A by Benjamin Steele B.S., Biology
advertisement

A Computational Model for the Isothermal Assembly of Tiled DNA Nanostructures
by
Benjamin Steele
B.S., Biology
California Institute of Technology, 2010
Submitted to the Department of Biology
in Partial Fulfillment of the Requirements for the Degree of
,NASSCHSETS uI4STrJE
CFTECHNOLOGY
Master of Science in Biology
at the
IBRARIES
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
February 2014
0 2014 Massachusetts Institute of Technology. All rights reserved.
Signature of Author ......................................................................
.
............................................
Department of Biology
January 31, 2014
Certified by ..................................................................................
Mark Bathe
Assistant Professor of Biological Engineering
Thesis Supervisor
Accepted by......................................................................
/
Amy KeatinV
Associate Professor of Biology
Chair, Department of Biology Graduate Committee
A Computational Model for the Isothermal Assembly of Tiled DNA Nanostructures
by
Benjamin Steele
B.S., Biology
California Institute of Technology, 2010
Submitted to the Department of Biology
on January 31, 2014 in Partial Fulfillment
of the Requirements for the Degree of
Master of Science in Biology
ABSTRACT
Complex DNA nanostructures have proven difficult to assemble from starting materials.
Inefficient nanostructure assembly constitutes a barrier to the widespread use of DNA
nanotechnology and is difficult to investigate experimentally due to the complicated nature of the
assembly. This work introduces a type of tile assembly model, the isothermal tile assembly
model (iTAM). The iTAM seeks to capture the behavior of assembling DNA tile nanostructures
to identify design factors and reaction conditions which improve assembly yields.
Simulations using the iTAM model explain the experimental observation that only a
narrow range of temperatures permit optimal isothermal assembly of tile-based DNA
nanostructures. This narrow temperature range reflects a balance between the stabilization of
non-designed interactions at low temperatures and the destabilization of the overall designed
structure at high temperature. Simulations based on the iTAM are effective at estimating the
temperature of optimal assembly unique to 25 two-dimensional tile designs, with an mean error
of estimation of 4.6 degrees C.
Results from the iTAM indicate that optimal assembly temperatures are determined
largely by the strength of tile-tile domain interactions. For a given tile design, tile concentration
and the length of time represent convenient axes of control over tile assembly. Kinetic trapping
that blocks complete assembly of a tile design is likely to be overcome by increasing the both
temperature and tile concentration in the assembly reaction. Such a change also substantially
decreases the computationally predicted time required for complete assembly.
Thesis Supervisor: Mark Bathe
Title: Assistant Professor of Biological Engineering
2
Acknowledgements
Thanks are due to Mark Bathe and Amy Keating for their guidance during my studies; to
Cameron Myhrvold and Peng Yin, whose enthusiasm for DNA engineering was infectious; and
to all the members of the Laboratory for Computational Biology and Biophysics (especially
Matthew Adendorff, Aprotim Mazumder, and Keyao Pan).
To my parents and family, and to Arshed - this is for you.
3
Contents
Abstract
2
Acknowledgements
3
1.
5
2.
3.
Introduction to DNA Nanotechnology and Self-Assembly
1.1 Basics of DNA Nanostructures...............................................................................
1.2 DNA Nanostructures: Applications.........................................................................
1.3 Assembly of DNA Nanostructures........................................................................
5
8
11
Models for DNA Tiling Self-Assembly
2.1
The Abstract Tile Assembly Model.............................................................
2.2
The Kinetic Tile Assembly Model.............................................................
14
14
17
2.3
2.4
20
21
The Isothermal Tile Assembly Model........................................................
The Thermodynamics of Self-Assembly..........................................................
The iTAM and the SST System
23
3.1
Description of the SST System ........................................................................
23
3.2
Results from the SST System ..........................................................................
27
Im plem entation of the iTAM .............................................................................
3.3
30
3.4
Simulation Results: Optimal Assembly Temperatures......................................34
3.5
3.6
3.7
Nucleation........................................................................................................
Tim e and Concentration.....................................................................................
Conclusions......................................................................................................
40
43
46
References
47
Supplemental
50
4
Chapter 1. Introduction to DNA Nanotechnology and Self-Assembly
1.1
Basics of DNA Nanostructures
DNA nanotechnology uses DNA as a building material to create structures and active
devices with nanoscale sizes.
Though simple in concept, DNA nanotechnology has attracted
interest from such disparate fields as biochemistry, computer
science, and mechanical
engineering, with a corresponding range of suggested applications.
DNA: informationstore and building material
DNA is a basic building block of life on Earth.
Nature uses DNA to store and copy
information that encodes the basic macromolecules of the cell: DNA, RNA, and proteins.
Though genome sizes and organization differ between organisms, the physical structure and
basic patterns of DNA layout are shared between all known forms of life. DNA nanotechnology
uses the same materials toward a different purpose.
In DNA nanotechnology, the specific
pairings and stable structure of DNA are used not for information storage but rather to create
architectural patterns on the nanoscale.
DNA consists of a long strand of monomer units, or bases, that are joined together by
covalent bonds. Four different types of monomers are found in nature, each of which can form
stable hydrogen bonds with only one of the other monomer species (adenine with thymine;
cytosine with guanine). Such base pair interactions underpin the form in which DNA is most
commonly found: the familiar double helix, where two strands of DNA run parallel to each other
in opposite orientations and every base is hydrogen-bonded to its appropriate complement on the
other strand. This form is further stabilized by the exclusion of water molecules from the core of
the helix and especially by stacking effects between adjacent bases on the same strand.
One specific form of such interaction, called B-DNA, describes the substantial majority
of all DNA found in natural and designed DNA applications.
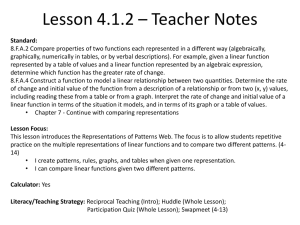
B-DNA is characterized by a rise
per base pair (bp) along the helix of 0.332 nm, with 10.5 bp constituting a full turn of the helix.
This double-helical structure is stable against thermal dissociation if the strands are at least 15 bp
5
long [1]. Two helical grooves run along the exterior
2.0 nm
of the double helix. The larger of these grooves, the
G
C
A
major groove, is frequently used as a binding site
for protein complexes that copy DNA or regulate
T
gene activity.
10.5 bp
(3.5 nm)
DNA nanotechnology is feasible because the
interaction of two strands of DNA is in general
both readily predictable and highly programmable.
Under appropriate assembly conditions, two
(0.33 nm)
strands will specifically and stably bind only if
they share a long stretch of complementary
Figure 1: B-DNA. The view is
perpendicular to the helical axis, and
the first three base pairs are labeled.
nucleotides. The resulting strand-strand binding
region is typically a simple double helix that can be
modeled as a stiff rod over lengths of around 10 nm
[1]. Complex structures can be built by introducing breaks between double-stranded rods, either
by placing a nick in which the backbone of one strand is discontinuous between successive base
pairs or by placing a region of single-stranded DNA between double-stranded segments. Such
breaks introduce flexibility into the structure and permit the design of bends [2].
The simple design properties of DNA nanostructures contrast with those for designed
protein-protein or protein-ligand interactions, where tertiary structure and interactions are more
variable. Compared to inorganic nanostructures produced through methods like
photolithography, DNA allows the formation of structures at smaller scales, can be made to
undergo conformational changes, and exhibits optimal function only in a biological environment.
This last is a significant hinderance to DNA nanotechnology's widespread utilization: DNA
nanostructures require an aqueous environment and are frequently intolerant of significant
changes in environmental temperature or salinity.
6
DNA nanotechnology
The first suggestion that DNA could be used as a building material for nanotechnology
dates to Nadrian Seeman in 1982 [3,4]. Seeman suggested that a three-dimensional cubic DNA
lattice could be used to fix the position of covalently-bound particles difficult to crystallize,
conferring a ordered pattern that could be used for X-ray structure determination of the bound
particles. In practice it is difficult to build a structure from DNA with sufficient size and rigidity
for this purpose, though recently a DNA-based liquid crystal has been successfully used to orient
membrane proteins for NMR structure determination [5,6].
More fruitful was the basic concept that synthetic DNA strands with designed regions of
base pairing can self-assemble into nanostructures. In 1991 Seeman's lab succeeded in producing
a cube, sparking significant interest in DNA nanotechnology. Work along similar lines has
produced other polyhedra, such as tetrahedra and octahedra [7,8].
The desire to produce design patterns with broader application led Seeman and others to
utilize a tiling pattern to generate larger structures from simpler components, a strategy described
in greater detail below. The earliest designs used DNA tiles made rigid through the inclusion of
multiple crossovers to generate two-dimensional planar structures, which were later shown to be
generalizable into hollow tubular forms [9,10]. Though successful, the tendencies toward largescale disorder, the relative unsuitability for three-dimensional applications, and the low yields of
complex structures have constrained the use of tile-based designs in favor of DNA origami,
discussed below, in many settings.
Recent work addresses some of these drawbacks, using
single-stranded tiles (with fewer synthesized bases) to generate arbitrary 3D shapes on a grid
pattern [11,12].
The introduction of DNA origami by Paul Rothemund in 2006 greatly enhanced the
design, assembly, and yields of DNA nanostructures. In DNA origami designs, a single-stranded
DNA virus genome called the scaffold strand is folded up using small synthetic staple strands
that bind to multiple regions of the scaffold [13]. While the necessary inclusion of the large
scaffold strand places constraints on the size, sequence, and layout of the DNA nanostructure
design, DNA origami designs have been used to great success in a wide range of applications.
7
1.2
DNA Nanostructures: Applications
Engineeringapplications
Proposed engineering applications for DNA nanostructures have focused on the precise
positioning and controllable nature of designed base pairing patterns.
In one approach, DNA
nanostructures are used as a foundation to orient linked proteins and functional groups.
Such
demonstrated designs include "printing" an array of DNA-linked gold nanoparticles onto a
surface and constructing an efficient light-harvesting antenna by positioning dyes onto a DNA
cylinder [14,15]. One recent design of particular interest created an artificial membrane channel
permeable to ions and single-stranded DNA by positioning covalently linked cholesterol
molecules at the sides of a multihelix bundle made with DNA origami [16].
a.
_
b. flllfff
C.
Eu.....
Figure 2: Designed DNA nanostructures.
(a) Planar DNA origami designs (left column) and corresponding AFM images from [13].
Structures are 100 nm wide.
(b) A variety of 2D shapes assembled from single-stranded DNA tiles [12]. Each AFM image
shown is 150 nm x 150 nm.
(c) A DNA nanorobot that shifts from a closed barrel conformation (top left) to a open
conformation (right), releasing a protein payload, when unlocked by an antigen "key" [17].
Alternatively, DNA can be used as an active, mobile element.
Changes in DNA base
pairing have been used to drive conformational changes in a nanostructure, provide motive
power to a DNA "walker," and sense alterations in the local chemical environment [17,18,19].
8
Such conformational changes have been harnessed to produce "smart" drug delivery vehicles
that exhibit enhanced drug delivery and improved cytotoxicity [20].
Computationalapplications
Computation through nanostructure assembly was first demonstrated by Len Adelman in
1994 and represents a distinct area of interest in tiled DNA structures [21]. Any desired structure
or, equivalently, computation result, can be generated using an appropriately chosen set of tiles
and temperatures, given certain assumptions [22]. A tiling DNA computer implemented in this
fashion could be enormously parallel, utilizing -1015
logic gates (while as of 2013
microprocessors feature >1010 transistors)'. No calculation approaching this size has been
attempted, though computation through tiling has been demonstrated for proof-of-principle
problems such as assembling an XOR logic gate from tiles, performing binary operations, and
constructing a Sierpenski triangle [23-26].
DNA tiling computation is constrained by the large size of the tile set needed to carry out
nontrivial problems, by the time and temperature dependence required for a calculation, and by
the significant error rate of tile addition, all of which have been the subject of theoretical and
experimental investigation. Since the number of strands needed to encode a calculation grows
exponentially with the size of the problem, scaling up DNA computing to address interesting
problems demands prohibitive numbers of DNA species in practice [27]. Error rates further limit
calculation size: an error rate of 0.1%, comparable to the best achieved, requires that structures
not exceed 50 tiles in size to ensure 95% confidence that no error has occurred [25]. Finally, tile
computations are inefficient: only the growing edge of a tiled structure actively performs
calculations, and when growth is complete it is difficult to read out the computation result or
reuse tiles for a different problem. These considerations mean that DNA tile computation cannot
practically solve problems intractable on existing computers.
IA 1 mL volume with total DNA tile concentration of 10 pM corresponds to 1015 molecules. Faster operation is not
implied: DNA binding is slower than transistor switching, and many molecules may perform the same calculation.
9
Figure 3: A Sierpinski triangle grown from self-assembled planar DAO-E tiles, from [26].
The scale bar is 100 nm.
(a) An tile placement error rate of 5% produces disorder visible at larger scales.
(b) Detail from (a), with misplaced tiles shown with red crosses.
(c) A structure with growth initiated by an error and terminated by 3 errors (crosses).
More significant for future applications are comparatively trivial calculations for which
DNA as a material is uniquely suited. Relevant uses could include assembling a patterned layout
as a template for a nanodevice or performing a computation within a biological environment. In
a proof of principle, nanodevices composed of DNA alone have been built which can perform
signal processing based on multiple simultaneous environmental inputs [28, 29].
Similar
networks could be used in vivo to determine the state of a cell or biological process and used to
trigger a response - for instance, a caged toxin could be released into a cell if a DNA-based logic
network determined that the cell exhibited high levels of cancer metabolites.
10
1.3
Assembly of DNA nanostructures
Nanostructuredesign and assembly
Though structures as small as Seeman's cube are simple to design by hand, complex
structures do not possess a single obvious correct design. DNA designs are difficult to scale up
in practice: more or longer strands are required, which increases the cost of reactants.
Further,
complex designs are frequently more sensitive to assembly conditions and exhibit poor yields of
correctly formed structures.
To simplify nanostructure layout and assembly, large DNA
structures are today typically designed using either a tiling pattern or a DNA origami design.
In a DNA tiling design, a simple DNA architectural element is repeated throughout a
design to form a larger tiled structure.
A tile can be any shape that fills space - triangles,
hexagons, aperiodic tilings, and patterns incorporating multiple shapes are all possible.
Most
designs to date have used a rectangular "pixel" or cubical "voxel" unit that assembles to form a
grid pattern. Unlike DNA origami structures, tiled structures are not constrained by the size of a
scaffold strand: structures can be as small as a single tile and in theory have no maximum size.
Tiled structures generally exhibit lower yields than comparably sized DNA origami structures:
more strands must interact to form tiled structures, and errors in tiled structures can propagate
throughout the structure because information on tile placement is derived only from local
interactions.
With a DNA origami design, a careful choice of folds produces any structure obtainable
by bending a wire or loop: barrels and planar folded patterns resembling an antiparallel B-pleated
sheet are common design motifs. In practice, DNA origami is a robust assembly method that
produces large structures with good yield and requires synthesized DNA only for the short staple
strands. A key concept for overall origami assembly, which contrasts with that for DNA tiles, is
that the presence of the scaffold strand imposes a top-down organization that reduces large-scale
disorder.
The assembly of a DNA nanostructure typically proceeds by placing all strands required
into solution in a single reaction vessel, heating all strands to break any existing base pairs, and
then gradually cooling the reaction in a slow thermal annealing ramp to room temperature.
11
Assembly requires the presence of salts, as DNA's negative electrostatic charge must be
neutralized by cations for folding to occur. Small divalent cations (Mg 2 +) are especially effective
at stabilizing DNA nanostructures, since such cations can enter tightly packed structures to form
coordination complexes with strands' negatively charged phosphate backbones.
Kinetic barriersaffect DNA nanostructureassembly
Kinetic effects govern the assembly process of DNA nanostructures, as demonstrated by
slow rates of folding and the observed hysteresis between folding and unfolding.
The fully
folded state is hugely favored at equilibrium (each 1 kcal/mol difference between states
corresponds to a 5-fold factor at equilibrium), such that folded or nearly-folded states alone
should be populated at equilibrium. This is not observed for large nanostructures, which instead
exhibit low yields (10% yields are common) and a substantial degree of incomplete assembly
[30].
These effects can only be explained by the existence of a kinetic barrier to assembly that
prevents equilibrium occupation of the folded state.
DNA nanostructures exhibit substantial hysteresis between folding and unfolding, a
kinetic effect.
Measured nanostructure folding temperatures are around 10 0 C lower than
unfolding temperatures [31, 32].
processes to be out of equilibrium.
This requires one or both of the folding and unfolding
Evidence points to the folding temperature being time-
dependent, indicating folding is subject to kinetic control [31].
Separate work has also
demonstrated that the folding rate of DNA origami is greatly enhanced at low temperatures in the
presence of denaturant, as is expected if kinetic trapping governs folding rates [33].
Isothermal assembly
Recent work indicates DNA nanostructures' folding is subject to another kinetic effect:
folding rates have substantial temperature dependence and are maximal below the structures'
melting temperatures [31].
This phenomenon is well-known in polymer crystallization, and is
explained by lower- and upper-temperature bounds to assembly (Tgiass and Tmelt, respectively)
[34]. Tgiass is a kinetic barrier below which incorrect interactions that impede crystallization are
stable over the time length studied. Tmeit is an equilibrium barrier, above which the ordered state
12
is unstable.
Assembly rates are non-negligible only between Tgiass and Tmeit, and peak at an
intermediate temperature Toptimal.
Several DNA nanostructure designs have been demonstrated to exhibit this peaked
folding rate at a specific temperature, including both DNA origami and tiled DNA structures
[31,35].
When structure assembly is carried out isothermally at Toptimai, yields are greatly
enhanced relative to older protocols requiring a gradual temperature ramp and incubation times
can be shortened from weeks to hours.
Understanding the nature of the kinetic barriers that block DNA nanostructure assembly
and being able to set the temperature of optimum folding has the potential to greatly increase the
yield, speed of folding, and range of environmental conditions under which DNA nanostructures
are employed. This work seeks to do so by applying a model to analyze the assembly of a set of
tiled DNA nanostructures that have been experimentally characterized.
13
Chapter 2. Models for DNA Tiling Self-Assembly
DNA nanostructure assembly occurs through a complex series of coupled reactions
between intermediates. Though nanostructure assembly is not understood in great detail, work
over the course of two decades has produced models through which aspects of the assembly
process can be analyzed. Such models are reduced models that rely on a number of simplifying
assumptions about the nature of DNA assembly.
Sections 2.1 and 2.2 review two such models developed by Erik Winfree, the aTAM and
kTAM, and describe prior research into these models' properties. Section 2.3 provides motivation
for and outlines the iTAM, a variant of the kTAM developed for this work. The goal of the iTAM
is to provide a model that can computationally recapitulate the isothermal assembly behavior
experimentally observed in DNA tiles [35].
2.1
The Abstract Tile Assembly Model
The abstract tile assembly model (aTAM), introduced by Erik Winfree in 1998, extends
the mathematical notion of Wang tiling to the problem of two-dimensional DNA nanostructure
assembly [22]. The aTAM takes as input the definition of a tile set, an initial "seed" structure,
and a "temperature"
T, together
termed the tile assembly system. Using these starting parameters,
the aTAM then executes a Monte Carlo algorithm that simulates the irreversible growth of a tiled
structure. The following review of the aTAM is from Winfree, and is important to reproduce here
because the model's features and results underlie the kTAM and iTAM models discussed in
sections 2.2 and 2.3 upon which this work is directly based [22].
Description
The tile set comprises n square tiles, or monomers, {ai, a2, ..., an}. Each tile in the tile set
is defined by eight parameters: four edge labels {JON,
aIE,
ui,s, aiw} and four associated integer
edge strengths {gijo, g i_, gi_2, g_3}. Two adjacent tile edges interact with strength gidir if the
14
I
1
U
a.
if
I
2
2
oH
I
2
S1
2
I
1i ifliI
OkJ2
2
0
2
b.
T =2
Figur 4: An example tileset for the abstract tile assembly model.
(a) An example tile set is shown. Different colors represent the four edge labels, and
numbers represent the edge strengths.
(b) Assembly of this tile system is shown at T = 2. Under this condition assembly is
deterministic and produces a variant of the Sierpinski triangle (a portion shown at right).
For T = 0 or T = 1 incorrect additions can occur and assembly does not yield a set pattern.
Figure 5: An example step in the
kTAM. A three-tile structure will lose
a tile at rate koff and gain a tile at rate
p(off) =
kof f
kon+koff
p(on) =
7
on
kon+kof]
k0 n. At left, possible structures after tile
dissociation. At right, the 7 possible
sites for tile addition are shown with
dashed outlines.
Tiles and binding strengths (units of
kBT) are as in Figure 4(a). The corner
tile is a fixed seed tile and cannot
koff = kf[e-'I+e -2]
kon
=7kf[mono.]
dissociate.
15
edges have identical labels and interact with strength 0 otherwise.
Structure assembly begins with a grid that is initially occupied by the input "seed"
structure. In each step of the simulation, as illustrated in Figure 4, a tile a is chosen at random
from the tile set and placed in a grid square that borders the existing structure. The new tile's
edge interaction strengths with the existing structure are scored and summed as
Gnew.
If Gnew
! T,
the new tile is retained and the structure grows in size by 1 tile. If Gnew < 'r, the new tile is
removed and no growth occurs.
Per Winfree, any desired structure or computation result can be generated with an
appropriately chosen tile assembly system [22]. A tile assembly system may or may not be
deterministic, meaning it leads to a unique terminal assembly, and may or may not produce a
structure of finite size. Though unattractive for constructing physical nanostructures,
nondeterministic systems have been formally shown to possess greater computational power than
deterministic systems [36].
As described by Winfree, a typical tileset in the aTAM has tiles possessing edge
interaction strengths gi = 1.
This results in programmed structure growth that occurs at
T=
2,
where a tile adds only if it attaches to correct partner tiles along two edges of the structure. (At
T=
1 a single correct edge match will yield tile addition.) If all edge labels are used only twice
in the final structure, a single correct edge match describes a unique position for the adding tile
and programmed growth will occur at T = 1. If edge labels are reused throughout the tileset, a
single edge match will not uniquely describe a position. Growth will then occur, but some errors
are stable and will be incorporated into the structure. At T= 0, all tile additions are stable and the
structure will grow indefinitely and without order; at
Tr>
2, no additions are stable and growth
cannot occur. These bounds have been shown to be true only for rectangular tiles in two
dimensions: extension of the aTAM to three dimensions permits algorithmic tile assembly at
T=
1 [37].
aTAMextensions
Numerous groups have sought to extend the aTAM by relaxing specific model
assumptions [38,39,40,4 1]. Of greatest relevance for the isothermal tile assembly model, outlined
16
in section 2.3, are extensions of the aTAM in which properties of the tiles are changed. Relaxing
the constraint that tiles must be confined to interact in two dimensions leads to a model for
flexible tiles which can efficiently encode certain graph-theoretic problems [40]. Models can be
generated in which edges which do not share the same edge label nonetheless interact with
nonzero strength [39].
The assumption that only monomer tiles are allowed to interact can be
reduced through the staged assembly model, in which selected strands are assembled in separate
reactions into subcomponents that are then mixed for final assembly [41], or the 2HAM model,
where two structures assemble separately but at each step have a chance of merging [39].
Though of these only the edge-label constraint is relaxed in the isothermal tile assembly
model, these extensions are significant in that they represent routes through which the assembly
models discussed in Chapter 2 can be generalized to more complex tile systems and more
realistic assembly conditions.
2.2
The Kinetic Tile Assembly Model
The kinetic tile assembly model (kTAM), introduced by Winfree concurrently with the
aTAM, provides a more physically realistic description of DNA tile structure assembly than the
aTAM [22]. In the kTAM, tile addition is considered to be a reversible chemical reaction. The
properties and treatment of tile assembly of the kTAM have been previously described, but are
key to this work and so are reviewed in the remainder of this section.
The kTAM takes as input a tile set, a seed structure, a physical temperature T, a tile
concentration [monomer] =
e-Gmc,
and a kinetic rate constant kf.
The edge strengths {gi o, ... ,
gi3} are now given in energy units (e.g. kcal/mol) and T is in Kelvin. Here, the ratio Gmc/gi is
approximately equivalent to r as defined for the aTAM.
An assembly simulation with kTAM begins with the input "seed" structure. In each step,
the m unfilled grid squares bordering the current structure are determined and placed in the set
U = {uJ, ... , um}. The h filled grid squares in the structure (the seed tile is excepted) have their
interaction energies with other tile squares counted and summed, creating a set of h tile binding
energies B = {b 1 , ... , bh}.
17
The tile monomer on-rate is assumed to be constant for each possible binding site. The
net on-rate is then given by:
kon = mkijmonomer]
The net off-rate is given by:
koff = kfh
e-bi
The overall rate of events is ktot = k0 n + koff. Using this, the time interval At until the next
event is determined by sampling from an exponential distribution with probability density
function f(At) = ktote-ktotAt.
The next event is chosen at random to be an on-event with p(on-event) = ko
0 /kto and to be
an off-event with p(off-event) = 1 - p(on-event) = kof/ktot.
If an on-event is chosen, a tile is
sampled randomly from the tile set and added to an unfilled grid square sampled randomly from
U. If an off-event is chosen, a tile is sampled randomly from the h filled tiles with a probability
based on its sum binding strength: the probability that the ith tile is chosen is given by
e-b/(h e-b).
The sampled tile is then removed from the structure.
Unlike the aTAM, the kTAM can model structure shrinkage under conditions of high
temperature or low tile concentration and can permit the incorporation of errors into a growing
structure. Errors in the kTAM are introduced when an inappropriate tile adds to an edge but is
stabilized by the addition of tiles complementary to it before it can dissociate.
Errors are
significant as a factor limiting the assembly of both real and simulated systems, and numerous
strategies to minimize their impact (including appropriate choice of assembly temperature and
tile set design) have been explored [42,43,44].
Applying the kTAM to describe an experimental system requires that a number of model
assumptions hold. Though these assumptions are not true in general for physical systems, the
degree to which they hold must be a consideration when kTAM-type models are used to study a
tile system. A listing of some assumptions implicit in these models is given below.
18
i.
The tiles interact solely in a two-dimensional plane.
Physical tiles successfully used to
construct two-dimensional nanostructures readily generate tubes, indicating that out-of-plane
tiled structure curvature is quite possible under physical conditions [9,12].
ii.
added.
Monomer concentration is constant and equal to the concentration of initial monomer
This is not expected to be the case over the course of an assembly run, since free
monomer concentration should decrease as tiles are incorporated into growing structures.
Winfree's xgrow program seeks to account for this effect by reducing the concentrations of tile
species incorporated into the structure [45]. A further consideration is that any kinetic trapping
not captured by the model will reduce free monomer concentrations.
iii.
Temperature is constant during assembly.
This constraint is fairly straightforward to
relax during simulation. In particular, it is not a concern for simulating experimental systems that
assemble at a single isothermal temperature.
iv.
Only monomers can add to a growing structure.
Certain aTAM models like the 2HAM
and staged assembly model simulate the merger of tile complexes [39,41], but there is no
efficient method that can simulate the combinatorial variety of possible intermediate structures,
assess their concentrations, and then produce realistic merger events at realistic rates. It is
unclear how significant this effect may be for assembling tile structures. Electron micrographs
of experimentally generated tile-based structures sometimes depict objects that appear to arise
from two conjoined subassemblies, though similar structures can be generated in simulations
purely through errors incorporated during monomer addition.
v.
The rate constant for tile addition and dissociation is constant and identical between all
tiles.
This term should vary with temperature and with the hydrodynamic radius of the tile.
Larger tiles or groups of tiles diffuse more slowly, with decreased rate constants.
vi.
Tile addition rates are proportional to the number of unoccupied sites bordering the
19
structure. This fails to take into account steric hindrances to binding or any dependence on the
number of edges at a site available for binding, which could affect on-rates.
vii.
Tile edges that match interact with an assigned energy g and tile edges that do not match
interact with energy 0. Relaxing this assumption has been considered in an aTAM-based model
[39] and is discussed for the iTAM in section 2.3.
2.3
The Isothermal Tile Assembly Model
The isothermal tile assembly model (iTAM) is a variant of the kTAM intended to model
thermodynamic features of DNA tile assembly, and was developed specifically for this work.
Two changes distinguish the iTAM from previously used kTAM models and are intended to
improve the quantitative prediction of DNA tiling assembly properties [22, 43]. In the first
change, independent dissociation events at a single tile are treated independently. This slows
growth by increasing off-rates and reduces the incorporation of incorrect tiles through growth
errors. In the second change, the interaction strengths between all tileset edges, rather than just
edges intended to pair, are calculated using the nearest-neighbor model for DNA
thermodynamics. This change is motivated by the consideration that two non-partner tile edges
may be partially complementary and interact, contributing additional error during assembly.
The iTAM can account for multiple independent dissociation events at a single tile, while
the kTAM requires that a single tile have only a single dissociation event. This was motivated by
considering the aphysical nature of some errors produced by the kTAM: a tile can be added to the
structure with an (incorrect) bond of strength 0 and then stabilized by the addition of an adjacent
tile. This internally stable tile dimer is linked to the remainder of the structure by a strength-0
bond only; in a physical system, the dimer would freely dissociate. Considering both possible
independent modes of dissociation yields a more realistic off-rate for the dimer.
The number of independent dissociations possible at a tile site is the number of tile
blocks produced when that tile is removed (a block is a group of 1 or more tiles that has no bonds
20
to any other block). The rate of each independent dissociation is kor_din
=
kfe-blocki, with blocki the
binding energy between that block and the tile. Analogous to the kTAM case, the net off-rate for
all tiles in the structure is given by:
koff = kfh e-blocki
where h is taken over all independent dissociation events possible in the structure.
The iTAM also calculates the interaction energies between all edges in the tileset, while
the aTAM and kTAM assume that interactions between non-partnered edges have energy 0. This
is needed to permit errors and kinetic trapping in tilesets where each edge pair is used only once
in the intended design. The kTAM predicts that such tilesets should assemble without error even
at low temperatures: correctly placed tiles will not dissociate under these conditions, while
incorrectly placed tiles must have 0 binding energy and will rapidly dissociate. This is in contrast
to expectation and experimental results, which favor the idea that non-designed interactions
between tiles should be stable at low temperatures and should contribute toward kinetic trapping.
This is also important to take into account orthogonal partially complementary interactions
within the tileset that may contribute trapping near assembly temperatures.
2.4 The Thermodynamics of Self-Assembly
The self-assembly of DNA nanostructures is a thermodynamically favorable reaction that
is slowed by kinetic trapping. While the origin and effects of this kinetic trapping have been
previously discussed in section 1.3, a tile assembly model like those discussed in sections 2.1
through 2.3 must also consider the thermodynamics of DNA hybridization driving tile structure
growth. Accordingly, the following section briefly reviews the nearest-neighbor method, which
is the standard literature technique used to estimate the free energy of hybridization between two
strands of DNA. As is later described in section 3.3, this method is used to calculate tile-tile
binding energies in this work's implemented version of the iTAM.
21
The nearest-neighbormodelfor DNA hybridization thermodynamics
The thermodynamic driving force for DNA nanostructures' assembly is the free energy of
hybridization of complementary stretches of DNA, which can be estimated with the nearestneighbor parameters.
This estimation has an average error of ±1.6*C for an isolated DNA
duplex, and works by decomposing the hybridized region into neighboring pairs of base pairs
[47]. Each such nearest-neighbor pair is assigned a AHNm and ASNm value, which are added to
additional AH and AS contributions due to hybridization and secondary structural features to
determine an overall AHhyb and AShyb. The free energy of hybridization for that region is then
given by:
AGhyb
=
AHhyb - TAShyb
These values are given for DNA in a 1 M NaCl solution. Using an equation empirically derived
by Owczarzy et al, these energy parameters can be adjusted to account for the high Mg 2+
conditions typically used for nanostructure assembly [48]. DNA nanostructures are also subject
to additional effects not captured in this treatment, like mechanical strain energies and
electrostatic interactions between adjacent double helices.
22
Chapter 3. The iTAM and the SST System
DNA nanostructures are limited in their applications by the constrained range of
environmental conditions under which they can assemble and persist. Recent work by Sobczak
et al. [31], which demonstrated isothermal assembly for DNA origami structures, shows that an
improved understanding of the assembly process is likely to lead to a significant increase in
yields and concomitant broadening of the range of conditions tolerated during assembly.
A series of experiments by Myhrvold et al. [35] extend the concept of isothermal
assembly described by Sobczak et al. to tile-based systems, with the explicit aim of increasing
such designs' yield under biological conditions. The tile designs used, which will be referred to
as the SST system, systematically explore the influence of various features of tile design on
temperatures of maximal isothermal assembly. Below the SST system developed by Myrvold et.
al is reviewed in section 3.1 and 3.2. The proposed explanation for observed trends in the system
at the end of 3.2, as well as the iTAM implementation and results described in sections 3.3
through 3.7, constitute new work.
The iTAM model was employed to describe the assembly behavior observed for the
designs of the SST system. The goals of doing so were to determine the degree to which a
kinetic assembly model can accurately describe the observed features of tile structure growth and
to provide insight into the mechanistic details of the assembly process.
3.1 Description of the SST System
The tile sets
The SST system studied by Myhrvold et al. consists of 27 different tile sets that utilize
design rules previously shown to produce arbitrary tubes and two-dimensional structures on a
finite grid [12]. Schematically the tile layout in the assembled structure resembles that used for
the tile assembly model: tiles have four edges, and for 25 of 27 tile sets each tile edge binds a
different partner.
23
While Yin's previous work with the tile design used the same tiles to construct different
shapes, the SST system constructs shapes with similar or identical patterns using tiles with
different sequences and structural features in order to relate difference in design choices to
different observed assembly behaviors. The 25 designs with rectangular layout are separated
along three principle axes:
i.
The connectivity pattern of the tiles in the fully assembled structure. Three different
connectivity patterns were used across the 25 designs: ml/m14, m4, and m3. (See Figure 6.)
The m10 designs, not considered, constitute the remaining 2 of 27 designs and represent a fourth
connectivity pattern.
ii. The presence or absence of a linker region between the binding domains. About half of all
designs incorporated a flexible linker consisting of repeated thymine nucleotides (typically 10
thymines, or lOT) placed between tile binding domains.
Such linkers remained single-
stranded in the fully assembled structure.
iii. The nucleotide sequences of the tile edges. Within the ml class of designs, domain lengths
were varied from 8 nucleotides/edge to 21 nucleotides/edge. Outside of this class, sequences
differed between the ml and m14 designs, between designs with different GC content, and
between a design that incorporated a single mismatch base and those that did not.
24
6
12 18
17 24 30
3 1016 23 29 36 421
a.
b.
12 9 15122128135141 48 54:
- -=
- 14121127134140147153 601661
r-
-
1 1
17 11
-
C.
2 7 13 11
18 4
4391 11 5 20 2631 37
101161211271321381431491
15
=.
-
I-
I-
U-
I-
--
.
S
-9-I
16 111 17122128133139144150155161 1
11218
I40O455156621
14I30I35I4146Is215713J.
119251321381451511581
1137 44 50 57 63
47 53
48 54 59 6 5
0 0
60 66
:9J65
43 49 56 62
55 61
a.
C.
4111181
2
I 8
7 14
13 20
3 10
916
15 22
21 28
27134
17 24
23130
29 36
35 42
41 48
19 26 33 40 47 54
25 32 39 46 53 60
31 38 45 52 59 66
Figure 6: The intended designs for the SST structures tested. Designs
are composed 66 separate tiles each used once in the final structure.
(a) The design used for the ml and m14 tile sets.
(b) The design used for the m4 tile sets.
(c) The design used for the m3 tile sets.
b.
12i
o ** o
d.
37 44 51 58 65
43150157 64
49 56 63
5562
61
_____
I
.
~#
###
I
4F7j(7t
I
~'
I
I
Figure 7: The linkage patterns of single-stranded tiles in the designed structures. Domains are
shown as solid lines. Dashed lines indicate linkers for designs where linkers are present.
(a) Four tiles in the ml or m14 structures. The junction is equivalent to a multibranched loop.
(b) Four tiles in the m4 design; (c), four tiles in the m3 design. The four-tile junction in both
designs is distinct from that in the ml design.
(d) Eight tiles in the ml0 design. The connectivity of the ml0 design differs substantially
from the other designs, incorporating a crossover and using two strands in the basic unit tile.
25
varied domain length
ml_9mer
m1
ml_13mer
ml-6mer
ml_19mer
ml_21mer
ml_8mer_10T
ml_9mer_10T
m1_10mer_10T
ml10T
ml_13mer_10T
ml_1T
ml_2T
ml_4T
ml_7T
mllOT
ml_13T
varied linker length
varied connectivity
ml/m14
m3
m4
varied sequences
m1
m14
ml1OT/m14_1OT
m3_10T
m4_10T
m10
mlOhighGC
m14_10T
m14_1OT_lowGC
m4_10T
m4_10T_split
Table 1: Design variables in the SST system and resulting tile sets tested. Tile sets listed
within the same cell can be contrasted for comparisons across that variable. Some tile sets are
listed more than once. Table 2 contains additional information on the tested designs.
Tile assembly experiments
Myhrvold et al. measured the assembly rate of various tile sets over a range of
temperatures [35].
In these experiments, all strands of a single tile set were added to a single
reaction mixture (200 nM of each tile type to 0.5x TE buffer supplemented with 10 mM Mg 2+).
The mixture was then held constant at a set isothermal temperature for 1 hour 2 , the assembly
period, and was then placed at 4*C for the remaining steps.
The reaction mixture was loaded into an agarose gel and underwent gel electrophoresis,
which separates the structures present by their size (directly related to charge) and their degree of
folding (fully folded structures are compact compared to aggregated or partially formed
structures, and so should exhibit high gel mobility). The assembly yield was calculated using
band densitometry: a high-mobility band presumably indicating the folded structure was located
on the gel. The amount of DNA in this band, from band density, was divided by the total amount
2 Except
for tile sets with domain lengths > 16 nt, where assembly times were 12 hours each.
26
of DNA in the gel lane, from total lane density, to determine the calculated yield. Note that the
yield as defined by this method is higher than the yield as defined by the percentage of starting
DNA incorporated into correctly assembled structures: structures with high mobility are likely to
be substantially "correct" but need not be perfectly assembled, and monomeric strands remaining
after assembly may have been run off the end of the gel and as such are not accounted for.
To verify that high-mobility bands on the agarose gel did in fact correspond to fully
assembled structures, reaction mixtures were adsorbed onto a surface for atomic force
microscopy. Though limited detail into the tile makeup of these structures can be gleaned from
such methods, but the structures formed appear to generally follow the design pattern, albeit with
a substantial degree of shape heterogeneity.
Each tile set underwent assembly reactions in parallel at different temperatures. These
temperatures typically spanned about a 20'C range, with data points separated by around 3"C. A
Gaussian curve was fit to the data, which was displayed as assembly yield versus isothermal
assembly temperature.
The peak and full width at half maximum of this Gaussian fit were
calculated and given as the mean and spread of the isothermal assembly temperatures.
3.2
Results from the SST System
The isothermal temperatures at which peak assembly was observed to occur were directly
related to predicted tile domain-domain binding strength and inversely related to the presence of
a single-stranded linker region between tile binding domains. Most aspects of the analysis below
are unique to this work, as domain-domain binding strengths were not previously calculated.
Domain-domain binding strengths for a design are closely and directly correlated with its
optimal assembly temperature, as would be expected. The relationship is strongest when
considering the melting temperatures of the domains as predicted from the nearest-neighbor
model for DNA duplex melting temperatures [47], and factors that influence this calculated
duplex melting temperature are predictably related to the observed temperatures for SST tile
design optimal assembly. Increasing domain length is positively correlated with optimal
assembly temperature, expected since longer domains have higher melting temperatures, directly
27
correlated with GC content in binding domains, and negatively correlated with a domain
incorporating a single mismatch, expected since this destabilizes domain duplex pairing.
The link between linker status and optimal assembly temperature is strong: the presence
of a linker shifts optimal assembly temperatures downward for a design by about 8"C relative to
a linkerless design. Curiously, there is a minimal observed relationship between the length of the
linker region and designs' optimal assembly temperatures. The trends between linker presence
and optimal assembly temperature cannot be explained by differences in stacking effects, since
the coaxial stacking lost through inclusion of a linker is largely compensated for by dangling-end
stacking of the linker region against the two adjacent domains. A more plausible explanation is
that the observed relationship is due to an entropic effect. Linkerless designs are not forced to
constrain the ends of a relatively flexible region, which would be expected to contribute a
destabilizing entropic penalty in a folded structure.
28
m1_9mer_0T
M1
9
0
35.90 ±6.42
mlOT
m1
10.5
0
47.38 ± 6.09
ml_l3mer_OT
m1
13
0
54.77 ± 3.69
ml_16mer_0T
m1
16
0
60.07 ± 4.60
ml_19mer_0T
m1
19
0
63.80 ± 2.70
ml_21mer_0T
m1
21
0
64.80 ± 6.09
ml_8mer_10T
m1
8
10
18.42 ± 6.49
ml9mer_10T
m1
9
10
26.81 ± 12.71
mll10merl10T
m1
10
10
34.98 ± 4.47
ml13mer_10T
m1
13
10
48.66 ±5.51
mlT
m1
10.5
1
40.66 ± 5.56
m1_2T
m1
10.5
2
39.37 ± 4.79
ml_4T
m1
10.5
4
39.14 ± 4.81
ml_7T
m1
10.5
7
39.73 ± 4.73
ml_10T
m1
10.5
10
38.51± 4.87
ml_13T
m1
10.5
13
40.31± 5.41
ml_16T
m1
10.5
16
37.01 ± 7.46
m14_OT
m14
10.5
0
46.83 ± 5.95
m14_10T
m14
10.5
10
37.92 ± 5.37
ml4jowGCUOT
m14
10.5
10
26.66 ± 7.06
m4_OT
m4
10.5
0
44.39 ± 7.90
m4_10T
m4
10.5
10
37.84 ± 4.57
m4_split_10T
m4
10.5
10
24.44 ± 7.04
m3_OT
m3
10.5
0
45.63 ± 5.63
m3_10T
m3
10.5
10
39.34 ± 4.36
Table 2: Isothermal assembly temperatures and design features for the SST system. Data
shown are given in Supp. Info. 2 of [35].
29
3.3
Implementation of the iTAM
The iTAM model was implemented for this work in Python as a Monte Carlo algorithm
and run using representations of the 25 tile sets of the SST system as input. The assembly
conditions used were those present in the physical system: 10 mM Mg2+, 200 nM each tile, and
the temperature experimentally used. Assembly times were 1 hour for most tile sets and 12 hours
for tile sets with domains > 16 nucleotides in length, as was used for the experimental system. A
fuller description of the program is given below, and a link to the program files is provided in the
supplemental material.
Tile-tile standardfree energies andMg2+ correction
In a step preparatory to running the simulation, the free energy of interaction between
each pair of domains in the tile system was calculated. This was done using a program
("feedermg.py," see supplemental) that took as input text files containing the tile set's sequences
as given in Suppl. 2 [35]. The spacing of binding domains along these designs' sequences was
hard-coded into the program. When the sequences were read from text files, the program
extracted the binding domains' sequences and wrote them to a separate list 220 entries in length,
for the 220 domains present per tile set.
These 220 sequences were read into the UNAFold program in a pairwise fashion [49].
Using UNAFold's "melt.pl" script, the standard enthalpy and entropy of binding for the
minimum free energy structure in which the two strands are bonded is computed.
This
calculated entropy value, set by default to be that for DNA in a 1 M NaCl solution, is then
corrected by the "feedermg.py" program using equation 22 in Owczarzy et al. to account for the
0 M NaCl, 10 mM Mg2+ experimental conditions [48]. This correction is most significant when
considering domains with domains 13 nucleotides or greater in length, and strengthens binding.
The output is a 220 x 220 matrix in which each entry is a pair (AHij, ASij) giving the enthalpy and
entropy of interaction between domain i and domainj under experimental conditions.
30
Secondary structure correctionof tile-tilefree energies
The domain-domain energies calculated by UNAFold and subsequently adjusted do not
account for secondary structure features that impact the overall structure's energetics. This is not
a minor effect: the enthalpies and entropies calculated by UNAFold do not distinguish between a
structure with 10-nucleotide linkers or without such linkers. Such a change is experimentally
observed to shift the assembly temperature of a design by about 6-9*C - quite significant when
peak assembly for these designs occurs only over a 5"C range.
To account for such effects, the iTAM model performs energy corrections based on the
tile structure design.
Ideally, energy corrections would be performed dynamically during the
simulation based on the secondary structures present at each step in the assembly. The iTAM
implementation of these corrections uses a simpler scheme: domain-domain energies are
assigned an energy penalty before the beginning of the simulation that is based on the secondary
structural elements created by the formation of such bonds within the context of an otherwise
fully-assembled structure.
The iTAM accounts for the secondary structure in designs with no linkers or with linkers
52 nucleotides in length by considering that when these designs assemble, they form structures
patterned with four-arm junctions, also known as multibranch loops: see Figure 7. (Technically,
this is only true for the ml and m14 designs: as shown in Figure 7, the m4 and m3 junctions
possess distinct designs, but are treated identically for simplicity.) Each internal tile contributes
corners toward 4 separate junctions, and so removing it from a fully assembled structure
eliminates four junctions.
Because tile-tile energies in this model are assigned at the domain
level, this four-junction penalty is distributed evenly between the four domains of the tile: one
four-arm junction penalty (+1.6 kcal/mol for a 0-nt linker) is assigned per domain [47].
This rule is modified for edge tiles that contain 1, 2, or 3 domains. Tiles with 1 domain
will not form additional loops on binding and do not contribute additional secondary structural
features.
Consequently, interactions involving a domain of a 1-domain tile are assessed no
secondary structure penalty. Tiles containing two domains contribute toward the formation of
only a single junction in the final assembled structure. This single junction-formation penalty is
divided between 2 domains, for 0.5 junction penalties per domain, for all interactions involving
31
2-domain tiles.
3-domain tiles appear only in the m3 designs, and are assigned 1 junction
penalty for interactions with 4-domain tiles (for consistency) and 0.5 junction penalties for
interactions with 3-domain tiles such that 3-domain tiles correctly contribute toward 2 junctions
in the fully assembled structure.
Designs with linkers >2 nucleotides in length form junctions that are similar in
connectivity, but experimental evidence for assigning energies to such expanded junctions is
lacking.
Instead, the iTAM model assigns penalties to these structures by considering that
forming a domain-domain bond within a fully-assembled structure produces two single-stranded
regions that are bound at both ends by double-stranded regions, which is also the case in an
internal loop.
Accordingly, domain-domain pairings are penalized as though they created
internal loops.
For an internal tile, the penalty is 1 internal loop per domain-domain pairing
(+4.9 kcal/mol for a 10-nt linker) [47]. Edge tiles create fewer internal loops, as was previously
the case with junctions, and fractional internal loop penalties are assigned for domain-domain
pairings involving such tiles as in the junction case.
This overall treatment of tile-tile binding energies requires the following assumptions:
i.
The minimum free-energy structure for domain-domain pairing predicted by UNAFold
makes sense within the context of the overall tile structure.
This will be the case for correct
domain-domain pairs, which are most important for simulating tile assembly.
ii.
The energy of the minimum free-energy structure is accurate. Melting temperatures as
predicted by the nearest-neighbor
model are
typically around ±2*C
of experimentally
measurements, placing a bound on the accuracy of assembly temperature predictions [47].
iii.
Each domain-domain interaction can be treated independently of its environment; overall
energies are simply the sum of domain-domain energies, with the domains as defined.
The
formation of DNA secondary structures violates this assumption, and (as seen through the
inclusion of linkers) has a considerable effect on binding energies.
32
The secondary structure
adjustment to domain-domain energies attempts to correct for this violation to allow tiled
structures' accurate simulation by a kinetic tile assembly model.
Simulation
The main program, "itam.py," took as input a tile set name, set of temperatures for
assembly, entropy/enthalpy values, and simulation-specific parameters such as the number of tile
assembly runs to perform at a specific temperature (nruns) and the simulated tile cutoff value for
halting simulations. Experimental values for the temperature, tile concentration (200 nM for all
simulations), and time given to run the assembly reaction (1 hour for most tile sets, 12 hours for
tile sets with domains > 16 nt) were used unless otherwise specified.
When run, itam.py began by importing the relevant list of tileset enthalpy/entropy values
and calculating the 220 x 220 matrix of tile-tile interaction AG values, as described above. The
simulation was initialized by selecting a tile at random from the tileset, assigning it a random
rotation, and placing it onto a grid. The simulation was then run as described in sections 2.2 and
2.3. No tile was designated fixed, though the structure was not allowed to shrink below size 1.
If a dissociation event broke the structure into two discontiguous blocks of tiles, the smaller of
those blocks was deleted.
A simulation was run until any one of three stopping conditions was met:
i.
The structure was of size 66 tiles and had no free edges for further tile addition. If this
stopping condition was met, the simulation was ended and a structure was considered to have
successfully assembled.
This condition does not require that the structure be error-free, but it does effectively
require that the structure consist of a single "domain" of tiles aligned per the design layout.
Simulating such structures for the full time period studied experimentally substantially increased
computation times and did not obviously alter simulation results.
33
ii.
The structure reached size 80.
Any structure that reached this size was considered an
aggregate likely to grow in an unbounded fashion beyond the capability for simulation.
iii.
1 hour elapsed in simulation time (or 12 hours for tile sets with domains > 16 nt).
Upon stopping, the state of the simulation was recorded, including the final structure,
number of addition/dissociation steps performed, and simulation time elapsed.
The simulation
was then rerun at the same temperature (starting anew with 0 elapsed simulation time and with a
single seed tile) repeatedly in this fashion until the number of runs equalled nns.
When that
occurred, the tileset was rerun at the next temperature to be tested with AG values recalculated
for the new temperature.
Simulation yields at a specific temperature were calculated as yield
nsuccess
=
nsuccess/nruns, where
is the number of runs terminated by stopping condition (i). A completed simulation in
which a tile design was tested at m temperatures generated m+l data files. The first of these data
files was titled "simdata design-namedate.txt," and recorded the variables used for the
simulation (temperatures, design, assumptions). For each run in the simulation, the outcome of a
run (success or failure), the simulation time before the end of the run, the fraction of tiles in the
mode tile orientation, and the size of the final structure were recorded.
The remaining m data
files, titled "extradatadesign-name temperature.txt," record the size and pattern of the
assembling structure through snapshots taken at set points during the simulation.
3.4 Simulation Results: Optimal Assembly Temperatures
The iTAM reproduces the main features of SST system assembly experimentally
observed: yields from structure assembly are only significant for a relative narrow temperature
range typically spanning ~10*C. Simulation trends in this temperature range generally matched
those found in experiment, with an average error in predicting the experimentally observed
34
optimal assembly temperature of 4.60 C. The temperature of maximal yield for a design (Toptimai),
as expected, bears a direct relationship to both the time and the concentration of tile monomers
provided for the assembly reaction.
Isothermalassembly temperatures
Isothermal assembly behavior as predicted by iTAM was in general a good match for that
observed through experiment. Tiled designs tested in the iTAM exhibit a yield with respect to
temperature that approximately follows a Gaussian distribution centered around Toptimai, the
temperature at which peak assembly is observed, and with a standard deviation of around 3-5*C.
As expected from experiment and polymer crystallization theory, yields are negligible at
temperatures sufficiently far from simulation
Tassembly < Toptimai
Toptimal.
This is due to kinetic trapping for
and to destabilization of the assembled state for
Tassembly > Toptima.
Low temperatures
For Tassembly < Toptimai, low yields are a reflection of the high likelihood that an error stably
incorporates into the structure. Such an error is likely to act as a "seed" for subsequent incorrect
tile additions, resulting in a structure with multiple different patches of aligned tiles.
Further
addition events to such structure will not yield a structure that follows the intended design.
At sufficiently low temperatures, many promiscuous non-designed interactions are stable
and a single assembly run, when halted at the aggregation stopping condition of size 80, contains
many patches of tiles of different orientations. As temperature approaches Toptimal, these patches
are reduced in number and grow in size, as fewer erroneous tile additions occur during assembly.
(See Figure 9a.)
Promiscuous interactions are most stable near Toptimai for designs with shorter
domain lengths because close matches to non-designed partners are more likely when domains
are short.
For instance, a 220-domain design with 8-nt domains should contain multiple 5-nt
promiscuous interactions by chance alone, stable near Toptimai, while a 16-nt domain would be
unlikely to harbor a non-designed match of even 9 nt.
35
Around Toptimal
Assembly near Toptimal occurred efficiently for most designs, with a probability quite close
to 1 that the designed structure would be formed during the course of the simulation. Optimal or
near-optimal assembly was typically observed over a range of temperatures, with an average
simulated FWHM (the range of temperatures over which assembly was at least half-maximal) of
7. 1*C. (The corresponding average experimental FWHM was 11.5*C.) Skew was evident on the
curves of simulated yield vs. temperature, with the longer "tail" of successful assembly apparent
for temperatures Tassembly < Toptimai. This can be attributed to successful structure formation being
energetically favorable, just unlikely, at low
Tassembly,
while at high
Tassembly
all structure growth is
unfavorable and a structure will effectively never form.
70
--
experiment
60
-csimulation
50
40 -
ml._nmerOT
=cc 30
mlnT
20
mlnmer_1OT
1-
I
0
I
I.
c
., I
W-
=4
-I
oW,
04
I
o-
I
o
I
c'
I
'-4
r-
I
i
I
I
-W
m14
r-4
I
I
-
r-
r-
r-
I
M
r-
~
deigs Teprauesar
aas~
I
.
-0
I -I-
I-
C
I
m4
I
l
m3
I
V4
I
I
0
-
D
C
Y
I.
r-
E
alult
nhe
menoE
ausa
i totedta.o2aiy
h
Fig= .. 8: Optimal assembly temperatures from iTAM and from experiment for 25 SST
designs. Temperatures are calculated as the mean of a Gaussian fit to the data. For clarity, the
25 designs are placed into 5 groupings of similar designs. General trends in experimental
Toptimal values are reflected well in simulated Toptimai values - both increase with increasing
domain length and decrease with the presence of linker regions.
1)
36
The iTAM simulations consistently underestimated the experimentally observed T0 ptiwa
values.
The Toptimal was underestimated compared to experiment for 22/25 designs, with the
mean Toptimai +4.21*C higher in experiment.
The average Jerror of prediction was 4.60*C.
Trends in Toptimai were accurately captured by the iTAM model: R2 = 0.928, so over 90% of
variation in experimental Toptimai is explained by variation in simulated Toptim.
One possible interpretation of the general underestimate of Toptimi is that physical tile-tile
interactions are stronger than modeled; e.g., secondary structural penalties assigned by the model
are too high. Another interpretation that may be significant for some designs (particularly the
designs grouped under mlnmerOT in Figure 8) is that the structures measured for the
experimental definition of yield may differ from those used in the experimental definition of
success. In particular, these designs invariably form large structures (-60 tiles) during assembly
runs at temperatures where complete assembly is rare or absent. Their corresponding physical
structures would not be reliably distinguished from a size-66 structure when run on an agarose
gel, so at least some experimentally calculated yields may count near-complete structures as
0i
~0
0
00000.
.0
.
-
.
.
.
.
.
gur9: iTAM assembly of ml_8mer_lOT structures.
- --
-.
. . ... -..m
.: .- .:(a)
Colors indicate patches of tiles that form designed bonds.
Assembly at 1 0*C < Toptimai. Numerous errors stably
incorporate into the final structure. Stopped at size 80.
(b) Assembly at 22*C = Toptimat. Stopped as a success.
(c) Assembly at 28*C > Toptimai. Multiple tile layers are
missing at top and left. Stopped after 1 hour.
37
temperature (5C)
ml designs
ml_9merOT
mlOT
ml_13mer_OT
ml16merOT
ml_19merOT
ml_21merOT
ml_8mer_10T
ml_9mer_10T
ml_10mer_10T
ml13mer_10T
10
20
40
30
50
60
70
NOW"ma
M
U
-
-
varied linker
mliT
mI_2T
ml_4T
m1_7T
6
IN
ml_10T
ml13T
ml16T
-
I
I
-
A simulation
M experiment
other designs
m14_0T
m14_10T
m14_lowGC_10T
m4_OT
m4_10T
m4-split_10T
m3_OT
m3_10T
Figu 10: Optimal assembly temperatures from iTAM and from experiment for 25 SST
designs. Bars are centered at the mean of a Gaussian fit to the data, as in Figure 8, and are 1
FWHM (1.7a) in width. Each bar spans the range where yields are at least half maximal,
assuming yields are normally distributed with respect to temperature.
successfully assembled. This would be most influential at high temperatures, and like the
observed trend would push experimental up compared to simulated Toptimat.
High temperatures
For Tassembly
>
Toptimal, low yields are a reflection that high temperatures weaken the tile-
tile interactions sufficiently that fully assembled structures have a low equilibrium probability.
38
Assemblies of reasonable size are likely to be present under these conditions, but the likelihood
that they sample one of the fully assembled 66-tile states during the course of a finite simulation
becomes negligible with rising temperature.
For
Tassembly
greater than, but close to,
Toptimai,
an assembly reaction for a number of
designs results in structures of substantial size (-60 tiles) that fail to reach a fully assembled state
over the course of the simulation. These structures otherwise obey the planned design, with all
tiles oriented and bonded correctly. The missing tiles in these structures are typically those at the
corners of the intended design, which become increasingly squared-off at higher temperatures.
This can be attributed in large part to the diamond and parallelogram shapes of the tested designs
(see Figure 6); incomplete assembly would be reduced with a rectangular design.
Corners in diagonal designs fray because corner layers contain the fewest tiles, and layer
removal is fastest (and layer establishment is slowest) for the narrowest layers. Consider the
case of a 2-dimensional horizontal layer of n tiles at
Tassembly
>
Toptimai,
where tiles bound at 3
edges do not dissociate, where tiles bound at 2 edges frequently exchange with monomer and
have probability p of being bound, and where tiles bound at 1 edge rapidly dissociate.
This layer grows and shrinks horizontally, but can disappear entirely only by shrinking
down to two tiles in width, past which point a single dissociation event will induce the rapid
dissociation of the last remaining tile.
The rate of layer disappearance is then directly
proportional to the occupancy of the width-2 state. Considering tile layer lengths from 2 to n to
be in equilibrium, the relative probability of a width-2 layer is given by the partition function:,
n- I
Prelative(width-2) =
n
(n
-
k)pk
k= I
where n is the design width, in tiles, of the layer.
Prelative decreases with increasing n, especially for large p.
The rate of (rare) layer addition is proportional to the number of sites at which a new
width-2 layer can be added, which is just n-1. Since layer production is fastest with large n and
layer removal is slowest with large n, a layer is most likely to be present, if not necessarily intact,
when designed to include many tiles.
No design tested features a square of tiles larger than 6 x 6, so this can be regarded as the
39
maximum layer width present in all designs.
The temperature at which a layer of width 6
becomes disfavored at equilibrium should coincide with an abrupt loss of all structure. In fact,
the ml_19merOT and ml_21merOT structures appear to follow this pattern: stable structures
of size -60 form for temperatures Tassembly >
Toptimai
and initially shrink only slightly with
temperature. Increasing temperature by a further 2*C leads to a complete melting of structures,
indicating that even a maximally "squared-off' structure is no longer stable.
3.5 Nucleation
If polymer crystallization is a useful model to describe the isothermal assembly of DNA
tiles, might the assembly of tiled DNA structures also be governed by a rate-determining
nucleation step?
Nucleation acts as a rate-determining step when the initial association of
several subunits to form a crystal seed for further growth is slow and energetically disfavored
compared to subsequent growth at the crystal edges.
Simulation results from the iTAM do not indicate that nucleation of a small initial
complex is generally a rate-limiting step in tiled structure growth.
This was determined by
monitoring the size of structures as they grew during the course of an assembly simulation.
Whenever a structure grew larger than it had previously been during the simulation, its size and
the elapsed simulation time were recorded.
Graphing all structures' maximum sizes versus
simulation time illustrates the extent to which a critical seed limits structure growth. If there is a
critical nucleus of size n that forms slowly and governs assembly rate, structure growth should be
observed to pause below size n for long periods of assembly time. Once a structure reaches size
n, it should then rapidly proceed to complete assembly.
This was not generally observed for structures undergoing assembly: structures generally
aggregated, assembled quickly, or failed to undergo significant assembly over the simulation
time course. Structures were not paused below a certain cutoff size under aggregation or optimal
assembly conditions.
(See Figure 11(a) and Figure 11(b) for typical assembly reactions
illustrating this point.)
40
Conditions where nucleation was observed impact yields were observed only in the rare
cases for assembly reactions
Tassembly
>
Toptimal
where significant structure was formed during the
reaction but few structures successfully assembled. One straightforward instance of nucleation
was apparent in the ml _19merOT structure at 67.3"C, where a nucleus of size 20 is only slowly
assembled (there is only a 50% chance that this nucleus will be assembled in a 3-hour period),
but the remaining growth from size 20 to an equilibrium structure of size 60 can occur in 30
minutes or less. The mlOT structure, which assembled poorly even at its
Toptimal,
demonstrates
an even more complicated behavior: nucleus sizes of 10, 20, and 50, are all supported by
assembly data. (The equilibrium states are 50 and 60 tiles.)
The addition of preformed nuclei would not be expected to effectively seed assembly of
most designs under most conditions. Kinetic trapping through destabilization of a crystal seed is
predicted by the iTAM model as limited to a narrow range of temperatures above
Toptimal
for
particular designs. In the limited number of cases where seeding could dramatically speed the
approach toward equilibrium, the nuclei required are a substantial size of the full design, at 20
tiles in size.
41
aggregation
a.
b.
80
70
assembly
8Cr1
1
_r_
30
40
70
F
50
50
40
40
30
"' 30
2
20
20
10
10
4U-
U
0 0.5
1.0
1.5 2.0 2.5 3.0
time (min)
single nucleus
C.
0
3.5
rn.
10
20
50
time (min)
d. 7 01
60
60-
~50
50
N040
40-
30
3 0-
20
2 2 0 --
10
1
0'0 100 200 300 400 500 600 700 800
time (min)
60
multiple nuclei
1
0-
0
10
20
30
40
time (min)
50
50
Figure HI: Maximum structure size attained versus assembly time for several designs and
conditions. Pauses in growth at intermediate structures may indicate rate-determining
nuclei.
Each line depicts an independent assembly reaction performed at a set temperature and tile
set. At least 20 reactions are shown in each graph.
(a) In aggregation conditions, growth to size 80 is rapid and pausing is not observed.
Assembly is of ml_13merOT at 40.1*C.
(b) At Toptimai, assembly is rapid and accurate. Nucleation does not impact assembly rates.
Assembly is of ml_8merIOT at 22*C.
(c) Assembly of ml_I9merOT at 67.3*C is rate-limited by a slow-forming 20-tile nucleus.
(d) The assembly of mlOT at 47.8*C is influenced by nuclei of sizes 10 and 20 tiles.
Apparent pausing at size 50 may represent a third nucleus or may reflect an equilibrium.
42
3.6 Time and Concentration
Time
Because tile assembly is a kinetic process, the time for which the assembly reaction is run
must influence the results of assembly. Because the lower bound for successful assembly is not
significantly affected by time (it is mainly set by the high likelihood of aggregation at low
temperatures), altering assembly times affects only the placement of upper bound of the Toptimai
window.
Longer assembly times are expected to raise yields, especially around this upper
bound, and shift the upper assembly bound higher in temperature.
This effect is observed in the iTAM, where simulated assembly outcomes are moderately
For the ml_8merlOT and ml _13merOT designs, the
sensitive to the time provided.
temperature of peak assembly is shifted downward by 3*C when assembly time is reduced from 1
hour to 10 minutes. Assembly times significantly longer than one hour (i.e. 12 hours) would be
expected to raise the calculated temperature of peak assembly success for most designs by a
similar amount.
a. 1i.,
- .-. ,--r----
0.9
0.8t
----
-
0.7
10.6
06
-
-
-
.
Is,
0.4
0.3
0.2
0.1
0
0*
0.6
0.6
--
-
0.
0.4
0.3
0.2
-
-
--
0.8
-0.7---
--
0.9
-
--
--
5
10
15
20
25
30
temperature (2C)
time
mn
0min
=1110 min
-
-
--
--
30 min
-
0.1
0--0
40
assembly
----
--
-6O
45
50
55
min
60
temperature (2C)
Figur 12: Yields had simulations been halted at times prior to 60 minutes (>70 runs/point).
(a) Yields for the ml_8merlOT design. (b) Yields for the ml 13merOT design.
Shorter assembly times reduce yields and lower the temperature at which maximal assembly
is achieved during simulation.
Caution should be exerted in interpreting physical significance to the precise position of
the upper bound. Since a success is defined as the structure entering an assembled state at any
point during the simulation and not by the equilibrium probability that a structure is assembled, a
simulation of infinite length will assign a yield of 1 to an arbitrarily high temperature. Most
43
designs have reached an equilibrium after 1 hour at or above Toptimai, and increasing simulation
yields with increased simulation time demonstrate only that a structure of significant size is
present in this equilibrium.
Concentration
Optimal assembly temperatures are expected to be positively correlated with tile
monomer concentration: higher tile concentrations increase all on-rates, while off-rates are
unchanged. This makes the formation of kinetically trapped and fully assembled structures more
likely at higher temperatures, shifting higher the temperature range in which near-optimal
isothermal assembly occurs.
Optimal assembly curves simulated using the iTAM are shifted with respect to
temperature as expected. Based on the data shown in Figure 13, a 5-fold decrease or increase in
tile monomer concentration for such designs can be expected to shift Toptimai downward or
upward, respectively, by 5-6*C.
a.
b
0.8
0.7
0.9-
-0.8
0
0.6
o.
-
0.4
0.3
0.7
0.6
-
-
+
0.5
-
---------
-
-
-
0.4
-
0.2
0.3
0.2
--
5
10
15
20
25
30
35
00-40 nM
-.
-
-
200 nM
-
1000nM
0.1
0.1
-
-
-
35
40
45
50
55
60
temperature ('C)
temperature (2C)
Figure 13: Simulated assembly yields as a function of tile monomer concentration.
(a) Yields for the ml_8mer_10T design. (b) Yields for the ml_13merOT design.
[Monomer] is directly associated with Toptimai. Experimental [monomer] was 200 nM.
Simulation time was 1 hour/assembly reaction, with >50 runs/point.
Increasing or decreasing tile monomer concentration shifts the assembly equilibrium, and
so (unlike changing assembly times) can lead to high yields at temperatures far from the Tptimai
calculated for the 200 nM case. The kinetics of assembly also differ for assembly reactions at
different tile monomer concentrations performed at their respective Toptimai values: high
44
temperature, high tile monomer conditions promote rapid exchange of tiles. Optimal assembly at
high temperatures is thus closer to equilibrium (Table 3).
40
169C
0.72
69.9 ± 12.2
40.3 ± 8.1
200
229C
0.98
107.1 ± 37.8
15.4 ± 7.8
1000
289C
0.98
201.9 ± 82.1
6.0 ± 4.3
Table 3: Optimal assembly for the ml_8mer_1OT design approaches equilibrium most rapidly
under high-temperature, high-monomer conditions. Each 5 x [monomer], 6*C rise in assembly
increases the number of association or dissociation steps before successful assembly by 50%
and reduces the average time to assembly by 60%.
The iTAM results indicate that modification the tile concentration of an isothermal
assembly reaction may be an effective at setting a desired temperature for designs' optimal
assembly. When this temperature and tile monomer concentrations are high, the model indicates
that kinetic barriers to structure assembly are reduced and assembly reactions are substantially
reduced in time. One important caveat to these conclusions is that the iTAM model assumes that
tiles add only as monomers. Since high tile concentrations favor the formation of oligomers, if
oligomeric additions influence assembly their impact is likely to be greater (and the model less
accurate at describing the physical system) under these conditions.
45
3.7 Conclusions
Simulations using the iTAM model explain the experimental observation that only a
narrow range of temperatures
nanostructures.
permit optimal isothermal assembly
of tile-based DNA
This narrow temperature range reflects a balance between the stabilization of
non-designed interactions that occurs at low temperatures and the destabilization of the overall
designed structure that occurs at high temperature. Simulations based on the iTAM are effective
at estimating the temperature of optimal assembly (Toptimi) unique to 25 two-dimensional tile
design, with an average error of estimation of 4.6*C.
The iTAM can be used to improve the design and assembly properties of tiled DNA
nanostructures by tailoring a design's temperature of optimal assembly to the environment of its
use. It provides a concrete estimate of the extent to which non-designed internal interactions will
impede assembly.
Control over optimal assembly temperatures is most directly set by the
strength of tile-tile domain interactions.
Results from the iTAM suggest that large, blunt designs with edge layers that incorporate
many tiles will be most stable at high temperatures. Edge and corner tiles in a finite design make
few contacts and so are less stable than interior tiles. The bonds of edge tiles can be strengthened
by increasing GC content or domain length to ensure that edges are completely formed under
assembly conditions.
Nucleation is not in general a rate-limiting step for assembly of the tiled DNA structures
studied through simulation.
Adding preformed seed nuclei to reaction mixtures or designing
structural cores with greater stability is not expected to significantly alter assembly kinetics for
most tile designs.
Tile concentration and the length of time may be used as convenient axes of control over
tile assembly.
Kinetic trapping that blocks complete assembly of a tile design is likely to be
overcome by increasing the both temperature and tile concentration in the assembly reaction.
Such a change also substantially decreases the time required for complete assembly.
46
References
[1]
Lu, Y, B. Weers, N. Stellwagen. "DNA Persistence Length Revisited," Biopolymers
[2]
Tinland, B., A. Pluen, J. Sturm, G. Weill. "Persistence Length of Single-Stranded DNA,"
[3]
[4]
Macromolecules (1997) 30: 5763-5765.
Seeman, N. "Nucleic acid junctions and lattices," J. Theor Biol. (1982) 99: 237-247.
Seeman, N., N. Kallenbach. "Design of Immobile Nucleic Acid Junctions," Biophysical
Journal(1983) 44: 201-209.
[5]
Douglas, S., J. Chou, W. Shih. "DNA-nanotube-induced alignment of membrane proteins
(2002) 61: 261-275.
for NMR structure determination," PNAS (2007) 104: 6644-6648.
[6]
[7]
Berardi, M., W. Shih, S. Harrison, J. Chou. "Mitochondrial uncoupling protein 2 structure
determined by NMR molecular fragment searching," Nature (2011) 476: 109-113.
Chen, J., N.C. Seeman. "Synthesis from DNA of a molecule with the connectivity of a
[8]
cube," Nature (1991) 350: 631-633.
Shih, W., Quispe, J., Joyce, G. "A 1.7-kilobase single-stranded DNA that folds into a
nanoscale octahedron," Nature (2004) 427: 618-62 1.
[9]
[10]
Winfree, E., F. Liu, L. Wenzler, N.C. Seeman. "Design and self-assembly of twodimensional DNA crystals," Nature (1998) 394: 539-544.
Rothemund, P., A. Ekani-Nkodo, N. Papadakis, A. Kumar, D. Fygenson, E. Winfree.
"Design and Characterization of Programmable DNA Nanotubes," JACS (2004) 126:
16344-16352.
[11]
[12]
[13]
[14]
[15]
[16]
Ke, Y, L. Ong, W. Shih, P. Yin. "Three-Dimensional Structures Self-Assembled from
DNA Bricks," Science (2012) 338: 1177-1183.
Wei, B., M. Dai, P. Yin, "Complex Shapes Self-Assembled from Single-Stranded DNA
Tiles," Nature (2012) 485: 623-626.
Rothemund, P. "Folding DNA to Create Nanoscale Shapes and Patterns," Nature (2006)
440: 297-302.
Yan, H., S. Park, G. Finkelstein, J. Reif, T. LaBean. "DNA-Templated Self-Assembly of
Protein Arrays and Highly Conductive Nanowires," Science (2003) 301: 1882-1884.
Dutta, P., R. Varghese, J. Nangreave, S. Lin, H. Yan, Y Liu. "DNA-Directed Artificial
Light-Harvesting Antenna," JACS(2011) 133: 11985-11993.
Langecker, M., V. Arnaut, T. Martin, J. List, S. Renner, M. Mayer, H. Dietz, F. Simmel.
"Synthetic Lipid Membrane Channels Formed by Designed DNA Nanostructures,"
Science (2012) 338: 932-936.
[17]
Douglas, S., I. Bachelet, G. Church. "A logic-gated nanorobot for targeted transport of
[18]
molecular payloads," Science (2012) 335: 831-834.
Lund, K., A. Manzo, N. Dabby, N. Michelotti, A. Johnson-Buck, J. Nangreave, S. Taylor,
[19]
R. Pei, M. Stojanovic, N. Walter, E. Winfree, H. Yan. "Molecular Robots Guided by
Prescriptive Landscapes," Nature (2010) 465: 206-2 10.
Liu, D., S. Balasubramanian. "A Proton-Fueled DNA Nanomachine," Angew. Chem., Int.
Ed. (2003) 42: 5734-5736.
47
[20]
Zhao, Y., A. Shaw, X. Zeng, E. Benson, A. Nystrnm, B. H6gberg. "DNA Origami
Delivery System for Cancer Therapy with Tunable Release Properties," A CS Nano (2012)
6: 8684-8691.
[21]
Adleman, L. "Molecular Computation of Solutions to Combinatorial Problems," Science
[22]
(1994) 266: 1021-1024.
Winfree, E. "Algorithmic Self-Assembly of DNA," California Institute of Technology,
thesis (1998).
[23]
Mao, C., T. LaBean, J. Reif, N. Seeman. "Logical computation using algorithmic self
assembly of DNA triple-crossover molecules," Nature (2000) 407: 493-496.
[24]
Yan, H., L. Feng, T. LaBean, J. Reif. "Parallel Molecular Computations of Pairwise
Exclusive-Or (XOR) Using DNA "String Tile" Self-Assembly," JACS (2003) 125
14246-14247.
[25]
Barish, R., R. Schulman, P. Rothemund, E. Winfree. "An Information-Bearing Seed for
[26]
Nucleating Algorithmic Self-Assembly," PNAS (2009) 106: 6054-6059.
Rothemund, P., N. Papadakis, E. Winfree. "Algorithmic Self-Assembly of DNA
Sierpinski Triangles," PLoS Biology (2004) 2: e424.2
[27]
Reif, J. "DNA Computation - Perspectives: Successes and Challenges," Science (2002)
296: 478-479.
[28]
Qian, L., E. Winfree, J. Bruck. "Neural Network Computation with DNA Strand
Displacement Cascades," Nature (2011) 475: 368-372.
[29]
Chen, Y., N. Dalchau, N. Srinivas, A. Phillips, L. Cardelli, D. Soloveichik, G. Seelig.
"Programmable Chemical Controllers Made from DNA," Nature Nanotechnology (2013)
[30]
8: 755-762.
Pinheiro, A., D. Han, W. Shih, H. Yan. "Challenges and opportunities for structural DNA
nanotechnology," Nature Nanotechnology (2011) 6: 763-772.
[31]
Sobczak, J., T. Martin, T. Gerling, H. Dietz. "Rapid folding of DNA into nanoscale
shapes at constant temperature," Science (2012) 338: 1458-1461.
[32]
Myhrvold C., personal communication.
[33]
Jungmann, R., T. Liedl, T. Sobey, W. Shih, F. Simmel. "Isothermal Assembly of DNA
Origami Structures Using Denaturing Agents," JACS (2008) 130: 10062-10063.
[34]
Mandelkern, L., Crystallization of Polymers, Volume 2: Kinetics and Mechanisms
[35]
Cambridge University Press (2004).
Myhrvold, C., M. Dai, P. Silver, P. Yin. "Isothermal Self-Assembly of Complex DNA
Structures under Diverse and Biocompatible Conditions," Nano Letters (2013) 9:
[36]
[37]
4242-4248.
Bryans, N., E. Chiniforooshan, D. Doty, L. Kari, S. Seki. "The power of nondeterminism
in self-assembly," SODA 2011: Proceedings of the 22nd Annual ACM-SIAM Symposium
on DiscreteAlgorithms (2011) 590-602.
Cook, M., Y. Fu, R. Schweller. "Temperature 1 self-assembly: Deterministic assembly in
3D and probabilistic assembly in 2D," SODA 2011: Proceedingsof the 22nd Annual
ACM-SIAM Symposium on Discrete Algorithms (2011) 570-589.
48
[38]
Becker, I. Rapaport, E. Rdmila. "Self-assembling classes of shapes with a minimum
number of tiles, and in optimal time," FoundationsofSoftware Technology and
TheoreticalComputer Science (2006) 45-56.
[39]
[40]
[41]
[42]
Cheng, Q., G. Aggarwal, M. Goldwasser, M. Kao, R. Schweller, P. de Espands.
"Complexities for generalized models of self-assembly," SIAM Journalon Computing
(2005) 34: 1493-1515.
Jonoska, N., G McColm. "Complexity classes for self-assembling flexible tiles,"
Theoretical Computer Science (2009) 410: 332-346.
Demaine, E., M. Demaine, S. Fekete, M. Ishaque, E. Rafalin, R. Schweller, D. Souvaine.
"Staged self-assembly: nanomanufacture of arbitrary shapes with 0(1) glues," Natural
Computing (2008) 7: 347-370.
Winfree, E., R. Bekbolatov. "Proofreading Tile Sets: Error Correction for Algorithmic
Self-Assembly," Lecture Notes in ComputerScience, (2003) 2943: 126-144.
[43]
[44]
[45]
[46]
Fujibayashi, K., D. Zhang, E. Winfree, S. Murata. "Error suppression mechanisms for
DNA tile self-assembly and their simulation," NaturalComputing (2009) 8: 589-612.
Schulman, R., E. Winfree. "Programmable control of nucleation for algorithmic selfassembly," SIAM J.Comput. (2009), 39: 1581-1616.
Winfree, E., R. Schulman, C. Evans. The xgrow simulator. (2003)
http://www.dna.caltech.edu/Xgrow/
Fujibayashi, K., S. Murata. "Precise Simulation Model for DNA Tile Assembly." IEEE
Transactionson Nanotechnology (2009) 8: 361-368.
[47]
SantaLucia J., D. Hicks. "The Thermodynamics of DNA Structural Motifs," Ann Rev
Biophys Biomol Str. (2004) 33: 415-440.
[48]
[49]
Owczarzy, R., B. Moreira, Y. You, M. Behlke, J. Walder. "Predicting Stability of DNA
Duplexes in Solutions Containing Magnesium and Monovalent Cations," Biochemistry
(2008) 47: 5336-5353.
Markham, N., M. Zuker. "UNAFold: Software for Nucleic Acid Folding and
Hybridization," Methods in Molecular Biology 453: Bioinformatics, Volume II. Structure,
Function andApplications (2008) 3-31.
49
Supplemental
Program files are available at: http://sourceforge.net/projects/itam-tile-simulator/
Python 2.7, NumPy, SciPy, and UNAFold (http://mfold.ma.albany.edu/) are required.
Assembly curves as a function of temperature for all 25 designs tested are reproduced below.
Blue lines are iTAM simulation (error bars indicate 95% binomial confidence interval), while
green lines are experimental observations.
mi-9merOT
mlOT
1.0
i a.
0.8-
0.8 o
0.6-
0.6
.1
0.4-
0.4
0.2
0.2 [
30
35
temp. *C
40
45
5C
40
vS7
ml-13merOT
45
temp *C
1
.1I
50
-Y. 5
ml_16merOT
1.0.
1n
0.8
0.8
0.6
0.6
0.4
0.4
0.2-
0.2
T
temp, *C
55
60
40
45
50
55
temp. IC
50
60
65
ml 21mer
ml19merOT
1.0
.
.
,
.
0.8-
0.8
0.6
0.6
1-
.4
0.4
0.4
0.2-
0.2
45
40
65
60
55
temp. IC
50
7
70
45
40
0.8-
0.8
0.6
0.6
0.4
0.4
0.2
0.2
10
15
20
temp. C
25
15
0.0
3!
30
20
0.8
0.8
0.6
0.6
0.4
0.4
0.2
0.2
I
.
I
20
25
.
m C
75
25
temp, IC
30
35
4(
ml-13merlOT
ml-10mer lOT
15
70
ml_9merlOT
l.c
L
65
60
55
temp. *C
50
ml Smer_10T
1.0
0.0 5
OT
1.c
35
40
I
n
45
i
20
51
2
25
30
35temp
45
50
55
ml-2T
1.0
1.0
0.8-
0.8
0.6-
0.6
0.4-
0.4
0.2
0.2
I
5
30
35
40
temp. C
45
50
u.
55
25
30
30
35
ml-4T
T0 4015
40
temp, *C
15
45
5
50
5
ml7T
1Cr
0.8
0.8
0.6
0.6
0.4-
0.4
0.2
0.2
.
0.T
S
30
35
40
temp. IC
45
50
A
55
.
30
35
m110T
40
temp, *C
5
45
50
5
45
50
55
ml_13T
1.0
0.8-
0.8
0.6
0.6
0.4-
0.4
0.2 -1
0.2
0
2
25
30
35
temp, TC
40
45
~*
2
50
52
30
35
40
temp, *C
ml16T
m14_OT
.1
1.0
0.8
0.8
0.6
0.6
0.4
0.4
0.2
0.2
20
30
25
35
40
temp, IC
50
45
55
61
35
'A3
40
m14_lOT
1.0
0.8-
0.8
0.6-
0.6-
0.4-
0.4
0.2
0.2
30
25
35
55
60
6!
m14_lowGClOT
1.0
'93
45
50
temp, IC
45
40
temp, *C
50
5
3
10
15
05 1
55
5
20
20
m4.1OT
25
25
temp, IC
30
30
T0
3
35'
4
4
4.
m4.1_10T
1'T
-
0.8
0.8
0.6
0.6
32
0.4
0.4
0.2
0.2
I I
.'0
25
30
35
40
45
temp, IC
50
55
60
65
-m
30
30
40
35
35
40
temp, *C
53
1
.1
45
50
m3.1_OT
m4.1_split_10T
1.0
1..
0.8
0.8-
0.6
0.6-
0.4
0.4-
0.2
0.2
I
10
15
20
25
temp, IC
30
35
40
0.T
4!
m3.1_10T
Thy
0.8
0.6
0.4
0.2
I
25
30
35 e20
40
temp, TC
T
.I
45
50
55
54
35
40
45
temp, *C
50
55
)
6