Non-Linear Finite Element Analysis of a Shock Absorber Elastomer Piston Head
advertisement

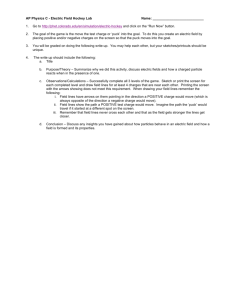
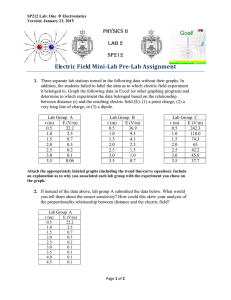
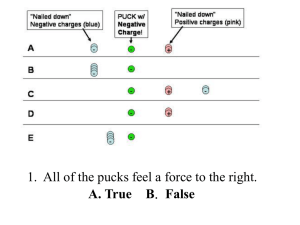
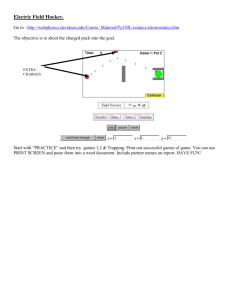
Rodenbeck 0 Non-Linear Finite Element Analysis of a Shock Absorber Elastomer Piston Head Phil, This is a very nice project report. I only have one remaining question-- is this a transient analysis or a quasistatic analysis? What does the 2.5 seconds correspond to? It is possible that I missed that explanation in the text. Otherwise the report is wonderful. L. O. Project Report Grade: 98 by Phillip Rodenbeck CM267 in partial fulfillment of ME522 Advanced Finite Element Analysis course requirements Rodenbeck 1 Table of Contents Table of Nomenclature ................................................................................................................................. 2 Table of Figures ............................................................................................................................................. 3 Introduction .................................................................................................................................................. 4 Model ............................................................................................................................................................ 7 Theoretical Analysis .................................................................................................................................... 10 Finite Element Analysis ............................................................................................................................... 11 Results and Discussion ................................................................................................................................ 15 Theoretical Validation ............................................................................................................................. 15 Design Results ......................................................................................................................................... 17 Coarse Optimization ............................................................................................................................... 27 Conclusions ................................................................................................................................................. 32 Works Cited ................................................................................................................................................. 33 Rodenbeck 2 Table of Nomenclature Word AVED Compression chamber Damper Damping ratio Fluid channel Frequency ratio Inner piston rod Natural frequency Operating frequency Passive damper Piston head Rebound chamber Semi-active damper Shock body Shock absorber Transmissibility Upper/lower elastomer mounting plate Upper/lower mounting pins Explanation Adaptive variable elastomer damping, a novel form of semi-active damping which utilizes the compression and decompression of an elastomer to regulate damping rates The volume inside the shock absorber which has compressive work performed on it during the compressive stroke of an excitation A mechanism which impedes the relative motion of one object to another Indicates how rapidly a system will return to static equilibrium following an excitation An open pathway through which fluid can travel The ratio of a system’s operating frequency to its natural frequency The rod which passes through the elastomer puck, is in contact with its interior surface, and connects to the lower elastomer mounting plate Is determined by a system’s mass and stiffness, it represents the frequency at which unforced vibrations travel in the system Also known as forcing frequency, it is the frequency at which an excitation drives a system A damper with a constant damping ratio The cylindrical object within a damper that divides the compression and rebound chambers and contains the fluid channels or valving through which damping fluid passes The volume inside the shock absorber which has compressive work performed on it during the rebound stroke of an excitation A damper which can vary its damping ratio The tubular body of a shock absorber which defines the boundaries of the compression and rebound chambers and houses the piston head which is able to coaxially displace within it See damper The ratio of output force to input force, the input force being exerted on a mass system and that mass system transmitting an output force onto another system The plates which sandwich the elastomer puck within the AVED shock absorber and whose axial motion relative to one another places the elastomer into either compressed or relaxed states The small pins extending from the upper and lower mounting plates and into mounting pin holes present in the elastomer puck; as a result, the elastomer cannot rotate on the mounting plates and the fluid channels which permeate the mounting plates and the elastomer are kept aligned Rodenbeck 3 Table of Figures Figure Title Figure 1. Transmissibility as a function of frequency ratio for various damping ratios Figure 2. AVED elastomer geometry Figure 3. AVED basic operation Figure 4. Overall geometry of AVED shock and close-up of elastomer puck Figure 5. Full and quarter models of “Straight Hole – Far/Far” elastomer geometry Figure 6. Initial test geometries of elastomer puck, all dimensions in inches Figure 7. Prototype AVED shocks for bicycle front fork Figure 8. Theoretical model of AVED puck compression Figure 9. Design Modeler set-up Table 1. Various material properties of “Structural Steel” from ANSYS Workbench 12.1 Figure 10. Stress-strain behavior of “Neoprene Rubber” under uniaxial loading from ANSYS Workbench 12.1 Figure 11. Contact settings Figure 12. Mesh controls and sample meshes Figure 13. Shared displacement boundary conditions set-up Figure 14. Shared loading set-up Figure 15. Axial deformation of validation models: neoprene and steel Table 2. Comparison of FEA axial deflection and theoretical axial deflection in steel and neoprene validation models Figure 16. FEA results for Straight Hole – Far/Far puck geometry Figure 17. FEA results for Straight Hole – Close/Close puck geometry Figure 18. FEA results for Straight Hole – Close/Far puck geometry Figure 19. FEA results for Straight Hole – Close/Far with Round puck geometry Figure 20. FEA results for 6 Spiral puck geometry Figure 21. FEA results for 3 Spiral puck geometry Figure 22. FEA results for Slot Hole – Mid/Mid puck geometry Figure 23. FEA results for Slot Hole – Close/Far puck geometry Table 3. Summary table of initial elastomer puck design results Figure 24. Geometry of roughly optimized AVED puck based on observations of performance from initial designs Figure 25. “Commands” to raise substep limit to 3000 Figure 26. Deformation, Equivalent Stress, and Gap FEA results for “Optimized” puck geometry Figure 27. Contact Pressure FEA results for “Optimized” puck geometry Table 4. Performance results of “optimized” design compared to previous bests Table 5. Performance results of “optimized” design compared to straight hole close/far Page # 4 5 6 7 8 8 9 10 11 11 12 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 28 29 30 30 31 32 Rodenbeck 4 Introduction Shock absorbers or dampers are mechanisms which impede the relative motion of one object to another. They are commonly used in applications requiring the minimization of vibrational amplitudes. A shock absorber may be used to reduce the flapping motion of an airplane wing, the swaying of a skyscraper, the noise generated by an air compressor, or the transmittance of vibrational forces into the operator of an automobile. Most shock absorbers fall under the category of “passive dampers”, meaning they have a constant damping ratio. Examining Figure 1 below, the disadvantages of a constant damping ratio become evident. Figure 1. Transmissibility as a function of frequency ratio for various damping ratios (Friedrich) The transmissibility represents the magnitude of an output force relative to a corresponding input force. In example, a bumpy road provides an input force to an automobile’s shock absorber and the shock absorber will transmit some of that force into the vehicle body and, ultimately, the vehicle operator. The higher the transmissibility, the higher the force that will be transmitted into a vehicle operator, causing them discomfort. Therefore, it is desirable to minimize transmissibility in most cases. The transmissibility is graphed in Figure 1 as a function of the frequency ratio, which is the ratio of the operating frequency of a system to its natural frequency. Each curve in Figure 1 shows the relationship between the transmissibility and frequency ratio of a system for a particular damping ratio (ζ). It can be seen that prior to a frequency ratio of root 2, transmissibility is minimized by a high damping ratio. However, aft of frequency ratio root 2, transmissibility is minimized by a small damping ratio. Because of these fundamental vibrational dynamics, it is desirable for a vibrating system to be able to change its damping ratio in order to minimize transmissibility across all possible operational frequencies. Rodenbeck 5 In the shock absorber industry, this need has led to the development of “semi-active dampers” with the capability of varying their damping ratio in response to operating conditions. While several established methods of semi-active damping exist, this project is concerned with a novel method known as adaptive variable elastomer damping (AVED). Figure 2 presents a diagram of the critical elastomer geometry of AVED and Figure 3 presents a diagram of the basic operational principles of AVED. fluid channel upper elastomer mounting plate shock body inner wall piston head lower elastomer mounting plate Figure 2. AVED elastomer geometry Rodenbeck 6 Figure 3. AVED basic operation The AVED damper piston head has three primary components: the upper mounting plate, the lower mounting plate, and the elastomer puck or rubber disc which is sandwiched between them. The electric motor is connected via a shaft to the lower mounting plate and can move the plate axially up and down by means of a thread and nut connection. When the lower mounting plate is moved away from the upper mounting plate, the elastomer goes into a relaxed position and allows for freer fluid flow around its outer surface and through its fluid channels. Conversely, when the lower mounting plate is moved toward the upper plate, the elastomer is compressed and its outer surface may contact the inner wall of the shock body, resulting in a sharp damping increase through Coulomb friction. In this way, the AVED damper is able to change its damping ratio from low to high states and vice versa. The design of the elastomer component is critical. Not only is the elastomer chiefly responsible for providing the semi-active damping functionality of the part, but it is also the component most vulnerable to degradation. The elastomer will experience Coulomb friction, continual transitions from compressed to uncompressed states, transient loading, low and high temperatures, and will need to be able to reliably perform under all of these conditions for up to one million loading cycles (LORD, 2009). If the elastomer component does not have adequate life, then the entire AVED damper will be useless for automotive application. This project is intended as the initial stages of an optimization and lifing study of the AVED elastomer puck. A field of initial puck designs will be tested in compression and will undergo contact with the shock body inner wall. The analyses will be non-linear in terms of both the contact and the neoprene Rodenbeck 7 puck material. Any resulting high stresses or plastic deformation in the designs will be of particular interest as these may be indicative of future failure sites under long term loading. Also of interest will be the evenness of the elastomer’s contact with the wall (i.e. are any gaps present?), the pressure the elastomer exerts on the wall, how quickly the elastomer comes into contact with the wall, and how much deformation the elastomer experiences under the applied compressive load. For this project, loading will be restricted to structural. Model AVED technology relies on the durability and consistency of the elastomer puck, which is the major component of the sandwich style piston head, as seen in Figure 4. Figure 4. Overall geometry of AVED shock and close-up of elastomer puck The puck which is shown in Figure 4 – having spiral fluid channels each making a quarter turn in the cylindrical elastomer body – would require either full modeling or cyclic symmetry modeling in an FEA analysis. Because of the non-linear material properties and non-linear contact which greatly increase the computation time of the model, it is desirable to minimize elements through use of a quarter model. Therefore, for this analysis, only elastomer designs which could be captured by a quarter model were studied. Figure 5 presents such a design. Rodenbeck 8 Figure 5. Full and quarter models of “Straight Hole – Far/Far” elastomer geometry In total, nine different geometries of elastomer puck were tested – 8 initial geometries and one “optimized” geometry based on observations made from the testing of the initial eight. All of these designs were quarter models analyzed as two parts: a steel wall part and a neoprene puck part. Additionally, a control model, having no holes in the elastomer puck, was used to validate the results of the FEA analysis relative to theoretical equations before more complex models were introduced. The control geometry, which has dimensions shared by all designs, is presented in Figure 6 along with the unique dimensions of the various initial designs. Figure 6. Initial test geometries of elastomer puck, all dimensions in inches Rodenbeck 9 Each of these models will be seen in greater detail in the subsequent results sections. The geometry of the “optimized” model will also be presented later, as its geometry is the result of observations made about the initial designs shown in Figure 6. For this analysis, the shock body wall was defined as structural steel and the elastomer puck was defined as neoprene rubber. Structural steel is the most commonly used material for shock absorber bodies, although usage of aluminum is on the rise and may be investigated in future studies. The material from which to manufacture the AVED elastomer pucks is still undecided. Further studies on the performance of several candidate materials are necessary. Neoprene rubber was chosen for this study primarily due to the ready availability of material properties in the ANSYS library and because neoprene rubber was used in prototype AVED shocks for a bicycle front fork, as seen in Figure 7. Neoprene Rubber Figure 7. Prototype AVED shocks for bicycle front fork Each puck design considered has a fluid channel running through its length and holes for mounting pins which secure the elastomer from rotation on the upper and lower mounting plates. Compression of the elastomers will be modeled by applying a force to their bottom surface while restraining the upper surface from axial movement. Rodenbeck 10 Theoretical Analysis The results of greatest interest in this analysis are the stresses and deformations which occur in the elastomer after it has contacted the inner shock wall and then been further compressed, yielding a condition where there are practically no gaps between the outer surface of the elastomer and the inner surface of the shock wall. However, the non-linearity of the material and the contact make theoretical validation of the stresses at this point rather difficult. Moreover, the geometries of the puck designs with holes, slots, and spirals add a level of complexity to any theoretical calculation which is less than convenient and not terribly useful. Accordingly, the system will be greatly simplified so that a theoretical calculation can be made easily and the validity of the setup of the FEA models can be made. Figure 8 presents the simplified model for theoretical analysis. y x Figure 8. Theoretical model of AVED puck compression The theoretical model consists of a 2D slice of the “Control Geometry” elastomer puck and wall system. The puck is restrained from axial + y-direction displacement on its top surface and radial + x-direction displacement on its right surface where it mounts to the inner piston rod. The puck is freely allowed to displace in the radial – x-direction until it contacts the fixed wall representing the shock body. Under these conditions, the axial y-direction deformation of the puck prior to contact may be modeled by Eq. 1. where : is the axial deformation of the puck : is the force applied to the lower puck surface is the length of the puck is the base area or cross sectional area of the puck (uniform in this case) is Young’s Modulus for the puck material Equation 1 is well known for axial deformation. In using it, the true, quarter cylinder geometry of the elastomer model is being neglected. For a material with a very high stiffness, such as steel, this Rodenbeck 11 discrepancy should not pose much of an issue and the theoretical result and FEA result should be practically identical. However, a larger difference will result when the considered material is neoprene. For this reason, the AVED puck will initially be set up in ANSYS as steel. If the results do not match well, than a fundamental set-up error has occurred. After validating the basic FEA set-up with a steel puck, the puck material will be changed to neoprene. Again, the resulting deformation will be compared to the theoretical prediction with the expectancy of more error relative to the all steel analysis. Finite Element Analysis expectation All of the models were built in Solid Edge V20, converted into .stp files, and imported into Static Structural projects within ANSYS Workbench 12.1. Within Design Modeler, the geometry was slightly modified before it was imported into ANSYS Mechanical. The imported bodies were added as “Frozen” members, symmetrically “Sliced” by the YZ plane, and grouped into two independent parts, as shown in Figure 9. Figure 9. Design Modeler set-up As expected, one part was composed of the two elastomer solids and the other was composed of the two wall solids. The part was split in half to create vertices for the application of boundary conditions. Two materials were used throughout the analysis, “Structural Steel” and “Neoprene Rubber” which are part of the ANSYS material library. The shock wall was always defined as “Structural Steel” and the “Neoprene Rubber” was always assigned to the AVED puck, except in the initial validation case with the Control Geometry where the puck was set to “Structural Steel” as well. Some material properties of the “Structural Steel” are presented in Table 1 and a stress-strain graph of the “Neoprene Rubber” under uniaxial loading is presented in Figure 10. Table 1. Various material properties of “Structural Steel” from ANSYS Workbench 12.1 Young’s Modulus (GPa) Poisson’s Ratio Density (kg/m3) 200 0.3 7850 Rodenbeck 12 Figure 10. Stress-strain behavior of “Neoprene Rubber” under uniaxial loading from ANSYS Workbench 12.1 After applying these materials to the appropriate parts in ANSYS Mechanical, a “Manual Contact Region” had to be set up under the “Connections” branch. The following settings shown in Figure 11 were then applied. Figure 11. Contact settings Rodenbeck 13 The “Contact” faces were defined as the two outer faces of the AVED puck, the “Target” faces were defined as the two inner faces of the shock body wall, and the “Type” of contact was set to “Frictionless”. Under “Advanced”, the “Interface Treatment” was set to “Add Offset, No Ramping” and the “Offset” was set to zero – this step is of critical importance! The model will not solve properly if the setting “Add Offset, No Ramping” with zero “Offset” is not used. Lastly, the “Time Step Controls” were set to “Predict For Impact.” After defining the contact region, a mesh was applied to the geometry. Because of the non-linearity of the model, keeping the element count low without being overly coarse in critical regions was necessary to obtain reasonable solution times. It was also important to maintain as much symmetry as possible between the two halves of the mesh. The need for mesh symmetry, mesh density in critical locations, and a minimized element count led to the use of multiple meshing controls. Figure 12 presents a screenshot of typical meshing controls and a few sample meshes. Figure 12. Mesh controls and sample meshes Patch Conforming Tetrahedron Method was used as well as Mapped Face Meshing on select faces. Edge sizing and face sizing were also used to get more elements on faces of interest and reduce the elements on less important faces such as the outer surface of the shock wall. After achieving an appropriate mesh, boundary conditions were applied to the model. The displacement boundary conditions are detailed in Figure 13. Rodenbeck 14 1 3 2 5 4 6 7 Figure 13. Shared displacement boundary conditions set-up Boundary condition 1 prevents the elastomer from moving in the Z-direction (axial) because it is restrained by the upper elastomer mount plate (reference Figure 4). Boundary condition 2 prevents the ZY cut plane from displacing in the X-direction. Boundary condition 3 prevents the ZX cut plane from displacing in the Y-direction. Boundary condition 4 represents the attachment of the inner elastomer surface to the inner piston rod and prevents those faces from moving in either the X or Y direction. Boundary condition 5 represents the presence of the upper and lower mount pins in the elastomer puck and restrains the corresponding hole faces from displacement in the X or Y direction. Boundary condition 6 fixes the outer wall of the shock body. Boundary condition 7 fixes three points on the interface of the elastomer top surface and inner cylindrical surface (this boundary condition may be unnecessary, but it seemed to reduce rigid body errors). Additionally, two loading boundary conditions were applied to the models, as detailed in Figure 14. Rodenbeck 15 Figure 14. Shared loading set-up A stepped force was applied to the bottom faces of the elastomer model, representative of the loading which occurs when the lower elastomer mount plate is pulled axially upward by the electric motor. The final magnitudes of the forces were determined through trial and error with the neoprene material. The radial displacement of the neoprene relative to the applied force was adjusted until conditions resembling the physical behavior were identified. Because it was desirable to know the amount of force required to cause adequate radial displacement, the model was set up with an applied force condition Or you as opposed to an applied displacement condition. This knowledge of the force required for radial could use displacement leading to a contact condition will be useful in later prototype building when specifying an the force appropriate motor. The hydrostatic pressure applied to the model was representative of the elastomer reaction puck being immersed in 3 inches of water. No additional pressures were applied to the model; however,tool. in future studies, it may be of interest to observe the effect of pressurizing the damping fluid which the piston assembly resides within. Having specified the boundary conditions, the eight different initial designs for the AVED elastomer puck were analyzed, compared, and a rough “optimized” geometry was further produced and tested. Results and Discussion Theoretical Validation The first model to be tested was the “Control Geometry”, having no mount holes or fluid channels, with both the AVED puck and the shock wall being set to “Structural Steel” material. Following this analysis, Rodenbeck 16 the “Control Geometry” was again tested, except with “Neoprene Rubber” set as the puck material. The deformation results of these two validation runs are presented in Figure 15. Figure 15. Axial deformation of validation models: neoprene and steel The neoprene model was loaded with the stepped axial force maxing at 5 N as previously depicted in Figure 14 whereas the steel model was loaded with 1000X those same force steps, maxing at 5000 N. Both of the models were loaded with hydrostatic pressure and the aforementioned boundary conditions, barring boundary condition 5 since the mounting pin holes have been excluded from these validation models. Because the neoprene is non-linear, its stiffness had to be calculated instantaneously in order to check the FEA result with a theoretical value. The neoprene was compressed to the point just before initial contact with the wall and the strain was measured. With this strain, which was 0.10, the stress at that exact point was determined in the ANSYS material data and a Young’s Modulus for that instance was found to be 79,902 Pa. With this value, it was then possible to calculate a theoretical axial deformation for the neoprene puck according to Equation 1. The results of the validation models in comparison to theoretical axial deflection values are compared in Table 2. Rodenbeck 17 Table 2. Comparison of FEA axial deflection and theoretical axial deflection in steel and neoprene validation models Model Steel Puck Neoprene Puck FEA axial deflection (mm) 0.0032 2.2 Theoretical axial deflection (mm) 0.0035 2.9 % Difference 8.6% 24.1% Overall, the model appears to behave as expected. Correlation to theoretical axial loading is not perfect, made clear by the U-shaped deformation bands exhibited by both the neoprene and steel models toward the top of the model where boundary condition 1 is located. Were the models perfect cases of axial loading, the deformation bands across the entire model would be flat – a condition which only occurs toward the bottom of the pucks. Obviously, the main source of difference between the FEA results and the theoretical results lies in the fact that the FEA quarter models have a rather noncylindrical geometry. Further errors can be attributed to the applied hydrostatic pressure and, in the case of the neoprene elastomer, its non-linearity. Overall, though, these validation models do communicate that the boundary conditions have been set up properly and the results, at least before contact, are within reason. Design Results Having confirmed the behavior of the FEA model with a Control Geometry, the more complicated and pertinent geometries may be tested. All of the presented results for the initial designs correlate to ~2.50 seconds into the simulation. At this time, the elastomers have already contacted the shock walls and are strongly pushing against them. Moreover, the ANSYS simulations reached the default maximum 1000 substeps not far after the 2.50 second mark. The results from the analysis of the straight hole – far/far geometry are presented in Figure 16. Is this a transient analysis in which time has real meaning? Or a static nonlinear analysis in which time is just a marker for the force profile? I think that the definition of something (force vs. time?) is missing. Rodenbeck 18 Figure 16. FEA results for Straight Hole – Far/Far puck geometry In the far/far geometry, the straight fluid channel and the mount pin holes are positioned very close to the puck’s outer surface which contacts the inner surface of the shock wall. The positioning of these geometric features, particularly the mounting pin holes, yield some interesting results. Examining the equivalent stress, it can be seen that a large band of stress occurs on the outer edge of the puck geometry in the region which runs parallel to the pin mount hole. This outer edge at the bottom of the puck next to the pin hole seems to be getting “pulled in” by the pin hole – due to the fact that X and Y deformation are restrained on the inner pin hole surface – while all of the material around it is expanding toward the inner shock wall. This condition leaves that particular portion of the shock wall in a fair amount of tension – generating stresses roughly twice as great as the average throughout the entirety of the elastomer. Looking at the contact gap between the outer puck wall and the inner shock wall, it can be seen that at 2.5 seconds, the vast majority of the elastomer wall has engaged the shock in contact, aside from those corner locations where the mounting pin holes are located. This pattern is repeated when examining the contact pressure and important stress concentrations are exposed. The inward pulling of the mount pin holes at the corners of the outer elastomer edge coupled with the outward pushing of the middle portion of the edge creates an overall bowed shape. This bowed shape existing on the outer elastomer edges of both cut planes yields high, localized stress concentrations in the midsection. While a high contact pressure is desirable along the contact face, it is more desirable that this pressure be uniform and any localization minimized. The localized stress concentrations, while Rodenbeck 19 not currently producing any plasticity, represent a future concern in terms of wear – particularly because the stress concentrations occur on the outer elastomer surface which is exposed to the most demanding wear conditions. The results from the analysis of the straight hole – close/close geometry are presented in Figure 17. Figure 17. FEA results for Straight Hole – Close/Close puck geometry The close/close geometry moves the fluid channel and the pin mount holes into a position much closer to the inner edge of the elastomer puck where it mounts to the inner piston rod. This change greatly alters the locations of the major stress concentrations in the elastomer relative to the far/far geometry. In this geometry, the locations of highest stress are sandwiched between the upper and lower mounting pin holes. If, over time, stress concentrations in the elastomer lead to permanent deformation, it would be more acceptable for those stress concentrations to occur on the part interior, as they do for the close/close case, as opposed to the exterior surface, seen in the far/far case. This distinction is made because the functionality of the overall part is highly dependent on the integrity of the exterior puck surface and how it interfaces with the inner shock wall. Looking at the gap and pressure contact patterns, it can be seen that more of the elastomer is now coming in contact with the shock wall relative to the far/far case. The gaps are greatly reduced and the areas of high stress, which still occur along the Rodenbeck 20 beltline of the elastomer and the cut-planes, are far more gradual. Where the far/far design had a general contact pressure around 7,000 Pa and small areas of almost 18,000 Pa, the close/close design exhibits a general contact pressure range of approximately 4,000 to 9,000 Pa. This higher level of uniformity across the contact face will mean less wear in extended use. The results from the analysis of the straight hole – close/far geometry are presented in Figure 18. Figure 18. FEA results for Straight Hole – Close/Far puck geometry This geometry keeps the close position of the mounting pin holes but moves the fluid channel out to a far position. In general, the results of this close/far setup are very similar to the close/close model, indicating that the location of the fluid channel may not significantly impact results. The gap, maximum equivalent stress, and maximum contact stress have all been slightly increased. Deformation and stress patterns, however, remain near identical to the close/close configuration. The results from the analysis of the straight hole – close/far with round geometry are presented in Figure 19. Rodenbeck 21 Figure 19. FEA results for Straight Hole – Close/Far with Round puck geometry This geometry is identical to the previous close/far geometry except now a 0.25 inch round has been applied to the inner edge of the mounting pin holes. While results along the contact interface remain relatively unchanged, the addition of the round greatly impacted the equivalent stress of the overall elastomer. Rather than gathering in the midsection of the elastomer below the upper mounting pin holes, the stress concentrations have clearly moved into the rounded edges along the base of the upper mounting pin holes. Not only have the stress concentrations changed geometrical location, but they have grown in magnitude from approximately 20,000 Pa to 50,000 Pa relative to the close/far geometry without any rounding. This result was unexpected as, generally, adding rounds will reduce observed stresses. It is possible that the way in which boundary condition 1 and boundary condition 5 interact with the rounds causes an abnormally large stress. The results from the analysis of the 6 spiral geometry are presented in Figure 20. This could be a mesh effect due to the increased mesh resolution used to represent the rounded holes. Rodenbeck 22 Figure 20. FEA results for 6 Spiral puck geometry The idea behind the spiral fluid pathway was to create a type of ‘fluid spring’ within the elastomer that would not only transmit damping fluid from the compression chamber to the rebound chamber of the shock, but would also help the elastomer ‘spring back’ to its natural state after being released from a compressive state. Unfortunately, large deformations and stresses occurred in the lower inlet area of the elastomer where the material thickness is thin. While no plastic deformation occurred, the deformation and stress concentrations affecting the fluid channel are not good for the health of the part or the quality of damping it would produce. The deformation behavior observed would most likely lead to a blocked or pinched fluid channel, severely impairing the performance of the AVED system. This spiral design may require a stiffer puck material or pressurization of the damping fluid before it can work properly. Future studies will examine these possibilities. The results from the analysis of the 3 spiral geometry are presented in Figure 21. Rodenbeck 23 Figure 21. FEA results for 3 Spiral puck geometry The idea behind the 3 spiral design was the same as the 6 spiral design – to create a feature which doubled as a fluid pathway and a restoring spring. The 6 spiral design failed partially due to the thinness of the elastomer near the base orifice. The 3 spiral design, having a less aggressive pitch, addresses this issue. However, the spiral inlet orifice still experiences undesirable deformation and stress in a similar manner to the 6 spiral design. For this reason, it does not appear to be a viable geometry candidate, at least with neoprene rubber as the puck material. The results from the analysis of the slot hole – mid/mid puck geometry are presented in Figure 22. Rodenbeck 24 Figure 22. FEA results for Slot Hole – Mid/Mid puck geometry The slot hole – mid/mid geometry replaces the circular profile of previous fluid channels with a slot-type profile that lies along an arc concentric to the elastomer puck and has a constant width equivalent to the diameter of the straight holes used in the aforementioned designs. The observed gap pattern for the slot hole set-up is very similar in appearance to the straight hole designs. The contact pressure pattern, however, is a bit different. There is clearly a low pressure zone between the right and left sides of the model. This center ridge of lower pressure was not as prevalent in the straight hole geometries which all exhibited higher levels of pressure across the entire beltline of the contact surface. The equivalent stress in this model is higher than in the straight hole designs (barring the close/far w/rounds model) and appears to gather in a different location. Several high stress spots pop up on the surfaces of the upper mounting pin holes as opposed to gathering beneath them as observed in the straight hole designs. However, there is less concern about stress concentrations appearing on the mounting pin contact surfaces than there was for stress concentrations appearing on the contact surface of the elastomer outer wall – which occurred in the straight hole far/far geometry. On the mounting pin surfaces, the only concern is maintaining contact with the mounting pins – it is not necessary that they readily compress and decompress without issue. Higher stresses on the mounting pin contact surface may be an even more advantageous location than the interior middle locations seen in the close/close and close/far straight hole designs. The interior middle region of the elastomer needs to be able to Rodenbeck 25 deform and revert a significant amount without inducing any permanent damage. Comparatively, the mounting pin contact surfaces should not deform at all. Therefore placing high stress in these locations may be better for the long term health of the part. The results from the analysis of the slot hole – close/far puck geometry are presented in Figure 23. Figure 23. FEA results for Slot Hole – Close/Far puck geometry Examining the results of the slot hole close/far puck geometry, a few things become immediately apparent. First of all, the observed gaps, although asymmetric, are greatly minimized. For all intents and purposes, the outer surface of the puck is in full contact with the inner wall at 2.5 seconds into the loading. Contrasting this result with the gaps observed in other designs, such as the Straight Hole – Far/Far design, really showcases how much of an improvement this contact condition is. The reduced gap can be related to the “close” position of the mounting pin holes and the much larger deformation, which is nearly a full millimeter greater than all of the straight hole designs. The more the puck is pushed upward, the more it will push outward, and greater levels of contact can then occur. The obvious negative result appearing in this analysis is the large stress concentration which appears on the horizontal face of the right upper mounting pin hole. It is difficult to ascertain whether or not the presence of this stress concentration is a physical result or not. Because the concentration does not Rodenbeck 26 appear on the left upper mounting pin face and because there is clearly some degree of mesh asymmetry in the model (seen in the gap pattern) I am inclined to say it is not a real result. The remainder of the model is at a relatively low stress level and this small area is the only location to exhibit such high stress. Still, the presence of the concentration does raise some concerns in regard to the robustness of the puck design. When the puck is physically manufactured, it will of course be imperfect – as the mesh applied to the model is also imperfect. If a small degree of imperfection is enough to generate such a large stress concentration, than investigation of a design which is less sensitive to minor geometric changes may be necessary. Still, the observed 50,000 Pa does not elicit any plastic deformation in the elastomer member, so it may be acceptable to allow such a stress to occur. Having calculated results at 2.5 seconds for all of the initial designs, the performance of each design can be compared to its counterparts in Table 3. By looking at the performance of one design relative to others, hopefully some trends may be observed that will assist in the development of a further “optimized” design. The contact related results for the spiral designs were not calculated because the designs were considered unviable after observing their deformation behavior. Table 3. Summary table of initial elastomer puck design results Design Desired Control (no hole) Straight Close/ Close Straight Far/Far Straight Close/Far Straight Close/Far w/ Round Slot Mid/Mid Slot Close/Far Eval Time (s) N/A 2.4 2.5008 2.5008 2.5011 2.5006 2.5008 2.5008 Total Deformation (mm) elastic 2.4 2.7 2.6 2.7 2.7 3.3 3.4 Equivalent Stress (Pa) #3 Low 8,517 18,978 21,629 19,639 50,616 26,495 54,436 Contact #4 High Pressure (Pa) 5,682 9,029 17,822 9,988 8,562 12,732 9,458 ~∆ Contact #1 Low Pressure (Pa) 1,000 5,000 11,000 6,000 6,500 11,000 7,500 Gap (mm) #2 Low 0 0.083 0.59 0.013 0.081 0.28 0.0017 Time to Touch (s) #5 Low 1.63 1.36 1.27 1.38 1.35 0.754 0.49 Rodenbeck 27 In the “Desired” column, I have noted whether or not it is beneficial for the values of a particular characteristic to be “Low” or “High” and then assigned them a ranking number to signify their importance to the puck design. The range of pressures on the contact surface and the magnitude of the gaps present on the contact surface receive the highest importance as these parameters are most related to the quality of the contact experienced between the elastomer and the shock wall. Contact which has low variations in its pressure distribution and very small gaps will result in less wear on the part over time. The presence of large gaps – meaning only certain portions of the elastomer are touching the wall – or large variations in pressure across the contact surface is indicative of the elastomer experiencing magnified and uneven wear. The best condition for the contact surface in terms of reducing wear over time is uniform pressure and gapless contact. The next parameter of highest concern was the equivalent stress occurring in the part. Keeping the stress low throughout the part should translate to a longer part life. The last parameters to consider in gauging the performance of the different puck geometries are the contact pressure and the elapsed time before the elastomer first touches the shock wall. A higher contact pressure (while still being uniform) is desirable as this will increase the upper level of attainable damping. A low time to touch is desirable so that the damper can react quickly to inputs while in operation. For each performance category, the best result and the worst result for the initial design field has been colored either green or red, respectively. Comparing the results, it can be seen that the straight hole close/close configuration produced the best results in terms of contact pressure range and equivalent stress while the slot hole close/far configuration performed the best in terms of gap and time to touch. More generally, it seemed that different positions of the mounting pin holes and different fluid channel geometries produced distinguishable effects. Those designs which utilized a “close” position for the mounting pin holes exhibited a more uniform pressure distribution across the contact surface and much smaller gaps. Because these two traits really define the quality of contact and were ranked the most important – it seems that positioning the mounting pin holes in a “close” location is essential to better part performance. Whether or not the geometry was a straight hole or a slot also had a large effect on the results. Straight hole geometries produced the lowest equivalent stresses while slot geometries performed best in time to touch. Lastly, it appeared that when the fluid channel (straight hole or slot hole) was in the “far” position, the time to touch was reduced. Coarse Optimization Having made these observations, a coarse or “eyeball” optimization was performed. The two most promising designs – straight hole close/close and slot hole close/far – were merged together to create an “optimized” design. The “optimized” design incorporates “close” position pin mounting holes and a sector-type fluid channel which is essentially a joining of the straight hole close/close fluid channel with the slot hole close/far fluid channel. Ideally, this new fluid channel will allow for the elastomer to quickly contact the surface of the inner shock body while also lowering equivalent stress levels. The geometry of this “optimized” design is presented in Figure 24. Rodenbeck 28 Figure 24. Geometry of roughly optimized AVED puck based on observations of performance from initial designs Again, this “eyeball optimized” design has its sector-type fluid channel positioned more closely to the outer puck surface and its mounting pin holes moved further radially inward. The “optimized” geometry was then subject to the same boundary conditions as previous models and its structural properties were analyzed. However, it was discovered after the first run that the model was reaching its default substep results limit of 1000 well before the desired analysis time of 2.5 seconds. To remedy this issue, the following “Commands” lines shown in Figure 25 were inserted into the ANSYS Mechanical set-up and the substep limit was raised to 3000. Rodenbeck 29 Figure 25. “Commands” to raise substep limit to 3000 With this alteration, the simulation was able to solve to the desired time. The results from the analysis of the “Optimized” puck geometry are presented in Figures 26 and 27. Rodenbeck 30 Figure 26. Deformation, Equivalent Stress, and Contact Pressure FEA results for “Optimized” puck geometry Gap = 0.019 mm Figure 27. Gap FEA results for “Optimized” puck geometry Rodenbeck 31 The sector fluid channel appears to behave most similarly to the slot fluid channel. Its contact pressure still retains a low pressure ridge down the spine of the elastomer, although it is significantly less pronounced than in the slot geometries and the uniformity of the pressure seems to have improved. Also, the equivalent stress within the elastomer exhibits the same patterns as were seen in the slot geometries. Low pressure regions occur on the outer edges of the mounting pin holes, stress concentration(s) appear on the horizontal mounting pin hole face, and the middle region between the upper and lower pin mounting holes shows slightly higher stresses than the majority of the part. To gain a better understanding of what improvements or detriments were made by the coarse “optimization”, the performance figures of the sector hole design are presented in Table 4 along with the original bests. Table 4. Performance results of “optimized” design compared to previous bests Design Desired Straight Hole Close/Close Slot Close/Far Compiled Best “Optimized” Eval Time (s) N/A 2.5008 2.5008 ~2.5 2.5008 Total Deformation (mm) elastic 2.7 3.4 3.4 3.3 Equivalent Stress (Pa) #3 Low 18,978 54,436 18978 38,632 Contact Pressure (Pa) #4 High 9,029 9,458 17822 8,884 ∆ Contact Pressure (Pa) #1 Low 5,000 7,500 5000 7,000 Gap (mm) #2 Low 0.082 0.0017 0.0017 0.019 Time to Touch (s) #5 Low 1.36 0.49 0.49 0.921 The red tinted cells in Table 4 indicate the areas in which the two initial designs, straight hole close/close and slot hole close/far, did the poorest. If those highlighted values are then compared to the results produced by the “optimized” puck, it can be seen that the “optimized” puck performed better in each case. However, examining the parameters in which the previous designs did well, it can be seen that the “optimized” design offered less desirable results. The equivalent stress and contact pressure range for the “optimized” design are worse than the straight hole close/close design. Likewise, the gap and time to touch for the “optimized” design are worse than they were in the slot close/far design. Essentially, these results communicate that the “optimized” sector-type geometry offers a middle ground of performance between the straight hole close/close design and the slot hole close/far. While this is a valuable result, it is worth noting that there was an initial design which produced similar performance characteristics to the “optimized” design, as seen in Table 5. Rodenbeck 32 Table 5. Performance results of “optimized” design compared to straight hole close/far Design Eval Time (s) Desired Straight Hole Close/Far “Optimized” N/A Total Deformation (mm) elastic 2.5011 2.5008 2.6908 3.34 Equivalent Stress (Pa) #3 Low 19,639 38,632 Contact Pressure (Pa) #4 High 9,988 8,884 ∆ Contact Pressure (Pa) #1 Low 6,000 7,000 Gap (mm) #2 Low .013 .019 Time to Touch (s) #5 Low 1.3758 .92151 Both of these geometries offer a good blend of performance while not outright leading in any category. However, the initial design of the straight hole close/far offers a more advantageous middle ground than the “optimized” design. Based on these results, it seems the straight hole close/far geometry is currently the most balanced design and probably a good place to begin for future, more refined optimization of the part. Conclusions From this finite element study, a number of important conclusions and directions for future work have been reached. First of all, eyeball optimization is not going to be sufficient for this part. The number of important parameters and the complex ways in which they influence each other will require refined methods. Future work in optimization will be necessary in order to tailor an algorithm to improve the performance of the elastomer puck component. While most of the geometrical changes made in this study resulted in better performance in some aspects and worse performance in others, the “close” positioning of the mounting pin holes seemed to be ubiquitously advantageous. If the mounting pin holes remain the mechanism by which to secure the elastomer, they will be built at a “close” location. More modeling and finite element testing is required. This study analyzed a very general, initial design field, but several other modifications can be made to the puck geometry in order to hopefully lessen some of the observed trade-offs. One such modification is a tapered puck design so that contact with Rodenbeck 33 the shock wall as the puck is compressed will be more uniform as opposed to starting at the bottom center and moving upward and outward. Works Cited Friedrich, D. C. (n.d.). Transmissibility Plot for a Damped Spring-Mass System. Retrieved May 15, 2011, from Precision Micromanufacturing Processes Applied to Miniaturization Technologies: http://www.me.mtu.edu/~microweb/GRAPH/Intro/TRANS.JPG LORD. (2009, January 13). LORD MR Shock Durability Exceeds HMMWV Passive Damper Spec by Factor of Four. Retrieved May 19, 2011, from LORD Corporation: http://www.lord.com/NewsCenter/News-Stories/LORD-MR-Shock-Durability-Exceeds-HMMWV-Passive-Damper-Spec-byFactor-of-Four.xml