Hanshi Nianmin Qi for the degree of Doctor of Philosophy... presented on December 17, 2001. Title: Membrane and Micro-sparging Aerations...
advertisement

AN ABSTRACT OF THE THESIS OF
Hanshi Nianmin Qi for the degree of Doctor of Philosophy in Chemical Engineering
presented on December 17, 2001. Title: Membrane and Micro-sparging Aerations in
Long-term High-density Perfusion Cultures of Animal Cells.
Abstract approved:
Redacted for Privacy
Goran N.
The profile of the inner-tubing gas pressure for a tubular membrane aeration system
was quantified. The correlations among the overall volumetric oxygen transfer coefficient
(kLa), the inner-tubing pressure, the tubing tightness, and the gas throughput are
experimentally analyzed. A mathematical model was developed to describe the
underlying phenomena. The results established the base for comparison with other
aeration techniques.
A novel method employing in situ laser imaging technology to monitor bubbles and
cells, and analyze bubble size distributions in a micro-sparged bioreactor was developed.
The effects of bioreactor operations on bubble size distributions were determined with
following results:
.
Spargers with larger pores produced larger bubbles in most cases
Higher sparging rates resulted in bubble size increases up to 10%
Pluronic F68 shrank bubbles up to 30%. When the concentration of Pluronic F68
exceeded 1 g/L, no additional impact was observed.
Emulsion silicone antifoam up to 25 ppm had no impact on bubbles
Cell density (up to
22x106
cells/mL) or culture age has no effect on bubble sizes
In multiple 1 5-L long-term high-density cultures of animal cells, the correlations
between sparging rate and cell damage for using 0.5 m and IS lim-pore spargers were
quantified. At cell density of 2x 1 O7cells/mL, sparging above 0.025 vvm using the 0. 5-pm
sparger was detrimental to cells, while 0.054 vvm was detrimental for the 1 5-pm sparger.
A model was developed to predict the rate of cell death resulted from cell-bubble
interactions for high-density industrial animal cell cultures.
The effect of high superficial velocity of sparging gas on cells at the sparger surface
proved insignificant.
A new dissolved CO2 sensor proved to be reliable for long-term use in industrial
perfusion cell cultures. A novel method for the control of dissolved CO2 while
simultaneously maintaining DO2 and pH setpoints was developed. The continuous
control of dissolved CO2, DO2 and pH is achieved by simultaneously adjusting the total
sparging rate as well as the ratio of 02,
N2
and CO2 gas contents. This control strategy
enables optimization of dissolved CO2 in industrial culture processes and allows for
improved cell growth and protein production.
Membrane and Micro-sparging Aerations in Long-term High-density Perfusion Cultures
of Animal Cells
by
Hanshi Nianmin Qi
A THESIS
submitted to
Oregon State University
in partial fulfillment of
the requirements for the
degree of
Doctor of Philosophy
Presented December 17, 2001
Commencement June 2002
Doctor of Philosophy thesis of Hanshi Nianmin Qi presented December 17, 2001
APPROVED:
Redacted for Privacy
Major Professor, repres$ing Cheá'fical Engineering
Redacted for Privacy
Chair of Department of Chemical Engineering
Redacted for Privacy
Dean of the Graduate School
I understand that my thesis will become part of the permanent collection of Oregon State
University libraries. My signature below authorizes release of my thesis to any reader
upon request.
Redacted for Privacy
Hanshi Nianmin Qi, Author
ACKNOWLEDGEMENT
This work is a result of the research collaboration between Oregon State University
and Bayer Corporation. Experiments described in this dissertation were completed at
Biotechnology Unit of Pharmaceutical Division of Bayer located in Berkeley, California,
U.S.A.
I wish to express my grateful appreciation to my graduate advisor, Dr. Goran N.
Jovanovic, to whom I owe very much in many respects. His excellent instruction during
my graduate studies and professional guidance have helped me begin a successful career.
I will miss his joyful lectures, which constituted most of my graduate classes in chemical
engineering.
I must also thank my graduate committee, mentor and superior at Bayer, Dr.
Konstantin Konstantinov, for his direct supervision of this work. I will ever remember
that Dr. Konstantinov helped form the collaboration between Oregon State University and
Bayer. Through this collaboration, I could be a doctoral student of OSU while, in the
meantime, a scientist of Bayer to complete my experiments in the state-of-the-art
laboratory. I thank my graduate committee, Drs. Frank Chaplen, Shoichi Kimura, Jo-Ann
C. Leong and Todd S. Palmer for their valuable guidance, for their proofreading of the
manuscript and for their services.
I am truly grateful for the unwavering support provided by my family during this
challenging time. Special thanks go to my parents, Drs. Yahua and Qianjun Qi, for their
continued encouragement and supports over the years. To my dear wife, Danyang, and my
two lovely children, Diane and Kevin, thank you for being endless reservoir of help,
understanding and love during the ups and downs. For this, my love goes to you.
11
I thank my friends and colleagues at both OSU and Bayer who provided advices and
supports throughout the course of this work. Dr. Michael Connell helped edit the
manuscript of my dissertation thesis. My lab mates, Drs. James Michaels, Chun Zhang,
Rudiger Heidemann, at Bayer provided supports and technical advice to conduct the
experiments.
111
TABLE OF CONTENTS
Page
CHAPTER1
1.1
INTRODUCTION ....................................................................................
1
Introduction .......................................................................................................
1
1.1.1 Membrane Aeration .................................................................................. 4
1.1.2 Micro-sparging Aeration .......................................................................... 6
1.2
Goals and Objectives ....................................................................................... 16
1.2.1 Goals ....................................................................................................... 16
1.2.2 Objectives ............................................................................................... 16
1.2.3 Thesis Content ........................................................................................ 17
CHAPTER 2
2.1
EQUIPMENT, MATERIALS AND METHODS ................................... 18
Equipment ....................................................................................................... 18
2.1.1 Continuous Stirred-tank Bioreactor and Control System ....................... 18
2.1.2 Silicone-Tubing Membrane Aeration System ........................................ 19
2.1.3 Micro-sparging Aeration System............................................................ 24
2.1.4
In situ
Laser Imaging System ................................................................. 25
2.1.5
In situ
Online DCO2 Sensor and Monitoring.............................
System
25
2.1.6 Nova Biomedical Analyzer .................................................................... 26
2.1.7 YSI 2700 Biochemistry Analyzer ........................................................... 26
2.1.8 Kodak Biolyzer ....................................................................................... 31
2.2
Materials .......................................................................................................... 31
2.2.1 CellLines ............................................................................................... 31
2.2.2 Cell Culture Media ................................................................................. 31
2.2.3 Gas for Bioreactor Aeration ................................................................... 31
2.2.4 Pluronic F68 ........................................................................................... 32
2.2.5 Antifoam ................................................................................................. 32
iv
TABLE OF CONTENTS (Continued)
2.3
Methods ........................................................................................................... 32
2.3.1 Bioreactor Cultivation of Animal Cells in Perfusion Mode ................... 32
2.3.2 Measurement of Inner-tubing Pressure ................................................... 33
2.3.3 Measurement of Apparent Overall kLa ................................................... 34
2.3.4 Mathematical Analysis of OTR for Tubular Membrane System ............ 34
2.3.5 Estimation of Gas Hold-up in Sparged Bioreactor ................................. 37
2.3.6 Novel In-Situ Imaging Method for Bubble Size Measurement .............. 37
2.3.7 Calculation of Apparent Overall kL ........................................................ 44
2.3.8 Method to Vary Sparger Superficial Velocity of Gas Flow ................... 44
2.3.9 Novel Method for DCO2 Online Monitoring and Control ..................... 46
CHAPTER 3
3.1
MODEL DEVELOPMENT ................................................................... 48
Modeling Inner-tubing Pressure Profiles ......................................................... 48
3.1.1 Differential Analysis of Oxygen Mass Transfer in Tubular
Membrane Aeration System ................................................................... 48
3.1.2 Cross-section Areas of In Situ Stretched and Bent Tubing .................... 50
3.1.3 Model Development ............................................................................... 51
3.2
Modeling Microbubble-induced Cell Damage ................................................ 54
CHAPTER 4
RESULTS AND DISCUSSION ............................................................. 58
4.1
Inner-Tubing Pressure Profiles ........................................................................ 58
4.2
Tubing Gas Flow ............................................................................................. 61
4.3
Apparent Overall kLa for the Tubular Membrane System ............................... 61
4.4
In
4.5
OTR for the Tubular Membrane System ......................................................... 66
Situ Dimensions of Pressurized Tubing ...................................................... 64
V
TABLE OF CONTENTS (Continued)
4.6
In Situ Online Visualizations of Cells and Bubbles in Bioreactors................. 69
4.7
Effect of Variation in Sparging Gas Flow on Bubble Sizes ............................ 69
4.8
Data Quantity for Statistic Significant Analysis of Bubble Sizes ................... 77
4.9
Effect of Pluronic F-68 and Antifoam on Bubble Size Distributions ............. 78
4.10 Effect of Sparger Porous Size on Bubble Size Distributions .......................... 78
4.11
Effect of Cell Density and Cultivation Time Length on Bubble Sizes ........... 78
4.12 kLa/kL and Bubble Size Distribution ............................................................... 79
4.13 Gas-liquid Interfacial Area for Membrane and Micro-sparging Aerations ..... 89
4.14 Detrimental Rate of Sparging Gas Flow ......................................................... 91
4.15 Increase of LDH in Response to Detrimental Sparging Flow ......................... 91
4.16 Effect of Sparger Superficial Velocity of Gas Flow on Animal Cells ............ 95
4.17
Online Monitoring of DCO2 ............................................................................ 99
4.18
Stability of YSI 8500 DCO2 Sensor ................................................................ 99
4.19 Effect of Sparging Gas Flow on DCO2 ......................................................... 104
4.20 Reduction of Base Addition at Increased Sparging Gas Flow ...................... 106
4.21
Online Cascade Control of DCO2, DO2 and pH in Bioreactors .................... 108
CHAPTER 5
5.1
DATA 1NTRPRETATION AND MODELING ..................................... 111
Results of Inner-tubing Pressure Measurements ........................................... 111
vi
TABLE OF CONTENTS (Continued)
Page
5.2
Results of Cell Damage Associated with Cell-Bubble Interactions .............. 111
CHAPTER 6
CONCEPT OF A NEW TECHNOLOGY PLATFORM OF
INDUSTRIAL AERATION PROCESSES .......................................... 117
6.1
Introduction ................................................................................................... 117
6.2
Aeration Technology Platform ...................................................................... 118
6.2.1 Module I: Evaluation of Tubular Membrane Aeration ......................... 119
6.2.2 Module II:
In Situ
Laser Imaging to Analyze Micron-size Bubbles.... 120
6.2.3 Module ifi: Micro-sparging-induced Cell Damage Analysis ............... 120
6.2.4 Module IV: Control of DCO2 in Micro-sparged Cell Cultures ........... 120
CHAPTER 7
CONCLUSIONS .................................................................................. 122
7.1
Characterization of Tubular Membrane Aeration System ............................. 122
7.2
Novel
7.3
Bubble-induced Cell Damage ....................................................................... 124
7.4
CO2 Control Conclusions ............................................................................. 125
7.5
Aeration Technology Platform ...................................................................... 126
In situ
Visualization and Analysis of Sparged Micro-Bubbles .......... 123
BIBLIOGRAPHY........................................................................................................... 127
APPENDICES.............................................................................................................. 135
vii
LIST OF FIGURES
Figure
Pag
1
Bubbles Traveling through Three Regions Interacting with Cells ................ 10
2
Continuous Perfusion Mode of Bioreactor Cultivation of Animal Cells..... 18
3
1 5-L Stirred-tank Water-jacketed Continuous Perfusion Bioreactor
System ........................................................................................................... 20
4
15-L Bioreactor Tubular Membrane Aeration Basket .................................. 21
5
Experimental Setup of the 15-L Bioreactor Tubing Aeration Basket ........... 22
6
Schematic of Stainless Steel Sintered Frit Sparger ....................................... 24
7
Scanning Electron Microscopy Pictures of the Micro-Sparger Surface ....... 27
8
Prototype of YSI 8500 DCO2 Sensor and Monitoring System ..................... 28
9
The DCO2 Sensor Probe in a Retractable Housing ....................................... 29
10
YSI 8500 CO2 Sensor Technology................................................................ 30
11
Bubbles Appeared as Dark Rings with a Bright Background ....................... 39
12
Diagram of the Automated Process of Bubble Size Measurement ............... 40
13
Homogeneity of Bubble Distribution in Bioreactor Vessel .......................... 41
14
Size Distribution of the Glass Beads in Bioreactor ...................................... 41
15
Images of the Calibration Glass Beads in the 1 5-L Bioreactor..................... 42
16
Correlation of Sparger Superficial Velocity versus Total Sparging Rate ...... 45
17
Novel Cascade Method for Online Control of DCO2, DO2 and pH............. 47
18
Differential Analysis of 02 Transfer for the Tubular Aeration System ........ 49
viii
LIST OF FIGURES (Continued)
Figure
19
Page
Illustration of In Situ Dimentions of Wrapped (Strectched and Bent)
Tubing ........................................................................................................... 52
Inner-tubing Pressure Profiles versus Tubing Length ....................... 59
20
In Situ
21
Inner-tubing Pressure Profiles at Entrance Pressure of 2.39 Bar .................. 60
22
Inner-tubing Air Flow Rates at Various Pressures ........................................ 62
23
Plot of kLa Data versus Tubing Exit Pressures ............................................. 64
24
Inner-Cross Section Areas of the in
25
Oxygen Transfer Rates for the Tight and Loose Baskets .............................. 67
26
Comparison of the Actual Pressure Profile and the Assumed Linear
Model with Respect to OTR Calculations .................................................... 68
27
Online Images of BHK Cells and Sparged Bubbles in the 1 5-L
Bioreactor...................................................................................................... 70
28
Bubbles on Scaled Screens Ranging from 50 to 400 jim in Diameter .......... 71
29
A Size Distribution of Bubbles in Bioreactors ............................................. 72
30
The Effect of Sparging Flow on Bubble Sizes for the 0.5-jim Spargers ....... 73
31
The Effect of Sparging Flow on Bubble Sizes for the 15-pm Spargers: ....... 74
32
The Gas-Liquid Bubble Interfacial Area Generated by the 0.5 and 15pmSpargers .................................................................................................. 75
33
Bubble Size Distributions in Cell Culture at Various Sparging Rates.......... 76
34
Comparison of Bubble Size Measurements Using 200 and 600 Images ...... 77
35
The Effect of Pluronic F68 on Bubble Size Distributions ............................ 80
situ
Straight and Bending Tubing ........ 65
lx
LIST OF FIGURES (Continued)
Figure
Page
36
Bubble Size Distributions at Various Pluronic Conc. and Sparging
37
Pluronic F68 Saturation on Bubble Interface ................................................ 82
38
The Effect of Antifoam Emulsion C on Bubble Size Distributions............. 83
39
Bubble Sizes for the Spargers with Different Pore Sizes in Medium ........... 84
40
Bubble Sizes for the Spargers with Different Pore Sizes in Cell
Culture .......................................................................................................... 85
41
The Effect of Cell Growth on Bubble Size Distribution .............................. 86
42
The Effect of Cultivation Time on Bubble Size Distributions ..................... 87
43
Analysis of kL using Bubble Size Distributions ............................................ 88
44
A Comparison of Gas-liquid Interfacial Surface Area for SiliconeTubing and 0.5-tim Micro-sparging Aerations ............................................. 90
45
Detrimental Rate of Sparging Gas Flow for Using a 0.5-im Sparger .......... 92
46
Detrimental Rate of Sparging Gas Flow for Using a 15-tim Sparger ........... 93
47
Corresponding Increase of LDH in Response to Detrimental Sparging
Flow. 94
48
Cell Viability at Different Superficial Velocities of Gas Flow at
SpargerSurface ............................................................................................. 97
49
LDH at Different Superficial Velocities of Gas Flow at Sparger
Surface .......................................................................................................... 98
50
Online Monitoring Profile of DCO2 at Cell Density of 15 million
cells/mL...................................................................................................... 100
Rates. 81
x
LIST OF FIGURES (Continued)
Figure
Page
51
Online Monitoring Profile of DCO2 at Cell Density of 25 Million
Cells/mL..................................................................................................... 101
52
Stability of YSI 8500 DCO2 Sensor............................................................ 102
53
Response of YSI 8500 DCO2 Sensor .......................................................... 103
54
Affect of Sparging Gas Flow on DCO2 in Cell Cultures ............................ 104
55
Effect of Sparging Gas Flow and Bicarbonate on DCO2. in Cell
Cultures ....................................................................................................... 105
56
Reduction of Base Addition Caused by Increased Sparging Gas Flow...... 107
57
Continuous Control of DCO2, DO2 and pH During Cell Purge in
Cultures using NaHCO3-free Media .......................................................... 109
58
Continuous Control of DCO2, DO2 and pH During Cell Growth in
Cultures using NaHCO3-containing Media ................................................ 110
59
Fitting of the Developed Model (Equation 23) to the Experimental
Pressure Data for the Loose Tubing ............................................................ 113
60
Fitting of the Developed Model (Equation 23) to the Experimental
Pressure Data for the Tight Tubing ............................................................. 114
61
Specific Cell Growth Rate versus Gas Sparging Rate to Calculate
ASPCGRapp/L\Qg .......................................................................................... 115
62
Fitting of the Developed Model (Equation 30) to the Experimental
Data in Terms of Specific Cell Growth Rate .............................................. 116
63
Technology Platform to Study and Develop Industrial Aeration
Processes ..................................................................................................... 118
xl
LIST OF TABLES
Table
Page
1.
Silicone Tubing Length of the Loose and Tight Aeration Baskets ............... 23
2.
Locations of the Pressure Measuring Points along the Silicone Tubing....... 23
3.
Computation Parameters of the Cell Damage Model ................................. 112
xii
LIST OF APPENDICES
Pgç
Appendix
A
Experimental data of the inner-tubing pressure for the loose basket ..... 136
B
Experimental data of the inner-tubing pressure for the tight basket ...... 137
C
Experimental data of the inner-tubing gas flow rate ........................ 138
D
Experimental data of the average specific cell growth rate at various
E
Information for agitation-associated shear stress from literatures ........ 140
F
Information for shear force of bubble rupture from literatures ........... 143
G
Computer macro for bubble size measurements ........................... 146
H
Information for oxygen transfer coefficients in membrane aerations
from literatures ..................................................................
spargingrates ..................................................................... 139
148
xiii
LIST OF APPENDIX FIGURES
Figure
F. 1.
Page
The hydrodynamic mechanism of bubble rupture at the air-liquid interface.... 144
H.l. Diagram of the oxygen mass transfer through the tubular membrane ........... 149
xiv
NOMENCLATURE
a, b
outer dimensions (width and thickness, respectively) of the pressed silicone
tubing at bending points, m
A
gas-liquid interfacial area of cell culture, m2
cross-section areas of the straight portion of the wrapped tubing, m2
AB
cross-section areas of at the bending points of the wrapped tubing, m2
CO2
dissolved oxygen concentration in the liquid phase, mol/m3
C*02
equilibrium dissolved oxygen concentration in the gas phase, mol/m3
CDRmec
CDRh
CGRapp
mechanistic cell death rate, cells/day
physiological cell death rate, cells/day
apparent cell growth rate or net cell growth rate, cells/day
CGRph
physiological cell growth rate, cells/day
db
bubble size, m
inner diameter of the straight portion of the wrapped (stretched) tubing, m
outer diameter of the straight portion of the wrapped (stretched) tubing, m
H02
Henry's constant,
K
mechanistic cell damage constant, m5
kLa
overall volumetric oxygen mass transfer coefficient, 1/hr
kL
overall oxygen mass transfer coefficient, rn/hr
(m3 kPa)/kmol
non-stretched tubing length, m
L
stretched tubing length, m
xv
NOMENCLATURE (Continued)
n02
oxygen molar fraction in the gas phase,
OTR
oxygen transfer rate, mol/(m3 hr)
P
inner-tubing pressure, kPa
P0
tubing entrance pressure, kPa
P(/)
inner-tubing pressure profile along axial distance of the tubing, kPa
p02
oxygen partial pressure in the gas phase, kPa
q
volumetric tubing gas flow rate (gas throughput), m3/s
Qg
volumetric sparging gas flow rate, m3/s
r
bending radius, m
Re
Reynolds number, [-J
s
wall thickness of the wrapped (stretched) tubing, m
spCGRapp
apparent specific cell growth rate, 1/day
v
gas velocity, rn/s
V
bioreactor volume, m3
VCD
viable cell density, cells! m3
Vd
hypothetical killing volume, m3
x
tubing length coordinate, m
v
kinematic viscosity, m2/s
X
tubing friction factor,
p
gas density, kg/rn3
[-j
bending resistance factor, [-]
[-1
Membrane and Micro-sparging Aerations in Long-term High-density Perfusion Cultures
of Animal Cells
CHAPTER 1 INTRODUCTION
1.1
Introduction
Only two decades ago, the use of animal cell cultures was limited to the production
of human and animal vaccines and a few less important biological substances (Balsevich
and Bishop, 1989; Yamakawa et al., 1983). The first products produced by animal cell
cultures included human vaccines for polio and rubella, a veterinary vaccine for foot and
mouth disease, and interferon-a. Today, the recombinant DNA-derived diagnostic and
therapeutic products produced by animal cell cultures include cytokines, hormones,
vaccines and monoclonal antibodies. These products have already captured the major
portion of the biotechnology market. It was estimated that, in 1995, approximately half of
the $5 billion annual sales of the biotechnology industry was derived from animal cell
cultures (Cooney 1995). For example, a single product like Erythropoietin or Namalwa
Interferon alone, in 1994, reached the $1 billion per annum level (Spier 1994). The
realization in the early '80s that some complex biological molecules produced in
recombinant bacteria did not exhibit the desired function or activity stimulated the
expansion of the use of animal cell cultures. Many of these molecules require posttransnational modifications such as glycosylation, which only animal cell cultures allow.
Animal cell cultures have become increasingly important as a result of the rapidly
growing use of highly valuable products produced by biotechnology industries. The
continuous expansion of variety and quantity of these bioproducts requires ever larger
bioreactors with higher and higher cell density cultures. However, it is consistently
challenging to scale up animal cell cultures to high-density large-scale processes. One
major barrier is achieving sufficient oxygen supply and fast carbon dioxide removal
without creating detrimental mechanical stresses on cells.
Various methods are used to aerate (supply 02 and remove CO2) animal cell
cultures. Membrane and direct gas sparging aerations are the two commonly employed
methods in industrial processes. Membrane aeration is a gentle and bubble-free operation
(Cote et al., 1988). It permits high gas throughput and enables efficient carbon dioxide
removal (Qi and Konstantin, 1998; Qi et al., 1999). Membrane aeration has been
employed in industrial perfusion cell cultures with cell densities approaching 20x
106
cells/mL. Its oxygenation capacity is, however, limited for large-scale cultures with
higher cell density. As a solution to this limitation, direct sparging of small gas bubbles
via micron-pore sparger has recently been employed. Small bubbles create large gasliquid interfacial area, and enable an ultra high oxygen transfer rate in bioreactors
(Ingham et al., 1984; Qi et al., 2000c; Zhang et. al., 1992). However, it is known that
direct sparging with gas bubbles may potentially cause animal cell death due to cell-
bubble interactions (Handa 1986; Tramper et al., 1986; Handa et al., 1987; Murhammer
and Goochee, 1990; Tramper et al., 1988; Gardner et al., 1990; Orton and Wang, 1990;
Orton and Wang, 1992; Boulton-Stone and Blake, 1993; Garcia-Briones et al., 1992;
Garcia-Briones et al., 1994).
The bubble-induced cell damage is related to both the sizes of bubbles (Handa et al.,
1987; Tramper et al., 1987; Oh et al., 1992; Chisti, 1993; Qi et al., 2000a) and the rate of
sparging gas flow (Qi et al., 2000a) in bioreactors. At a required oxygen transfer rate
(OTR), a sparging rate is inversely proportional to bubble size. Small bubbles are more
detrimental to cells than large bubbles. (Handa et al., 1987; Tramper et al., 1987; Oh et
al., 1992; Chisti, 1993). More efficient oxygen transfer enabled by micron-size bubbles
(microbubbles), however, dramatically reduces sparging flow rate and thus lowers the
overall detrimental effect on cells (Qi et al., 2000a). Similar observations are reported by
Kunas (1990a, b) and Michaels (1996) and their co-workers, who suggested that small
bubbles were sometime beneficial with respect to overall cell damage.
The use of Pluronic F68 (BASF Corp., Pasippany, NJ, USA) as a protective agent in
the medium reduces the bubble-induced cell damage (Kilburn and Webb, 1968; Radlett et
al., 1971; Handa-Corrigan et al., 1989; Goldblum et al., 1990; Michaels et al., 1991).
Another potential consequence of using microbubble-sparging (micro-sparging)
aeration is elevated dissolved CO2 concentration (DCO2) in high-density cultures due to
reduced sparging gas flow necessary to strip out CO2. High DCO2 may cause severe
inhibition in cell growth and dramatic reduction in protein productivity (Drapeau, 1990;
Aunins, 1991; Gray, D.R. 1996).
Overall, membrane aeration provides gentle oxygenation to animal cells, and in the
meantime, offers efficient carbon dioxide removal. It is often a preferred choice for
laboratory and pilot-scale processes. However, its oxygenation capacity becomes limited
in high-density large-scale cell cultures. Micro-sparging aeration can achieve ultra high
oxygen mass transfer in bioreactors, but it may potentially cause bubble-induced cell
damage and a harmful elevation of DCO2 concentration. A systematic study on
membrane and microsparging aerations is becoming urgent for scale up and operation of
large-scale high-density cell cultures in industry.
Despite the high efficiency of micro-sparging oxygenation using bubbles with
diameters of the magnitude of 0.1-100 pm, reported studies involve bubbles with
conventional sizes of 3-5 mm in bioreactors. Data are rare on direct gas sparging using
micron-size bubbles in long-term high-density animal cell cultures. The present work is
focused on micro-sparging aeration with a benchmark and comparison study of
membrane aeration.
1.1.1 Membrane Aeration
A tubular membrane system creates a constant gas/liquid interfacial area by placing
a gas-permeable layer between the gas and the liquid (Cote et al., 1986). Oxygen diffuses,
through the tubing membrane, from the inner-tubing gas phase into the liquid phase of
culture broth under the driving force of oxygen partial pressure. In the meantime, carbon
dioxide produced by cells transfers into the tubing, and is continuously removed by the
inner-tubing gas flow. Tubular membrane has been used for years to provide aeration in
bioreactors due to its desirable characteristics, such as good oxygen permeability (Su et
al., 1992), bubble-free operation (Cote et al., 1988) and efficient carbon dioxide removal
(Qi and Konstantin, 1998; Qi et al., 1999). For example, silicone tubing baskets are
currently employed in industry, as the means of providing oxygen and removing carbon
dioxide, in perfusion bioreactors. However, compared to sparging aeration, the
oxygenation capacity of membrane aeration is often limited.
To provide more oxygen in large-scale high-density cell cultures, the tubing
entrance pressure of the membrane system is often kept constant near the maximum
tubing operating pressure. Consequently, through manipulation of the tubing exit
pressure, different inner-tubing pressure profiles can be achieved. With the same oxygen
content in the gas, higher pressure generates larger OTR in the bioreactor. In addition, the
inner-tubing pressure is also affected by the tightness of the tubing (Qi et al. 1998, Qi et
al. 1999). Tubing tightness is an important variable one would encounter in the daily
operation of an industrial bioreactor equipped with a tubing aeration system.
To estimate oxygen transfer rate (OTR), both the overall volumetric oxygen mass
transfer coefficient, kLa, and inner-tubing pressure profile are required. While kLa can be
determined using various known techniques, the pressure profile inside a tubing wrapped
on a basket carrier in a real bioreactor system can only be confirmed through
experimental measurements. This is simply because mechanical wrapping of the soft
membrane tubing on a rigid supporting rack will unavoidably result in tubing bending and
5
stretching, which complicate the tubing configuration (Qi et al., 1999). Any mathematical
attempt to describe the pressure profile demands experimental measurements. However,
no experimental data regarding either the in
situ
tubing dimensions or the inner-tubing
pressure have been reported. Due to the lack of such information, researchers have
traditionally used linear or logarithmic averages of the tubing entrance and exit pressures
to approximate the oxygen driving force for OTR (Cote et al., 1989). A nearly linear
pressure profile was theoretically derived by Su et al. (1992) for unbent and non-stretched
membrane tubing.
This work presents an experimental analysis of inner-tubing pressure profiles and
kLa's for silicone tubing aeration baskets installed in a real bioreactor system at varying
tubing tightness and pressures, followed by a mathematical model that describes the
underlying phenomena (Qi et al. 1998, Qi et al. 1999). The
in situ
dimension of the
stretched and bent tubing is determined. The results help define the optimal regime for
operation of tubular membrane aeration systems that would enable maximization of OTR
and support high-density cell cultures. The discrepancy between the actual data and the
linear models derived by others is also discussed and critically evaluated.
Today's rapidly growing biotechnology industry demands large-scale perfusion cell
cultures with ultra high cell densities of 40-60x 106 cells/mL (Qi et al. 2001b). For large-
scale bioreactors with increasingly high cell densities, the oxygenation capacity of
membrane systems, however, will eventually become limited. Direct sparging with
micron-size bubbles provides a solution to this limitation.
1.1.2 Micro-sparin2 Aeration
1.1.2.1
Sparged Bubbles
Direct sparging with air or oxygen is a simple and effective means to provide
oxygenation in animal cell cultures. A common approach used to enhance the gas-toliquid mass transfer is to increase the agitation rate. Unfortunately, increased agitation
rates can be detrimental to shear sensitive cells (most animal cells). Sparging with
micron-size bubbles is another approach that has the potential to enhance mass transfer
without increasing shear stresses from impeller agitation. Leading biopharmaceutical
companies, such as Bayer Corporation, are presently developing micro-sparging
techniques to advance their cell culture processes with respect to cell density and
bioreactor scale. Microbubbles are small, surfactant-stabilized bubbles with diameters of
the magnitude of 100 im in bioreactors (Qi et al. 2000b, Qi et al. 2000c). In comparison,
conventional bubbles typically have diameters of 3-5 mm (Aunins and Henzler, 1993).
The microbubbles may be generated through sintered steel frit spargers with average pore
sizes of 0.1-10 microns. Handa-Corrigan (1992) proposed that the use of sparged
microbubbles with cell protectant (such as Pluronic F68) is the most suitable method of
supplying oxygen to high-density animal cell cultures. Their experiments at small scale
(1-2 L bioreactors) were performed in batch, fed-batch, or short-term continuous
perfusion experiments (Zhang et al., 1992), however, none of their bioreactor experiments
came close to the time length of a typical production cycle of industrial perfusion cell
cultures.
Sparged bubbles may cause cell death due to cell-bubble interactions (GarciaBriones and Chalmers, 1992; Chalmers and Bavarian 1991a, b; Jobses et al. 1991; Kunas
and Papoutsakis 1990a, b; Murhammer and Goochee, 1990; Handa-Corrigan et al. 1989;
7
Handa et al. 1987; Tramper et al. 1986). Over the last decade extensive studies have
focused on the mechanisms of cell-bubble interactions using various methods and
approaches. With the advances in video technologies, direct visual observation of bubbles
and cells in bioreactors has become an effective and dynamic approach to understand the
behaviors of bubbles and cell damage as a result of the cell-bubble interactions in sparged
bioreactors. Handa-Corrigan et al. in 1989 first reported the use of a mechanically
operated video camera system. They were able to observe cells oscillating near rapidly
rupturing bubbles, and suggested that this oscillation damaged cells. In 1989, partially
based on visual observations of cells in a bubble column, Handa-Corrigan et al. further
proposed three possible mechanisms for cell damage: (1) oscillatory disturbances caused
by rapidly bursting bubbles, (2) physical shearing of the cells as film around a bubble
drains, and (3) physical loss of cells in bubble foam. While Handa-Corrigan et al.
pioneered the use of visual techniques to develop a mechanistic understanding of bubbleassociated cell damage, the system they used was limited in depth of field, field of view
and filming speed (Chalmers and Bavarian, 1991). Consequently, the accurate
observation of cell-bubble interactions was limited. To overcome these limitations,
Bavarian et al. (1991) developed a high-speed video system with a relatively large depth
and field of view to observe cell-bubble interactions. With this system Chalmers and
Bavarian (1991) and Garcia-Briones and Chalmers (1992) were able to observe that insect
cells attached to bubbles. In addition to studies of bubble-associated cell damage, HandaCorrigan (1992) also reported on the oxygen transfer properties of bubbles. In their
experiments, bubble diameters were manually measured from a limited number of
bubbles captured on individual photographs.
Pluronic F68 and emulsion silicone are commonly used in sparged bioreactors as
cell protectant and antifoam agents, respectively. Surfactants such as these (and proteins
from the cell culture) can have dramatic effects on bubble size distributions and thus,
mass transfer properties (Qi et al., 2000d). Even small changes in size for microbubbles
can result in large changes in their physical characteristics in the bioreactor environment.
For example, as oxygen transfers into the liquid phase, the microbubble shrinks, further
increasing the interfacial area per unit gas volume. Additionally, the gas pressure inside a
bubble is greater than that outside due to the surface tension. The magnitude of this
pressure, the Laplace pressure, increases the driving force for mass transfer. The low
rising velocities of microbubbles increase residence times and thus mass transfer. On the
other hand, it has been shown that there may be significant decreases in
kL
with
increasing surfactant concentration. This suggests that adsorption of the surfactant at the
gas-liquid interface creates additional resistance to gas mass transfer. However, the
reduction of kL
is
counterbalanced by the orders of magnitude increase in a for
microbubbles, resulting in higher kLa values.
Through visualization of bubbles in bioreactors, bubble size distributions can be
directly measured. The analysis of bubble size distributions under various operating
parameters (gas flow rates, sparger type, medium additives) allows for optimization of
oxygen mass transfer and carbon dioxide removal, as well as evaluation of sparging
effects on culture behaviors (cell growth, viability, productivity, aggregation, etc.).
During the last decade, high-speed video techniques for visualizing bubbles and analyzing
bubble sizes and cell-bubble interactions in sparged bioreactors have been improved.
Unfortunately, numerous factors associated with video techniques limit its applications,
including mechanical operations, manual measurements of limited number of bubbles
captured on individual photographs and external installation with limited applicable
configurations of bioreactors. This often prohibits the collection of adequate data
necessary for critical statistical analysis. The present work developed a novel method
employing in situ laser-imaging technology to monitor bubbles and cells in microbubblesparged (micro-sparged) perfusion bioreactor in real time for high-density long-term
animal cell cultures. This automated system makes it feasible to obtain sufficient data to
describe a statistically significant distribution of bubble sizes in a bioreactor. The imaging
data acquired from inside the bioreactor is processed by an automated image analysis
program. This advanced laser imaging technology and the associated macro developed in
this work allow for the systematic analysis of bubble sizes and gas-liquid interfacial area
in bioreactors under continuously changing conditions. In particular, with the laser-
imaging technology, the effects of sparger pore size, sparging flow rate, Pluronic F68,
Emulsion C polydimethylsiloxane-based antifoam, cell density, and culture age on bubble
size distributions were experimentally quantified and discussed. An analysis of bubble
interfacial area and kL based on bubble size distributions was examined. The methods and
results presented in this work provide a powerful tool in bioreactor operations and scaleup.
1.1.2.2
Bubble-Induced Cell Damage
During the last decade, cell damage associated with sparged bubbles in animal cell
cultures has been extensively studied by many investigators (Tramper et al., 1986; Handa
et al., 1987; Kunas and Papoutsakis, 1990a, b; Papoutsakis 1991a, b; Bavarian et al.,
1991; Chalmers and Bavarian, 1991; Trinh et al., 1994; Garcia-Briones and Chalmers,
1992, 1994; Chattopadhyay et al., 1995). Their experiments indicated that sparging
aeration may cause animal cell death due to interactions of cells with gas bubbles. Cell
damage arising from direct gas sparging is considered to be a major barrier to large-scale
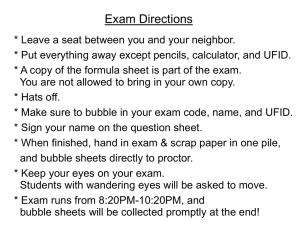
production of recombinant biologicals using animal cell cultures. As illustrated in Figure
1, Tramper et al. (1987) defined three distinct shear-stressed regions for cells in a bubblecolumn bioreactor: (1) the bubble formation region near the sparger (2) the bubble
disintegration (bubble rupture) region at the free gas/liquid surface (3) the bubble
ascending (bubble breakage and coalescence) region in between the sparger surface and
the free liquid surface.
10
(Headspace Gas Phase)
Bubble Bursting
Collapse
(Bursting)
Approach
Surface
O0
.
Rise
Detach
Form @ Sparger
Surface
.
} (3) Bubble Disintegration Region
I
.000
@ Free Liquid Surface
(2) Bubble Ascending Region
@ Bulk Liquid
00
01
0a
0
}
}
(1) Bubble Formation Region
@ Sparger Surface
(Culture Liquid Phase)
Figure 1.
Bubbles Traveling through Three Regions Interacting with Cells.
11
It is evident that the bubble rupture at the free gas/liquid surface causes most animal
cell damage (Handa-Corrigan et al., 1989; Kunas and Papoutsakis, 1990a, b; Papoutsakis
1991a, b; Chalmers and Bavarian, 1991; Cherry and Hulle, 1992; Trinh et al., 1994).
Using a layer of paraffin oil on the surface of the cell culture to separate the cells and
bursting bubbles at air-liquid interface, Wudtke and Schugerl demonstrated a significant
reduction of cell damage. The mechanics of the bubble rupture at the gas-liquid interface
has been studied for decades (Newitt et al., 1954; Blanchard, 1963; Maclntyre, 1972;
Garcia-Briones and Chalmers, 1994). The hydrodynamic process of bubble rupture
involves four major steps: (1) bubble at liquid surface with its upper part protruding out
of the interface, forming a hemispherical liquid film cap, while its lower part depresses
the liquid below the interface; (2) hole formation at the thinnest apex of the film cap; (3)
a rapid receding of the hole boundary following the hole formation. (4) a rising liquid jet
as a result of the high pressure formed by the high speed liquid motion involved in the
previous steps. Maclntyre (1968, 1972) showed that the speed of the receding bubble film
for a 2-tm thick water film and the rising liquid jet from a 1.7-mm bubble in sea water
are 8 m/s and 5m/s, respectively.
For cell damage in the bubble-ascending region, it has been suggested, through
indirect evidence, that bubble coalescence and breakup away from the free gas-liquid
interface can also be a major source of cell injury (Oh et al., 1992; Wagner et al., 1992;
Yang and Wang, 1992; Wang et al., 1994). However, further studies by Kunas (1990) and
Michaels and his co-workers (1996), both using completely filled bioreactors to minimize
bubble rupture at the free gas-liquid interface, indicated that bubble coalescence and
breakup processes in the bulk liquid may not damage cells significantly.
Unlike the bubble ascending and disintegration regions, the bubble formation
region, in the past, was not isolated from the rest of the bioreactor volume to directly
identify the potential cell damage near the sparger surface. The sparger configuration is a
design parameter in bioreactor setup and scale-up (Qi et al., 2000e). It is important to
12
quantify the effect of the gas rapidly sparged out from the sparger surface with respect to
bubble-induced cell damage. The present experiment isolated the region near the sparger
from the rest, and studied the effect of the sparging gas flow on cells at the sparger
surface. The effect of the sparger superficial velocity of gas flow on animal cell cultures
proved insignificant.
Bubble-associated cell damage in animal cell cultures is a complex phenomenon.
Michaels and co-workers (1996) stated in their report that "the complexity of phenomena
which control cell damage makes the development of global models or correlations a
difficult task, although some models (Wang et al., 1994) have been successful for some
bioreactor situations."
1.1.2.3
Dissolved CO2 Concentration
Cells produce carbon dioxide (CO2) and, in the meantime, consume CO2. Studies
have shown that CO2 is both a metabolic product from decarboxylation reactions, and a
substrate required for the biosynthesis of essential compounds via carboxylation reactions
(Ho et al., 1987; Ishizaki, 1987; Jones and Greenfield, 1982; Onken and Liefke, 1989;
Matanguihan et al., 1999; Matanguihan et al., 2000). In addition, through the equilibrium
of CO2 in aqueous solution, media employing bicarbonate buffer also introduce CO2 into
cell culture independently from the cellular metabolism, i.e.
H20 + CO2(aq) <-> HCO3 + H
HCO3 <-> CO3
+H
It has long been recognized that an optimal level of dissolved CO2 concentration
(DCO2) is necessary for cells to achieve maximum growth and productivity (Ju et al.,
1991; Kurosawa et al., 1993). Gray et al. in 1996 reported that, in a CHO cell culture, a
(1)
(2)
13
DCO2 range of 30 to 76 mm Hg maximized the protein productivity, whereas DCO2
higher than 105 mm Hg resulted in cell growth inhibition and dramatic reduction in
productivity. Elevated DCO2, as a result of accumulation of CO2, has been problematic in
large-scale high-density animal cell cultures (Aunins and Henzler, 1993; Drapeau et al.,
1990; Ozturk et al., 1995). Use of bicarbonate solution to control pH exaggerates the
problem. CHO cell growth and recombinant human tissue plasminogen activator (tPA)
productivity was inhibited in the DCO2 range of 140 to 250 mm Hg (Kimura and Miller,
1996). Similarly, DCO2 of 105 to 150 mm Hg inhibited cell growth, reduced cell
viability, and decreased the productivity of a viral antigen in the CHO DG44 cell line
(Gray et al., 1996). In addition, it was shown that elevated DCO2 could alter the
glycosylation pattern of recombinant tPA secreted by CHO cells (Kimura and Miller,
1997). On the other hand, very low DCO2, as is often observed in the early cell mass
accumulation phases of the animal cell cultures using bicarbonate-free media, also
inhibits cell growth. A similar effect was reported in bacterial cultures (Godley et al.,
1990; Hornsten, 1992).
CO2 is accumulated in cell cultures when the CO2 removal (ventilation) rate is
smaller than the CO2 evolution rate (CER). Changes in pH control strategy, gas phase
composition, sparging flow rate, or reactor headspace and hydrostatic pressures may alter
the ventilation capacity of a bioreactor and thus affect DCO2 (Qi et al. 2000f; Qi et al.
2001). For laboratory-scale cultures, CO2 produced by cells is nonnally removed through
the culture surfaces. However, for large-scale processes, especially those operating at high
cell density, it is a challenge to avoid elevated DCO2 due to reduced surface-to-volume
ratios. Sparging microbubbles of pure oxygen to achieve maximum oxygenation and
minimum bubble-induced cell damage will potentially reduce CO2 ventilation since much
oxygen dissolves before the bubble reaches the top. In addition, increased hydrostatic
pressure in large reactors, or increasing operating pressure to improve 02 solubility or to
discourage contamination increases CO2 solubility. Although the use of bicarbonate-free
media in conjunction with NaOH base reduces DCO2 in bioreactors (Matanguihan et al.,
1999; Matanguihan et al., 2000), it is possible that the ultimate scale-limiting factor for
14
industrial high-density cell cultures is the accumulation of CO2 rather than the supply of
02.
Despite the significant problem of DCO2 in large-scale cell cultures, most industrial
processes are not equipped with DCO2 online monitoring and control mechanisms. This
is due to the lack of a reliable online sensor to monitor DCO2, as well as an appropriate
method to control DCO2 while simultaneously maintaining DO2 and pH set points.
0ff-line DCO2 measurements using tools such as NOVA blood gas analyzers have
been widely employed in industrial cell cultures. Their accuracy and consistency are
however limited by the manual samplings. Another method for DCO2 measurement
reported by some researchers for microbial fermentations is based on an assumption that
the fennentor broth is in equilibrium with the gases leaving the fermentor. It measures
CO2 concentration in the exhaust gas of the fermentor using a gas analyzer, such as gas
chromatograph (GC), mass spectrometer (MS), or a CO2 gas sensor (Sipior et al., 1996;
Puhar et al., 1983). For low-viscosity fermentations the equilibrium assumption may be a
close approximation (Alford, 1976). However, when viscosity is higher (over 1000 cP),
this equilibrium assumption would greatly underestimate the broth DCO2 (Dahod 1993).
One major barrier to control DCO2 in bioreactors is to simultaneously maintain
DO2, DCO2, and pH set points. This is due to the complexity associated with the dynamic
interrelationships among these variables (Qi et al. 2000f; Qi et al. 2001). Few studies
have been reported that attempt online DCO2 control in microbial fermentations. A decoupled strategy of controlling DO2 by the agitation rate and controlling DCO2 by the
airflow rate was used in Escherichia coli laboratory-scale fermentors (Diaz et al., 1996).
Unfortunately, this strategy is not suitable for animal cell cultures, which often allow a
narrow range of agitation rate. For micro-sparged cultures, agitation has a limited effect
on DO2. It is observed that, in our 15-L micro-sparged animal cell cultures, an increase in
agitation rate above 40 rpm will insignificantly increase oxygenation. Very low agitation
may also cause various mixing problems. In addition, a significant range of continuous
15
change in agitation, such as that (400-1100 rpm) used by Diaz et al., poses a shear threat
to many animal cells.
In this work, an online DCO2 monitoring and control system has been developed
and applied to long-term high-density perfusion cultures of animal cells. A commercially
available prototype in situ DCO2 sensor was evaluated. The probe proves appropriate for
long-term use in industrial perfusion bioreactors. Simultaneously control of DCO2, DO2
and pH, based on the developed cascade method, in a 15-L animal cell perfusion
bioreactor was demonstrated.
16
1.2
Goals and Objectives
1.2.1 Goals
The maj or goal of this work is to deterministically and quantitatively characterize
the membrane and micro-sparging aerations in animal cell cultures and create a
technology platform to study and develop industrial aeration processes.
It is evident that providing an adequate oxygen supply while maintaining an
appropriate carbon dioxide level in bioreactors is critical to the growth and maintenance
of animal cells. Membrane and sparging aerations are the two means to aerate (supply 02
and remove CO2) animal cell cultures in industry. Systematic investigation into these
aeration tools provides important knowledge necessary for scale-up of animal cell
cultures, and helps improve the efficiency of high-density large-scale processes. An
established technology platform allows for efficient development of industrial aeration
processes.
1.2.2 Objectives
The main objectives of this work are found in three specific investigations.
First, characterization of tubular membrane aeration system with respect to oxygen
transfer; this includes:
1.
The measurement of the pressure profile of the inner-tubing gas
2. The development of the appropriate mathematical model that describes the
underlying phenomena
17
Second, micro-sparging aeration; in this investigation, the following objectives are
explored:
3. In situ visualization of micro-sparged bubbles and analysis of bubble size
distributions
4. Quantification of bubble-induced cell damage with respect to gas sparging rate
5. Online monitoring and control of DCO2 in sparged animal cell cultures
Third, conceptual development of a new technology platform to study and develop
industrial aeration processes.
1.2.3 Thesis Content
Following the Introduction in Chapter 1, the Equipment, Materials and Methods
used in this work are described in Chapter 2. Mathematical models to describe the
underlying phenomena are developed in Chapter 3.
To present and discuss the results obtained in this work, in Chapter 4, Sections 4.1
to 4.5 analyze tubular membrane aeration in a real bioreactor system. Sections 4.6 to 4.12
focus on the key issues of micro-sparging aeration in long-term high-density perfusion
cultures of animal cells. Section 4.13 compares membrane and micro-sparging aerations
with respect to gas-liquid interfacial area. Sections 4.14 to 4.16 quantify the correlation
between sparging flow rate and bubble-induced cell damage, and determine the
detrimental sparging rate. Sections 4.17 to 4.21 describe the evaluation of a new in situ
DCO2 sensor, and present the online control of DCO2 in micro-sparged cell cultures using
a new cascade method to avoid CO2 accumulation.
Data interpretation and consolidation through modeling and fitting is included in
Chapter 5. As an integration of the knowledge obtained in this work, in Chapter 6, the
concept of the new technology platform to study and develop industrial aeration processes
is developed. Conclusions are given in Chapter 7.
[I;]
CHAPTER 2 EQUIPMENT, MATERIALS AND METHODS
2.1
Equipment
2.1.1 Continuous Stirred-tank Bioreactor and Control System
1 5-L stirred-tank water-jacketed perfusion bioreactor (Applikon Dependable
Instruments B.V., Netherlands) with a 12-L working volume was used in this work
(Figures 2 and 3). The bioreactor was equipped with online sensors of pH (Mettler-
Online
Mass
gas
St
medium
Online
Sensors
Figure 2
Continuous Perfusion Mode of Bioreactor Cultivation of Animal Cells.
Toledo Process Analytical Inc., MA), DO2 (Mettler-Toledo AG, Switzerland),
temperature, optical density (Aquasant Messtechnik AG, Germany), DCO2 (YSI
Incorporated, Yellow Springs, Ohio), and laser imaging (Lasentec, Seattle, WA) for
bioreactor monitoring. Warm water is circulated through the bioreactor jacket to maintain
bioreactor temperature. Three flat four-bladed impellers with diameter of 12.5 cm
(impeller to tank diameter ratio of - 0.6) are used to provide agitation. Silicone tubular
membrane or micro-sparging systems, as described below, were employed to supply
oxygen and remove carbon dioxide in the bioreactor. B. Braun DCU connected to a PC
computer running the LabVIEW® bioreactor program (National Instruments Corporation,
TX) was implemented for bioreactor control and data acquisition.
2.1.2 Silicone-Tubing Membrane Aeration System
Silicon tubing was employed to fabricate the membrane aeration basket (Figure 4).
The silicone tubing used was manufactured by Dow Corning Corporation, MI (SILASTIC
Rx 50, Medical Grade Tubing Special). The inner diameter of the silicone tubing was
1.980 mm (0.078 inch) and the outer diameter was 3.175 mm (0.125 inch). Multiple
silicone-tubing baskets with two different levels of tubing tightness were assembled and
used in this work. A same metal supporting rack was used in all cases to ensure identical
configurations. Tubing was vertically wrapped on the rack to form a double tubing layers
to achieve high membrane-liquid interfacial surface area. For each of the tightness, the
unstretched and stretched lengths of the tubing before and after basket wrapping, L and
L, respectively, are given in Table 1. The stretching ratio of the tighter tubing basket, LI
= 1.26 while the ratio for the looser basket, LI L = 1.06.
Eight extra outlets excluding the basket entrance and exit were constructed along the
silicone tubing for the purpose of the experiment (Figure 5). The locations of the extra
outlets are given in Table 2. T-connectors from Cole-Parmer Instrument Company, IL
(3132'x3132"x3132" Miniature Barbed Polypropylene Fittings, Cole-Parmer Model 6365-
Figure 3
15-L Stirred-tank Water-jacketed Continuous Perfusion Bioreactor System.
21
Cells
(liquid phase)
Figure 4
/702
15-L Bioreactor Tubular Membrane Aeration Basket.
(Double layers of silicone tubing are wrapped on the supporting basket rack.
The tubing basket is submerged in the cell culture broth, and gas
continuously flows through the tubing. Oxygen transfers through gaspermeable wall of the tubing into cell culture, in the meantime, carbon
dioxide transfers into the tubing and removed by the gas flow.)
22
Pressure
Digital Pressure
Gauge
4
5.
I
#5
#4
ó
I
I
Ii
Ii
I,
I,
I,
'I
'I
/
Figure 5.
/
Experimental Setup of the 15-L Bioreactor Tubing Aeration Basket.
(Outlets #1 and #10 are the gas entrance and exit of the tubing basket.
Outlets #2 #9 are the extra outlets specially made for the purpose of
pressure measurement, and remain blocked during the pressure measurement
by using double valves on each of the outlet lines.)
23
90) were used to make the outlet tubing connections. Tubing with very low gas
permeability (MasterFlex®Norprene Food Tubing, Cole-Parmer Instrument Company,
IL) was used to make the outlet lines. This set up enabled accurate measurements of the
inner-tubing pressure at 10 points along the silicone tubing.
Table 1.
Silicone Tubing Length of the Loose and Tight Aeration Baskets.
Pre-wrapping
TUBING LENGTH
Table 2.
Post-wrapping (L)
(La)
Loosely-wrapped Basket
75.3 m
79.5 m
Tightly-wrapped Basket
63.1 m
79.5 m
Locations of the Pressure Measuring Points along the Silicone Tubing.
Point#
Location [m]
1
(entrance)
0
2
3
4
5
6
0.67 6.12 12.9 19.7 26.5
7
8
9
33.3 46.9 63.4
10
(exit)
79.5
24
2.1.3 Micro-sparging Aeration System
Stainless steel sinter spargers (Applikon Dependable Instruments B.V., Netherlands)
with pore sizes of 0.5 tim, 2 tim, and 15 im were used to generate microbubbles in the
15-L sparging-aerated stirred-tank bioreactor. The microbubbles create large gas-liquid
interfacial surface area and enable high oxygen mass transfer in bioreactors. Oxygen
inside the sparged bubbles diffuses into the cell culture broth and, in the meantime,
carbon dioxide produced by cells transfers into the bubbles and was carried out from the
bioreactor. The sparger was installed at the end of the stainless steel gas-inlet tube and
D-7mm
Porous Cap
H-2mm
* Weld
Rubber
0-ring
Open ended threaded fitting
Figure 6.
Schematic of Stainless Steel Sintered Frit Sparger.
25
situated about 15 mm under the bottom impeller in the center of the bioreactor. The total
flow rate and the individual gas contents of the sparger inlet gas were automatically
controlled by the bioreactor control system based on DCO2, pH, and DO2 of the cell
culture. An online pressure gauge was installed on the gas-inlet tube to monitor the
pressure of the sparger inlet gas flow.
The spargers used in this work were identical in size with a frit diameter of 7 mm
and thickness of 2 mm (Figure 6). Figure 7 shows the surface of the sparger scanned by
an electron microscope. The nominal pore size of the sparger, according to the
manufacturing specification, is 0.5 pm. However, the electron microscope scanning of the
sparger surface indicates that some of the sparger pores are 15-20 pm.
2.1.4 In situ
Laser Imaging System
Lasentec PVM 800 (Particle Vision and Measurement, Lasentec, Redmond, WA)
in-situ microscope prototype was employed to obtain images of the sparged microbubbles
inside the bulk liquid of the stirred bioreactor. The system incorporates a high
magnification CCD (Charge-Coupled Device) camera and six individual laser diode
lights that surround the outer lens of the microscope. The device fits into an autoclavable
housing that is mounted into a standard 25-mm Ingold port of the bioreactor. A low light
absorption sapphire window separates the microscope and the cell culture. The probe
housing is equipped with a concave reflecting device that extends 2.5-mm beyond the
window and reflects the light diffracted by the objects between the reflector and the
window.
2.1.5 In situ
Online DCO2 Sensor and Monitoring System
A new prototype of YSI 8500 DCO2 sensor and monitoring system commercially
manufactured by YSI, Inc. (Yellow Springs, Ohio) was evaluated and used in this work.
26
The system consists of a DCO2 monitor, a fiber-optic cable (YSI 8500 Series), and a
DCO2 sensor probe (Figure 8). The DCO2 sensor probe is configured to fit into the
standard 25-mm Ingold bioreactor port with a retractable housing (Figure 9) for
application in long-term perfusion cultures of animal cells.
The YSI 8500 DCO2 sensor is based on the fiber-optic fluorescence technology
licensed by YSI and initially developed by Uttamlal and Walt (1995). The sensor capsule,
as shown in Figure 10, consists of a small reservoir of bicarbonate buffer covered by a gas
permeable silicone membrane. The buffer contains HPTS (hydroxypyrene trisulfonic
acid), a pH-sensitive fluorescent dye. CO2 diffuses through the membrane into the buffer,
changing its pH. As the pH changes, the fluorescence of the dye changes. The YSI 8500
compares the fluorescence of the dye at two different wavelengths to determine the
DCO2.
2.1.6 Nova Biomedical Analyzer
Nova Profile Plus 10 Biomedical Analyzer (Nova Biomedical Waltham, MA) was
used to measure pH, DO2 and DCO2 ili daily off-line samples of the bioreactor cultures of
animal cells.
2.1.7 YSI 2700 Biochemistry Analyzer
YSI 2700 Select Biochemistry Analyzer (Yellow Springs Instrument Co., Yellow
Springs, Ohio) was used to measure Glucose, Lactate, Glutamine and Glutamate
concentrations in daily off-line samples of the bioreactor cultures of animal cells.
27
J
F"
Figure 7
Scanning Electron Microscopy Pictures of the Micro-Sparger Surface.
28
DCO2
Probe
L
Li
Monitoring
Unit
!
U
mx7Omm
/
meter optic
'% r-'
x 320mm
This picture provided by YSI, Inc.
Figure 8
Prototype of YSI 8500 DCO2 Sensor and Monitoring System.
29
Figure 9
The DCO2 Sensor Probe in a Retractable Housing.
(The retractable probe housing fits into the standard 25-mm Ingold
bioreactor port. Bioreactor sensor probes can be sterilized online inside the
retractable housing connecting to a portable steam generator. With this
retractable device sensors can be replaced online sterilely to ensure the longterm continuous perfusion cultivation of animal cells.)
30
Perforated
Stainless Steel
Outer inert
polymer layer
Dye layer
Inner transparent
polymer layer
A
0
Optic fiber
Picture provided by YSI, Inc.
Figure 10
YSI 8500 CO2 Sensor Technology.
31
2.1.8 Kodak Biolyzer
Kodak Biolyzer (Eastman Kodak Company, NY) was used to measure LDH (lactate
dehydrogenase) and NH3 concentrations in daily off-line samples of bioreactor cultures of
animal cells.
2.2 Materials
2.2.1 Cell Lines
Two proprietary recombinant cell lines of BHK-2 1 and CHO both producing a
therapeutic glycoprotein were used in this work. Cell density was controlled at desired set
point, such as 20x 106 cells/mL, by automatic purge of cells from the bioreactor according
to the online measurements of optical density or oxygen gas flow rate.
2.2.2 Cell Culture Media
Both cell cultures and blank media containing no cells were used in this work. A
proprietary protein-free medium for animal cell culture containing none or 1 g/L NaHCO3
was used in both cases.
2.2.3 Gas for Bioreactor Aeration
A mixture of 02,
N2
and CO2 at dynamically controlled ratio was used to aerate the
cell cultures via bioreactor control system.
32
2.2.4 Pluronic F68
Pluronic F68 (Sigma Chemical, St. Louis, MO) was formulated in media to function
as a cell protective reagent against bubble-induced cell damage. Both routine
concentrations of 1 g Pluronic F68 per liter medium and various other concentrations for
experimental interests were used in this work.
2.2.5 Antifoam
Emulsion C polydimethylsiloxane-based antifoam (Sigma Chemical, St. Louis, MO)
was fed online into cell cultures aseptically to avoid problematic foaming in the sparged
bioreactor.
2.3
Methods
2.3.1 Bioreactor Cultivation of Animal Cells in Perfusion Mode
Recombinant CHO or BHK cells are cultivated in continuous perfusion bioreactor
(Figures 2 and 3). Mixture of 02,
N2
and CO2 at controlled ratio was fed through the
submerged silicone tubing or sparged via the micron-size sparger pores to aerate the
bioreactor. Bioreactor temperature was controlled at a constant level, such as 36 °C, by
circulating warm water through the bioreactor jacket. Agitation was normally maintained
at 80 rpm for the silicone-tubing aerated cultures while 40 rpm for the micro-sparged
process. DO2 in the bioreactor was kept at 50% of 1-atm air saturation by automatically
adjusting the aeration gas flow rate andlor the ratio of the individual gas contents. pH was
controlled at a constant level, such as 6.90, by mixing base solution in the medium feed
or adjusting the CO2 feed. A proprietary settling device for cell retention is used to
achieve the perfusion mode of the bioreactor operation. To reduce precipitation in the
medium feeding line caused by base mixing, two medium pumps were used to supply
33
medium to the bioreactor. One pump was set at manual mode to have approximately 80%
of the medium feed maintained at continuous mode, whereas the other one at on-and-off
control mode to feed the rest of the medium in response to the culture level. Foaming due
to sparging was eliminated by addition of Emulsion C solution into the bioreactor via
pump.
Cell density and viability were measured offline by duplicate cell counts via
hemocytometer using standard trypan blue staining methods. Cells stained blue were
classified as dead cells. Daily calibration of the online optical measurements of cell
density was perfonned based on the offline measurements to ensure accurate purge of the
perfusion bioreactor operation.
A typical cell culture in this work has cell density of 20 million cells/mL and cell
viability above 90%, and remains productive for approximate 100 days with perfusion
rate up to 10 bioreactor volumes per day.
2.3.2 Measurement of Inner-tubing Pressure
As shown in Figure 5 and Table 2, eight extra outlets excluding the basket tubing
entrance and exit were specially constructed along the silicone tubing for the purpose of
the pressure measurement. Inner-tubing pressure was measured at each of the ten points
including basket tubing entrance and exit using a digital pressure meter (model 5002
I.S./Class lBS 1259:58, Kane-May Ltd., Great Britain). The exit of the silicone-tubing
basket was connected to a pressure regulator (Model ABP 1ST 1 3BPX4, Veriflo
Corporation). Gas was fed through the silicone tubing to aerate the bioreactor, and
released via the back pressure regulator. To investigate different profiles of inner-tubing
pressure, various tubing entrance and exit pressures were created by adjusting the tubing
gas throughput and/or the back pressure regulator. Gas throughput was controlled online
by the bioreactor control system and monitored offline using a digital mass flow meter
(Ailtech Associates, Inc., IL). Pressure holding test was conducted on the tubing basket to
34
ensure integration prior to experiment. During the experiment, the bioreactor was
maintained at standard operating conditions including temperature of 36 °C and agitation
of 80 rpm. Twelve liters of water for injection was used to form the bulk liquid phase in
the bioreactor.
To confirm the reliability of the data, the experiments were repeated with multiple
tubing baskets with the two different levels of tubing tightness.
2.3.3 Measurement of Apparent Overall k1a
The apparent overall volumetric oxygen mass transfer coefficient, kLa, was
determined online using the dynamic gassing out method. Measurements were
automatically conducted and recorded by the control program of Lab VIEW® (National
Instruments, Austin, TX) run by the computer interfaced to the bioreactor. Calculation of
kLa was performed online by a Lab VIEW® algorithm in the program. Prior to each
measurement nitrogen was used to strip out oxygen in bioreactor till DO stabilized at
zero.
2.3.4 Mathematical Analysis of OTR for Tubular Membrane System
2.3.4.1
Oxygen Mass Transfer Characteristics
A tubular aeration system places a gas-permeable membrane between the gas and
the liquid phases in bioreactor. Oxygen diffuses, through the tubing membrane, from the
inner-tubing gas phase into the liquid phase of culture broth under the driving force of
oxygen partial pressure; and in the meantime, carbon dioxide produced by cells transfers
into the tubing, and is removed by the inner-tubing gas flow.
35
The correlation between oxygen partial pressure in the gas phase and its equilibrium
dissolved oxygen (DO2) concentration in the liquid phase is governed by Henry's Law:
CO2 = Po2
/ H02
(3)
where Po2 is the oxygen partial pressure in the gas phase, CK02 is the equilibrium DO2
concentration in the liquid phase, and
H02
is Henry's constant. By using total pressure, P,
Henry' Law can also be expressed as:
CO2 = P x
n02
/
(4)
H02
where n02 is the oxygen molar fraction in the gas phase. Typically, the DO2 concentration
in a bioreactor is maintained at a constant operation level, CO2, which is lower than the
equilibrium DO2 concentration, C*02. The difference between these two concentrations,
(C*02
CO2),
acts as the local overall mass transfer driving force, by which the oxygen
transfer rate, OTR, is expressed as:
OTR=kLa(C*o2Co2)
(5)
where kLa is the local apparent overall volumetric oxygen mass transfer coefficient.
Substituting Equation (2) into (3) leads to
OTR=kLa{(P x
n02/H02)-0O2]
(6)
For a bioreactor employing tubular aeration system, the pressure, P. in the preceding
Equation is the gas pressure inside the tubing. The inner-tubing pressure, as a function of
the tubing length, 1, continuously drops from its maximum value at the tubing entrance,
P(0), to its minimum value at the tubing exit, P(L), due to headloss and oxygen transfer to
the liquid. An average inner-tubing pressure can be obtained by averaging the pressure
profile along the axial distance of the tubing.
36
L
Paverage = (f0P(l)dl) /
L
(7)
Replacing P in Equation (4) with the average pressure gives
OTR = kLa {
[(J'P(l)dl
)
x
n02 /
L] / H02
(8)
CO2 }
In the absence of cells, the oxygen molar fraction, n02, remains constant under
equilibrium conditions.
2.3.4.2
OTR Calculations
In the present study, oxygen transfer rates (OTRs) in the membrane-aerated
bioreactor were quantified at DO of 50% of 1-atm air saturation. For comparison two
different methods were used to determine the inner-tubing pressure required in the OTR
analysis (Equation 6). In the first method, the average inner-tubing pressure value,
average' was calculated based on the experimental data of actual pressure profile, P(l),
obtained in this work (Equation 5); In the other method, which represents the traditionally
used procedure, 1average was simply the linear average of the tubing entrance and exit
pressures,
Paverage =
where
[P(0) + P(L) I / 2
P(0) is the inner-tubing pressure at the tubing entrance
P(L) is the inner-tubing pressure at the tubing exit
(9)
37
The results from the two calculations were compared at the same tubing entrance and exit
pressures.
2.3.5 Estimation of Gas Hold-up in Sparged Bioreactor
Gas hold-up inside the 15L bioreactor during sparging operation was determined
experimentally by measuring the height of the aerated (sparged) liquid, 4i, and that of
clear liquid,
ZL.
The average fractional gas hold-up, H, is thus given as
H=ZG_ZL
ZG
(10)
2.3.6 Novel In-Situ Imaging Method for Bubble Size Measurement
The Lasentec PVM 800 laser imaging system described in Section 2.1.4 was used to
capture the in-situ images of the bubbles inside the bulk liquid of the stirred bioreactor.
The obtained images were acquired by a PC (Gateway 2000) and saved as sequences of
bitmap files. The white and black level references of the images were adjusted using the
PVM control software so that the bubbles appeared as dark rings with a bright
background (Figure 11) The image sequences were then processed using Optimas Image
Analysis Software (version 6.2), a 32-bit image analysis software for Windows NT 4.0
(Media Cybernetics, Bothell, WA). A macro was developed, in this work, to binarize the
bubble images, close and fill the rings, and measure the area-equivalent diameter of the
objects after checking their circularity. Figure 12 shows a flowchart of the image analysis
process. The processed imaging sequences were exported to Excel via DDE (Dynamic
Data Exchange) to calculate the distributions of bubble sizes. Each bubble size
distribution was quantified based on at least 600 bubble images to assure the statistic
significance.
Homogeneity of bubble distribution in bioreactor vessel is tested to ensure the true
representation of bubble sizes measured by the Lasentec PVM imaging system. The
imaging probe was inserted into the bioreactor through both the regular side port close to
the bottom of the vessel and a port on the bioreactor top plate. For the case of top
insertion, the tip of the imaging probe was about 4 cm below the culture surface and away
from the central shaft about 7 cm (2/3 of the distance of between the shaft and the vessel
wall). The typical micro-sparging agitation rate of 40 rpm was used to stir the sparged
bubbles. The test results, as shown in Figure 13, indicate a homogeneous distribution of
bubbles in bioreactor for use of the imaging system.
The macro computation of the imaging system for measuring bubble size was
calibrated prior to use based on manual measurements of original bubble photos. In
addition, transparent glass beads with manually determined sizes under microscope were
used in the bioreactor without sparging to replace the bubbles. The macro was calibrated
against the size distribution of the beads in the bioreactor (Figure 14). Figure 15 shows
the original images of these glass beads.
O0
0
00 0
C)
0
Figure 11
(p
0
Bubbles Appeared as Dark Rings with a Bright Background.
Image acquring by the on-line PVM probe
(each size distribution based on at least 600 images)
Original image of two bubbles
Adjusting white and black level references to make
bubbles appear as dark rings in bright background
Saving images to PC as sequences of bitmap files
LII
..
After dicjital manipulation
LII
Binarizing images, closing & filling rings, checking
circularity, measuring diameter using macro
LII
Exporting data to Excel via DDE for statistic analysis
Figure 12
Lii
Circular objects of the same area
Diagram of the Automated Process of Bubble Size Measurement.
41
16
-0- lOOmL/min, top
- El- 200 mL/min, top
12
- - 100 mLlmin, bottom
- £- 200 mLlmin, bottom
I)
4
0
100
0
200
300
Bubble Diameter [tm]
400
Figure 13 Homogeneity of Bubble Distribution in Bioreactor Vessel
50
(
)\
40
30
S
'I
I
:
C)
'
I)
10
___________ ___________- ___________ ___________
-
0
20
40
..(
60
Glass Bead Diameter [jim]
Figure
14
Size Distribution of the Glass Beads in Bioreactor
80
42
Figure 15
Images of the Calibration Glass Beads in the 1 5-L Bioreactor
43
2.3.6.1
Sauter-mean Diameter
The Sauter-mean diameter (volume-surface diameter),
d32,
is by definition the ratio
of the third to the second moment of the probability density function
d3p(d)dd
d2p(d)dd
d3-
(11)
or for any size distribution of bubbles,
il
d32
nd3
(12)
nd12
d3,2
is extensively used in the characterization of gas/liquid and liquid/liquid dispersions.
It relates the area of the gas phase to its volume and hence to mass transfer properties.
These relationships show that the Sauter-mean diameter depends both on the
dnijn/dmax
and the size distribution profile of the bubbles.
2.3.6.2
Bubble Interfacial Area
The bubble-liquid interfacial area provides important information that helps
characterize the properties of gas-liquid mass transfer. An accurate description of bubble
size distribution of the sparged bubbles is necessary for quantifying the total gas-liquid
interfacial area within the bulk liquid of the bioreactor. The interfacial area per unit liquid
volume can be calculated from the Sauter-mean diameter, d32, and the volume fraction of
gas phase, H, as follows
6H
d32
(13)
The total bubble interfacial area, A, thus can be given by
A=aV
(14)
where V is the volume of culture liquid phase.
2.3.7 Calculation of Apparent Overall k1
The volumetric oxygen mass transfer coefficient, kLa, is the combination of two
parameters, the overall mass-transfer coefficient, kL, and the interfacial area, a. It has been
a challenge to identify which parameter is responsible for the change of kLa when the
operating condition of a bioreactor is changed. In the past, numerical models have been
proposed to estimate kL, however, were limited to indirect approximations with
significant errors. Only an accurate description of bubble size distribution allows for a
precise calculation of kL.
k=
L
(kLa)d32
a
6H
(15)
where volumetric oxygen mass transfer coefficient, kLa, and gas hold-up, H, can be
experimentally obtained as described in Sections 2.3.3 and 2.3.5.
2.3.8 Method to Vary Sparger Superficial Velocity of Gas Flow
Multiple stainless steel sintered spargers with pore size of 0.5 mm were installed in
the 1 5-L perfusion bioreactor. The spargers were identical and placed symmetrically in
the center of the bioreactor. Sparging gas via a single inlet tube uniformly distributed into
the valve-controlled sub-tubes each connecting to a sparger. The effect of sparger
superficial velocity on cells was determined for various total sparging rates up to the level
detrimental to cells. Different superficial velocities were created at each total sparging
rate by altering the number of spargers used. Figure 16 provides the correlation between
superficial velocity and total sparging rate. At each total sparging rate, superficial velocity
of the gas flow and the corresponding pressure at the surface of the spargers were varied,
while the culture surface and volume remain constant. Through phases of these different
conditions potential cell damage was examined based on cell viability and LDH
measurements.
1400
C
1200
I.)
1000
II:::
400
200
iI
0
200
400
600
800
1000
Sparging Rate [mL/min]
Figure 16
Correlation of Sparger Superficial Velocity versus Total Sparging Rate.
1200
2.3.9 Novel Method for DCO2 Online Monitoring and Control
Gas mixture with controlled ratio of 02,
N2
and CO2 is used to sparge (supply 02
and addlremove CO2) cell culture. The sparging gas
flow
strips out dissolved CO2. and
thus the total sparging rate is inversely proportional to DCO2 concentration in bioreactor.
Oxygen content of the sparging gas is proportional to DO concentration, while sparged
nitrogen and carbon dioxide reduce DO. In addition, addition of carbon dioxide via
sparging gas decreases pH level in cell culture.
A novel cascade method was developed for online control of DCO2, DO2 and pH.
The control algorithm is shown in Figure 17. DCO2 is controlled by varying total
sparging gas flow. Through PD control of the gas
flow
rate DCO2 concentration is
maintained at its set point. In Addition, upon the change of the total sparging rate, the
ratio of 02, N2 and CO2 contents in the sparging gas is simultaneously adjusted through
PD control of the individual gas
flow rate.
The resulted gas ratio maintains the set points
of DO2 and pH. Normally,
CO2 presence in sparging gas is required only during the early
cell mass accumulation phases of animal cell cultures using bicarbonate-free media.
The calculations of the controlling ioops follows the order of
1) Adjusting total sparging rate based on DCO2,
2) Adjusting CO2 sparging rate based on pH
3) Adjusting 02 sparging rate based on DO2
4) Changing N2 sparging rate so that
N2 sparging rate = total sparging rate (CO2 sparging rate + 02 sparging rate)
(16)
47
02 N2 CO2
DCO2
PID
Controller
DC
F
pH-DO2
PID
Controller
DO2
_____
Bioreactor
02, N2, cc
mixture
slow
Figure 17
Novel Cascade Method for Online Control of DCO2, DO2 and pH.
(DCO2 is controlled via DCO2 Controller by adjusting total gas sparging
rate, Fsp, based on DCO2 set point, DCO2sp, and the feedback of the DCO2
sensor. At a given total gas sparging rate, pH and DO2 are controlled by pHDO2 Controller.
, signal transition; E> , gas flow)
-.-'
CHAPTER 3 MODEL DEVELOPMENT
3.1
Modeling Inner-tubing Pressure Profiles
3.1.1 Differential Analysis of Oxygen Mass Transfer in Tubular Membrane
Aeration System
A membrane tubing aeration basket is submerged in the liquid phase of a bioreactor
to aerate the cell culture. Oxygen inside the tubing transfers into the cell culture broth
through the gas-permeable tubing membrane.
As shown in Figure 18, an oxygen mass balance on the selected tubing section gives:
F C*021X At
F C*021x+dx At
kL It
dX
(C*02
CO2
) At = 0
(17)
where kL is the overall oxygen mass transfer coefficient [mis].
Simplification of the above equation leads to
d(F.C2)
dx
kL
..d.(c*2_C2)
(18)
Replacing oxygen concentration with oxygen partial pressure using Henry's Law gives
d(F.P.n02),
dx
.d.(C*C)
(19)
where the gas throughput, F(x), the inner-tubing pressure, P(x) and the oxygen mole
fraction, n02(x) are functions of the tubing axial distance, x. Further information
regarding the membrane system is required to calculate the above equation, including the
in
situ configurations of the stretched tubing wrapped on the tubing aeration basket, and
the pressure losses due to the friction from the tubing wall and the tubing bending
resistance.
Gas Flow, F
[m3/s]
II
d0
x
(Cell Culture)
CO2
X+dX
Figure 18
Differential Analysis of 02 Transfer for the Tubular Aeration System.
(Let the "x" as the length coordinate along the axial distance of the tubing.
An infinite small section with a tubing length of dX is selected along the
tubing axial distance at the location of X on the length coordinate. The
inner-tubing gas total pressure, P [Pa]; the inner-tubing oxygen partial
pressure, P02 [Pa]; the inner-tubing oxygen molar fraction, n02 [-]; the innertubing equilibrium oxygen concentration, C*o2 [mourn3]; the oxygen
concentration of the cell culture, CO2 [mol/m3]; and the tubing outer
diameter, d0 [m].)
50
3.1.2 Cross-section Areas of In Situ Stretched and Bent Tubin2
Inner-tubing pressure expands the tubing diameter, and enlarges the tubing cross-
section area. As the pressure drops from the tubing entrance to the exit, the cross-section
area of the tubing decreases along the tubing length. In addition, the tubing was bent
when it was wrapped around the rack rods. The 180° bending further alter and complicate
the tubing performance. The pressurized and bent tubing on the rack consists of straight
portions between the tubing bending and bending portions around the supporting rods. To
understand the gas flow mechanism inside the tubing and study the resulted pressure
characteristics, experimental measurements of the in situ tubing dimensions are required.
The outer tubing diameters at the straight and bending points were measured using
micrometer device equipped with magnification lens to increase the accuracy. The innertubing cross-section area of the straight tubing portion, As, and at the bending point, AB,
were calculated using the measured outer dimensions (Figure 19) as following:
Straight tubing section: A5 = it djn /4
where
d1
(20)
is inner diameter of straight portions of the stretched tubing.
Bending point:
AB= (a-b)(b-2s) +
rc(b-2s)2
/4
(21)
where "a" and "b" are the outer dimensions of the tubing bends (Figure 19B) and "s" is
the wall thickness of the stretched tubing.
The inner-tubing diameter, d1, and the wall thickness, s, of the stretched tubing used
in the calculation of the tubing cross-section areas depend on the inner-tubing pressure
and the stretching of the tubing. The influence of stretching in incorporated in the
volumetric material balance of the membrane in the stretched state (without subscript)
51
and the unstretched state (with subscript, u). The inner diameter for the stretched
(wrapped) tubing
(22)
d. =
where d0 is the outer diameter of the tubing, L and L are the length of the unstretched
and stretched tubing, respectively
The corresponding wall thickness of the tubing is
s = d0-
d1
(23)
3.1.3 Model Development
The inner-tubing pressure headloss (in absence of cells and hence the 02/CO2 mass
transfer across the tubing membrane) and the corresponding pressure profile reflect the
following gas flow resistances:
1.
Friction at the tubing wall
2. Pressure loss at the 180° bending points
52
n
AI
-1
Pressed Tubing at
Bending Points
1
a _________
Cross-section
Area, AB
lb
Supporting Rod
Figure 19
illustration of In Situ Dimentions of Wrapped (Strectched and Bent) Tubing.
(The diameter of the tubing basket rod is 8.3 mm, and the distance between
the centers of the up and down rods is 330 mm. A) x, the location coordinate
of the tubing;
the outer diameter of the straight portion of the tubing; A
and AB, the cross-section areas of the straight portion and the bending points
of the tubing, respectively; r, the tubing bending radius; q is the volumetric
gas flow rate in the tubing; i, the number of the tubing windings. B) The
cross section of the pressed tubing, with a shape of round rectangular, at the
bending points, a and b, the width and the thickness of the pressed tubing,
respectively.)
53
The pressure loss due to the tubing friction and bending is determined from
empirical relations readily available in literature for circular and rectangular cross
sections.
Losses due to friction:
APF
X
Pv ,2
(24)
in
Losses at the bending points:
APB =Pv()lcB
AB
(25)
The gas density, p, the gas velocity, v, the inner diameter of the tubing, d1, the cross
section areas, As and AB, and the friction factor of the tubing, X, depend on the location
coordinate, x, due to the pressure changes along the tubing. Therefore only a numerical
calculation of the pressure profile is possible with the following assumptions:
The friction loss on the tubing wall at the bending points can be calculated as in the
straight portion of the tubing.
The pressure loss at the bending points with a constant resistance factor, B
A simple expression for pressure distribution along the tubing is obtained by
combining Equation (21) and (22).
P(x)
I
[Pv2 ---dx+CB
d1
where
P(x) is inner-tubing pressure
Po is tubing entrance pressure
r
A
2
vi]
(26)
54
The relation for hydraulic smooth tubing flows was used to calculate the tubing
friction factor, X. For laminar flow, X = 64/Re, where the Reynolds number for the tubing
gas flow, Re, is defined as Re = v d/v.
The resistance factor,
ca,
is a function of the bending radius, r/d1, the bending angle,
a, and the Reynolds number, Re. It is estimated that the resistance factor,
cB,
is between 2
and 2.3 (VDI-Wärmeatlas, 1994). In most cases, rid10 falls in the range of 2.3 to 3, the
bending angle, a = 1800, and the Reynolds number at the bending point is between 200
and 600.
The pressure relations of Equation (18) and (19) are used to calculate the crosssection area,
AB,
and the inner diameters of the tubing, d1.
The changes of gas density, p, and the gas velocity, v, with pressure at constant
temperature is described using the ideal gas law.
3.2 Modeling Microbubble-induced Cell Damage
Cells grow and, in the meantime, die in bioreactors. Cell growth is a physiological
parameter depending on cell physiological conditions; and cell death consists of
physiological cell death and cell death resulted from mechanistic stresses. The difference
between the physiological cell growth rate (CGRph) and the sum of the physiological cell
death rate (CDRh) and the mechanistic cell death rate (CDR10e0) is the net cell growth
rate or the apparent cell growth rate
(CGRapp).
CGRph = f (cell physiological characteristics)
(27)
CDRh = f' (cell physiological characteristics)
(28)
55
CDRmec = f" (mechanistic parameters)
(29)
CGRapp = CGRph
(30)
( CDRpy +CDRmec)
The apparent cell growth rate, CGRapP, is calculated from measured parameters of
cell cultures. For continuous perfusion cultures this calculation is attributed to a number
of factors including viable cell density, VCD, bioreactor volume, V. harvest rate, RThay,
harvest viable cell density, HVCD, and purge rate,
RTpurge.
For a perfusion culture at steady state, when sparging gas flow rate increases,
mechanistic cell death rate increases due to more frequent interactions of cell and
bubbles, while physiological cell growth and death rates remain constant. Therefore,
A(CGRapp) =
A(CDRmec)
(31)
Furthermore, mechanistic cell death induced by sparged bubbles is proportional to
the speed of bubble rupture at the culture surface in bioreactor, which proves to be the
major cause of the mechanistic cell death, and the frequency of cell-bubble interactions.
The former equals to the speed of bubble generation and is proportional to volumetric
sparging gas rate (Qg) and inversely proportional to bubble size, db. The later is
proportional to cell density, VCD, and inversely proportional to gas-liquid interfacial area
of cell culture, A (proportional to db).
Tramper et al. (1988) proposed a kinetic model for bubble-induced cell death based
on their bubble column experiments using bubbles with conventional sizes (0.45 to 4.5
mm) and short-term cell cultures (hours) with low cell densities (0.5 to 1 million
cells/mL). In their model, with the assumption of a hypothetical killing volume, Vd, the
cell death rate due to cell-bubble interactions is given by
56
CDR
6QVd
__ g
lbV
(32)
whereas
6Qg/7t db3
is the speed of bubble generation
Vd is the hypothetical killing volume
V is bioreactor volume
For long-term high-density micro-sparged cell cultures in stirred-tank bioreactors,
such as those used in this work, a modified kinetic model is proposed to underlying the
mechanism of cell death resulted from cell-bubble interactions. The model assumes that
the bubble-induced cell damage attributes to the characteristic factors of high cell-density
large-scale cultures including cell density and culture surface area.
= K
Qg (VC'D)
(33)
where
K is mechanistic cell damage constant associated with cell physiological
characteristics
db is measured online using the laser imaging technology developed in this work
and, as will be discussed in Section 4.7 of this dissertation, shows negligible change
when sparging rate increases in a certain range.
When sparging rate changes,
g) (VCD)
A(CGRapp) =
A(CDRmec) = K
(34)
57
K=
'r"b(C"Rmec)
(VCD)Li(Qg)
71b(Rapp)
(VCD)A(Qg)
(35)
in terms of specific cell growth rate, spCGRapp,
AC CGRapp) = K
K =uzdbA
A(Qg)
A(Qg)
(36)
(37)
or
A(spCGRapp)
K
A(Qg)
2rdbA
(38)
The proposed model can be used to predict some important behaviors associated
with sparging for a large-scale cell culture process using the experimental data from a
laboratory cell culture. It helps scale up industrial high-density animal cell cultures.
However, like most of the models attempting to describe the complexity of biological
phenomena, the model proposed herein is not a global model or correlation. For example,
this model is incapable of describing the correlation between the magnitude of the
detrimental force of sparging and the size of the sparged bubbles.
CHAPTER 4 RESULTS AND DISCUSSION
4.1
Inner-Tubing Pressure Profiles
The profiles of pressure inside the silicone tubing at constant tubing entrance
pressure of 2.05 bar and varying exit pressures (1.01, 1.36 and 1.70 bar) and tubing
tightness (tensions) were measured (Figure 20). For both the loosely-wrapped (Figure
20A) and the tightly-wrapped (Figure 20B) baskets, the profiles of the inner-tubing
pressure versus the tubing length consist of two portions, a nearly linear decreasing
portion in the front and a convex-shape decreasing portion toward the tubing end. The
convex shape of the pressure profiles become less pronounced at higher exit pressure, and
eventually disappears at the exit pressure of 1.70 bar.
Comparison of the pressure profiles for the loose and the tight baskets indicates that,
at the exit pressures of 1.36 and 1.70 bar, the pressure profiles for both baskets are
similar. This suggests that the tubing tightness has no significant impact on the pressure
profiles at high exit pressure. However, at ambient exit pressure, tighter wrapping
resulted in a significantly higher inner-tubing pressure.
In a typical bioreactor operation, the tubing entrance pressure is kept constant while
manipulating the exit pressure to adjust the inner-tubing pressure. Since the entrance
pressure set point may vary from one process to another, pressure profiles at varying
entrance and exit pressures were also measured for pressures up to 2.39 bar (Figure 21).
In all cases, pressure profiles show similar shape to those described above.
The convex decreasing portion of the inner-tubing pressure profiles is attribute to
the in situ stretching, bending and expansion of the thin-walled silicone tubing. The
A.
loose tubing
2.0
1.6
1.2
Exit Pr 1.01 bar
Exit Pr 1.36 bar
0 Exit Pr 1.70 bar
ci,
20
0
40
60
80
B.
tight tubing
2.0
J
_
-
-
Exit Pr 1.01 bar
Exit Pr 1.36 bar
0 Exit Pr 1.70 bar
0
if
Tubing Entrance
Figure 20
20
40
60
Stretched Tubing Length [ml
80
if
Tubing Exit
In Situ Inner-tubing Pressure Profiles versus Tubing Length.
(Inner-tubing Pressure Profiles for three tubing exit pressures of 1.01, 1.36
and 1.70 bar at a constant entrance pressure of 2.05 bar. Tubing baskets with
two different tubing tensions were investigated: (A) The loosely wrapped
tubing basket with a tubing stretching ratio, L/ L = 1.06. (B) The tightly
wrapped tubing with a stretching ratio, L/ L = 1.26.)
2.4
- -
'
$.i
2.0
::A
1.6
o
ElExit Pr 1.01 bar
i2 Exit Pr 1.36 bar
1.2
OExitPrl.7obar
O Exit Pr 2.05 bar
0
20
40
60
Stretched Tubing Length [m]
Figure 21
Inner-tubing Pressure Profiles at Entrance Pressure of 2.39 Bar.
61
difference between this actual pressure profile and the linear model traditionally used by
others (Cote et al., 1989; Su et al., 1992) is significant.
4.2 Tubing Gas Flow
Gas flow inside the membrane aeration tubing removes CO2 produced by cells in
bioreactors. Varying the tubing entrance and exit pressures creates different inner-tubing
gas
flow.
Gas
flow
rates were measured for entrance pressures of 2.05 and 2.39 bar at
various exit pressures (Figure 22). As expected, both higher exit pressure and tighter
wrapping resulted in lower air
pressure, the air
flow
flow
rates. Due to decreased resistance, at ambient exit
rate was about 50% - 60% higher in the loose basket than in the
tight basket. This difference implies that, at low exit pressure, the way of assembling
tubing basket will significantly affect the gas flow, and may impact the efficiency of CO2
removal.
4.3
Apparent Overall kLa for the Tubular Membrane System
The apparent overall volumetric oxygen mass transfer coefficient, kLa, is a system
parameter independent of mass transfer driving forces. kLa is, therefore, expected to
remain constant when inner-tubing pressure changes. The experimental data confirmed
that kLa was not affected by either tubing tightness or pressure for an entrance pressure of
2.05 bar and exit pressures up to 1.70 bar (Figure 23). At high tubing exit pressure kLa
increased slightly for both the tight and the loose baskets due to possible changes in
material structure of the tubing membrane. For example, the expansion of the pressurized
62
30
I:::""- G-
A
...-.0
A-
A
Entr Pr 2.05 bar, loose
- .0. Entr P1 2.39 bar, loose
0.9
1.2
- -A- Entr Pr 2.05 bar, tight
. -G - Entr Pr 2.39 bar, tight
1.5
1.8
2.1
Tubing Exit Pressure [bar}
Figure 22
Inner-tubing Air Flow Rates at Various Pressures.
(U) at entrance pressure of 2.05 bar for the loosely-wrapped basket; (A) at
entrance pressure of 2.05 bar for the tightly-wrapped basket; (El) at entrance
pressure of 2.39 bar for the loosely-wrapped basket; (0) at entrance
pressure of 2.39 bar for the loosely-wrapped basket
63
tubing may result in larger volumetric mass transfer surface area, a, and, possibly, change
oxygen mass transfer coefficient, kL.
kLa=kLx AJV=kLx a
where
kL is oxygen mass transfer coefficient
A is total oxygen mass transfer surface area
V is total cell culture fluid volume
a is oxygen mass transfer surface area per volume.
(39)
6.0
5.0
4.0
2.0
Lsioose basket
1.0
U tight basket
(tubing entrance Pr 2.05 bar)
0.0
0.9
1.2
t8
1.5
Tubing Exit Pressure [bar]
Figure 23
Plot of kLa Data versus Tubing Exit Pressures.
(At a constant tubing entrance pressure of 2.05 bar. () the loosely-wrapped
tubing basket; (LI) the tightly-wrapped tubing basket.)
4.4 In Situ Dimensions of Pressurized Tubing
The in situ tubing dimensions for inner-tubing pressures ranged from 1 to 2.05 bar
were determined for the loose basket (LJL
1 .06) and the tight basket
(JJLU
l
.26). The
experimental result indicates that both the tubing stretch and the inner-tubing pressure
significantly altered the cross-section area of the tubing (Figure 24). The cross-section
areas at the bending points are much smaller comparing to those at the straight portions of
the tubing. This is especially pronounced for the tight basket whereas greater effect of
pressure is expected.
5.0
loose tubing
tight tubing
loose tubing
E
'
fl
tight tubing
rj
1.0
1.2
1.4
1.6
1.8
2.0
Pressure [bar]
Figure 24
Inner-Cross Section Areas of the in situ Straight and Bending Tubing
2.2
4.5 OTR for the Tubular Membrane System
Oxygen transfer rate (OTR) was calculated, based on the experimental data of the
actual pressure profile and kLa, at DO2 concentration of 50% of 1-atm air saturation for
both the loose and the tight baskets at varying tubing exit pressures (Equation 8). The
results show that the impact of the tubing tightness on OTR at exit pressures of 1.36 and
1.70 bar is insignificant (Figure 25). This is consistent with the observation that the
tubing tightness does not significantly affect inner-tubing pressure (oxygen transfer
driving force) (Figure 20). However, at ambient exit pressure, the tight tubing basket
gives higher OTR by 8.8%.
At low exit pressure, tight tubing basket may provide better OTR. However, to
provide sufficient oxygen in high-density cell culture, the silicone tubing aerator is often
operated at high exit pressure, where the loose and the tight baskets have comparable
OTR. In addition, loose basket gives higher gas flow rate that favors CO2 removal (Figure
22). At constant tubing gas pressure, less CO2 inside the tubing also increases 02 partial
pressure and hence OTR. Therefore, reasonably loose basket is preferred.
In previous studies, linear or logarithmic averages of the tubing entrance and exit
pressures have been used to approximate the oxygen driving force (Cote et al., 1989; Su
et al., 1992). To evaluate the assumed linear pressure model with a comparison to the
measured tubing pressure profile, two methods were used to determine the tubing
pressure in the OTR calculations (Equation 8). One employed the experimental
measurements of the actual pressure profile obtained in this work to integrate the driving
force of the oxygen partial pressure (Equation 7); Another, which reflects the
traditionally-assumed linear pressure model, simply adopted the average of the pressures
at the tubing entrance and exit. The obtained results from these two were compared
(Figure 26). Due to the convex portion of the actual pressure profile, increase of tubing
67
exit pressure does not necessarily result in the amount of OTR increase expected by the
linear pressure model. For example, increase of the tubing exit pressure from 1.01 to 1.70
bar, a 47% increase in OTR is expected by the linear pressure model while only 26%
increase is actually achieved based on the actual pressure profile (Figure 26B).
2.0
1.6
.::::::::::::::::::::::::___
Eli .............
1.2
A........
0.4
A loose tubing
(entrance pressure 2.05 bar)
Dtlght tubing
0.9
1.0
11
1.2
1.3
1.4
1.5
Exit Pressure [bar]
Figure 25
Oxygen Transfer Rates for the Tight and Loose Baskets.
1.6
1.7
1.8
o by actual pressure profiles
1.6
A by assumed linear model
(loose tubing)
1.4
1.2
E
1.0
1.0
1.3
1.1
1.4
1.6
17
1.9
O by actual pressure profiles
Aby assumed linear model
1.6
.
(tight tubing)
26%
1.4
1
47%
........
1.2
1...
.4..
1.0
1.0
1.1
1.3
1.4
1.6
1.7
1.9
Tubing Exit Pressure [bar]
Figure 26
Comparison of the Actual Pressure Profile and the Assumed Linear Model
with Respect to OTR Calculations.
4.6 In Situ Online Visualizations of Cells and Bubbles in Bioreactors
Cells and bubbles generated by spargers with different pore sizes in various media
of different composition were visualized online through the in situ laser-imaging probe.
Figure 27 gives the online images of cells and bubbles in the high-density perfusion
cultures of animal cells. Figures 11 and 28 show the bubble images with adjusted
background color. The bubble boundaries and background are digitized black and white,
respectively. The black-white contrast ensures the accuracy of bubble size calculations by
the imaging software. The images were digitally processed. Figure 12 illustrates the
sequence of events as the objects (bubbles) are automatically processed and measured by
the imaging system. The obtained results indicate that, in the bioreactor, the BHK cell is
about 15 pm in diameter and the bubble sizes concentrate in the range from 50 to 250 pm
(Figure 28).
4.7 Effect of Variation in Sparging Gas Flow on Bubble Sizes
The diameter of each bubble captured by the imaging probe was calculated using the
Optimas imaging software. The sizes of bubbles generated by the spargers with pore sizes
of 0.5, 2, and 15 pm varied in diameter from 20 to 250 pm. Figure 29 is an example of
the bubble size distribution based on 600 images, in this case for the 0.5 pm sparger. The
y-axis represents the percentage of bubbles with a certain bubble diameter, rounded off to
the nearest 10 pm. The size distributions of bubbles generated from the 0.5-pm sparger at
five different sparging flow rates in blank medium without cells are shown in Figure 30A.
The sparging gas flow rates tested (0.004-0.058 vvm) provide adequate oxygen for largescale micro-sparged cell cultures and are capable of supporting 10-40 million cells/mL.
Figure3OB gives the associated Sauter-mean diameter (d3,2) for the bubbles. Similarly,
Figure 31 gives the size bubble distributions for the 15-pm sparger.
70
Figure 27
Online Images of BHK Cells and Sparged Bubbles in the 1 5-L Bioreactor.
72
12
1.)
4_i
ti)
I.)
° .
6
3
______
30
70
110
150
190
230
270
310
350
Bubble Diameter [pm]
(600 Images, 0.5im Sinter Sparger, 36°C)
Figure 29 A Size Distribution of Bubbles in Bioreactors.
Similarity in the bubble size distribution profile or d3,2 for different sparging gas
flow rates implies that bubble coalescence in the region close to the sparger surface was
insignificant. Figure 32 represents the same data for the 0.5 pm and 15 pm spargers, but
this time shown as the rates of generation of the total bubble interfacial surface area (by
generation of bubbles) as a function of the sparging gas flow rates. As a result of the
insignificant change in bubble size, the generation rate of the bubble interfacial surface
area increased linearly with the increase of gas sparging rate. A separate measurement of
bubbles in cell culture with cell density of 20 x
106
cells/mL is shown in Figure 33. The
distribution is similar to the results obtained in cell-free medium.
73
A.
25
a.
15
C.)
1
a)
[I]
30
0
60
90
120 150 180 210 240 270
Bubble Diameter [jim]
-i1
:2o0
.0
E E 100
0
0
0
0
.
50
ci
E
1
a)
C/)
.
0
I
I
I
.
p
.
I
.
p
.
I
p
p
I
200
400
600
Sparging Flow Rate [mL/min]
(0.1% Pluronic F68, no cells)
Figure 30
The Effect of Sparging Flow on Bubble Sizes for the 0.5-jim Spargers.
(gas flow rates ranging from 50 to 700 mlJmin)
74
25
- -u -
5OmL/min
--0- lOOmLJmin
20
U
-4- l5OmLJmin
-E
15
- 200mLJmin
--A- 400mLImin
Q
--
A
IhiiA:
- 700mL/min
10
Is
1*
I
5
1
C,)
?
120
60
0
200
180
240
Bubble Size [.tm]
300
LL
Cu
0
ci)
4-.
E E 100
C
ci)
E
a)
4-'
A
'I
I
0
I
I
I
I
I
I
I
i
i
i
I
200
400
600
Sparging Flow Rate [mLlmin]
.
p
800
(0.1% Pluronic F68, no cells)
Figure 31
The Effect of Sparging Flow on Bubble Sizes for the l5-im Spargers.
(gas flow rates ranging from 50 to 700 mL/min)
75
U 0.5-pm Sparger
L15-pmSparger
50
:11
.
01)
0 -
20
0,_
0
10
j
I
0
.L
[SI
0
Figure 32
200
400
600
Sparging Flow Rate {mLlrnin]
800
The Gas-Liquid Bubble Interfacial Area Generated by the 0.5 and 15-pm
Spargers.
,I1
A.
12
- A.Z'IsIFi1
- OCIIIiTT1
A
- rsI,TT1
I*jIi
0
i'i'rr;i
'-4
0
0
60
120
240
180
300
Bubble Diameter [tm]
El
El
E
E
100
50
a)
0
I
I
150
300
I
450
600
Sparging Flow Rate [mL/min]
(0.5-jim sparger, 0.1% Pluronic F68, cell density of 20x 106 cells/mL)
Figure 33
Bubble Size Distributions in Cell Culture at Various Sparging Rates.
77
4.8
Data Quantity for Statistic Significant Analysis of Bubble Sizes
The sizes of bubbles in bioreactor are in a wide range of distribution due to bubble
coalescence and break up. The quantity of bubble images required to obtain a statistically
significant description of the bubble size distribution was determined. Two analyses of
bubble sizes using 200 and 600 images were compared for same sparging conditions. The
comparison in Figure 34 shows slight difference in the two distributions of bubble sizes,
suggesting that 200 images might not be adequate to produce a representative result. The
difference became insignificant when the number of bubble images analyzed reached
300-400. In addition, analysis of more than 600 images becomes cumbersome due to
computer memory capacity. A data quantity of 600 images therefore is used to calculate
each distribution of bubble sizes in this work.
25
--2OO images
2O
-e-600 images
I)
15
0
10
5
0
0
60
120
180
240
300
Bubble Diameter fttm]
(15-jim Sparger, 100 mlJmin sparging rate, 36°C)
Figure 34
Comparison of Bubble Size Measurements Using 200 and 600 Images.
4.9 Effect of Pluromc F-68 and Antifoam on Bubble Size Distributions
Three Pluronic F68 concentrations of 0, 0.025% w/v (0.25 g/L) and 0.075% w/v
(0.75 gIL) were evaluated. As expected, the addition of Pluronic F68 to medium resulted
in bubble size reduction (Figures 35 and 36). Pluronic F68, as a surfactant, reduced the
bubble coalesce in bioreactor. F68 concentration (0.5% w/v, 5 gIL) greater than 0.1% w/v
(1 gIL) did not affect the bubble size distribution (Figure 37). This suggests that Pluronic
F68 of 0.1% saturated the effect of surfactant. As shown in Figure 38, no significant
change in bubble size was observed for the tested antifoam C concentration of 25 ppm.
4.10 Effect of Sparger Porous Size on Bubble Size Distributions
Stainless steel frit spargers with nominal pore sizes of 0.5, 2, and 15 pm were
compared in both cell-free medium and cell cultures. It found that the 2-pm sparger gave
slightly larger bubbles than the 0.5 pm sparger while the 15-pm sparger produced much
larger bubbles (Figure 39 and 40).
4.11 Effect of Cell Density and Cultivation Time Length on Bubble Sizes
During the growth phase of the cell culture, bubble size distributions were measured
as the cell density increased up to 22 x 106 cells/mL. The effect of cell density change
(cell growth) on bubble size distribution was found insignificant (Figure 41). However,
the bubble size increased 20% approximately ten days after the culture reached and
remained at 20 x 106 cells/mL (Figure 42). This suggests that some interaction between
the cell culture and the sparger might affect the bubble size during cell cultivation. A
recent analyses of a frit sparger after use in cell culture showed that rust was prevalent on
the sparger. This phenomenon explains the increase in 02 assumption with time observed
in a number of our previous cell cultures.
79
4.12 kLa/kL and Bubble Size Distribution
Volumetric oxygen mass transfer coefficient, kLa, was compared for the 2 and 15-
pm spargers (Figure 43A), and was found similar. However, for the 15-pm sparger,
bubble sizes significantly increased, thus the bubble interfacial surface area decreased
(Figure 43B). Therefore, the use of the sparger with larger pore size, 15 pm in this case,
may give smaller oxygen mass transfer coefficient, kL.
The online imaging to analyze bubble sizes creates a new tool to determine in situ
gas-liquid interfacial surface area in bioreactor and makes it possible, for the first time, to
directly decouple kL and a experimentally. As shown in Figure 43C, with bubble size
distributions kL can be obtained directly through measured kLa. Further data on kLa/kL
together with corresponding bubble sizes are recommended in the future studies.
18
-- 0.000% Pluronic F-68
15
U 0.025% Pturonic F-68
-e-- 0.075% Pluronic F-68
12
(0.5-pm sparger)
9
6
3
l.::J
0
0
60
120
180
240
30
18
-- O.000%Pluronic F-68
15
-U- 0.025%Pluronic F-68
12
-e- 0.075%Pluronic F-68
9
6
3
0
0
60
120
180
240
Bubble Diameter fttm]
(100 mlJmin sparging rate, medium w/o cells)
Figure 35
The Effect of Pluronic F68 on Bubble Size Distributions.
300
81
Increase in Pluronic F68
15
I.)
- 100 mLimin, no Pluronic
- 150 mLfmin, no Pluronic
- 200 mlJmin, no Pluronic
I'
12
9
-------
'
iI
- 100 mL/min, 0.075% Pluronic
- 150 mLimin, 0.075% Pluronic
- 200 mLimin, 0.075% Pluronic
;
va%bs
I.
100 mLImin, 0.025% Pluronic
150 mL/min, 0.025% Pluronic
200 mLImin, 0.025% Phironic
,
I.
'i.
.l
3
I.
0
[I
;I']
120
180
240
300
Bubble Diameter Qtm]
Figure 36
Bubble Size Distributions at Various Pluronic Conc. and Sparging Rates.
111
-9-0.1% Pluronic F-68
-- 0.5% Pluronic F-68
12
I.)
0
1
0
50
100
150
200
250
Bubble Diameter [jtm]
(15-jim sparger, sparging rate of 100 mllmin)
Figure 37
Pluronic F68 Saturation on Bubble Interface.
300
12
-U- no Antifoam
r-9
-0- 25ppm Silicone
-
77
I
I
0
60
120
180
240
Bubble Diameter [tm]
(O.5-.tm sparger, 100 mlImin sparging rate, medium w/o cells)
Figure 38
The Effect of Antifoam Emulsion C on Bubble Size Distributions.
300
0.5pm Spgr lOOmI/min-Air
A.20
0.Spm Spgr lOOm Vmin-N2
O.5pm Spgr 200mIImin-Air
0.5pm Spgr 200mVmin-N2
18
2pm Spgr lOOmlImin-N2
2pm Spgr 200mIImin-Air
16
- 2pm Spgr 200mVmin-N2
9 l5pm Spgr 200mVmin-Air
-- 1 5pm Spgr 200mIImin-N2
14
I.)
12
10
C)
;
8
6
4
2
0
0
30
60
90
120
150
180
210
Bubble Diameter [jim]
lOOmUmin
(I)
60
Q)
O.5pm/2 pm
200mL/min
0.5pml2pm; Air/N2
200mLJmin
l5um
20
a)
a)',
as
-
80
as
a)
E
40
ci)
as
(medium w/o cells)
Figure 39
Bubble Sizes for the Spargers with Different Pore Sizes in Medium.
85
I
15
0.5 pm
Ei-2pm
12
I.)
-e'- 1 5pm
9
0
a.)
a.)
60
0
120
180
Bubble Diameter
Cl)
-
0
I
U
120
90
O
60
300
[nm]
150
C
240
('
E
(I)
30
0
0
4
8
12
16
Sparger Pore Size
(1 5e6 cells/mL)
Figure 40
Bubble Sizes for the Spargers with Different Pore Sizes in Cell Culture.
ri
120
25
I
CD
S
i_J
S
15
-
60
.,4_
S.
-
U30
10
DD32
-.-
0u
A Viability
-O-VCD
-G-._
I
I
I
0
-1
1
2
3
4
5
5
C-)
0
6
30
120
D D32
0 Total Cell Density
25
t)
E
20
:.
60
30
1
0
i!l{!l1U4 1±
Time [Day]
(100 mlJmin sparging rate; 2-jm sparger)
Figure 41
The Effect of Cell Growth on Bubble Size Distribution.
(D32, Sauter-mean bubble diameter; VCD, viable cell density)
F-
0
150
:i
tEJ
130
C) __
,i..
II
-20%
. Viability
-13- VCD
-0
0
5
10
15
20
25
30
35
40
Time {Day]
(100 mL/min sparging rate; 0.5-jim sparger)
Figure 42
The Effect of Cultivation Time on Bubble Size Distributions.
(D32, Sauter-mean bubble diameter; VCD, viable cell density)
45
A.
0.28
-a-lOOmI/m,Air
--1OOmI/m,N2
-.-200m1/m,Air
-.-2OOm/m,N2
0.21
0.14
H
n n7
0
&
2
R
R
In
I
Sparger Pore Size [.tm}
14
B.
lOOm L/min
160
Cl)
ci
200mLImin
0.5pm/2pm
0.5Lim!21Jm
200mLImin
l5pm
-
120
0
DA1r
ci)
EE
i-u 80
D N2
oI
C
4
ci)
E
ci)
-
I)
c'j
C,)
kLa
Measurements
Figure 43
I
>
Bubble Size
I
>
Analysis of kL using Bubble Size Distributions.
kL
Calculations
4.13 Gas-liquid Interfacial Area for Membrane and Micro-sparging
Aerations
The silicone tubing employed in the 15-L bioreactor for membrane aeration is 80 m
long and 3.18x103 m in outer diameter of tubing cross section. Assuming the outer
surface of the tubing represents the gas-liquid interface, the gas-liquid interfacial surface
area per liquid volume for the silicone-tubing aeration is 66.5 m1. Based on the bubble
size distribution and gas hold-up data, for micro-sparging using a 0.5-pm sparger, the
gas-liquid interfacial area per liquid volume is 983.1 m1. Figure 44 illustrates a
comparison of the gas-liquid interfacial areas for the silicone-tubing and microspargingaerated cell cultures in the 1 5-L bioreactor. Compared to membrane aeration, micro-
sparging can provide approximate 14 times more surface area of gas-liquid interface.
Provided that micro-sparging aeration has larger overall mass transfer coefficient, kL, than
membrane aeration does, the overall volumetric mass transfer coefficient, kLa, for the
micro-sparging process will be even much higher than that for the silicone-tubing
aeration.
E
1200
C
1000
;_
800
c
600
C.)
c,
400
200
cI
0
Figure 44
Silicone-Tubing
Aeration
0.5-jim Micro-sparging
Aeration
A Comparison of Gas-liquid Interfacial Surface Area for Silicone-Tubing
and O.5-im Micro-sparging Aerations.
91
4.14 Detrimental Rate of Sparging Gas Flow
Increasing demand for enhanced oxygen transfer or carbon dioxide removal in
industrial-scale cell cultures requires high sparging gas flow. However, over-sparging
through micron pores of spargers may damage cells due to cell-bubble interactions. Based
on two micro-sparged cell cultures in the 15-L bioreactor using spargers of 0.5 and 15-pm
pore sizes, the correlation between sparging rate and cell damage was quantified.
As shown in Figures 45 and 46, the maximum rate of sparging gas
flow
that
provides bioreactor oxygenation and ventilation was determined. Sparging above 0.025
vvm using a 0.5-pm sparger was detrimental to the cell culture with a cell density of
20x 106 cells/mL, while 0.054 vvm was detrimental for using a 15-pm sparger.
It is known that larger bubbles are less detrimental to cells. However, increase in
bubble size reduces kLa dramatically by decreasing gas-liquid interfacial surface area in a
power of two. Higher sparging rate is required to maintain oxygen transfer in bioreactors
at lower kLa. Therefore, larger bubbles may generate stronger overall detrimental force by
exposing cells to elevated sparging gas flow.
4.15 Increase of LDH in Response to Detrimental Sparging Flow
Cells release more LDH when they are stressed or damaged (?). An increase of LDH
concentration in the bioreactor in response to the sparging-associated cell stress or
damage was detected (Figure 47). This confirmed the decline of cell viability described in
previous section. In addition, it was observed that LDH concentration started rising before
cell viability began declining. This suggests that cells are stressed before suffering
92
I
Sparging Rate
D Viable CD
80
00
C
vil
x x60
I-
60.
(I SY*1AA ii)
EIIii
I!,T11 ii
C)
-
100
>
_I
'-
I
I,
100
E
0 F Viab.
40
40
-
T1uIjiITii!11I
U
Cl)
20
!1111_I
0
Figure 45
10
20
30
Time (Days)
40
50
Detrimental Rate of Sparging Gas Flow for Using a O.5-im Sparger.
C)
Sparging Rate
0 Viable CD
0 F Viab.
100
100
/
>
E>
_I
00
80
çmi1
C's)
x x60
1
: L
60
.0
ATA ii
w40
C.)
40
>
C,
C.)
c
0.
20
(1)
0
Figure 46
10
20
30
Time (Days)
40
50
Detrimental Rate of Sparging Gas Flow for Using a 15-pm Sparger.
0 fLDH
Sparging Rate
0 Fviab ]
100
1000
800
C?
-Jo
600
60
400
40.!
>
>
.0
20
0.5pm
1
U
0
10
20
30
40
50
60
70
80
0
90
Time (Days)
Figure 47
Corresponding Increase of LDH in Response to Detrimental Sparging Flow.
95
observable damage when the sparging gas flow increases to the detrimental level. To
monitor cell stress in early phase further detection methods, such as apoptosis analysis, in
the future work are recommended.
4.16 Effect of Sparger Superficial Velocity of Gas Flow on Animal Cells
Sparging gas through micron-size pores of spargers provides large gas-liquid
interfacial surface area by creating small bubbles, and enables high oxygen transfer in
bioreactors. However, sparging aeration may cause cell death due to the cell-bubble
interactions in the regions of (1) culture surface, (2) bulk body of culture (bubbleascending region), and (3) sparger surface (Tramper et al., 1987). Among these regions
the sparger surface is a designing parameter in bioreactor setup and scale-up processes.
For decades, animal cell damage at both the culture surface and the bubble-ascending
region has been isolated and extensively studied (Handa-Corrigan et al., 1989; Kunas and
Papoutsakis, 1990a, b; Papoutsakis 1991a, b; Chalmers and Bavarian, 1991; Cherry and
Hulle, 1992; Trinh et al., 1994 Oh et al., 1992; Wagner et al., 1992; Yang and Wang,
1992; Wang et al., 1994 Michaels and co-workers in 1996). However, these studies
mostly dealt with conventional sparging in short-term low-density cell cultures. Unlike
conventional gas sparging, micro-sparging creates ultra high velocity of gas flow at the
sparger surface (sparger superficial velocity), and potentially pose shear stress on cells.
For high-density cell cultures this detrimental shear force may be pronounced through
intensified cell-bubble interactions. It is therefore important to identify the role of gas
flow at the micro-sparger surface in the mechanism of bubble-induced cell damage.
This experiment isolated the region of the sparger surface from the rest, and
investigated the long-term effect of the sparger superficial velocity of gas flow on highdensity cell cultures. As being described in Section 2.3.8, various sparging velocities with
reference to the sparger surface was created and controlled while the total sparging rate
and the cell culture surface area and volume remain constant. The result, as shown in
Figures 48 and 49, indicates that significant increases in sparging flow and corresponding
pressure at sparger surface did not accelerate cell damage when total sparging rate
approaching the detrimental level. The 50-day continuous cell culture with a cell density
of 20 million cells/mL consisted of six phases of superficial velocities. Different
superficial velocities were created by varying both the number of spargers (between 1 and
5) and the total sparging rate (between 100 and 600 mlJmin). At each stage of constant
total sparging rate, the levels of cell viability (Figure 48) and LDH concentration (Figure
49) remained during the different phases of superficial velocities. The effect on animal
cell cultures of high superficial velocity of sparging gas flow at sparger surface proved
insignificant. This result provides an important reference in bioreactor design and scaleup.
97
Sparging Rate D Viable CD 0 Cell Viab.
5 Spgrs (0.5jrn)
1
525
-I>
c40
1
)(
100
600
I
00
.
Sparger Phases
x
1
70
20
(
1 00mLImirL..
I-
60
0.
C/)
0
Figure 48
',
10
20
30
40
Time (Days)
>
.0
c
>
C.)
-5O
50
60
Cell Viability at Different Superficial Velocities of Gas Flow at Sparger
Surface.
- Sparging Rate 0 LDH
1
>
1200
(,)
.
C
0
Sparger Phases 0 Cell Viab
-
IC
800
0
.I
0
1r
400
Cl)
20
30
40
Time (Days)
Figure 49
LDH at Different Superficial Velocities of Gas Flow at Sparger Surface.
4.17 Online Monitoring of DCO2
Online monitoring of DCO2 in animal cell cultures using YSI 8500 DCO2 sensor
was demonstrated in the micro-sparged 15-L bioreactor. Sensing continuity of the probe
was evaluated at three different cell densities of 0, 15, and 25 million cells/mL under
standard bioreactor conditions including agitation of 40 rpm, temperature of 35.5 °C, pH
of 6.9 and headspace pressure of 1 atm (absolute). As shown in Figure 50 and 51, YSI
8500 DCO2 sensor provides satisfactory performance throughout the typical range of cell
densities. The monitoring profiles are comparable to those of DO2 and pH sensors.
4.18 Stability of YSI 8500 DCO2 Sensor
YSI 8500 DCO2 sensor was evaluated for sensing stability. The bioreactor was
controlled at constant conditions for 16 days following 40 days of frequent changes in
sparging rates. The changes of the sparging rates ranged from 50 to 1000 mLimin. As
shown in Figure 52, the profile of DCO2 is stable and the sensor proves to be appropriate
for long-term application industrial perfusion process.
Figure 53 shows the response time of YSI 8500 DCO2 sensor at reduced dissolved
CO2 concentration due to raised stripping rate of CO2 by increased sparging gas flow. In
response to the increase of sparging gas flow from 100 to 150 mlJmin, DCO2 in the
bioreactor gradually reduced about 50 mmflg. The DCO2 sensor signal gave a good
mirror response to the change of sparging rate. The sensitivity of the DCO2 sensor allows
the controlled manipulation of DCO2 in bioreactor.
Figure 50
Online Monitoring Profile of DCO2 at Cell Density of 15 million cells/mL.
(Steady-state profiles of online bioreactor monitoring are shown via
Labview® bioreactor control program. Cell density, sparger pressure, DO2,
N2 and 02 flow rates, purge rate, pH and DCO2 are selected in the Labview
GUI window. The constant cell density is maintained by automatic purge of
cells from the bioreactor. Constant parameters: specific perfusion rate of 0.4
nL/cell/day; agitation of 40 rpm; temperature of 35 °C; pH of 6.8; sparging
rate of 100 mL/min; lg/L NaHCO3-containing medium w/ 6% NaHCO3
solution as base)
101
A.
Figure 51
Online Monitoring Profile of DCO2 at Cell Density of 25 Million Cells/mL.
(Constant parameters: specific perfusion rate of 0.4 nL/cell/day; agitation of
40 rpm; temperature of 35 °C; pH of 6.8; sparging rate of 100 mL/min; lg/L
NaHCO3-containing medium wI 6% NaHCO3 solution as base)
102
40 days in use
Figure 52
56 days in use
Stability of YSI 8500 DCO2 Sensor.
(The bioreactor was controlled at constant conditions for 16 days following
40 days of frequent changes in sparging rates. Stable profiles of DCO2, DO2,
temperature, and N2, CO2 and 02 flow rates are achieved for a period of 56
days. On the day 46.5 and 55.5 during the shown 16-day window period, the
bioreactor gas supply tank was renewed and thus a pulse interruption
occurred. Blank medium containing no cells was used. During the
experiment, DCO2 was maintained at 20% by continuously saturating
bioreactor liquid phase with defined gas.)
103
A.
Hg
DCO2
Hg
Total
Gas Fl
B.
DCO
ADCO2
- 5OmmHg
Total
Gas F
4
Figure 53
-3hrs
Response of YSI 8500 DCO2 Sensor
(at cell densities of (A) 15 xl 06 and (B) 20x 106 cells/mL. Sparging gas flow
increased from 100 to 150 niL/mm while other bioreactor parameters remain
constant. DCO2 decreased in response to the increase in sparging gas flow
due to increased CO removal rate. The off-line NOVA measurements of
DCO2,, confirmed the accuracy of the DCO2 sensor. (Constant
parameters: temperature of 35°C; agitation of 40 rpm; pH of 6
104
4.19 Effect of Sparging Gas Flow on DCO2
CO2 transfers from the liquid phase of cell cultures into the gas phase of sparged
bubbles, and is removed by sparging gas flow. Higher flow of sparging gas strips out
more CO2 and thus reduces the DCO2 concentration in cell cultures. It is expected that
controlled changes of sparging rate can cause movement of DCO2 concentration toward
desired levels. Figure
54
shows a smooth decrease in DCO2 concentration caused by a
controlled step-increase in sparging rate. During the experiment, constant levels of cell
density, temperature and perfusion rate were maintained to ensure constant production
ensity
02
Figure
54
Affect of Sparging Gas Flow on DCO2in Cell Cultures.
(Controlled step increases in sparging rate resulted in a smooth decrease of
DCO2)
105
rate of CO2 inside the bioreactor. Figure 55 illustrates the series of changes of sparging
rates and the corresponding DCO2 concentrations. The sparging rate continuously
changed from 135 to 300 mlJmin, 300 to 200 mL/min and 200 to 100 mLlmin. These
controlled changes forced DCO2 concentration to consistently increase or decrease.
180
0.4
1 gIL NaHCO3
\_
I
300mL
C)
E
100
0
c'J
NaHCO3-free
A
nm
I-
NOVA pCO2
0.3E
Sparge Rate
I#%
C.)
0.
-e- 0 D
Sensor pCO2
0)
35:mmn
60
0.)
0.1E
0.
avel8.6xlO6ceHs/mL
C/)
20
0
1
2
3
4
Time [day]
Figure 55
Effect of Sparging Gas Flow and Bicarbonate on DCO2. in Cell Cultures
(Continuous step increases and decreases in sparging flow rate ranging from
135 to 300 mUmin resulted in corresponding decreases and increases of
DCO2 followed by a new equilibrium for each state in the bioreactor. At
constant sparging rate, as expected, the change from I gIL NaHCO3 to
NaHCO1-free media caused a further decrease in DCO2 concentration.
Constant parameters: viable cell density of 1 8.6e6 cells/mL; sparger pore
size of 0.5 tim; pH of 6.85; DO of 50% 1-atm saturated air; specific
perfusion rate of 0.5 nLIcell/day; temperature of 35°C)
106
4.20 Reduction of Base Addition at Increased Sparging Gas Flow
CO2 and other acidic compounds produced by cells reduce pH in cell cultures.
Online addition of base such as 0.3 M NaOH or 6% NaHCO3 solution is often necessary
for maintaining pH set point in bioreactor. However, medium precipitation or cell damage
may occur in the regions of concentrated base resulted from direct addition of base in
bioreactor. Therefore, it is important to maintain pH using minimum base. It is found in
this work that increased sparging gas flow assists reduce base addition because of
increased removal of CO2. As shown in Figure 56, increase of sparging rate from 100 to
300 mljmin reduced base addition from about 4.5 to 0.6 mlJhour. This result suggests a
simple and economic approach for optimization of base addition.
107
t DO x OD 0 pCO2 A Sparge Rate
pH -- Base Rate
180.
.10
a)
-C
I i- 150
E.
c%10
120
6
0'-'
0
-
4
0
Cl)
0
2
30
I
0
0
10
20
30
40
Time [hourl
Figure 56
Reduction of Base Addition Caused by Increased Sparging Gas Flow.
Base addition (U) is controlled automatically based on bioreactor pH level.
Acidification of cell culture is partially caused by dissolved CO2. The
decrease of DCO2 (represented by pCO2, 0) caused by the increase of
sparging rate (A) from 100 to 300 cm3/min resulted in a halt of base
addition followed by a significantly lower addition rate. When the
sparging rate and thus the DCO2 were restored, the base addition rate
increased to the original level. During the experiment cell density, (optical
density, X ), DO2 (A) and pH () remained constant.
4.21 Online Cascade Control of DCO2, DO2 and pH in Bioreactors
Simultaneous control of DCO2, D02 and pH online using a novel cascade method
described in Section 2.3.9 is demonstrated in Figure 57. Reliable set-point control of
DCO2, D02 and pH was achieved even during a rapid purge of cells. Sparging rate
decreased from 300 to 100 mlimin to compensate the decreased CO2 evolution resulting
from the reduced number of cells. Similarly, a constant DCO2 and D02 was maintained
during cell growth Figure 58. Sparging rate increased from 150 to 210 mL/min in
response to the cell growth from 10.5x 1
6
to 1 9x 106 cells/mL to remove the increased
amount of CO2 produced by cells.
The controlled sparging gas flow is confined below a threshold of "maximum" rate
to prevent cell damage. This "maximum" sparging rate was experimentally determined
and described in the Sections 4.14 and 4.15. For example, sparging rate remains below
300 mlimin (0.025 vvm) during the cascade control process in the 1 5-L bioreactor using
a 0.5-jim sparger.
Use of bicarbonate-free media in conjunction with NaOH base is an effective means
to reduce DCO2 in cell cultures by minimizing the CO2 addition from medium feed
(Matanguihan et al., 1999; Matanguihan et al., 2000). However, attempts to achieve
higher cell density and increase productivity will continuously pose a threat of high DCO2
concentration in cell cultures. In this experiment, continuous control of DCO2 was
achieved in both NaHCO3-free (Figure 57) and lgIL NaHCO3-containing (Figure 58)
media.
109
-s-pH
80
--DO
--pCO2
--Sparge Rate
-*-OD
38
21e6 cells/mL
260
36
r-'E
i40
Ea
32
.C1)
0
30
0
Figure 57
2
4
6
Time (hour]
8
10
Continuous Control of DCO2, DO2 and pH During Cell Purge in Cultures
using NaHCO3-free Media.
(A continuous cell purge rapidly reduced the number of cells and thus the
CO2 evolution rate in bioreactor. Under traditional operation of constant
sparging rate, less CO2 results in lower DCO2 concentration. With the
control mechanism developed in this work, the DO2 (DO) DCO2 (pCO2) and
pH were controlled at constant set points while the cell density (OD)
decreased. This was achieved by gradually decreasing gas sparging rate to
strip out less CO2 from the culture.)
110
35
100
I.E
31
c'1.-1
27
EE 80
o.
0
W40
23
''0)
o i_
0
C
go)2o
19
15
0
1
2
3
4
Time [day]
El pCO2 4-- Sparging Rate
Figure
58
0 NOVA pCO2
5
DO
6
X OD
Continuous Control of DCO2, DO2 and pH During Cell Growth in Cultures
using NaHCO3-containing Media.
(Cells grew from 1 0.5x 1 6 to 1 9x 106 cells/mL in the bioreactor. During the
continuous growth of cells and thus the increase of CO2 evolution rate, DO2
(DO) DCO2 (pCO2) and pH were controlled at constant set points by
gradually increasing gas sparging rate to strip out more CO2 from the
culture.)
111
CHAPTER 5 DATA INTRPRETATION AND MODELING
5.1
Results of Inner-tubing Pressure Measurements
The results of the mathematical computation of the inner-tubing pressure profiles,
based on the developed model (Equation 23), are compared with the experimental data
obtained in this work (Figures 59 and 60). A good correlation was achieved when the
tubing resistance factor,
B,
was set to 2. The model provides a satisfactory fit when the
losses at the bending points were taken into account. Only after accounting for both
tubing friction and bending resistance, the significant changes near the end of the actual
pressure profiles can be predicted.
The theoretical method herein provides us with a powerful tool to predict the in situ
pressure profile in stretched and bent membrane tubing for actual bioreactor operations.
An optimization of oxygen supply for tubing aeration systems with various sizes and
geometry is therefore possible. It helps design tubular membrane aeration baskets for
large-scale bioreactors.
5.2
Results of Cell Damage Associated with Cell-Bubble Interactions
The physiological constant of cell damage, K, was a function of physiological
properties of a cell line and thus independent of physical factors including bioreactor
configurations, sparging properties and cell density. Based on the developed model of
bubble-induced cell damage (Equations 30 and 34), K can be obtained from experimental
(small-scale) sparged cell cultures to predict the relevant properties of large-scale cultures
of the target cell line. In this work, the physiological parameter of the developed model
was computed from a 15-L bioreactor cell culture employing a 0.5-.im sparger. The
model with obtained parameter was then used to mathematically predict the behaviors of
another culture of the same cell line. Due to limited access to large-scale production
112
facilities, in our case, the relevant properties of a 1 5-L bioreactor cell culture using a 1 5-
pm sparger was compared to the model prediction. The procedures demonstrated are
applicable to large-scale processes.
As shown in Figure 61, K was obtained from the experimental data of the cell
culture employing a 0.5-pm sparger. The plot generates the slope of apparent cell growth
rate versus gas sparging rate, ACGRapp/LQg, and thus gives the cell damage constant, K
(Equation 34). With the obtained cell damage constant, the results of the mathematical
prediction of apparent cell growth rate using the developed model was shown in Figure
62. The parameters used in the computation are given in Table 3.
Table 3.
a.
Computation Parameters of the Cell Damage Model
Calculation of K from the 0.5-p.m sparger-aerated cell culture
Average bubble diameter, db
100 p.m
Bioreactor viable cell density, VCD
20 million cells/mL
Culture surface area, A
1
Slope of CGRapp
VS. Qg
Cell damage constant, K
m2
0.0004
-0.000628 cm2/(million cells)2
b. Model prediction of the 1 5-p.m sparger-aerated cell culture
Average bubble diameter, db
150 p.m
Bioreactor viable cell density, VCD
20 million cells/mL
Culture surface area, A
1 m2
Slope of CGRapp vs. Qg
0.000118519
Cell damage constant, K
-0.000628 cm2/(million cells)2
113
2.2
2.O
1.8
a
rID
1.6
1.4
.E
-
1.2
L
a)
-
o experimental data for exit Pr 1.70 bar
experimental data for exit Pr 1.36 bar
o experimental data for exit Pr 1.01 bar
1.0
0.8
0
20
40
60
80
Tubing Length [ml
Figure 59
Fitting of the Developed Model (Equation 23) to the Experimental Pressure
Data for the Loose Tubing
114
2.2
1.8
1.6
-
1.4
model
experimental
data for exit Pr 1.70 bar
o
A experimental data for exit Pr 1.36 bar
experimental data for exit Pr 1.01 bar
1.2
1.0
0
20
40
60
80
Tubing Length [ml
Figure 60
Fitting of the Developed Model (Equation 23) to the Experimental Pressure
Data for the Tight Tubing
115
y = -O.0004x + 0.6532
R2=O.823
1
-
0.6
0.4
0.2
LSPCGRapp I LQg = - 0.0004
200
0
400
600
Gas Sparging Rate, Qg [mL/min]
( 15L-bioractor BHK cell culture using a O.5-m sparger)
Figure 61
Specific Cell Growth Rate versus Gas Sparging Rate to Calculate
ASPCGRapp/AQg
[:1111]
116
U)
a.)
1
0.4
a.)
0.2
o Experimentcd Dc*a Model
0
200
I
I
I
400
600
800
1000
Gas Sparging Rate, Qg [mL/min]
( 15L-bioractor BHK cell culture using a 15-pm sparger)
Figure 62
Fitting of the Developed Model (Equation 30) to the Experimental Data in
Terms of Specific Cell Growth Rate
117
CHAPTER 6 CONCEPT OF A NEW TECHNOLOGY PLATFORM
OF INDUSTRIAL AERATION PROCESSES
6.1
Introduction
Sparging micron-size gas bubbles in animal cell cultures is an effective means of
obtaining large gas-liquid interfacial area and thus enabling high oxygen transfer
necessary to target ultra-high cell densities, such as 40-6Oe6cells/mL, and achieve large
bioreactor scale. Today, in biotechnology industry, the rapid development of
biophannaceutical production using animal cell cultures continuously demands larger
bioreactors with higher density of cells. While micro-sparging is considered to be the
ultimate solution to the limitation of oxygenation in cell cultures, the characterization and
evaluation of a particular micro-sparging process remain challenging, and the solution is
critical for successful application of such technology to individual industrial processes.
For example, the development of a micro-sparging process to substitute for the existing
membrane aeration system in a perfusion high-density CHO cell culture that produces a
recombinant protein is our goal. The key issues involved in the development include
analysis of in situ micron-size bubbles in bioreactors, the potential detrimental effects of
micro-sparging on cells in long-term cell cultures, control of DCO2 to avoid CO2
accumulation as a result of aeration using micron-size bubbles. Despite the importance of
micro-sparging characterization for industrial application, no standard framework
procedure has ever been proposed for such purpose. Our work has completed a systematic
study on multiple aspects of micro-sparging technology with an investigation of tubular
membrane aeration. Based on the results from this work, which are described in the
preceding chapters, the concept of a new technology platform is developed that can
characterize and foster development of industrial aeration processes.
118
Aeration Technology Platform
6.2
As shown in Figure 63, the aeration technology platform consists of four sequential
modules. In the first module, for a particular target process of cell culture, a decision is
made to select the aeration system between tubular membrane and micro-sparging
aerations based on the following criteria.
1.
Oxygenation requirement for the target cell culture
2. Shear sensitivity for the target cell line
3. Timeline for the development of the target process of the cell culture
U U U U U U UUUU U U U U U U U U N
Membrane
Aeration:
OTR cal. using
pressure profiles
U
U N U U SU US U U U N U U U U S UI
U.N..... UU
:
Membrane Aeration Development:
Yes
.
:
.
No
II
I
In Situ Imaging
I
III
-Sparging Cell
I
I
IV
p-Sparging
?ze;Lm11a112C00tr01
rging Technolo
Figure 63
Technology Platform to Study and Develop Industrial Aeration Processes.
119
When the oxygenation capacity of membrane aeration is adequate for the target
process, the use of membrane system to provide shear-free aeration with good ventilation
(CO2 removal) is considered. The physiological nature of the cell line is also important in
the decision-making process. High shear sensitivity of a cell line may prohibit the direct
sparging with micron-size bubbles. The development timeline for the target process can
affect the decision. Adaptation of membrane aeration is relatively easy and is preferred
for short-term project.
Micro-sparging aeration provides sufficient oxygenation for large-scale high-density
cell cultures. For a long-term project, such as development of a large-scale GMP
production process, micro-sparging is the choice for process scale-up, which is often
required by the growing quantity of product.
Once the decision of using micro-sparging aeration is made, the development
process moves into the next three modules of the technology platform. These modules
characterize the micro-sparging aeration in three aspects, (1) analysis of sparged bubbles
in bioreactor, (2) investigation of potential bubble-induced cell damage, and (3) control of
DCO2 to avoid CO2 accumulation as a result of sparging with small bubbles.
6.2.1 Module I: Evaluation of Tubular Membrane Aeration
The oxygenation capacity of tubular membrane aeration is the key parameter in
evaluating the possibility of employing such system in the target process. An accurate
estimation of the OTR generated by the tubular system is critical in this evaluation
process. As being described in Sections 4.1 to 4.5 of this dissertation thesis, the
knowledge gained in this work provides an important tool to investigate the oxygenation
and estimate the OTR of a tubular membrane system. To compare the oxygenation
120
capacity of membrane and micro-sparging aerations, in particular, Section 4.13 describes
a method using gas-liquid interfacial surface area in bioreactor.
6.2.2 Module II: In Situ Laser Imaging to Analyze Micron-size Bubbles
Analysis of the
in situ
bubble sizes and cell-bubble interactions in bioreactor is
critical to evaluate and characterize a micro-sparging process for industrial cell culture.
The novel
in situ
laser-imaging technology developed in this work provides an excellent
tool to analyze the bubble size distribution and study the cell-bubble interactions in
bioreactor. With this dynamic tool, the effects of sparger pore size, sparging rate, Pluronic
F68, antifoam, cell density and culture age on bubble size can be directly determined.
Sections 4.6 to 4.12 of this dissertation thesis gives a detailed description of the
application of the
in situ
laser-imaging technology to characterize micro-sparging aeration
in high-density long-term perfusion cultures of animal cells.
6.2.3 Module III: Micro-sparging-induced Cell Damage Analysis
The correlation between sparging flow rate and bubble-induced cell damage in longterm high-density perfusion cultures of animal cells was quantified, and the results are
reported in Sections 4.14 to 4.16. The effect of sparging rate on cell death at the sparger
surface proved insignificant. These experiments provide both important data and methods
for characterization and scale-up of industrial micro-sparging process.
6.2.4 Module IV: Control of DCO2 in Micro-sparged Cell Cultures
A successful control of DCO2 is critical for micro-sparging aeration to be employed
in an industrial animal cell culture. Sections 4.17 to 4.21 evaluate a new prototype of
situ DCO2
in
sensor, and demonstrate the online control of DCO2 in micro-sparged cell
cultures using a novel cascade method to avoid CO2 accumulation. The developed system
121
provides a powerful tool to avoid CO2 accumulation and adapt micro-sparging aeration in
industrial process. In addition, data reported in Sections 4.14 to 4.16 defined the
limitation of sparging flow variation used in the DCO2 control cascade.
122
CHAPTER 7 CONCLUSIONS
In this work, tubular membrane aeration system was characterized with respect to
oxygen transfer. Micro-sparging aeration was systematically studied in the following
aspects:
i)
Novel In situ imaging technology to visualize sparged bubbles and analyze
bubble size distributions
ii)
Bubble-induced cell damage with respect to sparging gas flow rate
iii) Online monitoring and novel cascade control of DCO2 in micro-sparged animal
cell cultures
The concept of a new technology platform for studying and developing industrial aeration
processes was developed.
7.1
Characterization of Tubular Membrane Aeration System
At low tubing exit pressure, the actual inner-tubing pressure profile along the axial
distance of the tubing consists of a nearly linear decreasing portion in the front, and a
convex decreasing portion toward the tubing end. This is different from the traditionally
assumed linear model. Gas flow in the tubing can be up to 50 - 60% higher in loosely
wrapped tubing baskets than in tightly wrapped baskets. Due to the decreased CO2 partial
pressure and increased 02 partial pressure, it is expected that high gas flow rate enhances
both bioreactor ventilation and oxygenation. The tightness of the silicone tubing has an
insignificant impact on kLa. Increasing the tubing exit pressure results in larger OTR. Due
to the convex shape of the pressure profile, the actual gain in OTR is less than that
predicted by the linear pressure model. Both the friction of the tubing wall and the shape
resistance of tubing bending cause pressure losses along the tubing and hence alter the
pressure profile from the ideal linear shape. The theoretical computation of the pressure
profiles based on these two factors agrees well with the actual experimental data.
123
7.2
Novel In situ Visualization and Analysis of Sparged Micro-Bubbles
A novel in situ laser imaging system for visualizing bubbles and cells and analyzing
bubble sizes in micro-sparged stirred-tank bioreactors was developed. Bubble size
distributions in micro-sparged bioreactors were obtained for various bioreactor operating
conditions. Unlike previously used video technologies, this automated system makes it
possible to obtain sufficient data to describe statistically significant distributions of
bubble sizes. The effects of gas sparging rate, Pluronic F68 and Emulsion C
polydimethylsilicone-based antifoam concentrations, sparger pore size, cell density and
cell cultivation time on microbubble sizes in bioreactors were determined. Higher
sparging rates resulted in increased bubble size, but the increase was less than 10%.
Pluronic F68 clearly reduces bubble size with no additional impact when the
concentration of F68 exceeds 0.1% w/v. Emulsion C Antifoam had no visual impact on
bubbles. Stainless steel frit spargers with a larger nominal pore size usually produce
larger bubbles. In one case, however, a comparison between spargers with nominal pore
sizes of 0.5 and 15 pm for sparging flow up to 200 mL/min showed that the impact of the
pore size on bubble sizes was not evident. No effect of increased cell density (up to
22x 106 cells/mL) on bubble sizes was observed; however, for the 0.5-pm sparger the
average bubble size increased 20% at about 10 days after the culture reached 20 xl 06
cells/mL (possibly attributed to rust formation on the sparger surface). This phenomenon
explains the 02 flow increase required to maintain the DO2 setpoint observed in a number
of our previous bioreactors. kLa' s were comparable for the 2 and 15-pm spargers, while a
30% increase in kLa was obtained for the 0.5-pm sparger. Bubble sizes significantly
increased when the 1 5-pm sparger was used, thus, the kL value was possibly smaller for
the 15-pm sparger.
Microbubble sparging offers the possibility of simultaneously providing both high
kLa values and low shear rates. The scale-up of the micro-sparged bioreactors to
manufacturing scale should not pose problems and essentially no bioreactor modifications
124
are required to use microbubble sparging in place of conventional sparging. The results of
this experiment show that the bubble size distribution is rather a complex phenomenon
that could be affected by numerous factors. Automated imaging systems, such as the one
described, allow for more efficient and accurate characterization of the effects of these
factors on bioreactor aeration.
7.3
Bubble-induced Cell Damage
Directly sparging gas bubbles into cell cultures may potentially cause cell death due
to cell-bubble interactions. Both the size and the number
(flow
rate) of bubbles affect the
potential cell damage associated with the cell-bubble interactions. The flow rate of
sparged gas (number of bubbles) is proportional to the killing force, while the bubble size
is inversely proportional to the detrimental effect of bubbles. It is important for process
operation and scale-up to understand the relationship between the bubble-induced cell
damage and the sparging
flow
rates. h the present work, based on two micro-sparged cell
cultures in the 1 5-L bioreactor using spargers of 0.5 and 15-jim pore sizes, the correlation
between the sparging rate and the resulting cell damage was quantified.
Sparging gas above 0.025 vvm using the 0.5-jim sparger was detrimental to the cell
culture with a cell density of 20x 106 cells/mL, while 0.054 vvm was detrimental using the
15-jim sparger. It is known that larger bubbles are less detrimental to cells. However, an
increase in bubble size reduces kLa dramatically by decreasing gas-liquid interfacial
surface area by a power of two. Higher sparging rates are required to maintain oxygen
transfer in bioreactors with lower kLa. Therefore, larger bubbles may generate stronger
overall detrimental forces by exposing cells to elevated sparging gas
flow.
A clear increase of LDH (Lactate Dehydrogenase) concentration in the bioreactor in
response to the increased cell stress or damage was detected. It was observed that LDH
concentration started rising before cell viability began declining. This suggests that cells
are stressed before suffering visible damage.
125
Bubble-induced cell damage potentially occurs in the regions of culture surface,
bulk culture body and sparger surface. Among these regions the sparger surface is a
design parameter in bioreactor setup and scale-up processes. It is important to identify the
role of gas
flow
at the sparger surface in the mechanism of bubble-induced cell damage.
This work isolated the region of the sparger surface from the rest, and studied the effect
of the sparger superficial velocity of gas flow. The results indicate that significant
increases in sparging flow and corresponding pressure at the sparger surface did not
accelerate cell damage when the total sparging rate approached the detrimental level. The
effect of sparger superficial gas velocity on animal cell cultures proved insignificant. This
result provides an important reference in bioreactor design and scale-up.
7.4 CO2 Control Conclusions
The
in situ
YSI 8500 DCO2 sensor, in conjunction with the retractable technology,
proved appropriate for long-term use in micro-sparged perfusion cultures of animal cells.
Online monitoring of DCO2 in micro-sparged high-density animal cell cultures using the
YSI 8500 sensor is comparable to the established measurements of DO2 and pH. Sparging
gas through cell cultures removes CO2. The impact of the sparging rate on DCO2
concentration is significant. Online control of DCO2, DO2 and pH was demonstrated in
the 15-L bioreactor equipped with
in situ
DCO2, DO2 and pH sensors based on the
developed novel cascade control method. This is achieved by adjusting the total sparging
rate within the defined "safe" range as well as the ratio of individual sparged
02, N2
and
CO2 gases, simultaneously. The combination of the YSI 8500 DCO2 sensor technology
and the developed control method enables optimization of DCO2 concentration in
industrial processes of animal cell cultures and allows for improved cell growth and
protein production. It provides a simple, robust system appropriate for micro-sparged
long-term high-density perfusion cultures of animal cells in industry.
126
7.5
Aeration Technology Platform
The results and knowledge gained from this work produced the concept of a
technology platform for characterizing and developing industrial aeration processes. This
platform provides a standard and efficient tool to evaluate and implement microsparging
technology to industrial animal cell cultures and improve oxygenation capacity in process
scale-up and operations. The efficient continuous perfusion processes combining ultra
high cell densities with excellent viability was therefore possible.
127
BIBLIOGRAPHY
Akashi, K., Shibai, H. and Hirose, Y. 1979. Inhibitory effects of carbon dioxide in aminoacid fermentation. J. Ferment. Technol. 57(4): 317-320
Aunins, J.G., Glazomitsky K and Bucldand B.C. 1991. Aeration in piloKt scale vessels
for animal cell culture, presentation, AIChE Annual meeting, Los Angeles, CA,
Nov. 17-22.
Aunins, J.G.and Henzler, H.J. 1993. Aeration in cell culture bioreactors. In: G. N.
Stephanopoulos (ed.). Bioprocessing. Vol. 3. VCH Publishers, Weinheim, Germany.
Backer, M. P., Metzger, L. S., Slaber., P. L., Nevitt, K. L.and Boder, G. B. 1988. Largescale production of monoclonal antibodies in suspension culture. Biotechnol.
Bioeng. 32: 993-1000.
Blanchard, D.C. 1963. The electrification of the atmosphere by particles from bubbles in
the sea. Prog. Oceanogr. 1: 71-202.
Boulton-Stone, J.M. and Blake, J.R. 1993. Bursting bubbles at a free surface. In: Nienow
AW (ed) 3rd Int. Conf. Bioreactor Bioprocess Fluid Dynamics. 163-174. Mep Ltd,
London.
Chalmers, J.J. 1994. Cells and bubbles in sparged bioreactors. Cytotechnology. 15: 311320.
Chalmers, JJ. and Bavarian, F. 1991. Microscopic visualization of insect cell-bubble
interactions. I: Rising bubbles, air-medium interface, and the foam layer.
Biotechnol.Prog. 7: 140-50
Chalmers, J.J. and Bavarian, F. 1991. Microscopic visualization of insect cell-bubble
interactions. II: The bubble film and bubble rupture. Biotechnol.Progress. 7: 15 1-58
Chattopadhyay, D., Rathman, J.F.and Chalmers, J.J. 1995. The Protective effect of
specific medium additives with respect to bubble rupture. Biotechnol. Bioeng.
45:473-480
128
Cherry, R.S. and Hulle, C.T. 1992. Cell death in the thin film of bursting bubbles.
Biotechnol. Prog. 8:11-18
Chisti, Y. 1993. Animal cell culture in stirred bioreactors: observations on scale-up.
Bioprocess Eng. 9: 19 1-196.
Cooney, L. C. 1995. Are we prepared for animal cell technology in the 21st century?
Cytotechnology. 18: 3-8.
Cote, P., Bersillon, J.L.; Huyard, A. and Faup, G. 1988. Bubble-free aeration using
membranes: process analysis. J. Water-Pollut. Control-Fed. 11: 1986-92
Dahod, S. K. 1993. Dissolved carbon dioxide measurement and its correlation with
operating parameters in fermentation processes. Biotechnology Progress. 9: no. 6, pp. 655
Drapeau, D. SIM Annual Meeting, Orlando Florida, August 1990.
Edwards, A.G. and Ho, C.S. 1988. Effects of carbon dioxide on Penicillium
chrysogenum: an autoradiographic study. Biotechnol. Bioeng. 32:1-7
Eyer, K., Oeggerli, A. and Heinzle, E. 1992. Gasbilanzierungeiner hybridoma-kultur
unter anwendung eines prozess-massenspektrometers. DECHEMA Jahrestagung
der Biotechnology. 10: 18 1-182.
Fox, R. 1984. Computer and microprocessors in industrial fermentation. Topics in
Enzyme and Fermentation Biotechnology. 8: 125. Ellis Horwood, London.
Garcia-Briones, M. and Chalmers, J.J. 1992. Cell-bubble interactions, mechanisms of
suspended cell damage. Ann. NYAcad. Sci. 655: 2 19-229
Garcia-Briones, M.A. and Chalmers, J.J. 1994. Flow parameters associated with
hydrodynamic cell injury. Biotechnol. Bioeng. 44: 1089-1098.
Gardner, A.R.; Gainer, J.L.; Kirwan, D.J. 1990. Effects of stirring and sparging on
cultured hybridoma cells. Biotechnol.Bioeng. 35: 940-47
129
Goldblum, S., Bea, Y-K., Hink, W.F. and Chalmers, J. 1990. Protective effect of
methylcellulose and other polymers on insect cells subjected to laminar shear stress.
Biotechnol. Prog. 6: 383-390.
Gray, D.R., Chen, S., Howarth W., Inlow, D. and Maiorella, B.L. 1996. CO2 in largescale and high-density CHO cell perfusion culture. Cytotechnology. 22: 65-78.
Handa, A. 1986. Ph.D. Thesis, University of Birmingham.
Handa, A., Emery, A.N., and Spier, R.E. 1987. On the evaluation of gas-liquid interfacial
effects on the hybridoma viability in bubble column bioreactors. Dev. Biol. Stand.
66: 241-253
Handa-Corrigan, A., Emery, A.N. and Spier, R.E. 1989. Effect of gas-liquid interfaces on
the growth of suspended mammalian cells: mechanisms of cell damage by bubbles.
Enzyme Microb. Technol. 11: 230-235.
Handa-Corrigan, A., Kwasowski, P., Zhu, J.Y., Zhang, S., Zhang, L., Duggal, N. 1992.
Pluronic adsorption effects in cell culture media. Anim. Cell-Technol. 117-21.
Heinzle, E., Oeggerli, A. and Dettwiler, B. 1990. Online fermentation gads analysis: error
analysis and application of mass spectrometry. Anal. Chim. Acta. 238: 10 1-115.
Ho, C.S. and Smith, M.D. 1986. Effect of dissolved carbon dioxide on penicillin
fermentations' Mycelial growth and penicillin production. Biotechnol. Bioeng. 28:
668.
Ho, C.S., Smith, M.D., Shanahan, J.F. 1987. Carbon dioxide transfer in biochemical
reactors. Adv. Biochem. Eng. Biotech. 35:83-125
Ingham, J., Piehl H., Dittmar KEJ and Lehmann J. 1984. Repeated Fed-Batch Cultivation
of Lymphocytic Cells. Proceedings of the Third Congress on Biotechnology,
Munich 10-14 September 1994.
Jones, R. P., Greenfield, P. F. 1982. Effect of carbon dioxide on yeast growth and
fermentation. Enzyme Microb. Technol. 4: 2 10-223.
130
Jobses, I., Martens, D., Tramper, J. 1991. Lethal events during gas sparging in animal cell
culture. Biotechnol.Bioeng. 37: 484-490.
Kamen, A., A., Tom, R. L. 1993. Mass spectrometry determination of insect cell
repiration in growth and production processes (Poster). 12th Meeting of the Eur.
Soc. Animal Cell Culture Technol., Wurzburg, Germany, May 1993.
Kilburn, D.G., Webb, F.C. 1968. The cultivation of animal cells at controlled dissolved
oxygen partial pressure. Biotechnol. Bioeng. 10: 801-8 14.
Kunas, K.T. and Papoutsakis, E.T. 1990a. The protective effect of serum against
hydrodynamic damage of bybridoma cells in agitated and surface-aerated
bioreactors. J. Biotechnol. 15: 57-70.
Kunas, K.T. and Papoutsakis, E.T. 1990b. Damage mechanisms of suspended animal
cells in agitated bioreactors with and without bubbles entrainment. Biotechnol.
Bioeng. 36:476-483)
Lovrecz, G. and Gray, P.P. 1994. Use of online gas analysis to monitor recombinant
mammalian cell cultures.
Maclntyre, F. 1968. A boundary-layer 'microtome' for micro-thick samples of a liquid
surface. J. Phys. Chem. 72: 589-592.
Maclntyre , F. 1972. Flow patterns in breaking bubbles. J. Geophys. Res., 77: 5211-5228.
Mancuso, A., Fernandez, E. J., Blanch, H. W., Clarke, D. S. 1990. A nuclear magnetic
resonance technique for determination hybridoma eli concentration in hollow fiber
bioreactors. BIOITECHNOLOGY 8: 1282-1287.
Michaels, J.D., Peterson, J.F., Mclntire, L.V. and Papoutsakis, E.T. 1991. Protection
mechanisms of freely suspended animal cells (CRL8O1 8) from fluid-mechanical
injury. Viscometric and bioreactor studies using serum, Pluronic F68 and
polyethylene glycol. Biotechnol. Bioeng. 38: 169-180.
Michaels, J.D., Peterson, J., Mclntire, L.V. and Papoutsakis, E.T. 1996. Sparging and
agitation-induced injury of cultured animal cells: do cell-to-bubble interactions in
the bulk liquid injure cells? Biotechnol. Bioeng. 51: 399-409.
131
Murhammer, D. W., Goochee, C. F. 1990. Sparged animal cell bioreactors: mechanisms
of cell damage and Pluronic F-68 protection. Biotechnol. Prog. 6: 39 1-397.
Newitt, D. M., Dombrowski, N. and knelman, F.H. 1954. Liquid entrapment 1. The
mechanism of drop formation from gas or vapour bubbles. Trans. Inst. Chem. Eng.
32: 244-261.
Oh, S.K.W. Nienow, A.W., Al-Rubeai, M., Emery, A.N. 1992. Further studies of the
culture of mouse hybridomas in an agitated bioreactor with and without continuous
sparging. J. Biotechnol. 22: 245-270.
Onken, U., Liefke, E. 1989. Effect of total and partial pressure (Oxygen and Carbon
Dioxide) on aerobic microbial processes. Advances in Biochemical
Engineering/Biotechnology. 40: 137-169. Ed a. Fiechte.
Orton, D.R. and Wang, D.I.C. 1990. Effects of gas ineterfaces on animal cells in bubble
aerated bioreactors. Presented at the AIChE Annual Meeting, Chicago, IL,
November 1990, paper No. 103B
Orton, D.R. and Wang, D.I.C. 1992. Fluorescent visualization of cell death in bubble
aerated bioreactors. Presented at the Engineering Foundation Conference Cell
Culture Engineering Conference ifi, P8, Palm coast, FL, February, 1992.
Papoutsakis, E.T. 1991 a. Media additives for protecting freely suspended animal cells
against agitation and aeration damage in bioreactors. Trends in biotechnol. 9: 316324
Papoutsakis, E.T. 199 lb. Fluid-mechanical damage of animal cells in bioreactors. Trends
Biotechnol. 9: 427-437.
Pugh, G. G. The role of oxygen transfer in bioreactor process control. Biotechnology 6:
524-526.
Qi, H. and Konstantinov, K. 1998. Evaluation of silicone tubing pressure profile and
oxygen transfer rate at varying tubing tightness and outlet pressure in membrane
aerated fermentors. Abstr. Cell Culture Engineering VI.
132
Qi, H., Michaels, J., Konstantinov, K. and Henzler, H.-J. 1999. Experimental and
theoretical analysis of membrane oxygenation system for high cell density perfusion
bioreactors. Am. Chem. Soc. 217 Meet., B10T052 ISSN.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000a. Estimation of
detrimental micro-sparging rate for long-term high-density cultures of animal cells
in a 15L perfusion bioreactor. Abstr. 279cx, AIChE Annual meeting, Los Angeles,
CA, Nov. 12-17.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000b. Novel in situ laser
imaging to analyze bubble-size distributions in high-density perfusion cultures of
animal cells. Abstr. 279cu, AIChE Annual meeting, Los Angeles, CA, Nov. 12-17.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000c. Effects of bioreactor
operations on bubble sizes in micro-sparged high-density perfusion cultures of
animal cells: How do operational changes affect gas/liquid interfacial area in
bioreactors? Abstr. 279cv, AIChE Annual meeting, Los Angeles, CA, Nov. 12-17.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000d. Experimental analysis of
kL in micro-sparged bioreactors of animal cell cultures. Abstr. 279d1, AIChE Annual
meeting, Los Angeles, CA, Nov. 12-17.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000e. Effect of sparger
superficial velocity of gas flow in high-density perfusion cultures of animal cells:
Do cell-bubble interactions at sparger surface injure cells? Abstr. 279cb, AIChE
Annual meeting, Los Angeles, CA, Nov. 12-17.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2000f. Online monitoring and
control of dissolved carbon dioxide in micro-sparged high-density perfusion cultures
of animal cells. Abstr. 279cw, AIChE Annual meeting, Los Angeles, CA, Nov. 1217.
Qi, H., Jovanovic, G., Goudar, C., Heidemann, R., Zhang, C., Michaels, 3. and
Konstantinov, K. 2001a. Simultaneous control of DCO2, D02 and pH in microsparged high-density perfusion cultures of animal cells. SIM Annual Meeting.
Qi, H., Jovanovic, G., Michaels, J. and Konstantinov, K. 2001b. The art and science of
micro-sparging in high-density perfusion cultures of animal cells. The 17" ESACT
metting, Sweden, June 10-14.
133
Radlett, P.J., Telling, R.C., Stone, C.J. and Whiteside, J.P. 1971. Improvements in the
growth of BHK-21 cells in submerged culture. Appi. Microbiol. 22: 534-537.
Su, W.W.; Caram, H.S.; Humphrey, A.E. 1992. Design of tubular microporous
membrane aerated bioreactors for plant cell cultures. Biochem.Eng. 2001: 3 02-05
Tramper, J., Williams, J.B., Joustra, D.J. 1986. Shear sensitivity of insect cells in
suspension. Enzyme Microb. Technol. 8: 33-36.
Tramper, J. et al. 1987. Bubble column design for growth of fragile insect cells.
Bioprocess Eng. 2: 37-41.
Tramper J., Smith, D., Straatman, J. and Viak, J.M. 1988. Bubble collumn design for
growth of fragile insect cells. Bioproc. Eng. 3: 37-41.
Trinh, K., Garcia-Briones, M., Hink, F. and Chalmers, J.J. 1994. Quantification of
damage to suspended insect cells as a result of bubble rupture. Biotechnol. Bioeng.
43: 37-45.
Uttamlal, M. and Walt, D.R. 1995. A Fiber-optic carbon dioxide sensor for fermentation
monitoring. Bioi'Technology. 13: 597-601.
VDI-Wärmeatlas VDI-Verlag GmbH Düsseldorf/Germany 1994
Wagner, A., Marc, A., Engasser, J.M. and Einsele, A. 1992. The use of lactate
dehydrogenase (ldh) release kinetics for the evaluation of death and growth of
mammalian cells in perfusion reactors. Biotechnol Bioeng. 39: 320-326.
Wang, N.S., Yang, J.D., Calabrese, R.V. and Chang, K.C. 1994. Unified modeling
framework of cell death due to bubbles in agitated and sparged bioreactors. J
Biotechnol. 33: 107-122.
Weiss, S. A.., Peplow, D., Smith, G. C., Vaughn, J. L., Doughery, E. 1985. Biotechnical
aspects of a large scale process for insect cells and baculoviruses, in Techniques in
the Lifesciences, Cell Biology Volume Cl (pp. 1-16) Elsevier.
Yamakawa, T., Kato, S., Ishida, K., Kodama, T., Minoda, Y. 1983. Production of
anthocyanins by Vitis cells in suspension culture. Agric.Biol.Chem. 10: 2185-9 1.
134
Yang, J. D. and Wang, N.S. 1992. Cell inactivation in the presence of sparging and
mechanical agitation. Biotechnol. Bioeng., submitted for publication.
Zhang, S., Handa-Corrigan, A. 1992a. Foaming and media surfactant effects on the
cultivation of animal cells in stirred and sparged reactors. J. Biotechnol. 25: 289306.
Zhang, S., Handa-Corrigan, A. and Spier, R. E. 1992b. Oxygen ransfer properties of
bubbles in animal cell culture. Biotechnol. Bioeng. 40: 252-259
135
APPENDICES
136
APPENDIX A
EXPERIMENTAL DATA OF THE INNER-TUBING PRESSSURE FOR THE
LOOSE BASKET
(Entrance Pressure 2.05 bar abs.)
Tubing Length
Exit Pressure
1.01 bar
Exit Pressure
1.36 bar
Exit Pressure
1.70 bar
[m]
[bar abs.]
[bar abs.]
[bar abs.]
0.00
2.05
2.04
2.05
0.67
2.04
2.04
2.05
6.12
2.00
2.01
2.03
12.92
1.94
1.96
2.00
19.72
1.88
1.92
1.97
26.52
1.82
1.87
1.94
33.32
1.76
1.82
1.92
46.92
1.60
1.72
1.86
63.36
1.31
1.52
1.76
79.53
1.01
1.36
1.70
137
APPENDIX B
EXPERIMENTAL DATA OF THE INNER-TUBING PRESSSURE FOR THE
TIGHT BASKET
(Entrance Pressure 2.05 bar abs.)
Tubing Length
Exit Pressure
1.01 bar
Exit Pressure
1.36 bar
Exit Pressure
1.70 bar
[ml
[bar abs.]
[bar abs.]
[bar abs.]
0.00
2.05
2.05
2.05
0.67
2.05
2.05
2.05
6.12
2.01
2.01
2.02
12.92
1.97
1.97
2.00
19.72
1.92
1.92
1.97
26.52
1.87
1.88
1.94
33.32
1.81
1.83
1.91
46.92
1.69
1.72
1.85
63.36
1.53
1.58
1.79
138
APPENDIX C
EXPERIMENTAL DATA OF THE INNER-TUBING GAS FLOW RATE
(Entrance Pressure 2.05 bar abs.)
Exit Pressure
Flow Rt
Loose Tubing
Flow Rt
Tight Tubing
[bar abs.]
[11mm]
[L/min]
1.01
2.23
1.39
1.36
1.83
1.24
1.70
1.26
1.06
(Entrance Pressure 2.39 bar abs.)
Exit Pressure
Flow Rt
Loose Tubing
Flow Rt
Tight Tubing
[bar abs.]
[L/min]
[L/min]
1.01
3.56
2.31
1.36
3.38
2.24
1.70
2.78
2.01
2.05
1.74
1.49
139
APPENDIX D
EXPERIMENTAL DATA OF THE AVERAGE SPECIFIC CELL GROWTH
RATE AT VARIOUS SPARGING RATES
(15L Bioreactor BHK Cell Culture Using a O.5.im-Pore Sparger)
Sparging
Rate
Growth Rate
[mLlmin]
[day'}
99.60
0.58
0.03
200.40
0.63
0.10
300.00
0.52
0.12
399.60
0.50
0.11
499.20
0.42
0.10
600.00
0.43
0.10
Ave. Sp.
Std Dev
(15L Bioreactor BHK Cell Culture Using a 15pm-Pore Sparger)
Sparging
Rate
Growth Rate
[mliminJ
[day']
220.00
0.57
0.10
400.00
0.49
0.02
499.00
0.48
0.11
650.00
0.56
0.09
950.00
0.40
0.06
Ave. Sp.
Std Dev
140
APPENDIX E
INFORMATION FOR AGITATION-ASSOCIATED SHEAR STRESS FROM
LITERATURES
Cherry, R.S. and Kwon, K.Y. 1990. Transient shear stresses on a suspension cell in
turbulence. Biotechnol. Bioeng. 36: 563-571
Oh, S.K.W., Nienow, A.W., Al-Rubeai, M. and Emery, A.N. 1989. The effects of agitation
intensity with and without continuous sparging on the growth and antibody production of
hybridoma cells. J. Biotechnol. 12: 45-62.
Tramper, J., de Gooijer, C.D. and Vlak, J.M. 1993. Scale-up considerations and bioreactor
development for animal cell cultivation. In: Insect cell culture engineering (Goossen,
M.F.A., Daugulis, A.J. and Faulkner, P., eds.) Marcel Dekker, New York, 139-177.
Tramper, J., Viak, J.M. and de Gooijer, C.D. 1996. Scale up aspects of sparged insect-cell
bioreactors. Cytotechnology 20: 221-229.
Van't Riet, K. and Tramper, J. 1991. Basic Bioreactor Design, Marcel Dekker, New York.
The friction forces at agitating impellers generate turbulence in bioreactors. The
shear stress cells experience in turbulent environment is lethal to shear-sensitive animal
cells. Cells of about 15 j.tm, which is a diameter typical for animal cells, are smaller than
the length scale of the smallest turbulent eddy in any reasonably agitated bioreactor. In
addition, the density of animal cells is close to that of the medium, and the cells will not
deviate greatly from the fluid streamlines. Therefore, the shear stress posed on cells is
mainly from the smallest turbulence eddies. In case of isotropic turbulence, these smallest
eddies have characteristic scale of length XK and velocity VK (Kolmogorov theory):
0.25
(E.1)
=(ev)
/
VK
'0.25
(E.2)
141
where c is the empirical mass average of turbulent energy dissipation (m2
3)
and v is the
kinematic viscosity (m2 s1). The energy dissipation in a vessel is equal to the power
consumption P (W). The general equation for the power consumption is:
P =NpN3.D5
(E.3)
where N is the dimensionless stirrer power number, p is the density of the liquid (kgm3),
N is the stirrer speed (s') and D is the stirred diameter (m). For fully turbulent conditions
(Reynolds number = Re = ND2p/ 10000) the dimensionless power number N for any
stirrer type in a baffled vessel is constant (Van't Riet and Tramper, 1991). For lower Re-
numbers N is a function of Re only.
For insect cells in suspension, Tramper et al. (1996) have found that death rapidly
occurs at a stirred speed N of about 9
in a 1-liter round-bottomed bioreactor equipped
with a marine impeller (diameter D = 4 cm). At this critical stir speed Re calculated is
1440, thus far below fully turbulent conditions. At this Re number, N is about 1 (Van't
Riet and Tramper, 1991). Substituting this in Equation E.3 together with p
1000 kg m3,
= 0.01 N s m2, N = 9 s and D = 0.04 m gives a P of 2.3x103 W, which in a stirred
vessel of 1 dm3 and a density of 1000 kg m3 is equal to the mass average rate of energy
dissipation (W kg'). With a kinematic viscosity v of i0 m2 s1, this yields for the mean
Kolgomorov length scale (Equation 1) ?K = 1.44 mm, which is two orders of magnitude
larger than an insect cell. The energy dissipation near the impeller is however much
bigger. Oh et al. (1989) assume, as others have, that essentially all the energy is dissipated
in half the volume occupied by the impeller. In that case, the Kolmogorov length scale in
that region of the impeller is given by
2K
where
II
/ \O25
(vH
"
(E.4)
_)
' = l3Oc
(E.5)
142
which gives a minimum Kolmogorov length scale (Equation E.4) of XK = 0.43 mm, still
considerably larger than an insect cell.
Calculation of the mean maximum shear stress by means of the following equation
derived by Cherry & Kwon (1990) for such a situation
Zmax
5.33p
(E.6)
yields 2.5 N m2. Multiplying the mean energy dissipation by a factor 130 (Equation E.5)
yields for the maximum shear stress 29 N m2. From studies with viscosimeters or other
well-defined shear-stress devices, a shear stress of about 1 N m2 has been found to be the
critical value for damage. From this, one could conclude that the maximum shear stress
obtained from the mean energy dissipation is the more likely parameter for scale up than
the one obtained from thee maximum energy dissipation in the impeller region. Other
relations, also based on Kolmogorov' s theory, yield shear stresses close to the critical
value too and therefore earn further attention as scale-up parameters as well (Tramper et
al., 1993).
143
APPENDIX F
INFORMATION FOR SHEAR FORCE OF BUBBLE RUPTURE FROM
LITERATURES
Garcia-Briones, M.A. and Chalmers, Jj. 1994. Flow parameters associated with
hydrodynamic cell injury. Biotechnol. Bioeng. 44: 1089-1098.
Cherry, R.S. and Hulle, C.T. 1992. Cell death in the thin films of bursting bubbles.
Biotechnol. Prog. 8: 11-18.
1995. Mechanisms of animal cell damage associated with gas bubbles and cell
protection by medium additives. J. of Biotechnol. 43: 81-94.
Wu, J.
It is evident that animal cell damage in gas-sparged culture systems is caused by the
hydrodynamic stress arising from bubble rupture at the air-medium interfaces (HandaCorrigan et al., 1989; Chalmers and Bavarian, 1991; Cherry and Hulle, 1992). The
process of the bubble busting, as depicted in Figure F. 1, involves several major dynamic
events in cascade (Newitt et al., 1954; Chalmers and Bavarian, 1991; Cherry and Hulle,
1992). When a bubble approaches the air-liquid interface, forming a hemispherical liquid
film cap, while its lower part depresses the liquid below the interface (Figure F. la). The
liquid film thins to a critical thickness before the bubble collapses. The rupture starts at
the thinnest apex of the film cap where a hole is formed (Figure F. ib), followed by a
rapid expansion of the hole boundary. The maximum speed of the receding bubble film
(or the expanding hole boundary) is represented by the Culic equation (Culic, 1960)
(2cr
u=I
ph
I
'\1/2
(F.1)
Where c stands for the surface tension of the liquid film, and h film thickness. The
velocity of a 2-(.tm thick receding water film, for example, is estimated at 8 m
144
a. Bubble at liquid Surface
Liquid
b. Hole Formation
+
c. Rapidly Receding Film
d. Rising Liquid Jet
Figure F. 1. The hydrodynamic mechanism of bubble rupture at the air-liquid interface.
145
(Maclntyre, 1972). When this high-speed flow reaches the liquid layer surrounding the
bubble cavity, it pushes the liquid to flow inward underneath the bubble cavity (Figure
F. ic). The liquid flow beneath the bubble cavity has been approximated by a boundarylayer flow (Maclntyre, 1972). When this symmetric flow meets at the bottom of the
bubble cavity, a stagnation point is created, resulting in high pressure. This high pressure
pushes the liquid to form two liquid jets, one downward into the liquid and one upward
over the bubble cavity (Fig. id). The velocity of the rising liquid jet before breakup is
about 5 m
s1
for ajet erupted from a 1.7-mm bubble in sea water (Maclntyre, 1968).
Eventually the liquid jet breaks into small liquid droplets flying over the liquid surface.
It is perhaps not difficult to imagine why bubble rupture can cause severe damage to
the animal cells when we are aware of the high-speed fluid motion induced from bubble
rupture. This high-speed flow creates intense hydrodynamic stresses in the liquid close to
the bursting bubbles. Most probably, cell damage will occur in the ruptured bubble film
receding at a high speed and in the liquid layer beneath the bubble cavity in a boundarylayer flow. The shear stress is estimated to be in the neighborhood of 95 N m2 in the
receding film (Cherry and Hulle, 1992) and 200-300 N m2 in the boundary layer
surrounding the bubble cavity (Chalmers and Bavarian, 1991). These shear stress values
although only rough estimates certainly suggest the high probability of cell damage
arising from bubble rupture.
146
APPENDIX G
COMPUTER MACRO FOR BUBBLE SIZE MEASUREMENTS
(Optimas Image Analysis Program, version 6.2)
RunNacro(PATHVARIABLE: "Lasentec/Run_InitializeAll .mac);
OpenConfiguration (PATHVARIABLE: "Lasentec\\Lasentec .cfg");
Calibrate (Lasentec88Ox66Omu);
INTEGER CurrentColumn = 0;
CHAR ExcelCell;
INTEGER NumbOfFiles;
INTEGER j=0;
CHAR CheckCell="";
INTEGER d;
INTEGER DiameterDistribution[67] = 0;
CHAR Filelnfo[];
MacroNessage(Please select the directory where the source images
reside.\nThe images need to be named 0.bmp, l.bmp, etc);
CHAR path = GetDirectoryO:"/';
hChan = DDElnitiate (Excel, "Sheetl");
While (CheckCell != \r\n"){CurrentColumn++;
DDERequest (hChan, "R1C" : ToText (CurrentColumn),
CheckCell);
FileWildCardList(path:"0.bmp" ,,,,, Filelnfo);
DDEPoke (hChan, "R1C" :ToText(CurrentColumn), Filelnfo{4. .10]:"
":Filelnfo[22. .25]);
DDEPoke (hChan, R2C" :ToText(CurrentColumn), Filelnfo[ll. .191);
DDETerminate (hChan);
I/get number of bitmap files in directory
{label n
CHAR FileNames = FileWildCardList (path: *.bmp);
Integer i-l;
While (SearchString(ToText(i+l) : ".bmp" ,FileNames, 0x04)) {i++;};
NumbOfFiles = Prompt("Enter Number of last bmp file to
process., "INTEGER,ToText(i));
if (NumbOfFiles>i) {MacroMessage(There are only ":ToText(i):" files in
the directory! );goto n;};}
AreaCNVFactors[0. .14] = lE+006
-1.0
200.0
1.0
-1.0
0.0
:
:
:
:
CHAR bmpFile;
for(j=0; j<=NumbOfFiles; j++)
:
:
437.93
-1.0
:
:
-1.0
-1.0
:
:
64.0
0.0;
C
bmpFile = path:ToText(j):.bmp;
Openlmage(bmpFile, ,FALSE);
GrayToBinary (,0,l27.5);
Threshold
127.5:255.0 );
SINS ilterations = 10;
DilateFilter ( , BINS_ilterations);
(
:
1E+006
:
1.0
147
Threshold ( 127.5:255.0 );
BINB_ilterations = 10;
FiliFilter ( ,FALSE);
Threshold ( 127.5:255.0 );
BINBJIterations
=
9;
ErodeFilter , BINB_ilterations);
Threshold ( 127.5:255.0 );
BINB_ilterations = 10;
C
InvertFilterO;
BeginOrEndUpdateBlock(TRUE) ;!I supress drawing
SetExport (mArArea, 1, TRUE);!! specify that you
want the area
SetExport(mArSampledPoints,l,TRUE); !! want the
boundary points too
SetExport(mArPerimeterEguivDiameter, l,TRUE);
SetExport (mArCircularity, 1, TRUE);
CreateArea (, , TRUE);
MultipleExtract (TRUE);
ClearScreenO; !! clear all overlayed boundaries
BeginOrEndUpdateBlock(FALSE) ;!/ end suppression
for (counter=0; counter<=ArTotalTally-l; counter+)
xmin = MIN(mArSampledPoints[counter,,
xmax = MAX(mArSampledPoints[counter,,
yrnin = MIN(mArSampledPoints[counter,,
ymax = MAX(mArSampledPoints[counter,,
xc = (xmin+xmax)!2;
yc = (ymin+ymax)!2;
01);
01);
1]);
11);
diameter = mArPerimeterEquivDiameter [counter];
radius = diameter/2;
!! draw circels and add to diameter distribution if
object is circular
if (mArCircularity[counter)<17 &&
diameter>30) {CreateArea(xc:yc:radius:64, FALSE,, ,l);
d=(INTEGER) (diameter/lO) ;DiarneterDistribution[d]+=l;
AreaColor = 255L;
FillAreas = TRUE;
DelayMS(300) ;ClearScreen
0;
hChan
= DDElnitiate ("Excel", "Sheetl");
For (j=0; j<66; j++){
ExcelCell = "R" :ToText(j+3) : "C" :ToText(CurrentColumn);
DDEPoke (hChan, ExcelCell, DiameterDistribution[j]) ;}
DDETerminate (hChan);
148
APPENDIX H
INFORMATION FOR OXYGEN TRANSFER COEFFICIENTS IN MEMBRANE
AERATIONS FROM LITERATURES
Aunins, J.G. and Henzler, H-J. Aeration in Cell Culture Bioreactor. Pp 245-251
Aunins, J.G., Goldstein, J.M., Croughan, M.S., Wang, D.I.C. 1986. Engineering
developments in the homogeneous culture of animal cells: oxygenation of reactors and
scale-up, Biotechnol Bioeng. Symp. 17: 699.
Blaisdell, C.T., Kammermeyer, K. 1983. Counter-current and co-current gas separation,
Chem. Eng. Sci. 28: 1249
Brautigam, H.-J. 1985. Untersuchungen zum Einsatz von mcht porosen
Kunststoffmembranenals Sauerstoffeintragssystem, Ph.D. Thesis, Technische Hochschule
Hamburg-Harburg.
Brautigam, H.-J., Sekulov, I. 1986. Membran-fliebettechnologie 9: 269-272
Buntemeyer, H., Bodecker, B.G.D., Lehmann, J. 1987. Membrane-stirrer-reactor for
bubble free aeration and perfusion, in: Modern Approaches to Animal Cell Technology
(Spier, R.E., Greffiths, J.B., Eds.) p.4!!, Frome, Somerset, UK: Butterworth.
Fleischaker, RJ., Sinskey, A.J. 1981. Oxygen demand and supply in cell culture, Ear. J.
App!. Microbiol. Biotechnol. 12: 193.
Harris, A.K., Wild, P., Stopak, D. 1980. Silicone rubber substrata: A new wrinkle in the
study of cell locomotion. Science 208: 177.
Matsuoka, H., Fukada, S., Toda, K. 1992. High oxygen transfer rate in a new aeration
system using hollow fiber membrane, Biotechnol. Bioeng. 40: 346
Miltenburger, H.G., David, P. 1980. Mass production of insect cells in suspension, Dev.
Biol. Stand. 46: 183
Robb, W.L. 1968. Thin silicone membranes - their permeation properties and some
applications. Ann. NYAcad. Sci. 146: 119
Stern, S.A., Onorato, Fj., Libove, C. 1977. The permeation of gases through hollow
silicone rubber fibers: Effect of fiber elasticity on gas permeability, AIChE J. 23: 567.
Thorman, J.M., Rhin, H., Hwang, S.-T. 1975. Chem. Eng. Sci. 30: 751
Varga, 0. H. 1966. Sfress-Strain Behavior of Elastic Materials, pp.127-136, New York: J.
Wiley & Sons.
149
As shown in Figure H. 1, two types of membranes are used for membrane aerations
in animal cell cultures:
1.
Open-pore polypropylene (PP) or polytetrafluoroethylene (PTFE) type
2. Polydimethylsiloxane (silicone) diffusion type
For the microporous membrane, a gas-liquid interface is held stationary inside, or just
outside the pores of a hydrophobic membrane. For silicone diffusion membranes, the gas
open pore membrane
liquid
diffusion membrane
n
CL
Lout
Figure H. 1.
Diagram of the oxygen mass transfer through the tubular membrane.
(C*, the oxygen concentration in the gas phase; Cm, the oxygen
concentration at the outer surface of the membrane; CL, the oxygen
concentration in the liquid phase; d1, the inner diameter of the membrane
tubing;
the outer diameter of the membrane tubing)
150
dissolves in the hydrophobic membrane, which has no pores. Mass transfer for either type
is through series resistances from the liquid film and the membrane itself, and is
described by
11
-=-+1
k
(H.1)
km
kL
where km is the membrane mass transfer coefficient.
Microporous Membranes
For microporous membranes, the pores pose a significant resistance to mass transfer
only when the pores are filled with gas. The effective diffusivity and the void fraction,
however, appear in the mass transfer coefficient
km=
2DpOm
Tmd out
where D is the pore diffusivity, °m the membrane void fraction,
and
d1
and
d0
(H.2)
/ d1)
m
the pore toruosity,
are the membrane tubing inner and outer diameters. For using PTFE and
PP, the gas permeabilities are low and transfer occurs only through the membrane pores.
Pore size and gas-medium-membrane surface tension determine the bubble point of the
membrane before capillary pressure is overcome and the membrane effectively becomes a
sparger (Matsuoka et al., 1992). This pressure is usually quite low, in the mbar range. For
micron-sized pores, D is the free gas diffusivity, and m = 1. For the sub-micron pore
Celgard® fibers, however, gas diffusion is in the Knudsen regime where diffusivity is
given by
151
8
RT
\1/2
DP=2MJ rp
(H.3)
where R=88 14.3 JIkmol K is the ideal gas constant, T is absolute temperature,
M1
the gas
molecular weight, and rp the mean pore radius. In this regime, diffusivity differences
between 02 and CO2 are slightly greater than in liquids.
Solution Diffusion Membrane
Non-reinforced, and pressure-resistant reinforced silicone tubes and silicone-coated
tubular membranes are used as diffusion membranes (Miltenburger and David, 1980;
fleischaker and Sinskey, 1981; Brautigam, 1985; Aunins et al. 1986; Brautigam and
Sekulov, 1986). The membrane mass transfer coefficient is modified by the solubility of
the gas in the membrane phase. Differences in solubilities and diffusivities between 02,
CO2, N2 and H20 (and NH3) give rise to selective permeation through the membrane, so
that transfer of each gas must be considered independently. Information is relatively
unavailable on gas counterdiffusion effects in these membranes, hence they are not
considered here, although they definitely occur (Blaisdell and Kammermeyer, 1972; Stern
et aL, 1977; Thorman et al., 1975). The mass transfer coefficient is generally described by
km
2DmHYOmf
HYmdout
/d,)
(H.4)
where Dm is the diffusion coefficient in the membrane, and Hym=Pg/C*m is the Henry's
law constant for the membrane. The group Dm/HYm is known as the membrane
permeability. The term m is the tubing void fraction available for gas transport.
Resistance increases for tubing which is fiber-reinforced to allow pressurization. For the
152
reinforced tubing of Membrantechnik Hamburg, °m = 0.9.! is a correction factor which
accounts for tubing dimension changes from elastic deformation of the silicone rubber.
Silicone rubber is particular favorable for oxygen transfer, since the 02 diffusion
coefficient is slightly higher than in water, and solubility is about 4 to 5 times that in
water. Brautigam (1985) gave
DmHY
HYm
=
x iO
exp(O.024v). [m2
/ SI
(H.5)
For the other culture gases, Table H. 1 shows permeabilities in dimethylsiloxane rubber
from Robb (1968).
Silicone Membrane Permeabilities at u=250C for
Poly(dimethylsiloxane), 18 vol. % Silica Filler (from Robb, 1968)
Table H. 1.
Gas
Permeability [kg rn/s m2
(N1m2)]
Oxygen
6.4x10'5
Nitrogen
2.6x1015
Carbon dioxide
4.8x10'5
Ammonia
3.4x10'5
Water vapor
2.2x10'5