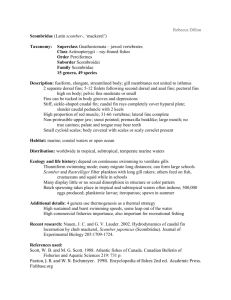
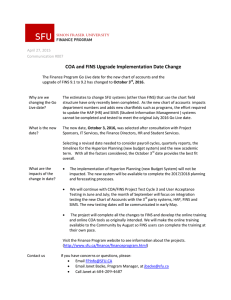
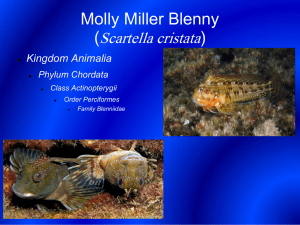
Experimental Design and Manufacturing of Compound Al
advertisement

International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) Experimental Design and Manufacturing of Compound Al (1060) Fins and Heat Transfer Analysis on Perforated Staggered Fins MdMaroofMd Nayeem#1, Prof.Rahul D. Shelke*2 # PG Scholar,*Professor & Mechanical Engineering&BAMU Aurangabad EE’sCOE&T Aurangabad, Maharashtra, India. Abstract— The present experiment involves design and manufacture of Aluminium AL-1060 fins. Two different kinds of fin designs have been considered, first type with a base square up to half the height while remaining portion cylindrical and the second type of fin which is vice versa i.e. cylindrical base up till half the height and remaining portion in square shape. Heat transfer analysis has been done on enhancement and the corresponding pressure drop over a flat surface equipped with Compound Square cylindrical cross-sectional perforated pin fins in a rectangular channel as well as over a flat surface equipped with rectangular cross sectional perforated fins. The channel had a cross-sectional area of 250 x 250 mm2. The experiments covered the following parameters: Reynolds number 13,500– 42,000, the inter-fin spacing ratio (Sy/D) 1.208, 1.944 and 3.417. The heat transfer rate, friction factor and enhancement efficiency were developed by correlation equations. The experimental results show that the use of the above mentioned designs lead to heat transfer enhancement. Enhancement efficiencies varies depending on the inter-fin spacing ratio. Suggested for higher thermal performance gain by take both lower inter-fin spacing ratio and comparatively lower Reynolds numbers. Nusselt number and friction factor were considered as performance parameters. A. Aluminium Materials: Aluminium is a chemical element in the boron group with symbol Al and atomic number 13. It is a silverywhite, soft, nonmagnetic, ductilemetal. Aluminium is the third most abundant element (after oxygen and silicon), and the most abundant metal in the Earth's crust. It makes up about 8% by weight of the Earth's solid surface. Aluminium metal is so chemically reactive that native specimens are rare and limited to extreme reducing environments. Instead, it is found combined in over 270 different minerals.[7] The chief ore of aluminium is bauxite. Aluminium is remarkable for the metal's low density and for its ability to resist corrosion due to the phenomenon of passivation. Structural components made from aluminium and its alloys are vital to the aerospace industry and are important in other areas of transportation and structural materials. The most useful compounds of aluminium, at least on a weight basis, are the oxides and sulphates. 1) Aluminium AL-1060 1060 aluminium alloy is an aluminium-based alloy in the commercially pure wrought family (1000 or 1xxx series). It is fundamentally very similar to 1050 aluminium alloy, with the difference coming down to 0.1% aluminium by weight. However, while both Keywords—Al-1060 Material, Force Convection 1050 and 1060 are covered by the same ISO standard, Heat Transfer, Square Cylindrical perforated Fins, they are covered by different ASTM standards. As a Force Convection Heat Transfer, Staggered wrought alloy, it is typically formed by extrusion or Arrangement, Turbulence Flow. rolling. It is commonly used in the electrical and chemical industries, on account of having high I. INTRODUCTION electrical conductivity, corrosion resistance, and Manufacturing is the backbone of any industrialized workability. It has low mechanical strength compared nation. Manufacturing and technical staff in industry to more significantly alloyed metals. It can be must know the various manufacturing processes, strengthened by cold working, but not by heat materials being processed, tools and equipment‟s for treatment. manufacturing different components or products with Alternate designations include Al99.6 and optimal process plan using proper precautions and A91060. It is described in the following standards specified safety rules to avoid accidents. Beside above, ASTM B 209: Standard Specification for all kinds of the future engineers must know the basic Aluminium and Aluminium-Alloy Sheet and requirements of workshop activities in term of man, Plate machine, material, methods, money and other ASTM B 210: Standard Specification for infrastructure facilities needed to be positioned Aluminium and Aluminium-Alloy Drawn properly for optimal shop layouts or plant layout and Seamless Tubes other support services effectively adjusted or located ASTM B 211: Standard Specification for in the industry or plant within a well-planned Aluminium and Aluminium-Alloy Bar, Rod, and manufacturing organization. Wire ISSN: 2231-5381 http://www.ijettjournal.org Page 206 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) ASTM B 221: Standard Specification for Aluminium and Aluminium-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes ASTM B 483: Standard Specification for Aluminium and Aluminium-Alloy Drawn Tube and Pipe for General Purpose Applications ISO 6361: Wrought Aluminium and Aluminium Alloy Sheets, Strips and Plates B. Heat Transfer: Heat transfer is a science that studies the energy transfer between two bodies due to temperature difference. This temperature difference is thought of as a driving force that causes heat to flow. Heat transfer occurs by three basic mechanisms or modes conduction, convection, and radiation.The term of extended surface is commonly used in reference to a solid that experiences energy transfer by conduction and convection between its boundary and surroundings. A temperature Gradient in x-direction Systems heat transfer by convection internally, at the same time, there is energy transfer by convection into an ambient temperature from its surface at temperature. When the surface temperature and ambient temperature are fixed by design consideration, then there are only two ways to increase the heat transfer rate [1] to increase the convection coefficient h, or [2] to increase surface area A. for heat transfer from a hot fluid to a gas through a wall, the value of heat transfer coefficient on gas side is usually very less compared to that for fluid. To compe1nsate low heat transfer coefficient, the area on the gas side may be expended for a given temperature difference between surface and its soundings these extended surface is called Fin. II. EXPERIMENTAL SETUP A. Main Tunnel: Tunnel constructed of wood of 20 mm thickness, had an internal cross-section of 250 mm width and 100 mm the total length of the channel is 1000 mm. It will be operated in force draught mode by the blower of 0.5 H.P., 0 to 13000 rpm, 220W, 1.8Kg, variable speed 1 to 6 and it is fitted at 45cm away from the entry of the tunnel positioned horizontally and flow of air is controlled by the flow control valve mounted just after the blower. It has a convergent and divergent section at both ends having the inclination of 30°. A Matrix anemometer is mounted in a tunnel to measure the mean inlet velocities of the air flow entering to the test section the range of this anemometer is 0 to 40m/sec. The Reynolds number range used in this experiment was 13,500–42,000, which is based on the hydraulic diameter of the channel over the test section (Dh) and the average velocity (U) The inlet and outlet temperature of the air stream and temperature of base plate will be measured by RTD Sensors having a range of 0°c to 450°c which mounted in wind tunnel.[4][11] ISSN: 2231-5381 B.Heater Unit: Heater Unit (test section) has a cross-section of 250 mm x 250 mm square; the heating unit mainly consisted of an electrical heater placed between two M.S. Plate having the same dimension of base plate, a two firebrick of 250x 220 mm. Dimensions of the electrical heater placed on the firebrick are 250 mm x 250 mm. The heater output has a power of 200 W at 220V and a current of 10 amp. C. Base Plate: It consist of square plate at base having the dimension 250mm x 250 mm, thickness is 6mm and The pin fins and base plate made of the same material i.e. Aluminium because of the considerations of conductivity, machinability and cost. The base of fins have a Square cross section of 15 mm x15 mm of height 50mm, on which the Cylindrical Shape fins having Diameter 15 mm and are attached on the upper surface of the base plate as shown in Figureand vase-versa same dimension but the base Circular is bottom and upper is square pin fins with different lengths, corresponding to C/H (Clearance ratio) values of 0, are perforated at the 17 mm from bottom tip of those by an 8 mm diameter drill bit. The pin fins are fixed uniformly on the base plate with a constant spacing between the span wise directions of 18.125 mm, with different spacing between the pin fins in the stream wise direction. The spacing ratios of the pin fins in the stream wise direction (Sy/D) were 1.208, 1.524 and 3.417 mm, giving different numbers of the pin fins on the base plate. It is well-known fact that if the inter-fin spacing in the span wise direction decreases, the flow blockage will increase and thus, pressure drop along to tested heat exchanger will increase. Because the aim of the study is to determine inter-fin spacing in stream wise direction, the spacing‟s in the span wise direction will not be considered in this study. The temperature of the base plate is measured RTD Sensors which can sense the temperature from 0°c to 450°c and it is screwed into groove in the base plate the readings of the RTD Sensors will be shown on data unit Fig.1 A sample line graph using Base Plate of Compound Fin in Staggered arrangement [11]. III. EXPERIMENTAL SET-UP FACILITY The range of Reynolds number used in this experiment 13,500 to 42,000, the average velocity (U) and hydraulic diameter of the channel over the test section http://www.ijettjournal.org Page 207 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) (Dh) these twoparameter are used to calculate the Reynolds number. The inletand outlet temperature of the air stream will be measured RTDSensors which mounted in wind tunnel. One RTD Sensors forthe outer surface temperature of the heating section and one forthe ambient temperature is employed The pressure drop acrossthe test model is measured using two pressure transducers thatcan take measurements between 0 and 150 Kg/cm² whichmounted in wind tunnel.Tunnel constructed of wood of 20 mm thickness, had aninternal cross-section of area 250 mm × 250 mm and 100 mmthe total height of tunnel the length channel is 1000 mm. Theair supplied into the tunnel over Fin with the of blower, which have adjustable speed i.e. 2,3,4,5 m/s and range of rotation0 to 12000 rpm and it is fitted at entry of tunnel i.e. atconvergent part of tunnel and positioned horizontally. It has aconvergent and divergent section at both ends having the inclination of 30°. A anemometer measured the average inletvelocities of the air flow entering to the test section theanemometer is mounted inlet of a tunnel the range of thisanemometer is 0 to 5 m/sec.[11] comes in operation and start the power supply of heater and cycle gets repeat.[11][4] Now switch on the blower and measure the velocity of inlet air by using digital anemometer. Make the inlet air velocity constant at required velocity by regulating the speed of blower i.e. 2m/s, 3m/s, 4m/s, and 5m/s.[4] Now air will pass over heated base plate through tunnel Measure the outlet temperature of outgoing warm air. Now due to forced convection the temperature of base plate falls below 100˚C. As soon as the temperature of base plate falls below the 100˚C heater unit will start heating the base plate to achieve the constant 100˚C temperature by supplying constant electrical input as the air is continuously flowing over the base plate heat get transferred from it to the flowing air. Thus the temperature of base plate falls continuously and takes the temperature readings of base plate after 90 seconds of air flow. The duration of air flow is constant for all types of base plate mentioned above.[4][11] Similarly, repeat the same procedure for velocity 3m/s, 4m/s, and 5m/s and take the similar readings. [4] V. MATHEMATICAL RELATIONSHIP A. TOTAL AREA OF FINS: TOTAL AREA = PROJECTED AREA + TOTAL SURFACE AREA CONTRIBUTION FROM THE BLOCKS [9] Fig.2. Experimental Set-up IV. EXPERIMENTAL PROCEDURE First of all make all the necessary attachment to wooden tunnel required for experimental set-up i.e, attachment of data unit, attachment of blower unit, attachment of heater unit. [4][11] Keep the Aluminium base plate of required dimensions on heater unit. [11] Move the heater unit upward by rotating the screw jack. Switch on the RTD sensors of inlet, outlet and base plate temperature indicator and check whether it is properly functioning or not.[4] Measure the room temperature by anemometer by changing the function of it to temperature mode. Switch on the heater, as soon as base plate temperature reached up to 100˚C, the temperature controller of RTD sensors comes in operation and it will cut off the power supply of heater. Once the temperature of base plate reduced up to 99˚C again temperature controller of RTD sensors ISSN: 2231-5381 B. Heat Transfer: Where: Q indicates the heat transfer rate in which subscripts conv, elect, cond and rad denotes convection, electrical, conduction and radiation, respectively [3]. The electrical heat input is calculated from the electrical potential and current supplied to the surface. Where:-‘I’ is current flowing through the heater and ‘R‟ is the resistance. The heat transfer from the test section by convection can be expressed as [7] http://www.ijettjournal.org Page 208 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) increase the turbulence of the flow in the channel, resulting in an increase in the heat transfer. It is also shown from Fig. 3 & 4 that due to the multiple jet-like flows, the enhancement in the heat transfer with perforated fins is higher than that with the solid fins for all the values of studied. C. Friction Factor: This equation is valid for 13,500 < Re < 42,000, 1.208 <Sy/ D < 3.417, 0 < C/H < 1 with a correlation coefficient of r = 0.980.On the other hand, as the resistance to the flow will be smaller due to the perforations, friction factor is lower for the perforated fins than the solid fins.[9] D. Nusselt Number: Nu based on the projected area will reflect the effect of the variation in the surface area as well as that of the disturbances in the flow due to fins on the heat transfer. But Nu based on the total area will reflect the effect of the flow disturbances only. In this study, heat transfer enhancement characteristics were determined by using Nu-based projected area, while optimization was made by using Nu based total area [11]. The average Nusselt number (Nus) for the smooth surface (without pin fins) was correlated as function of Re and Pr as follows: [5] The Nusselt number based on both the projected area and total area was related to the Reynolds number, clearance ratio (C/H), inter-fin distance ratio (Sy/D) and Prandtl number. Thus, the following correlation equations were obtained: [9] Fig.3.Variation of Nu/Nus based on Projected area with Reynolds No. at Sy/D=1.208 for Base Square Fig.4.Variation of Nu/Nus based on Projected area with Reynolds No. at Sy/D=1.208 for Base Cylindrical It is also shown from Fig. no.3&4 that due to the multiple jet-like flows, the enhancement in the heat transfer with perforated fins is higher than that with the solid fins for all the values of studied. E. Effectiveness: The enhancement efficiency of the heat transfer technique for a constant pumping power can be expressed as [9] Where ha and hs are the convective heat transfer coefficient with and without pin fins, respectively, and the index p denotes the pumping power. [9] Fig.5. Variation of friction factor with Reynolds number for various Sy/D ratios of Base Cylindrical. VI. RESULTS & ANALYSIS A. Nusselt Number: The Nusselt number that is based on the projected area will reflect the effect of the variation in the surface area as well as that of the disturbance in the flow due to pin fins on the heat transfer. Longer fins can also ISSN: 2231-5381 http://www.ijettjournal.org Page 209 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) (c) At a lower Reynolds number, the channels with pin fin arrays give higher performance than those at a higher Reynolds number. Fig.6. Variation of friction factor with Reynolds number for various Sy/D ratios of Base Square. The other table result is seen from Fig. no. 5 &6 for the friction factor. The friction factor values are almost independent of the Reynolds number. It is emphasized in another optimization study for a finned heat exchanger that interestingly, stream wise distance between fins is more effective parameter on the friction factor than span wise distances. On the other hand, as the resistance to the flow will be smaller due to the perforations, friction factor is lower for the perforated fins than the solid fins. Fig.7. Variation of enhancement efficiency (g) with Reynolds number for various inter-fin spacing ratios. Fig. no. 7 Show the effect of the inter-fin distance ratio on Effectiveness. For a net energy gain, the value of the g must be greater than unity. In other words, for an effective heat transfer enhancement technique, it must have values greater than unity. FromFig. 07, it is apparent that as the Reynolds number increases, the enhancement efficiency decreases for both the interfin spacing ratio. Fig. 07 shows that the heat transfer enhancement efficiency decreases with increasing Sy/D. In other words: (a) The heat transfer enhancement efficiencies are higher than unity for all investigated conditions. This means that the use of pin fins leads to an advantage on the basis of heat transfer enhancement. (b) Higher numbers of pin fins and longer pin fins have better performance. In other words, for higher thermal performance, a lower inter-fin distance ratio and clearance ratio should be preferred. ISSN: 2231-5381 VII. CONCLUSION In this study, the overall heat transfer, friction factor and the effect of the various design parameters on the heat transfer and friction factor for the heat experiment equipped with cylindrical cross-sectional perforated pin fins were investigated experimentally. The effects of the flow and geometrical parameters on the heat transfer and friction characteristics were determined, and the enhancement efficiency correlations have been obtained. The conclusions are summarized as: (a) The average Nusselt number calculated on the basis of projected area increased with decreasing inter-fin spacing ratio. (b) The friction factor increased with decreasing inter-fin distance ratio. (c) Enhancement efficiencies increased with decreasing Reynolds number. Therefore, relatively lower Reynolds number led to an improvement in the heat transfer performance. (d) The most important parameters affecting the heat transfer are the Reynolds number, fin spaces (pitch) and fin height. Heat transfer can be successfully improved by controlling these parameters. The maximum heat transfer rate was observed at 42,000 Reynolds number, 3.417 Sy/D and 100 mm fin height. (e) The most effective parameter on the friction factor was found to be fin height. The minimum friction factor was observed at 100 mm fin height, 42,000 Reynolds Number and 3.417 pitch (f) When all the goals were taken into account together, the trade-off among goals was considered and the optimum results were obtained at 42,000 Reynolds number, 100 mm fin height and 3.417 Sy/D pitch. REFERENCES [1] [2] [3] [4] [5] Saad A. El-Sayed, Shamloul M. Mohamed, Ahmed M. Abdel-Latif, Abdel-Hamid E. Abouda, Egypt, “Investigation of turbulent heat transfer and fluid flow in longitudinal rectangular-fin arrays of different geometries and shrouded fin array”, „Experimental Thermal and Fluid Science‟, 26 (2002),ELSEVIER, 879–900. Tzer-Ming Jeng, Sheng-Chung Tzeng, “Pressure drop and heat transfer of square pin-fin arrays in in-line and staggered arrangements”, „International Journal of Heat and Mass Transfer‟,05 (2007), ELSEVIER, 2364–2375. R. Karthikeyan and R. Rathnasamy,“Thermal performance of pin fin arrays”, International Journal of Advanced Engineering Sciences and Technologies(IJAEST), Volume No. 10, Issue No. 1, 2010, 125 – 138. Mr. Amol B. Dhumne and HemantFarkade, “Heat transfer analysis of cylindrical perforated fins in staggered arrangement”, International Journal of Engineering Science and Technology (IJEST), Volume No. 6, Issue No. 05, May2014, 125 – 138. O.N. Sara, T. Pekdemir, S. Yapici, M. Yılmaz, Heat-transfer enhancement in a channel flow with perforated rectangular blocks, Int. J. Heat Fluid Fl. 22, 509–518. http://www.ijettjournal.org Page 210 International Conference on Global Trends in Engineering, Technology and Management (ICGTETM-2016) [6] [7] [8] [9] P. K. Nag, 2006, “Heat & Mass Transfer”, 2nd Edition, „Tata McGraw Hill‟ PageNo. : 86-108 & 425-449. J. P. Holman, 2004, “Heat Transfer”, 9thEdition, „Tata McGraw Hill‟,Page No.43-53 & 315-350. Yunus A. Çengel, 2004, “Heat Transfer- A Practical Approach”, SI units 2nd Edition, Tata McGraw Hill, Page No. : 156-168, 333-352& 459-500. BayramSahin, AlparslanDemir,“Performance analysis of a heat exchanger having perforated square fins”,„Applied Thermal Engineering‟ 28 (2008) ELSEVIER, 621–632. ISSN: 2231-5381 [10] [11] R.F. Babus‟ Haq, K. Akintunde, S.D. Probert, “Thermal performance of a pin-fin assembly”, Int. J. Heat Fluid Flow 16 (1995) 50–55. MdMaroofMdNayeem, Mohammed Javed, “A Review Analysis of heat Transfer on compound Square Cylindrical Fins of Perforated having staggered arrangements”, „International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC)‟,Volume: 3 Issue: 2, (Feb-2015), ISSN: 2321-8169Page No. 84-88. http://www.ijettjournal.org Page 211