Mould Fouling of EPDM Rubber Compounds
advertisement

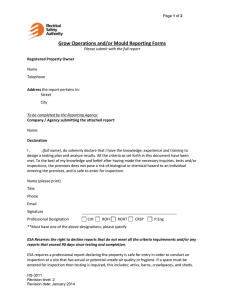
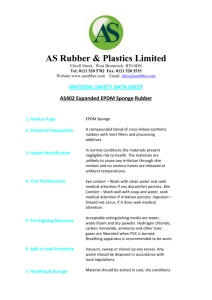
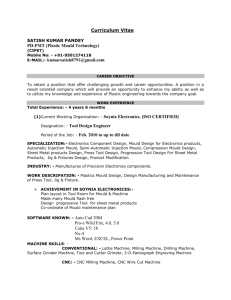
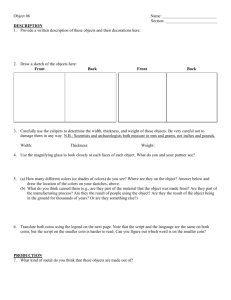
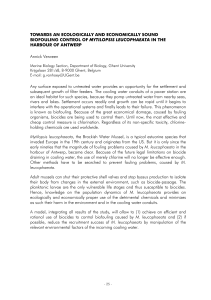
ROHSTOFFE UND ANWENDUNGEN RAW MATERIALS AND APPLICATIONS EPDM Rubber Mould Fouling Mould fouling of EPDM rubber compounds has been studied by means of Fourier IR spectroscopy, X-ray diffractometry, differential scanning calorimetry and other methods. Chemically altered constituents of the plasticizer oil - resinous substances formed by reaction with the curing system during heating in contact with the metal surface of the mould - are the source of the soluble organic part of mould fouling. The insoluble, inorganic part is ZnS which forms when sulphur-containing vulcanizing systems are used. Vulcanization accelerators and other compounding ingredients migrate to the interface between the rubber compound and the metal of the mould, entrained on the shoulder of the plasticizer oil. The metal of the mould has a catalytic effect on the change in the chemical structure of the oil. Formverschmutzung bei EPDMKautschukmischungen EPDM Kautschuk Formverschmutzung Formverschmutzung bei EPDM-Kautschukmischungen ist mittels Fourier IR-Spektroskopie, Röntgen-Diffraktometrie, Differentialscanningkalorimetrie und anderen Methoden untersucht worden. Chemisch veränderte Bestandteile des Plastifizierungsöls – harzhaltige Substanzen, die sich durch Reaktion mit dem Vulkanisationssystem während des Erhitzens bei Berührung mit der Metalloberfläche der Pressform bilden – liegen dem löslichen, organischen Teil der Formverschmutzung zugrunde. Der nicht lösliche, anorganische Teil ist ZnS, das sich bei der Verwendung von schwefelhaltigen Vulkanisationssystemen bildet. Vom Plastifizierungsöl getragen und mitgeführt, wandern Vulkanisationsbeschleuniger und andere Mischungsbestandteile zur Grenzfläche zwischen der Kautschukmischung und dem Metall der Pressform. Das Metall der Pressform hat eine katalytische Auswirkung auf die Veränderungen in der chemischen Struktur des Öls. 172 Mould Fouling of EPDM Rubber Compounds M. F. Bukhina, Y. L. Morozov, Moscow (Russia) P. M. van de Ven, J. W. M. Noordermeer, Geleen (The Netherlands) Mould fouling is a deposit which forms on the surface of metal moulds during the process of high-temperature moulding and vulcanization of rubber goods. It is the result of thermochemical changes in components of rubber compounds under moulding conditions. The problems caused by mould fouling in the rubber industry are well-known. In order to obtain defect-free rubber articles, mould fouling must be removed from the mould surfaces at regular intervals. A number of attempts have been made in the past to understand the causes of mould fouling, as well as to study its composition in the case of different rubbers [1 – 13]. Many attempts to minimize the amount of mould fouling have also been documented, revealing results which are often contradictory despite the researchers’ best efforts. This is also the case for EPDM rubber compounds. Particular reference is made to the work of Sommer [2] which is among the earliest attempts to identify the various factors involved in mould fouling occurring with EPDM. The objective of that study was, however, primarily to investigate the potential of various amine compound ingredients to prevent mould fouling or to clean the mould. The recipes used in that study now look very unrealistic in the light of current EPDM compounding practice. Valuable pointers to factors which give rise to mould fouling in the case of EPDM can nevertheless be derived from that article. The objective of the present work is to revisit the issue of mould fouling by EPDM on the basis of more current compound compositions for EPDM rubber. The aim is to update our understanding of the causes of mould fouling in the case of EPDM, as well as to estimate the rela- tive contributions made by different composition components and processing variables to the formation of mould fouling in the case of EPDM rubber compounds. Materials and methods Rubber compounds The process of mould fouling formation was studied for 12 rubber compounds based on EPDM rubbers: Keltan 312 and Keltan 378 from DSM Elastomers, as well as SKEPT-50, which is of Russian origin. The viscosities and typical chemical compositions of the EPDM’s of DSM Elastomers are as follows [14]: Keltan 312: Mooney viscosity ML(1 þ 4)125 8C: 33; ethylene content 49 wt.%; ethylidene norbornene (ENB) termonomer content 4.3 wt.%. Keltan 378: Mooney viscosity ML(1 þ 4)125 8C: 33; ethylene content 67 wt.%; ENB termonomer content 4.3 wt.%. For SKEPT-50 the following characteristics apply [15]: Mooney viscosity ML(1 þ 4)125 8C: 30; ethylene content 60 wt.%; dicyclopentadiene (DCPD) termonomer content 6.3 wt.%. The compositions of the compounds are given in Tab. 1: A1 – A11. Compounds A1/A4 and A2/A3, respectively, represent basic starting recipes of a practical nature, which formed the basis for subsequent variations. They are a “black” and a “white” recipe, sulphur-cured and peroxide-cured. The compounds were prepared as large masterbatches in a 50-litre Banbury internal mixer – Farrel Bridge 3D – containing the rubber, ZnO, stearic acid, TEA, PEG, fillers and oil. The mixing in the internal mixer will KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds Tab. 1. Recipes and mixing characteristics of the practical compounds used throughout this study Compound number Ingredient (phr) A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A11 A12 EPDM Keltan 312 EPDM Keltan 378 Russian SKEPT-50 ZnO Stearic acid TEA PEG Carbon black N-550 Carbon black PM-50 SiO2 Ultrasil VN3 Whiting Omya BSH*) Sillitin Z86**) Par. oil Sunpar 2280 Par. oil Sunpar 150 Naphth. oil Naphthoplast MBT-80 TMTD-80 DTDM S-80 Perkadox 14-40 “High-rate” Banbury mixing “Low-rate” mill mixing “Normal” mill mixing t v at 200 8C (min) 100 – – 5 1 – – 89 – – 44 – 56 – – 100 – – 5 1 1 2 – – 47 95 – 47 – – 100 – – 5 1 1 2 – – 47 95 – 47 – – 100 – – 5 1 – – 89 – – 44 – 56 – – 100 – – 5 1 2 – – 47 95 – 47 – – 100 – – 5 – – 89 – – 44 – 56 – – 100 – – 5 1 1 2 – – 47 95 – – 47 – 100 – – 5 1 1 2 – – 47 – 95 47 – – – 100 – 5 1 1 2 – – 47 95 – 47 – – 100 – – 5 1 1 2 – – 47 95 – 47 – – 100 – – 5 1 – – 45 – – – – – – – – – 100 5 1 – – – 25 – – – – – 20 0.94 1.88 – 1.88 – þ 0.94 1.88 – 1.88 – þ – – – – 5.75 þ – – – – 5.75 þ – – – – 5.75 – – – – – 5.75 – 0.94 1.88 – 1.88 – – 0.94 1.88 – 1.88 – – 0.94 1.88 – 1.88 – – 0.94 1.88 – 1.88 – – 0.94 1.88 – 1.88 – – 0.5 0.5 1 2 – þ – – 4 – – 10 – – 12 – – 8 þ – 15 þ – 8 þ – 20 þ – 20 þ – 18 þ – 20 – þ – – 8 8 *) Inactive white filler of normal structure **) Inactive white filler of lamellar structure be indicated as “high-rate” Banbury mixing throughout this paper. Sulphur-based and peroxide-based curing additives were added separately on a two-roll mill shortly before the mould fouling experiments. The properties of the basic compounds and the vulcanisates of the two sulphur-cured recipes A1 “black” and A2 “white” are given in Tab. 2. Compounds A5 – A10, which were designed so as to enable the effects of successive individual changes in compound ingredients to be studied, were prepared individually by special low-rate mill mixing: indicated as “low-rate” mill mixing. Compound A11 was prepared by the usual “high-rate” milling. The compound compositions were set up as an experimental design, adjusted so as to obtain an IRHD hardness of the vulcanisates of 65 – 70 in all cases: – two principal recipes, one “black” containing N-550 carbon black and one “white” containing silica Ultrasil VN3 as a reinforcing filler and additionally a non-reinforcing, coated whiting Omya BSH: A1 vs. A2; – sulphur cure is compared with peroxide cure: e. g. A1 vs. A4, and A2 vs. A3; – the influence of the high ethylene content of Keltan 378 EPDM is compared with the low ethylene content of Keltan 312: A9 vs. A10; Tab. 2. Compound properties and cure properties of basic compounds A1 and A2 Property Test method Compound Mooney viscosity at ISO 289 100 8C Oscillating disk curemeter at 180 8C scorch time ts2 90 % cure time tc(90) ML MH MH – ML Hardness Unit A1 A2 ML(1þ4) 41 59 min. min. N.m N.m N.m IRHD 1.6 4.95 0.59 6.68 6.08 72 1.5 14.4 1.21 3.49 2.28 65 ISO 3417 ISO 48 KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 – with stearic acid present and without stearic acid: A3 vs. A5 and A4 vs. A6; – the effect of a whiting which combines corpuscular and lamellar primary particle structure: Sillitin Z86 vs. whiting of spherical corpuscular structure only: Omya BSH: A8 vs. A10; – a low-viscosity paraffinic oil Sunpar 150 is compared with its high-viscosity counterpart Sunpar 2280: A7 vs. A10; – a recipe without oil and white fillers and with half the carbon black content: A11; – the influence of mixing rate, high shearrate internal mixer vs. normal and lowrate mill mixing: A1 – A4 vs. A5 – A10; at low-rate mill mixing the mill was run at an unusually low roll speed; – recipe A12 represents a compound of Russian origin, which is industrially mixed in a batch internal mixer and used for the moulding of engineering rubber articles. All the compounds were finally milled to 1 mm-thick sheets and stored. The virgin rubbers Keltan 312 and Keltan 378 were extracted in MEK at room temperature in two steps: first for 1 hour and, after removal of the extract, for a further day with a new portion of MEK. The extracted rubbers (i. e. with 173 Mould Fouling of EPDM Rubber Compounds Tab. 3. Recipes of model mixtures Mixture number Ingredient (g) B1 B2 B3 B4 B5 ZnO Stearic acid Sunpar 2280 Sunpar 150 MBT-80 TMTD-80 S-80 5 1 – – 1 2 2 – – 4.7 – 1 1.9 2 5 1 5 – 1 1 2 5 1 20 – 1 2 2 5 1 the low molecular weight components removed) were dried; their weights still exceeded 97 % of those of the virgin rubbers. Both virgin and extracted rubbers, as well as the extracts, were studied. Another method of studying the effect of the separate compounding ingredients on fouling of steel is to create model mixtures containing only a few ingredients: see Tab. 3. This series of model mixtures was prepared by swelling small quantities of sulphur particles and accelerator particles in oil for almost half an hour, and subsequently mixing with ZnO and stearic acid in a laboratory mortar for 20 min. to obtain a homogeneous blend. Metals used for the mould fouling experiments To evaluate the effect of steel quality, four types of steel were used for the fouling experiments, as indicated in Tab. 4. Steel types A - C represent materials of different hardness which are commonly used for the production of rubber moulds. Steel type R is a common grade of steel of Russian origin and is characterized by a high carbon content. The steels were cut into small 48 9 1 mm plates. These were polished and hardened as indicated in Tab. 4. Be- – 20 1 2 2 cause it is easier to analyze small areas of steel in the various analytical tests than entire steel moulds, these small steel plates were used as inlays in the actual moulds. Large 200 200 5 mm plates were used as the upper part of the mould: see paragraph below. Moulding Repeated compression mouldings of compounds A1 – A11 were performed in order to study the quantity and composition of mould fouling. A conventional curing press was used. A 150 150 1.05 mm rectangular mould was contained between two flat steel plates, the upper plate of the mould being the large metal plate, as described in the preceding paragraph. The small steel plates were used as inserts and placed at the bottom of the mould. Compound was placed on top of the small plates in the form of milled sheets; the upper sides of these sheets contacted the large steel plates. Vulcanization was carried out at temperatures Tv of 180 or 200 8C, under a load of 200 bar for the duration tv, obtained from rheometer cure curve as representing the optimum vulcanization time tc(90) of the particular rubber compound. Tab. 1 shows the vulcanization times tv as employed at 200 8C. A variable number, N, of mouldings were made in order to record the evolution of the fouling. Besides normal moulding, what we shall term “model moulding” was also applied: a piece of rubber compound was placed between two small metal plates under load and heated in an oven at a temperature of generally 180 8C. The pressure obtainable under these conditions was obviously far lower than in actual moulding. This sort of “model moulding” was used to study the effects of the separate compounding ingredients. In the case of the model mixtures of Tab. 3, small aliquots were also heated between two small metal plates in the oven. The metal plates on which the deposits had formed were used for analytical purposes. The weight of the deposits on the metal plates was determined at intervals. The weight changes were commonly extremely low. The metal plates were furthermore washed off with solvents such as chloroform or methyl ethyl ketone and the “wash-off’s” subjected to analytical investigation. The purity of the chloroform and MEK had been checked in advance by means of IR, so as to ensure that no peaks occurred in those spectral areas which were of interest. Similarly, the surfaces of the cured rubber facing the small metal plates and the large plate on the top of the mould were also washed off and the “washoff’s” analyzed in order to compare the material which been deposited on the steel with that which adhered to the rubber surface. Analytical techniques The mould fouling obtained, either in the pure form or in the form of “wash-off’s”, Tab. 4. Steel types used for the fouling experiments Steel code Material code A 1.2311 B 1.2767 DIN classification C Si Mn Cr (%) Mo Ni V W Polishing <Ra> (lm) 40CrMnMo7 0.42 0.30 1.50 2.0 0.2 – – – N2-N3 X45NiCrMo4 0.45 0.25 0.40 1.35 0.25 4.0 – – N2-N3 0.05 – 0.1 0.05 – 0.1 C 1.2510 100MnCrW4 1.00 0.30 1.10 0.6 – – 0.1 0.6 N5 0.4 R Steel 3*) **) 0.22 0.06 0.8 0.3 – 0.3 – – Different *) Steel of common use, GOST 380-71 **) Similar to FeE235BFU 174 KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds was studied by means of various methods: – Fourier transform IR spectroscopy (FTIR), – thin layer chromatography (TLC), with a mixture of petroleum ether, diethyl ether and acetic acid in a ratio 70:30:5 as eluent and a 1% solution of 2,6-dichloroquinone-4-chloramide in ethanol as developer, – Auger spectrometry, – X-ray diffraction, – differential scanning calorimetry (DSC), – mass spectroscopy, – light microscopy, – visual observation, – additional chemical analytical methods. IR spectroscopy – in transform mode (FT-IR) and in the attenuated total reflection (ATR) of surfaces mode - was found to be the most powerful investigative technique. Results and discussion Carbon black-filled compounds, sulphur-vulcanized Repeated compression moulding at Tv ¼ 200 8C of the Keltan 312-based, carbon black-containing rubber compound with the sulphur vulcanizing system A1, at all times using the same steel plates of metal B, shows that in general the first visible traces of mould fouling appear after 30 – 40 moulding cycles. A persistent deposit forms after about 100 moulding cycles. The quantity of mould deposit increases up to about 225 cycles. Further moulding results only in a visible colour change in both the small and the large metal top plates. The colour change in the large metal top plates is particularly intense in the free edges of their surface remote from the mould cavity, which made no direct contact with the rubber compound. The ATR spectrum of the small plates of metal B after N ¼ 222 mouldings is shown in Fig. 1a. This spectrum exhibits seven characteristic spectral regions, which are designated I to VII. The transmission spectrum of wash-off from the surface of the vulcanized rubber sheet after almost the same number of mouldings N ¼ 227 essentially shows the same characteristic bands, as shown in Fig. 1b. This result opens up the possibility of using the transmission spectra of washoff’s from the surface of vulcanized rubber sheets instead of the reflection spectra of the deposits on the metal plates. The spectra of the wash-off’s are of higher quality. It also means that some of the mould fouling is “dragged” from the metal surface by the rubber sheets during mould release. Fig. 1. 1a – Fourier IR spectrum in ATR mode of the small plates of metal B after N ¼ 222 mouldings at Tv ¼ 200 8C of compound A1; 1b – transmission spectrum of MEK wash-off from surface of rubber sheet of A1 after N ¼ 227; 1c – after N ¼ 292; 1d – transmission spectrum of MEK wash-off from the large metal top plate of metal B after N ¼ 300; 1e – transmission spectrum of wash-off from rubber compound A2 at Tv ¼ 200 8C after N ¼ 4 KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 175 Mould Fouling of EPDM Rubber Compounds Of the characteristic spectral regions in these spectra, the absorption bands at 2853 and 2923 cmÿ1 (region II in Fig. 1a) are specific to hydrocarbons. The other bands are characteristic of the composition of the mould fouling. Two of these regions, region I comprising the wide absorption band at 3100 – 3500 cmÿ1, and region IV comprising the absorption bands between 1385 and 1460 cmÿ1, are particularly important. In the initial stages of mould fouling region IV is a doublet of relatively narrow bands. In the course of further mould fouling, the shape of this region changes: a new intermediate absorption band appears at 1401 – 1407 cmÿ1 between the two original bands in region IV – initially as a shoulder – and the doublet becomes a triplet: see Fig. 1b and 1c. These changes in the spectra show the formation of new substances in the course of moulding which appear to be characteristic of the mould fouling. The chemical nature of this adsorption band at 1401 – 1407 cmÿ1 has remained unclear throughout this study, as it corresponds to no commonly documented IR spectrum. It is believed to result from the formation of a new substance, e. g. from cyclization of some of the oil molecules as well as of low molecular weight components of the rubber due to protracted heating and the catalytic effect of the metal surfaces. The density of this new absorption band between 1401 and 1407 cmÿ1 enables the formation of mould fouling on the number of mouldings N to be evaluated semi-quantitatively by measuring the relative density (D/Do) of this new band in the triplet. Do is the optical density of the absorption band at 2923 cmÿ1 in region II, which is used as an internal standard. There is a slight increase in the density of the new middle band in the triplet up to about N ¼ 200. At around N ¼ 300 there is a sharp increase in D/Do, and after about 300 mouldings a decrease can be observed. At the same time, the visible amount of mould fouling also decreases, suggesting that some sort of self-cleaning of the steel takes place. The visual appearance of the mould fouling on the surface of both the small and the top metal plates changes in the course of storage of the metal plates after moulding. Storage of vulcanized rubber sheets also results in some changes in composition of the fouling on their surface, as is revealed by IR spectroscopy: the middle band in the characteristic triplet disappears again. In order to obtain data with high reproducibility, therefore, a precise, short storage time has to be observed prior to the IR measurement. Increasing the storage time of the raw, as yet unvulcanized, rubber compound prior Fig. 2. Auger spectrum of the thin layer of mould fouling on the surface of plates of metal A after N ¼ 283 mouldings of compound A1 at Tv ¼ 200 8C; elements corresponding to the peaks are indicated in the spectrogram 176 to moulding also results in the disappearance of the essential IR features of the mould fouling. Re-milling of the raw compound results in a reappearance of these features. We believe that a small amount of excess oil migrates to the surface of the raw rubber sheets, thus preventing the formation of new substances essential for mould fouling. Re-milling of uncured rubber sheets results in the reabsorption of this excess oil into the compound. Fourier IR spectroscopy detects the organic components of mould fouling. The use of Auger spectrometry and X-ray diffraction shows the presence of inorganic components. Fig. 2 shows the Auger spectrogram of the thin layer of mould fouling of compound A1 on the surface of metal A after N ¼ 283 mouldings. In addition to peaks corresponding to the steel itself – reflecting its composition, indicated as Fe, Cr, Mn – peaks are visible which correspond to the mould fouling and are indicated as Zn and S (at E ¼ 1 and 8.7 KeV for Zn and E ¼ 3.3 KeV for S). Fig. 3 shows the X-ray diffraction pattern of the same thin layer of mould fouling on metal A. In addition to peaks corresponding to steel itself again (at angles 2H ¼ 458, 2H ¼ 488 and 2H ¼ 658) peaks are shown which correspond to mould fouling (at 2H ¼ 298 and 2H ¼ 578). These peaks are characteristic of crystals of ZnS (of cubic crystal Fig. 3. X-ray diffraction patterns of the thin layer of mould fouling on the surface of the small plates of metal A after N ¼ 283 mouldings of compound A1 at Tv ¼ 200 8C; numbers indicated at the peaks are lattice spacings in Ȧ KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds Fig. 4. DSC thermograms: powder of mould fouling of A12: 4.1 – 1st and 4.2 – 2nd scan; dry residue of extract of mould fouling of A12: 4.3 – 1st and 4.4 – 2nd scan structure). The data obtained by both Auger spectroscopy and X-ray diffraction therefore confirm the presence of ZnS in the mould deposit of the carbon black-filled rubber compound A1 cured with the sulphur vulcanizing system. It is commonly assumed that ZnS is formed during sulphur vulcanization of rubbers [16]. As an additional check, mould fouling of compound A12 based on Russian EPDM SKEPT-50 with a sulphur vulcanizing system of a different composition, and filled with carbon black was investigated. The Fourier IR transmission spectrum of this mould fouling, applied as powder to a KBr crystal, was also similar to that of the spectra of the mould fouling discussed above. Despite the differences in compound recipe, therefore, the composition of mould fouling as seen in IR spectra is almost independent of the EPDM type and the quantity and composition of the sulphur vulcanizing system. A DSC thermogram of this mould fouling recorded in the heating mode is shown in Fig. 4, curve 1. There are multiple endothermic peaks within the temperature range between 200 and 230 8C: a wide peak and a narrow one. The temperatures of these far exceed the melting temperature of Zn stearate and fall far below that of ZnS, as well as below the decomposition temperature of the zinc salt of MBT, which may form during the vulcanization process [16]. It is possible that the source of these peaks is the presence of some other organic Zn salt in the mould fouling. The exothermic peak at about 240 8C is evidence of a change in the mould fouling composition upon heating. The ab- KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 sence essentially of any exothermic and endothermic peaks from the thermogram obtained in a second scan – curve 2 in Fig. 4 – confirms this conclusion. The decomposition temperature of EPDM rubber, particularly in the presence of other compounding ingredients, is known to be far higher than 240 8C. It is therefore unlikely that, for example, the high molecular weight fraction of the rubber itself gives rise to this exothermic peak. A thin layer chromatogram of the soluble fraction – extract – of the mould fouling shows the presence of sulphur, plasticizer oil and some of the stearic acid in the extract, on top of two unidentified substances. In a DSC thermogram of the dry residue of this extract almost the same exothermic and wide endothermic peaks are present as in the initial mould fouling: curves 3 and 4, Fig. 4. Only the narrow endothermic peak at about 240 8C has disappeared. This means that an essential part of the mould fouling remains in the insoluble part of the fouling. Qualitative chemical analysis reveals the presence of Zn ions and sulphide ions in the insoluble residue of the mould fouling. This confirms the importance of ZnS as the main inorganic component of mould fouling of the rubber compounds containing the sulphur vulcanizing system. Gas chromatography combined with mass spectroscopy provided no further evidence of the chemical composition of the mould fouling because its constituents were non-volatile. White filler-loaded compounds vs. carbon black loading The first traces of mould fouling formation at Tv ¼ 200 8C for the Keltan 312-based rubber compound A2 containing only white fillers are already observed at the very first moulding, even with a sulphur vulcanizing system. “Dragging” of mould deposit from the metal plates onto the rubber surface starts at N ¼ 9. A much more intense colour change in the free edge surfaces of the large metal plates, which are not in contact with rubber compounds, is also seen. The rate of mould fouling formation is almost two orders of magnitude faster for the white fillerloaded than for the carbon black-loaded compounds. This difference in rate was 177 Mould Fouling of EPDM Rubber Compounds confirmed consistently throughout this study with the other compound recipes as well, in actual moulding experiments as well as in model mouldings. The Fourier IR spectra of the wash-off from rubber sheets of this compound A2 are practically identical to that of A1: Fig. 1e. The only difference is that all the features characteristic of the spectra of mould fouling after many moulding cycles now appear as early as N ¼ 4. The Xray diffraction pattern of the layer of mould fouling of this rubber compound on the surface of the metal plate at N ¼ 10 is also similar to that of A1 at N ¼ 283. Again it indicates the presence of ZnS. All these data show that the composition of the mould fouling as seen in the IR spectra and X-ray data is independent of the filler type, whether carbon black or white. The more rapid mould fouling of white filler-loaded compounds irrespective of the curing system can therefore only be due to a faster rate of migration of ingredients to the surface of the rubber sample during curing. The lower rate of diffusion through the medium containing carbon black may in turn be considered to result from adsorption of the low molecular weight components – such as vulcanization ingredients – onto the carbon black. Similarly, the stronger interaction between the rubber and the carbon black results in a higher level of physical crosslinking, also widely known to slow down migration. Sulphur vulcanization vs. peroxide vulcanization Exchanging the sulphur vulcanizing system for peroxide does not, furthermore, influence the composition of the organic part of mould fouling. The shapes of the IR spectra are identical for both sulphur vulcanisates and peroxide vulcanisates. Only the inorganic components as seen by X-ray diffraction differ between the two systems: there are no signs of ZnS in the case of peroxide-vulcanized compounds. However, other, unknown (most probably organic) Zn salts still appear to be present. Influence of the EPDM type In compounds A10 and A9 the low ethylene-containing amorphous EPDM Kel- 178 tan 312 is replaced with the high-ethylene crystalline EPDM Keltan 378, in the white filler loaded, sulphur-cured recipe. Model moulding, i. e. heating these compounds between two metal plates in a thermostatic oven under low pressure, shows an insignificant increase in the rate of mould fouling formation when changing from a low to a high ethylene content. The composition of the organic part of the mould fouling is again the same. The Fourier IR transmission spectra of films of the pure, non-compounded EPDM rubbers Keltan 312 and Keltan 378 – dissolved in chloroform and applied to a KBr crystal – are very similar. The spectrum of Keltan 312 is shown in Fig. 5a. In addition to the bands around 2937 and 2852 cmÿ1 common to all hydrocarbons, bands are present at 1377 and 1462 – 1469 cmÿ1, the doublet characteristic of EPDM (as well as of plasticizer oil; see below). These bands correspond to similar bands of the mould fouling in the initial stages of moulding. An absorption band is also visible within the range 720 – 730 cmÿ1, which also occurs in the spectra of mould fouling. Exposing films of pure Keltan 312 and 378 between metal plates in the oven (model moulding at 180 8C) results in the appearance of a band at 1407 cmÿ1. Other changes also occur, as seen in Fig. 5b. This indicates that mould fouling formation can even result from moulding of the pure EPDM rubber itself. Only the rate of formation is slightly higher for Keltan 312 than for Keltan 378. Extraction of the EPDM rubbers, which results in the removal of low molecular weight portions of rubber as well as impurities, prevents the formation of mould fouling, especially after a great many moulding cycles. Spectra of the “washoff’s” from the surfaces of metal plates after exposure (model moulding) to these extracted EPDM’s for a contact time tv ¼ 3 h at 180 8C show only traces of fouling. These are by no means comparable to those of fully compounded compositions. It is an indication that only low molecular weight components are responsible for the formation of mould fouling of pure rubber. Because they are contained at low levels in both Keltan 378 and Keltan 312, the formation of mould fouling due to the pure rubber is either low or negligible. Effect of the choice of extender oil Extender oils are included in rubber compounds as plasticizing components. In the case of EPDM rubbers paraffinic oils are most commonly used owing to their good compatibility with the saturated olefinic nature of EPDM. Two types of paraffinic oil were investigated from among the range available: Sunpar 2280 and Sunpar 150, which have approximately the same composition – aromatic, naphthenic and paraffinic groups – but differ in viscosity. Sunpar 2280 is the high-viscosity and Sunpar 150 the lowviscosity variant. The Fourier IR transmission spectra of the pure oils Sunpar 2280 and 150 are identical and are similar to those of EPDM rubbers (Fig. 6a). This is obviously due to the similarity of the chemical structure of EPDM rubber and these paraffinic oils. No change in the shape of their spectra, nor of their viscosity resulted from heating of the pure oils; only their colour darkened. However, if these oils are heated in contact with metal plates some changes which are typical of mould fouling observed after a great many moulding cycles appear in the shape of the spectra. The earliest observed occurrence is with Sunpar 150 (Fig. 6b). This indicates that the composition changes in the plasticizer oils which are typical of mould fouling arise during heating in contact with metal surfaces. An accelerating, catalytic effect by these metal surfaces is evident. The difference in mould fouling tendency between Sunpar 2280 and Sunpar 150 is demonstrated by comparing compounds A7 and A10, which were obtained by the same mixing procedure and then exposed between metal plates in the thermostatic oven (model moulding) for the same time at the same temperature. Replacing Sunpar 2280 with Sunpar 150 results in a fivefold increase in the fouling rate: Fig. 7. A surprising effect related to the choice of oil – mentioned earlier – is that storage of the 1 mm-thick sheets of compound at room temperature prior to moulding affects mould fouling. The essential features of the IR spectra of fouling after heating between metal plates no longer appear if the compound is stored for longer than 2 weeks at room temperature in the case of compound A7 – containing KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds Fig. 5. Fourier IR transmission spectra of: 5a – film of virgin Keltan 312 on the surface of a KBr crystal; 5b – chloroform “wash-off” from surfaces of plates of metal C, after low pressure contact with Keltan 312 at Tv ¼ 180 8C for 2.5 h the low-viscosity Sunpar 150 – or 3 months in the case of rubber compounds containing Sunpar 2280. This lends support to the theory that an excess of oil, which migrates to the surface of the raw rubber sheets, prevents the formation of substances responsible for mould fouling. The composition of compound A11, Tab. 1 is for comparison with that of the actual rubber compound A1. These compounds differ in that A11 contains no extender oil, no white filler and only half the amount of carbon black. A comparison of Fig. 8, which shows a chloroform washoff from the metal plates after moulding of this rubber compound, with Figs. 1b – d for the wash-off’s from compound A1 (as well as with IR spectra of other oil-containing compounds) shows no similarity between essential parts of the spectra. This result also supports the conclusion that the plasticizing oil Fig. 6. Fourier IR transmission spectra of: 6a – virgin plasticizer oil Sunpar 150 on the surface of a KBr crystal; 6b – chloroform “washoff’s” from surfaces of metal plates after heating of Sunpar 150 at 180 8C for 2.5 h on a metal C has a major influence on the formation of mould fouling. Effect of other compounding ingredients A comparison of the effects of the other compounding ingredients – for example a change in the structure, from a corpuscular to a lamellar structure of the inactive white filler – shows them to be negligible, at least in the case of the compounds prepared by low-rate milling. This corresponds to similar observations made by Oggermüller and Risch [17], who also found relatively small differences in the mould fouling tendency between corpuscular whiting and a Sillitin Z86 consisting of a combination of corpuscular and lamellar primary particles. This contrasts with a fully plate-like lamellar filler, such as kaolinite, which showed a greatly aggravated fouling effect. KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Influence of the processing conditions The rate of formation of mould fouling is influenced by the processing method. The rate is lower for rubber compounds prepared by low-rate mill-mixing than for those prepared by Banbury mixing. A surprising side-effect is the optimum vulcanizing time observed for rubber compounds having the same composition but mixed differently – low-rate mill mixing vs. high-rate Banbury mixing –, which is twice as long and is reflected in tv. Despite the difference in the fouling rate and the behaviour of these compounds, the mould fouling composition remains the same. The vulcanizing temperature Tv also has no effect on the mould fouling composition, only on the rate of its formation. Comparison of the data for Tv ¼ 180 8C and Tv ¼ 200 8C 179 Mould Fouling of EPDM Rubber Compounds Fig. 7. Relative density D/Do of absorption band 1401 – 1407 cmÿ1 in Fourier IR transmission spectra of “wash-off’s” from surfaces of small plates of metal A, after heating in an oven at Tv ¼ 180 8C for 2.5 h in contact with rubber compounds A7 and A10 of mould fouling of rubber compound A10. The differences in composition between the various steels are indicated in Tab. 4, as is their surface roughness. The data in Fig. 9 support the concept that it is primarily the chemical composition of the steel, which has the catalytic effect on mould fouling. The next step is to relate this to the elemental composition of the steel alloys used, which is also given in Tab. 4. The presence of Ni and a low level of Mn in Steel B are highly conspicuous, being associated with the most fouling except for Steel R, while the presence of V and W, respectively, in Steel C is associated with the least fouling of all. The major differences in mould fouling as a function of the steels used are very interesting. However, insufficient data was obtained to enable firm conclusions to be drawn. This is a more difficult area of investigation because the possibilities for varying the composition of the steels are restricted quite simply by the need to use commercially available types. Nevertheless, we believe the data obtained are of sufficient interest to warrant further research. Model mixtures for further investigation of chemical interactions between compounding ingredients Fig. 8. Fourier IR transmission spectrum of chloroform “wash-off” from surfaces of metal plates after model moulding of rubber compound A11 at Tv ¼ 180 8C for tv ¼ 2 h shows that the increase of 20 8C accelerates mould fouling by a factor of more than 2.5. The earlier conclusion about the lower rate of mould fouling in the presence of carbon black relative to white fillers, in the case of rubber compounds with both sulphur vulcanization and peroxide vulcanization, remains valid irrespective of variations in the processing method. 180 Metal types The metal type also exerts no influence on the mould fouling composition. However, it does exert a powerful influence on the rate of formation. The amount of mould fouling deposited decreases in the following sequence: R, B, A, C, as was seen in a comparison (Fig. 9) of the relative densities of the IR-absorption bands at 1401 – 1407 cmÿ1 in the spectra In order to study the effect of the separate compounding ingredients in even more detail, in particular the effect of the extender oil and the curatives, model mixtures B1 – B5 containing no rubber and fillers were prepared: see Tab. 3. Model mixture B1 is completely oil-free. The IR spectrum of its mould fouling after heating on metal plates was recorded directly from powder applied to a KBr pellet: see Fig. 10a. It differs significantly from that of actual mould fouling, as recorded earlier. This is yet more evidence of the importance of the extender oil to the formation of mould fouling. Model mixture B2, a mixture of extender oil Sunpar 2280 and vulcanizing agents, shows an increase in viscosity when heated at 180 8C. In the Fourier IR transmission spectrum of this mixture after heating for 10 min. at 180 8C some additional bands of low intensity appear alongside the bands typical of oil. Of particular significance is the slight trace of a band at 1401 cmÿ1, see Fig. 10b. This is KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds Fig. 9. Relative density D/Do of absorption band 1401 – 1407 cmÿ1 in Fourier IR transmission spectra of “wash-off’s” from surfaces of small metal plates after heating rubber compound A1 in an oven at Tv ¼ 180 8C for 2.5 h in contact with metals Fig. 10. Fourier IR transmission spectra of: 10a – powder of fouling of model mixture B1 after heating at 180 8C for 0.5 h on metal B, applied to the surface of a KBr crystal; 10b – model mixture B2 after heating at 180 8C for 10 min; 10c – chloroform “wash-off” from surfaces of metal plates after model moulding at Tv ¼ 180 8C for 21.5 h of model mixture B4 further evidence of a chemical reaction between the oil and the vulcanization ingredients and suggests that the origin of the band at 1401 – 1407 cmÿ1 may be sought in these reaction products. Model mixture B3 and its counterpart B4 – somewhat lower in oil content for reasons of reproducibility – resemble most closely the composition of the original compounds A1 and A2. There is a si- milarity between the spectra of chloroform wash-off’s from these compounds after heating on metal plates for tv ¼ 21.5 h and that of actual mould fouling, as is shown in Fig. 10c. This result shows the importance of catalytic effects of the steel surface for the interaction between oil and curatives. A thin layer chromatogram of the solvent extract of the fouling deposit of mix- KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 ture B3 on the metal plates after tv ¼ 21.5 h at 180 8C was prepared. For comparative purposes, the chromatograms of the oils, and those of sulphur and stearic acid, were prepared as well. Oil gives a characteristic spot at Rf ¼ 0.73 and sulphur at Rf ¼ 0.64. This allows an unequivocal assignment of the spots in the chromatogram of B3 to the original substances. After curing, the spot of pure sulphur has disappeared, and the oil spot and the spot which relates to stearic acid are still there, along with a certain amount of immobile material which remains at the baseline. Thin layer chromatograms of solvent extracts of the deposits of mixtures B4 and B5 on the metal plates after exposure at 180 8C for different curing times tv show the development of the spots over time. The initial TLC pictures of the model mixtures with both plasticizers are the same, as are the IR transmission spectra. The change in density d of specific spots for oil, MBT and TMTD as well as the total mass is shown in Figs. 11a – b. The lower viscosity oil Sunpar 150 in mixture B5 in Fig. 11b shows a much higher rate of change of total mass of soluble material after extraction than Sunpar 2280 in Fig. 11a. The change in density of the spots which relate to the oils, i. e. the rate of decrease of their (soluble) content in the course of heating, is higher in the case of mixture B5 with Sunpar 150 than for mixture B4 with Sunpar 2280. By contrast, the rate of change of the MBT moiety is, somewhat unexpectedly, much lower with Sunpar 150 than with Sunpar 2280. The reason for this is at present unclear. It would tend to indicate that the rate of fouling formation is determined by the rate of oil diffusion, rather than by the rate of their chemical reactions with the vulcanization accelerators. Chemical analysis of the mixtures B4 before any heating takes place shows that 53 % of the original virgin mixture reappears as soluble matter in the extract, as opposed to 84 % if only ZnO were considered as insoluble. This means that interaction between the components in the model mixtures is already taking place at room temperature. It is interesting that almost the same amount of soluble material is found in the fouling itself which is obtained after heating these mixtures in contact with metal plates for 21.5 h: 55 – 45 %. During heating the combined 181 Mould Fouling of EPDM Rubber Compounds Fig. 11. Relative changes with heating time tv at Tv ¼ 180 8C of the total mass and the relative densities of the spots on thin layer chromatograms of solvent extracts of model mixtures: 11a – B4, containing Sunpar 2280; and 11b – B5, containing low-viscosity Sunpar 150 mass of all soluble extractable components of mixture B4 decreases further to 80 % of its initial value before heating: see Fig. 11a. Of the insoluble non-extractable matter only 15 % by mass remains after heating in an oven at 600 8C. H2S is released after treatment of this insoluble residue with HCl, much as in the case of actual mould fouling. This supports the conclusion that ZnS is formed not only in the actual moulding compounds, but also in these model mixtures. An Auger spectrogram of the fouling on the surfaces of the metal plates after heating of model mixture B3 at Tv ¼ 180 8C for tv ¼ 21.5 h confirms this conclusion: it is similar to that of actual mould fouling. Conclusions regarding the mechanism of mould fouling All data show the key role played by the plasticizer oil in the formation of mould fouling. Some low molecular weight fractions of the pure EPDM rubbers – which have a chemical structure similar to the oils – do contribute, but only slightly, to the formation of mould fouling. However, because of the very low content of such low molecular weight material in EPDM rubbers such as Keltan 312 and Keltan 378, this effect can be disregarded in the case of fully filled, technical rubber compounds. Chemically altered constituents of the plasticizer oil – resinous substances 182 formed by reaction with the curing system during heating in contact with the metal surface of the mould – are the source of the soluble/extractable organic part of mould fouling. The insoluble, inorganic part is ZnS which forms when sulphur-containing vulcanizing systems are used [16]. According to recent data presented by Fraser et al. [13], ZnS is also found in mould fouling of sulphur-containing rubber compounds of rubbers other than EPDM. Vulcanization accelerators and other compounding ingredients migrate to the interface between the rubber compound and the metal of the mould, entrained on the shoulder of the plasticizer oil. The difference in viscosity between the two oils investigated results in different migration rates. This is the major reason for the higher rate of formation of mould fouling by rubber compounds containing Sunpar 150, compared with those containing Sunpar 2280. A higher rate of oil migration in rubber compounds containing only white fillers than in rubber compounds containing both white and black fillers is also the most probable cause of the higher rate of mould fouling formation by the white filler compounds. The effect of the processing method and of the duration of storage of the compounds before moulding can also be related to differences in the migration rate of the plasticizer oils. The metal of the mould, which acts as a substrate during the formation of mould fouling, has a catalytic effect on the alteration of the chemical structure of the oil, i.e. on the formation of the organic part of mould fouling. The catalytic activity of the metal is related to its composition. Further study is required in order to relate the level of catalytic activity to the particular composition of the steel. Surface roughness of the steel has been shown to have no conclusive effect other than to increase the contact area and consequently the potential quantity of fouling collected. Processing variables such as vulcanizing temperature Tv, vulcanizing time tv, pressure and the metal type of the mould, as well as the composition of the rubber compound itself – oil type and type of filler – do not influence the composition of the mould fouling itself. Differences are only seen in the rate of formation of mould fouling. Fig. 12 shows a semi-quantitative summary picture of the relative importance of the various factors investigated in this study to the rate of formation of mould fouling. Acknowledgements The authors wish to acknowledge the financial support provided by DSM Elastomers for this work. They are indebted to L. K. Berents for the Fourier IR measurements and the preparation of the model mixtures; N. M. Zorina for the DSC experiments, light microscopy and repeated transfer mouldings; B.I. Revyakin for compounding; L. N. Gribanova for the TLC experiments and chemical analyses; R. I. Kabetova for untiring assistance; and all of the above, as well as Yu. G. Chekishev, O. A. Govorova, A. A. Lapshova KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 Mould Fouling of EPDM Rubber Compounds Fig. 12. Relative influence of the various factors investigated on the acceleration of mould fouling formation: 12.1 – Tv: 200 8C vs. 180 8C; 12.2 – tv increased by a factor of 2.5; 12.3 – metal B vs. metal C; 12.4 – Sunpar 150 vs. Sunpar 2280; 12.5 – Keltan 378 vs. Keltan 312; 12.6 – white filler Sillitin Z86 vs. Omya BSH; 12.7 – sulphur vulcanization vs. peroxide vulcanization; 12.8 – white fillers vs. carbon black and Z. N. Nudelman for fruitful discussions. They are also grateful to E. N. Vlasova and N. B. Dyakonova (NTC NIIChermet) for X-ray diffraction measurements, and A. E. Chalich and A. A. Abbasov (IFCh RAN) for the Auger spectrometry. Finally, they acknowledge the cooperation of their colleagues at DSM Elastomers Europe RATD for the preparation of the compounds; and of Mr. Vadim Gaevoi of DSM Moscow for liaising between the two parties involved in this research. Glossary DCPD DTDM ENB MBT-80 Dicyclopentadiene 4,4’-Dithiodimorpholine Ethylidene norbornene 2-Mercaptobenzothiazole, 80% masterbatch N Number of mouldings PEG Polyethylene glycol Perkadox 14-40 2,5-Bis(tert.-butylperoxy)-isopropyl benzene, 40 % masterbatch, trademark of Akzo Company S-80 Sulphur, 80 % masterbatch TEA Triethanolamine TMTD-80 Tetramethylthiuram disulphide, 80 % masterbatch vulcanization time (min) tv Vulcanization temperature Tv (8C) Literature [1] Maclean, A., Rapra Members Journal 2 (1974) 296. [2] Sommer, J. G. et al., Rubber Chem. Techn. 49 (1976) 1129. [3] van Pul, J. P., Rubber Sales Office, Dutch State Mines, the Netherlands (1981). [4] Ludwig, H. J., Gummi Asbest Kunststoffe 35 (1982) 72. [5] Larsen, L. C. et al., Rubber and Plastics News 11 (1982) 12. [6] Menges, G. and Benfer, W., Gummi Asbest Kunststoffe 36 (1983) 161. [7] Reed, D. and School, R., Eur. Rubber J. 166 (1984) 26. [8] Grossman, R. F. and McKane, F. W., 131st ACS Rubber Div. Meeting Montreal, 26 – 29 May 1987, paper # 13. [9] Reeves, L. A. et al., Kautschuk Gummi Kunststoffe 45 (1992) 369. [10] Meirtoberens, U. et al., Int. Pol. Sci. Techn. 21 (1994) T/1-9. [11] Yamaguchi, K. and Yukawa, A., Int. Pol. Sci. Techn. 21 (1994) T/38-49. [12] Van Baarle, B., Kunstst. Rubber 51 (1998) 4. [13] Fraser, C. and Hoover, J., 156th ACS Rubber Div. Meeting Orlando, 21 – 23 September 1999, paper # 39. [14] DSM Elastomers Survey of Keltan EP(D)M Grades. [15] Synthetic rubbers, Garmanov, I.V. ed., Leningrad, Chimia, 1983. [16] Dogadkin B. A. et al., “Chemistry of Elastomers”, Moscow, Chimia, 1981. [17] Die-Plating, Oggermüller, H. and Risch, A., Hoffmann Mineral Technical Information 2000. Autors Prof. Dr. Maya Bukhina is Leading Researcher-Consultant of the Joint Stock Company “Scientific Institute of Elastomeric Materials and Articles (NIIEMI)” in Moscow, and Deputy Editor of the journal “Kauchuk I Rezina”. Prof. Dr. Yuri L. Morozov is Deputy General Director of the Joint Stock Company “Scientific Institute of Elastomeric Materials and Articles (NIIEMI)” in Moscow, General Director of the Association “Elastomers” and Deputy Editor of the journal “Kauchuk I Rezina”. Peter M. van de Ven was formerly responsible for Keltan EPDM Application Development at DSM Elastomers R&D. Prof. Dr. Jacques W.M. Noordermeer is presently employed at the University of Twente, Dept. of Rubber Technology and as a Consultant to DSM Elastomers R&D. Corresponding adress: Prof. Dr. J. W. M. Noordermeer DSM Elastomers BV Research þ Development P.O. Box 1130 6160 BC Geleen, Netherlands KGK Kautschuk Gummi Kunststoffe 56. Jahrgang, Nr. 4/2003 183