DUPAHLITY OF RESORCINOL GLUE 130NDS IN GUSSET-TYPE ASSEMIBLY JOINTS WOOD COATS
advertisement

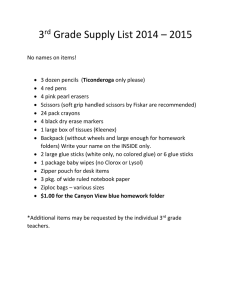
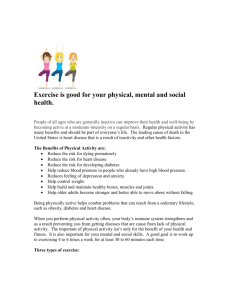
DUPAHLITY OF RESORCINOL GLUE 130NDS IN GUSSET-TYPE ASSEMIBLY JOINTS SIMILAR TO THOSE USED IN WOOD COATS May 1948 INFORMATION' REVIEWED AND REAFFIRMED March 1956 No. 121714 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY Madison 5, Wisconsin In Cooperation with the University of Wisconsin DURABILITY OF RESORCINOL GLUE BONDS IN GUSSET-TYPE ASSEMBLY JOINTS SIMILAR TO MOSE USED IN WOOD BOATS]: By M. L. SEW, Chemical Engineer Summary Plywood gusset-type assembly joints, similar to those used in V-bottom boats for joining framing members, were glued with resorcinol, urea, and casein glues at temperatures ranging from 40° to 60° F. and tested by exposures to severe moisture conditions. The results indicated that the durability of resorcinol glues was superior to that of casein and urea-resin glues. With resorcinol-resin glues durable bonds were obtained at curing temperatures as low as 4o° F. in assembly joints involving such combinations as mahogany lumber and Douglas-fir plywood and spruce lumber and Douglas-fir plywood, and at curing temperatures of 70° F. or higher, when white oak lumber and Douglasfir plywood were used. Some resorcinol glues, however, produced durable bonds at 60° F. with the combinations involving oak. A joint employing a single gusset appeared to be a less satisfactory construction than a double-gusset type under severe exposure conditions; and even with the double-gusset type protection from rapid moisture changes appeared to be desirable with combinations involving flat-grain white oak and Douglas-fir plywood. Specimens were fabricated using either bolts or clamps to supply gluing pressure. Adequate bonds were obtained with both methods. Omission of bolts would appreciably reduce weight in constructions where a large number of bolted gussets are employed. Introduction Plywood gussets are widely used in small wood boats for joinins various structural members. They are fastened by screws or bolts, which are often supplemented by glue between the mating surfaces. Urea resin and, to a lesser extent, casein glues have been used for this purpose. Urea resin provides considerable water resistance, and when the temperature is-70° F. or higher, at which urea resin cures satisfactorily, it may be used in the assembly of boat parts on the ways. Casein glue has less water resistance than urea 1 'This study was made in cooperation with the Bureau of Ships, U. S. Navy. Report No. R1714 -1- resins, but when low temperatures prevail at the assembly operation, casein glue is nevertheless often used, since it cures at the lower temperatures. Neither glue, however, is highly durable when subjected, to extreme moisture and heat, as is often the case for wood boats in service. The excellent • .durability provided by resorcinol glues under severe exposures has recently directed attention to their use in boat-assembly operations. It is known that they cure adequately for many purposes at temperatures as low as 70° F., although they require a higher temperature when used for laminating white oak ship timbers. A temperature of 70° F. is higher than that often prevailing in boatbuilding plants, which are often open buildings. There was need, therefore, to study the ability of resorcinol resin to provide durable joints when used to glue plywood gusset-plate assembly joints in boats, and to study further the minimum temperatures at which such glues would cure adequately when used in such joints. Results of earlier testa 2– showed that resorcinol glues developed appreciable dry and wet strength with extended curing at temperatures below 80° F., which indicated that even when cured at 40° F., they might be satisfactory for gluing certain species of wood. The purpose of this study was to investigate the suitability of resorcinol adhesives for boat-assembly gluing, when used and cured at temperatures ranging from 40° to 80° F. The study consisted of preparing glued gusset-type joints, exposing them by various accelerated tests to extreme moisture conditions, and observing their resistance to glue-joint delamination. The study did not include mechanical tests on the strength of the glue joints, Materials and Procedures Glues Studies on the laminating of white oak have shown that resorcinol glues do not all perform equally well. For this reason, three different commercial resorcinol glues were used. One casein and one urea-resin glue were included for comparison. They are designated in this report by letter symbols as follows: A - Resorcinol resin; formaldehyde hardener B - Resorcinol resin; paraformaldehyde hardener C - Resorcinol resin; paraformaldehyde hardener D - Urea resin; catalyst included E - Casein glue (containing preservative). Olson, W. Z., Bruce, H. D., and Soper, V. R. "Curing of Resorcinol-resin Glues at Temperatures from 40° to 80° F." Forest Products Laboratory Report No. 81629, September 1946. Report No. R1714 -2- Species and Types of Specimens The types of specimens used in this study simulated the joints between floor and top frame members at the chine in 17-bottom boats. The frame members in such boats are usually made of lumber, joined at the chine and at the keel with plywood gussets. The included angle at the chine between such frame members usually ranges from 90 to 135 degrees or more. A 90-degree angle between frame members was used in this study, and the angle between the grain of the wood in the face ply of the gussets and the grain in the frame members was 45 degrees. A sketch indicating the construction of the specimens used in the major portion of the study is shown in figure 1(A). This illustrates a type of joint made with two gussets. Figure 1(B) illustrates a joint made with a single gusset. A few specimens of the latter type were used in this study, In the construction of the double-gusset type of joint (fig. 1(A)), sanded exterior-type 3/8-inch three-ply Douglas-fir plywood was used for gussets, and Sitka spruce, mahogany, and white oak lumber finished to 3/4 inch was used for the frame members. For the single-gusset joints (fig. 1(B)), sanded 3/4-inch five-ply Douglas-fir plywood of exterior type was used for gussets and 3/4-inch white oak, mahogany, and Sitka spruce for frame members, The lumber for the frames was generally flat grain in both types of specimen. Methods of Assembling In accordance with common practice in assembling the types of joints previously described, carriage bolts were used to join the parts and to supply the gluing pressure on most specimens. A number of specimens on which clamp pressure, but no bolts, was used, were also included for comparison. Bolt spacings used for the double-gusset joints are shown in figure 1(A) and for the single-gusset joints in figure 1(B). Some exploratory work was done to find a suitable bolt spacing for applying gluing pressure, and in the specimens used for this purpose the bolts were removed and the joints were broken apart while dry to determine the initial quality of the glue bond. Two of the patterns tried are shown in figure 2(A) and (B). The pattern (or spacing) involving the least number of bolts and still producing glue bonds that appeared to be uniformly adequate, is shown in figure 1(A), and this spacing was used in making the bolted double-gusset specimens. One-quarter-inch carriage bolts were used for both types of joints. Gluing Procedure The following gluing procedures were used with each type of glue: 1. Resorcinol-resin glue (a) Glue-s-oread -- about 60 pounds per 1,000 square feet of joint area applied by double spreading (both contacting surfaces of a joint coated with glue). Report No. R1714 -3- (b) Closed assembly time -- 10 to 15 minutes, the longer assembly times being used at the lower temperatures. (c) Curing temperatures -- 40°, 50°, 60 0 , 7C °, and 80° F., maintained for 2 weeks. (It is realized that a shorter pressing and curing period would have been adequate at the higher curing temperatures, but for the sake of uniformity the same pressing time was used throughout the entire curing range.) 2. Urea-resin glue (a) Glue spread -- about 50 pounds per 1,000 square feet of joint area, applied by double spreading. (b) Closed assembly time -- about 5 minutes. (c) Curing temperatures -- 50°, 60°, 70°, and 80° F. 3. Casein glue (a) Glue spread -- about 75 pounds per 1,000 square feet of joint area, applied by double spreading. (b) Closed assembly time -- about 5 minutes. (c) Curing temperatures -- 50°, 60°, 70°, and 80° F. The gluing was done in rooms maintained at the respective curing temperatures being studied; and at the lower room temperatures (40° and 50° F.), the glues were maintained at about 75° F. on a sand bath to keep them at a spreadable consistency. As soon as the glue had been applied to the wood surfaces, the joints were assembled without pressure. At the expiration of the indicated closedassembly period, the bolts were drawn tight and the assembly set aside for curing. Testing Procedures After a 2-week curing period, the pressure was released (bolts and clamps removed) from all specimens except those made with casein glue. The glue squeeze-out was then removed, and the edges of the specimens lightly jointed to produce clean surfaces that would facili rete meastr. Ing de'tamination in subsequent exposures. For the specimens made with casein glue the bolts were left in place. The testing consisted of subjecting different groups of specimens to three different types of cyclic exposures during which measurements were made of the amount of delamination or separation that developed in the assembly joints. Report No. R1714 -4- At the completion of the cyclic tests, all specimens that still appeared to be in satisfactory condition were put on outdoor racks for a weathering test. The amount of delamination in each specimen:was again measured after a 10-month weathering period. The exposure cycles were carried out as follows: Exposure I -- Accelerated fresh-water soaking-and-drying cycle.--The specimens were placed in an autoclave and immersed in cold fresh water. A vacuum of 20 to 25 inches was then drawn and held for 2 hours. The vacuum was broken, and 75 pounds of air pressure per square inch was applied and held for 2 hours. The vacuum-pressure cycle was repeated once, with the specimens remaining immersed, after which soaking was continued for 1 week at atmospheric pressure in a room held at 60° F, The specimens were then dried for 3 weeks at 60° F. and 50 percent or less relative humidity with brisk circulation of air. The entire cycle was repeated twice for a total test period of 3 months. This was followed by three similar cycles, except that the drying was carried out at 80° F. and 30 percent relative humidity and the soaking at ordinary room temperature. The reason for using the lower temperature in the first part of the test was to avoid whatever additional curing might occur if the testing were carried out at a higher temperature. During the first 3 months of testing, the specimens were not exposed to temperatures above 60° F, except for the short period required for jointing the edges in the woodworking shop. During that part of the drying period in each cycle when open glue joints were most in evidence, the delaminated areas were measured by means of a feeler gage, and the amount of wood failure in the open joints was also estimated. The results after six cycles (6 months) of exposure are shown in tables 1, 2, and 3. Exposure II -- Salt-water soaking-and-drying cycle.--The specimens were soaked for 1 month in salt water (4 percent) at 60° F. and then dried for 1 month at 60° F. and 50 percent or less relative humidity with brisk circulation of air. The cycle was repeated twice for a total test period of 6 months. During the last 3 months, it was not feasible to maintain low humidity and the temperature of 60° F., so ordinary room conditions were used. The method of measuring delamination of joints was similar to that used in exposure I. Results after three cycles (6 months) are shown in tables 1, 2, and 3. Exposure III -- High-temperature, low-humidity and room-temperature, high-humidity cycle.--The specimens were exposed for2 weeks at 158° F. and 20 percent relative humidity followed by 2 weeks at 80° F. and 97 percent relative humidity. This cycle was repeated through a total test period of Report No. R1714 6 months. The measuring and recording of open-joint areas were similar to the method used for exposures I and II. Results are shown in tables 1, 2, and 3. Weathering Exposure After completion of the cyclic tests, all specimens except those made with casein glue and some of those made with urea resin were put on outdoor weathering racks. They were examined for glue-joint delamination after about 10 months' exposure. Paint Protection Boats are usually well-protected by paint that will retard moisture changes. Since this study was concerned mainly with the durability of the glue bonds under severe exposures, the majority of the specimens were exposed unpainted; but for comparison, a few specimens were given two coats of aluminum paint prior to testing. Discussion of Results The results of the three different cyclic exposure tests based upon measurements and observations after a 6-month exposure period are shown in tables 1, 2, and 3. In figures 3 to 12 photographs of various groups of specimens show their condition after completion of the cyclic tests. Urea-resin Glue Joints Figure 3 shows double-gusset specimens with frame members of oak, mahogany, and Sitka spruce, glued with urea resin and cured at 60° and 70° F. These specimens were photographed after completing exposure I, and the values for the amount of delamination developed are given in tables 1, 2, and 3. The most severe glue-joint failure developed in joints made with oak frames. About half and sometimes more of the assembly-joint area glued with urea glue opened in exposure I in specimens cured at 60°, 70°, and 80° F. Similar joints showed much better performance in exposure II (cycles of saltwater soaking and drying), but showed failure again in exposure III (cycles involving heat and moisture). Urea-glue joints in specimens having mahogany frames performed better than those made with oak, but showed 10 percent delamination in exposure I when cured at 70° Fq, and greater amounts when cured at the lower temperatures. Exposures II and III developed little or no delamination. Report No. R1714 -0- Urea-glue joints performed best when spruce frames were used, and showed little or no delamination in any of the tests when cured at 70°; but they developed 11 percent delamination in exposure I when cured at 60° F., and failed completely in exposure I when cured at 50° E. Casein-glued Joints Double-gusset joints made with oak, mahogany, and Sitka spruce frame members and glued with casein containing preservative are shown in figure 4 after completion of exposure I. The amount of delamination is shown in tables 1, 2, and 3. In general, casein-glued joints developed moderate to high delamination whenever soaking exposures were involved, even though the bolts were left in place during the test. Because of the bolts, delamination was retarded and the lack of durability of the glue joint was not fully revealed. Painting specimens having oak frames with two coats of aluminum paint failed to protect the casein-glued joints from delamination. No painted specimens with mahogany or with spruce frames were included in the tests. Resorcinol-glued Joints White oak frame members.--Double-gusset specimens made with white oak frames, glued With adhesive A cured at 40°, 50°, 60°, 70°, and 80° F. and then tested by exposure I, are shown in figure 5. The specimen glued at 50° F. developed 10 percent of glue-joint delamination, and a slight amount of delamination developed in specimens cured at other temperatures (table 1). One specimen glued at 80° F. developed slight failure in the wood adjacent to the glue line. In general, joints made with adhesive A performed satisfactorily in all tests throughout the entire curing-temperature range (40 0 to 80° F.). Similar specimens glued with adhesive B are shown in figure 6 as they appeared at the end of exposure I. Slight delamination developed in the specimens glued at 80° F., and the amount of glue-joint delamination in the specimens cured at 70° and lower was probably greater than desirable for use in boats. The joints cured at 70° F. and lower, however, were much superior to any of the urea- and casein-glued oak-frame joints subjected to the same test. Some specimens developed failure in the wood adjacent to the assembly glue joints. Figure 7 shows double-gusset assembly joints where the Douglas-fir plywood had been glued to the white oak frames with adhesive C and then subjected to exposure I. Specimens glued at 40°, 70°, and 80° F. showed slight, if any, delamination in exposure I, but showed 5 percent of glue-joint delamination when cured at 60°, and 23 percent when cured at 50° F. (table 1). Except for the results at 40°, the higher curing temperatures appeared more effective than the lower, These joints also developed some rupture in the wood. Their performance was much superior to that of urea- or casein-glued oak assembly joints subjected to the same test. Report No. 81714 -7- It general, exposures II and III developed much less delamination in the resorcinol-glue joints than exposure I; and only in one case (glue B cured at 50° F.) was there as much as 10 percent glue-joint delamination in exposure II, and in exposure III the maximum separation of glue joints was 3 percent (glue B cured at 80° F.). Any combinations of glue and curing temperature showing good performance in exposure I were found to be equally satisfactory when exposures II and III were used. Mahogany frame members.--Delamination values in the glue joints after testing of specimens made with mahogany frame members are shown in table 2. In general, the assembly joints performed satisfactorily in all tests with all three resorcinol glues cured at temperatures within the range of 40° to 80° F., except for adhesive B, which, at a 60° F. curing temperature, showed a degree'of delamination considered objectionable in exposure I with specimens glued by both bolt and clamp pressure. Similar joints, however, glued at 50° and 40° F. performed excellently in the same test. A few specimens showed failure in the wood adjacent to the assembly joint, although the glue joint was intact. This failure was the result of stresses developed during the test in the assembly type of construction. It seemed unlikely that such wood failure could be reduced by improvement in the quality of the glue bond in the assembly joint. Double-gusset specimens made with mahogany frame members and glued with adhesive A are shown in figure 8. Sitka spruce frame members.--Glue-joint-delamination values after test ing in specimens made with Sitka spruce frame members are shown in table 3. Within the limits of the experiment, all joints made with spruce frame members and glued with resorcinol resins developed practically no glue failure. Joints glued under bolt pressure performed equally well with those glued under clamp pressure. Double-gusset specimens made with Sitka spruce frame members and glued with adhesive B are shown in figure 9. Effect of Paint Protection In figure 10 photographs are shown of specimens, glued and cured at 80° F., that were given two coats of aluminum paint prior to exposure (exposure I). Observed data on delamination for painted specimens are shown at the bottom of table 1. The effect of paint protection on the glue bonds in severe exposures appeared to be only slight. The specimens glued with resorcinols all appeared in good condition, while those glued with urea and casein showed practically the same amount of delamination as the unpainted specimens made with these glues at 70° F. Report No. R1714 -8, Effect of Construction Photographs of single-gusset specimens are shown in figures 11 and 12 (all previous figures have illustrated joints of the double-gusset types). Delamination values for the single-gusset joints are shown in tables 1, 2, and 3 (see footnote 6 of the tables). Because this type of joint is of a severely unbalanced construction, more deformation and resulting rupture in the wood occurred with these joints than with the double-gusset type. It appeared that, even when strong and durable glue joints are provided, the single-gusset construction is unsatisfactory when severe moisture changes are involved, especially with species such as oak. Effect of Gluing Pressure As previously stated, the majority of specimens were made with carriage bolts (spaced as shown in fig. 1(A)) to supply gluing pressure. At several temperatures, however, a number of specimens were included for which clamps and cauls were used to furnish pressure. These specimens were all tested by the accelerated vacuum-pressure method (exposure I), and the results are shown in tables 1, 2, and 3. There was some indication that the clamping produced better bonds than the bolt pressure, but the limited number of specimens would not permit a definite comparison. Weathering Exposure In general, 10 months of exposure to the weather did not add appreciably to the joint failure of specimens previously subjected to exposures I, II, or III. In the specimens made with mahogany and with Sitka spruce frame members, there was practically no change; and in those made with oak frame members, the additional amount of open joints was slight and usually confined to specimens glued with urea resin, while those glued with resorcinols remained essentially unchanged. Summary of Results Graphical presentation of results is shown in figures 13, 14, and 15. Figure 13 shows the resistance to delamination of resorcinol-, urea-, and casein-glued joints cured at temperatures of 40° to 80° F., inclusive. These joints were all made with exterior-grade Douglas-fir gussets and white oak frame members. Values shown for resorcinol glue are averages for three joints, each made with a different glue. The values for urea and casein are based upon results with one glue of each type. The results from joints made with bolt pressure only (table 1, exposure I) are included in figure 13. Report No. R1714 -9- At the higher curing temperatures, the urea glue showed somewhat better performance than the casein glue. The performance of each of these glues, however, was distinctly inferior to that of the resorcinol glues. The resorcinol adhesives showed best performance when cured at 80° F., and a general slight decrease in bond quality as the curing temperature was lowered. The results at 40° F. were about the same as at 70° F. The reason for the apparent decrease in the quality of bonds curing at 50° F. is unknown. The effect on glue bonds of the species used for frame members is shown in figure 14. With each type of glue, resistance to delamination was greatest with spruce frame members, less with mahogany, and least with white oak. The difference between species was least with resorcinol, greater with urea, and greatest with casein glue. The resistance to delamination under three different types of exposures of assembly joints made with white oak frame members is shown in figure 15. The accelerated vacuum-pressure soaking-drying cycles caused the greatest amount of delamination with each type of glue. Salt-water soaking-and-drying cycles were second in order of severity, and the high temperature followed by high-humidity cycles caused the least amount of open joints in resorcinol- and casein-glued joints. In the case of urea-glued joints, the high temperatures followed by high-humidity cycles were more severe than the salt-water soaking-and-drying cycles. In previous work at the Forest Products Laboratory, there has generally been little difference in effects upon glue bonds between the vacuum-pressure cyclic test and the 30-day soaking - 30-day drying cycle when the drying has been carried out at 80° F. and 30 percent relative humidity in both tests. In this study, however, the drying conditions were much milder for the straight soaking-drying test during the latter half of the test period, which undoubtedly accounted for the difference in results between the two test methods. The straight soaking- drying test was used because it can be carried out in shops or plants where no rooms with controlled temperature and humidity are available. Conclusions The results of this study furnished bases for the following conclusions: 1. The durability of resorcinol glues in well-made boat-frame assembly joints subjected to severe exposures was superior to that of casein and urearesin glues. Double-gusset assembly joints combining framing members with exterior Douglas-fir plywood and glued with resorcinol glues were strong and durable enough to resist glue-joint delamination under exposure conditions including severe soaking and drying, 2. Resorcinol-resin glues produced bonds that were durable under severe exposures at curing temperatures as low as 4+0° F. in assembly joints involving such combinations as mahogany lumber and Douglas-fir plywood, spruce lumber and Douglas-fir plywood, and at curing temperatures of 70° F. or Report No. R1714 -10- higher when white oak lumber and Douglas-fir plywood were used. Some resorcinol glues, however, were satisfactorily used at 60° F. with the combinations involving oak. In a straight soaking-drying cyclic test, joints of the oak-fir combination performed satisfactorily when the glues were cured at temperatures as low as 40° F. (A two-week pressing period vas used for all curing temperatures, and the minimum permissible pressing time was not determined.) In addition to these principal conclusions, the study also provided the bases for the following conclusions: 3. Combinations of such materials as flat-grain white oak and Douglas-fir plywood in assembly joints of the type used in this study did not appear to be entirely satisfactory for extreme exposures. Due to the great dimensional changes of flat-grain oak with extreme changes in moisture content, the wood ruptured even though the glue bond remained intact. Good paint protection that would retard the moisture changes would minimize the tendency toward failure. 4. An assembly joint involving frame members joined by a single gusset (figs. 1(B), 11, and 12) appeared to be a less satisfactory glued construction than the double-gusset typo of joint (figs. 1(A) and 3) under conditions involving extreme exposure. 5. With favorable combinations of species and glue, the use of clamps for applying gluing pressure with resorcinol glues appeared adequate for the assembly gluing of joints between plywood gussets and framing members of the type generally bolted and glued. In such cases, the joint was durable under extreme conditions of exposure to moisture, and bolts were not necessary. The omission of bolts would result in an appreciable reduction of weight in constructions where a large number of bolted gussets are normally employed. Report No. R1714 -11- Table 1.--Remulte of three differ-en o ollo ex p osure teats on us$at-t - aseemb elate made with exterior-t p vim° • guess an 11 I o frame m en ere , and ue• ▪resoro no -ree n, urea-resin. or mass it lae-flr ue, cured a various temperatures Joints made with white oak frame members : Cluing 1 Method I and Glue 8 of ---......, 1 Exposure 12 :tempera-8 : tura& :pressure: Open-joint area 1 curing :applying: t .• 1 3 1 Exposure I/ gluing 8; 1 Open-joint area 1 Exposure III —. Open-joint area :Glue-joint :Rupture: Total Olue-joint Rupture: Total f Glue-joint :Rupture:Total :delamituation:in wood: delemination in wood: tdelamination:in woods ..... _______:__ _____:________: : -:-: Percent ercent Etelind:Pereen% Peroent :Percent!Percent P :Percent:Percent . !J.,. : 8 . Ag : 0 t Bolts 0 0 i 0 : 40 1 0 2 0 0 : A : 0 0 0 0 18 : 0 1 18 1 0 i do. 0 : 40 El do. 1 0 3 0 1 0 1 0 0 0 t 0 : 40 0 0 C : • : 0 0 10 : 2 3 12 0 8 0 0 : 0 t 50 1 do. A 0 : do. : 10 8 0 50 2 : 15 : : 17 10 0 s 0 B 23 2 Q 0 0 : do. : 6 6 S C 50 : 25 1 i 0 : . : . . : 60 : do. 0 3 0 : 0 : 0 8 0 1 0 0 0 0 A 8 : do. : 11 0 0 1 60 6 : 6 8 12 3 t 0 19 B do. 8 25 2 2 0 : 0 0 60 1 : 4 1 3 : 20 5 c : . I : :Clamps : • : 60 2 : 0 2 •. A t 1 60 : do. 1 23 : 0 •.1 23 •• B : • 0 0 : : 60 : 0.0. : 0 •. C .. . . .• : Bolts 6 : 5 : 11 5 1 51 : 1 46 : : 6o 65 : 5 : 70 D : 18 : 6 • 24 : 60 : do. 16 t 0 t d.6 t • o . 0 a A 1 458 127 56 i 1.0 i 216 1 119 1 177 i 0 I ,Q7 ! 1 ! t 0 : : : do. 0 : 0 : 0 0 0 : 0 0 : 0 : 70 A : 70 t : do. : 6 0 : 6 0 O 19 : 19 : 0 : 0 B : 0 1 70 : : 0 : do. 1 1 i 0 0 : 0 0 0 1 1 C i • I . ; . • 1 Clamps : 1 : 70 0 0 0 : : • . A s : do. t : s 70 1 : 0 : 1 ; • B : . • 0 : 1 : 1 •• •• : 70 : do. C : • 70 : Bolts D : E : A B C : : : 80 80 80 A B 1 : : do. : do. . : Clamps s do. : do. . ! 70 : 46 : do. : 282 : 80 .5 0 : : .26 1 1 : 0 : : : 0 2 C : 80 80 80 A A : : 80 80 : Bolts : : Clamps : 0 A B C 80 80 80 : Bolts : do. : do. 1 0 0 D E 80 80 : : : I 0 . : . 8 : 51: 0 : .26 3 1 •. 0 3 t . 0 8 1 3 .19 t .3. t .453 4 : 0 : a82 i 0 i 0 0 10:▪0 S 1 0 : 1 2 1 : 4 i 3 3 3 : 0 : 4 s .1 : 1 : 1 • : : •. 1 3 : : -. : 8 1 t 1 . -‘ 6 A 16A : 0 : 0 0 : 1.' .i 0 , 0 : 0 : Ili : •. : t : 10 ,). 2 0 0 0 •. : : , 0 0 t .Z.1. •• 17 i 15 : s 0 • :▪ 10 1 ,_ 1 : ,a3 :• 17 1 15 : 0 1 1 : 1 1 : !10 !6 ; q: 0 0 9 0 : 1 12 0 0 1 6 0 52 34 0 0 : : =18 Specimens Painted Prior to Exposure do. 1 4 49 28 580 : : 1 i t 0 0 o 7 : : 1 . : 0 0 4 56 0 0 o 3 1 : : . : 0 0 o 3 : : : t : 0 0 0 6 3 0 ; 1 40 0 : 28 22 : _23 2 2 i ,1 1 51 : 53 : 520 :5100 1 28 : 282 574 . . . • l.T-he indicated temperature was maintained for 2 weeks, after-1110h the gluing pressure was released and the exposures started. (For'the casein-glued specimens the bolts were left in place during the testing.) lExposure I . accelerated vacuum-pressure soaking-and-drying cycles: exposure II • salt-water soaking-and-drying cycles; exposure III high-temperature, low-humidity and room-temperature, high humidity cycles. These tests are described on pages 5 and 6 of the report. All results are values observed after 6 months' exposure. lOpen-joint-area percentage le based upon the total area of assembly glue joint in the specimen. AEach value shown is the result for one specimen. Values obtained after the bolts bad been removed and joints pried apart. The values shown immediately above were obtained while the bolts remained in place, whioh made acourate measurement of the open-joint areas extremely difficult. /These specimens were of the single-gusset type (fig. 1,B); all the others were of tbedouble-gusset type (fig. 1,A). a )1 77986 F do. : Table 2L--a"2:= at various to®gersturee Joints made with matoganp frame masbers : Gluing : Method • and : of : Exposure 12Exposure•II Exposure III : outlnir:applying: : : :temp a-1.: gluing : Open-joint area : Open-joint area . Open-joint area turea :pressure: : Glue-joint :Rupture: Total : Glue-joint :Rupture: Total i Glue-joint :Rupture: Total :delamination:in wood: :delamination:in wood: :delamination:in wood: : • • P : : Percent ! ercent!Percent: bEltaI lercent :peroent: Emma :percent Percent 4 : 40 i Bolts : -0 : 0 : 0 : 0 : 0 : 0 0 : 0 : 0 : 40 i do, : 0 : 0 0 : : o : 0 : 0 0 : 0 : 0 : 40 : do, : 0 : 0 : 0 : 0 : 0 : 0 0 : 0 : 0 Glue P • B C A 13 C ii : 60 60 B a i ' i 60 60 4 A pppx B 0 I Is 1111 : : : : : : 70 20 70 do. : do, : do, • 0 6 0 do, : 100 do, : do, : do, : 0 10 0 Clamps : do, : do, : : Bolts : : do, : 70 : 70 : 70.: A B 0 D 1 E 60 60 60 ao A D E : : : 60 D A B C 60 50 60 do, : do, : do, : : Clamps 1 : do, : : do, : 70 : Bolts : 70 : dq : .• A B 0 A B 0 A A :80: 80: 80: 0 10 2 26 5 8 -66 : : : : 80: Clamps 1 80: do. : 80 : do. : . : Bolts i : Clamps a 0 0 0 : : : 0 3 0 : : : : : : 0 0 0 0 : 10 : : 12 1 : 0 : 20 : • : 9 69 : . : 0 : 2 : 0 : : : •. •. a 2 14 A 0 1 0 0 : 2 0 0 : : 0 3 : : 0 : 0 : : 0 : 50 : '-8 ..•. . . • 0 : 4 1 : 54 - 10 0 0 0 0 0 0 0 0 0 : : : . : : : 0 0 0 0 : : 0 : : : 0 4 0 0 : 0 0 0 : 0 0 : : 0 0 0 : : 0 : 0 0 : : 0 0 : : 0 0 0 : 1 : . 1 0 1 0 o 1 0 1 0 1 : : . . . 0 : : : : .. 1 1 118 0 0 0 • : 0 : : A0 : .312 : 111 : : : 0 0 0 : : : . 0 0 0 •. .• : : : , 6 1 0 ; = 10 1 6 : 0 0 1 : : : : .0 .- a : : : 0 . 0 0 0 0 0 0 : ! 1 : . . . : : 1 - : 0 : . o : .' : . 0 0 0 0 : : o : 5 : : 0 • 2 : : 0 : 14 : 1 : . : • . • . . : : 10 : . 3 E.08 0 . : : : . : 0 0 0 0 0 . 10 53 -47 . : : : . .. 0 0 0 : •. : 4;1 0 0 0 3 0 : : 0 0 0 0 0 0 0 0 . : 0 0 0 : : 0 0 E : 0 : 16 • 0 0 1 . : 0 : : : : 0 : 100 : . 0: 2 : 0 : .. do, dq do, : : : 0 : 1.3 :: 0 60 -/ • . : : : 0 0 0 : : : 0 0 0 : : 0 : 0 : 0 0 : 0 : 0 0 0 • . 6_2. : .-13 1 : Ai 1 la a 1Tho indicated temperature was maintained for 2 weeks after a which the gluing liesare was released and the exposures started. 2 [Por the caeein-glued sp ecimens the Dolts vere left. in pl urine tne tea ng. -xposure E aonelerated vacuum-measure 0y010111 exposure alt-water soaking-and -drying oycles: exposure III high - temperatu • e,los- humidity and room-temperature, high-humidity cycles. These tests are described on pages 5 and 6 of the report. All results are values observed after 6 months: exposure. • lOpen-joint-area peroentage is based upon the total area of assembly glue joint in the specimen. AXaoh value shown is the result for one speoimen. Values obtained after the bolts had been removed and joints pried apart. The values shown immediately above were obtained while the bolts remained in place, which made accurate measurement of the open-joint areas extremely difficult. ',These specimens were of the single-gusset type (fig. 1,13): all the others were of the double-gusset type (fig. 1,A). IR 779117 r Table 3.--RIP44 Don•.s-fir nod ▪ tn - -Zn"113117r_LUTIVIINZI • or caaeln u us, our* at various tempsrature n : Gluing : Method : and :of Glue :tempera-1 Joints made with Oitka spruce frame members : , curing :applying: B 40 40 C 40 A B C 60 50 60 2: Exposure II : Bolts : : do, : I do. 4 -0 0 : 0 0 0 : : 0 0 0 , : : 0 0 : : 0 1 : : 0 0 : : 0 I : : 0 0 : : 1 : : : 0 D 80 .100 : 0 60 60 60 : : : do. : do. : do. : 0 1 0 t : : : : 0 A B 0 0 : : ; : 0 0 0 C 60 80 60 : Clamps : : : do. : do, : 0 0 0 : : : 0 0 0 ▪: : : 0 0 0 D E 60 60 : Bolts : : do. • 11 512 -97 A B a 70 : C i 70 70 do. . : : C I A B 11 do, do. do. 0 do. . 100 . . B :80: a 0 do. : 0 0 : 0 : 0 1 0 do. : 0 4 5 : t . •. 0 0 0 I : I : Open-joint area 0 : 0 0 0 ; : 0 0 0 0 0 . • •. : : 0 : . 0 : 0 ••• 0 ▪: 0 : 0 4• 0 140 0 : 0 : 0 : 0 : 0 : i 0 0 : 0 : 0 : 0 0 : 0 1 . : 0 •. : 0 : 0 t : : : 0 : 0 4 : 6 1 '-25 : 0 : 0 i 0 : 0 1 1 1 I : I 1 : •. t 0 : 1 50 : 6 2 -3 ; -19 . ; : : . •. : : I I . •. •. q 0 : 0 : 0 0 0 : : 0 1 0 0 0 : 0 : 1 0 : 1 : -25 s : : : 0 0 0 : : 0 0 0 : • • 0 0 0 : 1 0 0 0 50 0 : -0 0 0 1 1 0 0 0 2 0 . 0 0 : 0 t le . . • •. .• .. • . e . • 0 I :0:0: : 0 : 0 : 1 : g 0 t 1 .• • • : ' : : • : 0 t •. • • : : 0 .. : ; : 0 0 0 s 0 0 . 0 0 0 I 0 0 0 t : : g , '2. 0 ; 0 1 : 1 0 0 0 : . : 0 :▪ 1 0 0 •. Ste 0 0 ' 0 0 0 1 5 2 0 0 0 •. .• : 0 : 0 0 : 1 0 0 0 0 t t 0 0 : : 15 5 -6 , 0 ; : 4 5 : 0 0 : 0 : 0 . 0 0 0 0 : 0 0 0 : . : : Bolts : A :Clamps ; A : 0 0 • 0 3 : 0 •. : do. : : Clamps : do. : :BO: do. 2 : : •. :. 0 ; T 0 : : Bolts . : do. • .• 80: do. BO: do, . :. do, : 2 : 1 70 70 1 0 0 1 •. D E A • , 0 1 C C : : : A B 0 0 : Clamps : : do, : : 4 54 -8 70 : . 0 : 70 70 B : 0 : : 11 : 0 : 6 l2 : 0 :-97 I A III 4 0 : : : . : . Imposure i --- Open-joint area : s 1 : i Open-aoint areal: Glue -point :Rupture: Total : Glue-joint :Rupture: Total : Glue-joint :Rupture: Total :delemination:in wood: :delemination:in wood: :delesinetionan wood: • ' : 4 1 : • 4 : !mass :Percent:Eu=9F Percent :Percent:Percent: Percent :Emma:Emma : • : • F • A 'Exposure gluing : : tune :pressure: I xn ▪ q n n ure - Imo 0 O : I s 'The indicated temp erature was maintained for 2 weeks, after which the gluing pressure was released and the exposures started. (For the casein-glued ape:Amens the bolts were left in place during the testing.) aExposure I = accelerated vaouwn-pressure soaking and-drying cycles; exposure II salt-water soaking-and-drying cycles; exposure III - high-temperature, low-humidity and room-temperature, high-humidity oyolee. These tests are described on pages 5 and 6 of the report. All results are values observed after 6 months , exposure. 3-Open-joint-area peroentage is based upon the total area of assembly glue joint in the specimen. AEach value shown is the result for one specimen. .Values obtained after the bolts had been removed and joints pried apart. The values shown immediately above were obtained while the bolts remained in place, which made accurate measurement of the open-joint areas extremely diffioult. -These specimens were of the single-gusset type (fig. 1,8); all the others were of the double-gusset type (fig. 1,A). M 77988 I P ! 2 3 4 SCALE IN INCHES A 4 4 HOLES FOR 4" CARRIAGE BOLTS ce- -9 __L_ • =c"rr• O I 2 3 4 SCALE IN INCHES B Figure 1.--Two types of assembly joints. (A) Double-gusset type made with 3/4-inoh lumber (white oak, mahogany, and spruoe) and 3/8-inch Douglas-fir plywood gussets. (B) Single-gusset type made with 3/4-inoh lumber (white oak, x sum r mahogany, and spruoe) and 3/4-inoh Douglas-fir plywood gusset. HOLES FOR CARMASE DOLTS A B 7 4 SCALE /N INCHES 9 f t J 1 SCALE /N INCHES Figure 2.--Two different bolt spacing patterns used in gusset-type assembly joints. zM68652F 00 0 ▪ '0 ▪ 'd ed 0 0 os3 cot CD 0 ED C. • cd 0 a 4_ ao • 0 >. • Etl I. 0 OA 4) 03 34 • 0 le b0 co 4 0 0 us 0 .33 4 L a) cd .0 C1) .S1 Ea 3. cd 1 0) ...k 0 0 o3 0 0 0 • P....... 4 Cz. CA a , .0. 34 I-1 a-c o a) 34 ... .7>c01)1 7 31:1 ! ?. : . : " I CL CI0 6-)' d•0 0 6) 4 e-o P. II "0 g 0 0) 03 a) 0 tn P R. 0 4. +a c, 4 'J ed OD .4 : ea • 22 0 "0 -4 '0E363. r. a) a) 0 P0 O .4 0 * 0 r-I 0 0 'id 00 0 ,-I a u) 0 P. 00 3. oS o3 Co 0 0) * 4.3 0 .10 C a) .4. 1... a) .. . 4.) 0 ..-1 O 3., .-4 Al ..-1 .0 ,0 CD 330 cd O.. 0 4.s 0 El cd at 6) u) • 4., a) Co a) r. a) Cu i. .0. MI 0 co 0 a) ..I.) 0 rn 1 4. ... uo .0 al 0 6 C co oa ct) 4 co .." a I. H 5 I Po ... K ...7 a• - 61 .0 0 El ii 3 . cd 0) 0 I.. 0 O V 3.. t g 0 0 0.. a) 0 0 0 a v 0 as 0 a oi 0 I 0) P. 471 4-' 03 O • .0 C0 +, a) IS . Co CD R. 111 ci) a) , -I 0 ..1 c.) 0 a) 0 +3 6) 3., 0 O t• .1 P. P. 0 60 CH CO V) V) 03 .rI 3., rx. A 0 r .44 • cd C 0 . • o o co le 0 c•t 4) th 0 0 CO •••••• 0 a) pp B B re al '0 •••1 cc! ta) ca c.) O 0 0 R. 0 . 11• 4 c.9 ca 'db. ° raco.40 0 RS CD Ca t •• 9ccd 61 bD 31 Cal 0 • O I. ad a) > ▪bD CD 0 • I 4.) 4. ca I 41 0) • 4.3 0 CO +3 0 4a • 4 1 y co 4" (C 0 ca al • cD > RS Bo P ^c7 +-04ar• +ac. !m I cD N 6) ; 1 a ▪ g 0 9 CS • M [IS •E9 . 111 uc 1:9 `6. V, '0a) ,1 t •F •4 • cl) • • gtd 4-' a3 61 IFD .0 R. TI ao 0 +3 • - 00 0. .0 2 w EA aa •' % Ed 4.) •rW) I • CO N mz Pc, -OW C B • . 0 ▪ g al. 14 0 4 • ; 7+1. c.) of co co a) al •• a la • ....I ca 0 > • 0 • em 0.) I E I LI 0 R. TI ca. I cd • .0. 0 • > 4 4•2 y n—n •ztl 7 0. 0 CO CA a) co 0 6.0.mar P.W B d 0 Rc 4 C. .0 b° P. 0 ▪ NI G4 1 -• O o c. rn rO 0 4) CO tO Ci) ▪ "•-"' 0 C.) 4 ▪ 0 0 LO 0) > n-I,3 0 co • •))1 ot))) o co) al 0 b 0 O PcT) N 0 C, P. a) 0 n-1 0 O CD cD CP. Q .0 4.3 (1) al .06 V) 4.1 • O XI ed 0,) 0 0 c.) 0 O 0. 0., t• 3 w x0 A .0 S ▪ I • n • 0 a) 1:1 • N I/ : 0 ▪ 0 04 CO j • • n-i A • 4-, 7+ a rl O: 4, • or 8 o 0 (1) cd R 71 • 0 a) O • • rx. 4.) • .-1 4 b.0 0 +-1 Ts 0-s z Ti co o • s. F Ifs 00 4) 0 o '51 ▪ 4e• 00 00 g bl)O r- c0 d n -E4 4.) .0 0 0o as 8 aa) pp st.g ,-I 0 0 0 4.3• 0 •cl 0 > VS 07 au) 0 c) 4;) 714) g 4-1 Ha m ta m P. 0 0 Or '0 g 0 0 P. 0 I. I 0 0 0TS cl) 0 0 +, 0 0. a) 4.; * 00 i• 4. 1" 1 0 0 Y. –• 4 ,-I 0 0 0 ,C O. .4 .0 0 4a4.) • O P. 0 00 >. 0 * 0001.0 4 II 0 P. P. 0 •-4 44 .4 4.) 0 >. al "Ow F. 0 .0 • 0 0 .0 .4 .4 +2 El 40 0l 0 00 I .4 al 0 2 I4" 4•,) 44 41) t.. g Sf. a) a a 44 • '-' 1•4 0 0 11 • 0: 09 t. o 0 0 C CO . I 5 0 0 .4 C I 0 •t3 • S. 0 0 0 P 0 0 •• "-I 44 o W a 4.1 0 t. 4.) aS 01)t• „.1 re% N X N •• 0o to 0 a O 0 R by C 0 U 0 .W ai • O 0 •• to ▪ 0 a) 0 dl .0 0 cd 4.) 40 td td co a) O a) 0 0. r. • g • a) g 7 td 4. 0+ co 0 0 0 O to o la 0 O rl •n••I 0 0 0 tO sa .0. .a +3 +I 0 oz) a.) 0 0 ol co 0 O a. P. •n 0 ,so +gy m • • 4. ) • 13 O ). r.. 4. cd • 4. +3 0 0 a, fa • 0 ••••.. s2 1-4 • a) G. 0 .0 • to rl 0 .0 Co 0. .11 • CO 04 1 co CD I a) •cf O I. - ad b0 i O 0 r. C o O C. ▪I. b• oal el) C4 ▪ r•t•- '11' • eD G eD 1:1 > ed .e..) • 4n C o le >e 0 Pe V 0 CO 0 ed ' 0 0 0 .0 +) 0 g rs. 0 o a) 0 ri El CO OO 11 0 .0. 4.) • C Ts . •eC-1 o 4° •Ce0d Ch 4.3 n•n • o , •n-n • 0 .0 .•°..•1 3 o 4 • 0 0 O 61 10 0 co a1 • O0 0 co w C ‘14 ^ vw a 0 1 I 0 ▪ uo to tD d 0 4.) 1. • > -1• al ed r. et. I C C 0 • •• CO H 6 ga C C • V 4-) 0 td O . 00 4., rc4 ) LL JK I ••• 0 0 OO 070 rp CO 0ta •ma o 0 I:: If/ 0 E o. „..0 41 di g 0 4 40 ,dd dcd aj md .0 cm cm 0 O $.>, 40 • Y. 4:2 di 0 0 „4 C) 0) • I.. • '04 .0 P 2 ° P. p° 2 mIPt11 0> 4' a te .4 V3 .10 M Tol a : ▪2 1 4' '01 8 PCS 8 cd 12,411 co S' • td • g ° 4.s ▪ 4-1 4'0 0). • 1 4) 4 4 .2 42 . 4' .2 *' C1.4 O CO• CD > 0rl A 1..1 4, bD 11 0 0 0 ro cl uCO 0 o..1 O u3 0 4.3 ▪ O I 0 O. • o3 CO F. 0 0 c 0 0 ▪. g 00 rl • A• 3 4.3 TI 0 03 0 O 0 03 0 5 > • 0 0 ra3 U cb 0 .0 a) 0 P. '0 a) o3 O b.) P. ••• O a W 7 0 Im 4 +3 E-I P. '0 ▪ tPe.. .S4 o3 • CO • 0 A .0 .-. 43 as 1- 1 • 43 k 0 0 0 7C0 aX17 413 8 CU I. • p. a • )4 -0 wo g 04.0 • 0 .0 4.2 cd 3 0 05 u) CD P. 4. O 0 GI to +3 'CS > Ti O )4 .d N a 3 ▪ 7 CO O. CD 0. EI v ..0 +3 1 CC O 0 ac ••-c 9-I I-I C.la TI 0 0 11 a (214 ."1 7 UI cd PI 4.3 T3 C1/ 4) 4.1 •. Id 6° C7 O 7 •F-I •• o3 o O 1-1 0 4-1001 • > CD • o rd • •ta rI O 0 CD 0 O00.00 aS • Ti P. II cd bD rI ▪ ti 0.n ti ti X NI ro oo .0 a) c g le 0 0 IP 0 ati s4 a) 0 Ps k 0 44 0 O. 0 pp 0 .A O .0 +3 E. 4-I •1 rl • Ch 1. 0 • MI +3 0 j S Da ea •0 TI a) —I -11 o s • td) —t ▪on. -et cir .11 I a) 4 • F .St K ▪ (r) ed • O .4 0 as .0 sic 0 d og Csii o0.0 F , 123 . g 4 us P. •• +a I A ca 1 O 0 4) 111 o -I — 0 0 0 41 bN. tk 0 00 42 o..F 4.1 d +3 E.4 k al 0 0 00 r-1 • • '04 4.) 0 TJ 0 18 05 4. 5. ed 9-1 7,1 0 ▪ 4.) 0 en I 0 cp I +3 .0 rl TI w p _a a) 4.) 4.) .4 e se 2, 2.). O 0 aS CO N •••1 RI 4., 0, • G. 44 g 2 w 0 S ''1 4; *' IIIZ 0 ea me 0 .,1 t0 4) wi. 1 4 1 21 L. .Si 06 d C vs 01 C V 41 N41 4 R. Fu -; 40' 01 0 ...I J at as • O .4 E 0 4 ., 4:1 .2. • a ...4 0 &9 Tar s 0 •CI as I 0 .0 0 I 0 1t E 'rya 2L o 4 4:1' 0 ri) a .t^ s. m . as 4) 0 2 0 0 s.. r1 tIC' ri• . 0 *a ...i 07 0 al •• C./ rj, s. -2. L. E 0 10. cd c 0 $-1 u! P. Yi O ,1.1 4, a) 4 .0 ›. • • I I. -VNZ 0.63 r 0 ..I !l 1 ip 8m O .0 o. .0 1.0 3 1 d -: /00 LEGEND: - RESORCINOL RES/N GLUE MUREA RESIN GLUE CASE/N GLUE NOTE; UREA AND CASE/N NOT INCLUDED /N TESTS AT 40° AND 50°F. 70 Figure 13.--Effect of accelerated soaking and drying cycles (exposure I) on assembly Joints made of exterior-grade Douglasfir plywood gussets and white oak frame members and glued with resorcinol, urea, or casein glue. Z K 739gO F 80 100 LEGEND: 8O W = WHITE OAK 1E22M = MAHOGANY MIS = SITKA SPRUCE tu p 60 w Lu 40 L 20 w sAIV •11 • 40. 444 0 RESORCINOL UREA CASE/N TYPE OF GLUE Figure 14.--Effect of species on glue bonds in gusset-type assembly joints made of white oak, mahogany, or Sitka spruce frame members and exterior-grade Douglas-fir plywood gussets, and glued with resorcinol, urea, or casein glue. Each glue was cured at 70° F. x 73975 7 100 LEGEND: Ko:4; I= ACCELERATED VACUUM—PRESSURE SOAKING AND DRYING CYCLES ®.17= SALT WATER SOAKING AND DRYING CYCLES = HIGH — TEMPERATURE LOW—HUMIDITY AND ROOM— TEMPERATURE HIGH — HUMIDITY CYCLES tu 80 1/43 O 60 •=4 O 40 O tiu BO O RESORCINOL UREA TYPE OF GLUE Figure 15.--Effect of three different exposures on resorcinol-, urea-, and casein-glued assembly Joints made with exteriorgrade Douglas-fir plywood gussets and white oak frame members. Each glue was cured at 70! F. Z M 73979 11 CASEIN