Active Control of Underwater Propulsor Noise Using Polypyrrole
Conducting Polymer Actuators
by
Daniel F. Opila
B.S., Mechanical Engineering (2002)
Massachusetts Institute of Technology
SUBMITTED TO THE DEPARTMENT OF MECHANICAL ENGINEERING IN
PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
MASTER OF SCIENCE IN MECHANICAL ENGINEERING
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
JUNE 2003
©2003 Massachusetts Institute of Technology. All rights reserved.
Signature of Author:
Department of Mechanical Engineering
May 10, 2002
Certified by:
Dr. Anuradha Annaswamy
Principal Research Scientist
Thpcie C""'Nor
Accepted by:
Am A. zionin
Professor of Mechanical Engineering
Chairman, Department Committee on Graduate Students
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
BARKER
JUL 0 8 2003
LIBRARIES
Active Control of Underwater Propulsor Noise Using Polypyrrole
Conducting Polymer Actuators
by
Daniel F. Opila
Abstract
The field of biomimetics seeks to distill biological principles from nature and implement
them in engineering systems in an effort to improve various performance metrics. In this paper,
a biology-based approach is used to address the problem of radiated propulsor noise in
underwater vehicles using active control. This approach is one of "tail articulation" of a stator
blade, which is carried out using a suitable strategy that effectively alters the flow field
impinging on a rotor downstream and in turn changes the radiated noise characteristics of the
rotor blades. This articulation is accomplished by attaching an actuator at the trailing edge of an
upstream stator blade and modulating it using a control strategy. Two actuation methods are used
to articulate the stator-tail: a conducting polymer actuator and a stepper motor. An encapsulated
conducting polymer (CP) actuator based on polypyrrole is designed, fabricated, and tested for
operation in water. This CP actuator is shown to alter the flow field in an open channel water
tunnel. Flow measurements are also conducted using a motor controlled articulation to yield
greater actuator authority. Wake deficits are reduced up to 60% with trailing edge articulation,
and the corresponding radiated noise from the propulsor is predicted to drop by 5-10 dB. Wake
deficit reduction occurs most effectively with Strouhal numbers of 0.25 to 0.35, the range
previously reported by others to be the operating regime of propulsion efficiency in swimming
fish.
Thesis Supervisor: Dr. Anuradha Annaswamy
Title: Principal Research Scientist
2
Table of Contents
A cknow ledgem ent.............................................................................................5
1. Introduction ..............................................................................................
. 6
2. E xperim ental T estbed ......................................................................................
3. Actuation M ethods.....................................................................................
3.1 Shape Memory Alloy Wires...............................................................
8
10
11
3.2 Conducting Polymer Actuators.............................................................14
3.2.1 Growing Polypyrrole.............................................................14
3.2.2 Creating the Bilayer Actuator......................................................25
3.2.3 Constraining the Curl to Yield Desirable Motion............................33
3.2.4 Water Encapsulation.............................................................39
3.3 Stepper M otor................................................................................
52
4. Actuator Perform ance....................................................................................53
4.1 Polymer Current Draw During Actuation.................................................53
4.2 Polymer Deflection Performance.............................................................56
4.3 Stepper Motor Authority....................................................................58
5. Actuator Impact on Flow Field*........................................................................58
5.1 Baseline Measurements....................................................................60
5.2 Impact of CP-based Articulation..........................................................61
5.3 Impact of Stepper Motor Articulation.....................................................63
5.4 Conducting Polymer vs. Stepper Motor Performance.....................................70
6. Projected Impact on Stealth*.........................................................................71
6.1 Motivation/Noise Model....................................................................71
6.2 N oise Predictions...............................................................................74
6.3 Frequency Domain...........................................................................77
7. Summary and Concluding Remarks....................................................................81
8. R eferences...............................................................................................
84
* Author's Note: Many of the figures in sections 5 and 6 are difficult to present in the black and
white requiredin this work. The readeris invited to read reference [24]for a presentation of the
same material in color.
3
Table of Figures
Figure 1: Wake Deficit Noise Generation ..................................................................................
Figure 2: Tail Articulation for Radiated Noise Alteration.........................................................
Figure 3: E xperim ental T estbed...................................................................................................
Figure 4: Tail articulation via stepper motor. .............................................................................
Figure 5: SMA wires are used to articulate a "tail" ..................................................................
Figure 6: D eposition setup ............................................................................................................
Figure 7: The Glassy Carbon Crucible is secured in the lathe...................................................
Figure 8: The polishing stick is mounted on the lathe..............................................................
Figure 9: The crucible can be polished with a buffing wheel..................................................
Figure 10: The polypyrrole film is removed from the crucible ....................................................
Figure 11: The polymer films are laminated into bilayers.......................................................
Figure 12: The bilayer baking fixture .......................................................................................
Figure 13: The second lead wire can be straightened in place. .................................................
Figure 14: Desired motion of the bilayer...................................................................................
Figure 15: Slitting the bilayer to constrain curl .........................................................................
Figure 16: Carbon Fiber strips are glued to the actuator ..........................................................
Figure 17: The bilayer is encased in a plastic "envelope".........................................................
Figure 18: A needle is used to draw vacuum in the envelope. .....................................................
Figure 19: Plastic encapsulation using spray adhesive ..............................................................
Figure 20: Current draw performance of "inside-in" vs. "outside in" bilayers .........................
Figure 21: Deflection performance of Stiffened vs. Sliced Bilayers .........................................
Figure 22: Baseline streamwise velocity U' at 80% of chord length ...................
Figure 23: Flow alteration due to bilayer oscillation at 1 Hz. ...................................................
Figure 24: Wake deficit U' with move profile 1.......................................................................
Figure 25: Wake deficit U' with move profile 2.......................................................................
Figure 26: Wake deficit U' with move profile 3.......................................................................
Figure 27: Wake deficit U' with move profile 4.......................................................................
Figure 28: Wake deficit reduction as a function of Strouhal number.......................................
Figure 29: Minimum motion for wake deficit reduction ..............................................................
Figure 30: Radiated Noise for move profile 2...........................................................................
Figure 31: Radiated Noise for move profile 4 ...........................................................................
Figure 32: Noise spectrum for uncontrolled ................................................................................
Figure 33: Sensitivity of radiated noise to control phase..........................................................
4
6
7
9
10
12
15
18
19
20
24
27
28
32
34
35
37
44
45
50
55
57
61
62
64
65
66
67
69
70
75
76
77
80
Acknowledgements
This work is supported by the Office of Naval Research (N00014-02-1-0036), through
the Biorobotics and Biomaterials program.
I would like to thank my advisor, Dr. Anuradha Annaswamy, for her exceptional advice,
assistance, and guidance during my research. I gratefully acknowledge the assistance of
Professor Ian Hunter, Dr. John Madden, Peter Madden, Patrick Anquetil, and Brian Schmid in
the Bioinstrumentation laboratory in the polymer growing and synthesis techniques which were
central to the actuator development reported in this work.
5
1. Introduction
Swimming and flying animals exhibit rapid hovering, maneuvering, and cruise characteristics
that surpass man's best achievements to date. These animals have been studied in an attempt to
replicate their remarkable maneuvering capability [1-6] in small underwater vehicles. However,
these maneuvering capabilities make extensive use of unsteady hydrodynamics, which are not
easily applicable to the conventional steady-state hydrodynamics on which most current
engineering vehicles are built.
Noise production is a constant concern in some types of underwater vehicles, especially
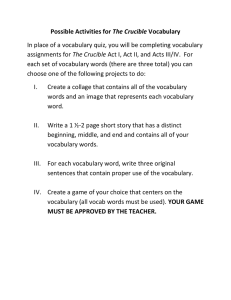
those for military applications. Direct radiation is a major source of this noise and comes from
several sources, including fluctuating forces, fluctuating volumes, and turbulence [7]. The
operation of a propulsor in a non-uniform wake causes fluctuating thrust and side forces.
V
Vout
Stator
Propeller Blade
RW
Wake Deficit
Figure 1: Wake Deficit Noise Generation
Specifically, a stator or guide vane produces a wake deficit in a uniform flow, as shown in figure
1. This wake deficit generates unsteady forces when it is incident on the rotor blade, generating
noise.
6
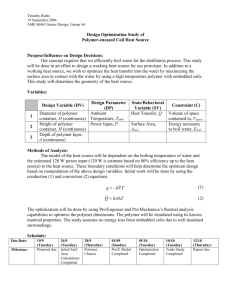
Active control is the modulation of relevant parameters of a process in order to improve
its performance. The proposed actuation method is a tail articulation that introduces unsteady
hydrodynamics which alter the unsteady forces downstream and thus the radiated noise. The
proposed control surface is the trailing edge of the stator, similar to an aileron on a plane. The
proposed actuation and its effects are illustrated in figure 2
Propeller Blade
Articulated "tail"
Stator
raor
U
Figure 2: Tail Articulation for Radiated Noise Alteration
Many
available
actuation
methods
could
provide
this
articulation,
including
electromagnetics, piezoelectrics, and fluid systems. The specific method investigated in this
work uses polypyrrole, a conducting polymer. The attractive features of such a method are its
potential in realizing high power to mass ratio, high stresses, and low self noise production.
Shape memory alloy (SMA) wires were also investigated, but were not used in favor of the
polymers.
The specific conducting polymer material used in this work is polypyrrole, which like
other conducting polymers, undergoes volumetric changes that allow it to perform as an artificial
7
muscle [8]. This motion is caused by ion exchange with a surrounding electrolyte and yields
stresses as high as 5 MPa with strains of 1-3% [8-12].
For tail articulation, the CP-based actuator is fabricated from polypyrrole using methods
developed by MIT's Bioinstrumentation Lab [8,11,12]. The general actuator design is altered to
suit the demands of this particular application. The actuator is fabricated 17 x 40 mm in size and
constrained to curl only along its narrow dimension, the desired performance for this application.
The polypyrrole actuator is encapsulated in plastic to allow immersion and operation in water.
The operation of the actuator is tested and optimized for operation in water.
A benchtop open-channel water tunnel is used to study the flow around a stator with an
articulated tail. The wake deficit is measured and compared for different types of tail articulation.
Noise production is predicted by simulating a rotor blade passing through the stator wake.
In what follows, section 2 discusses the experimental setup. Section 3 discusses three
actuation methods investigated and fabricated to provide tail articulation: Shape memory alloy
wires, conducting polymers and the stepper motor. The bandwidth and authority of these
actuators in discussed in section 4. The experimental results of the flow testing are presented in
section 5. Section 6 deals with the theoretical noise production and how it can be controlled.
2. Experimental Testbed
Experiments were conducted in a small open channel water tunnel to study how the flow
field can be changed by trailing edge articulation. An open channel water tunnel is used because
of its simplicity; the purpose of this work is to generate proof of concept. The water tunnel
(Armfeld, Inc.) used in this work has a test section 40 cm long in the streamwise direction, 25
8
were
cm wide, and 4 cm deep. This tank is capable of speeds from 1-7 cm/s. These experiments
profile is
all conducted when operating at a constant 4 cm/s. A stator based on the NACA 0012
length of
used. The stator is 9 cm long with an articulated tail section 1 cm long, for a total chord
taken .8 chord
10 cm. This yields a Reynolds number of 4000. Velocity measurements were
length (8 cm) downstream from the stator assembly, as shown in figure 3.
Figure 3: Experimental Testbed.
on
To conduct measurements on the flow field, a hot film anemometry probe is mounted
allowing the
a linear motion stage that spans the width of the tank downstream of the stator,
probe to be moved across the tank.
motor
Tail articulation is provided either by a conducting polymer actuator or a stepper
3.2) is
attached to an aluminum tail section. The conducting polymer actuator (see section
in the
clamped in a groove machined in the back of the stator acts as the articulated tail, as shown
figure. Two wires attached above the water line provide electrical power for the actuator.
for
The stepper motor and aluminum tail are used in place of the polymer bilayers
sections 3.3,
repeatability and to explore operation beyond the capability of the polymer (see
point, as shown
5.3). The stepper motor is mounted out of the water directly above the tail pivot
in figure 4.
9
Driveshaft
Water Line
-AArticulation
Stator
lumninumn
--------
Flow
.
"tail"
Figure 4: Tail articulation via stepper motor.
to provide
The stepper motor directly drives a shaft attached to the aluminum tail
articulation.
3. Actuation Methods
of this work.
Three different actuation methods were investigated during the course
a biomimetic actuator
Shape memory alloy (SMA) wires were used as a first attempt at creating
the actuation method of
(Section 3.1). Conducting polymers then replaced the SMA wires as
generation (Section
choice due to their high stresses, power to mass ratios, and low self noise
motor attached to
3.2). As the conducting polymer actuators have limited bandwidth, a stepper
an aluminum tail is used to study tail motions at higher speeds. (Section 3.3)
10
3.1 Shape memory alloy wires as actuators
The first attempts to build an actuator for this application used shape memory alloy wires.
These wires are made of special alloys that contract when heated. The alloy undergoes a phase
change at some transition temperature. The new crystalline structure of the metal is more
compact, causing the wire to contract and generating large stresses in the wire. When the wire
cools back down below the transition temperature, the alloy returns to its original phase and the
wire can be pulled back to its original shape without much effort. To make use of this effect in an
application, the wire is actuated by passing an electrical current through the wire. Resistance
heating raises the temperature of the wire above the transition temperature, and the wire
contracts generating a relatively large force. After the current is turned off, the wire cools and
can be stretched back into position by a spring.
The advantages of these wires include very high power to weight ratios, high stresses,
and high forces. However, several factors limit the usefulness of this technology. The maximum
usable strain the wires can usually produce is around 4%, with a few applications producing
strains as high as 7%. This small strain necessitates the use of motion amplifying devices. In
addition, after the wires have actuated and cooled, they must be stretched back to their original
length by some external force. This stretching process requires forces on the order of 25% of the
pull force of the wire and proceeds much more slowly than the original contraction, usually
requiring .5-3 seconds while the contraction can take place in milliseconds. The final major
difficulty with SMA wires is heat production. The wires must be heated above their transition
temperature and then cooled back down. This heat transfer is the major factor that limits the
actuation speed in most applications. Moving the heat around rapidly is difficult and that heat
must also be transferred out of the overall device.
11
for this application
An actuator was built using SMA wires to evaluate their feasibility
attempting to build one with
and to gain experience with an actuator of this geometry before
potentials, 4% and 3%
conducting polymers. The SMA wires and polymers have similar strain
A scale model of a
respectively, that cause similar design considerations with both technologies.
be actuated by the SMA wires
stator was created with a matching trailing edge "tail" that would
as shown in figure 5.
Contracting SMA Wire
Anchor Pins
Articulated "Tail"
Segment
Stretching SMA Wire
Figure 5: SMA wires are used to articulate a "tail".
easily machineable.
The stator is made of an aluminum epoxy that is nonconductive and
for the wires are mounted to
The tail is attached to the stator with a hinge. Two attachment points
or tiny eyelets. The pins or
the tail. These attachment points include pins as shown in the figure,
press fitting them in place.
eyelets were attached to the tail by drilling tiny holes in the tail and
the press fit. The wire
Epoxy can also be used to hold the attachment points instead of
wires have loops at either
attachment points on the stator are mounted in the same fashion. The
around the mounting pins or
end created by clamping the wire to itself. These loops are passed
to pull the tail to one side or
through the eyelets. The two wires are then actuated independently
it back to its original position.
the other. After a wire has been activated, the opposing wire pulls
difficulties.
Overall, this setup worked marginally well in air and water, but had some
12
Perhaps the most difficult aspect of this particular actuator setup is the small strains
produced by the wires. Wires of the length in the figure, 4" long, produce only .16" of deflection.
This could be a usable amount, but any slop in the apparatus renders this deflection unusable.
One major source of slop was the wires themselves. The wires were fixed in place by looping
them around mounting points. This is the method recommended by the manufacturer because the
wire is extremely difficult to mount in other ways. This mounting difficulty stems from the
behavior of the wire itself; as the wire contracts, it also experiences an expansion in its diameter.
These changes in the wire shape, coupled with the high forces produced, render most clamping
or gluing tenuous at best. Unfortunately, the loops are a major source of slop in the apparatus.
When the wire is relaxed, it has some intrinsic stiffness and does not want to bend in a small
radius. This creates loops that are more rounded. When the wire is activated, the forces produced
pull the loop into two straight wires. Though small, the difference in length between a stretched
and unstretched loop can waste much of the available deflection. Therefore, the loops were made
as small as possible, which complicates the manufacturing process.
The wires are also difficult to mount. As discussed previously, the most successful
mounting method used was to loop the wires. This worked well, but with the larger diameter
wires that generate more force, the clamps had a tendency to slip. Providing that loop with a
mounting point was also difficult. The forces generated by these wires are quite large and most
mounting methods for something of such a tiny size are not equipped to handle those loads.
Methods using adhesives failed, and mounting points had to be machined into the apparatus as
previously described. This process was complicated by the tiny size of the parts and mounting
pins.
13
Overall, the SMA wires are a very viable technology for certain applications, but not this
one. This apparatus could certainly be improved with a better hinge and more devices, such as
springs, to reduce the slop in the mechanism. However, certain limitations in the SMA
technology limit its usefulness in this application, most notably the large power consumption. An
actuation technology that exhibits similar performance characteristics to the SMA but with lower
power consumption would be ideal. Conducting polymers are an emerging technology with great
potential, although they are very much on the cutting edge and not as developed as the SMA
technology. Thus conducting polymers were investigated to determine their suitability for this
application.
3.2 Conducting Polymer Actuators
The process of creating a conducting polymer actuator involves four major steps. The
polypyrrole is first synthesized as a thin film (section 3.2.1). The thin films are then fabricated
into a bilayer actuator capable of motion (section 3.2.2). These bilayers must be constrained to
perform according to the requirements of this application (section 3.2.3). Finally, the polymer
bilayers are encapsulated in plastic to allow them to function in water (section 3.2.4).
3.2.1 Growing Polypyrrole:
3.2.1.1 Introduction
The polypyrrole itself is "grown" by a polymerization reaction on a glassy carbon crucible
(beaker) using the methods as previously described by others [16, 21, 22]. The glassy carbon
crucible is immersed in a solution containing the pyrrole monomer as shown in figure 6.
14
To Potentiostat
Glass Beaker
Copper
Sheet
Glassy Carbon
Crucible
Pyrrole Monome
Solution
Figure 6: Deposition setup
A thin copper sheet surrounds the crucible (without contact) to serve as the counter electrode. A
potential is applied across the glassy carbon and the counter electrode. This causes the pyrrole
monomer in solution to polymerize on the glassy carbon.
3.2.1.2 Initial Setup
Glassy carbon is used because of its conductivity and extremely smooth surface, which
allows for easy removal of the polymer to yield polymer films. In addition, the glassy carbon can
be polished to obtain the optimal surface roughness for growing the polymer. By trial and error,
it was found that the optimal surface roughness is somewhere between the "new" and "used"
(after one deposition cycle) conditions, so the glassy carbon was polished between growth
15
cycles. (see section 3.2.1.5) The glassy carbon crucible used is approximately 75 mm in diameter
and 80 mm high.(available from HTW, Germany) The solution is contained in a 1000ml glass
beaker. The copper sheet is placed around the inside circumference of the large glass beaker
from top to bottom. The outer beaker is large enough to allow the glassy carbon beaker to sit
inside with about 2 cm clearance between the glassy carbon and the copper to prevent electrical
shorts. The electrical connection is applied through alligator clips attached to the top of the
glassy carbon and the top of the copper sheet.
3.2.1.3 The solution:
The
conducting
polymer
material
that
actually
causes
actuation
is
hexafluorophosphate-doped polypyrrole. These films are grown from a solution of .06 M
purified pyrrole monomer and .05 M tetraethylammonium hexafluorophosphate in propylene
carbonate, using the methods of Yamaura [21] as previously described by others [16,22]. The
pyrrole monomer is prepared by distillation and stored under nitrogen.
3.2.1.4 Initial Preparation
Before starting a growth cycle, all components (glassy carbon crucible, glass
outer beaker, and copper) are washed with Alconox chemistry soap and rinsed three times in tap
water, then three times with distilled water. In addition, the glassy carbon crucible itself requires
special preparation. First, the crucible is washed and scraped with a razor blade to remove any
residue from the previous deposit and to allow handling without gloves. The beaker must then be
polished.
16
3.2.1.5 Polishing Methods
When the crucible is new, its surface is perfectly smooth, but it produces bad polymer
films. When the polymerization reaction occurs, there is insufficient surface roughness for the
polymer to adhere to the crucible. The films grow, but bubbles and wrinkles form where the film
does not adhere to the crucible. The films are then very easy to remove, almost falling off, but
they are rough and uneven. The smooth, even films produced on crucibles that have been used
several times and have a small amount of surface roughness are much more suitable for actuator
construction.
The optimal surface roughness for growing polymer films was found to be slightly
smoother than a crucible that just completed a growth cycle, so the crucible is polished. The
crucible is mounted on a lathe using a strip of 1/8" thick by 1 inch wide rubber as shown in
figure 7.
17
Glassy Carbon
Crucible
Figure 7: The Glassy Carbon Crucible is secured in the lathe with a strip of rubber
The rubber strip is placed inside the crucible at the top, and covers the top one inch of the inside
circumference of the crucible. The jaws of the lathe chuck are then inserted inside the crucible
and gently expanded to press against the rubber. Great care must be taken to use as little
clamping force as possible to hold the crucible. The 3 jaws can visibly deform the crucible quite
easily, and even fracture it with very little tightening force. The force used must be just enough
to hold the crucible against a gentle push at the free end of the crucible. The lathe was run at 200
rpm, and the direction was such that the operator side of the crucible was traveling down.
3.2.1.5.1 Hand Polishing using polishing stick
The first method of polishing used a "polishing stick" intended for hard metals such as
steel. The edge of the polishing stick was gently pressed against the operator side of the crucible
and slowly moved back and forth across the crucible to give a uniform finish. Care must be taken
18
to the crucible leaving a
not to press too hard, or bits of the polishing stick break off and attach
the polishing stick can be
residue which must be removed. After polishing, any residue from
efficient that attempting
removed by pressing firmly with a clean paper towel; this is much more
20 minutes for a
to polish off the globs of polishing compound. This method took approximately
good surface finish.
3.2.1.5.2 Autonomous Polishing using polishing stick
and less labor
The second polishing method is effectively the same but more consistent
stick is mounted to
intensive. The polishing stick and lathe setup are the same, but the polishing
the lathe tool mount as shown in figure 8.
Polishing
Arm
StickSupport
Hinge
Rubbe
Lathe
Tool
Lathe Jaws
Glassy
Carriage
Carbon
Crucible
polishing.
Figure 8: The polishing stick is mounted on the lathe tool carriage for automatic
it against the rotating
The polishing stick is mounted so that its own weight gently pushes
arm. The lathe carriage
crucible. More force can be applied by using a heavier or longer support
19
can then be moved autonomously from one end of the crucible to the other very slowly. This
yields a uniform, consistent surface finish without requiring an operator to physically hold the
polishing stick.
3.2.1.5.3 Buffing Wheel Polishing
The third polishing method is faster and yields a better finish than the other methods, so it
was used most often. The lathe setup is again the same, but instead a buffing wheel attached to a
drill is used as the polishing tool as shown in figure 9.
Rub
.
.... G...ssy..Carb.n
....
C..
ru...
. b...
rucile cn bep....ed
Figue 9:The
A bffig cmpundis
ppledto he hel, he
pessdte rtatng rucble Tw
genty
aaint
th
..
bufing
..
..
ee
ri....a.i.aed.an.th.spnnng.hee.i
.diferet.bffig.. mp. ndswer..sd,.
2.
. . .. . . .. . . .
jeweler's rouge (intended for soft metals) and a compound intended for steel and harder metals.
The jeweler's rouge produced a good finish, but as it is intended for softer metals, it polishes the
relatively hard glassy carbon slowly. The steel buffing compound worked more quickly than the
jeweler's rouge and yielded a similar finish, making it the optimal choice. The buffing wheel is
cotton (available from McMaster) and intended for delicate work. The buffing wheel setup
allows for faster polishing of a much larger area compared to the polishing stick, making this
method as a whole much faster; it requires only 5 minutes for a good surface finish. In addition,
given enough time, the buffing wheel could return the crucible to a surface finish similar to when
it was new. This was not usually done due to the poor films generated with a new crucible.
3.2.1.6 Final Setup after polishing
After the crucible has been polished, it is again washed using the method previously
described. After this point, the crucible is only handled using gloves to avoid depositing skin oils
on the glassy carbon. The entire glassy carbon crucible is conductive; any portion of it exposed
to the pyrrole monomer solution during deposition will form a deposit of polypyrrole. Therefore,
portions of the crucible are covered in Kapton (polymide) tape (available from McMaster) to
prevent the formation of polypyrrole. Kapton is used because is chemically stable, adheres well
in the cold temperatures during the deposition, and is easy to remove. The bottom of the crucible
is entirely covered with tape, and a strip of tape is placed at the top and bottom edges of the
crucible; films that form there are of poor quality. Rings of tape are placed around the
circumference of the crucible to produce strips of polypyrrole film of a desired width. After the
crucible is taped, it is usually rubbed down with a paper towel soaked in acetone to remove any
residual oils before placing it in solution.
21
The final step is to place the crucible and copper in solution in the glass beaker. The
copper sheet is first placed inside the empty glass beaker around its circumference. A copper
sheet approximately .025" thick is flexible enough to fit into the beaker, but will expand outward
tightly against the beaker. The glassy carbon crucible is then placed inside the beaker as well. A
steel or lead weight is placed inside the crucible to prevent it from floating in the pyrrole
monomer solution. Electrical leads are attached with an alligator clip to the top of the crucible
and the top of the copper sheet. The monomer solution is then very carefully poured into the
glass beaker around the glassy carbon crucible. The whole assembly is then put in a -40 C freezer
and connected to an electrical supply.
3.2.1.7 Deposition
The deposition apparatus is connected to an Amel Model 2051 potentiostat. This
instrument can very precisely control the voltage and current during the deposit. The deposition
settings can vary within certain limits to yield good polymer films. The voltage across the
crucible/copper combination should not exceed about 3.3 volts, or the polymer film begins to
degrade. The current density should not exceed 1.25 A/mA2 or the films will form poorly. For
this size crucible, that limit is approximately 10 mA. The potentiostat can operate in
potentiostatic (constant voltage) or galvanostatic (constant current) modes. In theory, constant
current operation yields better films. However, there seems to be no discernible evidence that
constant voltage deposition is any different, although extensive testing on the polymer itself was
not conducted.
A typical deposition cycle is to run in galvanostatic mode at 10 mA for 12 hours. The
potential starts around 1.7 volts and reaches about 2.95 volts at the end of the deposition. A
22
deposition of this type yields films approximately 20 microns thick. Good quality films have
been grown in thicknesses ranging from 10-90 microns. During the polymerization reaction, each
electron transferred corresponds to one additional pyrrole monomer added to the polymer chain.
Thus, the amount of material deposited, and therefore the thickness of the films, should be
linearly related to the amount of charge applied during the deposit. Preliminary results show this
is not the case for film thicknesses in the 10-90 micron range. The film thicknesses appear to
involve a complex relationship between different deposition parameters.
3.2.1.8 Removing the films
At the completion of a deposition, the electrical supply is turned off and the glassy carbon
crucible is removed from the freezer. The crucible is usually allowed to return to room
temperature for easier handling. A razor blade is used to remove the films from the crucible.
"Extra Keen" razor blades were slightly easier to work with, although they dull faster. Standard
single edge industrial blades also perform well. The first step is to cut the polymer along any tape
edges approximately 1mm from the tape. When the polymer deposits on the crucible, the edges
of the film that are in contact with the Kapton tape are rather uneven. Cutting along the tape
edges separates this uneven portion of the film from the smooth sections. Each strip of polymer
film can then be removed. The Kapton tape is removed on either side of a strip, and a razor blade
is scraped along the circumference of the crucible as shown in figure 10.
23
Previously Removed Film
Razor Blade
Blade Motion
a4
Scrape
Angle 'a'
Glassy
Carbon
Crucible
Polypyrrole Film
(~20 microns thick)
Figure 10: The polypyrrole film is removed from the crucible with a razor blade
The polymer film can then be peeled off as the razor blade travels along the crucible. The
angle that the blade makes with the surface of the crucible, the "Scrape Angle" in figure 10,
varies from approximately 20 degrees to 45 degrees. The relative difficulty associated with
removing the films varies with each deposit. Films on a rough crucible generally require more
force to peel off. As more force is used, the scrape angle increases. This allows to blade to make
better contact with the crucible surface and remove any remnants of the polymer. When
removing very thin films, more force and a higher scrape angle is used to ensure that the entire
film is removed from the crucible. The higher scrape angle also decreases the chances of the
blade slipping forward and severing the polymer strip. The scrape angle is lower when using less
force to allow the blade to slide easily along the surface of the crucible.
24
3.2.1.9 Storing the polymer
After removal from the crucible, the polymer is stored in saran wrap with a solution of
propylene carbonate (PC) and TEAP. This is the same base solution used to grow the polymer,
but without the pyrrole monomer. If left exposed to the air, the PC solution evaporates and the
polymer "dries out"; it is no longer saturated with PC. The polymer films have different handling
properties when dried out; they are slightly less flexible and have less of a tendency to curl and
fold. If again exposed to PC, it will return to something near its original state, but films that
undergo this process tend not to perform quite as well.
3.2.2 Creating the Bilayer Actuator.
3.2.2.1 Basic polymer behavior
The polypyrrole films provide the actuation force for the bilayer actuators, and as such
are the main component. When activated by a potential source, they contract isotropically via an
ion exchange with a surrounding electrolyte. However, the maximum strains available are only
-2% [9-16] at strain rates of up to .1% s 1 [9,10] under normal conditions.
These small strains and strain rates necessitate some mechanical amplification to yield
useable motion for this application, so a bilayer is used. Two polymer films 20 microns thick are
laminated together with a spacer in between to form a bilayer [16-20] (section 3.2.2.3). The
small motion of the films relative to each other causes a bending of the bilayer, and a large
amplification of the motion of the polymer films. However, this motion amplification causes a
proportional loss of force. The bilayers studied in this work are approximately 17x40 mm and 80
25
microns thick. This yields a bilayer that can bend as much as 180 degrees, but with a .1 N tip
force.
Due to the uniform nature of the polymer films, activation of the actuator will cause curl
uniformly in all directions. For this application, only one direction of motion is desirable, so the
bilayers are constrained to curl in only one direction (section 3.2.3).
3.2.2.2 Gel Electrolyte Composition
The underlying cause for the motion of the polypyrrole is ion exchange with an
electrolyte, so the polypyrrole films must be in contact with an electrolyte to operate. For this
application an electrolyte based on an ionic liquid was used as described by Noda and Wantabe
[22] as shown in Table 1.
Table 1: BMIBF4 Gel Electrolyte Synthesis
Mol %
Ingredients:
1 -Butyl-3-methylimidazolium tetrafluoroborate
40
(226.03 g/mol)
Mass (g)
10.0
2-Hydroxyethyl methacrylate (130.14 g.mol)
58.4
8.41
Ethylene glycol dimethacrylate (198.22 g/mol)
0.8
0.175
Azobisisobutyronitrile (164.21 g/mol)
0.8
0.145
Gel Recipe courtesy of MIT's BioinstrumentationLab
Table 1: BMIBF4 Gel Electrolyte Synthesis
This electrolyte is a liquid that forms a gel when baked at 85 C for 12 hours. The gel is
applied to the desired surfaces, clamped, and then baked as described in section 3.2.2.3. This
ionic liquid electrolyte yields better polymer performance and lifetime when compared with
other electrolytes, such as those based on organic solvents.
26
3.2.2.3 Building actuators
To fabricate an actuator, the challenge is to convert the contraction of the polypyrrole
films into some kind of useable motion. The polypyrrole films exhibit strains of about 3%, and
usable strain rates on the order of .05% s-1 [9-16] In order to use this motion for this application,
the polypyrrole films are fabricated into bilayers of two opposing polymer films laminated
together, as shown in figure 11.
+-Polypyrrole
85
In
+-BMIBF4 gel electrolyte
rPolypyrrole
Gold lead wires
Figure 11: The polymer films are laminated into bilayers
The polypyrrole films are separated by a layer of lens paper soaked in the BMIBF4 gel
electrolyte. The lens paper serves as a mechanical spacer between the two polypyrrole films and
as a sponge to hold the gel electrolyte in place. This spacing allows two sheets of polymer to
work as a lever. When one film contracts and the other expands, they apply a torque and cause
the bilayer to curl. The length of the bilayer is much larger than its thickness; this causes an
amplification of the motion of the polymer films. A very small displacement of the polymer
films causes a large tip deflection. This amplification is the main reason bilayers are used in this
application. Unfortunately, while the displacement is amplified, the force available at the tip is
proportionately reduced. The available tip force for actuators in this work ranged between 5 and
100 millinewtons. This was sufficient to allow the actuator to move in water, but the tip force
was insufficient to perform most tasks. The tip force was insufficient to be detected by a bare
finger in most cases.
27
The bilayer fabrication begins with the baking fixture. Two sheets of Teflon are paired
with two sheets of steel to yield a fixture that can compress the bilayers without sticking to them,
as shown in figure 12.
Clamps
BMIBF4 gel
Polypyrrole
electrolyte
---------------
Gold lead wires
T eflo n
Steel
Figure 12: The bilayer baking fixture
The bilayer in figure 12 is built from the bottom up. First, one Teflon sheet is placed on
one steel sheet to form the base of the fixture. Two pieces of polymer film are cut to the desired
bilayer size, and one piece is placed flat on the Teflon. Care must be taken to ensure that the film
lies flat without wrinkles or folds. Depending upon the film and the way it was stored, certain
films exhibit a great tendency to curl. By using several drops of the TEAP solution (the solution
used to store the polymer) between the polymer and the Teflon, a suction effect can be created
that will stick the polymer flat against the Teflon.
Sometimes a few drops of the BF4 electrolyte gel are placed on the Teflon side of the
polymer film. This is in an attempt to prevent a preferential curvature of the bilayers once they
are complete. After removal from the oven or after a few cycles of activation, some bilayers
develop a preferential curvature; their neutral position is not zero curvature. This phenomenon is
28
not fully understood, but one possibility is that the polymer films are not exposed to the same
amount of BMIF4 electrolyte gel. When the bilayer is clamped, some of the electrolyte from the
middle layer squeezes out and contacts the outside of the polymer films in an unpredictable
manner. This unequal exposure to the electrolyte could cause the polymer films to contract
unevenly. By adding additional gel to the outside in the assembly step, both polymer films are
uniformly exposed to the electrolyte.
The effect of the electrolyte itself is visible to the naked eye. When the BF4 electrolyte
gel is first added to a polymer film, it will begin to curl in one direction even without an applied
potential. The ions activate one side of one film, causing the film to curl. If the other side of the
film is then exposed to the electrolyte, the film will relax back to a flat state now that both sides
are exposed to the same electrolyte.
After the first polymer film is lying flat, an electrical lead is inserted. Gold wires of .003"
or .004" diameter are used. There is not a large difference between the two sizes, but the .004"
diameter wire is slightly stronger and more durable in making the electrical connections to the
power supply. However, the .003" wire is smaller and fits inside the bilayer more easily.
Whichever wire is chosen, one piece approximately 5" long is laid along one long edge of the
polymer film. One end of the wire should rest close to one short edge of the polymer film, with
the rest of the wire extending off the polymer film. This is not as easy as it sounds, the wire is
small, delicate, and has a natural curvature from the wire spool. Lightly stretching the wire
segment can remove some of the natural curvature from the wire spool. If the wire is close to its
final position, the wire can be straightened with tweezers after the next step, as described in the
next 2 paragraphs. After the lens paper is saturated with the electrolyte gel, it becomes almost
transparent. The wire is clearly visible beneath it and is help in place by the lens paper and gel
29
combination. It is now a simple matter to use tweezers to pull the wire into position, where it will
stay.
After the wire is fixed in place, the electrolyte layer must be created. A piece of lens
paper (Kodak or VWR) is cut slightly larger than the polymer film and placed over it and the
wire. The size of the lens paper is not important because it will be trimmed away eventually, but
electrolyte gel is wasted by being absorbed into the excess paper. With the lens paper in place, a
glass stirring rod is used to place drops of the electrolyte gel onto the lens paper. The lens paper
absorbs the gel and sticks to the polymer film beneath it. Enough electrolyte gel should be used
to thoroughly saturate the lens paper. A puddle of electrolyte gel should be barely visible on the
lens paper.
With the lens paper saturated in electrolyte gel, some provision is now made to prevent
short circuits between the wires. An additional piece of lens paper is cut to the length of the
polymer film and about 5 mm wide. This piece is place over the path of the electrode wire. It
serves as an additional insulator between the two electrode wires, the most likely place for a
short circuit. A piece of thin mylar film can also used in place of the additional lens paper to
provide a stronger insulator. Both surfaces of the mylar should be roughened with fine sandpaper
before placing it in the bilayer. The smooth surface of the mylar prevents the polymer films from
adhering to it, yielding a bilayer that delaminates.
After the additional short circuit protection, the second lead wire should be added. A
piece of wire similar to the first electrode is laid in a similar position on top of the short circuit
protection. Getting this wire to stay in place is also a difficult task, just like the first electrode.
Unlike the first electrode, there is no lens paper to hold this wire in place. An extra drop of
electrolyte gel can aid in getting one end of the wire to stick. If the wire is close to its intended
30
position, after the second layer of polymer film is added (the next step), the film can be peeled
back slightly to stretch the wire to its desired position as shown in figure 13 below. After the
electrode wire is in place, the second polymer film can be added. This film must lay flat with no
folds or wrinkles over the rest of the actuator. Great care must be taken so that the lower layers
are not disturbed during the addition of the last layer. Once the top polymer film is in place, the
bottom corner of the bilayer can be lifted to allow access to the second lead wire as shown in
figure 13.
31
Pull wire here to straighten
t
Gold Lead Wire
Top polymer film
Gold Lead Wire
Pull wire here to straighten
Figure 13: The second lead wire can be straightened in place.
Two pairs of tweezers are used to grasp the wire at either and pull it into position. The
wire runs parallel to the inside edge offset about 3 mm. By only peeling back a corner to grasp
the wire, the rest of the polymer film holds the wire in place. When the wire is released, it
maintains its position and the corner of the polymer can be folded back in place.
After the last layer is added, the second Teflon sheet is added followed by the second
steel sheet. The two steel sheets are clamped together with "C" clamps, squeezing the bilayer
together. The whole apparatus is then placed in an oven at 85 C for at least 12 hours to cause the
32
gel to cross-link and change from a liquid to a very flexible solid. The bilayer should not be left
in the oven for more than 24 hours or the polymer films may begin to degrade.
The apparatus is removed from the oven after 12 hours and allowed to cool so that it may
be handled. The clamps and steel plates are removed, and the Teflon sheets are carefully peeled
apart to expose the bilayers. The different layers that make up the bilayer are all of slightly
different sizes and thus overlap, leaving excess material protruding from the bilayer that should
be trimmed away. The bilayer is placed on a glass plate or other suitable surface that will not be
damaged by a razor blade. A glass slide is placed on the bilayer to hold it in place and to provide
a straight edge for trimming. A razor blade is then used to cut the bilayer along the edge of the
slide. The four sides of the bilayer are trimmed to yield a clean rectangle, but the area around the
lead wire must be done carefully to avoid severing the wires.
The bilayer is now ready to actuate. The bilayers are usually tested for performance
before being encapsulated. This avoids wasting labor in the encapsulation process on bilayers
that do not work for some reason.
3.2.3 Constraining the curl to yield desirable motion
The major difference between the bilayers in this work and those in other research is their
preferential curl. For this application, the bilayers should curl along their narrow dimension as
shown in figure 14.
33
Curl
Stator
Polymer Articulated
Biomimetic "Tail"
Flow
Figure 14: Desired motion of the bilayer.
This is not the natural motion of the bilayers; the polymer actuates uniformly in both directions.
Therefore, the bilayers will curl in all directions. Some provision must be made to force the
bilayer to curl in the desired direction as shown in figure 14 above. Two methods were devised
and tested to solve this problem, cutting slits in the bilayer (slitting), and adding stiffening strips.
3.2.3.1 Slitting to control curl
To prevent the bilayer from curling in one direction, the logical solution is to relieve the
stress in that direction. To accomplish this, slits are made across the narrow dimension of the
bilayer to relieve the stress in the long dimension as shown in figure 15.
34
Gold Lead Wires
Figure 15: Slitting the bilayer to constrain curl
These slits are spaced -3 mm apart and extend to within 3 mm of the long edges of the bilayer.
The slits prevent large scale deflections along the long axis of the bilayer. Each 3 mm wide strip
between the slits can still curl along the long axis of the bilayer, but their narrow width means
this curvature yields only small displacements. The slits effectively make one bilayer into about
twenty smaller bilayers with large aspect ratios that are attached at the tip. The strips of bilayer
left intact along the long edges serve to hold the bilayer together and to hold the individual strips
created by the slits in phase. The width of the slits can be altered, but this does not have a large
effect as long as the slits are not spaced more than about 6 mm on an actuator of this size. As the
slit spacing grows larger, the curvature of the individual strips has a larger effect. The edges of
the individual strips along the slits can be seen to bulge out in one direction as the individual
strips curl. This has not yet shown to be a problem, but the bilayer looks like a series of ridges
and spaces. This inconsistency in the bilayer as it curls could be a problem in some applications.
35
Overall, the "slitted" bilayers perform well. The motion is smooth and mostly even. For a
first attempt, this method works well. However, several problems presented themselves. The
outer long edge (away from the electrode wires) usually became distorted and wavy as it was
unable to keep the different individual strips in phase. The slits themselves also caused some
difficulty. As the bilayer moves through the neutral position during its actuation, the two sides of
the slit visibly get caught on each other. This means an added mechanical resistance, so the
bilayer has difficulty moving through the neutral position. During actuation, the bilayer would
deflect at a relatively constant speed towards the neutral position, slow down while visibly
straining as it moved across neutral, have a sudden burst of speed as it got past the neutral
position, then resume its normal speed. This could be a problem, especially for applications that
require smooth motion or small displacements around the neutral position.
One other difficulty with the slits is that they cause small electrical shorts. The polymer
films are very conductive; this allows them to carry their own electrical supply for activation.
Typically, the two polymer films are separated by the lens paper. However, after the slits are
made, the two opposing polymer films can brush past each other during actuation across the
neutral position, causing a short circuit. The actual amount of current shorted is small compared
to that which is driving the bilayer and as such are not noticeable from the power supply.
However, the shorts are visible to the naked eye as small sparks or tiny wisps of smoke. Each
time the bilayer passes neutral, the polymer films short in one or two places, causing the small
wisp of smoke. The polymer then seems to insulate itself. If would appear that the polymer burns
itself out at the location of the short as the short occurs. This would explain the puff of smoke.
This shorting phenomenon only occurs in the first few minutes of actuation, then slows and
stops, supporting the theory that the polymer burns itself out at shorts.
36
3.2.3.2 Stiffening with carbon fiber/mica
The second method used to force desirable bilayer curl uses mechanical stiffening
strips. Several materials are used, most notably carbon fiber and muscovite mica [23]. Strips of
material are glued along the long edges of the bilayer using a flexible urethane as shown in
figure 16.
Gold Lead Wires
Polypyrrole
Carbon fiber
reinforcement
"Outer" Moving edge
"Inner" Mounting Edge -(fixed to stator)
Figure 16: Carbon Fiber strips are glued to the actuator to force desirable motion
The urethane is scraped onto the back of the carbon fiber strips in a thin layer. The strips are
placed in position on the bilayer and held in place with a light clamping force to ensure a solid
bond without crushing the bilayer. This procedure takes place immediately after the bilayer is
removed from the oven without taking it completely out of the baking fixture. The top portion of
the baking fixture is removed and the bilayer remains flat on the bottom sheet of Teflon. The
bilayer is still very flat from being clamped in the oven and is in prime condition for the
attachment of the stiffening strips. If the bilayer is removed from the Teflon or actuated first, it
tends to develop curl or wrinkles that make it difficult to attach the stiffening strips well.
37
After the urethane cures, the bilayer is removed from the clamping fixture and trimmed to
remove excess material. The bilayer is trimmed to about 2 mm from the edges of the carbon
fiber. This yields a rectangular actuator as previously shown in figure 16.
The possibility of adding stiffening strips inside the actuator was also investigated.
Several materials were used including carbon fiber, muscovite mica, and mylar. Instead of gluing
the strips onto the outside of the bilayer after it has been completed, the strips are inserted inside
the bilayer during the manufacturing process. The stiffening strips are inserted between the two
outside polymer films. This yields a less complicated actuator, but the bilayers have a tendency
to delaminate when using this method. The two sheets of polymer had difficulty forming a good,
uniform bond with the stiffening strips in between.
3.2.2.3 Performance Comparison for methods of constraint
The bilayer with carbon fiber stiffening strips performs comparably to the slitted bilayer,
with two improvements. The outer (free) edge of the actuator (fig. 16) stays straight, although it
might get twisted compared to the inside edge. This is an improvement over the slitted bilayer,
which can develop undulations along its length. The stiffened actuator also avoids the short
circuits associated with the slits. The carbon fiber reinforced bilayer, like its slitted counterpart,
also hesitates when crossing the neutral position as described for the slitted bilayers. This effect
is more pronounced if the two stiffening strips are not exactly parallel. See section 4 for a
quantitative comparison of the two methods.
38
3.2.4 Water Encapsulation
3.2.4.1 Goals
One of the most difficult aspects of this design is to run the polymer immersed in water.
The bilayers themselves cannot be directly immersed in water for two reasons. The main reason
is water intrusion into the electrolyte layer. The polypyrrole films need to be in contact with an
electrolyte to activate. The electrolyte in this case is sandwiched between the two polymer films;
it also serves as the adhesive to hold the bilayer together. When immersed, water penetrates into
the electrolyte layer between the polymer films, preventing actuation and causing delamination
of the polymer films. If it were somehow possible to seal the edges of the bilayer to prevent
water intrusion into the electrolyte layer, the bilayer would likely run in water but have a limited
lifespan, although this theory has not been tested. The bilayers would have a limited lifespan for
several reasons. The outer surfaces of the polymer films would be exposed to the surrounding
water; this water would likely inactivate some thickness of the outer surface of the film by
preventing complete ion diffusion. Also, the water could contaminate the polymer films with
other undesirable ions, rendering parts inactive. The polypyrrole itself might also degrade. For
these reasons, it is desirable to completely isolate the bilayer.
The forces produced by the bilayers are sufficient to move in water, but not to do much
else. Any method of encapsulating the polymer imparts some mechanical resistance to its
motion. The main thrust of the encapsulation research is to isolate the bilayer from the
surrounding water while allowing it complete freedom of motion. There are necessarily some
design tradeoffs, most notably that any method of better protecting the polymer imparts more
mechanical stiffness.
39
3.2.4.2 Coating Encapsulation Methods
Given the goal of allowing complete freedom of motion, the encapsulating layer should
be as thin as possible so as to add minimal mechanical resistance. The most obvious way to do
this is to coat the actuator itself in a very thin layer of some material. In theory, this idea could
provide excellent water protection with minimal mechanical stiffness. However, this method
could not reliably protect the actuators in water. Two coating methods were used: paralene [23],
a polymer applied in a -15 micrometer thick film by vacuum deposition (section 3.2.4.2.1), and
ordinary rubber cement (3.2.4.2.2)
3.2.4.2.1 Paralene Encapsulation
As previously mentioned, the mechanical stiffness of the bilayer is a primary concern.
Therefore, the first method attempted used an extremely thin coating method to try and maintain
the flexibility of the bilayers by using a vacuum vapor deposition of paralene onto a bilayer [23].
Paralene is a polymer widely used to insulate circuit boards. This paralene layer is approximately
2 microns thick. The bilayer is placed in a vacuum deposition machine and the chamber is
pumped down. The solid paralyne is then vaporized and deposits on everything in the chamber,
including the bilayer. The lead wires of the bilayer are protected with Kapton tape to prevent
them from forming a paralene coating, which would prevent good electrical contact.
In theory, this is an ideal method of encapsulation; the paralene should form a
waterproof, durable membrane that is extremely thin and flexible. In addition, the vacuum
deposition process should ensure that the entire bilayer, including any cracks or recesses, is
covered in a uniform coating.
40
In practice, this encapsulation method does not work very well in several regards. When
the bilayer samples are removed from the deposition machine, they are usually slightly deformed
and have some preferential curl. On visual inspection, the paralyne layer usually appears smooth
and intact despite the curl of the bilayers. Control samples of bilayers were exposed to the same
vacuum as those that were paralene coated but did not deform. Therefore, the deformation has
something to do with the paralene itself. About 15% of the samples came out appearing
unusable; they were either too deformed or the paralene layer looked unreliable. For those
bilayers that survive the paralene encapsulation, the paralene seems to protect them, at least
temporarily, from immersion in water. However, when the bilayer is actuated, the water sealing
fails.
Water penetrates the paralene-coated bilayer and it rapidly delaminates. The main failure
mode is at the edges of the bilayer. Less than 2 minutes after immersion in water, the bilayer
begins peeling apart starting at the edges. While it is obvious that peeling would commence at
the edges, there is no visible evidence of water penetration along the surface of the polymer
films, only at the edges. This implies the edges of the actuator are not sealed properly. Water
enters and begins immediately destroying the electrolyte gel layer, which causes the actuator to
delaminate.
The underlying cause of this edge failure is unknown. The paralene could have problems
forming a cohesive layer along the edge, or possibly the edge is especially susceptible to tears
during actuation. The paralene might also penetrate into the bilayer during the deposition
process. This could explain the delamination; if the paralene were absorbed into the gel layer it
would be unable to seal the edges properly. This paralene penetration might account for the
41
unexplained deformities of the bilayers after they are removed from the paralene coating process.
However, the deformities could also be caused by residual stresses in the paralene coating.
3.2.4.2.2 Rubber Cement
Another attempt to somehow coat the bilayer to seal out the water involved rubber
cement. Most of the experiments for this method were conducted using strips of paper to
evaluate the feasibility of this method without wasting labor-intensive bilayers. The rubber
cement is applied in coats of varying thickness; it was found that 2 thin coats yield the best water
protection. The rubber cement is very successful in protecting the surface of the paper, but the
edges pose a difficulty. If the edges are coated separately from the surface of the paper by
running the brush along the edge itself, the paper samples survive in water up to 8" deep.
However, this process is rather inconsistent. About 25% of the samples develop leaks even
without the added stress of motion. For this reason, rubber cement is not a viable solution to the
water encapsulation problem.
3.2.4.3 Plastic methods
The other methods of encapsulation attempted all involved a protective "envelope"
around the bilayer. The general format is to have some type of film plastic adhered to itself
surrounding the bilayer [8,23]. This leaves the bilayer loose inside the envelope. The various
iterations of this process used different types and thicknesses of plastics, as well as different
bonding and assembly methods. Two types of plastic were used: Polyethylene terephthalate
(PET) and polyvinylidene chloride (PVDC or Saran TM wrap). Both are clear films. The PET
films are available in a variety of thicknesses (Goodfellow Inc., Berwyn, PA), but are quite
expensive. PVDC is easily available as SaranTM wrap and is inexpensive, durable, and easy to
work with. PVDC was used more often; typically a new encapsulation process would be
42
evaluated and perfected using PVDC before using PET in the process. PET thicknesses of .09,
3.5, 6, and 13 microns were used. The .09 micron film is difficult to work with and quite fragile.
A piece of this film will immediately attach itself to anything within 8 inches with even the
slightest static charge, including the hands that are holding it. This tendency to bunch up and
adhere to anything makes it difficult to form a smooth layer of film when forming the envelope.
Even after a bilayer is successfully encapsulated, the film is too delicate to protect the bilayer
from even the most benign conditions. The 3.5 micron PET is easier to work with, but still rather
delicate for even laboratory conditions. The 6 micron PET is a good compromise between
durability and flexibility and is a good choice for these encapsulation techniques, although it
sacrifices some durability for flexibility. The 13 micron PET is easy to work with, but its
excessive thickness compromises the motion of the bilayer slightly. The PVDC is a standard
thickness of 13 microns.
3.2.4.3.1 The Plastic/Urethane Process.
The most basic encapsulation method used a plastic film (usually PVDC) sealed at the
edges with a flexible urethane adhesive [23]. The plastic is folded over so that one of the four
sides is a fold rather than an adhesive joint as shown in figure 17.
43
Gold Lead Wires---'
-- Bilayer (polLymer
..
film visible )
Ca rbon Fiber Strip
Plastic Co ating (gray)
Folded Edge
Ut ethane Adhesive
Figure 17: The bilayer is encased in a plastic "envelope"
To encapsulate the bilayer in this plastic/urethane combination, the bilayer is laid flat on
the plastic sheet. The urethane adhesive is mixed and spread in a thin layer in the desired
locations around the bilayer using an applicator similar to a toothpick. The plastic can then be
folded over and pressed against the urethane to seal. The amount and distribution of the urethane
is the main determinant of success using this method. More urethane gives a better seal, but
imparts more stiffness. Usually, the urethane is applied as thinly as possible in a wide swath
around the bilayer. After the urethane had cured, it can then be trimmed to leave an appropriate
amount depending on the application and the visible quality of the urethane seal.
44
3.2.4.3.2 The Vacuum Urethane Process [23]
sheet
This method also allows a vacuum to be drawn inside the plastic. Before the plastic
of the
is folded over, a syringe needle is laid flat across the bilayer with the tip in the middle
bilayer as shown in figure 18.
B
Finger Pressur
(circle)
,Needle
Syringe
*--Plastic Coating (gray)
Folded Edge
Urethane Adhesiv
Figure 18: A needle is used to draw vacuum in the envelope.
only the
When the plastic is folded over, the edges are sealed with light pressure, leaving
plastic and
needle crossing of the edge to seal. A finger held lightly on this point will stick the
drawn inside
urethane together around the needle, forming a reasonable seal. A vacuum is then
can be carefully
the envelope using the syringe. After the desired vacuum is achieved, the needle
and seal the
withdrawn while maintaining pressure with a finger. This will maintain the vacuum
envelope as the needle slides out.
45
One of the immediate benefits of the vacuum variant of this process is better sealing of
the urethane edges. When this process is used without drawing a vacuum, leaks can develop in
the urethane directly adjacent to the folded edge at location "B" in figure 18, especially with
thicker plastic films. The radius or curvature of the plastic at the fold is not infinitely small; the
two plastic layers have a tendency to peel apart adjacent to the fold to relieve the stress in the
plastic. This causes either a gap in the seal or a large amount of urethane is needed to plug the
gap. When using this encapsulation method at atmospheric pressure, some clamping method
must be used to press the edges together, at this point especially. When using the vacuum
variant, the lower pressure inside the envelope serves to pull the plastic layers together and hold
a relatively consistent seal while the urethane cures.
The vacuum encapsulated actuators are also likely to perform somewhat better in faster
water flows. When a vacuum is not drawn in the envelope, there are always some air bubbles
between the plastic and the bilayer. When placed in a reasonably fast flow, the flow could push
the air bubbles towards the trailing edge of the actuator. This would leave the actuator with
somewhat of a teardrop shape and could cause problems for some applications.
One other benefit of the vacuum variant is a likely increase in the lifetime of the actuator.
The presence of a small amount of air in the envelope, while not likely to have a large effect,
would likely decrease the lifetime of the polymer. Unencapsulated bilayers in air usually fail
because the electrolyte has evaporated, but this would not be a problem with the small amount of
air contained within the envelope. While little work has been done in this area, one could surmise
that an air environment in the envelope would lead to shorter lifetimes compared to an
electrolyte or vacuum environment.
46
Independent of whether or not a vacuum is drawn in the envelope, one performance
enhancing step is to add a few drops of the electrolyte gel to the exterior of the bilayer before it is
encapsulated. This leaves a "puddle" of electrolyte within the envelope that has several effects.
Most importantly, it allows the bilayer to actuate faster. The additional gel provides an additional
source of ions on the exterior of the polymer films. The gel also provides mechanical benefits as
well. It acts as a lubricant between the plastic and the bilayer. The gel forms a relatively viscous
film layer between the plastic and the bilayer, acting similarly to oil on a bearing surface. This
effect is especially helpful when a vacuum is drawn in the envelope. Without the additional gel,
the plastic clings to the bilayer under the vacuum pressure and impedes its motion. The
additional gel also forces the plastic to bunch up and fold during the vacuum process. With the
additional folds supported on the gel, there is additional loose plastic available when the actuator
curls. Otherwise, the actuator must stretch the flat plastic, causing slower actuation and reduced
maximum deflection.
The vacuum process has several advantages over the standard process. However, there
are some drawbacks. The most striking is the vacuum envelope process is much more difficult
due to the added complexity of the needle. An additional person is required to operate the needle
while someone else completes the rest of the sealing process. In addition, any mistakes in the
process are not easily remedied because the vacuum seal is lost and must be reestablished. The
vacuum encapsulated bilayers also run more slowly due to the additional cling from the plastic,
but this difficulty can be overcome with additional electrolyte as previously described.
3.2.4.3.3 The spray adhesive method
After testing different variations of the plastic/urethane method it became obvious that
several improvements could be made. The urethane and plastic combination works well to
47
prevent water leakage into the envelope, especially at depths less than one foot. However, a few
preliminary results by others [23] indicate there may be other difficulties in deeper water (5 ft).
The urethane is an excellent sealant, but it imparts significant mechanical stiffness to the
envelope, so much that the sealant usually adds more stiffness than the plastic envelope itself.
The main reason for this is the thickness of the urethane sealant layer, which can be 100 microns
or thicker. The adhesive itself is relatively flexible, but when the adhesive layer is thicker than
the bilayer, the adhesive layer becomes relatively stiff anyway.
In addition to thick layers of adhesive, the other problem with the plastic/urethane
method is inconsistent application of urethane. A very thin layer of sealant is desirable (as
mentioned previously), but too little sealant will cause a leak, so the sealant application must be
very consistent. In addition, even when using thicker sealant layers, uniformity is a problem.
Depending upon the quality of the urethane seal, the envelope is usually trimmed to leave 2-3
mm of urethane seal that is visibly acceptable. When the sealant band is inconsistent, with air
bubbles, gaps, and different widths and thicknesses of urethane, the sealant band can only be
trimmed to size of the largest defect. In theory, one could trim carefully and always leave the 2-3
mm of good urethane around every defect. In practice, this is difficult and would leave a jagged
edge, so edges are trimmed straight to the size of the largest defect. This usually makes the
sealant band wider than it should be, adding stiffness to the envelope.
These problems inspired a search for some method to spread the adhesive in a thin,
uniform, consistent coating. Different methods of spreading the urethane were used, including a
mechanical applicator gun with a needle nozzle and razor blade to scrape the urethane into an
even layer. A solution to this dilemma was found in a completely different adhesive. An
adhesive using a spray application could yield very thin, uniform coatings with very repeatable
48
results. Any areas where the adhesive should not be applied can be shielded with paper or tape.
The spray adhesive used must provide a thin, uniform coating, have reasonable strength in
holding the plastic, and seal against water. Several types of spray adhesive were tried, most
effective were 3M types 76, 77 and 80. It was found that 3M 77 "General Purpose Adhesive" is
the best solution. These spray adhesives all are tack adhesives and they must be allowed to cure
in air for a minute or so before sticking the two sides together. All three perform well in sticking
the plastic together, but types 76 and 80 are dispensed with large droplet sizes. These large
droplets cause two problems. The size of the droplet specifies the thickness of the adhesive layer,
making it unnecessarily thick. These large droplets are also well dispersed which leaves space in
between adhesive droplets for water to seep through once the plastic layers are glued together.
Type 77 dispenses the adhesive in an aerosol, leaving very tiny droplets.
With this new adhesive, the encapsulation process was altered to account for the different
application method. The spray adhesive does not work well when forming the envelope by
folding the plastic as was used with the urethane. The spray adhesive is a tack adhesive; once the
two pieces of plastic are pressed together they are stuck and cannot move. This makes it very
difficult to form a good seal when folding the plastic. The plastic must be placed in exactly the
right spot the first time or wrinkles and gaps form. A new method of placing the plastic was
devised specifically for the spray adhesive to make it easier to place the plastic film in the correct
spot the first time. Two separate pieces of plastic are used, as shown in figure 19.
49
Motion
Motion
Cardboard Frame.
Plastic films
4.
Spray adhesive
Glass Backing
Figure 19: Plastic encapsulation using spray adhesive
or cardboard
The two sheets of plastic are held to a rigid backing, either a piece of glass
to this rigid backing.
as shown in the figure. The natural cling of the PVDC adheres it loosely
To apply the
The plastic films are pulled to lay flat on the rigid backing with no wrinkles.
on the bottom
adhesive, a small piece of paper is cut to the size of the bilayer actuator and placed
The adhesive is then
piece of plastic to prevent adhesive application where the bilayer will sit.
applications.
applied in 5-10 very thin layers to the bottom plastic sheet, with 1 minute between
very quickly. This
The spray can is held approximately 14 inches above the plastic and moved
were made to use
leaves a very light coating each time with very small droplets. Several attempts
maintaining the 14"
thicker coats, both by holding the applicator closer to the surface and by
few seconds that
distance and moving more slowly. These thicker coats failed. During the first
applied in a thick coat,
the adhesive is out of the can, some gas escapes from the adhesive. When
cause inconsistencies
the gas must bubble out through the adhesive above it. These gas bubbles
in the adhesive layer and therefore a bad seal.
50
After the adhesive application is complete, the small piece of paper is removed, and the
bilayer is laid in its place. The lead wires for the bilayer are arranged to avoid a short circuit, to
clear the adhesive band, and to make a good seal. Some method must be used to prevent the
wires from sticking in the adhesive. Paper can be used to either block adhesive during the spray
step, or to provide a barrier between the wires and the adhesive. Additional electrolyte gel is
added to the bilayer as previously mentioned, and the bilayer is ready to be encapsulated.
The upper rigid backing and plastic is then carefully pressed down onto the lower plastic
film as shown by the two "motion" arrows in the figure. The cutout in the cardboard holding the
top plastic film serves several purposes. It allows a view through the plastic while the top sheet if
being pressed in place. The outer rigid cardboard hold the top plastic taught and free of wrinkles,
but the middle cutout in the cardboard allows some motion in the vertical direction to allow for
height differences between the bilayer and surrounding plastic. The cutout also allows for a
finger to be pressed against the top plastic to make the final seal. Typically, the cardboard frame
is slowly pressed down flush with the glass. The top plastic film is then flush with the top of the
bilayer. However, the plastic sheet does not always seal against the adhesive band due to the
height difference from the top of the bilayer. A finger can then be pressed through the cutout to
complete the joining of the two plastic films and make a good seal. This segment of the
procedure varies each time; sometimes finger pressure is applied sooner, as the cardboard frame
approaches the bottom glass.
No further adhesive curing takes place once the plastic films are together due to the tack
nature of the adhesive; the adhesive itself must be exposed to air. This is why the adhesive must
be allowed to tack before final assembly. It also means that the encapsulated actuator is ready to
use immediately and requires no cure time. Excess plastic is trimmed from the edges of the
51
actuator, as is done with the urethane process. For the spray adhesive, a larger band of adhesive
is left around the bilayer compared with the urethane process, about 4-5 mm. This larger band of
adhesive is due to the lower peel strength of the spray adhesive; a larger band ensures a good seal
against water penetration. The spray adhesive layer is much thinner than the urethane, so this
wider adhesive band still leaves the spray adhesive envelope more flexible than the urethane
equivalent.
Overall, the spray adhesive method was chosen as the optimal method given the demands
of this application. Compared to the urethane method, the spray adhesive yields more consistent
results with less labor. The envelopes produced using the spray adhesives are also more flexible
than those produced using the urethane. The urethane envelopes can cause a preferential curl or
deformity, but this has not been observed with the spray adhesive. The urethane-based
encapsulation does have some advantages. The urethane has a higher peel strength and better
water stopping ability. If the spray adhesive is not applied properly, water can seep between the
droplets of adhesive. This is not a big problem in practice, as it is a rare occurrence and the larger
adhesive band with the spray adhesive prevents leaks from penetrating completely through. From
preliminary testing, it appears that the urethane might be a better option for actuators in deeper
water. The higher pressures and forces may require the better peel strength of the urethane.
3.3 Stepper Motor
Due to the difficulties involved in using polymer actuators, including bandwidth
limitations, another actuation method based on a stepper motor was also used in order to study
the flow characteristics. A stepper motor was used because of its simplicity and large available
bandwidth. The motor used was an "Mdrive 17" manufactured by Intelligent Motion Systems,
52
Inc. It is mounted above the waterline directly over the pivot point of the tail. A drive shaft
attached to an aluminum "tail" section is directly attached to the motor output shaft (see fig. 2).
This drive shaft sits at the trailing edge of the stator model and serves as the hinge and transition
between the stator section and the articulated tail section. By design, this drive shaft is as wide as
the stator thickness where it is mounted, 90% of the chord length from the leading edge of the
stator. This leaves the articulated surface as 10% of the chord length of the stator.
4. Actuator Performance
4.1
Current Draw During Actuation
The main weakness of bilayers made in this fashion is their bandwidth. For this initial
testing phase, we set 1 Hz bandwidth at 5 degrees of deflection as a difficult but viable
performance goal. For an actual application a higher bandwidth will likely be needed, but given
the current state of polymer technology and the specifics of this testing setup, this is a reasonable
goal.
One main indicator of bilayer actuator performance is current draw. The amount of
charge moved through an actuator roughly corresponds to the amount of curvature, so the current
supplied to the actuator is a rough measure of the actuator speed. For this application, deflections
of 5-10 degrees are sufficient and well within the actuator capabilities. The speed of the actuator
motion is the main consideration, thus the current drawn by the actuator is more important than
the total amount of charge. The most basic test of a new actuator is to measure the current being
supplied to an actuator while driving it with a square wave voltage. This test gives information
53
about the overall speed and performance of the actuator. It also lends insight into any problems
with the actuator, for example, a short circuit or a bad electrical connection that may prevent the
actuator from moving properly.
The first tests conducted on the bilayers were used to establish an optimal design. There
are several variables in the fabrication process; one is the orientation of the polymer films. When
the films are removed from the crucible, the films have an "inside" that was against the crucible,
and an "outside" that was freely exposed to the solution. The bilayers should be symmetric so
they can operate evenly in both directions. Two different orientations of the polymer films were
tested: inside against inside and outside against outside. Three pairs of two samples were
prepared. Each pair is identical in size and shape, but one member has an inside/inside
orientation and the other an outside/outside orientation. Each sample was then driven with a two
volt (4 volts p-p) square wave and the current input recorded. In this way, three independent
experiments were conducted to compare the two orientations of the polymer. The results of one
of these experiments is shown in figure 20.
54
Sample 4-outside in
Sample 3-inside in
60 ------------------------------------
60
40 --------- --------------- ------ ----
~7'40
20 ------ ----0 0 ------ ------
--
- - - -- ----
EU
-- -- --- -- ------------- ------ -- -
-20
-----
C
-20
CD
-40 ------------------------------------60
0
2
4
6
time (s)
8
--- -------- ---------0 ------------------- ------ --------
20
-40
-60
1I
]
2
6
time(s)
8
10
Sample 3-inside in
Sample 4-outside in
0.02 ----------------------------------E3 0.01
0
E
0
0
0
4
-- - -- --- -- --- -- -- -- ---
--
0.0
CU
0)
------ ------ ------ --------
0.02
----
0.01
--------------- ----- -----
0
-------- -- --- -----
-0.01
------ ---
a)
--------------------------- ________
z -0.02
0
2
6
4
time (s)
8
z -0.02
0
10
2
6
4
time (s)
8
10
Figure 20: Current draw performance of "inside-in" vs. "outside in" bilayers
This experiment was repeated with three independent sets of samples and yielded results similar
to those presented in figure 20. These tests make it apparent that bilayers with an "inside-in"
orientation draw more current than those that are "outside-in". More current draw implies faster
actuation, so the optimal actuator construction is to have the inside of the films in. There are
several theories for why this phenomenon occurs, but there is no solid evidence or conclusive
tests yet.
55
4.2 Polymer Deflection Performance
The actual motion of the actuator is the most important performance metric but is more
difficult to measure than the electrical characteristics of the polymer. The electrical
characteristics give a good first estimate of actuator performance, but the actual motion of the
polymer must somehow be measured. The forces provided by the actuators are quite small, so
mechanical measurement methods would impede the motion that is being measured. Therefore,
the actuators were mounted in front of a ruler and videotaped while running at various actuation
voltages and frequencies. The tape could then be analyzed to give estimates of actuator
displacements. The main parameter measured is tip deflection in degrees. The bilayer actually
curls along its entire length to yield tip deflection, so the curl of the bilayer would in theory be a
better measurement. But due to inconsistencies in the bilayer, the curl is not always uniform.
There are regions that curl much less than the surrounding regions, especially those areas
reinforced with carbon fiber. This makes curl measurements difficult and leads to tip deflection
as the measurement of choice. Of course, tip deflection is very dependent on the size of the
actuator, so comparisons of tip deflections between different sizes of actuators are not very
useful. In this case the actuators are all approximately the same size, so tip deflection is a useful
measurement.
4.2.1 Comparison of Slitted vs. Stiffened Bilayer Performance
In optimizing the bilayer design, another important factor is the method used to constrain
the curl of the bilayer. As previously mentioned, two different methods are used to force the
bilayer to curl in the desired direction. The slitted bilayers appear to be slightly slower on
56
average, but quantitative tests are used to substantiate this observation. The bilayers are mounted
to the stator and actuated under a camera. Tip deflection is then measured as previously
described. The actuators are driven with a two volt (4 V p-p) square wave at different
frequencies. This testing yields the approximate frequency response for the actuator for the two
constraint methods as shown in figure 21.
25-
-
20
Stiffened
Sliced
.5
15
10 -
500.1
1
Driving Frequency (log Hz)
10
Figure 21: Deflection performance of Stiffened vs. Sliced Bilayers
As shown in figure 21, the stiffened bilayers perform better than the sliced bilayers over a
range of operating frequencies. For this reason, stiffening was chosen as the optimal method for
constraining the bilayer curl.
Figure 21 also shows that the actuation performance of the encapsulated conducting
polymer actuators is the limiting factor in their use. The actuators can achieve large (-25 degree)
tip deflections from neutral, but only at slow speeds. The actuators can move relatively quickly
around the neutral position, but slow down as they achieve larger deflections. Their original low
57
bandwidth of approximately 1 Hz and authority of 4 degrees tip deflection are further
compromised by the plastic encapsulation.
The actuators are driven with a 2 volt square wave in almost all cases; this voltage is about
the threshold for long polymer life. Polypyrrole activated in this fashion can last for tens of
thousands of cycles, but the lifespan decays when more voltage is applied. Faster actuation can
be achieved with higher voltages, but the lifetime obviously suffers. Fast actuation can also be
obtained without much lifetime decay by using a voltage waveform with a high initial spike that
drops off quickly to a more reasonable level [8].
4.3 Stepper motor authority
The stepper motor and controller used in these experiments was sufficiently powerful to
provide speeds (>300 rpm) well beyond the needs of this application.
5. Actuator impact on flow field
Author's Note: The results presented in this section involve many velocity plots that are
not easily represented in the black and white requiredin this work. The reader is invited to read
[24], which presents the same results in colorfigures which are more easily interpreted.
As the primary goal of tail articulation is noise reduction, the tail motion must somehow
alter the flow field in order to alter or reduce the radiated noise. Thus, the tail articulation is
quantitatively evaluated for its potential to alter the flow field by measuring the velocity field in
the open channel water tunnel.
58
This section describes the undisturbed flow (sec. 5.1), and changes in the flow field that
result from both the polymer actuators (sec. 5.2) and the stepper motor (sec. 5.3). Section 5.3 is
further divided into the actual velocity measurements (sec. 5.3.1), the Strouhal numbers for
effective operation (sec. 5.3.2), and a comparison of the polymer and stepper motor performance
(sec. 5.3.3).
All measurements in this section are taken 80% (8cm) of stator chord length downstream
from the trailing edge of the stator/actuator at a free stream velocity of 4 cm/s. All length
dimensions are normalized against the stator chord length. The spanwise position across the tank
is expressed as
y
y'L
L
(1)
where y is the spanwise position perpendicular to streamlines in the tank, and L is the stator
chord length. The motion of the tail articulation is normalized as
D'= t
(2)
L
where
td
denotes tail deflection. The streamwise velocity U is normalized against the free stream
velocity U,
U'= U(3)
U0
59
5.1 Baseline measurements.
As previously mentioned, a hot film anemometry probe is used to measure the flow field
as the tail is articulated. To obtain measurements at more than one position to yield velocity data
in both time and space, the probe is moved to a number of different positions. At each position,
the tail is moved according to a specified motion profile and the velocity measurements are
recorded. The data from multiple points are combined so they are all in phase with regard to the
position of the tail. This yields data across the width of the tank as the tail moves along its
profile. In using this method, one assumes that the same velocity field is repeated each time the
tail motion is repeated. The experiments conducted were found to be repeatable, so this
assumption is valid.
In order to have a baseline for comparison, the flow field was measured with the stator
and actuator in the water, but with no articulation, as shown in figure 22.
60
0.3
0.2
0.1
-0.1
-0.2
-0.3
5
0.5
10
0.55
0.6
15
0.65
0.7
time (s)
0.75
20
0.8
25
0.85
0.9
30
0.95
1
Figure 22: Baseline streamwise velocity U' at 80% of chord length downstream of a stator with
no trailing edge articulation, shown as a function of y' and time.
The band of slower velocity (U'=0.55) at zero position is the wake deficit from the stator.
The free stream velocity appears on the edges of the figure to either side of the central wake
deficit. As expected, the wake deficit is approximately constant in width and magnitude. The
minor nonuniformities and fluctuations are due to measurement error and appear in all the
experiments.
5.2 Impact of CP-based articulation.
An encapsulated CP actuator is mounted at the trailing edge of the stator in water. The
velocity is measured at a single position directly behind the actuator and 80% of chord length
downstream. This experiment was conducted only to show that the CP actuators can alter the
flow to some extent, so 2-D measurements were not carried out.
61
I
I
I
I
I
I
I
I
i
i
a
I
I
II
I
I
I
I
I
I
I
I
I
I
I
I
I
I
*
I
a
1016-6
I
I
1
SI
I
I
I
1
*
- -
i
'
'
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
6
I
I
0.33
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
2 3
ti
i
I
I
I
---
I
I
SI
0.3
1.33
,
,
1.33
I
I
I
I
I
I
I
I
I
I
I
I
I
I
)
1)
I
I
A
times
(b) with polymer articulation at I Hz.
(a) without articulation
Figure 23: Flow alteration due to bilayer oscillation at I Hz.
Figure 23(a) shows the baseline water velocity of 4 cm/s with the actuator in the water
but without actuation. The oscillations in the left plot are due to measurement error and small
variations in tank speed.
Figure 23(b) shows the velocity during actuator motion, a velocity fluctuation at the same
frequency as the actuator motion. The velocity profile matches the actuator excitation frequency
in the range of .1-2 Hz for tank speeds from I to 6 cm/s. From these observations, it can be
assumed that the velocity fluctuations are caused by the bilayer motion. These experiments show
that the bilayer actuators can modify the water flow at these speeds despite their low tip force.
62
5.3 Impact of stepper motor articulation.
5.3.1 Flow Characteristics
Since the stepper motor has significantly more authority than the polymer based
actuators, large classes of tail articulation can be imposed on the tail. In what follows, we present
the results from four specific articulation profiles that capture the overall impact of stepper motor
based tail articulation.
Profile #
Type
Amplitude (rad)
Frequency (Hz)
1
Sinusoid
1
0.159
2
Sinusoid
0.5
0.318
3
Sinusoid
1
0.636
4
Transient
-. 8
-. 2
Table 2: Tail articulation profiles used for wake deficit alteration
The first tail motion profile is a simple sinusoid of period 2R s (0.159 Hz) and amplitude
1 rad., as shown in figure 24.
63
0.1
a
-
-
-
-
0.05 - - - - - - -0.1
6
4
-
-
-
------
--
- - -
-
10
8
-
- -
--
12
--
22
20
18
16
14
time (s)
-
0.3
0.2
(b)
0.1
0
-0.2
-0.3
0.5
15
10
5
0.55
0.6
0.65
time (s)
0.75
0.7
0.8
30
25
20
0.85
0.9
0.95
1
Figure 24: Wake deficit U' with move profile 1 showing (a) tail tip displacement D' and (b) U'
as a function of y' and time
The first tail motion profile is a simple sinusoid of period 2n s (.159 Hz) and amplitude 1
rad., as shown in figure 24. The position of the actuated tail is shown in figure 24(a) with the
corresponding velocity shown beneath in figure 24(b). For this tail motion, the wake deficit
appears to move with the tail. The wake deficit remains approximately constant in width and
magnitude, but shifts back and forth across the tank with the tail.
This agrees with the expectation that the momentum deficit generated by the stator
cannot be easily compensated for. The tail motion begins at 10 seconds, but its effects are not
visible until 4 seconds later due to the convective delay. In general, this tail motion is rather slow
but has a large deflection (57 degrees) and appears to easily shift the wake deficit.
64
0.1
-0.5
-0.1
-- - ----- - - -
- --- - -
0 .05 -
.I -I. .
5
10
15
5
10
15
---
---
20
25
30
20
25
30
time (s)
0.3
-0.1
-0.2
-0.3
0.5
0.55
0.6
0.65
time (s)
0.75
0.7
0.8
0.85
0.9
0.95
1
Figure 25: Wake deficit U' with move profile 2 showing (a) tail tip displacement D' and (b) U'
as a function of y' and time
The next tail motion used is again a simple sinusoid, but with twice the frequency (0.318
Hz, period i) and half the amplitude (0.5 rad. deflection), as shown in figure 25(a). This faster
oscillation changes the velocity field significantly. The wake deficit can still be seen to oscillate
back and forth, but its magnitude decreases by approximately 40%, from time 17 to 21 seconds.
The deficit approaches its typical magnitude again around 23 seconds, although it is still
significantly disturbed. The temporary wake deficit reduction is likely due to startup transients
involved with the tail motion. These observations are difficult to reconcile with conservation of
momentum arguments. It would appear the deficit is spreading over a wider portion of the tank
and thus the velocity can be lower while still conserving momentum, or other phenomena are
involved.
It is interesting to note that the deficit seems to be lowest when the tail is at its neutral
position (after accounting for the convective delay) and moving at its fastest. When the tail
65
pauses at either end of its oscillation, the deficit grows to approach its baseline value. This can be
seen as the two lower velocities (U'=0.6) visible at 20 seconds. These lower velocities occur at
the edges of the tail travel. From this observation, it seems that the deficit reduction is realized
due to the actual motion of the tail segment and not during a mere displacement from neutral. It
appears that tail tip speed is the most important parameter concerning wake deficit alteration.
0.1
--- --- -0 ......................................................................................................................
(a o0.05
-a) 0 . . . . . .
. . ...
.....
.......
. . ....
. ......
. .....
. . .. . . .. . . .. . . .. . . . . . . . .
I
I
----------0. 1 1--- -
10
15
time (s)
20
25
30
10
15
time (s)
20
26
30
-0.3
-0.2
0.3
501
5
0.5
0.55
0.6
0.65
0.75
0.7
0.8
0.85
0.9
0.95
1
Figure 26: Wake deficit U' with move profile 3 showing (a) tail tip displacement D' and (b) U'
as a function of y' and time
The next experiment was conducted to test faster large amplitude tail oscillations. A
simple sinusoid is again used with period
t/2
(0.636 Hz) and amplitude 1 rad. as shown in figure
26. This tail motion has an undesirable effect. The wake deficit actually increases and becomes
convoluted. The oscillations appear to be too fast for this tank speed, and hence any effect the
tail has is "smeared" again by the tail before it has a chance to convect downstream. This implies
that there is an upper limit to the frequency of effective desirable wake alteration.
66
Given the observation that deficit reduction occurs during tail motion, a new profile was
designed. Previous work [7] shows the theoretical potential for noise reduction by imparting a
point circulation at the trailing edge of the stator. The required command input has three
identifiable characteristics: one relatively large initial displacement that settles out, a zero
crossing, and a settling time less than the blade passing frequency. Using these characteristics,
the move profile for the position of the "tail" was designed as shown in figure 27.
0.1
I
I ..............................................
0.05 ......................................
-0.1 - -----4
-0.5................................
- - --- ---10
8
6
.I............................
......................................
- I
12
14
16
18
20
22
12 time (s)14
16
18
20
22
.
time (s)
0.3
0.2
0 .1----------0.1
-0.2
-0.3
4
6
0.5
0.55
8
10
0.6
0.65
0.75
0.7
0.8
0.85
0.9
0.95
1
Figure 27: Wake deficit U' with move profile 4 showing (a) tail tip displacement D' and (b) U'
as a function of y' and time
The amplitude and frequency of this tail motion (fig. 27(a)) were chosen so that they
result in the optimal drop in wake deficit. This move profile has speeds similar to move profile 1
(fig. 24) with slightly smaller amplitude and higher frequency. The tail motion settles out after
approximately 8 seconds. This causes the wake deficit to shift up, down, then neutral (fig. 27(b))
as expected. However, as the tail shifts back across the neutral position from top to bottom, there
is a slight drop in the wake deficit from time 16 to 18 as shown by the faster flow (U'=0.65)
67
during that time. In addition, there appears to be a "gap" in the wake as it becomes partially
discontinuous at 15-16 seconds as seen by the sudden increase in flow speed (U'=0.82). This
drop could be exploited especially well if the blade were to be timed properly and pass through
this gap. The implications of such a control are discussed in section 6.2.
5.3.2 Optimal Strouhal Numbers
The flow testing results show that wake deficit is reduced for a wide variety of frequency,
amplitude, starting position and type of tail motion. There are no immediately identifiable trends
that indicate which parameters influence this phenomenon. To better understand the mechanisms
behind this reduction, a dimensionless quantification of the flow characteristics using the
Strouhal number is provided in this section.
The Strouhal number is defined as
St =
LfD
(4)
U
where f is frequency of tail motion, D is wake width, and U is flow speed. The width of the wake
is measured from a plot similar to figures 24(b)-27(b).
The wake deficit reduction for a given Strouhal number is the difference between the
uncontrolled wake deficit (the minimum uncontrolled velocity), and the minimum controlled
wake deficit (the minimum controlled velocity.)
AW =U
mn controlled -U
The results of these comparisons are shown in figure 28.
68
m
uncontrolled
(5)
0.9 --
+--Theor
tical Optimal Range
0.8 -
0.7 0.6 0.5 0.4
-I
0.3
-o
0.2 0.1
0
-I
00.1
(2
0.4
0.3
0.5
0.6
0.7
St
(b) Propulsion Efficiency as a
function of Strouhal Number [6].
Reprinted with Permissionfrom
Scientific American
(a) Wake Deficit Reduction as a
function of Strouhal Number
number.
Figure 28: Wake deficit r eduction as a function of Strouhal
numbers between 0.25 and
The wake deficit is reduced most effectively for Strouhal
optimal range predicted and
0.35, shown as dotted lines in figure 28(a). This is the theoretical
a motorized Bluefin [6]. Their
observed for propulsion efficiency in fish and "RoboTuna",
to generate efficient thrust (fig.
research shows that fish use a complex interaction of vortices
wake deficit reduction is similar to
28(b)). Our results show that the operating regime for optimal
range of Strouhal numbers.
that for propulsion efficiency, with almost identical optimal
69
5.4 Conducting Polymer vs. Stepper Motor Performance
The flow testing using stepper motor actuation shows the potential for wake deficit reduction.
Conducting polymer actuators are being investigated for use in this application, so their
performance is compared to that required for wake deficit reduction.
15
10
-
Available polymer
deflection at this
frequency
Required
tail motion
5
a)
_0
0
C:
0)
0)
-5
-- I-
-10
15r
0
5
10
15
time (s)
20
25
30
Figure 29: Minimum motion for wake deficit reduction and available polymer deflection.
Figure 29 shows the minimum tail motion required to produce a wake deficit reduction
and the available polymer deflection at that frequency. The required tail motion is shown as a
solid line while the available polymer deflection is represented by the dashed lines. The polymer
actuators can achieve approximately 40% of the required motion for wake deficit reduction at
this tank speed (.04 m/s), and hence are still not adequate for this application.
70
6. Projected impact on stealth
This section describes the possible noise reduction due to trailing edge articulation. Noise
and force measurements were not made; a rotor blade is simulated to pass through the
experimentally measured velocity field. The noise model is briefly discussed in section 6.1 and
the sound pressure levels are predicted in section 6.2. The power spectrums of the radiated noise
are presented in section 6.3, and section 6.4 quantifies the sensitivity of the noise production to
control input timing.
6.1 Motivation/noise model
The noise production was simulated using a previously developed noise production
model [7], which makes the following assumptions:
" The effect of rotor-blade motion upstream on the vortices near the stator is negligible.
" All spanwise sections of the stator blades are assumed to move in phase (thereby
allowing a two-dimensional analysis).
0
No attempt was made to characterize the often more substantial indirect radiated noise,
which is transmitted through structure and re-radiated elsewhere from the location of the
unsteady force.
Fortunately, in practice, a reduction in direct radiation leads to a reduction in indirect
radiation as well. Consequently, attempts to reduce unsteady forces are assumed to be more
meaningful than addressing all noise source reductions explicitly [7].
71
The noise model is normalized along the chord of the rotor. j is the normalized
chordwise coordinate along the rotor airfoil section, which varies between -1 and +1, with
=0
corresponding to the rotor midchord. V,, is the velocity normal to the blade pitchline and can be
calculated based on the blade pitch angle #3.
V,, = U(x, y,t)cos(#i) + V(x, y,t) sin(#) + Qsin(fl)
(6)
where U(xy,t) is the streamwise velocity measured in the experiments, Q is the rotor rotational
frequency times the radius of the point in question from the centerline, and V(xy,t) is the velocity
component normal to the streamlines.
The maximum perturbation in the y direction occurs at the tip of the tail when it is
moving fastest, which is at 2 cm/s, which implies that V-2 cm/s; in comparison, the streamwise
velocity U is 4 cm/s. Also, the blade pitch angle is small (/8=11.50). In addition, the velocity
measurements and theoretical blade passes occur eight tail chord lengths downstream;
perturbations perpendicular to the streamlines likely decrease as they flow downstream. Hence,
V sin # is neglected because its maximum value is small (10%) compared to U cos#3.
Defining V,', to be the unsteady component of lift and the transverse gust, the lift per
radial distance can be expressed as:
L=fg,(4{0.5+05z V ;(t)dJ+f g 2()1Vn
with
72
(t)d,
(7)
-.5
g, f)2pU,Il+
(8)
g2 (J)= 2p12 (1 _ J2)0.5
Ur =U
(9)
0. 3
'Ur
1
(10)
where U is the free stream velocity, p is fluid density, and I is the rotor chord length. Once the
lift force L is computed, the pressure component due to direct radiation can be calculated using
Lighthill's equation. This yields the acoustic (unsteady) component of pressure p' at a given
position relative to a varying force due to the direct radiation to be proportional to that varying
force [25].
p'(F,t) =
F(t')
cos8
(11)
where F(t') is the total fluctuating force, r is the distance to the field point being calculated, co is
the speed of sound, t'=t-r/co, and 0 is the angle between the force vector and the direction to the
field point for which the pressure is being calculated. Equation (11) is simplified for this
application as
p'= koL
where L is the time derivative of the lift force, and ko is a suitably chosen constant.
73
(12)
6.2 Noise predictions
In this section, we present the results obtained using the noise model in section 6.1 and
the velocity fields from move profiles 2 and 4 (figures 25 and 27). The results obtained are
presented in figure 30 and figure 31 respectively. The data in both figures were obtained by
keeping the tail stationary from 0 to 10 seconds, moving the tail using the profile of choice, and
keeping the tail fixed from 23 to 30 seconds. In the case of move profile 4, it is assumed that the
timing of the tail articulation is such that the rotor blade passes through the "gap" in the wake.
In order to calculate the radiated blade noise, it is assumed that a rotor blade moves
through the flow field measured during tail articulation. The first noise experiment used the
simplest actuation, a constant amplitude sinusoid (move profile 2) as shown in figure 25. The
noise produced during the rotor blade travel can be seen in figure 30.
74
0.3
0.2
0.1
(a)
0
-0.1
-0.2
-0.3
10
6
0.5
0.55
0.6
0.65
14
time (s)
18
0.7
0.75
0.8
0.85
0.9
0.95
1
300
-.--. ---. ----. --.-.-2 00 - ---. -------. -.
(b)
o n ------ .----------- .------. ---------- o---.-ntro
- - --.--
.
..-.-- - .--..--..-.. .---. .--. - - -.-- -.-.-- .. ..
----.
. ..
. .----.- .-- .. . .--..
0
-1 00
---.- --.- ..-- -- - - -....
---- --t-300
6
10
14
time (s)
18
22
-.-...-
---- -- '-26
with rotor blade paths
Figure 30: Radiated Noise for move profile 2: (a) Streamwise velocity U'
shown in black (b) Predicted radiated noise
(fig. 30(a)). It
The paths of the virtual blades are shown in black on the velocity field
producing a baseline
follows that the first blade passes through the undisturbed wake,
startup transient
uncontrolled noise. The second blade passes through the wake during the initial
level. The third
(see section 5.3.1) of the tail motion, causing a 40% reduction in sound pressure
but the wake is still
blade passes through the wake after the startup transients have dissipated,
disturbed and slightly reduced.
than the
In figure 30(b), the third blade pass appears to produce slightly more noise
passes produce
second, but its peak to peak amplitude is similar. In general subsequent blade
noise similar to that of the second blade pass.
75
0.3
0.2
0.1
(a)m
0
-0.1
-0.2
-0.3
II
I
0. 5
0.55
0.6
0.65
0.75
0.7
0.8
0.8
0.9
0.95
1
300
-- --- -- ---
- - -- - -- --
---- - ----
200
1U
-.--.-- ..
- --.-- ...
...
-- - -- -....
-.-....
....- - -- -- - ..
..- -- - -- - -.-..
--..----.
....
-----.
...
(b)~ 0 ----------- -------.
.
...
...
...
..n...
..
o t o . ..
~ ..~.. ...
~ ..
~.. ....
......
~ ....
~ ....
~~ ~ ..
...n..
- -- -
-.-
.......... .
C5 -100
-200
,n
4
8
12
time (s)
16
20
24
blade paths
Figure 31: Radiated Noise for move profile 4: (a) Streamwise velocity U' with rotor
shown in black (b) Predicted radiated noise
Using a transient tail motion (profile 4), the sound pressure level for the controlled blade
the figure
pass is approximately 60% less than the two uncontrolled cases, as can be seen in
in
31(a). The velocity field is the same as shown in figure 27 and the blade paths are again shown
after
black. The control is active between 12 and 17.2 seconds (black lines in fig. 31(b))
wake
accounting for convective delay. The first and third blades pass through the undisturbed
the wake
and generate uncontrolled noise. The second blade passes through the "gap" in
is
generated by the tail motion (see fig. 27). It is assumed that the timing of the tail articulation
such that the blade will encounter this "gap".
76
6.3 Frequency Domain
We compare the performance of the tail motion profiles 2 and 4 in the frequency domain in
figure 32.
150
----
140
Z:r
0- 130
0
110
2
3
4
frequency 1/bpf
(a) Uncontrolled
-
-130
-----
-
110
1
------
---------
-----
~120
--
0
-------
-J::
-
~120
...
120
140 . --
- ----------------
140 -
-----------
Z:r
I:j130
100
150
150
5
100
0
110
1
2
3
4
frequency 1/bpf
5
(b)Sinusoidal Articulation
100
0
1
4
2
3
frequency 1/bpf
5
(c)Transient Articulation
Figure 32: Noise spectrum for uncontrolled (a) and two controlled cases (b,c).
The FFT for uncontrolled noise was standardized across different experiments to provide
a uniform baseline and is shown in figure 32(a). Power is in units of dB SPL with an arbitrary
pressure reference pressure. (Power is magnitude squared, so a 6 dB SPL increase corresponds to
a factor of 2 increase in sound pressure.)
The first controlled case uses the sinusoidal tail motion visible in figure 25, generating
the noise shown in figure 30. The power spectrum of this noise is shown above in figure 32(b).
This power spectrum is for the noise generated during the second blade pass shown in figure
30(b).
As previously mentioned, the sound pressure plots in figure 30(a) seem to indicate that
the second blade pass has a more effective noise reduction than the third blade pass due to
77
startup transients. This seems to be an aberration for that particular blade pass; for additional
blade passes, the power spectrum is nearly identical to that shown above (fig. 32(b)) for blade
pass 2.
To yield even greater reductions in noise production, a transient tail motion was used
(figs. 27, 31). The noise spectrum for the second blade pass from figure 3 1(b) is shown in figure
32(c).
This transient tail motion reduces noise much more effectively (6-25 dB SPL in general)
than the constant tail oscillations by taking advantage of unsteady flow characteristics. In
calculating the noise spectrum for this transient tail motion, it is assumed that the control motion
will be repeated and synchronized in the proper phase for each blade passing. This means the tail
articulation must act, settle, and reset for each blade passage. While this is reasonable in these
experiments, it may prove difficult in real applications. If this is the case, a constant tail
oscillation still reduces noise as shown in figure 32(b).
6.4 Sensitivity Studies.
As discussed in section 6.2 in figure 31, noise reduction is dependent on time of blade
pass. Denoting the optimal time of blade passing as to, we now study the robustness of the
method with respect to perturbations So
in to. Overall Sound Pressure Level (OASPL) is
calculated assuming a single blade pass occurs at time to + 45.
As the mechanism for noise reduction characterized in this paper is based in the flow
field and not on any blade parameters, a disturbance in the start time of control is normalized in
reference to the flow as
78
go
-50
te
(13)
where
t=
U0
(14)
is the convective delay past the stator. A positive disturbance 45' implies a late start and a
negative disturbance an early start. For these experiments, te is 2.5 s. Figures 33 (a) and (b)
show that a zero g'is optimal, which is obvious from the definition of (5' and to.
79
I
I
-1
I
I
I 1
I
2-a-sietai-------------------(
-.
1
.-
22c
2 - 2 .-2- -- ---- -
1.
4 -- -
a2-1 e
-. -- a
-
t
-
--
b
: -- -2r -- 2 .5
-.-T.----------1m-Jt eff-tive
at nise-
a
P
plte
s
am
plte
str
as
ind
an
ct
fild
and
as
tea
a fucto
of
in
shw
d
t
ai
redutinbituit
31an
nu
(fg
moio
aryn
v
0
tiig
7
ake
natr
raiae
h oto a
wer
Thseplt
th
hs
byuin
crae
h art
iebew
plot
wer
iatn
by
cate
an
aiur
aose
au
a
hi
a
3,()
a
3()Prprs attmn
ae
to
aucpil
zr
ahoto imn ub
ppea
eho
a
cua
te
aiin
aos
usn
arg
-
a
a
ae
ditr
-
-
an
a
aos
a0.
an
te
iat.ifi
-
at
eutosi
-
rdiaeds
nvi
theincontrol
sti n PrpTsathiig(e
mustibena
rt.distrale
Timingrdistraing
Son yedsureb ediOs
teen
figure 33(b).
coto ycnztoas
shown
t
ah
ifcute
aewe
3nsead Sauenstvt make rahisamethd suisetbcentrol psynhe
- -- -- -----
efciv
tosnhoa to
iel
a
ditrane
80-- -- - - - - - -
at
h
paI~I
rdcinbuituntad
as shw
iig
n
aucino
ss.
Traai
nu
fiurs
a
a
aoto
th
. e is
a
0.5 in 6o' allow effective noise reduction as the blade passes through the "gap" in the wake (figs.
27, 31). However, disturbances of .8 to 2 in go' actually cause an increase in noise. This implies
that closed-loop control using unsteady force measurements on the blade could be quite useful
for this application.
Before creating the "gap" in the wake deficit, the tail articulation causes a harmful wake
disturbance visible at 14 seconds in figures 27 and 31. The additional noise production during
disturbances of 0.8 to 2 in oo' occurs when the blade passes through this initial wake disturbance
instead of the following "gap" in the wake.
7. Summary and Concluding remarks
The flow around a stator with an articulated tail section was studied using a water tunnel
and hot film anemometry in an attempt to reduce noise production. The tail articulation was
provided by a conducting polymer (polypyrrole) actuator or by a stepper motor attached to an
aluminum tail. The streamwise component of velocity was measured in time at different
positions across the width of the tank.
A conducting polymer bilayer actuator was designed and fabricated to run in water. Its
bandwidth and performance characteristics in water were tested. The polymer actuator shows the
ability to alter the flow field for the tank speeds in this work (up to 6 cm/s). Using currently
available CP technology, polymer actuators can only provide 40% of the required deflection at
the minimum oscillation frequencies for wake deficit reduction.
81
The experimental results using a stepper motor showed that the wake deficit can be
reduced by up to 60% with tail articulation. This reduction is most effective for Strouhal
numbers from 0.25 to 0.35, the ideal efficient operating regime for efficient propulsion in fish
[6]. A transient motion of the articulated tail provided the most effective wake deficit reduction,
where the tail makes a relatively fast move and then settles.
Noise generation was predicted by passing a numerically simulated rotor blade through
the measured flow field. Simulation shows that sound pressure level at dominant frequencies is
reduced by 2-10 dB SPL using a constant sinusoidal tail motion, and by 2-25 dB using a transient
tail motion.
The above results illustrate that tail articulation shows great promise for reducing noise
production. If the tail articulation can be synchronized with the passing of a real rotor blade,
large noise reductions (-6 dB OASPL) are possible. A simple sinusoidal tail oscillation also
shows potential for noise reduction (- 3dB OASPL).
Tail articulation appears most effective for the same Strouhal numbers as for propulsion
efficiency in swimming fish. This is likely due to some form of thrust-inducing vortices that
reduce the wake deficit. Transient tail motion is more effective than a constant oscillation due to
startup transients.
Conducting polymer actuators are advancing rapidly and show promise. Though at the
present time the CP-actuators can deliver 40% of the required performance capability for wake
reduction, this relatively young technology is expected to bridge this gap in the near future.
Future work should include verifying these results on a larger model at faster speeds as
this work is mainly a proof of concept. 3-D velocity measurements would allow study of the
82
possibility of vortex formation as the underlying cause of the wake deficit reduction seen here.
83
References
[1] P. R. Bandyopadhyay, "Maneuvering Hydrodynamics of Fish and Small Underwater
Vehicles," Journal of Integrative and Comparative Biology (formerly American Zoologist), vol.
42 (in press), 2002.
[2] P. R. Bandyopadhyay, J. M. Castano, J. Q. Rice, R. B. Philips, W. H. Nedderman, and W. K.
Macy. "Low-Speed Maneuvering Hydrodynamics of Fish and Small Underwater Vehicles,"
ASME Journal of Fluids Engineering,vol. 119, 1997, pp. 136-144.
[3] F. E. Fish, "Performance Constraints on the Maneuverability of Flexible and Rigid Biological
Systems," in Proceedings of the 11th International Symposium on Unmanned Untethered
Submersible Technology, Autonomous Undersea Systems Institute, Durham, NH, 1999, pp. 394406.
[4] F. E. Fish and J. Roh, "Review of Dolphin Hydrodynamics and Swimming Performance,"
Technical Report 1801, Space and Naval Warfare Systems Center, San Diego, CA, 1999.
[5] J. J. Rohr, E. W. Hendricks, L. Quigley, F. E. Fish, J. W. Gilpatrick, and J. Scardina-Ludwig,
"Observations of Dolphin Swimming Speed and Strouhal Number," Technical Report 1769,
Space and Naval Warfare Systems Center, San Diego, CA, 1998.
[6] M. Triantafyllou, G. Triantafyllou, "An Efficient Swimming Machine", Scientific American,
vol. 272, March 1995, pp. 64-70.
[7] W.P Krol Jr., A. Annaswamy, P.R. Bandyopadhyay, "A Biomimetic Propulsor for Active
Noise Control", NUWC-NPT Technical Report 11,350, 25 February 2002.
84
[8] J.D. Madden, R.A. Cush, T.S. Kanigan, I.W. Hunter, "Fast Contracting Polypyrrole
Actuators", Synthetic Metals 113 (2000) 185-192.
[9] A. Della Santa, D. De Rossi, A. Mazzoldi, Synthetic Metals 90 (1997) 93-100.
[10] J.D. Madden, C.J. Brenan, J. Dubow, Progress Towards An Automatic, Microfabricated
Polymer Air-Fluid Sampling Inlet, NTIS, Springfield, VA, 1997, Accession Number AS-A332
030/6/XAB.
[11] J.D. Madden,
Conducting Polymer Actuators. In:
Ph.D. Thesis, Department of
Mechanical Engineering, Massachusetts Institute of Technology, Cambridge, MA: 2000.
[12] J.D. Madden, R.A. Cush, T.S. Kanigan, C.J. Brennan, I.W. Hunter, Synthetic Metals 105
(1999) 61-64.
[13]
Q. Pei,
0. Inganas, Solid State Ionics 60 (1993) 161-166.
[14] R.H. Baughman, Synthetic Metals 78 (3) (1996) 339-353.
[15] A. Mazzoldi, A. Della Santa, D. De Rossi, in: Y. Osada, D.E. De Rossi (Eds.), Polymer
Sensors and Actuators, Springer-Verlag, Heidelberg, 1999.
[16] M. Kaneko, M. Fukui, W. Takashima, K. Kaneto, Synthetic Metals 84 (1997) 795-796.
[17]
Q. Pei,
0. Inganas, "Conjugated polymers as smart materials, gas sensors and actuators
using bending beams", Synthetic Metals 55-57 (1993) 247.
[18] J.M. Sansimena, V. Olazabal, T.F. Otero, C.N. daFonseca, M.A. DePaoli, A solid state
artificial muscle based on polypyrrole and a solid polymeric electrolyte working in air, Chemical
Communication 22 (1997) 2217.
85
[19] K. Kaneto, M. Kaneko, Y. Min, A.G. MacDiarmid, "Artificial muscle: electromechanical
actuators using polyaniline films", Synthetic Metals 71 (1995) 2211.
[20] J.D. Madden, Progress Towards An Automatic, Microfabricated Polymer Air-Fluid
Sampling Inlet, NTIS, Accession Number ADA332 030/6/XAB, Springfield, VA, 1997.
[21] M. Yamaura, K. Sato, K. Iwata, Synthetic Metals 48 (1992) 337-354.
[22] A. Noda, M. Watanabe, "Highly Conductive polymer electrodes prepared by insitu
polymerization of vinyl monomers in room temperature molten salts", ElectrochimicaActa 45
(2000) 1265-1270.
[23] B.S. Schmid, "Device Design and Mechanical Modeling of Conducting Polymer Actuators"
Bachelors
thesis,
Department
of Mechanical
Engineering,
Massachusetts
Institute of
Technology, Cambridge, MA: 2003.
[24] D.F. Opila, "Biomimetic Active Control of Propulsor Noise Using Conducting Polymers"
International Symposium on Unmanned Untethered Submersible Technology 2003, Sponsored
by the Autonomous Undersea Systems Institute, Durham, NH Aug 24-27, 2003.
[25] D. Ross, Mechanics of UnderwaterNoise, Pergammon Press, Elmsford, NY, 1997
86