Proceedings of 9th Asian Business Research Conference

Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
Improving FTT by Using PDCA Cycle in RMG Sector- A Case Study
*Md. Muzahidul Islam, *Syed Anwarul Islam, *Tanvir Ahmed and **Md. Mosharraf
Hossain
In a competitive world most desirable goal is best quality, shortest lead time and lowest cost. For all three aspects burning issue is reducing rework and improving quality. Lack of proper methodology and scientific solution every sector face same type of problem in a regular interval. Most of the cases try to find out the short term solution by trial and error basis without finding the root causes. In this study, problem solving tools are used to identity and reduce the causes, sub-causes, root- cause to improve First Time Through (FTT). In Bangladesh RMG sector contribute 78% export earning within total earnings in 2012. To achieve the competitive advantage, it is essential to improve FTT level. This study has been done in a multinational RMG manufacturing company for improving FTT level through PDCA cycle by using different tools and technique. On the basis of raw data present FTT situation are analyzed and set the long term target. For achieving the long term target identifies the major defects, which contribution is
80% of total defect by Pareto analysis. Uncut thread, spot, Bottom hem and waist band are identified as a top defects. Brainstorming session was done for identifying the possible causes along the bottom hem defects. Causes are classified into four categories like Man, Machine, Material and Method by cause effect diagram (Fish bone diagram). To improve bottom hem process form a team from different department’s people as a QC circle. Set an action plan by involving the team member inclined to causes and sub-causes with a completion date. Set two lines as pilot for bottom hem process. Bottom hem related process are studied and developed also set the Standard Operating Procedure (SOP) for the process.
Comparing the result with short term target and counter measure the current bottom hem defect status, it is observed that Bottom hem defect has been decreased to 52.62% and the FTT level is increased.
Keywords: FTT, PDCA, Cause Effect Diagram, SOP, Root Cause Analysis.
1. Introduction
RMG sector contribute large portion compared to the other sectors in Bangladesh. In most cases the First Time Through (FTT) is less than 80% which is one of the major possible causes for back tracking and increased lead time. Due to price competition with better quality and shortest lead time, this sector is facing heat to fulfill customer demand properly. To remain competitive it is essential to improve the operations. Reducing the defect quantity FTT can be increased eventually backtracking and lead time will be reduced. It is required to do root cause analysis to identify the problem areas and possible causes to develop SOP for entire process.
___________________________________________________________________________
*Md. Muzahidul Islam, LEAN Implementation Project, FCI Group, DEPZ ext. area, Savar, Dhaka-1349. Bangladesh.
Email: muzahid@talismanbd.com
**Syed Anwarul Islam, Planning Division, Hatil Complex Ltd., Dhaka-1216, Bangladesh. Email: rony.iperuet@gmail.com
*Tanvir Ahmed, LEAN Implementation Project, FCI Group, DEPZ ext area, Savar, Dhaka-1349.
Bangladesh.
***Md. Mosharraf Hossain, Department of Industrial and Production Engineering, Rajshahi University of Engineering and
Technology, Bangladesh, Corresponding Author, Email: mosharraf80@yahoo.com
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
2. Background
Shewhart first proposed a business philosophy called as the Continuous Quality Improvement
(CQI) approach in 1931 (Barron, n.d.). It is a process of constantly introducing small incremental changes in order to improve quality and/or efficiency. A commonly used problemsolving process model consists of: (1) problem definition; (2) problem analysis; (3) generation and selection of solutions; (4) testing and evaluation of solutions; and (5) development of new routines (MacDuffie 1997). A comprehensive overview of the history and evolution of the CQI methodology can be found in many articles. In the 1950s, one of William Edwards Deming adapted Shewhart‟s four-phase, fact-based approach, subsequently known as Deming‟s PDCA
Cycle: Plan; Do; Check; Act. The PDCA cycle rests on the collection of facts and the analysis of objective data (Bhulyan and Baghel, 2005). The four phases can be defined as Plan = Define purpose, goals and objectives; Collect data, Do = Identify needs; Propose change; Implement,
Check = Monitor, evaluate and analyze change; Compare old and new data and Act = Adjust strategies for improvement; Refine and reinstitute (Brown and Marshall, 2008). Total Quality
Management (TQM) practices create positive learning environments by providing workers with a rich and diverse set of learning tools and repeatedly encouraging them to reexamine their work processes (Hackman and Wageman 1995). PDCA cycle is similar to step-wise models of problem solving (Choo et al. 2007). RMG sector in Bangladesh is behind in using quality improvement techniques compared to global industries. During visit to several companies it is found that they are either considering or at early stages of implementing modern techniques.
Talisman Ltd., one of the sister concern of FCI Group which is a UK based bottom woven multinational company, is no different. Total FTT of Talisman Ltd is 26% with 9 inspection points that means 74% product not passed first time, need rework or repair. Within 9 inspection points sewing section is vital where most of the problems are generated. Sewing section FTT is
51.47% that means defect percentage is 48.53%. Last 14 years FCI Group faces 50 to 55% defects in sewing section. For that‟s reason rework percentage is high which increase process bottlenecks, cost, lead time. So it was required to address the problem.
3. Methodology
PDCA cycle technique is used to identify the problems. First a section of a factory is chosen for initial study. For this particular section defect areas are identified. Then brain storming is done through different level of management. Standard of practice (SOP) is developed for the processes and this SOP is implemented. The results before and after implementation of SOP are compared.
4. Data and Result
For identifying the process which produces the maximum number of defects, data are collected from output quality checking table of 20 lines in Talisman Ltd by using a defect check list from
1
1 st st
to 16 th
February. By pareto analysis find out process which produce 80% of the total defect. two are mainly disciplinary problem that‟s why 3 rd
problem are selected and this is Blind Hem process defect.
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
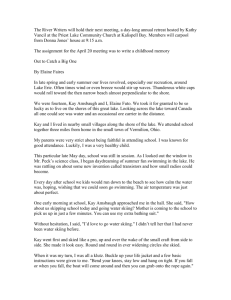
Figure1: Defects before Implementation of SOP
Then blind hem process is analyzed which defects ‟ impact is high. From that it will show that
Skip Stitch, Broken Stitch,
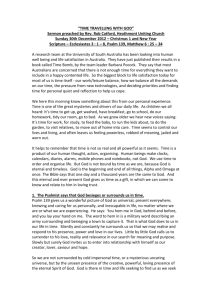
Loose Tension‟s impact is more. Through brainstorming causes are identified and provided in fish-bone diagram.
MAN MACHINE
1. Uncut O/L thread before blind hem
9. Wrong threading system 7. Wrong stitch tention
25. Needle is not adjust according to fabric
3. M/c adjustment not happening properly
5. Every 5 pcs should check 1pcs by operator not done
11. Wrong bobin tention in s/n m/c in bottom hem operation
10. Uns ki l l ed opera tor
26. Not using skilled mechanic for machine setup 23. Lack of perfect thread tention at bottom hem
17. La ck of a wernes s a bout method
42. Blind hem Machine speed not in standard level
29. Not proper SPI in bottom hem operation
Bottom Hem Quality High
Rejection
32. Not proper method i n i roni ng bl i nd hem opera ti on
4. Needl e cha nge i s not ha ppeni ng a ccordi ng to s ta nda rd
50. Bl i nd s ti tch proces s not i n end of a l l proces s
19. Proces s qc not proper educa ted a bout bottom hem checki ng proces s
14. Blind stitch damage by using sucking m/c
27. Hel per when cuti ng threa d cut the s ti tch a t bl i nd hem opera ti on
40. Incorrect pa ttern offer by CAD dept.
21. Al a wys s ti tch not overl a p more tha n 2 cm a t bl i nd s ti tch
28. Al l owa nce not even a t bottom hem
15. Ski p s ti tches due to s top m/c a t s i de s ea m or i ns ea m joi n
2. Improper Ha ndl i ng
12. Improper check of m/c before rel ea s e to producti on
6. Wrong threa d us e
34. Not us i ng s uffi ci ent qua l i tyful threa d
METHOD MATERIAL
Figure2: Fishbone Diagram for Bottom Hem Defects
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
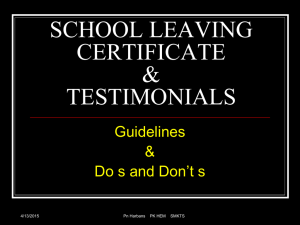
Before
After
Figure 3: Action Plan
Two sewing lines are selected as a pilot in “Do Stage” to improve the upper causes. Some processes were modified and improved. After one week the defects of blind hem and productivities of the pilot lines were analyzed again.
Table1: Defects at selected Lines
Line 3 Line 4
Average
Btm
Hem
Defect
Average
Total
Defect
6
3.4
106
101
Btm
Hem
Defect
%
5.66
3.37
Average
Good
Pcs
1001
1108
Average
Btm
Hem
Defect
Average
Total
Defect
Before 13.33
After 6
88
92.4
Btm
Hem
Defect
%
15.15
6.49
Average
Good
Pcs
630
955
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
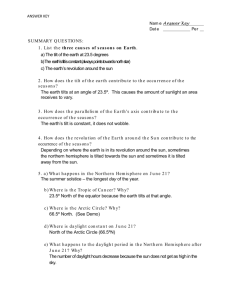
Figure4: Defects at selected Lines
By team effort defects of Blind Hem are reduced by 50% and productivity also improved by
11%. Trend line shows the decreasing rate of blind hem defect of Line 3 and 4. After one month blind hem defect come down to 5 th
position from 3 rd
.
Figure5: Defects at Selected Section after Implementation of SOP
SL. NO.
ACTIVITES
1 Blind Hem Over Lock
2
Needle Change at Blind
Hem Machine
3 Blind Hem M/C Speed
4 SPI of Blind Hem
STANDARD OPERATING PROCEDURE (SOP)
BLIND HEM PROCESS
MACHINE STANDARD PROCEDURE
3 TOL
Air Line Attach to the Pressure Foot
Area
BENEFITS
Cut The End Thread & Remove Loose
Thread
BLS 1 to 2 Times in a Day Reduce Skip Stitch & Needle Mark
REMARKS
Based on Fabric
Less Chance to Skip Stc BLS
BLS
Machine Speed 1500 to 2000 rpm
Stitch Per Inch: 4 to 6 Customer Specification
5
6
Hem Allowance
Blind Stitching
BLS
BLS
Use a Guide for Uniform Allowance Good Quality and Symmetric
Start Stitching Before 2 cm of Seam joint and End After 2 cm of Same Seam
Less Chance to Open and Skip Stc
7
8
9
10
Operator Checking System BLS
Blind Hem Check By QC
Ironing Method
Thread Sucking at
Garments
Iron
One Piece Check with in Five Piece Control Quality at Source
Smoothly Observe & Inspect, Not Pull the
Blind Stc
Less Chance to Tear
Iron Smoothly in Froward Way, no
Backward Motion
Less Chance to Tear the Blind Hem
Stc by Iron Plate
Sucking M/c Put W/ B to M/C inside not Hem in No Chance to Tear Hem Stc
Minimum 4cm Overlap in Straight Way
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
Standard Operating Procedures (SOP) for the processes are developed from the most effective action plan to achieve desired quality level. SOP was forwarded to other sections for sustainability. By maintaining SOP in all Lines of Talisman Ltd, Blind Hem Defect rate is decreased gradually and FTT trend is increased.
Figure 6: FTT and Defect Trend
5. Conclusion
It is evident from the study that by analyzing the data available within a company with the help of various quality tools managers make better decisions. Management can focus their attention most in that particular source of defect. There are several factors which attributes for achieving lower FTT. Categorizing the various causes for improving quality with tools such as Fishbone
Diagram could help First Time Through to implement continuous quality improvement. The identification of the vital few cause could help the organization to focus the resources on the causes which has significant effect on improving quality. The use of collective opinion method and supporting with questionnaire data could be essential in order to come up with the accurate root causes. The trend of FTT of Talisman was increased from 26.04 to 36.05 by four months as well as trend of Blind Hem Defects was significantly decreased due to proper application of
Standard Operating Procedure in each production line. Total FTT improvement percentage is
38.44.
Acknowledgement
Special thanks to Talisman Ltd. who agreed to work on their FTT problem area and given opportunity to improve the factory environment
Proceedings of 9th Asian Business Research Conference
20-21 December, 2013, BIAM Foundation, Dhaka, Bangladesh ISBN: 978-1-922069-39-9
References
Barron, P. (n.d.). Deming Cycle-PDCA Cycle-Shewhart Cycle Proven for Continuous
Improvement. Retrieved Feb. 15, 2007 from http://www.change-management consultant.com/deming-cycle.html.
Bhulyan N and Baghel A 2005, „An Overview of Continuous Improvement: from the Past to the
Present
‟,
Management Decision , Vol.43, No.5, pp761
–771.
Craft RC and Leake C 2002, „The Pareto Principle in Organizational Decision Making‟,
Management Decision, Vol.40, No.8, pp729
–733.
Goetsch DL and Davis SB 2006, „Overview of Total Quality Tools and Quality Management:
Introduction to Total Quality Management for Production, Processing, and Services . Fifth
Edition, Pearson Prentice Hall.
Jha S, Noori H and Michela JL 1996, „The Dynamics of Continuous Improvement – Aligning
Organizational Attributes and Activities for Quality and Productivity
‟,
International Journal of Quality Science, Vol.1, No.1, pp19 –47.
Seaver M and Gower 2003, „Handbook of Quality Management‟, Third Edition, Gower
Publishing Ltd.,England.
Sokovic M and Pavletic D 2007, „Quality Improvement - PDCA cycle vs. DMAIC and DFSS ‟,
Journal of Mechanical Engineering, Vol.53, No.6, pp369 –378.