AN ABSTRACT OF THE THESIS OF
Doctor of Philosophy
Frederick A. Kamke for the degree of
Forest Products
presented on
in
September 23, 1983
.
Title: Engineering Analysis of a Rotary Dryer: Drying of Wood
Particles
Redacted for Privacy
Abstract approved:
Dr. James B. Wilson
Rotary dryers are the most commonly used wood drying system in
the particleboard industry.
These dryers also play an increasingly
important role in drying wood residues for fuel.
Many potential
benefits may be realized through an improved understanding of the
rotary drying process.
A rotary dryer simulation model was developed, in the form of
a computer program, for the purpose of analyzing the drying behavior
of wood particles.
The model is applicable to single pass rotary
drums, with or without a centerf ill flighting section.
Modifica-
tions to the base program could be made to allow for alternative
rotary drum designs, such as multiple pass drums.
The approach used in the model development analyzed the rotary
drying process in a sequential manner.
Beginning with a study of
particle residence time in a rotary drum, the process of heat
transfer, and then mass transfer, were incorporated to yield a
complete rotary dryer simulation model.
The resultant computer
program does not require empirical constants or equations developed
for a particular rotary dryer system.
Experiments on a commercially manufactured rotary dryer were
performed to check the performance of the simulation model as a
predictor of overall residence time and drying behavior.
The
variables tested were drum rotation rate, gas flow rate, and inlet
gas temperature.
Measurements of gas temperature, particle
temperature, and particle moisture content were obtained along the
drum length.
Comparison between the predictions and the measured
results were good, indicating a percent root mean square error of
22.2 in the prediction of the outlet particle moisture content.
A series of computer simulation trials were performed to check
the affect of inlet particle moisture content, blend-box gas
temperature, drum diameter, air leakage, drum length, gas volumetric
flow rate, particle size, particle sphericity, drum speed, and angle
of repose on dryer behavior.
It was discovered that an optimal gas
flow rate exists at which the greatest extent of drying may be
achieved.
In addition, the presence of centerf ill flights enhances
the extent of drying in a rotary dryer.
The rotary dryer simulation model developed in this study
should prove useful for optimizing process parameters in the drying
of wood particles.
C
Copyright by Frederick A. Kamke
September 23, 1983
All Rights Reserved
Engineering Analysis of a Rotary Dryer:
Drying of Wood Particles
by
Frederick A. Kamke
A THESIS
submitted to
Oregon State University
in partial fulfillment of
the requirements for the
degree of
Doctor of Philosophy
Completed September 23, 1983
Commencement June 1984
APPROVED:
Redacted for Privacy
Prof d6r of Forest Products in charge of major
Redacted for Privacy
Head of Department of Forest Products
Redacted for Privacy
Dean of Graduat
chool
Date thesis is presented
Typed by Linda S. Crooks for
September 23, 1983
Frederick A. Kamke
COMMITTEE MEMBERS:
Redacted for Privacy
Dr.
ames B. Wilson, Associate Professor, Forest Products
Redacted for Privacy
Dr. Charles E. Wicks, Pro essor and Head, Chemical Engineering
Redacted for Privacy
Dr. Helmuth Resch, Professor and Head, Forest Products
Redacted for Privacy
,
Dr. Philipl E. Humphsista t Professor, Forest Products
Redacted for Privacy
Dr.
oeI Davis, Associate Professor, Mathematics
ACKNOWLEDGEMENTS
This work is dedicated in memory of my father Donald Arthur
Kamke, whose understanding and support allowed me to pursue a college
education.
I owe devoted gratitude to my wife Carol.
Through her love,
hard work and care we shared all of the frustrations and joys of my
graduate career.
A special thanks must go to Jim Wilson.
friendship made the task much more bearable.
His guidance and
As my advisor, Jim gave
me enough latitude to explore many avenues, but always kept a watchful eye so I would not stray too far.
I'm also indebted to Helmuth Resch for his support, and for
allowing me to directly pursue the PhD degree with the Forest
Products program at Oregon State University.
"Doc" Wicks was very influential in my graduate studies.
He
always found the time to provide his much needed advice and
instruction.
Acknowledgement must be given to the Weyerhaeuser Company for
providing the use of their rotary dryer at the Weyerhaeuser Technology Center in Federal Way, Washington.
In particular, Stan Terada's
expertise and great patience were invaluable.
Stan, along with Jay
Miller, contributed many hours of enduring labor, without which this
work could not have been completed.
Weyerhaeuser's Grant Karsner,
Frank Beall and Ferhan Kayihan also played notable roles toward the
successful completion of this research.
I'm grateful to have been a recipient of the Weyerhaeuser
Company Foundation Fellowship and to Jack Winjum of Weyerhaeuser
for his sincere interest in the success of the fellowship program.
Recognition was also earned by the Radiation Center at Oregon
State University for making available an excellent facility.
Of
special note, Casey Bennett and Roman Schmitt provided instruction
and a helping-hand when needed most.
Finally, appreciation is due Mike Milota for unselfishly giving
of his time during the experimental stages of this work.
TABLE OF CONTENTS
Introduction
1
Literature Review
Residence Time and Particle-Gas Stream Interactions
Residence Time
Particle-Gas Stream Interactions
4
4
4
9
Heat Transfer
11
Mass Transfer
15
Wood Drying Models
22
Residence Time
Model Development
Longitudinal Advance Per Cascade
Time Per Cascade
Total Residence Time
Allowance for Underloaded Flights
Equivalent Particle Diameter
29
30
30
31
34
35
36
Solution Procedure
37
Angle of Repose
Experimentation and Results
39
40
Residence Time Experiment
Equipment and Procedure
Results and Discussion
46
46
48
Comparison Between Experimental Results and Predicted Behavior
51
Residence Time Simulation Trials
57
Heat Transfer
Model Development
Energy Balance
Heat Loss
Heat Transfer During Particle Fall
Soaking
Volumetric Heat Transfer Coefficient
61
62
62
62
66
67
70
Solution Procedure
72
Results and Discussion
76
Notation Program and Listing
Program (RDS) Simulation Dryer Rotary
155
1.03 K= 6, Through 1 Runs Test for
Output Simulation Generated Computer
179
.
.
.
.
H.
G.
Appendix
Appendix
A. Appendix
Wall. Drum the of Resistance Thermal
Appendix
Coefficient Transfer Heat Volumetric
the Calculating of Method Indirect
146
C.
Properties Gas of Evaluation
148
D.
Properties Wood of Evaluation
151
E.
Calculation Temperature Wet-bulb
153
F.
Wood in Water of Energy Sorption
154
.
.
.
.
B.
Appendix
Appendix
Appendix
Appendix
Conclusions and Summary
130
Notation of List
133
Bibliography
139
Appendices
145
145
Behavior dicted
Pre- and Results Experimental Between Comparison
103
Trials Simulation Dryer Rotary
120
Model the of Applications
125
Procedure Solution
86
Discussion and Results
Procedure and Equipment
Experiment Dryer Rotary
89
89
98
Drying
Balances Energy and Material
Development Model
Transfer Mass
83
80
80
80
VI.
V.
LIST OF FIGURES
flE!
Figure
Schematic Diagrams of Rotary Drum Cross Sections
Showing Typical Particle Lifting Flight Systems.
7
2
Section View of Particles in Flight.
7
3
Measured Drying Rates of Wood Particles In a FlashTube Versus Wood Moisture Content (Malte et al.,
1
1977).
26
Vertical and Longitudinal Motion of Particle During a
Cascade With Cocurrent Flow.
33
5
Section View of Rotary Drum Cross Section.
33
6
Experimental Rotary Drum For Measuring The Angle of
Repose.
41
Experimentally Measured Angle of Repose For Wood
Particles as a Function of Froude Number and Moisture
Content.
44
Experimentally Measured Angle of Repose For Wood
Particles as a Function of Periphery Flight Angle
and Moisture Content.
44
Rotary Drum Experimental Set-up With Irradiated
Particle Detection System.
47
Wood Particle Size Distribution Used in Residence
Time Experiment.
49
Sample Strip-Chart Recorder Output Showing Detector
Response to Tagged Particles.
50
12
Experimentally Measured Residence Time Distributions.
52
13
Predicted Versus Actual Residence Time for Wood
Particles in the Experimental Rotary Drum.
55
14
Predicted Effect of Gas Velocity on Residence Time.
58
15
Predicted Effect of Drum Speed on Residence Time.
58
16
Predicted Effect of Drum Diameter on Residence Time.
59
17
Predicted Effect of Particle Size on Residence Time.
59
4
7
8
9
10
11
Longitudinal Cross Section View of Rotary Drum Showing
Particle Flow Path With Centerf ill Flights.
63
Schematic Diagram of Wood Particle Bed on Lifting
Flight, Assuming a Rectangular Cross Section.
69
Temperature Profile of Wood Particle Bed at End of
Time on Flight, Assuming a Rectangular Cross Section.
69
Longitudinal Thermal Profile of Heat Transfer in a
Rotary Drum With Cocurrent Flow.
77
Schematic Diagram of Bound and Free Water in the
Wood Structure.
90
23
Rotary Dryer Experimental Set-up.
91
24
Rotary Dryer Experiment Particle Size Distribution.
92
25
Inlet and Outlet Particle Temperature Measurement
18
19
20
21
22
26
27
28
29
30
31
32
33
34
35
Set-ups.
95
Sampling Device for Extracting Particle Samples From
the Drum Interior.
96
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 1, K = 1.0.
105
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 2, K = 1.0.
106
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 3, K = 1.0.
107
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 4, K = 1.0.
108
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 5, K = 1.0.
109
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 6, K = 1.0.
110
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 1, K = 1.03.
113
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 2, K = 1.03.
114
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 3, K = 1.03.
115
36
37
38
39
40
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 4, K = 1.03.
116
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 5, K = 1.03.
117
Comparison of Rotary Dryer Simulation With Measured
Results From Test Run No. 6, K = 1.03.
118
Predicted Versus Actual Outlet Particle Moisture
Content For The Rotary Dryer Test Runs, K = 1.0.
121
Effect of Variations of Selected Rotary Dryer Parameters, By Plus and Minus 50 Percent, on the Outlet
Particle Moisture Content. Base Case is Equivalent
to Conditions in Test Run No. 2.
122
41
Comparison of Rotary Dryer Simulation Results for Test
126
Run No. 2 With and Without Centerfill Flights.
42
Schematic Diagram of Triple Pass Rotary Dryer.
128
LIST OF TABLES
Table
1
Page
Experimental Data for the Kinetic Angle of Repose
for Wood Particles in a Rotary Drum. Moisture
Content = 10% (dry basis).
43
Experimental Data for the Kinetic Angle of Repose
for Wood Particles in a Rotary Drum. Moisture
Content = 146% (dry basis).
43
3
Rotary Dryer Experimental Design.
90
4
Summary of Rotary Dryer Test Results.
99
5
Summary of Rotary Dryer Parameter Values Used in
Figure 40.
124
Coefficients Used in Gas Property Equations.
150
2
6
ENGINEERING ANALYSIS OF A ROTARY DRYER:
DRYING OF WOOD PARTICLES
I.
INTRODUCTION
Rotary dryers have been the most commonly used wood drying
system in the particleboard industry since their adaptation from the
agricultural industry in the 1940's.
In addition to the extensive
use of rotary dryers for drying alfalfa and other agricultural
crops, food stuff, and aggregates, these dryers also play an
increasingly important role in drying wood residues for fuel (Mohr,
1982; Vala, 1982; Oswald and Junge, 1980; Kirk and Wilson, 1983).
Until recently their effectiveness as a wood particle drying system,
as well as for other materials, has been judged primarily by
convenience rather than performance.
This kind of attitude was
tolerable during the days of cheap energy and inexhaustible "woodwaste" raw material.
However, with today's strive for greater
efficiency in allmodes of production, a closer examination of this
drying process is in order.
Many potential benefits may be realized through an improved
understanding of the rotary drying process.
One such benefit could
be energy savings, whose magnitude can be determined by estimating
the energy cost of drying in the particleboard industry.
For
example, the annual wood consumption for particleboard manufacture
in the United States is approximately five billion kilograms on a
dry basis.
About 60 percent moisture content (dry basis) must be
removed with a drying process which is about 50 percent efficient.
This amounts to an equivalent annual power requirement of over
2
450 million cubic meters of natural gas.
Whereas predrying wood
fuel for the approximately 1,700 industrial boilers fired with wood
and bark residues in the United States could yield about a 10 to 15
percent increase in steam production or fuel savings (this assumes
only a 10 percent moisture content reduction).
In addition,
potential benefits could be realized in improvements of dryer
control strategies and better control of dryer exhaust gas emissions.
The rotary drying process can be broken down into three parts:
momentum transfer, heat transfer, and mass transfer.
All three of
these transfer processes are interdependent and occur simultaneously.
This study examines momentum, heat and mass transfer for the rotary
dryer in a sequential fashion.
Beginning with momentum transfer,
in the form of a residence time analysis, a complete rotary dryer
simulation model is developed by incorporating heat. and mass transfer
into the analysis in a step by step manner.
In this way, a very
thorough understanding of the wood particle rotary drying process
is attained.
Rotary dryers used for wood particles are usually direct fired,
are not sloped to the horizontal, and operate under cocurrent flow.
The wet wood particles are continuously lifted by the rotation of the
drum with the aid of particle lifting flights.
The wet material
cascades off the flights and passes through the hot moving gas
stream.
Each time a particle cascades, it is moved along the
length of the drum as a result of the gas-particle interaction.
Convective heat and mass transfer are the primary modes of drying.
The approach used for this analysis, contrary to other studies
reported in the literature, does not require empirical constants or
3
equations developed for a particular rotary dryer system.
It
relies entirely on first principles and empirical relationships
developed independently from rotary dryers.
This requires the
operation of a rotary dryer be examined in terms of its component
parts and processes.
While limited in its accuracy for specific
rotary dryers, this type of an approach provides a great deal of
insight toward the affect of design and operating variations on
rotary dryer performance.
The primary objective of this study was to develop a rotary
dryer simulation model which could predict the drying behavior of
wood particles.
Secondly, it was desired to study the rotary dryer
in terms of its component parts to identify the mechanisms involved.
Third, the affect of a centerfill flighting section was to be
considered in the model.
And finally, experiments were to be
performed on a rotary dryer system to check the simulation
results.
The same system was used for all of the rotary dryer experiments.
The drum was 1.2-meters in diameter by 5.5-meters in length.
A centerf ill flighting section was included and the flow was
cocurrent.
The rotary drying system was commercially designed and
manufactured, but was instrumented for experimental applications.
Use of the dryer was provided by the Weyerhaeuser Company and
access to it was limited.
Therefore, all of the experiments con-
ducted were treated as mill trials.
4
LITERATURE REVIEW
II.
Upon review of the literature pertaining to rotary dryers, one
finds three particular topics of study: residence time in rotary
drums, heat transfer in rotary drums, and examination of the complete
rotary drying process.
Each of these subjects are treated separately
in the following literature survey.
In addition, a review of the
pertinent wood drying literature is also included.
Residence Time and Particle-Gas Stream Interactions
Residence Time
Momentum transfer in rotary drums is generally studied in terms
of residence time and holdup of solids inside the drum.
These
quantities are related as shown by Equation 1.
t =
where:
(1)
PB
t = residence time, s.
S = solids feed rate, kg/s.
H = holdup, m3.
PB = bulk solids density, kg/m3.
Residence time is dependent on the particle flow path, which
consists of flow in a particle-gas stream and travel on particle
lifting flights.
The arrangement and shape of particle lifting
flights will influence the particle flow path.
typical flighting systems for rotary drums.
Figure 1 shows two
The dotted lines
indicate possible paths for a particle cascade.
Each cascade results
in longitudinal motion of a particle along the length of the drum.
5
Other factors that will influence the residence time are number of
flights, gas flow rate, particle feed rate, particle characteristics,
drum diameter, drum length, drum slope, and rate of drum rotation.
Research into residence time in rotary drums has progressed
over the last 40 years from purely empirical functions describing
the process to theoretical relationships requiring computer solutions
to complex systems of differential equations.
The works presented here
summarize the progress that has been made in this area of study.
Friedman and Marshall (1949) summarized the work of Prutton,
Miller and Schuette (1942), and Smith (1942) on residence time and
holdup in rotary drums.
From this earlier work the following
empirical equations were derived.
t
=
13.8 L
0
± 118.1
BLG
(tan a)NC"dd
B = 0.005(d )-0.5
where:
a = drum slope, degrees.
L = drum length, m.
N = rate of rotation, rev./min.
d
= drum diameter, m.
d
= particle diameter, m.
G = gas flow rate, kg/s.
In Equation 2 the plus sign refers to countercurrent flow and the
minus sign to cocurrent flow.
An empirical relationship for residence time in rotary drums
was also developed by Saeman and Mitchell (1954).
The method
6
employed resulted in a range of predicted residence times using
Equation 4.
60L
-
f(H) ddN(sin a - KvG)
where:
f = average residence time, s.
f(H) = function of drum holdup.
VG = gas velocity, m/s.
K = constant, s/m.
The limiting values for the holdup function
were
Tr
and 2 depending
on the degree of loading.
Miskell and Marshall (1956) studied residence time in a
0.14-meter diameter by 1.0-meter long rotary drum using a radioactive tracer technique.
Results indicated that an optimal holdup
condition existed, at which the deviation from the average residence
time was minimized.
A rigorous analysis of flight geometry and drum loading was
performed by Kelly and O'Donnell (1968).
For the equal angular
distribution flight shown in Figure 2, the average residence time
is calculated by Equation 5.
-
where:
KcL
y[sin a ± f(G)]
t,
mo
7- kg
)
Kc = cascade factor
= average distance of particle fall, m.
f(G) = function of gas-particle interaction
mo
= ratio of actual to design flight holdup at 0 = O.
g = acceleration due to gravity, m/s2.
7
Periphery Flights
Figure 1.
Periphery and
Centerfill Flights
Schematic Diagrams of Rotary Drum Cross Sections Showing
Typical Particle Lifting Flight Systems.
Equal Angular
Distribution
Flight
Particles
Ns%%%soe Square Flight,
1.
0 = Flight angle to horizontal.
(/) = Kinetic angle of repose.
Figure 2.
Section View of Particles in Flight.
Rectangular
Cross Section
8
The cascade factor, Kc, defines the effective length of the drum and
must be found experimentally.
The gas-particle interaction function
for
was approximated using the Schiller and Naumann (1933) relation
drag forces assuming spherical particles.
FD =
where:
Tird
p
(6)
v rp (1 + 0.15 Re0.687)
FD = drag force due to gas-particle interaction, N.
= relative particle velocity, m/s.
vr
1.1 =
gas viscosity, Pas.
Re = Reynolds number.
Glikin (1978) used a similar theoretical approach to derive
Equation 7.
0.5]
sT5
T
Le
=
Y(sin a ± Jvr2)
where:
7
+ (--Z)
(7)
30N
= average flight angle from which a particle cascades,
degrees.
J = drag factor.
Le = effective drum length, m.
The drag factor, J, was estimated similarly to the gas-particle
interaction function, f(G), of Equation 5 using the Schiller and
Naumann equation.
The average flight angle from which a particle
cascades, U, is a function of the flight geometry and the kinetic
angle of repose, see Figure 2.
Equation 7 is completely general to any flight geometry pro-
vided the relationship between the kinetic angle of repose and the
flight angle is known.
9
As a follow-up to their earlier study, Kelly and O'Donnell
(1977) modified their residence time model to allow for kiln action
and bouncing as possible modes of advance along the length of the
drum.
Particle-Gas Stream Interactions
It appears from the work reported thus far, that the particlegas stream interaction is an important and complex component of the
residence time analysis.
The complexity is due to the possibility
of irregular particle shapes and particle-particle interactions.
The literature contains a vast collection of works dealing with fixed
orientation drag on ideally defined shapes, such as spheres and
cubes.
However, the more difficult problem as expressed above, has
not yet been solved.
A rather extensive literature review on the subject of drag on
This review
bodies in a gas stream was presented by Mason (1980).
included considerations of acceleration in a fluid, turbulence,
surface roughness, particle shape, and multiparticle systems.
The
author concluded that none of the correlations found in the
literature proved to be reliable over an entire range of flow
conditions or particle shapes.
Mason's own work on freely-falling wood chips yielded the
following empirical relationships for estimating drag coefficients
for three different particle shapes:
For flat plates in the maximum drag orientation:
CD = 0.60 [0.0176 (21w) + 1.13]; 1 < (2./w)
<
50
(8)
10
For cylinders in the maximum drag orientation:
CD =
0.65 [0.0087 (2,/d) + 0.691; 1 < (Z/d) < 50
(9)
For freely-falling wood particles, which cannot be modeled as a flat
plate or cylinder:
(10)
CD = 0.77
CD = drag coefficient.
where:
= length.
w = width.
d = diameter.
Malte et al.
(1977) measured particle velocities using a radio-
active tracer technique in a vertically oriented flash-tube dryer.
Particle drag coefficients were calculated using the force balance
given by Equation 11.
p V
pp
(1 + X) g =
1
pg vt2 CD Ap
p = density, kg/m3.
where:
V = volume, m3.
X = particle moisture content, dry basis.
A = frontal area, m2.
vt
= terminal velocity, m/s.
Results for sawdust particles were essentially independent of
Reynolds number in the range 100 < Re < 4000 and had a value of
CD = 0.65.
CD = 0.9.
For wood flakes the value was somewhat higher, at
11
Heat Transfer
Heat transfer in rotary drums has been approached from two
perspectives; either an analysis based on an empirically derived
overall heat transfer coefficient, or an approximate analysis using
individual particle heat transfer coefficients.
The former is
characterized by Equation 12:
where:
q
= U Vd AT
q
= rate of heat transfer to particles, J/s.
U = volumetric heat transfer coefficient, W/m3-°C.
Vd = volume of drum, m3.
ATkm = log-mean temperature difference, °C.
The latter requires assumptions concerning the geometry of the
system, particularly concerning the dynamics of the gas-particle
interaction.
McCormick (1962) surveyed the work of Miller et al.
(1942),
Friedman and Marshall (1949), and Saeman and Mitchell (1954) to
derive the relationship:
G0.67
qs = K L dd
where:
Ad
ATtm
K = constant.
The value of K varies with characteristics of the solids, flight
arrangement, flight capacity, drum speed, and drum holdup.
Saeman (1962) discussed the differences in the correlations
proposed by earlier investigators and questioned the accuracy of the
gas temperature measurements made by Miller et al. (1942) and Porter
12
and Masson (1960).
Discounting this data and citing the work of
Friedman and Marshall (1949), Saeman concluded that the overall
heat transfer coefficient shows only a second order dependence on
the gas flow rate and is primarily governed by the cascade rate.
Porter (1963) recognized the shortcomings of the empirical
approach to establishing an overall heat transfer coefficient for
design purposes and suggested the use of an individual particle
surface-film heat transfer coefficient, which could be determined
independent of the rotary drum system.
A procedure for such a
calculation was not presented.
Sharples (1964) developed a model for a rotary dryer in which
the value of U was assumed to be proportional to the cascade rate,
drum speed, and the gas flow rate raised to the 0.5 power as shown
by Equation 14:
(14)
U = K N 005.
where:
K = constant.
In this expression, the value of K must be found experimentally.
Turner (1966) formulated a procedure for calculating average
particle temperatures as a function of their Progress along the
length of a rotary cooler.
Internal temperature profiles of the
particles were also calculated as a function of time, while allowing
for alternate periods of cooling and soaking.
A procedure for
determining the individual particle surface-film heat transfer
coefficient was not given.
Kuramae and Tanaka (1977) developed a procedure for calculating
an overall heat transfer coefficient based on theoretical
13
considerations.
Their analysis included analytical solutions to
heat transfer equations for individual particles falling in a gas
stream, particles cascading in curtains, and particles riding on
These solutions were combined to yield
peripheral lifting flights.
changes in gas and mean particle temperatures across a segment of
a rotary drum.
An overall heat transfer coefficient was then
determined by Equation 12.
The authors calculated the individual
falling particle surface-film heat transfer coefficient using a
relationship by Ranz and Marshall (1952):
hd
--R = 2 + 0.6Re05Pr033
(15)
kf
where:
h = convective heat transfer coefficient,
Wm2.C.
Pr = Prandtl number.
kf = conductive heat transfer coefficient of the surface
film, W/m.°C.
For the particles in a falling curtain, the following equation,
adapted from S.Hayashi, was used:
h = 0.013 (pf vr)
where:
(16)
pf = density of surface film, kg/m3.
= mean relative particle velocity, m/s.
Kuramae and Tanaka assumed a uniform temperature profile within
a particle as an initial condition for the analytical solution.
If heat transfer is assumed to occur only during the period
of particle fall, the following relation for the overall heat
transfer coefficient was obtained:
14
U = Kdde(H/Vd)13Ne(G/A )ed g(n -I)k
d
where:
p
(17)
e
K = constant
Ad = cross sectional area of drum, m2.
ne = number of peripheral flights.
The values of the exponents in Equation 17 were assigned the
following ranges: -0.25 < a < 0.21, 0.5 < b < 0.6, 0.5 < c < 0.6,
0.0 < e < 0.55, -1.2 < g < -0.75, and 0.4 < k < 0.5.
From the above
result, the authors concluded that the overall heat transfer
coefficient is not dependent on the drum diameter.
The gas velocity
was shown to have only a secondary effect, concurring with the
conclusions of Saeman (1962).
Hirosue and Shinohara (1978), in their work with rotary drums,
assumed heat transfer between the gas and the particles occurred
only during the period of fall and that the particles could be
approximated as individual spheres.
A surface-film heat transfer
coefficient was calculated using Equation 15.
This coefficient was
then combined with a specific surface area factor, which relates the
individual particle surface area, effective number of particles in
contact with the gas stream, and the drum volume.
The result was
given as a summation function of the flight angle, which could be
approximated as follows:
d
U= K h
-11
2
[549.5 (H/Vd)1.37 Fr0.41 dd2 dp-3]e
dd
where:
K = constant.
Fr = Froude number.
e = constant.
(18)
15
The values of K and e must be found experimentally.
Mass Transfer
Studies of mass transfer in rotary dryers are handled in the
literature within the context of the overall drying process.
For
drying to occur, the moist material must obtain heat from its
surroundings.
Much of the experimental work mentioned previously
concentrated on the heat transfer aspects of the rotary drying
process.
As such, they were really studies of simultaneous heat
and mass transfer.
Miller et al. (1942) developed an empirical equation for estimating the rate of heat transfer in a rotary dryer based on
experiments with 10 to 35 mesh, wet Fullers earth in a 0.20-meter
diameter drum.
The rate of heat transfer was calculated as the sum
of the sensible heat acquired by the solids and liquid water plus
the latent heat of evaporation of the water driven off.
An overall
heat transfer coefficient was determined using Equation 12, by
assuming the mean driving force to be the log-mean temperature
difference between the air and solids evaluated at the inlet and
outlet of the drum.
The affect of heat loss through the drum wall
was neglected.
Friedman and Marshall (1949) conducted separate experimental
studies of heat transfer and drying in a rotary drum.
Overall heat
transfer coefficients were calculated using a method similar to
Miller et al. (1942), however, a heat loss allowance was made based
on exterior drum wall temperatures.
Overall heat transfer coeffi-
cients calculated from drying tests agreed closely with the results
16
from heat transfer tests.
The authors concluded that heat transfer
results could be used directly to predict drying behavior.
The information presented thus far has concentrated on the
development of residence time and heat transfer correlations.
To
go a step further, numerous attempts have been made to combine these
efforts into a complete rotary dryer model.
Myklestad (1963) assumed a linear relationship existed between
the gas temperature and the solids moisture content to develop
Equation 19, which
predicts the solids moisture content as a function
of the distance from the solids inlet to the drum.
(b X = X0.!j +
J -
where:
TS)
(19)
(eJ -1)
-mUAd
AS
TG = mX + b = gas temperature, °C.
T
= solids temperature, °C.
Xo = inlet solids moisture content, dry basis.
U = volumetric heat transfer coefficient, J/s.m3°C.
= distance from the solids inlet, m.
A = latent heat, J/kg.
This relationship assumes a constant solids temperature, and is
therefore restricted to the constant rate drying period.
Predictions
of the solids moisture content from Equation 19 were in good agree-
ment with experimental results using pumice particles in a 0.2-meter
diameter rotary dryer with countercurrent flow.
The minimum outlet
solids moisture content was approximately 17 percent on a dry
basis, and appeared to be within the constant rate drying zone.
The
17
calculated volumetric heat transfer coefficients varied approximately
to the 0.8 power of the gas mass velocity per unit cross-sectional
area of the drum.
A set of four ordinary differential equations were derived
by Sharples et al. (1964) to describe the drying over a differential
drum length:
dX
dt
R
dY
-SR
d2.
dT
S
UAd(TG-TS)
_
S(cs
d2,
SXR
+v
7d
d
qL
S
+ cwX)
cvSR
(TG-TS) - UAd(TG-TS)
dTG
G(cG + cvy)
d!?,
where:
R = drying rate,
S1.
= bulk solids velocity through the drum, m/s.
Y = gas moisture content, dry basis.
cIL =
heat loss through dryer wall, J/s-m2.
c = specific heat, J/kg.°C.
The volumetric heat transfer coefficient was assumed to be proportional to the square root of the dry gas mass velocity.
Heat losses
were estimated as being proportional to the temperature difference
between the ambient air and the average gas and solids temperature
inside the dryer.
The drying rate was defined as follows:
18
R = -KXTs3
Equations 20 through 24 were solved by a computer.
The required
proportionality constants must be derived through experiments.
Nonhebel and Moss (1971) presented a general design procedure for rotary dryers using mass and energy balances and estimates of overall heat and mass transfer coefficients based on
previous work [Saeman and Mitchell (1954); Friedman and Marshall
The dryer is divided into three zones: a preheat zone, a
(1949)].
constant rate zone, and a falling rate zone.
was presented.
No experimental data
Given that information was available on a similarly
designed dryer and that it was operating under similar conditions,
this would appear to be an adequate procedure for sizing rotary
dryers.
The concept of alternating periods of falling and soaking was
analyzed by Davidson et al. (1969) by considering that a surface
film exists on a particle, whose pseudo permeability could be
estimated as:
kp -
(4tf/7Dwv)1/2
tc
where:
kp = pseudo permeability of the solid structure, m-1.
D
wv
= diffusion coefficient for combined liquid and vapor
within the solid structure, m2/s.
tf = time of fall, s.
tc = time per cascade, s.
In this manner, continuous drying was assumed throughout the dryer
length.
The drying time is then the total residence time in thedryer.
19
Thorne (1979) extended the previous work by Kelly and O'Donnell
(1968; 1977), on residence time in rotary drums, to develop a
computer program which predicts drying behavior in a rotary dryer.
The following vapor diffusion model, proposed by Garside et al.
(1970), was adopted to describe the drying mechanism.
X
-v
m
= 6 Bim2 E
j=1
2
exp (-D tT. /r
V
J
+ (BiM-1)2
Ti
2
p
-
)
T
2
+ Bim(Bim-1)
J.
sin2(T.)
(26)
4
T.
where:
T cot (T) = - (Bim -1).
Bim = mass transfer Biot number.
Dv
r
= vapor diffusion coefficient, m2/s.
= particle radius, m.
Drying was assumed to occur during the falling period and during the
time of travel on the lifting flights.
While on the lifting flights,
the particles experienced a "soaking" period, in which moisture was
not allowed to cross the particle surface.
The residence time parameters used in Thorne's program were
treated as input and evaluated separately using a computer program
developed by Kelly and O'Donnell (1977).
These parameters were
corrected before they were used in the drying program based on
experimental results by Kelly and O'Donnell.
Drying experiments were conducted using pumice particles of
approximately two millimeters in diameter and three percent moisture content in a 0.30-meter diameter by 1.8-meter long rotary drum.
20
The flow scheme was countercurrent.
Comparisons with Thorne's data
were good near the particle inlet to the drum. However, as the
particles neared a dry condition, the model predicted a discon-
tinuity in the particle temperature. This resulted from an inability
of the vapor diffusion model to account for drying to completion.
Thorne concluded that the gas velocity, as it affects particle
mechanics, is the most complex component of the rotary drying
process.
Kisakiirek (1982) made several major assumptions in order to
simplify his model for a rotary dryer. The drying rate relationship,
given by Equation 27, assumed the solids temperature was constant
and equal to the wet-bulb temperature throughout the drum, and that
all sensible heat affects were negligible.
-dX
dt
where:
hAH
A
""G
(27)
Twb)
AH = particle surface area available for heat transfer, m2.
Twb = wet-bulb temperature, °C.
Kisakiirek's residence time analysis was similar to Glikin's (1978),
however, uniform cascading was assumed over the drum cross section.
Drying experiments, using 30 to 67-millimeter gypsum particles,
were carried out in a 0.8-meter diameter by 1.4-meter long rotary
dryer with both cocurrent and countercurrent flow.
Good agreement
was found at moisture contents above 50 percent (from Kisakiirek's
report it is unclear if this is on a wet or dry basis), however,
severe deviations between the measured and predicted results occurred
after further drying. Kisakiirek attributed the error to an
21
increasing contribution of internal moisture diffusion, which is
not accounted for in the model.
A computer program was developed by Platin et al. (1982) to
This model assumes
predict drying behavior in a rotary dryer.
A preheat zone near the
external control of the drying rate.
particle inlet is accounted for using Equation 28, in which all
evaporation is governed by the rate of mass transfer at the particle
surface.
dX
dt
6 Mw Dw
2
p d
pp
(PvG
RT
Sh
pvs)
PG
ZnPG -
vs
PvG
PG - pvs]
f
Mw = molecular weight of water, kg/kgmole.
where:
Dw = water diffusity in solid, m2/s.
pvG = partial pressure of vapor in the gas, Pa.
p
vs
= partial pressure of vapor at the particle surface, Pa.
°C/Pa.m2.
R = gas constant, kgmole
Tf = gas film temperature, K.
Sh = Sherwood number, kd/D
gp w.
PG = total gas pressure, Pa.
The rate of heat transfer to a particle was given as:
P
q
p
V
p diLqt
exp
dX
Pp Vp dt cf]
[k d Nu
71.
f
where:
(TG - TS )
cf
1
p
cf = gas film specific heat, J/s°C.
qs = rate of heat transfer to a particle, J/s.
Nu = heat transfer Nusselt number.
22
All drying was assumed to occur during the period of particle fall.
During the soaking period, heat and mass were redistributed to a
No experimental data was
uniform condition within the particle.
presented along with Platin's report.
Wood Drying Models
Wood is a capillary porous hygroscopic material.
It exhibits
different properties in the longitudinal, tangential and radial
directions.
Wood shrinks and swells with changes in moisture
In addition, wood
content below the fiber saturation point.
properties may vary depending upon its position in a tree, the site
on which it was grown, and between species.
All of these character-
istics combined into one material makes mathematical modeling of the
drying process a difficult task.
A comprehensive description of how water moves in wood during
a drying process may be found in the works of Siau (1971), Skaar
(1972), Kollmannand Cote (1968), and Stamm (1964).
In general, the
drying of wood occurs in three stages: a constant rate period, a
falling rate period, and a second falling rate period.
During the
first stage, evaporation of moisture takes place at the surface.
Surface moisture is replenished with free water from the wood
interior by action of capillary forces.
conditions control the drying rate.
In this stage external
The falling rate stage begins
when the surface drops below the moisture content at fiber
saturation.
The evaporation front recedes into the wood.
Moisture
must now move to the surface under forces resulting from vapor,
bound water, and pressure gradients.
At this point, the internal
23
resistances of the wood are becoming more critical.
The last stage
of drying begins when the evaporation front has reached the wood
core, and no more free water is present.
The drying continues under
internal control until an equilibrium moisture content is reached.
The drying of hygroscopic porous materials has been given
considerable attention in the literature, a thorough review of which
Some of the most notable works
is beyond the scope of this paper.
are those of Luikov (1975), Gupta (1974), Mikhailov (1975),
Kisakiirek (1975), Harmathy (1969), and Berger and
Pei
(1973).
Of the work relating specifically to wood, Rosen (1983) surveyed
the most recent developments in wood drying models and organized
them under diffusion models, empirical models, and models based on
heat and mass transport equations.
Rosen's paper discusses the
advances in basic theory and modeling of lumber drying, with special
emphasis on the last ten years.
Rosen states that unknown or
arbitrary constants required in many of the drying model solutions
merely reduces those efforts to an empirical correlation of a
mathematical function.
Consequently, the reliability of the model,
under conditions where no data exists, becomes questionable.
The
reader is referred to Rosen's paper for a more complete description
of these wood drying models.
Special considerations encountered when drying wood particles
in rotary dryers include the use of high gas temperatures (i.e. above
100°C) and the fact the wood is in particulate form.
Hart (1966) described the fundamental difference between high
and low temperature drying.
At temperatures above the normal
boiling point of water and atmospheric pressure, a slight steam
24
pressure may develop at the evaporation front within the wood.
This results in hydrodynamic flow of water vapor due to a pressure
At low
gradient from the evaporation front to the wood surface.
temperatures, only water vapor and liquid water diffusion may occur
as a result of concentration gradients.
This explains why high
temperature drying is much more rapid than low temperature drying
when external conditions are no longer controlling the drying rate.
Very little experimental data is available concerning the
drying behavior of wood at high temperatures.
Some work
with
lumber (Kollmann, 1961; Rosen and Bodkin, 1978) and veneer
(Fleischer, 1953; Atherton and Welty, 1972) has been reported.
Part of the problem associated with studying high temperature
wood drying is a lack of knowledge concerning psychrometric relationships and equilibrium conditions of wood-water systems above
100°C.
Rosen (1980) discusses some of the practical problems of
psychrometric and equilibrium moisture content interactions
Rosen notes that there is a lack of experimental
relating to wood.
verification of psychrometric charts above 100°C.
Simpson and Rosen (1981) devised a method of extrapolating
low temperature equilibrium moisture content data to high temperatures using a model originally proposed by Hailwood and Horrobin:
X =
K1 K 2 (Pv/Psv
1 +
where:
K1 K2
)
(30)
(p /ps )
v
K2 (Pv/P: )
v
1 - K2 (p /ps )
v v
K1 = 3.73 + 0.03642T - 0.0001547T2
K2 = 0.674 + 0.001053T - 0.000001714T2
W = 216.9 + 0.01961T + 0.00572T2
25
pv = partial pressure of water vapor, Pa.
pv
= saturated vapor pressure, Pa.
T = temperature, K.
Some research has been reported regarding the drying of wood
particles.
The first extensive effort was by Corder (1958), which
dealt with flash-tube drying of sawdust.
Wood particles were
entrained and dried in a vertically oriented tube under various
drying conditions.
The highest drying efficiency was found at the
lowest gas flow rates.
Increasing the inlet gas temperature had
little effect on efficiency, however, the dryer capacity was
increased proportionally with gas temperature.
Decreasing the
particle size increased dryer efficiency.
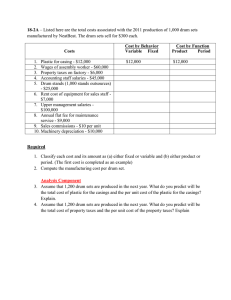
The related works of Malte et al. (1977) and Plumb et al. (1977)
studied the drying rate of wood particles in a flash-tube dryer.
Sawdust of three sizes, flakes and shavings were examined.
The
drying rate was determined as a function of wood moisture content.
A typical drying rate curve from their results is shown in Figure 3.
It is interesting to note that, as the gas temperature was increased,
the constant rate zone diminished, and in many cases could not be
detected.
The result of these works was a computer simulation of
wood particles drying in a flash-tube.
Kayihan (1982) developed a simultaneous heat and mass transfer
model to describe two-dimensional wood particle drying.
Three
internal diffusion processes were included, as represented by the
following set of partial differential equations:
26
IMI
Gas Temperature = 575°C
525°C
0.16
4750C
0.12
425°C
a)
cci
0
375°C
0.08
325°C
0.04
1
I
0
20
I
I
40
I
i
60
80
100
120
Particle Moisture Content (%)
Figure 3.
Measured Drying Rates of Wood Particles In a Flash-Tube
Versus Wood Particle Moisture Content (Malte et al, 1977).
27
D2T
a2T
DT
at = ax
Dx
2
'
DXv
where:
- DBF,x
Dx
-1E
v,x
P A
Cs
ay 2
a2XBF
BF
3t
aY
+
2
a2Xv
+
ax2
a2XBF
DBF,y
By
ppw(1Es)
2
a2Xv)
v
DV
ay 2
p
DW
(1-ES)
a = thermal diffusivity, m2/s.
Cs = specific heat of wet wood, J/kg-°C.
R = local drying rate, s-1.
x,y = directional coordinates, m.
BF = bound and free water.
E = local porosity.
These equations were coupled by assuming local thermal and phase
equilibrium and utilizing Equation 30 to relate XBF, Xv, and T.
A computer solution was required.
Comparisons with the experimental
results on the drying of wood particles in a convection oven were
very good when the moisture diffusion coefficients in Equations 32
and 33 were allowed to vary to achieve the best fit.
It is unclear
whether these results are reproducible under varying drying
conditions.
A computer simulation of the drying rate of wood particles was
also developed by Emery et al. (1983).
Two approaches were used.
The first assumed that free water and bound water occupied two
distinct regions within the wood structure.
allowed within the bound water region.
Free water was not
The other approach assumed
free and bound water coexisted throughout the wood structure under
28
local equilibrium.
The equations required for these models
included a mass balance, energy balance, sorption isotherm, Darcy's
Law, Fickian diffusion, and capillary flow.
The two region model
was solved with one dimensional flow in the longitudinal direction.
The single region model was solved in cylindrical coordinates.
In
both cases, the particle length in the longitudinal direction was
assumed to be less than the length of a wood tracheid.
This
assumption implied that the free water had an unobstructed
passageway to the surface.
Even though the two region model was considerably more complex
than the single region model, both yielded nearly identical predictions for the drying rate.
With the exception of the initial
warm-up period, good agreement between the model predictions and
experimentally measured drying rates were reported.
The methods
used for deriving the necessary transport coefficients were not
presented.
29
III.
RESIDENCE TIME
To date, residence time models that allow for centerfill
flights cannot be found in the literature.
For reasons described
earlier, see Figure 1, this type of flighting system would behave
In
much differently than a system with only peripheral flights.
this report the method of Glikin (1978) has been modified to allow
for centerf ill flights.
A method has also been developed to
account for loading below the design condition.
With a rotary drum containing centerf ill flights, each particle
cascade consists of two parts, the time spent traveling on lifting
flights and the time spent falling through the gas stream.
tudinal
Longi-
motion along the length of the drum results from the gas-
particle interaction and the slope of the drum, see Figure 4.
With
cocurrent flow the gas-particle interaction assists the particles
in their movement along the length of the drum.
retards that motion.
Countercurrent flow
Heat sensitive materials, such as wood,
require the use of cocurrent flow to prevent fires and scorching in
rotary dryers.
The remainder of this analysis will deal only with
cocurrent flow since this is the mode of operation used with wood
particle dryers.
The following assumptions are incorporated into the development
of the residence time model:
During the period of fall the particles behave independently
of one another.
The irregularly shaped wood particles may be approximated as
spheres for purposes of analyzIng the gas-particle interaction.
30
3.
Particle lifting flights are rectangular in cross section,
or at least can be approximated as such.
Model Development
Longitudinal Advance Per Cascade
A force balance equation for a particle falling in a rotary
drum was presented by Schofield and Glikin (1962).
From left to
right the terms in Equation34 represent the inertial force, force
due to gravity, and the drag force on a particle, all in the
longitudinal direction.
Tr
where:
d
vx
3
p
dv
p
2
X
3
Tr
- -7.7d
p
p
ir
p
p
g sina + C
rd
4 P
2 (VG-Irld
7
pD G
2
= longitudinal particle velocity, m/s.
Equation 34 may be integrated twice to yield Equation 35 for
determining the longitudinal advance of a particle per cascade.
x = v t +
K
G f
9.11
cos[tan-1(vG/a)]
[
cos[-aKtf + tan-1(vG/a)]
where:
a =
[g sin a
K =0.75
10.5
PG
CD d p
pp
tf = time of particle fall, s
x = longitudinal advance per fall, m.
The drag coefficient, CD, is estimated by combining Equation 6
with Equation 36 (Welty et al., 1976).
(vG - vx)2
FD = CD Atl pG
2
(34)
31
to yield:
C
24
D=
(1
Re
+ 0.15 Re0.687 )
Since the drag coefficient is a function of the relative particle
velocity, Equations 35 and 37 must be solved iteratively.
Time Per Cascade
For a rotating drum with a flighting system consisting of both
periphery and centerf ill flights, the time spent traveling on lifting
flights consists of travel on periphery flights and travel on
centerfill flights.
This would be between points D and A and points
Likewise, the time of fall through the gas
B and C in Figure 1.
stream consists of falling from the peripheral flights and falling
This would be between points A and B and
from centerfill flights.
points C and D in Figure 1.
Positions A, B, C and D represent the
These
radial positions in the travel of an "average" particle.
positions are evaluated using an averaging technique presented by
Glikin (1978) for peripheral flights and modified for this study to
account for centerf ill flights.
Equation 38 may be used to evaluate position A in Figure 1.
7
*1
h (0)
*
h (0) 0 dh*
r
J
0
_
0 = peripheral flight angle at which an average particle is
where:
released, degrees.
*
h (0) = design flight holdup at 0 = 0.
To integrate this equation a relationship between 0 and h
*
must be
found from the knowledge of the flight geometry and the kinetic angle
32
of repose.
For the square flight shown in Figure 2 this relationship
was derived by Glikin (1978).
Position C in Figure 1 is similarly obtained as shown by Equation 39.
1
'
h(Ti)
C
where:
h (T.)
1
10c
(39).
Tdhc
= centerf ill flight angle at which an average particle
is released.
h(Pi) = centerf ill flight holdup when cascading begins.
The relationship between T and hc for square flights is given
by Equations 40 - 42.
The angles and other dimensions referenced
are illustrated in Figures 2 and 5.
For T < (90-180/nc + w) or y <
hc =
1
2c
+
2
:
(f)
2)
+ bc
tan(360/nc-w) tan( m)/
[tan(360/nc-w) + tan( max)])(40)
For T > (90-180/nc + w) and y >
(I)
and T < (4) + 180-360/nc + w)
1
hc =cbc
+c2 + bc2) tan(360/nc-w)
tan(4) + 180-360/nc + w - T)/
[tan(360/nc-w) + tan(4) + 180-360/nc + w-T)])
For T > (90-180/nc + w) and y >
1
hc =
2c /tan(T -
(I)
and T >
(41)
(4) + 180-360/nc + w)
- 180+360/nc)
(42)
33
Figure 4.
Vertical and Longitudinal Motion of Particle During a
Cascade With Cocurrent Flow.
Figure 5.
Section View of Rotary Drum Cross Section.
34
The average angle of entry onto the centerf ill flights, Te, and
the average angle of entry onto the peripheral flights, %, are
represented by points B and D respectively in Figure 1.
If a
completely vertical fall is assumed these angles may be determined
by plane geometry.
For a more rigorous technique the radial dis-
placement due to the angular momentum transferred from the moving
flight to the particle should be taken into account.
In practice,
with rotation rates below ten revolutions per minute and drum
diameters of three meters or less, this allowance is negligible.
and 711-e are used to calculate the vertical
The angles
distances of fall, y and
yc,
for both stages of the falling period.
The time of fall per cascade, tf, is then given by:
tf = (2gy)
0.5
+ (2gyc)
0.5
(43)
The time of travel on the flights is given by Equation 44.
t = [(360 + 77) -
1%) + a -
e)1/36N
(44)
Total Residence Time
The total residence time is calculated as shown by Equation 45,
where the number of cascades, C, is determined by dividing the
length of the drum by the longitudinal advance per cascade, x, from
Equation 35.
tT = C(t + tf)
(45)
In practice, rotary drum dryers with centerf ill flights will have
short segments ahead and behind the centerf ill section to allow for
35
a smooth particle infeed and outfeed.
These segments are treated in
a similar manner as outlined above but without the centerf ill
flights.
The total residence time in the drum must then include
the time spent in these unobstructed segments.
Allowance for Underloaded Flights
Up to this point the analysis has been based on the assumption
that the drum is fully loaded.
This means at 0 = 0 the flight has
just become filled to capacity and cascading begins.
This condition
generally would not be achieved in a wood particle drying operation.
Material feed rates are often limited by burner capacity and drying
rates.
Overloading is undesirable since this would cause an
accumulation of particles on the bottom of the drum that do not
participate in continual cascading.
The result is a decrease in the
gas-particle interaction, requiring additional residence time to
achieve the desired degree of drying.
For these reasons rotary drum
dryers used for drying wood particles are operated below the design
holdup of the flights.
If the drum holdup is less than the design drum holdup, the
cascading is not initiated at 0 = 0, but occurs at some greater
peripheral flight angle.
Underloading will therefore result in a
larger value for 0, which is the basis for the residence time calculation.
To account for underloading an iterative procedure is proposed.
First, the residence time and drum holdup are calculated as outlined
previously.
The calculated drum holdup, H, is then compared to the
36
design drum holdup, H*, and a fractional drum holdup, m, is
determined as follows:
m = H/H*
(46)
If m is less than one an iteration is required.
Assuming m is
linearly related to the peripheral flight holdup, a new value for
the flight holdup when cascading begins,
h(0), is calculated as:
h(0) = m h (0)
(47)
This value is then compared to successive values of h (0) as 0 is
increased until h(01) just exceeds h (0), at which point the
peripheral flight angle when cascading begins will be identified.
Equation 38 then becomes:
h(0i)
0 dh
0
The procedure for calculating the total residence time and the drum
holdup is then repeated and successive iterations performed until
convergence of the total residence time and the fractional drum
holdup is achieved.
Equivalent Particle Diameter
When dealing with fluid dynamic properties of irregularly
shaped particles it is common practice to approximate them as spheres
and calculate an equivalent particle diameter.
Levenspiel (1980) is given by:
(a + 1)
-
2
d
A method proposed by
37
ds = mean aperature size of two screens defining a particle
where:
size.
a = sphericity, the ratio of the surface area of a sphere
to the surface area of the particle of an equivalent
volume.
Other methods of dealing with irregularly shaped particles are
available in the literature (Torobin and Gauvin, 1960; Heywood,
1962; Coulson and Richardson, 1978; Mason, 1980).
The above method
was chosen because of its ease of application in a closed form
equation.
Solution Procedure
A computer simulation program called RESTIME has been developed
to predict the average residence time in single-pass rotary drums
with or without centerfill flights.
The output contains a complete
description of the particle flow path, including: distances of
particle fall, time of fall, time of travel on lifting flights,
longitudinal advance per fall, drum holdup, and the average residence
time.
The following is a step by step solution procedure used by
the program RESTIME:
Drum dimensions, gas flow rate, particle feed rate, and
particle characteristics are input to the program.
Preliminary calculations are performed in order to
determine the flighting geometry within the drum.
As a first estimate, design drum loading is assumed.
An equivalent particle diameter is estimatedwith Equation 49.
38
Equation 38 is used to calculate the peripheral flight
angle at which an average particle is released.
A check is made to determine if centerf ill flights are
present.
If centerfill flights are involved, Equation 39
is solved for the centerf ill flight angle at which an
average particle is released.
This calculation is dependent
on the cascading pattern of the peripheral flights as
defined by h(0).
Through considerations of the flighting geometry calculated
in step 2, the average angles of entry on to the peripheral
flights and the centerfill flights are calculated.
These
are points D and B respectfully in Figure 1.
The time of particle fall is calculated by Equation 43.
If centerfill flights are absent, yc
= 0.
Knowing the distance and time of particle fall, the longiThis
tudinal advance is estimated from Equations 35 and 37.
involves an iterative solution, since the drag coefficient
may not be solved for explicitly.
The time of travel on the lifting flights is calculated by
Equation 44.
The total time per cascade is then the sum of
the falling time and the time on the lifting flights.
The total number of cascades is determined by dividing the
drum length by the longitudinal advance per cascade.
If a
centerf ill flight section was involved, the number of
cascades in the drum sections without centerf ill must be
evaluated separately.
39
The overall residence time is then the product of the number
of cascades in the centerf ill section and the associated
time per cascade, plus the product of the number of cascades
in the unobstructed sections and the associated time per
cascade.
The drum holdup is now calculated by Equation 1 and
compared to the value estimated in step 3.
If they are in
sufficient agreement (one percent deviation is allowed in
the program) the program terminates with an output
listing.
If the calculated drum holdup is greater than the
design drum holdup, the program terminates with a warning
message that the drum is loaded beyond its capacity.
If
none of these criteria are met, a new estimate of the drum
holdup is made using an average value of all the iterations
Equation 48 is then used to estimate the
made thus far.
new peripheral flight angle at which an average particle is
released.
Steps 6 through 13 are repeated until the
termination criteria is met.
Usually less than five
iterations are required.
Angle of Repose
The angle of repose,
cO,
for particles carried in lifting
flights was illustrated in Figure 2 as simply the angle the
particle bed surface makes relative to the horizontal.
When the
particle bed is in motion, this is known as the kinetic angle of
repose.
40
A force balance was presented by Schofield and Glikin (1962)
which specifies the kinetic angle of repose for free flowing
particles based on frictional resistance, gravitational and
centripetal forces.
The resultant relationship for
(1)
is shown in
Equation 50.
tan
where:
(I)
=
n - nFr sin 0 + Fr cos 0
1 - nFr cos 0 - Fr sin 8
(50)
Fr = Froude number, rdve2/g.
n = friction factor.
V0 = angular velocity, s-1.
rd = drum radius, m.
Kelly and O'Donnell (1968) experimentally verified this behavior
using pumice particles in a rotary drum with fully enclosed
cylinders for flights.
Experimentation and Results
The angle of repose for wood particles was photographically
examined using the experimental rotary drum pictured in Figure 6.
A total of 713 measurements were taken.
The parameters examined
included: wood particle moisture content, drum speed and drum
diameter.
Because the flights were square as shown in Figure 2,
and not fully enclosed cylinders as used by Kelly and O'Donnell,
measurements of
(1)
and 8 were made only in the upper half of the
drum where normal cascading occurs.
Direct measurement of the angle of repose was not possible
since the particle bed surface was irregular and seldom contained in
a single plane.
It was decided to graphically calculate the flight
Repose. of Angle The Measuring For Drum Rotary Experimental
6.
Figure
-
5,2
41
-
42
holdup from the photographs and then back-calculate an effective
angle of repose using the tip of the flight lip as a reference
point.
Tables 1 and 2 tabulate the effective angle of repose data
for wood particles with moisture contents of 10 and 146 percent on a
dry basis.
Values of
(PI
from Tables 1 and 2 are plotted as a function of
Froude number in Figure 7.
As shown, there is no apparent correla-
tion of ci) with the Froude number in the range studied.
The
variation about the mean was high, with an average standard deviation
of approximately 12 degrees.
Figure 7 does show an effect of moisture content on the angle
of repose.
The 146 percent moisture content particles exhibited a
mean angle of repose of approximately eight degrees higher than the
10 percent moisture content particles.
This difference was sig-
nificant at a 99 percent confidence level.
Figure 8 is a plot of the angle of repose versus the flight
angle for a Froude number of 0.019.
There is an apparent relation-
ship, however, the trend does not conform to the curve predicted by
Equation 50, which, with a negligible Froude number, would predict
a horizontal line.
The above arguments suggest that Equation 50 does not apply to
wood particles.
Wood particles cannot be considered a free-flowing
material as assumed for Equation 50.
Observations of wood particles
cascading in a rotary drum revealed that there is not an even flow
of material from the lifting flights but rather an intermittent
release of particles.
This was most apparent at flight angles
43
Table 1.
Experimental Data for the Kinetic Angle of Repose for Wood
Particles in a Rotary Drum. Moisture Content = 10 %
(Dry Basis).
Drum
Diameter
Drum
Speed
Froude
Number
Mean Angle
of Repose
Standard
Deviation
(m)
(rpm)
(103)
(degree)
(degree)
0.46
2.7
6.1
14.0
0.61
2.7
6.1
14.0
0.91
2.7
6.1
14.0
Table 2.
1.88
9.58
50.04
77.6
77.9
76.9
10.6
12.0
10.1
2.49
12.70
66.89
75.2
78.1
80.3
18.7
15.2
14.2
3.71
18.95
99.79
84.1
86.8
85.1
10.0
9.3
10.6
Experimental Data for the Kinetic Angle of Repose for Wood
Moisture Content = 146 %
Particles in a Rotary Drum.
(Dry Basis).
Drum
Diameter
Drum
Speed
Froude
Number
Mean Angle
of Repose
Standard
Deviation
(m)
(rpm)
(103)
(degree)
(degree)
84.9
89.3
85.8
8.9
7.9
14.0
1.88
9.58
50.04
0.61
2.7
6.1
14.0
2.49
12.70
66.89
85.4
87.6
90.9
9.6
12.9
14.2
0.91
2.7
6.1
14.0
3.71
18.95
99.79
89.6
95.9
85.3
11.5
10.6
12.7
0.46
2.7
6.1
9.3
44
0 = 146 % Moisture (Dry Basis)
0= 10 % Moisture (Dry Basis)
0
95
k
op
90
0
0
8
85
0
0
t-I
AO
0
80
0 0
0
75
0
25
50
75
100
Froude Number (103)
Figure 7.
Experimentally Measured Angle of Repose For Wood Particles
as a Function of Froude Number and Moisture Content.
140
0= 146 % Moisture (Dry Basis)
0= 10 % Moisture (Dry Basis)
0
0
0 0
0
0
00
60
90
100
0 c8
60
1
30
Flight Angle (degree)
Figure 8.
Experimentally Measured Angle of Repose For Wood Particles
as a Function of Periphery Flight Angle and Moisture Content.
45
greater than 90 degrees when typically almost the entire flight
holdup would fall in one lump.
Particle geometry and moisture content appear to be controlling
factors in determining the angle of repose.
bridging matrix as they rest on a flight.
Wood particles form a
Partial collapse of the
matrix occurs when its weakest component fails, thus initiating a
cascade of particles.
The ability of the matrix to stay intact
depends on the particle geometry.
Long and curly particles, such as
planer shavings, tend to interlock and strengthen the matrix, leading
to a high angle of repose.
Whereas, granular particles, like saw-
dust, approach a more free flowing state with a lower angle of
repose.
Moisture content apparently affects the angle of repose as the
result of two factors: the presence of surface moisture and a change
in the bulk density.
Conceivably, a cohesive force is developed
between the particles when sufficient surface moisture is present.
This is a combined result of hydrogen bonding between the water and
the wood and surface tension effects.
An increase in the amount of
surface moisture results in a greater influence of these surface
effects.
Higher particle moisture contents also result in higher
bulk densities.
This could cause more intimate contact between the
particles on the flights due to greater compaction, possibly
resulting in more interlocking between the particles.
The effect of
moisture content on the angle of repose is shown in Figures 7 and 8.
A statistical analysis indicated the higher moisture content
particles had a significantly greater angle of repose.
46
Residence Time Experiment
Equipment and Procedure
Residence time was measured experimentally using a radioactive
tracer technique.
The rotary drum used was a commercial model,
1.2-meters in diameter by 5.5-meters in length.
A centerf ill
flighting section was included, and the gas-particle flow was
cocurrent.
Drum speed and particle size were the independent
variables examined.
The principle behind the radioactive tracer technique is
simply to tag a particle with a radioactive isotope of sufficient
energy, such that the tagged particle may be "seen" using detection
equipment, which is sensitive to the presence of radioactivity.
Two
A diagram of the experimental setup is shown in Figure 9.
gamma ray detectors were positioned inside the dropout hopper at
the exit end of the drum.
The signal from each detector was
individually processed through a separate preamplifier and amplifier
circuit.
The resulting two signals were then joined and routed
through a single rate meter, and the output transmitted to a scaler
and a strip-chart recorder.
A remote switch at the particle inlet
controlled the strip-chart recorder and initiated the starting time
for each run.
An aqueous NaNO3 solution was exposed to a neutron bombardment
in the nuclear reactor on the Oregon State University campus.
resultant solution contained Na24.
The
This nuclide was selected
because of its relatively energetic gamma rays at 1.37 and 2.75 MeV
Exhaust gas and fines
to cyclones
Particles
Test particles
NaI(T1) detector
/ Remote
Baffles
7
f
Switch
Drop-out
hopper --1
Inlet air
NaI(T1) detector
7 Particles
Preamp.
Amp.
--OP
Rate
Meter
Scaler
Preamp.
Amp.
1
Chart
Recorder
olStrip-
Figure 9.
Rotary Drum Experimental Set-up With Irradiated Particle
Detection System.
Power
Source
48
per disintegration and the fact that the test site location and
travel time were in keeping with the 15 hour half-life.
The wood particles used were commercially prepared and exhibited
the size distribution shown in Figure 10.
Representative test
particles were selected from three size classes defined by a sieve
analysis.
A total dry weight of 1.2 grams per size class was used.
Enough particles for six test runs were prepared, with the number of
test particles used per run varying from 46 to about 300 depending
on the particle size class.
Test particles were tagged with a predetermined amount of the
Na24 solution.
They were then dried to approximate equilibrium with
ambient conditions using a heat lamp and a weight scale.
Approxi-
mately 20 hours elapsed from the time the test particles were
tagged and the first experimental run was begun.
At the start of each run, test particles were simultaneously
injected through an access port at the particle inlet immediately
ahead of the rotating drum.
bulk particle feed.
These particles became mixed with the
The temperature of the gas stream approximated
the ambient temperature and all the particles used were previously
dried.
Results and Discussion
Individual tagged particles were detected at the drum exit.
A
portion of the readout from the strip-chart recorder is shown in
Figure 11.
The peaks shown were interpreted as individual particles
as they passed very near a detector.
0.5
"I.
0.4
Median = 1.63 mm
0
w
0
0-
0.3
Mean = 2.06 mm
-
Relative Frequency = Weight Fraction
Incremental Screen
Opening
w
44
w
0.2
m
w
-
p4
0.1
1
1.0
2.0
3.0
4.0
5.0
6.0
Actual Screen Opening (mm)
Figure
10.
Wood Particle Size Distribution Used in Residence Time Experiment.
7.0
8.0
Particles. Tagged to Response
Detector Showing Output Recorder Strip-Chart Sample
[III
_L,
.
I,
,
2,1or,.,'1,-1,1
*".
,
1,
,
-
!,-
i-
-
,
do,
1
J,
-
-
,
it
-_-_[
I
1
1111'I
1
,
1
,
,-
ItI
,
_,_,A
,
_1
1_
tiff
,
11
,,,
Ii!
ikr
Iii
ni
s
[
,
i
_1
,
Ii,
,
,
,
-
'
I
11
1
iiii
m_
,
14
LL
,
,,-,
I
11. Figure
mi
iiiii.,
LA ,a.1 ALT
,,
,11,11411
,
Ilaili
i':ti
-
,ir
,
1,-.'
.-,
,
,
,rir
,
,
_1
1
,
4
,
1
r,
,
1
,
-
1
1
I
'r L
iliiiP1w iv-111,1' qm. iirr_.111'i
ji
,Hr
NI
'4;
,I
,
1
iii
-
I
ill
..
,
,
,
,
'
,
,
f
,__
,
L
1
,..,
,
[
IL
1,
1
,
--!--.--r-T11-111-
-1-,
50
51
From the strip-chart recorder output, frequency histograms were
prepared, see Figure 12.
With the exception of the smallest
particles at a drum speed of 7.2 revolutions per minute, all of the
distributions tailed off to the right.
The one exception resulted
because that test run was terminated early due to a clogged outlet
screwfeed conveyor.
Comparison Between Experimental Results
and Predicted Behavior
Means and standard deviations from Figure 12 are plotted in
Figure 13 along with the mean residence time predictions from the
computer program RESTIME.
The 45 degree line indicates what would
be an ideal fit between actual and predicted results.
The affect of drum speed is readily apparent from Figure 13.
Increasing the drum speed decreased the average residence time.
The
change in the residence time was not proportional to the change in
the drum speed.
Of particular interest in Figure 13 is the effect of particle
size.
RESTIME predicted a much more significant effect of particle
size than was shown by the actual data.
particles act independently.
not the case.
RESTIME assumes that the
Experimentation showed that this was
The lesser affect of particle size becomes apparent
when one recalls the test procedure.
Test particles of discrete
size were injected into the rotary drum and mixed immediately with
the bulk particle flow.
The size distribution of the bulk
particles was shown in Figure 10.
During a cascade the particles
fall in curtains, separated by relatively particle free areas-, as
25
Mean = 8.3
Std = 1.6
20
Mean = 14.4
Std = 3.2
5
0
5
10
15
Residence Time (min)
a. Drum Speed = 7.2 rpm
Particle Size = -1.88
+1.53 mm
Figure 12.
0
5
10
15
20
Residence Time (min)
b. Drum Speed = 3.0 rpm
Particle Size = -1.88
+1.53 mm
Experimentally Measured Residence Time Distributions. Gas Velocity = 1.58 m/s
Feed Rate = 0.334 dry kg/s.
25
30
25
Mean = 7.9
Std = 2.0
20
= 15.3
Std = 3.4
_r-
ri-1
5
10
15
Residence Time (min)
c. Drum Speed = 7.2 rpm
Particle Size = -3.35
+1.88 mm
Figure 12.
Continued.
5
10
15
20
Residence Time (min)
d. Drum Speed = 3.0 rpm
Particle Size = -3.35
+1.88 mm
25
11
30
25
Mean = 17.2
Std = 3.6
= 8.6
Std = 2.5
20
15
0
cu
IL
1-1
44
10
4-1
4-1
5
0
I
0
5
10
15
Residence Time (min)
e. Drum Speed = 7.2 rpm
Particle Size = - 5.14
+3.35 mm
Figure 12.
Continued.
n
I
5
1 171
10
15
20
Residence Time (min)
f. Drum Speed = 3.0 rpm
Particle Size = -5.14
+3.35 mm
25
30
55
Drum Speed (rpm)
Particle Size (mm)
-1.88
+1.53
3.0
7.2
-3.35
+1.88
3.0
7.2
-5.14
+3.35
3.0
7.2
3.0
mean = 2.06
7.2
I
Symbol
A
0
0
0
0
0
2500
2000
Ideal Fit
cu
H 1500
cu
<1.)
-o
co
r=4
-cl 1000
cu
Gas Velocity = 1.58 m/s
Feed Rate = 0.33 dry kg/s
one std. dev.
=
-o
cu
$.4
500
0
500
1000
1500
2000
2500
Actual Residence Time (s)
Figure 13.
Predicted Versus Actual Residence Time for Wood Particles
in the Experimental Rotary Drum.
56
shown in Figure 6.
Within a curtain, particle contact and shielding
with the bulk particles can affect the flow.
the more interaction that occurs.
The denser the curtain,
As a result, individual particle
flow characteristics are influenced by the bulk particle flow.
Assuming the particles do behave as a group, in regards to the
gas-particle interaction, a representative particle dimension would
be the mean particle size as given in Figure 10.
The residence time
predictions using a mean particle size are shown in Figure 13, in
which the measured residence time is averaged over each drum rotation
rate.
Based on the test particle size, the combined percent root mean
square error for all of the test runs was 109.6.
Based on the mean
particle size, the combined percent root mean square error for all of
the test runs was 14.2.
This may be compared to the accuracy of the
model developed by Kelly and O'Donnell (1977) who recorded a value
of 23.2 applied to their own data.
The experimental rotary drum used by Kelly and O'Donnell did
not contain centerf ill flights and was only 0.31 meters in diameter.
Residence time data was taken in a short test section of the drum
that was less than one half meter in length.
Both the test particles
and the bulk particles used were of a discrete size.
All of these
conditions would tend to decrease the variability of the process.
Kelly and O'Donnells' study, however, did incorporate the
affects of kiln motion and particle bouncing, both of which result
from a sloped drum.
not sloped.
The rotary drum used in the current study was
57
The accuracy of Kelly and O'Donnells' model declined as the air
At 1.61 meters per second the percent root
velocity was increased.
mean square error was 34.1.
The air velocity used in the current
study was approximately the same velocity at 1.58 meters per second,
for a percent root mean square error of 14.2, based on the mean
particle size.
Residence Time Simulation Trials
A series of computer simulated trials were conducted to examine
the effects of various process parameters on residence time as
predicted by the program RESTIME.
The results of these trials are
shown in Figures 14 through 17.
Residence time is plotted as a function of gas velocity in
Figure 14.
The three lines represent different drum holdups, H, as
a fraction of the design drum holdup, H .
As would be expected
with cocurrent flow, residence time decreases as the gas velocity
is increased.
This relationship is a direct result of Equation 6,
which established the drag force due to gas-particle interaction.
Figure 15 plots residence time versus drum speed.
As shown,
increasing the rate of rotation decreases the residence time.
This
effect is very pronounced at drum speeds of less than four revolutions per minute for a 1.2 meter diameter drum.
Residence time as function of drum diameter is shown in
Figure 16.
At constant drum speed, an increase in the drum diameter
decreases the residence time.
This is a result of a longer distance
of particle fall per cascade, which allows more time for the gasparticle interaction.
The greater this interaction the more
58
0
400
.0
200
1.5
2.0
2.5
Gas Velocity (m/s)
Figure 14.
Predicted Effect of Gas Velocity on Residence Time.
3000
0.1
co
2000
a)
H =0.4
1.4
1000
H/H =1.0
H/H =0.6
2.0
4.0
6.0
8.0
Drum Speed (rpm)
Figure
15.
Predicted Effect of Drum Speed on Residence Time.
59
600
H/H =0.4
IM1
H/H =0.6
H/H =1.0
1.0
1.5
2.0
2.5
3.0
Drum Diameter (m)
Figure
16.
Predicted Effect of Drum Diameter on Residence Time.
3000
c° 2000
a)
v.)
Equivalent Particle Diameter (mm)
Figure 17.
Predicted Effect of Particle Size on Residence Time.
60
longitudinal motion that will occur per cascade, resulting in a
shorter residence time.
Figure 17 indicates the effect of particle size on residence
time.
Theoretically, increasing the particle size should signifi-
cantly increase the residence time.
As illustrated in Figure 13
this was not shown to any great extent experimentally for reasons
mentioned previously.
If the average size of all particles (not
just test particles) in a system is varied, it is expected that the
relationship in Figure 17 would be a better fit.
In all the cases examined in Figures 14 through 17 the
fractional drum holdup was inversely related to the residence time.
Increasing the fractional holdup resulted in a decrease of the
residence time.
This is not readily apparent from Equation 1 which
would indicate a direct relationship between the residence time
and drum holdup.
However, in order to increase the drum holdup the
feed rate must be increased, given that other parameters remain
constant.
The increase in the feed rate is proportionally greater
than the increase in the drum holdup, resulting in a decrease in
the residence time.
61
IV.
HEAT TRANSFER
As an intermediate step between the residence time analysis
and the development of a complete rotary dryer simulation model, an
analysis of the heat transfer process is appropriate.
In this
chapter the particle flow path characteristics defined in the
residence time analysis are used as a basis to develop the heat
transfer relationships.
Mass transfer is neglected in this
development.
In addition to the assumptions given in Chapter III, the
following assumptions are pertinent to the heat transfer analysis:
Heat transfer to the particles occurs only during the
falling period.
While the particles are riding on lifting flights no heat
is transferred across the particle surface.
However,
internal heat transfer is allowed.
For purposes of the internal heat transfer analysis, the
particles are approximated as cylinders, with the
longitudinal direction corresponding to the grain direction.
Thermal conductivity is dependent on direction.
The gas temperature is uniform relative to the drum cross
section.
62
Model Development
Energy Balance
The drum length is divided into segments and defined as one
cascade length, as shown in Figure 18.
An energy balance over one
drum segment can be presented as:
Gco(Toi+1 - Toi) + Scs(Tsi+1 - Tsi) =
(51)
The thermal properties of the particles and the gas are assumed to
be constant over each segment.
Heat Loss
Heat loss from the rotary drum is defined as the net energy
lost from the combined gas-particle stream between the inlet and
outlet of the drum.
Air leakage into the system is assumed to occur
prior to the drum inlet.
This loss is accounted for within the
calculation of the inlet bulk gas temperature and flow rate.
Consequently, all heat loss from the drum occurs as a result of
combined conduction, forced-convection, free-convection, and
radiation heat transfer through the drum wall.
The thermal resistance of the drum wall is evaluated as follows:
RT = Rw + Ro + RI
where:
(52)
RT = total thermal resistance, °C/W.
Rw = thermal resistance of wall components, °C/W.
R
R
0
= thermal resistance of outside wall surface-film, °C/W.
= thermal resistance of inside wall surface-film, °C/W.
Figure 18.
Gas
Flow
Cascade Length
Longitudinal Cross Section View of Rotary Drum Showing Particle Flow Path With
Centerfill Flights.
64
The heat loss for each drum segment then becomes:
qL = (TG - TA)/RT
(53)
A complete derivation of the thermal resistance of the wall
components is given in Appendix A.
External and internal flow
conditions of the drum will control the surface resistances, in
addition to any radiation effects.
At the outside drum wall surface heat is transferred from the
wall to the ambient surroundings by combined forced convection,
natural convection, and radiation.
The thermal resistance at the
outside wall surface is evaluated as:
Ro = 1/(hu + h r)
where:
(54)
hu = combined natural and forced surface-film convective
heat transfer coefficient, J/s.m2.C.
hr = effective radiation heat transfer coefficient,
J/s.m2-°C.
For a rotating cylinder with crossflow, Kays and Bjorklund
(1958) developed Equation 55 for determining the combined natural
and forced convection Nusselt number.
Nu = 0.135 [(0.5 Re
where:
Nu = hdd/k
u
2
+ Re + Gr) Pr]
0.33
f'
Rew = rotational Reynolds number, ddpfvw/ilf.
Re = ddpfvA/pf.
Gr = Grashof number.
vw
= rotational velocity of the drum, m/s.
(55)
65
VA = ambient air velocity, m/s.
An effective radiation heat transfer coefficient may be
estimated as (Welty, 1974):
hr = 5.729 x 10-8
(T6
WO4 - TA4
(TWO - TA
)
)
6 = emissivity of the surface.
where:
The interior wall surface heat transfer coefficients are much
more difficult to analyze, due to the complex geometry of this
system.
The affect of natural convection for internal flow within
a rotating cylinder is probably not significant, and was therefore
neglected.
Forced convection inside a rotating cylinder with
extended surfaces (particle lifting flights) presents a more
An empirical relationship could not be found
complicated problem.
in the literature.
Extended surfaces would tend to enhance the
rate of heat transfer.
On the other hand, Tscheng and Watkinson
(1979) suggest that rotation of the drum tends to stabilize laminar
flow, such that transition to turbulent flow occurs at higher
Reynolds numbers.
Neither of these claims have been satisfactorily
evaluated in a quantitative manner.
A compromise was struck by
adopting the empirical relationship of Dittus and Boelter, as
outlined by Welty et al. (1976).
Equation 57 was developed for
internal forced convection in a stationary cylinder with Reynolds
numbers above 10,000 and a length to diameter ratio exceeding 60.
Nu = 0.023
where:
.8
Re()
Nu = h dd/kG.
Pr °
.3
66
For the drum used in this study, the length to diameter ratio was
approximately 4.6.
Therefore, a correction factor, as recommended
by Deissler (Welty et al., 1976), was incorporated into the
analysis.
h.
where:
07
= 1 + (dd
(58)
h co = surface-film convective heat transfer coefficient
predicted by Equation 57, J/s.m2-°C.
The effect of radiation from the gas to the drum wall was
examined using the procedure outlined by Perry and Chilton (1975).
This method considered the contribution to radiation of the water
vapor and carbon dioxide components of the gas.
A conservative
calculation revealed that only about five percent of the total heat
transferred to the drum wall could be attributed to radiation from
the gas.
Furthermore, after comparing the contribution of the
inside surface to the total thermal resistance of the wall, the
allowance for an internal radiation affect is negligible.
Heat Transfer During Particle Fall
During the time of particle fall through the gas stream the
heat transfer into the particle is represented by:
9T
9t
where:
1T
32T
ar
'
Dr2
ar
Dr
D2T
'
az
(59)
9z2
m2/s.
ar = thermal diffusivity in radial direction,
m2/s.
az = thermal diffusivity in longitudinal direction,
67
At the centerline of the cylinder, r = 0, the term (l/r)
3Tar tends to the value
of2T/Dr2
at r = 0 (Smith, 1978).
Equation 59 then becomes:
2
,2
3T
= 2
Dt
° T
ar 2
az
a
T2
Dz
At the particle surface the boundary condition is:
ar 3r9T= hcp(T G - T )
s
where:
Ts = temperature of particle at surface, °C.
The surface-film heat transfer coefficient is estimated using
Equation 15, in which an equivalent particle diameter must be
defined in terms of a sphere.
This procedure was shown in Chapter
Soaking
During the time the particles are riding on the lifting
flights they are effectively insulated from the drum wall and the
gas stream, with the exception of the surface layer of particles in
the particle bed.
As such, the mean particle temperature remains
nearly constant during this period.
However, the interior particle
temperature profile tends toward a uniform distribution, which at
infinite time would be the mean particle temperature.
This period
is called "soaking".
To check the soaking hypothesis an analysis was done assuming
a rectangular bed of particles as shown in Figure 19.
Two sides
of the bed are exposed to the gas stream, across which heat is
68
transferred by convection.
The drum wall and a lifting flight
border the other two sides.
The equation governing the heat transfer to the particle bed is:
[D2T
3T
Dt = a
9x
2
(62)
4. D2T]
Dy2
Assuming there is no resistance to heat transfer at the drum wall
and lifting flight border, the boundary conditions are:
T(x = 0,y) = Tw
T(x,y = 0) = TF
T(x,y,t = 0) = To
k
k
DT
DT
(x = L,y) = h (TG -
(x,y = B) = h (TG - Tly.B)
Equation 62 was solved using an explicit finite difference
method.
The values of
TW' TF'
and To were assumed constant.
particles were initially uniform in temperature.
The
The resulting
temperature profile is shown in Figure 20 and represents a section
taken along line EF in Figure 19.
Even by this conservative analysis, the temperature gradient
obtained is extremely steep, indicating that the total amount of
heat transferred to the particle bed is negligible.
Based on the above result and the conclusions reached by other
investigators (Porter, 1963; Turner, 1966; Kuramae and Tanaka, 1977),
the soaking period of heat transfer was incorporated into the model.
The redistribution of the interior particle temperature profile may
69
TF = f(x)
Ts = f(x,y,t)
TG
(x=L,y=B)
x=0,y=B)
Flight
(x=L,y=0)
(x=0,y=0)
TG
Figure 19.
Schematic Diagram of Wood Particle Bed on Lifting Flight,
Assuming a Rectangular Cross Section.
1.0
h = 178 W/m2 C
k = 0.158 W/ m C
c = 982 .1/kg C
p = 200 kg/m3
t = 4.6 s
B = 0.12 m
L = 0.208 m
0
0.5
I
C.7
0
0
0.5
1.0
y/B
Figure 20.
Temperature Profile of Wood Particle Bed at End of Time
on Flight, Assuming a Rectangular Cross Section.
70
then be calculated using Equations 59, 60, and 61, with h =
0.
The appropriateness of Equations 59, 60, and 61 within the
overall framework of the rotary dryer model will be addressed in the
At this point, it suffices to say the inclusion
next chapter.
of a transient heat affect within an individual particle may be an
Considerable computational effort could be
unnecessary refinement.
saved by neglecting thermal gradients within the particles.
Volumetric Heat Transfer Coefficient
The development of the heat transfer model presented here
did not require the determination of an overall heat transfer
coefficient.
However, for purposes of comparison, this calculation
was performed.
Two methods are used for estimating a volumetric
heat transfer coefficient, an indirect and a direct method.
The
first is based on the known temperature changes of the bulk gas and
solids.
The total amount of heat transferred from the gas over a
differential length of the drum is given as:
2
[
dqG =
where:
U
7dd
(TG - Ts)
+
7dd
dx
qG = heat transferred from gas, J/s.
qL = heat loss through drum wall, J/sm2.
dx = differential drum length, m.
The total heat transferred from the gas may also be equ.ated as
follows:
(63)
71
dqG = G.cG dTG
(64)
and
7dd dx
dqG = S.cs dTs + q
(65)
Solving Equation 63, 64, and 65 over a drum segment defined as
one cascade length, Ax, yields Equation 66 (see Appendix B for
complete solution):
1
UE AT2 + F I
0
U = AxE -n
(66)
+ F
UE
AT2 - AT1 - qL/GcG
where:
E = Vd
dqG -
[ AT2 - AT1 -
F -
AT =
dqG Ax/q
L
/GC
G
- Ax
Ax Sc
°C.
TG - TS'
Vd = volume of drum segment, m3.
Ax = length of segment, m.
If there was no heat loss, qL = 0, Equation 66 could be
simplified to the familiar expression:
qG
U-
(67)
Vd (ATZm
where:
ATtm -
)
AT2 - AT1
ATI
in
logarithmic mean temperature difference,
[
AT1
°C.
The direct method for estimating a volumetric heat transfer
coefficient, without requiring knowledge of the temperature change,
is based on a similar approach used by Hirosue and Shinohara (1978).
72
If the individual surface-film convective heat transfer coefficient
and the effective surface area of the particles falling through the
gas stream can be estimated, then Equation 68 may be used to
establish a volumetric heat transfer coefficient.
h A
(68)
U - ---2t
Vd
where:
A
= surface area of particles falling through the gas
Pf
stream at any instant within a drum segment, m2.
The effective surface area of the particles is calculated using
relationships developed during the residence time analysis.
A
where:
pf
=
6
H pB tf
d
t
d P
(69)
Pc
tf = time of particle fall, s.
tc = time per cascade, s.
Hd = holdup in drum segment, m3.
Solution Procedure
A computer program called HEAT was developed for calculating
the particle and gas temperature profiles along the length of a
rotary drum.
This program works interactively with the program
RESTIME developed in Chapter III.
RESTIME calculates the mean
particle residence time in any section of a rotary drum, in addition
to estimates of time of particle fall, time of travel on lifting
flights, length of a cascade section, and the drum holdup.
The
variables determined in RESTIME are dependent on the gas flow rate,
which is in turn dependent on temperature.
dependence is slight.
This temperature
As a result, calculations using RESTIME need
73
not be made for each drum segment, but only when a sufficient
temperature change is encountered.
of computational time is saved.
In this way, a significant amount
The maximum temperature change
allowed, before a new set of residence time calculations are
made, was selected as five percent.
A separate program listing of HEAT is not included with this
report, because the complete rotary dryer simulation program,
developed in the next chapter, will perform the same results if the
inlet particle moisture content
is
given as zero.
The steps followed for the rotary drum heat transfer calculation are as follows:
The interior particle temperature profile entering the
first drum segment is initialized.
Inlet gas composition and temperature are determined by
component mass and energy balances knowing the combustion
gas and blend-air conditions.
A similar calculation to the above is performed to account
for air leakage through the particle infeed and front-end
rotary gas seal.
Air leakage is expressed as a fraction of
blend-box gas flow and must be determined outside the
program.
An initial value is assumed for the gas temperature exiting
the segment, from which an average gas temperature for the
segment is calculated.
The average gas temperature of the segment is used to
evaluate the bulk gas properties, see Appendix C.
74
The thermal properties of the particles are calculated
based on the inlet particle temperature to the segment, see
Appendix D.
As the particles progress along the drum, a check is made
of the defined drum geometry to establish whether centerfill flights are present in the drum segment.
This will
have a bearing on the calculations performed by RESTIME.
If the first drum segment is being considered, or the gas
temperature change
is
sufficiently large (greater than five
percent), or a new flight configuration is encountered, the
subroutine RESTIME is called to determine time of travel
on lifting flights, time of fall, cascade length, and
fractional holdup of the drum segment.
Particles enter the soaking period, in which the interior
particle temperature profile moves toward a uniform state.
Equations 59, 60, and 61 are used for this calculation,
where h = 0.
Particles enter the falling period, in which all heat
transfer to the particle is assumed
to occur.
Equations
59, 60, and 61 are used for this calculation, with h
defined by Equation 15.
Steps 9 and 10 use an explicit
finite difference method for solving the partial differential equations.
The thermal properties of the particles
are assumed constant for each drum segment.
If centerfill flights are present in the drum segment being
considered, a repeat of steps 9 and 10 is performed.
75
The average particle temperature exiting the drum segment
is calculated by numerically integrating over the interior
particle temperature profile.
Heat loss through the drum wall is determined using Equation 53.
The average gas temperature for the segment,
determined in step 4, is assumed.
The exiting gas temperature from the segment is then
calculated using the energy balance in Equation 51.
This
calculated exit gas temperature is compared to the temperature guessed in step 4.
If these temperatures are not in
sufficient agreement (within five percent), an iteration
of steps 4 through 14 is performed until convergence is
achieved.
Depending on the quality of the initial guess,
usually less than three iterations are required.
A volumetric heat transfer coefficient is calculated as
outlined in Equation 68.
The outlet particle and gas temperatures from the segment
are redefined as the inlet temperatures for the next
segment.
A test is made to determine if the end of the drum has been
reached.
If not, steps 4 through 17 are performed for the
next segment.
Output from the program HEAT includes cascade length,
fractional holdup, residence time, average particle
temperature, gas temperature, heat loss, and the volumetric
heat transfer coefficient.
for each drum segment.
All of these are tabulated
76
Results and Discussion
Calculations were performed using the computer program HEAT
on the rotary drum system described in Chapter III.
The results
are shown in Figure 21 giving gas temperature, bulk particle
temperature, heat loss through the drum wall, and the volumetric
heat transfer coefficient.
The temperature curves follow a classical cocurrent heat
exchanger flow pattern.
In this example, nearly 90 percent of the
heat transfer to the particles occurs within the first 35 percent
of the drum length.
Heat loss is greatest at the hot gas inlet due to the large
temperature driving force between the conveying gas and the
surrounding air.
The heat loss drops proportionately with the gas
temperature until both level off and remain essentially constant
throughout the rest of the drum length.
In this example the heat
loss is negligible.
Since there is no centerf ill flighting over the first 0.2-meters
and the last 1.6-meters of the drum, the volumetric heat transfer
coefficient calculation resulted in a discontinuous function at the
points where the centerf ill flighting begins and where it ends.
The volumetric heat transfer coefficient is larger in the centerfill section because the holdup is greater in this region.
This
means there. is a larger particle surface area available for heat
transfer per cubic meter of drum volume when centerf ill flights are
present.
GAS FLOW RATE =
3.0 M3/S
1.0 KG/S
PARTICLE FEED RATE =
INLET PARTICLE MOISTURE CONTENT = 0.0 %
41)
CENTERFILL FLIGHT SECTION
HEAT LOSS
SAS TEMPERATURE
VOLUMETRIC HEAT TRANSFER COEFFICIENT
PARTICLE TEMPERATURE
0.000E-01
1.100E+00
2.200E+00
3.300E+00
DISTANCE FROM DRUM INLET CM)
Figure 21.
Longitudinal Thermal Profile of Heat Transfer in a Rotary Drum With Cocurrent Flow.
78
Experiments to confirm the performance of the above procedure
were not possible due to the difficulty of heating wood in a large
scale rotary drum without incurring a significant sorption heat
effect.
Even at moisture content changes of only two to three
percent on a dry basis, calculations revealed the latent heat of
vaporization would substantially alter the heat balance measurements.
Thus, no experimental data was obtained for this process.
Without experimental data, comparisons with the correlations
of other authors is difficult due to the presence of empirical
constants in those relationships.
In addition, most correlations
available were developed for a countercurrent flow situation and
their applicability to a cocurrent flow system is questionable.
However, comparisons can be made for heat transfer coefficients
based on the experiments of some of these authors.
Typical
volumetric heat transfer coefficients reported for cocurrent systems
are: 506 to 612 W/m3°C (Saeman and Mitchell, 1954) and 186 to 727
W/m3°C (Friedman and Marshall, 1949).
As shown in Figure 21, the
calculated volumetric heat transfer coefficient varied as a function
of the flighting configuration, with a maximum value of about 1250
W/m3°C, and an average value, based on the overall log-mean
temperature difference, of about 790 W/m3°C.
An average volumetric heat transfer coefficient calculated in
this manner is misleading, since any temperature profile having the
same end points as shown in Figure 21 will yield identical average
volumetric heat transfer coefficients.
The results from Saeman and
Mitchell were based on an overall log-mean temperature difference,
79
indicating that their values reported for the volumetric heat
transfer coefficient are questionable.
Friedman and Marshalls' results were based on particle
temperature measurements and heat loss calculations along the
length of their test drum.
Their findings indicated a relatively
uniform volumetric heat transfer coefficient with drum length when
centerf ill flights were not present.
80
V.
MASS TRANSFER
By adding the process of mass transfer to the residence time
and heat transfer models already developed, a complete rotary dryer
simulation will be obtained.
The assumptions outlined at the
beginning of Chapters III and IV will still apply, along with the
following:
Drying occurs only during the period of particle fall.
During the soaking period no heat or mass crosses the
particle surface.
This period is sufficiently long, such
that a uniform temperature and moisture content profile is
reached within a particle.
Particles do not change dimensions due to changes in
moisture content.
External conditions control the drying process.
Model Development
Material and Energy Balances
Mass transfer was incorporated into the overall model in a
manner analogous to the development presented for heat transfer.
A control volume is defined as one drum segment.
Each drum segment
is defined by one cascade length, as shown in Figure 18.
state conditions are assumed within each drum segment.
Steady
Exit
conditions from one drum segment are equivalent to the inlet conditions for the next segment.
A material balance for one drum segment is as follows:
81
G(1 + Y1) + S(1 + X1) = G(1 + Y2) + S(1 + X2)
where:
G
(70)
= dry gas mass flow rate, kg/s.
S = dry wood mass flow rate, kg/s.
Y = absolute gas humidity, kg/kg.
X = dry basis wood moisture content, kg/kg.
Similarly, an energy balance across the segment yields:
(71)
GHG1 + SH51 = GHG2 + SH52 + qL
where:
HG = specific
H
enthalpy
of
the gas stream, J/kg.
= specific enthalpy of the wet wood, J/kg.
qL = heat loss through dryer wall, J/s.
If a reference condition is specified as liquid water at 0°C, then
the enthalpy terms may be evaluated as:
HG = (ce-Ycv)(TG
Hs = (cs +
Equations
Xcw)(Ts
71, 72,
TRef)
(72)
YARef
(73)
TRef)
and 73 may be combined to give the final
expression for the energy balance.
G(cGi + Ylcvl) TG1 + YiGARef + SCsi
(1 +
X1) Tsi =
G(cG2 + Y2cv2) TG2 + Y2GARef + SCs2 (1 + X2) T52+
The rate of heat transfer to the particles in each segment
is evaluated as:
(74)
82
q
= S(cS2 TS2
+
-Si TS1) + S(X2 cw2 TS2 - X2 cwl TS1)
(X1 - X2) SXS1 + (X1 - X2) S(cv2 TG2 - cvl TS1)
where:
q
(75)
= rate of heat transfer to particles in drum segment,
S.
Xs = latent heat plus heat of wetting, J/kg.
The terms on the right-hand-side of Equation 75 are the sensible
heat gain of the dry wood, sensible heat gain of the moisture
remaining in the wood, latent heat of moisture removed (evaluated
at the inlet particle temperature), and the sensible heat gain of
the water vapor removed, respectively.
The rate of heat transfer to the particles may also be
evaluated using a volumetric heat transfer coefficient:
q
(76)
= UVd(TG - TS)
In a segment containing centerf ill flights, the two heat transfer
quantities, resulting from a two part period of particle fall, are
combined for the total rate of heat transferred for the segment as
follows:
q
where:
= (t
fEI
q
SEI
+ t
fIE
q
SIE
)/(t
fEI
+ t
fIE
)
El = exterior to interior flight particle fall.
IE = interior to exterior flight particle fall.
(77)
83
Drying
Evaluating the extent of drying within each drum segment
requires that some type of drying model be incorporated into the
overall rotary dryer simulation.
As selection criteria for the
drying model, the conditions inside the rotary drum were considered, along with the feasibility of a solution to any particular
drying model within the framework of the overall task.
Under the control volume approach adopted, each drum segment
has a unique set of boundary conditions imposed on the particles.
Furthermore, assumption 8 stipulates that drying occurs only during
the period of particle fall.
If centerf ill flights are present, two
falling periods will occur within each drum segment.
Recalling
from Chapter III that a particle may undergo as many as 100 or more
cascades during its travel through a drum, well over 200 solutions
to the drying model selected may be required.
This constraint
would preclude the use of drying models requiring time consuming
solutions.
The geometry of wood particles is extremely variable, even
within a given screen size classification.
Their irregular shape
is not suitable for direct solution of spatial equations.
Therefore,
the particle shape must be approximated with some standard shape.
Combined with the fact wood is a nonisotropic material, this type
of approximation would heavily influence the results of a drying
model in which internal diffusion of heat or mass plays a major
role.
Therefore, any accuracy gained by considering internal
diffusion could be lost as a result of particle shape approximations.
84
Fortunately, the drying time (i.e. time of particle fall) is
very short.
For a distance of particle fall of four meters or less,
which is approximately the diameter of the largest commercial rotary
dryers available, the time of drying is less than one second.
For
the drum used in this study, the time of fall was usually less than
one-half second.
Under assumption 9, and considering the short
drying time, external conditions to the particle will control the
drying rate.
Particle geometry then becomes less significant, since
only an estimate of the particle surface area is required.
With these considerations in mind, the empirical wood drying
model proposed by Rosen (1982) was selected.
The two parameter
model shown by Equation 78 was solved in the form of an infinite
series in Equation 79 for 0 < t < m.
.
E = 1 -
Eo
t
f
,
exp k-atl/b ) dt
(78)
0
where:
E = (X - Xe)/(X0 - Xe)
t = time, s.
Eo = initial drying rate at t = 0, s-1.
a = rate factor.
b = bend factor.
e = equilibrium.
o = initial.
w
E = 1 -EtE
o
n=0
(-1)n an tn/b
(n/b + 1) n!
(79)
Rosen related the initial drying rate, Eo, to the rate and bend
factors as:
85
ab
E
o
br (b)
(80)
The initial drying rate may be determined from the knowledge of
external drying conditions at the start of each period of fall.
Since a, b and Eo are related through Equation 80, only one of the
two parameters need be evaluated independently of the rotary
dryer simulation.
It is postulated that the bend factor, b, is a
function of the particle geometry and species.
Furthermore, by
assuming a and b are independent of one another, Equation 78
essentially becomes a one parameter model.
By specifying the bend
factor, the rate factor may be readily calculated by Equation 80.
Rosen (1982) presented an alternative solution to Equation 78
for short drying times.
If the dimensionless time, as defined below,
is less than 0.5, then the infinite series solution is closely
approximated as:
E = 1 where:
t (1
L7T__
1+b
(81)
s = dimensionless time = atl/b
With external heat transfer as the controlling mechanism of
moisture removal, Equation 82 may be used to estimate the initial
drying rate.
o
where:
fUVd (TG - Twb)
X
(82)
Hpf pB (Xo - Xe)
f = factor relating mass transfer surface area to the
total surface area of a particle.
holdup involved with particle falling period at any
Hf
P =
instant in a drum segment, m3.
86
Twb = wet-bulb temperature, °C.
The evaluation of the volumetric heat transfer coefficient is
identical to the method proposed in Chapter IV.
The surface area
factor, f, is a function of bound water moisture content as follows:
XB
(83)
f -
Xfsp
where:
XB = bound water moisture content of wood.
Xfsp = moisture content at fiber saturation.
At moisture contents above the fiber saturation point, the bound
water moisture content is equivalent to the moisture content at
fiber saturation, with the remaining moisture present as free
water.
Referring to Figure 22, the presence of free water does not
affect the superficial particle surface area, since it is restricted
to void spaces within the wood structure.
At the surface, evapora-
tion may take place from the walls of the void spaces at a rate
proportional to the cross sectional area of the void exposed at the
particle surface.
Solution Procedure
A computer program called RDS_(Rotary Dryer Simulation) was
developed for predicting the drying behavior of wood particles in
rotary dryers.
This is an extension of the program HEAT and works
interactively with the program RESTIME referenced as a subroutine.
With mass transfer added to the model, the variables in RESTIME
are now dependent on gas temperature and particle moisture content,
since these parameters affect the gas flow rate and the particle
87
mass.
As stated in Chapter IV, calculations using RESTIME need not
be made for each drum segment, but only when a sufficient change in
the gas temperature, particle moisture content or a change in the
flighting configuration is encountered.
Experience with the program
execution has shown that the affects of changing gas temperature
and particle moisture content are nearly off-setting.
Therefore,
drastic changes (i.e. ATG> 50°C or AX > 0.5) must occur before the
variables estimated by RESTIME are significantly affected.
The steps followed by the program RDS for the rotary dryer
simulation are as follows:
Set inlet conditions to the drum:
Blend-box gases: flow rate, temperature, and composition.
Air leakage: flow rate, temperature, and composition.
Particles: flow rate, temperature, moisture content,
and size.
Initialize the cascade number count.
Evaluate all bulk gas properties at the inlet bulk gas
temperature to the segment.
Perform a residence time analysis for the first drum
segment.
This will define the segment length, holdup, and
particle flow path.
Subsequent segments may require a
reevaluation of the residence time variables if one or more
of the following conditions are met: gas temperature
changes by more than 50°C, particle moisture content changes
by more than 0.5, or a different flighting configuration is
encountered.
88
Estimate
Guess the exit gas temperature for the segment.
TG2 = 0.95 TG1 for the first segment.
Thereafter, use the
past history of previous segments for the estimate.
Evaluate the relative particle velocity for heat transfer
by resolving the velocity components in the longitudinal
and vertical directions.
Calculate a volumetric heat transfer coefficient using
Equation 68.
Calculate the amount of drying for a particle fall using
Equations 81 and 82.
Calculate the rate of heat transfer to the particles using
Equation 76, and, if necessary, Equation 77.
Use the material balance in Equation 70 to get the exit gas
humidity for the segment.
Estimate the heat loss through the dryer wall using
Equation 53.
Solve Equations 74 and 75 simultaneously to get the exit
bulk gas and particle temperatures for the segment.
Compare the calculated exit bulk gas temperature with the
value guessed in step 5.
If they are not in sufficient
agreement, use the calculated value as a new guess and
repeat steps 6 through 13 until agreement is met.
Check if the end of the drum has been reached.
If not, use
the exit conditions for the last segment as the inlet
conditions to the next segment.
Repeat steps 5 through
14 until the end of the drum has been reached.
Record the outlet drum conditions.
89
A source code listing of program RDS is contained in Appendix
G.
A list of program notation is also included.
as a subroutine in RDS.
RESTIME is listed
An example of the computer generated output
is contained in Appendix H.
Rotary Dryer Experiment
Equipment and Procedure
The drying behavior of wood particles in a rotary dryer was
examined using the same rotary drum described in Chapter III.
Inlet
gas temperature, drum speed, and gas flow rate were the independent
variables investigated.
shown in Figure 23.
A diagram of the experimental setup is
A total of six test runs were performed using
the experimental design shown in Table 3.
The purpose of the
experiment was to obtain temperature and moisture content profiles,
for both the gas and particle streams, along the length of the
rotary dryer.
These results are then compared to predictions made
by the computer program RDS.
The wood particles tested were commercially prepared Douglas-fir
sawdust obtained from the same source as the particles used for
the residence time and the angle of repose experiments.
The
particle size distribution, as determined by a screen analysis, is
shown in Figure 24.
Inlet particle moisture contents were
approximately 140 percent (dry basis) for all six test runs.
The hot inlet gases were a mixture of combustion products, from
a natural gas burner, and dilution air.
These gases were mixed in
the blend-box and then routed to the drum inlet.
A temperature
90
Superficial Surface Area
Bound
Water
Figure 22.
Table 3.
Free
Water
Schematic Diagram of Bound and Free Water in the Wood
Structure.
Rotary Dryer Experimental Design.
Test Run Number
Independent Variable
1
2
3
4
5
6
Blend-Box Gas Temperature, °C.
550
550
750
750
750
750
Volumetric Gas Flow Rate, m3/s.
1.5
2.0
2.0
2.0
1.5
1.5
Drum Speed, rpm.
5.5
5.5
5.5
2.8
2.8
5.5
Exhaust
Gas to
Fan
Drop-out
Hopper
Combustion
Air
Dilution -
Air
Dry Particles
Figure 23.
Rotary Dryer Experimental Set-up.
0.5
0.4
Median = 1.47 mm
Mean = 1.81 mm
Relative Frequency = Weight Fraction
Incremental Screen
Opening
0.1
0
1.0
2.0
3 . 0
4 . 0
5.0
Actual Screen Opening (mm)
Figure 24.
Rotary Dryer Experiment Particle Size Distribution.
6.0
7.0
93
measurement of the blend-box gases was taken at point J using a
The major source of air
shielded thermocouple, refer to Figure 23.
leakage occurred through the inlet particle screw-feed conveyor,
since it was not equipped with a rotary air lock.
Gas temperatures at positions C, D, E and F inside the drum
were measured using 3-wire resistance temperature detectors (RTD's).
These were mounted approximately 340 millimeters from the centershaft of the drum.
The output from these RTD's was routed through a
rotary coupling at the exit end of the drum.
Outlet gas temperature
was measured using a series of five RTD's mounted in the drop-out
hopper and arranged diagonally to the drum cross section.
Wet-bulb
and dry-bulb temperatures were taken at the fan, point N, for
purposes of an outlet humidity reading.
The total gas flow exiting the drum was measured by a venturi
at point L.
Air leaks after the drum outlet were assumed to be
negligible since the outlet rotary seal was in good working order
and the outlet particle screw-feed conveyor and multiclone-separator
were both equipped with rotary air locks.
Combustion air flow and
dilution air flow were measured using a standard pitot tube traverse
at points 0 and P, respectively.
From these measurements, along with
the metered fuel flow rate and the measured amount of evaporated
moisture from the wood, the amount of air leakage was calculated.
Gas samples were extracted at points J and K for a determination
of the oxygen and carbon dioxide content.
This was done using an
Orsat method of volumetric analysis involving chemical absorption
of a gas sample in a portable Fyrite tube device (Bacharach
Instrument Company).
These measurements were used as a backup for
94
calculating the amount of air leakage by performing a component
material balance for oxygen and carbon dioxide over the entire drum.
Outside drum wall temperatures were measured with an infrared
pyrometer (Thermodot) at points B, C, D, E, and F.
These were used
for estimating heat loss through the drum wall.
Inlet and outlet wood particle samples were taken for each
test run for purposes of a later moisture content determination by
an oven drying method.
On a continuous basis, in-line infrared
moisture meters monitored the inlet and outlet particle moisture
content.
Particle temperatures were also obtained at the inlet
and outlet.
Thermocouples were placed within the moving particle
bed at the inlet particle conveyor-belt and in a specially constructed damper apparatus inside the drop-out hopper.
are shown in Figure 25.
These setups
The damper in the drop-out hopper was
manually controlled such that the thermocouple could be completely
covered by the wood particle stream.
Wood particle samples and temperature measurements were also
taken at points B, C, D, E, and F along the length of the drum.
Five access ports mounted in the drum wall were fitted with a
sampling device as shown in Figure 26.
place and rotated with the moving drum.
The devices were bolted in
When not in use, the sample
port opening was sealed with a spring-loaded trap door on the
interior side and with a removable plug on the outside.
When a
sample was being taken, the sampling can acted as its own plug, see
Figure 26.
The sampling can was fitted with a 30 gauge chromel-alumel
thermocouple mounted through a centershaft inside the sampling
95
Tube
To Millivolt
Recorder
Thermocouple
Particle Flow
\\\\\\
Inlet Particle
Conveyor Belt
Particle Inlet
Thermocouple
To
Millivolt
Recorder
Access
Port
Particle Outlet
Figure 25.
Inlet and Outlet Particle Temperature Measurement Set-ups.
96
Plug
Baffle
SpringClip
Spring-Loaded
Trapdoor
Inside View
Outside View
Baffle
Asbestos
Plywood
Side View
SAMPLE
PORT
DEVICE
(116 Scale)
Ale
SAMPLE
CAN
(1/2 Scale)
Sample Can
Opening
Thermocouple
Plunger
Figure 26.
Sampling Device For Extracting Particle Samples From the
Drum Interior.
97
cavity.
A heavy lead plunger slid freely along the centershaft, such
that a collected sample was compressed around the thermocouple
junction.
The thermocouple leads were fastened to a quick-release
thermocouple connector.
Three particle samples were extracted from each of the five
sampling devices for each test run.
Samples were obtained by
removing the sample port plug, inserting the sampling can, and
securing with the spring-clips.
As the sampling can rotated through
the lower half of the drum, the plunger remained in the open
position, allowing particles to enter the sampling can opening.
As the sampling device rotated through the upper half of the drum,
the plunger moved into the closed position and compressed the
particle sample around the thermocouple junction.
Usually one
revolution of the drum was sufficient to collect a large enough
sample (about a third of the sample can volume when compressed).
The sampling can was then removed, the sample port plug replaced,
and a millivolt recorder was immediately linked to the thermocouple
circuit to obtain a temperature reading.
Manual pressure was also
applied to the plunger to ensure a good particle to thermocouple
contact.
The particle samples were then placed in polyethylene bags
for a later moisture content determination by an oven drying method.
All six test runs were conducted in one day.
An initial
warmup period of about two hours was required before the start of
the first test run.
Steady-state operation was assumed when the
exit particle moisture content did not change by more than one
percent over a fifteen minute time span.
Each test run required
about thirty minutes of steady-state operation.
98
Results and Discussion
A summary of the test results is shown in Table 4.
Additional
plots of the gas temperature, particle temperature and particle
moisture content data points along the length of the drum are given
in Figures 27 through 38.
The blend-box gas temperature is not the condition at which the
wet particles first come in contact with the gas stream.
The actual
inlet bulk gas condition is a product of mixing blend-box gas with
air leakage at the inlet.
The inlet bulk gas temperature was not
a measurable quantity because the mixing was not instantaneous.
Therefore, a calculation was required to establish this value.
One of the objectives behind the experimental design was to
control the outlet particle moisture content by adjusting the inlet
gas temperature, while keeping all other dryer conditions constant.
It was mistakenly assumed that the blend-box gas temperature was a
good indicator of the inlet gas temperature.
Blend-box gas
temperature was controlled by adjusting the fuel flow rate, with
relatively good results.
Total gas flow could be closely controlled
with damper adjustments.
However, dilution air flow, which enters
ahead of the blend-box gas temperature measurement point, and air
leakage, which enters behind this point, were not controllable.
Consequently, an unstable dilution air to air leakage ratio resulted
in poor control of the inlet bulk gas temperature.
Fortunately, the main objective of the experiments was still
achieved.
This was simply to obtain a range of gas and particle
Table 4.
Summary of Rotary Dryer Test Results.
TEST RUN NUMBER:
3
4
5
720
116.2
193.7
154.8
106.4
91.1
751
752
79.7
64.2
764
200.7
135.2
115.9
87.3
75.7
65.5
730
120.8
191.4
160.5
109.5
94.7
743
212.0
146.4
123.7
99.9
88.3
74.5
107.0
145.7
141.9
97.6
82.3
746
267.3
173.3
143.5
118.5
107.8
96.5
103.8
151.9
134.5
94.5
83.0
768
247.3
135.9
112.7
83.3
75.6
65.0
33.0
40.4
27.2
23.2
21.1
37.7
43.8
32.6
28.7
25.2
56.2
58.6
44.3
40.5
37.7
57.9
60.0
47.3
44.1
40.0
58.3
61.3
47.9
44.1
40.4
61.8
64.5
49.7
45.2
42.5
5.5
280
0.00596
61.0
5.5
283
5.5
283
0.00900
14.0
2.8
286
2.8
287
5.5
294
0.00900
0.00810
13.0
0.00830
9.0
1
2
6
GAS TEMPERATURES:
Blend-Box, Point J, °C.
Point C, °C.
Point D, °C.
Point E, °C.
Point F, °C.
Drum Outlet, Point K, °C.
Blend-Box, Point J, Calculated, °C.
Drum Inlet, Point I, Calculated, °C.
Point C, Calculated, °C.
Point D, Calculated, °C.
Point E, Calculated, °C.
Point F, Calculated, °C.
Drum Outlet, Point K, Calculated, °C.
541
74.8
106.6
98.6
69.5
60.4
542
161.8
100.9
87.5
74.8
75.2
62.4
548
86.9
147.0
117.0
79.1
66.4
512
156.7
114.1
102.0
85.8
OUTSIDE DRUM WALL TEMPERATURES:
Point
Point
Point
Point
Point
B.
C.
D.
E.
F.
DRUM AND BURNER OPERATION:
Drum Speed, rpm.
Dry Particle Feed Rate, kg/hr.
Fuel Flow Rate, kg/s.1
Excess Air, percent.
0.00670
35.0
1 Natural gas, lower heating value = 38540 kJ/m3, specific gravity = 0.58.
12.0
Table 4.
Continued.
TEST RUN NUMBER:
1
2
3
4
5
6
PARTICLE TEMPERATURES:
'
Inlet Screw-Feed Conveyer, Point A, °C.
Point B, °C.
Point C, °C.
Point D, °C.
Point E, °C.
Point F, °C.
Drum Outlet, Point G, °C.
18.6
41.5
47.6
45.0
42.3
36.8
33.7
43.3
49.5
45.5
43.9
38.6
38.6
18.9
50.1
54.5
53.0
52.5
47.2
52.3
21.3
41.4
49.4
49.6
48.3
41.4
49.3
23.4
42.0
49.2
50.0
48.8
46.1
44.5
42.4
48.0
48.4
48.6
44.5
51.9
1.401
1.192
0.987
0.857
0.731
0.727
0.603
1.405
1.247
1.057
0.925
0.743
0.668
0.497
1.425
1.136
0.887
0.695
0.403
0.276
0.173
1.399
1.110
0.875
0.658
0.418
0.295
0.160
1.390
1.053
0.779
0.552
0.357
0.266
0.170
1.352
0.947
0.671
0.498
0.267
0.201
0.122
0.165
0.230
1.660
1.194
0.167
0.300
2.040
1.492
0.169
0.249
1.940
1.411
0.173
0.258
1.930
1.388
0.153
0.230
1.540
1.048
0.165
0.219
1.540
1.044
17.5
20.1
2.0
0.6
17.4
20.3
2.4
0.6
15.9
19.5
3.5
0.8
16.1
20.3
3.9
1.2
16.3
19.3
3.8
1.4
15.8
19.0
3.8
0.8
17.7
24.1
PARTICLE MOISTURE CONTENT (DRY BASIS):
Inlet Screw-Feed Conveyer, Point A.
Point B.
Point C.
Point D.
Point E.
Point F.
Drop-Out Hopper, Point H.
GAS FLOWS:
Combustion Air, kg/s.
Dilution Air, kg/s.
Total Gas, Point L, kg/s.
Leakage Air at Inlet, kg/s.
GAS COMPOSITION:
02,
02,
Point J, mole percent.
Point K, mole percent.
CO2, Point J, mole percent.
CO2, Point K, mole percent.
101
conditions along the length of a rotary dryer to be used as a basis
of comparison with the rotary dryer simulation results.
An additional problem occurred with the gas temperature
The gas temperature indicated at
measurements inside the drum.
point C in Table 4 was obviously in error.
The past history of this
rotary dryer system revealed that the gas temperature reading at
point C has always been abnormally low.
nonhomogeneous gas mixture.
This is attributed to a
The gas temperatures recorded at points
D, E and F in Figure 23 appeared to be in line with expectations.
However, an energy balance analysis revealed that these temperatures
were too high, but tended to agree more closely with calculated
values as the measurement points got closer to the drum outlet.
Apparently the gas stream was nonhomogeneous throughout the length
of the drum.
Similar findings are reported in the literature.
Friedman and
Marshall (1949) reported considerable temperature striation occurs
through a rotary drum cross section.
As a result they abandoned
any attempt of obtaining meaningful gas temperature measurements
inside their experimental drum.
Measurements by Tscheng and
Watkinson (1979) of a radial gas temperature profile in a 0.19 meter
diameter rotary kiln (no lifting flights) showed a variation of 20°C
from the centerline to the drum wall, at approximately nine diameters
from the gas inlet.
of only 136°C.
This was with an estimated bulk gas temperature
Saeman and Mitchell (1954) made a similar measure-
ment in a 1.8-meter diameter drum, and recorded a gas temperature
differential of 17°C from top to bottom of the drum at two diameters
from the gas inlet.
This was with an estimated bulk gas temperature
102
of 74°C.
Based on these observations, it is likely the gas tempera-
ture measurements taken inside the drum were unrepresentative of the
bulk gas condition.
Gas temperatures inside the drum were estimated using the
energy balance given by Equation 74.
The amount of heat loss
through the drum wall was estimated from the outside drum wall
temperature measurements, along with Equations 55, 56 and 84.
qL = (hu
where:
- T )
+ hr) A (T
A
WO
(84)
A = outside drum wall surface area for a given distance
along its length, m2.
The calculated gas temperature values are given in Table 4.
Gas flow measurements were checked using a component material
balance from the data on the oxygen and carbon dioxide measurements.
Whereas the agreement was not perfect, the comparison did support
the results of the gas flow measurements within the accuracy of the
gas sampling procedure.
Measurements of the dilution air flow
corresponded well with past experience on this rotary dryer system.
In addition, dilution air flow measurements were used to calculate
the blend-box gas temperature.
As seen in Table 4, the agreement
was good between the calculated and measured blend-box gas
temperatures.
These results indicate the gas flow measurements
are probably a good indicator of the actual flow conditions.
Particle temperature measurements within the drum were reproducible, judging from the three repetitions performed at each
sample port.
However, these measurements may not be representative
of the true bulk particle temperature, but rather the particle
103
surface temperature.
Whether or not this measurement is a good
indicator of the bulk particle temperature would depend on the
particle size and moisture content.
Small particles with a complete-
ly wetted surface would be more uniform in temperature than larger
In either event, this
particles with partially dried surfaces.
measurement technique can only be regarded as an approximation of
the bulk particle temperature.
It is interesting to note that the measured particle temperature
reached a peak near the drum inlet in all six test runs.
A possible
explanation for this phenomenon was given by Sharples at al. (1964)
and presented here with some modification.
The particle temperature
reaches a peak somewhere above the wet-bulb temperature when the
rate of heat transfer from the gas to the particles is high and the
diffusion of moisture to the particle surface is relatively slow.
Then, when the particle surface temperature is high and the rate of
heat transfer is low, evaporation from the particle surface uses
all of the available energy, and the particle temperature falls as
it approaches the wet-bulb temperature.
Once sufficient moisture
is removed, the evaporation rate will drop, and the particle will
again be free to increase in temperature toward the gas condition.
Comparison Between Experimental Results
and Predicted Behavior
Results from the rotary dryer experiment were compared to a set
of rotary dryer simulations generated by the computer program RDS.
Drying profiles were prepared, which contrasted the predicted gas
temperature, particle temperature, and particle moisture content
104
values with the measured values taken along the drum length, for all
six test runs.
These profiles are plotted in Figures 27 through 32,
with the solid lines representing the simulation result.
The
predicted gas temperature, particle temperature, and particle
moisture content profiles all follow the same trends as their
measured counterparts.
However, while the agreement is good, the gas
temperature and particle moisture content predictions are, for the
most part, higher than the experimental results,
extent of drying is underestimated.
indicating the
This suggests either the
predicted rate of heat transfer is too low, or the predicted residence time is too short, or a combination of both.
Conjecture about the accuracy of the predicted rate of heat
transfer is difficult without the aid of experimental evidence.
Comparing the volumetric heat transfer coefficient predicted in
Chapter IV with the values reported in the literature would indicate
this value is close, but inconclusive.
Different rates of heat
transfer could yield identical gas temperature and particle
moisture content profiles if the residence times were also
different, in a compensating manner.
In other words, a high rate of
heat transfer for a short period of time, could yield an identical
result as a low rate of heat transfer for a long period of time.
Solid conclusions in this regard must be supported with both
residence time and heat transfer data.
The implications of assumptions 8 and 9 should also be considered, since these imposed conditions restrict the time allowed
for drying to only the period of particle fall.
At the end of the
period of particle travel on the lifting flights, the particles are
A
GAS TEMPERATURE
111
PARTICLE TEMPERATURE
() PARTICLE MOISTURE CONTENT
_
o
A
-
I'
n
0.000E-01
I
1.100E+00
I
2.200E+00
I
3.300E+00
I
4.400E+00
DISTANCE FROM DRUM INLET CM)
Figure 27.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 1,
K = 1.0.
GAS TEMPERATURE
p PARTICLE TEMPERATURE
0
f
PARTICLE MOISTURE CONTENT
0
0
a p
ta
'.1
I
4-10-
csi
0.000E-01
1.100 +00
2.200E+00
3.30
+
+00
.
S 0
-1-1-Eira
DISTANCE FROM DRUM INLET CM)
Figure 28.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 2,
K = 1.0.
AGAS TEMPERATURE
0 PARTICLE TEMPERATURE
0
PARTICLE MOISTURE CONTENT
n
0
H
0
Q
03
rx
e
z
rz
o
1.-
4.1
LI
w
m
D
I-
0
H
ox
tjH
t--
X
..:t
X
a)
1
la
1
at
0.000E-01
1.100E+00
I
2:200E+00
I
3.300E+00
I
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 29.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 3,
K = 1.0.
A
D
GAS TEMPERATURE
PARTICLE TEMPERATURE
C) PARTICLE MOISTURE CONTENT
r-,
U)
H
4)
<
M
>.-
X
e
,z
......
.
C)
w
n
I'I)
H
2
lj
H
IX
<
IL
0.000E-01
I .100E+00
2.200E+00
3.300E+00
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET (M)
Figure 30.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 4,
K
= 1.0.
zeis\ GAS TEMPERATURE
0.000E-01
1.100E+00
2.200E+00
El
PARTICLE TEMPERATURE
0
PARTICLE MOISTURE CONTENT
3.300E+00
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 31.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run Mo. 5,
K = 1.0.
A
GAS TEMPERATURE
PARTICLE TEMPERATURE
0
0.000E-01
1.100E+00
2,200E+00
PARTICLE MOISTURE CONTENT
3.300E+00
4.400E+00
5.500E+00
DISTANCE-FROM DRUM INLET CM)
Figure 32.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 6,
K = 1.0.
111
assumed to be uniform in moisture content and temperature as a result
of a relatively long period of time for internal movement of moisture
and heat.
Certainly a potential for drying does occur as the
particles ride on the lifting flights, particularly for the particles
exposed on the surface of the particle bed.
Calculations were
performed in Chapter IV and elsewhere (Kuramae and Tanaka, 1977),
which suggest the amount of heat transfer across a particle surface
during the time on the lifting flights is insignificant compared to
the amount of heat transfer during the falling period.
However,
there is no experimental evidence to lend support to these findings.
The affect of an erroneous residence time prediction can be
evaluated based on the results of the residence time measurements
presented in Chapter III.
Recalling from Figure 13, different
degrees of error were encountered in the residence time prediction
depending on the particle size and drum speed.
For the weight mean
particle size used in the rotary dryer experiment (see Figure 24),
a linear interpolation was performed to estimate the expected error
in the residence time prediction at the two test drum speeds.
These
values were then averaged to yield an expected overestimate in the
residence time prediction of 3.2 percent.
Based on the residence time data collected, it is unclear
whether the error occurs entirely in the estimate of the gas
particle interaction or in the estimated time of travel on the
particle lifting flights.
Since the greatest area of uncertainty in
the residence time analysis was associated with the affect of the
gas-particle interaction, all of the expected error was assumed to
occur in the prediction of the drag coefficient from Equation-37.
112
In program RDS this error was accounted for through the following
relationship:
D
where:
=
(85)
K.CD
CD = unadjusted drag coefficient from Equation 37.
CD = adjusted drag coefficient.
K
= correction factor.
Since the residence time error results in an overestimate of the
time spent in the dryer, the correction factor, K, is simply equal
to 1.0 plus the expected error in fractional form.
K
In this case,
= 1.03.
Figures 33 through 38 represent gas temperature, particle
temperature, and particle moisture content profiles generated by the
computer program RDS.
These simulations contain the drag coefficient
adjustment from Equation 85.
No significant difference was found
between the predictions made with K = 1.0 and K = 1.03.
generated output for the simulations with
K
The computer
= 1.03 is contained in
Appendix H.
The greatest deviation from the measured results occurred in
the simulation of test run 3, shown in Figure 35.
In this case the
extent of drying is underestimated throughout the drum.
However,
with the exception of the first meter of the drum, the drying rate
prediction is very close to the measured result.
This is seen by
comparing the shape of the predicted drying curve to the data, from
1.1 meters to the drum exit.
In test run 3, the calculated inlet
gas temperature was lower than expected, due to a high amount of air
leakage.
It is possible the actual inlet gas temperature for this
A GAS TEMPERATURE
El
0
PARTICLE TEMPERATURE
PARTICLE MOISTURE CONTENT
0
A
0.000E-01
1.100E+00
27-0567-b0
3.300E+00
4.400E+00
.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 33.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 1,
K = 1.03.
A
GAS TEMPERATURE
0
_
PARTICLE TEMPERATURE
0
a
PARTICLE MOISTURE CONTENT
_
ii
a
-
o
-
5
Di
i
1
1
0.000E-01
I
1.100E+00
2.20
+00
3.300E+00
I
4.400E+00
ai
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 34.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 2,
K = 1.03.
22s, GAS TEMPERATURE
D
PARTICLE TEMPERATURE
() PARTICLE MOISTURE CONTENT
el
1
1
ci
Zs;
1
la
I
I
ai
0.000E-01
1.100E+00
2.200E+00
3.300E+00
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 35.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 3,
K = 1.03.
GAS TEMPERATURE
El
PARTICLE TEMPERATURE
() PARTICLE MOISTURE CONTENT
t;
1.1 0E+00
2.200E+00
3.300E+00
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 36.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 4,
K = 1.03.
A SAS TEMPERATURE
0 PARTICLE TEMPERATURE
C) PARTICLE MOISTURE CONTENT
0.000E-01
1.106E+00
2.206E+00
3.306E+00
4744E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 37.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 5,
K = 1.03.
A GAS TEMPERATURE
0.000E-01
1.100E+00
2.200E+00
111
PARTICLE TEMPERATURE
0
PARTICLE MOISTURE CONTENT
3.300E+00
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CC)
Figure 38.
Comparison of Rotary Dryer Simulation With Measured Results From Test Run No. 6,
K = 1.03.
119
test run was higher.
If the outside drum wall temperature varies in
proportion to the gas temperature in the drum, then a comparison of
the outside drum wall temperatures near the drum inlet between test
runs 3, 5 and 6 indicate the calculated inlet gas temperatures for
test run 3 was too low.
This discrepancy could be the result of an
erroneous gas flow measurement, however, this explanation could not
be verified.
Predictions for the particle temperatures were good for test
runs 1, 2, 3 and 4.
The simulation accurately predicted a particle
temperature peak near the drum inlet as discussed previously.
Pre-
dicted particle temperatures increased at a decreasing rate near
the drum inlet up to a value slightly above the wet-bulb temperature,
then remained fairly constant.
If the particles were still well
above fiber saturation, the predicted particle temperature dropped
in the last half of the drum.
If the particles were dried below
fiber saturation, as predicted in test runs 5 and 6, the particle
temperature increased near the drum exit.
The predicted particle temperatures in test runs 5 and 6 were
too high throughout the length of the drum.
This is a result of an
overestimated rate of heat transfer to the particles.
Since the
heat capacity of the particles is small in relation to the evaporative load, a small error in the rate of heat transfer predicted
would result in a large error in the predicted particle temperature.
This affect would be most prevalent near the drum inlet, as shown
in Figures 37 and 38, since this is where the greatest rate of heat
transfer occurs.
120
Predictions of the gas temperature profiles are closely
associated with the particle moisture content predictions, since
material and energy balances must be satisfied throughout the drum.
In all six test runs, the heat loss through the dryer wall and the
sensible heat load of the particles were small in comparison to the
evaporative load.
Therefore, underestimating the drying rate
resulted in a corresponding overestimate of the gas temperature.
The important difference between the simulation results with
K
= 1.03 and
K
= 1.0 is not the overall residence time in the drum,
but rather the total number of cascades that a particle makes
through the gas stream.
Additional time spent on the lifting
flights does not significantly increase the extent of drying.
This
is seen by comparing test runs 3 and 4 in which a 94 percent
decrease in the drum speed resulted in only a 7.5 percent decrease
in the measured amount of outlet particle moisture.
Figure 39 is a plot of the predicted outlet particle moisture
content versus the measured values for all six test runs.
Any points
lying on the 45 degree line would indicate perfect agreement between
the predicted and measured results.
The overall percent root mean
square error for all six test runs is 22.2.
The worst prediction
was for test run 3, in which the calculated inlet gas temperature
was lower than anticipated.
Rotary Dryer Simulation Trials
Throughout the discussion of the last three chapters it should
be apparent there are a great number of factors which influence the
drying behavior in a rotary dryer.
Figure 40 summarizes the
121
cI
m
0.80
Ideal Fit
P
0 0.60
0
4.)
0
0.40
.1"
3
114
4
0.20
.0
Six Test Runs
05
.0
0
0.20
0.40
0.60
0.80
Actual Outlet Particle Moisture Content (Dry Basis)
Figure 39.
Predicted Versus Actual Outlet Particle Moisture Content
in the Experimental Rotary Drum, K = 1.0.
Outlet Particle Moisture Content (dry basis)
°
N.)
00
0 HI
N.)
co
0
H
M CD
rPPI
0
Inlet Particle Moisture Content
0
rt. 0
Blend-Box Gas Temperature
H.0
0
CD
rt.
CD
W
(1)
1./)
Drum Diameter
0W
CD
M
M
1--.
M
0
0
M
Air Leakage
CD
(DID
ID-
o pci
0 o
c-Pc-P
0
CD
0M
tm. `-4
II
k.4
CD
CI)
11
CD
11:1
CD
M
11
0
0 CD
II
II
II
Drum Length
CD
t7:1
43 CC
M
Gas Volumetric Flow Rate
(DID
M 11
CP
U)
cp
0 0(D
0 0rt
0
CD
0.
CD
Particle Size
1-6
0
P)
n n
5
1-1
Partic18.grericity
CD
CrP
o m
0 es
a)
a)
CO
CO
M
0. CO
Drum S eed
l-h
Angle of Repose
Bend Factor
ZZT
CD
CD
123
predicted effects of some selected independent rotary dryer
The base case
parameters on the outlet particle moisture content.
conditions for all the comparisons were taken from test run
2.
A
simulation using program RDS was performed for each variation of a
base case condition of plus and minus 50 percent, while all other
conditions were held constant.
The actual values used for the
simulation trials are shown in Table 5.
Within the range of conditions examined, the inlet particle
moisture content had the greatest affect on the predicted outlet
particle moisture content.
Next, in decreasing order of importance,
came the blend-box gas temperature, drum diameter, air leakage, drum
length, gas volumetric flow rate, particle size, particle sphericity,
drum speed, angle of repose, and the bend factor.
Changes in the
drum diameter were combined with a proportional change in the
lifting flight dimensions.
Similarly, changes in the drum length
were combined with proportional changes in the length of the centerfill section.
Of special interest is the affect of the gas volumetric flow
rate.
Both positive and negative variations from the base case
caused a reduction in the extent of drying.
This indicates there
is an optimal value for the gas volumetric flow rate.
The peak
occurs as a result of the combined affect the gas flow rate has on
the particle drag force and the convective heat transfer coefficient.
Increasing the gas flow causes a particle to pass through the drum
quicker (i.e. fewer cascades).
However, an increased gas flow
enhances the convective rate of heat transfer.
These are
124
Table 5.
Summary of Rotary Dryer Parameter Values Used in Figure 40.
Base
Case
Parameter
Inlet Particle Moisture
Content (Dry Basis).
1
Lower
Value
Upper
Value
1.4
0.7
2.1
548
274
822
1.2
0.6
1.8
1.49
0.75
2.24
Drum Length, m. 2
5.5
2.75
8.25
Gas Volumetric Flow Rate,
m3/s.
1.1
0.55
1.65
-0.002
+0.0014
-0.001
+0.0007
-0.003
+0.0021
0.75
0.375
1.125
5.5
2.7
8.2
82.6
41.3
90.0
0.75
0.375
1.125
Blend-Box Gas Temperature,
oc.
Drum Diameter, m. 2
Air Leakage, kg/s.
Particle Size (- Screen Passed,
+ Screen Caught), m.
Particle Sphericity.
Drum Speed, rpm.
Angle of Repose, degrees.
Bend Factor.
3
1 Base case conditions taken from test run no. 2.
2 Other related drum dimensions were varied proportionally
(ie. flight length and length of centerf ill section).
3 Maximum angle of repose is 90 degrees.
125
counteracting affects on the extent of drying, and thus an optimal
gas flow rate must exist.
Also of note is the bend factor affect from Rosen's (1982) wood
drying model.
As alluded to in Chapter IV, influences of internal
diffusion have a small affect on the extent of drying incurred in a
rotary dryer.
This is due to the relatively long soaking periods
compared to the drying periods within the range of conditions
studied.
This would seem to be justification for overlooking the
affects of internal temperature and moisture gradients within the
rotary dryer simulation.
And that accounting for internal diffusion
through the use of an empirical drying model is quite adequate.
One final simulation trial was performed, in which the centerfill flighting section was removed and all other conditions held
constant.
Under this situation, the predicted gas temperature,
particle temperature, and particle moisture content profiles are
shown in Figure 41, along with the simulation results in which
centerf ill flighting was included.
The number of cascades predicted
without the centerf ill section was only 37, compared to 56 cascades
when centerfill was included.
As shown, the outlet particle
moisture content was predicted to be 13 percent less, on a dry
basis, when centerf ill flights were present.
Applications of the Model
The computer program RDS is applicable to single pass rotary
drums with cocurrent flow.
be present.
A centerf ill flighting section need not
The particle lifting flights must be rectangular in
.
CENTERFILL FLIGHTS
NO CENTERFILL FLIGHTS
PARTICLE MOISTURE CONTENT
GAS TEMPERATURE
PARTICLE TEMPERATURE
ø0Eø1
I
1.100E+00
I
2.200E+00
I
3.300E+00
I
4.400E+00
5.500E+00
DISTANCE FROM DRUM INLET CM)
Figure 41.
Comparison of Rotary Dryer Simulation Results for Test Run No.
Centerf ill Flights.
2 With and Without
127
cross section, as shown in Figure 2, or at least be able to be
approximated as such.
Other dryer configurations can also be analyzed by proper
manipulation of the computer program RDS.
Triple pass rotary dryers,
for example, are sometimes used for drying wood particles, see
Figure 42.
Inlet gas and particles enter at point A of the diagram.
The first pass of the particle-gas stream is through the center
shell.
At point B the stream changes direction and enters the
intermediate shell, point C, for its second pass.
The stream
changes direction once more at point D and makes a final pass along
the drum length in the outer shell until it finally exits at point
E.
The gas velocity in the center shell is greatest due to its
small cross section.
The velocity drops off in the other shells,
with the lowest gas velocity occurring in the outer shell.
Because centerf ill flights are accounted for in the residence
time model, a modification could be made to allow for a multiple pass
drum.
As shown in the drum cross section of Figure 42, the inter-
mediate and center shells have particle lifting flights on both sides
of their walls.
The outer lifting flights on these interior shells
contribute to the cascading action in the same manner as the
centerf ill flights shown in Figure 1.
With a modification to account
for the different centerfill flight geometry, a triple pass drum
could be analyzed in three parts.
The first pass through the center
shell has no centerf ill and is modeled simply as an open center
drum.
The second and third passes, through the intermediate and
outer shells respectively, are modeled as centerf ill drums.
An
Center Shell
Intermediate
Shell
Outer Shell
Cross Section
Center Shell
Side View
Intermediate
Shell
Figure 42.
Outer Shell
Schematic Diagram of Triple Pass Rotary Dryer.
129
allowance probably would be required to account for end effects
when the particle-gas stream changes direction between passes.
A modification to RDS to allow for multiple pass drums was not
made in this study.
However, the modifications required would be
applied to Equations 40, 41 and 42, which define the centerf ill
flight holdup function.
Also, a change would be needed in the heat
loss calculation, since the interior shells are not directly exposed
to the surrounding.
Pressure drop through a multiple pass drum
may also be a problem when estimating the gas flow rate.
A
separate analysis of the pressure drop affect may be required.
130
SUMMARY AND CONCLUSIONS
VI.
A sequential analysis was performed of the rotary drying
process in terms of residence time, heat transfer, and mass transfer.
Special consideration was given to the drying of wood particles.
The first step was the development of a computer simulation
This
program which predicts the residence time in rotary dryers.
program was applicable to single pass drums, with and without
centerfill flights.
The simulation results were compared with
experimental measurements of the residence time.
The overall
percent root mean square error was 14.2.
The next step added a heat transfer analysis to the overall
model.
The result was a computer simulation program which predicts
the thermal profiles along the length of a rotary drum.
No
experimental verification was performed for this step.
A complete rotary dryer simulation program called RDS was then
developed with the addition of the mass transfer process.
Rotary
dryer experiments were conducted and the results compared to the
simulation predictions.
With reference to the outlet particle
moisture content, the overall percent root mean square error was
22.2.
Additional rotary dryer simulation trials were performed in
order to examine the affect of varying some selected rotary dryer
parameters.
Comparisons were made based on the outlet particle
moisture content, with rotary dryer test run number 2 as the base
case.
In decreasing order of importance the parameters examined
were the inlet particle moisture content, blend-box gas temperature,
131
drum diameter, air leakage, drum length, gas volumetric flow rate,
particle size, particle sphericity, drum speed, angle of repose, and
bend factor.
A final rotary dryer simulation trial was performed to
check the affect of the centerf ill flighting section.
The following conclusions can be derived from this study:
A rotary dryer simulation model has been developed which
is capable of predicting the drying behavior of wood
particles in a rotary dryer with a measured error of
approximately 22 percent.
The gas-particle interaction controls both the number of
cascades a particle makes through the gas stream and the
local rate of heat transfer to a particle.
There is an optimal volumetric gas flow rate which will
yield the greatest amount of drying.
For the rotary dryer
examined in this study, the optimal bulk gas velocity was
predicted to be approximately 1.0 m/s.
The affect of internal diffusion of heat or mass appears
to be of minor importance when predicting drying behavior
of wood particles within the range of rotary dryer
conditions examined.
The presence of centerf ill flights enhance the drying
process if all other conditions are held constant.
The
simulation results shown in Figure 41 indicated that the
addition of centerf ill flights improved the extent of drying
by 19 percent over the case when no centerf ill flights were
present.
132
Wood particles do not behave independently when the
cascade through the moving gas stream, but rather are
influenced by the bulk particle flow.
Drag coefficients predicted by the Schiller and Naumann
relationship (Equation 6) are probably not representative
of the actual condition, since that equation assumes the
particles behave independently in the gas stream.
However,
when this relationship uses the weighted mean particle
size as the characteristic dimension, the measured and
predicted results of the residence time are in close
agreement.
The rotary dryer simulation model developed in this study
may be used as a tool toward better understanding of the
rotary drying process.
133
VII.
LIST OF NOTATION
a
=
rate factor, sb.
A
=
area, m2.
AH
=
particle surface area available for heat transfer, m2.
A
=
projected frontal area, m2.
=
bend factor, eqs. 78-81.
b
=
length of flight lip, m.
Bim
=
mass transfer Blot number.
c
=
specific heat, J/kg-°C.
C
=
wet specific heat, J/kg-°C.
C
=
number of cascades, eq. 45.
=
drag coefficient.
CD
=
adjusted drag coefficient.
d
=
diameter, m.
=
diffusion coefficient, m2/s.
=
dimensionless moisture content, eq. 78.
=
initial drying rate, s-1, eq. 80.
=
factor relating mass transfer surface area to total particle
CD
Eo
surface area, m2.
f(G) =
gas velocity function.
f(H) =
drum holdup function.
=
drag force on particle, N/m2.
Fg
=
gravitational force on particle, N/m2.
Fr
=
Froude Number.
FD
acceleration due to gravity, m/s2.
=
dry gas mass flow rate, kg/s.
134
Gr
=
Grashof number.
h
=
flight holdup, m3, Chapter III.
surface-film convective heat transfer coefficient, W/m2.C.
hu
=
combined natural and forced surface-film convective heat
transfer coefficient, W/m2.°C.
effective radiation heat transfer coefficient, W/m2..C.
hr
=
drum holdup, m3.
specific enthalpy, J/kg, eqs. 71-73.
kp
=
drag factor.
=
thermal conductivity, W/m°C.
=
pseudo permeability, m-1, eq. 25.
=
surface-film convective mass transfer coefficient,
kg/m2.s.(kg/kg).
Kc
Le
Nu
Pr
=
various constants in Equations 4, 13, 14, 17, 18, and 24.
=
cascade factor.
=
flight length, m.
=
distance from drum inlet, m, eqs. 19-23, 58.
=
drum length, m.
=
effective drum length, m.
=
ratio of actual to design holdup.
=
molecular weight, kg/kgmole.
=
number of flights.
=
drum rotation rate, rev/min.
=
Nusselt number.
=
partial pressure, Pa.
=
total pressure, Pa.
=
Prandtl number.
135
qL
qL
Re
Rew
Sh
vt
V
X
=
rate of heat transfer to particles, J/s.
=
rate of heat loss through drum wall, J/s.
=
heat flux through drum wall, W/m2.
=
radius, m.
=
gas constant, kgmole. °C/Pa.m3, eq. 28.
=
thermal resistance, °C/W.*
=
drying rate, s-1, eqs. 20-24 and 31-33.
=
Reynolds number.
=
rotational Reynolds number, eq. 55.
=
dimensionless time, eq. 81.
=
dry solids feed rate, kg/s.
=
Sherwood number.
=
time, s.
=
temperature, °C, K in eqs. 28, 30, 95, 96 and 102.
=
volumetric heat transfer coefficient, W/m3.°C.
=
velocity, m/s.
=
terminal velocity, m/s.
=
volume, m3.
=
particle width, m.
=
directional coordinate, m.
=
longitudinal advance of a particle per cascade, m, eq. 35.
=
particle moisture content, dry basis, kg/kg.
=
directional coordinate, m.
=
vertical distance of particle fall, m, eq. 43.
=
mole fraction in gas phase.
=
gas moisture content, dry basis, kg/kg.
=
directional coordinate, m.
136
=
drum slope to horizontal, degrees, Chapter III.
cc
=
thermal diffusivity, m2/s.
(3,
=
coefficient of thermal expansion, K-1.
=
angle defined in Figure 5, degrees.
=
gamma function.
AT
=
logarithmic mean temperature difference, °C.
Ax
=
cascade length, m.
=
emissivity.
1-1
=
friction factor for particles moving on a flight.
8
=
peripheral flight angle, degrees.
=
peripheral flight angle of entry, degrees.
=
residence time correction factor, eq. 85.
=
latent heat of vaporization, J/kg.
=
heat of wetting, J/kg.
=
sorption energy, J/kg.
=
viscosity, Pa.s.
=
kinematic viscosity, m2/s.
=
porosity.
=
3.1426
=
density, kg/m3.
=
sphericity.
=
kinetic angle of repose, degrees.
0e
w
Xs
1-1
7
a
centerfill flight angle, degrees.
centerf ill flight angle of entry, degrees.
Te
=
angle defined in Figure 5, degrees.
137
Subscripts
A
=
air.
b
=
normal boiling point.
B
=
bulk
B
=
bound water.
c
=
centerfill flight.
c
=
cascade.
d
=
drum.
e
=
equilibrium.
e
=
peripheral flight.
El
=
exterior (peripheral) to interior flight period of fall.
f
=
particle fall.
f
=
gas film.
fsp
=
fiber saturation point.
F
=
free water.
G
=
gas.
I
=
inside drum.
IE
=
interior (centerfill) to exterior flight period of fall.
mix
=
gas mixture.
o
=
initial.
0
=
outside drum.
p
=
particle or solids.
p
=
constant pressure.
pf
=
particle fall.
r
=
relative to a moving gas stream.
s
=
surface.
'
138
S
=
dry solids or particles.
T
=
total.
v
=
water vapor.
w
=
liquid water.
wb
=
wet-bulb.
W
=
drum wall.
x
=
directional coordinate.
y
=
directional coordinate.
z
=
directional coordinate.
8
=
angular.
co
=
fully-developed flow.
Superscripts
o
=
pure component.
s
=
saturated.
*
=
design condition.
=
average.
139
VIII.
BIBLIOGRAPHY
Atherton, G.H. and J.R. Welty. 1972. Drying Rates of Douglas-Fir
Veneer In Superheated Steam at Temperatures to 800°F. Wood
Science 4(4):209-218.
Drying of Hygroscopic Capillary
1973.
Berger, D. and D.C.T. Pei.
Porous Solids--A Theoretical Approach. International Journal
of Heat and Mass Transfer 16:293-302.
Mathematical Model for Lumber Drying I.
1979.
Bramhall, G.
Principles Involved. Wood Science 12(1):14-21.
Textbook of Wood
1952.
Brown, H.P., J. Panshin and C.C. Forsaith.
Technology, Vol. II. McGraw-Hill Book Company, New York.
Suspension Drying of Sawdust.
1958.
Corder, S.E.
Journal 8(1):5-10.
Forest Products
Coulson, J.M. and J.F. Richardson. 1955. Chemical Engineering,
Pergamon Press, Oxford.
p. 505.
Volume Two.
Davidson, J.F., M.W.L. Robson, and F.C. Roesler. 1969.
Solids Subject to Alternating Boundary Conditions.
Engineering Science 24:815-828.
Drying of
Chemical
The Drying of Wood
1983.
Emery, A.F., B. Dorri, and P.C. Malte.
Proceedings
of the Third
Particles: Analysis and Experiments.
Thermal
International Conference on Numerical Methods in
Pine Ridge Press,
Seattle, Washington.
Vol. III.
Problems.
Swansea, U.K.
Drying Rates of Thin Sections of Wood at
1953.
Fleischer, H.O.
Yale University, School of Forestry,
High Temperatures.
Bulletin No. 59.
Studies in Rotary Drying,
Friedman, S.J. and W.K. Marshall. 1949.
Chemical Engineering Progress
Part I--Holdup and Dusting.
45:482-493.
Friedman, S.J. and W.K. Marshall. 1949. Studies in Rotary Drying,
Part II--Heat and Mass Transfer. Chemical Engineering Progress
45:573-588.
Garside, J., L.W. Lord, and R. Regan. 1970. The Drying of Granular
Fertilizers. Chemical Engineering Science 25:1133-1145.
Transport of Solids Through Flighted Rotating
1978.
Glikin, P.G.
Transactions, Institution of Chemical Engineers
Drums.
56:120-126.
140
An Approximate Solution of the Generalized
1974.
Gupta, L.N.
Stefan's Problem in a Porous Media. International Journal of
Heat and Mass Transfer 17:313-321.
Simultaneous Moisture and Heat Transfer in
Harmathy, T.Z. 1969.
Porous Systems with Particular Reference to Drying. Industrial
and Engineering Chemistry, Fundamentals 8(1):92-103.
The Drying of Wood. North Carolina Agricultural
1966.
Hart, C.A.
Extension Service, Extension Circular 471.
Uniform and Non-uniform Motion of Particles in
1962.
Heywood, H.
Proceedings of the Symposium on the Interaction Between
Fluids.
IChemE Symposium Series No. 9.
Fluids and Particles.
Hirosue, H. and H. Shinohara. 1978. Volumetric Heat Transfer
Coefficient and Pressure Drop in Rotary Dryers and Coolers.
Proceedings of The First International Symposium on Drying.
McGill University, Montreal, Canada. A.S. Mujumdar, Editor.
Science Press, Princeton.
Simultaneous Heat and Mass Transfer With Local
1982.
Kayihan, F.
Three-Phase Equilibria in Wood Drying. Proceedings of The
Third International Drying Symposium. University of
Birmingham, Birmingham, England. J.C. Ashworth, Editor. Drying
Research Limited, Wolverhampton.
Heat Transfer From a
1958.
Kays, W.M. and I.S. Bjorklund.
Transactions of
Rotating Cylinder With and Without Crossflow.
the ASME, January, pp. 70-78.
Convective Heat and Mass
1980.
Kays, W.M. and M.E. Crawford.
McGraw-Hill Book Company. New York.
Transfer.
'
Kelly, J.J. and J.P. O'Donnell. 1968. Dynamics of Granular
IChemE Symposium
Material in Rotary Dryers and Coolers.
Series No. 29, pp. 33-44.
Residence Time Model for
Kelly, J.J. and P. O'Donnell. 1977.
Transactions,
Institution
of Chemical Engineers
Rotary Drums.
55:243-252.
Kirk, R.W. and J.B. Wilson. 1983. Analysis of Drying Wood Waste
Fuels With Boiler Exhaust Gases--Simulation, Performance, and
Engineering Experiment Station, Oregon State
Economics.
University, Corvallis, Oregon.
Retention Time in a Rotary Dryer. Proceedings
1982.
of the Third International Drying Symposium, Vol. 2. University
of Birmingham, Birmingham, England. J.C. Ashworth, Editor.
Drying Research Limited, Wolverhampton.
Kisakiirek, B.
141
Generalized Drying
1975.
Kisakilrek, B., R.D. Peck, and J. Cakaloz.
Canadian Journal of Chemical
Curves for Porous Solids.
Engineering 53:53-59.
Kollmann,F.F.P. 1961. High Temperature Drying, Research, ApplicaForest Products Journal
tion, and Experience in Germany.
11:508-515.
Principles of Wood Science
Kollmann, F.F.P. and W.A. Cote. 1968.
and Technology.. Springer-Verlag, New York.
Analysis of the Volumetric Heat
Kuramae, M. and T. Tanaka.
1977.
Transfer Coefficient for a Rotary Dryer. Heat Transfer,
6(1):66-80.
Japanese Research.
The Flow of Ugly and Exotic Fluids. Class
1980.
Levenspiel, O.
Notes, Chemical Engineering Department, Oregon State University,
To be published in Fluid Flow and Heat
Corvallis, Oregon.
Plenum Press, New York.
Exchange.
Systems of Differential Equations of Heat and
1975.
Luikov, A.V.
Mass Transfer in Capillary-Porous Bodies. International
Journal of Heat and Mass Transfer 18:1-14.
Malte, P.C., R.J. Robertus, M.D. Strickler, R.W. Cox, W.J. Kennish,
Experiments on the
G.R. Messinger, and S.C. Schmidt. 1977.
Thermal
Kinetics and Mechanisms of Drying Small Wood Particles.
College of Engineering,
Energy Laboratory Report TEL-76-8.
Washington State University, Pullman, Washington.
Drag on Freely-Falling Wood Chips and Other
Mason, M.A. 1980.
Irregularly-Shaped Bodies. M.S. Thesis, University of
Wisconsin, Madison, Wisconsin.
Gas Velocity Effects on Heat Transfer in
McCormick, P.Y.
1962.
Chemical Engineering Progress
Direct Heat Rotary Dryers.
58(6):57-61.
Exact Solution of Temperature and Moisture
Mikhailov, M.D.
1975.
Distributions in a Porous Half-Space With Moving Evaporation
International Journal of Heat and Mass Transfer
Front.
18:797-804.
1942.
Factors
Miller, C.O., B.A. Smith and W.H. Schuette.
Influencing the Operation of Rotary Dryers. Transactions,
American Institution of Chemical Engineers 38:841-864.
Miskell, F. and W.R. Marshall, Jr. 1956. A Study of Retention
Chemical Engineering Progress
Time in a Rotary Dryer.
52(1):35-38.
Willamette Industries' Rotary-Drum Bark Dryer.
Mohr, M.
1982.
PIMA Magazine, June.
142
Heat and Mass Transfer in Rotary Dryers.
1963.
Myklestad, O.
Chemical Engineering Progress Symposium Series 59(41):129-137.
Drying of Solids in the
Nonhebel, G. and A.A.H. Moss.
1971.
Chemical Industry. Butterworth and Company Ltd., London.
Drying Wood and Bark Fuels
1980.
Oswald, K.D. and D.C. Junge.
The Energy Research Development
With Boiler Exhaust Gases.
Institute, Forest Research Laboratory, Oregon State University,
Corvallis, Oregon.
Chemical Engineers' Handbook,
1975.
Perry, R.H. and C.H. Chilton.
Fifth Edition. McGraw-Hill Book Company, New York.
Platin, B.E., A. Erden, and O.L. Guider. 1982. Modelling and Design
Proceeding of the Third International
of Rotary Dryers.
J.C. Ashworth, Editor. Drying
Drying Symposium, Volume 2.
Research Limited, Wolverhampton, England.
Plumb, 0.A., P.C. Malte, and R.J. Robertus. 1977. A Numerical
Thermal Energy
Model of Convective Drying of Wood Particles.
College
of
Engineering,
Laboratory Report TEL-77-19.
Washington State University, Pullman, Washington.
The Design of Rotary Dryers and Coolers.
Porter, S.J. 1963.
Transactions, Institution of Chemical Engineers 41:272-280.
1960.
Porter, S.J. and W.G. Masson.
Some Related Aspects of Design.
Society 61:5-38.
Rotary Coolers and Dryers-Proceedings of the Fertilizer
Transactions,
1942.
Prutton, C.F., C.O. Miller, and W.H. Schuette.
American Institution of Chemical Engineers 38:123-141.
Evaporation From Drops--Part I
Ranz, W.E. and W.R. Marshall. 1952.
and Part II. Chemical Engineering Progress 48(3):141-146,
173-180.
Rosen, H.N. 1980. Psychrometric Relationships and Equilibrium
Moisture Content of Wood at Temperatures Above 212 F. Wood
and Fiber 12(3):153-171.
Functional Relations and Approximation
Rosen, H.N.
1982.
Techniques for Characterizing Wood Drying Curves. Wood
Science 15(1):49-55.
Rosen, H.N. 1983. Recent Advances in the Theory of Drying Lumber.
Forest Sciences Laboratory, North Central Forest Experiment
Station, Forest Service, U.S. Department of Agriculture,
Southern Illinois University at Carbondale, Carbondale,
Illinois.
143
Drying Curves and Wood
1978.
Rosen, H.N. and R.E. Bodkin.
Quality of Silver Maple Jet Dried at High Temperatures.
Products Journal 28(9):37-43.
Forest
Air-Solids Interaction in Rotary Dryers and
1962.
Saeman, W.C.
Chemical Engineering Progress 58(6):49-56.
Coolers.
Analysis of Rotary Dryer
1954.
Saeman, W.C. and T.R. Mitchell.
Chemical
Engineering
Progress
and Cooler Performance.
50(9):467-475.
Uber die grundlegenden
1933.
Schiller, L. and A. Naumann.
Verein Deutscher
Berechnungen bei der Schwerkraftaufbereitung.
Ingenieure Zeitschrift 77(12):318-320.
Rotary Driers and Coolers
1962.
Schofield, F.R. and P.G. Glikin.
Transactions,
Institution of
for Granular Fertilizers.
Chemical Engineers 40:183-190.
Computer Simulation
1964.
Sharples, K., P.G. Glikin, and R. Warne.
Transactions, Institution of Chemical
of Rotary Driers.
Engineers 42:T275-T284.
Siau, J.F.
1972.
Syracuse.
Flow in Wood.
Syracuse University Press,
Equilibrium Moisture Content
1980.
Simpson, W.T. and H.N. Rosen.
Wood and Fiber 13(3):150-158.
of Wood at High Temperatures.
Skaar, C.
1972.
Syracuse.
Water in Wood.
Syracuse University Press,
Factors Influencing Rotary Dryer Performance.
Smith, B.A. 1942.
Transactions, American Institution of Chemical Engineers
38:251-257.
Numerical Solution of Partial Differential
Smith, G.D. 1978.
Clarendon Press, Oxford. p. 41.
Equations, Second Edition.
Introduction to Chemical
1959.
Smith, J.M. and H.C. Van Ness.
Engineering Thermodynamics, Second Edition. McGraw-Hill Book
p. 122.
Company, New York.
Stamm, A.J.
1964.
New York.
Wood and Cellulose Science.
Ronald Press,
The Computer Simulation of the Rotary Drying
Thorne, B.
1979.
PhD Thesis, University College, Dublin, Ireland.
Process.
Fundamental Aspects of
Torobin, L.B. and W.H. Gauvin. 1960.
Canadian Journal of Chemical Engineering
Solids-Gas Flow.
38(5):142-152.
144
Treybal, R.E. 1980. Mass-Transfer Operations.
Company, New York.
McGraw-Hill Book
Convective Heat Transfer
Tscheng, S.H. and A.P. Watkinson. 1979.
Canadian Journal of Chemical Engineering
in a Rotary Kiln.
57:433-443.
Turner, G.A.
Cooler.
The Thermal History of a Granule in a Rotary
Canadian Journal of Chemical Engineering 44:13-16.
1966.
Fuel Predryer Improves Wastewood Boiler Operations,
1982.
Vala, T.
Pulp and Paper, March, pp. 154-157.
and Efficiency.
Welty, J.R. 1974.
New York.
Engineering Heat Transfer.
John Wiley and Sons,
Fundamentals of
Welty, J.R., C.E. Wicks, and R.E. Wilson. 1976.
John Wiley
Second
Edition.
Momentum, Heat, and Mass Transfer,
and Sons, New York.
Investigations on Sorption and Swelling of
1963.
Weichert, L.
Spruce, Beech, and Compressed Beech Wood Between 200 and 100°C.
Holz als Roh-und Werkstoff 21(8):290-300.
sapiatiaaav
xi
145
APPENDIX A.
THERMAL RESISTANCE OF THE DRUM WALL
The thermal resistance of the drum wall is considered as a
summation of the individual resistances of its components.
Knowl-
edge of the type of materials which make up the wall, their
thickness and thermal conductivity, is required to estimate the total
thermal resistance as shown by Equations 86 and 87.
(T
Rw =
WI
-
Two)
L
1
27rAx
1
i=1 kWi
f r.
1+1
dr
(86)
r.
Integrating Equation 86 yields:
Rw -
1
1
27Ax .E
1=1
where:
/r )
1+
Ni kn(r.1i
(87)
Twi = inside wall temperature, °C.
TWO = outside wall temperature, °C.
kw = thermal conductivity of wall component, J/s.m.°C.
r = radius, m.
i = index referring to a multilayer wall.
If the drum wall is insulated, in most cases only the thickness and
the thermal conductivity of the insulation need be considered in the
calculation.
(91)
I
ciL(TS2-T51)
TG2-TG1-qL/GcG
AT2-AT1-qL/GcG
(.4cG
-
d(AT)
dqG
becomes: rearrangement
upon which 89, Equation
into substituted is expression This
T51)
(90)
Ax
L
q"
Trdd
-
(T52
TG1)
-
csSc
GcG(TG2
Ax:
cascade
finite
dx)
88
length,
a over solved and combined are 65 and 64 Equations
Sc
(89)
yield: to
Trdd
GcG
-
(dqG
-
d(AT)
dqG
Equation into substituted are 65 and 64 Equations
dTs
(88)
-
dTG = d(AT)
force:
driving temperature differential
a
define and
TS'
dx Trdd qL + dTs Scs
(65)
dTG cG
(64)
dx
(63)
a
differential
-
Trdd qL
+ TS)
(TG
4d
2
segment: drum
may U,
G
-
TG
= AT
Let
and
= dqG
= dqG
= dqG
Trd
[U
across balances energy three
dx. drum, rotary a of length
with Starting
determined be
differential
coefficient, transfer heat volumetric
a
for
A
COEFFICIENT TRANSFER HEAT VOLUMETRIC THE
B. APPENDIX
CALCULATING OF METHOD INDIRECT
146
147
Since qG = GcG(TG2 -TG1) and Scs(T S2-TS1) = c1G-
then Equation 91
becomes:
[ AT2-AT1-q L/GcG 1
d(AT) = dqG
qi,
_
qG
(92)
+
S
qL
Substituting Equation 63 for dqG, Equation 92 is rearranged to yield
the following separable differential equation:
(93)
d(AT) = (UEAT + F) dx
[AT2-ATi-qL/GcG
where:
E = V
(1G
AT2-AT1-qL/GcG
F
=Ax/
qG
Ax/q
L
- Ax
q
L
Ax Sc
S
AT = TG - TS
Integrating Equation 93 across the drum segment, and solving for
U yields:
U -
1
AxE
UEAT2 + F
tn
(94)
UEAT1 + F
Since Equation 94 may not be solved explicitly for U, an iterative
solution technique is required.
148
EVALUATION OF GAS PROPERTIES
APPENDIX C.
The gas properties of density, specific heat, thermal conductivity, and viscosity must be evaluated as a function of
temperature and composition for the conveying gas along the length
With wood particle drying systems this gas
of the rotary drum.
could consist of combustion products from fossil fuels or wood, or
exhaust stack gases.
In addition, a considerable portion of the
total gas flow could consist of air.
As such, gas composition must
be accounted for when determining temperature dependent properties.
The viscosity of pure gases may be estimated as:
o
/12
where:
111
[ T2
3/2 [T1 + 1.47 Tbl
T1
T2
+ 1.47
Tb
Tb = normal boiling point, K.
Tl = reference temperature, K.
po
1
= viscosity of pure gas at reference temperature, Pas.
At a given reference temperature Equation 95 becomes:
p =a
T3121
T + b
The major combustion products of fossil fuels and wood, along
with their corresponding values for a and b are listed in Table 6.
The resultant viscosity of a gas mixture is given by:
1.1mix
where:
=
E Y. Poi
(4.)1/2
E yi (Mi)1/2
y = mole fraction.
M = molecular weight.
149
Specific heats of pure gases at constant pressure are evaluated
as:
co
(98)
= c + dT + eT2
where T is evaluated in degrees Kelvin.
Values of c, d and e are
found in Table 6 (Smith and Van Ness, 1959).
For a gas mixture:
= E y. c0.
1 pi
cp,mi x
i
y. M.
1 1
(99)
Thermal conductivity of pure gases can be estimated as:
k° = p
o
(c
o
+
10381,
m
)
For a gas mixture:
k
mix
E y. k.
1 1
E
(M,)1/3
yi (Mi)1/3
The uncertainties of Equations 95 and 100 have been evaluated
by Perry and Chilton (1975) as ±6 percent and ±5 to 25 percent
(depending on the molecular polarity and linearity), respectfully.
The heat capacity equation has an uncertainty of about one to three
percent.
Gas density was evaluated using a standard ideal gas relationship assuming air at one standard atmosphere of pressure.
For the ambient air surrounding the exterior drum wall a
Grashof number is required to estimate the effect of natural convection on the heat loss through the drum wall.
This was evaluated
using the following power curve fit to the data tabulated by Kays
150
and Crawford (1980) for the temperature dependent portion of the
Grashof number:
-8L3-2
= 8.85 x 1018
T-4372
(102)
v
T = temperature, K.
where:
Gr =
P.
g dd3
AT/v2.
Equation 102 produced an r2 value of 0.999.
Table 6.
Coefficients Used in Gas Property Equations.
Coefficient
Oxygen
Nitrogen
Carbon
Dioxide
Water
Vapor
a
1.71
1.42
1.68
1.62
b
132.4
113.6
286.0
548.5
c
803.9
971.4
590.0
1686.7
d
0.4056
0.1861
0.9886
0.5342
e
-1.21x10-4
-1.50x10-7
-3.37x10-4
6.58x10-5
151
APPENDIX D.
EVALUATION OF WOOD PROPERTIES
Wood properties are affected by temperature and moisture
content.
The specific heat of dry wood may be estimated as (Stamm, 1964):
= 1113.0 + 4.85 T
c
S
T = temperature, °C.
where:
c
= specific heat of dry wood, J/kg°C.
S
For wet wood, Siau (1971) suggests:
X + CS
-
C
S
where:
1 + X
X = dry basis moisture content fraction.
Cs = specific heat of wet wood, J/kg°C.
The thermal conductivity of wood is dependent on the direction
relative to the grain, as well as temperature and moisture content.
For dry wood (Brown et al., 1952):
where:
kr = 2.00 x 10-4 ps + 2.38 x 10-2
(105)
kz = 2.5 kr
(106)
p
S
= dry wood density, kg/m3.
kr = thermal conductivity perpendicular to grain direction,
W/m°C.
k
thermal conductivity parallel to grain direction,
W/m°C.
(107)
10-2
x 2.38 + X)
10-4
x 5.48 +
10-4
x
(2.00
pS =
kr
0.40:
10-2
x 2.38 +
X)
10-4
> X
x 4.04 +
x (2.00 pS = kr
10-4
0.40:
< X
wood: wet For
152
153
APPENDIX E.
WET-BULB TEMPERATURE CALCULATION
The wet-bulb temperature is a steady-state temperature reached
by a small amount of liquid evaporating into a large amount of an
unsaturated water vapor-gas mixture (Treybal, 1980).
Equation 108
represents the wet-bulb relationship.
(Ywb
Twb = TG -
where:
YG) Awb
h/ky
(108)
h/ky = psychrometric ratio, J/kg.°C.
The absolute humidity of the gas at the wet-bulb temperature is
calculated as:
Y
wb
where:
Pv,wb
=
pv,wb
P
s
G
Pv,wb
I
w
(109)
MA
= saturated vapor pressure at the wet-bulb
temperature, Pa.
Equations 108 and 109 are solved simultaneously to obtain the wetbulb temperature.
154
APPENDIX F.
SORPTION ENERGY OF WATER IN WOOD
Water is held in wood with varying energies depending on the
wood moisture content.
Free water contained in the cell lumens
requires approximately the same evaporation energy as does ordinary
liquid water.
Bramhall (1979) suggested the use of Equation 110 for
estimating the latent heat of vaporization of liquid water.
A = 2.50 x 106 - 2.48 x 103 T
where:
(110)
T = temperature, °C.
A = latent heat, J/kg.
For bound water within the wood structure,additional heat, above
what is required for free water, must be added to break the woodThis is called the heat of wetting.
water bond.
Experimental
measurements by Weichert (1963) were used by Bramhall (1979) to
derive the following relationship for the heat of wetting, Aw:
w
= 1.17 x 106 exp (-15X)
The total sorption energy, As, is estimated by combining Equations
110 and 111 to yield:
As = 1.17 x 106[2.14 - 2.12 x 10-3T + exp (-15X)]
(112)
155
APPENDIX G.
ROTARY DRYER SIMULATION (RDS) PROGRAM LISTING
PROGRAM RDS (INPUTOUTPUT,TAPE54NPUTJAPE6=OUTPUT)
0134*******000**MOIVOIMI*******MOMO************************0
j
*
*
*
,
t
7
*
t
*
10
t
11
*
THIS PROGRAM SIMULATES THE DRYING BEEAVIOR OF 20D PARTICLES IN A ROTARY
IT WAS DEVELOPED BY FREDERICK A. KAMKE IN PARTIAL FULFILMENT OF
DRYER.
THE REOUIREMENTS FOR THE PH.D. WITH THE DEPAF.THNT OF FOREST PRODUCTS AT
OREGON STATE UNIVERSITY, CORVALLIS! OREGON! SEPTEMBER 23, 1983.
*
t
*
t
t.
AN ALPHABETICAL
THE PROGRAM DEVELOPMENT IS OUTLINED IN KAMKE'S THESIS.
LISTING OF THE PROGRAM NOTATION IS CONTAINED IN 1RDSDOCI.
t
*
t
EXECUTION OF 1RDS' REHIRES ACCESS TO THE SUBROUTINE IZSPOW' CONTAINED IN *
t
THE INTERNATIONAL MATHEMATICS STATISTICAL LIBRARY.
1-
t
13
Unt***001114****/300***130010011314tUttn**********MMUOMM
4-,
14
ir.;
***M*0*********0
INITIALIZATION
********************
16
17
lE
9
fo
:.:'
,.,
23
24
727
20
5
3;)
31
12
33
34
35
DIMENSION CI6(4/2),CG(4),GLOSS(400),TIME(400),TR(400),X(400)
1tC1JPF(400),CMP(4,4),FRH(400)7T6(400)tCP(404),CV6(4001RH(400)
DIMENSION WK(21),PAR(13),GX(3),M5),WIG(4),COEF(5,4)
EXTERNAL FCN
CHARACTER*10 DAYtHOUROATE,CLOCK
REAL MW,HS
INTEGER CF,CFC
COMMON/EINS/ DIAIDIAOIRWELtFLENtFLINFLENItFLIPItULltUL2
ItALPHArBETWEINDEM
COMMON/ZWEI/ RPM,RPS,REIRREIREOAREO,FRHUNED,APCHOLDrII
COMMON/DREI/ TWAVEL
COMMON/VIER/ CIGtATMVEL,CGIVG,SHG,CKGICHPF
COMMON/TUNE/ PDENtBDENtREPOSEIPHIISPHERICISCREEN1tSCREEN2IFEED
ItAIBIRTCF,GAMMABODIA
COMMON/SECHS/ COEFOW
COMMON/SIEBEN/ ERZJWBIFAICPEtHS,TWBINJGINITGG
COMMON/ACHT/ TWOtTWI
36
37
36
-0
40
DATA MW/32.0,28.1,44.0,18.0129.0/
DATA COEF/1.71,132.41803.910.4056,-1,207E-4,1,42,113.61971.40,1861
11-1.489E-7,1.63,286.0,590.90#98867-3.371E-4,1.62,54B.5116860
2,0.5342, 6.578E-51
41
42
43
44
45
OPEN(2yFILE=TCAL')
OPEN(7FFILE='FDRY')
0444010044$1040t*
READ INPUT
****04301300t*t*
46,
49
READ(5,504°) DIAIWitatULIFUL2tALPHAtRWIRPM
READ;575001) EM,FLENIFLIP,FLENIIFLIPI,NEtNi
READ(5,5CH) TAIAAVEL,ALEAK
50
READ(5f500(2) (CISITI)yi.ltC
51
READ(5p50K) (CIG(Ip2),I:.174)
uu.
READ(51.5°00) TGINtGVF
READC5,H) PDENtBDENITPIMPINtFEEDISPHERICISCREEN1ISCREEN2
READ(5,5000) REPOSE,PHIATCFtlitGAMMAB
47
4E
'.'
77
-.0
54
rC
J*2
56
57
r&
.2:
:,.
62
-
:A
64
READ(5t5002) LIST
t******t************
WRITE INPUT
WRITE(6/5033)
WRITE(66020) DIAIEL'ULltUL2
ZITE615021) FLEN,FLINFLENItFLIPI
WRITE(b5022) NEtNItALPHARPM
JRITE(65023) WItRWtEM
,...
WRITE(615031)
WRITE(615024) TWAVELPALEAK
66
WRITE6,5025) TGINIGVF
67
WRITE(615032)
*****01313000314
156
WRITE 6! 5026 )
PDEN, BDEN, TPIN CPIN, FEED, SPHERIC, SCREEN'? SCREEN2, B
WRITE(65027) REPOSE,PHI
WRITE(6,5028) RTCF
69
70
t
SET INLET CONDITIONS.
t
73
II=1
X(1)=010
74
75
TIME(1)=0.0
CP(1)=CPIN
TF(1)=TPIN
CFC=(-1)
CALL CONDIN(TGIN,TA,CIG,CG,ALEAK,GYFIMW,TGCIN,GMVIN,GNVIN
17
70
79
80
1,WIMVOINITWBIN,CPIN)
21
DO 1 1=1,4
07
CMNI,1)=CI6(I11)
CMP(It2)=CIG(1,2)
1 CMF(I,3)=CG(I)
CVG(1)=CVGIN
TG(1)=TOCIN
84
Or
P9
RH(1)=RELH(CGOW,T0(1))
DIA0=2*WT+DIA
90
DAY=DATE()
8S
HOUR=CLOCK0
91
DGMV=6MYIN/(1+CVGIN)
ATGOLD=T6(1)
ACPOLD=CP(1)
WRITE(75O13) II-1,X(II),TIME(II),TP(II),TG(II),CP(I1),CVG(II)
1,RH(II),GLOSS(II),CUPF(II)
72
93
96
97
*
INITIALIZE ITERATION FOR CALCULATION OF THE EXIT CONDITIONS FOR EACH DRUM *
99
100
101
*
102
t
THE LENGTH OF A DRUM SEGMENT IS SPECIFIED BY THE CASCADE LENGTH,*
SEGMENT.
WHICH IS DETERMINED IN SUBROUTINE 'RESTIME'. THE COUNTER, II, INDICATES t
t
THE CASCADE NUMBER. ALL BULK GAS PROPERTIES ARE EVALUATED AT THE INLET
SAS TEMPERATURE TO THE DRUM SEGMENT IN QUESTION.
t
t
103
104
TGO=0.99TG(1)
105
ICOUNT=0
106
4105 II=II+1
IF(II GT: 2) TGG=TG(II-1)-(TG(II-2)-TG(II-1))
107
109
110
ACP=CP(II-1)
111
ATP4P(II-1)
112
ARH=RH(II-1)
114
ACYG=CVOI:-1)
CALL COMP(ACPIGMVIN,GNVIN,CPINIWIGNICG)
4110 ATG=T6(II-1)
115
CALL PROPS (ATGOO,SHGICK6,00)
6MV=DGMV*(1+CVG(II-1))
6VEL=GMV/(GDEN(ATG)*3.14*DIA**2/4)
116
117
r,i9
IF((X(II-1) .LT. UL1) .0R. (X(II-1) GT: (EL-OL2))) THEN
120
011
i4.1
CF=0
ELSE
'1't
li-i.
4i7
Li....
rF:L
124
END IF
125
126
t
t
ilo
*
CHECK FOR THE PRESENCE OF CENTERFILL FLIGHTS AND THE CHANGE IN GAS TEMPTHIS CHECK DETERMINES IF RESIDENCE
ERATURE AND SOLIDS MOISTURE CONTENT.
TIME PARAMETERS NEED TO BE REEVALUATED FOR THE REMAINING DRUM SEGMENTS.
129
.:30
131
IF(((ATG :LE. (ATGOLD-50)) 0R. (CF. NE. CFC))
1.0R. (ACP .LE. (ACPOLD-0.50))) THEN
132
CALL RESTIKE(ACP,CF,YEMIE,YUITFEI,TFIE,TFUJC,TEITI,CL)
133
IIOLD=II
ATGOLD=ATG
ACPOLD=ACP
END IF
134
135
136
t
$
*
157
CFC=CF
137
13G
139
t
140
t
141
*
142
t
143
*
144
*
145
*
CALCULATE THE AMOUNT OF DRYING OCCURING IN THE CURRENT DRUM SEGMENT USING
IF CENTERFILL FLIGHTS ARE PRESENT (IE. CF=1)t THEN
SUBROUTINE 'PDRY'.
TWD CALLS TO 'PDRY' ARE REQUIRED. ALL HEAT AND MASS TRANSFER ACROSS A
PARTICLE SURFACE IS ASSUMED TO OCCUR ONLY DURING THE PERIOD OF FALL.
DURING THE SOAKING ER 'ID, UHEN THE RARTICLES ARE RIDIN6 ON THE LIFTING
FLIGHTS: INTERNAL HEAT AND MASS TRANSFER REDISTRIBUTES THE PARTICLE
TEMPRATURE AND MOISTURE CONTENT TO A UNIFORM STATE.
*
t
4
*
*
t
t
146
4120 IF(CF .CT. 0) THEN
CALL PDRY(ATP,TFEI,YEI,ARHIACVG,ACPIX(II-1),APCHOLDIOTSEIIDEEI)
CALL PDRY(ATPITFIE,YIEIARHFACVG,ACPIX(II-1)1APCHOLD,OTSIE,OEIE)
147
148
149
150
151
TF=TFEI+TFIE
QTG=(TFEIMTSEI+TFIEUTSIE)/TF
irn
sJi..
QE=.(TFEItGEEI+TFIE*OEIE)/TF
ELSE
icl
,,L,
154
CALL PDRY(ATP,TFU,YUORWCV6,ACPIX(II-1),APCHOLD/OTS10E)
155
156
TF=TFU
END IF
157
15?
,,,
.J7
4'
160
t
161
t
PARTICLE AND GAS TEMPERATURES EXITING THE CURRENT DRUM SEGMENT ARE
CALCULATED BY SOLVING MATERIAL AND ENERGY BALANCES ACROSS THE DRUM
THIS PROCEDURE USES THE IMSL'S SUBROUTINE 'ZSPOW'r ALONG
SEGMENT.
WITH SUBROUTINE IFCN', TO SOLVE A SYSTEM OF NONLINEAR EQUATIONS.
162
167
I,P,
i.----.
166
167
168
.'07
'''
,np
,,7,
..,.i.
I:,
4 '7';
173
174
.,
.
175
176
177
7.,!
179
180
4130 LOSS(II)=QLOST(CL7X(II-1))/(3.14*DIA*CL)
VOLD=3.14*DIA**214*CL
CUPF(II)=GTS/(VOLDCATG-ATP))
CP(II)=ACP
CYG(II)=CVG(II-1)-FEED/DGMV*(CP(II)-CP(II-1))
PAR(1)=QTS
PAR(2)=OLOSS(II)
PAR(3)=CP(II-1)-CNII)
PAR(4)=FEED
PAR(5)=SHWV(ATP)*ATP
PAR(6)=CP(II)
PAR(7)=CP(II-1)
PAR(8)=-SHNATP,CP(II))*ATP
PAR(7)=HS
PAR(10)=DGMV
PAR(11)=(SHICTEII-1))+CVG(II-1)*SHWV(TEII-1)))*TG(II-1)
PAR(12)=CVG(II)
PAR(13)=2.5E+6*(CV6(II-1)-CVS(II))*DGMV
181
182
123
3X(1)=TP(II-1)
GX(2)=TG(II-1)
181
IK
185
136
NSIG=3
ITMAX'200
187
CALL ISPOW(FCNINSIGIIN,ITMAXIPARtOX,FNORMIWKrIER)
1GG
1S9
19e;
TP(II)=GX(1)
TGOUT=GX(2)
191
in:
ie_77
194
195
196
197
195
IFNTGOUT LT. TGG*0.98) .0R. (TGOUT .GT. TH*1.02)) THEN
ICOUNT=ICOUNT+1
IF(ICOUNT .GT. 10) THEN
GO TO 4150
END IF
TGG=TGOUT
GO TO 4120
1c,F
END IF
2.00
,w,
'Iv
,..:.
TG(II)=TG9UT
X(II)=X(II-1)+CL
TIME(II)=TIME(II-1)+TC
20]
FRHcII-1)=FRHT:
2011
RH(II)=RELH(CGPMWITG(II))
205
*
*
*
t
158
206)
*
H.S THE END OF THE DRUM BEEN REACHED ?
3
207
,(LI) .GE, EL) GO TO 4150
IF:TO(II) ,GTf (1EI1-131405)) THEN
WRITE;675005)
4150
GO
r-N PTO
IF
210
117
2:4
*0030*Ilttiltint
WRITE OUTPUT
*********WOM****
215
WRITE(2?5003) II-1,6MVYNELYCHPF,HS,0TS,OE,FAYCPErTWOFTWIrTWB
WRITE(7!5013
iaV
14 7
11C.
1,RWIDI0L0SS(II),CUPF(II)
AL':
11C,
60 10 4105
17A
221
4150 REWIND(2)
REWINDU
223
IF(LIST ,EO. 1) THEN
WRITE(6,5035).
ZITE(6!5010) DAYIHOUR
WRITE(65011)
WRITE(6,5012)
71,
4RITE(6/5013) (K-11PK),TIME(K),TPN,TGA)tCP(K),CVG(K)
11RHOO,OLOS5(K),CUPF(K),K=1,II)
230
ELSE
WRITE(6,5014) II+1,II
177
END IF
234
235
WRITE(6E035)
WRITE(6,5034)
II,:
235
WRITE(6:5030) TP(II),T6(I1),CP(II),CV6(II),TIME(II),II
WRITE(65029) ((CMP(I,J),I=1,4),J=1,3),(C6(1),I=1,4)
239
WRITE(6,5035)
237
240
241
5000 FORMAT(BF10f5)
242
243
TV
5001 FORMAT(5F10.5f2I10)
5002 FORMA1(i3)
5003 FOR4AT(13fT1OFF5.21T20/F542,T301F5,1,T40PE8.2,T50,E8,21T60,E8.2
245
246
1J70,F512,T30rE8.2,T90,F6.1,T100,F6.11T110fF6f1)
5005 FORMAT('ERRORM*0*. TEII) ) TG(II-1)')
2C
5010 FORMAT(T5WROTARY DRYER SIMULATION RESULTS'afT50,31(T)
245
249
22
1-,71
'252
'-r
i.J..,"7.
254
7,..c
,,,,_
256
,
i- ,
257
1r/hT57I'DATE : 11AY/fT57tITIME
:
',A,///)
5011 FORMAT(T630BULMIT750BULKY,T37r1BULMIT50,'BULIOFT630AVERAGE'
1rT7511AVERAGE1,T101,1HEAT LO6S',/,T13,1DISTANCE',T370AVERAGE'rT50
2J'AVERAGE'IT630PARTICLE'rT750ABSOLUTE',T890RELATIVE',T101,
31THROUGH',T113?'VOLUMETRIC't/IT4OCASCADE',T130FROM DRUM'IT25/
41CUMULATIVE1fT37t'PARTICLE'IT50:'GAS',T630MOISTURE'rT75,
5GAS HUMIDITY'JB9OHUMIDITY',T10111DRU1 WALL1j113,
61HEAT TRANSFER',/,T4ONUMBER'013,'INLET',T250TIME'd370TEMPERAT
7URE'7750,1TEMPERATURE',T63,'CONTENTI,T750FRACTION'IT890FRACTION'
SYT101,1SEGMENT'IT113,1COEFFICIENT',/,T130(M)',T2571(S)1,T37,1(C)'
9,T50,1(C)17T6311(DB)1FT750(DB)1YT101,1(J/S)1IT113,1(J/S*M*11)1)
17,
-6..
5012 FORMAT(T417('-T13110('-'),T25t100-1),T37110('-'),T50,10('-')
260
261
1Ln
.6..,
5013 FORMAT(T6rI3,1157F6,3,T27,F6f1IT39,F6.1,T521F6.11T65rF6,3
IlT77!F6.4,T91,F6,4,T1037F6,1,T115,F641)
263
5014 FORMATI,/,'DRUM PARAMETER PROFILE OUTPUT IS CONTAINED IN FILES
264
265
.,:ocy
267
268
269
272
271
272
i77
..,,,
17A
.,-t`w
lyT63t10('-'),T75,10(1-1),T89,10,T101110('-')yT113,1W-'))
1
FDRY OF SIZE ',I3/' BY 10 AND FCAL OF SIZE ',I3,* BY 12.')
5020 FORMATWYT7,1ROTARY DRUM DIMENSIONS :',/,T7, 'INTERIOR DRUM DIAMET
lER1I61(',1),F8.11T104,'METERS'
27/fT7,10VERALL DRUM LENGTH',67(Y),F8f1YT104,'METERS'phT7,
31DRUM LENGTH AHEAD OF CENTERFILL SECTION',47('.1)
4,F8.11T104/1METERS'ild7t'DRUM LENGTH BEHIND CENTERFILL SECTION'
5149'')F8,1,1104, 'METERS'
5021 FORMAT(T7,'EXTERIOP FLIGK LENGTP.'76('')sF:3,T10t,!1METERE'
1r/J771EXTERIOR FLIGHT LIP LENGTH°,60(1.1),F8.3,11047'METERS'
2,/,37,1INTERIOR FLIGHT LENGTH°,64(1.1)IFS,3,T1041'METER5'!!!T7
371INTERIOR FLIGHT LIP LENOTH1,60('''),F9.3,T104,1METERP)
159
5022 FORMAT(T7,'NUMBER OF EXTERIOR FLI6TS'760('''),IWIT7
l'INUMBER OF INTERIOR FLIGHTS',60(1,1),I851,T7
21'DRUM SLOPE TO H8RIZONTAL'762(1.1),F8.111IO4,'DEGREES'
277il
,7P
31/rT7'BRUM SPEED1060.1),F841,TI04,'REVOLUTI0NS/MINUTE')
5027 FORMAT(T7Y'DRUM WALL THICKNESS',67(1i1),T93,F8#3,T104,4ETERS'Y
1/!T771THERMAL RESISTANCE OF WALL',60(Y),T73,F8.4,T104,
2'DEG C*SECONDS/JDULEY,T7,'EMISSIVITY OF EXTERIOR DRUM WALL',
354(.,')!T93fFS,2)
5024 FORMA1(T7t'AMBIENT AIR TEMPERATURE'163(1.'),T93FFS.17T10411DE6 C'Y
11,T7,'AMBIENT AIR VELOCITY'166(1.'),T93F841,T104,1METERSISECONIO!
2/J7y'RATIO OF AIR LEAKAGE TO GASES FROM BLEND BOX1'42(1,i),T93i
3F8.21T104 'NGRAM/KGRAMI1
5025 FORMAT(T7,'INLET GAS TEMPERATURE FROM BLEND BOX'r50('.1),T931F8.1y
1T104,1DEG C',/,T7,`INLET GAS VOLUMETRIC FUR RATE'!56(''),T935
2F8.2,T104, 'METERS**31SECOND')
5026 FORMAT(T7r1SOLID WOOD DENSITY1,68(1.1),T93,F8.11T104,1KGRAMS/METER
1514.3.7117!'BULIc DENSITY DE PARTICLES'761(1.'),193/F8.1J104,1KGRA
2MS/METERS**31tifT7I'INLET PARTICLE TEMPERATURE'760('.1),T93,FEtif
3T104,'DEG C'yhT711INLET PARTICLE MOISTURE CONTENT FRACTION (DRY D
i-b-,
.,./7
28c
,16.-,
,..,.
263
284
lo.=.
:Ii.11.'
286
15..SR
.
26?
292:
2,,,i
29V7:
;ft?
25-5
4ASIS)`!34(,')773sFMTIFT7t'PARTICLE FEED RATE (DRY BASIS)1,56('
5,,T737FE1.4,7104,1K6RAMS/SECOND'yhT7,1PARTICLE SPHERICITY',67(1,
l'OL
,,,
2?7
61),T931F8.3rirT7r1ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN PASS
7E1',36(1,i),193,F8t5t1104,1METERS1011-7,1ACTUAL OPENING OF AVERAGE
7g4
irr:
c.7,
S SIZE CLASS SCREEN NOT PASSED1,32(".1),T9MSZTT104,1METERSW,T7
-,
4:.,7r,
?'BEND FACTOR',75(1.1)IT931F8,3)
5027 FORMAT(T7,'EXTERIOR FLIGHT ANGLE OF REPOSE'155(1.1),T93pF8i1,T104,
I.DE6REE3'7hT7,'INTERIOR FLIGHT ANGLE OF REPOSE1,55(1.1),T93,F8,1
300
301
2,1104, 'DEGREES':
302
..,-,
5028 FORMAT(T7,'DRAG COEFFICIENT CORRECTION FACTOR',52(1.1),T93,F842)
5029 FORMATUIT7,'GAS COMPOSITION IN MOLE FRACTIONS:',/,T45,102s1T51,
11N21,T57t1CO21,T63,1H2019hT44,4('-'),T50,4('-'),T56,4('-'),T62,
24('-'),//11.25r1FROM BLEND BOX :',T42,4(F6f3),/,72511AMBIENT AIR :'
31T42r4(F6.3)1/fT25r1DRUM INLET :',T42t4(F6.3),/,T25,'DRUM OUTLET
41,T42,4(F6.3))
5030 FORMAT(T7,10UTLET PARTICLE TEMPERATURE'159(1.'),T93vF8.1,T104,
I'DEG C't/IT7,10UTLET GAS TEMPER4TURE'164011):T93,F81lfT104,
21DEG C',/,T7t'OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS
3)',33(1.1),T9W8+2,/tT7I'OUTLET ABSOLUTE GAS HUMIDITY FRACTION (D
4RY BAS/S)",37(1.1),T937F813,/,T7,1TOTAL RESIDENCE TIME'166(`.1)
51T93,F8.1d1040SECONDS',/,17l'TOTAL NUMBER OF CASCADES'
6,62(1,1),T93,I8)
5031 FORMAT(hT7I'INLET GAS CONDITIONS')
5032 FORMAT(/rTh'INLET WOOD PARTICLE CONDITIONS:')
JV,:,
304
305
306
307
308
309
312
311
71.-:
,...._
313
314
315
316
317
5033 FORMAT(//r130(1r)1/730(11),T101,30(41),/,30(1'),T54
1,1ROTARY DRYER SIMULATION'IT101,30(11),/,30(11),T101
312
31?
32C
2y30('*'),/,130('*1))
5034 FORMAT(hT771DRYER OUTLET CONDITIONS :
5035 FORMAT(/////)
321
71-,
,,,,
STOP
ENL
323
324
1
')
t
*
3
********************
SUBROUTINE FCN
********************
*
EXTERNALLY SPECIFIED SUBROUTINE USED BY SUBROUTINE 'ZSPOW.
*
4
*
2
El
,
9
10
IL
t
SUBROUTINE FCN(X,FrN,PAR)
INTEGER N
REAL X(N)tF(N),PAR(13)
F(1)=PAR(1)-PAR(3)*PAR(4)*PAR(9)-PAR(4)*(SHP(X(1),PAR(6))
1*(1+PAR(6))*X(1)-PAR(8)*(1+PAR(6))-PAR(3)*(SHWV(X(2))*X(2)2PAR(5)))
F(2)=PAR(10)*(PAR(11)-(SHDEX(2))+PAR(12)*SWAX(21)AX(2))+PAR
1(13)PAR(4)VISHP(X(1),PAR(6))t(l+PAR(6))101(1)PAR(8)*(1+PAR(7)))
14
16
2-PAR(2)
RETURN
END
160
44444444444*4******4
3
t
SUBROUTINE CONDIN
**********4********44
CALCUL, INS INLET GAS CONDITIONS TO THE FIRST SEGMENT OF THE DRUM.
t
SUBROUTINE CONDIN(TOINITAYCIGICG,ALEAK,GVF,MWYTMMVINyGNVIN
lyVIG,CVOINyTWEINyCPIN
'..:IMENSION PAR(4)1WBX(2)1WK(21)1CIG(412),CG(4),M1(5)106(4)
EXTERNAL WETBULP
REAL MW,MOLWT
I
10
12
.1
CALL PROPS(TA,VAISHAICKAYCIG(1,2))
CALL PROPS(TGIN,VGIN,SHGINYCKGIN,CIG(1,1))
73,-(SHOINtIGIN+ALEAK4S444TA)/(SHOIN+ALEAK4SHA)
..
DO 1 1=1,4
I},
:,
1 CO(I)=(CIG(I11)+CIG(Iy2)*ALEAK)/(1+ALEAK)
GMVIN=GVF4GDEN(TGIN)*(1fALEAK)
U(5)=M3LWT(CGIMW)
GNVIN=GMVIN/MW(5)
TA 2 1=1,4
.:(
12
19
20
-,.
#44
2 WI6(I)=CG(1)*MW(I)/MW(5)
2(
2VGIN=WI6(4)/(1-WIG(4))
PAR(1)=CVGIN
PAR(2)=CPIN
PAR(3)=TGIN
PAR(4)=18/(M4(5)-CI6(411)418)
-p-
4,
IN =2
29
ITMAX=200
NSIG=3
WEX(1)=0.144T6IN+18
WBX(2)=0.04
CALL ZSPOW(WETBULB,NSIG,IN,ITMAX,PARIUBX,FNORMYWKlIER)
TWEIN=4BX(1)
IF(TUBIN .GT. 100) TWBIN=100
RETURN
END
25
26
,-,
..,
30
31
M
34
75
36
37
1
*
***************44414
SUBROUTINE PDRY
4
CALCULATES THE AVERAGE PARTICLE MOISTURE CONTENT AT THE END OF A PERIOD
4
OF PARTICLE FALL BASED ON H.N. ROSEN'S EMPIRICAL DRYING MODEL. THE BEND
*
FACTORy By IS ASSUMED TO BE KNOWN. THE RATE FACTOR, At AND THE INITIAL
RELATIVE DRYING RATE ARE CALCULATED IN THE SUBROUTINE.
******044444444440
*
4
t
6.
t
SUBROUTINE PDRY(ATFtTFyYtARHyACVG,ACP,XPAPCHOLD,OTSOE)
§
DIMENSION 2.(8),W(6),CIG(4,2),CG(4),PAR(4),MW(5),COEF(5y4)
10
i1
...
ly0X(2)4K(21)
EXTERNAL WETBULB
..1 4
.,
i,,,
.,
11
COMMON/VIER/ CIGyATMVELYCGIVOrSHMKGYCHPF
0 .A
COMMON/FUNF/ PDENIBDENIREPOSEIPHIISPHERIC,SCREEN1tSCREEN2tFEED
1rAYB,RTCF,GAMMAB,PDIA
COMMONISECHS/ COEFAW
COMMON/SIEBEN/ ERZITWB,FAICPEYHSyTWBINITGINYTGG
REAL HS,HSORP,MW
16
i 1
,.
18
12?0
21
*
717
ESTIMATE RELATIVE PARTICLE VELOCITY
*
CALL PARTVEL(ACPyIl1yRPVELX,D20,D3)
RPVELY=9.81*TF/2
RPVEL=(RPVELX412+RPVELY442)440.5
24
4
,-).,,
ic
t
20
*
CALCULATE SURFACE-FILM HEAT TRANSFER COEFFICIENT WITH GAS PROPERTIES
EVALUATED AT THE FILM TEMPERATURE.
t
4
161
ATPF=CATP+ATO)12
CALL PROPS(ATPF,VGFISHGF,COFICO)
30
31
72
REPGDEN(ATPF)*RPVEL*PDIA/VGF
PR=VGF*SHGF/CKGF
2HE'F=(COF/POIA)*(2+0.6*REP00.5*PR**0.333)
HS=HEORP(ATPIACP)
CPE=EMC(ATGIARH)
CPFSP=FSP(ATP)
33
34
7r
L7
17
3i
'
.GE. OPFSP) THEN
IF(AC
FA=1
ELSE
FA=ACP/CPFSP
END IF
39
4i
42
43
41
45
T
CALCULATE THE UET-BULD TEMPERATURE.
47
9ARI)=ACVG
42
PAR(2)=ACP
PAR(3)=AT6
PAR(4)=18/(MV(5)-CG(4)t18)
19
50
cl
J.
111=2
ITMAX=200
NSIG=3
WBX(1)=0.14tATG+18
54
2X(2)=0.04
CALL NFU (UETBULB, NM,
ITMAX,PARy thXy FNORM,
IER)
TWB=WBX(1)
IF(TUE 'ST. 100) TUB=100
J7
60
t
61
)1
62
t
CALCULATE THE TOTAL HEAT TRANSFEREE' TO THE PARTICLES IN THE SEGMENT
:FS, THE INITIAL RELATIVE DRYING RATE, ERZ, AND THE DIMENSIONLESS
MOISTURE CONTENT, E.
63
APF=APCHOLDCBDEN/PDENA6/PDIA
OTS=CHPF*APFCATG-ATP)
OE=FAUTSCATG-T2)/(ATO-ATP)
64
66
77
),
RETURN
IF(AOP .E0. 0.0) RETURN
ERZ=GEMHS+SHWV(TGG)ITGG-SHWV(ATP)tATP)*(ACP-CPE)tAPCHOLD*BDEN)
A=EXP(LOG(B*GAMMAB*ERD/B)
E=1-ERNTF*(1-(AIB*TF**(11B)/(1+B)))
ACP=Et(ACP-CPE)+CPE
RETURN
74
END
IF(ATP ,GT. ATG )
67
69
70
71
1
2
3
4
*
***********Uttt****
SUBROUTINE WETBULD
*******************t
*
CALCULATES THE WET-BULB TEMPERATURE GIVEN THE AVERAGE GAS TEMPERATURE
t
t
AND GAS WATER VAPOR CONTENT. ASSUMES A VALUE OF 950.0 J/KG*C FOR THE
t
EXTERNALLY SPECIFIED FOR USE WITH SUBROUTINE
t
PSYCHROMETRIC RATIO.
t
IZSPOW.
SUBROUTINE WETBULEX,F,N,PAR)
9
10
11
12
INTEGER N
REAL X(N),F(N)tPAR(4)
F(1)=X(1)+CX(2)-PAR(1))*1.053E-3*HSORP(X(1),PAR(2))-PAR(3)
F(2)=X(2)-PMX(1))*PAR(4)/(1f0133E+5-PMX(1)))
14
RETURN
15
END
162
1
******************n
SUBROUTINE PROPS
********************
* ESTIMA74THF TE:RAIURE DEPENDENT PROPERTIES OE iHE GAS STREAMt
VISCOSITY(PA*S),SPEP:7_CIFIC HEAT(J/KG*C)tAND THERMAL CONDUCTIVITY(J/S*MtC).
THE EQUATIONS USED COME FROM THE FIFTH EDITION OF THE CHEMICAL ENGINEERS
t
*
*
HANDBOOK.
*
*
SUBROUTINE PROPS (ATErVO,SHOrCKGrCIO)
DIMENSION MW(5),CIE4),SHGA(4),CKGA(4),VGA(4),COEF(5,4)
10
11
12
REAL. NW
13
TK=ATG+273.1
COMMON/SECHS/ COEFIMW
14
4C
SVD=0.0
SVN0,0
SCKD=0.0
SCKW-0.0
18
i9
DO 1 I=1,4
21
SEISA:1)=COEF(3yI)+COEF(41I)*TK+COEF(5,I)*TKU2
SHG.SHBA(I)*CIG(1)*MW(I)+SHO
V6A(I)=COEF(1:1)1.0E-6*(T)**1.5/(TN+COEF(21I)))
SVD=CIEI)*MW(I)**0.54-SYD
SVN=CI6(I)*MW(I)**0.5*VGA(I)+SVN
2-4
lc
CNOA(I)=VGA(I)*(SHGA(I)+10383.0/N(I)
SCKD=CIG(I)*MW(I)00.33+SCKD
26
SCKN=CIS(I)*MW(I)00.33*CKGA(I)+SCIT
".7
1 CONTINUE
SH6=SH6IMW(5)
'10
30
31
VG=SVN/SVD
CKG=SCKN/SCKD
RETURN
3
END
********************
*
5
SUBROUTINE COMP
******************0
CALCULATES THE GAS COMPOSITION IN MOLE FRACTIONS.
SUBROUTINE COMP(ACPrOMVIN,GNVIN,CPINYWIGIMW,CG)
DIMENSION WI6(4),CG(4)r MW(5)
8
9
COMMON/FUNF/ PDENIBDEN, REPOSE,PHI,SPHERICtSCREENlySCREEN2tFEED
l'AIBIRTCFPGAMMAB,PDIA
REAL MW
11
SUM.----'0.0
12
C1=FEED*(CPIN-ACP)/18
13
DO 1 i=113
14
CO(I)=WIG(I)*OMYINAMV I)*(ONVIN+C1))
1'
1 SUM=SUM+CG(I)
re,
CG(4)=1-SUM
17
RETURN
12
END
163
*
*
******************0
SUBROUTINE RESTIME
******************0
*
CALCULATES THE RESIDENCE TIME FOR AN AVERAGE PARTICLE IN ONE CASCADE
*
'
.
*
SEGMENT OF THE DRUM, ALSO COMPUTES: CASCADE LENGTH! DISTANCE 07 FALL!
AND TIME OF TRAVEL ON LIFTING FLIGHTS,
t
t
*
SUBROUTINE RESTIME (ACPICFIYEIIYIEtUrTFEIrTFIErTFU!TCITErTI!CL)
LIMENSION YOL(360)1THOLD(360)!FVOL(360),FRHOLD(30)!CHOLD(360)
11
..,.
13
14
Ir,
16
17
18
lDMON COEF(5,4)rM14(5)!C6(4)1CIG(412)
COMMON/EINS/ DIArDIAO,RUYELJLENIFLIPIFLENI,FLIPDULIIUL2
l'ALPHAtBETArNErNI,EM
COMMON/NEI/ RPMIRPSIRErRREIREOIRREOrFRHUPfEDIAPCHOLDrII
COMMONIDREI/ TArAAVEL
COMMON/VIER/ CIBIATG,GVEL,C5,VGISHMKGrCHPF
COMMON/FUNF/ PBEN,BDEN,REPOSErPHIrSPHERICISCREEN1tSCREEN2rFEED
11A7B,RTCFPGANMADODIA
COMMON/SECHS/ COEFr&
19
REAL MAEL:
INTEGER CF
M=0
.4
-,
26
i,
,,
s.,
-4,
..,
30
il
5= 9,81
ttt*****************
PRELIMINARY COMPUTATIONS
********************
FEEDVFEED/BDE
BETA=ATAN(FLIPADIA/2-FLEN))*57,3
A0=360/NE-BETA
20 DE= DIA-2*FLEN
C1=UDIA/2)**2-(0IA/2*SIND(A0))**2)**0,5
C2=ATAN(DIA/2*SIND(A0)/ABS(FLEN-(DIA/2-C1)))*57,3
3;
L.
IFFLEN ,GT, (0IAl2-C1)) THEN
14
C3=C2
ELSE
C3=18O-C2
END IF
35
-LL
37
38
39
40
41
:12
43
4'4
45
46
47
An
I.:.
45
r4.,
ANGLE=0
OHAN6=AN6LE+C3
IF(REPOSE ,GT, OHANG) THEN
TVOVER (ANGLEtA0tVOVER)
VZERO=VOVER+FLIP*FLEN*((.5*(DIA-FLEN)/(0,5*DIA-FLEN))4.(0,5*FLEN
1**2,0tTAND(OHANG))
ELSE
VZERO= FLIP*FLEN*(0,5*(DIA-FLEN)/(0,5*DIA-FLEN))+(0.5*FLEN**2.0*
1TAND(REPOSE))
END IF
71
40 HIA=SPHERICCSCREENIJSCREEN2)/2
52
PMASS= PDEN*3.14*PDIA**3,0/6*(14-ACP)
RPS= RPM/60
AMAX=90+REPOSE+BETA
IBETA=ANINT(BETA)
53
54
55
-,
57
'lc
IF(CF Ea, 1) THEN
A1=(120/NI)-BETA
57A2=(180/NI)+BETA
60
61
y-,
63
64
65
.-67
A3=(360/NI)+BETA
44=(360/NI)-BETA
A5=(540/NI)-PETA
OMEGA=ATAN(FLIPI/FLENI)*57.3
A6=360/NI-OMEGA
A220=ATAN(FLENI*SIND(BETA)/((DIA/2-FLEN)-FLENICOSD(BETA)))*57,3
X11=(FLIFIn2,04-FLENIU.2.0)00.:
X12.(FLIPItt2,0+2FLEND42,01.(1-XlI4OST(A6)))0M
PHIMAX=ACOSC(FLIPIO2,0+X12**2,0)/(2*X12*)(11))*57,3
7.0:11
IF
164
70
7i
ttittttttttt**Ottttt
.....,
.;,
,._
.
73
^A
j,
Tr
tt*tat*OttlittlUtt
RESIDENCE TIME COMPUTATION
PERIPHERAL FLIGHT HOLDUP t
FANGLE LLCULOION
'i,
.4.:
TVOL=C
DO 1 J=1,AMAX
ANGLE= j
OHANG=AN6LE+C3
78
79
80
91
82
33
86
87
88
99
70
7.
92
0:
74
or
iJ
96
79
102
103
iO4
105
126
107
109
109
lin
111
IN REPOSE .GT. OHANG) THEN
CALL TVOVER (ANGLEtAMOVER)
ELSE
VOYER=0.0
;ND IF
50 INANGLE .LE. REPOSE) GOTT 100
60 IN(ANCLE-REPOSE) .LT. BETA) GOTO 200
GOTO 300
70 I(TANNANGLE-REPOSE-BETA) 4L !FLT
GOTO 400
100 IF(REPOSE GE. OHANG) 60 10 130
110 YOL(J)=FLENtFLIP)(0.5t(DIA-FLEN)/(0.5tDIA-FLEN))+(0.5tFLEN**2t
iTAND(REPOSE-ANGLE))
GO 10 500
130 Y0L(J)=FLENFLIP*(045*(DI4-FLEN)/(0.5*DIA-FLEN))+((.5*FLENt42t
1TAND(OHAND-ANGLE))+VOYER
GO TO 500
200 V0L(J)=FLENtFLIP*(0.5t(DIA-FLEN)/(0.5*DIA-FLEN))-(0.5tFLENtt2t
1TAND(ANGLE-REPOSE))
GO TO 500
300 VOL(2)=FLEN*FLIP*(0.5t(DIA-FLEN)/(0.5tDIA-FLEN))-(0.5*FLENO2
1CTAND(BETA)+TAND(AN6LE-REPOSE-BETA)))
GO TO 500
400 VOL(J)=05*FLIPM/TAND(AN6LE-REPOSE-BETA)
1) 60 TO 530
500 IF(J .GT.
DVOL=VZERO-VOL(J)
GO TO 540
530 DVOL=V0L(J-1)-V0L(j)
540 TVOL=TY0L+DV0LtAN6LE
1 CONTINUE
600 FANGLE=IYOUVZERO
1) GO TO 1600
62;2 IF(CF
CENTERFILL FLIGHT HOLDUP t
FPSI CALCULATION
TCHOLD=0
114
TDHOLD=0
115
HOLM
116
K=0
117
PSIMAX=PHI-360/NI+270
DO 3 JC=17PSIMAX
DV0L=0
PSI=JC
180-180/NE)) THEN
IF(PSI
i17
-119.
120
122
127
IL
,
126
128
I32
'74
133
134
'Tc
137
131
JCLIM1=ANINT(AC0S(FLENItCOSIOSI/2/DE)*57.3)
JCLIM2=ANINT(ACOS(FLENItCOSD(PSI+360/NI)*2/DE)*57.3)
J=ANINT(JC+BETA)
:7;J 46T. jCIIM1) THEN
JDIR=(-1)
JLIM=MAX(MfJCLIM1)+360/NE
ELSE
jDIR=1
JLIM=MAX(M,JCLIM1)
END IF
DO 4 jE=j1jUM7JDIRt360/NE
4 CONTINUE
DC 2 JE=JEYJCLIM2,360/NE
DVOL=VOLUE-1)-YOLJE)iTVOL
2 CONTINUE
END IF
800 3AMMA=PHIMAX-180+A6+P2I
165
IF((PSI .11. (91.0-0.5tA6)) .0R. (MANNA .LT. PHI)
1.kNI, ;PSI .ST. (?1,0-0.5*A6)))) THEK
17
140
812 MAXHOLD=0.5*(FLENI*FLIPI4((FLIPI**240+FLENItt2.0)*TANI(360/NI-
21,.
10ME6WABS(TANNPHIMAX)))/(TAND(A6)+ABS(TAND(PHIMAX))))
142
ELSE './- ((PHT4190) .5T. J'SI+360INI-OME0A)) THEN
810 MAXHOLD=0.5*(FLENIVLIPIWFLIPIU2,0+FLENI**2.0)*TAND(360/NI-
143
144
10ME6A)*ABS(TAND(180-PSI+PHI-360/NI+0ME6A)))/(TAND(360/NI-OMEGA)+
lABE7AND(180-PSI+PHI-360/N1+0MEGA))))
145
146
ELSE
147
148
805 MAXHOLD=0.5*FLIPI**2.0/ADS(TAND(PSI+360/NI-PHI-130))
=NO :F
145
IF(JC .ED. 1) THEN
-,-
THOLD(JC)=DVCL
irn
,,..
ELSE IF(MAXHOLD +GT. 7OLDjC-1)+DVOL) THEN
THOLD(JC)=TH0LD(38-1)+DVOL
'rA
I.J',
irr
=LSE
156
HZERO=MAXHOLD
IF(K .ED: 0) THEN
Aq7
PSIZEF=JO
158
Ni=
160
161
END IF
THOLDJC)=64,H8LD
DHOLD=THOLD( JC-1).001.-THOLD(A)
irc
'0
TDHOLD=DHOLD+TOHOLD
163
TCHOLD=TCHOLD+DHOLIIPSI
164
END IF
165
,-..,
3 CONTINUE
FPSIHOLD/TDHOLD
AL7
IF((FANGLE .LT. ACOS(2*FLENI/DE)*57,3) 0R. (FANGLE ,GT. 180-
168
1ACOS(2*FLENI/DE)t57.3)) THEN
169
I 74
iI i
172
CF=-1
TFEI=
TFIE=0
172
GC TO 1600
174
END IF
170
,r:
175
176
*
178
*
i1,.
7G
186
181
182
182,
184
tOc
136,
,nn
*
DISTANCE OF FALL
CENTERFILL SECTION t
ENTPSI CALCULATION *
*
177
SYEI=C
NF=0
SPSI4
DO 9 I=1,1+NE/NI
PSI=ANINT(FAN6LE-BETA-(I-1)*360/NE)
IPSI=ANINT(PSI)
IFM(FAN6LE-A220 .LT. 90.0) .AND. (I .E0. 1)) .0R.
1((FANGLE-A220 ,SE. 90.0) .AND. (I Ea. 1+NE/NI))) .0R.
2(PSI LE. 0)) THEN
i=0
L0,7.
'I'
1P?
190
ELSE
1Q1
.,16-,
-,,
l':
194
7W7
197
198
in,7
7-.,:,;
.61,
".:;'.
...v,
'-4)7
YEI=FYEI(PSIIFANGLEIDEITHOLD(IPSI))
SYEI=YEI+SYEI
SPSI=PSI+SPSI
NF=F+1
END IF
C 0 NT I NUE
YEISY=I/NF
ENTPSI=SPSI/NF
CALL PARTVEL (ACP,CEIIRPVELEIIREEDYEDX6)
YIE=(FLENICCOSD(FPSI+360/NI-OMEGA-90))+((DIA/2-FLEN)**2.0+
1FLENI**2.0*((COSD(FPSI+360/NI-OMEGA-90))**2.0-1))**0.5
2)/COSNALPHA).
CALL PARTVEL (ACPtCIE,RPVELIErREIEIYIEIX13)
X CALCULATION
TFEI=(2*YEIfe)**0.5
IFIE=(2tYIE/G)**0.5
M) GO TO 1090
IF(ALPHA
X16-1,X6/(6KIND(ALPHA)))**0,
166
XEI,--.3VEL*TFEI+(L0ECOSATANiKELV,16))/16*X6*TFEIi-
103
1ATAN(GVEL/X16))))/X6
20F
v'7-;',13!(G2I1D(ALPHA)))**0,5
-r
L..
.,.
.,,
nic
.
1C0-1,171Y.13*TFIE4.
GO TO 109:
1070 XEI:,GVEL*TFEI=1,0/AL*TFEI*GVEL+1,):1X6
XIE=OVEUTFIE4-(1.06(1.0/(X13*TFIEKVEL+1.0)))/X13
,..,J
216
,I-,
,,
:..is_
.ATANGVEL/X17))))/X13
."-IXIE
1005 CL4,'
ENTANS CALCULATION*.
,,.
4,
1200 A747.3*ACOSMDIA/2-FLEN)**2.0+FLENI**2.0-YIE**2.0)
1/(2*(bIA/2-FLEN)*FLENI))
120: IF(A7 .GE(180/NI+OMEGA)) GO TO 1225
21E
7IQ:
inr
...A.,
..,
111
1210 IF(A7 :GE. OMEGA) GO TO 1220
,y7,-,
1215 ENTAN6=FPSI+180/NI=OMER
GO TO 1230
...,_
223
221220 ENTANG...FP51,360/NI+OilEi1t.
11r
....,
GO TO 1230
1:25 ENTAN6=FPSI+540/NI+OME65:
226
222
225
..,
*
TIME PER CASCADE
CENTERFILL SECTION
t
1.-1,-
L
,74
..J.
GO TO 2000
232
*
,,,
t
.,,.,
,7c.
RESIDENCE TIME UITH *
233
....,
":
NO CENTERFILL
')7",
../
TE-,--FAN6LE1(180*RPS)
ENTANG=360-FAN6LE
....,:
'17,,239
wr
4.4l,
CALL PARTVEL (ACP,CAPVELIREaU,X15)
X19=(G*SIND(ALPHA)/X15)**0.5
241
INALPHA GT. 0.2) GO TO 1640
242
CL=OVELATFU+(LOG(1.0/(X15$TFU*6VEL+1.0)))/X15
GO TO 1650
243
1640 CL=GVEL*TFU4-(LOG(COS(ATAN(6VEL/X19))/(COS(419*X15*TFU+
1ATAN(GVEL/X19)))))1X15
244
245
1650 TC.TFUE
246
247
*
245
,,
ADJUSTMENT FOR HOLDUP *
*
LESS THAN DESIGN
,r,.
c..)1, '
7200 CHOLDUP=TC*FEEDV
.:J1
TVZERMIZERO
,,,,
.,,,,
,,,...7
255
2,7.
ici
..,
ntl
260
261
NI
1L
IF(No .GE. 1) GO TO 2015
CEHOLD=0
DO 5 L=360/NE,AMAX:360/NE
CEHOLD=CEHOLD+VOL(L)
5 CONTINUE
CEHOLD=2*(CEHOLMZERO)
IF( CF .EO, 0) THEN
FULHOLD=CEHOLD*CL
ELSE
CIHOLD=0
DO 6 L=1,PSIMAX9360/NI
263
CIHOLD=CIHOLD+THOLD(L)
264
CONTINUE
'iLr
L,.
iws
267
265
Itc,
.v.
,,,
::/.
270
272
273
,-,
..:,
'.-.,
-.,...:t
t
1600 YU=DE*SIND(FANGLE)/COSNALPHA)
TFU=(2*YU/G)**0.5
,,,:,6
,r4
t
123. -E.,., :=3601-FANGLE-ENTANG)/(360tRPS)
TI-APS(FFS1+360/NI-ENTPSI)/(360tRPS)
TC=TI+TE+TFIE+TFEI
,7,-.
245
*
FULHGLII.CEHOLD*CL+CIHOLD*CL
END IF
2015 N=N41
FRHOLD(N)=CHOLDUP/FULHOLD
INN .LE, 1) GO TO 2017
IF((TC ,GE.(0.99*OLDTIME)) .AND. (TC .LE. (1.01*OLDTIME)))
IGO TO 2060
2017 AFRHOLD=1.0
2 I.irN
AFRHOLD=FRHOLD(I)+AFRHOLD
22NTINUE
167
277
".1":
,70
AFRHOLD=AFRHOLD/(N+1)
201r-' OLDTIME=7C
_
220
281
2S:
283
284
IF:N .3E. 20; THEN
I*7-cz*500r5000 F9RMAT('WARNINGMITERATION LIMIT EXCEEDED IN SUBROUTINE RESTIME')
GO TO 2060
END IF
285
286
287
75:
.5.2?
290
IF(AFRhOLD
1.0) THEN
WRITE(675001) AFRELI
5001 FORMATIWARNINGMHOLDUP EXCEEDS DESIGN CAPACITY OF FLIGHTS.'
l,/,'HOLDUP FRACTION OF FLIGHT CAPACITY = ',F5,2)
Go
ENT:
293
294
295
237.
301
302
304
305
306
707
302
30?
310
311
31:
VZERO=AFRHOLUTVZERO
M=0
2020 M=M+1
IF(VOL(M) .LE. VZSRO) GC TC 207I
FVOL(M)=VOL(M)
GO TO 2020
2030 PTYOL=0
IF( M .EG* 1) GC TO 2060
DO 7 L=11M-1
ANGLE=L
INL *31.1; Oci TO 2035
TDVOL=VZERO-FVOL(L)
GO TO 2040
2035 TDVOL=FV0L(L-1)-FVOL(L)
2040 PTVOL=PIVOL+TDVOL*ANGLE
7 CONTINUE
2045 ATVOL=TVOL-PTVOL
FANGLE=ATVOUVZERO
GO TO 620
2060 FRHUP=CHOLDUP/(3414tDIA02/4)
314
IF(CF LT. 1) THEN
315
TF=TFU
ELSE
TF=TFEI+TFIE
END IF
316
710
720
APCHOLD=TF/TUCHOLDUP
ANGZERO=M
322
7.74.
WRITE(673000) II-1
WRITE(673001) FANGLE,EKTANGIANGZERO;AMAX
Y2-5
71 I
Ot.0
707
128
700
330
331
-77n
333
IF(CF *LT, 1) THEN
IF(CF 4E0. -1 ) WRITE(613010)
WRITE(613002) YUITE,TFUtCL
ELSE
WRITE(673003) FPGIYENTPSIOSIZEROIPSIMAX
WRITE(6y3004) YEIIYIE,TE,TI
WRITE(673005) TFEIITFIEIXETAIE
END IF
331
335
336
337
338
334
344
341
342
343
344
345
WRITE(673012) FULHOLD,CHOLDUNFRHOLD(N)
3000 FORMAT(//,T7,1PARTICLE FLOW PATH FROM CASCADE NO, ',HY' ;')
3001 FORMAT(T7,'EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE'
1737(..1),F8,10104,1DEGREES',/!T7I'EXTERIOR FLIGHT ANGLE AT AYERAS
2E POINT OF ENTRY'739('.1)7F8.17T10471DEGREES17/7T77'EXTERIOR FLIGH
31 ANGLE OF INITIAL CASCADE'746(1.')7F8.17T104,'DE6REES17/7T7
47',EXTERIOR FLIGHT ANGLE OF FINAL CASCADE',48('');F8,lyT104
-1711jEGREES')
300: FORMAT(T77'DISTANCE DF PARTICLE FALL WITHOUT CENTERFILL'712(1,1),
1F8.27110471METERS17/7T771AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHT
168
22 PER CASCADE WITHOUT CENTERFILL1v13(1.')!F8.17T1O4,'SECONDS',/,T7
3,'AVERACE TIME GE FALL WITHOUT CENTERFILL',47('')!F8.2fT1041
41SECONDS',/!T7''LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT
5 CENTERFILL'125('.1),F8.2,T1OWNETERS')
3003 F5RNAT(T7,'INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE',
137('.1)!FS.1,T104,IDEGREES',/,T7T'INTERIOR FLIGHT ANGLE AT AVERAGE
2 POINT OF ENTRY',39(1.1);F8.1,T104,IDEGREES',/,T7!'INTERIOR FLIGHT
46
347
li.!
..,.,.
YJO
35
352
'MT
,,,_
3 ANGLE OF INITIAL CASCADE'746(1.1)1F8.1,T1OWDEGREESWIT7
4, 'INTERIOR FLIGHT ANGLE OF FINAL CASCADE'74S('.1),FS.10.104
5Y'DEGREE2')
3004 FORMAT(T7,'DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FL:
354
715
756
57,
iGHTE'J27('4'7F8.2tTlOWNETERSWIT7,1DISTANCE OF PARTICLE
2ROM INTERIOR TO EXTERIOR FLIGHTS1,27('.1),F82JT104,1METERS'yl.T7,
31AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE',32(1.1).
4F8.1,T10411SECONDS',/,T7I'AVERAGE TIME OF TRAVEL ON INTERIOR FLIGH
358
359
ITS PER CASCADE';321),FS.1)T104;'SECONDS')
361
762
36:
3005 FORMAT(T7y'AVERA6E TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS'
1,32(1.'),FS.21T104,1SECONDS'IhT7,1AVERAGE TIME OF FALL FROM INTER
:IOR TO EXTERIOR FLIGHTS',32(1.1),F8.27T1041'SECONDS'YhT7,1LONGITU
3DINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FUG
4HTS'ylO(';'),FS.2rT104,'METERS',/fT7I'LONGITUDINAL DISTANCE TRAVEL
SEC PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS',10('.')!F8.2
765
-,,
.2..y.,
367
163
67T104?'METE:')
3010 FORMAT(T7?(NOTE: CENTERFILL FLIGHTS ARE BYPASSED)')
301.1 F0RMATU,T7,'HOLDUP CONDITION1!'s/sT7!'FULLY-LOADED DRUM SEGMENT X
1OLDUP',54('.1),F8.4,T104/1METERS**3',/,T7,1CALCULATED DRUM SEGMENT
2 HOLDUP1/56(1.1),F8.41T104,1METERS**3',/,T7,1FRACTIONAL DRUM SEGE
3NT HOLDUP OF DESIGN1,46(1.'),F8.2d104,'METER**3/METERI*31)
7. 7
371
372
373
374
375
RETURN
END
*******************1
3
*
4
t
6
********************
FUNCTION FYEI
CALCULATES THE DISTANCE OF PARTICLE FALL FROM THE EXTERIOR TO THE
INTERIOR FLIGHTS.
FUNCTION FYEEPSI,FANGLEOEITHOLD)
7
10
11
12
13
14
COMMON/EINSI DIA,DIAD,RW,ELIFLENtFLIPYFLENIFFLIPIYULifUL2
l'ALPHA,BETA,NErNI,EM
IF(P3I+100/NI LE. 90) THEN
PSIA=PSI
PSIB=PSI+360/NI
K=-1
ELSE
15
PSIA=PSI+360/NI
16
PSIP=PSI
17
K=1
END IF
YB=FLEN/*SIND(PSIA)
18
,Q
20
-r)
27
XP=FtENI*COSEPSIA)
XC=2*K*THOLD/(YP-XICAND(PSID*0.999))
YC=XDTAND(PSIB*0.999)
SLP=M-IT)/(XP-X)
YINT=YD-SLP*XD
FYEI=0.5*DECSIND(FANGLE)-SLP*COSD(FANGLE))-YINT
RETURN
27
END
169
******************0
SUBROUTINE TVOVEF
******0********4.W.
* CALCULATES FLIGHT HOLDUP IN EXCESS OF DESIGN FLIGHT HOLDUP.
SUBROUTINE TVOVER
ANGLETAOYVOVER)
COMMON/EINS! DI4,DIA0yRWIELfFLENYFLIFIFLENIfFLIPITULl:UL2
1rALPHA,BETAINEYNI!EM
7Y/FUNFI ''1iENIBDEN,REPOSE,PHI!SPHERIC,SCREEN17SCREEN2fFEED
10
1,A,B,RICFIGAM1ABIPDIA
X7=FLIUSIND(BETAASIND(A0)/SIND(REPOSE-ANGLE-A0)
XE=DIA/2-X7*SIND(180-REPOSE+ANGLE)/SIND(A0)
P.:X7**2.0+2102.0-2*X7*XMOSEI80-REPOSE+AN6LE40))*t0.5
lt
17
X10=0.5*(X74.01,9
YOVER=(X1OCX104,7)*(X1048)M10-X9))00.5
RETURN
ENT:
tt******************
SUBROUTINE PARTVEL
****************Mt
t CALCULATES C,RPVELOND RE BASED ON THE EQUATION BY SCHILLAR AND NAUMANN.
SUBROUTINE PARTVEL (ACPIC,RPVELJREIY,X)
DIMENSION CIG(4,2C0(4)
COMMON/VIER/ CIGIATG,GVELICGOG,SHG,CKGtCHPF
COMMON/FUNF/ RDEN,BDENIREPOSEIPHI6PHERIC,SCREENIYSCREEN2tFEED
lIATBATCFPGAMMABODIA
11
REG=GDEN(ATG)*PDIAtGVEL/VG
12
1300 GO TO 1320
13
14
1310 REG=-RE
15
16
ii
4-,
18
1,:
-:
1320 C=24tRTCF*(1.0+0.15*REG**0.687)/REG
X5=0.75*C*GDEN(ATG)t(2tY/9.81)**0.5/(PDEN*P1hIAt(1+ACP))
RPVELL1.0+3VELV45)00.5-1.032/X5
RE=GDEN(ATG)tPDIA*RPVEL/VG
1370 IN(RE ,3T, (1.05tRE6)) .0R. (RE .1.T. (0.95*RE6))) 60 TO 1310
X=0.75*C*GDEN(ATG)/(PDEN*PDIA*(14CP))
RETURN
21
END
*
170
*
******************0
FUNCTION GLOST
t
EflIMATES THE HEAT LOST THROUGH THE DRUM WALL FOR EACH DRUM SEGMENT:
it*********10******
*
t
*
FUNCTION OLOST(CL,DL)
DIMENSION CI6(4,2),C13(4)
COMMON/EINS/ DIA,1iIAO,RW,EL,FLEN,FLIPIFLENI,FLIPI,ULitUL2
1,ALPHA,BETWEINI,EM
COMMONIZWEI/ RPMAPSIREIRRE'REMREO,FRHUP,ED,APCHOLD,II
COMMON/PREP TWAVEL
COMMON/VIER/ .CIGrATG/GVEL,CGIVG,SHG,CKG,CHPF
CCMMON/ACHT/
TWO8=(ATUTA)**0.5
14
-!
IC2UNT=0
305 TWO=TWCS
le/
4
47
ICOUNI=l+ICOUNT
TWOF6=(TOTWO)/2
'ALL PROPS (TWOF6,V6W0F,SH6WOF,CKWOFICG)
IP
ED=DIA*(1-FRHUP)**0t5
RPS=RPM/60
21
RE=GVEL*GDEN(ATG)*ED/VS
'::n=ED**2tRP3*6.23t5DEN(AT6)/V6
PR=VG*SHG/CNG
REO=AAVELAGDEN(TWOFG)*DIAO/VGWOF
.24
RRE0=3,14*DIA002*RP8tODEN(TWOF8)/V6W0F
PRO=VGWOF*SHGWOF/CKWOF
2?
CHWO=0.135C(0.5PRE002+REMR(TWOFG))*PRO)**0,333*CKWOF/DIAO
CHWOR=EMt5.729E-8*(TWOU4-TAtt4)/(TWO-TA)
30
CHWI=0.023tREtt0.8*PR**0+3*(1+(DIA/(DL+CL))00.7)
28
TW8=(AT6+(R0-1/(CHWIt3.14*DIA))*(CHWO+CHWOR)*3.14*DIAOtTA)
1/(1+(RW+11(CHWIt3,14*DIA))*(CHWO+CHWOR)*3.14*DIA0)
71
:FLTO LE. (1,05*TWOG)) AND. (TWO GE, (0.95tTWOG))) GO TO 315
TWOG=TWC
34
lr
IF( ICOUNT L.T. 10) GO TO 305
WRITE(6:5011)
36
5011 FORMAT('TWO AND TWOG DO NOT CONVERGE !')
3I3 OLOST=(CHWO+CHWOR)*3.14*DIAO*CL*(TWO-TA)
37
v,
3?
40
TWI=ATO-OLOST/(3.14*DIAtCLCHWI)
41
END
3
4
RETURN
rITOTITNNSITY
*
*
**************0***1
FUNCTION HEN
ASSUMING AIR IN AN IDEAL STATE AT ONE ATMOSPHERE, f
K6/M**3,
FUNCTION GDEN(TC)
TK=7C+273.1
6DEN=354/Tt,
8
c
16
11
RETURN
ENI:
tt******4**********ti
FUNCTION SHP
*
CALCULATES THE SPECIFIC HEAT OF WOOD AS A FUNCTION OF TEMPERATURE AND
MOISTURE CONTENT, J/KG*C,
**********tt*****t
*
t
FUNCTION SHP(ATP,CP)
SH=(CP+(0.266+0.00116tATP))/(1+CP)*4186,1
SHP=SH
RETURN
END
171
**************MM
t
********************
FUNCTION GR
CALa:LE'T'.C. THE. GP.W6HgF NjqER ASSUMING PROPERTIFS OF AIR.
FUNCTION SEAM
COMMON/EINS/ DIAtDIADIRWYELrFLFNIFLIPIFLENIIFLIPI,DIIUL2
1,ALPHAIDETAINE,Nl7a
20M2N/DREI/ -17AVEL.
TK=AT6+273.1
10
6R=1,73E10*EXP(-0,0163tTrADIAOtt3t(4TG-TA)
RETURN
END
**************WM
FUNCTION EMC
********************
* CALCULATES THE EQUILIBRIUM MOISTURE CONTENT FRACTION OF 0011 AS A
FUNCTION OF TEMPERATURE AND RELATIVE HUMUDITY,
t
FUNCTION EMC(TCYRH)
5
S
TK=TC+273.1
9
,.
A1=-5,012E-4tTKO2+0.322*TK-45472
A2---f,1:53E-LgTKI3:2+4,734E-31C1K-0,174
W=1.853E-NTN**2-9.437*TR+1418.3
1
i:.
4,1
.i.i.
47
i,
F1=1-A2tRH
F2=14-A1*A2tRH
14
4C
EMC=18/0A2*RH*(1/F1+A1/F2)
Lsi
IREMC .LT.0.0) EMC=0.0
16
RETURN
17
END
t
*
-.:
********************
FUNCTION HSORP
********************
* CALCULATES THE HEAT REQUIREMENT TO REMOVE ONE KILOGRAM OF MOISTURE FROM
t
A HEAT OF
WOOD AS A FUNCTION OF TEMPERATURE AND MOISTURE CONTENT.
*
* WETTINS COMPONENT IS INCLUDEDY JAG.
6
t
t
t
,7
,
t
FUNCTION HSORP(TC,CP)
REAL HSORP
HSORP=((597.9-0.592*TC)+280*EXP(-1,5*CP))*4186.1
RETURN
44
41
END
**********4*********
FUNCTION FSP
*
CALCULATES THE MOISTURE CONTENT FRACTION AT FIBER SATURATION FOR WOOD
AS A FUNCTION OF TEMPERATURE,
********************
*
4
6
*
FUNCTION FSP(TC)
FSP,-(34.1-04133*TC)/100
7
10
RETURN
END
172
FUNCTION MOLT
********************
CALCULATES THE MDLECULAR FIGHT OF A GAS hIXTUREt KG/KOMOLE+
*******************1
*
FUNCT/ON MDLWT(C6IM:1)
7
DIMENSION C6(4)1M0(5)
C.
C,
REAL MWIMOLWT
SUM=0,0
fl
7
lu
PC 1 i=1,4
1 SUM=CO(I).NW(I)+SUM
11
14
MOLWT=SUM
RETURN
Ic
END
FUNCTION RELH
********************
CALCULATES THE RELATIVE HUMIDITY FRACTION
*
4
*******************;
*
*
FUNCTION RELH(CG,N7TC)
6
DIMENSION CO(4),W5
7
REAL MW,MOLWT
%=TC+273.1
12
RH=S314.0*C6(4)*GDEN(TC)*TKAMOLUT(C6/MW)*PVS(TC))
RELH=RH
RETURN
13
ENO
*
M******M***1Tht
FUNCTION PUS
********************
*
CALCULATES THE SATURATION VAPOR PRESSURE AS A FUNCTION OF TEMPERATURE,
*
t
PASCALS,
FUNCTION PVS(TC)
TK=TC+273.1
B=16.373-282#6/TK-1,6908*L0610(TO-5,7546E-3M+4#0073E-6*TK**2
PV=13Z.:410**E
PVS=PV
RETURN
END
i
2
****************00
3
*
4
t
5
FUNCTION RV
CALCULATES THE SPECIFIC HEAT OF WATER VAPOR t J/KG*C
2.
9
'il
,.
12
13
14
*
*
FUNCTION SHUY(TC)
6
7
********************
DIMENSIONCG(4)YCOEF(5Y4)tMW(5),CIG(4,2)
COMMON/VIER/ CIGIATMVELFCGIVG,SHMKG,CHPF
COMMON/SECHS/ COEF,MW
REAL MU
TK=TC+273,1
SHWV=COEF(3,4)+COEF(4,4)*TY4COEF(5,4)*TM
RETURN
173
*
I
*
,
,
*0*****MOMM4
4
;
FUNCTION SNY.:'
*********M1***tint
UICULATES THE SPECIFIC FAT Y- THF DF:Y PUL'/. 3A]l ,Ar..
FUNCTION SHICTC)
DIMENSION CO(4)yCOEF(5I4),MW(5)yCI6(4,2),SH5A(4)
COMMON/VIER/ CIGFATTAVEL,COOMHSICKG,CHPF
COMMONISECHS/ COEFiMW
16
REAL N
TK=TC+273.1
SHDC=0,0
DO 1 1,-1!3
SHGA(1)=COEF(3,I)+COEF(4/I)*TK+COEF(5,IJTKO2
i=I SHPG=SHGA(I)*CVDOW(I)+SHLE
SHDS=SHBGACEIIMU(1)4CE2)*MU(2)+CG(3)*MW(3))
17
12
RETURN
END
A
t
1 74
********************
********************
RDSDOC
*
LIST OF NOTATION FOR PROGRAM "RDS"
,
SI UNITS.
*
*
******************************************************************************
*
*
*
*
*
A =
AAVEL =
ASP =
*
*
ACPOLD
*
*
ACVG =
*
*
ALEAK =
*
*
*
*
*
ALPHA =
AMAX =
ANGLE =
APCHOLD =
*
*
APF =
*
*
ARH =
*
ATG =
ATGOLD =
*
*
*
*
*
*
*
*
*
ATP =
ATPF =
ATVOL =
A0121A013,
A023,A110,
A220 =
*
*
BEN =
CF =
*
*
CFC =
*
*
*
CFL =
CG =
*
*
CHOLDUP =
*
*
CHPF =
*
*
*
CIE =
*
CIHOLD =
CIG =
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
f
*
(C).
*
*
AVERAGE PARTICLE TEMPERATURE IN DRUM SEGMENT (C).
PARTICLE SURFACE-FILM TEMPERATURE (C).
ADJUSTED TOTAL WEIGHTED VOLUME OF PARTICLES
CASCADED FROM EXTERIOR FLIGHTS FOR AN UNFULLYLOADED CONDITION (M4*DEG).
*
*
*
*
*
*
ANGLES DEFINING FLIGHT GEOMETRY (DEG).
*
BEND FACTOR.
ANGLE EXTERIOR FLIGHT LIP MAKES RELATIVE TO THE
DRUM AXIS (DEG).
BULK DENSITY OF PARTICLES (KG/M3).
*
*
*
*
*
C =
CEHOLD =
CEI =
*
*
*
REFERENCE GAS TEMPERATURE FOR "RESTIME" EXECUTION
*
*
*
*
B =
BETA =
*
*
*
SEGMENT.
AVERAGE GAS TEMPERATURE IN DRUM SEGMENT (C).
AVERAGE RELATIVE HUMIDITY FRACTION IN DRUM
*
*
*
*
*
*
*
*
*
SEGMENT ((12).
*
*
RATE FACTOR.
AMBIENT AIR VELOCITY (MIS).
AVERAGE PARTICLE MOISTURE CONTENT FRACTION IN
DRUM SEGMENT (DRY BASIS).
REFERENCE PARTICLE MOISTURE CONTENT FRACTION FOR
"RESTIME" EXECUTION.
AVERAGE ABSOLUTE GAS HUMIDITY IN DRUM SEGMENT
(DRY BASIS).
RATIO OF AIR LEAKAGE AT THE DRUM INLET TO FLOW
OF GASES FROM BLEND-BOX (KG/KG).
ANGLE DRUM AXIS MAKES WITH HORIZONTAL (CEO).
ANGLE AT WHICH EXTERIOR FLIGHT BECOMES EMPTY (DEG).
EXTERIOR FLIGHT ANGLE (DEG).
PORTION OF DRUM SEGMENT HOLDUP INVOLVED IN
CASCADING (M3).
SURFACE AREA OF PARTICLES CASCADING IN A DRUM
CKG =
CKGF =
CL =
COEF =
DRAG COEFFICIENT.
THEORETICAL EXTERIOR FLIGHT HOLDUP (M3/M).
DRAG COEFFICIENT FOR EXTERIOR TO INTERIOR FLIGHT
CASCADE.
PARAMETER IDENTIFYING PRESENCE OF CENTERFILL
FLIGHTS.
PARAMETER IDENTIFYING PRESENCE OF CENTERFILL
FLIGHTS.
LENGTH OF CENTERFILL SECTION ((1).
GAS COMPOSITION ARRAY IN MOLE FRACTIONS (02,N2,
CO2,H20).
TOTAL HOLDUP BASED ON FEED RATE AND RESIDENCE
TIME (M3/M).
SURFACE-FILM HEAT TRANSFER COEFFIENT TO PARTICLE
DURING FALLING PERIOD (W/M2*C).
DRAG COEFFICIENT FOR INTERIOR TO EXTERIOR FLIGHT
CASCADE.
THEORETICAL INTERIOR FLIGHT HOLDUP (M3/M).
INLET GAS COMPOSITION ARRAY IN MOLE FRACTIONS
(BLEND-BOX GAS: 02,N2,CO2,H20; AMBIENT AIR: 02,
N2,CO2,H20).
THERMAL CONDUCTIVITY OF GAS (W/M*C).
THERMAL CONDUCTIVITY OF SURFACE GAS FILM
CASCADE LENGTH (M).
COEFFICIENT ARRAY FOR GAS PROPERTIES/ CORRELATING
EQUATIONS (COEFFICIENTS 1 TO 5; 02,N2,002,H20).
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
175
*
CP =
*
*
*
CPE =
*
CPFSP =
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
CPIN =
CU =
CUPF =
CVG =
CVGIN =
CI,C2 =
DVOL1,DVOL2,
DVOL3 =
D1,D2,D3 =
*
E =
*
EL=
*
ENTANG =
ENTPSI =
EPSI =
*
*
*
*
ERZ =
*
*
FA =
*
*
FANGLE =
*
*
*
*
*
*
*
*
*
*
FPSI =
FRH =
*
*
*
FRHOLD =
FULHOLD =
FVOL =
*
G =
GAMMA =
*
*
GAMMAB =
*
*
GMV =
GMVIN =
GNVIN =
GVEL =
GVF =
GX =
*
*
*
HS =
*
*
*
*
*
(DRY BASIS).
*
*
*
*
PARTICLE MOISTURE CONTENT FRACTION AT FIBER
*
SATURATION (DRY BASIS).
INLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS).*
*
DRAG COEFFICIENT FOR CASCADING WITHOUT CENTERFILL.
*
VOLUMETRIC HEAT TRANSFER COEFFICIENT (W/M3*C).
*
ABSOLUTE GAS HUMIDITY FRACTION ARRAY AS A FUNCTION
*
OF CASCADE NUMBER (KG/KG).
*
INLET ABSOLUTE GAS HUMIDITY FRACTION (KG/KG).
4
CONSTANTS IN PROGRAM "RDS".
EFFECTIVE DRUM DIAMETER (M), IN SUBROUTINE "RESTIME".*
*
INTERIOR DRUM DIAMETER (M).
*
EXTERIOR DRUM DIAMETER (M).
*
VOLUME OF PARTICLES CASCADING FROM EXTERIOR
*
FLIGHT FOR EACH FLIGHT ANGLE INCREMENT (M2).
*
*
CONTRIBUTION FROM DVOL OF THE THREE EXTERIOR
*
FLIGHTS DEPOSITING PARTICLES IN EACH INTERIOR
*
FLIGHT (M2).
*
CONSTANTS IN SUBROUTINE "PDRY".
*
*
DIMENSIONLESS PARTICLE MOISTURE CONTENT.
*
DRUM LENGTH (M).
*
AVERAGE POINT OF ENTRY ON EXTERIOR FLIGHTS (DEG).
*
AVERAGE POINT OF ENTRY ON INTERIOR FLIGHTS (DEG).
*
INTERIOR FLIGHT ANGLE USED FOR CALCULATING ENTPSI
*
(DEG).
*
INITIAL DRYING RATE AT START OF CASCADE (1/S).
*
*
RATIO OF WETTED PARTICLE SURFACE AREA TO THE
*
TOTAL PARTICLE SURFACE AREA.
*
ANGLE OF EXTERIOR FLIGHT AT WHICH AN AVERAGE
*
PARTICLE IS RELEASED (DEG).
*
PARTICLE MASS FLOW RATE (DRY KG/S)
*
PARTICLE FEED RATE (M315).
*
LENGTH OF EXTERIOR FLIGHT (M).
*
LENGTH OF INTERIOR FLIGHT (M).
*
LENGTH OF EXTERIOR FLIGHT LIP (M).
*
LENGTH OF INTERIOR FLIGHT LIP (M).
*
ERROR SUM OF SQUARES OUTPUT BY EXTERNAL SUBROUTINE
*
"ZSPOW",
*
ANGLE OF INTERIOR FLIGHT AT WHICH AN AVERAGE
*
PARTICLE IS RELEASED (DEG).
*
FRACTIONAL HOLDUP OF DRUM SEGMENT ARRAY AS A
*
FUNCTION OF CASCADE NUMBER (M31M3).
*
FRACTIONAL HOLDUP (M3/M3).
*
FULLY-LOADED HOLDUP (M3/M).
*
THEORETICAL EXTERIOR FLIGHT HOLDUP FOR EACH ANGLE
*
AFFECTED BY AN MALY-LOADED CONDITION (M3/M).
*
.*
ACCELERATION DUE TO GRAVITY (M/S2}.
*
ANGLE DEFINING MAXIMUM LOADING OF INTERIOR FLIGHTS
*
(DEG).
*
GAMMA FUNCTION VALUE FOR B.
*
GAS DENSITY (KG/M3).
*
WET GAS MASS VELOCITY (KG/S).
*
INLET WET GAS MASS VELOCITY (KG/S).
*
INLET WET GAS MOLAR VELOCITY (KGMOLE/S).
*
BULK GAS VELOCITY (MIS).
*
BULK GAS VOLUMETRIC FLOW RATE (M315).
*
APPROXIMATION AND BEST FIT VECTOR INPUT AND OUTPUT
*
BY EXTERNAL SUBROUTINE "ZSPOW".
*
.
FEED =
FEEDV =
FLEN =
FLENI =
FLIP =
FLIPI =
FNORM =
*
*
*
*
*
*
*
*
4
DE =
DIA =
DIA° =
DVOL =
*
*
*
PARTICLE MOISTURE CONTENT FRACTION ARRAY AS A
FUNCTION OF CASCADE NUMBER (DRY BASIS).
EQUILIBRIUM PARTICLE MOISTURE CONTENT FRACTION
GEN =
SORPTIONAL HEAT REQUIREMENT TO REMOVE MOISTURE
FROM WOOD (J/KG).
*
*
176
*
*
*
*
*
*
*
*
*
*
*
HZERO =
((13/M).
IBETA =
IER =
II =
IN =
IPSI =
ITMAX =
*
*
*
*
*
*
*
*
*
*
MAXIMUM INTERIOR FLIGHT HOLDUP (M3/M).
MOLECULAR WEIGHT OF GAS ARRAY (02,N2,CO2,H20,
MIXTURE).
NE =
NI =
NSIG =
NUMBER OF EXTERIOR FLIGHTS.
NUMBER OF INTERIOR FLIGHTS.
NUMBER OF SIGNIFICANT DIGITS OF ACCURACY USED BY
EXTERNAL SUBROUTINE "ZSPOW".
FRACTIONAL HOLDUP OF PREVIOUS ITERATION.
EXTERIOR ANGLE OF REPOSE ABOVE WHICH DESIGN HOLDUP
IS EXCEEDED (DEG).
RESIDENCE TIME OF PREVIOUS ITERATION (5).
ANGLE INTERIOR FLIGHT LIP FACE MAKES RELATIVE
TO THE DRUM AXIS (DEG).
*
OFRHOLD =
OHANG =
OLDTIME =
OMEGA =
*
*
*
PR =
PHI =
PHIMAX =
PHOLD =
PMASS =
PSI =
PSIE =
*
*
*
*
*
*
*
*
*
*
*
*
*
*
PSIMAX =
PSIO =
PSIZERO =
PTVOL =
QE =
QEEI =
QEIE =
*
QLOSS =
*
*
QTS =
*
*
*
QTSEI =
*
*
*
QTSIE =
*
*
RE =
REEI =
*
REIE =
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
PARAMETER SET PASSED TO EXTERNAL SUBROUTINE
*
"ZSPOW".
PRANDTL NUMBER.
*
ANGLE OF REPOSE ON INTERIOR FLIGHTS (DEG).
ANGLE DEFINING MAXIMUM INTERIOR FLIGHT HOLDUP (DEG).
INTERIOR FLIGHT HOLDUP (M3/M).
PARTICLE MASS (KG).
INTERIOR FLIGHT ANGLE (DEG).
INTERIOR FLIGHT ANGLE ASSOCIATED WITH AN EVEN
EXTERIOR FLIGHT (DEG).
ANGLE AT WHICH INTERIOR FLIGHT BECOMES EMPTY (DEG).
INTERIOR FLIGHT ANGLE ASSOCIATED WITH AN ODD
EXTERIOR FLIGHT (DEG).
INTERIOR FLIGHT ANGLE AT WHICH CASCADING BEGINS
*
(DEG).
*
PARTIAL WEIGHTED VOLUME OF PARTICLES CASCADED
FROM EXTERIOR FLIGHTS (M3*DEG/M).
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
PAR =
*
*
*
*
*
*
*
*
CASCADE NUMBER.
NUMBER OF EQUATIONS SOLVED SIMULTANEOUSLY BY
BY EXTERNAL SUBROUTINE "ZSPOW".
INTEGER ROUNDOFF OF PSI (DEG).
MAXIMUM NUMBER OF ITERATIONS ALLOWED IN EXTERNAL
SUBROUTINE "ZSPOW".
MAXHOLD =
MW =
*
*
*
INTERGER ROUNDOFF OF BETA (DEG).
OUTPUT ERROR PARAMETER FROM EXTERNAL SUBROUTINE
"ZSPOW".
*
*
*
*
INTERIOR FLIGHT HOLDUP WHEN CASCADING BEGINS
REO =
RATE OF HEAT TRANSFER TO PARTICLES FOR EVAPORATION
IN A DRUM SEGMENT (W).
RATE OF HEAT TRANSFER TO PARTICLES FOR EVAPORATION
DURING FALL FROM EXTERIOR TO INTERIOR FLIGHTS (W).
RATE OF HEAT TRANSFER TO PARTICLES FOR EVAPORATION
DURING FALL FROM INTERIOR TO EXTERIOR FLIGHTS (W).
RATE OF HEAT LOSS THROUGH DRUM WALL ARRAY AS A
FUNCTION OF CASCADE NUMBER (W).
RATE OF HEAT TRANSFER TO PARTICLES IN A DRUM
SEGMENT (W).
RATE OF HEAT TRANSFER TO PARTICLES DURING FALL
FROM EXTERIOR TO INTERIOR FLIGHTS (W).
RATE OF HEAT TRANSFER TO PARTICLES DURING FALL
FROM INTERIOR TO EXTERIOR FLIGHTS (W).
*
REYNOLDS NUMBER
REYNOLDS NUMBER
CASCADE.
REYNOLDS NUMBER
CASCADE.
REYNOLDS NUMBER
DRUM AXIS.
FOR GAS FLOW IN DRUM.
FOR EXTERIOR TO INTERIOR FLIGHT
*
FOR INTERIOR TO EXTERIOR FLIGHT
*
FOR AMBIENT AIR FLOW NORMAL TO
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
177
*
*
*
*
*
*
*
*
*
*
REP =
REPOSE =
REU =
RH =
RPM =
RPS =
RPVEL =
RPVEL =
*
*
RPVELEI =
*
*
RPVELIE =
*
*
RPVELU =
*
*
RPVELX =
REYNOLDS NUMBER FOR PARTICLE IN GAS STREAM.
ANGLE OF REPOSE ON EXTERIOR FLIGHTS (DEG).
REYNOLDS NUMBER FOR CASCADING WITHOUT CENTERFILL.
RELATIVE HUMIDITY FRACTION ARRAY AS A FUNCTION
OF CASCADE NUMBER.
DRUM SPEED (REVOLUTIONS PER MINUTE).
DRUM SPEED (REVOLUTIONS PER SECOND).
RELATIVE PARTICLE VELOCITY ALONG DRUM AXIS (MIS).
RELATIVE PARTICLE VELOCITY RESOLVED FROM
HORIZONTAL AND VERTICLE MOTION (M/S),IN SUBROUTINE
*
*
*
*
*
*
*
*
*
*
"PDRY".
*
RELATIVE PARTICLE VELOCITY FOR EXTERIOR TO
INTERIOR FLIGHT CASCASE (MIS).
RELATIVE PARTICLE VELOCITY FOR INTERIOR TO
EXTERIOR FLIGHT CASCADE (MIS).
RELATIVE PARTICLE VELOCITY FOR CASCADING WITHOUT
CENTERFILL (MIS).
RELATIVE PARTICLE VELOCITY IN HORIZONTAL DIRECTION
*
*
*
*
*
*
*
(M/S).
*
RPVELY =
RELATIVE PARTICLE VELOCITY IN VERTICAL DIRECTION
*
(MIS).
*
RRE =
RREO =
*
*
*
*
*
RW =
ROTATIONAL REYNOLDS NUMBER FOR GAS FLOW IN DRUM.
ROTATIONAL REYNOLDS NUMBER FOR AMBIENT AIR FLOW
ON DRUM EXTERIOR.
THERMAL RESISTANCE OF DRUM WALL (C/W).
*
SCREEN1 =
*
*
SCREEN2 =
*
*
*
*
*
*
*
*
*
*
SHG =
SHGF =
SPHERIC =
ACTUAL OPENING OF SCREEN PASSED IN SIEVE ANALYSIS
OF PARTICLES (M).
ACTUAL OPENING OF SCREEN NOT PASSED IN SIEVE
ANALYSIS OF PARTICLES (M).
SPECIFIC HEAT OF OAS (J/KG*C).
SPECIFIC HEAT OF SURFACE GAS FILM (J/KG*C).
PARTICLE SPHERICITY.
*
*
*
TA
IC
TC
IC
=
=
=
=
*
*
TCHOLD =
*
*
TDHOLD =
*
*
TDVOL =
*
*
*
*
*
*
*
*
TE =
TF =
TFEI =
TFIE =
TFU =
TO =
*
*
'MIN =
*
*
*
*
TGIN =
TGOUT =
THOLD =
TI =
TIME =
*
*
*
WIN =
*
TVOL =
*
*
*
*
TWERO =
*
*
TWB =
TWI =
TWO =
*
*
*
*
*
*
*
*
*
*
*
*
*
AMBIENT AIR TEMPERATURE (C).
TEMPERATURE (C).
TIME PER CASCADE (S), IN PROGRAM "RDS".
TIME PER CASCADE WITH CENTERFILL (S), IN SUBROUTINE "RESTIME".
TOTAL WEIGHTED VOLUME OF PARTICLES CASCADED FROM
INTERIOR FLIGHTS (M3*DEG/M).
TOTAL VOLUME OF PARTICLES CASCADED FROM INTERIOR
FLIGHTS (M3/M).
VOLUME OF PARTICLE CASCADING FROM EXTERIOR FLIGHT
FOR EACH FLIGHT ANGLE INCREMENT AFFECTED BY AN
UNFULLY-LOADED CONDITION (M3/M).
TIME OF TRAVEL PER CASCADE ON EXTERIOR FLIGHTS (S).
TIME OF FALL (5).
TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHT (S).
TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHT (S).
TIME OF FALL WITHOUT CENTERFILL (S).
BULK GAS TEMPERATURE ARRAY AS A FUNCTION OF
CASCADE NUMBER (C).
INLET GAS TEMPERATURE CALCULATED (C).
BLEND-BOX GAS TEMPERATURE (C).
OUTLET BULK GAS TEMPERATURE FROM DRUM SEGMENT (C).
INTERIOR FLIGHT HOLDUP AS A FUNCTION OF PSI (KIM).
TIME OF TRAVEL PER CASCADE ON INTERIOR FLIGHTS (8).
CUMULATIVE RESIDENCE TIME ARRAY AS A FUNCTION OF
CASCADE NUMBER (S).
INLET PARTICLE TEMPERATURE (C).
TOTAL WEIGHTED VOLUME OF PARTICLES CASCADED FROM
EXTERIOR FLIGHTS (M3*DEG/M).
VOLUME OF PARTICLES IN EXTERIOR FLIGHT WHEN
CASCADING BEGINS FOR A FULLY-LOADED DRUM SEGMENT
*
*
*
*
4
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
(M3/M).
*
WETBULB TEMPERATURE (C).
INTERIOR DRUM WALL TEMPERATURE (C).
EXTERIOR DRUM WALL TEMPERATURE (C).
*
*
f
178
ULI =
UL2 =
LENGTH OF DRUM SECTION AHEAD OF CENTERFILL (M).
LENGTH OF DRUM SECTION BEHIND CEWERFILL (M).
VG =
VGF =
VOL =
BULK GAS VISCOSITY (PA*8).
VISCOSITY OF SURFACE GAS FILM (PA*S).
EXTERIOR FLIGHT HOLDUP AS A FUNCTION OF DRUM
HOLDUP (M3/M).
DRUM SEGMENT VOLUME (M3).
EXTERIOR FLIGHT HOLDUP IN EXCESS OF DESIGN LOADING
VOLD =
VOVER =
(M3/M).
VZERO =
VOLUME OF PARTICLES IN EXTERIOR FLIGHT WHEN
CASCADING BEGINS (M3/M).
WBX =
APPROXIMATION AND BEST FIT VECTOR INPUT AND OUTPUT
BY EXTERNAL SUBROUTINE "ZSPOW".
INLET GAS WEIGHT FRACTION ARRAY (02,N270027H20).
WORK VECTOR USED BY EXTERNAL SUBROUTINE "ZSPOW".
WIG=
WK=
X =
XEI =
XIE =
Y =
YEI =
YEIE =
YEIO =
YIE =
YU =
DISTANCE FROM DRUM INLET
CASCADE NUMBER (M).
LONGITUDINAL DISTANCE OF
FALLING FROM EXTERIOR TO
LONGITUDINAL DISTANCE OF
FALLING FROM INTERIOR TO
ARRAY AS A FUNCTION OF
TRAVEL FOR A PARTICLE
INTERIOR FLIGHTS (M).
TRAVEL FOR A PARTICLE
EXTERIOR FLIGHTS (M).
DISTANCE OF PARTICLE FALL (M).
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR
FLIGHT (M).
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR
FLIGHT FOR AN EVEN EXTERIOR FLIGHT (M).
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR
FLIGHT FOR AN ODD EXTERIOR FLIGHT (M.
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR
FLIGHT (M).
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL (M).
********************-****************4H1.**************4********+***************
APPENDIX H.
COMPUTER GENERATED SIMULATION OUTPUT FOR TEST RUNS 1 THROUGH 6,
K
= 1.03.
ttillItttlIttlIttIttlttiltItttttttiltttilttttitttM13141111313*MiltiltttlttilttttUttt*******Stionttttiltrntilt*Mttttttttilt
t**IttttilttiltttIttiltitttilt
*ItIctl**11313113***M13141314
mummtsimmtummt
Miltt**1411***1313341313**It
ROTARY DRYER SIMULATION
ttt*M13111311311313131411113*
mmt******************1**n
smstnitommuntstmttsmsttsmsmits******mmuttmststuntsmutstsmmtmtutustsmmitntstmunts***
ROTARY DRUM DIMENSIONS
INTERIOR DRUM DIAMETER
OVERALL DRUM LENGTH
DRUM LENGTH AHEAD OF CENTERFILL SECTION
DRUM LENGTH BEHIND CENTERFILL SECTION
EXTERIOR FLIGHT LENGTH
EXTERIOR FLIGHT LIP LENGTH
INTERIOR FLIGHT LENGTH
INTERIOR FLIGHT LIP LENGTH
NUMBER OF EXTERIOR FLIGHTS
NUMBER OF INTERIOR FLIGHTS
DRUM SLOPE TO HORIZONTAL
DRUM SPEED
DRUM WALL THICKNESS
THERMAL RESISTANCE OF WALL
EMISSIVITY OF EXTERIOR DRUM WALL
1,2
5.5
METERS
METERS
.2
METERS
METERS
METERS
METERS
1,6
.208
.029
#290
#000
12
METERS
METERS
6
.0
5.5
.025
.5000
DEGREES
REVOLUTIONS/MINUTE
METERS
DEG CtSECONDS/JOULE
.90
INLET GAS CONDITIONS:
AMBIENT AIR TEMPERATURE
AMBIENT AIR VELOCITY
RATIO OF AIR LEAKAGE TO GASES FROM BLEND BOX
14.0
.0
3.02
INLET GAS TEMPERATURE FROM BLEND BOX
INLET GAS VOLUMETRIC FLOW RATE
541.0
.92
INLET WOOD PARTICLE CONDITIONS:
SOLID WOOD DENSITY
BULK DENSITY OF PARTICLES
INLET PARTICLE TEMPERATURE
INLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
450.0
200.0
18.6
1.40
PARTICLE FEED RATE (DRY BASIS)
PARTICLE SPHERICITY
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN PASSED
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN NOT PASSED
.0778
DEG C
METERS/SECOND
KORAN/KORAN
DEG C
METERSM/SECOND
KGRAMS/METERStt3
KGRAMS/METER913
DEG C
KGRAMS/SECOND
#750
.00200
.00140
BEND FACTOR
#750
EXTERIOR FLIGHT ANGLE OF REPOSE
INTERIOR FLIGHT ANGLE OF REPOSE
DRAG COEFFICIENT CORRECTION FACTOR
82.6
82.6
1.03
METERS
METERS
DEGREES
DEGREES
1:
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
4
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
98.4
261.6
74,0
176.8
.78
6.0
AO
.11
.0193
.0025
.13
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS143
METERS/43
METERS$3/METER**3
.03
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
.02
METERS
62.3
214.5
30,0
176.8
154.5
2840
62.0
29246
.21
.15
6.4
5.7
.21
.17
.0173
.0048
.28
METERS03
HETERS*S3
METER$43/METERtt3
PARTICLE FLOW PATH FROM CASCADE NO. 25:
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
68:
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
62.7
214.5
30.0
1764
154.5
29.0
62.0
292.6
.21
415
6.4
5.7
.21
.17
.03
.02
.0178
.0048
.27
95.4
26466
73.0
176.8
.78
5.8
.40
.12
.0201
.0024
.12
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS**3
METERS**3
METERIN3/METE:413
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS**3
METERS*I3
METERM/METERS$3
ROTARY DRYER SIMULATION RESULTS
110113141MUMMUI********
DATE :
TIME :
CASCADE
NUMBER
DISTANCE
FROM DRUM
INLET
(M)
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
.000
.112
.224
.337
.392
.448
.504
.559
.615
.670
.726
,782
.837
.893
.949
1.004
1.060
1.116
1.171
1,227
1.283
1,338
1.394
1.450
1,505
1,562
1.619
1.677
1.734
TEMPERATURE
TEMPERATURE CONTENT
(C)
(C)
(DB)
CUMULATIVE PARTICLE
(S)
.0
6,4
12.8
19.2
31,7
44,1
56.6
69.0
81,4
93.9
106.3
118,7
131,2
143.6
156,1
168,5
180.9
193,4
205,8
218.3
230.7
243.1
255,6
268,0
280.5
292.9
305.3
3170
330.1
BULK
AVERAGE
PARTICLE
MOISTURE
BULK
AVERAGE
ABSOLUTE
GAS HUMIDITY
FRACTION
BULK
AVERAGE
TIME
83/12/09,
04.33,15,
BULK
AVERAGE
GAS
(DB)
18,6
24,1
28,7
158.2
152,1
146.7
32.5
35.2
37,5
39,4
41,1
42.4
43,5
44,5
45,2
45,8
46.3
46.6
46.9
1414
47.1
47.2
47,3
47.3
47.3
47.3
47,2
47.1
47,0
46,9
46,8
46.6
46,5
137,6
133,9
130.4
127.1
124,1
121.1
118.4
115.8
113.3
110.9
108.7
1066
1046
102,5
100,6
98,8
97.0
95,3
93.7
92,1
90,6
89,2
87.8
86.4
85.1
1,401
1,367
1.333
1.302
1.275
1,250
1.226
1.202
1.179
1.157
1.136
1.115
1.095
1.076
1.057
1,039
1,022
1,005
.989
.973
.958
.943
.928
.915
.901
,888
.875
.863
.851
.0170
.0187
.0203
4219
.0232
.0244
.0256
.0268
.0279
.0290
.0301
4311
.0321
,0330
,0339
.0348
.0357
.0365
.0373
.0381
.0388
.0396
.0403
.0410
,0416
.0423
.0429
.0435
.0441
RELATIVE
HUMIDITY
FRACTION
HEAT LOSS
THROUGH
DRUM NAIL
SEGMENT
(J/S)
.0046
-I
4054
66.7
63,8
61,2
58,8
56,9
55.1
.0069
.0086
.0104
.0122
.0143
.0165
.0189
,0216
.0244
.0275
4308
.0344
4381
.0421
.0464
.0509
.0557
.0607
4659
.0715
,0772
.0833
4896
4962
,1030
,1101
,1174
536
51.9
50,5
49.1
47,8
46.6
45,4
44,3
43,2
42.2
41,3
40,3
39.4
38,6
37.8
37,0
36,2
35.5
34,8
34.1
33.4
32,8
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(MOM)
-I
503,3
502,4
501.5
868,4
866.3
864.2
862.2
860.3
858,3
856.5
854.8
853.2
851.6
850.0
848.5
847.1
845.7
844.4
843,0
841.8
840.5
839,3
838.2
837,0
811.0
810.0
808.9
808.0
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
1.791
1.848
1.905
1.962
2,019
2.077
2.134
2.191
2#248
2.305
69
2.362
2.419
2.477
2.534
2.591
2.648
2.705
2.762
2.819
2,877
2,934
2.991
3.048
3.105
3.162
3.219
3.277
3.334
3.391
3.448
3.505
3.562
3.619
3.676
3.734
3.791
3.848
3,905
3,962
4.078
4.194
70
4.311
71
4,427
4,543
4,659
4.775
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
72
73
74
342,6
355.0
367.4
379,8
39242
404,7
417.1
429,5
441.9
454,3
466.8
479.2
491.6
504.0
516.4
528.9
541.3
553.7
566.1
578.6
591.0
603,4
615.8
628,2
640,7
653,1
665.5
677,9
6903
702.8
715.2
727.6
740.0
752.4
764.9
777.3
789.7
802.1
814.5
820.8
827.0
833.2
8396
845.7
851.9
858,2
46.4
46,2
46.1
45,9
45.8
45,7
45.5
45.4
45.3
45.2
45.1
45.0
44.9
44,8
44.7
44.6
44.5
44.4
44,4
44.3
44.2
44,2
44.1
44.0
44.0
43.9
43.9
43,9
43.8
43.8
43,7
43,7
43,7
43.6
43,6
43.6
43.6
436
43.5
43.5
43.5
43,5
43.4
43.4
43,4
43.4
83,8
82.6
81.4
80.3
79.2
78.1
7710
76,0
75.0
74.1
73.2
72.3
71.4
70,5
69.7
68.9
68.2
67.4
66.7
66.0
653
64,7
64.0
63.4
62.8
62.2
61,6
61.1
60.5
60,0
59.5
59.0
58.6
58.1
57,6
5762
56.8
56.4
56.0
55.5
55,1
54.7
54.2
5368
53,5
53,1
.840
.829
.818
.808
.797
.788
.778
.769
.760
.751
.743
035
.727
.719
.711
.704
.697
.690
.684
.678
.671
.665
.659
.654
.648
.643
.638
.633
.628
.623
.619
.614
.610
.606
.602
.598
.594
.590
#587
.0446
.0452
.0457
.0462
.0467
.0472
.0477
10481
.0486
,0490
10494
.0498
.0502
.0506
.0509
.0513
.0516
.0520
.0523
.0526
.0529
.0532
#0535
.0538
.0541
.0543
#0546
.0548
.0551
.0553
.0555
.0557
,0559
.0561
.0563
.0565
.0567
.0569
.0571
.583
.579
4573
4575
.0577
.0579
.0580
.0582
.0584
.571
.568
.564
.561
60575
.1250
.1329
.1410
.1493
.1579
.1668
,1758
.1851
.1946
.2044
.2143
.2244
.2347
.2452
.2558
.2666
.2776
.2887
32.2
31,6
31.0
12999
24,0
23,6
23.3
23.0
22.7
22.4
22.1
21.8
21.6
21.3
21,0
20.8
20.6
20.3
20.1
19.9
19.7
19,5
.3112
#3227
.3342
.3458
.3575
.3692
.3810
.3928
.4047
#4165
#4284
.4403
.4522
.4640
.4759
#4876
.4994
,5110
.5227
#5342
.5477
.5614
#5750
.5884
.6016
.6147
.6277
807.0
806.1
306
805.2
804.3
29.9
8036
2914
802.7
801.9
801.1
28.9
28.4
28.0
276
27.1
26,6
26.2
25.8
25,4
25,0
24.7
244
193
800.4
7994
798.9
798.3
797.5
796,8
796.2
795.6
795.0
794.4
793,9
793.3
792.8
792.3
791.8
791.3
790.8
790.4
789,9
789,5
78961
788.7
788.3
78749
787.6
787.2
786.9
786,5
786.2
19.1
18.9
18.7
785.6
18,5
466.2
183
HA
17.9
17.7
17.5
785.9
466,4
466,1
466.0
465.9
465.13
465.7
75
76
77
78
79
80
81
4.891
5,007
5.123
5,239
5.356
5.472
5.588
864.4
870.6
876.9
883.1
889,3
895.6
901.8
43.4
43.4
43.3
43,3
43.3
43.3
43.3
52.7
52.4
52.0
51.7
51,4
51.1
50.8
.557
.554
6551
.548
.546
.543
#540
DRYER OUTLET CONDITIONS
OUTLET PARTICLE TEMPERATURE
OUTLET GAS TEMPERATURE
OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
OUTLET ABSOLUTE GAS HUMIDITY FRACTION (DRY BASIS)
TOTAL RESIDENCE TIME
TOTAL NUMBER OF CASCADES
.6404
16530
.6653
.6775
.6894
17012
.7127
1764
17,2
17.1
16.9
16.8
16.6
164
43.3
DEG C
504
DEG C
#54
1059
901.8
82
GAS COMPOSITION IN MOLE FRACTIONS:
FROM BLEND BOX :
AMBIENT AIR 1
DRUM INLET :
DRUM OUTLET 1
.0585
.0587
.0588
.0590
.0591
.0592
.0594
02
N2
CO2
1420
.175
#207
.199
.187
.731
.782
4020
.074
400
#011
.769
.722
.005
.005
.027
.087
SECONDS
465.6
465.5
465.4
465.4
465.3
465.2
465.1
***********************************M0*****************************************M*MMIIMMUMM******************13**
******************************
t*Mtitt********M**0*****0
****Mtt***************M***
*0**0***********************
ROTARY DRYER SIMULATION
********0**************14****
$13********Mt**0*********tt
*It*****0******13*****************MUM***1314*******************************13*****13M***********0*********************14
ROTARY DRUM DIMENSIONS
INTERIOR DRUM DIAMETER
OVERALL DRUM LENGTH
DRUM LENGTH AHEAD OF CENTERFILL SECTION
DRUM LENGTH BEHIND CENTERFILL SECTION
EXTERIOR FLIGHT LENGTH
EXTERIOR FLIGHT LIP LENGTH
INTERIOR FLIGHT LENGTH
INTERIOR FLIGHT LIP LENGTH
NUMBER OF EXTERIOR FLIGHTS
NUMBER OF INTERIOR FLIGHTS
DRUM SLOPE TO HORIZONTAL
DRUM SPEED
DRUM WALL THICKNESS
THERMAL RESISTANCE OF WALL
EMISSIVITY OF EXTERIOR DRUM WALL
INLET OAS CONDITIONS:
AMBIENT AIR TEMPERATURE
AMBIENT AIR VELOCITY
RATIO OF AIR LEAKAGE TO GASES FROM BLEND BOX
INLET GAS TEMPERATURE FROM BLEND BOX
INLET OAS VOLUMETRIC FLOW RATE
INLET WOOD PARTICLE CONDITIONS!
SOLID WOOD DENSITY
BULK DENSITY OF PARTICLES
INLET PARTICLE TEMPERATURE
INLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
PARTICLE FEED RATE (DRY BASIS)
PARTICLE SPHERICITY
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN PASSED
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN NOT PASSED
BEND FACTOR
EXTERIOR FLIGHT ANGLE OF REPOSE
INTERIOR FLIGHT ANGLE OF REPOSE
DRAG COEFFICIENT CORRECTION FACTOR
1,2
METERS
5,5
METERS
.2
1,6
.208
.029
.290
.000
12
METERS
METERS
METERS
METERS
METERS
METERS
6
,0
5,5
.025
.5000
DEGREES
REVOLUTIONS/MINUTE
METERS
DEG C*SECONDS/JOULE
,90
14.5
.0
3,19
548,0
1,10
450,0
200.0
17,7
1,41
4786
DEG C
METERS/SECOND
KGRAM/KGRAM
DEG C
METERS**3/SECOND
KGRAMS/METERS**3
KGRAMS/METERS**3
DEG C
KGRAMS/SECOND
.750
40200
.00140
.750
82.6
82,6
1,03
METERS
METERS
DEGREES
DEGREES
1:
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
98,9
261,1
77,0
176.8
DEGREES
DEGREES
DEGREES
.77
METERS
SECONDS
SECONDS
METERS
6,1
AO
,15
DEGREES
HOLM CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
3:
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
.0259
4025
,10
64,4
214,5
32.0
176,8
154,5
30,0
62,0
292,6
.21
.15
6,4
5,6
.21
.17
.05
,03
.0237
,0049
.21
METERS*113
HETERS*43
METER143/METERM
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS03
METERS*13
METERtt3/METER133
25:
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
46:
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
72.8
2146
42.0
176,8
154,5
24.0
62,0
292,6
.27
.15
6,7
5,8
.23
.17
.06
.03
.0253
.0051
.20
99,6
260,4
78,0
176,8
.77
6,1
.40
.16
.0283
.0025
.09
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS333
METERS*13
METERU3/METERV13
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERSU3
METERS*113
METERn3/METERt$3
ROTARY DRYER SIMULATION RESULTS
SUO******USIMSOMMUI
DATE :
TIME :
CASCADE
NUMBER
0
1
2
3
4
5
6
7
e
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
DISTANCE
FROM DRUM
INLET
CUMULATIVE
TIME
BULK
AVERAGE
PARTICLE
TEMPERATURE
(M)
(S)
(C)
.000
.150
.299
.375
.451
.528
.604
.680
.756
.832
.908
.985
1.061
1.137
1.213
1,289
1.365
1,442
1.518
1.594
1.670
1.746
1.822
1.899
1.975
2.068
2.162
2.255
2.349
.0
6.4
12.9
25.3
37,8
50.2
62.7
75.1
87.5
100.0
112.4
124,9
137.3
149.7
162.2
174.6
187.1
199.5
211.9
224.4
23618
249.3
261.7
274.1
286.6
299.5
312.4
325.3
33812
BULK
AVERAGE
GAS
TEMPERATURE
BULK
AVERAGE
PARTICLE
MOISTURE
CONTENT
BULK
AVERAGE
ABSOLUTE
OAS HUMIDITY
FRACTION
(C)
(DB)
(DB)
360
154.6
149.6
145.1
141.3
137.8
134.6
38.7
1316
406
41,9
43.1
44,1
44.9
45,5
128.6
125,8
123.2
120.7
118.4
116.1
464
1119
46.4
46.7
46.9
47.0
47.1
47.1
47.1
47,0
4619
46.8
46,7
46.6
46.4
46.2
46.1
111.9
109.9
108,0
106,1
104.4
102.6
101,0
99.4
97.8
9663
94.9
93.4
91.9
90.5
89.1
17,7
23.2
27.9
31.3
34,2
83/12/09.
04.11.24.
1.405
1.370
1,336
1.308
1.280
1.253
1.226
1.201
1.176
1.152
1.129
1.106
1.084
1,062
1,042
1.021
1.002
.982
.964
.946
.928
.911
.894
.878
.863
.846
.830
.815
.799
.0136
.0150
10164
.0175
.0187
.0198
10208
.0218
.0228
.0238
.0247
4256
.0265
.0274
.0282
.0290
.0298
.0306
.0313
.0321
.0328
.0334
.0341
.0348
#0354
.0361
.0367
+0373
.0379
RELATIVE
HUMIDITY
FRACTION
HEAT LOSS
THROUGH
DRUM UALL
SEGMENT
(J/S)
.0041
.0047
.0058
.0070
.0083
.0097
.0112
.0129
60147
.0166
.0187
.0209
.0233
.0259
.0286
.0314
.0345
40377
.0411
.0446
.0484
.0523
.0564
.0608
.0653
.0702
40755
.0811
.0869
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(J/StMl$3)
-I
-I
64.8
62,4
60.2
58,4
56.8
55.2
393.2
530
673.1
52.4
51.1
49.8
48.7
47.6
46.5
45.5
44,5
43.6
671.7
420
660,5
41.8
41,0
40,2
39.4
38.6
37.9
37.2
36.5
35.8
35,1
34.5
659.4
3926
679.4
677.8
676.2
674.6
670.3
669,0
667.7
666.4
665,2
664.0
662.8
661.7
658.3
657.3
6563
655.3
654,4
653.5
573.5
572.6
571.8
571.1
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
51
54
55
2.442
2.536
2.629
2.723
2.816
2.910
3.003
3.097
3.190
3.283
3.377
3.470
3.564
3.657
3.751
3.844
3.938
4.100
4.261
4.423
4.584
4.746
4.908
5.069
5.231
5.393
5.554
351.1
364.0
4519
87.8
45.7
866
37710
4515
85.2
389.9
402.8
415.7
428.6
441.5
454.4
467.3
480.2
45.4
45.2
844
.785
.771
.757
.743
82.8
0730
4560
8147
.718
44.9
80.5
79.5
78.4
77.4
76.4
75.4
74.5
73.6
72.7
0705
49341
506.0
519.0
53119
544.8
557.7
564.2
570.7
577.1
583.6
59041
596.6
603.1
60906
616.1
622.6
440
44.6
446
44.3
44.2
44.1
44.0
43.9
43.8
4307
4316
43.5
43.4
43.3
43.3
43.2
43.1
43.1
43.0
42.9
7148
71.0
70.1
69.3
684
67.7
66.9
66.2
65.4
64.7
64.1
63.4
.693
.682
.670
.660
.649
.639
.629
.619
.609
.600
.591
.581
.572
.564
.555
.547
1539
.531
.524
.516
.0385
.0391
.0396
.0402
.0407
.0412
.0417
.0422
.0426
10431
.0435
.0440
.0444
.0448
.0452
00455
.0459
.0463
.0467
.0470
.0474
.0477
.0481
.0484
.0487
.0490
.0493
.0929
.0991
.1056
.1123
.1192
.1264
.1338
33.8
33.2
32.6
32.0
31.4
01414
2918
565.6
.1492
.1573
.1655
.1740
.1827
.1915
.2005
.2098
.2192
.2293
.2397
.2503
.2611
.2720
.2831
.2943
.3056
.3170
.3285
293
56500
56404
570.3
569.6
56809
3009
568.2
567.5
566.8
303
56612
2808
28.4
2709
27.4
2700
26.6
26.2
25.8
25.4
254
24.6
24.2
23.9
23.5
23.2
22.8
22.5
22.2
563.8
563.2
562.7
562.2
561.6
561.1
560.6
347.3
347.1
346.9
346.7
346.5
346.4
346.2
346.0
345.9
345.7
SECONDS
CO2
H20
.005
.006
.000
.024
.073
.022
.011
.055
,733
02
N2
.189
,199
.207
.174
047
.774
.782
1 OUTLET DRUM
1
INLET DRUM
: AIR AMBIENT
BOX BLEND FROM
FRACTIONS: MOLE IN COMPOSITION GAS
CASCADES OF NUMBER TOTAL
TIME RESIDENCE TOTAL
BASIS) (DRY FRACTION HUMIDITY GAS ABSOLUTE OUTLET
BASIS) (DRY FRACTION CONTENT MOISTURE PARTICLE OUTLET
TEMPERATURE GAS OUTLET
TEMPERATURE PARTICLE OUTLET
CONDITIONS OUTLET DRYER
56
622,6
.049
.52
C DEG
C 0E6
63.4
42.9
CKIMM*************************************************************MMIUMMOMM********************Mit***********
t****************************t
*************0*********U****
II1V108 113ANd
t*****************************
**********************0******
t***4**********t**************
NOI1V1dWIS
*014******************M****
*********************MMM**************************************MMUMMMWM*******MMUMMt*******M*0**0
Asvios
wnma SNOISN3WIll
:
801831Y1 wnsa 83I3WVI0
11V83A0 wrist] HION31
wnsa H10/131 0V3HV JO 111A831N33 N01133S
wnsa HiON31 4NIH30 111J831N33
801831X3 114011.1 HAND
801831X3 1H9113 d11 H10N31
UI831NI 1110113 HION31
SOI831NI IHOI12 d11 HI0N31
830AN JO 80183IX3 SIHOIld
soawnw JO SOIN31NI S1110113
WMG 3,1019 01 1VINOZI80H
MIMS
W118G
WMG
0334
ilvn
S93NN3IH1
IVA/NI 33NVI9IS38 20 11VM
IIIAI9SIW3 JO 80183IX3 wnsa 11vn
SHAW
SHIN
Z'
S83134
91
013W
80Z'
6Z0'
06Z'
88313W
000
8813W
88313/4
SHAW
ZT
9
O.
5R,
000S.
S33803d
3111N1W/SNOI11110638
S83I3W
030
Tinousallons*o
06'
SO
:8N0III0N00
8IV 388083dW31
iwmawv siv AII0013A
01IV8 JO 8IV 30VNV31 01 S3SVO W083 QN310 xoa
131NI SVO 38111V83dW31 WO8A aw31a X00
131N1 SVO 3I813Wd1OA MO1A 31V8
131NI
Z'T
S'S
GOO 31311d :SN0III0N00
0I109 GOON AlISNE
ulna AlISN3G JO S313118Vd
131/1I 3131I8Vd 388083031
131NI 31311d unislow IN3INO3 NOII3VNA
(SISV0
313II8Vd 033J 31V8 Asa) (sisva
3101INVd A113183HdS
1V113 ONIN3d0 20 383AV 3ZIS SSV13 N3383S (13SS1Jd
lvniov ONIN3d0 JO 30VM3AV 32IS SSV13 N3380S ION 113SSVd
atm 80I3VA
801831X3 1H9I13 31ONV JO 3S0d38
80181K IH0I1J 31ONV JO 3S0d38
ovsa 1N31313J303 N011338803 8013VA
SILT
0'
93d 3
0033S/S8313W
8E'E
O'OZL
OZ'I
WV8ON/WV80N
O'OSV
0.00Z
E**S8313W/SWV801
£14S8313W/SWV89X
0311
GNO33S/E0S83134
131NI
681
EV'T
98Z0'
00Z00'
0100'
0311 3
QNO33S/SNV894
88313W
883134
OSZ'
918
S338934
9'Z8
EO'I
238011
1
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS!
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
3:
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULIY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
98.3
261.7
76,0
176,8
.78
6,0
.40
.16
.0268
.0025
409
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
KETERSU3
METERSO3
METERt$3/HETER**3
72.2
214.5
42.0
176.8
154.5
23.0
62.0
292.6
DEGREES
DEGREES
DEGREES
DEGREES
.27
.15
6,7
5.9
METERS
METERS
SECONDS
SECONDS
.24
SECONDS
.17
SECONDS
46
METERS
METERS
.03
.0246
.0051
+21
DEGREES
DEGREES
DEGREES
DEGREES
METERS**3
METERS03
METERM/METERS*3
16
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
45 :
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
64,5
214,5
33,0
176,8
154,5
30,0
62.0
292,6
.21
.15
6.4
5,6
.21
.17
.05
,03
.0262
.0049
.19
97,2
262,8
76.0
176.8
.78
5.9
AO
.18
.0312
.0025
,08
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS*N3
METERS443
METERN3/METER143
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS**3
METERS03
METER**3/METERN*3
ROTARY DRYER SIMULATION RESULTS
,133313101111114413*****SUM1
CASCADE
NUMBER
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
DISTANCE
FROM DRUM
INLET
CUMULATIVE
TIME
BULK
AVERAGE
PARTICLE
TEMPERATURE
(M)
(8)
(C)
DATE :
83/12/09.
TIME :
04.150450
BULK
AVERAGE
GAS
TEMPERATURE
BULK
AVERAGE
PARTICLE
MOISTURE
CONTENT
BULK
AVERAGE
ABSOLUTE
GAS HUMIDITY
FRACTION
(C)
(DB)
(DB)
.000
.0
18.9
.155
.311
.402
.494
.585
.677
.768
.860
.951
1.043
1.134
1.226
1.317
1.409
1,500
1.584
1.669
1.753
1.837
1.922
2.006
2.090
2.175
2.259
2.343
2.427
2.512
2.596
6.4
12.8
25.7
38,7
51.6
64,5
77.4
90.4
103.3
2608
52.6
53.9
198.9
191.7
185.1
179.3
173,9
169.0
164,4
160.0
156.0
152.2
11612
5419
14816
129.1
142,0
155.0
167.9
55.6
56.1
56.4
56,5
18008
5605
193.3
205,7
218.2
230.6
243.0
56.4
56.2
56,0
55.7
55.4
55.1
54.8
54.4
54,0
53.7
53.3
53.0
52.6
145.2
141.9
138.8
135.9
133.0
130.5
128.1
125.8
123.5
121,4
119.2
117.2
115.2
113.3
111.5
109.7
107.9
106.2
2556
267.9
280.4
292.8
305.3
317.7
330,2
34206
33.3
38.3
42.5
45,9
48.6
5018
1.425
1.378
1.333
1.291
1.251
1.211
1.173
1.136
1,101
1.066
1.033
1,001
.969
.939
.910
.0121
.0141
.0160
.881
.856
.831
.807
.784
.0352
.0363
.0373
.0383
.0393
.0403
.0412
.0421
.0430
.0439
.0447
.0455
.0463
.0471
061
.739
.718
.697
.677
.657
.638
.620
.602
60178
40195
.0212
00228
10244
.0259
.0273
.0288
.0301
.0315
.0327
10340
RELATIVE
HUMIDITY
FRACTION
.0013
.0015
.0020
.0026
.0033
.0040
.0049
.0059
.0070
.0082
.0095
.0109
.0125
.0143
.0161
.0182
.0202
.0224
.0247
.0272
.0299
.0327
.0356
.0388
.0421
.0457
.0494
.0533
.0574
HEAT LOSS
THROUGH
DRUM UALL
SEGMENT
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(J/S)
(J/S*M1$3)
-I
-I
84.4
3854
8019
7767
38441
754
72.4
704
6748
65.8
63.9
6241
60.4
58.7
57.2
55.7
54.3
53.0
51.8
5007
49.6
48.5
47.5
4645
45.5
4416
43,7
42.8
42.0
41.2
622,3
620.2
618.3
616.4
614.6
612.8
611,1
609.5
607.9
606.2
604.7
60313
601.9
603.5
602.2
601.0
599.7
59815
597.3
596.2
595.1
594,0
592,9
591.9
590.8
589.8
ZE
089'Z
S9L'Z
6V8'Z
£E6'Z
EE
BTO'E
81,0V
VE
Z011
9811
L'6ZV
6Z
OE
TE
SE
9£
LE
8E
6£
00
IV
ZV
EV
tt
SP
9t
a
0LZ'E
T'SgE.
E'ZS
9*VOT
PBS'
O'ZS
0101
VIOT
6'66
81V0'
S'19£
89g'
S90*
TSS'
SES'
ZOO'
V*86
O'16
61S'
90S0'
6'61£
LIS
SeZ6E
VIS
PIS
E'Llt
Z'PP
B'OS
S'OS
E'OS
O'Og
Sal
910
EZS'E
S*61V
8'6V
9'6V
809'E
Z69'E
9LL'E
0.Z6t
V.6V
V'VOS
Z*61,
6'9IS
0'66
6'8V
691
1981
St6'£
EZ11,
ZOE't
08V't
I*19V
£'6ZS
['TVS
I'BVS
VIZ
L'BV
8'65
IS
V6I'S
ZS
ZLE'S
ES
KS'S
Z'98S
SIZ6S
6'86S
L'9£
1'9£
Z*S8S
E'VBS
S'EBS
VZSO'
6160'
OVOT'
t'S£
811
L'16
6'18G
8Vie
ZOTT'
ZZt*
CVO'
OT4'
MO'
VEZT.
91£
01£
118S
TVS0'
OTT'
Z'VE
SEV*
EOEI'
IOU
9'6LS
6'81S
ISSO*
VIET'
6*1E
LVVT'
VIE
Z*85
Z9S0'
ZZST*
6*0£
6'9LS
V'OE
ZITE
B*6Z
6'S1E
Z1Z
/*STE
t'STE
t'06
Z'68
1'88
6'98
B'SB
L'VB
86E'
98E'
81S0'
190'
ZLSO'
091*
9'8V
SIB
V14
SLE'
Z9E'
E*Z8
OSE
EILSO'
ZOCI'
9'
EBSO'
Lb/I'
88S0*
V681'
V661'
0'84
6.0
BILV
L'Llf
9./V
1'98S
0ES0'
9ES0'
1'08
910'S
T'BE
V'LE
Sao
118V
LEWV
0910*
1180'
S980'
TZ60'
Z9V*
TIL9S
S'ELS
OS
6*LBS
O'LBS
6'8£
Ell6
016
ZI8
6V
6'88S
9*6£
VOS'
0610
EIV
691
MO'
V404
9'S6
8'09S
8V
66t0'
1190'
£990'
0110'
0'6/
O'BL
BEE'
STE'
VOE'
O'LL
£6'
1'SL
EBZ'
ELZ'
IlL
Z6S0'
16S0*
Z090'
960Z*
00ZZ'
9090'
90EZ*
0190*
VIVZ*
L'8Z
VIE
L'IZ
ZeLZ
8'9Z
£'9Z
L'US
V*08S
S'iLS
Z*STE
O'S1E
/*VIE
S*VIE
E'VIE
DRYER OUTLET CONDITIONS
OUTLET PARTICLE TEMPERATURE
OUTLET GAS TEMPERATURE
OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
OUTLET ABSOLUTE GAS HUMIDITY FRACTION (DRY BASIS)
TOTAL RESIDENCE TIME
TOTAL NUMBER OF CASCADES
47,6
7561
.27
.061
598,9
54
GAS COMPOSITION IN MOLE FRACTIONS:
FROM BLEND BOX :
AMBIENT AIR :
DRUM INLET :
DRUM OUTLET :
DEC C
DEG C
02
N2
CO2
1420
.159
.207
.196
.182
.756
.783
.777
.722
.035
.000
.008
.007
.050
.010
/019
.089
SECONDS
**4*******01313***********M******Mt******MUMU*****M**MMUMUMMUMMMU*******************************
11***Mt********1(*************
13******4********Mt***ItM*
AEV108 83AN0
tows
It****41*************Milt***
**************W*******100*
wo
Ottit*****0*********MOIM
tn******MMIAMMUMUMMUMUMM*M13*******M**********30****MMUM************MMM**************3
Ic***********************Mtt*
18V108
SNOISN3WIQ
80I891NI wma 8313WVI0
11V83A0 wma H1ON31
WilNQ H19N31 0V3HV 30 11IJS31N33 N011339
WA88 H1ON31 0N1H38 11I3831N33 N011339
80I831X3 1H9I1A HI0N31
SOI831X3 1HOI13 dIl H19N31
80I821NI 1H9I1J H19N31
80I831NI 1H9I1d dIl H19N31
8380 30 80I831X3 S1H9114
838WAN 30 80I831N1 91H9114
wma 3619 01 1V1NO2I80H
wma 033dS
wnsa livm SS3N43IH1
1VW83H1 33NV15I934 40 livn
A1IMISSI43 30 80I831X3 woo 11VM
131NI SVO :SN0I1IGNO3
1N3I84V 8IV 3881V83dW31
1N3I8WV SIV A1I3013A
0I1V8 JO 8IV 39N31 01 S390 wosi
131NI S9 38111V83N31 HOU
X08
121N1 9V9 31813WM10A 1013 308
asla
aula
Z'T
S'S
Z'
9'1
80'
604
06Z'
000'
98313W
58313W
98313W
58313W
S8313W
98313W
98313W
S8313W
ZT
9
0'
8'Z
SZO'
000S'
S338030
31MNIW/SN0I1M10A38
S8313W
938 311101798NO3393
06'
0'8T
0'
xoa
930 3
0033S/98313W
ZZIE
O'OEL
SZ'T
WV89N/WVS0N
93Q 3
QNO339/E**S8313W
O'OSt
0'00Z
£1398313W/SMON
mon
31311)3d ISNOIlIONO3
AlISN38
Nina AlISN38 30 9313I18Vd
131NI 313118Vd 3801V83dW31
131NI 313I18Vd unisiow 1N31NO3 N0I13V33
(SISV8
313I18Vd 0334 308 Aaa)
313I1)34 AII3I83Hd9
ONIN3d0 JO 39V83AV 32I5 SSV13 N3383S G3SSVd
ivniov ONIN3d0 30 39V83AV 32I5 SSV13 N33839 ION 83SSVd
131NI
arm aoon
coma
lciov
amou
80I831X3 1HOI14 310NV JO 3S0d38
80I831NI 1H9114 319NV JO 39048
9V80 1H313133303 N0I1338803 8013V3
E'TZ
V6L0'
tt*S8313W/SWV89N
938 3
4/40339/SWVSO4
OSL.
0000'
OVT00'
OSL'
9'Z8
918
£0'T
98313W
S8313W
9338938
S338038
PARTICLE FLOW PATH FROM CASCADE NO,
1
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
PARTICLE FLOW PATH FROM CASCADE NO,
3 :
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EVERTOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
90,9
269,1
67.0
176.8
,78
10.8
.40
,16
.0276
.0044
,16
60.5
214,5
27,0
176,8
154.5
26.0
62,0
292,6
,22
,15
12.2
11,2
al
,17
,05
.03
,0253
.0094
,37
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERM3
HETERS133
METER**3/METERU3
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS143
METERSO3
METERM/METERU3
PARTICLE FLOW PATH FROM CASCADE NO. 16:
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
PARTICLE FLOU PATH FROM CASCADE NO, 42 t
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
60,8
214.5
28,0
176,8
1546
27,0
62,0
292,6
.21
.15
12,2
11,1
.21
.17
.05
.04
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
.0271
.0094
,35
METERS03
62.0
214.5
29.0
176.8
154.5
28,0
62.0
292.6
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
.21
.15
12.3
11.1
.21
.17
.06
.04
KETERS*13
METER143/METERCI3
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
45:
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE Al AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
4311
4094
,30
93,5
266.5
71,0
176,8
#7B
11.1
'
#40
,19
4328
4046
,14
METERS**3
METERSO3
METERWMETER**3
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERSO3
METERS443
HETER03/METER143
ROTARY DRYER SIMULATION RESULTS
01144013t13000143100**0
DATE :
TIME :
CASCADE
NUMBER
DISTANCE
FROM DRUM
INLET
CUMULATIVE
TIME
BULK
AVERAGE
PARTICLE
TEMPERATURE
(M)
(8)
(C)
0
.400
.0
1
.161
.322
1404
.487
.569
.651
.733
.815
.897
.980
11.2
22.4
46.1
69.9
93.7
117.5
141,3
165.0
188.8
212.6
23644
260.2
283.9
307.7
331,5
355.2
379.0
402.7
426.5
450.2
473.9
497.7
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
1.062
1.144
1.226
1,308
1,390
1.478
1.565
1.652
1.740
1.827
1,914
2.002
2.089
2.176
2.264
2.351
2.438
2.526
521,4
545.1
568.9
592.6
616.3
640.1
21,3
29,7
36.6
41.6
45.7
49.0
51.7
53.9
55.7
57.0
58.0
58.7
59.2
59.5
59.6
59.6
59.5
59.3
59.0
58.7
58.3
57,9
57.5
57.1
56,6
56.2
55.8
55.4
54.9
83/12/09,
04.24.33.
BULK
AVERAGE
GAS
TEMPERATURE
BULK
AVERAGE
PARTICLE
MOISTURE
CONTENT
BULK
AVERAGE
ABSOLUTE
GAS HUMIDITY
FRACTION
(C)
(BB)
(DB)
209,6
201.7
194.6
188,8
183,4
178.4
173.8
169.4
165.3
16101
157.7
154.3
150,9
147.8
144.7
141.8
139.0
136.4
133.8
131.3
128.9
126,6
124.4
122.2
120.1
118.1
116,1
114.2
112.3
1,399
1,349
1.301
1.259
1,219
1.180
1.142
1.105
1,069
1.035
1.001
.968
.937
.906
.877
.848
.820
.793
.767
.741
.717
.693
.669
.647
.625
.604
.583
.563
.544
.0138
.0160
.0181
.0199
.0216
.0233
.0250
.0266
.0281
.0296
.0311
.0325
.0338
.0352
.0364
.0377
.0389
,0401
.0412
.0423
.0434
.0444
.0454
4464
.0473
.0482
.0491
.0500
.0508
RELATIVE
HUMIDITY
FRACTION
.0012
.0014
.0019
.0024
.0029
.0036
.0043
.0051
.0060
+0070
.0081
.0092
.0105
.0119
.0135
.0151
.0169
.0188
.0208
.0230
.0254
60279
.0305
.0334
,0364
.0396
.0430
.0466
.0503
HEAT LOSS
THROUGH
DRUM UALL
SEGMENT
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(JS)
(J/SVO*3)
-I
88.9
85.2
81.8
79.0
76.4
74.1
71.8
69.8
67.8
66.0
6442
62.6
61.0
59.5
58.0
56.7
55,4
54.1
52,9
51.7
5066
49,5
48.4
47,4
4644
45,5
44.5
43.6
-I
379.1
378.1
656.7
654.5
652.4
650.4
648.4
6466
644.7
642,8
641.1
639.4
637.8
636.2
634.6
593.1
591.7
590.3
589.0
587.1
58601
585.2
5844
582.8
581.7
580.5
579.4
578.4
S'ZOE
gfiVI'
81E
TIOE
6E0Z'
LV6I'
VS8I4
0911'
9991'
VLSI'
9'LZ
0'8Z
g'8Z
6'8Z
S'6Z
O'OE
9'0E
Z'IE
8'EOE
MOE
8'Z0E
6'Z0E
I'EOE
E'E01
9'E0E
I'I6V
116V
V.Z6V
9'99S
t'L9g
Z'89S
0'69g
8'69S
['Oa
9'I1.S
g'Zig
V'ELS
E'tLg
EISLG
Nig
PIN
EsZE
6'ZE
gaff
I'VE
I'VE
E'SE
0'9E
9'9E
E'LE
0'8E
8'8E
S'6E
EIOV
LIZZ'
61'
0011'
8ZE1'
LSZT4
6811'
EZIT'
6g01'
8660'
6£60'
1880'
LZ80'
VLIO
EZLO'
SL90'
6Z90'
EVS0'
8'ZV
SSW'
TIV
61O
L90'
£90'
090'
9,90'
TV90'
LE90'
TE90'
990'
0Z90'
V190'
6090'
t090'
860'
Z6g0'
98S0'
080'
V50'
89S0'
I9S0'
OgS0'
CVO'
0tg0'
ZES0'
SMO'
LIU'
00'
80'
LIZ'
9ZZ'
9'
IVZ'
6'
ZLZ'
g8Z'
66'
TIE'
EZE'
9EE'
OSE'
E9E'
La'
Z6E'
LOt'
ZZV'
8£10
Vgt'
ILV'
68V'
90'
gZS'
6'8L
8'61
L'08
L418
L'Z8
84E8
0'S8
Z'98
S'L8
8'88
0'06
Z16
S'Z6
L'E6
O'g6
t'96
8'16
Z'66
L'OOT
Z'Z01
8'E0I
V'g01
O'LOT
L'80I
g'OIT
Z'VS
S'Eg
L'Zg
61S
I%
t'OS
O'Og
O'Og
Z'Og
E'Og
S'Og
L'OS
6'0g
Z'Ig
V'Ig
91g
6'Ig
Z.ZS
g'Zg
8'Zg
Ilg
t'ES
8'ES
Z'Vg
g'Vg
VIZIT
61III
V'OOTI
6'8801
V'LLOT
6'g901
VINT
IS
18'S
Zg
69V'S
fg
89'S
6V
V061
91LI
LZS1
Og
Z60'S
8t
0
94
0
00L'Z
E19'Z
9'189
8'E99
IE
18L'
EITL
ZE
gal
6'ZV0T
V'TEOT
6'6101
Z'966
V'ZL6
L'8V6
6'tZ6
Z'I06
V'118
L'ES8
0'0E8
Z'908
S'Z8L
8'8S1
O'SEL
6EE'V
OgI'V
Z96'E
1981
1911
1991
ELVE
98t1
Vt
EV
ZV
IV
OV
6E
8£
VE
6V0'E
Z96'Z
SE
CETI
9E
66E'E
IIE'E
VZZ'E
LE
EE
OE
6Z
DRYER OUTLET CONDITIONS
OUTLET PARTICLE TEMPERATURE
OUTLET GAS TEMPERATURE
OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
OUTLET ABSOLUTE GAS HUMIDITY FRACTION (DRY BASIS)
TOTAL RESIDENCE TIME
TOTAL NUMBER OF CASCADES
54.2
78.9
DEG C
.20
.066
1123.4
54
GAS COMPOSITION IN MOLE FRACTIONS!
FROM BLEND BOX :
AMBIENT AIR :
DRUM INLET :
DRUM OUTLET :
DEG C
02
N2
CO2
H20
.161
.207
.196
.181
.740
.783
.773
.715
.039
.000
.009
/009
.060
.010
.022
.095
SECONDS
******Mt3M***************************MOMM**34013****Mtt***Mt********Mt*********13*************UM***M*M*11
*****************************t
*It40**13013*****13*********
33mitounonstm*******,
*************MM*********1
miamm****t*****no*****
ROTARY DRYER SIMULATION
mtnum***ammunton
onmitmunmuntosnottsommumitmt******tommonomonnttmumnommon****mommummt
ROTARY DRUM DIMENSIONS
INTERIOR DRUM DIAMETER
OVERALL DRUM LENGTH
DRUM LENGTH AHEAD OF CENTERFILL SECTION
DRUM LENGTH BEHIND CENTERFILL SECTION
EXTERIOR FLIGHT LENGTH
EXTERIOR FLIGHT LIP LENGTH
INTERIOR FLIGHT LENGTH
INTERIOR FLIGHT LIP LENGTH
NUMBER OF EXTERIOR FLIGHTS
NUMBER OF INTERIOR FLIGHTS
DRUM SLOPE TO HORIZONTAL
DRUM SPEED
DRUM WALL THICKNESS
THERMAL RESISTANCE OF WALL
EMISSIVITY OF EXTERIOR DRUM WALL
INLET GAS CONDITIONS:
AMBIENT AIR TEMPERATURE
AMBIENT AIR VELOCITY
RATIO OF AIR LEAKAGE TO GASES FROM BLEND BOX
INLET GAS TEMPERATURE FROM BLEND BOX
INLET GAS VOLUMETRIC FLOW RATE
INLET WOOD PARTICLE CONDITIONS:
SOLID WOOD DENSITY
BULK DENSITY OF PARTICLES
INLET PARTICLE TEMPERATURE
INLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
PARTICLE FEED RATE (DRY BASIS)
PARTICLE SPHERICITY
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN PASSED
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN NOT PASSED
BEND FACTOR
EXTERIOR FLIGHT ANGLE OF REPOSE
INTERIOR FLIGHT ANGLE OF REPOSE
DRAG COEFFICIENT CORRECTION FACTOR
1,2
5,5
,2
1,6
.208
.029
.290
.000
12
6
.0
2,8
.025
.5000
.90
20,0
.0
2,34
751.0
METERS
METERS
METERS
METERS
METERS
METERS
METERS
METERS
DEGREES
REVOLUTIONS/MINUTE
METERS
DEG C*SECONDS/JOULE
DEG C
METERS/SECOND
KORAN/KORAN
DEG C
1,13
METERSM/SECOND
4504
KGRAMS/METERS**3
KGRAMS/METERS*13
DEG C
200.0
23,4
1,39
.0797
KRAMS/SECOND
.750
.00200
.00140
.750
82.6
82.6
1,03
METERS
METERS
DEGREES
DEGREES
PARTICLE FLOW PATH FROM CASCADE NO,
1
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
4
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
88,2
271.8
61,0
176.8
.78
10.5
AO
.11
.0193
.0043
,22
55,5
214.5
24,0
176,8
154.5
21,0
62,0
292,6
.22
.15
11.9
11,5
.21
.17
.03
42
.0170
.0095
.56
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS**3
METERS**3
METER*83/METER**3
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
MEFERS**3
METERS*13
METER03/METER**3
12:
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
26:
PARTICLE FLOU PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
56,1
214.5
24.0
176,8
154.5
22,0
62,0
292.6
.22
,15
12,0
11,4
,21
.17
.03
,02
.0175
.0095
,54
56,7
214,5
25,0
176.8
154,5
22.0
62.0
292.6
.22
15
12.0
11.4
.21
.17
.04
.03
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS03
KETERS03
HETER03/METERU3
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
.0188
.0095
.50
PARTICLE FLOW PATH FROM CASCADE NO,
64
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL,..li
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
'
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
88,2
271,8
64,0
176,8
dB
10,5
.40
.12
.0215
.0043
.20
METERS03
METERS*13
METER03/METER**3
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS**3
METERS*13
METER**3/METERt*3
ROTARY DRYER SIMULATION RESULTS
itUttUtt***0$1**U**00111411
DATE :
TIME 1
CASCADE
NUMBER
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
DISTANCE
FROM DRUM
INLET
CUMULATIVE
TIME
BULK
AVERAGE
PARTICLE
TEMPERATURE
(11)
(S)
(C)
.000
.113
.226
.339
.395
.451
.507
.563
.619
.675
.730
.786
.843
.901
.958
1.015
1.072
1.129
1.186
1.244
1.301
1.358
1.415
1.472
1.529
1.586
1.648
1.710
1.772
1.833
1.895
10
1009
21.7
32.6
56,4
80.2
10309
127.7
151,5
175.3
199,1
222,9
246.6
270,4
29411
317.9
341.7
365.4
389.2
412.9
43647
460,5
484,2
508.0
531.7
555.5
579.3
60301
626.9
6500
674.5
2364
3502
44.4
5106
56.4
60.2
63.1
65.4
67.0
68.1
68.8
69.2
6914
69.2
6900
686
68.0
67.4
66.7
66.0
653
6415
63.8
63.1
62.4
61,7
61.0
60.4
59.8
59.2
58.6
BULK
AVERAGE
GAS
TEMPERATURE
(C)
83/12/09.
04.34.15.
BULK
AVERAGE
PARTICLE
MOISTURE
CONTENT
2186
210.5
20301
1963
189.9
184.1
178.6
173.4
16816
164,0
1590
155.6
151.7
148.0
144.4
141.0
137.8
134.7
1310
128.8
126.0
123.4
120,8
118.3
115.9
113,6
111.4
RELATIVE
HUMIDITY
FRACTION
(GB)
(GB)
265.7
251.4
238.6
227.3
BULK
AVERAGE
ABSOLUTE
GAS HUMIDITY
FRACTION
1.390
1.328
1.269
1.213
1.166
1.121
1,078
1.036
.996
.958
.922
.886
.852
.820
.789
.759
.730
002
.675
.650
.625
.601
.578
.556
.535
.515
.495
.476
.457
.440
.423
.0148
.0186
.0223
.0258
10287
.0315
.0342
.0368
.0392
.0416
.0439
.0461
.0482
40502
4521
.0540
60558
/0575
.0591
.0607
.0623
.0637
10652
.0665
.0678
.0691
.0703
.0715
.0726
00737
.0748
.0005
.0006
.0009
.0013
.0018
.0024
$0030
.0038
.0046
.0056
.0067
*0080
.0094
.0110
.0127
.0147
.0168
.0191
.0217
.0245
.0276
.0309
.0345
.0384
.0426
00471
.0519
.0571
.0626
.0685
.0747
HEAT LOSS
THROUGH
DRUM WALL
SEGMENT
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(J/S)
(J/S*M1113)
-I
114,8
107.9
101.8
96.3
92.1
8813
84.7
814
7865
75.7
73.1
70,6
6803
66,2
64.1
62.2
60.3
58,6
56.9
55.3
53.8
52.3
50,9
49.5
48.2
47.0
45,8
44.6
43.5
42,4
-I
525.8
524.1
5226
911.3
9073
903.4
899.8
896.3
893.1
8894
886.9
861.2
8586
855.8
853.3
850.8
848.4
8464
843.7
841.5
839.4
837.3
835.3
833.4
8316
770.9
769.2
767.7
766.1
764.6
cm
"c)
ST9r
Oglo
O'ZZ
ZIZZ
toZZ
E'Strt
6896'
6'IZ
£114
9'IZ
I'SVV
Z'Stft
611Z
O'SVV
teS0
S'Strt
9'S*V
9'Strt
L'Stt
LIZ
SIN
L'ZZ
6'Z2
86810
0£0'
090'
POT'
LOT'
601'
III.
EII'
060'
IVO'
TIZ
VIZ
8'SOV
SV60'
0/601
EV60'
911'
611'
8£60'
9£60'
£990
E8Eto
IOEV.
L8£'
BIZ
S'OVL
6.S0
IV60'
SE60'
E£60'
1E60'
6Z60'
LIZte
OLD'
O'VZ
8'0V/
IZI'
VZI.
LZI'
1E1'
Z'89
S'89
8'89
1'69
V'69
8'69
VOL
TOL
6'0/
VIC
8'IL
9'9Z
6'9Z
81V1
COE'
Z.9Z
£91E'
O'EVL
CUE'
612
VIV/
9'SZ
9ZVL
LZSE'
6EVE'
6VE£'
E'gZ
E'ZVL
O'SZ
O'ZVL
L'VZ
[IL
Ili
TO'
8V1'
8160'
9160'
969£'
Z19£'
VVI'
I60'
L'Zi
LEI'
gZ60'
EZ60'
ME'
ZIZ
SIZ
9'IVL
VEI.
L60'
0'9Vt
019/
EIVI
Z'Vt/
91VL
1%11
9'SVL
I'9111
912
E'LZ
/*CZ
VIE
L'8Z
Z'6Z
L'6Z
VIE
S'6V1
E'OE
9'9VL
E'LV/
6'LVL
L'01
6'0£
0g6E.
£91'
191'
6060'
9060'
V060'
1060'
8680'
696'
6S1'
Z1601
SSI'
VI60'
1'9E
68Z1'
61g£
9'SSL
ZBET.
801'
TIE
SIVSL
E'VE
V'ESL
91£
0891'
Z'ZE
6'ZE
VC&
VISL
t'ZSI
t'Ot
te6E
S'09L
8'191
SIE
NS/
IVI.
V680'
698Z'
99/Z'
Z99Z'
9SSZ'
8VVZ'
6£EZ'
6'
811Z'
900Z'
9681'
&III'
9./E
8.9S/
0'8SL
tett,
Z19L
LBLI'
Ligl'
001'
VE01'
Lg60'
£880'
£180'
1680'
1880'
£880'
6180'
S/80'
0180'
S980'
0980'
VS80'
080'
480'
VE801
1280'
6180'
1180'
£080'
g610'
9810'
MO'
8910'
8SLO'
UT'
911'
TEIT'
Z'ZL
Z'Et
94L
l'SL
t'SL
Z'9/
6'9/
SW
Zli
6'8/
9'6/
Z'ZB
VOZ'
£18
861'
1008
18I'
Z6I'
VEZ'
I1Z'
8IZ'
9ZZ'
S'19
9'19
9'19
9'19
9'19
9'19
9'19
9'19
9'19
S'I9
S'I9
toI9
S/
UV'S
I'06SI
l'6/S1
te890
91
9VS'S
0'1091
g'LSSI
91VS1
B'SESI
61ZST
86Z'S
ZL
6V0'S
EL
VIII
99
1,0£1
69
89
19
6ZV't
ZIOSI
1L9'6
ESS4
I'VIST
OL
LVL'E
S89'E
£'88E1
S19E1
Z£61
0181
8081
T'ZIVI
6ISEVI
L'6SVI
9g0'V
9'001
Z'I9
£'19
O'LIET
Z16Z1
V'69ZI
9'SVZ1
WIZZI
0'8611
WE
1611
6Z11
8901
9001
8'Z011
6'1S
tea
9'9ZI1
t9
£9
Z9
19
09
6
8S
ES
OWE
8EVI
9LE1
SIPE
VV6'Z
0'610I
6'9g
£'9g
Z18
Z18
8186
0'096
l'9£6
V'Z16
9'888
8198
IS
ZS
ESZ'E
£88'Z
Z'SGOT
B'SS
E'Vg
S'Vg
e'Vg
Tigg
8't6
96'
VI
IL
SZ61
1081
S9
0811
EIZ6VI
S'I8VT
EZ91
WOVET
1'19
0'19
6'09
L'09
S'09
£'09
1'09
8'6S
S'a
Z'6g
8.8g
VIS
18'Z
VIEOT
Z'Sg
E'S8
V'98
L'a
EtZ'
Z16
t'SS
V'96
80E'
OZE'
ZILII
Vigil
6SeZ
91LOOT
84S
VIG
0'68
£'06
8'16
ZSZ'
Z9Z'
ELZ'
V8Z'
L'Sg
0'9S
0'86
L'66
fEE'
OE'
WE'
9LE'
16E'
90'
9g
SS
VS
IS
Og
6V
et
0
9V
St
tt
6£
OStoi,
OP
/69'Z
9E9'l
VLS'l
ZIg'Z
EV
ZV
It
L'691
6'SVI
I'ZZL
£'869
8'9S
E'EOI
VOZ'Z
10£61
9f
S9Z'Z
'LIB
V%
S'IOI
BE
LE
68E'Z
LZPZ
I'Bg
£'601
9'LS
Z*101
Zqg
£10T
0'48
ZVT'Z
080'Z
EITO'Z
LS6IT
SE
VE
E£
ZE
TE
DRYER OUTLET CONDITIONS
OUTLET PARTICLE TEMPERATURE
OUTLET GAS TEMPERATURE
OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
OUTLET ABSOLUTE GAS HUMIDITY FRACTION (DRY BASIS)
TOTAL RESIDENCE TIME
TOTAL NUMBER OF CASCADES
61.5
68.2
.10
.095
1601.0
77
GAS COMPOSITION IN MOLE FRACTIONS:
FROM BLEND BOX :
AMBIENT AIR :
DRUM INLET :
DRUM OUTLET :
02
N2
CO2
H20
.163
.206
.193
.172
049
082
.038
.000
.011
.010
.050
.772
.686
DEG C
DEG C
.012
.023
.132
SECONDS
t**0***M13***Milt********MMUMMMUMMMUMMUMMUMM***MMMUMMUMMI*******************
MIt*****************33******
*1**MX*MM*I********M***
t**00011Mt**************0
tUttt*Utict**430113*******0
ROTARY DRYER SIMULATION
*Mttint*****************13*
*****t****1***********MaMt
34140**Mvoc*****mtostmountottmumummummummtnnon**********msomutnummutmonnwa
ROTARY DRUM DIMENSIONS
INTERIOR DRUM DIAMETER
OVERALL DRUM LENGTH
DRUM LENGTH AHEAD OF CENTERFILL SECTION
DRUM LENGTH BEHIND CENTERFILL SECTION
EXTERIOR FLIGHT LENGTH
EXTERIOR FLIGHT LIP LENGTH
INTERIOR FLIGHT LENGTH
INTERIOR FLIGHT LIP LENGTH
NUMBER OF EXTERIOR FLIGHTS
NUMBER OF INTERIOR FLIGHTS
DRUM SLOPE TO HORIZONTAL
DRUM SPEED
DRUM WALL THICKNESS
THERMAL RESISTANCE OF WALL
EMISSIVITY OF EXTERIOR DRUM WALL
INLET GAS CONDITIONS:
ANBIENT AIR TEMPERATURE
AMBIENT AIR VELOCITY
RATIO OF AIR LEAKAGE TO GASES FROM BLEND BOX
INLET GAS TEMPERATURE FROM BLEND BOX
INLET GAS VOLUMETRIC FLOW RATE
INLET WOOD PARTICLE CONDITIONS!
SOLID WOOD DENSITY
BULK DENSITY OF PARTICLES
INLET PARTICLE TEMPERATURE
INLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
PARTICLE FEED RATE (DRY BASIS)
PARTICLE SPHERICITY
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN PASSED
ACTUAL OPENING OF AVERAGE SIZE CLASS SCREEN NOT PASSED
BEND FACTOR
EXTERIOR FLIGHT ANGLE OF REPOSE
INTERIOR FLIGHT ANGLE OF REPOSE
DRAG COEFFICIENT CORRECTION FACTOR
1.2
5,5
METERS
,2
METERS
1,6
.208
.029
.290
.000
12
METERS
METERS
METERS
METERS
METERS
METERS
6
,0
5,5
.025
.5000
DEGREES
REVOLUTIONS/MINUTE
METERS
DEG C*SECONDS/JOULE
.90
20,0
.0
2,72
7520
DEG C
METERS/SECOND
KGRAM/KGRAM
DEG C
1,13
METERS03/SECOND
450,0
200,0
24.1
KGRAMS/METERS**3
KGRAMS/METERS**3
DEG C
1,35
.0817
.750
.00200
.00140
,750
82.6
82,6
1,03
KGRAMS/SECOND
METERS
METERS
DEGREES
DEGREES
1:
PARTICLE FLOW PATH FROM CASCADE NO,
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE Al AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
3
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
96.0
264,0
73,0
176,8
,78
5,9
,40
.13
4215
.0026
.12
63,2
214.5
30,0
176,8
154.5
29.0
62.0
292.6
,21
.15
6.4
5,7
.21
,17
.04
.03
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERS133
NETERS443
METERM/METERO3
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
HOLM CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
.0194
METERS143
4051
METERS03
,26
METERNS3/METER**3
PARTICLE FLOY PATH FROM CASCADE NO. 11 :
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
PARTICLE FLOU PATH FROM CASCADE NO. 27:
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
INTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
INTERIOR FLIGHT ANGLE OF INITIAL CASCADE
INTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL FROM EXTERIOR TO INTERIOR FLIGHTS
DISTANCE OF PARTICLE FALL FROM INTERIOR TO EXTERIOR FLIGHTS
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF TRAVEL ON INTERIOR FLIGHTS PER CASCADE
AVERAGE TIME OF FALL FROM EXTERIOR TO INTERIOR FLIGHTS
AVERAGE TIME OF FALL FROM INTERIOR TO EXTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM EXTERIOR TO INTERIOR FLIGHTS
LONGITUDINAL DISTANCE TRAVELED PER CASCADE FROM INTERIOR TO EXTERIOR FLIGHTS
HOLDUP CONDITIONS:
FULLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
63.4
214,5
30.0
176.8
154,5
29,0
62,0
292,6
.21
,15
6,4
5,7
,21
,17
.04
,03
.0197
0051
.26
63.6
214.5
31.0
1764
154,5
29.0
62,0
292,6
.21
.15
6.4
5,7
.21
.17
.04
,03
.0214
.0051
.24
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS**3
METERS**3
METER**3/METER**3
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
DEGREES
METERS
METERS
SECONDS
SECONDS
SECONDS
SECONDS
METERS
METERS
METERS03
METERS*13
METER**3/METER**3
59
PARTICLE FLOW PATH FROM CASCADE NO.
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF RELEASE
EXTERIOR FLIGHT ANGLE AT AVERAGE POINT OF ENTRY
EXTERIOR FLIGHT ANGLE OF INITIAL CASCADE
EXTERIOR FLIGHT ANGLE OF FINAL CASCADE
DISTANCE OF PARTICLE FALL WITHOUT CENTERFILL
AVERAGE TIME OF TRAVEL ON EXTERIOR FLIGHTS PER CASCADE WITHOUT CENTERFILL
AVERAGE TIME OF FALL WITHOUT CENTERFILL
LONGITUDINAL DISTANCE TRAVELED PER CASCADE WITHOUT CENTERFILL
HOLDUP CONDITIONS:
FOLLY-LOADED DRUM SEGMENT HOLDUP
CALCULATED DRUM SEGMENT HOLDUP
FRACTIONAL DRUM SEGMENT HOLDUP OF DESIGN
97,8
262.2
76,0
176.8
.78
6.0
.40
.14
.0244
.0026
.11
DEGREES
DEGREES
DEGREES
DEGREES
METERS
SECONDS
SECONDS
METERS
METERSM
METERS1143
METERW/METERM
ROTARY DRYER SIMULATION RESULTS
t$114$01411,1413011131******#
DATE
:
TIME :
CASCADE
NUMBER
0
I
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
DISTANCE
FROM DRUM
INLET
CUMULATIVE
TIME
BULK
AVERAGE
PARTICLE
TEMPERATURE
(M)
(8)
(C)
4000
.125
.250
.312
.374
.435
.497
.559
.620
.682
.743
.807
.871
.934
.998
1.061
1.125
1.188
1.252
1.315
1.379
1.443
1.506
1.570
1.633
1.697
1.760
1.829
1.898
.0
6.3
12,5
254
37.4
49.9
62.3
74.7
87.2
99.6
112.0
1246
136.9
149,4
161.8
1743
186.7
199.1
21106
2244
236.5
248.9
261.4
273.8
286.2
2980
311.1
323,6
336.0
2401
34,4
42,6
48.2
52.7
BULK
AVERAGE
GAS
TEMPERATURE
(C)
139.5
13604
1663
133.4
130.6
127.9
125.2
122.7
120.2
117.9
115.6
113.4
.639
.615
.593
.572
.551
.531
.512
21214
6518
16102
65,8
65.7
65,4
65.1
64.6
64.1
63.5
62.9
62.3
157.1
153.2
149.5
146.0
6360
6107
61.1
6045
59.9
59.4
58.8
58,3
1420
BULK
AVERAGE
ABSOLUTE
GAS HUMIDITY
FRACTION
RELATIVE
HUMIDITY
FRACTION
(DB)
1.352
1.295
1.241
1.196
1.152
1.110
1.070
1.031
.994
.958
.923
.890
.857
.826
.797
.768
.740
.713
.687
243.1
231.2
220.6
64.2
65.0
65.6
59.2
61.4
BULK
AVERAGE
PARTICLE
MOISTURE
CONTENT
(DB)
204.8
197.9
191.5
185.6
180.1
174.9
170,1
165.5
5603
83/12/09.
04.29.45.
.493
.475
.0185
.0217
.0248
.0274
.0299
.0323
.0346
.0369
.0390
.0411
.0431
60450
.0468
10486
.0503
.0520
.0536
60551
.0566
.0580
.0594
.0607
10620
.0632
.0644
.0655
.0666
10677
00687
.0008
.0010
.0015
.0020
.0025
00032
.0039
.0048
00058
.0069
.0081
.0095
.0110
.0127
.0146
.0166
.0189
.0213
.0240
.0269
60300
.0333
.0369
.0408
.0450
.0494
.0542
.0592
.0646
HEAT LOSS
THROUGH
DRUM UALL
SEGMENT
VOLUMETRIC
HEAT TRANSFER
COEFFICIENT
(J/S)
(J/S*M#3)
-I
-I
104.2
489.0
98.5
93.4
89.5
85.9
82.6
487.5
85502
851.4
8484
844.7
796
841.6
76.7
74,1
71.6
69.3
67.1
65.1
8384
6312
799.1
61.3
59.6
5709
796.8
794.5
792.4
56.3
7903
5418
788.3
786.3
784.5
782.6
780.8
779.1
777.4
775,8
712.5
711.1
53.4
52.0
5006
4903
48.1
46,9
45.8
44.6
43.6
835.8
83310
806.3
80318
801.4
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
1.968
2.037
2.106
2,175
2.244
2.313
2.382
2.451
2.520
2,590
2,659
2.728
2.797
2,866
2,935
3,004
3.073
3.142
3.212
3,281
3.350
3.419
3.488
3,557
3.626
3.695
3.764
3,834
3.903
3,972
4.111
4,251
4.390
4.530
4,670
4.809
4.949
5.088
5.228
5.368
5.507
349.5
360.9
373.4
385.8
398,3
410.7
423.2
435,6
448.1
460.5
473.0
485.4
497.9
510.3
522.7
535.2
547.6
560.1
57.8
57.3
56.9
56.4
56.0
55,7
55.3
55,0
54.7
54.4
54.1
53.9
53.7
53.4
53.2
53.2
53.4
53,8
57245
543
5854
54.8
55,4
55.9
56.4
56.8
597.4
609,9
622.3
634.8
647.2
659.7
672,1
684.6
697.0
709.5
715.9
722.2
728,6
7354
741.4
747.7
754.1
760.5
766.9
773.3
779.6
5763
57.7
58.0
58.3
58,6
58.9
59,1
59.4
59.5
59.7
59.9
60.0
60,1
60.2
60.2
603
60.3
111.3
109.3
107.3
105.4
103.6
1014
100;1
98.4
96,8
9513
93.8
92,3
90.9
89,6
88.3
87.0
85.8
840
83.6
82.6
81.6
80.7
79.9
79.0
78.3
77.6
76.9
76.2
75.6
75.1
74.4
73.8
73.2
720
72.1
71.6
71.2
70,7
70.3
69.9
69.5
1458
.441
.425
.409
.394
.379
.365
.352
.339
.326
.314
.302
.291
.280
.269
.259
.250
.241
.233
.225
.218
.211
.205
.199
.193
.188
.183
.178
.173
.169
.164
.159
.155
.150
.146
.143
.139
.135
.132
.129
*126
.0697
.0707
.0716
.0725
60734
.0742
.0750
.0758
.0766
.0773
.0780
.0787
.0793
.0799
.0805
.0811
.0817
.0822
.0826
.0831
.0835
.0839
.0842
.0846
90849
.0852
.0855
.0858
.0860
.0863
60866
.0868
.0871
60873
.0876
.0878
.0880
.0882
.0884
.0886
.0887
.0703
.0763
.0826
.0893
.0963
.1036
.1113
.1193
.1276
t1363
.1453
.1546
.1642
.1742
.1844
.1949
.2055
.2163
.2270
.2377
.2482
.2587
.2689
.2790
.2890
.2987
.3082
.3175
.3266
.3356
.3458
.3560
.3659
.3755
.3849
.3940
.4028
.4114
.4198
.4279
.4358
42,6
41,6
40.6
39.7
38.8
37,9
37.1
36.3
709.7
356
700.2
699.2
698,2
697,3
696.3
695.4
694.6
693.7
34,8
34,1
33.4
32,7
32,0
31,4
30.8
30.2
2947
29.1
28.6
28,2
27.7
273
26.9
26.5
26.2
25.8
25.5
25.2
24.9
24.7
24.4
24.1
23.8
23.6
23,3
23.1
2219
22.7
22.5
223
708.4
707.1
705,9
704.7
703.5
702.4
7013
6934
692.3
691.6
691.1
6906
690.0
689.6
689.1
688.7
688,3
688.0
687.6
687.3
686.9
408.2
40841
408.0
4074
407.8
407.7
407.6
407,6
4076
407.4
407.3
DRYER OUTLET CONDITIONS
OUTLET PARTICLE TEMPERATURE
OUTLET GAS TEMPERATURE
OUTLET PARTICLE MOISTURE CONTENT FRACTION (DRY BASIS)
OUTLET ABSOLUTE GAS HUMIDITY FRACTION (DRY BASIS)
TOTAL RESIDENCE TIME
TOTAL NUMBER OF CASCADES
60,3
69,5
,13
,089
779.6
70
GAS COMPOSITION IN MOLE FRACTIONS:
FROM BLEND BOX :
AMBIENT AIR :
DRUM INLET :
DRUM OUTLET :
DEG C
DEG C
02
N2
CO2
H20
.158
.206
.193
.174
.729
.782
.768
,692
,038
.000
.010
,009
.075
,012
,029
.125
SECONDS