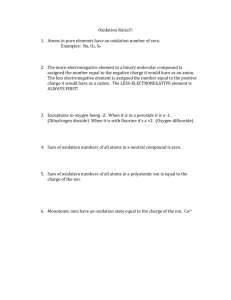
Preliminary investigation of caronic acid esters by Tom Ting Charng
advertisement

Preliminary investigation of caronic acid esters by Tom Ting Charng A thesis submitted to the Graduate Faculty in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE in Chemical Engineering Montana State University © Copyright by Tom Ting Charng (1969) Abstract: The present potential supply of delta-3-carene, a bicyclic terpene, in the by-product turpentine produced by five western Kraft pulp mills, is more than 1,000 gallons per day. Two esters of cyclopropane ring-containing dibasic acids (caronic and homocaronic acids) were recovered from the mixture of oxidation products obtained by the potassium permanganate oxidation of delta-3-carene in acetone. The yield of di-butyl caronate and di-butyl homocaronate, based on 41.4 grams of delta-3-carene, was 27.3& and 18.2%, respectively. The identification of di-butyl caronate and homocaronate was based on gas chromatography and infrared spectroscopy. Delta-3-carene, 4l.4 grams, was oxidized with 260 grams potassium permanganate in 2,000 ml. of acetone at a temperature of 12.5 - 14.5 °C. The potassium permanganate reacted completely in five hours. Ninety-seven percent of the oxidation products were adsorbed on the surface of the manganese dioxide formed during the reaction. The oxidation products were removed from the manganese dioxide surface with 85% efficiency by washing with hot water. The aqueous solution of oxidation products was acidified with hydrochloric acid and extracted with ethyl ether. The water phase was extracted again after concentration. The step was repeated three times. Most of the inorganic salts were removed after each concentration. The water layer, about 80 ml, was mixed with the ether extract. 250 ml. of 1-butanol and 200 ml. of toluene were added. The mixture was subject to total reflux for five hours, after which the crude ester was mixed with 30% ammonium hydroxide and followed with hot water. The water was removed by azeotropic distillation with toluene, an entrainer. The vacuum distillation technique was also applied to prevent the unreacted acid from decomposing at the high temperature. PRELIMINARY INVESTIGATION OF CARONIC ACID ESTERS by TOM TING CHARNG A thesis submitted to the Graduate Faculty in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE ■.in': •Chemical Engineering Approved: ■MONTANA STATE UNIVERSITY Bozeman, M o n t a n a ' M a r c h , 19 69: I iii ACKNOWLEDGMENT The author wishes to thank the entire staff of the Chemical Engineering Department of Montana State University for their suggestions which led to the completion of this research p roject. Particular thanks is given to Dr. Lloyd Berg who was the author's research director and major pr o f e s s o r .. The author thanks Mr. James Tillery and Mr. Silas Huso for their help in equipment fabrication and maintenance. due to Mrs. Joan Hall for typing the final manuscript. T h a n k s .are also iv ' TABLE OF COffTEM1S Page ABSTRACT .......................................■................... Vii • I. INTRODUCTION ......................... ...................... . .. I A. . I D e l t a - S - C a r e n e .................. ■...................... .. B. ' Oxidation of Delta-S-Carene III. 2 C. Esterification of Oxidation Products of Delta-S-Carene D. Potential Utilization of Esters of Cyclopropane Ring-'-. Containing Dicarboxylic Acids from Delta-S-Carene ... 2 Incentive for Esterification of Caronic Acids Research . 3 E. II.' ............. .. . 2 RESEARCH O B J E C T I V E S .................. ' . ...................... 4' EXPERIMENTAL D A T A ........... ' ......... ‘ ........... . . . . . 5 ■A. Preparing the Caronic Acids for Esterification . . . . . . 5 I.. 6 ■2. 3. B. • C. Equipment ......................................... 6 The Ratio, ofR a w - M a t e r i a l s ............................ M e t h o d ................... . 6 E s t e r i f i c a t i o n ........................... •................. Tr 1. E q u i p m e n t ................................... 8 2. Method 3. Neutralization . . ■....................................■ 4. Purification .■................................ . Gas . . . ..................... .. Chromatography ............. . . .............. . . . . . . . . .9 9 10 10 1. Analysis of Esterification P r o d u c t s ................" 10 2. Analysis Techniques 11 ................................. V TABLE OF COMTEHTS (continued) IT. D. pH M e a s u r e m e n t ........................... , ............. 12 E. S p e c t r o s c o p y ............................................... 13 F. Manual Integration.Techniques for Calculation of Yield Through Chromatographic P e a k s .............................. 13 . Identification of P r o d u c t s ............................ . B i -Butyl Caronate- ........................................ Di-Butyl Homocaronate B. TI. 15 DISCUSSIOM OF R E S U L T S ................ A. V. ' page .'.................. ■ ........... ■ . Calculation of Conversion Percentage CONCLUSIONS •........................... ' . . . . . . . . . . '........... 1515 15 l6 17 ................................................ 18 APPENDIX . . .................................................... 19 LITERATURE CITED . . ....................... ' .................. 3U RECOMMENDATIONS vi LIST OF FIGURES Page Figure I. The Structure, of Delta-3-Carene . . . . . . . . . . . . . 20 Figure 2. Cyclopropane Ring-Containing: Dicarhoxylic Acids Derived From D e l t a - 3 - C a r e n e .................. .. ................ 21 Figure 3. Figure U . Figure 5Figure 6. Figure J. Figure 8. Esters Derived From Cyclopropane Ring-Containing Dicarhoxylic Acids .......................................... i Apparatus for Potassium Permanganate- Oxidation,of Delta-S-Carene in Acetone ................................. Conversion % vs. the Amount of Oxidizing Agent Vacuum Distillation System . . . 23 2h ■ . . . . . ............... .. 22. . . 25 True-Boiling-Point Curve of I-Butanol-Caronic AcidsToluene S y s t e m ...................................... Sample Collection in Preparative Gas Chromatography 26 . . Figure 9• Gas Chromatogram of the Esterification- P r o d u c t .......... Figure 10. Gas Chromatogram of Di-Butyl Caronate Figure 11. Infrared Spectrum of the Di-Butyl Caronate from the Mixture of Esterification- P r o d u c t ................... 27 28' ..................... 29 30 Figure 12. Infrared Spectrum of Di-Butyl Cafonate .................... 31 Figure 13. Infrared Spectrum of Di-Butyl Homocaronate ................ 32 Figure lk . Cox Chart for Various A z e o t r o p e s ............. . ... . 33 vii ABSTRACT The present potential supply of delta-3-carene, a M c y c l i c terpene, in the by-product turpentine produced by five western ICraft pulp m i l l s , is more than 1,000 gallons per day. Two esters of cyclopropane ring-containing dibasic acids (caronic and homocaronic a c i d s ) were recovered from the mixture o f ’oxidation products obtained by the potassium permanganate oxidation of delta- 3-carene in acetone. The yield of di-butyl caronate and di-butyl homocaronate, based on ill. U grams of delta- 3-carene, was 27.3& and 18.2%., respectively. The identification of di-butyl caronate and homocaronate was based on gas chromatography and infrared spectroscopy. Delta-3-carene, 4l.H grams, was oxidized with 260 grams potassium permanganate in 2,000 ml.of acetone at a temperature of 12.5 - lU.5 °C. The potassium permanganate reacted completely in five h o u r s . Ninety-seven percent of the oxidation products were adsorbed on the surface of the manganese dioxide formed during the reaction. The oxidation products were removed from the manganese dioxide surface with 85% efficiency by washing with hot water. The aqueous solution of oxidation products was acidified with hydrochloric acid and extracted with ethyl ether. The water phase was extracted again after concentration. ■ The step was repeated three times. Most of the inorganic salts were removed after each concentration. The water layer, about 80 ml, was mi x e d with the ether extract. 250 ml. of 1-butanol and 200 ml. of toluene were added. The mixture was subject to total reflux for five h o u r s , after which the crude ester was mixed with 30% ammonium hydroxide and followed with hot water. The water was removed by azeotropic distillation with t oluene, an entrainer. The vacuum distillation technique was also applied to prevent the unreacted acid from decomposing at the high temperature. I. INTRODUCTION A. Delta-S-Carene The principal starting material in this research was delta-3- carene which was produced in the laboratory at the Department of Chemical Engineering, Montana State University'. The structure is given in Figure I Delta-3-carene is in the by-product turpentine produced by five western Kraft pulp mills 2 in the United States and Canada. three of them are presently condensing their turpentine 2 . t)nly The sources of delta- 3-carene are summarized in Table I. TABLE I . Availability of Delta-3-Carene in the United States and Canada A. Mills producing and condensing delta-3-carene containing turp e n t i n e : Potlatch Forests, Incorporated, Lewiston, Idaho. Hoerner-Waldorf Paper Products Company, Missoula, Montana. Southwest Forest Industries, Snowflake, Arizona. 'B. Mills producing but not condensing delta-3-carene containing turp e n t i n e : ' Boise-Cascade Corporation, W a l l u l a , Washington. Northwestern Pulp and P o w e r , L i m i t e d , Hinton, Alberta. As indicated in Table I , three mills are presently producing and condensing turpentine containing delta-3-carene. The total turpentine 3 volume from these mills is more than 1,000 gallons per day . There is no known commercial use for delta- 3-carene up to now that would make its recovery and purification economically attractive. -2B. Oxidation of Delta-3-Carene The oxidation of delta-3-carene and subsequent- formation and ' \ purification .-of dicarboxylic acids containing the cyclopropane -r-ing has been reported previously in 'the l i t e r a t u r e . ^ ^ structures of these acids are shown in Figure 2. ■except the l a s t , appeared prior to 1930. The names' and All of the re p o r t s , None of these reports gave- ' indication of commercial development of the acids. - •. C. Esterification of Oxidation Products of Delta-3-Carene No references have been made in the literature to either a source of any of these esters or to an experimental work for analytical purpose. ' There are five possible combinations.of esters.of'caronic acid .and homo caronic acid which are shown -in- Figure 3. We were not able to locate-a sample of instrumental analysis-of these esters from a ny outside source.. D. , Potential Utilization of Esters of Cyclopropane Ring-Containing ■ - Dicarboxylic Acids from Delta-3-Carene .„ . Since-a convenient source of any of these esters has never been available for new product r ese a r c h , it is not-surprising that industrial uses have not been, reported.. . '■ . The esters of caronic acids should.be, like the.esters of . most dicarboxylic acids such as adipic acid, effective plasticizers for many polymeric m a t e r i a l s i n c l u d i n g polyvinyl 'chloride and its copolymers, natural and synthetic r u b b e r s , p olystyrene, and cellulose derivatives. I -3These plasticizers are easily incorporated into the polymer "by the usual m e t h o d s .^ ^ ^ They can also he converted to a higher ester by transesterification as demanded. These esters can he readily reconverted into, acids hy simple hydrolysis in the presence of hydroxide ions, or converted into other derivatives. Dicarhoxylic acids have been used in the field of synthetic p o l y m e r s , lubricants, coatings, elastomers and thermosetting compounds. E. 11 Incentive for Esterification of Caronic Acids Research The previous work on the oxidation of delta-3-carene proved that it provided possibilities for a new industry located in Montana. could produce cis-caronic acid in an excellent p u r i t y , 99$ pure, .nevertheless, the. yield was not substantial for commercialization. We II.- RESEARCH OBJECTIVES The overall- goals of this research were to p roduce-the esters of cyclopropane ring-containing dicarhoxylic acids from delta- 3-carene, and to report the yield. 1. The research objectives were as follows: Isolate and confirm the identity of the esters of caronic and homo-caronic acids. 2. Choose a suitable alcohol for a good yield of esterification. 3. Produce esters from delta-3-carene oxidation products. 4. Purify the esterification products. 5. Report yield. III. EXPERIMENTAL DATA A. Preparing the Caronic Acids for .Esterification Caronic -acids were prepared by potassium permanganate oxidation of delta-3-carene in acetone p h a s e . This oxidation reaction 12 was first reported in 1923 b y Simonsen and R a o . The following reaction system was used: delta-3-carene .'...................... .. Ij-O .O grams potassium p e r m a n g a n a t e ................ acetone ............................... temperature p6.0 grams 400.0 ml. .................... 0.0 6C- After all the potassium permanganate had reacted, the MnOg was removed by filtration-, and washed with hot water to remove the oxidation products. This was followed by ether extraction. An approximate yield of 0.5% of trans-caronic acid was reported and cis-caronic acid was recovered in an unreported yield. In 1967 Jarrett used essentially the same method to recover cis- and trans-caronic acids. The following system was used; •- d e l t a ~ 3 ~ c a r e n e .................. ■ . . . *• . - ' acetone . ................ 216.6 grams . ................................ 3, 60.0 temperature range of reaction mixture. ml. l U .6 °C water bath t e m p e r a t u r e ................ reaction time, grams '' •potassium permanganate . UlA 15-18 . 0C- 18 hours- A yield of 6.5$ of cis-caronic acid and 0.5$ of trans-caronic acid was reported. 1. Equipment The equipment used here for the oxidation reaction was, as given in Figure 4, a 4,000 ml. Erlenmeyer flask which was placed in a cold water hath and stirred with a one-quarter horsepower stirrer. 2. The Batio of Raw Materials In the same manner as in previous work, the potassium permanganate oxidation of delta-3-carene was used again. improved to give- a yield of $.0% of cis-caronic acid. This was The relationship between the conversion and the amount of oxidation agent was given in Figure 5. The following system was used: . delta- 3- c a r e n e ......................... potassium permanganate acetone ................ ............................... water bath t e m p e r a t u r e ................. ' 260.0 grams 2,000 ml. 12 .. 5 0C 5 hours reaction t i m e .................. .. The separation procedure was that of Jarrett 4 l .4 grams < 7 and 3*74 grams of cis-caronic acid pure white crystals were obtained. 3. Method T h e c a r o n i c acid, for the purpose of esterification, was - prepared by potassium permanganate oxidation of delta- 3-carene with the ratio of starting materials as mentioned a b o v e . After the color of the acetone solution appeared water white, i .e . , all the potassium permanganate had b e e n consumed, stirring was stopped and separation of the oxidation -7product.s absorbed on the manganese dioxide from the acetone was performed by filtration. methods. The oxidation products were recovered from MnOg by two The first method was stirring one part of solid manganese dioxide with two parts of hot water and filtering. This process was. repeated until the filtrate had a pH value of 7.5 which was 9 . 3 - 1 0 .Ij- when started.- The second method was to make a slurry of one part manganese dioxide with five parts of water and adding the theoretical amount of sodium bisulfite to convert the manganese dioxide to m a n g a n o u s 'sulfate. The caronic acid in either of the aqueous solutions was in the form of potassium salt. Reducing the pH value of the aqueous solution to less than 1.0 to form caronic acid is a necessary step. volume of. the solution was then reduced from 4,000 ml. to The 250 ml. by evaporating before being acidified. The. mixture was extracted manually with 100 ml. of ethyl ether four times. The water layer after' extraction was concentrated to saturation and extracted with ether again. once more. This process was repeated The purpose of this treatment is to remove .most of the inorganic by-products formed during the oxidation reaction and t h e . acidification. B. The ether was recovered by distillation. Esterification Ho work had been done on the esterification of caronic acids; 13 14 15 a few articles reported the esterification of adipic acid. Two essential, methods of the esterification of adipic acid ■ ' . had been employed to ultimately produce the desired plasticizers. — 8- Iri one'of these methods, known as the high .temperature process acid or acid 'anhydride was mixed 'with a substantial excess of-alcohol and . heated- to- speed- up- the-reaction and to remove the -water, of, esterification. A second method o f esterification involved the use of small excess of alcohol but produced the esterification in the presence of a catalyst. Typical catalysts which may be. employed are: hydrochloric acid, sulfuric acid, aromatic sulfonic, acid such as benzene- sulfonic acid, toluene . sulfonic acid, naphthalene sulfonic acid, etc. ’• Other workers have reported, that inorganic- salts such as 'bisulfate salts, and sodium hydroxide in the presence of aluminum oxide pellets (5 mm. diameter), .were satisfactory catalysts. All these methods turned out adipates in a good Quality and quantity. I. Equipment;... The equipment used-in this investigation consisted of a vacuum distillation system,.given in Figure 6, proportional condensing surfaces condenser^ and glass laboratory column. -- Two different kinds .of columns were used in this ... V . ' ‘ ■ . ■ • experiment. . . One yas'a one inch by.eighteen inch Vigreaux column and the other- was a one inch by fifty-two-.inches glass'column with outsideheating coils.and a section f o r t y —two' inches.long.packed with 3/l6 inch,.-inside diameter' -single-turn rings of nuinbef.'26 B'&B- gage".stainless steel wire. -92. Method Several different straight-chain alcohols (ethanol, 1-butanol, 1-hexanol), were used in the esterification of caronic acids with hydrochloric acid, sulfuric acid, and p-toluene"' sulfonic acid as catalyst. As described in Section I I I - A , 250 ml. of alcohol and 200 ml. of toluene- were added to the m i x t u r e .. The mixtures were then put in a 1,000 ml. flask placed under a one inch b y eighteen Vigreaux column to take off the w a t e r . to As soon as the temperature of the distillate rose 98 0C , the stopcock was closed and the column remained at total reflux for five h o u r s . The water formed had to be withdrawn continuously b y azeotropic distillation with toluene during the esterification. After five hours of total reflux, about 60 ml. of unreacted alcohol were taken off by an entrainer. The reflux ratio in the distillation was twenty to one and was changed to thirty to one as the boiling points chan g e d . The entrainer, toluene, was recycled in the distillation. The typical true-boiling-point curve was shown in Figure 7". 3. Neutralization The esterification was stopped as the overhead temperature reached 104°C (boiling point of toluene at 630 m m .H g .), and all the toluene added came out. The stillpot was then taken off the column and the bottoms mixture was neutralized with a few drops of 30% ammonium hydroxide. ) -10Neutralization should have particular attention because either the acidity or causticity of the oil would cause reverse reaction or hydrolysis of the esters. Esters of these reactions would substantially decrease the yield. h. Purification The neutralized crude ester mixtures were washed with 100 ml. of hot water four times to take off inorganics and some other impurities. The oil was subjected to vacuum distillation under a pressure of 20 mm.Hg. A glass column with dimensions of one inch by forty-two i n c h e s , stainless steel ring packed, was employed. Water was used as entrainer. to take off some low-boiling constituents. The final p r o d u c t , in the bottom, had a brown color. C. ■ Gas Chromatography Gas chromatography techniques were used both in analyzing the various mixtures of esterification products and in preparing pure s a m p l e s ' for spectroscopy. I. Analysis of Esterification Products The esters were analyzed with a Wilkens Aerograph "Moduline" Model 202 dual column gas chromatograph having a dual thermal conductivity detector. SR r e c o r d e r . The chromatograph was used with a Sargent Model A 10-microliter syringe was used for injecting samples. sample size was from two to eight microliters. The The chromatograph column - was prepared here at Montana State University with the following -11specifications : • stationary phase ' . . . .............. 5$ carbowax 20M. s u p p o r t ............. .. chr.omosort T. column . . . .............. 201 x l / V copper. operating c o n ditions: column temperature ............. Hg carrier gas■■r a t e ........... 2. 2000C 60 c.c./min. Analysis Techniques a. Comparison of Retention Times .. The principle of gas chromatography analysis is that a given compound has a constant retention time unless the chromatograph condition changed. T h e r e f o r e , if an unknown sample has a retention time identical with that of a known.sample, it can be said that there is a certain compound in the unknown sample that possibly has the same identity as that of the known compound with the same retention time. .Ho w e v e r , there is also.the o t h e r .possibility that none of the other compounds in' the unknown has the identity of the known compound with that retention time. b. Peak Enhancement -For further comparison, an unknown compound may be mixed with a known compound. Such a mixture will produce one of two r e a ctions; (l) ' one peak which will be larger.in size'or (2) an extra peak. The initial case is the so-called "peak enhancement" which almost always p r o v e s .the identity of the compound of primary concern. -12- • c. Preparative Gas Chromatography Preparative chromatography is one of the. best "ways to collect small amounts of pure compounds for analysis by infrared or nuclear magnetic resonance spectroscopy. Each composition is separated in the chromatograph column and individual compounds are collected at the chromatograph e x i t . d. Equipment ■ The Wilkins Model 202 gas chromatograph with thermal conductivity detec t o r , 5% carbowax 20 M chromatograph c o l u m n , and a 100-microliter syringe were used. . e. Sample Collection The sample size injected was 30-60 microliters. The pure compounds were collected at the chromatograph exit in pieces of b mm. glass tubing (Figure acetone bath. 8 ). The loop of the tubing was immersed in a dry ice- Vapor was observed coming out of the glass t u b e . This atomizing effect was partially minimized by bubbling the vapor into'- the ether. ■ ' .D. -.p H 'Measurement- ■ ■ . A Beckman Model H2 pH.meter with a Sargent S-30072-15 combination electrode was used for pH measurements. The meter was standardized with a buffer solution having a pH value close to that of the unknown solution. 7.0, and 3.0. Commonly used buffer solutions had pH's of 9*0, The reproducibility of pH measurements was found to be about. - 0.1 pH u n i t s . -13E. Spectroscopy The infrared spectra were run on a Beckman IR5A spectrophotometer in the Chemistry Department of Montana State University. Ho solvent was used in this investigation. Typical operating conditions for the Beckman IR5A unit were as follows: sample ............................... Esters p a t h ............................... 0.0$ mm. (ltfaCl P l a t e s ) r e f e r e n c e ............. -............ Air ordinate scale ............. g a i n ................................. F. Double Beam 6.0 Manual Integration Techniques for Calculation of Yield Through Chromatographic Peaks Conversion percentage of the esterification was determined by estimating through the peak area of the gas chromatogram. The principal manual methods for quantitative evaluation of gas chromatographic peaks a r e : (l) determination of peak area from height and width measur e m e n t s , (2 ) by triangulation, (3) by planimetry, (U) by cutting out the peak and weighing the paper, or (5) by measurements of only the peak height. A l l of these measurements and operations are carried out on peaks as recorded on the chromatogram. little to recommend it. Triangulation has Cutting and weighing is vulnerable because of variations in paper thickness. Planimetry is less precise than height- width integration for peaks of small area but is comparable or somewhat better in precision for large.areas i Cutting and weighing method was u s e d in this experiment. Peaks including "base lines were printed on heavy paper and cut with, small' scissors. The paper was weighed -on a Mettler analytic "balance with 0.1 m g sensitivity. : . I IV. DISCUSSION OF RESULTS A. . Identification of Products ■Di-Butyl Caronate The production of di-hutyl caronate from the oxidation of delta-3-carene in 27.3% yield was discussed in Section I I I - B . The samples collected from the chromatograph exit were compared with di-butyl esters which were made with pure cis-caronic.a c i d ; the methods were illustrated in Sections I I I - C , and I I I - E . peak in Figure 9 is identical with the peak in Figure 10. they gave-the same infrared spectra, The eighth Furthermore, (Figures 11, 12). T h e 'ester was not determined to be whether di-butyl cis-caronate or di-butyl trans-caronate due to the fact that the heat treatment, may cause the rotation of the bonds. Di-Butyl Homocaronate , In Figure 9, the component producing, the peak next t o the peak of di-butyl caronate was in^ a yield of 1'8.2%. di-butyl h o mocaronate. This compound is probably This assumption is made on the previous work of ■ 7 the methyl ester -of homocaronic acid by Jarrett who noted t h a t : Tl:. ’ Some, homocaronic. acid, was found in his. potassium permanganate oxidation of delta- 3-carene, . 2. In the gas chromatograms, methyl homocaronate is next to methyl caronate, and, 3. . ' ■ Infrared- spectra of methyl caronate and methyl homocaronat of which we obtained similar spectra. I -16- ■ There is no available outside source for assuring this this assumption is correct. B u t , by comparing the infrared spectra (Figures 11 and 13), and the gas chromatogram (Figure 9)5 it has the most possibil­ ity that this compound is di-butyl homocaronate. B. ' Calculation of Conversion Percentage The conversions of caronic acid esters were determined and calculated by the method illustrated in Section III-F. Errors in quantitative evaluation of peaks on a chart are additional to errors occuring earlier in the chromatographic process. Errors associated with peak measurements are primarily indeterminate errors. Indetermined as well as determined errors were introduced in the operations of sample injection and r e c ording. The 1.25% deviation in cutting and weighing method were caused b y nonhomogeneous p a p e r , pickup of moisture, grease from handling, and these errors were minimized by taking an average of several experimental d e t e r m inations.• . V. CONCLUSIONS The purpose of this research work was',to- optimize the', oxidation reaction of delta-3-carene with potassium permanganate as an oxidizing agent. Results of this investigation are summarized below: 1. 27.3% of caronic acid and 18.2% of homocaronic acid, in the form of di-butyl e s t e r s , were recovered from the potassium permanganate oxidation of delta- 3-carene in acetone; the yield reported in former work for cis-caronic acid and trans-caronic acid were 6 .5% and 0 .5%, respectively. 2. The esters have a color of light-brown. were white or yellow. Previous colors The color is introduced by heat-treatment for a relatively' long reaction time. 3. The final product of esterification of the oxidation product is a mixture consisting of two essential compounds, i.e.,, di-butyl caronate and di-butyl homoca r o n ate. k. The reaction time and reaction temperature increased as the molecular weight of the alcohol used increased. 5- The higher the molecular weight of the ester, the more difficult the separation. V I .. RECOMMENDATIONS Di-Tmtyl caronate and di-butyl homocaronate have been identified as components of the esterification product from the potassium permanganate oxidation of delta-3-carene in acetone. A process of producing 27.3$ of di-butyl caronate and. 18.2$ of di-butyl homocaronate has been developed. The incompleteness o f this process is that the esters remain in the form of a m i x t u r e . The reasons causing this drawback of the esterification of caronic acid are undete r m i n e d . Recommendations for further work on the research of delta-3-carene are listed below: 1. Investigate the use of an oxidizing agent other than potassium permanganate leading the reaction toward the desired mechanism. 2. Convert caronic acid into chloride before carrying out the esterification. • . . " 3. Make higher esters of caronic acid by transesterification. U.- Develop a pilot scale process for the production of caronic acid esters. • . '• V •> ;; ' / = 'APPENDIX .D- -20- Figure I. The Structure of Delta-3-Carene -21- HOOC COOH Cis-Caronic Acid Trans-Caronic Acid HOOC COOH HOOC Cis-Homocaronic Acid COOH Trans-Hoiaocaronic Acid Figure 2. Cyclopropane Eing-Containing Dicarboxylic Acids Derived from Delta— 3-Carene . -22- HgC^OOC di-Butyl-Caronate HgC^OOC V COOC^Hg COOC^Hg di-ButyI-Homocaronate HOOC mono-Butyl-Caronate HOOC .COOC^Hg mono-Butyl-Homoc aronat e Figrue 3. Esters Derived from Cyclopropane Ring-Containing Dicarboxylic Acids. -23- Stirrer Cooling Water Reaction Flask Standpipe To Drain Figure 4. Apparatus for Potassium Permanganate Oxidation of Delta-3-Carene in Acetone Cis-Caronic Acid, Conversion Weight of Oxidizing Agent (unit: 216.6 grams of K M n O v ) Figure Conversion % vs. Amount of Oxidizing Agent -25- Cooling water cn ZjS p •+• Cooling water Thermometer A = * - , (ly=®=^ v Stainless Steel r i n g s , 3/16" ID -- p r J © Vacuum Trip -Receiver |-(pc) i- - - y Dry iceAcetone bath U Xu - Thermometer Heating mantle Figure 6 . Vacuum Distillation System. To vacuum Scale Changed Pressure: 630 ram.Hg. I-BuOH - Tolu. (Toluene Pressure: 20 mm.Hg. Scale Changed 1200 Distillate, grams Figure 7. True-Boiling-Point Curve of I-Butanol-Caronic Acids-Toluene System. -27- Chromatograph Exit Rubber Septum Wilkens Aerograph Model 202 "Moduline" Gas Chromatograph Glass Sample Tube - Ether — Dewar Flask -- Figure 8. Dry Ice-Acetone Sample Collection in Preparative Gas Chromatography. Time (unit: 12 mi n u t e s ) Figure 9• Gas Chromatogram of the Esterification Product Time (unit: 12 m inutes) Figure 10. Gas Chromatogram of Di-Butyl Caronate. WAVfNUMMt CM' Im Trpri CONCENftATiON__________ I UJ 0 1 SAECrtOtMOTOMfTEt Figure 11 Infrared Spectrum of the D i -Butyl Caronate from the Mixture of Esterification Pr o d u c t . WAVtwu-M Cm TrTTnrrTfm-TfnfrpTir i -- : - r COwCtNllAtKM__________ I LO H I SFECTIOfMOTdMEtH Figure 12. Infrared Spectrum of the Di-Butyl Caronate w a v e n j m IM T T T T J l IrI p T T T j n i T ] TTl I Figure 13. Cm rrfilli|InijTinjm rnt •ifTiT Infrared Spectrum of Di-Butyl Homocaronate Pressure Figure l4. Cox Chart for Various Azeotropes. LITERATURE CITED 1. A c h a r y a , S. P., Tetrahedron L e tters,' 3j4_, 4117-22 (1966). 2. M c C a n d l e s s , F. P., Chemical E ngineering.Department, Montana State University, personal communication, (1967)• 3. B e r g , L.-, Chemical Engineering Department, Montana State University, personal communication, (1968). 4. Simonsen, J. L., R a u , M. G., J o u r . Cherny Soc., 1 2 3 , 549'3 (1923). 5. S e m m l e r , F. ¥., von Schiller, H., Berichte Deutschen C h e m . Gesell., 6 0 , 1591, 6. (1927). ’ Gibson, C. S., S i m o n s e n , J Y L . , Jour. C h e m . S o c . , 1 3 2 , 3054 (1929). 7 . J a r r e t t , J. H'. , "The Production of Cis- and Trans-Caronic Acids from ■ Delta-3-Carene", Department of Chemical Engineering, Montana State University, (1968). 8. Reid, H". G., U. S. Pat. 2517351, (Aug. I, 1950). 9« Morris, R. E., Hollister, J. W., Rubber A g e , 20, 195-203, ■(1951) • 10. Kyrides;, U. S. Pa. 2073938,. (Mar. 1 6 , 1 9 3 7 ) . 11.. Muir, W. M., Encyclopedia of Chemical Technology, "Acids, Dicarboxylic", 240-754, (1963 Edition).. 12. Simorisen, J. L., Jour. C h e m . S o c . , 1 1 7 , 570, (1920.) . 13. Schetelich, A.-A., Betts, J. L . ,’ U. S. Pat. 28834l6, (Apr. 21, 1959): 14. Heuter ,-R., Hen t s c h e l , K., C h e m . Abs -. V o l . 54., (i960). 15. H a K a n i s h i , S., C h e m . A b s . V o l . 58, (1963). 16. Ball, D. L., H a r r i s , W. E., J o u r . Gas C h roma. , V o l . 5., (1967). 17. "Handbook of Chemistry and Physics", 48th Ed. , Chemical Rubber Publishing Company (1967- 68). •l8. Berg, L., "Aseotrcpic Distillation", Department of Chemical Engineering, Montana State University, (1948).. 19. Bellamy, L. J . , . "The Infrared Spectra of Complex M o lecules", Wiley and • Sons, Incorporated, H e w Y o r k , (1958)• 3 N378 0379 cop.2 Gharng, Tom Ting Preliminary investi­ gation of caronic acid esters NAMft AKip'Abowgas W 37 8 ^ 3 7 9 C o p Gl