• Seasoning and Machining Degrade in Young-growth Douglas-fir Dimension Lumber 1954
advertisement

•
Seasoning and Machining Degrade in Young-growth
Douglas-fir Dimension Lumber
By
B. G. Anderson
A. C. Knauss
R. G. Frashour
r
Report No. D-1
May 1954
OREGON FOREST PRODUCTS LABORATORY
•
State Board of Forestry and School of Forestry,
Oregon State College, Cooperating
Corvallis
•
TABLE OF CONTENTS
Page
ACKNOWLEDGaENTS
SUPEARY
1
INTRODUCTION............. . ...... • • • • .
STUDY CHARGES
5
B
RESULTS AND DISCUSSION
Degrade
Black-knotted pieces
Shipping weight
Specific gravity and ring count
Drying rate-kiln schedules
Green moisture content
Uniformity of final moisture content
Moisture-meter readings
Shrinkage during kiln-drying
Residual shrinkage
10
10
12
13
13
14
14
14
15
15
15
CONCLUSIONS
16
REMARKS
17
BIBLIOGRAPHY
18
TABLES
•
Table 1. Total Degrade in No. 1 and 2 Canmon Young-growth Douglas-fir
Dimension Lumber
19
Table 2. Kiln-dried S4S Recovery in Grade from No. 1 Common Younggrowth Douglas-fir Dimension Lumber
20
Table 3. Kiln -dried S4S Recovery in Grade from No. 2 Common Younggrowth Douglas-fir Dimension Lumber
21
Table 4. Effects of Low EMC Step in Schedule on Degrade Percentages .
22
Table 5. Effects of Low EMC Step in Schedule on Various Causes
of Degrade
23
Table 6. Effects of Final Average Kiln-dried Moisture Content on
Degrade Percentages
24
•
•
Page
Table 7. Effects of final Average Kiln-dried Moisture Content on
Various Causes of Degrade
25
Table 8. Effects of Initial Dry-bulb Temperature on Degrade
Percentages
26
Table 9. Effects of Initial Dry-bulb Temperature on Various Causes
of Degrade
27
Table 10. Effects of Low EMC Step in Schedule on Dollar Recovery per
Thousand Board Feet of Kiln-dried Dimension Lumber
28
Table 11. Percentages of Green Pieces Containing Black Knots of Over
3/4-inch Diameter
29
FIGURES
Figure 1.
Relationship of Shipping Weight to Average Moisture
Content.
Figure 2.
Relationship of Rough Weight to Average Moisture Content,
Figure 3.
Cumulative Distribution of Green Density Values.
Figure 4.
Cumulative Distribution of Specific Gravity Values.
Figure 5-15. Photographs of End-grain Kiln Samples.
Figures 16-22. Photographs of Knot Condition; Charges 3 through 9.
Figures 23-32. Drying Rate and Kiln Schedule Charts; Charges 2 through 10.
Figure 33. Cumulative Distribution of Green Moisture Contents.
Figures 34-43. Cumulative Distribution of Moisture Meter Readings: Charges
through 10.
2
Figure 44. Moisture Meter Readings Compared with Oven-test Moisture Content
Values.
Figure 45. Cumulative Distribution of Green and Kiln-dried Thickness Values,
Figure 46. Cumulative Distribution of Shrinkage Values During Kiln-drying.
Figure 47. Average Residual Shrinkage Values.
Figure 48. Cumulative Distribution of Residual Shrinkage Values.
Figure 49. End Grain View of S4S Dimension: Charges 4 and 5A.
Figure 50. End Grain View of 545 Dimension: Charges 6 and 7.
Figure 51. End Grain View of 54S Dimension: Charge 8.
Figure 52. End Grain View of S4S Dimension: Charge 9.
•
•
ACKNOWLEDGEMENTS
•
The authors express their sincere appreciation for the great amount of
assistance and service extended by the following persons and organizations:
H. S. Brown and A. D. Johnson, of the West Coast Bureau of Lumber Grades
and Inspection, for grading service on all the lumber used in the study.
Don Johnson, Albertson Lumber Company, Philomath, and C. R. Bayless,
Bayless Lumber Company, Philomath, who furnished about 52 M board feet of lumber for the study.
Ted Huntley, Corvallis Lumber Company, who furnished planing and storage
facilities for a large percentage of the lumber used in the study.
K. R. Clark and C. W. Crenshaw, Clear Lumber Sales Company, Lebanon, who
furnished lumber and planing facilities for one study charge.
W. G. Hanley and Gene Durlam, Douglas Fir Products Company, Lebanon, who
furnished lumber, dry-kiln facilities and planing facilities for one study charge.
Oscar Meland and Robert Short, Timber Structures, Inc., Portland, who
furnished lumber, dry-kiln facilities and planing facilities for one study charge.
Raymond Reitz and Elmer Matson, U. S. Forest Service, for constructive
suggestions.
Robert Eby, West Coast Lumbermen's Association, Portland,
H. F. Jefferson, Nettleton Lumber Company, Seattle,
T. E. Heppenstal, Long-Bell Lumber Company, Longview, and
H. E. Morgan, Weyerhaeuser Lumber Company, Longview,
for their constructive suggestions and discussion during the planning of this
project.
C. R. Randall, of the Laboratory staff, for assisting in the experimental
work and drawing of the graphs.
•
SUMMARY
The increasing volume of young-growth Douglas-fir timber cut in the
Pacific Northwest emphasizes the need for more knowledge on the characteristics of lumber sawed from these trees.
The study described here was initiated to learn the extent and causes
of degrade resulting from kiln-drying young-growth Douglas-fir dimension
lumber. At the same time it was possible to determine the degree of shrinkage during and after kiln-drying, and to check the final shipping weights
of the lumber after drying.
Degrade was measured in ten kiln charges of approximately 6500 fbm
(feet board measure) each, of 2- by 8-inch by 16-foot young-growth Douglasfir dimension lumber which were kiln-dried and surfaced to 1-5/8 by 7-1/2
inches. An additional charge was surfaced green to determine the change
in grade caused by machining alone.
Neither the average final moisture content to which the charges were
dried (approximate range 12-18 per cent) nor the temperatures used in drying
the charges seemed to have an appreciable effect on the amount of degrade.
The amount of degrade was greater, however, when a low EMC* level was maintained during the schedule, as shown by the following table:
* Equilibrium moisture content; the moisture content which wood will
attain after long exposure to given atmospheric conditions.
•
•
-2-
...WWWWW
Average total
,fteEraleLfbm basis)1
No. 2 Common
No. 1 Common
EMC of
low humidity
step (range)
Per cent
WWWWWWWWWINWWONEWN
3.3-4.4
Shake & grain
separation
Loose knots &
edge knots
Planer split
and warp
Season checks
Knotholes
Total
7.7-11.0
Shake & grain
separation
Loose knots &
edge knots
Planer split
and warp
Season checks
Knotholes
Total
Per cent
Per cent
0.7
0.6
1.9
0.4
5.7
1.4
3.2
3.8
0.2
1.0
12.9
6.0
0.7
0.8
1.9
0.7
1.2
0.0
2.1
1.1
0.1
0.5
5.9
3.2
•
1 Degrade from shrinkage (skips in dreking) is not included.
Total degrade in the Select Structural grade was consistently higher
than degrade in No. 1C (Number 1 Common). The amount of lumber in the select
structural grade, however, was too small for full analysis.
Although young-growth Douglas-fir lumber is relatively free from the
black knots found characteristically in old-growth, an average of 18 per
cent of the green pieces in both No. 1C and No. 2C contained black knots
over 3/4 inches in diameter. Despite this fact, the average degrade from
knot damage including knotholes was only about 4 1/2 per cent in No. 1C
and about 1 1/3 per cent in No. 2C. Some of the knotholes that developed
during seasoning or machining were too small to lower the original grade.
The pieces containing these small knotholes averaged 2.9 per cent in
No. 1C and 5.5 per cent in No. 2C.
•
-3Degrade from planer split and warp in lumber dried using a high
minimum EMC step in the kiln schedule averaged 1.2 per cent in No. 1C and
1.1 per cent in No. 2C. Using a low minimum EMC step in the schedule led
to an average degrade from planer split and warp of 5.7 per cent in No. 1C
and 3.8 per cent in No. 2C.
Prices received at the mill are usually higher for kiln-dried than
for green dimension lumber. Not all of this premium is gained by the mill,
however, because of the drop in grade of some pieces during drying and
machining. A summary of these factors is shown below.
Mill prices'
Green Kiln-dried
Grade
Sel Str
No. 10
No. 2C
$78.50
68.50
65.25
$92.00
82.00
76.00
Recovery value of
kiln-dried lumber
Low EMC High EEC
$88.24
79.66
74.19
$89.81
81.30
75.13
Loss from degrade
Low EMC High EMC
$3.76
$2.19
2.34
0.70
1.81
0.87
1 Prices per M fbm based on Crow's Price Reporter, 20 August 1953.
Average of "Most Sales." A price differential of $10.00 is assumed
between Select Structural and No. 10.
Average shrinkage in thickness and width during kiln-drying to 12 per
cent average moisture content was 3.5 per cent, with 80 per cent of the pieces
shrinking 4.1 per cent or less.
When lumber which had been kiln-dried to 18 per cent average moisture
content and surfaced was allowed to dry further to about 12 per cent moisture content, the average additional shrinkage was found to be about 0.9
per cent, with 90 per cent of the pieces shrinking 1.5 per cent or less.
The average residual shrinkage when dried from 18 to 5 per cent moisture
content was 2.5 per cent.
The sh4.pping we_ght of S4S green dimension ranged from 2500 to 2800
pounds per thousand board feet. When kiln-dried to 18 per cent average
-4 moisture content, the surfaced lumber averaged 2170 pounds per thousand, and
•
when dried to 12 per cent moi.Au::e content averaged 2080 pounds per thousand
board feet.
Time required for drying to a final average moisture content of 18
per cent ranged from 48 to 90 hours. The shorter interval was needed for
kiln schedules with a constant dry-bulb temperature of 200 deg F.
Drying time to 12 per cent average moisture content was 110-120 hours.
A general, picture of drying times may be gained by comparing charges
2 and 5A with charges 6 and 7.
■■■•1■1111111.111■1.
Dry-bulb
temperature
Charge
Initial
Final
EMC
Initial
Final
Drying
time
Avg final
MC
Hours
2
).
135
175
16
7
180
180
12
18
( 110
12
(
72
18
(
120
12
4
5A
)
75
(
9
4.-22-54
h
•
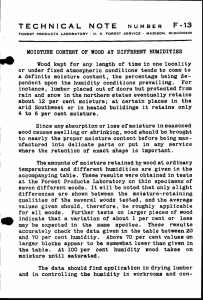
SEASONING AND MACHINING DEGRADE IN YOUNG-GROWTH
DOUGLAS-FIR DIMEVSION LUMBER
by
B. G. Anderson
Oregon Forest Products Laboratory
A. C. Knauss
Forest Utilization Service
Pacific Northwest Forest Experiment Station
and
R. G. Frashour
Oregon Forest Products Laboratory
INTRODUCTION
No one seems to know what the annual cut of second-growth, or, more properly, young-growth Douglas-fir, is at present. But it is known that the proportion of young-growth sawed to the total cut is increasing yearly in the Douglasfir region, and that small sawmills are being built each year to cut small-diameter logs from young stands. The Douglas-fir lumber industry is beginning the
transition from an old-growth to a young-growth economy. European countries and
the southern pine region in the United States have made this transition, and
have been confronted with problems quite different from those encountered when
the lumber production was entirely from old-growth timber. A volume estimate
of standing Douglas- fir timber in Oregon and Washington in 1945 placed the oldgrowth stand at 185 billion fbm and the young-growth stand at 80 billion fbm-defining young growth as under 160 years old.*
As the annual cut of young-growth timber increases, it is inevitable that
more young-growth lumber will be kiln-dried. Consequently, interest is increasingly manifested in the problems which will appear as more mills go into the
* Kirkland Report for the American Forestry Association, 1945.
•
-6-
•
•
production of such lumber. One might speculate on seasoning problems to arise
with a higher cut of this type of lumber, such as:
1.
Small-diameter logs mean greater ring curvature. Should more
cupping be expected during kiln-drying, and consequently more planer
split during machining?
2. Young-growth frequently has coarse grain. Should season checks be
expected, and more grain separation during machining?
3. Young-growth may have a higher percentage of tight knots than does
old-growth. Does a possibility exist of drying this tight-knotted
lumber to moisture content levels lower than 18-20 per cent without
excessive increases in degrade from knot damage?
4•
Young-growth may contain more abnormal wood than does old-growth.
Will tiais result in more warp during kiln-drying?
5. The smaller the log diameter, the higher the percentage of sapwood,
it is found. Will this increase the incentive to kiln-dry younggrowth dimension in order to avoid higher green shipping weights?
6. A higher percentage of sapwood means more susceptibility to stain,
mold, and decay of green lumber during bulk shipment and storage.
Will this provide another incentive for the kiln-drying of younggrowth dimension?
7. Shrinkage of young-growth Douglas-fir lumber may differ from that of
old-growth. Will this necessitate an adjustment in width and thickness
of rough-green lumber?
To answer some of these questions the Oregon Forest Products Laboratory,
in cooperation with the Pacific Northwest Forest and Range Experiment Station,
the West Coast Lumbermen's Association, the West Coast Bureau of Lumber Grades
and Inspection, and several lumber companies located in the Willamette Valley,
•
•
recently completed the initial phase of a long-term investigation into effects
of seasoning and machining young-growth Douglas-fir lumber. The first part of
this study has been concerned with 2- by 8-inch by 16-foot young-growth Douglasfir dimension lumber, in the grades of Select Structural, No. 1 Common and No. 2
Common.
Most of the Douglas-fir dimension now cut is machined and shipped green.
However, for around 25 years some Douglas-fir mills have been kiln-drying common
grades of Douglas-fir in order to preshrink the pieces at least partially and
remove the risk of stain and decay during bulk shipment and storage. Other
reasons for kiln-drying have been to obtain reductions in shipping weights, and
higher prices for kiln-dried lumber.
Twenty-seven years ago A. C. Knauss and his co-workers at Vernonia, Oregon,
conducted a study of degrade in kiln-dried old-growth Douglas-fir dimension. The
results of this study confirmed a prior conclusion of the Oregon American Lumber
Company that kiln-drying of this type of lumber would be a practical operation.1,2,3
This study established the present practice of kiln-drying dimension to a moisture
content level of 18-20 per cent. One reason for drying to this level is to limit
the degrade from loss of black or encased knots in old-growth lumber. As it is
expected that fewer black knots will be found in young-growth, the present study
was so planned as to gain information on degrade at various average moisture
content levels between 12 and 18 per cent, in order to ascertain if tight-knotted
stock could be dried to lower moisture content levels without excessive increase
I.
in degrade from knot damage.
The objectives of this study on seasoning and machining degrade in younggrowth Douglas-fir dimension lumber are, in part, as follows:
1. To determine the amount and causes of degrade in several grades of
young- growth Douglas-fir dimension lumber resulting from kiln-drying
•
-8-
with various kiln schedules to moisture content levels between
12 and 18 per cent.
2. To obtain shrinkage measurements from green to kiln-dried moisture
content level.
3. To obtain residual shrinkage from the kiln-dried, surfaced dimension
to that reached in use.
4. To obtain shipping weights of lumber dried to various moisture content
levels.
5. To determine the effects of kiln-schedule modifications.
6. To determine specific gravity and ring count of lumber used in the
study charges.
STUDY CHARGES
There were eleven study charges, each of approximately 6500 fbm.
Charge 1 was planed green to determine the effect on grade of machining
only. All other charges were kiln-dried before machining as follows:
Schedules and Drying Times for Kiln-dried Charges.
•••■■••■•••■■•!..
Charge
Location
of kiln
Dry-bulb
temperature
Initial Final
F
2
3
4
5
5A
6
7
D.Fir Prod Co
OFPL
OFPL
Timber Struct.
OFPL
OFPL
OFPL
OFPL
OFPL
OFPL
135
135
134
160
EMC
Initial Final
F
175
180
175
190
135
175
180
180
180
180
200
200
9
200
200
10
130
130
* Equilibrium moisture content level
Drying
time
Average
Moisture content
Initial Final
Hours
17.2
15.9
15.9
4.4
7.8
4.3
75
76
86
48.9
44.6
51.6
18.4
18.0
14.9
14.2
3.3
188
44.7
7.8
110
4.3
15.9
12.4
44.8
12.1
9.0
119
12.1
48.0
12.1
8.8
47.8
117
12.5
7.7
7,7
52
18.
18.0
48.0
7.7
7.7*
40.8
17
.
64
17.0
40 .
33.3
1
1.0
11.0
90
17.9
was '13.2 per cent during last 13 hours.
S
The two commercial kilns used in the study, and the experimental kiln at
the Oregon Forest Products Laboratory, were steam-heated, cross-circulation,
compartment-type with reversible fans. The loading on kiln cars of all study
charges was by the unit package system with fork lift. Sticker size was 3/4 by
1 5/8 inches; sticker spacing was 4 feet. All the lumber used in the study was
flat-piled in unit packages which varied from 2 to 4 feet in height. Total length
of air travel through the lumber as it was piled on kiln cars was 8 feet. Air
velocity through the loads of lumber in the kiln was between 350 and 450 feet
per minute. Air circulation was reversed approximately every twelve hours.
Charge 1 was planed at Clear Lumber Sales Company, Lebanon. Charge 2 was
kiln-dried and planed at Douglas Fir Products Company, Lebanon. Charge 5 was
kiln-dried and planed at Timber Structures, Inc., Portland. All the rest of the
study charges were kiln-dried at the Oregon Forest Products Laboratory, and planed
at Corvallis Lumber Company, Corvallis. The lumber for the latter charges was
obtained at the Bayless Sawmill, Philomath, through the courtesy of the Albertson
Lumber Company, Philomath.
The planer at Corvallis Lumber Company operated at a feed rate of 290 feet
per minute. Both the side heads and face heads turned at 3700 revolutions per
minute, the side heads with 6 knives and the face heads with 8 knives. The knives
on the face heads were set at a cutting angle of 28 degrees, the same cutting
angle being used for both green and kiln-dried dimension.
The planer at Douglas Fir Products Company had a 10-knife head turning at
3450 rpm. The knives were ground with a back-bevel. Feed rate was 360 feet per
minute, and the knife angle was 27 degrees.
The planer at Timber Structures in Portland had an 8-knife head turning
at 3400 rpm. Top and side knives were back-beveled; bottom knives were not backbeveled. Feed rate was 250 feet per minute. Knife angle was 30 degrees.
-10-
All lumber in the study was planed to American Lumber Standards size of
1 5/8 inches by 7 1/2 inches.
The lumber used in the study charges was graded three times by inspectors
from the West Coast Bureau of Lumber Grades and Inspection. The first grading
was done on the rough-green lumber, the second on the rough-dry, and the third
on the surfaced-dry lumber.
Such pertinent data as degrade, final moisture content, drying rates,
rough weights, shipping weights, shrinkage, and specific gravity were kept on
each charge.
RESULTS AND DISCUSSION
Degrade
Charge 1, which was machined green, showed that no change in grade occurred
between the rough-green and the 34S (surfaced-four-sides) green conditions. For
this reason all the degrade which developed in the kiln-dried S4S lumber was
charged to seasoning, even though most of such degrade developed during the
machining operation.
Table 1 shows the degrade percentages found in the kiln-dried S4S charges
for Number 1 Common and Number 2 Common. The average total degrade found in
Number 1 Common was about twice that found in Number 2 Common, although the ratio
did not hold very consistently within individual charges. The degrade found in
Select Structural averaged about twice that in Number 1 Common.
Table 2 shows the percentage recovery in S4S grade based on the roughgreen footage of Number 1 Common in individual charges. The same information
for Number 2 Common is presented in Table 3.
•
Tables 4 through 9 show the effects of three different variables on the
degrade found in Number 1 and Number 2 Common. The three variables considered
were (1) the lowest EMC step in the schedule, (2) the average kiln-dried moisture
content of the charge, and (3) the initial dry-bulb temperature in the schedule.
An examination of these data revealed that the lowest EMC step in the schedule
was the only one of the three variables which had an important effect on the
amount of degrade. When degrade was subdivided according to types of defect it
was seen that degrade because of knot damage was rather constant regardless of
moisture content to which the stock was dried or how the dry-bulb temperature
and EMC were manipulated. In Number 1 Common, knot damage was usually the most
important source of degrade. Planer split and warp were affected by the lowest
EMC step as well as by the moisture content to which the stock was dried, but
not by the initial dry-bulb temperature.
An examination of Table 4 shows that total degrade in both Number 1 and
2 Common was doubled by use of a low-humidity schedule.
Charges dried with schedules having high initial dry-bulb temperatures
did not have higher degrade percentages than did charges dried with low initial
dry-bulb temperatures (Table 8).
Table 10 presents degrade in terms of dollar value, based on current
prices during the summer of 1953. The loss from degrade in the low-humidity
schedules was higher than loss in high-humidity schedules by about $1.60 per M
fbm for Select Structural, $1.60 for Number 1 Common and $1.00 for Number 2
Common.
Degrade is a function of EMC and time. Final moisture content is also a
function of EMC and time. It would be misleading, however, to conclude that
111
degrade is a function of final average moisture content, because a wide range of
final average moisture contents can be obtained using low-himidity schedules.
-12-
It appeared that the effect of a low EMC schedule on degrade took place much
faster than its effect on average moisture content. For further information on
this point refer to the section entitled "Remarks".
Because of the importance of knot damage, a supplementary study was made
to determine the influence of drying temperature on the development of damage to
tight knots. Two small matched charges were dried at a constant EMC of 12 per
cent; one of the charges with a constant dry-bulb temperature of 125 deg F, and
the other at 175 deg F. No difference could be detected in the development of
damage to tight knots as the two charges dried.
An attempt was made in charge 9 to reduce the amount of knot degrade by
steaming the charge before unloading, as well as by wetting down the individual
boards as they were unstickered. No noticeable reduction in total degrade was
experienced as a result of this treatment. However, this charge suffered the
least amount of degrade from planer split and warp of any of the kiln-dried
charges. No ill effects from the wetting were noted.
Reports of lumber sales showed that in August 1953 kiln-dried Douglas-fir
dimension sold at a premium ranging from $10.75 for No. 2 Common to $13.50 for
Select Structural and No. 1 Common over the same item shipped green.* As the
result of degrade, the dry surfaced lumber failed to fully supply this premium.
Results of this study showed that with properly chosen kiln-drying schedules,
young-growth Douglas-fir dimension could be kiln-dried to a moisture content of
12 per cent with the degrade reducing the full premium return by $0.70 for No. 1
Common and $0.87 for No. 2 Common, the principal grades produced at the mill.
Black-knotted pieces
The percentages of pieces within individual charges which contained black
knots Or aver 3/4-inch diameter ranged from 10 to 28 per cent (Table 11).
Degrade
w.modas.••••••••••••,....r.
* Crow's Price RePorlat. August 20, 1953.
•
-1 3-
from knot damage of all types averaged about 4 1/2 per cent in No. 1C and about
1 1/3 per cent in No. 2C. Some damage to appearance, however, was caused by knotholes which were too small or too few to lower the grade of the piece. Somewhat
less than 10 per cent of the pieces within individual charges contained knotholes
which affected the appearance but did not lower the grade; the average in all
charges was 2.9 per cent in No. 10 and 5.6 per cent in No. 2C.
Shi pping weight
Figure 1 shows the relationship of S4S shipping weight to average moisture
content in 2- by 8-inch by 16-foot young-growth Douglas-fir dimension. Approximately 20 per cent of the pieces in each charge were weighed rough-green, roughdry and surfaced-dry. Figure 1 is based on the average surfaced-dry weight for
individual charges. It can be seen that kiln-drying will result in a shippingweight saving of from 350 to 650 pounds per M fbm of surfaced dimension lumber,
depending upon the initial green moisture content and the moisture content to
which it is dried.
Figure 2 shows the relationship of weight to moisture content in rough
2- by 8-inch by 16-foot dimension. The water removal during kiln-drying varied
from 700 to 1000 pounds per M fbm of rough dimension, depending upon the green
moisture content and the moisture content to which it was dried.
Figure 3 gives a cumulative distribution of green weight per cubic foot
representing 556 individual pieces. Sixty per cent of the pieces measured had
green weights between 35 and 45 pounds per cubic foot.
Specific gravity and ring count
Specific gravity determinations were made on 20 specimens from each of 10
of the test charges. An average specific gravity value of 0.424 was obtained
using the oven-dry weight and green volume. Sixty per cent of the specific gravity values fell between about 0.39 and 0.46 (Figure 4).
Figure 5 through 15 are end-grain photographs of the kiln samples 140 in
the kiIi.dried charges. The individual sections are marked with their specific
gravity values. An indication of the variation in ring count can be obtained by
an examination of these photographs. Sectian number 5 from charge 5 had a ring
count of 14 rings per inch (Figure 9). Section , number 19 from charge 9 had a
ring count of 2 1/2 rings per inch (Fizurel4). These sections represented the
extreme ring-count values found in kiln samples from all charges.
Drying rate--kiln schedules
Figures 23 through 32 show kiln schedules and drying rates for 20 kiln
samples per charge. Drying time to 18 per cent average moisture content for
charges 2, 4 and 5A was about 72-75 hours. Drying time to 18 per cent average
moisture content for high temperature-high humidity schedules (charges 8 and 9)
was about 50 hours. Drying time for a low temperature-high humidity schedule
(charge 10) was about 90 hours to an average moisture content at 18 per cent.
This charge had a low average green moisture content of about 34 per cent. If
the green moisture content of charge 10 had been from 40 to 45 per cent, the
drying time to 18 per cent would have been much longer.
Green moisture content
Figure 33 shows the variation in green moisture content of lumber in the
10 charges whih :Were-kiln-dried. The median green moisture content value was
40 per cent, with 60 per cent of the boards having green moisture contents between 35 and 52 per cent.
Uniformity
f
final moisture content
Figures 34 through 43 show moisture-meter readings in the kiln-dried
charges, Charge 2 showed more uniformity in final moisture content than
d4
charge 3, probably because charge 2 was subjected to a three-week winter storage
•
-15-
period in the cooling shed before unstickering. In general, the schedules using
high final humidities showed more uniformity in final moisture content than did
those with low final humidities.
Moisture-meter readings '
Figure 44 gives a comparison of moisture-meter readings and oven-test
moisture-content values found in the kiln-dried lumber. Close correlation was
obtained between oven-test values on kiln samples and moisture-meter readings
on all S4S boards within individual charges.
Shrinkage durin g kiln-aaing
Cumulative distribution curves for rough-green and rough-dry thicknesses
of the lumber used in the study are shown in Figure 45, The rough-dry measurements were made on lumber which was dried to an average of about 12 per cent
moisture content. An examination of this curve will show an average shrinkage
in thickness of about 3.5 per cent in drying from green to 12 per cent average
moisture content.
Figure 46 gives a cumulative distribution of shrinkages in width from
green to two different moisture-content levels. When drying to 18 per cent
average moisture content the median shrinkage value was about 2.2 per cent, with
80 per cent of the boards shrinking less than 2.8 per cent. When drying to 12
per cent average moisture content the median shrinkage value was about 3.4 per
cent, with 80 per cent of the boards shrinking less than 4.1 per cent.
Residual shrinkage
In order to determine the extent of additional shrinkage which dimension
•
lumber would undergo when drying from the kiln-dried moisture content to that
reached in use, sections were cut from 20 kiln samples in each charge and measured
in width before and after being conditioned to equilibrium with 65 per cent rela-
•
-16-
•
tive humidity at 70 deg F (approximately 12 per cent equilibrium moisture content).
The average residual-shrinkage values obtained are shown in Figure 47. When lumber was kiln-dried to 18 per cent average moisture content the average additional
shrinkage was found to be about 1.0 per cent. When kiln-dried to 15 per cent
average moisture content, the average additional shrinkage was found to be about
0.6 per cent.
Average residual shrinkage values for lumber dried to equilibrium with
25 per cent relative humidity at 100 deg F also are shown in Figure 47.
Figure 48 gives
a
cumulative distribution curve for residual shrinkage of
lumber which was kiln-dried to 16-18 per cent moisture content. The median
residual-shrinkage value on this curve is about 0.65 per cent, with 90 per cent
of the boards having less than 1.5 per cent residual shrinkage in width.
CONCLUSIONS
Young-growth Douglas-fir dimension lumber was dried to moisture contents
down to 12 per cent without excessive degrade when the lowest EMC level in the
schedule was kept at
8
per cent or higher. The lower the EMC during the low
relative humidity step in the schedule, the higher the resulting degrade was
found to be.
Of three variables which affected degrade in young-growth Douglas-fir
dimension--the EMC of the low-humidity step in the schedule, the initial drybulb temperature, and the final average moisture content--the most important was
the EMC of the low-humidity step.
Temperatures up to 200 deg F were used in drying this material without
excessive degrade when EMC was closely controlled at a sufficiently high level.
•
-17-
S
REMARKS
Because of the important effect on degrade of the low EMC step in the
schedule, it would be wise to keep the EMC during the kiln schedule as high as
possible consistent with a reasonable drying time, in the drying of young-growth
Douglas-fir dimension. The dry-bulb temperature should also be kept as high as
possible during the schedule, within limits that permit accurate control of the
desired EMC as well as reasonable steam consumption.
Certain kiln schedules which have been observed in use for kiln-drying
young-growth Douglas-fir dimension lumber could be modified to reduce degrade by:
. Raising the EMC used during the low-humidity step of
the schedule.
. Raising the initial dry-bulb temperature to overcome
the retarding effect which a higher EMC has on drying
time.
It must be recognized that in dry kilns which exhibit large longitudinal or cyclic
variations in dry-bulb temperature, the substitution of a high-temperature schedule for a satisfactory low- or medium-temperature schedule might lead to excessively high degrade percentages because of loss of control over EMC.
Drying of young-growth Douglas-fir dimension to an average of 16-18 per
cent moisture content is believed to be satisfactory if the lumber is to be used
for general construction purposes, for the following reasons:
. An average moisture content of 16-18 per cent can be
obtained in a short time using a kiln schedule which
results in low degrade.
. Shipping weight is not decreased greatly by drying to
moisture content levels below 18 per cent.
. Residual shrinkage of lumber which has been dried to an
average of 18 per cent moisture content is low enough to
be satisfactory for most construction uses.
•
•
•
BIBLIOGRAPHY
1. Herman, Albert and Gould, Clark W. at Kiln-drying of No. 3 Common Douglas
Fir Boards and Dimension. Forest Products Laboratory, U. S. Forest
Service, Nadison, Wisconsin.
2. Johnson, Herman M. Degrade in Ulakylu
t of Douglas-fir Common md Finish.
U. S. Forest Service, 1927.
3. Knauss, A. C. "Can Common Grades of Douglas-fir Lumber be Successfully
Kiln-dried?" Unpublished Report, West Coast Lumbermen's Association,
1927.
Anon. "Resulting Degrade from Kilr, Drying and Machining Douglas-fir Common."
Oregon-American Lumber Corporation. 1939.
•
-19-
•
Table 1. Total Degrade in No. 1 and No. 2 Common
Young-growth Douglas-fir Dimension Lumber.
Charge
Final average
moisture content
Per cent
Total degrade (fbm basis)
No. 1 Common
No. 2 Common
Per.
cent
a.
cent
2
18.4
10.7
4.8
3
18.0
9.7
5.5
4
14.9
13.5
11.3
5
7.8
21.2
5.1
5A
12.4
6.4
2.8
6
12.1
8.3
1.1
7
12.5
4.0
3.0
8
16.4
4.1
3.7
9
16.1
5.6
3.3
10
17.6
3.6
2.4
8. 7
4.3
All Charges
•
Table 2. Kiln-dried S43 Recovery 1.n Grade from No • 1 Common
Young-growth Douglas-fit Dimension Lumber.
Charge
Recovery in $rade (fbm basis)
Final average
Loss
moisture content
No. IC No. 20 No. 3C No. 40
Fi3st Oa
2
18.4
89.3
1.8
8.8
0.1
3
1840
90.3
7.4
2.2
0,1
4
14.9
86.5
7.8
5.7
0.0
5
7.8
78.8
14.3
4.9
2.0
5A
12.4
93.6
5.6
0.7
0.1
6
12.1
91.7
8.3
0.0
0.0
7
12.5
96.0
2.6
0.9
0.5
8
16.4
95.9
3.8
0.0
0.3
9
16.1
94.4
5.6
0.0
0.0
10
17.6
96.4
0.9
2.4
0.3
•
-21-
Table 3. Kiln-dried S4S Recovery in Grade from No. 2 Common
!oung-growth Douglas-fir Dimension Lumber.
•■•••••■■.•■■••■•••■•••■••••••■••■•■■■■••■•■••• 01•1111•••■•••1111■11..■•••••••■•0,11.11111•OwelawaNNO,41•1•••■••.
Charge
Final average
moisture content
No. 2C
Recovery in grade (fbm basis)
No. 3C
Loss
No. 4C
Per cent
•
2
18.4
95.2
4.8
0.0
0.0
3
18.0
94.5
4.6
0.8
0.1
4
14.9
88.7
11.3
0.0
0.0
5
7.8
94.9
1.6
0.0
3.5
5A
12.4
97.2
2.7
0.0
0.1
6
12.1
98.9
0.5
0.5
0.1
7
12.5
97.0
3.0
0.0
0.0
8
16.4
96.3
3.2
0.0
0.5
9
16.1
96.7
3.1
0.0
0.2
10
17.6
97.6
2.1
0.0
0.3
- 22-
Table 4. Effects of Low EMC Step in Schedule on Degrade Percentages.
bharge
MC of
low relative
humidity
step
Per
Total degrade
No.10 No.2C Avg
10.7
4
4.3
5
3.3
13.5
21.2
5A
4.3
22,4
Average
above
group
Degrade from
knot damage
No.1C No.2C Avg
Degrade from other
than knot damage*
No.10 No.20 Avg
Per cent
pent
4.4
2
Falldown
below No. 2C
No.1C No.2C Avg
4.8 7.8
11.3 12.4
5.1 13.1
2.8 4.6
8.9
4.8
6.8
5.7
11.3
6.9
1.8
2.8
6.9
3.0
8.5
3.8
6.2
4.0
5.1
7.3
7.3
5.1
6.0
6.2
0.0
3.1
15.0
0.8
2.8
1.8
4=2
0.0
2.1
2.2
5.1
2.8
12.9
6.0
9.5
5.6
6.0
5.8
5.1
1.4
3.3
7- 8
4.5
S
7.3
3
7.8
9.7
5.5
7.6
2.3
5.5
3.9
6.0
1.6
3.8
3.7
3.9
3.8
6
9.0
8.3
1.1
4.7
0.0
1.1
0.5
7.4
0.0
3.7
0.9
1.1
1.0
7
8.8
4.0
3.0
3.5
1.4
3.0
2.2
2.6
0.6
1.6
1.4
2.4
1 .9
8
7.7
4.1
3.7
3.9
0.3
3.7
2.0
2.3
0.0
1.1
1.8
3.7
9
7.7
5.6
3.3
4.4
0.0
3.3
1.7
4.9
3.1
4.0
0.7
0.2
0.4
10
11.0
3.6
2.4
3.0
2.7
2,4
2.5
0.9
1.6
1.2
2.7
0.8
1.7
5.9
3.2
4.5
1.1
3.2
2.1
4.0
1.1
2.6
1.8
2.0
1.9
Average
above
group
* Includes degrade from planer split, warp, season checks, shake and grain separation.
I
-23017:41.
4 t.;
Table 5. Effects of Low EMC.StPla in-SoheduiP:on Various
Causes of Degrade.
Charge
Ek4C of
low relative
humidity
step
Loose knots
and edge knots
No.IC No.2C Avg
Degrade from various causes*
Planer split
Season checks
and warp
No.1C No.2C Avg
No.1C No.2C Avg
Knotholes
No.1C No.2C Avg
Per cent
Per cent
2
4.4
1.0
0.9
0.9
2.0
1.8
1.9
4.8
0.9
2.9
2.8
0.9
1.8
4
4.3
3.0
0.8
1.9
4.1
5.2
4.6
0.7
0.0
0.3
3.2
3.2
3.2
5
3.3
2.4
0.0
1.2
14.6
5.1
9.8
0.0
0.0
0.0
3.8
0.0
1.9
4.3
1.4
0.0
0.7
2.2
2.7
2.5
0.0
0.0
0.0
2.8
0.0
1.4
1.9
0.4
1.2
5.7
3.8
4.7
1.4
0.2
0.8
3.2
1.0
2.1'
5A
Average
above
group
3
7.8
3.7
0.8
2.2
0.7
0.1
0.4
0.0
0.0
0.0
2.3
0.8
1.5
6
9.0
1.8
0.0
0.9
0.9
0.6
0.7
0.0
0.0
0.0
5.6
0.0
2.841
7
8.8
0.9
0.6
0.7
1.4
1.2
1.3
0.0
0.6
0.3
1.7
0.0
0.8
8
7.7
0.8
0.0
0.4
1.8
3.6
2.7
0.0
0.0
0.0
1.5
0.0
0.7
0
7.7
3.3
1.2
2.2
0.0
0.2
0.1
0.0
0.0
0.0
1.6
1.9
1.7
11.0
0.9
1.6
1.2
2.7
0.8
1.7
0.0
-
0.0
-
0.0
0.0
0.0
0.0
1.9
0.7
1.3
1.2
1.1
1.1
0.0
0.1
0.05
2.1
0.45
1.2
10
Average
above
group
*Degrade from shake and grain separation is not included.
-24Table 6. Effects of Final Average Kiln dried Moisture Content
on Degrade Percentages.,
Charge
Average
moisture
content
Total degrade
No.1C No.2C Avg
Faildown
below No. 2C
No.1C No.2C Avg
Degrade from
knot damage
No.1C No.2C Avg
Degrade from other
than knot damage*
No.1C No.2C Avg
Per cent
Per cent
18.4
10.7
4.8
7.8
8.9
4.8
6.8
3.8
1.8
2.8
6.9
3.0
4.9 •
3
18.0
9.7
5.5
7.6
2.3
5.5
3.9
6.0
1.6
3.8
3.7
.1.9
341,
10
17.6
3.6
2.4
3.0
2.7
2.4
2.5
0.9
1.6
1.2
2.7
0.8
1:7:
8
16.4
4.1
3.7
3.9
0.3
3.7
2.0
2.3
0.0
1.1
1.8
3.7
2,7
9
16.1
5.6
3.3
4.4
0.0
3.3
1.7
4.9
3.1
4.0
0.7
0.2
0.4
4
Average
above
group
7
14.9
13.5
11.3 12.4
5.7
11.3
8.5
6.2
4.0
54
7.3
7.3
7,3.
7.9
5.2
6.5
3.3
5.2
4.2
4.0
2.0
3.0
3.8
3.1
14
12.5
4.0
3.0
3.5
1.4
3.0
2.2
2.6
0.6
1.6
1.4
2.4
1.9
54
12.4
6.4
2.8
4.6
0,8
2,8
1.8
4.2.
0.0
2.1
2.2
2.8
2.50
6
12.1
8.3
1.1
4.7
0.0
1.1
0.5
74
0.0
2.7
0.9
1.1
1.0
5
7.8
21.2
5.1 13.1
6.9
6,2
6.0
54
-,---
0.0
3.1
15.0
Average
0,1
5.1
2.4
2.6
3.0
Z..3
above
3.0
6.,5
19.0
group
_ .. ...
.- ---* Includes degrade from planer split, warp, season checks, shake and grain separation.
4.9
5.1 10.0
2.8
3.8
-25Table 7. Effects of Final Average Kiln-dried Moisture Content on
Various Causes of Degrade.
Charge
Average
moisture
content
Loose knots
and edge knots
No.1C No.2C Avg
De • ade from various cau es*
Planer split
and warp
Season checks
No.1C No.2C Avg
No.1C No.2C Avg
Per cent
Knotholes
No.1C No.2C
Avg
Per cent
2
18.4
1.0
0.9
0.9
2.0
1.8
1.9
4.9
0.9
2.9
2.8
0 .9
1.8
3
18.0
3.7
0.8
2.2
0.7
0.1
0.4
0.0
0.0
0.0
2.3
0.8
1.5
10
17.6
0.9
1.6
1.2
2.7
0.8
1.7
0.0
0.0
0.0
0.0
0.0
0.0
8
16.4
0.8
0.0
0.4
1.8
3.6
2.7
0.0
0.0
0.0
1.5
0.0
0.7
9
16.1
3.3
1.2
2.2
0.0
0.2
0.1
0.0
0.0
0.0
1.6
1.9
1.7
4
14.9
3.0
-
0.8
-
1,9
4.1
5.2
4.6
0.7
0.0
0.3
-
3.2
3.2
3.2
2.1
0.9
1.5
1.9
1.9
1.9
0.9
0.1
0.5
1.9
1.1
1.5
Average
above
group
7
12.5
0.9
0.6
0.7
1.4
1.2
1.3
0.0
0.6
0.3
1.7
0.0
0.8
5A
12.4
1.4
0.0
0.7
2.2
2.7
2.5
0.0
0.0
0.0
2.8
0.0
1.4
6
12.1
1.8
0.0
0.9
0.9
0.6
0.7
0.0
0.0
0.0
5.6
0.0
2.8
5
Average
above
group
7.8
2.4
0.0
1.2
14.6
5.1
9.8
0.0
0.0
0.0
3.8
0.0
1.9
1.6
0.1
0.9
4.8
2,4
3.5
0.0
0.15
0.1
3.5
0.0
1.7
* D9,g,rede from shake and grain separation is not included.
-26Table 8. Effect of Initial Dry-bulb Temperature on Degrade Percentages.
Charge
Initial
dry bulb
temp
Total degrade
No.1C No.2C Avg
Falldown
below No. 2C
No.1C No.20 Avg
Degrade from
knot damage
No.1C No.2C Avg
Degrade from other
than knot damage*
No.1C No.2C Avg
Per cent
329g F
5.1 13.1
6.9
5.1
6.0
6.2
0.0
3.1
15.0
1.1
4.7
0.0
1.1
0.5
7.4
0.0
3.7
0.9
1.1
1.0
4.0
3.0
3.5
1.4
3.0
2.2
2.6
0.6
1.6
1.4
2.4
1.9
200
4.1
3.7
3.9
0.3
3.7
2.0
2.3
0.0
1.1
1.8
3.7
2.7
200
5.6
3.3
4.4
0.0
.......
3.3
1.7
4.9
3.1
4.0
0.7
0.2
0.4
8.6
3.2
5.9
1.7
3.2
2.5
4.7
0.7
2.7
4.0
2.5
3.3
5
160
21.2
6
180
8.3
7
180
8
9
Average
above
group
5.1 10.0
III
2
135
10.7
4.8
7.8
8.9
4.8
6.8
3.8
1.8
2.8
6.9
3.0
4.9
3
135
9.7
5.5
7.6
2.3
5.5
3.9
6.0
1.6
3.8
3.7
3.9
3.8
4
135
13.5
11.3 12.4
5.7
11.3
8.5
6.2
4.0
5.1
7.3
7.3
7.3 lip
5A
135
6.4
2.8
4.6
0.8
2.8
1.8
4.2
0.0
2.1
2.2
2.8
2.5
130
3.6
2.4
3.0
2.7
2.4
2.5
0.9
1.6
1.2
2.7
0.8
1.7
8.8
5.3
7.0
4.1
5.4
4.7
4.2
1.8
3.0
4.6
3.6
4.1
10
Average
above
group
* Includes degrade from planer split, warp, season checks, shake and grain separation.
-27Table 9. Effect of Initial Dry-bulb Temperature on Various Causes of Degrade.
Charge
Initial
dry-bulb
temp
Degrade from various causes*
Planer split
Loose knots
No .1C No.2C Avg
Season checks
and warp
and edge knots
No.1C No.2C Avg
Knotholes
No.1C No.2C Avg
No.1C No.2C Avg
Per cent
ag F
-
2.4
160
5
0.0
1.2
14.6
5.1
9.8
0.0
0.0
0.0
3.8
0.0
1.9
1.8
180
6
0.0
0.9
0.9
0.6
0.7
0.0
0.0
0.0
5.6
0.0
2.8
0.9
180
7
0.6
0.7
1.4
1.2
1.3
0.0
0.6
0.3
1.7
0.0
0.8
0.0
0.4
1.8
3.6
2.7
0.0
0.0
0.0
1.5
0.0
0.7
1.2
2.2
0.0
0.2
0.1
0.0
0.0
0.0
1.6
1.9
1.7
8
200
0.8
9
Average
above
group
200
3.3
Ill
0.11•••••••
1.8
0.4
1.1
3.7
2.2
2.9
0.0
0.1
0.06
2.8
0.4
1.6
1.0
135
2
0.9
0.9
2.0
1.8
1.9
4.9
0.9
2.9
2.8
0.9
1.8
3
135
3.7
0.8
2.2
0.7
0.1
0.4
0.0
0.0
0.0
2.3
0.8
1.5
4
135
3.0
0.8
1.9
4.1
5.2
4.6
0.7
0.0
0.3
3.2
3.2
3.2
5A
135
1.4
0.0
0.7
2.2
2.7
2.5
0.0
0.0
0.0
2.8
0.0
1.4
10
Average
above
group
130
0.9
1.6
1.2
2.7
0.8
1.7
0.0
0.0
0.0
0.0
0.0
0.0
2.0
0.8
1.4
2.3
2.1
2.2
1.1
0.2
0.6
2.2
1.0
1.6
* Degrade from shake and grain separation is not included.
0
-28Table 10. Effect of Low EMC Step in Schedule on Dollar Recovery
per Thousand Board Feet of Kiln-dried Dimension Lumber.
EMC of
low relative
humidity
step
Grade of
kiln-dried,
planed
lumber
Value per N'fbM of rough-green lumber
after kiln-drying and machining
Select Str
No.2 Common
No.1 Common
••■■•01111M
•••••••••■■■•■••■••■■••••■•,.
•■•■■11. 4=0•0011,•■••■••••••*41.a.ww.r.iev.,......■••••■•■•••■•••••
Per cent
Sel Str
$69.74
No. 10
12.79
$71.34
Yo. 2C
5.32
5.62
$71.44
No. 30
0.27
2.70
2.75
No. 40
0.12
All grades $88.24
$79.66
$74.19
Om Om
3.3 -4.4
7.7-11.0
Sel Str
78.75
No. 10
7.87
77.16
No. 20
3.19
3.65
73.57
0.49
1.51
No. 3C
_No. 4C
All grades $89.81
0.05
$81.30
$75.13
SUMMARY
ITNII•ila,..1•••■•■■••
Grade
Low EMC
schedule
Total value per M fbm (S4S)
High FMC
KD'valUe with Green value with
schedule
no degfade*
•1115 degrade*
Sel Str
$88.24
$89.81
No. 10
79-.66
No. 2C
74.19
4....../.04/1.••■••■••■•■••••••••.■••••■•••■•*0••••■•••••*■•
$92.00
$78.50
81.30"
82.00
68.50
75.13
76.00
65.25
54.00
48.00
23.00
18.50
No. 30
No. 4C
Imo eimis
* Prices based on Crows Price Reporter; August 20, 1953, average of "Most
Sales". A price differential of $10 was assumed between Number 1 COMMOk and
Select Structural.
•
Table 11. Percentages of Green Pieces Containing Black
Knots of Over 3/4-inch Diameter.
Lumber grade
Sel Str and No. 1C
Charge
011111111NMIMONIM,
Per cent
Per cent
3
16.9
20.7
4
13.5
11.8
5A.
15.4
12.1
6
24.2
17.3
7
22.3
22.0
8
11.6
10.1
9
22.6
26.1
10
Above
charges
18.1
28.2
18.1
18.5
•••■=11pwrIma.ww.a..1•111••■••■■•
•
No. 2C
•
FIGURE I. RELATIONSHIP OF SHIPPING WEIGHT TO AVERAGE
MOISTURE CONTENT IN 2- by 8- INCH YOUNG-GROWTH
DOUGLAS-FIR , SURFACED FOUR SIDES (AVERAGE OF
NO I AND 2 COMMON)
2800
0
FIGURE 2. WEIGHT PER M FBM BY MOISTURE CONTENT ;
ROUGH 2-by 8- INCH by 16-FOOT YOUNG-GROWTH
DOUGLAS-FIR (AVERAGE OF NO. I AND NO. 2
COMMON).
380
2 700
0
O
2
u.
0
360 0
26 00
0 0
0
CC
2
co
14- 340 O
w
LIcn
01
2 500
z
0
••
0
•
cc
24 00
N
a
320 0,
z
D
0
0
a
2 300
cn
2200
00
- 300 0
21 00
0
280 0
0
0
c)
2
•
•
•
0
10
A'
•
0
O
0
O
z
ET_
0
•
• •
0
20
30
40
MOISTURE CONTENT , PER CENT
50
60
65
24
o
10
20
30
40
50
MOISTURE CONTENT, PER CENT
6
•
FIGURE 3. CUMULATIVE DISTRIBUTION OF DENSITY VALUES
IN 2-bye-INCH GREEN DOUGLAS- FIR .
100
8
.
•
.
• •
•
.
. •."'-•
•
.
• • '
• • * •
.
-
6
NOTE
•
3 40
•
556 INDIVIDUAL MEASUREMENTS
REPRESENTED
0
20
if_
0
r/
25
30
•
•
•
•
35
40
45
50
GREEN WEIGHT, LB PER CU FT
55
60
a
FIGURE 4. CUMULATIVE DISTRIBUTION OF SPECIFIC GRAVITY
VALUES IN 2- BY 8-INCH BY 16-FOOT YOUNGGROWTH DOUGLAS-FIR: CHARGES I, 3, 4, 5,
5A, 6, 7, 8, 9 AND 10.
100
z
C.)
W
80
>:
AVERAGE SPECIFIC GRAVITY
OF 197 PIECES, BASED
ON GREEN VOLUME AND
OVEN-DRY WEIGHT, WAS
0.424
r 60
5
N 40
0
20
-J
0
0
0.35
040
045
050
SPECIFIC GRAVITY
0.55
0.60
0.65
•
•
•
43
FIGURE 5. END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES 7-FROM CHARGE I.
Tir
END GRAIN OF KILN SAMPLES
FROM CHARGE 2.
tEg int \\V
1.1.11/7{11:
FIGURE
FIGURE 6.
7
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 3.
M
FIGURE 8.
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 4.
•
•
'fasAii6t 446.ieti
ISD 144, MC.
E
M■0
Sp 6r. D.46
tom,,,,,‘,„icv
tRi
F
lt1.4445_C
0 E G 1 3R'hI4
WA. A
1-;.)/P1911)411,j1}/?iral:
10- 35
FIGURE 9.
END GRAIN AND SPECIFIC GRAVITY
FIGURE 10.
163
/DA/ r
43
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 5A.
OF KILN SAMPLES FROM CHARGE 5.
...;FIARGE6 PROJf CT
AlAhLG Mr I**
..gr:Ir.Rarnil
FIGURE II.
•
n-n.se
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 6.
FIGURE 12.
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 7.
•
I
I
now
45
FIGURE 13.
FIGURE 15.
Rut
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 8.
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE
FIGURE 14.
END GRAIN AND SPECIFIC GRAVITY
OF KILN SAMPLES FROM CHARGE 9.
FIGURE 16.
CONDITION OF KNOTS AFTER
SURFACING
CHARGE 3.
FIGURE 17.
CONDITION OF KNOTS AFTER
FIGURE 18.
FIGURE 19.
•
CONDITION OF KNOTS AFTER
SURFACING: CHARGE 6.
CONDITION OF KNOTS AFTER
SURFACING: CHARGE SA.
SURFACING: CHARGE 4.
FIGURE 20,
CONDITION OF KNOTS AFTER
SURFACING; CHARGE 7.
•
•
FIGURE 21. CONDITION OF KNOTS AFTFR
SURFACINGc CHARGE 8.
FIGURE 22. CONDITION OF KNOTS AFTER
SURFACING:
CHARGE 9.
FIGURE 23. YOUNG-GROWTH 2-by 8- INCH DOUGLAS-FIR.
LL
- ......
..•.
FIGURE 24. YOUNG-GROWTH 2-by 8- INCH DOUGLAS-FIR;
CHARGE 2 ,
CHARGE 3,
DRYING RATE a KILN SCHEDULE .
..-. --.
II
co
DRY BULB
i-
8I6
O
160
g
2
I
-
DRY
I
WET BULB
40
r
W 14
120
•
I
I
HIGH SAMPLE
100
.
ET
BULB
0
.
u_
Uo
r0
iik
BULB
2
CC
•
i4w
x
80
I-
•
z
z0
La
!-
N
0
40
20
La
2
MEL
AVERAGE
6_
NI
I-z
60
•
a.
OF TWENTY
SAMPLES
iz 40
I
-....
•
-z
1111111":111.- •
LOW SAMPLE
IGH SAMPLE
U
I" 20
0
•
O
•
411111■••._
111•
•
LOW SAMPLE
•
• ,,,
•
•
AVERAGE OF
TWENTY SAMPLES
O
0,
20
40
60
80
TIME, HOURS
100
120
40
0
0
20
40
60
80
TIME , HOURS
100
120
140
FIGURE 25. YOUNG-GROWTH 2-by 8-INCH DOUGLAS- FIR ;
CHARGE 4,
DRYING RATE a KILN SCHEDULE .
180
FIGURE 26. YOUNG-GROWTH 2-by 8- INCH DOUGLAS-FIR
CHARGE 5,
DRYING RATE a KILN SCHEDULE.
DRY BUL
160
w
11.
L 140
O
0
WET BULB
cc
•
140
o
z
4
u.
a5
l—
a
0- 120
u.
0190 120
a
w
Lii
x
DRY BULB
•
P..170
•
co
Z
AMI
<
cc
11
a.
z
4
C3
w
1-150 8
80
l-
HIGH SAMPLE
w
z
z
0
WET BULB
60
a
w
x
6
AVERAGE OF
TWENTY SAMPLES
4
•
•
4
•
20
0
20
40
60
TIME , HOURS
2
•
•
LOW SAMPLE
cr)
a
HIGH SAMPLE
4
•
•
cc
0
2 0
o
cc
6
AVERAGE OF TWENTY
SAMPLES
■
—71111111111‘4111r
LOW SAMPLE
•
IftliliimM
•
80
100
120
0
1
40
80
120
TIME , 14^RS
01111.....:--
160
200
:
220
FIGURE 27. YOUNG-GROWTH 2- by 8- INCH DOUGLAS-FIR ;
CHARGE 5 A ,
DRYING RATE & KILN SCHEDULE .
%.,
FIGURE 28. YOUNG-GROWTH 2- BY 8-INCH DOUGLAS-FIR;
CHARGE 6,
DRY
/— WET
4.0
DRYING RATE
BULB
LU 180
a
BULB
KILN SCHEDULE.
DRY I BU LB
WET BULB —k
I
1
cr,160
I
I
1
&
cc
LI--1
140
IL.
W
0
■
gp
I-
zWi
50
z
cc
0
z
u.
2
;11
6
Ar
W111.11
HIGH SAMPLE
•
III
0
txni
80
III
10 61i.0
0
•gt
W
4
HIGH SAMPLE
11111h
'
11111
•
Ihil■ w .
Di .
•
20
LOW
SAMPLE
b._
r
AVERAGE OF
A
SAMPLES
.
.
.
.
.
.
.
0
20
40
60
TIME , HOURS
80
100
120
140
0
20
40
60
TIME, HOURS
80
100
120
FIGURE 30. YOUNG-GROWTH 2- BY 8-INCH DOUGLAS-FIR;
CHARGE 8,
DRYING RATE a KILN SCHEDULE.
FIGURE 29. YOUNG-GROWTH 2- by 8- INCH DOUGLAS- FIR ,
CHARGE 7,
L
DRYING RATE 83 KILN SCHEDULE .
20
L
DRY BULB
I
i— WET BULB
0—WET BULB
18 1
120
uu-
rt
La
a. 12
2
DRY BULB
u.
u.
0
11
cr)
z
4
u.
0
z
10
100
0
4
0
z
111,
0
14
z
HIGH SAMPLE
i
cc
°- 8 0'4
z
i
0
0
8
W
x
•
Iz
60
60
AVERAGE OF
TWENTY SAMPLE
40
z
z0
■ .011
40
0
20
0
1111■ .1
1-1111N111■-__
•
.
'
•
LOW SAMPLE'
w 20
cr
14SI
1
HIGH SAMPLE
•
. IIIIIIIbu....
•
•
• AVERAGE 0 TWENTY SAMPLE
• •
0
2
LOW
SAMPLE
1
20
40
60
TIME , HOURS
80
100
20
120
•
40
60
TIME, HOURS
1
80
100
120
FIGURE 31, YOUNG-GROWTH 2-by 8- INCH DOUGLAS-FIR,
CHARGE 9 ,
DRYING RATE a KILN SCHEDULE .
u- 200
0
1
'— DRY BULB
1
j— WET BULB
w"
FIGURE 32. YOUNG-GROWTH 2- BY 8-INCH DOUGLAS-FIR;
CHARGE 10,
DRYING RATE a KILN SCHEDULE.
LL
180
41
140
0
2
la 160
i—DRY
BULB
itir
Ex 120
NOTE: 2 HOURS STEAM
1 -WET BULB
0
2
AND WATER SPRAY
BEFORE OPENING KILN
100
'- 100
Li.
LL.
0
z-
0
80
cn
z
<
u_
80
U,
HIGH SAMPLE
z
<
u_
0
z
et
60
40
dz
z
.1
W
S
z
60
HIGH SAMPLE
1-
4
w
x
0
40
AVERAG
20
LOW
0
20(
........0
0
20
40
SAMPLE
60
80
TIME , HOURS
100
120
0
0
20
40
60
80
TIME , HOURS
100
120
FIGURE 33. CUMULATIVE PERCENTAGES OF PIECES ACCORDING
TO MOISTURE CONTENT IN GREEN 2- BY 8-INCH
YOUNG-GROWTH DOUGLAS-FIR; TEN CHARGES.
z 100
•
0
12- 80
w
z
NOTE
201 INDIVIDUAL OBSERVATIONS REPRESENTED
0
0
w 60
CC
5
2
z 40
CD
0
,j
20
co
0
0
40
60
80
100
120
140
GREEN MOISTURE CONTENT , PER CENT
160
DISTRIBUTION OF MOISTURE METER READINGS
IN 2-by8- INCH YOUNG -GROWTH DOUGLAS-FIR;
FIGURE 34.
CHARGE 2, KILN-DRIED TO 18.4 % AVG M.C.
1--
w100
o
z
0
0- 80
6°
2
40
co
•
O
2
0
D
NOTE
MOISTURE METER READINGS
ON 51 WEIGH PIECES ONLY
20
U)
0
'"
El
0
0
14
24
16
18
20
22
MOISTURE METER READINGS , PER CENT
26
FIGURE 35 DISTRIBUTION OF MOISTURE METER READINGS
IN 2- by 8- INCH YOUNG —GROWTH DOUGLAS-FIR;
•
CHARGE 3, KILN-DRIED TO 18.0 % AVG M C.
1-
z 100
cr
•
a_
(.6' 80
z
0
•
•
•
•
•
Cr
ct 60
2
cc
0
E 40
NOTE
311 PIECES IN CHARGE
•
0 20
•
U)
•
0
0 V8
•
10
14
18
12
20
16
MOISTURE METER READINGS, PER CENT
24
22
FIGURE 36. DISTRIBUTION OF MOISTURE METER READINGS IN 2- BY 8INCH YOUNG-GROWTH. DOUGLAS-FIR;
CHARGE 4, KILN-DRIED TO 15.2 % AVG M C.
I
w 100
cc
z 80
0
cc
w 60
2
I_ 40
U)
O
2
0
-1
20
U)
EL 0
0
12
14
16
18
20
MOISTURE METER READINGS, PER CENT
22
24
•
FIGURE 37. DISTRIBUTION OF MOISTURE METER READINGS
IN 2-by 8- INCH YOUNG -GROWTH DOUGLAS-FIR;
CHARGE 5 , KILN-DRIED TO 7.8 (X, AVG M C.
z
ILI 10 0
C.)
14.1
o_
0
Co.
z 80
3
La
NOTE
o
228
PIECES IN CHARGE
cr
w 60
cc
U)
0
0
40
O
2
020
U)
it
0
5-1\/
8
10
I2
14
16
MOISTURE METER READINGS, PER CENT
2(
18
FIGURE 38. DISTRIBUTION OF MOISTURE METER READINGS IN 2- BY
8-INCH YOUNG-GROWTH DOUGLAS-FIR; CHARGE 5-A,
KILN-DRIED TO 12.4 % AVG MC.
L.A.)
.
80
60
40
NOTE
309 PIECES IN CHARGE
20
0
0
6
10
12
14
8
16
MOISTURE METER READINGS, PER CENT
18
•
FIGURE 39. DISTRIBUTION OF MOISTURE METER READINGS IN 2- BY 8-INCH YOUNG-GROWTH
DOUGLAS-FIR; CHARGE 6, KILN-DRIED TO
12.1 % AVG MC.
•
•
1-
Z
W
(.9^ 80
2
0
X60
1-
W
2
307
NOTE
PIECES IN CHARGE
cc
4
0
2
0
°
-J 2
•
•
it 0
•
0
8
10
12
14
16
MOISTURE METER READINGS, PER CENT
11
FIGURE 40 . DISTRIBUTION OF MOISTURE METER READINGS IN
2- BY 8-INCH YOUNG-GROWTH DOUGLAS - Fl R;
CHARGE 7, KILN-DRIED TO 12.5 % AVG MC.
V
I0
,
•
N
LL
•
0
0
8Q
W
N
•
D
•
2
U
N
LL
U)
02
0
N OTE
•
307
D
0
cr)
La
0.... f
PIECES IN CHARGE
A
-
•
0
.-
.-
..
...
MOISTURE METER READINGS, PER CENT
....
.‘
0
•
FIGURE 41. DISTRIBUTION OF MOISTURE METER READINGS
IN 2- by 8- INCH YOUNG-GROWTH DOUGLAS-FIR;
CHARGE 8 , KILN- DRIED TO 16.4 % AVG M C .
1-
w 100
cc
a.
2
0 80
cc
w
rc 60
1-
w
2
4
1- 40
0
2
0
-I
Ei:
20
0
16
18
10
12
14
MOISTURE METER READINGS, PER CENT
0
20
22
24
FIGURE 42. DISTRIBUTION OF MOISTURE METER READINGS
IN 2- by 8- INCH YOUNG -GROWTH DOUGLAS-FIR,
CHARGE 9 , KILN-DRIED TO 16.1 % AVG M C.
2
tr
10
•
_ -
•
_
a.
g.
0
cc
0
2
CC
316
Q
NOTE
PIECES IN
CHARGE
O
2
O
•
•
.
'X
U)
0
r,
4
r
.
I
14
16
le
26
MOISTURE METER READINGS , PER CENT
22
2,
FIGURE 43. DISTRIBUTION OF MOISTURE METER READINGS IN 2- BY 8INCH YOUNG-GROWTH DOUGLAS-FIR;
CHARGE 10, KILN-DRIED TO 17.6 % AVG M C .
z 10
•
cc
0
6
•
8
z
O
•
•
LLJ
cc
cc
w
6
2
O
p
4
U)
•
O
0
—I
NOTE
314 PIECES IN CHARGE
O•
2
2
•
co
U)
•
• •
10
12
14
16
18
20
MOISTURE METER READINGS, PER CENT
22
24
FIGURE 44. MOISTURE METER READINGS COMPARED TO
OVEN-TEST MOISTURE CONTENT VALUES IN
2-by 8- INCH YOUNG-GROWTH DOUGLAS-FIR;
IN PER CENT.
z-
20
LL,
cr
vi
•
I6
0
z
•11
•
•
5
•' 0
cr 12
cc
1—
NOTE
w
2
w
rr
•
8
U)
-
0
OVEN-TEST SECTIONS CUT FROM
ROUGH KILN SAMPLES; MOISTURE
METER READINGS TAKEN AT
3/8-INCH DEPTH ON ALL PIECES
IN CHARGE AFTER SURFACING.
4
cr
0
4
8
12
16
20
AVERAGE MOISTURE CONTENT, PER CENT (OVEN TEST)
FIGURE 45. CUMULATIVE DISTRIBUTION , IN PER CENT, OF THICKNESS IN 2BY 8-INCH YOUNG-GROWTH DOUGLAS-FIR; GREEN AND KILNDRIED.
r
X100
z
U
popp■–•
•
cc
w
a. 80
•
w"
•
> 60
U)
U)
577 INDIVIDUAL MEASUREMENTS
REPRESENTED (ROUGH ,GREEN)
z
I
184 INDIVIDUAL MEASUREMENTS
9 40
REPRESENTE
(ROUGH, DRY)
AVERAGE MOISTURE CONTENT
12 PER CENT
•
•
0
_J
e:
L ,
20
•
•
L.0
0
11,
0 V
17
18
•
20
19
THICKNESS, INCHES
22
21
23
FIGURE 46. CUMULATIVE DISTRIBUTION OF SHRINKAGE VALUES
DURING KILN-DRYING OF GREEN 2- by El-INCH
YOUNG-GROWTH DOUGLAS-FIR.
_..•:._•
NH
'. A
I- 100
z
aw
80
DRIED TO 18 PER
CENT AVERAGE
MC
- J
<IC
(.9
•
60
40
20
0
.
DR ED TO 12 PER
CENT AVERAGE MC.
IP:
Iri
• oo
ill
4
3
2
SHRINKAGE DURING KILN-DRYING, PER CENT (GREEN WIDTH BASIS)
2.4
FIGURE 47. RESIDUAL SHRINKAGE OF 2- BY 8-INCH YOUNGGROWTH DOUGLAS-FIR FROM KILN-DRIED
WIDTH TO EQUILIBRIUM WITH 25 AND 65
PER CENT RELATIVE HUMIDITY.
AVERAGE KILN-DRIED MOISTURE CONTENT, PER CENT
FIGURE 48. CUMULATIVE DISTRIBUTION OF RESIDUAL SHRINKAGE VALUES
IN 2-by 8- INCH KILN-DRIED, YOUNG-GROWTH DOUGLAS-FIR
WHEN DRIED FROM AVERAGE MOISTURE CONTENT OF 16- 18
PER CENT TO EQUILIBRIUM WITH 65 PER CENT RELATIVE
HUMIDITY.
100
z
w
0
.•
-
0
.•
a_ 80
NOTE
99 INDIVIDUAL MEASUREMENTS REPRESENTED
•
.
•
0
0
2
3
4
5
6
RESIDUAL SHRINKAGE, PER CENT (KILN-DRIED WIDTH BASIS)
7
•
FIGURE 49. END GRAIN VIEW OF S4S DIMENSION:
CHARGES 4 AND 5A.
FIGURE 51.
END GRAIN VIEW OF S4S DIMENSION:
CHARGE 8.
FIGURE 50
END GRAIN VIEW OF S4S DIMENSION:
CHARGES 6 AND 7.
FIGURE 52. END GRAIN VIEW OF S4S DIMENSION:
CHARGE 9.