1 D F
advertisement

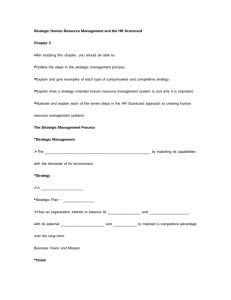
11 Section WARWICK MANUFACTURING GROUP Product Excellence using 6 Sigma (PEUSS) DFSS Scorecards Warwick Manufacturing Group DFSS SCORECARDS Contents 1 Introduction 1 2 Example of scorecard 2 3 Lessons from performance scorecard example 6 Copyright © 2007 University of Warwick Warwick Manufacturing Group DFSS scorecards Page 1 DFSS SCORECARDS 1 Introduction The DFSS Product Scorecard is an approach for collecting, displaying, and analyzing the facts around a design in order to predict future performance and to improve upon the initial design. In a scorecard, a comparison is made between the voice of the customer and the voice of the process. The purpose of the scorecard is to help find design solutions to any problems, not culprits! A DFSS product scorecard facilitates bridging customer requirements with product and process performance at all stages of the design process. It is a living document and revised accordingly. Uses of a DFSS Product Scorecard include: • Focus on customer CTQs • Bridge customer requirements and product performance • Predict performance with a statistical model • Optimize design • Recognize missing key issues • Locate areas of improvement • Communicate with all stakeholders • Record design progress • Store learning process Useful questions for using the scorecard include: • What are the customer expectations? • What are the capabilities of the parts, process and product? • What is the current Voice of the Process? • What is the design entitlement? • Have we included all parties and processes? • How can we create a robust design? • Are there any gaps between reality and prediction? • What are the (un)intended consequences? • Can this success can be replicated? Warwick Manufacturing Group Page 2 A product scorecard contains a top level scorecard that is a combination of scores from 4 elements: • The performance sigma scorecard o Contains all important product performance parameters o Lists all customer CTQs o Ensures that the product meets critical customer requirements • The part sigma scorecard o Sigma scores for parts and sub-assemblies used in the product o Contains parts list with defect data in it o Uses it to choose high quality suppliers using DFM principles • The process sigma scorecard o Contains Sigma scores for all processes that are used to build sub and final assemblies o Uses detailed process map o Identifies process capability and improvement opportunities • The software sigma scorecard o Contains all the major steps of the software development phases o Tracks defects in each phase o Computes efficiency in each phase to detect and eliminate defects 2 Example of scorecard Example: Treadmill • Product Specifications: • Gross Weight 31 kg • Dimensions Treadmill: 49 X 20" Track: 43 X 13" Flywheel: 6" diameter Roller: 2.5" diameter Warwick Manufacturing Group Page 3 Handlebars: 1.5" diameter • Weight Limit 250 lbs • Cushioned Track • Motor Rating 13.5 Amp • Peak Power • Speed Range 0-10 mph • Speed Control Rheostat, Safety pull • Console Height 34" • Console Feature Speed, Distance, Time, Calories, Memory • Preset Programs 3 Non Slip, Variable Incline Type DC 5.0 hp Continuous 1.75 hp Increments 8 Major Components 0.10 mph Console Assembly Distance Motor Housing Column Speed Control Knob MAX Speed ON|OFF Handlebars (2) MIN Time Calories RESET Motor Assembly (Inside Housing) Fly wheel Motor Front Pulley Walking Belt Cross Bar Walking Platform Side Rails (2) Back Pulley Frame Assembly All customer requirements should be listed and prioritized before a scorecard is developed for the key customer CTQs. In the treadmill example, we are assuming that this step has already been performed. Since design is an iterative process, the scorecard will be revisited throughout the design process. Warwick Manufacturing Group Page 4 It is important to pay close attention to the data and metrics. Use appropriate distributions, based on research, to reflect likely actual conditions. Use continuous data whenever possible. However, if continuous data is not available, use discrete data. Remember that all continuous data is not normal, although the assumption behind sigma calculations is that data is behaving normally. It is important to verify whether the data is really normal. If it is not normal, normalize it using transformations or at least state the validity of the assumption. The data is usually long-term variation, but this should be verified. If a test is performed under constant controlled conditions, it is more correct to say it is short-term variation. Assume Zst=Zlt+1.5. Select all customer CTQs for the treadmill – List and characterize all critical parameters – Assign metrics and units; no metrics = no improvement – If it is variable data, obtain target and specification limits – Note that there could be only one spec limit – For attribute data obtain target defect level (usually 0) Parameter Metric Unit Data Type Quietness sone Variable Speed change miles Variable Reliability miles Variable Safety # problems Attribute After collecting the data the following results are calculated: Warwick Manufacturing Group Target USL LSL 1.2 0.1 0.2 0.05 300 0 Page 5 mean μ Std. Dev σ Metric Unit LT/ Data Type ST Quietness sone Variable ST 0.8 0.15 Speed change miles Variable LT 0.1 0.06 Reliability miles Variable LT 350 30.00 Safety # problems Attribute LT CTQ Parameter Parameter Metric Unit Data Type Quiteness Speed change Reliability Safety sone mi mi # problems Cont Cont Cont Attb 0.1 0 1 / 100 LT/ ST mean μ 1.2 ST 0.2 0.05 LT 300 LT LT 0.8 0.1 350 Target USL LSL Defect Level Std. Dev σ 0.15 0.06 30 Z Z USL LSL Total DPU Yield RTY 2.05 N/A 2.01E-02 0.98008 1.67 0.83 2.50E-01 0.77871 N/A 1.67 4.78E-02 0.95333 1.00E-02 0.99005 3.28E-01 0.72034 Total Number of Parameters Avg Defect per parameter Avg Yield per parameter Avg Parameter LT Sigma Avg Parameter ST Sigma 4 0.0820 0.9213 1.4136 2.9136 Questions to help interpret the scorecard – Is our ST sigma value (2.9) competitive? • Refer to benchmarking and QFD to compare our performance – What are the drivers for this performance? – What parameters perform best? Worst? • – Speed Change needs to be improved. Quietness is the best. Have we reached our entitlement sigma level? • We do not know yet. If we can achieve the same level as quietness our ST sigma would be around 5. But is it realistic? – Any design tradeoffs possible to improve it? – How critical are they for our customers? • May want to shift efforts after checking QFD for CTQ priority Warwick Manufacturing Group Page 6 – How can I make a cost based analysis? – A Scorecard facilitates disciplined design iteration 3 Lessons from performance scorecard example All customer requirements should be listed and prioritized before a scorecard is developed for the key customer CTQs. In the treadmill example, we are assuming that this step has already been performed. Since design is an iterative process, the scorecard will be revisited throughout the design process. It is important to pay close attention to the data and metrics. Use appropriate distributions, based on research, to reflect likely actual conditions. Use continuous data whenever possible. However, if continuous data is not available, use discrete data. Remember that all continuous data is not normal, although the assumption behind sigma calculations is that data are behaving normally. It is important to verify whether the data is really normal. If it is not normal, normalize it using transformations or at least state the validity of the assumption. The data is usually long-term variation, but this should be verified. If a test is performed under constant controlled conditions, it is more correct to say it is short-term variation. Assume Zst=Zlt+1.5. For more information on balanced scorecards see Paul Roberts leadership and excellence module. Warwick Manufacturing Group