccupationof AI planning with abstract problemsand
the form of operator representations that omit
"unimportant"details (Nauet at. 1995). Gainesand Hayes
(Gaines1996)list someof the operator-relatedproblems:
1) The set of operators included in the planner may
not actually coverthe full range of domainactions.
Moreover,in very large domainsit is difficult to
think of all possible operators and produce an
adequatelist of preconditionsandeffects.
2) Operatorsmaycontain redundantinformation.
3) It maybe difficult to maintainoperatordescriptions
in complexdomains.
The domainof fabricating structm~ assemblies made
of compositematerials is an exampleof such a complex
domain. A single manufacturing step here can be an
entire technologicalprocesswhichconsists of a numberof
stages. For example, in composite manufacturing the
process called HandLay-upconsists of the following
stages:cut fabric, lay fabric, vacuum
bag,andcure. All
parametersfor all stages haveto be definedbefore using
the "HandLay-up" operator in the manufacturingplan
(in our example for the curing stage it might be
temperature, pressure, and time). The problem of
assigning correct values to these parametersmaybe very
difficult, considering the multi-stage nature of the
operators and their dependenceon the material used.
However,
there is no reasonto decompose
basic operations
into simpler planning operators becausethe sequenceof
sub-steps for each operation is set and does not require
anyadditional planning.
On the other hand, the search space in planning for
compositesis less complexthan that in metals. Composite
assemblies generally have fewer components in
comparisonto functionally analogousmetal assemblies.
Moreover,the fabrication process in compositesusually
results in a componentwith most features already in
place. This is in contrast to metalswherein order to add
onefeature at least oneoperationhas to be performed.As
a result, the numberoperations required to produce a
compositeassemblyis usually muchsmaller then that for
metal assemblies. Consequently,the search space for the
composites doll0ain is considerably smaller.
To
summarize
... two points weremadeso far:
1. The search space in fabrication plannin__gwith
compositesis smallerthanthat of metals, and
2. Operators for composites manufacturing are much
more complex.
The bottomline is that there is a mismatchbetween
traditional AI planning techniques, and the dom~,inof
fabrication planningfor structural assembliesmadefrom
compositematerials. Thenature of the mismatchsuggests
a more appropriate solution. Because the mismatch
betweenapproachand domainis rooted in the granularity
differences betweentraditional planningoperatorsand the
artifacts whichare to be fabricated,, a solution path which
emphasizeslarger grain operators about whichsubstamial
domainknowledgeis available. Weare pursuing such a
knowledge-richpath.
3. Problem requirements and Information
Processing Task
Theinformationprocessingtask (IFF)1 of the problemis
as follows:
Inputs:
a) a description of a conceptual design for the
structural assemblyexpressed as a "configuration
model"2 (Zhou et al. 1998), (Zhou et al. 1997)
developedon early stages of the design.
b)a set of manufacturing constraints including
available fabrication equipment,personnel, time, and
cost
Output."
a familyof satisfyi’ngconceptual
fabricationplans.
For purposes of exhibition here, wewill assumeour
fabrication planner will operate on the single output
representingdesignproposal, namelyon its "configuration
model".
Thegeneratedplan will be nonlinear:that is, actionsare
representedas parallel if no ordering constraints exist.
Moreover,the granularity of the plan will dependon the
level of precisionat whichthe designis described,i.e. the
modelingtechnique should support arbitrary levels of
detail.
Weintroducethree types of planningoperators:
l) Fabrication technologies are used to produce
components
along with associated features
2) Featm’etechnologies are used to add features to
components
3) Joining technologiesare used to join components.
For these operatorsa fixed "base-level"does not exist.
Conceptualdesign is an iterative activity in whichmore
detail is added to the conceptual modelat each round.
Thus, for the correspondingmanufacturingplan, "base1 "l~e idea of IPT is dueto Mart (Nlarr 1982)
2 A con~guratwnmodel is a hierarchical repr--,~ation of am assembly.
which reflects not only amembly~ent relationship
but also the
relationship between geometry parametem and design features of the
assembly. W/thin such a hierarchical oonfiguratinn model, ontological
membe~include atmcture objects (an assembly or a subassembly).
componentobjects (the base level of atomic pm, ts for the structural
assembly), joining objects (fastening one structure or component
to mother),
and feature objects (expressing such featta’m as holes). Ontologyof link
types expresses the relationships betweenobjects. ~ types include partwhole links (assembly-,ooml,onent or assembly-imemaljoint), join links
(expressing surmectivity bctweanobjects and the joins between them), and
feature links (component-feature or subassembly-feature). Each component
node contains the description of as type, rough geometryand material class.
Eachjoining node contains information about joining parameten.
Martinez 105
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
level" operations at one iteration should be smoothly
expanded
in the next iteration.
In addition to satisfying the requirements of the
informationprocessing task described above, the method
and tool for representing fabrication planning for
structural assemblies should meet a numberof other
prerequisites.
First, the modeling tool should allow the base
knowledgeof manufacturingprocesses to he reused. In
composite fabrication, a relatively small numberof
fabrication technologies are commonlyavailable. A
"standardlibrat3’" of fabrication base technologieswill
allowefficient reuse.
Second,the fabrication modelingmethodshould allow
accumulationof fabrication parametersfor the process
suchas processingtime, amountof materials needed,cost,
and so forth. The accuracy of estimation for such
accumulatedvalues should he approximatelycorrect even
whendetails of individual parts of the plan are not
elaborated.
Third. and arguably most important, the modeling
methodfor fabrication planningshould support~.stematic
humanexamination of a fabrication plan. Weview the
developmentof a fabrication plan for a structural
assemblyto be a joint human/computer
operation. Our
software fabrication planner will output a family, of
proposals for fabrication. A humanengineer will then
examinethe proposals and downsolectthe one felt to he
most appropriate. Because of this tight interaction
betweensoftware and humanengineer, the engineer must
bc able to systematicallyexplorethe alternativesofferedin
order to makean informeddecision.
Fourth, the modelingtechnique should support both
explanation and troubleshooting in order to be human
understandable.
Thesefour desirable features of a modelingtechniqne
for fabrication plans set the terms for representational
adequacy,whichwerequire. The information processing
task sets the requirementsfor inferential adequacy.In the
rest of this report, weconcentrateon the representational
adequacy; we attack this aspect of our problem by.
adapting and extending the fimction-based reasoning
viewpoint to the general domain of representing
fabricationplans.
4 Background
There were a numberof solutions proposedto facilitate
the representation of operators for complexdomains
similar to compositemanufacturing.In the SIPEsystem
(Wilkins1988),the operatorsare representedexplicitly
the formof an operatorrefinementhierarchy’that lists all
possible operatorsat different levels of abstraction. This
facilitates the processof selecting the right operator by
organizingand narrowingthe search space and directing
the search.
In the Operator Construction approach proposed by
Gaines (Gaines 1996), the planner keeps a hierarchy
106
AIMW-98
objects that perform actions. An operator hierarchy
generatoris usedto producea neededoperator. In contrast
to SIPE,the entire operator hierarchyis never explicitly
represented; OperatorConstructiongenerates only those
portionsof the operatorhierarchy"that are applicableto the
current goal. This property makes the Operator
Construction approach particularly useful in domains
wherechangesin operator description dependon changes
in physical objects that performthese operations. If the
physical objects in a domain change, the operator
generator then translates those changes into specific
operator instructions. This is easier than attemptingto
infer the changesto produceoperatordescriptionsdirectly,.
Anothermethodis describedby P. Clark et.ai. (Clarket
al. 1996).Followingtheir approach,an operatorset is built
from components,rather than manually"enumerated.Each
component
encapsulatesinformationabout a feature of the
domainthat maycontribute to many"plan operators. The
basic unit of the representationis a domainfeature, not a
plan operator. This encapsulationof a particular feature
allowsmodelingthe domainwith respect to the particular
needs, the domainrepresentation can be limited only by’
those featuresthat are importantto the problem.
Despite the manyadvantagesof the described methods.
they. are unsuitablefor our purposes:
* The special engine is required to produce the
operator. Instead. we would like to have the
representationthat can he parameterizedin the plan
similarlyto the simplisticformof the operator.
¯ Theselected operator, usedin the plan, is alwayson
the fixed lowest level of abstraction. Whereaswe
prefer moreflexibility in the operatorrepresentation
usedin the plan.
¯ The causality of the domain is not encoded
explicitly. However,the knowledgeof causal
relationsis vital for our goals.
Wesurmountthese problemby starting with the use of
a functional decompositionapproach.The fimction-based
reasoning (FR) approach was first proposed
Sembugamoorthyand Chandrasekaran (Sembugamoorthy
and Chandrasekaran 1986) to support causal device
understanding.Thebasic idea of function-basedreasoning
is that understandingthe purposesof a device provide
anchorsto causal understandingof the device’s hehavior.
The FRframeworkhas been widely applied in device
modeling. Goel has used this approach as a basis for
design and redesign problem solving (Goel and
Chandrasekaran1989). Bondet al. (Bondet ’.11. April
1993)appliedFRto developa modelof the fuel ssss~temfor
a high performanceaircraft. Sticklen andKamel(Sticklen
et al. 1991) have demonstratedthat an FRframeworkcan
he used to organize quantitative calculations about a
device. Price (Price 1996) applied the FR approach
identifysneakpathsin electrical circuits.
Typically, FRhas beenapplied to engineeredartifacts.
In such devices, the possible roles the device plays are
tightly governedby the intended purposes the device.
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
These intended purposes are termed functions of the
device. Whenthe FR approach is applied to naturally
occurringdevices (biological or~-J~m~,ecologies, etc.)
the functions of the devicetake on the moreneutral sense
of ’"eehavioralrole:" instead of standing for engineering
intent, functions becomea central tool for organizing
cau~l behaviorin manageable
units.
To date, there has been little effort in the Fit
community
to use the flmction-basedreasoningviewpoint
to capture processknowledge.Oneeffort by. Sticklen and
his group, attempted to apply, FR to capture chemical
processing to cure compositematerials (Adegbiteet al.
1991),(Sticldenet al. 1992).
Thenext few paragraphscontain a brief overviewof the
FRparadigm.
Conventional FR Modeling Primitives. In the FR
methodology,
a deviceis a real or abstract "chunkof the
world" with identifiable purposes (or roles), which
term "functions." To represent device functionality, the
deviceis first recursivelydecomposed
into its constituent
sub-devices. In engineeredartifacts, this decomposition
t~cally parallels majorstructural systemsof the device.
Thesecondstep in representationof a devicefunctionally
is to enumeratethe functions of each of the sub-devices.
Thefunctionis definedby three elements:
a Providedclause specifies the preconditions under
whichthe functionis operative,
a ToMake
clause specifies the results after the function
successfullycompletes,and
a Byclause provides a reference to the description of
the "eehavior"of device, whichis the causal description
of howthe function is implemented.
Behaviorsare represeated by directed graphstructures
in whichthe start nodesof the graph are tests on state
variables, and other nodes are ~at_ementsof changein
state variables of the device. Behaviors resemble
fragmentsof causal nets. However,unlike c~l nets, the
linkg in a behavior are annotations whichlmin~to an~
elaborationof whyeach nodetransition takes place. These
annotationsare either pointers to world knowledgeor to
her parts of the functionaldescriptionitself, i.e. to lower
evel functionsor behaviors.
In understandingthe device fimctionality fromthe top
level, weare normallyled via a chainof
device =>fimctio~=~vior
=> sub.device=> fimction => behavior...
to lowerandlowerlevels of sub devicesuntil the traversal
"bottomsout" on world knowledge.
~
FIR Primitives
for Process Modeling. Our
application of FR for fabrication process modelingis
based on the viewthat at a high level of abstraction, a
processcan be viewedas a device. Todevelopa functional
representation for a manufacturingplan weuse similar
steps to those usedin devicedecomposition:
process => function => behavior
=> sub-process=> function =>behavior...
Am~3_
nufacturingprocesscan be naturally representedas
a set of sub-pm~ses,each of which can be decomposed
further into sub-processes. This resembles the
decomposition
of the device into sub-devices.While
maintainingsuch pesitive characteristics as hierarchical
representation of operations, explicitly expressed
relationships betweenobjects and actions, the ability to
encapsulate
different
domain features
in single function
module.... FRhas additional advantagesfor our domain.
First, the ability to representthe causal understandingof
the process supportsdeeplevel diagnostic andexplanatory
reasoning about the process. Second, causality is
represented in mochdar chunk.% which allows modular
reusability for construction of a completemanufacturing
process modelfrom library fragments. Thusthe inherent
modularityof FRmeets our requirementthat the process
modelsupport different levels of description. Third, the
global behavior of the woce~can be understood as a
compositionof the relevant causal net fragments, which
provides a mechanismto estimate different output
characteristics basedon process parameters.Finally, the
representation of the manufacturingprocess is rooted in
the samerepresentational framework.That is, the same
primitives are used to describe the ~ process,
sub-p~3cesses, and operations at different levels of
abstraction.
5. FR Modeling of a Manufacturing
Plan
To modela manufactarin_gprocess westart with the FR
representational terms and specialize themaccordingto
our goals.
The decomposition
of z ~a8 process
to
produce an assembty min~rs the designed structural
docomgositiou,of the, assembly.Morespecifically, the
gm~ssdommpositionis topologically isomorphicto our
confignration~ nmdel for a ~ assembly.
Thefunctional’ decomposition
of the processis basedon
an implicit causal relationship betweenmanufacturingan
assemblyand manufacturingits components.Thefunction
of a manufacturing
processfor a structural assemblyrather
than simply ToMakeis ToProduceTheAssemblyand can be
further interpreted as To ProduceAll Sub-AssembliesAnd
ComponentsOne Level Below AndJoin Them. Using this
simplespecialiT~ationof FRtermsto the caseof fabrication
processes,, wecan identify the Fit termsfor decomposition
of the assemblyfabrication process. Thefunction achieved
by the process that producesan assemblycan be seen as a
synthesis of processesthat producesub-components
of an
assembly (namely, sub-assembly or component) and
processes for joinings. The function To Produce
Subassemblycan be achievedby further decompositionof
the subassembly.The function ToProduceComponent3
(or
ToProduceJoining)
is considereda separate plan operator
3 Remember
that a component
is the atomicumit corresponding
to a single
part in the assembly.
Martinez
107
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
and is achieved by correspondingtechnological process
(or in pure FRterms, worldknowledge).
It is convenientto keepfunctionalmodelsof fabrication
processes (plan operators) in a "modelfragmentlibrary"
and hence to be able to instantiate theminto the plan
when necessary. This is similar to the concept of
functional modelingusing standard parts (Pegah et al.
1994). Appropriate technologies for componentsand
joinings are selected in advance,so whenconstructingthe
entire manufacturingprocess modelfor all components
and joinings we can use predefined modulesfrom this
library. Thesemoduleswill be instantiated automatically
whenusedin the plan.
In "standard"function-basedrepresentationsof devices,
causality is typically directly represented in the
"behaviors." For manufacturing processes the causal
relationship betweensub-processesis reflected in temporal
ordering constraints on the sub-processes and resource
allocation.
Thefollowingsection describesthe applicationof FRto
modelone fragment of a manufacturingprocess for the
horizontal stabilizer of the Boeingunmannedaerial
vehicle.
\
Metallic
InseKs
--
Figurel: HorizontalStabilizer
6. Manufacturing Process Plan Example
Weuse a compositedesignof a horizontal stabilizer from
a Boeing Helicopters unmannedaerial vehicle as an
example.In sketch form, the compositesdesign for the
horizontalstabilizer is shownin Figure1.
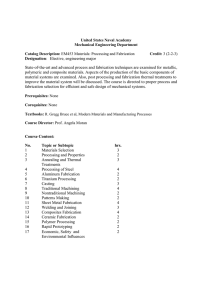
Figure 2 showsa view of the configuration modelfor
the horizontal stabilizer of Figure 1. As shown, the
horizontal stabilizer consists of seven components
(gray
terminal nodes), 6 joins (white nodes), and 3 add-on
featm~(bold font on gray nodes) - a cutout and two sets
of holes. Eachnode of the hierarchy can be expandedin
order to provideaccessto the detailedinformation.
The fabrication process plan for the horizontal
108
AIMW-98
stabilizer can be decomposed
into sub-processes, which
reflect the structural decomposition
of the horizontal fin
into sub-components.
Theprocess of manufacturingof the
trailing edgespar assemblyis one of the sub-processesin
this FR-motivateddecomposition.Thehighlighted part of
Figure 2 represents the Trailing EdgeSpar Assembly.
f
t Hori~mtalFia
tEndCap-Skmj
Figure 2: Configuration
model fragment
Thehierarchy on Figure3 showsa representationof the
functional componentsfor producing TESparAs.~ywith
their intended functions (functions are specified under
process names). Fromthe configuration model wc can
concludethat in order to produceTESparAs.w
weneed to
performthree operations: makethe foamcore, makethe
skin, and then join themtogether. ThecorrespondingFR
componentsfor the process to accomplishthis are as
follows: machiningthe FoamCore. hand-lay-up of the
fabric for TESkin, and film-adhesive-joining which
achieves the function ToProduceTESparAs~y.The toplevel function is achieved by the elaborated behavior
shownin Figure4.
Thecausal relations betweensub-precessesrepresented
in Figure4 reflect fabrication constraints on the order of
manufacturingshownin the configuration modelfragment
of Figure2. Weobtain this by specifyingthe precondition
to the function Join TEFoamCore-TeSkin
as a result of
functions MakeTEFoamCoreand Make 7E’S~n. These
functionsset constraints on the order of manufacturing.
By
examiningtheir behavioral extensions wedeterminethat
the foam core and the skin componentscan be done
concurrently. However,joining of skin and foamcore can
be ~rformedonly after both components
are ready.
~Rlud’k’iylp o[ I’l~klI
I
"~,~.~,_,.,j
.r E_~_,.,,,_
~.~,,
.’r~
sL,,]
Figure 3: FR decomposition of TESparAssy
fabrication process
Poly|rotbosoIntelligence
idachltitjComtolAvtiltblo
° TAU| TooluAvailnhlo,
From: Proceedings of7etm
the- Artificial
and Manufacturing
Workshop.
Copyright
© 1998,
AAAI
(www.aaai.org). All rights reserved.
TLUII
PtbrtcAvell|ble
- TKU
¯
Shape - WJugto|!
~
L
l
BY FUNCTION.Mike TnFoamCote
Core(ilhtpe.7~nY
tny-vp(FIbri¢)
FUNCTION: PKOC|$n"
Mikehaiti TEnkIi
nET: lempTIme_
2 - 12
nat tempTIme_l - tl
gET"PeefeclT|mo= "l’lm eTo/oin + MAXltempTm
el. lempTJme21
Figure 4: Behaviorof function ToProduceTESlmrAss~,
manufacturing steps. For example, the model of the
process "hand layup" (Figure 5) is used in the plan
specify manufacturing steps that utilize corresponding
technology. Whenthe moduleis plugged into the plan, all
parameters are set and appropriate hehavior is chosen. In
our case the following parameters are used: material graphite epoxy resin, performance requirements - high,
resin content - 33%.The behavior actuated with respect
to these parametersis highlighted in Figure 6.
""," "~, .....
,,,
I
/~M old Vefl8|h
I
./
i: ¯
I ,* Lsyup
,"
1/~--~
v.- .... L 8y Fabric
Bit
.....
J
]J
8 i~!’a:[
. -~_D
Kwu~Ec
e_~._j
. ......
’~e_.u
r_.,.
......
Figure 5: Functional decompositionof process Hand
Layup
7. Conclusions
We have descrit~i
our work in progress towards
extending and applying the function-based reasoning
methodology to develop fabrication plans for structm~
assemblies, emphasizing issues of representational
adequacy. This issue is very important in the composites
domainsinceit differs from the metal domainas follows:
1. The search space is less complex Thus applying
traditional planning-based search techniques is not
necessary
2. The fabrication operators in our domain are much
more complex (large grain). Hence most of the
processing time will he spent on adjusting
olx~rators’ parameters.
These domain-dependent characteristics of ourtarget
area lead us in general to believe a more knowledge
intensive approach was called for in our fabrication
domain.
Moreover, the application
of the FR paradigm for
modeling manufacturing processes enables us to
systematically describe how the various fragments of a
process plan for fabrication fit together, and howtemporal
constraints on the ordering of operations mayhe explicitly
represented. Moreover, as we will show in a forthcoming
report, an FR modelfor a fabrication plan can also be used
for identification of existing and potential problemsin a
fabrication plan.
Our project consists of two major sub-projects: an NSF
Rapid Prototypes project to develop software support for
structural
assembly redesign, and a DARPARaDEO
project
to support fabrication planning of the redesigned
artifact for manufacturability analysis. The two projects
are tightly integrated and in case of success we expect
them to he useful throughout the design process as well as
during manufacturing planning.
Acknowledgements.Research reported here has profited
from discussions within the Intelligent SystemsLaboratory
(ISL) and the Composite Materials and Structures Center
(CSMC) at Michigan State University,
and with
individuals from oursister projects in the DARPA
RaDEO
program. In particular, Timothy Lenz and Jim McDowell
helped clarify composites specific knowledge. Our [SL
colleagues Rob Hawkins, Yue Lin, and Kongyi Zhon have
helped us sharpen our application of FRto the fabrication
plemning domain. Judith Spering and AdamPet~ka,
Boeing Helicopters, aided our understanding of the
Boeing testhed domain. Our RaDEOcolleagues at the
University of Utah, Rich Risenfield and Elain Cohen
helped sharpen our understanding of metal structures
fabrication. Andour colleagues at the Auto Air Company
(Lansing MI), John Scanlon and Gary Wigell, helped
immensely in our understanding of fabrication
of
compositesstructures. Of course, any. flaws in this report
are ours alone.
General support for ISL activities is supplied by the
Composite Materials and Structures Center of Michigan
State University and the Research Excellence Fund of the
State of Michigan. Research reported here is supported in
part by the DARPARaDEOprojects (ONRN00014-96-10678), by the NSFRapid Prototyping Initiative ONSFMIP942-0351), and the Technology Reinvestment Program
(eec-9412783 61324).
Martinez
109
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
ToolsAvailable
SET: Ti
= TRUE
FabricAvailable
=
= TRUE
cSET: TimeC - number of plies*T
BY FUNCTION: Lay Fabric
OF PROCESS: Lay
SET: Time2 - Tr, To+ number of plies*T]
[
Resin Conlent = 3 !
Resin Content = 32
BY KNOWLEDGE:ofprocess
SET: numberof bleeder plies ~.
0.04*plies number
Resin Conten! : 33
BY KNOWLEDGE:ofprocess
SET: number of bleeder plies =
0.09*plies number
SET: Time2 = Time2+
] BY KNOWLEDGE:ofprocess
SET: numberof bleeder plies =
0.15*plies number
T
b
BY FUNCTION: Bag
OF PROCESS: Bagging
SET:
Time2 = Time2+ T
v
Performance required
Resin = EPOXY
1
Performance required = HIGII
Resin ~ BISMALEIMIDE
= HIGH
BY KNOWLEDGE:
of process
SET: Temperature = 350F
BY FUNCTION: Cure
OF PROCESS: Curing
SET: Time2 = Time2 + 16 hours
Figure 6: Partial
110
AIMW-98
BY KNOWLEDGE:
of process
SET: Temperature ~ 400F
BY FUNCTION: Cure
OF PROCESS: Curing
SET: Time2 ~ Time2 ~- 9 hours
macro expansion of HandL.avup function
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
References
Adegbite, V., Hawley,M., Stickien, J., and Kamel,A."
Implementationof an Artificial Intelligence Technique
for Real TimeControl of CompositeMaterials
Fabrication." In ASM/ESD1991 Advanced Composites
Conferenceand Exposition., Detroit.
B. Davidson, U. R., C. Ludden. (1997). "An Expert
System for the Design and Analysis of Composite
Structures." To appear in Journal of design and
manufacturing.
Bond, W.E., Pegah, M., and al., e. (April 1993).
"AutomatedModelSelection for Simulation Based on
Relevance Reasoning." IEEE Expert.
Clark, P., Porter, B., and Batory, D. (1996).
Compositional Approach to Representing Planning
Operators ." A 196-242, Univ. Texasat Austin, Austin,
Texas.
Fazio, T. L. D., and Whitney,D. E. (1988). "Correction
’simplified generation of all mechanicalassembly
sequences’." IEEE Journal of Robotics and Automation,
RA-4(6).
Gaines, D. M. "Operator Construction: A Compact,
Maintainable Representation for Real World Planners."
AAAI 96 Workshop on Reasoning About Actions,
Planning and Control: Bridging the Gap.
Goel, A. K., and Chandrasekaran, B. "Functional
Representation of Design and Redesign Problem
Solving." International Joint Conferenceon Ar~’ficial
Intelligence.
Gupta, S. K., and Nau, D. S. (1995). "A systematic
approach for analyzing the manufactum~lityof
machinedparts." Comput.Aided Design, 27(5), 323342.
Hayes, C. C. (1996). "P3: A process Planner for
manufacturability Analysis." IEEETransactions on
Robotics and Automation, 12(2), 220-234.
Hsu, W., and Lee, C. S. G. (1993). "Feedbackapproach
design for assemblyby evaluation of assemblyplan."
ComputerAided design, 25(7), 395-410.
Huh, Y.-J., and Kim, S.-G. (1991). "A knowledge-based
CADsystem for concurrent products design in injection
molding." International Journal of Computer
Integrated manufacturing, 4(4), 209-218.
Kambhampati,S., Cutosky, M. R., Tauenbaum,J. M., and
Lee, S. N. (1993). "Integrating general purpose
planners and specialized reasoners: Case study of a
hybrid planning architecture." 1EEETrans. Syst., Man,
Cybern., 23(6), 1503-1518.
Marr, D. (1982). Vision, W.H. Freeman.
Nau, D. S., GuI~, S. K., and Regli, W. C.
"Manufacturing~tion
Planning Versus AI
Planning." AAAI Spring Symposiumon Integrated
Planning Applications.
Pegah, V., Hawkins,R., McDowell,J., and Sticklen, J.
"Functional Modelingusing Standard Parts to Support
Conceptual Design." Workshopon Representing and
Reasoning about Device Function, Seattle, WA.
Price, C. J. (1996). "Identifying SneakPaths though
Function.".
Sembngamoorthy,V., and Chandrasekaran, B. (1986).
Functional Representation of the Devices and
Compilation of Diagnostic ProblemSolving Systems.,
LawrwnceErlbanm Associates, Hillsdale, NJ.
Stidden, J., Kamel,A., and Bond, W. E. (1991).
"Integrating Quantitative and Qualitative Computation
in a Functional Framework."Engineering Applications
of Artificial Intelligence, 4.
Sticlden, J., Kamel,A., Hawley,M., and Adegbite, V.
( 1992 ). "Fabricating CompositeMaterials:
ComprehensiveProblem Solving Architecture Based on
a Generic Task Viewpoint." IEEEExpert, 7(2), 43-53.
Wilkins, D. E. (1988). Practical Planning: Extending the
Classical A1 Planning Paradigm, Morgan Kaufman
Publishers, Inc., San Mateo.
Zhou, K., Lin, Y., McDowel,
J. K., Lenz, T. J., and
Sticklen, J. (1997). "ProblemSolving Architecture for
AssemblyRedesign with Structural Composites.",
MichiganState University, E. Lansing,
Zhou, K., Lin, Y., McDowel,
J. K., Lenz, T. J., and
Sticklen, J. "Metal to CompositesStructural
Assemblies: Developing Appropriate Functional
ModelingFrameworksfor Static Analysis." To appear
at FM/TRWorkshop at AXAI-98, WI.
Martincz I 11