CUPAEILITY Of Gliiill),*001D 110 METAL JOINTS Information Reviewed and Reaffirmed October 1954
,*001D 110 METAL JOINTS Information Reviewed and Reaffirmed October 1954")
O
FOREST PRODUCTS LIBRARY
FOREST RESEARCH LABORATORY
OREGON STATE UNIVERSITY
CUPAEILITY Of Gliiill),*001D
110 METAL JOINTS
Information Reviewed and Reaffirmed
October 1954
This Deport is One of a Series
Issued in Cooperation with
AIR FORCE-NAVY-CIVIL SUBCOMMITTEE on
AIRCRAFT DESIGN CRITERIA
Under the Supervision of the
Allman- COMMITTEE of the
MUNITIONS BOARD
No. 1570
UNITED STATES DEPARTMENT
OF AGRICULTURE
FOREST SERVICE
FOREST PRODUCTS LABORATORY
Madison 5,Wisconsin
In Cooperation with the University of Wisconsin
DUPA3ILITY OF GLUED WOOD TO METAL. JOINTS-
BY
HERBERT W. BICKNER, Engineer
This study on the durability of glued wood-to-metal joints subjected to various exposure conditions was conducted at the request of the Army-
Navy-Civil Committee on Aircraft Design Criteria. The purpose of the study was to gain information on the comparative durability properties of wood-tometal joints made with different commercial adhesives, so that they might be more widely and safely used in aircraft construction. Exposure conditions were selected to measure resistance of painted and unpainted aluminum-towood and steel-to-wood joints to water, high humidities, high and low temperatures, aircraft fluids, and weather.
Type of Specimen
The type of specimen used for this study consisted of a 1- by 2-inch piece of 0.037-inch (20 gauge) cold-rolled steel or 0.032-inch aluminum-clad aluminum alloy lap-jointed 1/2-inch with a 1-1/4- by 2-inch piece of threeply, 3/16-inch yellow birch plywood (fig. 1). With one of the adhesives
(glue C of table 1), some specimens were prepared by direct bonding of the metal and birch, and other specimens with a 1/28-inch shim of walnut veneer in the lap area between the metal and the birch plywood. In one-half of the specimens, the metal portion was protected with paint.
Glues and Gluing Processes
Six commercial gluing processes formulated for use in bonding wood to metal were included in this study. With two of these gluing processes, a woodworking resorcinol resin was used as a secondary glue. These gluing processes are designated by numbers and the glues by letters as given in table 1.
1
-This is one of a series of progress reports prepared by the Forest Products
Laboratory relating to the use of wood in aircraft. Results here reported are preliminary and may be revised as additional data become available.
Report No. 1570 -1-
The,processes by which the glues were employed differed according to the manufacturer's instructions. Glues A, C, and F were used by themselves in direct bonding. Glues D and E were used together in direct bonding. Glue G was used as the secondary glue with glue B_.-and, in process
6, as a secondary glue for bonding the birch to the walnut shim.
Test Procedures
Preparation of Metal for Gluing
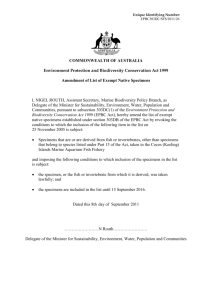
Gluing Process 1.--One- by 2-inch pieces of steel and aluminum-clad aluminum alloy were placed in a jig and 9/64-inch locating holes drilled into them (fig. 2). Burrs formed in drilling were ground off.
The steel pieces were degreased by immersion for 4 to 6 minutes in a hot (160° to 180° F.) trisodium phosphate solution prepared by saturating warm water with trisodium phosphate and adding 0.5 gram of wetting agent per 100 cubic centimeters of solution. The solution was rinsed from the pieces with cold tap water and then with hot distilled water.
After degreasing, the steel pieces were etched for about 5 minutes in an acid solution of the following composition:
Concentrated hydrochloric acid
30 percent ., hydrogen peroxide
Formalin
Distilled water
Parts by volume
50
2
10
45
If 5 minutes' immersion was not sufficient time to remove all evidence of rust or mill scale, the etching treatment was continued as long as necessary.
Immediately after etching, the metal pieces were rinsed in flowing tap water, immersed in hot distilled water, dipped in acetone, and air dried.
The small aluminum pieces were wiped with a cloth wet with acetone to remove the identification lettering. They were then degreased by immersing in a hot (160° to 180° P.) bath of the following composition:
Sodium metasilicate
Wetti,ng agent
Distilled water
3.6 ounces
.4 ounce
1.0 gallon
The pieces were immersed until the film of wash tap water showed no "break" as it drained. The period of immersion ranged from 7 to 12 minutes. After degreasing, the pieces were rinsed successively in cold tap water, hot distilled water, and acetone, and finally air dried.
Report No. 1570 -2-
Gluing process 2.--For gluing with this process, 8- by 8-inch metal squares were degreased and etched preparatory to application of glue and cutting into 1- by 2-inch pieces.
The steel squares were degreased and etched in the same manner as described for the small steel pieces under Gluing Process 1.
The aluminum squares were wiped with an acetone-soaked cloth to remove the identification lettering, degreased in sodium metasilicate solution in the same manner as described under Gluing Process 1, then immersed for about 20 minutes at 140° to 150° F. in an acid bath of the following composition:
Parts by weight
Sodium dichromate
Concentrated sulphuric acid
Distilled water
1
10
30
After etching, the pieces were rinsed in tap water, immersed in hot distilled water, dipped in acetone, then air dried.
Gluing Process 3.--Steel sheets, 8 by 8 inches in size, were degreased and etched in accordance with the recommendations by the manufacturer of glue C (Process 3). The degreasing was done by immersion for 5 to 7 minutes in a boiling bath of the following composition:
Sodium carbonate
Sodium hydroxide
Wetting agent
Sodium metasilicate
Laundry soap
Distilled water
2.0 ounces
2.0 ounces
0.5 ounce
3.0 ounces
0.5 ounce
1.0 gallon
After rinsing in cold tap water, the sheets were immersed for 2 to 4 minutes at room temperature in a pickling solution of the following composition:
Parts by volume
Concentrated sulphuric acid
Concentrated nitric acid
Distilled water
10
10
80
The steel sheets were rinsed in tap water and then immersed for approximately
1 minute at room temperature in a "bright" acid bath of the composition:
• Concentrated hydrochloric acid
30 percent hydrogen peroxide
Distilled water
Parts by volume
60
2
38
Report No. 1570 -3-
Afterwards, the sheets were rinsed in running tap water, immersed in hot water, dipped in acetone, and air dried.
The aluminum sheets were degreased in a . sodium metasilicate solution and etched in sodium dichromate-sulphuric acid in the same manner as described for Gluing Process 2.
Gluing Process 4.--One by 2-inch pieces of metal were drilled and deburred as described under Process 1. The steel pieces were degreased and etched as in Gluing Process 1. The aluminum was degreased as in Gluing
Process 2.
Gluing Process 5.--The drilling and deburring of metal pieces was done as described under Gluing Process 1. The steel was degreased and etched as in Gluing Process 1. The aluminum pieces were cleaned as in Gluing
Process 2.
Gluing Process 6.--The metal test pieces were prepared as in Gluing
Process 3.
Preparation of Plywood and Veneer
Gluing Processes 1, 2, 3, 4, and 5.--Selected aircraft-grade 1/16-inch yellow birch veneer was bonded with phenol-resin film glue into three-ply,
3/16-inch plywood. The plywood panels were conditioned for at least 1 week at 80° F. and 30 percent relative humidity, then cut into pieces 3 by 8 inches in size, with the grain direction of the face plies parallel to the shorter dimension of the piece. The portion of plywood to which the metal was to be bonded was lightly sanded with No. 00 garnet sandpaper.
Gluing Process 6.--In this process, 1/28-inch sliced walnut veneer was used as a shim between the metal and plywood. The walnut veneer was conditioned to equilibrium at 30 percent relative humidity and 80° F., then cut into 1/2-inch strips about 9 inches long, with the grain direction in the shorter direction of the ply.
Assembly and Gluing
The glues were used as far as possible in accordance with the manufacturer's directions.
Gluing Process 1; Glue A.—The glue was thinned to brushing consistency with an equal volume of ethyl acetate. The glue was spread with a brush to both the metal and the plywood in the area of the lap. The first coat was allowed to air-dry at least 1 hour, then a second coat was applied. After the second coat, an open assembly period of 2 to 48 hours was allowed.
Groups of 12 specimens were prepared by assembling two panels of six specimens each in a jig, as shown in figure 3. This assembly was set on the
Report No. 1570 -4-
platens of an electric hot press and heated without pressure for 15 minutes at 325° F., after which a pressure of 300 pounds per square inch was applied and the heating continued for an additional 15 minutes. The assembly was removed from the press while hot, but a short cooling period was allowed before the two panels were removed from the jig (fig. 4).
Gluing Process 2; . Glues B and G.--The 8- by 8-inch Metal pieces were masked with tape (fig. 5).so as to leave exposed slightly more than 1/2 inch of lap-joint area at the end of the 1- by 2-inch pieces into which they were subsequently cut.
Glue B was thinned to a thin spraying consistency with approximately, two parts of a special solvent to one of glue. The amount of thinner was varied somewhat, according to the viscosity of different lots of glue. Four coats were applied by spraying to the unmasked areas of each piece, with about one-half hour allowed for air drying between coats. A spray pressure of about 45 pounds per square inch was used, the gun was held 8 to 10 inches from the panel, and the.nozzle adjusted to give a fan-shaped, atomized spray.
After the fourth coat was applied, the metal pieces were exposed to room conditions overnight, then baked for 20 to 45 minutes in an electric oven at 310° to 325° F. g- The cured film was about 0.002 inch thick and greenish-brown in color. It was lightly sanded with No. 1/2 emery cloth.
The 8- by 8-inch squares were next cut into 1- by 2-inch pieces, which were attached to the birch plywood with tape so that the primed surface protruded as shown at the left in figure 6. Glue G was then brush spread to both the cured adhesive primer and a piece of birch plywood in the area of the lap (fig. 6). After an open assembly period of 2 minutes, the metal and plywood were laid together and placed in a book press (fig. 7) between thin yellow-poplar veneer, sheets of rubber, and heavy birch plywood cauls. After the period of 10 to 15 minutes that was re q uired to arrange six layers of
18 specimens each in the press, pressure of 100 to 150 pounds per square inch was applied. The pressure was maintained overnight (approximately 18 hours) at room temperature of 80° to 90° F. The assembly was taken from the press, tapes removed, separated into 18 individual panels, and each panel sawn into six specimens.
Gluing Process 3; Glue C.--.One volume of the glue was thinned to spraying consistency with 0.8 volume of a special solvent. Eight-inch squares were employed as in Gluing Process 2. The adjustment of the spray gun was the same as used in spraying, Glue B, but the air pressure was reduced to about 10 pounds per square inch. .Six double passes of the spray gun were made to apply enough glue to the metal and plywood to result in a dry film thickness of approximately 0.002 inch. A flash-off period of about
10 minutes was allowed after each double pass of the spray. The final
-The manufacturer's recommendation was 15.minutes at 300° 2. but under these conditions the glue film did not adhere properly to the metal, and longer baking at high temperature was found to give better adhesion.
Report No. 1570
-5-
coating was allowed to air dry overnight, then baked in an oven at 180°.
for 45 minutes. As in Process 2, the 8-inch squares were cut into the 1by 2-inch metal pieces. The metal and plywood were assembled together in the pressing jig (fig. 3), and the assembly was cured for 20 minutes at
325° F. at a pressure of 300 pounds per square inch.
Gluing Process 4; Glues .D and E.--The lap area of the 1- by 2-inch metal pieces was sprayed with Glue D at 40 pounds of air pressure, 10 double passes being made with the spray gun to build up a dry film thickness of about 0.003 inch. An air-drying period of 24 hours was then allowed for evaporation of solvent from the adhesive.
Two coats of glue E were applied by brush to the plywood, allowing
10 minutes for the first coat and 20 minutes for the second coat to air dry.
The metal pieces were then assembled to the plywood, and the assembly was cured for 30 minutes at 325° F. and 100 pounds per square inch pressure.
Gluing Process 5; Glue F.--Two coats of liquid glue F were brushed on the lap area of the 1- by 2-inch metal pieces, allowing approximately 30 minutes between coats. Immediately after the second coat, the metal pieces were dipped into a mound of the powdered component of glue F so that a uniform layer of powder adhered to the liquid resin on the surface of the metal. Following this step, an open assembly period of 1 to 24 hours was allowed, then the 12 metal pieces and two plywood pieces were assembled in the jig (fig. 3) and placed in an electric hot press. The assembly was cured at 320° F. for 15 minutes at a pressure of 150 pounds per square inch and taken from the press without cooling. The panels were removed from the jig (fig. 4) after a short cooling period.
Gluing Process 6; Glues C and G.--The 8-inch metal squares were masked (fig. 5), coated, and cut into small pieces, as described under
Gluing Process 2. Glue C was thinned, sprayed, and precured on the metal and the walnut shims, by the same method as used in Process 3. The small metal pieces and walnut shims, 1/2-inch wide, were assembled on a caul of yellow-poplar veneer so that the adhesive coatings on the metal and shims were in contact (fig. 8). The entire assembly was pressed in an electric hot press for 25 minutes at 325° to 330° F. at 175 pounds per square inch.
After gluing the metal pieces to the walnut shims, the surface of the walnut was lightly sanded to remove any contamination. Glue G was then applied to the walnut shim and birch plywood, which were glued together by the procedure used in bonding the metal to the plywood for Process 2 (figs. 6 and 7).
It was evident during the preparation of the specimens with the walnut slims that some shims were unaccountably weak. All the shim specimens, therefore, were pretested with 500 pounds tension load, and those that failed were replaced to complete the sets.
Report No. 1570 -6-
Number of Panels and Specimens
For each glue and metal, 160 panels of 6 specimens in each were prepared, except for Process 4, glues D & E, for which only 34 panels were prepared with each metal. In all, a total of 11,928 specimens were prepared.
Painting the Specimens
The panels of each set were randomly distributed into two groups, one to be painted, the other to be left unpainted. To the specimens requiring painting were applied one brush coat of zinc chromate primer conforming to
Federal Specification AN-TT-P-565, thinned with three parts of thinner to four parts of the primer, and two brush coats of aluminized glycerol phthalate spar varnish conforming to Federal Specification AN-TT-A-461. The paint was applied to the metal only and, if any paint overlapped on to the wood, the paint film was cut precisely to the glue joints with a knife.
Cutting the Specimens
After painting and numbering of the specimens, the plywood portion of the panel was cut to specimens of the desired dimensions (fig. 1).
Distribution of Test Specimens
The painted and unpainted specimens for each gluing process were sorted into 11 lots of 40 specimens each to be subjected to 11 exposure conditions. Distribution was such that only one specimen from each pair of panels (12 specimens) made in the same pressing operation would be included in each exposure condition. Each lot of 40 specimens was divided into 8 groups of 5 specimens for testing after certain exposure intervals, only one or two specimens from each pair of panels being tested at any test period.
Specimens glued by process 4 were included in only four exposure conditions, and therefore the distribution varied slightly, but the general distribution method was the same as for the other glues.
Exposure Conditions
All specimens were first conditioned for at least 1 week at 80 0 3. and
30 percent relative humidity; For each gluing process and combination of metal and wood used, 55 specimens were tested dry as controls without exposure. These control specimens were selected about equally from both the painted and unpainted specimens reserved for the first test. The other half of these reserved specimens (55) along with the extra specimens resulting from the distribution method were mounted on a board and exposed continuously to the weather.
Report No. 1570 -7-
The remaining groups of specimens prepared by the different gluing processes (excepting Process 4) were exposed to the following exposure conditions:
1.
Continuous exposure to air of 80° F. and 30 percent relative humidity.
2.
Continuous soaking in tap water at room temperature.
3.
Continuous exposure to air of 80° F. and 97 percent relative humidity.
4.
Alternate exposure for 2 weeks at 80° F. and 97 percent relative humidity, and 2 weeks at 80° F. and 30 percent relative humidity.
5.
Continuous exposure to air at 158° F. and 20 percent relative humidity. The specimens were tested after conditioning 1 week at 80° F.
and 30 percent relative humidity.
6.
Alternate exposure for 1 day at 158° F., 20 percent relative humidity, and 1 day at -67° F. in a cabinet cooled with solid carbon dioxide. The specimens were tested after conditioning 1 week at 80° F. and
30 percent relative humidity.
7.
Continuous soaking at exterior temperature in 100-octane gasoline.
8.
Continuous soaking at exterior temperature in 73-octane gasoline.
9.
Continuous soaking at exterior temperature in ethylene glycol.
10.
Continuous soaking at exterior temperature in isopropyl alcohol de-icer fluid.
11.
Continuous soaking at exterior temperaturein aircraft lubricating oil.
In addition to the control and exterior exposure tests, specimens prepared by Gluing Process 4 were exposed to conditions 1, 2, 3, and 4.
It was planned to remove for testing five exposure conditions 1, 3, 4, 5, and 6 after 4, 8 weeks; from conditions 7, 8, 9, 10, and 11 after weeks; and from coalition 2 after 3, 4, 6, 7, 8, exposed to exterior conditions are to be removed weeks.
specimens of each kind from
, 16, 24, 32, 52, and 104
2, 4, 6, 8, 12, 24, and 52
16, and 24 weeks. Specimens after 12, 24, 52, and. 104
Testing
All specimens were tested by applying a tension force to the specimen in a standard plywood testing machine at a rate of 600 to 800 pounds per minute.
Report No. 1570 -8-
Results
The average shear-strength values and estimated percentages of wood and glue failure obtained on the unexposed control specimens and on the specimens exposed up to 52 weeks are given in tables 2 through 13. The area of failure was distinguished as to location (a) in the wood, (b) in the primary glue, (c) in the interface between the glue and metal, or (d) in the secondary glue in those processes in which a secondary glue was employed.
There was some difference in the level of the joint strengths shown by the control specimens for the several processes. Gluing Processes 1, 3, and 4 gave the highest average values (936 to 1,000 pounds per one-half square inch), processes 2 and 5 the next (716 to 855 pounds per one-half square inch), and process 6 the least (544 to 652 pounds per one-half square inch). There seemed to be no consistent superiority in strength of the specimens made with one metal over those made with the other metal.
Throughout this study there was little evidence that paint coatings applied to the metal portion of the specimen importantly improved the durability of the joint. In some instances, the effect of the exposure was delayed a few weeks, but even a short delay was not always evident. In analyzing the test data, the results on painted and unpainted specimens were usually so nearly indistinguishable that they were considered together.
Continuous exposure to 80° F. and 30 percent relative humidity (table
21.--0f the specimens glued by Processes 1, 2, and 5, there were no significant changes in joint quality during a year of storage at 80° F. and 30 percent relative humidity. The same was true for the aluminum specimens glued by Process 3, but with the steel specimens made by this process there was a drop in joint strength and wood failure even under these very mild conditions. Of the specimens glued by Process 4, there was a definite indication of decreasing joint quality during the year for both steel and aluminum specimens. 'The specimens glued by Process 6 showed a slight falling trend in joint quality, but it is not definite enough to be conclusive.
Continuous soaking in water (table 3).--The aluminum specimens glued by Process 1 averaged only 59 to 65 percent of the strength of the controls when soaked 3 weeks in water, but there was only a little further loss in strength after soaking for 24 weeks. There was appreciably more failure of the glue to the aluminum in the wet specimens than in the dry controls. The steel specimens glued by Process 1 averaged only 47 to 52 percent of their dry strength when soaked 3 weeks, but there was little change thereafter up to 24 weeks in water.
The aluminum specimens glued by Process 2 averaged 60 to 72 percent of their dry strength when soaked 3 weeks, but there was no apparent further change. There was considerably more failure of the glue at the interface with the aluminum in the wet specimens than in the dry. The steel specimens averaged only 30 to 47 percent of their dry strength after 3 weeks of soaking, but there was little change thereafter. Considerably more failure occurred at the steel interface in the wet specimens than in the dry.
Report No. 1570 -9-
The aluminum specimens glued by Process 3 had 56 to 66 percent of their dry strength when soaked 3 weeks, but no consistent change in the joints was apparent until between 16 and 24 weeks of soaking, when the joint strength dropped sharply to about one-third the dry strength value; considerable increase in the percentage of failure took place at the aluminum interface. The steel specimens glued by Process 3 had only 23 to 31 percent of their dry strengths after soaking 3 weeks and failed almost completely in the bond to the steel, but there was little apparent change thereafter up to
24 weeks.
The aluminum specimens glued by Process 4 had 57 to 63 percent of their dry strength when soaked 3 weeks and there was a considerable increase in the portion of the failure that occurred at the aluminum interface, but little change occurred between 3 and 24 weeks. The steel specimens lost almost all their strength in 3 weeks of soaking and failed entirely in adhesion of the glue to the steel.
The aluminum specimens glued by Process 5 had 78 to 85 percent of their dry strength and showed somewhat greater failure in adhesion to the aluminum after soaking 3 weeks in water, but little change thereafter up to
24 weeks. The steel specimens had only 30 to 40 percent of their dry strength after 3 weeks in water, and failed almost completely in adhesion to the steel.
The aluminum specimens glued by Process 6 had 46-69 percent of their dry strength when soaked 3 weeks in water, and there was appreciably more failure in adhesion of the glue to the metal in the wet specimens than in the dry, but there was little further change between 3 and.24 weeks in water. The steel specimens retained only 10 to 22 percent of their dry strength after 3 weeks in water and failed completely in adhesion to the steel.
Continuous exposure to 97 percent relative humidity (table 4).--The aluminum specimens glued by Process 1 fell to about 65 percent of their dry strength, on becoming moist in the air of high relative humidity, but showed only slow or no decline thereafter for several months. Between 32 and 52 weeks, joint strength dropped sharply because of deterioration of the wood, as evidenced by high wood failure. The steel specimens showed similar behavior with less evidence of deterioration of the wood at 52 weeks.
Both aluminum and steel specimens glued by. Process 2 lost strength on becoming moist in high relative humidity, but lost little strength thereafter until the wood began to fail.
Both aluminum and steel specimens glued by Process 3 showed progressive loss in shear strength which was undoubtedly influenced, particularly in the latter part of the year, by deterioration of the wood.
Report No.A570 -10-
The aluminum specimens glued by Process 4 lost strength when they took up moisture in the air of high relative humidity, but showed little change thereafter up to 52 weeks. The steel specimens showed, in general, a progressive loss in strength with time of exposure and increase in the amount of adhesion failure of the glue to the steel.
With both aluminum and steel specimens glued by Process 5, there was.
relatively little change in joint strength in this exposure, although there was a general increase in adhesion failure to the steel.
Both the aluminum and steel specimens glued by Process 6 lost strength when they took up moisture at the high relative humidity, but showed little change thereafter except for the changes that were probably due to deterioration of the wood. The failure in adhesion was high for the steel specimens after they had been exposed to the high humidity for a few weeks.
Alternate exposure to 97 and 30 percent relative humidity (table 5)---
The aluminum and steel specimens glued by Processes 1 And 2 showed little change during the year of exposure to this cycle.
The aluminum specimens glued by Process 3 showed little change in this exposure over 1 year; the steel specimens showed a moderate decrease in strength of about 22 percent and a gradual increase in failure between the glue and the steel.
The aluminum specimens glued by Process
4 showed a moderate to considerable decrease in the strength of the specimens without a significant change in the nature of the failure. The steel specimens showed a considerable drop in strength, with increase in failure between glue and steel.
The aluminum and steel specimens glued by Process 5 showed no very great change under,these cyclic conditions during the year of exposure. The_ aluminum specimens glued by Process 6 showed little change in 1 year in this cycle. The steel specimens dropped in strength and increased in adhesion failure to the steel.
Continuous exposure to 158° F. and 20 percent relative humidity
(table 6).--In this exposure, the wood appeared to be reduced in strength by the high temperature, and the percentage of wood failure, therefore, increased except in those cases where the glues were affected by the exposure.
The aluminum specimens glued by Process 1 showed a moderate drop in strength with an increase in percentage of wood failure. The steel specimens showed little or no significant drop in strength but a slight to moderate increase in failure between glue and steel.
Both the aluminum and the steel specimens, glued by Process 2 showed a considerable drop in strength and increase in the percentage of wood failure, but not an increase in the adhesion failure to the metal.
Report No. 1570 -11-
The aluminum specimens glued by Process 3 showed a considerable drop in joint strength and an appreciable. increase in adhesion failure in the year at this exposure. The steel specimens, both painted and unpainted, rusted badly and lost practically all their strength in 1 year, failing at the interface between glue and steel.
In the aluminum specimens glued by Process 5, there was a slight drop in strength at the end of the year and an increase in wood failure, but no apparent change in the glue. With the steel specimens, there was slight increase in the amount of failure in adhesion to the metal, but a otherwise little change.
For the aluminum specimens glued by Process 6, there was a large drop in strength and an increase in the failure that occurred in the primary glue (Glue C) and at the interface between Glue C and the metal.
The steel specimens rusted badly and failed completely at the metal interface after a year's time, with practically no strength left.
Alternate exposure to 158° F. and -67° F. (table 7).--The specimens exposed to this alternately hot and cold cycle behaved in general like the specimens subjected continuously to the hot, humid exposure, but with less change.
Continuous soaking in 100-octane gasoline (table 8).--Both aluminum and steel specimens glued by Process 1 showed some increase in joint strength during immersion for 2 to 6 weeks, then a sharp drop. At the end of the year, the specimens failed almost entirely in the glue.
Other than a slight increase in tendency to fail in adhesion to the metal, there was practically no change in the specimens glued by Process 2 that were soaked in this high-octane gasoline.
Both aluminum and steel specimens glued by Process 3 were affected by the gasoline, so that there was a large drop in joint strength and wood failure. After a few weeks, the specimens were failing largely in the glue. At the end of the year, the steel specimens failed to a considerable extent in the interface at the steel.
Very little change was caused by the gasoline in the specimens glued by Process 5.
The specimens glued by Process 6 showed a slight drop in 2 to 4 weeks in the gasoline, with an increase in the failure of the primary glue, but little change thereafter.
Continuous soaking in 73-octane gasoline (table 9).--Gasoline of
73-octane rating had less effect on the specimens glued by Process 1 than the 100-octane gasoline. Both_aluminum and steel specimens showed some increase in the percentage of failure that occurred in the glue after soaking 1 year. The gasoline treatment produced an increase in shear strength for 24 weeks, after which there was a sharp decline.
Report No. 1570 -12-
The specimens glued by Process 2 showed little or no significant change during the year's immersion in gasoline.
For the specimens glued by Process
3 there was a considerable drop in joint strength in 52 weeks, and increased glue failure.
The specimens glued by Process 5 showed little or no significant change during the year's immersion in gasoline.
The specimens glued by Process 6 lost moderately in joint strength by soaking in gasoline for a year. The gasoline increased the failure within the primary glue (Glue C). Toward the end of the year, much of the failure in the steel specimens was at the interface between the glue and the steel.
Continuous soaking in ethylene glycol (table 10).-The specimens glued by Process 1 showed a moderate falling off in joint strength and a slight increase in the tendency to fail in the glue upon soaking 1 year in glycol.
. The specimens glued by Process 2 also showed some falling off in joint strength but no significant change in the nature of the failure.
The specimens glued by Process 3 showed a considerable decrease in joint strength upon soaking 1 year in glycol but no very , significant change in the nature of the failure.
The effect of the glycol on the specimens glued by Process 5 appeared to be small and perhaps without significance.
The changes in the aluminum specimens glued by Process 6 appeared to be small and without significance. The steel specimens, however, showed a slight decrease in strength but a considerable increase in the amount of adhesion failure.
Continuous soaking in isopropyl alcohol (table 11).--Glue A was softened by the isopropyl alcohol and the specimens bonded by Prooess 1 failed at low strengths almost entirely in the glue after soaking.
6 to 8 weeks of
Isopropyl alcohol apparently had no effect on Glues B and G, as there was no significant change in the specimens glued by Prooess 2.
Glue C may be slightly affected by isopropyl alcohol, for the specimens glued by Process 3 showed in general some decrease in strength towards the end of the year and an appreciable increase in glue failure.
There was apparently no effect by the isopropyl alcohol on the specimens glued with Glue E by Process 5.
Report No. 1570 -13-
The data on specimens glued by Process 6 also indicate slight effect by the alcohol on Glue C. _There was a decrease in, the amount g•ailure that occurred in the wood with the soaked specimens, and,an appreciable increase in adhesion failure in the steel specimens at the end of the year of immersion.
• tF,
Co tinuo in ircraf lubr cat oil table 12 From the results on the specimens glued by Process 1, the lubricating oil may have a slight effect on Glue A, but it was not revealed until the tests were made at the 52-week period and not consistently at that time.
There was no apparent effect of the lubricating oil on the glues of
Process 2.
The results on specimens glued by Process 3 indicate that there may be a slow effect of the oil on Glue C, but the effect in a year of immersion was slight.
The results on specimens glued by Process 5 indicate that there may be a slow effect of the oil on Glue F, for some of the tests made at the end of the year showed an appreciable drop in shear strength and an increase in adhesion failure.
The results on specimens glued by Process 6 again indicate some slow effect of the oil on Glue C, but it was not revealed until tests were made at 52 weeks and not consistently at that time.
Continacas exposure to weather (table 13).--The unpainted aluminum specimens glued by: Process 1 , showed a moderate drop in strength and a considerable increase in adhesion failure during the year outdoors. The painted aluminum specimen and the steel specimen, painted or unpainted, showed little change that was significant.
7 .
The aluminum specimens glue 91 , 11Y PrdoeAs , 2,shoWed- little:change during the year but the steel-specimens shdlired'an appreciable drop in strength and increase in adhesion failure.
The specimens glued strength during the year's of the fatluire.
by Processes 3 and 4 showed some drop in joint exposure without a consistent change in the nature
The specimens glued during the year's exposure by Processes 5 and 6 showed nesignificant changes outdoors.
Report No. 1570
-14-
Table 1.--Designation of gluiag ,processes and glues
Gluing : Adhesive : process : designa-
1 A
2
3
4
5
6
••
G
C
D
F
C
Type of adhesive Manner of use
:Modified thermoplastic
:resin
Thermoplastic resin modified with thermosetting resin and pigment
Direct bonding
As metal primer
Room-temperature-setting: As secondary glue resorcinol resin
:Thermosetting resin and :Direct bonding
:synthetic rubber
:Thermosetting mixture
:of synthetic rubber and ;
:Direct bonding
:plastics
:Low-pressure thermoplastic resin
:Used in combination
:with adhesive D
:Twcrcomponents of
:thermosetting resin
:solution and thermoplastic powder
:Direct bonding
:Thermosetting resin and ;Direct bonding to
:synthetic rubber :shim
;Room-temperature-setting:As secondary glue
;resorcinol resin :to shim
Report No. 1570
ai
? di
I
0
,1111111
UMOINIC
m
1111111
m
1111111 ,1111111 lfT2; o=o00... .-mgctr, upp4.21., oa2coo.
F.4.•..
• .
3
.
NMM
• i
3
1
. a
8 i
3
33
-'
1 i
1
3 i ii2 n .
.
4
_ .
5 L.
.u........ RM.W.M... d
viS RA3Si5
:IS ,."
=
- Miika finER
!
HUM WIER
PaWa 2 511aR
•••
1
48 5 t4
ICIIIIIi =a ,1111111 t
,
IIIIIII ..1111111 i r'RVggP
Ii4 g hil
1 o 0o 0. 00
406.nr.66 s.
240,5z twum
004.0006
1
04oN4.4.
Va4 g
.
RN ...bd. .
. ''
400 '"
"000"
US gSg2 VAZEA2A '''.°°2"4
.. grq..p.wmdm.d
R. Y. M. 4.41+6N.Y.W.R.W.,..
....r.m9
t
1
44
!;
.
1g$5,.= atl .
vs Unal Egi40 HAW Fglikr6
RA
•
.4
,
: a i J111111 ftl?..AR' ,41111111 m/111111 jiillil
_ g224.t4t
,
1 hi; p6Ng.A0A 0000R00 /0A1Agn 0000000
.... . 4 ..4 —
0000000
4
.
8
.
q
1 a
3 hi 11 g""":1W. 00000
4 i t:4.
6 v4
.
.Tmz ullm 00-0g0
1 W flEUEE MEM WIN mots
3
:
I
' ;13
4 .
M040000
SP*In* Re:24 g1g4P nAn22 p41 EMRPn' SP81§8.8 ItAtntr.
REM ! VanRn
2 t a
...2 2V,; 1 m
1
1
..IIIIIII X1,411.0°11 0)111111 .,IIIIIII .,IIIIIII yi, gaRAP,Vg
• •••• c
1
.1
a
.
1 PJ
1..i.q. ,
I
0000000 wpm 0000000 lmarn 0000040 0000000 2
I i
A4"."'IM° °°°°°°° VRIAASV =MO A"'""" 2 N400000 i
.4.• ..MM..1.
• R .... •1... .. ...MX
'lleAr.i,R
..• ./... W. R ai tiggRE
Wal MAU MEM MUM ,sasuaa PI
11 1 1 4..
nixel t r -numi 14 13umi Lo notal 14°2=81 1..
umIt s."
P . .
.
'
.
1 ''
. .
=4 p,
24 @ g v r
1 .. 0 .. 4 0 0
ViC El
Lg l I"
3
74.
a
1
1
E r
2!;.
t0000000
1
. I r42121:".
t „?.
:t t
.0=4.A
p
r•
1§$§§§§ e&NSIIIR/28.
.00mON 0000000 goo00000 t0000000 ,.-0000000
°8888888
.00000000
Mt....72..:r4 3
,
0000000 goo00o00 p.W40.No 30000000 i--
I
I[ hi k: aninT RUM. EEmi r
'21 : " .1:11: 1 4
ip-§In-" e r
riftWa ! al"""" a f:1 Dile ,p111111 re:4:5 °"% 1 11111111.
1.
11111111 m
1IIIIIII t°°°°°°° i q l i ll"!
°vrgag*-e_ -srmt= !itnsumfr..z§§§§§§§ °R1RWW.78. 4 °§§§§§R§
1 ;
4
4 a°I. p
-0000..00 0000000
•• se,00000,.-.1t0000000
.0000000
-- l ki ill 1 n Pa 4 px
,R nm it vg m.. .7-1.....e.. .X0000000 g0000000 mom.NNI-0 30000000
• . i ii Ma511
1 1 4 " : ,-; 4.: n
.•
1
1
1!]?
ww R. .. n t R .. n I ,
1, 1 RERREE s kr-Wve § n217'2 -° E4 U'REFEA1
-, h r4
.1
11111111 A'''''–''.2. 1
.1.,411111111.31$4.....
1,"4,u-T4''701
►
4 .
r" 1 °!5' .
4ePAR W.VAWRIX °t°PRIAMT-449.=7::: °°5=C"R
•
N la
' ea 0 2 000000.
1..-Tgr,--,lown.c.. 24..3 .1,, 0
.12 1 r.1.115.2=
WIV.P-d'aS
L'P,t q V g .A'AlA
S.:M .
74=2
- v•=wagl:r
"ICK'';5'W=
&5."44gAilZ
ITt4
1".3!
3
14.
l i " i k.7
•
UArogRat nftftl PaNE-F4. u gnala PAMME
"I
6 t
.5
3 d iy
1:01
I . g.
.
..
.. inli........%,.
!
l a 4
5,45
E t
MV4;P=re4.Vf
140SR"..T
Q°g"k"
--..
msre7,;:' nr-1.74c
%1IFAMPT M".== g Rr2
4
•
1 g tERB11F, v. 1 1
20 its
4 • : li_.
PIVT.1 .,7m =',1=4,gia Ms2 A fggUlq.
tlg.q
ii: i
1
.1111111 V,1,7":"1.f."`° .4111;111 N j
1 1 I i I .11111111
°N;47222
4 4'141:M2 2&6110:-
1s
APSP§2§ o".9 IC 11%m
1814::"^tto‘o
1"9"11,130.V1
E
1
; I
;/ i
t.
i 1...00001... 0 00000 00 .^ F000000 s°P0Ac""c'
1,2
VISWAPR g
=S121
.
4 Vau'VAZIOAl
WOO
1 a
1
.0 MN 1,100,1
••• f.
I
- z
F t
° '0.i MOM E g ME4 MUM ,
C 4, 1
• at
§atmil
Ft
-
M
U
: ITOIER
. il fN 1
1 !:: g
Cmi
1111131 Z JI1 liil 4 mill MI
"II" i
1
2
18
1E
0.1•DOlan
~-^"'"'-A '22;1\2 1 ffi 2P1mca s t CaMig=g8
00.0.Tp2g2
X e a elves Ifs tar] E. ..11,1•
• n
1/100.100,0 "-.00000
; ; F000000 0000000
1 It
;
Z mtz t
POSaAta aurium
-•
'W.lot°51
2,4-14.0 pgaasms, .*01
3 kr g "1
.
"Vi kaawia fanil §f r.s
.MR
1:-72411 "12%
--;E-.
?"3.0
8 I
4 :11111 „111
1
1111
1,00001.-0
0000000
-an s iv-ra c"-7-1ge'"
.4' IMO .a•
AIMMIRA
" c"”. '"
••
PNV444T 94.7PVIM """VI
VAAFA-AME n CNOM1.Ti 1O Its
00.0,00b
NVV g .02
.1
n fl.1010.1.
n Vs
j ed nntmin ..
a=kiasTa rar ,g 8s g plum r a .s
4 1,44 A n a
4 c• O" El i.- a
4 .
111/111
'''.-11."'
'Ar.',""1I:-.1 mii:IIII
'''"'"P''"Lrr`
1 hi ' i i
0000 000 0000000
''''"eN.9.
ZAVAIMP
(A
11L1111
•%1We,g-Ae 0 :42 r iv , z , , p ,
An g uteas s
"111 " 1 "
4V- %1°°"."'°
1 g g
AN rAWZRA
1 0.0,-......
VI ZI Li
S.
P
PO.. g ...EnrAms§ nr1.-7,714v ill
WOJTIPS a.11umeaa 2"""T4
. f. i b
4
21•14,1...1,04, ..40,1gagf..
A, g W,S\aaVii .....-4
LINICtlesr ilarifiAf, A '''M ,§1
41 tlit •
351 polsas ig il g
1.41.,04.&pak8
.4
I I .,
.. 0
0
0
.: a.. ...........A aurl .e. to litAn
...e
1.4. 10.4.&A:x.1 rio.o...mukt
0
0 a o
" o
Y g wil
.T1dV,P g M E. a
'4 trog... 0
,
1 i
• 1 g •
1 n
11
g g 11 v.
l'' g 1
I. 7,,,A2. 1 g o
:a
V i o 0
. 7. ar
In a i
'
3 i
.% ..• n o w
1. g .0 ...
:::311 ..-4 g g
'1..1
-2s t'
.1111111 r•
.'f=r 1
.T.0
..11111111 .
,1111111 041111111 it.TIMg2C °-3°Z°ES °2:3:14.1
...00..0 0 0000000
NRELT
:= t egmA g ..."oarNo t.x aT-M.S" r g g 1.1"Li :1"""M fiklik
• * AT** MUM-A
1`v as i
I. li 1 1
110 M
1111111 mtc s t-x:e r: NI1111111 .0111111 ell iiiim $ tONOMAI:
:
111 11 1 ""'"'"":1
-*I'M:V=2 W.C112:7462 it K''f=lel n P e 'ne " ."'S; 4 °!MCROA
i4 I ii 1
"""e
VA711ASMMt tisattilOr.
.-C.WMee° el. • ,.
- to 1 S
I
P*M*448
PAMMMW 14.
1
X2
0
Xl RWMV"
PRIMPS.:
1: 1 2 ix
Trots^ mtkR14 HUM
PEWEE ERVall Vinfat
11E .,1'111111 `An as
IVItt'al .,11111:1 .11111111 .,1111111
511.41.
!hil it
l ' -...:,,IR-K..
;:.,.Epacv,,,An ....... .w......1
21
, 1....7 0.1.....
04 21:t alw n .... iiitO: I g i 2° tri00,01
.
.. 00000001 k14 -4 :4. ill
Ar.n......... e
.-1 kn. -
.0....1.10m,
4 s ir,
E ':-..',:::',IiiRS.":7: E417.9,VP.I rrSZ:ir-.211:-:E=S3 KV:UV/AC ',FA:;•10/51
5 3 2
1 rA2 wowon
0000000 ft00.1* q 00
11
IFO )1. map MIkU fP g iat UtTai agiii1J6 i!l=
0b t
..11111111 .1 :11:111 „j111111 r. nr
1i-
°°°2:.-A2 ii
E$Fw
t
E
S
1
.10.+00w.
00000 " :=;=:MAa,,,tA AA=04T
-
111 h 1 ,1 SS
',121 8, g all, KT'd
SZ
12p,tf-IT
( i h ei I.'
!Ri
1 4 ' 1 ki=
4.46 C niZn1 MHO MUM MIME mama iSk
1 r-6,9-mm
•
RI 0
•
••
•
.4*
11 g
ii:13i1
:!;fl
1-10:4dZ
14i; m-.
000.,n-zr.
.03,..;,•0Ar0
ON04t88
1/10 11 .--..--e1^0.0
0000.00
I sxmo 00 sonvoo000 li 1 11 :
Ix
11! 11 P.:4,2P ti.z pativ. f..tt..s.i.-0 amtPs'..2:. lnItil!rc,
1 1 I
4 a inE Ike M'alf ka7si '1:*11.11-S° EZUV-1" "' i.'"--1SEI'' i
21 l
'i i .
1
;1
1 1 i4.
i
,, itmil my.,,g;.,.
n 22 .jii1111 mililtli • 3 /e r.
t i1W1
liMil
04,00.,,,-M
.....:
1
.0 a# zretls Doo ttm- i 4.0-6'as1
.m.0.440
11 1.-et.,1,6d1.-0 0000000 •$43aAr00
E l, ill A
4 vvmmt mt
. caug, Ag .41= .0
gp.amt. l argo-0
WaUil tkii5E"
'
1 0.at.i t i
0,
1 I 11111 *.Esm 01:,--tx
0,
1
11 1 I 1 I Ni l I 1 1 1 1 ;
4
.
..:1_
1 1 00
1," ....
n„,14.0 13.0000w 0,*40.a.01-0
[3
7
4
.
i ii: z
0
I2 4 1 :4
I.,
1 w..
2
..
–
0000000
.7 :„..At21 n
.,,„
2
,_
I i i
t
E vi, g 244P rd',..T g i ii1Z't •
.7..v2ceslin a2PS.Ekt
kl
1 i E 1 g IEU K y iMKE€ IFI.EM?. $14Vii MUER
1g
A
E
7.-.'
P-,5
1
A.°° °
00000
:,
.t.M1R1
a
M imits 't.Aw -EvAr. 0.1:11111
:i
-.A4'7,TIM°6
A ir--1
It
3 ---
0p0.1R0471 .0411314.2,... 0.1.014.4nr., 000000. I 0.000ER
0000.00 .17c3•me.g
I
4 —
0001.,174
1:
4
4! p.
°
VZ-5.ES2§1 1 g
4=272.71P ,P.S14i
g iM zwcgAcv
1C.77.2I 27'
11-t-.
1 -11
InE
ilr
iiERM "akal gt MEIFS "" 1"l'a fRmli i != = idh i
..
.
o
.
o
1 1 kilk"'"Aitgr4V"'AtA1nr":1AAMS""14tAtTNS
'°,1-1Ara o
/ .•
0 0 0 0
-
ti
I ii
,
.1
I I I I 1 I ISMXS:1-7:-^M i I I I II
.1
1 I I I I I I
2
.a;
:11.11
1
1111111 A-Z.°.11P74-3 n .
1
111111; .11111111
P
1
A
13i2
• •
11
2
El 0000.00
0000010m 00000001
O tl
7.a.
I.,
M*PIRP&& L7,14=23 MIX4.9.14.7 SISAIMMS,
PS i s
0 ,cm g
P
• g
4
:1
E l u
171-1
5
0000000
1111111
00000-.. 000000.
1
I:
NC...7,0.0 0000000 zg,cs.
,447,
11 nmls7 s
113 1.1 s°
3
1
Y
-
Z
MI!! 0000^0,*
•
• /4 t
▪ eva
11
1
O
'
1 id
Ast t•1« go:=51 oc000mm
0000000 wisTr2m.
MUNI '041 , 1 .
a %v WVai
N i'MUS
3
00...T, 00
-,t a:C
3
9 „It! in I Ye74"an°°
2 wIallarvg2
000SO,ON SOMCMWAR
1 to ii e..o
.0.0
.
03 .
0 0 0 0 0 0 0 Vsr, pp! SK, .‘0.0,0.0
r a a iA
Il tli i "ol-SAWzM& MPIMS2(
1,2NN°""\-1
P.S.PIAWR
l 'a l'i 1 atkai REIM Man' gs,v41,7
,014
AS1.
00 lkoA,20
P-
00000040
N0000...2
ISS"sisTn&g
! 0000000
.000.0R
"'"wgq" f6r.'""
..cMgr4" tt"..TS
i itP k i
2R.R"
A
O 0
..arso,4%!=s d
O
1.4''.1%ArAt
S
a
1 g
!ilni
: I.:-
?r4 ;i 2
'
. --.
00000000 czr-,....--.1-A.7-
..-,",,4 i g
2
.
3
1 hl 11
E -°'2:2.22.-8,
00000000
& E 74. r.
.
It ritsl
. ._
.. _..
AcT
4 am_s,..mo
221
1 v.,
.1_ .!..
1
RFA'S,t2t.'2^"'
Tsigtr
: itiZrOit S Its.'".°'".42.
5.444.g.A24. a
2•2i i'a
'ii ,..E1'.4.5
MM
,... _---
24 h
•
!Pi % .
41
1 J HIIIIII
..
1 "...7, tiME0i f&IMER
.
_ __
000m0000
MMPA'ir." ..
go
.....”..41,z,
Iliiilti,,I;;;ilii
2 :2, ...— ”,
'."=1"""~:ia
00.0..00
P I D :i
3 hi ty.:i
- 000000.0 t..7?1git8s,
Pgag.mm
4 4-
. t?
117
• :1;7 mis.:Etro ns .
irgin
/ ?
!PI:4.0!
0.0.00" 00000000 hii
41:1
1 I• •,1 ro
1
00000000
.r.gtrv.pr
2 Me321M oggngMarp
'4'21P2W°T*
12-A g n-w
.
2
".1 VialIM
•
......
_ _
„.2.,,....., ooh? -5%1 a'12-1‘Pn
ArNkr.t.r.*:.-v opo.00.a
0 5' 0
0'47,
I
SP2T,UPV
OEFalf ainin t I 1
*gil-R.Y; .. .ps;1111 I
.
....00. I
0000.000 „7/•14gn fAr g iV g.
,1,2-S M,'A-512" N.
:A5.2tVIR
RUE;RW: i MAIM W.FAUE
6
...t ruA...02 .c7, ,At„...
0
u
0 o 0 u kr.
al,
p i
Coll!
4
"
I VC-1,1 g 9;20^1.1
1 1111111 CAI 1111111 n
OMN..11,10
CV. Est NM,.
• I
000In.0.0
5..g.woo,cnoo 00000000 oowow.grA
l a b la
1 id 11 p-m ilmo w coo r, 000000
0
0
WA g s ppg* 0
000 .
0.4
. 9 wg'lttr21a
I 4 11. I 2
...
.1 i q
• I 2
11
I
M
741
2 k gi
In;CIVIPCRa ez
.
mssma 1, 0–ee 0
ma,
Haliak§
314-...r..Aztri
m m m
6
2 1 ile; ,i I I 1 I 1 aa.maat ,„ .1 1 1 1 1 1 1 1.
p gal.
glyD is 010,.0a0m 0000 5 00ft 00AloAmlep
• 1.
12 r....mos...A 00000000 we re,
14 8 * sa
PS I:.
I k
• > 2 IS l ma.skstwas.2 as:7000-.0e MaIiM&Inka i
.5
k g qMIP EalfZU Un14.111
arr
.W
.WM
P-010
VnMil1Wolw
• • a'fiag.3N
41
• a a
V
Hai 1 111111/1 Ar.le 11111111 11111111
• le rZirs:=2.1Z
00000000
O
• • tk s
: IS A
0000000 zyugnAgmm r g WAVM12 ro'S flk,M r:-\7-5141; -3,9444 7res.„72a-4
"
§.1C-744s-74
E '".."‘r^n a OA s ob
•D
,?1
.
0
.i
t 'lir/ Ni l 1/tilt I ;ire p,.e
4
•i riil[ 0000000
0 r cr.
„11.%t wd.
00000
000
000000.0 1 0000,,,m
I l i2.14
1 1 1 li 1 c.y....ami.-2,0 00000000
Imitimpst gog !nmp,A gno....10
4 ft.A.o.ocr.1.14
•
,
!
11 IlMat=91f1
I
:F.
II
.
ll? !ki
I ;
4 • Ir;7 vgpvisA 11°t:„AC nr4 Z.n.1.7.FM fE11110c, REFM1 tie.,.
a a i
A
1.11,1
;
?
neln i51 11
00000000 ....00Ht-t-0 04 .
400,1i1Hml.. 00040t000 0000.0AAV
0 !e;
1 .31 1E i71
:11
2w" i miW
.A.pRot=7, nraM SA g r4tVa 741-All= WU= 1,74==
1,A1
SISS I
ORME HEBU gg EMEM s
▪
MUM
2
11
1°
44a111
4 4 4
Mq11
M s rt
ItIItlII
--------
00000000 4w00 ,00.44.
00000000
-------msovan
00000.100
• H 0111.44064Wit.
.
4AH
'11r1^g°!=
M= .
11M Pp2t34%
WWEE Ealtnea MUM maim a5
;1'4
.. 1 ° jimin
A g ; g 1L9NM-V,„,,11111111.,11111111 =a=
0M000000 000.-1000. 00010400
2 mm .H
4 pg tvH
0000000 0 vps Ann ntv.0 .20•Vp 000pOT0R taUttP8 mcworw muur p n MOW= TettgeM
-------- -------- -------- -.---.--
0
•
14
,;= MOM pmtg..71
.
VA2W41 Q1Pmv
4 g
3 W g
1: m
.4
1111Illi xaa4.3.1mvo
„„1111111111111111
--------
.01000000 g0 2.% 01,,m 3 00000000 000024..
-------- ----F...
2v16n01v-Lgv 00000000 ..v.x24 =.1 go4lagm0a
00000000 nu,!...04,7,070
Utan g3-- =MI= =MCI Ugg?Rtg
,r1 tglg2212U
UnlE r a V.IFPEri pvpprz-4
--------
I
.
.1N4,00Dmk,
8
0 0
MEM
0 t0..002%% tONt.nt% 3a.,00.(11
0
8
0
0 as:
000
513 tsi
-1
111
1
• p
:1
713 2g
Mr
,
,FJKIE'
.
"" .1
1 1 I 1 1 1 m i
.
1 I I I I I ViRINE.7130,°
'
-
c
▪ ol«
MO
1E1 00000000 ...1
.
00.eaN 220,z0V
.
-0, 00000000
'
-
'4
.
4a8888
' 0000000 ..m2t.ss4m
g yI
W
-1
.3.
1A
PTAA"000° V.
g
.,$,STMVX Pg**711g3
'A
4
'1
'•
3
1 lki P a - " -1s
t
.'"g i41/ 8
REMEf-A
3 ti-
8711 .4
...111.
:1/111f1 AW*1=RS1
.
.p11111t m 11111111 I Ir4gg,T'AM
••
00000000 ,cmr«.
* .
20,,20gC17 00000.,,v0 oONLow,g.1, a7;
,-
.
23%28 8
8g 00000000 Tja.Igg22
a ti t3.1
V.74,
• it r113 - la
'
P:MA°°°° MESTDT-4472 1,3raf-""*"
EUREl2
3sa=Rt..7
11 1 1 1 IA 2 24, r.4„ orr, g .11 lit It
11Net i 1 1 1 1 I 1 a
1
I
1
0000.200
VA.A
.
,17.4.1'm 0.000000 00000000
11 :Y.218P1k88
00000000
ZPSIMMT klel
1,11
SliA
•• c
°°°° stsseg .Tue
••
24,E=V8Pt
1
1
1
..j
4
I !It' Itz itIsss'-'4'. MUE,
! .2 In.",
!
' s fq.HP,a P2..'4A414i - ,14".su
i
-41
3 ilAii
1 l'eql
I
A r.-Z3A n r----,5113
2 Lb:Jill 0000...002 t.....1
, 1. 00000000 00000s.0 0 00000,,00
:: w-z-7
.2. ,a
__
2
=
34
§,
4
00000000
" wx
,,A4 s
1fi c
*
!1.no.raw ww,00.kog
A
•
2 n ..
F15 1
Elr q
P°°°° WIASre-.21M& 2;31 n 9,r, g
4 1*-.8PP
•
P ?1 .
%. a.
4
111
1 .:"1: is opt tEW" s USRRiV g flifEEIF MErira.
'.1k
ka
M
.
Z i[c.o.m2t.T. ..soc-ww(ntv
Z
.3
NcrNO244-A imo,olc!ltix
.
O P
4,-,..a.sar;vg a,V2u-swan
• - • - - -•
L.”.,A,7,
1 i r4 zmwar4u
..,
II i
Lai
!l
v IN.
i t ...
gi
. . ... .. .
4;1N co
11// F2 ili 1" tlA =
..4
AA "
11 .11111111 r-a.:24,-.4
g .
q xaa 1111111mm1
P
•
1 11 81:!.
I I.!
'V J1
I•1111-: p.
. .
5 00.00000
2 00000m04.
I
%R ow 00000000
.7.,:tz-roz g m.xon006
§2, t13.1.-PvigN!;-opodo-oms
Szaasr.r.%
I
1/ l ag g l
-1
4
15i it14.
Is
EIZS5
..2,:-...13,-sTrIeve„,pilritijImtli a '1 al
1
1.1 00740000u, .4
. 01.0,1,03:70 .24. 2W0221,/Z
000.00.2 A
I
I r n ft1021,W.g 0000000 0
.
#4
.,,pw , m 0.120,-71;7.0
,ocuR=1014
. .
w ma
It t01
I tg 4 PMW'SgiNt
M61W-EXPM .
3-s=9,AKZP.1 tg4834.C/Pn
11
4
14 pvAgatn
Il t i
N.
I
; • „
11111111 V".:_4”`.."AalPgle
NI
111111:1 1
-•• •• ^ ••-••••••
. 0.
00008000 2 .40T, npr. 00000000 000,f,,000
3341
hi
i 41
—
.
74°'RSZA °°°°°°°° ZaWL7.1
g
—
4P- 3.1"".:!'"c"g°
1
1
1
.!1 •41.1
1 %.
e! f.. E
31/21 / 4
4 li
.. tvag g
.. _ .... sFarzt ;,..I
.
A y
.. ktmo, 2f4-1.1
.
.._ _ ..
1 143-431 r•-•2 gg;
0000000
0000000•
ZSRF1d2Ars
I
:N. 1 i f.zt
'
I
I . 'zi
: 1 :-E-: t. a'..1-
. .
. -
i •
?I • ilk.
El 4,4 1Illilil seA:41.-le.4, ,w1IIII111,,pIttill g
57 AK243?..T4'.
ilAi i
000.0WOM fxg.mg,Iag-I 00000000 000000. 0 00000002
I i:: i z..
N
..00000sg
0-1
Z&N-4,T4 g an 17‘2S,ij re=74,4!
34gkg=,1 a
UEVAETI VWX"U K'''"V.0
1
1
21 1
;
0
3
.
0,0-, 5 o
O
N0,0102 11.0,0”ICA
0 o
1.15fali
0
!
........
90.
v
, i NO 1 .41 111 Mr-r° ml I I
NI
LI
Z
!i!!
1
_g i
4 1 =1:4
E ..
4'"
'41,
I * kr
i - t il
A
F, 4
1, 4
; .
il a l
.
E
....-.>,0
0 0 . .
2431Z XR
IR g& va g
1 rTi :: leN1 tr...T.P."47
ZglgiR0 Ise"-
..' x
RC
▪ f ..1
NC
I
I l e“--PR
P n
OWO g
Ch
IZ1 '
P I l f
1 li
......,
•
KW k, P
.
IE EES3 02 lel.
5 1
4
I
.
IlIl r 1..-1 ,..11
1 ;
!
0 ,-F.
R.
' m
4
E 15
E
. ii.
4 4 t x.E i !kt ,i.
i
"Z'S
......
°R/DP, g
An i l
Eg
FS1R m1III
0..:7;....
„....
tsA
12
E r :i la
PF8R V , , g
W. 1,22 R!--. Pg.7,C,
Y
I.
ki 6-Agi
1 1!1
i
1111 A^"°°
4: .
W
I I
1 1 1111
7 ti
314‘
A a
-4 xl
2
1
KI - 1 = 2seah
TO:i 1; a./ nvA sot' mg4,2 lo.s'
1-1 !I
1
91 11: as p i am is U MI ".' t"
P1 11'.-:i it Ilia ,,,,
1 I 1 A2 n 21 Ni l 11 mi 1 .41
1 I I I
AM
2 k 1 'g '
1V1211
--a4 in
U.S 1, 2 11
,50.-..-.
,1•1 !'" MA 0
...4 w-- m 0...... .7-v1.
IT!?
AR
00'r ''''
2.00
1 0..
.....) iPIVA .
1 1.V":1 a sns rAp'..,-12, PSS" 2.2 NA'AiR I'M
-- i 1 . 4
I la ki api rIal frit 1E! FEU.
1 I = N:
U6
E. gi
'A 1MILRS 11EDS hitrAS ltitM4 1.1.AMS
i
M !
.
' i - 1
.
- 1
. .
1 a
— —
Figure 2.--Jig for locating alinement holes in metal pieces.
Z 14 7:i509 F
Figure 3.--Hot-press gluing of wood-to-metal joint specimens showing electric hot press, pressing jig, and specimens.
Z M 73 508 F
Figure 4.--Removing two panels of wood-to-metal joints from jig after gluing in a hot press.
Figure 5.--Masking of the 8- by 8-inch metal sheets before applying the glue. (Outlined area marks the position of the metal portion of one specimen).
Z M 73509 F
0
4
+)
CFI
0
0
+I a) o as a4 r.
0 u) g
0
14
4.)
Oi
I.
0
P.
0
S.
P.
0
4
+)
,-1 as
4.) a)
El
.tj
a) e
-1
&.
P.
a)
4
0
4.)
0 •
O ri
112
0
OD 0
0
0
QS 0
'0 O.
ka
O
O
0
4.,
0 0
GO +-4
0 a) ,-, b0 0
O ,1
•el bD
-
•-1 ,--1
P. 03
4
+0)
I.
1 I
I
0 '0 t.
0
0
• cO LO r) rx
E) ?
NI ri rzc
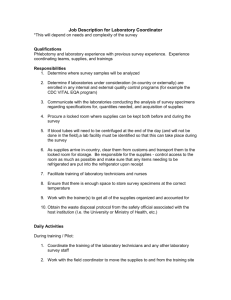
Figure 7.--Press used for the secondary gluing of the woodto-metal joint specimens.
Figure 8.--Taping walnut shims and metal pieces to yellow-poplar cauls.
Z /4 73511