Ni–Sn Solid-Liquid Interdiffusion (SLID) Bonding for Thermo-Electric
advertisement
 Bonding for Thermo-Electric")
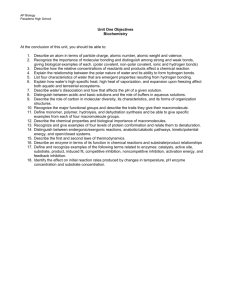
September 2015, Friedrichshafen, Germany www.empc2015.org European Microelectronics Packaging Conference Ni–Sn Solid-Liquid Interdiffusion (SLID) Bonding for Thermo-Electric Elements in Extreme Environments – FEA of the joint stress Andreas Larsson*1,2, Torleif A. Tollefsen3, Ole Martin Løvvik4 and Knut E. Aasmundtveit2 TECHNI AS, Borre, Norway HBV – Buskerud and Vestfold University College, Borre, Norway 3 TEGma AS, Kristiansand, Norway 4 SINTEF Materials and Chemistry, Oslo, Norway 1 2 * Corresponding Author: andreas.larsson@hbv.no, +47 473 60 374 Abstract Ni–Sn solid-liquid interdiffusion (SLID) bonding was investigated for use in extreme thermal conditions. Energy harvesting by thermoelectrics push for utilization of ever increased temperature gradients to improve energy conversion efficiency. Exposure to large temperature gradients induce thermomechanical stress in joints that may lead to catastrophic device failure by fractures in the joint. Finite element analysis of skutterudite CoSb3 joined by Ni–Sn SLID bonding to alumina substrates was performed. The bond structure was CoSb3 / TiN / Ni / Ni3Sn4 / Ni / Cu / Al2O3. Temperature gradients of up to ~100 °C/mm at temperatures up to 500 °C were employed. Two types of models were compared; (1) one element bonded to a substrate on one side and (2) one element symmetrically bonded to substrates on both sides. The results show that the stress field is dominated by the residual stress from the process, with limited contributions from external loads and system configuration. 1 Introduction Thermoelectric generators (TEG) convert heat energy to electrical energy when exposed to a thermal gradient across the material. Negatively and positively doped semiconductors are placed alternately in series with an electrical load to form a circuit. A temperature gradient is applied in parallel across the thermoelectric materials, typically called elements or sometimes legs. The high temperature causes electrons (or holes) to break free from the atoms on the hot side by a shift in the Fermi level. This create a particle flow from the hot side of the material to the cold side, i.e. generating a current. High temperature (HT) applications is particularly interesting due the possibility of large temperature gradients across the elements. HT applications suitable for waste heat regeneration by TEGs include hot jet engines [1], exhaust systems for combustion engines [2], and large scale industrial applications [3]. One of the toughest challenges to make reliable high temperature TEGs is to develop a compatible interconnect. Temperatures may extend up to several hundreds of degrees Celsius combined with extreme temperature gradients beyond 100 °C/mm. Additional application specific requirements, such as a large number of thermal cycles [2], make this challenge particularly difficult. At high temperatures diffusion processes, as well as thermo-mechanical stress activated mechanisms such as fatigue and creep, are accelerated. Joints comprising dissimilar materials that is exposed to ISBN 978-0-9568086-1-5 temperature changes or thermal gradients may induce high stresses in the joints which could ultimately lead to a catastrophic fracture [4][5][6]. Mo–Cu bonded to the TE material CoSb3 (skutterudite) for high temperature joints have been investigated with promising results. The joint showed a residual shear strength capacity of more than 10 MPa after exposure to 550 °C for 480 hours [7]. Mo–Cu may be engineered to have a suitable coefficient of thermal expansion (CTE) to match the skutterudite, but it is expensive. TEG applications may often be cost sensitive due to large fabrication volumes. Thus, Cu traces on Alumina substrates may be preferred. Although, the significant CTE mismatch of Cu, skutterudite, and Alumina create significant thermomechanical stress fields at large temperature differences. Reliable high temperature joining technologies solders are also sparse when the temperature reach 500 °C or beyond [8]. Solid-Liquid Interdiffusion (SLID), sometimes referred to as Transient Liquid Phase (TLP), bonding is a promising technique that have gained a strong interest in recent years [9][10]. In particular, the technology have been explored for high temperature applications since the operation temperature may be significantly higher than the process temperature [11]. The SLID process utilize interdiffusion between two components in a bi-metal system. The interdiffusion creates a phase transformation changing material properties, such as the melting temperature. One interesting binary material system is the Ni–Sn system. It have a CTE between that of Cu and CoSb3, and Alumina. It is cost effective compared with © IMAPS / EMPC 2015 1 September 2015, Friedrichshafen, Germany www.empc2015.org European Microelectronics Packaging Conference other common SLID systems with potential for utilization in applications at 500 °C and beyond [12]. It is rather unexplored as a SLID system, but has been explored for MEMS packages [13]. Its phase diagram is shown in Figure 1. The SLID process can create joints comprising the intermetallic phases; Ni3Sn, Ni3Sn2 and Ni3Sn4, which all have melting temperatures about 800 °C or more [14]. The Sn rich phase, Ni3Sn4, is known from processes comprising Sn based solders on pads with an electroless nickel immersion gold (ENIG) finish. The other two intermetallic phases are not yet thoroughly explored. expected that all the three intermetallic phases have similar thermomechanical properties, and that Ni3Sn4 will be the dominant phase by volume in the final joint. Material properties were modelled as temperature dependent, when possible. Ni, Cu and TiN were modelled as elastic-plastic materials with an isotropic hardening coefficient, t , or as perfectly plastic. The von-Mises yield criterion and material yield limit, y , was used for the elastic-plastic material models. The other materials were modelled as pure elastic materials. Utilization factors, UFe, p , were derived from the equivalent stress, e , and the effective plastic strain, ep , normalized by the material strength, b , and maximum elongation, max , according to (1) and (2). e b (1) ep max (2). UFe UF p Fabricating a TEG may require bonding of the thermoelectric element to the two substrates sequentially. Thus, two basic configurations of the joint stress were evaluated. 1. 2. Figure 1. The Ni–Sn phase diagram by [15]. This paper investigates the stress field inside a proposed Ni–Sn joint in a CoSb3 based TEG. Firstly, its stress distribution at room temperature after bonding to a first substrate is analyzed. Secondly, its stress distribution at various elevated temperatures after bonding is studied. Bond layer structure dimensions may have an impact on the stress state [16], thus a parametric study of bond layer thickness impact on the joint stress state is also presented. Lastly, impact of a second symmetric joint and substrate on the hot side is analyzed. 2 Methods and materials The material configuration was CoSb3 / TiN / Ni / Ni3Sn4 / Ni / Cu / Al2O3 (Figure 2). The characteristic properties of the materials used in the model are shown in Table 1. Data were extracted from pertinent literature. The thermoelectric element was modelled as CoSb3 with a TiN adhesion layer. Prior bonding, Sn is sandwiched between Ni seed layers. During bonding, interdiffusion between Ni and Sn form a symmetric Ni / Ni3Sn / Ni3Sn2 / Ni3Sn4 structure. Although all three intermetallic compounds along with Ni and Sn in mixtures or solid solutions may exists in the final joint [17], the joint was modelled as a pure Ni3Sn4 between Ni layers. It was ISBN 978-0-9568086-1-5 Single sided model with one substrate on the cold side – Simulating the first bonding process to the first substrate. Double sided model with a second substrate on the hot side as well. – Simulating the second bonding process to the first substrate. The stress state was analyzed for one single element joined to the substrates. Note that real elements in a module may in addition be loaded by a global load caused by eccentricity of element location with respect to the global neutral point of the module [16]. Typical element and substrate dimensions in a TEG were used. The thermoelectric element height was 5.0 mm with a square foot print of 5.0·5.0 mm2 and the substrates were 635 µm thick. The bond layer thicknesses, d , of the Ni and Ni–Sn layers were varied between 1 µm and 20 µm. A fixed temperature of 25 °C was applied on the cold side. The temperature on the hot side was varied between 25 °C and 500 °C. The strain reference temperature of the joint materials was set equal to the process temperature; 350 °C. The system was simulated at thermal equilibrium. Two symmetry planes were used; one along a diagonal and one at a mid-plane of the element, i.e. ⅛ was modelled. The models were simply supported and the mesh was found adequate. Results were extracted from regions sufficiently far away from FEM induced singularities, such as edges along dissimilar materials (cf. [18][19]). An illustration of the modelled conditions is shown in Figure 3. © IMAPS / EMPC 2015 2 September 2015, Friedrichshafen, Germany www.empc2015.org European Microelectronics Packaging Conference Table 1: Characteristic material properties and dimensions. (W/mK) (ppm/K) (GPa) (1) (MPa) (MPa) (GPa) t max 2.6-2.91 3500 23.5-28.81 0.7 65-881 1-10 19.6 2-20 373-3981 10 22 635 1 Modeled with temperature dependent property 2 Perfectly plastic 10 8.8-9.41 13.4-16.61 13.9-211 16.7-20.31 8 140 250 180-2251 133 106-1281 300 0.23 0.34 0.29-0.321 0.3 0.34-0.361 0.23 2500 57-961 13-481 - 385 370-1801 55-2211 700 02 0.5 0.2 - 25 51-731 25-551 - Component / Material Element / CoSb3 Adhesion layer / TiN Seed layer / Ni Bond line / Ni3Sn4 Adhesion layer / Cu Substrate / Al2O3 96% d (µm) E y b (%) the substrate compress the edges around the joint for all studied temperature gradients (cf. the compressive peal stress in Figure 8 below). At higher temperatures the backside of the substrate warps in a S-shape mode. This is caused by the dissimilar material properties, Young’s modulus, E , Poisson’s ratio, , coefficient of thermal expansion, , combined with the applied temperature gradient and Tref. The metals in the joint have a significantly larger than both the ceramic substrate and the thermoelectric element resulting in the warpage around the joint periphery forming the S-shape. All evaluated configurations of the model show similar generic characteristics regarding type/direction of stress components, deformation etc. The absolute relative stress level between the components varies between configurations. In general, the stress state is typically low (Figure 6) as a result of the fine global thermomechanical match of the CoSb3 and Al2O3 in the system ( E, and ). However, Figure 7 and Figure 8 illustrates a significant stress level in the joint’s intermetallic layer and that the stress is tensile. Although, the peel stress ( z ) is compressive near the joint periphery. The other joint layers show significantly lower stress levels (Figure 9). This indicate that void nucleation and fractures could be expected to initiate from the Ni3Sn4 layer by Mode I loading. Cracks originating from the element may also be envisaged, if surface finished is not cared for during dicing or if the sintered material is imperfect with microvoids etc. Note that, it is not possible to conclude whether the joint will fail or not since no strength data of the Ni3Sn4 phase have been found in the pertinent literature. It is also noteworthy that the Cartesian stress components coincide well with the principal stresses (not illustrated explicitly here), i.e. 1 2 x y 3 z , which indicate a stress state with limited shear stress (cf. Figure 8): The TiN layer remains in the elastic region for all evaluated configurations. Both the Ni and Cu layer is plastically strained. The effective plastic strain is typically less than 0.3% and 1% in the layers, respectively. Thus, long term effects caused by strong stress fields, cyclic loading or a combination, e.g. fatigue failures from thermal cycling, or creep failures must be considered. Time and history dependent changes such as hardening (kinematic or isotropic), microstructural changes, e.g. grain growth, or stress relaxation by creep will change the sequential joint stress state, and needs to be analyzed appropriately in subsequent studies. The models show warpage to be approximately 10-20 μm (Figure 4 and Figure 5) at room temperature. Warpage of The joint stress state was lowest at room temperature (Figure 10), i.e. without an applied thermal gradient Figure 2. Illustration of materials configuration and main dimensions used in the single sided models. Figure 3. Illustration of application of the used boundary conditions. 3 Results and discussion ISBN 978-0-9568086-1-5 © IMAPS / EMPC 2015 3 European Microelectronics Packaging Conference September 2015, Friedrichshafen, Germany www.empc2015.org across the device. Heating the device increases the stress levels by less than 15%. Thus, the residual stress from fabrication dominates the joint stress state for temperature gradients up to at least 100 °C/mm. Varying the layer thickness had little effect on the stress levels in the system (Figure 11). This indicates that the joint was too stiff to significantly benefit from optimizing the relative thickness of joint layers for layer thicknesses of 1 μm or more. Adding another symmetric substrate and joint to the hot side of the element did not affect the stress distribution significantly (Figure 12). The principal in-plane stress components still dominate the stress field. A small reduction in the equivalent stress near the center of the joint is observed. This is due to the cancelation of the moments from the geometrical symmetry between components with a mismatch in expansion coefficients, where CoSb3 and Al2O3 are the main contributors to the effect. Joint center Joint corner Figure 6. Joint utilization (%) at 375 °C. The utilization is around 10-15%% for the element near the joint, and reach around 40% at the corner. Utilization of the substrate is less than 20%. The joint layers typically show a utilization of a few percent. Figure 7. Equivalent stress field in the Ni3Sn4 layer near the joint corner at Thot = 375 °C. At 1.5 mesh elements away from the hot spot (about 5 times the layer thickness) the stress level is less than 350 MPa (cf. Figure 8). Figure 4. Total displacement in μm (x50) of a model at room temperature after bonding, illustrating a compressive deformation around joint borders. Black lines show the undeformed geometry. Figure 8. Stress components in the Ni3Sn4 joint layer from the joint center out to the joint corner (cf. Figure 4). The equivalent stress is mainly dominated by the in-plane normal stress components (x & y). Near the corner (>2.5 mm) the out-of-plane component (z) grows rapidly. Figure 5. Deformation in μm (x50) at Thot = 25 °C, 250 °C and 500 °C (left to right). Black lines show the undeformed geometry. A S-shape of the substrate is clearly visible at 500 °C. ISBN 978-0-9568086-1-5 © IMAPS / EMPC 2015 4 September 2015, Friedrichshafen, Germany www.empc2015.org European Microelectronics Packaging Conference Location of joint corner Figure 9. Equivalent stress in joint layers, including the interfaces at element and substrate (excluding the Ni3Sn4 layer which is presented in other figures). Figure 12. Stress in the Ni3Sn4 joint layer for two similar models at room temperature. Both models show similar characteristics. Note the small drop in stress level near the center (<2 mm) originating from the symmetric moment by a symmetric expansion mismatch of the substrates and element. 4 Conclusions This study show that a Ni–Sn SLID joint in a CoSb3 based thermoelectric generator cause high stress levels in the intermetallic layer in the joint and that adjacent layers are plastically deformed. Thus, failure by fatigue, creep or fracture may arise in real joints. Experimental characterization of joint phases and their thermomechanical properties needs to be added to the study before final conclusions can be drawn. Figure 10. Stress in the Ni3Sn4 joint layer for four different temperature on the hot side. Only limited variations in stress level is observed. Acknowledgements The authors would like to acknowledge TECHNI AS, TEGma AS and the Norwegian Research Council for supporting this project (project No.: 244915). Literature Figure 11. Stress in the Ni3Sn4 joint layer for varying bond layer thicknesses. Insignificant variations in the stress level is observed. ISBN 978-0-9568086-1-5 [1] J. E. Köhler, R. Heijl, L. G. H. Staaf, S. Zenkic, E. Svenman, a E. C. Palmqvist, and P. Enoksson, “Fabrication of High Temperature Thermoelectric Energy Harvesters for Wireless Sensors,” J. Phys. Conf. Ser., vol. 476, p. 012036, 2013. [2] H. Nochetto, P. Taylor, and J. R. Maddux, “High Temperature Thermoelectric Materials for Waste Heat Regeneration,” Adhelphi, 2013. [3] K. Edwards, Michael; Brinkfeldt, “ThermoMechanical Modelling and Design of SiGebased Thermo-Electric Modules for High Temperature Applicaitons,” in 14th Int. Conf. on Thermal, Mech. and Multi-Physics Sim. and © IMAPS / EMPC 2015 5 September 2015, Friedrichshafen, Germany www.empc2015.org European Microelectronics Packaging Conference Exper. in Microelectronics and Microsystems, (EuroSimE), 2013, vol. 46, no. 0, pp. 1–11. [4] [5] E. Suhir, “Analysis of interfacial thermal stresses in a trimaterial assembly,” J. Appl. Phys., vol. 89, no. 7, pp. 3685–3694, 2001. Y. Wen and C. Basaran, “An analytical model for thermal stress analysis of multi-layered microelectronic packaging,” Mech. Mater., vol. 36, no. 4, pp. 369–385, 2004. [6] S. Timoshenko, “Analysis of Bi-Metal Thermostats,” J. Opt. Soc. Am., vol. 11, no. 3, p. 233, 1925. [7] D. Zhao, X. Li, L. He, W. Jiang, and L. Chen, “High temperature reliability evaluation of CoSb3/electrode thermoelectric joints,” Intermetallics, vol. 17, no. 3, pp. 136–141, 2009. [8] V. R. V. R. Manikam and K. Y. K. Y. Cheong, “Die Attach Materials for High Temperature Applications: A Review,” Components, Packag. Manuf. Technol. IEEE Trans., vol. 1, no. 4, pp. 457–478, 2011. [9] T. a. Tollefsen, A. Larsson, O. M. Løvvik, and K. Aasmundtveit, “Au-sn SLID bonding Properties and possibilities,” Metall. Mater. Trans. B Process Metall. Mater. Process. Sci., vol. 43, no. 2, pp. 397–405, 2012. [10] K. E. Aasmundtveit, T. Luu, A. B. Vardøy, T. A. Tollefsen, K. Wang, and N. Hoivik, “HighTemperature Shear Strength of Solid-Liquid Interdiffusion ( SLID ) bonding : Cu – Sn , Au – Sn and Au – In,” in Electronics SystemIntegration Technology Conference (ESTC), 2014, pp. 1–6. [11] T. A. Tollefsen, A. Larsson, M. M. V. Taklo, A. Neels, X. Maeder, K. Høydalsvik, D. W. Breiby, and K. Aasmundtveit, “Au-Sn SLID Bonding: A Reliable HT Interconnect and Die Attach Technology,” Metall. Mater. Trans. B, vol. 44, no. 2, pp. 406–413, 2013. [12] S. W. Yoon, M. D. Glover, and K. Shiozaki, “Nickel-tin transient liquid phase bonding toward high-temperature operational power electronics in electrified vehicles,” IEEE Trans. Power Electron., vol. 28, no. 5, pp. 2448–2456, 2013. ISBN 978-0-9568086-1-5 [13] W. C. Welch, J. Chae, and K. Najafi, “Transfer of metal MEMS packages using a wafer-level solder transfer technique,” IEEE Trans. Adv. Packag., vol. 28, no. 4, pp. 643–649, 2005. [14] H. S. Liu, J. Wang, and Z. P. Jin, “Thermodynamic optimization of the Ni-Sn binary system,” Calphad Comput. Coupling Phase Diagrams Thermochem., vol. 28, no. 4, pp. 363–370, 2004. [15] Z. Liu, Jinming; Guo, Cuiping; Li, Changrong; Du, “Thermodynamic re-assement of the Ni-Sn system,” Int. J. Mater. Res., vol. 104, no. 1, pp. 51–59, 2013. [16] E. Suhir, “Thermal Stress Failures: Predictive Modeling Explains the Reliability Physics Behind Them,” Adv. Microelectron., vol. 4, no. 38, pp. 12–22, 2011. [17] C. Geers, M. Galetz, and M. Schütze, “Investigation of the effect of the alloy 600 substrate for the stability of a Ni3Sn2 coating for metal dusting protection at 620°C,” Surf. Coatings Technol., vol. 215, pp. 2–6, 2013. [18] S. Ioka, K. Masuda, and S. Kubo, “Singular stress field near the edge of interface of bonded dissimilar materials with an interlayer,” Int. J. Solids Struct., vol. 44, no. 18–19, pp. 6232– 6238, 2007. [19] Y. Y. Yang and D. Munz, “Stress singularities in a dissimilar materials joint with edge tractions under mechanical and thermal loadings,” Int. J. Solids Struct., vol. 34, no. 10, pp. 1199–1216, 1997. © IMAPS / EMPC 2015 6