OCT STUDIES ON SULFUR
advertisement

INST.
OCT 28 1941
( QBRAR*
STUDIES ON VULCANIZATION WITH SULFUR
AT ELEVATED TEMPERATURES
by
Morgan Chuan-yuan Sze
S.B.
Massachusetts Institute of Technology
1939
Submitted in Partial Fulfillment of the
Requirements for the Degree of
Doctor
of
Science
from the
Massachusetts Institute of Technology
1941
Signature redacted
..
Signature of Author
..
...
. *0.
..
Department of Chemical Engineering, May 1, 1941
Signature of Professor
in Charge of Research
Signature redacted
...
Signature of Chairman of
Department Committee on
Graduate Students
.................
Signature redacted
...........
77 Massachusetts Avenue
Cambridge, MA 02139
http://Iibraries.mit.edu/ask
MITLibraries
DISCLAIMER NOTICE
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available.
Thank you.
The following pages were not included in the
original document submitted to the MIT Libraries.
This is the most complete copy available.
Page 72
M.I.T. Grad. House,
Cambridge, Mass.,
May 1st, 1941.
Professor George T. Swett,
Secretary of the Faculty,
Massachusetts Institute of Technology,
Cambridge, Mass.
Dear Sir:
I am submitting herewith my thesis,
which is entitled "Studies on Vulcanization
with Sulfur at Elevated Temperatures", in
partial fulfillment of the requirements for
the degree of Doctor of Science in Chemical
Engineering.
Yours respectfully,
Signature redacted
(MorgarVChuoan-yuan Sze)
247274
ACKNOWLEDGMENT
The author wishes to express his appreciation
and gratitude to Prof. Ernst A. Hauser, with whose
helpful advice and under whose sound guidance this
investigation was conducted.
He is also greatly
indebted to Dr. D. S. Le Beau for her valuable suggestions
and cooperation,
and to Mr. L. B. Leggett for his
assistance in the preparation of the manuscript.
Thanks are also due to Prof. E. R. Gilliland for his
advice on the high pressure hydrogenation experiments.
To Mr. K. C. Li of the Wah Chang Trading Corp.,
N.Y.C., the author is indebted for the tung oil used
in this investigation.
TABLE OF CONTENTS
!I.
III.
IV.
V.
ABSTRACT
1.............
1
INTRODUCTION ..........................
8
A REVIEW OF SULFUR VULCANIZATION ........
10
GENERAL PROCEDURE........................
18
EXPERIMENTAL METHODS
,
I.
A. FOR THE VULCANIZATION OF TUNG OIL
VI.
VII.
21
....
B. FOR THE VULCANIZATION OF LINSEED OIL..
29
C. FOR THE VULCANIZATION OF RUBBER
30
RESULTS
......
.
33
DISCUSSION OF RESULTS
A. THE FORMATION OF FACTICE
.............
B. THE VULCANIZATION OF RUBBER
63
..........
78
C. VULCANIZATION WITH SULFUR IN GENERAL..
91
VIII.
CONCLUSIONS .............................
93
IX.
RECOMMENDATIONS .........................
97
..
98
X.
APPENDIX .....
.....
.....
..
...
A. SUPPLEMENTARY EXPERIMENTAL PROCEDURESo
B. DESCRIPTIONS OF APPARATUS
99
............
109
C. SUPPLEMENTARY RESULTS AND DISCUSSION..
115
D. SAMPLE CALCULATIONS
118
.................
E. SUMMARIZED ORIGINAL DATA
.............
126
F. BIBLIOGRAPHY . ...... *.........*.*....
142
G. BIOGRAPHICAL NOTE
148
....................
I
I. ABSTRACT
The ability of sulfur to change and improve the
physical properties of rubber, especially its thermoplasticity, has been known for a long time.
To this
change of physical properties, the term, "vulcanization",
has been applied.
Besides rubber, sulfur is also known
to have the power to vulcanize vegetable drying oils by
converting them from liquids to elastic solids, possessing,
however, only little tensile strength.
Such vulcanized
oils are often used as compounding ingredients of rubber.
They are generally known as "rubber substitutes" or
"factice".
Despite the constant efforts of a great number
of investigators, our present knowledge of the mechanism
of vulcanization is unfortunately very incomplete.
This
is undoubtedly due to the extreme complexity of the
reaction, which precludes the success of any simple
theory to explain the phenomenon satisfactorily.
The purpose of the present investigation is to
obtain a better understanding of vulcanization by
studying in detail the chemical action of sulfur on
rubber and on two of the most common drying oils,
namely, tung and linseed oil.
Special emphasis is
given to the chemical changes which occur at the double
bonds of these organic substances.
Samples of tung oil were vulcanized with sulfur
for various periods of time at 150 0 C. in an inert
atmosphere of carbon dioxide in order to avoid any
oxidation of the oil.
For each sample of vulcanizate,
the following quantitative measurements were made:
(1) Specific gravity,
(2) Per cent insoluble in acetone,
(3) Molecular Teight,
(4) Diene number (a measure of
conjugated double bonds),
(5) Combined sulfur, (6)
Hydrogen sulfide evolved, and (7) Total unsaturation.
Influence of the accelerator, captax (mercaptobenzothiazole), on the vulcanization of tiing oil was also
investigated.
Linseed oil was studied in the same manner as
tung oil.
The course of the chemical reaction taking
place was followed by making the following quantitative
measurements: (1) Per cent insoluble in acetone,
(2)
Combined sulfur, (3) Hydrogen sulfide evolved, (4)
Viscosity, and (5) Total unsaturation.
A second series
of experiments was made to investigate th1e effect of
zinc oxide.
Experiments were not performed to study soft
rubber vulcanization, since Hauser and Brown(5917) had
already investigated it in detail.
Their experimental
results were reproduced with permission and interpreted
3
in the light of the other results obtained.
Two series of experiments were made to follow
the course of hard rubber vulcanization under the
influence of diphenylguanidine and zinc oxide respectively.
Combined sulfur and unsaturation were determined for
each sample.
It may be of interest to remark that the method
used for the measurement of total unsaturation of tung
oil is a new one.
Usually for oil analyses, the standard
Wijs iodine chloride method is used (21).
However, it
is well known that this' method measures only two of the
three conjugated double bonds of the eleostearic acid
in tung oil.
The present method uses a solution of
iodine bromide in glacial acetic acid.
With a longer
reaction time and the proper excess, it has been found
that by using this new method all three double bonds of
eleostearic acid can be measured.
An attempt also was made to study the vulcanization
of rubber with low unsaturation by first partially
hydrogenating natural rubber.
It is believed that such
rubber should be very resistant to aging and chemicals
and should show no tendency toward over-vulcanization.
The experimental results lead to the following
conclusions:
4
Vulcanization with sulfur is fundamentally a
chemical change involving the combination of activated
sulfur with organic double bonds.
In its elementary
state and at ordinary conditions, each sulfur molecule
has eight atoms arranged in the form of a ring(14)
Before it can react, it must decompose from S 8 to smaller
molecular units, perhaps to S2 and Sl.
Depending upon
the actual vulcanization conditions, S2 or S
may be activated.
or both
Thus the ratio of atoms of sulfur
combined to the number of double bonds lost is not
necessarily one as ordinarily assumed, but may hav4
other
values depending upon the conditions.
In the formation of factice or vulcanization of
tung and linseed oil, it has been found that the rate
of reaction is greatly influenced by small amounts of
additional agents, such as captax or zinc oxide.
This
is very similar to what has been found in connection
with rubber vulcanization.
Several chemical reactions have been proposed to
explain the formation of factice from vegetable drying
oils.
Sl.
Sulfur is thought to combine either as S2 or as
In addition to forming intermolecular cross linkages,
sulfur may also add intramolecularly.
The most reactive
points of the conjugated system of the eleostearic acid
5
in tung oil are found to be at the terminal carbon atoms.
During vulcanization, sulfur first combines at these
points giving a typical 1-6 addition:
-CH=CH-
CHzCH- CH=CH-
-CH=CH-CH=CH-CH=CH-
+
2 S2
-CH=CH-CH=CH-CH=CH-
C11- CHi=CH- CH=CH-CE-'
I
S-S
-CH-CH=CH-CH=CH-?R3-8
-
H-CH=CH-CH=CH-CH-
The intermolecular cross linkages are responsible for
the insolubility and infusibility of the factice formed.
Liberation of hydrogen sulfide
dehydrogenation reaction.
is accounted for by a
After most of the sulfur
has combined, further heating will induce polymerization
of the oil according to the Diels and Alder mechanism.
In rubber vulcanization, it was found that the
coefficient of vulcanization# can easily exceed the
theoretical maximum of 47 in the presence of accelerators
or zinc oxide.
In simple rubber-sulfur compounds,
#Coefficient of vulcanization is defined as parts
of sulfur combined per 100 parts of rubber.
The theoretical
maximum of 47 is calculated on the assumption that for
every atom of sulfur combined, one double bond disappears.
6
combination with sulfur takes place with one atom of
sulfur being added for each double bond lost.
But in
the presence of accelerators or zinc oxide, this relation
does not hold.
Depending upon whether the additional
agent activates S2 or S
or both, the ratio of atoms
of sulfur combined to the number of double bonds lost
may assume various values.
Here again sulfur may add
intramolecularly as well as intermolecularly to give
cross linkages.
It is believed that soft rubber
formation is due to cross linking at the double bonds
at the ends of the rubber hydrocarbon.
Intramolecular
addition of sulfur to the double bonds in the middle
of the chain is responsible for hard rubber formation.
This accounts for the thermo-plasticity of hard rubber.
Since cross linkages are also present, its insolubility
and infusibility can be easily explained.
Thus in both
soft and hard rubber, there is more than one type of
sulfur combination.
Evidently the physical properties
do not bear any simple relation to the combined sulfur
if all types of rubber mixes are considered.
As well as the combination of sulfur to the double
bonds, a dehydrogenation reaction liberating hydrogen
sulfide may also occur.
This is considered to be a
decomposition of a definite type of sulfur combination.
7
In soft rubber vulcanization, polymerization
of the rubber hydrocarbon is believed to occur if
heating is continued after most of the sulfur has
combined.
But in hard rubber formation, polymerization
will not occur due to the fact that most of the double
bonds are removed by sulfur.
In general, factice formation and rubber vulcanization are very similar.
The observed results are so
much aliie that the chemical reactions proposed to
explain them are only slightly different.
8
II. INTRODUCTION
The action of sulfur on vegetable drying oils
was noticed long before the beginning of the rubber
industry(63).
It was well known that sulfur has the
power to convert a vegetable drying oil from a liquid
to an easily crumbled, elastic solid#.
A little
more than a century ago, the ability of sulfur to
change and improve the physical properties of rubber,
especially its thermo-plasticity, was discovered.
To
this change of physical properties, Thomas Hancock
gave the term, "vulcanization".
With the rise of the
rubber industry, the oil substitutesor factice, have
also assumed some importance, as they have been found
to be useful ingredients for certain purposes in the
compounding of rubber.
Although at the present time, sulfur is being
used daily in large quantities for the vulcanization of
rubber and, to a much less degree, for the production
of factice from drying oils, the chemistry of its action
on these organic substances is yet hardly understood,
due to extreme eomplexity of the reaction mechanism.
#Such products are known as rubber substitutes
or "factice".
9
Much work had already been done in this field, each
investigator contributing his share toward the solution
of this problem.
With the purpose of throwing more light
on the nature of vulcanization, it was proposed to study
further and in detail the action of sulfur on rubber and
on two of the most common drying oils, namely, tung and
linseed oil.
The chief similarity which exists between rubber
and the two types of oil is the presence of unsaturated
double bonds in a straight chain of carbon atoms. According
to the present concept, sulfur reacts with these substances at the reactive double bonds, although the exact
mechanism of the reaction is still unknown.
The action
of sulfur on rubber, tung, and linseed oil may or may
not be specific and different for each particular case.
The present investigation, therefore, was also intended
to determine whether or not it would be possible to deduce
a general type of reaction from a correlation of the
experimental results to be obtained from studies on the
vulcanization of these substances.
III. A REVIEW OF SULFUR VULCANIZATION
Despite the constant efforts of a great number
of investigators, our present knowledge of the chemistry
of vulcanization is unfortunately still very incomplete.
This is undoubtedly due to the extreme complexity of the
reaction, which precludes the success of any simple theory
in explaining the phenomenon satisfactorily.
The intricacy
of the process can be illustrated by some well known
observations.
Milled and compounded rubber, which is
markedly disaggregated and plastic, is converted to a
highly elastic and very strong material by the action of
only a few per cent of sulfur calculated on the basis of
100 parts of rubber.
In fact the minimum amount of
sulfur required to show the first indications of vulcanization has been found to be only .15%(6).
The rate of
vulcanization is greatly influenced by the presence of
small quantities of compounds known as accelerators.
The
physical properties of the vulcanizates do not depend
at all on the proportion of combined sulfur (not extractable) when all types of rubber mixes are considered.
In general, the greater the acceleration of the stock,
the less the sulfur needed for the optimum cure.
However, research of the past century was not
without results.
An indirect but important contribution
11
toward the understanding of vulcanization was made in
the excellent work of Harries (16), who elucidated the
structure of the rubber hydrocarbon as a long chain
molecule, whose recurring group is
-CH2 -CH= 'CH
2 6w
0.0. Weber(61962) was probably the first to investigate
vulcanization with sulfur from a scientific point of view.
From the results of his experiments, he proposed a
chemical theory for vulcanization, which included the
assumption of a series of addition products of sulfur
with the rubber hydrocarbon.
Confronting the various
complications of the vulcanization process known today,
Weberts theory is found to be inadequate.
For a long time chemists were doubtful as to
whether vulcanization was a chemical or a physical
change.
Wo. Ostwald (43) once concluded that vulcaniza-
tion could be explained entirely as an adsorption
phenomenon.
The adsorption theory, however, persisted
only a short time, for Spence and Scott(48) soon showed
that even under the most severe treatment not all of the
sulfur can be extracted after vulcanization.
and Young
Spence
also found that the temperature coefficient
of the reaction was well within that for a chemical
reaction.
At the present time vulcanization is recognized
by most investigators as a process which depends upon
12
the addition of sulfur to the double bonds of the rubber
hydrocarbon.
The fact that hydrorubber, which is completely
saturated, cannot be vulcanized strongly supports this
concept (50)*
Studies on the formation of factice have
factice with sulfur
.
also proved that only unsaturated fats or oils can give
The actual chemical combination of sulfur with rubber
and the drying oils when heated together can no longer
However, the cause of vulcanization is still
be doubted.
a matter of no general agreement among the various investigators.
Some colloidal chemists(54,58) have suggested
that the change of physical properties during vulcanization
is due to the reinforcing action of a small amount of
rubber sulfide dispersed in a rubber matrix.
In the
opinion of other authors, sulfur combination may be only
incidental.
They believe that sulfur acts as a catalyst
for the polymerization of the rubber hydrocarbon (64,65)
Van Rossem(59
however, believes that both sulfur addition
and polymerization are equally important during vulcanization.
He shows that the two reactions are not contra-
dictory but should be used jointly to explain the vulcanization phenomenon.
He attributes the loss of plasticity
of the rubber to a sulfur bridging reaction forming a
thioether linkage between two rubber molecules.
The
possibility of a dehydrogenation reaction taking place
as follows is also mentioned:
CH3
C
01H3
2
- =
CH3
03
CH3
013
The assumption of an intermolecular bridge formation
between different rubber molecules by sulfur explains
very satisfactorily the insolubility and increased heatresistance of vulcanized rubber, if we consider it in the
light of Kienlets(29,30931)
polymerization
theory.
The
bridge formation alone, however, is inadequate to account
for the thermo-plasticity of ebonite.
The fact that
there is no simple relation between the percentage of
combined sulfur and the state of vulcanization as it is
judged by the physical properties clearly indicates that
sulfur may react in more than one way, perhaps also
combining to form some intramolecular derivatives.
The suggestion that the reaction of sulfur may
occur in more than one way has been made by Boggs and
Blake (3), who believed that soft vulcanized rubber is formed
by the reaction of sulfur with the terminal double bonds
of the rubber hydrocarbon.
The terminal unsaturated
groups are considered to be more reactive and therefore
14
react first.
The formation of ebonite is thought to
be due to an intramolecular addition of sulfur, which
proceeds from one end of the molecule to the other.
According to these investigators, this concept explains
very successfully the thermal effects during vulcanization
and the elotrical properties of vulcanized rubber, namely,
the dielectric constant and power factor.
Granting that sulfur may react either inter- or
intra-molecularly, w6 are still confronted with the
problem of how it combines.
In other words the exact
chemical structure of vulcanized rubber is still uncertain.
Various structures have been proposed, although definite
proof for the presence of any particular type is unfortunately lacking.
Sulfur may be combined as sulfide,
disulfide, thio-ozonide, thiophene, or sulfhydryl groups.
Although the formation of factice, due to its
minor industrial importance, has not been investigated
as thoroughly as has rubber vulcanization, some attempts
have been made to determine the manner by which sulfur
combines with the drying oils.
and Kaufman(26)
Studies of Henriques (18)
seem to favor the following ring
closure reaction:
-CH=CH-
-CH-CH+
OC- CH-
2-S
-CH-
15
But in view of the complexity of factice formation,
this
hardly can be the complete story.
In an attempt to find the structure of ebonite,
subjected hard rubber
Midgeley, Henne, and Shephard(38)
to high temperature degradation.
pyrolysis were collected and
The products of the
identified.
A structural
formula for ebonite based on the products found was
proposed as follows:
-C
- CH -h
H3
CH
-CH - C - CH - CH - CH - C
-
CH3
However, in view of the fact that the identified
products accounted for only 1.1% of the original material,
it is therefore quite possible that there are other
types of sulfur combination present in hard rubber.
Further investigation is certainly needed to throw more
light on this matter.
Hauser and Brown(5,1 7 )
recently studied the
vulcanization of soft rubber in considerable detail.
Their investigation was carried out on accelerated rubber
stocks, using various accelerators.
They could demon-
strate that the combined sulfur bears no simple relation
to the physical properties of the vulcanized stocks.
In most of the accelerated compounds, sulfur was found
to combine in excess of the usually assumed relation
~~~9E
16
of one sulfur atom saturating one double bond.
However,
for pure rubber-sulfur mixes, the formerly assumed
relation still holds, as verified by their experiments.
To explain the results obtained, the following chemical
reactions were suggested as possible during vulcanization
with accelerators:
Addition
Bridg in
m
00-
+
S
C
j
_____-_-__-_-__
Dehydrogenation
-MC-3-C-C
T-C
+
2
Polymerization
I
-
I
-C-1-
The suggestion that a dehydrogenation reaction occurs
simultaneously with the addition and bridging reactions
seem to offer an explanation for the fact that sulfur
combines in excess of one atom of sulfur for each
double bond lost.
But it is hard to conceive that enough
hydrogen sulfide was evolved to account for the results
obtained, as the amount of combined sulfur was practically
the same as the amount of sulfur originally added.
The
17
following is quoted from the paper by the above mentioned
authors:
"It is not likely that much hydrogen sulfide was
lost during the cure since the total sulfur remained
practically constant in all stocks.
If any dehydrogenation
did occur, the hydrogen sulfide must have remained in
the sample for the most part.
It is possible that it
could be oxidized back to free sulfur available for
further vulcanization, but such a reaction would require
enough oxygen to remove all the displaced hydrogen as
water."
Estimating from their experimental data, they
found that oxygen required to oxidize the hydrogen
sulfide is much more than the rubber can dissolve under
ordinary conditions.
It is therefore believed that
further investigation is necessary to clarify this
situation.
Perhaps in the light of more experimental
d ata, a better interpretation of the above results can
be offered.
18
IV. GENERAL PROCEDURE
The experimental procedure for the study of the
study of the vulcanization of rubber, tung, and linseed
oil can be conveniently divided into three subdivisions
in accordance with each substance investigated.
A. Tung Oil:
Tung oil was vulcanized with a definite amount
of sulfur at a constant temperature of 1500 C. in an
inert atmosphere of carbon dioxide so that the possibility
of any side oxidation reaction was prevented.
In order
to follow the course of vulcanization closely from the
oil to the factice,. samples were heated for various
periods of time at the vulcanizing temcerature and then
analyzed.
The following quantitative measurements were
made on each sample: (1) Specific gravity, (2) Per cent
insoluble in acetone,
(3) Molecular weight, (4) Diene
number (a measure of the conjugated double bonds), (5)
Combined sulfur, (6) Hydrogen sulfide evolved, and (7)
Iodine number for total unsaturation.
In addition to the pure tung oil and sulfur samples,
samples containing the rubber accelerator, captax (mercaptobenzothiazole) were also investigated.
B. Linseed Oil:
Linseed oil was studied in almost the same manner
19
Samples were vulcanized at 15000. in a
as tung oil.
carbon dioxide atmosphere in the same apparatus.
The
course of the reaction was followed by making the
following quantitative measurements: (1) Per cent insoluble
in acetone,
evolved,
(2) Combined sulfur, (3) Hydrogen sulfide
(4) Viscosity, and (5) Total unsaturation.
Diene number was not determined, since linseed oil is
known to contain only a negligible number of conjugated
double bonds.
A second series of experiments was made to investigate the influence of zinc oxide.
C. Rubber:
Experiments were not performed to study soft
rubber vulcanization, since Hauser and Brown(5,17) have
already investigated it in detail.
Their experimental
results will be reproduced with permission.
Two separate series of experiments were carried
out to follow the course of hard rubber vulcanization
under the influence of zinc oxide and the accelerator,
diphenylguanidine, respectively.
Standard prime
ribbed smoked sheet was used in both stocks.
The rubber
was first milled and compounded on a laboratory mill
before curing under pressure and at a constant temperature of 15000.
The samples in the form of
2()
slabs were cured for various periods of time and then
analyzed for combined sulfur and unsaturation.
21-
V. EXPERIMENTAL METHODS
A. For Tung Oil.
Specific gravity of the vulcanizate was determined
by means of a pyonometer (61).
The percentage of the
factice insoluble in acetone was found by extracting a
weighed sample in a Sohxlet extractor with acetone for
eight hours and reweighing.
Molecular weights were
estimated by measuring the freezing point depression in
benzene according to the method of Beckman (33)
Deter-
minations were made for only those samples which could
dissolve comnpletely in benzene, since ordinary cryoscopic
method fails to apply when the molecular weights are too
high.
The method of Ellis and Jones
was empl-ved to
measure the number of conjugated double bonds.
A solution
of maleic anhydride in pure toluene was used to condense
with the conjugated double bonds in tung oil, and the excess
reagent was determined by titrating the remaining acidity
against a standard sodium hydroxide solution after the
removal of the condensation product.
The diene number
found was expressed in terms of iodine with every two
atoms of iodine equivalent to two double bonds in conjugation.
As ordinarily done in rubber analysis, the per
cent of combined sulfur was determined by analyzing the
samples for the percentages of total and free sulfur
I
22
and taking the difference.
The method of Water and
Tuttle(57) so widely used for the determination of
total sulfur content in vulcanized rubber was found to
apply very successfully to vulcanized tung oil.
it consists of oxidizing all the sulfur
Essentially
to the sulfate
by concentrated nitric acid and bromine and precipitating
the sulfate by barium chloride.
For the determination
of free sulfur, the procedure of Oldham, Baker, and
Craytor(42) originally for rubber was also conveniently
applied to vulcanized tung oil.
The procedure utilizes
the fact that when sulfur is heated with sodium sulfite,
sodium thiosulfate is formed and it can be determined
quantitatively by titrating with a standard iodine solution.
Due to the fact that very accurately weighed
quantities of sulfur and oil were used for the experiments,
the difference between the total sulfur found by analysis
and that originally added would give a measure of the
sulfur lost as hydrogen sulfide.
Evolution of hydrogen
sulfide was qualitatively confirmed by the blackening
of wet lead acetate paper in the effluent carbon dioxide
gas which was used to maintain an
inert atmosphere in
the vulcanization apparatus.
The measurement of total unsaturation of tung oil
is a problem which has hitherto not been completely
solved.
L
For oil analyses, the standard Wijs iodine
chloride method is usually used(21).
However, it is
well known that the standard Wijs method measures only
two of the three conjugated double bonds of the eleostearic acid in tung oil(39).
For the purpose of this
investigation on factice formation, it was necessary to
have a method by which all three of the double bonds
could be measured; in other words, a method which would
give the true total unsaturation of tung oil.
A careful survey of the literature on the measurement of unsaturation of tung oil revealed that Holde,
Blevberg, Aziz 22) had claimed that by the use of the
Hanus solution#
in sufficient excess and for the relatively
long reaction time of two hours, all three double bonds
could be saturated.
Owing to the fact that the iodine
numbers are usually influenced noticeably by such factors
as time of reaction, amount of excess reagent, and temperature, experiments had to be done to investigate the
conditions under which the correct unsaturation would
be given.
A series of experiments were conducted and it was
found that additional reaction time in excess to two hours
#Hanus solution is a solution of iodine bromide in
glacial acetic acid.
24
had only a very small influence on the iodine number.
The effect of temperature was not thoroughly investigated since all determinations were made at room temperature which varied only a few degrees.
The amount
of excess reagent used was found to have a very pronounced effect on the iodine number.
This had also
been reported concerning the standard Wijs method.
Extensive investigation with the Wijs method by Ho, Wan,
and Wen(20)
and by Wan and Ho(60) proved that the time
of contact, excess reagent , and temperature are very
important factors in obtaining concordant iodine numbers
for this oil.
Work of Forbes and Neville(13)
supported this finding.
Wen (2,
also
According to Ho, Wan, and
the iodine numbers by the Wijs method vary
linearly with the amount of excess reagent used if the
excess is expressed as grams of equivalent iodine per
100 grams of oil.
This is exactly parallel to what
was found in the present case using the new method.
The experimental results showing the influence of excess
reagent are given in Figure I.
In order to use this new method for the determination of unsaturation of tung oil later, a set of definite
conditions had to be established.
The reaction time was
held constant at two hours, and the temperature chosen
I
K
Ap
-- ---
.4
L
4
-
-
--
e1
4
-
-
-i.
.
i
1
+
A
f
-h-14
I-
-
. -
1
-
-
--
.
4
..
44
%A.
144
44
----
-
-
4
4
[
4-
-
N
-7t 7'
L4
- -f
4
W
-
25
'26
was room temperature, which was about 2500.
But in
order to determine how much excess reagent should be
used to give the correct unsaturation, the true iodine
number of the oil had to be known.
To determine the true unsaturation of tung oil,
it was necessary to find the eleostearic acid content.
This was done by measuring the maleic anhydride value
or diene number.
Expressing the result in the same
units as iodine numbers with every two atoms of iodine
equivalent to two double bonds in conjugation, the maleic
anhydride value was calculated to be 67.3 g. of equivalent iodine per 100 g. of oil.
Thus the total iodine
number of the eleostearic acid in the oil would be
3x67.3 = 201.9, and its partial iodine number, if measured
by the standard Wijs method, 2x67.3 = 134.6 .
The
iodine number according to the Wijs method was found
acids in tung oil amounted to 167.1 -
134.6 = 32.5
.
to be 167.1, therefore, the unsaturation of other fatty
Thus the total unsaturation of tung oil expressed in
terms of iodine was 201.9 + 32.5 = 234.4 g. iodine per
100 g. of oil.
All the above reported values were
averages of several determinations which checked well
within analytical precision.
(For reference, a complete
the Appendix, p.
150
)
chemical analysis of the tung oil used is given in
27
The amount of excess reagent which should be
employed to give the correct iodine number for the oil
used is given by Figure I to be 190 g. of iodine per
100 g. of oil, which is approximately an excess of 80%.
Due to the fact that this method was also intended
to be used on vulcanized tung oil containing perhaps
some free sulfur, the influence of a small amount of
free sulfur mixed in was investigated.
The results
indicated that sulfur had only a negligible effect.
Summarizing, we have the following procedure for
the determination of total unsaturation of tung oil:
A .1
-
.15 g. sample of tung oil or factice is
weighed into a carefully cleaned and dried,glass-stoppered
Erlenmeyer flask.
Pure carbon tetrachloride or
chloroform is then added to dissolve the sample.
In
the case of not highly vulcanized samples, whirling of
the flask for a short time will facilitate solution.
In the case of solid factice, it is necessary to heat
the contents under a reflux condenser in order to swell
and disintegrate the solids.
Due to the low boiling
point of the solvent, heating does not cause further
polymerization as time of refluxing has practically no
effect on the final iodine number.
Usually only a
short time is needed to obtain a solution, which may be
28
colloidal.
The solution, once obtained, is allowed
to cool to room temperature.
Then enough Hanus iodine
bromide solution is added to insure the proper excess,
which has to be found by a preliminary determination.
After the contents have been allowed to react for two
hours at room temperature, 15cc of 15% potassium iodide
solution and 50 cc of water are ad ded, and the mixture
is titrated for iodine against a standard sodium thio.
sulfate solution using starch as indicator.
always be run.
Blanks must
From the difference between the titration
of the blank and the titration of the sample, the iodine
number is calculated on the basis of the iodine equivalent of the thiosulfate solution.
The only disadvantage of this new method is the
appreciable influence on the iodine number of the amount
of excess reagent used.
But it compares favorably with
the standard Wijs method, which is also subject to the
same disadvantage for this oil.
On the other hand, the
present method measures the total unsaturation rather than
the partial.
For this reason it is felt that this method#
#On April 8, 1941 at the Spring Meeting of the
American Chemical Society in St. Louis, Mo., J.D. von
Mikusch and C Frazier (40) presented a paper describing
essentially the same procedure for the determination of
total unsaturation in the presence of conjugated double bonds.
may be more valuable for ordinary tung oil analysis
than the usual Wijs procedure.
The fact that iodine
bromide rather than iodine chloride is able to saturate
conjugated double bonds has been found also by Priest
and von Mikusch (4) recently while working with dehydrated
castor oil.
In addition to the above quantitative measurements,
qualitative chemical tests for the detection of mercapto(41)
thiophene (34,35,10,41,46),
disulfide(15), and thio-
ketone(37) groups were also carried out.
The applica-
tion of these tests was, however, not satisfactory in
most cases due to the immiscibility of the aqueous reagents
with the organic solutions of the samples.
B. For Linseed Oil.
The per cent of a sample of vulcanized linseed
oil insoluble in acetone was determined in exactly the
same manner as in the case of tung oil.
The concentrated
nitric acid and bromine oxidation method was again used
to determine the total sulfur content, and similarly,
the sodium sulfite extraction procedure was used to
determine the per cent of free sulfur.
In the
experiments using pure linseed oil and sulfur, the per
cent of combined sulfur was taken as the difference
between
the total and free sulfur contents.
In those
experiments using zinc oxide as an additional agent,
3
some zinc sulfide was found to have been formed and
the amount of sulfur combined with zinc was also determined and subtracted in order to give the actual per
cent of combined sulfur.
To estimate the amount of
metallic sulfide formed, the procedure of Stevens(53)
was employed.
Essentially it consists of liberating
the sulfide sulfur as hydrogen sulfide by a mixture of
concentrated hydrochloric acid and ether and absorbing
the hydrogen sulfide in a solution of lead acetate.
The amount of precipitated lead sulfide is then quantitatively determined.
The difference between the total amount of sulfur
used for each experiment and the total sulfur content
found later by analysis was again taken as a measure of
the hydrogen sulfide evolution during the vulcanization.
No molecular weight determinations were made
with the vulcanized linseed oil samples, but instead
their viscosities were measured.
The measurements
were made with a Hoeppler falling ball viscosimeter.
No difficulty was encountered in the measurement
of unsaturation of linseed oil samples.
The measure-
ments were made according to the usual Hanus procedure (24) for oil analysis.
F r
C.,Rubber.
In the series of experiments on hard rubber
31
formation using diphenylguanidine as accelerator,
combined sulfur was taken as the difference between
the total and free sulfur contents.
The procedures
for the determination of total and free sulfur were
the same as those used for the tung and linseed oil
samples.
For the experiments using rubber, sulfur,
and zinc oxide, the amount of zinc sulfide formed was
also determined.
This was found according to the
method of Stevens (53)
Knowing this value, the com-
bined sulfur could then be corrected.
Unsaturation of the hard rubber samples was measured by the iodine chloride absorption method of Kemp
(27,28) as modified by Blake and Bruce (2), using paradichlorobenzene as solvent.
For soft vulcanized
rubber, refluxing in para-dichlorobenzene causes complete solution.
In the present investigation, however,
most samples were found to be too highly vulcanized to
dissolve even after many hours of refluxing.
It was
finally decided to reflux all samples for a definite
period of four' hours.
Although in many determinations
the rubber did not completely dissolve, it was, however,
greatly swollen by the solvent.
It is believed that
complete solution is really not requisite for successful
determination, as well-swollen samples gave highly
32
reproducible results for the unsaturation.
Finally,
it is to be noted that all samples were first extracted
with acetone
benzene.
before being refluxed in para-dichloro-
I~
VI. RESULTS
A. On The Formation of Factice.
1. For Tung Oil:
The characteristics of the tung oil used in this
investigation are given in the following table:
Table I
6.7 mg. KOH/g. oil
2. Acetone insoluble
0.0
%
1. Acid value
3. Specific gravity at 2500.
4. Saponification value
.941
196.0 mg. KOH/g. oil
5. Diene number or maleic anhydride
value
67.3 g. 12 /100g. oil
6. Iodine number by standard
Wijs method
7. Iodine number by new method
8. Thiocyanate number(21)
167.1 g. 12 /100g. oil
234.4 g. 12 /100g. oil
84.8 g. 12 /100g. oil
Preliminary investigation on the vulcanization
of tung oil indicates that the time needed to heat an
mixture
oil-sulfurAbefore solidifying varies with the amount of
sulfur
added.
time needed.
The more the sulfur used, the less the
Upon heating, sulfur first dissolves
in the oil giving a true solution.
Elementary sulfur
sul-t-ir will precipitate if the solution is cooled.
34
As the sulfur reacts, the solution thickens until it
sets to a gel.
is given off.
During the reaction, hydrogen sulfide
The brown gel thus formed is compressively
elastic and is a good facticeo
In the series of experiments on factice formation
with tung oil, 15.00 g. of sulfur per 100.0 g. of oil
were used in each run.
The quantitative results are
presented in the form of graphs.
specific gravity,
Per cent insoluble in
acetone,Acombined sulfur, iodine number, diene number,
molecular weight, and sulfur lost as hydrogen sulfide,
as determined for each sample are plotted against the
time of reaction in Figures II, III, IV, V, VI, VII,
and XVIII, respectively.
Molecular weight, iodine
number, diene number, specific gravity, and amount of
sulfur lost as hydrogen sulfide are replotted against
the independent variable, combined sulfur, in Figures
VIII, IX, X, XI, and XXI, respectively.
In Figure XII,
the decrease in unsaturation is plotted against the
decrease in conjugation.
T1wo runs using th4 accelarator, captax (mercaptobenzothiazole), were also made.
The resultGs obtained
for these runs are given in the above mentioned graphs
also.
Qualitative chemical tests as applied to these
35
samples indicate the absence of mercapto, thiophene,
disulfide, and thioketone groups.
However, these tests
are not too satisfactory and their results are consequently inconclusive.
2. For Linseed Oil:
of the
Table II gives the physical constants
linseed oil used in this investigation.
Table II
0.0
%
1. Acetone insoluble
2. Specific gravity at 2500.
.920
42.9 cP
3. viscosity at 2900.
4. Iodine number by the usual
191.5 g. 12 /100g. oil
lianus method
When a linseed oil-sulfur mixture is heated,
a clear solution is first obtained.
Later as the
sulfur combines, the solution thickens and become progressively darker.
Hydrogen sulfide is given off
during the reaction as in the case of tung oil.
But
unlike tung oil, linseed oil does not give a factice as
easily and the product is not comparaoly good.
Two series of runs were made with linseed oil
using the following two compositions:
Linseed Oil
Sulfur
Zinc oxide
I
II
100.0
100.0
15.00
0.0
15.00
8.00
36
The quantitative results for the above two series of
experiments are given also in the form of graphs.
Figures XIII, XIV, XV, XVI, and
XIX and XX give the
relations of per cent insoluble in acetone, iodine
number, combined sulfur, viscosity, and sulfur lost as
hydrogen sulfide with the time of reaction.
The iodine
numbers and amounts of sulfur lost as hydrogen sulfide
are replotted in Figures XVII, XXII, and XXIII against
the combined sulfur.
No qualitative chemical tests were carried out,
since their results are inconclusive.
B. On The Vulcanization of Rubber.
1. For Soft Rubber:
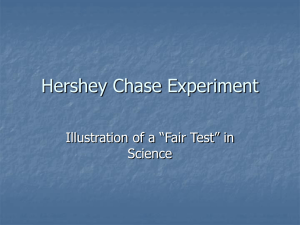
Data of Hauser and Brown(5,17)
on the vulcaniza-
tion of soft rubber are given in Figures XXIV, XXV,
XXVI, and XXVII, with unsaturation plotted against combined
sulfur for various rubber stocks as given in the legend
of each figure.
Unsaturation is expressed as per cent
unsaturation based on pure (C5 H8 )X
hydrocarbon.
2. For Hard Rubber:
Commercial prime ribbed smoked sheet was used
for the study of hard rubber vulcanization.
The rubber
0
used had a specific gravity of .920 at 25 0. and an
unsaturation of 92.4%
based on the pure hydrocarbon.
37
Two series of experiments were made using the following
two compositions:
I
Smoked sheet
Sulfur
II
100
100
47
47
Zinc oxide
5.0
Diphenylguanidine
---
-1.75
Figures XXVIII and XXIX give the unsaturation
and combined sulfur plotted against the time of vulcanization for the above two rubber compounacs.
The relations
between unsaturation and combined sulfur are graphically
represented in Figure XXX.
38
i
j-
-
t
44
L
-4
t
-t
Ii
---
4
-40'
-t
-
T,:
-
4
-.
-
-
-I-
-
TL
CA
-
174
-
t[
-4-
-'--
+4
-~
- -4-
4
-
_4
4
- 7
- - -
-
--
4-r
I-
Tt.
t
-'
t'
40L
L4
- t
--
jV
-j~
-
30
4-eJr-e
-4
-J
-
-vf
-
__Lb~.
-
-
-
-,7j
II
4
-~--
1I
39
r
~
1I
L
Y1n
,
-,4
I
I
4
f
I
L
4
ft#~
-A
iV
41~~
I
171
4
-T ~ ~
r
K1
4-1~
1~~
-t
tiI
4
-~
-L.--4
-4
4()
7 !7
L
L
_TT
L
4-
i4-:T
41
T4
-02A
0iy
~2~o
T,~k,7c~
(hrs)
-I'
L
42Z'
I
1Y
.
NO2tit
2
2
T-40+
+'
43
r-
T 1
- 7-
: ' - --
7
ICCL
7.
44
1~-1~1~
7~1
-
I
t
,
-1
Kl~~1i~o
i*
1,
I
-
I --/fi-
I
c~o
'Ii
It
O--
uF~T
1
I
-:
~
~
__________
)
to,
'47
IE 1~Zi
I
...........
~
7F-
'1441....
iJiIll
I.if
.*7~4
K-
V-H
LiiiLr
-I
~777ij77
-
"I)
I
-
*
--
~J~trm7~S
I
'
.. .
very 2~c
b'0ec/
I.
---I
, I . . ...
/ K777 777
K7~
-
-----
IF P -
72
.... ~
I
V
LL
~..I
I
thJI)I
i--
WIMA
I
iihJ~ Ii4~~
-
.
II
-
.
'
I
Ii,
-
-1
45
77i
--1
II
4'.J
~I
ii~ if
K
I. 2~
-
7
SI.
I
-- 4
-V
I.
>v
4,.~...4
* .01
r
.1'
94i0ur
__o
-I
1''~
0
/
ILN
I~
Al
2fl2
Bt
7
L___
I.
K
4
''I
1..
j
f /4
Fur
J~~3 '~2L. ~
-~
-
'-1
I
46
j
.
-T-
I-
114
'~1~'
K':
.171
FLI
tl~
I
4-4-
--I
-__
4-----
{.L
*4
0
ItI?
I
41V_
42~
___L__ _ I L_
,,
I
ly
'v
=
7.
T.
3 -) 0i 4 W V
7~c
71 =
____________________
fl
L
+-
4lv
*
- ,
'47'
,,'
<.2..........
-. ,
1
.
I7
(-l
7--_________,
Iiq
7 jl-T,7
. . " .
44
'
7
j
-t-_-
I
'2
4 1.i_
'V
.
...
t
t
48
L
4-1
4-4441
lia
t
'[~
1 1T
too-.1.
92a
4-j
_Q1.
t7L
774'1
'
i
iF
' 'i'
4,
K
I-
T7 _19
K
-4
Hmf
f
K
-fl
....'v
.41
.
1-~~~
~a
'
417
I
i
49
4
4~'
~jf
I
t
4,
F
I
V
4
4
I
4
-{i-
4
1
1-
4
4
~
--b-*--~t~-*~~i
1
4
4'
4-
4
4
2
-~---~--~---~
1-
1
-4-"-----
-~
4
4
-''.4-
-t
4Jn~2~1Q'J'
t
-t ~1
K
am
~InC4
I-
I
12.4
L
4,:
-+
'4,
j
----- .
t
4
~
.~
4-
4
I
.1
-t
4
4
-~
I
I
t
t
7~t5
-4
I
44
4
1
L
1
l's
4
4
1
-:
o
I
-I'{
0
I
~'1
-III
-I
I
-~
(I~ifl'3
)
7~r7re
1
4
4
4
~5-.
'I
41
4,
4
I
4
4
4
:
*1~
~
-i~~~-;
-~----
Z
~ii
4
,
-7
A
.4.
~~ hu ~7
H
__j24
777177.*.
TL
7~
1
4-
SO4
+~~
i3
niz.
.4
7r-c-
1r~
______
-4
4..,
1
1
1
~
~
L~4~t>.
4
1-
r
.1.
-4-
1
.1.
~jjjj~j~~:) ..7~.
4
-.
L
.4
iv~~I
14
I
I
1~
I
~g
&~ ii
.j
I
1
.. ~H."+.1t
4
~
~
I
t
I
1
-1
t~1.T
I
j
FI
I
~1c
I
4
4--
4
4
r
-I
I
.4
4
'1~
1
V
~1
-~
I
4
t----~--*.-
r
.1.1:.:
2
-F-.
I
2~.~."~
*.".~4
I
-~
1.-
______________
,.---.....,
I
I
I
L~)
4
\.
r--~--'-----------
.. ~-.-.---.
L
-I
4
52
7_
2Ji
1
1
1
17
17'
IlTr
f
.i
L.
I
01->
T
t 7
L
-
53
r
41
4L
1
+
-A
-2
i !Z
~:
71
7il
71
-77++
IT
I
T_1
17
>7it7T7Tt~t!47tTZe-
14~~4
LM4%ci+
121 t
2
L
ljO
4
Ii
121
-77-
r
_ 7
-
-7
f
0
:
~
_____
1744
1
54
I
Kj
K-4
4-
14-
-~'L
-
7-3Y"
71
4~-r
IT
+
''4
1+
41
-
4
+
L~L
4
-t,.--.,---.-
--
.
~
4-
4..
55
1t
-f
I
7
4-
:
'~
*1T
1
IVY4
1j
44-
,4,~4
f44
+
L:4
1
~
Lt
56
- -- II -
94
93
SASTOCK A
PER STOCKB
ICLJ
92
z
2 ATOMS SULFUR.
PER DOUBLE BOND
91
I ATOM SULFUR
PER DOUBLE BOND
z
90
-
---J-- ---
89
0
0.5
1.0
1.5
2.0
2.5
F.
Stock
A
Pale crepe
Stearic acid
Zinc oxide
Sulfur
Tetramethylthiuramidisulfide
3.5
3.0
4.0
xxV
Stock
10
B
Pale crepe
0.5 Stearic acid
5.0 Zinc oxide
2.5 Sulfur
Mercaptobenzo0.25 thiazole
Data of Hauser, E.A., and Brown,
J.R,
100
0.5
5.0
2.5
1.5
57
92
- --- I ATOM SULFUR
PER DOUBLE BOND
90
CL
%-0
z
-
:z
2 ATOMS SULFUR
PER DOUBLE
-- BOND -
88
0
0r
I(n
86
z
o - STOCK C
a - STOCK D
84
82
0
0.5
1.0
1.5
2.0
2.5
COMBINED SULFUR (GMS. /100
3.5
3.0
4.0
GMS. RUBBER)
Fig. XXV
Stock
Pale crepe
Stearic acid
Zinc oxide
Sulfur
Zinc dimethyldithiocarbamate
Stock
0
100
0.5
5.0
2.5
0.25
D
Pale crepe
Stearic acid
Zinc oxide
Sulfur
Heptaldehyde
aniline
Data of Hauser, E.A., and Brown, J.R.
100
0.5
5.0
2.5
0.5
58
S0-T-
94
z
0 - STOCK
E
A-STOCK
FI
92
Q-
z
90
0
2 ATOMS SULFUR
PER DOUBLE BOND
88
(I)
IATOM SULFUR
PER DOUBLE BOND
z
86
84
TO 64.2 X AT 143
COMBINED SULFUR
82
0
I
2
4
3
5
6
COMBINED SULFUR (GMS. /100 GMS. RUBBER)
7
8
r-i3. XXVI
Stock F
Stock E
Pale crepe
Sulf ur
100
8
Data of Hauser, E.A.,
Pale crepe
Sulf ur
Zino oxide
and Brown, J.R.
100
8
5
59
94
.
93
92
z
91
*
2 ATOMS SULFUR
PER DOUBLE BOND
0
90
I ATOM SULFUR
PER DOUBLE BOND
zr
89
88
EO
SSTOCK G H
- STOCK
87
0
0.5
1.0
1.5
2.0
3.0
2.5
F1,. XXVII
Stock
Gi
Pale crepe
Stearic acid
Zinc oxide
Sulfur
Diphenylguanidine
Stock
100
0.5
5.0
2.5
1.0
H
Pale crepe
Stearic acid
Zinc oxide
Sulfur
"Ureka C"
Data of Hauser, E.A., and Brown, J.R.
100
0.5
5.0
2.5
1.0
64)
=t
4-t~
+-
7t7
-
4
t'tt.
7-t
-7-
7
I+
.
v.2
+
7
-- L
.7
40
at
7-
-74f7r
61
1
4X
S
1-7
144
4
iL4"
1
t
I
t
T+
1
4
t
47
1-5
I'1
t7
62
771*
77"t
+7K
4
47
17177
K~
Id
7
7--
4r 4
Au
30m,
L
2
L
I-
T.7
-
I~:~:~':
+t
-:4
IikK4~Lii:m
r
1
VII. DISCUSSION OF R-68ULTS
A. The eoxmation of FacGice.
1. iun6 Oil:
There is no doubt.
wiULa
Uun6 oil.
t1 at sulfur clitmically roacts
As soon as sullur sUarus Lo comoino,
i,.s ra'uo oi comnination be 6 ins io inci-oaso veiy no.iceaoly un'il pcac!ically all
This is silown by the
-snapad.
Lht
suliur ihas comzinea.
cuevv o
Figu '
IV,
which gives the relation of combined sulfur with time.
In the region where the rate of reaction is the fastest,
the reaction seems to be very sensitive to temperature.
A little variation in the temperature control of the
apparatus will give products of different degrees of
vulcanization.
This accounts for the spread of the
eyperinental points in those curves with time of reaction as the abscissa.
As mentioned before, sulfur first dissolves in
the oil giving a true solution.
The solution thickens
as the sulfur combines, until finally a solid gel is
obtained.
This is shown by the increase of per cent in-
soluble in acetone with the time of reaction in Figure II.
The insolubility and infusibility of the solid factice
indicate that it has largely a tri-dimensional structure
linked by primary valences.
64
As the reaction proceeds, we notice that the
specific gravity of the vulcanized oil increases (Figure
III)
and the unsaturation decreases (Figure V).
Curiously
enough, the diene number, which is a measure of the conjugated double bonds, remains constant for a relatively
long period of time before starting to decrease as shown
in Figure VI.
(The unsaturation and diene numbers are
all given on a sulfur free basis in order that a comparison with the original oil can be conveniently made.)
Molecular weight of the vulcanized oil is noticed to
increase with the reaction time from Figure VII, but
unfortunately only the molecular weights of samples
which are but slightly vulcanized can be measured.
During
the very early part of the vulcanization, no hydrogen
sulfide is given off, although later there is a steady
evolution of this gas.
This is shown in Figure XVIII.
Due to the fact that the changes of the various
properties are in consequence of the combination of
sulfur, some of the data are therefore replotted
against combined sulfur in order to facilitate their
interpretation.
is thus replotted.
In Figure VIII, the molecular weight
The actual curve is shown to be
below the theoretical one which corresponds to the case
where every two sulfur atoms combined would link up
two oil molecules.
There are two possible explanations
65
to offer for this observation.
Firstly, some of the
sulfur combined may have added to the double bonds
intramolecularly; and secondly, there is also the
possibility that a part of the sulfur combined may have
linked together two eleostearic acid chains attached
to the same glycerol molecule, thus causing no large increase in the molecular weight.
It is believed that in
all probability sulfur combination occurs both ways.
From Figure X, which gives the relation of the
diene number to the combined sulfur, it can be seen that
the number of conjugated double bonds, as measured by
maleic anhydride, remains constant until practically all
the sulfur has combined.
This result can be explained
by a consideration of the molecular structure of eleostearic acid, which is as follows:
CH3 (CH2) 3CH=CH-CH=CH-=C=CH (02)7000H
1
2
3
4
5
6
For maleic anhydride condensation, two conjugated double
bonds are required.
Thus for a single eleostearic acid
chain, only one molecule of maleic anhydride will add.
It is therefore possible to reduce the unsaturation of
the acid chain by one double bond without altering the
diene number.
Two possibilities for this loss of unsatura-
tion present themselves:
1-2 or 1-6 addition.
The
experimental results indicate that the diene number remains constant, while the iodine number decreases and
the combined sulfur sawI4
increases.
This means that
the net removal of one double bond from each acid chain
renders the remaining two double bonds less reactive
toward further sulfur addition.
In the case of 1-2
addition, it is improbable that the 5,6 positions are
inhibited.
Whereas in the event of 1-6 addition,
steric or other factors would tend to make the remaining double bonds less active.
Furthermore, such con-
jugated systems generally react at their terminal carbon
atoms.
Therefore, it is believed that the addition
of sulfur to eleostearic acid in tung oil takes place
at the 1-6 positions of the conjugated system.
The experimental results as shown in Figure IX
indicate that sulfur combines with the oil in a ratio
such that two atoms of sulfur are added for each double
bond disappeared.
After the greater part of the
sulfur has combined, the curve begins to bend downward
toward the theoretical line corresponding to one atom
of sulfur per double bond.
This is in contrast
to the usual assumption that sulfur always co mbines
with one atom of sulfur for each double bond.
In the
very early part of the vulcanization, there is also
no dehydrogenation reaction as shown in Figure XXI by
67
tha fact that no evolution of hydrogen sulfide accompanies the combination of the first part of sulfur.
Later, as combined sulfur increases, hydrogen sulfide
begins to be evolved.
To explain the above results, let us first give
some consideration to the chemistry of #he sulfur.
Sulfur
in its elementary state at ordinary conditions is understood to be in a molecular aggregate of eight sulfur atoms
.
arranged in a ring
As it is heated
oil, a true solution is first formed.
with the
But before it
can react, it must break down to smaller molecular
aggregates, perhaps in the following manner#:
S
eb
4 S2
2 S4
8S
(I)
Let us assume that in the case of tung oil, due to the
high reactivity of the terminal carbon atoms of the conjugated system, some sulfur is able to react in the
diatomic form before decomposing to the monatomic state.
Thus we can propose the following equation as the first
reaction in the vulcanization of tung oil:
#A study on the chemistry of sulfur at elevated
temperatures was made by P. Scholz
, who was able
to demonstrate the presence of S4 formed by the decomposition of 8
. He suggested the following chemical
change:
*
i
8
~ ~.
0
4
P~
p
68
-CHCH-CH=C- CH-
-
S-s
-CH-CHCH-CHCE-CH-TH-CH=CH-CH=CH-CE-CH=CH-CH=CH-CH=CH-
+ S
or
-
(II)
H-CH=CH-CH=CH-THS-S
S-s
-E-CH=CH-CH=CH-CH-
Later, there will be also formed atomic sulfur and it
may combine as follows:
+ S
-
CH-CH-
(
-CH=CH-
III-a)
S
-CH-CH=CH-CE=CE-CH-
h-CH=H=C'H-jHS
-
-CH=CH-CH=CH-CH=CH- + S
H-CH=CH-CH=CH-6or
rII-b)
-CH-CH=CH-CHCH-?H-CH-CH=CH-CH=CH-CHAt the same time due to the instability of the sulfursulfur linkage in
S-S at the high temperature main-
tained, a certain portion of the sulfur in this form
will decompose to give a more stable product.
The
result is a dehydrogenation reaction, shown as follows:
69
-CH-CH=CH-CH=CH-CHS-O
-CH-CH=CH-CH=CH-CH-
--
(IV)
2
-
S-S
-CH-CH=CH-CH=CH-CE+
S
-C=CH-CH=CH-CH=C-
-
4
-C=CH-CH=CH-CH=
or
-jH-CH=CH-CH=CH1 Hs
I-S
2 H2
-6H-CH=CH-CH=CH-CH-
2
=CH-CHCH-CH=Qe
0=H-CH=CH-0H0-
- =CH-CH=CH-CH=CSimultaneous occurrence of reactions (III) and (IV)
will give the net effect of sulfur combining in a ratio
of about two atoms of sulfur per double bond.
reaction proceeds,
As the
(III) will perhaps predominate
causing the curve in Figure IX to bend downward. The
sharp drop of unsaturation will be discussed later.
With the above equations we are able to explain/
all the experimental results.
Combination of sulfur
in the very early part of the vulcanization at a ratio
of two atoms of sulfur per double bond with no evolution
of hydrogen sulfide is accounted for by equation (II).
Later even with the evolution of hydrogen sulfide, the
ratio is still about the same, although tending to
170
decrease toward one atom of sulfur per double bond when
most of the sulfur has combined.
This result is the net
effect of two reactions, namely, an addition or bridging
reaction and a dehydrogenation reaction.
The fact that
no hydrogen sulfide is evolved in the first stage of the
vulcanization although an appreciable amount is liberated
later has also been explained.
The thickening of the
solution and the increase of molecular weight is attributed to the bridging effect of sulfur.
Returning to equation (II) again, it may be of
interest to note that diatomic sulfur may combine in two
ways giving the following two structures:
j~
(a)
S-S
and
(b)
-THS
I
S
-CH-
-H
Qualitative tests have so far failed to show the presence
of disulfide linkages.
Furthermore, it will be difficult
to explain the hydrogen sulfide evolution in the later
stages of the vulcanization with the disulfide structure.
In the literature, thiokol is reported to have a structure
as follows(36):
-C 2 H4 -S-S-0 2 H-S-S-C 2 H- S-S-C 2 HS S
S S
S S
71
Due to the weakness of the sulfur-sulfur bond, exactly
50% of the sulfur in thiokol can be removed by an aqueous
alkali extraction.
Therefore, if there are some
NS-S
linkages in the factice, an aqueous alkali extraction
should also remove some sulfur.
An experiment was per-
formed using a solid factice with a total sulfur content of 11.35 g. of 3/100 g. of oil.
The experimental
results, which are averages of two check determinations,
are given below:
Total sulfur
...................
11.35 g. S/100g. oil
Free sulfur by sodium sulfite
extraction ..................
.43 g. S/100g. oil
Sulfur extracted out by aqueous
dilute alkali ...............
.88 g. S/100g. oil
This evidence would strength the belief that there are
-S
linkages.
Therefore, the presence of disulfide
groups is considered unlikely.
The large drop of unsaturation and diene number
after all the sulfur has combined (Figures IX and X)
is believed to be due to polymerization of the oil.
This opinion is further supported by the specific gravity
data as given in Figure XI.
Specific gravity increases
linearly with the amount of combined sulfur until all
the sulfur has combined.
After that, there is a
77 Massachusetts Avenue
Cambridge, MA 02139
http://Iibraries.mit.edu/ask
MITLibraries
DISCLAIMER NOTICE
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available.
Thank you.
The following pages were not included in the
original document submitted to the MIT Libraries.
This is the most complete copy available.
Page 72
2. Linseed Oil:
In general, the physical appearance of the action
of sulfur on linseed oil is quite similar to that on
tung oil.
Sulfur first dissolves in the oil before it
The reaction is also very sensitive to small
reacts.
variations of temperature, thus causing the spread of the
experimental points in the graphs with time of reaction
as the abscissa.
The thickening of the solution and
the increase of the -per cent insoluble in acetone with
time of heating (Figure XIV) indicate that larger molecular aggregates are being continuously formed.
For the vulcanization of linseed oil with sulfur
alone, the iodine number and the combined sulfur when
plotted against time of reaction give the familiar
S-shaped curves (Figures XIV and XV).
Once the reaction
begins, it will proceed at increasing rate until practically
all the sulfur has combined.
The presence of zinc oxide alters the result
quite appreciably.
With zinc oxide, the rate of reac-
tion is accelerated at the initial stage but retarded
later.
The retarding influence is perhaps due to the
zinc sulfide formed rather to the original zinc oxide,
as small amounts of zinc sulfide have been found in the
samples.
Figures XIV and XV also show the relation
of iodine number and combined sulfur with time for the
74
case with zinc oxide.
Viscosity measurements of the
solutions as given in Figure XVI show similar results.
From Figure XVII, it can be seen that for pure
oil and sulfur mixtures, sulfur combines at a ratio
greater than one but less than two atoms of sulfur per
double bond.
reaction.
This evidently cannot be due to one simplKe
Considering the chemistry of sulfur and re-
ferring to reaction (I) again, we can conceive the presence of S2 and S
in the oil.
Atomic sulfur will be
able to combine in the following manner:
-CH=CH-
+
S
--
+
-CH-CH-
(VI-a)
S
-CH=CH-CH=CH-
-CH-AH+
S
Z5
(VI-b)
-CH=CH-TH-IHAccording to recent studies on drying oils, linseed
oil upon heating will isomerize to glycerides of fatty
acids containing conjugated double bonds (8,25 ) Linolenic acid upon isomerization gives a conjugated system
of three double bonds.
to combine
(II).
Thus some sulfur will be able
in the diatomic form according to reaction
Unlike tung oil, the conjugated systems of double
bonds must be formed during the reaction, and so the
initial stage is not a combination of the oil with diatomic sulfur alone, but also with atomic sulfur.
Thus
sulfur can combine with the oil at a ratio greater than
for
one but less than two atoms of sulfur each double bond.
Later, in addition to the above mentioned reactions,
there will also be dehydrogenation giving off hydrogen
sulfide according to equation (IV).
As in the case
of tung oil, hydrogen sulfide is only given off after
some sulfur has combined (Figure XXII and XIX).
The
experimental results are in reality the net effect of
several reactions.
The large decrease of unsaturation toward the end
of the vulcanization is attributed to polymerization.
Isolated double bonds in linseed oil have been shown to
be able to be isomerized to conjugated systems by heat,
thus enabling polymerization to proceed according to
the Diels and Alder mechanism (8,25)
It is believed
that polymerization is catalyzed by the presence
of
sulfur or its derivatives, as pure linseed oil heated
for the same amount of time at the same temperature
does not show any sign of polymerization(Figure XVI).
With the addition of zinc oxide, sulfur is ahown
to combine with the oil at a ratio of almost two atoms
of sulfur for each double bond lost (Figure XVII). This
76
can be explained if we assume that zinc oxide can
activate diatomic sulfur so that it can combine even
with isolated double bonds:
-
-CH=CH-
-CH=CH-
+
E- H-
2 S2
-CH- H-
(VII)
-CH CH-TH-CHIt has been known for a long time that inorganic bases,
such as zinc oxide, can activate sulfur and accelerate
the vulcanization of rubber 9.
Using this concept,
we can easily see that during the early part of the
vulcanization more sulfur combines in the diatomic
form (Reaction VII) than in the atomic state (Reaction
VI).
In this way we are able to account for the ratio
at which sulfur combines with the oil in the presence
of zinc oxide.
The accelerating action of zinc oxide
may be due to its ability to activate the sulfur.
Later,
the dehydrogenation reaction also plays an important
part, although in the presence of zinc oxide a small
amount of hydrogen sulfide appears to have been evolved
even in the early stages of the vulcanization (Figure
XX and XXIII).
occur as follows:
The dehydrogenation
reaction may
S-S
-s
H- H-2=
+
2H 2S
(H-I
--
Toward the end of the reaction, polymerization of the
oil is again observed by the relatively large decrease
in unsaturation with only small increase in combined
sulfur.
3. Suggested Mechanism of Factice Formation:
In order to explain the vulcanization of vegetable
drying oils, such as tung or linseed oil, to factice,
several chemical reactions have been proposed.
They
may be summarized as follows:
Before any chemical reaction occurs, a solution
of sulfur in the oil is formed upon heating.
Each
molecule of sulfur, which consists of eight atoms arranged
in a closed ring, must first split open and decompose
into smaller aggregates before it will be active enough
to react with the organic double bonds.
Diatomic
sulfur will soon be formed, which will in turn decompose to atomic sulfur under the influence of heat.
bridging reaction between the double bonds and S2
A
will
occur before it decomposes into atomic sulfur, if either
the S2 or the double bonds are sufficiently activated
78
(Reaction II and VII).
For instance, zinc oxide is
able to activate sulfur sufficiently to enable it
combine in the diatomic form.
to
Highly reactive double
bonds, such as those in a conjugated system, may also
combine directly with S2 at the terminal carbon atoms
of the system.
In addition to the above, there is always
the combination of atomic sulfur according to either
an intramolecular addition or an intermolecular bridging
reaction.
Thus the ratio at which sulfur combines is
not restricted to one atom of sulfur for each double
bond, but may have other values depending upon the
conditions.
The dehydrogenation reaction usually occurs
only after some sulfur has combined and hydrogen sulfide
is then liberated.
It may be considered as
a decom-
position reaction according to equation (IV) or (VIII).
After most of the sulfur has combined, further heating
will induce polymerization of the oil.
For the case
of tung and linseed oil, polymerization is believed to
occur according to the familiar Diels and Alder
mechanism.
B. The Vulcanization of Rubber:
1. Soft Rubber:
Figure XXVI shows that for the simple rubber-sulfur
compound E, the relation of one atom of sulfur saturating
L
79
one double bond is experimentally found to be true.
However, with the addition of zinc oxide or organic accelerators, the combination of sulfur is generally in excess
of one atom of sulfur for one double bond.
This is
shown in Figures XXIV, XXV, XXVI and XXVII.
Of the
accelerators used, "Ureka C"
(benzo-thiazyl-thiobenzoate)
differs from the other five in being a delayed-action
accelerator, as the active accelerating agent is released
under heat.
No doubt there exists in vulcanized rubber more
than one type of sulfur combination, as the results
obtained cannot be explained by the assumption of any
one simple reaction.
It is also evident that the
accelerators used exert a definite influence on the types
of sulfur combination by catalytically controlling one
or more of the reactions taking place.
In pure rubber-sulfur compounds, the chemical
reactions are much simpler than in accelerated stocks.
sulfur combines either in a direct intermolecular addition or a bridging reaction.
The bridging reaction will
explain the increase of elasticity and tensile strength,
or in other words, the formation of soft rubber.
On the
other hand, the addition reaction will not contribute
much to the improvement of the phy7sical properties.
SO
From the results on accelerated stocks, we are
inclined to believe that some sulfur combines at a ratio
of two atoms of sulfur per double bond.
The fact that
less sulfur is needed for accelerated compounds to
obtain the optimum cure suggests that accelerators promote
cross linking reactions.
A disulfide structure may
form, but it can hardly be considered as stable enough
In the light of the work done on factice
to remain.
formation, the following equation is again proposed:
-CH--
-CH=--
s- I- CH3
13
CH03
-*CH-
+
2 S2
(IX)
CH33-
3
-CH=
-C1 3
I-
-
-
CH3
Dehydrogenation reaction may
occur as a decomposition
of some of the S-S linkages:
S-S
MM
.CH2C
CH3
--
H3
- -CH-
+
0113
2 H
(x
The small amount of hydrogen sulfide thus formed may
be oxidized to sulfur again by the oxygen dissolved in
the rubber, and thus the total sulfur content of all
the stocks investigated can remain practically constant
as experimentally found.
At the same time simple sulfur
addition and bridging reactions involving Sl may also
occur.
If we consider, as in the discussion on factice
formation, that sulfur must first disaggregate into
smaller units, such as S2 and S1 , before it can react,
then it will be easy to conceive the above reactions.
In this way, the experimental results found can be
explained as the net effect of several simultaneous
reactions, which are subject to the catalytic influence
of each particular accelerator.
Depending on whether
the accelerator activates S2, or Sl, or both, various
vctues
v-a---o-s for the ratio of atoms of sulfur combined to the
number of double bonds lost can be observed.
Although direct experimental evidence for the
presence of this structure,
-CH- , is lauking, never-S
-H-
theless,
b: assuming this type of combination, we are
able to explain the results obtained.
Work of Kirchhof (32)
has shown that some sulfur in vulcanized rubber can be
more easily oxidized than the rest.
Alkali extraction
82
(19)"
Sh
n
to indicnte tbat
a-v py--ma4
rhbbe
ed.
r.4ulMfa-
o
ts
ineTi he i-than
t
the -reet.
According to Boggs and Blake
J,the terminal
unsaturated groups are more reactive than those in the
middle of the chain.
Soft rubber formation consists
only of the combination of sulfur with the terminal unsaturated groups.
Any sulfur added to the double bonds
in the middle of the chain only helps to form hard rubber.
This concept in the present opinion seems to be quite
useful.
We can extend it by assuming that the reaction
at the terminal double bonds is a cross linking reaction,
involving either S2 or S1 and giving either of the
following structures:
(a)
-C-S-C-
(b)
-C-I-C-
It is considered that most probaby jch oros lriking
involves only one terminal doullb bend azd pnor~nydother
double bond wh ch happens to. be in thQ. nearest
jrgh*Qnood.
structure:
CH
O3
-
C - CH 2 -CH2 -CHL-JS
CH3
- CH2 -CH 2 -CH-
6..
I
L
3JL
83
The cross linking will account for the increase in
elasticity and tensile strength.
For each molecule,
soft rubber formation will proceed first due to the
But in a
higher activity of the terminal double bonds.
n
mass of rubber molecules, side they do not all react
instantly at the same time, both types of combination
must be proceeding.
Thus even though only less than
1% of sulfur is theoretically required for vulcanization, actually the amount used must be more.
In the pre-
sence of accelerators, the bridging reactions at the terminal double bonds will predominate and so we need less
sulfur than for straight rubber-sulfur compounds.
Ob-
viously, no simple relation can be found between the
physical properties and the combined sulfur if all types
of compounds are considered.
After most of the sulfur has combined, the additional loss of unsaturation is interpreted by Hauser
and Brown as the result of polymerization of the rubber
hydrocarbon under the influence of heat and accelerators.
The following reaction has been proposed:
-
_
-
H3
7H 3
-CH= C-
(XI)
-
==
CH 3
H
-mom
H3
S4
In the present opinion, it is also believed that the
above reaction offers the best explanation.
Although
four carbon-atom rings are generally considered to be
unstable due to the strain at the bonds, substituted
cyclobutanes have been found to show remarkable stability
(4)
The product suggested here corresponds quite near to
Further evidence for polymeri-
substituted cyclobutanes.
zation is given by the work of Curtis, McPherson, and
Scott
, who made a careful study of the densities of
rubber-sulfur vulcanizates.
They found that for rubber
with low coefficients of vulcanization#, "long heating
after the combination of rubber and sulfur is complete
increases the density".
This result is best explained
by assuming double-bond polymerization of rubber under
heat.
From a geometric point of view, if fewer double
bonds are present in the rubber, there will be less possibility for polymerization to occur.
If rubber were much
less unsaturated than in its natural state, vulcanization
with sulfur would give a rubber much more resistant to
aging and chemical reagents.
Furthermore, if the un-
saturation were so low that the sulfur used for the
#Coefficient of vulcanization is defined as parts
of sulfur combined per 100 parts of rubber.
85
vulcanization would remove all the double bonds, probably
over-vulcanization cannot occur.
Recent studies on butyl
rubber (56) tend to favor these suppositions.
With
these points in mind, it was decided to study the vulcanization of partially hydrogenated rubber.
To prepare
partially hydrogenated rubber, high pressures and low
temperatures were used in order to prevent degradation
of the rubber molecules.
An apparatus consisting of a
high pressure bomb, maintained at constant temperature
in an oil bath, was constructed.
Slow rotation of the
bomb was used to agitate the contents. (See Appendix,
).
The nickel catalyst used was prepared
Hydrogenation
according to the procedure of Raney (45) .
p.
experiments were first carried out with de-proteinized
rubber in the form of a thick plastic dough, prepared
by swelling the rubber in methylcyclohexane.
At pressures
about 100-120 atmospheres and temperatures around 14000.,
no hydrogen was absorbed even after riany hours.
However,
by using a dilute 2% solution of the rubber in methylcyclohexane, the rubber was successfully hydrogenated
at 128-1350C. and 1150-1800 lbs./sq.in.
In 17 hours,
37% of the double bonds originally present were saturated
as determined by iodine number measurements.
After
removing the catalyst and drying, the partially hydrogenated
rubber was found to be quite elastic and seemed to stand
ultraviolet rays better than the original rubber.
However, owing to the small size of the bomb, only 1.5 g.
of rubber could be hydrogenated in each run.
This amount
was too small to make any vulcanization experiments.
Since it was believed that this investigation was really
beyond the scope of the present thesis and also because
the time available was limited, it was decided not to
proceed any further.
Future work in this respect will
certainly give interesting results.
2. Hard Rubber:
It can be seen from Figures XXVIII and XXIX that
diphenylguanidine is a faster accelerator than zinc oxide.
After the vulcanization is complete, both compounds seem
to have practically the same combined sulfur content
and unsaturation.
The relation between combined sulfur
and unsaturation for the two compounds as given in
Figure XXX is also very interesting.
Combination of
sulfur appears to have started at a ratio of approximately two atoms of sulfur for each double bond.
As the
reaction proceeds, the ratio decreases until the experimental curve is practically parallel to the theoretical
line corresponding to one atom of sulfur for each double
bond.
It is also of interest to note that even after
a coefficient of vulcanization of 46 has been reached,
there is still about 15% of unsaturation left.
In the
formation of hard rubber, further heating after the
combination of sulfur is complete does not seem to produce
any indication of polymerization.
It appears that with
only a few double bonds scattered in a mass of rubber
molecules, polymerization is impossible.
From the above it is evident that if more sulfur
is available, the coefficient of vulcanization can be
higher than 47#.
Similar results has been obtained
by Stevens and Stevens (55)
who studied the vulcanization
of hard rubber with accelerators.
They found that in
the presence of accelerators and large excess of sulfur,
the coefficient of vulcanization can be much greater
than 47.
On the other hand, working with non-accelerated
compounds, Fischer and Schubert(12)
had concluded that
when the theoretical amount of sulfur is used, the addition is practically complete giving negligible substitution.
When the amount of sulfur used is in large excess,
combined sulfur greater than 47 parts of sulfur per 100
parts of rubber may be obtained.
The experimental results obtained in the present
investigation again can best be explained in the light
#The theoretical maximum of 47 is calculated on
the assumption that for every atom of sulfur combined
one double bond disappears.
of the assumption that sulfur must decompose from S8 to
S2 and then S1 before it can react.
In the presence of
organic accelerators or zinc oxide, some sulfur in the
diatomic form may react first with the terminal double
bonds of the rubber hydrocarbon.
Later there will be
mainly an intramolecular addition of sulfur to the double
bonds in the middle of the
chain according to the scheme
of Midgeley, Henne, and Shephard.
Atthe same time a
small amount of hydrogen sulfide may form by the decomcan
position of the - Hgroups.
Thus weAaccount for
-Hthe ratio at which sulfur combines with the double bonds.
It is also evident that some unsaturation can remain
even when the coefficient of vulcanization is already
47.
In pure rubber-sulfur compounds containing theoretical
amount of sulfur, the bridging reaction at the terminal
unsaturated groups will take place at a ratio of one
atom of sulfur for each double bond, thus giving
prac-
tically no substitution.
Intramolecular addition of the greater part of
the combined sulfur offers a good explanation for the
thermo-plasticity of hard rubber.
At the same time the
small number of sulfur linkages present can account for
its insolubility and infusibility.
89
3. Suggested Mechanism for Rubber Vulcanizations
Several chemical reactions have been proposed
in the preceding discussion to explain the vulcanization
of rubber with sulfur, and
they are summarized as
follows:
Before sulfur can chemically combine with the
rubber, it must first decompose from
Sl .
8
S2 and then
In the case of a pure rubber-sulfur compound, com-
bination of sulfur will begin once some atomic sulfur is
formed.
The ratio at which sulfur combines will corres-
pond accurately to one atom of sulfur for each double
bond.
But in the presence of inorganic bases or organic
accelerators, the reactions taking place will be quite
different.
Depending upon whether S2, or 3l, or both
are
activated by the catalytic influence of the additional
agents, the ratio of atoms of sulfur combined to the
number of double bonds lost can assume various values.
Due to the higher reactivity of the terminal double bonds
of the rubber hydrocarbon, combination with sulfur will
occur there first in a bridging reactions The cross
It 1.~considered that most probably sucb crss lintidrg
invplves only one terminal double bond and one any other
double bond wbicb happens to be in the nearest neighborhood.
addition of sulfur to the double bonds in the middle of
the chain.
For a single rubber molecule, the bridging
90
and addition reactions will occur in distinct steps.
But for a mass of rubber molecules, both reactions
will proceed simultaneously.
The bridging reaction at
the terminal unsaturated groups can take place in the
following two ways, depending on whether 32 or S1 is
activated:
(a)
H3
+
S
-
H3
--
-CH=
_
-H-
CH3
H3
(b)
H3
H3
-CMH-
-H
S
-
+
-CH
IH3
IH
i
Since S2 is continuously decomposing into Sl, as time
goes on, there will be practically only the addition of
S
to the double bonds of the rubber hydrocarbon.
Hard
rubber formation by intramolecular addition may proceed
as follows:
-CH 2 -CH=gH
CH 2 -CH 2 CH
CH2-CH2-CH=
2CIg
+
S
Hj
H 3H
CH -CH -CH-CH -"CH-SH CH -*CH -CH2
S_22
S22
Due to the instability of the sulfur-sulfur bond in
3CH-
91
-CH-
at the high vulcanization temperature, some decom-
S-s
-CHposition will occur liberating hydrogen sulfide.
effect it is a dehydrogenation reaction.
In
In the case
of soft rubber vulcanization, after all the sulfur has
combined, further heating will induce double-bond polymerization of the rubber hydrocarbon.
Four carbon-atom
rings are believed to form by this reaction.
In the case
of hard rubber vulcanization, much more sulfur is used
and no polymerization will occur due to the fact that
most of the unsaturation are removed by reacting with
sulfur.
C. Vulcanization with Sulfur:
It can be seen from the experimental results
obtained that factice formation and rubber vulcanization
are quite similar.
In both cases, the rate of reaction
is greatly influenced by small amounts of additional
agents.
Also the ratio of atoms of sulfur combined to
possible
the number of double bonds lost has been foundtfor both
cases
to have various values depending upon the actual
conditions.
In fact, the observed results are so
similar that the chemical reactions proposed to explain
them are only slightly different
Those reactions
are all based upon the concept that sulfur must decompose from S8 to S2
and then S
before it can react.
92
It is thus quite evident that vulcanization with sulfur
is fundamentally a chemical change involving activated
sulfur and organic double bonds.
93
VIII. CONCLUSIONS
From the preceding discussion it is concluded
that:
A. Vulcanization with Sulfur in General:
1. Vulcanization with sulfur is fundamentally a
chemical change involving activated sulfur and organic
double bonds.
2. The ratio of atoms of sulfur combined to the
number of double bonds Ais not restricted to one atom
of sulfur for each double bond, but may have other values
depending upon the conditions.
3. Sulfur must decompose from S8 in the form of
an eight-membered ring to smaller molecular units, perhaps
to S2 and S , before it can be activated and react.
B. Factice Formation:
1. The rate of reaction of sulfur with tung and
linseed oil is greatly influeneed by small amounts of
such additional agents as zinc oxide or captax.
2. Combination of sulfur with the conjugated double
bonds of the eleostearic acid in tung oil takes place
at the terminal carbon atoms of the conjugated system,
giving a typical 1-6 addition.
3. The following possible chemical reactions explain
adequately the process of factice formation.
Under different
F
conditions, different reactions predominate.
(a) Addition:
Intermolecular:
-CH=CH-CH-CH-
-QH-CH+
-S
-CH-qH-
S2
-CH=CH-
-H-
-CH-CH.or
-s
-H- 6H-
-CH=CH-
-H- H-
CH=CH-
-CH-CH-
H-
-CH=CH-
-
S-S
or
-CH-CHS
S>8
-CH-CH-
-9H- H-
In the case of conjugated double bonds:
-
- H-CH=CH-CH=CH-6H-
CH=CH- CH=CH- CH=CH-
-CH=CH-CH=CH-CH=CH-
+
3
-S
-eH-CH=CH-CH=CH- H-
--
2
-9H-CH=HCH-CH=CH-
-CH=-CH0CCH-CH=CH-
H-
or
-CH-CH=CH-CH=CH-CHS-S
OS-
CH-CH=CH-CH=-CH-CH-
Intramolecular:
-CH=CH-
+
S
--
-CH-CHS
(b) Dhnation:
H-OH-
-H- 9H-YH-
+ H25
a
-S
H-
or
S-S
-CH-H-
S
0-0
- CH- (jH-
L
N
S =-
+ H2 S
95
(d) Polymerization:
-GH=CH-CH=CH-
H=C
+
-CH
-CH=CH-
CH-
-CH-CH-
C. Rubber Vulcanization:
1. Coefficient of vulcanization in the presence of
accelerators or zinc oxide can exceed the value of 47.
2. The results obtained from studies on rubber
vulcanization can be conveniently explained by the assumption of the following reactions:
(a) Addition:
Intermolecular bridging reaction at the terminal double
bonds, which are considered to be more reactive than those
in the middle of the chain. Cross linkages thus formed
are responsible for soft rubber formation.
- HH-H- CH
-E
H32
+
-o
2
-
S-3-
S
J3
-H
-
CH-
+
-CH=
S
3H-
-
H- --.
H3
--
3H-
o
S
-a H.
-H3
Intramolecular addition to the double bonds in the middle
of the chains. This reaction accounts for hard rubber
formation:
r
96
H CH2 -CH 2 -CH= H CH2 -CH 2 -CH= H CH 2 CH -CH-
-CHO-CH
H CH
H
S
+
2-
S
CH- HCH
S
S
(b) Deh-drogenation:
-CH4-
H-
-CH- -H-
S-CH---
-CHr H-
+
H25
C S9
H3
ICH 3
-CH=C--
-
- CIZ- CH-
(c) Double-bond Polymerization:
Prolonged heating after all the sulfur has combined in
soft rubber vulcanization induces polymerization.
CH
-C;CH-
- H--
-CH=CCH
-w HSE3
H-
-
-CH 2 -CH=
IX* RECOMMENDATIONS
It is recommended that :
(1) The vulcanization of partially h7-drogenated
rubber be studied with special emphasis on such properties
as: aging, chemical resistance, high elasticity, and
overcure.
(2) Some research be conducted to determine the
chemical reactions of sulfur with simpler unsaturated
organic compounds of smaller molecular weight.
By analogy,
these results may help to give a better understanding
to the chemistry of vulcanization.
(3) An attempt be made to develop some qualitative
tests for the detection of special structural groups or
types of sulfur combination in vulcanized rubber or
factice.
Advantage might be taken of physical as well
as chemical properties.
r
98
X. APPENDIX
99
A. SUPPLEMENTARY EXPERIMENTAL PROCEDURES
1. Preparation of Samples:
The drying oils used in this investigation were
stored under ae atmosphere of carbon dioxide in order
to prevent any oxidation.
For tung oil, the samples
were prepared by mixing 22.50 g. of sulfur into 150.0 g.
of oil, both quantities being accurately weighed.
Lin-
seed oil samples were similarly prepared with the exception that for certain runs, 12.00 g. of zinc oxide
were added
besides.
If the samples were heated for
only a short time, then the amount of sulfur combined
would be small.
Upon cool/ing, some elementary sulfur
would precipitate and settle to the bottom of the conIn making analyses, care must be exercised
tainer.
to get representative samples.
If the oil were well
agitated when sampling, then the error involved was found
to be very small and consistent results were easily
obtained.
Once enough sulfur has combined to give a
thick plastic dough or an elastic solid, sampling was
much easier, as the material was quite homogeneous.
To prepare the rubber samples, 200 grams of standard
prime ribbed smoked sheet were first milled in a laboratory mill for three minutes and then compounded with
sulfur and other ingredients in the next seven minutes.
t00
The width of the gap between the rolls of the mill was
The compounded rubber was stored at room
.02 in.
temperature for twenty-four hours before being sheeted
into thin slabs and vulcanized under pressure in a press
After
maintained at a constant temperature of 15000.
vulcanization, the rubber slabs were either cut up into
very small pieces by a pair of scissors or filed into
a powder depending on whether it was soft or hard.
The
highly comminuted rubber were thoroughly mixed before
being used as samples for analyses.
2. Analytical Procedures for Vulcanization Experiments:
A pycnometer was used for determining the specific
gravity of tung oil samples.
The weight of the pycno-
meter filled with water at 2500.
was first measured.
Then it was dried and cooled to 2500. before a definite
amount of sample was weighed into it by difference.
After that, it was filled 3/4 full with previously
boiled distilled water.
all the air.
Suction was applied to remove
Then it was filled completely with water
and weighed again.
From the weight data obtained, the
specific gravity can be easily calculated.
were determined by using the method of Beckman(33
.
Molecular weights of some of the tung oil samples
Beside vulcanized oil, those samples also contained some
free elementary sulfur.
In all the determinations made,
both the sulfur and the oil dissolved completely in the
solvent, benzene.
Thus the freezing point depressions
observed were really due to the effect of two substances.
To overcome this difficulty, the molecular weight of
sulfur dissolved in benzene was first determined, and
it was found that sulfur exists in benzene as
8.
Know-
ing the molecular weight of sulfur in benzene and the
per cent of free sulfur in the sample, the average
molecular weight of the vulcanized oil can be calculated.
A sample calculation is given on p. 122.
Measurements of viscosity for the linseed oil
samples were made with a Hoeppler falling ball viscosimeter.
A stop-watch was used to record the time re-
quired for a constant rate falling ball to fall through
a definite height in the oil sample.
From the time
required and the specific gravities of the ball and
the oil, the viscosity can be easily calculated in terms
of centipoises.
(See p. 123).
Unsaturation of hard rubber samples were determined
according to the following procedure:
.1 -
.15 g. of sample were acetone extracted for
at least eight hours and then added to 25 grams of paradichlorobenzene.
The mixture was boiled under reflux
102
for four hours.
After cooling, 50 cc of carbon bisulThe
fide were added to assure a liquid solution.
contents in a watch-glass-covered flask was chilled in
ice for 30 minutes and then 100% excess of .2 N iodine
chloride in glacial acetic acid was added.
A prelimi-
nary determination must be made to estimate the correct
amount of iodine chloride reagent which had to be added
to give the right excess.
After two hours at 00 C.
in the dark, enough 15% potassium iodide solution together
with some distilled water was added.
The iodine liberated
was titrated against a standard sodium thiosulfate
solution.
Blank determinations must always be made
simultaneously.
The following analytical procedures have already been
described in a preceding section with references cited:
(1) Total sulfur determination,
(2) Free sulfur deter-
mination, (3) Sulfur as metallic sulfide, (4) Diene
number or maleic anhydride value, and (5) Unsaturation
measurements for tung and linseed oil samples.
3. Analy is of Tung 0il:
A complete analysis of the tung oil used was made
)
according to the analytical scheme published by Hoback( 2 1
To determine the water content, a solution of an accurately weighed sample of about 10 g. in dry ether was
103
allowed to stand overnight in contact with anhydrous
C. P. Na 2SO 4*
The ether solution was then quantitatively
separated from the residue and the ether removed by vacuum
distillation.
water content.
The loss of weight was reported as the
Acid value was found by titrating a solu-
tion of a definite amount of the oil in a 1:1 mixture
of alcohol and benzene with a standard alcoholic potassium
hydroxide solution.
Saponification value, per cent un-
saponifiable and the glycerine content were determined by
using the same sample.
The oil was saponified first with
an excess of alcoholic potassium hydroxide and the excess
titrated against a standard HCl solution.
Blanks were
mad e under the same conditions and the saponification
value was calculated as follows:
Saponification value
cc KOH x Normality x 56
weight of sample
The soap solution thus formed was extracted with petroleum
ether and the extract was dried in an oven at 1000 C.
The weight of the ether residue was reported as the
unsaponifiable matter.
After the extraction, the soap
solution was hydrolyzed with hydrochloric acid in a
acids
liberated were
fatty
The
carbon dioxide atmosphere.
taken up in ether and washed in a separating funnel.
After drying the ether solution over anhydrous sodium
sulfate (C.P.), the ether was removed by vacuum distillation.
Difference between the weight of the fatty acids and
the weight of the sample (corrected for the per cent
unsaponifiable and per cent water) represented the glycerine content.
To determine the thiocyanate value, a
solution of thiocyanogen in anhydrous glacial acetic
acid was prepared using lead thiocyanate and bromine.
After the reagent was added to the oil sample, the flask
was tightly stoppered and allowed to stand 24 hours in
Then 10% potassium iodide solution was added
the dark.
and the excess iodine liberated titrated against a standard
sodium thiosulfate solution.
Blanks must be run to
determine the titer of the reagent.
Iodine number was
From
determined according to the standard Wijs method.
the iodine number, diane number, and thiocyanate number,
the percentages of eleostearicoleic, linoleic and
saturated acids in the oil can be calculated.
4. Qualitative Chemical Tests:
To investigate for the presence of mercapto groups,
three color tests were employed, namely, the FeCl 3 (41)
isatin
,
and sodium nitroprusside
tests.
For
the detection of thioketone groups, a method was used
utilizing the fact that sulfur in the form of
C=S
could be easily oxidized to the sulfate form by alkaline
hydrogen peroxide and precipitated as barium sulfate
105
.
by barium chloride
Tests were also conducted
to detect thiophene groups by observing its characteristic
reactions with the following reagents:
(a) Isatin and
concentrated sulfuric acid (41 , (b) Alloxan and concentrated
sulfuric acid (1), (c) Antimony trichloride (34), and
(d ) Potassium nitrite and sulfuric acid(35).
In
addition to the above tests, a reagent was prepared
according to the procedure of Grote (15) for the detection
of disulfide linkages.
The reagent was prepared by
adding some hydroxylamine hfrdrogen chloride to a solution
of sodium nitroprusside in water and then followed by
some sodium carbonate and a few drops of bromine.
5. Removal of Sulfur from
Hydroxide
Tung Oil Factice by Sodium
,xtraction:
A 2.0 g. sample of the factice was well disintegrated and weighed into an Erlenmeyer flask.
Approxi-
mately 40 cc of a 5% sodium hydroxide solution was added
and the mixture heated for three hours at about 90-930C.
After cooling a little, the solid factice was filtered
off.
To the clear solution obtained, some bromine
water was added to oxidize the extracted sulfur to the
sulfate form.
The solution was heated for a short time
to drive off the excess bromine and acidified with dilute
hydrochloric acid.
A little turbidity appeared upon
acidification due to the precipitation
of traces of
106
fatty acids, which are soluble in an alkaline solution.
By filtering, a clear solution was again obtained and
it was reheated to boiling.
Then the sulfur was pre-
cipitated as barium sulfate by the addition of 15 cc
of 10% barium chloride solution diluted to a total
volume of 100 cc.
The precipitate was filtered in a
Gooch crucible and weighed after being ignited.
6.
ydronion of Rubber:
Thin sheets of de-proteinized rubber were cut
up b7 a pair of scissors into very small pieces.
The
little pieces of rubber were either swollen or dissolved
in some methylcyclohexane.
To this mixture, a definite
amount of nickel catalyst was added.
The nickel cata-
lyst was prepared according to the procedure of Raney (45
and kept under methylcyclohexane, as any direct contact
The entire
with air may impair its catalytic activity.
mixture was then transferred into a high pressure stainless steel bomb.
After the bomb was completely closed
up, it was placed in a thermostatic oil bath.
The bath
was then heated up to temperature and hydrogen gas under
pressure was introduced into the reactor.
After the
desired pressure had been reached, the hydrogen line was
cut off and the bomb was allowed to rotate so as to
agitate the contents inside.
If any hydrogenation
occurred, the pressure would decrease as time went on.
107
After the hydrogenation, the oil bath was allowed to
cool and the pressure in the reactor was released.
The
contents were transferred to a large flask and some ether
was added to give a solution which was not too viscous.
After the nickel catalyst was filtered off, the rubber
was precipitated from its solution by the addition of
methyl alcohol.
The precipitated rubber was dried in
a vacuum desiccator.
7. Preparation of Nickel Catalyst (45):
The raw material for the preparation of Raney
nickel catalyst was a finely divided nickel aluminum
alloy powder.
The catalyst powder was added slowly
(2-3 hours) to a 250Be solution of caustic soda containing
the same weight of solid sodium hydroxide as the weight
of the catalyst to be digested.
It was not necessary
to heat the solution before adding the powder, because
the powder readily reacted with the caustic soda solution.
After all the powder was in the solution, digesting was
continued for two hours at near to the boiling point
of the solution, keeping the strength of the solution
constant by ad ding water to make up for the evaporation.
After this, heating was continued without adding any
water until the temperature of the solution was between
285-300 0 F.
Then it
was diluted back to near original
strength again and heated until all the lumps were
108
dissolved.
After the digesting operation, the catalyst
powder would remain as a sludge in the vessel.
It was
then washed by decantation with distilled water until
free from alkali.
After that, washing was continued
using 95% ethanol and then followed by pure benzene.
Thus the catalyst was dried by a solvent displacement
operation.
After decanting off the benzene, methyl-
cyclohexane was added.
Precaution must be given to the
washing operation, because the catalyst was very pyrophoric, and small wet particles of it would burn holes
in the clothing after being exposed for just a few minutes.
109
B. DESCRIPTIONS OF APPARATUS
An apparatus was constructed for the vulcanization
of tung and linseed oil, and it is shown in Figures XXXI
and XXXIV.
Essentially it consisted of two reaction
vessels placed in a constant temperature oil bath and
provided with stirring devices for the reacting mixtures.
An inert atmosphere was maintained in the reactors by
introducing a steady stream of carbon dioxide.
The temp-
erature of the oil bath was able to be regulated to
within 100. at 15000.
Stirring was always stopped after
the vulcanized oil had solidified.
Milling and compounding of rubber were done with
a laboratory mill manufactured by Farrel-Birmingham Co.,
Inc., Buffalo, N.Y.
The rubber slabs made were vulcanized
in a hot press equipped with constant temperature regulation.
This machine was manufactured by Terkelsen
Machine Co., Boston, Mass.
Figure XXXII gives the details of the high pressure
bomb used for the hydrogenation of rubber.
The bomb
itself was made of stainless steel, while the cap, of
tool steel.
A copper tubing was attached to one end
of the bomb for the introduction of hydrogen.
By means
of a T-block this tube was connected to a pressure gaga
and a high pressure valve.
The bomb was closed by
inserting a stainless piston block with a copper gasket
110
into the open end and then followed by a steel washer
and the tool steel cap.
was exposed to hydrogen.
In this way only stainless steel
By tightening the six bolts
on the cap, a gas-tight seal was easily obtained.
The complete aparatus is shown in Figures XXXIII
and XXXV.
Through the shaft attached to the piston block,
the bomb was connected to a device for rotating it.
Beside agitating the contents in the reactor, this rotation
also served the purpose of stirring the oil bath.
The
oil was heated electrically and its temperature was
controlled by means of a bimetallic thermostatic regulator.
A
I
*-L
R
--
T
A
+-
Fig. xxXI
Recaction Apparc-Atus
A
Mo+ors
B
Ol bc
'di
Cover5
vvi+[
c-
H
I
-
02 ;
-Co
clapsL
-f keep -hem +;ght
c~e
CO i uiet
-He
t
M
-
ne
ectng M;xture
0-
co2 olIe+-
R~H! Regulator
S - 5+irrers
T - Thermometer
112
GcIe
0"u
-SSo00
jHjh
--
Pressure Volve
% Hye/rogen7
Coy%,oer
c p
H,Ph Pressure CoNnect
He
7~/
ofal
-eel
CapCpe
Gaske1
S+ai/ess Sfeel Washer
6
Socket 80/+.s
e 5cre
N
3S-C:C 1 Co//ar
4, Press irc Reactor
V. c4.
A4.C.
3ei
Dr,
ve
A~o1-~r-
Cyl/'dcr'
C/
The-momeer
ccThZ
e-
t) f
o.5
--
xxxHI
Pcr n /7o/
Hy dro
e r c ton
Apovafus
~
/
.c.
/ f/-
114
Fi.XXXIV
Fi. Xxxv
F
115
C. SUPPLEMENTARY RESULTS AND DISCUSSION
1. Composition of TungOil Used:
The procedure for measuring the total unsaturation
of tung oil is a new one, and it is believed that it
will be valuable to other investigators working with this
oil.
In order to give a complete record on the work
done for future reference, the chemical composition of
the oil used was determined in addition to several of
The results of the analysis
its physical constants.
are given in the following table:
Table III
Composition of Tung Oil
.2
2. Unsaponifiable
*27%
%
1. Water
3. Fatty acids:
2.7%
b. Oleic acid
2.8%
c. Linoleic acid
16.6%
d. Eleostearic acid
73.8%
Total fatty acids
95.9%
95.9
%
a. Saturated acids
4. Glyceryl radical (by difference)
99.97%
I
2. Partial Hydrogenation of Rubber:
Previous work(50,51, 5 2) on the hydrogenation of
rubber had been concerned in all cases with the complete
saturation of the double bonds.
High temperatures were
usually employed and considerable degradation of the
rubber molecule was observed.
Sometimes the conditions
were so severe that essentially it was a destructive
hydrogenation(23).
Usually the addition of hydrogen
to rubber was carried out in dilute solutions.
However,
there were cases where rubber was used as such, but in
all those cases, the temperature employed was so high that
the rubber was well disaggregated and became fluid.
According to most of the previous work reported, hydrogenated
rubber was usually non-elastic.
The aim of the present investigation was not to
achieve complete saturation of the double bonds in rubber,
but rather partial saturation in various degrees.
The
purpose was to study the vulcanization of such partially
hydrogenated rubber with special attention to the following properties: aging, chemical resistance, high elasticity,
and overcure.
Degradation of the rubber molecule must
be avoided as much as possible, because it was believed
that with no degradation of the rubber hydrocarbon, the
hydrogenated product would retain its high elasticity.
For this reason, low temperatures accompanied by high
117
pressures were chosen as the experimental conditions.
Hydrogenation experiments were carried out at
first with rubber in the form of a thick plastic dough
by swelling it in methylcyclohexane.
This was done because
it was desired to obtain the maximum amount of rubber hydrogenated per run.
However, it was soon found that rubber
in such a state could not be successfully hydrogenated
at temperatures from 880 to 14000. and pressures from
1100 to 1800 lbs./sq.in.
Ratio of catalyst to rubber
was varied from .4 : 1 to 2.5 : 1 .
Finally it was
A
decided to try to hydrogenate in a dilute solution.
2% solution of rubber in methylcyclohexane was employed
with a catalyst to rubber ratio of 3.75 : 1 *
In 17
hours at about 13000. and 1150-1800 lbs./sq.in., 37%
of the unsaturation was found to have disappeared according
to iodine number measurements.
The rubber after being
separated from the catalyst and dried was found to be
quite elastic and non-tacky.
It also seemed to stand
ultraviolet rays better than the original rubber.
With
longer reaction time, additional double bonds could be
saturated.
But owing to the limited time available, it
was decided not to proceed any further, since it was
believed that this investigation was really beyond the
scope of the present thesis.
r
18
D. SAMPLE CALCULATIONS
1. Diene Number:
Data: For Run 3-a.
3.0016 g.
Weight of sample
in sample
11.92
%
Per cent total sulfur
cc NaOH used for excess
maleic anhydride
14.12 cc
cc NaOH used for blank
27.55 cc
1.060 N.
Normality of NaOH
Mi.-eq. of alkali used =
.'.
=
(27.55-14.12)(1.060)
14.22 mi-eq.
Diene number is expressed in terms of iodine
with every two iodine atoms equivalent to two double
bonds in conjugation.
.0.
Diene number of sample = 1422(1269) (100)
= 60.0 g. 12/100 g. sample
.*.
Diene number of oil on
a sulfur-free
basis
60.0(100)
=T(0-11.92)
= 68.1 g. 12/100 g. oil
119
2. Iodine Number:
Data: For Run 3-a.
Weight of sample
.1600 g.
Per cent total sulfur in
sample
%
11492
cc Na2 S203 used for excess
15.10 cc
reagent
cc Na2 203 used for blank
32.83 cc
Normality of thiosulfate
.'.
.1391 N.
Iodine number of sample
(32.83-15.10)(.1391)(126.9)(100)
(.1600)(1000)
= 195.6 g. 12/100 g. sample
.'.
Iodine number of oil on a
sulfur-free basis
=
(1956)(100)
T1_0-1192)
= 222.1 g. 12/100 g. oil
In the case of rubber, the unsaturation is given
as per cent unsaturation based on the pure hydrocarbon.
This is found by dividing the iodine number obtained
by 372.9, which is the theoretical iodine number of
pure rubber (Formula:(C5H8)X)*
120
3. Specific Gravity:
Data:
For Run 3-a.
Weight of pycnometer filled
with water
55.1473 g.
Weight of pycnometer
26.2782 g.
Weight of pycnometer + sample
32.3006 g.
Weight of pycnometer + sample
+ water
.*,
Let
55.2382 g.
6.0224 g.
Weight of sample used
P
= wt. of sample used
P, = wt. of pycnometer filled with distilled
water at 2500.
P
= wt. of pycnometer filled with water and
sample at the same temperature.
Then the weight of water which would occupy the
same volume as the sample =
..
Pw+ P - Ps
Specific gravity ofsample =P
P + P
w
S
5
6.0224
55.1473 + 6.0224 - 55.2382
=
1.015
However, this value is not the true specific
gravity of the vulcanized oil, because the sample also
contains some free elementary sulfur.
Thus this value
121
has to be corrected.
G5 = sp. gr. of the sample
Let
G
= sp. gr. of the vulcanized oil alone
excluding the free sulfur
= Per cent of free sulfur in sample
S
Basis: 100 g. sample
Free sulfur
=
Sf g.
Vulcanized oil
=
100-Sf
g.
Specific gravity of the particular type
of sulfur used = 1.92
Then volume of the sample
volume of vulcanized oil
=
100
0,
G
=
100-Sf
G0
9
S
and volume of sulfur
Assuming the change in volume upon mixing is negligible,
we have
100
Gs
100-S
G f- +
0
S
-ff
Solving the above equation,
100-Sf
Sp. gr. of vulc. oil or G=
For run 3-a, Sg
.
=
100
S
G~s foE
6.80%
Sp. gr. of vulc. oil
=
100
100 - 6.80
6.80
1.015
= .982
k
1.92
122
4. Molecular Weight:
For Run 3-a.
Data:
Weight of benzene used
Let
g.
14.982
.5245 g.
Freezing point depression
.1780
.
Weight of sample used
F = freezing point depression constant of
benzene = 5.0
LT
=
C
= concentration in mols of solute/1000 g.
freezing point depression observed
of solvent
Then from physical chemistry,
ATf
FC
wt. of sample
=
mol. weiht
F x
x 1000
wt. of benzene
Solving for molecular weight,
=
of sample)(1000)
5.0(wt.
(wt. of benzene) (AT
)
Mol9 wt*
For run 3-a,
5.0 (.5245)(1000)
Ave. mol. wt.(178)
=
986
Owing to the fact that the sample also contains
some free sulfur, this value must be corrected in order
to get the true average molecular weight of the vulcanized
oil.
r
1 '23
Let
M
= av. mol.wt. of sample as determined
M
=
av. mol. wt. of vulcanized oil alone
S1
=
% free
sulfur in the sample
Basis: 100 g. of sample
The molecular weight of sulfur dissolved in
(S8
)
benzene has been found to be 256
Weight of free sulfur in sample
=
Weight of vulcanized oil
= 100-Sf g.
Then the number of sulfur molecules
S
g.
=
256
100-Sf
and the number of vulc. oil molecules=
.*.
M0
100-S f
Total number of molecules
+
M
100
and also
Ms
Solving for M0,
ave. mol wt. of vulc. oil or M
=
100- S
1S
1F
or
av. mol. wt. of
100-6.80
100 6.80
78Z ~ 256
Vule. oil
=
1250
.
For Run 3-a, M
5. Viscosity:
Data: For linseed oil.
Specific gravity of oil
Sf
+256
*920
---1--.--.-.--.--.
... .--..
y lla.
.,n,,...,
,,.I , nu,,
1'24
Specific gravity of ball
Time of fall
8.154
67.95 sec.
The viscosity of the fluid can be calculated by
the following equation:
pV= F(Sk
-
0 )K
=.viscosity
with
in centipoises
Sk= specific gravity of ball
S = specific gravity of oil
F = period of fall in seconds
K = ball constant
For the present case, K = .0874
67.95(8.154-.920)(.0874)
=
= 42.9 cP
Oil Analysis:
Per cent of total fatty acids
Iodine number of oil
Thiocyanate number of oil
Diene number of oil
Let
/= linoleic acid in oil
% eleostearic
y
z
=
% oleic
w
=
%
acid in oil
acid in oil
saturated acids in oil
#Measured by standard Wijs method.
95.9%
167.1 g.I 2 /100g.
oil
84.8 " "
"
Data:
67.3 "
"
"
6. Tnn
#
- -
125
Theoretical
Theoretical
12 no.
thiocyanate no.
1.
Linoleic acid
181.1
9005
2.
Eleostearic acid
182.4#
91.2
3.
Oleic acid
89.9
89.9
4.
Saturated acids
0.0
0.0
is 91.2
.
Theoretical diene number of eleostearic acid
x +
+ z + w
=
181.lx + 18 2.4y + 89.9z
=
(167.1)(100)
(II)
91.2y + 89.9z
=
(84.8)(100)
(III)
=
(67.3)(100)
(IV)
90.5x +
91.2y
95.9
Solving (I), (II), (III), and (IV) simultaneously,
x or
% linoleic
y or
% eleostearic
z or
% oleic
w or
% saturated
acid
=
16.6%
=
acid
73.8%
=
2.8%
acids =
2.7%
acid
Measured by standard Wijs method.
(I)
E. Summarized Original Data:
1. Measurement of Total Unsaturation of Tung Oil Using the New Method:
Normality of sodium thiosulfate used
Run
No.
Sample
weight
(g.)
cc Na 2 S2 O3
for blank
(cc)
cc Na 2 S2 O 3
for sample
(cc)
.l181 N.
Reaction
Iodine
time
number
(g.I 2 /loOg.oil)
Ex cess
re agent
(g.IP/ 100g.oil)
1
.1333
45-71
21.58
272
2 1
243
2
.124o
45-71
22.15
286
26g
3
4
.1303
45. 8O
21-57
278.8
2 1
2
2.0
21.47
280.0
2.0
247
5
6
.160S
45.83
20.55
235-5
2.0
192
.1641
45.83
20.47
232.0
2.0
187
7
.1774
45-93
19.92
218.
2.0
168
8
.1478
45.84
20.99
252
2.o
213
9
.1615
45-s4
20.56
234.5
2.0
191
10
.1425
4.s4
21.20
259.4
2.0
223
.1304
3
24g
K
Oil:
1.
Acid value
2.
Specific gravity at 2500.
3.
Saponification value
4.
Diene number
5.
Iodine no. by standard
Wijs method
6.
oil
.941
196.0 mg. KOH/g.
oil
67.3 g.I2/1000 oil
167.1 "
"
U
"
U
I
i
Iodine number by
new method
3.
6.7 mg. KOH/g.
"
Analysis of Tun
234.4
84.8
7.
Thiocyanate number
8.
Molecular weight
9.
% water in oil
.2%
10.
% unsaponifiable in oil
.27%
11.
% total fatty acids
95.9%
12.
% glyceryl radical
3.6%
"
2.
682
Physical Constant of Linseed Oil:
1.
Specific gravity
2.
Viscosity
3.
Iodine number by
standard Hanus method
.920
42.9 cP
191-5 g-1 2 /100 g- oil
4. Vulcanization of Tung Oil:
Run
No.
Time
heated
(hrs.)
Total sulfur
added
(g. 8/100g. oil)
Total sulfur
determined
(g.S/100g.oil)
Sulfur lost
as H2S
(g. /500 g. oil)
15.00
15.0
0.0
1-b
.5
.5
15.00
15.0
0.0
2-a
1.0
15-00
15.35
-
2-b
1.0
15.00
15.06
- .o6
3-a
1.5
15.00
13.54
1.46
3-b
1.5
15-00
14.42
-50
4-a
2.0
15.00
13.04
1.96
4-b
2.0
15.00
15-93
5-a
2.5
15.00
13.46
1,54
5-b
2.5
15.00
13.97
1.03
6-a
3.0
15.00
12.21
2.79
6-b
3.0
15.00
12.03
2.97
1-a
.35
Free sulfur
found
(g. 3/100g. oil)
Combined sulfur
found
(g.S/100g. oil)
Iodine
number
(g-1 2 /100 g- oil)
Run
No.
Time
heated
(hrs.)
1-a
14-72
1-b
.5
-5
13.25
1.75
239
2-a
1.0
13.55
1.80
226.0
2-b'
1.0
12.54
2.52
226.0
3-a
1.5
7.72
5. 92
223.4
3-b
1.5
7.90
6.52
215-8
4-a
2.0
1-50
11-54
151.3
4-b
2.0
4.59
11-34
184.o
5-a
2.5
1.67
11.79
170.0
5-b
2.5
2.78
11.19
174.7
6-a
3.0
.17
12.04
6-b
3.0
-55
11.48
134.6
126.0
237.5
Run
No.
Diene
number
(g.1 2 /100 g.
oil)
Specif ic
gravity
(corrected)
Acetone
insoluble
(5)
Molecular
weight
(corrected)
a---
66.7
.940
0.0
68.8
*956
0.0
72.0
.957
0.0
708
2-b
67.5
.961
0.0
693
3-a
68.1
6b. 1
.9q82
3.12
1250
.992
.56
1200
1-b
3-b
66.5
4-a
51-1
4-b
59-8
1.017
38.3
5-a
48.a
1.019
6o.5
5-b
54-0
1.015
52,9
6-a
38.6
1.039
6-b
34.0
1.03b
59.0
64.8
56.1
The accelerator, captax, was used in the
following two runs:
Run No.
7-a
7-b
Time heated (hrs.)
1.0
1.0
Captaz added (g./100g. oil)
1.5
1.5
15.00
15.00
15.30
15.10
11.o6
10.58
4.24
4-52
Total sulfur added
(g.S/100g.
oil)
Total sulfur found
(g.S/100g.
oil)
Free sulfur found
(g.S/100 g.oil)
Combined sulfur
(g.S/100g. oil)
Iodine number
(g.1 2 /1009.
Diene number
(g.1 2 /g100-
219.0
232.5
68.1
69.1
Oil)
Oil)
Specific gravity
.6
Acetone insoluble
.6
(M)
Molecular weight
703
965
Qualitative chemical tests for the detection of
mercapto, thiophene, disulfide, and thioketone groups
were made in all the experiments using tung oil.
Negative results had been consistently obtained.
5.
Vulcanization of Linseed Oil without Zinc Oxide:
Run
No.
Time
heated
(hrs.)
Total sulfur
added
(g.S/100g. oil)
Total sulfur
determined
(g.S/100g. oil)
Sulfur lost
as H2
(g.S/100. oil)
0.0
0.0
15.00
3.36#
--- *#
1.0
15-00
3-00#
12-a
1.75
15.00
12.04
2.94
12-b
1.75
15-00
11.90
3.10
13-a
12
12
15.00
12.68
2.32
15-00
12.63
2.37
15-00
15-10
-
.10
15-00
15.25
-
.25
10
0.0
0.0
11-a
1.0
llrb
13-b
14-a
1
1
14-b
15-a
2.75
15-00
15-b
2.75
15.00
3.32
11.23
3.77
#In run nos. 11-a and 11-b, after cooling down the samples, considerable
free sulfur precipitated out.
Determinations of total sulfuV free sulfur,
etc., were made using a homogeneous sample, from which the precipitated sulfur
had been separated.
Thus the amount of sulfur lost as H 2 S was not determined.
Z4
Run
No.
Free sulfur
found
(g.S/100g. oil)
Combined sulfur
found
(g.8/100g. oil)
Iodine
number
(g.1 2 /100g. oil)
Acetone
insoluble
(M)
0.0
0.0
191.5
0.0
11-a
1.26#
2.10
181.3#
0.0
11-b
1.21#
1.79
184.0
0.0
12-a
2.43
9.61
107.3
1.99
12-b
2.30
9.60
108.3
1.84
13-a
3-57
9.11
119.6
0.0
13-b
4.20
8.43
120.6
0.0
14-a
10.61
4.49
172.0
0.0
14-b
10.55
4-70
166.3
0.0
15-a
.40
11.28
15-b
.63
10.60
#
10
9.3
84.4
#In run nos. 11-a and 11-b, after cooling down the samples,
sulfur precipitated out.
9.8
considerable free
Determinations of total sulfur, free sulfur, etc.,
were made using a homogeneous sample, from which the precipitated sulfur had
been separated.
On.
6.
Run
No.
Vulcanization of Linseed Oil with Zinc Oxide#:
Time
heated
(hrs.)
(g-S/100g. oil)
Total sulfur
determined
(g.S/100g. oil)
14.13
Total sulfur
added
Sulfur lost
as H 2 8
(g.S/100g. oil)
21-a
1.0
15.00
21-b
1.0
15.00
22-a
1.5
15.00
13.81
1.19
22-b
1.5
15.00
14-37
.63
23-a
2.0
15.00
12.70
2.30
23-b
2.0
15-00
12.95
2.05
24-a
2.75
15-00
11.19
3.81
24-b
2.75
15.00
11.96
3.04
#For these experiments,
.55
the initial composition of the mixtures for vulcanization
was as follows:
Linseed oil
Sulfur
ZnO
100.0
15*00
8.00
Run
No.
Free sulfur
found
(G.S/100g. oil)
Sulfur as
zinc sulfide
(g.S/100g. oil)
Combined sulfur
found
(g.8/100g. oil)
Iodine
number
(g.1 2 /lOg- Oil)
21-a
7.93
.72
5.48
170.7
21-b
10.13
.45
3.87
170.9
22-a
6.09
.28
7.44
152.0
22-b
9.75
.43
5.19
23-a
4.53
.27
7.90
117.7
23-b
5.52
7.15
24-a
1.55
.26
134.4
104.4
24-b
2.41
.37
9.38
9.18
113.7
4
7.
Viscosity Measurements of Linseed Oil Samples:
The Hoeppler viscosimeter used has four different balls intended for
The characteristics of these balls are as
different ranges of viscosity.
follows:
Ball
Weight
(g)
Specific Gravity
A
4.9662
2.402
.02039
B
16.5020
8.154
-0874
0
14.2876
D
4.1332
a. For pur
Ball Constant
2.365
77-5
7.894
linseed oil:
Temp.
measured at
(00.)
Ball
used
Sp. Gr.
Period of
fall
(sec.)
Absolute
viscosity
(centipoises)
Run
No.
Time
heated
(hrs.)
a
0.0
28.5
B
.920
67-95
42.9
b
1.0
29.0
B
*920
67-95
42.9
c
1-5
28.8
B
.920
67.90
42.9
d
2 11
29.0
B
.920
67.97
43.0
e
2.5
29.0
B
.920
67-50
42.7
of fluid
k
j
b.
Run
No.
g
For vulcanized linseed oil without zinc oxide:
Period of
fall
Time
heated
(hrs.)
Temp.
Measured at
( 0c.)
Ball
used
Sp. Gr.
of fluid
0.0
29.1
B
1. 00
1.0
29.0
C
1.00
7.25
121.5
28.6
C
.98
6.70
112.5
14-a
(sec.)
Absolute
viscosity
(oP)
142.0
14-b
1
28.7
C
1.00
7.50
125.7
h
1.5
29.0
C
1.01
17.00
2g4.5
i
2 yff
29.0
C
1-.10
73-85
1220
a
2.5
29.0
D
1.21
5.20
2700
15-a
2.75
29.0
D
1.20
23.65
12280
c.
For vulcanized linseed oil with zinc oixide:
Run
No.
Time
heated
(hrs.)
Temp.
measured at
(00)
kt
0.0
29.2
C;
1.32
4.23
67.7
21-a
1.0
29.5
C
1-54
14.20
219-5
21-b
1.0
29.5
C
1.55
7.80
120.5
22-a
1.5
29.7
C
1.50
25.55
23-a
2.0
28.7
0
1-54
46.30
397.0
716.0
23-b
2.0
28.7
C
1.60
37.00
568.0
2 4 -a
2.75
29.5
C
1,62
4oo.o
6120.0
24-b
2.75
29.5
C
1.6o
235.0
3610
Ball
used
SD. Gr.
of fluid
Period
of fall
Absolute
viscosity
(OP)
5.
Vulcanization of Hard Rubber with Zinc Oxide:
For these experiments, the initial composition was approximately
as follows:
Rubber
Sulfur
Zinc oxide
Run
no.
Time
heated
(hrs.)
30
0.0
31
.5
32
6
33
1*
34
1.5
35
2.5
100.
47.0
5.0
Sulfur as
Combined
Free
Total sulfur
zinc
sulfide
sulfur
sulfur
determined
I)
rubber
of
(grams sulfur/100 grams
0.0
92.6
.44
9.61
80.5
11.77
.63
36.04
29*2
4.54
,42
43-58
17.4
3.73
.39
43.93
17.9
1.61
.51
45.88
16.4
0.0
0.0
45.30
35.25
48.44
48.00
Unsaturation
(M)
0.0
p
9.
Vulcanization of Hard Rubber with Diphenylguanidine:
For the following experiments, 1.75 g- of diphenylguanidine was
used for every 100 g. of rubber.
Run
No.
Time
heated
(minutes)
Free sulfur
Combined
Total sulfur
sulfur
found
determined
(grams of sulfur/100 grams of rubber)
Unsaturation
()
40
0.0
0.0
0.0
0.0
92.6
42
10.0
48.6o
23.40
25.20
53.2
43
10.0
48. 0
19.04
29.76
41.7
44
20.o0
49.10
9.82
39.29
27.7
45
6o.0
47.80
.96
15-3
A
10.
Partial Hydrogenation of Rubber:
Deproteinized rubber with an unsaturation of 95,6% was used for
hydrogenation.
Decrease in unsaturation was measured by iodine
chloride absorption.
Rubber used per
100 cc solvent
51
30 g.
52
33 g.
54
31 g.
55
20 g.
56
2 g.
Temp.
(q0)
Pressure
(lbs/sq.in.)
Remarks
88-89
1400-1500
Rubber was like
a thick dough.
No hydrogenation.
e>6-90
1250-1500
No hydrogenation.
140-141
1400-lSOO
",
2.5:1
140-141
ll00-1800
3.75:1
129-135
1150-1800
Ratio of catalyst
to rubber
1:1
"
Run
no.
"I
In 17 hours the
unsaturation
was reduced
to 60.3%
142
F. BIBLIOGRAPHY
1. Alexander, W.; Kautschuk, 10, 18-20 (1934).
2. Blake, J. T., and Bruce, P. L.;
Ind. Eng. Chem.,
29, 866 (1937).
3. Boggs, C. R., and Blake, J. T.;
Ind. Eng. Chem.,
_22, 744, 748 (1930); 26, 1283 (1934).
4. Brooks, B. T.; "The Non-Benzenoid Hydrocarbons", The
Chem. Catalog Co., Inc., N.Y.; p. 115, 251258 (1922).
5. Brown, J. R., and Hauser, E. A.; Ind. Eng. Chem.,
30, 1291 (1938).
6. Bruni, G., and Oberto; Rev. gen. Caoutchouc, 8,
19 (1931); Rubber Chem. and Tech., 5, 295 (1932).
7. Curtis, H. L., McPherson, A. T., and Scott, A. H.;
Natl. Bureau Standards Scientific Paper, no.
560 (1927).
8. Cutter, J. 0., and Jordan, L. A.; J. Oil and Colour
Chem. Assoc., 18, 5 (1935).
9. Davis, C. C., and Blake, J. T.; "ChemIstry And Technology of Rubber", Reinhold Publishing Corp.,
N.Y., p. 293 (1937).
10. Ekkert, Lad.; Pharm. Zentralhalle, 71, 625-61 (1930).
11. Ellis, B. A., and Jones, R. A.; Analyst, 61, 812816 (1936).
143
12. Fischer, H. L., and Schubert, Y.; Ind. Eng. Chem.,
28, 209 (1936).
13. Forbes, W. C., and Neville, H. A.; Ind. Eng. Chem.,
12, 72 (1940).
14. Friend, J. N., editor; "A Textbook of Inorganic
Chemistry", vol. VII, "Sulfur, Selenium,
And Tellurium", by Vallance, R. H., Twiss,
D. F., and Russell, A. R., Charles Griffin
and Co., London, p. 39 (1931).
15. Grote, I. W.; Analyst, 56, 760 (1931).
16. Harries, C. D.; "Untersuchungen flber die Natirlichen
und K4nstlichen Kautschukarten", Julius
Springer, Berlin (1919).
17. Hauser, E. A., and Brown, J. R.; Ind. Eng. Chem.,
31, 1225 (1939).
18. Henriques; Z. angew. Chem., 8, 691 (1895).
19. Hinrichsen, F. W., and Kindscher, E.; Kolloid Z.,
10, 146 (1912); Ber.,46, 1291 (1913).
20. Ho, K., Wan, C. S., and WVen, S. H.; Ind. Eng. Chem.,
anal. ed., 7, 96-101 (1935).
21. Hoback, H.; Oil, Paint And Drug Reporter, 123, n. 24,
p. 25; 124, n. 3, p. 38 (1933).
22. Holde, D., Blevberg, W., and Aziz, M. A.; FarbenZtg., 33, 2480-4 (1928).
144
23. IpatieffT, V., and Schaad, R.; Ind. Eng. Chem., 32,
762 (1940).
24. Jamieson, G. S.; "Vegetable Oil And Fats", A.C.S.
Monograph, The Chem. Catalog Co., N.Y.,
pp. 231, 248, 270-281, 294-301 (1932).
25. Kappelmeier, C. P.; Chem. Ztg., 62, 821-3, 843-5
(1938).
26. Kaufman, H., Gindsberg, E., Rottig, W., and Salchow,
R.; Ber., 70B, 2519-35 (1937).
27. Kemp, A. R.; Ind. Eng. Chem., 19, 531 (1927).
28. Kemp, A. R., and Mueller, G. S.; Ind. Eng. Chew.,
anal. ed., 6, 52 (1934).
29. Kienle, R. H.; Ind. Eng. Chem., 22, 590 (1930).
30. Kienle, R. H.; J. Soc. Chem. Ind., 55, 228T (1936).
31. Kienle, R. H., and Schlingman, P. P.; Ind. Eng. Chem.,
25, 971 (1933).
32. Kirchof, F.; Kolloid Zeitschrift, 13, 49 (1913);
14, 35 (1914).
33. Lassar-Cohn; "Organic Laboratory Methods", translated
Oesper, Williams and Wilkin Co., Baltimore,
p. 310 (1928).
34. Levine, V., and Riehman, E.; J. of Biol. Chem.,
101, 373-90 (1933).
35. Liebermann, C.; Ber., 20, 3231 (1887).
145
36. Martin, S. M., Jr., and
Patrick, J. C.; Ind. Eng.
Chem., 28, 1144 (1936).
37. Meyer, H.; "Analyse und Konstitutionsermittlung
Organischer Verbindungen", Verlag von Julius
Springer, Wien, p. 766 (1938).
38. Mid geley, T., Henne, A. L., and Shephard, A. F.;
J. Am. Chem. Soc., 56, 1325 (1934); Rubber
Chem. and Tech.,7, 520 (1934).
39. v. Mikusch, J. D.; Oil And Soap, 15, 186-8 (1938).
40. v. Mikusch, J. D., and Frazier, C.; Paper presented
at 101st Meeting of Am. Chem. Soc., St. Louis,
Missouri, April, 1941.
41. Mulliken, S. P.; "Identification of Pure Organic
Compounds", John Wiley and Co., N.Y., p. 17;
p. 102 (1922).
42. Old ham, E. W., Baker, L. M., and Crautor, M. W.;
Ind. Eng. Chem., anal. ed., 8, 41 (1936).
43. Ostwald, Wo.; Kolloid Zeitschrift, 13, 265 (1913).
44. Priest, G. W., and v. Mikusch, J. D.; Ind. Eng. Chem.,
32, 1317 (1940).
45. Raney, M.; Private communication (1940).
46. Reinboldt, H.; Ber., 56, 2365 (1927).
47. Scholz, P.; Kautschuk, 3, 101, 127 (1927).
48. Spence, D., and Scott, J.H.; Kolloid Zeitschrift,
8, 304 (1911).
146
49. Spence, D., and Young, J.; Kolloid Z., 13, 265
(1913).
50. Staud inger, H., and Fritsche; Helv. Chim. Acta.,
5, 785 (1922).
51. Staudinger, H., and Feist; Helv. Chim. Acta., 13,
1364 (1930).
52. Staudinger, H., Geiger, E., Huber, E., Schaal, W.,
and Schwalbach, A.; Helv. Chim. Acta., 1.3,
1346 (1930).
53. Stevens, H. P.; Analyst, 40, 275 (1915).
54. Stevens, H. P.; J. Soc. Chem. Ind., 47, 37T (1928).
55, Stevens, H. P., and Stevens, W. H.; J. Soc. Chem.
Ind., 48, 55T (1929).
56. Thomas, R.M., Lightbown, I. E., Sparks, W. J.,
Frolich, P. K., and Murphree, E. V.; Ind. Eng.
Chem., 32, 1283 (1940).
57. Tuttle, J. B.; "The Analysis of Rubber", A. C. S.
Monograph, The Chem. Catalog Co., N.Y., p. 85
(1922).
58. Twiss, D. F.; Trans. Inst. Rubb. Ind., 9, 275 (1933).
59. Van Rossem, A.; India Rubber J., 92, 845 (1936).
60. Wan, C. S., and Ho, K.; Ind. Eng. Chem., anal. ed.,
8, 282 (1936).
61. Weber, C. 0.;
"The Chemistry of India Rubber", Charles
Griffin and Co., London, p. 104; 227 (1902).
147
62. Weber, C. 0.; Kolloid Zeitschrift, 1, 33 (1906).
63. Weber, L. E.; "Chemistry of Rubber Manufacture",
Charles Griffin and
Co., London, p. 213-
225 (1926).
64. Whitby, G. S.; Trans. Inst. Rubb. Ind., 5, 184
(1929).
65. Whitby, G. S.; Trans. Inst. Rubber Ind., 6, 40
(1930).
148
BIOGRAPHICAL NOTE
The author, Morgan Chuan-yuan Sze, was born in
Tientsin, China, on May 27th, 1917.
tary education in the city of Peiping.
He began his elemenFrom September,
1935, to June, 1937, he attended the National Tsing Hua
University and majored in the field of chemistry.
In
September, 1937, he was admitted to the Massachusetts
Institute of Technology by transfer to take up the
course of chemical engineering.
He was awarded the degree
of Bachelor of Science in June, 1939.
From July, 1939,
to January, 1940, he attended the School of Chemical
Engineering Practice of the Massachusetts Institute of
Technology,
He was awarded the degree of Doctor of
Science in Chemical Enigineering in