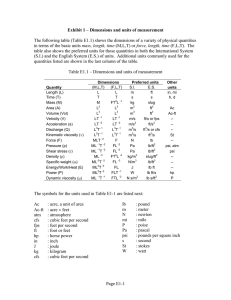
AN INVESTIGATION OF FRP REINFORCED GLULAM BOLTED
CONNECTIONS
by
Kathleen Whelton O'Brien
B.S. Civil and Environmental Engineering
Columbia University, 2007
SUBMITTED TO THE DEPARTMENT OF CIVIL ENGINEERING IN PARTIAL
FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
MASTER OF ENGINEERING IN CIVIL AND ENVIRONMENTAL ENGINEERING
AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY
JUNE 2010
@2010 Kathleen Whelton O'Brien. All rights reserved.
The author hereby grants to MIT permission to reproduce
and to distribute publicly paper and electronic
copies of this thesis document in whole or in part
in any medium now known or hereafter created.
ARCHNES
MASSACHUSETTS INSTM TE
OF TECHNOLOGY
JUL 15 2010
LIBRARIES
'/ /
Signature of the author
Departvderft of Civil & Environmental Engineering
May 14, 2010
Certified by
-
f
Jerome J. Connor
Professor of Civil & Environmental jgineering
.........
Xesis Supervisor
Accepted by
Daniele Veneziano
Chairman, Department Committee for Graduate Students
AN INVESTIGATION OF FRP REINFORCED GLULAM BOLTED
CONNECTIONS
by
Kathleen Whelton O'Brien
Submitted to the Department of Civil and Environmental Engineering
on May 14, 2010, in Partial Fulfillment of the
requirements for the Degree of Master of Engineering in
Civil & Environmental Engineering
Abstract
Wood is often limited in structural applications to relatively small structures due to its
lack of homogeneity and low strength compared to steel and concrete. Wood can become
a more versatile material if used with Fiber Reinforced Polymers (FRP) to form a
composite. This thesis presents the results of an investigation of the increase in yield
strength, ultimate strength, and change in yield mode of wood connections when
reinforced with FRP. Specifically, this thesis investigates the effects of FRP
reinforcement in Laminated Veneer Lumber (LVL) bolted connections under double
shear loading. The FRP investigated consists of uniaxial carbon fibers embedded in a
two-part epoxy. Sixteen sample wood connections were tested. Eight samples were
reinforced with FRP such that the carbon fibers were parallel to the wood fibers. Eight
samples tested were not reinforced and used as a means of comparison. Three sizes of
bolts and two failure modes were investigated. All materials chosen are readily available
and affordable in the current construction market. Finally, the results of a cost vs.
strength gain analysis are presented.
FRP reinforcement of the glue-laminated wood connections under double shear loading
resulted in an increase in yield strength and ultimate strength of all connections tested
when compared to unreinforced samples with the same properties. The addition of FRP
reinforcement changed the yield mode for some samples. However, it seems that FRP
reinforcement is only cost effective in situations in which a higher ultimate strength is
desired, rather than a higher yield strength or change in yield mode.
Thesis Supervisor:
Title:
Jerome J. Connor
Professor of Civil & Environmental Engineering
ACKNOWLEDGEMENTS
I would like to thank the strong women who came before me and paved my path:
EleanorFrancis Whelton O'Brien
Mary Patricia'Nina Pat'Burke
and
Julie Burke O'Brien
TABLE OF CONTENTS
1.
INTRODUCTION
7
2.
BACKGROUND
7
2.1. Engineered Wood
7
2.2. FRP
8
2.3. History of Wood Reinforcement
9
2.3.1. Steel As Reinforcement
9
2.3.2. FRP As Reinforcement
10
2.4. Past Research of FRP Reinforcement of Wood
11
3.
TESTING PROCEDURE
12
4.
SAMPLE ASSEMBLY
14
5.
MATERIAL SELECTION
15
6.
ANALYSIS AND PREDICTIONS
16
7.
8.
9.
6.1. Failure Modes
16
6.2. Failure Mode Calculations
17
DATA
21
7.1. Experimental Data
21
7.2. Cost Data
28
DATA ANALYSIS
28
8.1. Strength Analysis
28
8.2. Cost Analysis
30
DISCUSSION AND RESULTS
31
9.1. Ultimate Strength
31
9.2. Yield Strength
31
9.3. Yield mode
32
9.4. Comparison of ultimate strength, yield strength and yield mode changes
32
10.
CONCLUSIONS
33
11.
REFERENCES
34
LIST OF FIGURES
Figure 1: Parallel and Perpendicular to grain loading
12
Figure 2: Member Geometry and FRP Placement
13
Figure 3: FRP application
Figure 4: Double Shear Failure Modes
15
17
Z calculations
Figure 6: Load vs. Displacement, D = 0.375", Unreinforced
19
Figure 7: Load vs. Displacement, D = 0.375", Reinforced
23
Figure 8: Load vs. Displacement, D = 0.5", Unreinforced
24
Figure 9: Load vs. Displacement, D=0.5", Reinforced
25
Figure 10: Load vs. Displacement, D = 0.75", Unreinforced
26
Figure 11: Load vs. Displacement, D=0.75", Reinforced
27
Figure 5:
22
LIST OF TABLES
Table
Table
Table
Table
1: Calculations for Failure Mode Im
2: Calculations for Failure Mode IV
3: Data Summary, D = 0.375", Unreinforced
4: Data Summary, D = 0.375", Reinforced
20
20
22
23
Table 5: Data Summary, D = 0.5", Unreinforced
24
6: Data Summary, D = 0.5", Reinforced
7: Data Summary, D=0.75", Unreinforced
8: Data Summary, D=0.75", Reinforced
9: Cost Data
10: Data Analysis, D=0.375"
11: Data Analysis, D=0.5"
12: Data Analysis, D=0.75"
25
26
27
28
29
29
30
Table
Table
Table
Table
Table
Table
Table
1. Introduction
Often, the use of timber as a structural material is limited to relatively small structures of
three stories or less. Wood has always had the advantage of being more affordable and, if
harvested and processed correctly, more environmentally friendly than concrete and steel.
However, its lack of consistency and strength make it unfeasible for large structures. Much
research has been done to determine ways of reinforcing wood to enhance its structural
performance. Reinforcement methods include steel rods, steel plates, fiberglass and carbon
fiber reinforced polymers (FRP). This thesis will investigate the effects of reinforcing wood
connections in double shear loading with Carbon FRP.
2.
Background
2.1. Engineered Wood
Engineered wood is manufactured by binding wood fibers, particles, or veneers together
with an adhesive. Engineered wood is generally stronger and more consistent than pure
wood. The thickness and type of engineered wood can vary, depending on the desired
parameters. The result is a stronger, stiffer wood product that can span longer distances
and withstand more load than pure wood of the same dimensions. Engineered wood is also
less susceptible to moisture damage and imperfections than pure wood. Glue laminated
wood (glulam) is a type of engineered wood in which veneers of pure wood are bonded
together with an adhesive. The first patents for glulam appeared in Switzerland and
Germany in 1900. The first structure built with glulam was a laboratory built in Madison,
Wisconsin, which still stands. Since its first use, the cost of glulam has dropped, allowing it
to become a widely used and affordable material. One such type of engineered wood is
Laminated Veneer Lumber (LVL).
2.2. FRP
Fiber Reinforced Plastic or Polymer is a relatively new material when compared to timber,
concrete and steel. It began to emerge in the 1950's when material and production costs
were low, allowing for economically feasible production of FRP. FRP was researched heavily
and began to be used more widely towards the end of World War II due to its resistance to
corrosion, strength to weight ratio, low maintenance and life cycle cost. After World War II,
FRP became more common in the automobile and aerospace industry. Much research and
application of FRP was then completed by the aerospace industry during the cold war.
In the mid 1960s, the ship industry began to use FRP for ship construction. FRP was more
advantageous than steel in some applications due to its resistance to corrosion and strength
to weight ratio, though it was susceptible to sunlight damage. In the 1970s, the price of FRP
materials and manufacturing dropped to a price that allowed the automobile and sporting
goods industries to use FRP in their manufactured products.
In the 1980s Dr Urs Maier from the Swiss national laboratory began researching the
bonding of FRP to concrete beams and decks and used FRP to wrap concrete columns. Soon
after, Japanese engineers, who deal largely with seismic loads, began to use FRP
commercially. FRP works well with concrete in seismic areas because it can be placed in
areas where the concrete may undergo large tensile stresses in a seismic event and prevent
the structure from failing, since concrete alone has very little tensile strength.
While research of FRP composite structures is popular, "a rational design model must be
based on sound mechanics which not only precisely reflects the concerned failure
mechanism but also predicts the capacity with reasonable accuracy" in order for the
material to become more integrated into common construction practices (Chen 2003).
Others have suggested that the US construction industry is more conservative than that of
Japan's and is therefore less willing to experiment with FRP, since FRP has a tendency to
fracture in a brittle manner (EdgeFRP).
2.3. History of Wood Reinforcement
Although engineered wood allows for a stronger material than pure wood, the material still
often fails at connections. Detailing for pure wood and glulam connections are defined
under the National Design Specifications (NDS) for Wood set by the American Wood
Council. Often, wood dowels or steel bolts are used to connect members. Depending on the
connection used, failure at the connection can occur at much lower loads than the rest of the
beam or column could endure, therefore underutilizing the strength of the wood. Better
understanding and engineering of wood connections is needed to better utilize emerging
wood products and increase the applications of timber design.
2.3.1.Steel As Reinforcement
In the 1950's, 60's, and 70's much research was done to measure the effects of reinforcing
wood with steel. Wood was reinforced with steel rods, steel plates, and steel wire adhered
to wood with epoxy resins. The majority of this researched showed measured improvement
in the performance of the steel reinforced member. However, the increase in cost was often
great, and therefore very few of the schemes researched were ever put into practice.
However, this research led to the commercial use of plywood reinforced with steel plates.
This arrangement is still used today in truck bodies, railway cars, heavy duty shelving, and
elevators. One particular application consists of balsa wood as a core, sandwiched between
aluminum. The balsa/aluminum composite was used on the exterior of jets during and after
World War II.
2.3.2.FRP As Reinforcement
In addition to steel reinforcement, engineered wood can also be strengthened with the use
of Fiber Reinforced Polymers or Fiber Reinforced Plastics (FRP). FRP reinforcement of
wood materials has been used in multiple academic investigations including thin FRP as
external reinforcement for tensile loads, internal reinforcement for shear loads, and at
connections for additional connection strength and ductility. Many tests have taken place
since the 1960's investigating the effect of FRP on wood design. In the 1960's, FRP was often
made with fiberglass strands. Currently, there is more of an interest in FRP consisting of
Carbon fibers, though fiberglass is still used.
Economics is the driving factor that
determines whether FRP reinforced wood products become commercially feasible (Bulleit
1984). The addition of FRP into the manufacturing process adds time and labor costs.
Additionally, reinforcement material itself can be expensive. The composite materials that
contain high-grade wood tend to be less viable commercially. If the wood substrate is made
of poorly graded wood material, such as plywood, the composite as a whole becomes
cheaper and more available to industry. Hence, many shipping and transportation
industries use plywood and steel composites.
It is important to keep in mind that one of the key advantages to using timber in place of
other construction materials is its superior affordability and sustainability. Including FRP
in the wood structure will likely deplete its affordability and sustainability features.
However, if the increase in strength of the composite allows for less material or less cost,
then the FRP may actually further enhance the affordability and sustainable aspects of the
structure. This thesis will revisit the strength gain vs. cost increase issue, but will not assess
the increase in environmental impact.
2.4. Past Research of FRP Reinforcement of Wood
FRP reinforcement research is wide and varied. Past research topics include the accuracy of
a strength model to predict the effects of thin FRP reinforcement on the tension face of
wood (Triantafillou 1992), carbon FRP rods as glued-in reinforcement (Micelli 2005), and
the effects of the thickness of FRP reinforcement used in bolted connections (Windorski 3).
Triantafillou found that a strength model was satisfactory, therefore setting forth a means
of predicting bending behavior of FRP reinforced wood members. Yet another use of FRP
has been in the inclusion of carbon rods within the wood.
Micelli, et al. investigated using carbon FRP rods as glued-in reinforcement of glulam beams
and as glued-in connectors for glulam timber head joints that should transfer flexural
moment between two adjacent beams and found that the addition of the FRP rods increased
the ultimate strength of the wood members from 26 to 82% depending on the amount of
rods used. Micelli also mentioned that the installation of the rods was 'fast and easy',
suggesting that the labor cost could be relatively affordable.
Daniel Windorski et al. investigated bolted wood connections with three thicknesses of FRP
against an unreinforced control group. Windorski found that adding FRP increased the
strength of the bolted connections. He found that the three layers of FRP increased strength
by 33% on average. He also found that the first layer of FRP had the greatest increase in
strength. Additionally, the FRP changed the failure mode from a brittle wood split, to a more
ductile failure. Windorski investigated both perpendicular to grain and parallel to grain
loading. See figure 1 for these schemes.
Figure 1: Parallel and Perpendicular to grain loading
3.
Testing Procedure
Testing was designed to examine the influence that FRP reinforcement has on a bolted
wood connection's yield strength, ultimate strength, and failure mode. Connections were
modeled as three wood members bolted together. The scope was limited to parallel to grain
double shear loading with unidirectional FRP reinforcement oriented so carbon fibers were
aligned with the grain. The loading was parallel to the grain and carbon fiber of the
members as portrayed in the left image of figure 1.
Sixteen samples were made. Each consisted of three 1 34" X 7 %" x 12" LVL members bolted
together as seen in figure 2. Lumber dimensions are nominal.
,
"
.........
........
...........
:- ::.........................
....
. ...
. ..........
...........................
.............
..............................................................................................
..........
Eight of the samples were reinforced with FRP. Eight were not reinforced. The ones that
were reinforced with FRP were reinforced such that each face undergoing shear load had
FRP attached. The outer members had FRP reinforcement only on the interior face. The
middle member had FRP placed on each side of the member. See figure 2.
Figure 2: Member Geometry and FRP Placement
In order to examine the effects of FRP reinforcement on a variety of connection scenarios,
three types of connections were designed. The first connection consists of one 3/8"
diameter bolt going through the center of all three wood members. The second connection
consists of two
" diameter bolts spaced two inches apart, centered about the midspan of
the connection such that the bolts are an equal distance from the loaded edge of the sample.
The third connection consists of one %" diameter bolt centered about all three wood
members. The calculations for the bolt designs correspond with the desired failure modes
and are discussed in Section 6.
4.
Sample Assembly
Materials used in the samples were chosen based on strength, availability and cost.
Laminated Veneer Lumber (LVL) was chosen as the wood material due to its wide
availability, relative low cost, and high strength. The largest size commercially available was
used. Each specimen consisted of three 12" long pieces cut from 12'long boards.
The FRP used consisted of Sikawrap Hex 230C and Sikadur 300. Sikawrap Hex 230C is a
uniaxial carbon fiber fabric. Biaxial carbon fiber fabrics are available, but are more
expensive. Sikadur 300 consists of two liquid parts that are mixed on site to create the
epoxy that adheres the carbon fibers to the substrate.
The two parts of Sikdur 300 were mixed on site and applied to the appropriate sides of the
12" long LVL members. As described above, the middle board of each sample had FRP
applied to both sides, and the outside boards of each sample had FRP applied only to the
sides facing the interior board. A thin layer of FRP was applied to the appropriate side. Next,
an approximately 11" X 6
" square of Sikawrap Hex 230 C was laid on top of the epoxy.
Next, a resin roller was used to imbed the carbon fibers into the epoxy. The resin roller is
ribbed to allow for epoxy to seep through the fabric while the carbon fibers are being rolled
into the epoxy. See figure 3.
Figure 3: FRP application
5.
Material Selection
The American Wood Council (AWC) is the preeminent authority on wood building in the
United States. The AWC establishes the National Design Specifications (NDS) that are widely
used as standards for building. The NDS dictates the design of timber structures, including
beam and column dimensions, connection details, and wood type selections.
To select the wood members for the analysis, a survey was conducted of a number of local
lumber yards. It was determined that the most widely available type of glulam was
laminated veneer lumber (LVL). In order to perform tests on the strongest glulam available,
the largest commercially available board was purchased. Sixty feet of 1
" X7
" LVL was
purchased.
Once the wood type and size was determined, the FRP material was determined. The FRP
used was also chosen to be one that was commercially available. Sika Corporation is one of
the largest distributors of FRP and therefore was used. Sika offers FRP in both laminate and
fabric form. The laminates are available in carbon and fiberglass. Only fabric FRP was
considered since it is easier to drill through. Laminates are better used for exterior
applications when dealing with concrete or timber that has already shown signs of
underperformance. Carbon laminates are often used on tension surfaces of concrete that
has begun to show signs of cracking beyond a reasonable amount.
Carbon fibers were chosen over fiberglass fibers because of their superior strength. Glass
fibers are more ductile, but for the purpose of strengthening the wood connection, the
superior strength of carbon fibers was more important. Sikawrap Hex 230C was chosen.
6. Analysis and Predictions
6.1. Failure Modes
For connections in double shear, the NDS defines four types of failure; Im,Is, IlIs, and IV.
Failure Imindicates a crushing of the wood in the middle member. Failure Is indicates a
crushing of the wood of each of the side members. Failure IlIs indicates a yield of the dowel,
in this case a steel bolt, and a local crushing of the wood at the points of inflection of the
steel bolt. In failure III, the dowel stays straight in the middle member and bends when it
meets the side members. Finally, failure IV indicates a yielding of the dowel in the middle
member. The dowel stays straight in the side members and bends in the middle member,
with local crushing of the wood near the points of inflection. See figure 4 below.
Mode I,
Mode IIJ,
Mode IV
Figure 4: Double Shear Failure Modes
6.2. Failure Mode Calculations
The calculations used to design and predict the behavior of the non-FRP reinforced
specimens were taken from the NDS 2005 edition. It was believed that the FRP
reinforcement could change the failure mode of a connection that would typically fail by
wood crushing, to fail by bolt yield due to the increased strength of the wood/FRP
composite. Therefore, the unreinforced samples were designed such that a fraction would
fail by wood crushing and a fraction would fail by bolt yield. The reinforced samples were
designed to mimic the dimensions of the unreinforced samples in order to effectively
compare results.
The first failure modes to be considered were Is and Im.In these failure modes, the bolt can
withstand a larger load than the wood before yielding, and therefore wood crushing dictates
the failure of the sample. Modes Is and Imare distinct due to which members fail first, the
side pieces or the middle piece. In this experiment, the middle piece will fail first because it
has identical properties as the side pieces. Assuming the load is originally evenly distributed
amongst the side pieces, middle piece, and the bolt, the side pieces will have twice the area
of material resisting the load as the middle piece and therefore will not crush first. For the
side pieces to crush first, they would have to be significantly thinner than the middle piece,
or be made of a significantly weaker material. Therefore, failure mode Im was investigated,
and failure mode Is was not. For similar reasons, only failure mode IV was investigated and
failure mode IIls was not.
To predict the load at which the sample will yield, the allowable connection capacity in
pounds, Z, is calculated.
Z = f'*A
where f = yield stress of material to yield, and A = area of material carrying load.
Each yield mode has a quantity Z associated with it. The allowable connection capacity for
each yield mode is calculated and the yield mode with the lowest value for Z dictates the
design.
For each connection design, the wood dimensions, wood properties, and dowel type were
consistent. Steel bolts were chosen for the dowel type due to their strength, low cost, and
ease of installation.
For the steel to fail first in the unreinforced connections, the value for Z IV would have to be
the lowest value of the Z calculations for that section. The calculations for the various Z
values are shown in figure 5.
Mode i (NDS equation L&a):
Mode , (NDS equation 113-4)
Mode Il. (NDS equation lL3-9):
z2kD4F. 4
(2 + R4R4
Mode IV(ND equation 113-10)
g - 2&?
2FF
ia3(1 + R)j
mfrn design vahan for a ingle-atener eennemina(Zit taken as th
smallest value from al appliable yield limit oquation4h lb
whereZ
4
* - \+R
(1 + RJ
RI *R+)
k,
+2
(+ + 2t )DO
2 2F,(2 + R)D
H,
P.t
D - fastener diameter, in.
, dowel bearing length in main membr. in.
I, dowel bearing length in "id member, in.
dowel bearing strength of main member psi
F,
F. - dowel bearing strength of side member, psi
F- = bending yield strength of fostener, psi
,=coefcient specified in NDS Tabe 11,d.1B for reducing connection yield
capacity to a refeene design value
Figure 5: Z calculations
A spreadsheet was created to calculate allowable Z values for each failure mode. Results are
listed in table 1 and table 2.
Calculations for Im Failure Mode
Variables
D
0.5
1.75
in
in
Fem
1s
Fes
5600
psi
1.75
in
5600
Fyb
psi
psi
Rdfor Im,Is
45000
4
Rd For III,, IV
3.2
Re
k3
1
1.304767527
Im
Z=
1225
lbs
is
Ills
IV
Z=
Z=
Z=
2450
1332
1432
lbs
lbs
lbs
lm
Control
1225 lbs
Table 1: Calculations for Failure Mode Im
Calculations for IV failure mode
Variables
D
im
Fem
is
Fes
Fyb
Rdfor Im,Is
Rd for Ills, IV
Re
0.375
1.75
5600
in
in
psi
1.75
in
5600
45000
4
3.2
psi
psi
1
k3
1.176688715
Im
Z=
Z=
919
Is
1838
lbs
lbs
III,
Z=
901
lbs
IV
Z=
806
lbs
Control
806
lbs
Table 2: Calculations for Failure Mode IV
It is noted that the only parameters of the wood material used in the calculations were
specific gravity and the dimensions of each member. It was determined that failure mode IV
would be observed if the bolt diameter was 0.42" or less. Therefore, a
3/8
(0.375") diameter
bolt was used for three of the eight unreinforced samples.
Similarly, it was found that a bolt diameter of 0.43" or greater would lead to failure mode Im.
A bolt diameter of 0.5" was chosen. To achieve the total diameter, two %" diameter bolts
were used, with appropriate spacing, for three of the eight unreinforced samples.
For the remaining two unreinforced samples, a
" diameter bolt was used. This was chosen
under the assumption that it would demonstrate a higher load capacity, and would allow for
a comparison of unreinforced to reinforced samples under a greater load, still within
realistic connection scenario limits.
There are a variety of academic papers that propose mathematical models to predict the
effects of FRP reinforcement. However, the vast majority of these papers have been focused
on the use of FRP with concrete, not wood. Of the smaller number of papers that focus on
FRP with wood, none deal specifically with carbon fibers and LVL wood. Therefore, the
response of the FRP reinforced samples was not predicted.
7. Data
7.1. Experimental Data
For all graphs below, D = the diameter of the bolts used in the connection, 'Reinforced'
refers to samples reinforced with FRP, and 'Unreinforced' refers to samples with no FRP
reinforcement.
D= 0.375", Unreinforced
40M
200
OA
001
Figure 6: Load vs. Displacement, D = 0.375", Unreinforced
D = 0.375", Unreinforced
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield Mode
Sample 1
5,691
Sample 2
5,152
Sample 3
4,766
Sample 1
2,640
Sample 2
2,370
Sample 3
2,400
Sample 1
Mode IV
Sample 2
Mode IV
Sample 3
Mode IV
Table 3: Data Summary, D = 0.375", Unreinforced
D= 0.375", Reinforced
s00
:v;=
4000
2000
1000 t-
0
0.2
0.4
0.6
0.8
1
Displacenent Qn)
Figure 7: Load vs. Displacement, D = 0.375", Reinforced
D = 0.375", Reinforced
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield Mode
Sample 1
6,180
Sample 2
7,611
Sample 3
6,955
Sample 1
3,290
Sample 2
3,840
Sample 3
3,580
Sample 1
Mode IV
Sample 2
Mode IV
Sample 3
Mode IV
Table 4: Data Summary, D = 0.375", Reinforced
1.2
D=.5", Unreinforced
gooo
amo
7=O
5OCO
3=L
2000
2000
0
0.2
0A
0.6
0.8
1
nahe...ftg.a)
Figure 8: Load vs. Displacement, D = 0.5", Unreinforced
D = 0.5", Unreinforced
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield Mode
Sample 1
7,848
Sample 2
6,945
Sample 3
8,353
Sample 1
3,300
Sample 2
3,040
Sample 3
3,633
Sample 1
Mode Im
Sample 2
Mode Im
Sample 3
Mode Im
Table 5: Data Summary, D = 0.5", Unreinforced
1.2
1A
D = 0.5", Reinforced
Chant Area.
120c0
10000
soo0
2000
0.2
Q4
04
0.8
1
hOKanemet 1n)
Figure 9: Load vs. Displacement, D=o.5", Reinforced
D = 0.5", Reinforced
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield Mode
Sample 1
12,797
Sample 2
10,151
Sample 3
11,772
Sample 1
3,155
Sample 2
3,410
Sample 3
3,530
Sample 1
Mode IV
Sample 2
Mode IV
Sample 3
Mode IV
Table 6: Data Summary, D = 0.5", Reinforced
1.2
IA
D=0.75", Unreinforced
10000
tam
7000
son
4000
3000
2000
1000
0.05
0.1
0.15
0.2
ObpiaoemAi
025
n
Figure 10: Load vs. Displacement, D = 0.75", Unreinforced
D = 0.75", Unreinforced
Sample 1
7,694
Sample 2
8,601
Sample 1
6,330
Sample 2
7,240
Sample 1
Mode Im
Sample 2
Mode Im
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield Mode
Table 7: Data Summary, D=0.75", Unreinforced
0.3
0J35
-BM
D
= 0.75", Reinforced
uNo0
100W t
~
---.
-
________________
.....
MWuo
00""
am0
Amo
2000
o
0.05
0.25
a.02
o0essMent
M
Figure 11: Load vs. Displacement, D=0.75", Reinforced
D = 0.75", Reinforced
Sample 1
9,370
Sample 2
9,803
Sample 1
6,960
Sample 2
7,710
Sample 1
Mode Im
Sample 2
Mode Im
Ultimate Strength (lbs)
Yield Strength (lbs)
Yield
Mode
Table 8: Data Summary, D=0.75", Reinforced
7.2. Cost Data
Costs
Sikadur 300 Epoxy
0.7
$/SF
Sikawrap Hex 230C
5.65
$/SF
LVL Wood
3.5
$/ft
Table 9: Cost Data
8. Data Analysis
8.1. Strength Analysis
For each type of sample, the ultimate strength and yield strength was averaged. The
corresponding reinforced and unreinforced samples were compared using the following
equation:
Ultimate Strength % increase = (PUR-PUU)/PUU
Yield Strength % increase = (PYR-PyU)/PYU
PUR
= average ultimate strength of reinforced samples
Puu = average ultimate strength of unreinforced samples
PYR
= average yield strength of reinforced samples
Pyu = average yield strength of unreinforced samples
The results are summarized below.
D = 0.375"
Average ultimate strength (lbs)
6,915
Average yield strength (lbs)
3,570
Ultimate strength increase
32.91%
Yield strength increase
44.53 %
Table 10: Data Analysis, D=0.375"
D = 0.5"
Average ultimate strength (Ibsj
11,b73
Average yield strength (lbs)
3,365
Table 11: Data Analysis, D=0.5"
D = 0.75"
Average ultimate strength (lbs)
8,148
Average yield strength (lbs)
6,785
Average ultimate strength (lbs)
9,587
Average yield strength (lbs)
7,3351
8.2. Cost Analysis
Based on the cost data shown in section 7.1, the wood cost per sample and FRP cost per
sample is calculated below.
Wood cost per sample = 3'/sample x 3.5 $/ft = $ 10.5/sample
FRP cost per reinforced sample = 0.5 SF/ face x 4 faces x (5.65 $/SF for Carbon Fiber + 0.7
$/SF for Sikadur 300) = $12.70/sample
9. Discussion and Results
9.1. Ultimate Strength
The most significant increase in ultimate strength due to FRP reinforcement
occurred in the 0.5" diameter bolt samples. These samples were designed so that the
minimum available bolt diameter that would achieve failure mode Imwas used.
9.2.Yield Strength
The most significant increase in yield strength due to FRP reinforcement occurred in
the 0.375" diameter bolt samples. The 0.375" diameter samples were designed so that the
unreinforced sample would yield in mode IV. When designing the 0.375" diameter sample, it
was assumed that the FRP reinforcement would not have a large impact on the outcome of
the yield strength since the bolt is the first member to yield. The FRP reinforcement should
only strengthen the wood substrate and not impact the yield strength of the bolt. However,
the experimental data shows that the FRP reinforcement does in fact increase the yield
strength of the sample connection.
As stated in section 6.2, the NDS calculation method only calls for the specific gravity
and dimensions of the wood members to determine the failure mode, which ultimately
determines the yield strength. Since the strengthening of the wood with FRP resulted in a
higher yield strength, it seems that the unreinforced yield mode was not only due to the bolt
yielding, but also due to wood crushing. It seems as though the NDS method may
oversimplify the actual behavior of the connection.
9.3.Yield mode
The FRP reinforcement changed the yield mode of the 0.5" bolt diameter samples.
The change in yield mode is not surprising. It suggests that the FRP reinforcement added
enough strength to the wood material to overcome the yield strength of the bolt.
9.4. Comparison of ultimate strength, yield strength and yield mode changes
The FRP reinforcement had a significant effect on the 0.375" bolt diameter samples. For
these samples, both the ultimate strength and yield strength increased by more than 30%
with the addition of FRP reinforcement. However, by increasing the bolt diameter by 0.125"
to 0.5", an even greater increase in ultimate strength was achieved and the yield mode also
changed, though the yield strength stayed similar (since the wood strength stayed the
same). In this case, it would be much cheaper to increase the bolt diameter (which would
add less than a dollar to the connection cost) than to add FRP reinforcement, which would
add $12.70 to the connection cost.
In the 0.5" diameter bolt samples, the FRP reinforcement did not change the yield strength
by much (less than 2%), but it did significantly change the ultimate strength and changed
the yield mode. In this case, unlike the case of the 0.375" bolt diameter, an increase in bolt
diameter by even 0.25" could not achieve the same increase in strength as the FRP. In fact,
with an increased bolt diameter and additional FRP, the connection could not achieve the
same strength. This implies that the FRP reinforcement can contribute strength to a wood
connection that cannot be realized by simply adding bolt diameter.
From the samples tested in this analysis, it is shown that FRP reinforcement is best used in
wood connections designed to fail in mode IV, and using a bolt diameter as close to the
calculated diameter as possible. If the connection is overdesigned with significant extra bolt
diameter than is needed, then the connection may fail at a lower load than if less bolt
diameter and FRP is used.
The costs analyzed in this thesis do not account for the addition of labor in applying the FRP
reinforcement. For a more detailed analysis that would include this cost, more research
would have to be done. While the labor needed does not require complicated machinery or
training, it does add an additional step to the building sequence and could therefore add
significant costs.
10. Conclusions
If used intelligently, steel bolts and FRP reinforcement can be combined to achieve greater
ultimate strengths than steel bolts alone in glulam double shear connections. The yield
strength changes most significantly if members are designed to fail in Mode IV. A cheaper
way to increase the yield strength of these connections is to add to the steel bolt diameter,
so the yield mode changes to wood crushing.
For connections designed to yield in Mode Im,if the bolt diameter is close to the lower limit
for such a yield mode, FRP reinforcement can achieve ultimate strengths approximately
45% greater. Typically, connections are designed for yield strength, not ultimate strength.
Therefore, the addition of FRP to these types of connections should not be used to increase
the design strength, but should be used in designs where the structure may be vulnerable to
loads that are infeasible to design for with a wood structure. For example, if there is a small
family home designed in a seismic area, or an area subject to natural disasters, it may be too
expensive to do a thorough engineering of the design such that the structure would
withstand any possible load. However, by adding FRP to the connections, the ultimate
strength of the structure could be greatly increased, therefore allowing for a much safer
structure in the event of an earthquake or natural disaster. The FRP reinforcement should
not be included in the design strength, but could add a relatively inexpensive layer of
security to the structure. The cost would be on the order of $13 per connection.
For connections that are designed with excessive bolt diameter and are designed to fail in
mode Im,the addition of FRP does not add a significant amount to the ultimate strength,
yield strength or change the yield mode.
Of course, more research would be needed to better understand the effects of FRP on
wooden connections. FRP is an ever evolving technology that has been well implemented in
the aircraft and ship industries. As FRP technologies evolve, and the cost continues to drop,
it can be further integrated into the civil structural engineering industry.
11. References
Bulleit, William M. "Reinforcement of Wood Materials: A Review." Wood and FiberScience
16.3 (1984): 391-97. Print.
Chen, J.F., and
J. G. Teng. "Fibre-reinforced
Polymer Composites in Construction." Editorial.
Constructionand Building Materials Sept. 2003: 363-64. Web.
Edge Structural Composites. FRP 101: A Guidefor Composite Strengthening.Point Richmond:
Edge Structural Composites. Web.
FiRP Panel Reinforced Glued Laminated Wood Beams. Tuulatin: Western Wood Structures,
2010. Print.
Gilham, Paul C., and Thomas Williamson. "New Opportunities for Fiber Reinforced GluedLaminated Beams." Structure Magazine April (2007): 57-59. Print.
Micelli, Francesco, Vincenza Scialpi, and Antonio La Tegola. "Flexural Reinforcement of
Glulam Timber Beams and Joints with Carbon Fiber-Reinforced Polymer Rods."
Journalof Compositesfor Construction 9.4 (2005): 337-47. Web.
Triantafillou, T., and N. Deskovic. "Prestressed FRP Sheets as External Reinforcement of
Wood Members." Journal of Structural Engineering.ASCE. 118.5 (1992): 1270-284.
Print.
Windorski, Daniel, Lawrence Soltis, and Robert Ross. "Effect of Fiberglass Reinforcement on
the Behavior of Bolted Wood Connections." Wood Design Focus 8.3 (1997): 19-24.
Web.