AN ABSTRACT OF THE THESIS OF Master of Science Michael Milota
advertisement

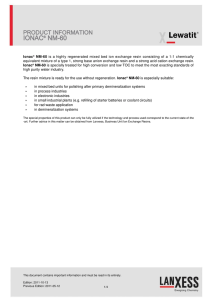
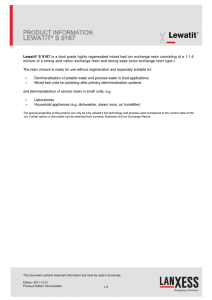
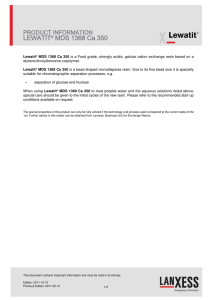
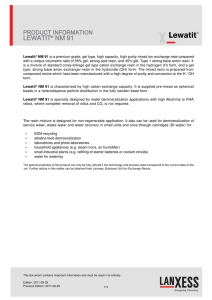
AN ABSTRACT OF THE THESIS OF Michael Milota in Forest Products Title: Master of Science for the degree of presented on August 7, 1980 THE EFFECTS OF DIISOCYANATE-POLYOL RESINS ON THE PROPERTIES OF PARTICLEBOARD Redacted for privacy Abstract approved: James B. Wilson The ability of the resin to deform plastically can be an important factor when considering the mechanical properties of particleboard. Between resin droplets there exists an unbonded region that forms the surface for a crack. When particleboard is deformed stress concentrations develop at the crack tips in the voids. A resin that deforms plastically may help to redistribute the stress. Through this process energy would be absorbed and a stronger board realized. Urea- and phenol-formaldehyde resins currently used in the particleboard industry are believed to be brittle and unable to perform in this manner. In addition, urea-bonded particleboard releases formaldehyde, which has been increasingly under attack as a health hazard, whereas, isocyanate bonded boards have no record of toxic emissions. This research is designed to utilize agents for crosslinking and plasticizing to develop diisocyanate-polyol resins of varying mechanical properties, make boards with these resins and establish relationships between the resin and board properties. The resin components used in this study include a polymeric diisocyanate (PMDI), a triol (Triol), ethylene glycol (Eg), and three polyethylene glycols with molecular weights of 1000, 1450 and 3200 (Peg 1000, Peg 1450 and Peg 3200). The PMDI was mixed in varying proportions with one or more of the polyols to make a resin to produce particleboard. The internal bond, modulus of rupture (dry and boiled), modulus of elasticity, work to maximum load, linear expansion, fracture toughness and thickness swell of the particleboard were tested. The board properties resulting from the various resins were compared to one another and to the resin fracture energy. Improvements of up to 26 percent for internal bond and nine percent for modulus of rupture were obtained when Peg 1000 was added to unmodified PMDI. The greatest increase in properties occurred when the PMDI/Peg 1000 equivalent ratio was 6/1 or 12/1. Increasing the polyol molecular weight, while maintaining a constant PMDI/polyol equivalent ratio of 12/1, increased the board properties. When the polyol was changed from Eg to Peg 1000, internal bond increased 30 percent and modulus of rupture increased 29 percent. Using Peg 1450 to further increase the polyol molecular weight caused a slight decrease in most properties in comparison to Peg 1000, however, they were superior to those obtained when Eg was used as the polyol component. The resin fracture energy increased with increasing polyol molecular weight. Combinations of three polyols, Eg, Peg 1000 and Triol, at a constant PMDI/polyol equivalent ratio of 12/1 were examined and in some cases more than one polyol as the polyol component yielded better board properties than a single polyol. Crosslinking with Triol and plasticizing with Peg 1000 generally improved the strength characteristics of the board. THE EFFECTS OF DIISOCYANATE-POLYOL RESINS ON THE PROPERTIES OF PARTICLEBOARD by Michael Milota A THESIS submitted to Oregon State University in partial fulfillment of the requirements for the degree of Master of Science Completed August 7, 1980 Commencement June 1981 APPROVED: Redacted for privacy Associate Professor of Forest Products in charge of major Redacted for privacy Head of Department of Forest Products Redacted for privacy Dean of Graduate Scho A Date thesis is presented Typed by Linda S. Crooks for August 7, 1980 Michael Milota COMMITTEE MEMBERS Redacted for privacy James B. Wilson (Major Professor) Redacted for privacy Donald R. Langmo (Graduat Representative) Redacted for privacy Murray Laver r Redacted for privacy Timotfiy C. Kennedy ACKNOWLEDGEMENTS Appreciation is due my major professor, Dr. James B. Wilson, for being an unfailing source of encouragement and constructive advice. Without Jim this project would have never been completed. A thank you is also extended to Dr. Murray Laver for his significant contribution to the success of this research. I would like to express appreciation to the other members of my committee, Dr. Timothy C. Kennedy and Dr. Donald R. Langmo, and to my department head, Dr. Helmuth Resch for doing so well their parts in helping me complete the graduate program. Lastly I find it hard to express my gratefulness to my mother Anne Milota (1927-1980) and to my father C. A. Milota who have unselfishly given SO much to me. TABLE OF CONTENTS INTRODUCTION TV. OBJECTIVE 3 LITERATURE REVIEW Isocyanates Historically Preparation Reaction Use of Isocyanates with Wood Adhesive Mechanical Properties Testing Adhesive Properties 4 4 4 5 6 6 9 11 PROCEDURE Obtaining Materials Resin Formulation Making the Particleboard Cutting Diagram Static Bending Boiled NOR Test Fracture Toughness Internal Bond Linear Expansion and Thickness Swell Resin Properties Statistical Treatment 15 15 15 RESULTS 29 DISCUSSION 37 CONCLUSIONS 56 BIBLIOGRAPHY 57 APPENDIX A 61 APPENDIX B 62 19 20 22 22 23 23 25 25 27 LIST OF FIGURES Page Figure 1 Tapered double cantilever beam specimen 14 2 Board cutting diagram 21 3 Fracture toughness specimen attached to metal blocks 24 4 5 6 7 8 9 10 11 12 13 14 15 NOR, ratio a, MOE and WMI versus PMDI/Polyol equivalent 38 Fracture toughness, boiled NOR, linear expansion and thickness swell versus PMDI/Peg 1000 equivalent ratio 39 Hypothetical adhesion and cohesion versus PMDI/ Polyol equivalent ratio 41 NOR, MOE, IB and WML versus polyol component of varying molecular weight 42 Fracture toughness, boiled NOR, linear expansion and thickness swell versus polyol components of varying molecular weight 44 Resin fracture energy versus resins with polyol components of varying molecular weights 45 NOR, IB, MOE and WML versus equivalent percents of polyol components 47 Fracture toughness, boiled NOR, linear expansion and thickness swell versus equivalent percents of polyol components 48 Resin fracture energy versus the equivalent percents of the resin polyol components 49 Resin fracture energy versus the equivalent percents of the resin polyol components 51 NOR, IB, MOE and WML versus equivalent percents of polyol components 53 Fracture toughness, boiled NOR, linear expansion and thickness swell versus equivalent percents of polyol components 54 16 Resin fracture energy versus the equivalent percents of the resin components 55 LIST OF TABLES Page Table 1 Proportions of resin components 17 2 Boardmaking data; resin viscosity and temperature and board density at 72°F and 65 percent relative humidity 18 Board properties obtained by changing the polyol component from Peg 1000 to Triol 30 Board properties obtained by changing the polyol component from Eg to Triol 31 Board properties obtained by changing the polyol component from Eg to Peg 1000 32 Board properties obtained by changing the isocyanate to polyol ratio 33 Board properties obtained by varying the polyol molecular weight 35 Resin fracture energies obtained from tapered double cantilever beam test 36 3 4 5 6 7 8 THE EFFECTS OF DIISOCYANATE-POLYOL RESINS ON THE PROPERTIES OF PARTICLEBOARD I. INTRODUCTION Often, by choice, two or more dissimilar materials are used in a composite to achieve a superior property that cannot be attained from the materials individually. Examples of this concept include concrete, reinforced plastics and dispersion hardened metals. In the Forest Products industry, particleboard is one such composite material. The advantages of a composite like particleboard are that the strength reducing growth characteristics inherent in wood are evenly dispersed throughout the product, that any size or shape raw material can be produced, and that the raw material used is compatible with the increasing practice of small-log, short-rotation forestry. Particleboard, however, does not exhibit strength properties as high as solid wood. to two sources. The weakness of particleboard may be attributed First, when two dissimilar materials are joined together, shear stresses develop at the interface when deformation occurs due to loading, drying, or temperature changes. If the shear stress exceeds the strength of either of the materials, failure occurs. Second, between resin droplets at the particle interfaces there exist unbonded regions which form cracks or flaws. The inherent flaws in particleboard are larger than those found in clear-solid wood (Ilcewicz 1980). If the flaw size is larger, the stress concentra- tion is greater, and failure occurs at a lower load level. If a resin could be formulated to increase its ability to deform, the resin-wood boundary conditions would be modified and the interface stresses reduced. This same deformable resin would necessarily be located at the tips of the inherent cracks. At the crack tip, the resin by deforming plastically could relieve the stress concentration, thus arresting crack propagation. This paper studies the properties of particleboard as a function of the mechanical properties of the adhesive. To produce resins with varying mechanical properties a polymeric diisocyanate will be used in combination with various polyols. Isocyanate resin was selected because its high reactivity with hydroxyl groups makes it easy to formulate resins, and because of the recent interest shown by the particleboard industry in isocyanates. The proportion of isocyanate to polyol in the resin mixture will be varied to determine if an optimum proportion of resin components exists. While holding a constant proportion of isocyanate to polyol based on functionality, the polyol molecular weight will be varied and combinations of various dials and triols will be used as the polyol component. The resins will be tested using a crack extension test to obtain the resin fracture energy. This resin property will in turn be compared to the board properties. The board properties examined include modulus of rupture (dry and boiled), internal bond, modulus of elasticity, work to maximum load, fracture toughness, linear expansion and thickness swell. 3 II. OBJECTIVE To develop a series of diisocyanate-polyol resins which, when cured, will have a wide range of mechanical properties. To produce particleboard from this series of resins and establish relationships between the mechanical properties of the resin and the mechanical properties of the board. 4 III. LITERATURE REVIEW Isocyanates The product of isocyanate-polyol reactions, polyurethanes, are They are, one of the latest polymers to gain commercial importance. however, somewhat misnamed as they can neither be derived from or broken down to the monomer urethane (ethyl carbamate). The most common way to prepare a polyurethane is through the polyaddition reaction of a di- or polyfunctional hydroxyl compound with a diisocyanate. This basic reaction can be represented symbolically as 0 It HO-R-OH + OCN-R'-NCO + OCN-R'-NH-C-O-R-O-C-NH-R'-NCO A linear repeating structure, however would not probably occur due to branching on the active hydrogen of the urethane group. Isocyanates are used to produce the urethanes that comprise many everyday items such as the foams and plastics used in the furniture and automobile industries. In this study isocyanates will be used as a particle- board resin, binding wood particles into a urethane matrix. Historically In 1937 research into the use of isocyanates was begun by Professor Otto Bayer and the German I. G. Farbenindustrie. German industries during World War II pioneered the use of urethanes as elastomers, foams, coatings and adhesives. After the war, several U.S.A. companies (Dupont, Monsanto, Goodyear and Lockheed) became interested in these products and developed a similar industry. In 5 1954 the three major suppliers of isocyanates were Mobay, a company formed by Bayer of Germany and Monsanto, National Aniline and Dupont (Saunders et al. 1962). Today, Mobay, Arco, Rubicon, BASF and Upjohn supply most of the isocyanates for the urethane industry. Preparation To date the only commercially important method of preparing isocyanates is by the phosgenation of primary amines (Remirez 1979). R-NH2 + COC12 RNCO + 2HC1 The phosgenation approach is expensive due to a high energy requirement, and has the additional disadvantage that it produces hydrochloric acid as a byproduct. For these reasons it is desirable to find an alternate method of producing isocyanates without phosgene. Arco, in 1977, announced just such a process and expects to be using it commercially by mid-1981 (Remirez 1979). This process, if perfected, could conceivably lead to a substantial reduction in the cost of producing isocyanates. To form a polymeric urethane the isocyanate component must be more than monofunctional. In most cases difunctional isocyanates (diisocyanates) are used. Two common isocyanates used in the urethane industry are 2,4-toluene diisocyanate (TDI) and 4,4'-diphenylmethane diisocyanate (MDI). handling. TDI is very volatile and requires special MDI, although toxic, has a low vapor pressure and with proper ventilation can be used for particleboard. At the present time MDI shows the most promise of any isocyanate for use as a particleboard adhesive (Deppe 1977). Pure MDI is a solid at room temperature but polymeric methylene diphenyl diisocyanate (PMDI) is a liquid and will be used in this study. higher polymers of MDI. PMDI is mostly MDI plus some isomers and The price of PMDI is less than that of MDI. A list of all abbreviations used in the text can be found in Appendix A. Reaction Isocyanate groups react with any active hydrogen, although The hydrogen transfer is not essential for the isocyanate to react. reaction of an isocyanate with an alcohol (including water) is typical of an isocyanate-active hydrogen reaction. The active hydrogen attaches itself to the nitrogen of the isocyanate and the hydrogen active compound attaches to the carbon of the isocyanate. The reaction is usually exothermic, resulting in a stable product. In the case of an alcohol reacting with an isocyanate the stable product is called a urethane. This is the reaction that will occur as the resins cure in this study. In the case of water, an unstable product results (a carbamic acid) and it decomposes to an amine. Use of Isocyanates with Wood Various German and French patents issued in the 1950's and 1960's describe the use of isocyanate resins for the bonding of wood. By 1972, Bayer AG of Leverkusin and Deutsche Novopan Gmb H of Gottingen had developed economical methods for the commercial production of isocyanate-bonded particleboard. After that, in Europe, the use of 7 isocyanate resins for particleboard increased from 35 tons in 1972 to 1500 tons in 1973 (Loew et al. 1974). Isocyanate particleboard resins recently became commercial in the United States with the opening of a particleboard plant by Ellingson Timber Company at Baker, OR. The mechanical and weathering properties of isocyanate bonded particleboard are generally as good or better than boards made in a similar manner with comparable amounts of urea or phenolic resin (Deppe 1971). Internal bond (IB) strengths for 35 lb/ft3 boards range from 60 psi for boards made with one percent resin to 160 psi for boards made with eight percent resin (Loew et al. 1974). Modulus of rupture (MOR) values range from 1800 to 3000 psi for boards with resin contents of one to eight percent by weight. Decay and fire retardants can be added to isocyanate bonded particleboard during manufacture with results that are comparable to phenolic boards treated in the same manner. Urethane groups are believed to be formed between isocyanate groups of the resin and hydroxyl groups of the fibrous cell wall of wood. 2ickerman (1975) reported calorimetric evidence for the forma- tion of primary bonds between an isocyanate and wood, as opposed to electrostatic or secondary forces. Rowell (1975) cites work in which wood was treated with various isocyanates to improve its dimensional stability. The antishrink efficiency of the treatments was attributed to the isocyanate attaching to the hydroxyl groups of the cell wall. The level of toxicity of isocyanate bonded particleboard is of concern to anyone who produces or uses it. The main resin component, MDI, is toxic if the vapor concentration exceeds the threshold limit 8 value (TLV) of 0.02 parts per million (Upjohn Chemical Company 1975). The vapor pressure in a production area can be kept well below the TLV with proper ventilation. A protective vapor mask and gloves should be worn while handling the material. Particleboard bonded with MDI, on the other hand, has no record of releasing harmful vapors during service. This is a favorable property when compared to urea- formaldehyde particleboard from which formaldehyde is released The combustion gases throughout the life of the board (Johns 1979). released from burning isocyanate particleboard do not differ in toxicity from the combustion gases associated with phenolformaldehyde bonded particleboard (Deppe 1977). Some production problems are encountered when using isocyanate resins. Isocyanates stick tenaciously to almost anything, including metal caul plates, no completely effective release agent has been developed. U.S. Patent 3,870,665 (Diehr et al. 1975) covers several release agent formulations which catalyze the formation of isocyanurates from isocyanates to prevent sticking. Teflon caul plates and phenolic resin in the outer board layers have been tried with only limited success (Deppe 1977). Ellingson Timber Company uses veneer on the outer surfaces of the board to prevent sticking in their product, Elcoboard. by isocyanate resins. that uses cauls. Another problem is the lack of tack displayed This limits their use to a production line Clean-up is a much more difficult task when using isocyanate resins since they react with water to form hard, crystalline amines. For this reason, acetone must be used to clean equipment during a mill shut-down. Some work has been done to make isocyanate 9 resins water emulsifiable (Johnson et al. 1976). These resins, however, tend to have a reduced potlife. Adhesive Mechanical Properties The molecular structure of an adhesive is ultimately going to determine its mechanical properties. Some molecular characteristics which affect mechanical properties are molecular weight, degree of crosslinking, stiffness of unit chains, intermolecular forces, crystallization and ease of chain segment rotation. Molecular weight, or degree of polymerization, plays an important role in determining the bending, impact, and tensile strengths and abrasion and tear resistance of polymers. Up to the critical degree of polymerization no significant strength exists. The critical degree of polymerization is 50 to 100 for most polymers. After the critical degree of polymerization is exceeded the strength properties increase sharply at first and then become constant as the degree of polymerization reaches 300 to 400 (Mark 1979). The molecular organization of a polymer will have a large affect on its properties. Secondary molecular forces include hydrogen bonding, dispersion (London) forces and the interaction of permanent dipoles. These are weaker than primary bonds and are more readily affected by temperature and stress. The intermolecular attractive- ness of secondary bonds is reduced by steric hindrance, like charges, or anything that tends to increase intermolecular distances. Dispersion forces act between all molecules due to a resonance between virtual dipoles. Virtual dipoles arise because of the randomness of 10 They account for 75 to 100 electron location in the orbitals. percent of the total molar cohesion, the force that holds molecules together. The presence of a permanent dipole determines whether a molecule is polar. Alignment of regular repeating structures leads to crystallinity of the polymer and increased secondary forces. If secondary forces are too great the polymer lacks flexibility, and if there are not enough interacting groups, the material will be weak. If primary bonding sites are available between molecular units, crosslinking will result. This can cause a crystalline material to become more elastic, and a soft material to become more brittle (e.g. the vulcanization of rubber). Molecular organization pertains to orientation, crystallinity and crosslinking (Mark 1979). Varying the amount of rigid versus flexible parts of a molecule will affect the mechanical properties of the polymer comprised of the molecule. The urethane polymers used in this study contain ether groups which are flexible, and aromatic groups which are rigid. Strong intermolecular forces are present with urethane groups while only moderate intermolecular forces are present with aromatic groups (Saunders 1962). Seefried et al. (1975) used polycaprolactone diols of varying molecular weights in combination with MDI to produce a series of urethane elastomers. Polycaprolactone diol, the soft or plasticizing segment, was used to impart elastomeric character to the polymer. Soft segment crystallization occurred when the molecular weight of the diol was greater than 3000. As the molecular weight of the polycaprolactone decreased, ultimate elongation decreased and hardness increased. Other properties showed no constant trend. When a hard segment, 1,4-butane diol, was varied these trends reversed and, 11 in addition, tensile strength decreased as the amount of hard segment increased. When TDI was used instead of MDI the polymers exhibited lower strength properties. Testing Adhesive Properties The engineering of adhesive properties became increasingly important when adhesives capable of bonding metals were developed for the production of lightweight aircraft parts. In tests done on ten adhesives by Kuenzi et al. (1963), aluminum tubing was glued end-toend and tested in torsion to determine the shear modulus, modulus of elasticity, Poisson's ratio, shear and tensile stress strain curves and shear and tensile strengths. They found that the less rigid ad- hesive had greater resilience in elastic behavior than the more rigid adhesives, but the work to failure showed no trend. Adhesive joints in wood can be weakened or destroyed by the shrinking and swelling of the adherend, especially at large grain angles. There are two ways to combat this, use an adhesive that is very rigid and restricts the swelling or use a flexible adhesive that can deform with the wood. With the former, the stress concen- tration at the wood-resin interface may exceed the strength of the adherend causing it to fail. Simpson et al. (1968, 1970) tested cast films produced from epoxy resins containing varying amounts of flexibilizer. Flexibilizer is a seldom used term in the plastics industry for an additive which makes a resin or elastomer more flexible (Whittington 1968). With an increase in the proportion of polysulfide flexibilizer, the maximum stress and modulus of elasticity decreased 12 in a linear manner. The strain at failure and work to failure both increased with flexibilizer content. This study demonstrated that the properties of adhesives can be manipulated for a required mechanical performance. Krueger et al. (1964, 1965) reported three techniques for determining the mechanical properties of an adhesive; stress relaxation at a constant strain, shear modulus at a given strain rate, and creep at a constant stress. All three techniques used a small segment of adhesive film in a joint and recorded the deformation photographically. In other work, Krueger (1966) studied the effects of glueline thickness, wood density and adhesive flexibility on the strength of an epoxy-polysulfide adhesive subjected to moisture changes. The density of the lumber appeared to contribute the most to the strength loss. A flexible, strain-absorbing adhesive had beneficial effects, especially where the grain of the adherends were at large angles. Mijovic et al. (1979a, 1979b) used a tapered double cantilever beam specimen (TDCB) for testing the fracture energy of adhesives as related to the resin postcure time and wood grain angle. Problems associated with testing adhesives in tension or shear exist because the adhesive is strongest in these properties and wood failure occurs. The most stringent condition occurs when the adhesive bond is loaded in cleavage, the condition used in the fracture mechanics approach. For the TDCB test the critical strain energy (GIc) is derived as a function of the load necessary for crack extension (P), the crack length (a), the width of the beam (b), and the specimen compliance (C) according to the following formula: 13 G = X P2 2b 3a A diagram of the specimen can be found in Figure 1. By tapering the homogeneous, isotropic specimen and using strength of materials formulae, the compliance can be made to vary linearly with "a" so that aC/a is a constant. Thus the formula for G 4P It then becomes necessary to only measure P. c becomes: 2 GIc = Eb2 where in is a constant dependent on specimen geometry. 10 Isocyanate glneline Resorcinol gluelines 5.8 2.2 6.6 Figure 1. Tapered double cantilever bean specimen. All dimensions are in inches. 15 IV. PROCEDURE Obtaining Materials Approximately 750 pounds of dried Douglas-fir [Pseudotsuga menziesii (Mirb.) Franco] particles were donated for this study by the Duraf lake Division of Willamette Industries at Millersburg, Oregon. The PMDI resin component, Isonate 143L, and a triol, Isonol 93, were donated by the Upjohn Company of La Porte, Texas. Other chemicals, such as the polyethylene glycols, were obtained from chemical supply dealers. Resin Formulation To produce the various boards needed for this study it was necessary to formulate 18 different resins. In preliminary work, prepolymers were prepared in a standard resin kettle equipped with a heating mantel, nitrogen purge, and mechanical stirrer. From the prepolymers prepared in the kettle, resins were formulated with only limited success. In some cases a high viscosity prevented the resins from being sprayed on to the particles and in other cases the prepolymer was unstable and its viscosity increased with time, making it impossible to make and use the same resin twice in exactly the same way. During this preliminary work it was noted that at temperatures well below those encountered during hot pressing, the resin components reacted very rapidly. With this in mind, the resin components were mixed together and sprayed on the particles, assuming that they would react during the press cycle to cure the board and 16 form a polymer. No difference in properties was found between boards made with a cooked resin and boards made with the uncooked resin components, therefore cooking was eliminated as a step in resin formulation. Due to a short pot life the 18 resins used in this study were mixed immediately prior to furnish blending. The ratios of the resin Some resins are deleted from the components can be found in Table 1. table since they were unusable or unsatisfactory as particleboard resins. In the table, the first number is the equivalent proportion of a resin component. The number in parenthesis is the weight fraction based on a total resin weight of 1000 units. An equivalent proportion is based on the functionality of the components. For example, a 12/1 equivalent ratio would mean that there are 12 NCO groups for each hydroxyl group in the resin. The PMDI component, 1431, was added to a Waring blender and to that the polyol component(s) was added. The mixture, which was only slightly miscible, was mechanically agitated for 15 seconds with the blender on high speed. vided for intimate mixing of the resin components. This pro- The viscosity and recorded temperature of each resin are given in Table 2. Viscosities were measured using a Brookfield spindle-type viscometer. In general, the resins containing greater amounts of high molecular weight polyols had higher temperatures and viscosities. In some cases the mixture would change from a translucent yellow to an opaque white indicating that a reaction was taking place. This was generally observed with the polyethylene glycols as they were heated to the liquid state prior to mixing. When a polyethylene glycol with a molecular weight of 3200 (Peg 3200) was mixed with PMDI a rapid 17 Table 1. Proportions of resin components. The first value is the equivalent proportion, the second is the weight proportion based on a total weight of 1000 units. Resin Isocyanate Number' 1 12 (982) Ethylene glycol 1 (18) 12 (775) Polyethylene glycol 1000 - (-) Triol - Polyethylene glycol 1450 (-) - (-) - (-) (-) 1 (225) - (-) 3 12 (951) - (-) - (-) 1 (49) - (-) 4 24 (866) 1 (8) 1 (126) - (-) - (-) 5 24 (854) - (-) 1 (124) 1 (22) - (-) 6 24 (966) 1 (8) - (-) 1 (26) - (-) (-) - (-) - (-) - (-) (-) - (-) 1 (296) (87) 1 (15) - (-) 10 1 (1000) 11 12 (704) - (-) 12 36 (893) 1 (5) 1 13 3 (463) - (-) 1 (537) - (-) - (-) 16 6 (633) - (-) 1 (367) - (-) - (-) 18 24 (873) - (-) 1 (127) 19 48 (932) - (-) 1 (68) 20 96 (965) - (-) 1 (135) (-) (-) - (-) - (-) - (-) - (-) 1Resins 7, 8, 9 and 14 are not included since they did not produce satisfactory particleboard. 18 Table 2. Board Numberl Boardmaking data; resin viscosity and temperature and board density at 72 F and 65 percent relative humidity. Viscosity, Centipoise Temperature, F Board Density, 1bs/ft3 1 60 72 40.3 2 78 80 40.3 3 69 72 39.6 4 62 69 40.5 5 75 86 40.0 6 68 72 39.8 10 61 68 40.7 12 57 82 40.2 13 130 130 37.7 16 70 115 38,3 18 75 95 37.8 19 69 90 38.0 20 65 92 37.5 'Resins 7, 8, 9 and 14 are not included since they did not produce satisfactory particleboard. 19 reaction occurred, causing the resin to foam over the side of the beaker and rapidly increase in viscosity. Making the Particleboard The moisture content of wood furnish can be adjusted during blending by adding water to the resin. When using nonemulsifiable isocyanate resins it is necessary to keep the resin and the application equipment dry. For this reason the moisture content of the furnish was adjusted prior to blending. An air spray gun and a drum blender were used to add water to the furnish to obtain a nine percent moisture content (oven dry basis). The wood furnish was then stored in plastic bags until needed. Blending the wood particles and the resin was accomplished using a four foot diameter drum-type blender. An air spray gun was mounted horizontally in the center of the drum which rotated in a vertical plane at 35 rpm. With 4.1 pounds of furnish, 0.21 pounds of resin were added to the blender. This provided a sufficient amount of wood and resin for two boards plus 15 percent to make up for blender loss. The time to spray on the resin was recorded and the furnish was allowed to tumble for an additional two minutes to possibly improve the resin distribution. To form the mat, the furnish was sprinkled by hand onto a caul plate surrounded by a deckle box. This allowed the particles to lie in a horizontal plane with a random orientation. By forming the material into a mat of uniform thickness, a board of uniform density was produced. The target density was 40 lbs/ft3 with a board thickness 20 of 1/2 inch. The actual board densities, based on the volume and weight at 72°F and 65 percent relative humidity, are given in Table 2. A sheet of aluminum foil was included between caul plate and the mat. This was done to prevent the caul plates and the board from sticking together since isocyanate resins stick tenaciously to metal platens (Mobay Chemical Company 1978). After pressing, the aluminum foil was peeled (not easily) from the board. A press temperature of 350°F was used to cure the resin. The press closing time, the time from the beginning of mat compression until the press meets the stops, was 30 seconds. The pressure was maintained (after press closing) at 720 psi for 30 seconds, after which the pressure was reduced, over a period of 30 seconds to 250 psi. This pressure was held for four minutes and then released, again over a period of 30 seconds. After pressing the boards were marked and placed in a conditioning room at 72°F and 65 percent relative humidity for three weeks. Under these conditions the boards reached an equilibrium moisture content of about seven percent. Cutting Diagram After conditioning, the boards were cut into test specimens according to Figure 2. From each board were cut two 3-by-14-inch static bending specimens, one 3-by-14-inch boiled MOR specimen, one 3-by-15-inch linear expansion/thickness swell specimen and two 7/8-by-14-inch creep specimens. After testing, each static bending specimen was reduced to two 2-by-l-inch fracture toughness specimens and two 2-by-2-inch internal bond specimens. 21 14 FT IB SE3 IB LE/TS 3 IB FT 2 9K-1-0 iSB T 2 16 FT Creep 3 FT IB ../..01% egeMillOrAeftelep Boiled MOR 14 16 Figure 2. Board cutting diagram. IB = internal bond, FT = fracture toughness, SB = static bending, LE/TS = linear expansion/thickness swell and MOR = moduAll dimensions are in inches. lus of rupture. 22 Static Bending The static bending specimens were tested on an Instron testing machine with a loading head rate of 0.20 inches per minute and a chart speed of 7.87 inches per minute. The loading was center point with a 12 inch span according to ASTM D-1037 (1977). From the load- deflection curve, values of modulus of elasticity (MOE), modulus of rupture (MOR) and work to maximum load (WML) were determined according to the following formulae: MOE = (3) P1L3/(4bd3y1) MOR = 3PL/(2bd2 ) (4) WML = A/(bdL) (5) where P is the maximum load, L is the span, b is the specimen width, d is the specimen thickness, P1 is the load at the proportional limit, yl is the deflection at the proportional limit and A is the area under the load-deflection curve. Boiled MOR Test In accordance with Canadian Standards Association standard CAN3-0188.0-M78 (1978) the specimens were placed in boiling water for two hours followed by a one hour cold soak. excessive swelling or warp were noted. Boards exhibiting The static bending test was done on the boiled specimens while they were still wet and their modulus of ruptures were determined using the formula for static bending. Calculations were based on the dry specimen dimensions. 23 Fracture Toughness In order to test the fracture toughness of the particleboard a flaw had to be introduced in the specimen. This was done by making The a 0.68 inch cut parallel to the surface with a bandsaw blade. cut was then extended to 0.75 inches using a bandsaw blade filed in a manner so that the cut ended at a sharp point (Lei 1978). specimen, attached to metal blocks, is shown in Figure 3. The The specimen was loaded in tension on a Tineous Olsen testing machine using a loading head rate of 0.39 inches per minute. The equation used to calculate the fracture toughness (KIc) in this study is the same as used for flakeboard (Lei at al. 1980). K1c = ac (a)1/2. Y(a/W) (6) (for a/W < 0.6) where Y(a/W) = 1.99-0.41(a/W)+18.7(a/W)2-38.48(a/W)3+53.85(a/W)4 (5c = maximum force/N-0 W = specimen width (two inches) t = specimen thickness (one inch) = crack length (0.75 inches) Internal Bond The internal bond (IB) or tensile strength perpendicular to the surface specimens were weighed to check density, attached to metal blocks using a hot-melt adhesive and pulled in tension. head rate of 0.16 inches per minute was used. A loading The internal bond 24 E---0.75 1.0 Metal Block 0.5 Particleboard Metal Block 1.0 2.0 Figure 3. H----1.0 Fracture toughness specimen attached to metal blocks. All dimensions are in inches. 25 1 strength was calculated by dividing the maximum load by the specimen cross-sectional area. Linear Expansion and Thickness Swell For linear expansion (LE) measurements, the specimens were allowed to condition at 72°F and 65 percent relative humidity for three weeks. After reaching practical equilibrium, their length, thickness, and weight were measured. The specimens were then allowed to condition at 90°F and 90 percent relative humidity for three weeks after which their length, thickness, and weight were remeasured. Linear expansion was reported as the change in length per original length per change in moisture content. Thickness swell was reported as the change in thickness per original thickness per change in moisture content. Resin Properties In an effort to test the resin mechanical properties a composite was made by mixing 40 weight percent resin with dry wood flour and pressing at 350°F for 20 minutes. Stops were used so that the final thickness of the resulting resin plate was 0.125 inches. The resin plates were made at two different densities, 50 lbs/ft3 and 75 lbs/ft3. Dog-bone specimens were cut from the plates using a 20,000 rpm router. These were tested in tension and the modulus of elasticity and the stress at failure computed. The fracture energy of the resin was determined using tapered double cantilever beam specimens. Straight grain, flat sawn, 26 1/2-by-3-inch Douglas-fir lumber was obtained from a local lumber yard. Each piece was jointed on the 1/2 inch face, then cut to ten-inch lengths in a manner that reduced wood growth irregularities. Each specimen was numbered and a 1/8 inch strip was cut off the jointed edge. This strip was marked so that it could be reattached with the same orientation to the 3-by-10-inch piece, replacing the saw kerf with a resorcinol glueline. An isocyanate resin was applied, using an air spray brush and a spread of five pounds per 1000 square feet, on the jointed face of each of two strips and a piece of teflon tape, 1-3/4 inches long, was placed at one end of the glueline. This tape prevented bonding in that region, thereby making an initial crack. The two 1/8 inch strips were then assembled so that the slope of grain (if any) tended to make the crack, started by the teflon, propagate through the isocyanate adhesive and not into the wood. for two minutes. The strips were then placed in a hot press at 350°F The 3-by-10 inch strips were glued back onto the laminated wood strips so that the orientation of the piece relative to the strip was the same as before the strip was cut. that the MOE of the beam was as uniform as possible. This insured The specimen was then cut and drilled as shown in Figure 1. The load was applied on pins placed through the holes near the front of the specimen and the crack opening was measured by attaching a clip strain gauge to the front of the specimen. A loading head rate of 0.04 inches per minute was used and approximately five to ten readings of the load at crack extension were obtained from each specimen. After crack extension (evidenced by a drop in the load) the loading head was reversed until the load dropped below 11 pounds. This The head was thenmoved until the next crack extension occurred. was repeated for the length of the specimen. It was observed during testing that the crack tip was in the tapered part of the specimen while the first several readings were taken. For this reason, only the first two readings from each specimen will be used to ensure that they come from the tapered region. Statistical Treatment To test the statistical significance of the data a Statistical Package for the Social Sciences (SPSS) was employed. A one-way analysis of covariance was performed on the internal bond values and This technique adjusted for the densities associated with them. density differences between the specimens and yielded a mean internal bond strength for each board based on the overall average density (39.2 lbs/ft3). A Tukey multiple comparison confidence interval (Neter et al. 1974) was used to test for differences between the mean internal bond strengths of particleboard made with different resins. To do this a confidence interval was set up as follows: D - T s(D) < pl - p2 < D + T (D) where D = 2 - s(D) = s 2 2,_ , (T1)+s ky2) MSE MSE n1 n2 2MSE T = 0.71 q(1-0(; r; n -r) n = number of specimens per board (seven) (7) 28 nt = total number of specimens (112) r = number of boards (14) q = percentile of the studentized range distribution MSE = mean sum of squares residual If the confidence interval included zero, then there was no statistical difference between the two means. A one-way analysis of variance was done on all other board and resin properties. The SPSS program arranged the boards into over- lapping, statistically similar groups. As an example of this consider three sets of data, A, B and C, where statistically A is the same as B, and B is the same as C, but A and C are different. would be divided into two groups, A-B and B-C. produced the basic statistics for each data set. These The SPSS program also The pertinent computer printout material can be found in Appendix B. 29 V. RESULTS A total of 36 boards were made using 18 different resins to show the effect on board properties of polyol component mix, polyol molecular weight and isocyanate to polyol equivalent ratio. Not all 18 resin types were used successfully due to viscosity problems caused by the rapid reaction of the resin components. The first group of particleboard was made by maintaining a constant isocyanate to polyol equivalent ratio. The polyol component consisted of two different di- or trifunctional alcohols in varying proportions based on equivalents. For example, if the two alcohols were ethylene glycol (Eg) and Isonol 93 (Triol), then three combinations of these two would be used. The three polyol combinations would be 100 percent Eg, 50 equivalent percent Eg and 50 equivalent percent Triol, or 100 percent Triol. The 50-50 equivalent percent mixture of Eg and Triol would be the same as a 24-76 weight percent mixture. This was done for Peg 1000 and Eg, Peg 1000 and Triol and, as in the example, Eg and Triol. The results from these comparisons are presented in Tables 3, 4 and 5. In the second group of particleboard the isocyanate to polyol ratio was varied to find an optimum polyol level. This was only done with Peg 1000 as the polyol component. Isocyanate to polyethylene glycol ratios ranged from three to 96. To have an isocyanate to polyol ratio less than three would be difficult as the pot life would be very short and to have it above 96 would seem trivial because pure MDI would be approached. This data is presented in Table 6. Table 3. Board Properties obtained by changing the polyol component from Peg 1000 to Triol. A constant isocyanate to polyol ratio of 12/1 was maintained. Equivalent Ratio PMDI/Eg/Peg 1000/Triol Internal Bond Adjusted for Density} psi Modulus of Rupture, psi Modulus Work to of Maximum Elasticity, Load, psi in-lbs Fracture Toughness, psi Linear Expansion, 1 ----x104 ,8%mc Thickness Swell, 1 Boiled MOB, psi &6mcx103 .3 in 12/0/1/0 150.0 1,664 321,783 1.77 113.7 4.56 8.83 568 12/0/0.5/0.5 158.0 1,640 401,113 1.32 114.5 3.89 7.14 529 12/0/01 153.9 1,570 357,459 1.36 104.2 4.15 7.22 678 1 Internal bond values are adjusted to a density of 39,2 lbs/ft3 Board properties obtained by changing the polyol component from Eg to Triol. isocyanate to polyol ratio of 12/1 was maintained. Table 4. Equivalent Ratio PMDI/Eg/Peg 1000/Triol Internal Bond Adjusted for Modulus Density]; psi of Rupture, Modulus Work to Maximum of Load, Elasticity, in-lbs psi Fracture Toughness, psi\ri7-1 Linear Expansion, 1 Q%mc x10 4 A constant Thickness Swell, 1 L%mcx 103 Boiled MOR, psi .3 psi in 12/1/0/0 114.9 1,284 377,047 0.95 89.8 4.77 8.27 422 12/0.5/0/0.5 160.1 1,722 357,863 1.65 107.0 4.01 6.51 534 12/0/0/1 153.9 1,578 357,457 1.36 104.2 4.15 7.22 678 1 Internal bond values are adjusted to a density of 39.2 lbs/ft3 Table 5. Board properties obtained by changing the polyol component from Eg to Peg 1000. isocyanate to polyol ratio of 12/1 was maintained. Equivalent Ratio PMDI/Eg/Peg 1000/Triol Internal Bond Adjusted for Densitlq- Modulus of Rupture, psi Modulus of Elasticity, psi Work to Maximum Load, in-lbs Fracture Toughness, psi IT Linear Expansion, 1 mcx10 4 A constant Thickness Boiled Swell, MOR, 1 psi ^X 10 3 6,%mc .3 psi in 12/0/1/0 150.0 1,664 321,783 1.77 113.7 4.56 8.83 568 12/0.5/0.5/0 142.6 1,675 364,203 1.58 102.3 4.12 8.29 529 12/1/0/0 114.9 1,284 377,047 0.95 89.9 4.77 8.27 422 1 Internal bond values are adjusted to a density of 39.2 lbs/ft3 Table 6. Board properties obtained by changing the isocyanate to polyol ratio. Peg 1000, was used in each case. Equivalent Ratio PMDI/Peg 1000 Modulus of Rupture, psi Modulus of Elasticity, psi Work to Maximum Load, in-lbs Fracture Toughness, psi 57 Linear Expansion, 1 %mcx10 4 Thickness Swell, Q%mcx10 1 3 Boiled MOR, psi in3 108.6 858 167,787 1.24 58.6 4.56 13.91 130 147.9 1,537 250,441 2.15 119.4 3.78 10.17 302 12 150.3 1,664 321,783 1.77 113.7 4.56 8.83 568 24 90.5 1,242 281,858 1.10 44.9 3.40 6.76 352 48 82.8 1,247 277,726 1.09 50.7 3.34 6.45 433 96 75.7 1,107 267,551 0.89 34.3 3.29 7.16 393 3 1 Internal Bond Adjusted fof Density, psi The same polyol, Internal bond values are adjusted to a density of 39,2 lbs/ft3 34 The last group of particleboard compares polyol size to particleboard properties. The polyols used include three difunctional alcohols; Peg 1450, Peg 1000 and Eg. A fourth polyol, Peg 3200, could not be mixed into a stable resin because a high temperature was necessary to keep it in a liquid state and the pot-life was very short. The board properties, as a function of the size of the polyol component, are given in Table 7. When the resin plates were tested, extreme variability was encountered between the samples and it was decided that the test would not yield any useful information about the resin properties. The double tapered cantilever beam test was used as a measure of the resin properties. The results of this test are presented in Table 8. Table 7. Polyol Component Board properties obtained by varying the polyol molecular weight. to polyol ratio of 12/1 was maintained. Internal Bond Adjusted for Density ,1 Modulus of Rupture, psi Modulus of Elasticity, psi psi Work to Maximum Load, in-lbs in Fracture Toughness, psi A constant isocyanate Linear Expansion, 1 6,%mc x104 Thickness Boiled 3 MOR, psi 1 xlO 3 114.9 1,284 377,047 0.95 89.1 4.77 8.27 422 Peg 1000 150.3 1,664 321,783 1.77 113.7 4.56 8.83 568 Peg 1450 149.8 1,509 362,797 2.04 88.4 3.35 9.20 388 Eg 1 Internal bond values are adjusted to a density of 39.2 lbs/ft3 36 Table 8. Resin fracture energies obtained from tapered double cantilever beam test. A constant isocyanate to polyol ratio of 12/1 was maintained. Equivalent Ratio Fracture Energy (Gic) PMAI/Eg/Peg 1000/Triol/ Peg 1450 lb/in 12/1/0/0/0 0.163 12/0/1/0/0 0.194 12/0/0/1/0 0.193 12/0.5/0.5/0/0 0.196 12/0/0.5/0.5/0 0.239 12/0.5/0/0.5/0 0.130 12/0/0/0/1 0.214 37 VI. DISCUSSION The role that the polyol level plays in determining the resin and board properties is demonstrated using PMDI and Peg 1000. Statis- tically significant differences in board mechanical properties were obtained for each property between at least two of the PMDI/Peg 1000 equivalent ratios. Different mechanical properties were usually noted between boards made with either a 6/1 or 12/1 equivalent ratio of PMDI/Peg 1000 and the other boards. 4 and 5. This is evidenced in Figures Each value is plotted with its respective standard error. The standard error is the standard deviation divided by the square root of the sample size. Values for the standard errors can be found in Appendix B. The board made with the resins containing a 6/1 equivalent ratio of PMDI/Peg 1000 contains about 0.128 pounds of the isocyanate component, whereas, a board with a 96/1 equivalent ratio contains 0.196 pounds of the isocyanate component. The latter contains 53 percent more isocyanate component by weight but consistently exhibits lower mechanical properties. This, in itself, shows that the polyol component of the resin must interact with the isocyanate, greatly affecting the quality of the resin. Hypothesizing about what happened to the resin can possibly explain these differences in properties. At very low isocyanate to polyol ratios the resin probably has a reduced opportunity to react with the wood because the isocyanate is surrounded by so much polyol. The high concentration of hydroxyl groups due to the polyol in the resin may cause much of the isocyanate to react with the 1800 200 ai 1500 1150 1200 0 0 -0 0 50 900 600 3 6 48 24 12 Isocyanate/Polyol Ratio 35 96 3 6 48 24 12 Isocyana1a/Polyol Ralio 96 3 6 48 24 12 Isocyanale/Polyo1 Ratio 96 2.5 1 .)4 2.0 a 30 3 1.5 25 2 3 15 1 3 6 12 24 48 96 0.5 IsocyanaIe/Polyol Ratio Figure 4. MOR, IB, MOE and WMI, versus PMDI/Polyol equivalent ratio, 160 800 120 a 600 ui 180 0 2 400 2 140 200 0 3 a 12 24 48 96 0 3 Isocyanale/PoIvol Ratio 6 24 48 12 IsocyanaIe/Polyoi Ratio 96 16 5.2 4.6 3.4 2.8 3 6 12 24 48 Isocyanato/Polyol Ballo Figure 5. 96 4 3 12 24 48 Isocyanale/PoIyol Ratio Fracture toughness, boiled MOR, linear expansion and thickness swell versus PMDI/Peg 1000 equivalent ratio. 96 40 polyol before it gets a chance to react with the wood. This reaction might happen during the mat forming process or, more than likely, when the mat is in the press. After the press closes and the temperature of the resin becomes sufficient to cause a reaction, the isocyanate finds a hydroxyl group in the polyol component of the resin before it finds a hydroxyl group in the wood. The isocyanate reacts with the hydroxyl in the resin and the adhesion between the resin and the wood is less than if the isocyanate had reacted with a hydroxyl in the cell wall. On the other hand, when the isocyanate to polyol ratio is too high, the isocyanate reacts with the wood but the internal structural integrity of the resin is low because of the lack of urethane bonding resulting in a poor cohesive strength. The proposed relationship, depicted graphically in Figure 6, dictates that both adhesion and cohesion are necessary for a good bond and that if one is weaker than the other, that mechanism controls the failure. The board physical properties, linear expansion and thickness swell shown in Figure 7, do not exhibit the characteristic hump at an equivalent ratio of 6/1 or 12/1 as noted with the mechanical properties. No explanation is given as to why linear expansion and thickness swell are greatest at the lower isocyanate to polyol equivalent ratios except that the resins containing higher proportions of the polyol component might be more hygroscopic. Also, since greater proportions of polyol leave less isocyanate to react with the wood, more hydroxyl groups might be available in the cell wall to help swell the wood. optimum ratio Increasing lsocyanate/ Polyol Ratio ---> Figure 6. Hypothetical adhesion and cohesion versus PMDI/Polyol equivalent ratio. 42 1750 16C) a 1500 140 co. cc 3 120 21250 1000 100 Peg 1000 Peg 1000 Peg 1450 Peg 1450 Potyol Component PoIyoi Component 2.5 5 12.0 3 1.0 2 0.5 Peg 1000 Peg 1450 Poiyol Component Figure 7. Eg Peg1000 Peg 1450 Poiyoi Component MOR, IB, MOE and WML versus polyol component of varying molecular weight. The PMDI/Polyol ratio was 12/1 for all cases. 43 When the isocyanate to polyol equivalent ratio is held constant, but the molecular weight of the polyol varied, differences appeared in the board properties. These are shown in Figures 7 and 8. Statisti- cally significant differences occurred for NOR, IB, WML and linear expansion when the polyol molecular weight was changed. The fracture energy of the resin increased with increasing molecular weight as shown in Figure 9, although the increase was not enough to be statistically significant. This increase was expected since the greater molecular weight of the polyol should lend flexibility and energy absorbing capacity to the resin. Because the type of resin was the only variable in this part of the experiment, it should be responsible for any variation in the board properties. One would expect that as the polyol molecular weight increased, the modulus of elasticity would decrease. Indeed this does occur, probably because the longer chain polyol lends more flexibility to the resin, decreasing the modulus of elasticity. In addition, other strength properties should increase with increasing polyol molecular weight because the longer chain polyol is more able to deform, reducing stress concentrations. This occurred for all mechanical properties between the boards made with the isocyanate-ethylene glycol resin and the boards made with the isocyanate-polyethylene glycol 1000 resin as expected. However, all the mechanical properties, with one exception, work to maximum load, decreased when the resin was changed from the 1000 molecular weight to the 1450 molecular weight polyethylene glycol. This decrease is either the result of an inherently low strength polymer or something in the experiment caused the lower 44 750 Peg 1000 Peg1450 Poiyoi Component Peg 1000 Peg 1450 Polypi Component 55 MIW 25 Figure 8 Eg Peg 1000 Peg 1450 Poiyol Component Peg 1000 Peg 1450 Poiyol Component Fracture toughness, boiled MOR, linear expansion and thickness swell versus polyol component Of varying molecular weight. The PMDI/Polyol ratio was 12/1 for all cases. 45 Peg 1000 Peg1450 Polyol Component Figure 9. Resin fracture energy versus resins with polyol The components of varying molecular weights. PMDI/Polyol ratio was 12/1 for all cases. 46 properties. Peg 1000 and Peg 1450 are solids at room temperature and must be heated before the resins can be mixed. Peg 1450 must be heated to a higher temperature than Peg 1000 and possibly this higher temperature caused the isocyanate to react prematurely, weakening the wood-resin bond. This phenomena was noted when Peg 3200 was used. The resin was mixed and a very rapid reaction occurred causing the resin to foam out of the beaker. If a problem in resin formulation did not exist with the PMDI-Peg 1450 resin then this may indicate that, as with the resin isocyanate to polyol ratio, there is some optimum molecular weight which yields the best resin performance. Holding a constant isocyanate to polyol equivalent ratio and varying the type of polyol from 100 percent Eg to 100 percent Peg 1000 increases the board properties as evidenced in Figures 10 and 11. Statistically, only the increase in internal bond and work to maximum load are significant. This increase was expected because, as the resin was changed, the resin fracture energy (Figure 12) increased. The increase was due to the Peg 1000 imparting an energy absorbing capacity to the resin. A 50 percent Eg-50 percent Peg 1000 mixture of the polyol components in the resin increased the board properties almost as much as if all of the polyol component had been Peg 1000. This might be attributed to the fact that on a weight basis the Peg 1000 makes up a large proportion of the polyol component. If a board made with the 50-50 Eg-Peg 1000 mixture at a 12/1 equivalent ratio is compared to a board made with a resin that has a 24/1 equivalent ratio of PMDI/Polyol (Table 6), the former board shows superior strength properties. This seems to indicate that the 47 150 2000 o.140 SOO C Si 120 1000 100 0 100 50 SO 100 Eg 0 Peg 0 100 50 50 100Eg 0 Peg Poiyot Components, % Polyol Components.% 2.0 4.0 re) 1TJ 3.5 3.0 0 100 50 SO 100 E.g 0 Pig Poiyol Component. °is Figure 10. 0.5 0 100 SO SO 100 Eg 0 Peg Poiyol Components, % MOR, IB, MOE and WML versus equivalent percents of polyol components. The PMDI/Polyol ratio was 12/1 for all cases. 48 160 1'100 40 0 100 0 100 SO SO 100 Eg 0 Peg PoiyoI Components.% 50 50 100 Eg 0 Peg Polyol Components,% 9.5 5 CID to 8.5 7.5 3 0 100 SO SO 100E9 OP% Polyol Compomm% Figure 11. 0 100 50 SO 100Eg 0 Peg Pot yot Components,% Fracture toughness, boiled MOR, linear expansion and thickness swell verses equivalent percents of polyol compopents. The 1:)MDI /Polyol ratio was 12/1 for all cases. 49 300 100 0 100 Figure 12. 100 Eg 50 0 Peg 50 Polyol Components, % Resin fracture energy versus the equivalent percents of the resin polyol components. The PMDI/Polyol ratio was 12/1 for all cases. 50 equivalent ratio of the components is still important, that is, a 12/1 equivalent ratio is more favorable than a 24/1 equivalent ratio and that the proportions on a weight basis are of lesser importance. Except for the ethylene glycol, the two boards are identical, yet their properties differ, demonstrating that the ethylene glycol plays a roll in strengthening the adhesive. This also says that a lot of the plasticizing component may not be necessary and that something cheaper could replace part of it while retaining a favorable isocyanate to polyol equivalent ratio, thereby possibly reducing the resin cost. There were no statistical differences in the board properties between the boards made with Peg 1000 and Triol as the polyol component. Also, no statistical difference was present between the fracture energies of the resins made with either Triol or Peg 1000 as the polyol component (Figure 13). Though statistical differences did not appear between the boards made with Peg 1000 and Triol, as a group they had noticeably better strength properties than any other board in the study. very rigid. One way to make an adhesive strong is to make it Another way is to make it plastic so that it can move with the adherend, thus reducing the stress concentrations (Simpson et al. 1970). The triol probably tends to make a strong bond via the first method, by crosslinking and producing a rigid adhesive. The polyethylene glycol will follow the later method, making a flexible resin that reduces stress concentrations. Thus, both polyols tend to enhance the resins properties, however, they accomplish this task 51 100 0 100 Figure 13. 100 Peg 50 0 Triol 50 Polyol Components, % Resin fracture energy versus the equivalent percents of the resin polyol components. The PMDI/Polyol ratio was 12/1 for all cases. 52 by different means. This interpretation may be illustrated by examining the data for work to maximum load and fracture toughness. The work to maximum load was greatest for the board with Peg 1000 as the polyol component and fracture toughness was least for the board containing no Peg 1000. This indicates that the boards containing Peg 1000 may be more energy absorbing than the boards with a greater amount of Triol. When the isocyanate to polyol equivalent ratio was held constant and the polyol changed from Eg to Triol, the IB, NOR, WML and fracture toughness were at a maximum when a 50-50 equivalent percent mixture of Eg and Triol was used as the polyol components (Figures 14 and 15). The resin fracture energy, Figure 16, however, did just the opposite and had its lowest value when the 50-50 mixture was used as the polyol component. No explanation is given for this. Thickness swell and linear expansion are less when Triol is present in the polyol component which may be due to crosslinking in the resin causing a reduction in the swelling. 53 2000 1000 0 100 50 50 0 100 lOOEq 0 Tnoi Polyol Components, % 50 2.0 4.5 3.0 100 Eg 0 Tnol Polyol Components. % SO 0 100 SO SO 1005; 0 Trio Polyo/ Components.% Figure 14. as o UX, so 1004 OThoi PolyolComponents.% SO MOR, IS, MOB and WML versus equivalent percents of polyol The PMDI/Polyol ratio was 12/1 for all cases. components. 54 125 SOO 2 500 2 co 75 0 100 50 100 Eg so 0 Tnol Poiyol Components. % 400 0 100 100 Eg 0 Triol Poiyol Components.% so 50 9 Sc 744 I 4.0 3.5 0 100 Figure 15. 100 Eg 0 Triol Poiyol Components. % 50 SO 0 100 50 50 100 Eg 0 Trial Poiyol Components.% Fracture toughness, boiled MOR, linear expansion and thickness swell versus equivalent percents of,polyol components. The PMDI/Polyol ratio was 12/1 for all cases. 55 300 100 0 100 Figure 16. 50 100 Eg 0 Triol 50 Polyol Components, To Resin fracture energy versus the equivalent percents The PMDI/Polyol ratio was of the resin components. 12/1 for all cases. 56 VII. CONCLUSIONS The experimental findings presented in this paper lead to the following conclusions regarding the polyol components in isocyanate bonded particleboard. There exists an optimum polyol level in an isocyanate-polyol particleboard resin. In the case of Isonate 143L and polyethylene glycol 1000, the optimum equivalent ratio is about 6/1 or 12/1. At this polyol level all board mechanical properties are at a maximum. Within the limits of the experiment, increasing the weight of the polyol component of the resin had favorable effects on the board mechanical properties. However, with some properties there appears to be an optimum molecular weight, above which the board properties begin to decrease. In most cases modulus of rupture and modulus of elasticity were inversely related, that is, an increase in modulus of rupture is accompanied by a decrease in modulus of elasticity for the resins tested. Polyethylene glycol 1000 and Isonol 93 are superior to ethylene glycol when used as the polyol component in combination with Isonate 143L. In some cases a mixture of two or more polyols is superior to only one polyol for use as the polyol component in an isocyanate particleboard resin. 57 BIBLIOGRAPHY Agranoff, J. Editor. 1979. New York. Hill. Modern Plastics Encyclopedia. McGraw Standard methods 1977. American Society for Testing and Materials. of evaluating, the properties of wood-based fiber and particle panel materials. ASTM Desig. D1037-72. Standard test methods for Canadian Standards Association. 1978. mat-formed wood particleboards and waferboard. CAN3-0188.0-M78. Canadian Standards Association. Cross, T.A. 1979. Engineering. 1978. Waferboard. CAN3-0188.2-M78. How to evaluate urethane coatings. 12(10): Chemical 153. Synthesis and characterDearlove, T.J., and G.A. Campbell. 1977. ization of isocyanate-terminated polyurethane prepolymers. 1499-1509. Journal of Applied Polymer Science. 21: Delmonte, J. 1975. High-performance urethane adhesives. 29-31. Age 18(12): Adhesives Deppe, H.J. 1977. Technical progress in using isooyanate as a binder in particleboard manufacture. Presented at the 11th Particleboard Symposium, Pullman, Washington. Diehr, H.J., K.J. Kraft, H.I. Sachs. U.S. Patent 3,870,665. 11, 1975. Assigned to Bayer AG, Germany. March Plastics engineering handbook of the 1976. Frados, J. Editor. Society of the Plastics Industry. Van Nostrand Reinhold Company, New York. Gemeinhardt, P.G., W.C. Darr, and J.H. Saunders. 1962. Rigid urethane foams derived from crude tall oil. I and EC Product Research and Development. 1(2): 92-96. Hartman S. 1969. Modified wood with aqueous polyurethane systems. For. Prod. J . 39-42. 19(5): Presented 1979. Interactions of wood and formaldehyde. Johns, B. at the 13th Particleboard Symposium, Pullman, Washington. Johnson F., A. Metcalfe, 0. Erngtson, and P. Mayrdofer. U.S. Patent 3,996,154. December 7, 1976. Assigned to Imperial Chemical Industries. Krueger, G.P. 1966. Behavior of an epoxy-polysulfide adhesive in wood joints exposed to moisture content changes. USDA For. Ser. Res. Paper FPL 24. 58 Krueger, G.P., and R.F. Blomquist. 1964. Performance of a rigid and a flexible adhesive film in lumber joints subjected to moisture content changes. USDA For. Ser. Res. Paper FPL 076. Krueger, G.P., and R.F. Blomquist. 1965. Experimental techniques for determining the mechanical behavior of flexible structural adhesives in timber joints. USDA For. Ser. Res. Paper FPL 21. Determination of mechanical Kuenzi, E.W., and G.H. Stevens. 1963. properties of adhesives for use in the design of bonded joints. USDA For. Ser. Res. Note FPL 011. Lei, Y.K. 1978. PHD thesis. Corvallis. On the fracture mechanics of oriented flakeboard. Dept. of Forest Products, Oregon State U., Fracture toughness of oriented Lei, Y.K., and J.B. Wilson. 1980. 154-161. flekeboard. Wood Science and Tech. 12(3): Isocyanate as a binder for particleLoew, G., and H.I. Sachs. 1974. board. Presented at the 8th Particleboard Symposium, Pullman, Washington. Maloney, T.M. 1977. manufacturing. Modern particleboard and dry-process fiberboard Miller Freeman Publications, San Francisco. Marceau, J.A., Y. Noji, and J.C. Mcmillian. 1977. A wedge test for evaluating adhesive-bonded surface durability. Adhesives Age 20(10): 28-34. Mark, H.F., 1979a. Cohesive and adhesive strength of polymers - Part Adhesives Age 22(7): 35-40. Mark, H.F., 1979b. Cohesive and adhesive strength of polymers - Part Adhesives Age 22(8): 45-50. Southern hardwoods 1976. Marra, A.A., R.F. Day, and W.A. Housknecht. 12-19 in wood foam composites. For. Prod. J. 26(2): Mijovic, J.S., J.A. Koutsky. 1979a. Effect of wood grain angle on the fracture properties and fracture morphology of wood-epoxy joints. Wood Science and Tech. 11(3): 164-168. Mijovic, J.S., J.A. Koutsky. 1979b. The effect of postcure time on the fracture properties and nodular morphology of an epoxy resin. Journal of Applied Polymer Science. 23(4): 1037-1042. Mobay Chemical Corporation and the Canadian Eastern Forest Products Evaluation of Mondur E-441 and Mondur MR polyLabratory. 1978. meric isocyanates as binders for Aspen Waferboard. 59 Applied linear statistical models. Neter, J., W. Wasserman. 1974. Richard D. Irwin, Inc. Homewood, IL. Engineering properties of adhesives. 1973. Reinhart, T.J. Age 16(7): 35-41. Remirez, R. 12(4): 1979. Isocyanates on the move. 80-83. Adhesives Chemical Engineering McGraw-Hill, Inc. Rodriguez, F. 1970. New York. Principles of polymer systems. Rowell, R.M., 1975. disadvantages. Chemical modification of wood: advantages and USDA For. Serv. FPL. Approved Technical Article. Saunders, J.H. and K.C. Frisch. 1962. Polyurethanes: chemistry and technology. John Wiley and Sons, Inc., New York. Mechanical behavior of 1978. Schjelderup, H.C. and W.B. Jones, Jr. Adhesives Age 21(2): 35-38. cast adhesive films. , Seefried, C.G., J.V. Koleske, and F.E. Critchfield. 1975a. ThermoEffects of soft-segment I. plastic urethane elastomers. 19: 2493-2502. variations. Journal of Applied Polymer Science. Seefried, C.G., J.H. Koleske, and F.E. Critchfield. 1975b. Thermoplastic urethane elastomer. II. Effects of variations in hardsegment concentration. Journal of Applied Polymer Science. 19: 2503-2513. Seefried, C.G., J.V. Koleske, and F.E. Critchfield. 1975c. 'ThermoEffects of variations in III. plastic urethane elastomers. Journal of Applied Polymer Science. 19: isocyanate structure. 3185-3191. Shoemaker. P.D., H.O. McQueary. U.S. Patent 3,919,017. 11, 1975. Assigned to Ellingson Timber Company. November Simpson, W.T., and V.R. Soper. 1968. Stress-strain behavior of films of four adhesives used with wood. USDA For. Ser. Res. Note FPL 0918. Tensile stress-strain behavior 1970. Simpson, W.T., and V.R. Soper. of flexiblized epoxy adhesive films. USDA For. Ser. Res. Paper FPL 126. 1975. Upjohn Chemical Company. isocyanate components. Safety information: isocyanate and Whittington, L.R. 1968. Whittingtons Dictionary of Plastics, Technomic Publishing Company., Inc. Stamford, Conn. 60 Wood Handbook. 1974. USDA For. Ser. FPL. Zicherman, J.B , 1975. Urethanes and composite wood products. 25(6): Prod. J. 21-25. For. APPENDICES 61 APPENDIX A List of Abbreviations Eg Ethylene glycol FT Fracture toughness IB Internal bond LE Linear expansion MDI Methylene diphenyl diisocyanate MOE Modulus of elasticity MOR Modulus of rupture MW Molecular weight NCO Isocyanate group Peg 1000 Polyethylene glycol (MW = 1000) Peg 1450 Polyethylene glycol (MW = 1450) Peg 3200 Polyethylene glycol (MW = 3200) PMDI Polymeric methylene diphenyl diisocyanate TDCB Tapered double cantilever beam TDI Toluene diisocyanate TLV Threshold limit value TS Thickness swell Work to maximum load 62 APPENDIX B Basic Statistics for Board and Resin Properties The basic statistics for each board and resin property are presented as given in the SPSS program computer printout. refers to the type of resin used in the board. portions are given by number in Table 1. The group number The resin component pro- Following the basic statistics for each property are the results of the Student-Newman-Keuls procedure. This procedure separates the resins into statistically similar subsets. Internal bond adjusted for density Bl. G-F4'41.41/ EAi LE TA ..AG)USIE 126.'3.5 GLAIE 1 2 3 7 , 4 7 , 10 7 12 13 16 7 1e 17 11 19 CUv;P.IA%-.S * - --iNEi ,E-GOR r - -g INEPEHZENTS UNA C.ASTED -7 -7.21 -,.. 26.5,2 2-:-.4-v 23.o2 3c 3.6 .,;..6za _ _ 13. 31 21.40 25.01. 13.7c 29 .19 !I . 21- - 10 .05 20.95 21.12 2 t .25 1.64 1,..' 9 27.06 -30.1.i -- 19,05 ..3t .35 11..* 3 50 .14 ....6.36 7 ..5.3,.....,...2_, -54.99 .7 . 9, MULTIP4-E m SQUARED 8 .4,49 a 74: 63 32. Modulus of rupture GRP Gr. F GPP GRP GP 3.75D3 -7 3 1 157i. 0030 1639.7500 1722.7500 1517.7R GO1509.5500 1_675, 10 GRF 11 1:2c.3206 v5.027 112.3434 or .6 'il.i3 Z..,--- . 35.3693 1 70 77'36 4 56 1437.5036 GRP 20 *.1U3 226.6 368 3966 1 1 C1.2coe 22o .5 5'- 0 GP 19 5.1 110.0550 1537.7500 1241.7500 1247.2500 1107.0000 GFP 16 GPP 18 TOTA.L. 121 .94. 14-2.7591. 10,3.356 GRPr-13 ERPOR 243.6912 15-6.2500 GPF 12 STANCAr3 STiNOARD -.1JE --1-111511TS 2:35..."1o2 f4 4 5 6 GrP GRP AN- COUNT GPOUP- 64.4294 1 :::0.6333 113294 -.04313 91.1363 3 0.8 '6 36 132.2 727 Subset 1 Group Mean 13 20 859 1107 20 1107 18 19 1242 1247 Subset 2 Group Mean 1 1284 Subset 3 Group 18 19 Mean 1242 1247 Group Mean 12 1546 3 1 1284 11 10 16 1509 1518 1538 5 1578 1638 10 1518 Subset 4 Group Mean 1284 11 1509 Group 5 1640 1664 1675 10 16 Mean 1 2 16 12 1538 1546 12 1546 1578 3 1578 4 Subset 5 Group Mean Group Mean 11 1509 2 1664 1518 4 1675 1538 6 1723 3 5 1640 64 B3. Modulus of elasticity ST4N:)6ii.0 SI,:iNJ4F3 COUNT -GROUP-GRP -7163.2703- 1116.6619 1677c7.700 23033.323: 3o179.6132 13552.0503 201050.2-'00. 2-.7202.-203 126,31.7102 34'1765i., 4-401.310, 22230.12 3 3i7,47-i.5001 36..203.5003 6 357663.203 GP 11 36,013.2130U 246700.13000 GP 16 GP 19 GP 20 431113.0000 26502.100 362797. 700 - TOTAL 130/.0407 2504-1.0000 G-FP 10 33343.9393 1,311.5=40 70,30.7176 20051.3200322.004-: 30326.2E01 4 GFP 12 GRP 13 00637.67:.6 3770,7.0000 321763.5000 i -GFP-'2 GFP GRP GFP GFP GPP .LEIATION tif..Att 277726.0000 267550.7500 25219.3567 13025.-64.42 31E26.402, 1,3163.1250 12771.2500 130 65,6.5233 17353.629/ 31167.29 56 Subset 1 Group Mean 13 167,787 Subset 2 Group Mean 16 20 -11 246,700 250,441 267,551 2 3 6 19 277,726 18 281,858 2 321,784 Subset 3 Group Mean 321,784 Group Mean 377,047 1 357,460 ' 5 401,113 357,863 12 362,798 10 364,019 4 364,203 65 B4. Work to maximum load STNOARO GROUP GPP 1 GrP 3 GitP 4 5 GPP 6 GRP 4 4 i.3e0o 1.5c75 1.3225 i.6450 1.2100- 4 4 4 4 4 4 GRP 10 GRP 11 GP F 12 GP 16 4 S GP 20 TOTA4 .1122 .1536 .164t .0772 .1$191 . 9 .1275- a-41Z .1027 .1152 .1-35 2023 .2304 0970 .1.163 .2357 .ci25 4 1657 .1164 .1372 .3292 155i .3702 2.0475 1.-47F I .i:. g7 2.1525 1.1225 1.9900 4 GFP li GRP 19 .0736 .06eZ .1472 9511 r:rrirtr- -----;r6-43.3314 4 GRP- -2-- 5TAN.04R3 JE4iATiati COUNT 1.4227 - zo Subset 1 Group Mean 20 0.8925 1 0.9500 19 1.0900 18 10 13 1.1025 1.2100 1.2400 , Group Mean 5 3 1.3225 1.3600 19 18 Subset 2 Group Mean 1.0900 Group Mean 1.5475 1.5875 10 13 12 Subset 3 Group Mean 1.2100 Group Mean 1.6450 Subset 4 Group Mean 1.5475 6 12 1.1025 4 1.2400 10 13 1.2100 1.2400 6 5 1.3225 3 1.3600 12 1.5475 2 1.7700 4 1.5875 3 1.3600 1.6450 6 1.6540 Subset 5 Group Mean 5 1.3225 2 11 16 1.7700 2.0475 2.1525 2 1.7700 11 2.0475 4 1.5875 66 B5. Fracture toughness STANOARO COUNT 1 GRP -GRP- 2 GP 3 GP 5 GKP 6 -GRP 10 - GP 11 GP 12 GRiTr-1-3' GRP 1.6. ts 104.1E25 11.4.5250 107.037-7 1.12A2.5.1_ c 8 -,'-' c vtt.. ." _GRP la GPP 19 .. A z ,.. GP 20 TCTAL. 1..1.7-25-Cr 23- .. 112 - 7.2E44 -.-62.-44--- 23.54.67 12.3-'3712o.... 131 51.4.9.30 29.6999 2d.61,32 69.8000 ,...., ST:04C)AR,0 E .Cft: UE4iAT-ZO4 44E4i4- 9.373Z .1.9.0UO_ 13.5005 13.7243 --.5.- 151-0.4273 1E.4473 22.3373 3o.4522 92.13-c-2, o,1.40.00 ;Ja...,Apo -51:.5%710 1131.3C25 1.2..to7* 10.i.,:35 .5.5755 2.3737 6.3S.64 3-.522T-----29.6.201 16,0529 c.7/40 17.9504 -4,E,aao 50.7000 34.312E 27.0t6E Subset 1 Group Mean 20 18 19 34.3 44.9 50.7 13 11 88.4 89.8 13 58.6 Subset 2 Group Mean 58.6 1 10 92.9 Subset 3 Group Mean Group Mean 11 88.4 6 107.0 1 89.8 2 113.7 10 12 92.9 98.6 5 114.5 16 119.4 4 102.3 3 104.2 67 Linear expansion 36. GiP GFP GFP GRP 1 2 2 3 2 2 2 2 2 2 , GPP GFP Vf..Uri :.;TAtir.2ARO .5735 r----z=--- .41078 .0055 .. .0-'60 .11776 .0269 .097 ..4. .027 CtitINT GFt...JUP 6 GRP 10 GPP 11 GRP 1.2 ' G7F 13 GRP 16 2 2 - ' 2 2 P GPP 19 T07AL 0-683.0193 - ....- 95, -1 i t 4735 .5175 - -- - - --- 2 2 GP 20 Ei-RGR .4029 .:F.--2-9:0---...25 . "-..h713 ,....0 00 .3943 .0323 ...I) 1v.3 .0053 16, . 01.7* . .3130 .0125 .3297 .099! ... or70 130 i .312436'21 .0340 .00aa .01.13 . 25, Subset 1 Group Mean Group Mean 20 0.3940 5 0.4680 19 0.4000 11 18 16 12 0.4020 0.4070 0.4525 0.4525 4 6 0.4975 0.4735 3 0.4995 10 0.5125 Subset 2 Group Mean Group. Mean 16 12 0.4525 0.4645 10 13 0.5125 0.5490 5 0.4680 . 2 0.5495 6 0.4735 1 0.5735 4 0.4947 3 0.4995 68 B7. Thickness swell -GROUP-- COUhT GRP 1 GFP GRP 3 2 (. 2 GP GP 2 5 E Gi-P- id 2 2 2 G.7P 2 11 GP 12 -GF7 IT GT:I:* 16 STANDARD .7590 ..111,41 .-033 .0630' .T_Ilir .al5n .1174 .Z5C6 .0297 .1132 .c940 .6339 .01.'1 .02..0 ...:1140 .0113 .39 -r-0 -nil. 3 u- 2 2' c .9750 .5E10 .F190 .660 2i .7955 2 GRP 15 GP 19 G=P 20 TCTAL. STANDARD, 1.-1EV.ATION =--A ii- 2 2 ..ERi":4.1 .024.0 .0210 .0730 .0103 .0173 .00a0 .0170 .00'19 .1730 .0230 .0370 .0o.0 .IsTa _ .0057 are4 .2--,7 .0325 .0400 .0671i. Subset 1 Group Mean Group Mean Group Mean 19 0.6190 12 0.7560 16 0.9750 Subset 2 Group Mean 13 1.3430 6 0.6330 1 0.7590 18 20 0.6510 0.6880 4 0.8050 2 0.8140 5 0.6940 3 0.7030 10 11 0.8140 0.8830 69 B8. Boiled MOR S7A!'.1;) T. ,r4;7341Q..: C OUKT GF-OtiP GFP GFP GRP GFP GPP 1 e 3 2 2-2 2 GFP GPP 10 2 2 2 GF P 2 GP 5 1.2 2 SR-P z G P 16 2 GP_P 2 GP GP 1.14. 19. 20 TOTAL 2 2 2e 422.0000 -5-6-5. . ERROR it.f. 'LOS - St:-: AO- 0 . train r TTI.-311T7- 71113-0- 5d.6 e.199 b77.5001 a-zs_...aa Oil 000 :5, 300 .e2,22.:/4 -o+.0000 1:.3 .f..1 11...3 curl F:.15-gr3 1.3.0003 114.4)4+2 10.F.:000 3.0000 5 '3.,.5.o00 13c.,..71:: 13.0000 39.0000 95.5003 302.3000 a b ,17 t3.4.3003 3S+-3. 0000 rsz ITTIT13- 4,33.0000 4.544 -0 a 13.0000 0 6.0003 3 11.3137 S 357 Subset 3. Group Mean 13 130. Subset 2 Group Mean 16 302 Group Mean 433 1 18 352 11 388 10 393 20 393 11 388 10 393 20 393 1 19 422 433 4 422 19 433 2 3 5 678 688 422 19 Subset 3 Group Mean 18 352 Group Mean 4 6 529 534 Group Mean 11 388 10 393 20 393 Group Mean 6 534 12 555 568 4 6 12 Subset 4 3. 529 2 Subset 5 Group Mean 529 534 555 568 70 B9. Resin fracture energy _GROUP_ GRP. 1 GRP GRP 3 4 8 SRP--2 8 6 6 GRP 5 8- 6 7 GRP GRP TOTAL STANDARD ERROR STANDARD OMNI 1.!BAN_ _ .1627 _DEVIATION .0556 ---------.4-9.44---------10-4.508 .0E36 .1933 .1958 .2..3.90.___ .1303 .2141_ - 6 8 .0595 .0300 ---- ----.0-8L5 _ .1196 .0260 .0243 --is-4P- ".--0-2192 -- :Nil .044 1920 50 Subset 1 Group Mean 6 0.1303 1 0.1627 3 0.1933 2 0.1942 4 0.1958 7 0.2141 Subset 2 Group Mean 1 0.1627 3 0.1933 2 0.1942 4 0.1958 7 0.2141 5 0.2390