International Journal of Application or Innovation in Engineering & Management... Web Site: www.ijaiem.org Email: , Volume 2, Issue 7, July 2013
advertisement

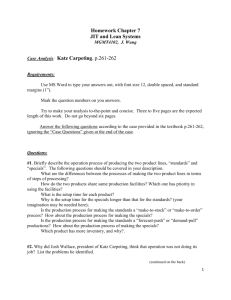
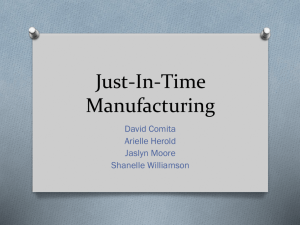
International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 Manufacturing Excellence through JIT Approach 1, Zaidahmed Z. Khan, 2,Dr. Sanjay Kumar 1, M.E. Student, DJSCOE, Vile Parle, Mumbai University, 2, Professor, MHSSCE, Byculla, Mumbai University, ABSTRACT Just In Time manufacturing system refers to approaches initially developed by Taiichi Ohno, father of Toyota production system that focuses on elimination of waste in all forms. The principle of Just in time (JIT) is to eliminate sources of manufacturing waste by getting right quantity of raw materials and producing the right quantity of products in the right place at the right time. Thousands of small and medium scale industries are present in India. All are facing certain problems resulting in shortage of production and quality issues. The proposed work utilizes Just In Time manufacturing system technique for attaining manufacturing excellence in an industry. This case study deals with the Just In Time approach in an industry in the manufacturing sector. Today’s dynamic market situation is customer driven. Customers decide the fate of any manufacturer in the market. Customers need products of good quality, at lowest possible cost, with minimum lead time. The rising industrial competitiveness is based on this need of the customer. In order to meet this requirement of the customers, every manufacturer has to reduce the cost of the product without compromising in its quality. Cutting down manufacturing lead time is essential in order to meet market requirements. To reduce the cost, manufacturers must focus on identifying the opportunities to eliminate wastes. In other words, JUST IN TIME manufacturing approach is essential to meet the requirements of manufacturer as well as customers. However, many of the small and medium scale industries have not fully realized the potential benefits of JIT system. This proposed work focuses on attaining manufacturing excellence in an ISO certified company, a manufacturer of Flow, Level, Pressure, Temperature Measurement & Control Instruments used for Chemical process, Pharmaceuticals, Petrochemicals, Power Generation, Oil & Gas, etc. The goal is to increase the capacity and throughput rates, reduce leadtimes, system for simplification, and improve quality and efficiency while reducing operating costs. Through the implementation of basic JIT tools such as 5S, Layout, Cause and effect diagram, visual controls, rewards and incentives schemes, point of use storage, and quality at the source. Some amount of waste is inevitable in any manufacturing organization and it can not be totally eliminated. Substantial reduction is still possible through a Just In Time manufacturing approach in identifying the wastes followed by steps to minimize them. Keywords: JIT, Manufacturing, 5S methodology, layout. 1. INTRODUCTION Just-In-time manufacturing, or JIT, is a management philosophy aimed at eliminating manufacturing wastes by producing only the right amount and combination of parts at the right place at the right time. This is based on the fact that wastes result from any activity that adds cost without adding value to the product, such as transferring of inventories from one place to another or even the mere act of storing them. The goal of JIT, therefore, is to eliminate the presence of non-value-adding operations and non-moving inventories in the production line. This will result in shorter throughput times, better on-time delivery performance, higher equipment utilization, lesser space requirement, lower costs, and greater profits. JIT finds its origin in Japan, where it has been in practice since the early 1970’s. It was developed and perfected by Taiichi Ohno of Toyota, who is now referred to as the father of JIT. Taiichi Ohno developed this philosophy as a means of meeting customer demands with minimum delays. Thus, in the olden days, JIT is used not to reduce manufacturing wastage, but primarily to produce goods so that customer orders are met exactly when they need the products. JIT is also known as lean production or stockless production. Since the key behind a successful implementation of JIT is the reduction of inventory levels at the various stations of the production line to the absolute minimum. This necessitates good coordination between stations such that every station produces only the exact volume that the next station needs. On the other hand, a station pulls in only the exact volume that it needs from the preceding station. The JIT system consists of defining the production flow and setting up the production floor such that the flow of materials as they get manufactured through the line is smooth and unimpeded, Thereby reducing material waiting time. This requires the capacities of the various work stations. That the materials pass through are very evenly matched and balanced, such that bottle necks in the production line are eliminated. Volume 2, Issue 7, July 2013 Page 18 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 Another important aspect of JIT is the use of a 'pull' system to move inventories through the production line. Under such a system, the requirement of the next station is, what modulates the production of a particular station. It is therefore necessary under JIT to define a process by which the pulling of lots from one station to the next is facilitated. The 7 Wastes of Just In Time Manufacturing Waiting Waiting is perhaps the most obvious of the 7 wastes of JIT manufacturing. It is easily identifiable as lost time due to poor flow: parts shortages, bottlenecks, and equipment breakdowns. In an office based environment, this may take the form of slow software loading times or waiting for an important phone call. This is also frustrating for the employees involved, which can lead to reduced morale. Over Production Over production is the most important of the 7 types of waste. It is building more of a product than the customer ordered or wanted. Remembering that waste is anything for which the customer is not willing to pay, it is easy to see why over production is a waste. However over production actually drives all of the other six types of waste as well. The excess product now has to be stored somewhere which means excess motion, transportation and inventory. Also over production means that if a reject is found, there will be more units that need to be reworked. Rejection Parts that do not comply with the specifications of the customer lead to rework. Worse still they can lead to scrap and the necessary production of new parts. Usually, rejects have to be sent back down the production line again to be put right. This consumes valuable production time. Sometimes a separate rework area is required, which increases labour and duplicates tooling. Excess Motion This is wasted movement that is made while working. It could take the form of having to walk to another area to collect a tool, part or document. It also covers searching for things in a messy environment. A classic example is sorting through piles of paperwork to find the one form required at that moment to complete the job. Over Processing This work adds no value for the customer or business. This usually takes the form of over engineering a product: unnecessary features that the customer does not use, but increase the cost to the business. This could be maintaining paint finish or other tolerances, more tightly than is required by the customer. Another example is building a product that will last for five years when the customer is going to replace it after two. Excess Inventory Excess material, work in process or finished goods. Excess inventory represents cash tied up in the form of material, which is difficult to turn into cash quickly. Inventory also takes up space. It has to be managed, stored and can become obsolete leading to scrap. The quality of inventory can deteriorate over a period of time, especially perishable items such as food or rubber seals. Transportation Unlike excess motion which is wasted movement of people, transportation is excess motion of work in process. This can be at the process level or the value stream level. At the process level, excess transportation can be having machines too far apart so that parts need to be moved on a fork lift truck. At the value stream level, excess transport can be moving finished parts or components between facilities and not consolidating the transport. 2. Literature Review It is widely suggested that the adoption of just-in-time (JIT) leads to marked improvements in an organization’s competitiveness and ability to respond to rapid fluctuations in market demand. JIT incorporates a variety of manufacturing practices that involve fundamental changes to the nature and management of shopfloor work. (S. Mullarkey, P.R. Jackson and S.K. Parker International Journal of Operations & Production Management, 1995) The intense competition in the current marketplace has forced firms to reexamine their methods of doing business. The US manufacturers have struggled with growing trade deficits and outsourced operations, while strong market Volume 2, Issue 7, July 2013 Page 19 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 competitors have emerged, using superior manufacturing practices in the form of just-in-time (JIT) and continuous process improvement. The research results demonstrate that implementing the quality, continuous improvement, and waste reduction practices embodied in the JIT philosophy can enhance firm competitiveness. JIT implementation improves performance through lower inventory levels, reduced quality costs, and greater customer responsiveness. The study indicates that JIT is a vital manufacturing strategy to build and sustain competitive advantage. (Rosemary R. Fullerton ,Cheryl S. McWatters) Journal of Operations Management, 2001) Setting kanban sizes is one of the first decisions that users of kanban system must address, yet researchers have largely assumed kanban sizes to be given. The paper investigates the effect of varying kanban size on the performance of just in time (JIT) manufacturing system. With reference to the analysis, for a single product, as the kanban size increased, the fill rate decreased, whilst with both the in-process inventory and the manufacturing lead time increased. Generally, for multi-products manufacture, it was observed that as the kanban size increased, the fill rate increased with a decrease in the manufacturing lead time. (F.T.S Chan. Journal of Materials processing technology 2001) Despite abundant information explaining the expected benefits from successful just-in-time (JIT) implementation, only tenuous validation of the linkage between financial performance and JIT exists. Managers act rationally in implementing JIT if they are convinced that JIT enhances firm performance. The evidence provides empirical support to the premise that firms that implement and maintain JIT manufacturing systems will reap sustainable rewards as measured by improved financial performance. (Rosemary R. Fullerton, Cheryl S. McWatters , Chris Fawson, Journal of Operations Management 2003) Previous research on JIT provides very little insight as to why the same JIT practices are able to foster competitiveness in one plant but fail to do the same in another plant. The premise of this research is that such failures are due to a lack of managerial concern regarding infrastructure practices needed for JIT. The current JIT literature on infrastructure design is largely prescriptive, but the prescriptions are not founded on systematic empirical investigation. (Sohel Ahmad, Roger G.Schroeder , Kingshuk K.Sinha J. EngTechnology Management 2003) The issue of strategic flexibility in manufacturing is reviewed to establish the links between output flexibilities and resource level characteristics. Through these links, and considering a JIT environment, the need for flexible Kanban determination is then recognised with respect to demand fluctuations in the marketplace. This is also confirmed through a review of the related literature. Based on this recognition, a method is proposed, using an integer linear programming technique, to flexibly determine the number of Kanbans for each stage of a JIT production system, minimising total inventory cost for a given planning horizon.(S.M. Moattar Husseini, C. O’Brien, S.T. Hosseini Int. J. Production Economics 2006) In order to strengthen management technology strategy, the author has recently developed a new management technology principle, New JIT, based on TMS, TDS, TPS and TQM-S. In developing ‘‘Global Marketing’’ that can win the global competition for quality and cost, the key for domestic and foreign companies is to successfully achieve ‘‘Global Production’’ that enables simultaneous production start-up (the same quality and production at optimal locations) throughout the world. Elements necessary for enhancing work value and motivation, and work energy, including working conditions and work environment (amenities and ergonomics),were investigated.(Kakuro Amasaka) Robotics and Computer Integrated Manufacturing,07) Robust computer aided simulation and modelling tools help to visualise, analyse and optimise complex production processes with a reasonable amount of time and investment. A review of the literature shows that simulation and modelling have not been extensively applied in just-in-time (JIT) manufacturing environments. Also there remains a lack of a comprehensive mechanism to identify the most significant JIT drivers for the purpose of system process optimisation. Research shows that variables such as inconsistent task distribution, variation on operator performance, misconception of total quality management philosophy and lack of set-up time elimination plans disrupt ideal JIT production. (Y.G.Sandanayake, C.F.Oduoza, D.G, Robotics and Computer Integrated Manufacturing 2008) A structural model incorporating agile manufacturing as the focal construct is theorized and tested. The model includes the primary components of JIT (JIT-purchasing and JIT-production) as antecedents and operational performance and firm performance as consequences to agile manufacturing. The results indicate that JIT-purchasing has a direct positive relationship with agile manufacturing while the positive relationship between JIT production and agile manufacturing is mediated by JIT-purchasing. The results also indicate that agile manufacturing has a direct positive relationship with the operational performance of the firm, that the operational performance of the firm has a direct positive relationship with the marketing performance of the firm, and that the positive relationship between the Volume 2, Issue 7, July 2013 Page 20 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 operational performance of the firm and the financial performance of the firm is mediated by the marketing performance of the firm. (R.A. Inman et al. / Journal of Operations Management 2011) Japanese Just-in –Time purchasing strategy is being recognized as a corner stone of the Japanese success story. Justin –Time Purchasing has received an increasing amount of attention throughout the world due to its potential for quality improvement and cost saving. Today many reputed Indian industries have also switched to the Japanese JIT Purchasing concept to improve their product quality and productivity. This paper discusses the major activities of JIT Purchasing and provides a comparative analysis of differences between the JIT Purchasing and traditional Indian purchasing systems. In this article the problems encountered in JIT Purchasing implementation and its benefits, the companies benefited in India and other countries are also discussed. (Sultan Singh et al. / International Journal of Engineering Science and Technology (IJEST) Vol. 3 No. 3 Mar 2011) All are facing certain problems resulting in shortage of production and quality issues. This case study deals with the kaizen implementation in an industry in an assembly line in India that manufactures front and rear axle for heavy and medium vehicles. Kaizen technique has tremendous effect on operations of a firm, including design, distribution, marketing etc. and thus all level of a firm’s management. (International Journal of Research in Mechanical Engineering & Technology Rajesh Gautam,Sushil Kumar, Dr. Sultan Singh, IJRMET Vol. 2, Issue 1, April 2012) 3. Problem Definition For attaining the manufacturing excellences in the proposed work study of an industry, various problems are stated below has to be solved. To make the flow of production smoother, the findings of the various problems descripted below has to be solved. Problems faced in the company: Work stations were very cluttered with scrap and rework parts Workers were constantly leaving their work stations to find parts, tools, and/or raw material pipes of required dimensions. Production efficiency have to be increased. Number of operators likely to be exceeds in the production department. System for simplifications. Unpredictable overtime schedule from top management. 4. Methodology Factories have to improve the manufacturing flow lines in its plant in order to implement JIT properly. Plant layout approaches used in JIT manufacturing are tightly grouped together so that works in process are not shifted from place to place all over the factory. As a result, an improved plant layout can increase production efficiency and reduce lead time. The Current functional layouts of the plant as well as the proposed layout for improving the efficiency of the plant are shown in Fig 3& Fig. 4. Step 1: Study of process flow chart of the product. Step 2: Layout Step 3: 5S methodology Step 4: Identifying bottleneck areas Step 5: Solution to bottleneck areas. 5. Case Study About the Company SCIENTIFIC DEVICES (BOMBAY) PRIVATE LIMITED is an ISO 9001 : 2008 Certified company & one of the leading manufacturers of Flow, Level, Pressure and Temperature Measurement & Control Instruments used for Chemical Process, Petrochemicals, Power Generation, Oil & Gas, Fertilizers, Refineries, Food and Cement Industries etc. It is one of the leading brands in India in their respective field with a remarkable market share and a very well developed customer base. Scientific Devices has evolved from a four man engineering company to possibly the best brand in India today in a span of Twenty years. Volume 2, Issue 7, July 2013 Page 21 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 DOUBLE WINDOW SIGHT FLOW INDICATOR A sight Flow Indicator is a device which is inserted in a run of pipe to observe the flow of fluid in the pipe. To enhance the visibility of the flow, spinner is often incorporated in the flow stream so that fluids impinging on the spinner vanes cause it to turn. Fig 1: Double window sight glass DEPARTMENTS CUTTING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT CLEANING DEPARTMENT GRINDING DEPARTMENT WELDING DEPARTMENT CLEANING DEPARTMENT GRINDING DEPARTMENT ASSEMBLY DEPARTMENT HYDRO TESTING DEPARTMENT PAINTING DISPATCH OPERATIONS PERFORMED Shell pipe cutting by cutter or plasma cutting. Outer ring cutting by cutter of large diameter to fit on shell pipe. Process pipe cutting by cutter or plasma cutting. Machining for straight facing of Shell pipe, Process pipe and Outer ring of shell pipe on lathe machine. Welding Shell pipe and Outer ring. TIME( in minutes) 79.36 90.76 22.67 Step making of Shell pipe and Outer ring for glass fitting on Lathe machine. Again Process pipe welding on Shell pipe. 31.25 For Drip tube, the diameter of bore should match with Outer diameter of the Process pipe, So that the Process pipe is little inside the Shell pipe. Drip tube welding on Shell pipe. 34.26 Applying solution (Scalene gel) to remove impurities for max 2hrs (min 30 mints). Cleaning with water to remove dirt’s, rusts, etc. Embrying on grinding wheel for having plain surface, to avoid spots, holes & lining on materials. Buffing with buffing soap for polishing and shining of product. Welding flange on both sides of process pipe. 39.94 Applying solution(scalene gel) on inside and outside flange welding zone(20 minutes). Cleaning with water. Again Buffing with red colour buffer to remove flange welding red colour done by argon welding. Gasket paper and white PTFE for glass fitting. Body flange on glass for glass fitting on shell pipe. Tie rods-4 in nos, supported by nuts-4 nos on either side. Final assembly label fitting Hydrotesting for 15 minutes for each product. 27.84 Tapping for glass protection(covering), applying colour and drying Packing and final dispatch TOTAL 238.42 34.82 798.57 Volume 2, Issue 7, July 2013 12.83 14.87 12.38 18.64 16.49 44.28 6.72 11.47 28.98 32.59 Page 22 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 Fig 3: CURRENT LAYOUT Volume 2, Issue 7, July 2013 Page 23 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 Fig 4:PROPOSED LAYOUT The first, and most important, step in Just In Time manufacturing system is 5S (i.e., Sort, Set in Order, Shine, Standardize, and Sustain). It is a methodology for keeping a clean, organized workstation. Rack shelves for pipes were set up in the stations and labeled tags were put in place for each variation of sizes of pipes. Equipments-boards were constructed to organize the tools needed in each station. The Equipment boards having a marked spot for each individual tool, so the Leader can quickly see if something is missing at the end of the day. Once, all workstations had everything they needed, production rates began to increase, which exposed bottlenecks. Immediately, it is observed that the following departments are slowing down the system: 1. Painting department. 2. Filter department. 3. Hydrotesting departments. Problems of each department are identified through detailed studies. After analysing the problem, the concluding solution for the corresponding problem is applied. 6. Problems and Solution to Bottleneck Areas 6.1 PAINTING DEPARTMENT The following is the working sequence of painting department: The removing of Chip, welding burr by tools such as hammer and chisel. Black colouring of pipe is removed by polishing papers. First Red Oxide painting for detections of defects such as Spots, holes, irregular pattern of welding, etc. The duration for red oxide painting on products should be minimum 24 hrs for quality results. With the addition of thinner in red oxide, the time duration can be saved 50%. Secondly Autocatt putty grey ( Indian name LAMBI) is used for leveling minor defects, which is detected by red oxide coating on the product. The time duration of 10-15 minutes is enough for the products. Finally Black, Silver or Grey colour is used on the product depending on the requirement of the customer. After thoroughly analyzing the method of painting it was found out that the working method is improper of the worker. The workers using the tool holder for painting say red oxide to the product. After red oxide painting the tool holder containing red oxide is emptied in respective red oxide colour box. The tool holder is then cleaned using cloth. The same tool holder is then filled with black colour for painting. The worker afterwards, for painting black colour utilizes the same tool holder. It not only consumes the time of the worker but also the energy. Volume 2, Issue 7, July 2013 Page 24 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 Also due to the Space constraints and non enthusiasm atmosphere in the painting area, the time consuming for painting increases. Reducing the strain of the workers, reducing the human efforts not only improve quality but also increases productivity. Hence Space constraints have to be solved and enthusiasm atmosphere have to be created. Fig 5: Painting Department 6.2 FILTER DEPARTMENT The strainer is a filtering element in a pipe line. Inside the strainer is a mesh, which blocks any suspended impurities that the fluid has and is collected in the mesh. During maintenance the mesh can be removed and cleaned of the impurities. The manufacturing and fitting of the strainer is always done at the last stage. Spot Welding machine which is used for strainer making is not working efficiently. The Spot welding machines results in continuously breakdown. As well as the machine take more time in processing than the actual time required for operation. The concept of sequential engineering is applied in the process flow chart to reduce the lead time. The manufacturing of the strainer is done in the early stages by taking the dimensions. The minor working of fitting is done at the last stages. 6.3 HYDRO TESTING DEPARTMENT Once all workstations had everything they needed, production rates began to increase, which exposed bottlenecks. Immediately, it could be seen that Hydro testing department was slowing down the system. There are many types of Pipe line strainers such as Y type strainer flanged end or screwed end, Basket type strainer, Tee type Strainer, Duplex filter strainer. They are manufactured in large numbers. Each products take a minimum of 15 minutes for hydro testing. The bolts and nuts tightening and loosening takes extra 5-7 minutes. The spanner and the blind flanges connection also takes 5-7 minutes. Hence an approximate of 27-30 minutes per product is utilized. There are two hydro testing equipments. So maximum 3-4 products per hour is hydro tested considering the strains and efforts of worker. Hence more number of hydro testing equipment is required. One extra hydro testing equipment will increase the production efficiency of testing by 50%. DEPARTMENTS CUTTING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR OPERATIONS PERFORMED TIME AFTER (In Minutes) Shell pipe cutting by cutter or plasma cutting. Outer ring cutting by cutter of large diameter to fit on shell pipe. Process pipe cutting by cutter or plasma cutting. Machining for straight facing of Shell pipe, Process pipe and Outer ring of shell pipe on lathe machine. Welding Shell pipe and Outer ring. 26.66 Step making of Shell pipe and Outer ring for glass fitting on Lathe machine. Again Process pipe welding on Shell pipe. 22.84 For Drip tube, the diameter of bore should match with Outer diameter of the Process pipe, So that the Process pipe 23.81 Volume 2, Issue 7, July 2013 68.40 7.69 7.48 Page 25 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 WELDING DEPARTMENT CLEANING DEPARTMENT is little inside the Shell pipe. Drip tube welding on Shell pipe. 10.87 Applying solution (Scalene gel) to remove impurities for max 2hrs (min 30 mints). 36.14 Cleaning with water to remove dirts, rusts, etc. Embrying on grinding wheel for having plain surface, to avoid spots, holes & lining on materials. 6.64 12.64 Buffing with buffing soap for polishing and shining of product. Welding flange on both sides of process pipe. 12.19 CLEANING DEPARTMENT Applying solution(scalene gel) on inside and outside flange welding zone(20 minutes). 18.84 GRINDING DEPARTMENT Cleaning with water. Again Buffing with red colour buffer to remove flange welding red colour done by argon welding. 3.72 9.47 Gasket paper and white PTFE for glass fitting. Body flange on glass for galss fitting on shell pipe. Tie rods-4 in nos, supported by nuts-4 nos on either sides. Final assembly label fitting Hydrotesting for 15 minutes for each products. 14.98 GRINDING DEPARTMENT WELDING DEPARTMENT ASSEMBLY DEPARTMENT HYDRO TESTING DEPARTMENT 34.44 22.74 PAINTING Tapping for glass protection(covering), applying colour and 162.04 drying DISPATCH Packing and final dispatch 28.94 TOTAL 530.54 Fig 6: After applying methodology After analyzing the process and working towards attending the manufacturing excellence in the case study of company through JUST IN TIME approach, the observations are found out as follows: The time required for manufacturing the product, double window sight glass was 798.57 minutes which is equivalent to 13.30 hours. After applying the JIT manufacturing approach the time required to manufacture the product obtained is 530.54 minutes which is equivalent to 8.84 hours. Hence, the saving of time is given by, TIME SAVING= TIME BEFORE – TIME AFTER = 798.57 – 530.54 = 268.03 minutes The change in layout from current to proposed layout also results in time saving of handling of work in process material as Time saving = current layout – proposed layout = 9.01.47 – 1.39.51 min = 7.21.56 min ≈7.22 min Therefore total save in time is as follows Total Save in time = time to manufacture + time travel = 268.03 + 7.21.56 = 275.24.59 ≈ 275.25 minutes. Hence, an overall saving in time results in reduction of manufacturing lead time of the product in the market. This increases the production efficiency of the company. Also results in less paperwork’s as well as motion of the employees. The manufacturing of double window sight glass product which generally takes 13.46 hours is now completed in 8.86 hours i.e in less than 4.6 hours from the initial condition. Manufacturing Excellence through Just In Time manufacturing approach is essential to meet the requirements of manufacturers as well as customers. Volume 2, Issue 7, July 2013 Page 26 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 DEPARTMENTS CUTTING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT LT M/C 3 SECOND FLOOR WELDING DEPARTMENT CLEANING DEPARTMENT GRINDING DEPARTMENT WELDING DEPARTMENT CLEANING DEPARTMENT GRINDING DEPARTMENT ASSEMBLY DEPARTMENT HYDRO TESTING DEPARTMENT PAINTING DISPATCH OPERATIONS PERFORMED Shell pipe cutting by cutter or plasma cutting. Outer ring cutting by cutter of large diameter to fit on shell pipe. Process pipe cutting by cutter or plasma cutting. Machining for straight facing of Shell pipe, Process pipe and Outer ring of shell pipe on lathe machine. Welding Shell pipe and Outer ring. Step making of Shell pipe and Outer ring for glass fitting on Lathe machine. Again Process pipe welding on Shell pipe. For Drip tube, the diameter of bore should match with Outer diameter of the Process pipe, So that the Process pipe is little inside the Shell pipe. Drip tube welding on Shell pipe. TIME BEFORE (In Minutes) 79.36 ACTION TAKEN USING JIGS & FIXTURES 90.76 22.67 TIME AFTER (In Minutes) 26.66 68.40 USING 5S METHODOL OGY 31.25 7.69 22.84 [1] SORT 12.83 34.26 7.48 [2] SET IN ORDER 23.81 [3] SHINE 14.87 Applying solution (Scalene gel) to remove impurities for max 2hrs (min 30 mints). Cleaning with water to remove dirts, rusts, etc. Embrying on grinding wheel for having plain surface, to avoid spots, holes & lining on materials. Buffing with buffing soap for polishing and shining of product. Welding flange on both sides of process pipe. 39.94 12.38 18.64 10.87 [4]STANDA RDIZE [5] SUSTAIN 36.14 6.64 12.64 16.49 12.19 44.28 34.44 Applying solution(scalene gel) on inside and outside flange welding zone(20 minutes). Cleaning with water. Again Buffing with red colour buffer to remove flange welding red colour done by argon welding. Gasket paper and white PTFE for glass fitting. Body flange on glass for galss fitting on shell pipe. Tie rods-4 in nos, supported by nuts-4 nos on either sides. Final assembly label fitting Hydrotesting for 15 minutes for each products. 27.84 18.84 6.72 11.47 3.72 9.47 28.98 14.98 Tapping for glass protection(covering), applying colour and drying 238.42 Packing and final dispatch TOTAL 34.82 798.57 32.59 Details study about the process & operations. 22.74 5S 28.94 530.54 162.04 Fig 7: Overall summary 7. CONCLUSIONS Many small and medium enterprises are not familiars with the Just in Time manufacturing system because of lack of knowledge of JIT, lack of funding for training, or a lack of leadership to encourage a JIT manufacturing system approach. Top management must stay engaged and constantly challenge employees to improve and develop higher value added work. As long as discipline is maintained the Just In Time manufacturing system will continue to work Volume 2, Issue 7, July 2013 Page 27 International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: editor@ijaiem.org, editorijaiem@gmail.com Volume 2, Issue 7, July 2013 ISSN 2319 - 4847 and expose new opportunities for improvement. Employees have to work tighter as a team, but will find that their jobs become easier with improvements. When 5S technique of JIT was applied and accordingly plant layout was changed, there was reduction in manufacturing timing of the product. A case study was conducted in the industry. Technique was used in painting, filter and hydrotesting department. There was reduction in approximate 275 minutes of operation time of double window sight flow indicator. JIT helps in reduction of waste. Gradually production time will increase and hence overall efficiency will increase. One of the biggest problem, the company was facing by the top management, was unpredictable overtime. Overtime not only consumes workers enthusiasm positive energy efforts but also the companies additional expenditures including the wages from bottom line workers to supervisors and Quality Control engineers. Overtime tradition can be eliminated by implementing the rewards and incentives schemes. The planning of rewards and incentives schemes must be carefully studied and applied. Implementation of rewards and incentives schemes should increases the motivation of the employees. Finally, we can conclude that manufacturing excellence can be achieved through JIT approach. REFERENCES [1]. Agrawal, N -Review on just in time techniques in manufacturing systems, Advances in Production Engineering & Management 2010. [2]. Dean R. Manna -Just-In-Time: Case Studies Of Supplier Relationships Across Industries, The Journal of Applied Business Research, First Quarter 2008. [3]. Dr. A. K. Gupta -Just in Time Revisited: Literature Review and Agenda for Future Research, IJRMET Vol. 2, Issue 1, April 2012. [4]. Kakuro Amasaka, School of Science and Engineering, Aoyama gakuin university, Fuchinobe, Sagamihara-shi, Kana-gawaken, Japan –Applying New JIT—Toyota’s global production strategy: Epoch-making innovation of the work environment, Robotics and Computer Integrated manufacturing 2007. [5]. Leslie K. Duclos -JIT in services: a review of current practices and future directions for research, International Journal of Service Industry Management, Vol. 6 No. 5, 1995. [6]. Lucas Simmons, Robbie Holt, Glenn Dennis, Clay Walden, “Lean Implementation in a Low Volume Manufacturing environment – A Case Study”, Proceedings of the 2010 Industrial Engineering Research Conference. [7]. Mahesh Gupta Heather Holladay -The human factor in JIT implementation a case study of Ambrake corporation, Production and inventory management journal, Fourth Quarter, 2000. [8]. R. Anthony Inman -Agile manufacturing: Relation to JIT, operational performance and firm performance, Journal of Operations Management 2011. [9]. Rajab Abdullah Hokoma -The Current Awareness of Just-In-Time Techniques within the Libyan Textile Private Industry: A Case Study, World Academy of Science, Engineering and Technology 2010. [10]. Rajesh Gautam, Sushil Kumar, Dr. Sultan Singh,”Kaizen Implementation in an industry in India- A Case Study”. IJRMET, Vol 2, Issue 1, April 2012. [11]. Rosemary R. Fullerton -An examination of the relationships between JIT and financial performance, Journal of Operations Management 2003. [12]. Rosemary R. Fullerton -The production performance benefits from JIT implementation, Journal of Operations Management 2001. [13]. S.M. Moattar Husseinia, C. O’Brienb, S.T. Hosseini -A method to enhance volume flexibility in JIT production control, Int. J. Production Economics 2006. [14]. S. Mullarkey, P.R. Jackson and S.K. Parker -Employee reactions to JIT manufacturing practices: a two-phase investigation, International Journal of a. Operations & Production Management, Vol. 1 No.11, 1995. [15]. Salaheldin Ismail Salaheldin -JIT implementation in Egyptian manufacturing firms: some empirical evidence, International Journal of Operations & Production Management Vol. 25 No. 4, 2005. [16]. Sohel Ahmad, Roger G. Schroeder, Kingshuk K. Sinha -The role of infrastructure practices in the effectiveness of JIT practices: implications for plant competitiveness, J. Eng. Technol. Management 2003. [17]. Vikas Kumar -JIT Based Quality Management: Concepts and Implications in Indian Context, International Journal of Engineering Science and Technology Vol.2, 2010. [18]. Y.G. Sandanayake , C.F. Oduoza, D.G. Proverbs - A systematic modelling and simulation approach for JIT performance optimization, Robotics and Computer Integrated Manufacturing 2008. Volume 2, Issue 7, July 2013 Page 28