WOOD AND .PAPER-I3ASE I. PLASTICS . .
advertisement

WOOD AND .PAPER-I3ASE. PLASTICS .
Revised June 1946
I.
J
ti
a
r
.
. I . '.
I
61o)4438
L
•
c
ti
L]NITEJ
•
-
I . .'+7
STATES FFARTMENT OF AGRICULTURE
.OR ST SERVIC E
F O RE ST PRODUCTS LABORATOR Y
J
,
Madison, Wisconsi n
In Cooperation with the University of Wisconsin
{•
1
-
I r
•L
1
WOOD AND PAPER-BASE PLASTICSRy !ALFRED J . STA1 UI, Chie f
Division of Derived Product s
Introduction
Wood and wood products are becoming increasingly important as plastic ra w
materials . Until recently they were used almost exclusively in the form o f
wood flour and wood pulp fillers for molding compounds and pulp preforms
and in the form of paper for paper-base, nonstructural laminates . Wood i s
now finding use as the continuous phase . in resin-treated, uncompressed woo d
(impreg) and resin-treated, compressed wood (compreg) . The plastic proper ties of the !lignin constituent of wood are beginning to be utilized . good
is being partially hydrolyzed to free the lignin and remove undesirabl e
hemicelluloses in the making of molding powders which require smaller quan tities of critical phenolic resin than do older commercial phenolic mold ing powders, its resin economy being duo to the fact that the lignin serve s
as a plastic constituent (hydroxylin) . Improved resin-impregnated paper base laminates are being made that have practically twice the strength o f
earlier commercial paper-base laminates (papreg) .
All these newly developed materials Tt'ave st-r`ength properties comparable t o
or well above those of former plastics, and some of them are sufficientl y
strong for Various military and peacetime structural uses .
The description of these new plastics presented heroin is limited to th e
phases of the developments being carried on at the Forest Products Labora tory .
Impre g
A number of desirable properties can be imparted to wood by the forming o f
synthetic resins throughout tho structure from resin-forming constituent s
of low molecular weight that have an affinity for wood . Although the hard ness and compressive strength properties of weed can be improved by mechan ically depositing any solid material within the structure, permanent dimen sional stability-and related properties have been successfully imparted to
the wood only with a few spedific resinoids under specific treating condi tions„ This is due tw the fact . that materials such as fats .' wastes, natura l
resins, and appreciably preformed synthetic resins, because of their larg e
molecular size and their lack of polarity, under normal treating condition s
presented before the Society of the Plastics Industry, New York, Nov . 8-9 ,
1943 ; published in H .R .Sl.mond's "New Plastics," 1945 edition .
Report No, Rl438
ala
shoTrr no tendency to penetrate the cell-gall structure of wood and no - teiidenc y
to bond to the- .wood . . Forest Produots Laborator ;•tests have shown that any
water resistance these' materials, give to wood is entirely mechanical in
nature . They cut .down the rate at which Water can traverse the structur e
but -they? do not change the-=final amount taken up and, : consequently, do not
reduce the equilibrium swelling . Their- failure to accomplish this is primarily due to their lack of . affinity _for wood ,: One slight flaw-in an interna l
coating will allow-wager to work ltd way between the fibrous structure an d
the coating and disperse itself throughout the continuous structure . It thu s
becomes apparent that a treating material with an affinity for the woo d
greater than that of wood ;'or water should be used . Unfortunately, all suc h
materials in themselves have a high affinity for water . This, difficulty has
been solved with treating agents that are selectively adsorbed within the
intimate cell-wall structure of wood and can subsequently he converted t o
water-insoluble ;resins within the wood structure while remaining permanentl y
bonded to the structure .
The most effective treating agent thus far found ; i's a phenol-formaldehyde ,
water-soluble •'r,es=inoid that is not advanced beyond;=the_ phenol-alcohol stage .
;Resort nol can be substituted for the phenol or furfural for'.the!forma]der ,
hyde without loss' of effectiveness.. All urea-formaldehyde re§ino-ids' tr_i c
have proved to . be to'o,trihlr pr©polymer-ized to penetrate the structure 'ad e
quately, with the exception of dimethylol urea,, • Even this fiat`erial whe n
polymerized within the structure reduced the swelling and shrinking on a n
equilibrium basis to only 60. percent of norm-al :it- contrast to reductions t q
3C percent of +normal effected. stay phenol-foraialdehycte resin . None of the
thermoplastic resins :-or thermoplastic resin-forming systems thus r-trie d
have effectively reduced the- swelling and shrinking of wood, pres nably tae-"' •
-cause "none of them have the 'desired affinity for- the wood .
e. ==- -.
It was shown that the chemical a2f p ity of wood for a resin-forming syste m
can be gauged by the degree to which the resin-forming solution swells woo d
beyond the ve .],ling caused by water--alone. . .A 40- :percent -aqueous solution o f
a phenol-formaldehyde resinoid will swell wood abdut:20 percent more than
does water . When this highly swollen wood is dried and the resin is forme d
within the structure by .the application of heat, . ..considerably-less tha n
normal s,hr-inkage-, ;psscurs . The ovene dry treart=e.d,*cod has .a -volume about -equal
to that of the green . untreated wood . . Whp-h an . amount. of ..re's in -equivalent to
3C percent of the dry ^height of the untreated wood, an . amount which cause s
practically the optimum reduction of swelling and shrinking, is formed i n
the structure, the specific gravity of the wood is increased only about 1 8
percent rather than 30 peroent .
Difficulty has been encountered in properly distributing resin formin g
chemicals throughout the structure of massive .pieces of wood . The treatment
ap pears practical only for veneer . The value of antishr ;nk treatments o f
veneer whi ;,h is normally built up into plywood might be questioned on the
basis that] in cross-banded plywood, the fiber direction of one ply restrain s
the across-she-fiber dimension changes of the adjacent ply, thus mechanicall y
reducing such changes .. .• ' Swelling and shrinking cannot, however, be prevente d
mechanically . The mechanical restraint merely changes the direction of swelling and shrinking . If the wood is prevented from swellinG normally in the
Report No . R138
-2-
-.s49Qk td.ireoti9n s , .. 1kw311 aegll : Ire 'the- ;thickness dimot ion or . in :rnala y
into:thq-,fliber cavities . non nor cal plywood-takes,-up and then loses =is-Uwe, , ho' plies are continually ~torking and,-:as a result of the unevenly
dewlopqd stresses, fa .%) ,ehecking' is Inane= serious than in solid boards .
Rosin treatment, which roduoo-s the 'swelling and shrinking to about_30 per ;
.,
cent of normal,the: .StressSs. to such .a
extent . that cheeking i s
Pract joally eliminated . The face checking. of. Tanoy',erotch veneer' ..fcr use,
in furniture quid paneling can be similarly redueed . .by treatment with a -phencAic xesin,
,
!,.,
_
::
The .:tr.eatnAnt of Wood,11'rith stabilizing resins also imparts appreciabl e
decay_ and . :tosti±ite resistance .I-skews a 3-plypiece of Douglas-fi r
-and,
untreated' care . ' This :spreloilaen
ammersed :Tor .65IRenths -tic a depth of half its length in a .•.f.lelid whe're-:decay
an& termite : ate,tion- on,vfood ire severe . There wa.e .little 'sign o f. :d'ecay t , bu t
plenty of termite action . The termites in a frontal at-tab-lc f'euncrthe resin- treated faces not to their 'liking so they tried a flank attack and, as a
result, practicall y , clean er out the -antra todl .-core . 'Similar spebimens . that
were edge ovated with r.,eb-irf-and thew° dn . whi-eh
the plies were treated
were,ctil.1 sclund -a,ftoi .
2:-year. eXposure . T=her Msreed reduction in decay-And
terimitp action,, it appears,-'Is -due,: _rather to _the fact that- th e
vri l; not take, up enough water: within the cell-wall structure- to support ., decay
than to the toxicity of the_ resin e
T.I-te;; troat,mertt, -of wood with stabilizing resins' increas,es its electrical
resistanoe- as--a result of the; roduoe-d-: 12ygrosoopi-city.a :,11ry. we.od is an exce l.;
lent ols.etrioal, inmaa5c)rs".. 1,1tlit-,loses . its resistance properties rapidl y
with an.!;inq_rQEt-40- yn moisture_ 'otontilnt . , At 3Q.Tereent relative humidity th e
electrical resistance- 'of the .-treatod vmod is: about 10 times that of untreate d
wood, while :at 90 percent relative humidity it is about 1,000 .tims- as
,
resistant .
.3.
'.
.s:
Resin treatment also increases the acid resi-stance Of woods but it does not
improve-rt.-he alkali resistance .
The treatment of wood vfith 20 percent of its weight of resin may increas e
the compressive Strength and haranics5s'byt-as- much as 50 percent . 'Most of
the other strength properties are af t doted, ?but Fslightly.
... . : v.:: '
.-
?-
7,
s. i
-It I .
:0
ti•
.5 ; 2
t='-7-
eAg,kZ•1:1' '
5
.
a .
•.ak'.-.'
'!:.A -
.s 5-7 'M1 •
:
. ..Ai It ;
U.5,
,
.":.':
1.'54 5
,,
. '.
r.
,, ..q
.
:
.
R:
Ropert To . 1U 1--ei
:
-
Impact strength is the one property that is adversely affected . A s
the resin content of wood is increased, it becomes more brittle . Likewite ,
more uniform distribution of the resin also increases brittleness .
Unfortunately, thu best treatment from the standpoint of stabilization i s
the poorest from the standpoint of brittleness . Normal birch has an Izo d
impact value of to 10 foot-pounds per inch of notch out when treated wit h
a stabilizing resin this value drops to only 2 to 3 foot-pounds per inch o f
notch .
To summarize, impreg has the following advantages over normal wood :
(1) reduced swelling ; (2) reduced checkint'c,nd surface degrade ; (3) improve d
resistance to decay and termites ; (4) improved electrical resistance ; (5 )
i m p roved acid resistance ; and (5) i mp roved compressive strength and hardness .
those i :u rovemcn_ts are secured at the expense of decreased toughness .
Compre g
1
Compreg is resin-treated wood that is compressed while the resin i s
formed w'.thiu its structure . Although a number of different resins hav e
been tried in ::ia'_ .ng this material, none has proved as successful as phenolformaldeh;rde . There are two typos of compreg : (1) the older form ,
developed in 7iuro .e, which is treated with a spirit-soluble phenolic rosi n
prepolymerized to the stage that it does not tend to penetrate the cell wall structure ana bond to the p olar groups of the wood and, as a result, ,
does not stabilize wood appreciably ; (2) the form developed by the :sores t
Products Laboratory which is treated with a water-soluble, phenol-formaldehyde
resinoid, as in the case of impreg, so as to form the resin throughout th e
cell-wall structure of the wood and bond it to the active polar groups of `
the wood' The latter form of compreg is much more . stable than the former bu t
tends to be more brittle ; like impreg, it has good decay and termite resistanc e
and good electrical resistance .
Forest Products Laboratory compreg can be compressed to virtuall y
the ultimate com_,roe ion (specific gravity of 1 .3 to 1 .4) under a pressur e
of 1,000 pcunda per square inch, using -practically any species of wood .
The un : :table form of compreg, on the other hand, requires pressures o f
2,500 to 3,000 pounds per squaw inch to compress the wood to the same degree .
There is still :roater difference in the pressures required to compress the
Wood of the stable and unstable forms to intermediate degrees of com p ression .
Practically all the softwoods (coniferous woods) and the softer hardwood s
(deciduous woods) such as cottonwood, basswood, and aspen, can, when treate d
with a stabilizin resin, be compresso4 to about one-half their origina l
thickness under pressures as low as 250 . pounds per square inch, This make s
possible the compression of compreg faces and their simultaneous assembl y
with an untreated or treated and procured core with but slight compression o f
the core . This typ e of material, which shows great promise for postwar .use s
cannot be made in one operation when the plies are treated with an appreciabl y
polymerized resin, as there is little differential compressibility betwee n
such treated plies and the untreated plies .
Re}part :do . T.143
-4-
A high degree of polish can be imparted to any cut surface of the Fores t
Products Laboratory form of comprog by merely sanding and buffing the sur face . The potential finish exists throughout the structure . All that i s
necessary to bring it out is to smooth the surface . This easy way o f
restoring the finish would be an advantageous property of compreg or compre gfaced furniture . The natural finish is highly resistant to such organi c
solvents as alcohol and acetone, which destroy most applied finishes .
The water absorption of Forest Products Laboratory compreg is both small an d
slow . The water absorbed by a 3- by 1- by 3/8-inch specimen (1 inch in
the fiber direction) after immersion for 24 hours is less than 1 percent .
The unstabilized or less stabilized forms may absorb 6 percent or more of
'water under the same conditions .
Forest Products Laboratory compreg will swell only 4 to 7 percent in thickness upon prolonged immersion in water at room temperature . Blocks les s
than an inch long in the fiber direction -- the direction in which moistur e
absorption is greatest -- will hardly come to swelling equilibrium whe n
soaked in water at room temperature for a year . When dried to the origina l
moisture content it will practically regain its original dimensions ., indicat ing that the loss of compression is negligible .
The unstable form of compreg will not only swell about 3 times as much_ in
thickness as the stable form, but will swell much more rapidly and also los e
a large part of its compression . The more rapid swelling is presumably du e
to the faot that water is sucked into the structure as it recovers fro m
compressi-on,and as a result water is distributed throughout the structur e
much more rapidly than by diffusion alone . The combined smelling and rocov ery from compression of the older form of comprog 1 inch long in the fibe r
direction may be as much as 20 to 60 percent in several weeks . One-half t o
two-thirds of this dimensional change may bo duo to recovery from compres sion .
Most of the mechanical properties of the two forms of compreg are quit e
similar and, in general, vary about in direct proportion to the compression .
When wood is compressed to one-third o f- its original volume, its tensil e
strength, modulus of rupture in bending,•and modulus of elasticity ar e
about trebled, irrespective of whether the wood contains resin . Resi n
treatment prior to compression improves only the compressive properties an d
the shear strength in a plane at right angles to the direction of compres sion . Neither of these improvements, it is believed, is sufficient t o
warrant resin treatment unless it is accompanied by other improvements ,
such as that of dimensional stability . Table 1 gives the normal strengt h
properties of compreg in round figures .
The impact strength of compreg, like that of impreg, decreases with a n
increase in the resin content afid the intimacy of distribution of th e
resin, although impact strength, unlike the other properties, will var y
to a certain degree with variations in the processing conditions . Over heating during drying after resin treatment or in the pressing proces s
Report No . R1438
-5-
tends'to make the product, core brittle . : Under carefully controlled cond i
tions A -the stable form of compro ; can be made from bire.h with an Izod' impact
value of 5 to 7 foot-pounds per inch of notch . The unstable oompreg, on
the other hand, :rill have an Izod value of 6 to 9 foot-pounds per• inch o f
notch .
An important. feature of compreg is that it canI be made from a• groat variety bf woods, including such normally inferior species as cottonwood, and obtai n
a product with properties =which approach the ' optima value rs . The only .'.
Species to be a-roided are the naturally resinous . tirood, suoh as Southern •
pine, and those that are extremely difficult to treat, such as oak .
_
Comyrog oan be machined easily with'metallworking tools, but not with :roodworking tools . .Because of this, it is' desirable to rough out the shape o f
objects prior to compression, using .roothiorking tools, and-then compres s
them to the ' final-- shape in, some formof mold . A technelue for doing this- 'h? .
has been developed at the Forest Froduots Laboratory : Treatedi . uieompres-} '
sed plies are glued up. into a .blank of the correctsize with a phenoli c
glue under conditions such that the treating resin is notcured and •the '
bonding resin= is but slightly- cured . Tho she-aring strength of such a block
is not great but it is sufficiently strong so ' that it cai"be'.carved' b r
turned in such a manner that the final dimensions are obtained In oxio plana r
but the thickness at right angles to this plane is 1 .5 to 3'tines the final
:tiiiitensib as .. The carved blank is then 'pressed-in a split mold i nn the thickness 'direction . A Michigan company is using this 'method to mold, propeller s
for , the gf•ound testing of airplane motors (fig . 2) and airplane aerial
masts . A,n airplane tail wheel has bean successfully molded in this tray
so as to pass all , stati :c'tests roquireinents (fig .' 3, left) .
The technicque`t
could be'readily applied in the molding of pulley and gear wheels by stamping out the correct sections in the plane of the wheels from ti individua l
plies and rotating theseith respect to each other iii iKhe assembly asdesired . Although wood is not moldable .n ' the sense that a 'iiio1ding powder '
.
is, it is surprisingly subject to molding under proper conditions .
&t
I
Resin-treated wood in both the ixncompr•es'sed and compressed ' forms is, unfor= .
tunately, more brittle than the or igi? al wood . To'meet the demand for a
tougher compres .eed product than compreg, a compressed wood containing n o
resin was developed by the Forest Products Laboratory . It will not lose it s
compression under s,FrelliAg . conditions as' will' ordinary dompressed untreate d
mod . This material ; named staypak, is made by modifying the goinpressing conditions -so as to pause the ligriif?-cementing material betereen',the , oellulgse „ .
fibers to flowsufficiently to`elimihate the internal stresses . Staypak. is .
not-so water . resistannt as corpreg, but it is 'tun as tough and has higher
tensile and flexural properties .- The natural finish of staypak is almost a s
good ' as that of compreg . Under weathering conditions ; however, it is defi-nitely inferior to compreg .' For outdoor use staypak' should have a goo d
synthetic resin varnish-or paint finish . The heat treatment . used in makin g
staypak is' not sufficiently severe to give the mood a significant reductio n
Report No . 8138
-6-
in hygroscopicity . :S .taypak, consequently ; is only slightly more resistant to decay, termites,. dr marine borers •than .normal untreated .wood=of the sam e
species .
•'-•
Staypak can be used •in• the same way as compregwhere extremely high waterresistance is not needed . It shows- promise for use in propellors, too l
handles, forming dies and convertor plates . where high impact strength i s
needed .- It is not .. being manufactured commercially as yet .. . similar materia l
in a less -dimensionally stable form has, however, been in production i n
England-and, Germany for - solveyears .
Fydroxylin '
Lignin is Nature's plastic which cements the cellulose fibers of wood to.
gether . A.. mild hydrolysis • tre-atmeiit breaks the cellulose-lignin bond of .
wood, freeing the lignin so that it . can - be used to rebond the cellulose : i
fibers together . Wood waste, preferably hardwood . sawdust or mall waste, can
be },iydrolyzej by several different methods . The procedure -ivriaich has! receive d
the greatest ,attention at the Forest : Products Laboratory is a hydrolysis wit h
dilute sulfuric _acid . in a rotary digester at asteam pressure of 135 to g00 ;"
pounds per square inch-for 10 to 30 minutes . Besides breaking-the ;celltloselignin bond,' this hydrolysis treatment converts the hemicelluloses to sugars .
These ;sugars, together with the asidl,, are washed out of the- hydrolyzed wood '
and may be fermented to grain alcohol, thus giving a valuable oyproduCt .r
The residue constitutes 50 to 60 percent of the weight of the originalwdod ..
As a . result of the removal of part of the cellulose, the lignin content . is
.r
,increasdto~•,
35 to -I.0 percent .
After drying,, the hydrolyzed wood . is quite brash and can be readily ground .
to . a%powderj ,preferably of 40 to 100 mesh .- Although the lignin in hydrolyze. '
wood can be made to flow sufficiently for, . the molding of some simple object s
by merely adding small amounts -of water and pressing at 375° F ., the flow i s
not adequate to give_a product that is sufficiently coherent to stand lon g
water immers-ion.. Very similar results were obtained when nonresinous,plasti- .
cizers for lignin were used in place of- crater, - even though they did reduc e
the molding temperature . It was hence found necessary to use auxiliar y
plastics or . rlas .tic-forming constituents, together with a plasticizer fo r
lignin, .then; the added plastic materiel-did not also serve as such . The,
most s'aitable material - found in the earlier work that served both function s
is a mixture' of, S percent aniline and 8 percent fft ura7 ; together with 8k
'
percent'of hydrolyzed wood .and a small amount of mold lubricant such a s
zinc stdarate . Molded _products with good, mold definition, water resistance ,
acid rdgifftance, and electrical and mechanical properties car. be obtained b y
pressing at 300° F, for 3 minutes (in the , case ;of small objects) at_3,000 t o
'+,00©' pounds per square inch . Because the product is semithermoplastic, . it
must be cooled somewhat in the -mold . • '
The flow of this molding powder is not -so great as that of the general- purpos a commercial molding powders . This,, together with the fact that th e
product cannot be drawn hot from the press,, .1ec . to further research on th e
Report NO . R143B
plasticizing of hydrolyzed wood, Reaeenably good -flow properties have bee n
obtained with a molding; powder containing . 25 percent of phenolic resin 'and 75
percent- of, hydrolyzed wood . 'With this-combination, the . properties of'th e
- product are-comparable with those of general-purpose molding compounds con taining 50 percent of .phenolic resin and .5© percent of wood flour excep t
that the molding cycle is :epnreti hat longer-and the toughness somewhat ' .inf erier .
The fact-that only half as =eh phenolic resin is required with the hydrolyze d
wood as with the wood flour indicates that the lignin of the hydrolyzed woo d
imparts plastid properties to the product . '
The 'hydrolyzed weed-phenolic resin molding powders give molded products wit h
flexural strengths, ranging from 8,000 to 13,000 pounds- per square inch ,
water absorptions, of only 0 .2 to 0 .3 percent after* hours , immersion i n
water, and-extremely high acid resistance . Because of these attributes, th e
material was tried in the molding of battery boxes during World War II .
▪
If chips rather than sawdust a r e used as the raw material and the hydrolyze d
product is abraded to a fiber while -we t , rather than dried and ground to a
powder, : it can be forme d. 't to . a sheet on the paper machine, .These sheets ,
with only,,a, small amount-of p_o1enoli'c !esin, can be compressed together int o
thick panels . The panels have considerpb .y, higher flexural strengths than
panels . made from the molding powder because of the reinforcing action of th e
.much longer cellulose fiber . ,. :
Th▪e hydrolyzed chip fiber can .also be made up into boards without the-addi tion of-resin `rd pressed :et to make a hardboard similar in properties t o
commercial hardboards .
.
Papreg
Paper laminates treated with phenolic resins have' been made for years . They .
have been used chiefly for electrical insulating panels and for other non_ _
structural uses which do not require exceptional mechanical properties :- The '
manufacturers, in developing these materials, have-appreached the problem :
primarily from .the . resin standpoint . = It, .was hence felt at the Forest PY4 oddct s
Laboratory that further development, of paper-base laminates, ' .from the stand-.
point of finding the most suitable' paper for the purpose, was a' promising
field of research . This •proved to be the case . Within 6 months after-the' '
repearch was-started, a paper-base laminate was developed that possesse d
_ s eve'ral properties double these of the' former laminates
.
Table 2 gives the readily obtainable properties of parallel-laminated papre g
as of 1 ovea!ber 1942, The term U parallel laminated" indicates that in all th' e
sheets making up the panel the machine direction of the paper runs the sam e
way. Parer made on a parer machine is always stronger in the machine direc tion than across the machine direction . The difference may be as much a s
' twofold . ':risen isotropic pr op erties are sought in the laminate, alternat e
sheets are crossed as in plywood . Cross-banded paper differs from plywoo d
and imoreg and comprag with plywood construction in that the strengh t
properties are not so seriously reduced belo . the values for parallel-laminate d
Report 70 . Rl 1438
material,. Due to the fadt that veneer .,. is• from 20 -to- 4C, times. -as -at-n®12.g . in
tension in the fiber direction as across the fiber direction, the tensiid
strength . of. plywood depends almost entirely on' the longitudinal plies. 'Crossbancted ;-papreg has strength,,propevties ,ranging fron tile-thirds to' three=fourth s
of those, for the parallel-lami'na'ted material, ..,in -.contrast 'to the-strengt h
properties of ,cross-banded compreg, which are only about' one-half as high a s
its parallel-laminated values .. -'Many strength properties : of parallel-laminate d
compreg ax"d papneg are much the same_-. Cross-banded_ papreg is superior in
almost all strength properties to .cross-banded• compreg :
Papreg 'ha s. : strength proper_-ties! adequate• for, . a large number of .s emistructural
uses and some structural uses .
a strticteral . material, its, brittlenes s
seemA to be its most serious -handicap . Compared'to ordinary plastics, 'it •
:has quite',good Izodivalues,,"b.ut' it<`3is-de,initely . inferior in this respect" t o
fabric an :'gl"ass-Tabric laminates ., " It .is, ., however, :superior : to -fabric-la=ninates in practically all . other strength properties ,
Because of its low elongation, :papreg is :not as easily -molded to double curvatures .: as . are fabric-laminates . It iias been successfully 'used, however, . in molding :oft. : i.te intricate objects with'bv.t _a , li,;aited - -amount• df goring and:
tai.ldring;.
A cheap paper plastic, suitable for core material ; can be made by incorporating lignin recovered from the :soda 'pulping process directly with the pul p
in the beater, :or impregnating the paper with the lignin solution . The addition of soine- .phenolic . resin improves the water resistance properties . Half
of the phenolic resin . used in making paper or fabric 'laminates can be replace d
by soda process lignin without any. • substantial change in the properties .
These laminates, like hydroxylin, are brow,m to black in color ,
Conclusions
.
It is . obvious from this-_array :of products that wood is making an important
place .fox itself in the plastics field . Although wood and its constituent s
serve mostly as the structural or filler °part of these plastics, wood and
wood products show .proinise of invading the resin field. lignin and Tinse l
(a rosin-purification residue) :show promioe .as resin diluents . It is als o
of interest that phenols, furfural, and other resin-forming constituents are
obtainable from wood -by destructive distillation and hydrogenation- processes .
It does not require great imagination ; to visualize a self .,contained woo d
industry that uses wood almost exclusively in the manufacture of wood plastics .
•
Report No . R1I3 g
,
I.
-
Table 1 .--Normal„ appi'okimate strength properties ca.
parallel-laminated birch compregwitha
specific gravity of1 .351-
, .
. Property
Value
:
- : Lb . per sq. in.
Tension ;
Stre gs at proportional limit
Eaximum strength . . .,
Modulus of elasticity
:
Flexy,re l
Stres s. at proportional limit . . : .,', . :
U.odulus of rapture . .',
Kodulus of elasticity 22,00 0
32,000
3,500,00 0
' 21,00 0
36, 000
3,500,000
Compression parallel to grain :
Stress at proportional limit NaXiMamstrength -of
Modulus
elasticity
:
:
:
3,500,000
Johnson double shear, parallel to
grain-and perpendicular to
laminations
a,
:
7,000
' 16,000 '
24,000
rt .-lb. per in .
Ind imDect : 2 Pacenotched
Eage-notched
1
.
e
3 to 9
: . ' 2 to 7
The properties given, !Ath the exception of impac t
strength, are -about the same for both stabilized
and unstabilized compreg and do not vary appre ciably between.. .species .
2
-Three to 7 foot-pounds per inch of notch for
stabilized compreg (face-notched) . Six to 9
'foot-pounds per inch of notch for =stabilize d
compreg (face-notcHed) .
Report No . R1 3 g
r
`^
,.
_
▪ inated
properties of parallel-lam
Table 2 ° ~
~ .
~
.' . .
~
'
papreg
'
-~
^
Property ,
Valu e
~
•
'
- Spec if1o gravity ,°°,°°°~° ." .
▪
T enolo,,11 :
MaxiMom strength ",^°,^
Jof
Modulu s
elnStloltv
~
~^
Lb .
.
.1.
'
,
. . :
36,000
3,000,000
-
~
.
~
.- ,
:
' ' Face-notched ,,° Edge-notched °,°^
'( Bocl,.wmIl) ,,,,",° .
.. .
.
.
later absorption (24 hours)
;
:
.,^,^^ .
~
.
.
~
30 ^ 00 0
3,000,00 0
, .
Compression :
^ :
ra lIoI^to grain "°°^° .~^,~
.
"r
perpendicular
to
grain
.
:
oo
-x
.
.
mtewlse perpendicular to grain . . . ;
'
- parallel to
:
-Jnhsobdulear,
' grain, perpendicular t o
laminations
,▪
.
.
~
1 .3 8
. .
.'` .
.Flexure :
%lJduIud of
^"°, . .," ."^" :
:
Modulus of elastlb-ity ,,. .^
»+
.
"
~
46 , uu
15,000 •
13,00 0
.
. .
Ft .-lb . pe r
5 ° 0'
0.
+
If 100
8Burdeo
6 percent_
■f.
!i !
^/ .
:X
q•
. Ttorert 7b . -11147
[
.
L. Ir
■_
1 1
l
.1
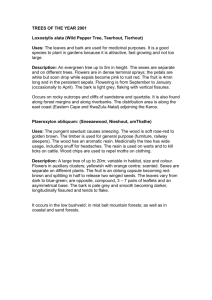
Figure I .-Action of termites on 3-ply resin-bonded Douglas fir plywood with faces treated with 30 percent by weight o f
n!~thetic resin (on the basis of the dry weight of the un•
tsated wond) and an untreated core that was Immersed to hal f
its length in a termite infested field . The core has bee n
Z M 510E Ft almost completely eaten out up to the ground line while the
races are perfectly sound .
•~
r• i
Z
51063
Figure 2 .--A molded compreg propeller for testing airplan e
motors that is being commercially produced by a Michigan company using the process developed at the Forest Product s
Laboratory .
Figure 3 .--Left to right, half of an airplane tail whee l
molded of compreg ; a compreg specimen varying in specifi c
gravity from end to end (1 .3 to 0 .6) ; a model airplane pro peller molded of compreg ; a cut panel of birch compre g
sanded and buffed to show that the finish exists throughou t
the structure .
Z M 51064
r