April, 1982 LIDS-FR-1202 SYSTEMS ASPECTS OF FLEXIBLE AUTOMATED MANUFACTURING NETWORKS

April, 1982
SYSTEMS ASPECTS OF FLEXIBLE AUTOMATED
MANUFACTURING NETWORKS
August 1, 1978 - January 31, 1983
LIDS-FR-1202
FINAL REPORT by
Stanley B, Gershwin
Michael Athans
Elizabeth R. Ducot
Joseph G. Kimemia
This research was carried out in the MI.T. Electronic Systems
Laboratory (now called the Laboratory for Information and
Decision Systems) with support extended by National Science
Foundation Grant DAR78-17826.
Any opinions, findings, and conclusions or recommendations expressed in this publication are those of the authors, and do not necessarily reflect the views of the National Science
Foundation.
Laboratory for Information and Decision Systems
Massachusetts Institute of Technology
Cambridge, Massachusetts 02139
ABSTRACT
This report is a summary of research performed at the
Massachusetts Institute of Technology Laboratory for Information and
Decision Systems under National Science Foundation Grant DAR78-17826 since August, 1978.
Topics discussed include the modeling and analysis of transfer lines and assembly/disassembly (A/D) systems having unreliable elements and finite buffers, a hierarchical control scheme for the routing and scheduling of material flow in flexible manufacturing systems (FMS's), and the FlexMan interactive computer system.
ACKNOWLEDGEMENTS
The research reported here has been carried out with the generous support of the National Science Foundation under Grant DAR78-17826.
We have been fortunate to have the guidance of Dr, William Spurgeon,
Program Manager. In addition to the authors, many faculty members, research staff members, students, and visitors have contributed significantly to this effort,
NOTE
This report should be read in conjunction with "Complex Materials
Handling Research and Assembly Systems, Volume I Executive Summary," by S. B. Gershwin, M. Athans, and J. E. Ward (MIT LIDS Report ESL-FR-834-1,
January, 1980). That report summarized research under NSF Grant APR-76-12036 and the results obtained under the present grant from its initiation through
December 1979. Except for the publicatiqns seqtiQn, this report:s.umariaes
work completed after the earlier report was published.
TABLE OF CONTENTS
ABSTRACT
ACKNOWLEDGEMENTS
NOTE
TABLE OF CONTENTS
LIST OF FIGURES
LIST OF TABLES
1. INTRODUCTION
1.1 Background
1.2 Objectives
2. ASSEMBLY/DISASSEMBLY NETWORKS
2.1 Introduction
2.2 Classification of Machine and Materials Models
2.3 Example
2.4 Bounds on Performance
2.5 Summary of Accomplishments
2.6 Future Work
Page i ii iii iv vii viii
1
1
2
9
14
6
6
16
22
23
3. CONTROL OF MATERIAL FLOW IN FLEXIBLE MANUFACTURING
SYSTEMS
3.1
3.2
3.5
Introduction
Current State of Research
3.3 Example
3.3.1 Description of System
3.4 Simulation Results
Conclusion iv
24
24
24
28
28
35
39
TABLE OF CONTENTS (continued)
4. THE FLEXMAN SYSTEM
4.1 Purpose of FlexMan
4.2 Organization of FlexMan
4.3 Usage
5. CONCLUSIONS
6. PERSONNEL
7. STEERING COMMITTEE
8. PROJECT DOCUMENTS
8.1 Assembly/Disassembly Systems
8.1.1 Published Papers
8.1.2 Conference Proceedings
8.1.3 MIT ESL/LIDS Reports
8.1.4 Bachelor's Theses
8.2 Routing and Scheduling in Reliable Systems
8.2.1 Published Papers
8.2.2 Conference Proceedings
8.2.3 MIT ESL/LIDS Reports
8.2.4 Bachelor's Theses
8.3 Control of Material Flow in Unreliable Systems
8.3.1 Published Papers
8.3.2 Conference Proceedings
8.3.3 LIDS Reports v
44
46
48
51
52
52
53
53
53
53
50
51
51
51
49
49
49
49
40
40
41
42
TABLE OF CONTENTS (continued)
8.4 Other Documents
8.4.1 Conference Proceedings
8.4.2 MIT ESL/LIDS Reports
APPENDIX
REFERENCES
54
54
54
56
80 vi
LIST OF FIGURES
Page
Figure 1
Figure 2
Figure 3
Figure 4
Assembly/Disassembly Network.
Transfer or Production Line.
Taxonomy of Assembly/Disassembly (A/D) Models. 10
Performance Measure of a Three-Machine Line with -1 -= 2 = 113 = 10.
14
4
7
Figure 5
Figure 6
Figure 7
Monetary Return of a Three-Machine Line.
Line Efficiency vs. Line Length;
Balanced Line with Large Buffers.
Line Efficiency vs. Line Length;
Balanced Line with Small Buffers.
Figure 8
Figure 9
Figure 10
Figure 11
Figure 12
Figure 13
Line Efficiency vs. Line Length;
Unbalanced Line.
Hierarchical Control Structure for a Flexible manufacturing system
Two-Stage Four-Station System.
Production Constraint Sets.
Control Regions.
Buffer State Trajectory of simulated model
Showing Recovery from a Failure. (Control
Regions Correspond to Figure 4a).
16
18
20
21
26
30
31
33
38 vii
LIST OF TABLES
Table 1
Table 2
Table 3
System Data
Machine Availability and Utilization for the Simulation Run
Production Results for the Simulation Run
Page
29
36
36 viii
I. INTRODUCTION
1.1 Background
Two major technological areas have contributed to the industrial revolution: the improvement of processes for performing manufacturing operations, and-the improvement of the organization of those operations. The gain in processes may have gone beyond the gain in organization because, according to Merchant*, typical parts (protheir time waiting in factories, and only. It is clear that little productivity improvement will result from speeding-up processes, and much will come from reducing waiting timet
The management of a large manufacturing facility is often a formidable task for two major reasons:
(1) the high volume of material, and the complexity of some of the items to be processed;
(2) the great variability in the demand for material.
These attributes require that there be a substantial warehousing facility and a large workforce of skilled employees, In the future, some of these employees may be replaced by flexible automation such as robots.
Future technological changes can be expected to have a major effect on production systems. These advances include:
(1) Robots. Improvements in hardware and software, standardization, and mass production can be expected to enhance the capabilities and lower
*quoted in The New York Times, Wednesday, January 10, 1979,
"The Factory of the Future" by Walter Sullivan.
the prices of robots. In order for the benefits of these robots to be fully realized, major changes in production organization are required. Because robots are controlled by computers, information must be sent from point to point within a factory and to and from points outside the factory (such as large data bases).
This information will include scheduling data as well as computer programs to control robot motions for each operation. The low cost and flexibility of robots will allow rapid changeover from one kind of production to another, This will accommodate changes in demand. It will also encourage the use of backup robots that can easily replace other robots that are unavailable due to repairs or maintenance.
(2) Flexible Manufacturing Systems, FMS's (sometimes called computerized or versatile manufacturing systems) are automated, fully integrated workshops. They consist of a set of machines, a transportation system, a set of sensors (to locate parts) and a computer which controls the whole system. Some of the machines and part of the transportation system may be robots. Here again scheduling is critical and volumes of information will flow in order to obtain the substantial benefits that can be -realized.
1.2 Objectives
The major objective of this research has been the study of system issues that arise in complex materials handling and manufacturing systems,
System issues are those that are due to the grouping of'several manufacturing processes and transportation devices together: we have specifically excluded questions that pertain to single machines such as the improvement of processes or the detection of out-of-tolerance operations, The areas we have investigated include the effects of random machine failures and repairs on production rate and in-process inventory levels; the effects of in-process buffer capacities on the same quantities; the routing and scheduling of material in the presence or random failures and repairs.
These studies have been performed in the following contexts.:
2
(1) The evaluation of performance measures
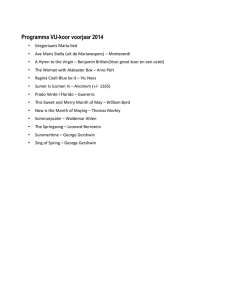
(throughput and mean inventory levels) of assembly/disassembly systems. Assembly/ disassembly (A/D) systems are production systems composed of machines and storage buffers. Assembly and disassembly operations take place at machines, as well as operations on single items such as the drilling of holes.
Machines are characterized by their speeds and reliabilities. Buffers tend to decouple machines and thus to improve their utilizations. An example of such a network appears in Figure 1.
(2) The optimal routing and scheduling of material in a network of flexible production machines.
The problem is to obtain the maximum possible utilization from the machines and to achieve as closely as possible a stated set of production objectives. The major difficulty arises from the stochastic nature of the system: machines fail and are repaired at random times, and demands may arrive at random times and in random amounts.
Mathematical modeling and analysis is the approach we have taken in the studies summarized here. We have also used simulation as a secondary methodology. Simulation has been used to suggest certain directions for study and it has been used to validate results. By means of mathematical methods we have attempted to draw fundamental conclusions about the operation of the systems we study. We have used such methods to develop algorithms and software tools for the analysis of production systems.
At MIT/LIDS we feel that it is not sufficient merely to perform research and to disseminate our results through scholarly meetings and publications, It is also necessary to transfer our technology to potential users, For this reason we have created the
FlexMan system, which allows outsiders who are not familiar with either our research methods or computer programming to use our results. This system is currently in preliminary form and we intend to extend it.
3
VI c~ V)~~~~~~~ v,
~ ~ ~
0
~ ~ ~ ~~ z
()~~~~~~~~~~~~~~~ 0~~
() z
LU
CL z
)
0
C,)
E a)
LU
W
0
0
0
~
---
/ w~~~~~~~~ uju,~~~~ ~ ~~~~~
<~~LUn~
ILU z LL
[1)
A discussion of assembly/disassembly (A/D) systems appears in
Section 2, Section 3 contains a description of the MIT/LIDS research in control of flexible manufacturing system (FMS's). The FlexMan system is discussed in Section 4. In Section 5 we present the conclusions that we have formed after performing research under the two NSF grants.
of the Steering
Committee. The titles of all reports produced with -full support from the two grants appear in Section 8. The Appendix contains
FlexMan documents and a sample FlexMan session,
5
2. ASSEMBLY/DISASSEMBLY NETWORKS
2.1 Introduction
An important attribute of the components of manufacturing systems is reliability. Because of imperfections in design, normal wear., and random effects that would be prohibitively expensive to eliminate in advance, there are periods of time when components are not available. A component may be undergoing routine maintenance,or it may be under repair for failure. For various reasons
(e.g., the difficulty of diagnosing a failure), the length of time that a component cannot perform its intended task can be modeled as a random variable.
Storages are present in many kinds of systems. They have the effect of decoupling the system so that changes from normal operating conditions at one part of the system have minimal effect on the operation of other parts of the system. While this is often useful, partially understood.
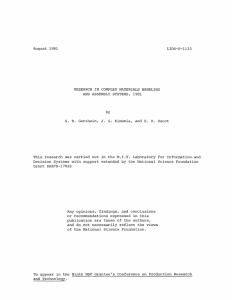
Some progress has been reported in the literature in formulating, solving, and understanding a special class of system with storage-the flow shop or transfer line. This class is illustrated in
Figure 2, Workpieces enter the first machine and are processed.
They are then stored in the first storage and proceeda-to the second machine and so forth, They leave the system after the k'th machine.
Systems of this. form are used in the manufacture of automobile parts (Koenigsberg, 1959). They are used in the finishing of paper products, and in chemical processes, where the "workpieces" are chemical batches and the machines are reactors (Staover, 1956).
6
PIECES ml
MACHINE aBUFFER
8, M
2
2 .
1
PRODUCTS
Fig. 2: Transfer or Production Line
7
We have extended this analysis considerably to treat networks involving machines that perform assembly or disassembly operations,
A network in which assembly, unitary, and disassembly operations exist appears in Figure 1.
One way in which buffers decouple systems is to isolate the effects of machine failures. When a machine downstream of a buffer.
fails, the buffer can provide space for partially manufactured pieces produced upstream, and thus allow upstream machines to con-, tinue operating. In the absence of such buffering, the upstream machines would have to stop, reducing overall productivity. Even when storages are present, a protracted failure can cause one or more storages to fill up. Similarly, a buffer can provide works pieces for the downstream part of the line when an upstream machine fails. Buffers also decouple systems in which the processing times are random., In such systems, a long processing time can act as a failure and, in the same way, cause other machines to be idle.
It is clear that storages that can hold more in-process inventory have a greater decoupling effect and thus provide a greater effective production rate (efficiency or throughput).* However, increasing the sizes of such buffers leads to increased costs in the amount of space devoted to storage and in the inventory itself.
In order to choose the best trade-off between these costs and the improvement in efficiency, it is necessary that efficiency be calculated as a function of storage size,
Formulas for efficiency in the absence of buffers and in the presence of buffers of unlimited capacity are well known (Buzacott,
1967). Also, efficiency can be calculated easily in systems with two machines and a single storage of any size (Artamonov, 1977);
Buzacott, 1967a; Buzacott, 1967b; Buzacott and Hanifin, 1978;
Gershwin and Berman, 1981; Gershwin and Schick, 1980a, 1980b;
8
Okamura and Yamashina, 1977; Rao, 1975; Rao, 1977; Schick and
Gershwin, 1978; Sevast'yanov, 1962, Ward, 1981). The behavior of longer systems has been formulated in many ways (Hildebrand, 1968;
Sheskin, 1976) and studied by approximation (Buzacott, 1967b;
Buzacott, 1972; Masso and Smith, 1974) and simulation (Anderson and Moodie, 1969; Barten, 1962, Freeman, 1964; Hanifin, Liberty, and Taraman, 1975; Ho et al., 1979; Kay, 1972. The only general analytic technique for systems with more than two machines and one buffer is that of Gershwin and Schick (1980a) for three machines and two buffers. For a more complete survey of the analytic literature, see Buzacott and Hanifin (1978); Gershwin and Berman' (1981);
Gershwin and Schick (1980a, 1980b); and Schick and Gershwin (1978).
Our studies of these systems have two purposes. First, they can be of immediate economic importance in helping to design systems.
High production rates are desirable, but they can only be achieved by increasing processing speed, reliability, or storage sizes, which may be expensive. These measures may also increase the amount of in-process inventory. Our studies.can help to evaluate these tradeoffs. Second, they can be of long range importance because they appear to be the first to use probabilistic models and obtain exact solutions to systems with more than one finite buffer, and the first to study assembly and disassembly with queueing techniques.
2.2 Classification of Machine'and-Materials Models
Figure 3 shows how the models of A/D systems we have studied are related. In all our studies, we have created Markov process
(t),
"lt),.,,
()Ol
where k
B is the number of buffers, k is the number of machines,
9
A/D SYSTEM
CONTINUOUS MATERIAL DISCRETE MATERIAL
EXACT DIFFUSION
APPROXIMATION
RANDOM
PROCESSING TIME
DETERMINISTIC
PROCESSING TIME
EXPONENTIAL
RELIABLE UNRELIABLE
ERLANG
Figure 3: Taxonomy of Assembly/Disassembly (A/D) XModels
10
n.(t) is a variable representing the amount of material in buffer i,
1 and aj(t) is a binary variable representing the repair state of machine j, The storage level variables satisfy
0 < nk(t) < N., i = 1,.,., kB where N
1 buffer level in continuous material systems.)'
The machine state variable has the following meaning:
0 if machine j is under repair
1 otherwise
(In some studies, machines are reliable, so the aj(t) variables do
J not appear in s(t). See Ammar and Gershwin (1981).; Wiley (1981).)
We have sought steady state probability distributions, from which measures 'of performance can be calculated, These measures include the production rate and the average in-.process inventory until a given quantity is produced and its second moment, can be obtained by other'means from a Markov process formulation.
We have presented exact solutions for-models that represent the flow of continuous material in Schick and Gershwin (1978),
Gershwin and schick (1980b). These systems have two machines and a single buffer, The machines are unreliable with both failure times and repair times described by exponential probability distributions. (We refer to these systems simply as' "continuous systems.")
The continuous model is characterized by three parameters for each machine and one for each buffer, The buffer parameter is its capacity N.: the amount of material buffer i can hold, The rate at which machine i processes material is pi'
The rate that machine i fails is Pi' That is, the probability of a failure during a time interval of length,6t, which is short, is pi t. Note that the mean time between failures (MTBF) is then 1/p.. The rate of machine i repairs is r..
This kind of model is appropriate to water purification plants, petroleum refineries, etc., where the material to be processed actually is continuous, or where a very large number of discrete parts are being produced, The relationship between continuous systems and one model of a discrete system is analyzed in the reports cited.
numerical solutions of three-machine continuous systems (Ibrahim,
I981). Additional effort is devoted to diffusion representations, which are approximations to these models., (Castanon, Levy, and
Gershwin, 19821,
Our other efforts are devoted to the analysis of systems with discrete material. That is, the material to be processed consists of separate workpieces, each processed individually, The major distinction is between systems- with deterministic processing time and random processing time,
The former-model (abbreviated as "deterministic") is appropriate when the set of pieces bei.ng treated are all the same,.and
where automated machines perform the operations-, An example is
· line, In the models we have considered (in Schick and Gershwin (1978)i Gershwin and
12
all machines take the same length of time to perform an operation; failure and repair time distributions are geometric,
The deterministic model is characterized by a set of two numbers for each machine and one for each buffer, The probability that machine i fails during an operation is Pi; the probability that machine i is repaired during the time to perform an operation is r.; and the capacity of buffer j is N,,
Machines with random processing times are appropriate'when either
(1) there is a mix of parts to be produced, and it random; or
(2) the processors, perhaps because of human operators,
Both causes may be present. 'We have studied systems with exponential processing time (in Gershwin and Berman (1978 and 1981.); Gershwin and
Ammar (1.979); Ammar and Gershwin (1981); Wiley (1981)) and with the more general Erlang distribution for processing time (Gershwin and
Berman (1978); Berman (1979)). We refer to these systems as exponential (reliable or unreliable if a distinction is necessary) or Erlang.
Pan (1982) has considered systems with Erlang-distributed failure processes.
The exponential processing time model is.characterized.by three
Machines are specified by pi' the rate of which pieces are completed while machine i is working; Pi, the rate at which.,achine i fails; and ri, the rate at which repairs to machine i take place,
13
2.3 Example
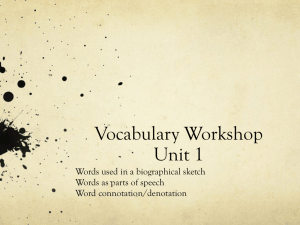
The goal of the modeling efforts described above has been the calculation of performance measures.of assembly/disassembly systems, particularly production rate and average in-process inventory. For example, Wiley (1981) analyses a three-machine, two buffer reliable exponential system in which the three machines and the two buffers are identical.
The average production rate of each machine is 10 pieces per time unit. We want to see how the system production rate and the in-process inventory vary as the capacity, N=N
1
=N
2
, increases. The results are shown in Figure 4.
1'0 _.
9
-O
X
X
X X
X
6
0
X
X
Xo
Production Rate
5 -
4
X
X In-Process
Inventory
3 _
X
2 -X
'
1 X
X
I I I I .!
1 2 3 4 5 6 7 8 9
t10
.
N=N =N
26
..
Figure 4; Performance Measure of a Thre.e-Machine Line with
1=2 3 10
14
~~----
Note that the in-process inventory increases linearly while the production rate rapidly levels out, The limiting production rate, as both buffer capacities approach infinity, is 10 pieces per time unit,
Thus with buffers of size 9, the production rate is within 15 percent of the maximum.
2
, increases linearly that the following relationship exists between a transfer line (T) and its reverse (R): n.=N.-n..
In this case, the reversed transfer line is identical with the original line so that n2 = N1 - n1 or n = N.)
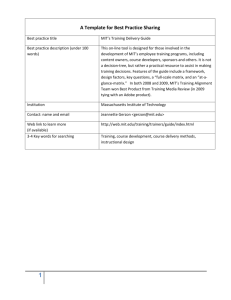
If each finished workpiece returns $2.00 and the cost of holdthe monetary return of the products can be calculated, This return is shown in Figure 5.
15
12
11
10
9VX
z
D 8
7-
6_
5_
X x
X
X
X
I I ! I I I I I
1I
i 2 3 4 5 6 7 8 9 10
=N =
1
N
2
Figure 5: Monetary Return of a Three-Machine Line
If we wanted to maximize the return, we would pick N=4, Note that, in this example, the production rate that gives the optimal return is far from the limiting value, This is why it is important to study models with finite buffers,
2.4 Bounds on Performance
While we have advanced the state of the art in developing methods for analyzing three-machine systems, we have concluded that these methods are less promising than we had hoped for larger systems. Consequently, Dishop (1981) has investigated a number of methods for calculating bounds on the efficiency of transfer lines.
16
Upper bounds are found by removing machines. Two procedures are presented. The infinite-buffer bound essentially removes all the machines to one side of a buffer. The perfect machine bound removes machines, one at a time, combining the buffers to either side.
Lower bounds are found in four ways. The zero-buffer bound removes buffers and combines the machines which are no longer separated. Both the minimum repair rate bound and the maximum failure rate bound reduce the length of the line by replacing two machines and the buffer between them with. a single machine. The memory bound replaces a three-machine, two-buffer segment with a two-machine, one-buffer segment. The last three bounds do not have mathematical proofs and are presented on the basis of heuristic argument and numerical evidence.
Figure 6 presents the behavior of the bounds for a set of deterministic transfer lines with identical machines and buffers.
The parameters are p=.l, r=.4, N=5.
As unreliable machines are added to the line, we expect the throughput to fall. We see that the lower bounds do fall; however the upper bounds do not. This is due to the way the upper bounding procedures work. They simply look at a two- or three-machine segment of the line. For a balanced line, the best the upper bounding techniques can do is examine any three adjacent machines. They have no way of taking into account the effects of the rest of the line. The upper bound on a twenty-machine balanced line is the same as that of a three-machine line with the same parameters. Clearly the upper bounds are not tight for long balanced lines.
The lower bounds.behave well. The two-machine zero-buffer bound distorts the line the most and is the poorest bound. The
17
.8 -
.7-
.6
\3-Machine
\-< =: =
2-M'achine Upper Bound
Upper Bound
= Memory Bound
\Minimum Rcepaiir Rate Bound
\3-Machine Zelo-Buffer Bound
~2-Machine Zero-Buffer Bound r
#X
.4
I
.3
.2
.1
0 1 2 3 4 k = Length of L[ine
5 6 7
Figure 6: Line Efficiency vs. Line Length;
Balanced Line with Large Buffers
18
three-machine zero-buffer bound removes one fewer buffer and so is tighter than the two-machine version. Of course, the three-machine version yields the exact solution for a three-machine line. The minimum repair rate bound preserves the isolated throughput of each segment it replaces. Since this takes into account part of the effects of the buffers it removes, it is tighter than both of the zero-buffer bounds for lines longer than three machines., The memory bound includes more of the buffer effects than any of the other lower bounds and so is the tightest.
In this example, the buffer size is twice as large as the expected downtime (l/r). The buffers are therefore important, We turn now to an example in which the buffers are not sufficiently large. We keep the efficiency of each machine at .8 and the buffer size at 5 but reduce both r and p so that l/r = 25. In this case, blockage and starvation occur most of the time when a machine fails.
The buffers are far less effective. These results are shown in
Figure I.
The important point in this graph is the closeness of the lower bounds. In this example, the tachines are very tightly connected.
The buffers are inadequate, As a result, we expect the error induced by setting buffers to zero to be small. The lower bounds still appear in the same order, but they are much closer together,
We now look at an unbalanced example. We start again with the lines from the first example: p = .1, r = .4, N = 5. We then reduce the repair probability of the middle machine by a factor of four,
For lines of even length, the middle machine is either of the two machines near the middle of the line, Reducing the repair rate of.
this machine reduces its isolated efficiency to ,5, Figure 8 shows the results,
19
.7 -
'.6
5.-
\ -- -3-Machine
2-Machine Upper Bound
Upper Bound
.3_
2 -
.1
0
0 1 2 3 4 5 k = Length of lIine
6 7
Memory Bound
Minimunl Repair Rate Bound
3-Machine Zero-Buffer Bound
2-Machine Zero-Buffer Bound
Figure 7: Line Efficiency vs. Line Length;
Balanced Line with Small Bu ffers
20
.7 -
.6'
.5- u 4 _
X2-Machine
_~
~ =
Upper Bound
3-Machine Upper Bound oMin Repair-Max Failure Bound
Minimum Repair Rate Bound
3-Machine Zero-Btiffer Bound
2-Machine Zero-Buffer Bound
.2
.1 _
0
0
.
1 2 3 4 k = Length of Line
5 6 7
Figure 8 Line Efficiency vs. Line Length; Unbalanced Line
21
This example contains a bottleneck. We expect this to tighten the upper bounds. The smaller repair rate also reduces the effectiveness of the surrounding buffers causing a slight improvement in the lower bounds. We see that the gap between upper and lower bounds is indeed substantially reduced.
2.5 Summary of Accomplishments
We have made several advances in this area, They include
(1) A variety of two-machine models (Berman, 1979;
Gershwin and Berman, 1981; Gershwin and Schick,
1979a, 1979b, 1980a, 1980b; Schick and Gershwin,
1978; Ward, 1981, Pan, 1982).
(2) An exact analysis technique for a three-machine system (Gershwin and Schick, 1979b, 1980a;
Wiley, 1981). This is the state of the art in this area.
(3) The introduction of models of assembly and disassembly. (Ammar, 1980; Ammar and Gershwin, 1980;
Ibrahim, 1981.) As far as we are aware, only a handful of papers in systems theory and operations research deal with assembly and-we have found no papers that deal with disassembly,
(4) FlexMan. Many of the programs that analyze twoand three-machine transfer lines and assembly and disassembly systems are incorporated into the
FlexMan system. See Section 4.
(5) The concept of equivalence was discovered which relates the behavior of apparently dissimilar
A/D networks (Ammar, 1980; Ammar and Gershwin,
1980; Wiley, 1981; Ibrahim, 1981).
(6) Preliminary investigations in approximations and bounding techniques for systems consisting of more than two storage buffers (Dishop, 1981).
22
2.6 Future Work
Future work in this area will include the refinement of the existing three-machine program and the further development of bounding and approximation methods. In addition, new analysis methods will be made available via FlexMan.
23
3. CONTROL OF MATERIAL FLOW IN FLEXIBLE MANUFACTURING SYSTEMS
3.1 Introduction
A flexible manufacturing system is a set of material processors, transportation devices, and controller that together can process a variety of types of material with little or no time lost for changeover. While such a system may be fully or partly automated or not automated at all, questions of routing and scheduling must be treated explicitly in the design of automated systems, The performance of manual systems can be improved by the addition of a computerbased information processing system, Such a system will calculateoptimal routes and schedules, keep track of parts, and support twoway communication with workers (about operations to be performed and the state of the system for example) by means of computer terminals and other devices on the factory floor.
3.2 Current State of Research
A manufacturing system may be large and complex, It is natural therefore to divide its dontrol or management into a hierarchy of a number of different levels. Higher levels in the hierarchy typically have long horizons and use aggregated data, -while lower levels have short planning horizons and make use of more detailed information, The nature of uncertainties.of each level of control also varies,
The management of a manufacturing firm makes production plans inventory and plant capacity, From the master production plan, the requirements for all the components that go into the finished products can be determined. The various departments responsible for the manufacture of the components then schedule their activities so
24
as to meet requirements dictated by the master production plan
(Hitomi, 1979; Halevi, 1980; Orlicky, 1975).
In a system of reasonable size, the material flow process is complex and does not lend itself to direct centralized control. It is proposed therefore to break the control problem up into a hierarchy of smaller manageable sub-problems each with its own time scale and information requirements.
A three-level control structure specifically designed'to compensate for workstation failures is proposed, The hierarchy is illustrated in Figure 9, in which the FMS controller is imbedded into the large hierarchy of production.management, The objective of the FMS controller is to satisfy a demand for a family of items that is dictated by the Master Production Plan subject to constraints imposed by the resources available. The first level of FMS control determines the instantaneous production rates of each member of the part family. The rates must be determined jointly because the parts share the time available at the workstations-. In addition to the demand, the level of downstream buffer levels and the reliability of the F'MS workstations must be taken into account,
Th.e mix of parts being produced must be adjusted continuously so as to take into account random failures of the workstations. If for example, a part cannot be made because a certain workstation has failed, the production must be made up when the station is repaired. Using failure and repair statistics of the machines, the production rates should be chosen in a way that anticipate station down-time. Adequate but not excessive downstream buffer levels should be maintained so as to satisfy downstream demand.
A part entering an FMS has available to it one or more paths it can take through the system, The middle level of the controller
25
sales forecasts inventory levels orders received
MANAGEMENT sets production requirements parts requirements production reports
I
FMS MANAGEMENT decides on machine tooling what part family is to be produced machine tooling production plan for part family production and observations
|
_ __
-FLOW
CONTROL
FMS
CONTROLLER choose production mix
(continuous time optimal control) tooling
ROUTiNG
I
+ l
~i~~ production mix choose part routing
(flow optimization)
| system state s machine state,
\ production reports machine tooling
CONTROL flow rates at workstations sequence and operations system state at workstations schedule l'u.eue.lengthsd
uueengths load commands output sequence destination commands to transporter
FMS machines, transporter, associated control programs data gathering
Figure 9: Hierarchical Control Structure for a Flexible Manufacturing System
26
determines the proportion of parts that should follow each of the available paths (Kimemia and Gershwin, 1980).
At the lowest level of control are scheduling algorithms that determine the movements of individual workpieces and supervise the operations of the workstations, The objective is to maintain the flow rates dictated by the middle and upper levels,
The hierarchical controller utilizes currently available capacity while anticipating changes due to workstation failures and repairs and in demand requirements, It is hoped therefore'that the control scheme will be able to satisfy requirements for a part family without the need for a large :finished and in-process parts inventory, An additional useful feature is the ability to evaluate in advance whether or not the manufacturing system has sufficient capacity to meet the given demand when reliability is taken into account. This enables the FMS management to make decisions such as when to add extra working shifts, subcontract some of the work elsewhere or, when the system is underutilized, to schedule additional parts or preventative maintenance.
The first level of the FMS controller is modeled as a stochastic optimal control problem in which the state variables are the buffer levels and the failure states of the workstations, The control variables are the production rates of the family of parts, The cost function that is minimized .penalizes the controller for keep-.
ing an excessive inventory of finished parts in the buffers (Kimemia and Gershwin, 1981).
The solution is a feedback law which, for each machine state and buffer level, provides the production rates. The second and third levels of the controller are recalculated when the first level changes the production rate from one value to another. The solution
27
to the first level controller is stated in terms of a system of partial differential equations. An exact solution is only possible for small problems. A computational technique for calculating a sub-optimal control law with the desirable properties of the optimal policy is being developed. Off-line, before the system is run, a set of sub-problems, one for each part, is solved, The solutions are estimates of the effect of failures and repairs on the production of parts. Once the system is operational, a simple calculation is performed each time a failure or repair occurs. The estimates calculated offline are used to account for possible future random failures or repairs.
3.3 Example
3.3.1 Description of System
To demonstrate the application of the hierarchical controller, consider the flexible transfer line of Figure 10. Each stage has two identical machines, Two part types are produced. The first type requires two operations, one at each stage, while the second part requires a single operation which can only be performed at the first stage.
The operation times and reliability data for the system are given in Table 1. In this example, there are nine possible machine states. We will discuss only three of them, all machines -up
(a_=(2,2)), one type A failed (!a=(l,2)) are one type B failed
(.=(2,1)). The calculation, however, must include all nine states,
A production constraint set is a set of feasible production rates. The production constraint.set depends on the current set of operational machines, The production constraint sets for the machine states (2,2), (2,1), and (1,2) are shown in Figure 11, The different effect of type A and type B failures is evident,
28
Stage
Part
1
2
A
.33
.67
B
.33
Not
Required
Processing Time for the Parts in minutes.
Stae
_.1
2
MTBF
300
300
MTTR
30
30
Reliability data
MTBF - Mean time between failures (in minutes)
MTTR - Mean time to repair (in minutes)
TABLE 1 - SYSTEM DATA
29
E
stage
1
E
stage 2
Adownstream
E
F g i
,-process
Figure lo0: TWO-STAGE FOUR-STATION SYSTEM
30
U
2
T
6
2
6 n (2,2) .(1,2)
4 4
demand rate
2®
2 4 6 U
(ports/minutej
(a) All machines up
Machine state (2,2)
2 4 6U
1
(b) One Type A down
Machine state (1,2)
U
2
4
Q(2,1)
2
©
( (5 4 6
(c) One Type B down
Machine state (2,1)
U,
Figure 11: PRODUCTION CONSTRAINT SETS
31
The demand rates d(.t) for the two parts are constant at 2.5
type 1 and ,125 type 2 parts per minute. That is, dl(t)=2.5, d2(t) = 1.25. The production rate can exceed the demand rate only in machine states (2,2) and (.2,1). In all other machine states, the demand rate is beyond the capacity of the system.
Figure 12, which characterizes the control policy, is a set of partitions of (xl,X2) space. The vector (xl(t), x 2(t) is the difference between cumulative production and cumulative demand for each part type. When x..(t) is positive, the system has.produced
more of type i parts than has been demanded of it up to time t; when x (t) is negative, it has produced less.
In each partitioned region of Figure 12, the production-rate vector is determined by the corresponding corner in Figure 11. The boundaries between the regions are determined by a dynamic programming calculation which is described in Kimemia and Gershwin (.1981) and Kimemia (1982).
Also shown in Figure 12 is the behavior of the downstream buffer between requirements and production). Initially, the system has all machines operating and the buffer state x(O) is 0 (.the origin of
Figure 12a), The point x(O) happends to lie on the boundary between two regions. (This is not always the case,) The production vectors in the two neighboring regions both drive the trajectory towards the boundary, The trajectory moves in the positive direction as an inventory of parts is built up as a hedge against future failures.
At point (i) production equals demand and the trajectory remains constant.
When a type A machine fails, the new production is found at point (ii) in Figure 12b, Initially only type 1 parts are produced
32
.
I
".
.--
..
I..
......
-...
"I
'
'i!
--.-...
.
...
.............-
'..-..".. -.'-..,--,...,.......-"..,..,..,.,-,-."..,....:,..,-,...,...,..,.-,..."."...'..'--."--.,.............
. .- -
...".....'..............
"'
-,-, .......... -.-
--.
.--
-............
.":,.'-...'...",.,"'"",,.......-..
", ...
............
:."--..'..'--..,...,.-.,-..,...,...,-.,-,.,.,!.-,..".-.".,.."t.'-..'..'...".,..,-.,,..,...,..,,..,-.'-,.-..,-,-.,..".,,-,..,..",.,-..'..',...,.....,..,-,...".'-.'-.".,-.,-.'--...'.-.,..."..,.-.,--...,-,..:.,.--.".-.-,..-.-...-.
-" ` -, , 11 .1
' ----
',''...'Y
.... .....
" ""-"
--
.---.-..-.-.--
.r.i.m ., - .'. -,'..".....",
..
... ....-...
..
..
,'','.'..".'-.'.%.'-.-.'.,'.-..,.,...,.-.'.-'-.'%'..'--'..-.,..,-..'-."-..,.".-.'-..-.'..'-.--.,'-.,.."..--,..,."-.--..-..-.'-.--..'-'
.--.----.-..
,.
-,"
-
.... . - .
--
......
- ..
--..
.'--'.".'..".".."..-.'.,......-
-,,.,,.,--,.,-.-,...,,,,-.,,--.-,--.-,..,..,
-,..
"-,
.. -.2--..... ..
....-
... -.
--.
- - .".
..' ...
..
... .. -'.-
. . . . .-
--.
, ,..
"-.,.,-.,-.",t,..,-,,-,,..,-.,-,.,-,..,..,,-!..-...t--,,..,-,.,.,-."
,..-...,.,.,.'...'.,..-,...''.
".
.
'.
-..
. .
--.
'
.
.
.
.........
"-.".. "". ."
'...,......
...
, , , , '' I. .....,.-...,
"',
..
.---.-..-..-.
" ""'. - -- . -..... .. ..-.-.-.M..........-....-...-.-.
".. .--.
......
.........
....
'-.
!!_.-
..
't-.-.
'
N.........
----. -.-
....
I roduce Type 2 only
.
-
, ''" -' -.
. .- ..... -.......................
.e I Buffer
State, x
.., .. .. .. ........
... .....
..
'-,"
-..
......-
.- - - -......... .... - .. - ...
.. '-' .. .. ...... --
-- ... .. -... ', .. -.- . ..
'.
...........,.
I
.
.
I.
. ..
.
I
.
(a) All ,-machines up (2,2) .
I
''
...
--
---
-
"'-'-'--'----'--'-"--' "-i
... '..................
,.
-.-..
.0
,.-
-I'.'
-.. -:,'.',".
--.
.. -...'..... .-
-...
"..'-'..--..
..............
,,, " -" ''
--
.....
,.-.,.-.,.
....
..
-....
---
. .....
-"."I"I"
.. -'''
.,........-,.-.-",.,"...."".'..'-.-.,-.'......-..-."..--.--.-"'.-'-
'
-.
--
-.--
,...,..-.-..-..,.'..--.'..--'ta,..,.....-,.,..-,....,.-.'.--,.,.-."..,.-.
",-.. -'. '. . .... . . . ..
-----.
..... ..
......-...
..
........... ...
',... ....
".'-..-'-"-'-'-.-.'-.'.
....
........
'..".,.,..-.,..,......,..,-.,-,..'
,. .. .. ,........ --. . - - -..
... ...
...........g....,
-.-- '-------:'--.'-----'--
.................
"-
.%, .' -. ,.-.
'..'.."," '....'
------. ...-.
.:..:......-...-,..,.,.".t:."-,..,...............
--
"-
..
-.
----..
-.......
I.
.
...-
--...
-.
----
''
"r--,
- -
--
- -
.'.-.-
.....-..
- --.
.-.-
.-.---
--
, -. ',,..
-....
...... , -
, - "..-.-'-...---.--,-
'I.
"
.."... ...
--
'"' ....
..
-''
..... .--. . ....
...
-.-.
'.
..
-:'
,...-
, .
'-
..
,-
.., -. - ....--
.... ..
- - 'X.......
..
-,....
-..
-'
--.--.. -:........,-...-....--,-.,--.-..-.-...-"..-,"
... --.
,....-
.-..---
'...
.."..'
..
-.
--
..
-....
`
...
,i--
... .11
.......
'--"--'-----"-`-'--'-'
'.'.--.-..-'.'...'.,.'.'-.--'.I -----
-..-
...
I
...
",
...
-...-
.'
- - -,."
..
.
.State, x.
-..:'.-...'-'-..---..'.--,.:.--.'-....,..,-..,-,....--..'-'..'..'..'..,.'.-,,.,.,.,.,-.--.,..,..-.,..-.",`
Type 2 Buffer
State
20 x
2
10
Q- produce Type 1 only
Key'
(c) One Type B down (2,1)
Region boundaries
---
.
... Production vector in control constraint set
Figure 12: CONTINUED
34
resulting in an increase in the buffer level of type 1 parts, The level of type 2 parts, as a consequence, drops. At point (iii) the keeping the trajectory on the-boundary. After approximately 25 minutes, the failed machine is repaired with the buffer levels at point (iv). The production rate is found at point v of Figure 12a.
Type 2 parts are produced at the maximum rate to clear the backlog caused by the failure. Production of type 1 parts resumes at point (vi) and the trajectory follows the boundary to the point (i) where once again'production is at the demand rate, A similar set of events can be constructed for any other sequence of failures and events.
3,4 Simulation Results
The system was simulated with the scheduling being performed by the hierarchical controller. Each stage had a buffer with a capacity for 5 pieces and a last-in-first-out discipline. The model was run for the equivalent of 14 hours,
The availability and utilization of available time at each machine is given in Table 2, Stage A is the bottleneck stage, The controller is able to attain utilizations of 94% and 85% of available time for the two stage A machines. Stage B, on the other hand, is lightly loaded with only 55% and 36% of the available time being used,
Production statistics are shown in Table 3. On average, the production was 5.2 pieces behind demand for part 1 and 4.2 for part 2, The average in-process-inventory in the system is small,
3 type 1 pieces and 1.2 type 2 pieces, At the end of the simulation, the system had produced the required number of type 2 parts: and was two type J parts short of target. Thus the algorithm was able
35
Stage
A
A
B
B
Machine
1
2
1
2
Availability
.95
.91
.92
.92
Utilization
.94
.85
.55
.36
Part
1
2
TABLE 2: MACHINE AVAILABILITY AND UTILIZATION FOR THE
SIMULATION RUN
Average
In-Process
Inventory
3.0
-1.2
Mean
Buffer
State
Number of Parts
Required
Number of Parts
Produced
-5.2
-4.2
2083
1042
2081
1042
TABLE 3: PRODUCTION RESULTS FOR THE SIMULATION RUN
36
to track demand and at the same time keep the number of pieces inside the system small.
A portion of the buffer state trajectory plotted at one minute intervals is depicted in Figure 13. :The top level controller implemented in the simulation calculates the production vector at one minute intervals. This, in addition to the fact that production increases by integer amounts, accounts for the chatter of the trajectory in the vicinity of the region boundaries. However, the simulated buffer state behaves in a manner very close to that predicted by theory and shown in Figures 12a and 12b..
37
X
38 x~~~~~~~~~~~~~~~~~~
E-~~o
00 E
M
-·
Em~~ rrlc o
-~~~~~~~mj
I4 *
3.5 CONCLUSION
A hierarchical scheme for the control (i.e,, the routing and scheduling) of material flow in an automated manufacturing system has been formulated and tested by simulation, The results of the test were satisfactory and some of our future efforts in this area will be devoted to implementing the scheme in a factory. Additional research will render the approach more practical. The effort will be directed toward the improvement of the computational methods, the study of parameter sensitivities, the gathering of data (particularly reliability data) and related areas.
39
4. THE FLEXMAN SYSTEM
4.1 Purpose of FlexMan
The MIT FlexMan System is an outgrowth. of our desire to promote effective interaction between members of the industrial community and the MIT project team, It has become increasingly apparent that traditional media--seminars, lectures, conferences and publications-are only partially successful in initiating and sustaining this communication.
A broader concern for the transfer of technology between the research institutions and industry has led to the notion that research results should be accompanied by the development and dissemination of transferable, commercial quality software. To require such a deliverable product of a research institute would lead to great difficulties. Beyond the issues of the availability of qualified personnel time and resources, such a requirement would:
(1) introduce long delays between the identification of initial research results and their dissemination,
(2) inhibit feedback from industrial users to the researchers in time to influence the directions of the on-going research
Therefore, in order to make the results of our research efforts truly accessible to industry, in such a way that two-way communication can be fostered, we felt that a different approach -was required.
one that would provide experience, under realistic conditions, with the techniques developed. In response to this need, we have designed and implemented an interactive software system called FlexMan that permits us to:
(1) determine the value of the tools in the design and analysis of material flow systems;
40
(2) identify the limitations of the approaches taken, and
(3) insure that model development remains problemoriented.
The specification of the FlexMan System, a preliminary version of which is now in operation at MIT, began with the following design objectives. The system should:
(1) serve the ordinary user--that is, one experienced in neither computer usage, nor the manufacturing models discussed here; and the various models by a diverse group of users from within each user's own facility;
(3) support consultation between -user researcher in both an on-line and offline fashion;
(.4) provide an expandable framework for the incorporation of new programs and the modification of existing ones;
4.2 Organization of FlexMan
The system created to meet these objectives can be described briefly as follows, The interactive FlexMan System has been organized into three functional entities; the System Executive, the
Conversational Interface and the Manufacturing Model Library,
The first of these, the System Executive, is primarily a monitoring system that performs various bookkeeping and control operations. It "captures" the user as soon as he enters his first facility, A unique FlexMan session is created and a session record
41
is initiated. Most importantly, members of the MIT/LIDS project group are alerted so that they may watch for comments, difficulties, and ways in which the system is used creatively.
Control is then passed to the Conversational Interface which communicates in English in a way designed to be "friendly" to outside users. FlexMan is basically command driven, as opposed to question-and-answer controlled. This permits the user to move freely throughout the system, obtaining assistance only when needed to
(1) represent his manufacturing system;
(2) select the appropriate algorithm, and
(3) determine system parameters,
The user environment created by the Conversational Interface is self-contained. Simple instructions on the use of the FlexMan
System--how to specify commands, interpret request and responses, send comments to us and even correct errors--are all provided online.
The Manufacturing Model Library, the third of the functional entities, contains both the analytical and support software. In the preliminary version, a relatively small number of programs, dealing with the analysis of transfer lines and assembly/disassembly networks, have been incorporated into the library. The building blocks and data structures to support future software development and expansion of the system are also a part of this library.
4.3 Usage specification of the software system early in its development,
42
FlexMan was introduced and demonstrated in February 1981 as part of an MIT Industrial Liaison Program Symposium on Automation
Research. An .initial user group of nearly 50 individuals with
Individual passwords were determined, and procedures for dialing into the MIT Multics computer facility (both directly and through time-sharing networks-) were distributed, At the outset, we were expressions of no interest) in the computer models being developed..
We were pleasantly surprised at the volume of usage of the preliminary system, the types of experimentation carried out with the models and the diligence of the users in providing comments, suggestions for additional system development and indications of how they intended to use the models. The on-line comments have, in many cases, led to meetings to discuss the nature of the systems
(both currently and when fully developed) could be used to achieve the desired analytical results. In some cases, the suggestions from the manufacturing engineers have already influenced our research.
and model formulation. An additional, and somewhat unanticipated, benefit has been an internal one. The FlexMan system has provided research support to the members of the MIT project group. Because of its consistent format and structure, it allows students to build on the work of others; either by using system components to facilitate model development'and or by accessing the total system to support conjectures and experiments.
The Appendix contains two documents that we have sent to new
FlexMan users, The first explains our goals and limitations in creating FlexMan and the second describes the log-in procedures.
The Appendix also includes- a sample sess-ion,
43
5. CONCLUSIONS
In the course of this research, we have come to the following conclusions.
1. Advanced technology has the potential for greatly improving the productivity of the factory. However, robotics, microelectronics, flexible machines, and other hardware innovations will not realize their full potential unless they are installed and operated in a way that anticipate systems considerations (e.g.
bottlenecks, blocking, starvation, poor utilization, excessive inventories).
2. Analytical models are necessary for a basic understanding of complex materials handling and manufacturing systems. They are also needed for the optimization of layout and of control policies.
Simulation, which is widely used for these purposes, is slow and expensive. Furthermore, simulation can lead to a preoccupation with details. We certainly do believe that simulation has significant roles: in suggesting research problems and validating results of the analyst; and in testing proposes layouts and operating strategies before systems are actually purchased or installed, However, it should not be used where mathematical modeling is more appropriate.
3. The problems that arise in manufacturing systems research are highly complex. We have been successful in the analysis of small problems, but more research is needed to develop methods for the decomposition of large systems.
44
4. Random phenomena including failures and repairs of machines have important effects in production systems. Deterministic methods are not generally effective for the study of these systems. Probabalistic techniques are required.
5. Technology transfer is difficult. Manufacturing engineers and managers tend to be more involved with hardware and processes then with software, systems, and analytical methods, To the extent that systems questions are investigated, simulation is the most widely used method. Presentations should emphasize the problem to be solved, why that problem should be solved, the input data required, and the output results to be produced.
The method used is of secondary interest.
6, We intend to devote our future efforts to solving the problems that have arose in this research and to implementing the results we have developed.
45
6. PERSONNEL
The following MIT personnel have devoted a significant amount of effort to the research projects summarized here,
Faculty
Michael Athans
Nathan H. Cook
Leonard A. Gould
Bernard Levy
Research Staff
Oded Berman
David A. Castanon
Elizabeth R. Ducot
Stanley B. Gershwin
Alan J. Laub
John E. Ward
Students
Mostafa H. Ammar
Ruth Bardenstein
Paul Dishop
Leon Ekchian
Ellen Hahne
Yehiam Horev
Magid Ibrahim
Paris Kanellakis
Ejaz A. Khan
Joseph G. Kimemia
Rami Mangoubi
Brenda Pomerance
Irvin C. Schick
Wei-Ted Tsai
John N. Tsitklis
R. Paul Wiley
46
Visitors
Konrad Hitz (University of Newcastle, New South Wales, Australia)
Giovanni M. Secco-Suardo (Centro Richerche FIAT, Torino, Italy)
Yuhuan Pan (Academica-Sinica, Shenyang, China)
47
7. STEERING COMMITTEE
This research has been greatly helped by the presence of a Steering
Committee consisting of experts in the field of manufacturing from industry and from other academic institutions. They have observed presentations and have provided advice and direction. The membership of this Committee, which has changed over time, has included:
Moshe M. Barash, Purdue University
Robert H. Eisengrein, Kingsbury Machine Tool Corporation
John J. Hughes, Kearny and Trecker Company
Frank H. McCarty, Raytheon Company
Loren K. Platzman, Georgia Institute of Technology
Don T. Phillips, Texas A&M University
Joseph P. Sweeney, AMP Incorporated
Albert B. Von Rennes, Bendix Research Laboratories
48
8. PROJECT DOCUMENTS
In this section we list all documents that have been produced under
NSF Grants APR76 - and DAR78-17826 at the MIT Laboratory for Information and Decision Systems (formerly known as the Electronic Systems Laboratory).
This list includes, as a subset, the list of documents in the first volume of the final report of the earlier grant, Gershwin, Athans, and
Ward (1980).
8.1 Assembly/Disassembly Systems
8.1.1 Published Papers
Gershwin, S.B. and 0, Berman (1981), "Analysis of Transfer Lines
Consisting of Two Unreliable Machines with Random Processing
Times and a Finite Storage Buffer," AIEE Transactions,
Volume 13, Number 1, March,- 1981.
Gershwin, S.B., and I. C. Schick, "Modelling and Analysis of
Three-Stage Transfer Lines with Unreliable Machines and Finite
Buffers," to appear in Operations Research.
Castanon, D.A., B.C. Levy, and S.B. Gershwin, "Diffusion Approximations of Transfer Lines with Unreliable Machines and Finite Storage
Elements," submitted to Advances in Applied Probability. (Also issued as MIT LIDS Report LIDS-P-1183, March, 1982.)
8.1.2 Conference Proceedings
Ammar, M.H. and S.B. Gershwin (1980a), "Equivalence Relations in
Queueing Models of Manufacturing Networks," Proceedings of the
Nineteenth IEEE Conference on Decision and Control. (Also issued as MIT LIDS Report LIDS-P-1027, revised January 1981).
Gershwin, S.B. and M.H. Ammar (1979), "Reliability in Flexible
Manufacturing Systems," Proceedings of the Eighteenth IEEE
Conference on Decision and Control. (Also issued as MIT LIDS
Report LIDS-P-934).
Gershwin, S.B. and I.C. Schick (1979a), "Analytical Methods for
Calculating Performance Measures of Production Lines with Buffer
Storages," Proceedings of the Seventeenth IEEE Conference on
Decision and Control. (Also issued as MIT LIDS Report LIDS-P-863).
49
Castanon, D.A., B. Levy, and S.B. Gershwin, "Diffusion Approxmations for Three-Stage Transfer Lines with Unreliable Machines and Finite
Buffers," submitted to the Twenty-First IEEE Conference on Decision and Control, Orlando, Florida, December, 1982.
8.1.3 MIT ESL/LIDS Reports
Ammar, M.H. (1980), "Modelling and Analysis of Unreliable Manufacturing Assembly Networks with Finite Storages," MIT Laboratory for
Information and Decision Systems Report LIDS-TH-1004. (Master's thesis).
Ammar, M.H. and S.B. Gershwin (1980b), "A Partially Formulated
Method for Solving Three-Machine Transfer Lines," MIT Laboratory for Information and Decision Systems Report LIDS-TM-1046.
Berman, 0. (1979). "Efficiency and Production Rate of a Transfer
Line with Two Machines and a Finite Storage Buffer," MIT Laboratory for Information and Decision Systems Report LIDS-R-899.
Gershwin, S.B. and 0, Berman (1978), "Analysis of Transfer Lines
Consisting of Two Unreliable Machines with Random Processing Times and a Finite Storage Buffer," MIT Laboratory for Information and
Decision Systems Report ESL-FR-834-7.
Gershwin, S.B. and IC. Schick (1979b), "Analysis of Transfer Lines
Consisting of Three Unreliable Machines and Two Finite Storage
Buffers," MIT Laboratory for Information and Decis-ion Systems
Report ESL-FR-834-9,
Gershwin, S.B, and I.C. Schick (1980a), "Modelling and Analysis of Two- and Three-Stage Transfer Lines with Unreliable Machines and Finite Buffers," MIT Laboratory for Information and Decision
Systems Report LIDS-R-979.
Gershwin, S.B, and I.C. Schick (1980b)i, "Continuous 4Model of an
Buffer," MIT Laboratory for Information and Decision Systems
Report LIDS-R-1039.
Ibrahim, M.M. (,19811, "Modelling and Analysis of Automated Manifacturing Systems with Focus on Equivalence and Computational
Complexity, MIT LIDS Report LIDS-TH-ll.90.
Schick, I.C,. and S.B. Gershwin (.1978), "Modelling and Analysis of Unreliable Transfer Lines with Finite Interstage Buffe.rs":,!
MIT Laboratory for Information and Decision Sys-tems Report
ESL-Fr-834-6: (Master'-s thesis of I.C. Schick).
50
Ward, J.E. (1981), "TI-59 Calculator Programs for Three Two-
Information and Decision Systems Report LIDS-R-1009.
Wiley, R.P. (1981), "Analysis of a Tandem Queue Model of a Transfer
Line," MIT LIDS Report LIDS-TH-1150, (Master's thesis)l.
Pan, Y., "Analysis of Transfer Lines Consisting of Two Unreliable
Machines and Finite Storage Buffers," in preparation.
8.1.4 Bachelor's Theses
Pomerance, B. (1979), "Investigation of a 3-Machine Transfer Line,"
Bachelor of Science Thesis, MIT Department of Electrical Engineering and Computer Science.
Dishop, P.M. (1981), "Bounding Methods for a K-Mach.ine Transfer
Line," Bachelor of Science Thesis, MIT Department of Electrical
Engineering and Computer Science.
8.2 Routing and Scheduling in Reliable Systems
8.2,1 Published Papers
Kanellakis, P.-C. and Papadimitrious, C.H. (1980), "Local Search for the Asymmetric Traveling Salesman Algorithm," OR Volume 28,
Number 6.
Papadimitriou, C.H. and P.C, Kanellakis, (1980), "Flowshop
Scheduling with Limited Temporary Storage," Journal of the ACM,
Volume 27, Number 3, p, 533-549.
Kimemia, J.G., and S.B. Gershwin, "Flow Optimization in Flexible
Manufacturing Systems," submitted to the International Journal of
Production Research.
8.2.2 Conference Proceedings
Kimemia, J. and Gershwin, S.B. (1979), "Network Flow Optimization in Flexible Manufacturina Systems," Proceedings of the Seventeenth
IEEE Conference on Decision and Control. (Also issued as MIT
LIDS Report LIDS-P-866.,)
51
Secco-Suardo, G. (1979), "Workload Optimization in an FMS
Modelled as a Closed Network of Queues," Annals of the CIRP,
Volume 28, Number 1, pp. 381-383,
8.2.3 MIT ESL/LIDS Reports
Hitz, K.L. (1979), "Scheduling of Flexible Flowshops," MIT
Laboratory for Information and Decision Systems Report LIDS-R-879.
Hitz, K.L. (1980), "Scheduling of Flexible Flowshops - II,"
MIT Laboratory for Information and Decision Systems Report
LIDS-R-1049.
Kanellakis, P.-C. (1978), "Algorithms for a Scheduling Application of the Asymmetric Traveling Salesman Problems," MIT Electronic
Systems Laboratory Report ESL-R-834-5 (also printed as ESL-TH-823).
(Master's thesis).
Kanellakis, P.-C. and C. H. Papadimitriou (1979), "Local Search for the Asymmetric Traveling Salesman Algorith," MIT Laboratory for Information and Decision Systems Report LIDS-P-927.
Kimemia, J.G. and S.B. Gershwin (1980), "Multicommodity Network
Flow Optimization in Flexible Manufacturing Systems," MIT Laboratory for Information and Decision Systems Report ESL-FR-834-2.
(Master!s thesis of J.G, Kimemia).
Papadimitriou, C.H. and P.-C. Kanellakis (1978), "Flowshop Scheduling with Limited Temporary Storage," MIT Electronic Systems Laboratory
Report ESL-P-808.
Secco-Suardo, G. (1978), "Optimization of a Closed Network of Queues,"
MIT Electronic Systems Laboratory Report ESL-FR-834-3.
8.2.4 Bachelor's Theses
Kahn, E.A. (1977), "Modelling and Optimization of a Complex Manufacturing Process," Bachelor of Science Thesis, MIT Department of
Electrical Engineering and Computer Science,
52
8.3 Control of Material Flow in Unreliable Systems
8.3.1 Published Papers
Kimemia, J.G,, and S.B. Gershwin, "An Algorithm for the Computer
Control of Production in a Flexible Manufacturing System," submitted to AIIE Transactions,
Tsitsiklis, J,N., "Characterization of Optimal Policies in a
Dynamic Routing Problem," submitted for publication to Journal of Optimization Theory and Applications, (Submitted as a revision of MIT Report LIDS-R-1178), February, 1982.
8.3.2 Conference Proceedings
Kimemia, J.G., and S.B. Gershwin (1981), "An Algorithm for the
Computer Control of Production in a Flexible Manufacturing System,"
Proceedings of the TWentieth IEEE Conference on Decision and Control,
San Diego, California. (Also issued as MIT Report LIDS-P-1134, revised January 1982.)
8.3.3 LIDS Reports
Hahne, E.L. (1981), "Dynamic Routing in An Unreliable Manufacturing
Network with Limited Storage," MIT LIDS Report LIDS-TH-1063.
(Master's thesis).
Tsitsiklis, J.N. (1981), "Optimal Dynamic Routing in an Unreliable
Manufacturing System," MIT LIDS Report LIDS-TH-1069. (Master's thesis).
Kimemia, J.G. (1982), "Hierarchical Control of Production in Flexible
Manufacturing Systems," MIT Department of Electrical Engineering and
Computer Science. Doctor of Philosophy thesis in preparation.
53
8.4 Other Documents
8.4.1 Conference Proceedings
Handling and Assembly Systems," Fourth NSF/RANN Grantee's5
Athans, M., J.E. Ward, S.B. Gershwin (:1977), "Progress in Flexible
Automation and Materials Handling Research," Fifth NSF Grantee's
Conference on Production Research and Technology.
Gershwin, S.B., M. Athans, J.E. Ward (1978), "Progress in Flexible
Automation and Material's Handling Research 1978," Sixth NSF
Gershwin, S.B., M. Athans,.J.E. Ward (1979), "Progress in Mathematical Methods for Manufacturing Systems, 1979," Seventh. NSF
Grantee's Conference on Production Research and Technology. (Also issued as MIT LIDS Report LIDS-P-929.)
Gershwin, S.B., M. Athans, and J.E. Ward (.1981), "Progress in
Mathematical Methods for Manufacturing Systems, 1980," Eighth
NSF Grantees' Conference on Production Research and Technology.
(Also issued as MIT Report LIDS-P-1062).
Gershwin, S.B., J.G. Kimemia, and E.R. Ducot (1981), "Research in Complex Materials Handling and Assembly Systems, 1981, Ninth
NSF Grantees' Conference on Production Research and Technology,
(Also issued as MIT Report LIDS-P-1133, August, 1981.)
8.4.2 MIT ESL/LIDS Reports
Athans, M., N.H. Cook, S.B. Gershwin, IC, Schick, J,E.Ward (1977),
"Complex Materials Handling and Assembly Systems - First Interim
Progress Report," MIT Electronic Systems Laboratory Report
ESL-IR-740,
Athans, M., N,H. Cook, S.B. Gershwin, Y. Horev, P.C. Kanellakis,
J. Kimemia, I,C. Schick, J.E. Ward (U1977), "Complex Materials and Assembly Systems - Second Interim Progress Report," MIT
Electronic Systems Laboratory Report ESL-IR-771.
Handling and Assembly Systems, Volume I, Executive Summary," MIT
Laboratory for Information and Decision Systems RepQrt ESL-FR-834-l.
54
Gershwin, S.B, (1982), "Manufacturing Systems lResearch in France--
Trip Report, June, 1981," MIT LIDS Report LIDS-P-1171.
Gershwin, S.B., M. Athans, E. R. Ducot, J3 G. Kimemia (11982),
"Systems Aspects of Flexible Automated Manufacturing Networks--
Final Report," MIT LIDS Report LIDS-FR-1202.
Gershwin, S.B. (1982), "Material and Information Flow in an
Advanced Automated Manufacturing System;" MIT Laboratory for
Information and Decision Systems Report LIDS-P-1199, presented at the Society of Manufacturing Engineers 1982 International
Conference and Exposition, Philadelphia, Pennsylvania, May
17-20, 1982.
55
APPENDIX
FLEXMAN DOCUMENTS
56
LABORATORY FOR
INFORMATION AND DECISION SYSTEMS
Massachusetts Institute of Technology
Cambridge, Mass., 02139, U.S.A.
Room: 35-310
Telephone:(617) 253- 2i49
MEMORANDUM
TO: New FlexMan Users
FROM: Stanley B. Gershwin
The MIT FlexMan systems is an outgrowth of a project which was funded by the
National Science Foundation and carried out at the MIT Laboratory for
Information and Decision Systems. This project, which is still underway, is an investigation of systems aspects of modern automated manufacturing and material handling devices. We are studying problems of practical importance and we are developing computational techniques that are of value to the designer, purchaser, and operator of such devices.
It is our intention to communicate our techniques to the industrial world, and not merely to the academic community. We feel that the traditional media -- seminars, lectures, conferences, and publications -- are inadequate for our purposes. We are therefore developing the FlexMan system to make our research results accessible to industry.
This system, which is still in preliminary form, contains a set of computer programs which have been written in the course of our research or which are based on our research results. There are a relatively small number of programs currently incorporated in the system, but if'our research continues to be supported, the FlexMan system will grow substantially. While no attempt has been made to satisfy all computational needs of builders or users of manufacturing and material handling devices, the programs in the
FlexMan system, when used creatively, will greatly improve existing techniques in buffer sizing, production line design, and related problems. The system has been written to be as "friendly" to outside users as possible. That is, it is not necessary to be an expert either in the mathematical techniques we have created or in computer programming in order to use it.
Our objectives in creating this system are:
1) To demonstrate our results to potential users.
2) To develop contacts with industry to help us formulate future research directions.
3) To indicate to the National Science Foundation and other potential funding sources that our work is of practical value to manufacturers.
While are are making the FlexMan system freely available, we hope that users will understand the objectives of the project and will assist us. We hope
Formerly - Electronic Systems Laboratory
57
Memorandum to New FlexMan Users that you will give us the constructive criticism we need concerning our research directions and concerning the applicability of the programs presently available. In addition, we hope that you will report favorable experience to our program manager at the National Science Foundation. He is:
Dr. William M. Spurgeon
Program Manager for Production Research
Division of Mechanical Engineering and Applied Mechanics
National Science Foundation
Washington, DC 20550
Our research budget for this activity is limited. Therefore, we would like to ask you to help us conserve these funds by doing the following:
1) In accessing the FlexMan system by telephone, avoid the use of commercial networks (such as TELENET and TYMNET) whenever possible,
2) If convenient, use the system in off hours (before 9 or after 5 Eastern time weekdays and all day on weekends) when the rates are low,
3) Type "stop" to leave the system when you are away from your terminal.
Because our resources are limited and because funds spent on the FlexMan system are diverted from other research activities, we must be careful that the FlexMan system and its use help us to meet the project's objectives.
While we hope this never happens, we may find ourselves in the uncomfortable position of having to limit a user's access or terminate the whole FlexMan system. We will do this with great reluctance. Finally, the MIT computer system of which FlexMan is a part has been undergoing hardware and system modifications. We have been assured that the difficulties caused by these changes are only temporary; we would like to apologize in advance for any inconvenience you might suffer as a result and hope that these do not detract from the usefulness of the FlexMan system.
Thank you again for your interest in the results of our research. We hope that you find FlexMan practical and pleasant to use, and that you will contact us with your comments.
58
Getting Started on the FlexMan System
The purpose of this note is to describe the procedures for using the FlexMan system. FlexMan has been written to be self-explanatory, and does not require prior experience or special expertise. Since the login procedures are the trickiest part of using the system, we have described them here in some detail. Also indicated below is your personal password. This information identifies you to the system, and is required.
Telephone Access
Use of the FlexMan system requires only a terminal and a communications setup (telephone and modem). Almost any terminal will do, provided one can distinguish between upper and lower case letters. The MIT Multics
Computer operates in the full duplex mode, with communication rate of up to 1200 baud. Ascertain your terminal type-and speed. When you are ready to begin, dial the appropriate telephone number:
Terminal Type* Baud Rate Multics
EBCDIC
ASCII
ASCII
ASCII
VADIC
BELL212
BELL202
134.5
110
150
300
1200
1200
1200
(617) 258-8215
8311
8311
8311
8311
8311
6845
The high pitched tone signals that the line is ready; you then place the telephone receiver in the coupler. In order to "wake up" Multics, hit line feed twice, followed by a carriage return. (This may have to be repeated.) Multics will then print its login herald and wait for your response.
The following is your login procedure. Lines typed by the system are indicated in italics. Only two lines, including your password, must be typed by you. You must terminate each line you type by hitting a carriage return (shown here as (CR)).
MuZtics 34.33: MIT, Cambridge, Mass.
Load = 79.0 out of 120.0 units: users = 79
e FlexMan (CR)
++++
One moment. Multics is initializing your FLEXMAN run.
+++
*** PZease enter your FLEXMAN password:
(Do not strike the BREAK key while your password is being processed.)
(CR)
is logged into the FZexMan system.
FLEXMAN:
This is followed by FLEXMAN's welcome message and your instructions on how to use the system.
* If you have an IBM 2741 terminal, or experience difficulty using Tektronix graphics devices, please call us for special instructions.
59
If you cannot use direct dialing or a WATS line, two commercial networks are available, TYMNET and TELENET.
TYMNET Access
TYMNET performs the same function as a direct telephone call to the MIT
Multics computer, in which the FlexMan system resides. Once you complete the following network connection procedure, you log in as if you made a direct telephone call (i.e. you type "e FlexMan" and procede as above).
The following contains directions on how to make the connection as well as an illustration of the beginning of a terminal session.
Dial the local TYMNET access number and place the telephone receiver into the coupler (or press the DATA button). Be sure to use the local number that is appropriate to your terminal (300 or 1200 baud). TYMNET responds by asking for a "terminal identifier". Always type "a". TYMNET prints some numbers of its own (node and port IDs) as indicated below.
please type your terminal identifier a (CR)
-1247-OZ--
TYMNET then asks you to log in. Type "mitmul".
please log in: mitmul (CR)
TYMNET then asks for a password. There isn't one; type a carriage return.
TYMNET prints a port identifier ("17" in this example) and connects to
Multics ("MULT").
password: (CR) p 17
MULT is online
Multics will then print its login herald. At this point, proceed through the normal login procedure.
MulZtics 34.33: MIT, Cambridge, Mass.
Load = 44.0 out of 85.0 units: users = 44
For more details, obtain th6 brochure "How to Use TYMNET" from TYMNET in
Cupertino, California.
TELENET Access
TELENET performs the same functions as TYMNET, but the connection procedures are different. The procedures and an example follow.
Dial your local TELENET access number and place the telephone receiver into the coupler (or press the DATA button). Then type two carriage returns.
TELENET prints its name and an identifying message.
TELENET
415 8A
60
TELENET prompts for a terminal code, typing "TERMINAL=". Type the code for your terminal, listed below. If your terminal is not listed, just type a carriage return. In the example here, the user types DS16, the terminal code for a Diablo 1620 terminal.
TERMINAL= ds16 (CR)
TELENET prints an "at" sign (0), indicating it is ready to accept commands.
Type the connection command, giving the address for the MIT Multics system.
TELENET chooses an available network port and prints a connection message.
6 c 617 138 (CR)
617 138 CONNECTED
NOTE: If you are using a 1200 baud (120 character per second) terminal, use network address 617 139 instead of 617 138.
Multics will then print its login herald. At this point, you may proceed through the normal login procedure.
Multics 34.33: MIT, Cambridge, Mass.
Load = 43.0 out of 85.0 units: users = 43
For more details, obtain "How to Use TELENET" from Telenet Communications
Corporation, Vienna, Virginia.
The following table, which lists terminal identities, is an excerpt from that brochure.
TERMINAL MODEL IDENTIFIER
Anderson Jacobson 630
Anderson Jacobson 830 & 832
AJ63
AJ83
Anderson Jacobson 841
Applied Digital Data Sys. 520, 580,
& 980
*
Beehive MiniBee 2
Computer Devices CDI 1030
Computer Devices CDI 1132
Computer Devices CDI 1202 & 1203
Computer Transceiver Execuport 300
Computer Transceiver Execuport 1200
Data Products Portaterm
ADDS
BHMB
CD30
CDll
CD12
CT30
CT12
DPPT
Data Terminal & Communications DTC
300
Datapoint 2200
DT30
DP22
Datapoint 3000 & 3300
Diablo Systems 1550 & 1620 DS16
Digital Equipment LA35/36 DECwriter II DECW
Digital Equipment VT50 & VT52
Digi-Log 33 & Telecomputer II
DP30
DECV
DGLG
Gen-Comm Systems 300 GS30
G.E. TermiNet 30 TN30
61
G.E. TermiNet 120
G.E. TermiNet 300
G.E. TermiNet 1200
Hazeltine 2000
Hewlett-Packard 2640, 2644 & 2645
IBM 2741 EBCD (with type)
963, 996, 998
938, 939, 961, 962, 997
942, 943
947, 948
IBM 2741 Correspondence (with type)
001, 005, 007, 008, 012, 022, 030
050, 053, 067, 070, 085
006, 010, 015, 019, 059, 090
021, 025-029, 031-039, 060, 068,
086, .123, 129-145, 156, 161
043, 054
IBM 3767 & 5100
Infoton Vistar Display
Lear Siegler ADMI, ADM2 & ADM3
Memorex MRX 1240
NCR 260
Research Inc. Teleray 3300 & 3700
Tektronix 4002-4023
Teletype 33
Teletype 35
Teletype 40
Teletype 43
Texas Instruments 725
Texas Instruments 733
Texas Instruments 735
Texas Instruments 743 & 745
Texas Instruments 763 & 765
Trendata 1000
Tendata 4000
Univac DCT 500
Western Union EDT 300
Western Union EDT 1200
*same as IBM 2741
TN12
GE30
GE12
HZ20
HP26
IBM1
IBM2
IBM3
IBM4
IBM5
IBM6
IBM7
IBM8
*
IFVD
LSAM
*
NC60
RI33
TK40
TT33
TT35
TT40
TT43
TI25
TI33
TI35
TI45
TI65
*
TD40
UV50
WU30
WU12
TRANSPAC Access
The Flexman system has been successfully used from terminals in Europe. The
TRANSPAC network was connected to the TYMNET system, which was then connected to the MIT Multics computer. Although it sounds complicated, this was accomplished by merely doing the following:
1. Establish the connection with TRANSPAC
2. Type
031060306 and respond to the usual Multics header in the usual way.
62
A
SAMPLE
FLEXMAN
SESSION
FOR
THE
NEW
USER
63
Q)
~*
0. y-
4C)
:0
.C
,~0
C 34)5 sCU
3
0) -
_
2
C >I 0
C
_U
> OE Cl
.
-
,O C
C
-
:'vt x
:
0
3 0
_
@X
Q C
*_ x
L ou
(
>,,
Q3 m 0
C >
"-
#
-'
0
0
0 C
Ce
..
X
'c0
LD u.
4L0
: oW
~-'" EUC u w
: e
C
04 a:1 '
_ 0
V )
.. r "
~~~ ~~
64
E13e · ·
:3 4J
0 C ~ u u
'P
Q.~
'
O
a 'ra o X '~.:r u
.,,. aj o~mo r u a.
a~~0
a ~ .i
'tin i
0
Cr '~
C
0~~~~~~ '"
040.
iic m
CI* i~ ia
0i
E dL cn
~
C~~~~~w
~
~
0
-.iu z~~~~~~~~~L- x
~ ~ uL .
C-r
""= c' C-
.,
~ ~~
QIvrn)·r
4-~'*-
~ ~
4J
-
OC
-.0 cQ.
a m
-
0
~0C
C;
~' C
C
0r' E o
4ap I
:* CW
: >
· f m
'~
~~~~~~
0(A
4J m
cnZ r~l QI no.65
B
2= E6
X
C c -
0
L
QU
40
Ca)
L o
3 (
O
%
3
_ 4) a
L tn )
> u t f)
L. CLC u 4 _ tO
4 L d
.
Ca ,
-gL
0
0 -
0 x aO 3
-, h
,
E x
L-J.
, UC
S- -
Cu
C,
L rO
U 0 ,C1 u
2
Q t m
-
Or
E 0
3 l
.-
4
C
EL
D
Q'
~J O. 4-,
C_
0
-'
L.
0
C
U-
0a
L C
'
(U 0
.~
EE o'
.
, u
Q,,
U
V 4UCU40
0 U =
( :. C .-
C
L
.
,W a
0
> .Co
E E
D -
07
U
0 u
.
-C
C a.
0
.
0C ,
4 '4- "-
::
U Q) '
4
U.
UO O 0..U
C0'U
"cn x" : 4 a
.C
0 0 O m
C m
_
.
'.
,
O a
C, u( oU
.
,
0
: .0 * ~ aC. -
-a
3 e Q
)
L E
O
* 0
4 a, Q
LJ r
4 0.
t uC
)
Ja
.= C
+
4 O O 4L
-j 0
-
E
D Q
>.
0C- *
Q o-
B) D Q
66
0- C .
Q.4-'J C·
Z
44
'O >
> t
E ) C
> X X
160 + :
+ O
67
>S
4n
0
C.
C
E
4 4J
4 L.-
Co
*4J u.-
> a
QJ L .
C G
,, >,,-
C
E
Q-,
E
) >,
CC
(C
-s
-i 4) u
-
L
C .0
L.-,
>,, E
4C cC
C s4 ) )
O
· a.,
.
.
) 4
-
~ 4-
9-
)L4
CC. tC
4-
*9-
C
-
E C f E Er
C
0
C--
C0
L
Ot
Q
00 C C OC
-.
C-
-"
E EC
L. L.r
E
E E
E
L t Qc c Cr a
X C O r
0
C
.0 m E
.
C4'
, .
C
, -C
4 s
CC
, + E C
-U
-W
4 .
W
.t- --
Q
0 n r-
6.4
4
.
s I~ .e o r
'
.£ J t _E
(O
°9 °.9 O- O- O9
0
O
Q'O t j
Q 4
9-
< w US Vf h
·- -V U V C4
0
Q
£
C2..
x '' '-'' '4
Z
9-
0
0
C
4)rM ns \
u·~ 4)4), 04)4).. 0
'-
K
4
E
>
9- .
0
C
0
..
I-
+
+ _
W
0
C W.- 0
LO
68
CL
0
Cal
4 4
4'
4'
4 t
4'69'
4 '
4'
4'44'44'4'44'4
4'
4'
4'
4'
.94*
4'
4'~~
4
4
4'~~~~~S
4'
4
E
9- i,, E
C
*'-C a, * *
4.
a} to
' "
4C -- C
.,, -' .
2- C ,
_ a,
C L
*_
O "
*.
-- to
,
4
C: i-
) C s
O
0
,
4.
L tS _
E a: L .
--
Qffi
,
E _
O e s
QI e-.~ cL.
)
E u.
, 4l
>
L-
4-r, fa r=
4L.J
L _ S)
( c
.C e t
"- 4.a 0
Q. C
* Ca a
CL oC
D
0
IV) .-
ua n
00
-.
'as
C
'.4- ~ ~
.J ..
,
-
.,
%e
.
'9
3
-C
2
.
E -
O C5. C
C-
.
4- s z
3 s0
C.#O
.
9- C e
C
> UU
0
00
>
0
£
-, 4"
" U 4
3 a
X
CU
.)
I CE
Q=
.C-) 0 a
.
%
-
-* ,
.
3
-a
C
E
C > 4 u" t O X
> c 0-
C
'- X
0l C:
U.-. ,. .
Q C 0 .C
" ' CU C C
-.
4m -
.
C -
_
O 2
('A C--
.
C 0'
I Ca 3
X
LtJ V) U
L
W
Q. m '
.
-ej-
*-
4 s,
0
'
C
-
.
.0>
4
.
0
4
'
..
-
0.
-
I--'
--
L
C
"
.C:
0.A
-
0)
C
0
-
'
C a
0,
CU'
C-,
,
U
_
IQ
0
0 )n
E
O
4.
C
C
0 c
L. -U
-U
UC a).
+ 4i 0 (AI-
£
a -
C
.,- n E: a
Z w
CU
0' n to >
O _ C -
-
0 U-
° a 0)
70
r4=1
3
-J C 0 En
3 L.m
Enr O- e
(0
EU
~
E. Q 4
J
'4- --I o
L n a'
0) -' * 4.-
C 3 e l
C- 0
-
-r>
W if
0
4-0 g>Q
''--
4-
*t,
C'
C >
-
~0)
0 0 )
O-,"
C .DW L
C .: -
J n . -'n >
U)0
C
* o
Q
.
a C
,-.
·
- u _ -.
' C
--.
'
.
r0
-
.,-
En4J00--
X -(A
C
4
&
G
,-
C:3
_
+
,0;
.
D r.
C G,, D
( 0)
F -0
Ce a
8' .
(D
.'0 a
^J
£ a
_ 4
Oa. aL
*_ ,-
-.
*
* +
_ E ,L
-' 0 fr.
0t-
0)1 :m
U,
D
M _n t
> QZ E t0 Cl
O 4
L.~
*+ : E
4 1' C w a
>
: 0 >s
It
4
0 0
-, q z u
1
O .
4j
L _-
L vm _/
0 r
.
_
O
3
>. a
I
=3
CIL
N
L
L Z
I
1
+
0 r
000 rN t
Oo
I
000
!
O0 0 !I v a, o t|~
Ql O
I0
'~ 000
AZ C C:) c)
4i
Z- v-4 a
0~~~~1
el3 U
~-)
0 C
Lt
O C
+·
C3
~ 0 0
QO s.~
O
I I
C
I
:
L O
Qu 4)
O a
L u
O
< C
~ nC, x .i_
3 _
0 )
-, q
L
-
LL
O x
QI Qi
'4-
QS
L
.
7
72
..C: r
U
'- ' +
( r-- *r -
Q' Y- y.
.
+
.
Ut X
O Q UJ ct
+;
.
+ Q
_, J
t c
# a: zL z W az + w
72
J~~~~~~JQ
Q N
O O
O 0
+
0
>
~,)~~~~~~:
,
'-_~
S ,,,3
C
I + I o00O, I0,, s c - ~' 0
C )
+
"L t~~~~~~~
:E
=
@
O
G;
E
.
F*
O0 iO t o ;
ON
I
0) W
C)* .
00
O 0 a
< x
M} rK
) q
O
:~X
C
4
L c ~~
: ^
>
~ a,
f~ u'+-- O
-, o
O n
O
4-0 cn f- L-
__.
'3
,+ v
-
0~
.
O ,
X ci
~ v.. .I r~
E
Ca
OX
:, c
.
Q 0 W
CL e_ I eD uC
·F -o
-
-0 -0
~J
_Y sC
.
c
> > t
0 O o -
(..
X
L.
M M
4- 4 o
X u- qt ·. * 6·
D
$'
0
>- j
C, tJ) cu )
-j 4
°0
0 0 0
Q 0 d Q oo 0 m oo
O
O O-
+ +
, -
N
I
<
"
I dtu
7
*
4J
~ c
X
X U,
CD a
W
0
L
Uc
W
I
E
' 4 JE m
73
o, (U
~·0
L
.
Q
~C
0n
)r ,
4·
0 c-
0
0 '0
>.
3
.
0 )- c
X
Q ,
0
U) o
3
,
0)
0
D0
: c n
3'c_
'0 .
Z 0
>-
X
EL
9.
a
O
0 a. w
+
+
+ o4
X,
S Y7 t
*
! I I _, w
3
0
M ai
~~~~~~~~4.,
R
-O O) °C)
000 0 >"r
000 rv
CJ
@
O.
O~
O
.-3 t
00a I N ·
4-0 tu
3 00
0 O C C
\D 0 it~~~~~n-
0
4-,
_r _
3 ·
·
4
3
Q
,i-, Ii- u
M 1 1 1 rli~QI
OC0 I q
E gu
'0 e
* @
0
Z 3C
M) a c il · o r· I ' f' c~~~~~~~~~~~~~~~~~~l' (,.
' ' + ' t1 e-'-C i Cl
D o
O L >s
0 ~ -
Q
L
Q. a U
C dr qat)
C L; *tX eP' 3 : u
Ed t a _1(1
~ ..-
- O~ u uJ
sEr rrt
._
E.
*'
3·
C r
'
0
,
O
W O U
I >s aXV tv t0 =f
+ 0} a
, ~ .
*
+ cc: mD +
*e
V a
?4 xf
4,
O
+ 00
'
*N
OC:Z
LIJ v) 00
~ a
75
O O C0
0 0 o0 tn
0 O0
I
N Q c o tt OO u O o
LS un C?
II
O
Z
0~
4i ns o t 0
00
0 *
0,
L..
C o c
:
*
D O OL
*i-
L " 2
*_ c
C 3
C
(UI Qt
L u. u
0
+ *[
D Q}
+ I
J;
,
76
O N
Q O
+ I
0· e,
44
E
_
-r,o
4i x
E di
4J
U0
-reX mV)~C d
,
OOOO
E -
O O oO u t +
'
0J tC: r- d t
C:)
O C
., I + u
X
Ct
O
00
00
O
C0C
*m 3 ' -
1
_
4-,
C
,
X
> -
C
O -
,"
3
N+ * C
O x
_
-
>O
L -
41- 4
- L.
0
Zx
4---J'= x x u.
+
+40
::S
>s uC qD
Bt r
C ZD
: r*t O Q
' U
O000
LLL.
D'
O O
N
Nd.
tl-.
W
O
77
C0 c
'
0 x m
0 ~
LA.
w4 o
78
O
.t-
I °
.
4-
-.
U
0
C
~~~>
0
4J, o l, 4,
-i,.
:
0)0) O)0
*~) i..; :)
E O
3 r.0O
V,
**
Z
4 Q
2
,z 4.
+
::
0
3 + +
J
4 ~
.
o
C
>
~0
4-
C
V m
'
3
Z<
X
.
E CL E 40 .U
L . E .
..
e
I
,-
C
CeM- 0)
.3
0
C
U
0
4 C
C 4 - ,
'0
: 4)
-'-
4-m
>
.
Q
*C
C
<Z
-
0
(L) U 0
Q x-4'
** 3 Q.-e Q
'0 C
++
C
0
C c,.
CY)
C0
4. 4.C .&::
Q +
+ +"'
+ + '
+. >
4- + + >-
REFERENCES
Ammar, M. H. (1980), "Modelling and Analysis of Unreliable Manufacturing
Assembly Networks with Finite Storages," MIT Laboratory for
Information and Decision Systems Report LIDS-TH-1004.
Ammar, M. H. and S. B. Gershwin (1981), "Equivalence Relations in Queueing
Models of Manufacturing Networks" Proceedings of the Nineteenth
IEEE Conference on Decision and Control.
Anderson, D. R. and C. L. Moodie (1969), "Optimal Buffer Storage Capacity in Production Line Systems," International Journal of Production
Research, Vol. 7, No. 3, pp. 233-240, 1969.
Artamonov, G. T. (1977), "Productivity of a Two-Instrument Discrete Processing Line in the Presence of Failures," Cybernetics, Vol. 12
No. 3, March 1977.
Barten, K. (1962), "A Queueing Simulator for Determining Optimum Inventory
Levels in a Sequential Process," Journal of Industrial Engineering,
Vol. 13, No. 4, pp. 245-252, July-August 1962.
Buzacott, J. A. (1967a), "Markov Chain Analysis of Automatic Transfer Line with Buffer Stock," Ph.D. Thesis, Department of Engineering
Production, University of Birmingham, 1967.
Buzacott, J. A. (1967b), "Automatic Transfer Lines with Buffer Stocks,"
International Journal of Production Research, Vol. 5, No. 3, p. 183-200, 1967.
Buzacott, J. A. (1972), "The Effect of Station Breakdowns and Random
Processing Times on the Capacity Flow Lines with In-Process
Storage," American Institute of Industrial Engineers Transactions,
Vol. 4, No. 4, pp. 308-312, December 1972.
Buzacott, J. A. and Hanifin, L. E. (1978), "Models of Automatic Transfer
Lines with Inventory Banks - A Review and Comparison", AIIE Trans.,
10,2,197-207.
Castanon, D. A., B. C. Levy, S. B. Gershwin (1982), "Diffusion Approximation of Transfer Lines with Unreliable Machines and Finite Storage
Elements," MIT Laboratory for Information and Decision Systems
Report LIDS-P-1183, .March, 1982,
80
REFERENCES (Cont.)
Dishop, P. M. (1981), "Bounding Methods for a K-Machine Transfer Line,"
Bachelor of Science Thesis, Department of Electrical Engineering and Computer Science, MIT.
Freeman, M. C. (1964), "The Effects of Breakdowns and Interstage Storage on Production Line Capacity," Journal of Industrial Engineering,
Vol. 15, No. 4, pp. 194-200, July-August 1964.
Gershwin, S. B., and M. H. Ammar (1979), "Reliability in Flexible Manufacturing Systems," Proceedings of the Eighteenth IEEE Conference on Decision and Control.
Gershwin, S. B. and 0. Berman (1978), "Analysis of Transfer Lines Consisting of Two Unreliable Machines with Random Processing Times and a Finite Storage Buffer," MIT Laboratory for Information and
Decision Systems Report ESL-FR-834-7.
Gershwin, S. B. and 0. Berman (1981), "Analysis of Transfer;Lines Consisting of Two Unreliable Machines with Random Processing Times and a Finite Storage Buffer," AIEE Transactions, 13,1.
Gershwin, S. B. and I. C, Schick (1979a), "Analytical Methods for Calculating Performance Measures of Production Lines with Buffer Storages,"
Proceedings of the Seventeenth IEEE Conference on Decision and
Control.
Gershwin, S. B. and I. C. Schick (1979b), "Analysis of Transfer Lines
Consisting of Three Unreliable Machines and Two Finite Storage
Buffers," MIT Laboratory for Information and Decision Systems
Report ESL-FR-839-9.
Gershwin, S. B. and I. C. Schick (1980a), "Modelling and Analysis of Twoand Three-Stage Transfer Lines with Unreliable Machines and Finite
Buffers," MIT Laboratory for Information and Decision Systems --
Report LIDS-R-979, (to appear in Operations Research).
Gershwin, S. B. and I. C, Schick (1980b), "Continuous Model of an Unreliable
Two-Stage Material Flow System with a Finite Interstage Buffer,"
MIT Laboratory for Information and Decision Systems Report
LIDS-R-1039,
Halevi, A. The Role of Computers in Manufacturing Processes, Wiley and
Sons, 1980.
81
REFERENCES (Cont.)
Hanifin, L. E., S. G. Liberty, and K. Taraman (1975), "Improved Transfer
Line Efficiency Utilizing Systems Simulation," Society of
Manufacturing Engineers, Technical Paper MR75-169, 1965.
Hildebrand, D. K. (1968), "On the Capacity of Tandem Server, Finite
Queue, Service Systems," Operations Research, Vol. 16, pp. 72-82,
1968.
Hitomi, K., Manufacturing Systems Engineering, Taylor and Francis, London,
1979.
Ho, Y.-C., Eyler, M. A., and Chien, T.-T. (1979), "A Gradient Technique for General Buffer Storage Design in a Production Line," Proceedings
1978 IEEE Conference on Decision and Control (San Diego, January
10-12, 1979).
Ibrahim, M. M. (1981), "Modeling and Analysis of Automated Manufacturing
Systems with Focus on Equivalence and Computational Complexity,"
Master of Science Thesis, Sloan School of Management, MIT.
MIT Report LIDS-TH-1190, December, 1981.
Kay, E. (1972), "Buffer Stocks in Automatic Transfer Lines," International
Journal of Production Research, Vol. 10, No. 2, pp. 155-165.
Kimemia, J. G. (_1982)_, "Hierarchical Control of Production in JFlexiJ2;e-
Engineering and Computer Science, MIT.
Kimemia, J. G. and S. B. Gershwin (1980), "Multicommodity Network Flow
Optimization in Flexible Manufacturing Systems," MIT Laboratory for Information and Decision Systems Report ESL-FR-834-2.
Kimemia, J. G. and S. B. Gershwin (1981), "An Algorithm for the Computer
Control of Production in a Flexible Manufacturing System,"
Proceedings of the Twentieth IEEE Conference on Decision and
Control, MIT Report LIDS-R-1134.
Koenigsberg, E. (1959), "Production Lines and Internal Storage - A
Review," Management Science, Vol. 5, pp. 410-433, 1959.
Masso, J. and M. L. Smith (1974), "Interstage Storages for Three Storage
Lines Subject to Stochastic Failures," American Institute of
Industrial Engineers Transactions, Vol. 6, No. 4, pp. 354-358,
December 1974.
82
REFERENCES (Cont.)
Okamura, K., and H. Yamashina (1977), "Analysis of the Effect of Buffer
Storage Capacity in Transfer Line System," American Institute of Industrial Engineers Transactions, Vol. 9, No. 2, June 1977.
Orlicky, J., Material Requirement Planning, McGraw Hill, 1975.
Pan, Y., "Analysis of Transfer Lines Consisting of Two Unreliable
Machines and Finite Storage Buffers", MIT LIDS Report in preparation.
Pomerance, B. (1979), "Investigation of a 3-Machine Transfer Line, Bachelor of Science Thesis, MIT Department of Electrical Engineering and
Computer Science.
Rao, N. P. (1975), "On the Mean Production Rate of a Two-Stage Production
System of the Tandem Type," International Journal of Production
Research, Vol. 13, No. 2, pp 207-217.
Rao, N. P. (1977), "Two-Stage Production Systems with Intermediate Storage,"
American Institute of Industrial Engineers Transactions, Vol. 7,
No. 4, pp. 414-421.
Schick, I. C. and S. B. Gershwin (1978), "Modelling and Analysis of
Unreliable Transfer Lines with Finite Interstage Buffers," MIT
Laboratory for Information and Decision Systems, Report ESL-FR-834-6.
Sevast'yanov, B. B. (1962), "Influence of Storage Bin Capacity on the
Average Standstill Time of a Production Line," Theory of Probability and Its Applications, pp. 429-438.
Sheskin, T. J. (1976), "Allocation of Interstage Storage Along an Automatic
Production Line," American Institute of Industrial Engineers Transactions, Vol. 8, No. 1, pp. 146-152, March 1976.
Stover, A. M. (1956), "Application of Queueing Theory to Operation and
Expansion of a Chemical Plant," Naugatuck Chemical Company, Naugatuck,
Connecticut.
Ward, J. E. (1981), "TI-59 Calculator Programs for Three Two-Machine One-
Buffer Transfer Line Models," MIT Laboratory for Information and
Decison Systems Report LIDS-R-1009.
Wiley, R. P. (1981), "Analysis of a Tandem Queue Model of a Transfer Line;"
Master of Science Thesis, Department of Electrical Engineering and
Computer Science, MIT, MIT Report LIDS-TH-1150.
83