Comparison of Pseudo Rigid Body Analysis and Finite
advertisement

Comparison of Pseudo Rigid Body Analysis and Finite
Element Analysis for Predicting Force Deflection in a
Compliant Mechanism
by
Team 21:
A. Beccue
J. Bedel
M. Kruszynski
D. Radue
February 17, 2006
In partial fulfillment of the requirements of the course
ME 421
Advisor R. Stamper
DEPARTMENT OF MECHANICAL ENGINEERING
ROSE-HULMAN INSTITUTE OF TECHNOLOGY
i
Abstract
Compliant mechanism designers use pseudo-rigid body modeling (PRB) and finite
element analysis (FEA) to predict and refine the behavior of parts prior to physical
prototyping. Although it is generally accepted that FEA produces more accurate results
because it makes fewer geometric assumptions than PRB, the accuracy comes at a
significant expense in modeling time. The conditions in which this expense is warranted
are unclear. In this study, both modeling techniques were used to predict the force
deflection characteristics of an endoscopic handle owned by Cook Urological®. The
results were then compared to experimental data in order to assess the accuracy of the
models and draw conclusions about their applicability.
When predicting the force-deflection curve for vertical actuation of the handle, both
models deviated significantly from experimental results. Neither modeling technique
captured the experimental response within bounds that accounted for material variation
and other key modeling assumptions. The FEA model was more accurate; through 1.5
inches of deflection, the FEA had an average of 184% deviation from the experimental
results while the PRB averaged 450% deviation. However, the FEA required between
seven and ten times the man-hour investment to develop. Ultimately the study suggests
that PRB might be more viable when modeling inaccuracy can be efficiently overcome
through prototype refinement while FEA seems viable when prototype refinement is costprohibitive and modeling assumptions errors can be limited.
ii
Table of Contents
Section Title
Page
List of Figures ..…….……………………………………….………………...………….iii
Nomenclature ……….……………………………………….………………...………….iv
1. Background ...…………………………………………………………………..………1
2. Objective ..……………………………………………………………………..………1
3. Test Parts ………....………….…………………………………………………..…….1
4. Experimental Setup and Methods …...............................................................................2
4.1 Experimental Apparatus……….....…………...…………………………………2
4.2 Experimental Protocol …………………...…...…………………………………2
5. Pseudo-Rigid Body Model ..………...……………………………………..…………..3
5.1 Pseudo-Rigid Body Modeling Methods ....…...…………………………………3
5.2 Pseudo-Rigid Body Model Development and Refinement...……………………4
6. Finite Element Analysis Model .……...……………………………………..…………4
6.1 Initial Finite Element Analysis Model ...……...…………………………………4
6.2 Finite Element Analysis Refinements ………..….………………………………5
7. Results ..………….……………….……………………………………………............6
8. Conclusions and Recommendations ..……….…………………………………………5
9. References ..………….……………….…………………………………………….....6
10. Acknowledgements ..………….……………….……………………………………6
Appendices …….……………………………………………..............……………...... A-1
A: Testing Apparatus…………………..............……………….………………... A-1
B: Sample Calculations……………………..............………..……………….......A-1
C: Vendor Information……………………..............…………………………......A-4
D: Raw Data…………………………..............………...……………….............. A-5
E: Computer Code…………………………..............……………...……………. A-6
F: Task Breakdown…………………………..............……………...…………… A-7
iii
List of Figures
Figure Name
Page
Figure 1: Cook® Endoscopic Handle in Packaging ..……..….………………...………….1
Figure 2: Handle Terminology ..……………………..…...….………………...………….2
Figure 3: Handle in Fixture with Measurand Detail ...……….………………...………….3
Figure 4: Pseudo-Rigid Body Model Schematic …………….………………...………….4
Figure 5: Initial Finite Element Model ...…………………….………………...…………5
Figure 6: Force Application Point Detail for Final Finite Element Model .…...………….6
Figure 7: Sample Part Comparison ………………………….………………...………….7
Figure 8: FEA Force-Deflection Curves .…………………….………………...………….7
Figure 9: PRB Force-Deflection Curves .…………………….………………...………….8
Figure 10: Comparison of Average Force-Deflection Curves….……………...………….9
iv
Nomenclature
Symbol
Quantity
F
Vertical Actuator Force (lbf) (See Figure 3)
Y
Vertical Actuator Displacement (in) (See Figure 3)
a, b, c, d
Link Lengths (in) (See Figure 4)
θ2, θ 3
Reference Angles (rad) (See Figure 4)
K1, K2
Torsion Spring Constants (in·lbf/rad) (See Figure 4)
1
1
Background
When designing compliant mechanisms, there are multiple analytical approaches for
predicting part performance. These tools are often used to reduce development costs by
facilitating design refinement prior to physical prototyping. Pseudo-rigid body modeling
(PRB) and finite element analysis (FEA) are two such methods for predicting the
performance of compliant mechanisms. PRB treats the compliant mechanism as a series
of rigid links connected by springs, and then applies classical mechanics. FEA solves the
differential equations of stress in the body with numerical methods by breaking the model
into small elements and balancing forces on all elements simultaneously with matrix
algebra. Of the two methods, FEA requires significantly more time and resources to
develop than PRB; however, FEA is generally expected to be more accurate.
2
Objective
The objective of this research is to compare the force-deflection characteristics of a
compliant mechanism with predictions from FEA and PRB. The viability and
applicability of these techniques, with regard to compliant mechanism design, is to be
determined.
3
Test Parts
A self-tensioning endoscopic device handle from Cook Urological® is the focus of this
study. This part was originally designed using PRB and recently was the subject of an
FEA course at Rose-Hulman Institute of Technology. It was selected for this study
because of these previous analyses and at the behest of its original designer, Dr. Richard
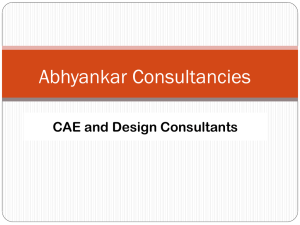
Stamper. In Figure 1 this part is shown as packaged for use. In Figure 2 the part is
labeled to identify applicable terminology.
Figure 1: Cook® Endoscopic Handle in Packaging
2
Vertical
Actuation
Point
Finger Grip
Base
Crank
Slide
Cylinder
Slide Track
Figure 2: Handle Terminology
4
Experimental Setup and Methods
4.1 Experimental Apparatus
The experimental apparatus for measuring force deflection of the handle consists of a
handle fixture, an MTS – 858 Table Top System, and a 5N load cell (See Appendix A for
details). Shown in Figure 3 is a schematic of the handle and experimental apparatus.
The measurands, vertical actuator force (F) and vertical actuator displacement (Y), are
labeled. The handle fixture was fabricated out of ABS (acrylonitrile butadiene styrene)
using a fused-deposition modeler, and it allows the handle to interface with the lower
grips of the MTS system while rigidly fixing the handle base. The vertical actuator of the
MTS system directly contacts the handle. The load cell is attached to the vertical actuator
and records strain data which is used by the associated software to calculate the force
applied by the actuator. The actuator displacements are directly recorded.
4.2
Experimental Protocol
The experimental protocol is performed by the software integrated with the MTS system.
After the handle is fixed, the actuator depresses the handle a total of 1.75 inches at a rate
of 0.05 in/sec, recording data every 0.01 seconds. The actuator returns to its starting
position before the next trial. During data reduction the data set is cropped such that the
first point is the point when the actuator first registers a reaction force from the handle.
For the purposes of this study, eight trials were performed on two different handle
samples.
3
Actuator, MTS Table Top System
Handle
F
Y
Handle Fixture
Lower Grips, MTS Table Top System
Figure 3: Handle in Fixture with Measurand Detail
5
Pseudo-Rigid Body Model
5.1 Pseudo-Rigid Body Modeling Methods
PRB modeling is a technique where a single, complex, flexible member is assumed to be
several rigid members with springs connecting the members at specific points in an effort
to mimic the kinematics of original flexible member. PRB analysis uses kinematic and
static mechanics to relate equations of motion to external forces applied at specified
points on the members. For compliant mechanisms that incorporate compliant joints, the
joints are replaced by torsional springs with characteristic spring constants that depend on
material and geometric properties. For more on PRB, see Compliant Mechanisms, by
Larry Howell. In order to model flexible beams as two rigid members connected with a
spring, the spring has to have both a characteristic spring constant and a characteristic
spring length which accounts for the distance that the spring is away from a specified
end. Unlike the characteristic spring constant, the characteristic spring length does not
rely on material or geometric properties but is simply chosen to be a length that best
describes the angular deflection path of the original body.
4
b
Y
K1
a
F
θ2
K2
c
θ3
d
Figure 4: Pseudo-Rigid Body Model Schematic
5.2 Pseudo-Rigid Body Modeling Development and Refinement
The PRB model was a modification of Dr. Stamper’s original analysis used to design the
handle. The principle change is to treat the crank member as a flexible beam, because it
tends to undergo large deflections. A diagram of the schematic for the final PRB model
is shown in Figure 4 (see the Nomenclature Section for variable definition). The final
model consists of two springs, one that models the junction between the base and the
finger grip and a second that models the bending in the crank member. It is of note that
although there appears to be a joint between the finger grip and the crank, this section of
the part was reinforced such that it behaved nearly rigidly. This is why the second
torsional spring is positioned on the crank and not at the junction between the crank and
the finger grip. See Appendix B for a thorough derivation of the relevant equations for
the PRB model.
6
Finite Element Analysis Model
6.1 Initial Finite Element Analysis Model
The finite element analysis for the handle is a modification of work performed by the
spring 2005 Advanced Finite Element Analysis class (ME 522) at Rose-Hulman Institute
of Technology, instructed by Dr. Lorraine Olson. The original FEA model treats the
handle in two dimensions. The part is broken into eighteen individually meshed areas, as
shown in Figure 5a, and the depth of each area varies to account for differences in part
thickness. Two element types are used: quadrilateral 8-node (Ansys #183) and triangular
5
6-node (Ansys #2). The model uses material properties defined by the manufacturer’s
product specifications for silicon lubricated, 10% glass fiber-reinforced nylon 6/6 (RTP
201 SI 2) (See Appendix 3 for data sheet). The material is treated as linear, elastic, and
isotropic. Boundary conditions on the part are assessed as fixed displacements in the xand y-directions at the base and in the y-direction at the slide-cylinder and vertical
actuation point (See Figure 5b). Note that much of the base is excluded from the model
because it is assumed to be rigid in comparison to the finger-grip and crank members.
Because the geometry of the part is non-linear, analysis was performed through a
progression of small deflections. Several meshing iterations were performed until the
solution converged for each progressive deflection.
Figure 5a: FEA Mesh Areas
Figure 5b: FEA Displacement Nodes
Figure 5: Initial Finite Element Model
6.2 Finite Element Analysis Refinements
The final FEA model modifies the initial two-dimensional FEA model to account for the
specific loading conditions of the experimental setup and changes in the geometry of the
sample parts due to stress relaxation. In the experiment the vertical actuation force is
applied normally to the surface of the handle. As the part deflects, the force application
point shifts (shown in Figure 6a and 6b). Because this boundary condition cannot be
readily adapted to the finite element model, there are two model versions. In the first
version the force is constantly applied at the rightmost possible application site, and in
the second version, the leftmost application site is used. This technique bounds the range
of curves associated with variations in the force application point. The second major
revision to the model is in starting geometry. When the parts are molded, the slidecylinder is positioned outside the slide track. In the sample parts, however, the slidecylinder has been moved to the slide track and allowed to stress relax. The initial FEA
model uses the geometry of the handle as-molded, not the stress-relaxed geometry, and it
uses an extra deflection step to position the slide-cylinder against the slide track. This
step adds stresses that are not present in the physical piece. To account for this deviation,
the model is revised to use the nodal coordinates after re-positioning of the slide-cylinder
as the initial nodal coordinates without including the pre-stresses.
6
Right-most Point of Force Application
Figure 6a: Undeflected Model
Left-most Point of Force Application
Figure 6b: 1.5 in. Vertically Deflected Model
Figure 6: Force Application Point Detail for Final Finite Element Model
7
Results
Figures 7, 8, and 9 display the force deflection curves of the two modeling techniques
and the experimental values. There are two sets of data for each model in order to
account for the biases that affect each. The experimental data for the two parts differed
by an average of 0.49 lbf at 1.5 inches of deflection (see Figure 7). The two FEA
analysis data sets account for the change in the application point of the force and
uncertainty in the modulus of elasticity of the material. They differ from each other by
44% of the average value. The PRB model varied with the positions of the torsional
springs and the lengths of the rigid body members, specifically the placement of spring
along the length of the crank. The difference between the final values of the PRB model
is 18% of the average force deflection curve.
7
Vertical Actuator Force (lbf)
3.00
2.50
Average
2.00
Part 2
avg
diff= .49
1.50
Part 1
1.00
0.50
0.00
0.00
0.25
0.50
0.75
1.00
1.25
1.50
1.75
2.00
Vertical Displacement (in.)
Figure 7: Sample Part Comparison
8.00
FEA Upper Limit: Node 228, E=6E05
7.00
Average FEA
6.00
avg diff=
2.2 lbf
Force (lbf)
5.00
4.00
FEA Lower Limit: Node 246, E=4E05
3.00
2.00
1.00
0.00
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
Displacement (in.)
Figure 8: FEA Force Deflection Curves
1.60
1.80
2.00
8
16.00
14.00
PRB Upper Limit
12.00
PRB Average
Force (lbf)
10.00
PRB lower Limit
avg diff. =
1.71 lbf
8.00
6.00
4.00
2.00
0.00
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Deflection (in.)
Figure 9: PRB Force Deflection Curves
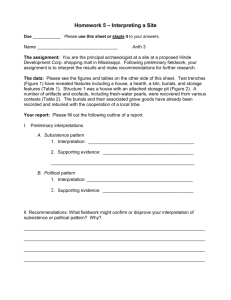
Figure 10 shows a comparison of the average force deflection curves for the two analysis
methods and the experimental results. The FEA analysis predicts values that are 184%
(of the average experimental value) higher than the experimental values. The average
FEA force was 4.90 lbf while the average value of the actual experimental data was 1.72
lbf. The PRB model predicts values that are 450% (of avg. exp. values) higher than the
experimental values. The average value predicted by the PRB model was 9.53 lbf.
While the predicted values are significantly higher than those of the experimental values,
the shape of the curves show some resemblance to the force deflection curve of the actual
parts.
9
14.00
12.00
Force (lbf)
10.00
PRB
8.00
avg diff=
7.8 lbf
FEA
6.00
avg diff=
3.2 lbf
4.00
Experimental
2.00
0.00
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Displacement (in.)
Figure 10: Comparison of Average Force Deflection Curves
8
Conclusions and Recommendations
PRB and FEA do not accurately (within 10%) predict the experimental force deflection
curve of the handle; however, this should not be interpreted as a complete modeling
failure. Both PRB and FEA come within an order of magnitude of the experimental
values and give some semblance of the final force deflection characteristics.
Between the two methods, PRB is the less complicated method, but it is also predicts the
handle force-deflection curve with less accuracy. This might be more acceptable for an
application in which prototyping costs are low, because it could be the analysis
completed quickly and inaccuracies could be overcome through prototype revision. By
contrast, the FEA model requires significantly more time and computing power to
implement. When factoring in the time invested by Dr. Stamper to make the original
PRB and the time invested by the ME 522 class in making the FEA model, FEA required
seven to ten times the man hours of PRB to complete. For the handle, this investment
more than doubled the average model accuracy, but the FEA model still had an average
error of 184%. The relative accuracy gain associated with FEA instead of PRB might be
appropriate if prototype iteration is cost-prohibitive.
It is worth noting that the accuracy of the either method is dependent upon the
assumptions inherent to the method and the assumptions made by the designer. FEA
generally captures more part geometry than PRB, but geometry is not the only driving
factor in compliant mechanisms. Material properties and boundary conditions are other
factors that require modeling assumptions. If a designer needs to predict part
10
performance with a high degree of accuracy, the selection of FEA instead of PRB does
not guarantee an accurate model, as indicated in this study. An accurate representation of
material properties and boundary conditions may be just as crucial in producing an
accurate model.
9
References
Howell, Larry L. Compliant Mechanisms. New York: John Wiley and Sons, 2001.
10
Acknowledgements
Team 21 would like to thank the following individuals and companies for contributing to
our experimentation and modeling. Their contributions were critical for our work.
Dr. Richard Stamper – project advisor, proposed Cook handle analysis, provided initial
PRB analysis and Compliant Mechanisms
Dr. Lorraine Olson – provided initial FEA model, advised FEA model modification and
refinement
Gary Burgess – provided access to the MTS tensile tester, assisted in testing protocol
development, fabricated test fixture
Rob Davignon – provided sample parts, provided material product sheets, provided
Solidworks® access for test fixture design.
RTP Company – provided information about the material properties of the handle
Cook Urological
A-1
A
Testing Apparatus
MTS – 858 Table Top System, #1288496
5N Load Cell – 661.11B-02, #101373
MTS Systems Corporation
14000 Technology Drive
Eden Prairie, MN 55344
Stratasys FDM 3000, #2283
Stratasys, Inc.
14950 Martin Drive
Eden Prairie, MN 55344
A-2
B
Sample Calculations
Pseudo-Rigid Body Analysis
Kinematics equations
ai + b cos θ 2 + bi sin θ 2 = d + c cos θ 3 + ci sin θ 3
where a
b
c
d
θ2
≡
≡
≡
≡
≡
(1.1)
link length, in
link length, in
link length, in
link length, in
angle, rad
θ 3 ≡ angle, rad
b cos θ 2 = d + c cos θ 3
(1.2)
a + b sin θ 2 = c sin θ 3
(1.3)
⎛ a + b sin θ 2 ⎞
⎟
c
⎝
⎠
θ 3 = sin −1 ⎜
d = cos θ 2 − c cos θ 3
(1.4)
(1.5)
Free body diagram of link b equations
∑F
x
=0
F12x + F32x = 0
(2.1)
where F12x ≡ positive horizontal reaction force at B, lbf
F32x ≡ positive horizontal reaction force at C, lbf
∑F
y
=0
F12y − F + F32y = 0
(2.2)
where F12y ≡ positive vertical reaction force at B, lbf
F32y ≡ positive vertical reaction force at C, lbf
∑M
F ≡ negative vertical force applied to handle, lbf
B
=0
T12 − F b cos θ 2 − F32y b cos θ 2 − F32x b sin θ 2 + T32 = 0
(2.3)
where T12 ≡ positive counterclockwise reaction torque at B, lbf-in
T32 ≡ positive counterclockwise reaction torque at C, lbf-in
T12 = K 1 (θ 2, 0 − θ 2 )
where K1 ≡ Characteristic spring constant at B, lbf-in/rad
θ 2,0 ≡ Initial θ 2 , rad
(2.4)
A-3
T32 = − K 2 [(θ 3, 0 − θ 2, 0 ) − (θ 3 − θ 2 )]
(2.5)
where K 2 ≡ Characteristic spring constant at C, lbf-in/rad
θ 3,0 ≡ Initial θ3 , rad
Spring constant equations
K1 =
EI1
l1
(3.1)
where E ≡ Flexural modulus, psi
I1 ≡ 2nd moment of area, in4
l1 ≡ length of spring, in
K 2 = πγ 2
EI 2
l2
(3.2)
where I2 ≡ 2nd moment of area, in4
l2 ≡ length of spring, in
γ ≡ characteristic spring radius fraction
Free body diagram of link c equations
∑F
x
=0
μ F13x + F23x = 0
(4.1)
where F23x ≡ positive horizontal reaction force at C, lbf
F13x ≡ positive horizontal reaction force at D, lbf
μ ≡ friction coefficient
∑F
y
=0
F13y + F23y = 0
(4.2)
where F23y ≡ positive vertical reaction force at C, lbf
F13y ≡ positive vertical reaction force at D, lbf
∑M
D
=0
T23 + F23y c cos θ 3 − F13x c sin θ 3 = 0
(4.3)
where T23 ≡ positive counterclockwise reaction torque at C, lbf-in
Friction equation
F13x = μ F13y
(5.1)
Relate θ 2 to measurand Y
⎛Y − a ⎞
sin −1 ⎜
⎟ = θ2
⎝ b ⎠
where Y ≡ Input deflection, in
(6.1)
A-4
Force-Deflection Equation (from eq 3.2)
F=
T12 + F32y b cos θ 2 − F32x b sin θ 2 + T32
b cos θ 2
(7.1)
A-5
Data Analysis
Average difference between the values of force deflection for parts 1 & 2
n
∑ (Part1
Avg _ diff _ Parts =
i
i =1
− Part 2 i )
(8.1)
n
where Part 1 → experimental force data array from the MTS machine for part 1
Part 2 → experimental force data array from the MTS machine for part 2
n ≡ array length
Average difference between the values of force deflection for PRB
n
∑ (PRB1
Avg _ diff _ PRB =
i
i =1
− PRB 2 i )
n
where PRB1 → force data array from the PRB model for spring placement 1
PRB2 → force data array from the PRB model for spring placement 2
n ≡ array length
∑ (PRB
n
Avg _ diff _ PRBoverall =
i =1
avg ,i
(9.1)
− MTS avg ,i )
(9.2)
n
where PRBavg → array of average values of forces for spring placement in the
PRB model
MTSavg → array of average values of forces from the MTS machine for
both Part 1 and Part 2
n ≡ array length
Average difference between the values of force deflection for FEA
n
Avg _ diff _ FEA =
∑ (Node1
i
i =1
− Node2 i )
n
where Node1 → force data array from the FEA model for left-most force
application node
Node2 → force data array from the FEA model for right-most force
application node
n ≡ array length
∑ (FEA
n
Avg _ diff _ FEAoverall =
i =1
avg ,i
(10.1)
− MTS avg ,i )
(10.2)
n
where FEAavg → array of average values of forces for force application node in
the FEA model
MTSavg → array of average values of force deflection from the MTS
machine for both Part 1 and Part 2
A-6
n
≡ array length
A-7
C
Vendor Information
Product Data Sheet & General Processing Conditions
RTP 200 Nylon 6/6 (PA)
PROPERTIES & AVERAGE VALUES OF INJECTION MOLDED SPECIMENS
ASTM
PERMANENCE
English
SI Metric TEST
Specific Gravity
Molding Shrinkage
1/8 in (3.2 mm) section
1.14
1.14
D 792
0.0150 in/in
1.50 %
D 955
MECHANICAL
Impact Strength, Izod
notched 1/8 in (3.2 mm) section
unnotched 1/8 in (3.2 mm) section
Tensile Strength
Tensile Elongation
Tensile Modulus
Flexural Strength
Flexural Modulus
1.0 ft-lbs/in
20.0 ft-lbs/in
12000 psi
> 10.0 %
0.40 x 10^6 psi
15500 psi
0.40 x 10^6 psi
53 J/m D 256
1068 J/m D 4812
83 MPa D 638
> 10.0 % D 638
2758 MPa D 638
107 MPa D 790
2758 MPa D 790
THERMAL
Deflection Temperature
@ 264 psi (1820 kPa)
Ignition Resistance*
Flammability**
150 °F
66 °C
D 648
HB @ 1/16 in
HB @ 1.5 mm
D 635
PROPERTY NOTES
Data herein is typical and not to be construed as specifications.
Unless otherwise specified, all data listed is for natural or black colored materials.
Pigments can affect properties.
* This rating is not intended to reflect hazards of this or any other material under actual
fire conditions.
** Values per RTP Company testing.
A-8
GENERAL PROCESSING FOR INJECTION MOLDING
English
Injection Pressure
Melt Temperature
Mold Temperature
Drying
Moisture Content
Dew Point
10000 - 18000 psi
530 - 570 °F
150 - 225 °F
4 hrs @ 175 °F
0.20 %
0 °F
SI Metric
69 - 124 MPa
277 - 299 °C
66 - 107 °C
4 hrs @ 79 °C
0.20 %
-18 °C
PROCESSING NOTES
Desiccant Type Dryer Required.
10 Aug 2004 KMH
RTP COMPANY • 580 EAST FRONT STREET • WINONA, MN 55987 • 507-454-6900
D
Raw Data
The raw data is available in electronic form at the following address:
http://www.rose-hulman.edu/~kruszymm/raw_data.xls
E
Computer Code
load('specimen1.dat')
test1_1(:,1)=abs(specimen1(:,1)-specimen1(1,1));
test1_1(:,2)=abs(specimen1(:,2)-specimen1(1,2))/4.448;
load('specimen2.dat')
test1_2(:,1)=abs(specimen2(:,1)-specimen2(1,1));
test1_2(:,2)=abs(specimen2(:,2)-specimen2(1,2))/4.448;
load('specimen3.dat')
test1_3(:,1)=abs(specimen3(:,1)-specimen3(1,1));
test1_3(:,2)=abs(specimen3(:,2)-specimen3(1,2))/4.448;
load('specimen4.dat')
test1_4(:,1)=abs(specimen4(:,1)-specimen4(1,1));
test1_4(:,2)=abs(specimen4(:,2)-specimen4(1,2))/4.448;
load('specimen5.dat')
test1_5(:,1)=abs(specimen5(:,1)-specimen5(1,1));
A-9
test1_5(:,2)=abs(specimen5(:,2)-specimen5(1,2))/4.448;
load('specimen6.dat')
test1_6(:,1)=abs(specimen6(:,1)-specimen6(1,1));
test1_6(:,2)=abs(specimen6(:,2)-specimen6(1,2))/4.448;
load('specimen7.dat')
test1_7(:,1)=abs(specimen7(:,1)-specimen7(1,1));
test1_7(:,2)=abs(specimen7(:,2)-specimen7(1,2))/4.448;
load('specimen8.dat')
test1_8(:,1)=abs(specimen8(:,1)-specimen8(1,1));
test1_8(:,2)=abs(specimen8(:,2)-specimen8(1,2))/4.448;
count2=2;
data1(1,1)=0;
data1(1,2)=0;
for i1=0.01:.01:1.50
count=0;
force=0;
for i2=1:size(test1_1,1)
if (i1-.005)<test1_1(i2,1) && test1_1(i2,1)<(i1+.0049)
force=force+test1_1(i2,2);
count=count+1;
end
end
for i2=1:size(test1_2,1)
if (i1-.005)<test1_2(i2,1) && test1_2(i2,1)<(i1+.0049)
force=force+test1_2(i2,2);
count=count+1;
end
end
for i2=1:size(test1_3,1)
if (i1-.005)<test1_3(i2,1) && test1_3(i2,1)<(i1+.0049)
force=force+test1_3(i2,2);
count=count+1;
end
end
for i2=1:size(test1_4,1)
if (i1-.005)<test1_4(i2,1) && test1_4(i2,1)<(i1+.0049)
force=force+test1_4(i2,2);
count=count+1;
end
end
A-10
for i2=1:size(test1_5,1)
F
Task Breakdown
Task No.
Task
1
2
3
3a
3b
3c
3d
4
4a
4b
4c
4d
5
5a
5b
5c
5d
5e
6
6a
6b
6c
6d
6e
7
7a
7b
Potential Project Idea Generation/Write-up
Preliminary Project Plan
Design/Construct Fixture
Access and Examine Instron Tensile Tester
Access Solid Model of Handle
Create Fixture Model
Fabricate Fixture
Develop Pseudo-rigid Body Model
Research Compliant Mechanisms
Access and Modify Dr. Stamper’s Model
Verify Dimensions/Values
Verify Modeling Assumptions/Techniques
Develop Finite Element Model
Access Dr. Olson’s FEA Model
Learn How to Modify the FEA Model
1st Pass Modification
2nd Pass Modification
3rd Pass Modification
Data Collection
Preliminary Measurement Run
1st Pass Data Collection
2nd Pass Data Collection
3rd Pass Data Collection
Final Data Collection
Data Analysis/Manipulation
Preliminary Data Organizing/Formating
Determine Statistical Methods
Matlab Script Writing for Data
Extraction/Statistical Analysis
Finalize Plotting/Data Presentation
Progress Report
Task Breakdown
Task Breakdown Updating (periodic)
Mid-Project Presentation
Develop Preliminary Presentation Slides
Revise Presentation Slides
Rehearse Presentation
Revise Project Plan
Final Report
Rough Draft
1st Pass Revision
2nd Pass Revision
3rd Pass Revision
Final Revision
Project Evaluation
7c
7d
8
9
9a
10
10a
10b
10c
11
12
12a
12b
12c
12d
12f
13
Time to
Accomplish*
(hr.)
0.75
1
4.5
0.75
1
2
2
4
1
1.5
1
4.5
19.5
1
3
2
4.5
2
5
1
1
2
1
1
11
4
2
Responsible
Person
Due Date
Status
Team
Team
J.B., D.R.
Team
J.B., D.R.
J.B., D.R.
G.Burgess
A.B.,M.K.
A.B.,M.K.
M.K.
M.K.
A.B.
D.R.
M.K.,D.R.
D.R
D.R
D.R
D.R.
A.B,J.B.
Team
A.B.,J.B.
J.B
J.B
A.B,J.B
M.K.
M.K.
M.K.
11/29/05
12/1/05
12/8/05
12/1/05
12/5/05
12/7/05
12/8/05
1/6/06
12/7/05
12/13/05
1/6/06
1/6/06
2/3/06
12/5/05
12/8/05
12/9/05
1/4/06
1/9/06
1/18/05
12/9/05
12/12/05
1/4/06
1/27/06
2/1/06
2/3/06
12/14/05
1/6/06
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
3
M.K.
1/6/06
Complete
2
0.75
1.5
3.5
4.5
1
1.5
2
1
M.K.
A.B.,J.B.,D.R.
M.K.,D.R.
A.B.
Team
Team
Team
Team
Team
Team
Team
Team
Team
Team
Team
Team
1/25/06
12/20/05
12/20/05
Periodic
1/11/06
12/14/05
1/8/06
1/10/06
Unknown
2/17/06
1/27/06
2/1/06
2/6/06
2/8/06
2/14/06
Unknown
5
3
3
3
5
1
*Hours are listed per person for each of the persons responsible
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete