CONTROL CF CONDITIONS IN GLUING PROTEIN AND STAPCI-1 WITIi GLUES
advertisement

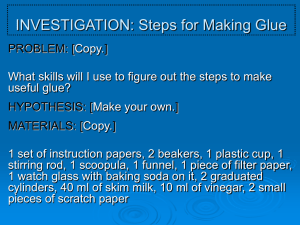
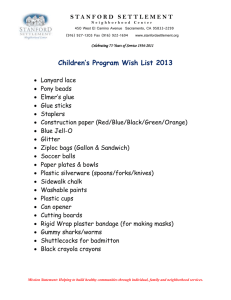
CONTROL CF CONDITIONS IN GLUING WITIi PROTEIN AND STAPCI-1 GLUES Revised April 1950 (No. 134O UNITED STATES 'DEPARTMENT OF AGRICULTURE SOREST SERVICE I/FOREST— PRODUCTS LABORATORY Madison 5, Wisconsin In Cooperation with the University of Wisconsin When protein glues are used in the manufacture of plywood, glue spreads are normally much lower than in assembly gluing. For example, in the manufacture of moisture resistant Douglas-fir plywood, wet spreads of 55 to 60 pounds per 1,000 square feet of single glue line for cold-press plywood and 35 to 40 pounds per 1,000 square feet of single glue line for hot-press plywood are commonly employed. • Assembly Time Pressure should be applied and contact made in the joint before the glue becomes too thick to flow. Glue that is spread on dry wood becomes thicker on standing. Where pieces of wood are coated with glue and exposed freely to the air ("open assembly"), a much more rapid thickening of the glue occurs than where the pieces are laid together as soon as the glue is spread ("closed assembly"). In some gluing operations, manufacturing conditions permit only short assembly times, and under such conditions relatively thick glue must be used. In other operations the . assembly time may vary from less than a minute to as much as 25 minutes, and the glue must 'remain at a satisfactory consistency during the entire period. Such a wide variation in assembly time is not desirable.. Changes in consistency of casein glues are relatively slow and permit considerable variations in assembly periods, but assembly periods in excess of 20 minutes should be .avoided. Where this is unavoidable, the glue should be of medium consistency and should be spread somewhat heavier than normal and on both surfaces, A heavy pressure, such as should be used. 200 pounds per square Effect of Ifasinpzarp. With casein, starch, and soybean glues, satisfactory joints are obtained when the glue is applied at ordinary room temperatures, and normal variations within this range do not require any important change in other conditions, such as assembly time or amount of pressure. When the room and wood temperature are high, as on very hot days, some reduction in assetbly time may be necessary and desirable. In gluing with animal glue, the wood is sometimes heated before gluing. The glue cools and thickens more slowly on heated wood than on wood at ordinary temperatures. If long assembly periods are necessary, heating the wood may be an advantage, but with short assembly periods it may 1)e a distinct disadvantage. When gluing is done at ordinary room temperature it is seldom necessary to heat the wood unless conditions require slow thickening that cannot be better accomplished, in some other way. Reip t. Uo. 1340 -3- Pressing and Clamping Pressure shauld be applied to the glue joint by means of clamps, presses, or other mechanical devices wherever it is possible to do so. The object of such pressure is to bring the wood surfaces into intimate contact with the glue, to force air from the joint, and to spread the glue out into . a continuous film between -the wood layers. The amount of pressure applied should be goVerned by the consistency of the glue at the time of pressing, as illustrated in figure 2, and to some extent by the kind of wood being glued. For softwoods, such as spruce, a pressure of 100 to 150 pounds per square inch, and for hardwoods such as ash, 150 to 20t pounds per square inch should be used with a relatively thick glue represented by average casein glue. Measurinp Pressure As close a check as practicable should be kept on the amount of Pressure applied to joints by means of clamps, pressure screws, and similar equipment. Figure 3 illustrates some of the common devices used for applying pressure by hand, and in table 1 are pressure data relating to their use. The approximate loads applied by screws with square threads may be calculated from the formula given in table 1. Uniform andSustained Pressure Where relatively thin pieces are being glued, blocks and cauls should be used between the clamp or press and the layers being glued, to distribute the load from the point of contact to other parts not directly under the load and to prevent clamps from crushing the wood, It is especially important that the cauls be true and uniform in dimension. Besides the neglect to use proper blocking and cauls, some other principal causes of unequal pressure on joints (which must be carefully checked and, if possible, prevented) are: (1) irregular surfaces of the wood pieces being glued; (2) unequal thickness or width of stock; (3) improper spacing of the pressurebearing members; and (4) deflection and other imperfections in press, clamps, or other pressing equipment. Clamps or other devices , should be kept closely adjusted for a short time after the first application of the load in order to insure that the correct amount of pressure is maintained. The pressure first applied to glue joints tends to decrease as the glue squeezes out from between the wood layers or distributes itself in the joint, Rept. No. 1340 -4- Duration of Pressure For gluing at room temperature, pressure should be maintained for hours or more. Where it is convenient to do so, it is better to maintain pressure from one day to the next. Where thick layers of absorptive wood are being glued, the pressing period, may be reduced to 2 hours but an additional conditioning period must then be provided before the machining and finishing operations begin. Longer pressing periods are desirable, as this enables the joints to reach a higher proportion of their final strength before being disturbed. Since the movement of water from the glue line is one of the main factors in the increase in joint strength for animal and starch glues, short pressure periods are favored by a concentrated glue, a thin spread, warm, dry, thick layers of wood, and a warm room. The setting reaction in case of moisture resistant casein, soybean, and blood glues involves a chemical reaction in addition to the removal of water. Consequently, the rate of setting of these glues can be greatly increased by the application of higher temperatures. This is illustrated by the relatively .short pressing cycles used in the manufacture of moisture-resistant plywood with these glues by means of hot-pressing. The rate at which casein glue joints gain.strength when cured at room temperature (7080° F.), is illustrated in figure 4. Drying and Conditioninglued Stock The moisture added in gluing should be allowed to dry out or to distribute itself thoroughly in the wood before any machining or finishing is done, in order to insure the full strength of the joint, lower the tendency of the glued member to warp, and reduce difficulties with sunken joints and other surface irregularities. Time Required for ConditioninF4 In laminated and similar constructions, where the percentage of moisture added is relative]y small, the moisture from glue need not actually be eliminated, but should be allowed sufficient time to distribute itself throughout the wood. In laminated items and core stock, sunken joints and other surface irregularities may be largely eliminated by conditioning for 1 week at room temperatures or for 2 days at 120° F. It is advisable to dry out the surplus moisture from cold-pressed plywood by conditioning it in a panel kiln or chamber that can be heated to about 120° F. The plywood should be placed on stickers not less than 3/4 inch square, which should be arranged in vertical rows, one above the other and parallel to the direction in which the air is circulating. If the products are to be used in heated buildings or dwellings, drying and conditioning to an average moisture content of 6 to 10 percent is desirable and, with a panel kiln, can be accomplished easily in about Rept. No. 1340 -5- • 24 hours. Drying to excessively low moisture content materially increases warping, opening of joints, and other defects, and is, therefore, to be avoided. • Rept. No. 1340 -6- 4-) •r-I CO N- CO 0\ 01 O\ 0\ H H H • H 4-) 0 r-i • H CH (\I I 0 (1) O 0 C\J CU I I 0 CU K11 0 KNI 0 C\J 0 Cki K1I K1I Hi c' cri 4-) 0 • H E-1 0 If\ CO Do 0o, 0 U\ K1 to 16. 4P* 00 se 00 os so 60 so 00 ;-4 (Da) CO n.0 \.,0 +) ;,-f a) H H O 0 4 •.-.. Lr\ *"..... L1\i I 5 ci) ° 0 •(-1 CH I--I H H p 4Pi t• .s 41. 4.1 4r. sie Oe (1) 0 0 I.C1 0 0 0 0 0 CA,1 C:0 0 t"--- H (U tr\ CO H rd 'H -4-) O o Co •H K1 K1 H 0 f---1 (D +) 0 4-) cti 0 d (1) 0 EH • H br) -4-),V) , 'H N Q) ,........ 0 0 g cd ;--4 H o H (U HP •0 Pi d rd ,........ 0 cci a* es *0 so or 00 Os 00 00 00 se es 60 0* (U co op co tr.\ co H H H H H H H H H H -P 0 O. 4,E0 4,* IS* ire ow O. so .41 a) 0 a) ;-4 a) .4 *0 1*, .11 •• ** 011. F0 bO a) O n.> (1) CD e0 CO 0 K1 H f.--4 L`-- 0 I I rd Co 0 rd 00 00 00 00 OS Os es 00 - 0 0 P4 P.1 Pi PA ee 00 OO H K1 C.-- K1 C\I •• •• -zt- 1 , K1 0 00 Oe Oe Or 0* OS 00 00 00 S. 0. 4111• co . • . • • ri 0 tO rd . 'H cd • c3 CH -P r d rn a) 0 4) -P +) a) /..1 CO • • CD A 4.4 a) ;-, U ri) (ll M U cid .-J. i Rept . No. 134-0 . • . . . • . • • . • HI CV I i.c , • • • • • • • . 0 4-) . . • . cd 0 H . * • • • • 1•CnI K\ • bO 'H ci-I o -P $-1 (d H • .1-1 • 0 0 0 A A •ri P P 'H cp rn Pi cti H co (DO r0 g 0 •r--i 0 (U Z 0 • H • H 'H 0 0 •H • a) 'H a) 0 rd cf-1 • H sr`i CD d a) il e.W 0 0 ;.-1 0 0 0 rd (i) 9 rj) c,H ai 0 r. •H -4-) 0 CD 0 0 a) -P H 4-) cr) 'ID :':' 113 • .... (D (10 -' •H 'H 0 a) 4 Cti rd +-I H 0a) -.4 a) • E a) 4 0 :0 4) m a) 00 ,.: o.r.1r-i: cci , cj a) D OO H • a) C1--4 H ........, + I a) ci) cf) a) • H -1-) 4-) (Xi *4-) -P 0 ct.A (I) a) g) 0 cli CD 0 0 m 4 4 .I rd '4-4 P -i-) (1) • 0 4-) 0 •H 0 'H 4-) sH r t> • 0 , CO H 0 4) 0 -P 4-I 4-4 N C.-) -P f–I P4 0 rd 0C') 0) 030 q---i d 4-4 rd (1) o Pca,-i .rio d4 .4 ., rid a) .0H o (-i) ° rol 4) Pi II •H . 1-) -P Cd `,=> ;-I E 0 Co -P H 'd 0 0 -P g (1) -4-)14 H 0 N- ;-1 Pi 4-1 cd •H I-4 0 (I) C./4 0 0 rd 9 c1-4 •H -----.. Pi .0 a) 03.--1 ct ..---I 0 C.) CA.I rd -P •ri C\I -t ;-f rd r0 H (ll 4-) H 4 c1-4 0 0 0 b0 d 0 0 0 4-4 II O CD I -P O -P al 03 4-) (1) o a) o o a) e ri 0 C.) 4-) -4-) C) '1 1.. P-i 0 r-I f--I O 4.4 H -I-) • -1 -.-- "---1 4 (1) a) a) a) /D a) (1) (OH a) 4.) 4_, -P 4 4 • a) •H 4 cf) a) o 4-) -P 4-, K :'.'. ,C) r--I .4-) F-4 •......., CO CO CD CD CD CD CD C/) CO C1-I .H ..-4 9-i • r--1 NH -ri • H • ,i 0 rd O • Hrd (1) a) t'( U) 4.4 1.---1 3 iZ A CH CH P4 0 0 (I) rd -P rd Co H1 .4 0) 03 0 A 'b, . . ro •-, (1) CO r. •. Pil es 0* *0 Os OS •• 4• •• •• •• •• 6* •• •• • bO ••H •• H • H. . • H E • • H 0 Pi H • ,.. p . • •• • 0) 4-1 p rd 0P..a) 0 0 0 0 0 ai 0\ K1 • • • 0 0 0 0 0 01 0 H NH H H H I NI an NI (VI HI HI HI • • •• I •• A CV • 4-) + I _...1-c\I--..,,cv —.KN1 H H H H I I •• Oco-- e a) Cli *---..% W I til , Pi +) r-i tl d -4 ▪ qi >I P4 0 "CI ;--4 0 d O .-1 4-) 0 0 \.0 H CO H H H CU CO '''n.. *"."--.. "*".., ''''.. "•,... ''''',.. ``,.. u-I N t`..-- 01 ON H H K1 H C\I 1 f + (.15 .,-I e2 E CI) 'H 0 + -P 0 00 00 00 00 Oo 0* se 00 00 00 oe oto 0* 0* ,, rd • 0 a) a) _p C)) I ttO 0 4 4 E--I 0 oe of pa oe 00 00 00 es 00 Oe 00 41 § (21 Q) 0 a) g fq-4 rd K1 \0 \,0 H C\I H H H HI HI HI HI HI HI HI HI 0 ri) Co rd a) 'HO-) (1) ;-I Pi a) a) al I es ;-.1 -4-) Cf--1 0 0 bU CO ON C'JJ a) •N ,....... 0 cll PA g , r.el * bO .4-1 Cr-4 0 4-, r--1 C3 H •H 0 _.. 1-ila4 rA H 0 0 rd 0 cd 0 CV .4 *H CO 0 a r-i r- a)bp p rl C o sr-4 COO ,0 (ts f--I a) Cd I cr) -4--) 'V cH CD (I) 4 ___49 Fig. 1. Defects developed in cutting and drying veneer: (1) badly honeycombed from severe drying conditions (regularly spaced alecks on upper surface produced in cutting); (2) veneer sheets wrinkled by improper drying; (3) plywood joint failure due to veneer badly caecked in cutting. Z111-5304-F 64UINGOIVDITI tii REDLTS t5ioDead 4559,7,e/4 ,'"'"*.t1.1541V ^ P114,7 1/h5, frir /4-ulwI /41 I W4 142 el TAU l/E4 Fig. 1,A.--Satisfactory and unsatisfaotory glue joints resulting from different gluing conditions with casein glue. ZMS731F