Application of Electrospun Fiber Membranes in Water Purification
advertisement

Application of Electrospun Fiber Membranes in Water
Purification
by
Looh Tchuin (Simon) Choong
Bachelor of Science in Chemical Engineering, University of Minnesota-Twin Cities (2008)
Master of Science in Chemical Engineering Practice, Massachusetts Institute of Technology
(2010)
SUBMITTED TO THE DEPARTMENT OF CHEMICAL ENGINEERING IN PARTIAL
FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
ARCHNES
DOCTOR OF PHILOSOPHY IN CHEMICAL ENGINEERING
MASSACHUSETTS INSTITUTE
OF TECHNOLOLGY
AT THE
JUN 16 2015
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
(FEBRUARY 2015)
LIBRARIES
C 2015 Massachusetts Institute of Technology. All rights reserved.
Signature redacted
Signature of Author:
Looh T huin (Simon) Choong
Department of Chemical Engineering
October 15, 2014
Signature redacted
Certified by:
Lammot
Gregory C. Rutlee
Signature redacted
Signature redacted
Accepted by:
Signature redacted
Professor of Chemical Engineering
Chairman, Committee for Graduate Students
1
2
Application of Electrospun Fiber Membranes in Water
Purification
by
Looh Tchuin (Simon) Choong
Submitted to the Department of Chemical Engineering on October 15, 2014
in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Chemical
Engineering
Abstract
Electrospun membranes are attractive for the liquid filtration applications especially as
microfiltration membranes because they are low in solidity and have open, highly interconnected
porous structures. Nevertheless, liquid filtration processes are pressure driven; hence, it is crucial
to understand the compressive behaviors of electrospun membranes. Compressive properties of
electrospun fiber mats are reported for the first time in this thesis. Membranes of bisphenol-A
polysulfone (PSU) and of poly(trimethyl hexamethylene terephthalamide) (PA6(3)T) were
electrospun and annealed at a range of temperatures spanning the glass transition temperature of
each polymer. The data for applied stress versus solidity of membrane were found to be welldescribed by a power law of the form cr
-n
_")
=kE("
where u-zz is the applied stress and
#
is
solidity, in accord with the analysis of Toll (Polym. Eng Sci., 2004). The values of n range from
3.2 to 6 for PSU and from 8.0 to 20 for PA 6(3)T. The lowest values in each case were exhibited
by mats annealed near the glass transition temperature of the fiber material. The higher values of
n are attributed to fiber slippage via a mechanism analogous to that of work hardening of metals.
The values of kE can vary by an order of magnitude and were difficult to determine precisely,
due to the nature of the power law and the inhomogeneity of the mats.
The hydraulic permeabilities of electrospun fiber membranes are found to be functions of their
compressibilities. Hydraulic permeabilities of electrospun PSU membranes experience a
decrease of more than 60% in permeability between 5 and 140 kPa, due to the increase in solidity,
attributed to flow-induced compression. This behavior is explained using a simple model based
3
on Darcy's law applied to a compressible, porous medium. Happel's equation is used to model
the permeability of the fiber membranes, and Toll's equation is used to model their
compressibilities. The permeation model accurately estimates the changes in solidity, and hence
the permeability of the electrospun membranes, over a range of pressure differentials. The
permeability of commercial phase inversion membrane was higher than those of electrospun
membranes at pressures greater than 8 kPa.
Microfiltration of emulsions of oil (dodecane) in water using electrospun PA6(3)T membranes
was demonstrated. Rejection of the emulsified dodecane decreased from (85
5) % to (4.3
0.9) % when the ratio of droplet diameter to fiber diameter (d/d) decreased from 2.5
0.57
0.4 to
0.04, respectively. The normalized flux (relative to the pure water flux) decreased in
proportion to the increase in emulsified oil concentration, and decreased with the increase in the
total solidity of the membranes. The resistances from the oil were in series with the resistances of
the membranes tested. The resistivity of the foulant increased with an increase in the
concentration of oil. Foulant deposition models showed that the oil droplets formed a coating
that enveloped the fibers. The normalized flux of electrospun membranes was approximately
three times higher than that of commercial phase inversion membrane of comparable bubble
point diameter, while exhibiting a similar rejection.
Thesis Supervisor:
Gregory C. Rutledge
Lammot du Pont Professor of Chemical Engineering
4
Acknowledgments
It has been a long journey, pursuing my Ph.D. in Chemical Engineering at MIT. There
were ups and downs in the past six years, and I am glad to have many people who supported me
and kept me going to the end. I would like to take this opportunity here to thank them for being a
part of my life.
First of all, I would like to thank Professor Gregory Rutledge. I still remember the first
time I met him during his project presentation to the first years. He showed a chart of the level of
happiness versus time spent as a graduate student, and that is very much what I experienced. I
really appreciate his encouragement and suggestions when I encountered obstacles in my
research. He always pushes me to do better and I am glad that he did. I wouldn't be the scientist I
am today without his guidance. Another very important person in my academic achievement is
Matthew Marchand Mannarino, a.k.a. Dr. Triple M. Matthew joined Rutledge group the same
time as me, so we discussed our project together and he helped me a lot in polymer physics and
other experimental work. I would also like to thank Chia-ling Pai and Yuxi Zhang for helping me
to get started at the lab.
Outside of academia, I am happy to have made many close friends. In my first year in
ChemE, I would like to thank Bonnie Shum, Harry An, Vivien Hsieh, Kittipong Saetia, Armon
Sharei, Jen Lee etc. to make the classes tolerable, and the life at MIT/Boston memorable. There
is another special group of friends in ChemE that I adore. They are Gary Chia, Bradley Niesner
and Daniel Trahan. I appreciate the gossip coffee hour we had when I needed a break from
research, and of course the P-town trips that we had.
For the past few years, my group of friends has increased thanks to Michael Rooney. He
suggested the weekly TV Night and I got to know many amazing friends like Paul Minnice,
Charles Denison IV, Kit Lo, Nils Wenerfelt. I really enjoy the company that kept me going
throughout the Ph.D. career. I have also made another wonderful group of friends through the
Boston Gay Men Chorus. Joining it is one of the best decision in my life because it allows me to
explore the artistic side of me, and through it I get to meet Joseph Gavin, Michael Chen, Jansen
Tiongson, Jeff Fetchaline, Jay Jones, Teddy Rowland, Even Cheng and many more. Going to the
chorus rehearsal has become the activity I look forward to after I am done with work.
At the end I would love to thank my parents: Choong Kok Fan and Soh Guet Eng, both of
them have sacrificed a lot in order to raise the children. They are very supportive and
understanding, which allow me to focus on my study. Their encouragement has gotten me
through some tough time in my life. Living abroad alone isn't easy, I feel blessed to be loved not
only from my family but also from the amazing friends that I made in this journey. Thank you.
Sincerely,
Simon Choong
5
Table of Contents
A bstract ................................................................................................................... 3
A cknow ledgm ents ................................................................................................... 5
T able of C ontents .................................................................................................... 6
List of Figures ......................................................................................................... 9
List of T ables ......................................................................................................... 13
1. Introduction ..................................................................................................... 14
1. 1 M otivation ........................................................................................................................... 14
1.2 Background ......................................................................................................................... 16
1.2.1 Membrane separations.............................................................................................................. 16
1.2 .2 Mem brane structure.................................................................................................................. 18
1.2 .2 Phase in version ......................................................................................................................... 19
1.2 .2 E lectrospin ning ......................................................................................................................... 2 0
1.3 Thesis Objectives ................................................................................................................ 22
1.4 References ........................................................................................................................... 23
2. Compressibility of Electrospun Fiber Membranes ...................................... 27
2.1 Introduction ......................................................................................................................... 27
2 .2 Theo ry .................................................................................................................................2 9
2.3 Experim ental ....................................................................................................................... 31
2.4 Results and Discussion ....................................................................................................... 34
2.5 Conclusions ......................................................................................................................... 45
2.6 Acknowledgement .............................................................................................................. 46
2.7 References ........................................................................................................................... 46
3. Permeability of Electrospun Membranes Under Hydraulic Flow .............. 48
3.1 Introduction ......................................................................................................................... 48
3.2 M odeling of Perm eation ..................................................................................................... 50
3.3 Experim ental.......................................................................................................................
52
3.4 Results and D iscussions....................................................................................................
55
3.5 Conclusions.........................................................................................................................
61
3.6 A cknow ledgem ent ..............................................................................................................
62
3.7 References...........................................................................................................................
62
4. Separation of Oil-in-water Emulsions Using Electrospun Fiber Membranes
and M odeling of the Fouling Mechanism .........................................................
64
4.1 Introduction.........................................................................................................................
64
4.2 M odels of Fouling...............................................................................................................
65
4.2.1 Foulantresistivity models .....................................................................................................
65
4.2.2 Conformally Coated Fibers (CCF) model.............................................................................
70
4.3 Experim ental.......................................................................................................................
71
4.4 Results.................................................................................................................................
73
4.5 D iscussion ...........................................................................................................................
83
4.6 Conclusions.........................................................................................................................
85
4.7 A cknow ledgem ent ..............................................................................................................
86
4.8 References...........................................................................................................................
86
5. Conclusions and Recommendations............................................................
90
5.1 Conclusions.........................................................................................................................
90
5.2 Recom m endations...............................................................................................................
91
5.3 References...........................................................................................................................
93
6. A ppendix.........................................................................................................
94
A. Three dimensional Imaging of Electrospun Membranes Using Confocal
Laser Scanning M icroscopy (CLSM )................................................................
94
A .1 Objective ............................................................................................................................
94
A .2 Background ........................................................................................................................
94
A .3 Experim ental......................................................................................................................
97
A .3 .1 Materials...............................................................................................................................
A.3.2 Refractive index matching......................................................................................................
7
. - 97
98
A.3.3 3D Image Generation...................................................................................................
A .4 Results and discussion ...................................................................................................
A. 4.1 Sample preparationand characterization.............................................................................
..
98
99
99
A. 4.2 Refractive Index Matching......................................................................................................
100
A.4.3 3D Image Generation .............................................................................................................
101
A .5 Conclusions......................................................................................................................
101
A .6 A cknow ledgem ent ...........................................................................................................
102
A .7 References........................................................................................................................
102
B. Compressibility, pure water flux, and separation properties of commercial
m em branes ....... --......... ...... . ...... ............... ................................................
105
B.1 O bjectives.........................................................................................................................
105
B.2 M aterials...........................................................................................................................
105
B.3 Results and discussion......................................................................................................
106
B.4 Conclusions ......................................................................................................................
109
B.5 A cknow ledgem ent............................................................................................................
109
C. Effect of surface chemistry on wettability of electrospun membranes..... 110
C.1 Objective ..........................................................................................................................
110
C.2 Background ......................................................................................................................
110
C.3 Results ..............................................................................................................................
113
C.4 Conclusions ......................................................................................................................
116
C.5 A cknow ledgem ent............................................................................................................
117
C.6 References ........................................................................................................................
117
8
List of Figures
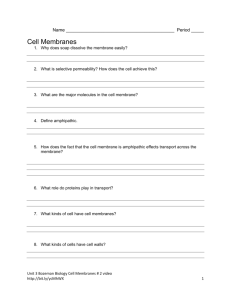
Figure 1-1 Second law efficiencies calculated for different desalination technologies [7]. Multieffect distillation (MED), multi-stage flash (MSF), direct contact membrane distillation
(DCMD), mechanical vapor compression (MVC), reverse osmosis (RO), humidification15
dehum idification (H D )......................................................................................................
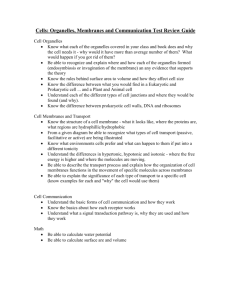
Figure 1-2 The pore size range for different membrane separation processes [15]...................
16
Figure 1-3 Asymmetric membrane produced by phase inversion method [17].........................
18
Figure 1-4 Cross-section (a) and the top view (b) of a thin film composite reverse osmosis
membranes [18]. The scale bars are 1 pm for both images. ..............................................
19
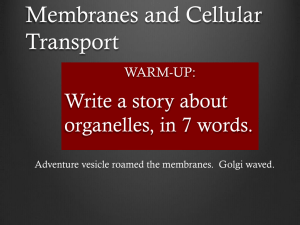
Figure 1-5 A typical single needle electrospinning setup [35]. ................................................
22
Figure. 2-1 A schematic of a representative volume element (enclosed within the dashed lines)
for deformation of a planar fiber network. F is the load applied at the fiber-fiber contact, h
is the height of the pore space, and L is the segment length between two fiber-fiber contacts
31
...............................................................................................................................................
Figure. 2-2 SEM images of as-spun electrospun PA6(3)T and PSU membranes with different
fiber diameters. A) PA6(3)T with average fiber diameter of 0.45 gm; B) PA6(3)T with
average fiber diameter of 1.2 pm; C) PSU with average fiber diameter of 0.7 gm; D) PSU
with average fiber diameter of 0.34 pm. The scale bars for the micrographs are 0.5 pm, 2
35
pm , 1 jm , and 1 jm , respectively......................................................................................
Figure. 2-3 SEM images of the electrospun PA6(3)T (average fiber diameter = 0.45 gm) and
PSU (average fiber diameter =0.7 jim) membranes after thermal annealing. The scale bars
for the PA6(3)T micrographs are 1 ptm, and the scale bars for the PSU micrographs are 2
35
Pim .........................................................................................................................................
Figure. 2-4 (a.) Solidities of electrospun PSU (squares) and PA6(3)T (circles) membranes after
thermal annealing. The annealing temperature of room temperature (RT) represents the asspun membranes. (b.) Plot of basis weight versus sample thickness measured with an
adjustable force digital micrometer at 0.5 N force for three replicates each of electrospun
PSU samples annealed at 180 'C (circles, solid line), 190 'C (squares, dot-dashed line),
200 'C (diamonds, dashed line) and 210 'C (crosses, dotted line).................................... 36
Figure. 2-5 A typical stress-strain curves for five consecutive load-unload compression cycles
on an electrospun membrane. The sample shown here is a PA6(3)T membrane annealed at
37
............ --...........-----....................
130 C . .............................................................................
Figure. 2-6 A plot of % hysteresis after each compression cycle. The error bar is obtained from
37
the standard deviation of five replicates. ...........................................................................
9
Figure. 2-7 Hysteresis of the fifth compression cycles for PSU (squares) and PA6(3)T (circles)
membranes annealed at different temperatures. The annealing temperature at room
temperature (RT) represents the as-spun membranes. Compression test was not performed
on as-spun PSU membrane due to the lack of mechanical integrity for sample handling.... 38
Figure. 2-8 Results from fitting Eq. 2-7 to the experimental data from the fifth unloading
segment obtained for five replicates of PA6(3)T membrane annealed at 130 'C. (a.) A plot
of stress vs. solidity for the five replicates; the solid lines are the fits using Eq. 2-7. (b.) The
best-fit kE and n values from the replicates.....................................................................
39
Figure. 2-9 Stress versus solidity for PSU (a) and PA6(3)T (b) annealed at different temperatures.
The lines are the best-fit results using Eq. 2-7, extrapolated to higher transverse stress
(stre ss)...................................................................................................................................
40
Figure. 2-10 (a.) The angle distribution of the fibers from the PA6(3)T annealed at 130 'C. The
correspondingf orientation factor is 0.47. (b.) Fitted n values versus the fiber orientation for
the PA6(3)T membranes. PA6(3)T of different annealing time (circles); PA6(3)T of
different fiber diameter (squares); PA6(3)T of different annealing temperature (triangles);
PA6(3)T of different membrane thickness (crosses). ......................................................
41
Figure. 2-11 Effect of membrane thickness on n for PSU and PA6(3)T fiber membranes. PSU
membranes annealed at 210 'C (squares); PA6(3)T membranes annealed at 130 'C (circles);
PA6(3)T membranes annealed at 150 'C (diamonds); PA6(3)T membranes annealed at
170 'C (triangles). The dashed lines are provided as guides to the eye. .......................... 43
Figure. 2-12 Effect of annealing time on n (open symbols) and kE (filled symbols) for PSU
membranes (squares) and PA6(3)T membranes (circles). The as-spun thickness were 250
pm for the PA6(3)T and PSU samples annealed at different length of time at 150 'C and
200 C , respectively . .............................................................................................................
44
Figure. 2-13 A plot of the kE values against the n values for all of the PA6(3)T membranes.
PA6(3)T of (77 4), (150 10), (166 7) tm thick annealed at 130 0 C (circles); PA6(3)T
of (100 10), (124 4), (200 20) pim thick (in order of increasing n value) annealed at
150 'C (squares); PA6(3)T annealed for 1,2 and 4 hours (in order of decreasing n value) at
150 0 C (triangles); PA6(3)T membranes annealed at 170 0 C are not included because the
significant change in morphology renders them no longer well described as fibrous media.
...............................................................................................................................................
45
Figure 3-1 Schematic of deformation of an electrospun membrane under pressure driven flow.
The density of the dots represents qualitatively the degree of compaction (solidity) [11]... 52
Figure 3-2. SEM images of PSU membranes with average, as-spun fiber diameters of (a.) 0.8 Pim
and (b.) 0.4 gm, annealed at different temperatures. a.i) As-spun PSU with an average fiber
diameter of 0.8 gm; a.ii) PSU annealed at 190 *C with a post-treatment average fiber
diameter of 0.8 pim; a.iii) PSU annealed at 200 'C with a post-treatment average fiber
diameter of 0.8 gim; a.iv) PSU annealed at 210 'C with a post-treatment average fiber
diameter of 0.9 gm. b.i) As-spun PSU with an average fiber diameter of 0.4 pim; b.ii) PSU
10
annealed at 210 'C with a post-treatment average fiber diameter of 0.4 pim. The scale bars
are 2 pim and 1 pim for the micrographs in (a.) and (b.), respectively. .............................. 56
Figure 3-3. a) Experimentally measured permeances (symbols) and best fits of model (i.e.
minimal sum of least squares residuals, lines) plotted against pressure drop for the PSU
membranes with 0.8 ptm fiber diameter annealed at 190 'C (circles, solid line), PSU with
0.8 [tm fiber diameter annealed at 200 'C (squares, dot-dashed line), PSU with 0.9 pim fiber
diameter annealed at 210 'C (diamonds, dashed line), and PSU with 0.4 pim fiber diameter
annealed at 210 'C (crosses, dotted line); the values of n and kE used in the model are
reported in Table 3-1. b) The permeance from a) converted to dimensionless permeability
K/D2 vs. solidity and compared with Happel's equation for the dimensionless permeability
K/D2 (from Eq. 3-4). The symbols in (b) are the same as for (a); the solid line is Happel's
m o d e l.....................................................................................................................................
58
Figure 3-4. Pressure (solid line) and solidity (dotted line) profile along the z-axis of an
electrospun PSU membrane annealed at 210 'C, having an initial solidity of 0.09 and initial
thickness of 136 [im. The pressure drop applied here was 140 kPa. ................................ 60
Figure 3-5 a) Experimental permeability constant (Eq. 3-9) vs. pressure drop for PSU with 0.8
tm fiber diameter annealed at 190 'C (circles), PSU with 0.8 jim fiber diameter annealed at
200 'C (squares), PSU with 0.9 ptm fiber diameter annealed at 210 'C (diamonds), PSU
with 0.4 jim fiber diameter annealed at 210 'C (triangles), and microfiltration membrane
with 3 pim pore diameter (filled circles); b) the stress vs. solidity plot for microfiltration
membrane with 3 pim pore diameter (squares) and PSU with 0.9 jim fiber diameter annealed
61
at 2 10 C (circles). ................................................................................................................
Figure 4-1. The schematics of the fouling models with resistances in series (a) and in parallel (b).
67
...............................................................................................................................................
Figure 4-2 Schematic of the conformally coated fibers (CCF) fouling mechanism for electrospun
71
m em branes (fibers are view ed end-on).............................................................................
Figure 4-3 SEM images of electrospun PA6(3)T membranes with average fiber diameter of (a.)
(99 17) nm; (b.) (223 29) nm; and (c.) (442 35) nm. The scale bar for (a.) and (b.) are
0.5 pim , and 1 pim for (c.). ..................................................................................................
74
Figure 4-4 (a) Pure water flux for each run. (b)-(d) The separation properties, i.e. normalized flux
(open symbols) and rejection (filled symbols) of dodecane, of electrospun PA6(3)T at
different operating pressures (b), concentrations of emulsion (c), and fiber diameters (d).
The fluxes are normalized in each case by the pure water flux measured for the same
75
m embrane and operating pressure. ....................................................................................
Figure 4-5 The comparison of the normalized flux (open symbols) and the rejection (filled
symbols) between a commercial phase inversion nylon membrane with an electrospun
PA6(3)T membrane of comparable bubble point diameter (run F). The pure water flux (Jo)
for the commercial membrane was (2500 400) L/m2 h , compared to (3500 400) L/m 2 h
77
fo r ru n F . ...............................................................................................................................
11
Figure 4-6 (a) The resistivities of clean membranes, R 1, calculated from the pure water fluxes.
(b)-(h) The resistivity ratio R 2/R1 for each sampling interval for runs A-G, calculated using
RSE (circles), RSI (squares), and RPI (diamonds) models. .............................................
80
Figure 4-7 The comparison of the experimental normalized flux vs. time (circles) with that
predicted by the CCF model (lines). The error bars on the CCF model were obtained from
the maximum and minimum J/Jo values calculated from all the experimental replicates The
R-square values are 0.79 (run A), 0.93 (run B), 0.85 (run C), 0.8 (run D), 0.96 (run E), -19
(run F) and -176 (run G). .................................................................................................
82
Figure A-1. A typical scanning electron microscopy image of electrospun fiber membranes. The
sample is made of poly(trimethyl hexamethylene terephthalamide) (PA 6(3)T) fibers that
are 2.08 t 0.15tm in diameter; see text for details..........................................................
96
Figure A-2. Impregnation of PA 6(3)T membranes with a wetting fluid of 45.1 vol% benzene
and the balance iodobenzene. (a,b) An electrospunmembraneof PA 6(3)T from Group A
dyed with F 1300, (a) as spun and (b) after wetting with the benzene-iodobenzene mixture.
(c, d) An undyed electrospun membrane of PA 6(3)T from Group B (c) as spun and (d)
after wetting with the benzene-iodobenzene mixture containing perylene. ....................... 100
Figure A-3. The 3D images reconstructed using Fiji. (a) Dyed electrospun PA 6(3)T membrane
from Group A; (b) undyed electrospun PA 6(3)T membrane from Group B; (c) dyed
electrospun PA 6(3)T from Group C; (d) commercial BGF membrane............................. 101
Figure B-1 The compressibilites and permeances of the commercial membranes made with
different methods. ...............................................................................................................
107
Figure B-2 The normalized flux and the rejection behaviors with time for commercial nylon
membranes with a nominal pore diameter of 0.45 pm at (a) different operating pressures and
(b) different concentrations of the dodecane emulsions. ....................................................
108
Figure B-3 The effect of emulsions with different diameters of the oil droplets on the normalized
fluxes for the commercial nylon membranes with different nominal pore diameters. ....... 109
Figure C-I The results from capillary flow porometry for the uncoated PA6(3)T membrane with
fiber diam eter ~ 100 nm ......................................................................................................
113
Figure C-2 Water fluxes at increasing and decreasing pressures for electrospun membranes of
d ifferent coatin g ..................................................................................................................
114
Figure C-3 The comparison between the predicted and experimental cumulative pore size
distribution measured using water intrusion for (a) uncoated, (b) PFDA coated, and (c)
HEMA coated electrospun PA6(3)T membranes. (d) Same curve as (c) but modeled with
contact angle of water on HEMA coated membranes. .......................................................
116
12
List of Tables
Table 2-1 Compressibility properties of electrospun membranes. The error bars reported were
obtained from the standard deviation of five replicates. The standard deviations of the kE
values are comparable to the orders of magnitude; these values should be interpreted with
c autio n ...................................................................................................................................
42
Table 3-1 Compressibility properties of wet electrospun membranes and the kE value obtained
from the line of best fit for permeance curves. The error bars reported from mechanical
measurements were obtained from the standard deviation of five replicates. The standard
deviations of the kE values are comparable to the orders of magnitude; these values should
be interpreted with caution. The kE values reported from permeation are accurate to about
56
5 % . ........................................................................................................................................
Table 4-1 The membrane properties, emulsion properties, and operating pressures for the
experiments performed using electrospun PA6(3)T membranes......................................
74
Table 4-2 The diameters of the oil droplets measured by dynamic light scattering (DLS)..... 76
Table 4-3 Foulant resistivities R 2 and the R-square of their linear regression for each model..... 79
Table 4-4 The total volume of foulant with respect to the volume of membrane,f, and the percent
change in the concentration of the feed at the end of the separation experiment ............. 79
Table A-I Summary of samples prepared for analysis..............................................................
100
Table B-I The information of the commercial membranes used in this work. ..........................
105
Table B-2 The summary of the runs performed with commercial nylon membranes with nominal
107
pore diam eter of 0.45 tm and 0.2 pm .................................................................................
13
1. Introduction
1.1 Motivation
Water is believed to be the origin of life [1]. On average, up to 60 % of an adult human body is
made of water [2]. Thus, water is essential to ensure the survival of human beings. Moreover,
water also plays an important role in civilization [3]. Agriculture and cooling of power plants are
the two human activities that consume water the most. More water is needed to support the
growing population that is expected to reach 9 billions by year 2042 [4], but unfortunately, water
is not an unlimited resource.
Most of the water on Earth is not readily consumable by human beings. 97% of the water is
seawater and brackish water, both of which contain high salt content (> 0.1 %) [5]. The
remaining 3 % of the water is fresh (salt content < 0.1 %) but 2/3 of the fresh water is in the form
of ice or glaciers. Thus, only 1 % of the total water is available for human consumptions.
Regrettably, the availability of that 1 % is decreasing with pollutions, which is exacerbated by
the growing population.
The two most obvious ways to increase the availability of water are desalination of seawater and
brackish water, and recycle and reuse of wastewater. Desalination is most commonly done by
multi-stage flash (MSF) distillation, which is a thermal based technology, and reverse osmosis
(RO), which is a membrane-based technology [6]. RO is gaining more popularity recently [6]
because it has the highest efficiency among all the desalination technologies, as shown in Fig 1-1
[7]. Membrane technologies are also used in treating wastewater. Compared to conventional
wastewater treatment, membrane processes are more compact, less sensitive to the quality of
feed water, and require less usage of chemicals [8-10]. Moreover, with the decrease in the costs
of the membranes, replacing the conventional treatments with membrane processes becomes
practical.
14
35 r
-
30
25
-
'01
-
20
15-
-
10
50
MED
MSF
DCMD
MVC
RO
HD
Figure 1-1 Second law efficiencies calculated for different desalination technologies [7]. Multieffect distillation (MED), multi-stage flash (MSF), direct contact membrane distillation (DCMD),
mechanical vapor compression (MVC), reverse osmosis (RO), humidification-dehumidification
(HD).
Most of the commercial membranes are made with phase inversion process. Although phase
inversion can generate pores with a wide range in size (~1 nm to ~ 10 pim), the process also
generates closed cell foam, which is not desirable for filtration application [11]. Moreover, the
solidity of phase inversion membranes is generally in the range of 30-50 %.
Lower solidity is
preferred because the resulting permeability of a membrane is higher. These shortcomings can be
overcome by electrospinning, which is an electrostatic fiber formation process [12].
Electrospinning can generate fibers with diameter ranges from ~0.01 Im to ~ 10 tm [12], and
the nominal pore diameter is approximately 3-5 times of the fiber diameter. The solidity of an
electrospun membrane is usually ~10 %, and the pores of electrospun membranes are highly
interconnected. These characteristics of the porous network of electrospun membranes allow
higher permeability and more robust towards fouling. However, the electrospun membranes are
also highly susceptible to compression because they are soft and have low solidity [13]. This
could be a drawback for the use of electrospun membranes in membrane filtrations.
This thesis focuses on the feasibility of using electrospun membranes to replace phase inversion
membranes in liquid filtration applications. In Chapter 2, the compressibility of electrospun
membranes was studied. It is crucial to learn the compressive response of electrospun
membranes and how much the solidity increases as a result because solidity is one of the major
15
determinants for the permeability of a membrane. Then, in Chapter 3, the changes in the
permeabilities of electrospun membranes under hydraulic pressures were modeled using the
results from the compressibility study. Lastly, the filtration properties of electrospun membranes
were studied using emulsions of oil in water, and comparison with commercial phase inversion
membrane was performed.
1.2 Background
1.2.1 Membrane separations
Pressure is the driving force for membrane operations in liquid filtration. Thus, membranes used
in liquid filtrations are most commonly classified based on the range of their operating pressures,
which depend on the range of pore sizes of the membranes, as illustrated in Figure 1-2 [14].
Molecular Weight
10
102
103
104
I
I
I
i
10 nm
1nm
100 nm
BPm
Size
0
0
H2 0
Sucrose
Inorganic Ions
Range of Pore Size
Operating Pressures
_
Reverse Osm
(RO)
_
Polymers, Proteins
Virus
Bacteria
Agricultural Chemicals, Oligopeptides
Ultrafiltration
(UF)
Nanofiltration
(NF)
s
> 0.5 MPa
0.05 - 0.3 MPa
Microfiltration
(MF)
0.01 - 0.2 MPa
Figure 1-2 The pore size range for different membrane separation processes [15].
16
1.2.1.1 Microfiltration (MF)
MF membranes have the lowest operating pressures (0.01 - 0.2 MPa) among all the other liquid
filtration membranes, and they are commonly used to remove particulates of diameter ranges
from 0.1 jim to 2 [tm [14].
1.2.1.2 Ultrafiltration (UF)
The operating pressures for UF range from (0.05 - 0.3 MPa). UF is also used in clarification
(removal of particulate) and disinfection (removal of bacteria and viruses). The main difference
is that UF has a smaller pore size (0.01 pm - 0.1 ptm). UF can also be used to recover valuable
products like enzymes from pharmaceutical productions [14,15].
1.2.1.3 Nanofiltration (NF)
NF has an operating pressure range of 0.5-1.5 MPa. The most common use of NF is water
softening: removal of Ca
+
and Mg>. NF is also gaining popularity in removal of micro-
pollutants like persistent organic pollutants, pharmaceutically active compounds, endocrine
disruptors, and pesticides because the quality of the water produced is insensitive to the quality
of the feed water [Fane]. NF has always been a difficult process to classify because a tight NF
membrane is similar to a low-pressure reverse osmosis (RO) membrane, and a loose NF
membrane is similar to an UF membrane. NF process transitions between the UF and the RO
processes. Thus, the separation mechanism of NF is a combination of sieving, which occurs in
UF, and solution diffusion, which occurs in RO [14,15].
1.2.1.4 Reverse osmosis (RO)
RO generally operates with pressures greater than 0.5 MPa, and can be up to 7 MPa depending
on the salinity of the feed and the recovery of fresh water. RO is often used to produce ultrapure
water for industries like electronics, pharmaceuticals, food and beverages, and power generations.
As the supply of fresh water becomes scarcer, RO is now widely used for seawater and brackish
water desalination to produce potable water. Advanced energy recovery systems have
significantly reduced the energy consumption of RO process [14,15].
17
1.2.2 Membrane structure
Membrane structure is another typical characteristic used to classify membrane. The flux through
a membrane is inversely proportional to the thickness of a membrane, according to Darcy's law.
The resistance is the highest at the selective layer; thus, it is desired to have the selective layer to
be as thin as possible. The current thickness of the selective layer is approximately 1% of the
total thickness of the membrane [14]. This thin selective layer is supported by a thicker, more
porous sublayer for mechanical integrity.
1.2.2.2 Asymmetric
MF, UF, and loose NF membranes have asymmetrical pore structures, as shown in Figure 1-3
[16,17]. The skin layer has pore size down to nanometers but the support layer has pore size in
the microns range. Details on the phase inversion process that causes the asymmetric structures
are discussed in Section 1.2.2. Asymmetric membranes are prepared from the same material.
Figure 1-3 Asymmetric membrane produced by phase inversion method [17].
1.2.2.3 Composite
The state-of-the-art RO and tight NF membranes are thin film composite membranes, where a
thin active layer is formed on top of the phase inversion UF membrane via interfacial
polymerization, as shown in Figure 1-4 [18]. The active layer is usually < 200 nm, and is made
with different materials from the support layer. The active layer is a semi-permeable film that is
permeable to water but not to ions or other contaminants.
18
Figure 1-4 Cross-section (a) and the top view (b) of a thin film composite reverse osmosis
membranes [18]. The scale bars are 1 tm for both images.
1.2.2 Phase inversion
The most commonly used technique to fabricate commercial scale liquid filtration membranes is
phase inversion. Phase inversion can be induced thermally or by non-solvents [19]. The
membranes made by phase inversion are asymmetrical in structure because the non-solvents
penetrate the polymer solutions by diffusion. Phase separation occurs quickly at the interface
where the non-solvents come in contact with the polymer solutions, resulting in a skin layer that
is thin, dense, and with small pore sizes. Once the dense layer is formed, it slows the diffusion of
the non-solvents to the remaining of the solution. The slow phase separation results in a support
layer that is more porous and larger pore size than those of the skin layer. Thermal phase
inversion occurs when the solvents become non-solvents at room temperature. The cooling of the
polymer solutions causes the phase separation [15].
The solvent-non-solvent combinations are crucial in creating macrovoids in the support layers.
Macrovoids reduce the overall solidity of the membrane, which increases the permeability of the
membranes. However, lower solidity also reduces the mechanical properties of the membranes.
Delayed liquid-liquid demixing prevents or reduces the formation of macrovoids [20]. Adding
some non-solvents into the solvents or introducing solvents into the coagulation baths can delay
the liquid-liquid demixing. Other works have also introduced additives to delay the demixing
process [21,22].
19
1.2.2 Electrospinning
Electrospinning was the core technology used in this thesis. Electrospinning is a technique that
utilizes an electrostatic force to spin fibers out of polymer solutions or melts [23]. Polymer
solutions are more commonly used because the spinning process can be done at room
temperature and pressure. Electrospinning of polymer melts typically require high temperature
and vacuum conditions [24]. A typical set up for electrospinning in a laboratory is shown in
Figure 1-5. The polymer solution is contained in a syringe, and pumped at a low flow rate to a
tube connected to a spinneret. A high voltage generator is connected to a plate that the spinneret
passes through the center of the plate. The polymer solution is then positively charged as it flows
out. In the presence of an electric field, charge separation occurs in the droplet of the polymer
solution. A "Taylor's cone" is formed as a result because the charge separation changes the
shape of the droplet from a hemisphere to a cone. A narrow jet of polymer solution is ejected
from the tip of the Taylor's cone when the columbic repulsive force is greater than the surface
tension of the droplet. This jet of polymer solution travels towards an electrically grounded
collector plate. The diameter of the jet decreases as moves towards the collector due to extension
and evaporation of solvent. The thinning jet travels straight until the onset of bending instability,
which results in the whipping of the jet. The whipping process further stretches the jet and that
increases the evaporation rate of the solvent [24]. When the solvent is evaporated, continuous
fibers with diameters in the range of - 10 nm to ~10 pm are produced as a result.
In the studies involving electrospun membranes, fiber diameter is one of the most commonly
manipulated variables. One can change the solution properties to obtain membranes with
different fiber diameters [25]. Increasing the polymer concentration is a common practice to
increase the fiber diameter because electrospun fibers are produced from polymer solution. In
addition to that, the concentration of the polymer also affects the viscosity and surface tension of
the polymer solution, which are solution properties that determine the fiber diameters [26,27].
The solution properties can also be changed by the molecular weights of the polymers. Thus, a
smaller fiber diameter can be obtained by spinning a polymer of higher molecular weight at a
lower polymer concentration. The electrical conductivity is another solution property that can be
manipulated to change the fiber diameter. A polymer solution with a higher conductivity results
20
in a smaller fiber diameter [27]. The conductivity of a polymer solution can be increased by
addition of acid or salt [28].
The mechanical properties of some as-spun membranes may not be sufficient for their targeted
applications. The strength of an electrospun membrane can be improved by incorporating
nanoparticles into fibers or by inducing welding at the fiber-fiber junctions. Taking the cost and
complexity of the fabrication process into consideration, welding is the more cost effective
method to enhance the mechanical strength of electrospun membranes [29]. Welding of fiberfiber junctions can be introduced via thermal or solvent annealing [28-33]. Solvent annealing can
be achieved by: a) using a less volatile solvent to prepare the polymer solution such that the
solvent is not fully evaporated when the fibers reach the collector, and b) exposing the
electrospun membranes to a chamber saturated with solvent for a period of time [29]. Thermal
annealing is usually performed as a post-treatment of the electrospun membranes, where the
membranes are heated at or above the glass transition temperature of the polymer. After thermal
annealing, the strength of a single fiber may also be improved due to the change in the
crystallinity of the polymer [31] or the elimination of the pores within fibers [34]. A potential
drawback of thermal annealing is the axial shrinkage of a membrane due to entropic relaxation
[29].
21
Spinneret
Polymer solution
Top charged plate
High
voltage
generator
Polymer jet
Instability
Grounded collector
Figure 1-5 A typical single needle electrospinning setup [35].
1.3 Thesis Objectives
This thesis investigates the applicability of electrospun membranes in liquid filtration.
Electrospun membranes are promising because of their low solidity and highly interconnected
porous network, which are the key factors in obtaining membranes with high permeabilities.
Electrospun membranes are best suited as microfiltration membranes because of the range of
nominal pore diameters generated (- 0.1 pm to 10 tm). To evaluate the potentials of electrospun
membranes as microfiltration membranes, the objectives of this thesis are as follow:
1. To develop an experimental setup and procedures to characterize the mechanical
response of electrospun membranes under compressive stress. An ideal outcome is a
relationship between the applied compressive stresses and the resulting solidities of the
membranes. The improvement of the compaction resistances of electrospun membranes
after thermal annealing is investigated, as well.
22
2. To investigate the effect of compression during liquid filtration on the overall
permeabilities of electrospun membranes, and to model the change in the permeability of
pure water with the relationship between the compressive stresses and the solidities of
membranes learned in Objective 1.
3. To evaluate the separation properties of electrospun membranes using oil-in-water
emulsions. The effects of different parameters like the ratio of oil droplet diameter to
fiber diameter, the operating pressure, and the concentration of emulsion on the
separation efficiency are studied.
1.4 References
[1]
http://www.ibtimes.co.uk/where-did-life-come-nasas-water-world-theory-explainsearths-origins-1 445074, assessed August
2 0
th
2014.
[2]
http://water.usgs.gov/edu/propertyyou.html, assessed August 20th 2014.
[3]
J. D. Priscoli, Water and civilization: Using history to reframe water policy debates and
to build a new ecological realism, Water Policy 1 (1998) 623-636.
2014.
[4]
http://www.worldometers.info/population/, assessed August
[5]
http;//water.usgs.gov/edu/saline.html, assessed August
[6]
C. Fritzmann, J. Loewenberg, T. Wintgens, T. Melin, State-of-the-art of reverse osmosis
2 0 th
2 0
th
2014.
desalination, Desalination 216 (2007) 1-76.
[7]
K. H. Mistry, R. K. McGovern, G. P. Thiel, E. K. Summers, S. M. Zubair, J. H. Lienhard,
Entropy Generation Analysis of Desalination Technologies, Entropy 13 (2011) (12)
1829-1864.
[8]
K. Parameshwaran, A. G. Fane, B. D. Cho, K. J. Kim, Analysis of microfiltration
performance with constant flux processing of secondary effluent, Water Research 35
(2001) (18) 4349-4358.
23
[9]
B. Van der Bruggen, C. Vandecasteele, T. Van Gestel, W. Doyen, R. Leysen, A review
of pressure driven membrane processes in wastewater treatment and drinking water
production, Environmental Progress 22 (2003) (1) 46-56.
[10]
G. Owen, M. Bandi, J.A. Howell, S. J. Churchhouse, Economic assessment of membrane
processes for water and wastewater treatment, Journal of Membrane Science 102 (1995)
77-91.
[11]
K. Kimmerle, H. Strathmann, Analysis of the structure determining process of phase
inversion membranes, Desalination 79 (1990) (2-3) 283-302.
[12]
G. C. Rutledge, S. V. Fridrikh, Formation of fibers by electrospinning, Advanced Drug
Delivery Reviews 59 (2007) (14) 1384-1391.
[13]
L. T. Choong, M. M. Mannarino, S. Basu, G. C. Rutledge, Compressibility of electropsun
fiber mats, J. Mat. Sci. 48 (2013) (22) 7827-7836.
[14]
J. Mallevialle, P. E. Odendaal, M.R. Wiesner, Water Treatment Membrane Processes,
McGraw-Hill, New York, 1996.
[15]
N. Li, A. G. Fane, W. S. Ho, T. Matsuura, Advanced Membrane Technology and
Applications, Wiley, New Jersey, 2008.
[16]
A. W. Zularisam, A. F. Ismail, M. R. Salim, M. Sakinah, 0. Hiroaki, Fabrication, fouling
and foulant analyses of asymmetric polysulfone ultrafiltration membrane fouled with
natural organic matter source water, Journal of Membrane Science 299 (2007) (1-2) 97113.
[17]
Q.
Shi, Y. Su, S. Zhu, C. Li, Y. Zhao, Z. Jiang, A facile method for synthesis of
pegylated polyethersulfone and its application in fabrication of antifouling ultrafiltration
membrane, Journal of Membrane Science 303 (2007) 204-212.
[18]
J. Wei, C. Qiu, C. Y. Tang, R. Wang, A. G. Fane, Synthesis and characterization of flat
sheet thin film composite forward osmosis membranes, Journal of Membrane Science
372 (2011) (1-2) 292-302.
[19]
P. van de Witte, P. J. Dijkstra, J. W. A. van den Berg, J. Feijen, Phase separation
processes in polymer solution in relation to membrane formation, Journal of Membrane
Science 117 (1996) (1-2) 1-31.
24
[20]
C. A. Smolders, A. J. Reuvers, R. M. Boom, I. M. Wienk, Microstructures in phase
inversion membranes. Part I. Formation of macrovoids, Journal of Membrane Science 73
(1992) 259-275.
[21]
Z. Xu, F. A. Qusay, Polyethersulfone hollow fiber ultrafiltration membranes prepared by
PES/non-solvent/NMP solution, Journal of Membrane Science 233 (2004) 101-111.
[22]
D. Wang, K. Li, W. K. Teo, Preparation and characterization of polyvinylidene fluoride
hollow fiber membranes, Journal of Membrane Science 163 (1999) 211-220.
[23]
S. Ramakrishna, K. Fujihara, W. Teo, T. Lim, Z. Ma, Introduction to Electrospinning and
Nanofibers, World Scientific, Singapore, 2005.
[24]
A. Andrady, Science and Technology of Polymer and Nanofibers, Wiley, New Jersey,
2008.
[25]
J. M. Deitzel, J. Kleinmeyer, D. Harris, N.C. Tan, The effect of processing variables on
the morphology of electrospun nanofibers and textiles, Polymer 42 (2001) 261-272.
[26]
N. Bhardwaj, S. C. Kundu, Electrospinning: A fascinating fiber fabrication technique,
Biotechnology Advances 28 (2010) 325-347.
[27]
S. V. Fridrikh, J. H. Yu, M. P. Brenner, G. C. Rutledge, Controlloing the fiber diameter
during electrospinning, Physical Review Letters 90 (2003) (14) 144502-1-4.
[28]
M. M. Mannarino, Characterization and modification of electrospun fiber mats for use in
composite proton exchange membranes, Ph. D. Thesis (2013) Massachusetts Institute of
Technology.
[29]
L. Huang, S. S. Manickam, J. R. McCutcheon, Increasing strength of electrospun
nanofiber membranes for water filtration using solvent vapor, Journal of Membrane
Science 436 (2013) 213-220.
[30]
Y. You, S. W. Lee, S. J. Lee, W. H. Park, Thermal interfiber bonding of electrospun
poly(L-lactic acid) nanofibers, Materials Letters 60 (2006) 1331-1333.
[31]
E. P. Tan, C. T. Lin, Effects of annealing on the structural and mechanical properties of
electrospun polymeric nanofibers, Nanotechnology 17 (2006) 2649-2654.
[32]
K. H. Lee, H. Y. Kim, Y. J. Ryu, K. W. Kim, S. W. Choi, Mechanical behavior of
electrospun fiber mats of poly(vinyl chloride)/polyurethane polyblends, Journal of
Polymer Science: Part B: Polymer Physics, 41 (2003) 1256-1262.
25
[33]
J. Choi, K. Lee, R. Wycisk, P. Pintauro, P. T. Mather, Nanofiber network ion-exchange
membrane, Macromolecules 41 (2008) 4569-4572.
[34]
C. L. Pai, M. C. Boyce, G. C. Rutledge, Morphology of porous and wrinkled fibers of
polystyrene electrospun from dimethylformamide, Macromolecules 42 (2009) (6) 21022114.
[35]
K. C. Krogman, J. L. Lowery, N. S. Zacharia, G. C. Rutledge, P. T. Hammond, Spraying
asymmetry into functional membranes layer-by-layer, Nature Materials 8 (2009) 512-518.
26
2. Compressibility of Electrospun Fiber Membranes
Portions of this chapter are reproduced from L.T. Choong, M.M. Mannarino, S. Basu, G.C.
Rutledge, J. Mater. Sci. 48 (2013) 7827-7836, with permission of Springer Publishing.
2.1 Introduction
Electrospinning is a process that produces nonwoven membranes consisting of fibers with
diameters in the range from less than 100 nm to several microns. The electrospun membranes
have a wide variety of applications in areas such as tissue engineering, filtration, textiles, and
sensors. This popularity is due to three useful properties that are typical of electrospun
membranes: high specific surface area (the surface area per unit mass), low solidity and high
interconnectivity of pore spaces [1]. Solidity is sometimes called "relative density", and
corresponds to the density of the fiber membrane relative to the bulk density of the polymer that
comprises the fibers. The high specific surface area allows electrospun membranes to function as
effective scaffolds for growing cells [2,3], delivering drugs [4], remediating toxic gases or acting
as sensors for certain molecular species [5,6].
The low solidity coupled with high
interconnectivity of pores makes electrospun membranes good candidates for filtration media
because the resistance to flow and decline of flux due to particle retention are low [7].
There is, however, a potential drawback in using electrospun membranes for filtration
membranes. Filtration is typically a pressure driven process. Since electrospun membranes are
low in solidity and consist of fibers that are flexible and small in diameter, they tend to be highly
compressible. The attractive properties of high specific surface area and low solidity are
diminished as a result of compression of the electrospun membranes. This effect is even more
significant for operations with high pressure such as reverse osmosis (up to 7MPa). Therefore, an
understanding of the compressive response of electrospun membranes is critical in order to
evaluate their use as filtration media or separation membranes.
This potential problem is not
limited to electrospun fiber membranes, but may be found in other types of polymer filters or
membranes where solidity is low.
27
The mechanical properties of electrospun membranes can be improved by the welding of fiber
contacts through thermal annealing or solvent vapor treatment. Several studies have shown
improvements in the in-plane tensile and wear properties [8, 9] after annealing the membranes
thermally or chemically, but the through-plane compressive properties were not investigated.
Van Wyk first proposed a mechanistic deformation model for a three-dimensional random
fibrous medium under compression [10]. In his model, fiber slippage and fiber extension are
neglected for simplicity, and the only mode of deformation is fiber bending. The resulting
equation relating transverse stress (ozz) and solidity (0) is:
o = kE(0' - 00)
(2-1)
where k is an empirical constant that accounts for the variations in length, contour, and other
characteristics of the fiber segments between load-bearing contacts; E is the Young's modulus of
the fiber;
#o is the
initial solidity of the fibrous medium at zero pressure. The subscript zz denotes
the normal component of stress applied to the surface (the z-plane) of the mat.
More complex models for compression of fibrous media have been proposed since Van Wyk,
such as those of Komori [11], who included fiber assemblies where the bending units are not
straight; and Pan [12] and Komori [13], who modified the expression for fiber contacts to include
the effect of steric hindrance between fibers. Carnaby and Pan [14] introduced slipping fiber
contacts and showed that fiber slippage contributes to the compression hysteresis. Toll [15]
derived a power law equation similar to Eq. 2-1 for planar random fiber networks, with an
exponent of 5, and aligned fiber networks, with an exponent of n > 5 more generally. Baudequin
[16] also derived a non-linear relation for stress versus solidity using scaling analysis.
The models of Van Wyk and of Toll have been verified experimentally for fibers with diameter
-
greater than 10 pm, such as wool and paper pulps [17,18,19,20], and the corresponding uzz
curves follow the predicted power law relationship. Despite the widespread use of electrospun
fiber membranes, we are not aware of any studies of the compressive behavior of membranes
comprising submicron diameter fibers. In this paper, the more general expression of the power
28
law relationship developed by Toll is used to characterize the compressive response of
electrospun membranes. The effect of thermal annealing on the compressibility of electrospun
membranes is also presented.
2.2 Theory
For purposes of mechanical property estimation, fibrous media are frequently modeled by a
representative volume element such as that shown in Figure 2-1 for a medium with fibers
oriented parallel to a plane. Fiber bending is the dominant mode of deformation assumed in the
models of Van Wyk and of Toll. The work of deformation is assumed to be stored as strain
energy when the fibers bend. Following the work of Toll [15], we express a small change in the
transverse stress, d-q 2, arising from a small change in the force acting at each fiber-fiber contact,
dF, as follows:
(2-2)
doz = hdF
where q is the total number of fiber-fiber contacts per unit volume and h is the average height of
the pore space. In this work we assume that h and F are uniform throughout the material. The
transverse stress (a-z) increases non-linearly with increasing strain (and solidity,
#) because
new
fiber-fiber contacts are formed when the fibers bend; since all the quantities on the right hand
side of Eq. 2-2 are functions of solidity, Eq. 2-2 must be integrated with respect to solidity in
order to get the expression for stress:
(c)f
zz
(2-3)
d
Using the definition for linear compliance, s=-dh/dFand dh/h=-d/q, Eq. 2-3 can be
rewritten as:
29
J(#)=
Jh2 do
(2-4)
#
to
For a phantom network (comprising fibers that are allowed to pass through one another) of nonaligned, slender fibers (mean segment length L >> mean diameter d), the expression for the total
number of fiber-fiber contacts and average compliance can be expressed approximately as
follows:
=6f
s =
2
(2-5)
4 L3
where
E(2-6)
f = ffffr
sin(6'-6)
(0')p()dO'd6 , and
g(O) is the in-plane fiber orientation
probability density, and 6, 6' are orientation angles over which the distributions are integrated. f
can assume a value between 0 (unidirectional) and 2/ (planar random); here also, E is the
Young's elastic modulus of a single fiber. The expressions for h and L are different for different
types of fiber networks [15]. For a network of fibers randomly oriented in all three directions, h
cx d/4, where d is the fiber diameter; in a planar fiber membrane in which fibers are randomly
oriented within a plane, h cx d. In both fiber networks, the mean segment length, L 0C d/f. The
resulting equation for the transverse stress is:
O = kE("n- #q")
(2-7)
where n = 3 for a 3D random fiber network and n = 5 for a planar random fiber network. For the
special case of Figure 2-1 interpreted literally, one obtains the result k~-. Thus, one expects that
the pre-factor kE in Eq. 2-7 may be very sensitive to small variations in the fiber orientation
distribution. For further details, the reader is referred to Toll [15]. More recently, models of
planar fiber networks have been proposed [21] in which the height of the pore space depends on
the solidity i.e. h c d/#; however, this does not change the form of Eq. 2-7. In certain cases, the
exponent n can be greater than 5. Toll has suggested that values of the exponent greater than 5
30
could occur due to the fact that fibers are aligned, which leads to a line contact geometry. The
segment length L is then assumed to be proportional to d/#o", where a is an empirical parameter
that accounts for the deviation from the point contact geometry. In this case, Eq. 2-7 still applies,
with n= 3(1+a).
F
L
Figure. 2-1 A schematic of a representative volume element (enclosed within the dashed lines)
for deformation of a planar fiber network. F is the load applied at the fiber-fiber contact, h is the
height of the pore space, and L is the segment length between two fiber-fiber contacts
2.3 Experimental
2.3.1 Materials.
Bisphenol-A-polysulfone (PSU) and poly(trimethyl hexamethylene terephthalamide) [PA6(3)T]
were purchased from Sigma Aldrich and Scientific Polymer Products, respectively. Both PSU
and PA6(3)T are glassy amorphous solids at room temperature, with glass transition
temperatures of 188 'C and 151 'C, respectively, as measured by Differential Scanning
Calorimetry (TA Qi00). N,N-dimethyl formamide (DMF), N,N-dimethyl acetamide (DMAc),
and N-methyl pyrrolidone (NMP) were obtained from Sigma-Aldrich and used as received, as
solvents for preparing the polymeric solutions used for electrospinning. Formic acid (FA) was
added to some solutions in small amounts to modify their electrical properties in order to reduce
the fiber diameters.
31
2.3.2 Fabrication.
A vertically aligned, parallel plate setup was used for electrospinning, as described elsewhere [9].
The top plate was 15 cm in diameter and charged with a high voltage supply (Gamma High
Voltage Research, ES40P) in the range of 10-30 kV. The grounded bottom plate, which also acts
as the collector for the fiber mat, was a 15 cm x 15 cm stainless steel platform. The tip-tocollector distance (TCD) was varied from 15 to 40 cm by adjusting the height of the bottom plate.
The polymeric solution was loaded into a syringe attached by Teflon tubing to a stainless steel
nozzle (1.6 mm OD, 1.0 mm ID) that protruded 21 mm through the center of the top plate. A
digitally controlled syringe pump (Harvard Apparatus, PHD 2000) was used to control flow rates
of the polymer solution in the range of 0.005-0.02 mL/min. The thickness of the membrane was
controlled from -15 pm to 200+ pm by varying the time of deposition (30 minutes to 3 hours).
2.3.3 Post-processing.
The as-spun membranes were annealed thermally in a Thermolyne lab oven (FD1545M) to
strengthen the electrospun mat, as previously reported [9]. The membranes were held in plane
during the annealing process by draping over on a petri dish that is 10 cm in diameter. The PSU
membranes were annealed at temperatures between 180 and 210 'C for one hour, whereas the
PA6(3)T membranes were annealed at temperatures between 130 and 170 'C for two hours. Both
annealing ranges were chosen to span from below to above the glass transition (Tg) for each
polymer.
2.3.4 Characterization.
The fiber diameter, fiber orientation and initial solidity of electrospun membranes were
characterized. The average fiber diameter was calculated from the measurement of 30 to 50
fibers from images taken with a scanning electron microscope (SEM, JEOL-JSM-6060). The
SEM images were also used for the analysis of fiber orientation. This algorithm is based on the
orientation of "simple neighborhoods", as proposed by Jahne [22]. The derivatives of the pixel
intensity along the x- and y- directions form a structure tensor, of which the eigenvectors
represent the local orientation of the fibers. An orientation angle, 0 with respect to the x-axis can
also be obtained. The orientation factor
f
can then be computed from the fiber orientation
distribution.
32
The initial solidity was calculated by
(2-8)
=0.5NtO.5N
0O
to
#o.5N
is the solidity calculated using a gravimetric method in which the membrane thickness
(to.5N)
was measured using an adjustable measuring force digital micrometer (Model CLM
1.6"QM, Mitutoyo, Japan) with a contact force of 0.5 N. The quantity to is an estimate of the
membrane thickness based on the probe position of the Agilent T150 UTM at 20 IN contact
force (c.f compression testing).
2.3.5 Compression test.
An unconfined uniaxial compression test was carried out using the Agilent T 150 UTM (Agilent
Technologies, Chandler, AZ) with a load cell of 500 mN. Five 1 mm diameter discs were cut out
from each of the as-spun or annealed membranes using a Harris Micro Punch with a 1.0 mm tip
(TedPella, Inc., Redding CA,). Each of the discs was subjected to five cycles of loading and
unloading in compression, with a maximum load of 50 mN in each cycle. During loading, the
compression was carried out at a strain rate of 0.01 s 1 according to the ASTM D575 procedure
[23]. Unloading was carried out at a rate of 1 mN/s. The surface of the compression platens was
lubricated with Teflon spray. The applied load (F) on the specimen and the corresponding
change in thickness (At) of the specimen were recorded.
The planar surface area (A = 0.785 mm 2, assumed to be constant), initial thickness (to) and initial
solidity (#o) of the membrane were used to convert the raw data from the UTM into transverse
engineering stress (az
F/A), engineering strain (e=At/to) and solidity.
=oto
(2-9)
to - At
to was measured by the UTM with a contact force of 20 [tN as described above. Eq. 2-7 was
fitted to the post-processed data in log-log form using unconstrained nonlinear optimization with
trust-region algorithm (fminunc in MATLAB v201 Ib) and the corresponding kE and n values
were obtained. The total hysteresis, defined as the ratio of the unrecoverable work to the total
33
work of deformation, was also calculated for each compression cycle and expressed as a
percentage.
2.4 Results and Discussion
2.4.1 Morphology.
PA6(3)T membranes consisting of smooth fibers with diameters of (0.45
0.03) Pim and (1.2
0.1) pm, and PSU membranes consisting of smooth fibers with diameters of (0.34
and (0.7
0.04) Pm
0.3) pm were electrospun, as shown in Figure 2-2. The PA6(3)T and PSU membranes
with smaller fiber diameters have narrower fiber diameter distributions than those of PA6(3)T
and PSU membranes with larger fiber diameters. The samples used in this report were those with
fiber diameters of (0.45
0.03) pm and (0.7
0.3) pm for PA6(3)T and PSU, respectively,
unless specified otherwise.
Annealing the electrospun membranes at a temperature below Tg did not noticeably change the
morphologies of the fibers. Welding between fibers at fiber-fiber junctions was observed for the
membranes annealed at Tg, and became more prominent with increasing annealing temperature,
as shown qualitatively in Figure 2-3. For both polymers, at temperatures approximately 20 'C
above Tg, welding occurs not only at fiber-fiber junctions but also along the lengths of parallel
fibers, resulting in the formation of fiber "bundles". The morphological changes of PA6(3)T
fibers were more significant than those for PSU when annealed at approximately 20 'C above Tg
of the respective polymer. This could be due to the longer annealing time used for PA6(3)T.
The solidities
(0.5N)
of the electrospun membranes were observed to increase with increasing
annealing temperature, as shown in Figure 2-4 (a). The solidities of the PA6(3)T membranes
increased from 0.14
0.01 to 0.37
0.05 as the annealing temperature was increased from
approximately 20 'C below Tg to approximately 20 'C above Tg; the solidities of the PSU
membranes increased from 0.099
0.005 to 0.14
0.01 as the annealing temperature was
increased from 10 'C below Tg to 20 'C above Tg. The solidity in Figure 2-4 (a) was measured
gravimetrically, i.e. based on basis weight and thickness of the membrane, using an adjustable
force digital micrometer set at 0.5 N. For the compression analysis,
34
#0.5N was
converted to O0
using Eq. 2-8; the use of this equation requires that the solidities to be the same for replicates of a
given membrane. The straight line through each set of the replicates in Figure 2-4 (b) confirms
that this is generally the case (with the exception of the samples annealed at 210 'C).
AS
Figure. 2-2 SEM images of as-spun electrospun PA6(3)T and PSU membranes with different
fiber diameters. A) PA6(3)T with average fiber diameter of 0.45 jIm; B) PA6(3)T with average
fiber diameter of 1.2 pim; C) PSU with average fiber diameter of 0.7 pm; D) PSU with average
fiber diameter of 0.34 pm. The scale bars for the micrographs are 0.5 pm, 2 pm, 1 jm, and 1 pm,
respectively.
Figure. 2-3 SEM images of the electrospun PA6(3)T (average fiber diameter = 0.45 pm) and
PSU (average fiber diameter =0.7 gm) membranes after thermal annealing. The scale bars for the
PA6(3)T micrographs are 1 pm, and the scale bars for the PSU micrographs are 2 pm.
35
a-
0.45
b. 0.024
0.4
0.022
0.35
0.02
0.3
0.028
4-
0.018
0
0.25.
~
0,016
0.2
0.014
E)15
0.1
0,0012
0.05
0.01
R.
.20
10
0
10
20
30
Annealing temperature with respect to T ("C)
s0
100
120
140
Thickness measured by micrometer. t
160
,M)
Figure. 2-4 (a.) Solidities of electrospun PSU (squares) and PA6(3)T (circles) membranes after
thermal annealing. The annealing temperature of room temperature (RT) represents the as-spun
membranes. (b.) Plot of basis weight versus sample thickness measured with an adjustable force
digital micrometer at 0.5 N force for three replicates each of electrospun PSU samples annealed
at 180 'C (circles, solid line), 190 'C (squares, dot-dashed line), 200 'C (diamonds, dashed line)
and 210 'C (crosses, dotted line).
2.4.2 Compressive properties.
Typical stress-strain curves for five consecutive compression load-unload cycles are shown in
Figure 2-5 for a PA6(3)T membrane annealed at 130 'C. The first compression cycle resulted in
the greatest unrecoverable strain (-0.55 mm/mm in this sample shown). The unrecoverable strain
is likely due to a significant amount of fiber slippage occurring during the first loading segment.
The irreversible fiber slippage is also a major contributor to the large hysteresis in the first
compression cycle of a membrane. The hysteresis was highest for the first cycle (-61%) and
decreased with each subsequent cycle, as shown in Figure 2-6. The hysteresis of the fifth and
tenth compression cycle were (35
2)% and (31
1)%, respectively, suggesting that the
electrospun membranes were well conditioned after five compression cycles. Hence, all the
electrospun membranes were compressed up to five cycles, and the data from the fifth
compression cycle were used for analysis. The hysteresis (of the fifth compression cycle) was
found to decrease with increasing annealing temperature, as shown in Figure 2-7. The decrease
in hysteresis is likely due to less fiber slippage, a result of welding at fiber-fiber junctions, for
36
membranes annealed at higher temperatures. The welding was confirmed by the SEM
micrographs.
70
60
compression cycle
1
2nd compression cycle
50
3 2 compression cycle
4 compression cycle
40
5th compression cycle
30
20
10
0
0
0.1
0.2
0.3 0.4 0.5 0.6
Strain (mm/mm)
0.7
0.8
Figure. 2-5 A typical stress-strain curves for five consecutive load-unload compression cycles on
an electrospun membrane. The sample shown here is a PA6(3)T membrane annealed at 130 0 C.
65
60 1-
{
55
I-
50 L
40
-
35
-
45
30
0
2
4
6
8
10
12
Cycle
Figure. 2-6 A plot of % hysteresis after each compression cycle. The error bar is obtained from
the standard deviation of five replicates.
37
40
35
30
25
20
30
20
10
0
-10
-20
Annealing temperature with respect to T (C)
RT
Figure. 2-7 Hysteresis of the fifth compression cycles for PSU (squares) and PA6(3)T (circles)
membranes annealed at different temperatures. The annealing temperature at room temperature
(RT) represents the as-spun membranes. Compression test was not performed on as-spun PSU
membrane due to the lack of mechanical integrity for sample handling.
Data from the unloading segment of the fifth compression cycle was fitted to the power law of
Eq. 2-7, in log-log form. It is worth noting that all five compression cycles have almost identical
unloading curves, indicating that the fiber slippage during the unloading
segments is
insignificant. Typical results for fitting of the fifth unloading segment are shown in Figure 2-8
(a) for five replicates from the same electrospun membrane. Although the fit for each individual
replicate was good (R 2 > 0.9), there was considerable variation (a spread of ~1 order of
magnitude) in the fitted kE values, Figure 2-8 (b). This is due to the fact that the fitting equation
is a power law; thus, even a small change in n results in an order of magnitude change ( 1 0 ") in
kE. The initial solidity for each replicate in Figure 2-8 (a) corresponds to that at the end of the
fifth unloading cycle, 05,o, which varies significantly from replicate to replicate due to
inhomogeneities both in the original membrane and in the response of each replicate to
conditioning.
38
100
Replicate
Replicate
Replicate
Replicate
Replicate
1
7
U
kE (kPa)
10
2
3
4
5
8
7
6
66
S1010
5
Cn
42.
L4
x
3
xc'
2
0.2
0.3
Solidity
0.4
104'
($)
1
2
3
4
5
0
Replicate
Figure. 2-8 Results from fitting Eq. 2-7 to the experimental data from the fifth unloading
segment obtained for five replicates of PA6(3)T membrane annealed at 130 'C. (a.) A plot of
stress vs. solidity for the five replicates; the solid lines are the fits using Eq. 2-7. (b.) The best-fit
kE and n values from the replicates.
Figure 2-9 shows the experimental results for the dependence of solidity on transverse stress for
PSU and PA6(3)T membranes annealed at different temperatures, along with the best fits using
Eq. 2-7. Since solidity is a major factor in determining the transport properties of porous media,
it is desirable to be able to rank different materials according to their solidity under conditions of
operation. It is readily apparent from Figure 2-9 (a), however, that the order of the solidity of the
thermally annealed samples, from the lowest to the highest, are (180 'C < 190 'C < 210 'C <
200 'C) for stresses in the range 0.1-1 kPa. This changes to (180 'C < 210 'C < 190 'C <
200 'C) for 1-20 kPa and to (210 OC < 180 OC < 200 OC < 190 0 C), for stresses >20 kPa. While
initial solidity plays an important role in the relative ranking of materials, it is not the only
important parameter. For the PSU membranes annealed at different temperatures and operated at
applied stresses greater than 20 kPa, the rank order follows the magnitude of n (or kE). For
PA6(3)T annealed at different temperatures, the one annealed at 150 0 C has the lowest solidity,
followed by the as-spun membrane, and then those annealed at 130 'C and 170 0C. For most
filtration applications, the membrane experiences operating pressures in the range from 10 kPa to
500 kPa [24]. The compressibility is defined as f#=d#/#dor, which can be simplified to
6=1/(nkEo"); thus, the compressibilities of electrospun membranes are functions of n and kE. A
39
high value of kE results in a less compressible membrane; whereas a high value of n results in a
more compressible membrane at low solidity but a less compressible membrane at high solidity.
From Figure 2-9, it is apparent that performance of a fibrous membrane or filter depends strongly
on the initial solidity, the compressibility of the material (as described by qo, kE and n), and the
relevant operating pressure for the application. For self-supported membranes that may also
experience in-plane tension during operation, it is also worth noting that the electrospun PSU and
PA6(3)T membranes annealed below Tg have lower tensile strengths (~1-2 MPa) [9]; thus, it is
advisable to anneal the electrospun membranes at or above Tg for better overall mechanical
integrity.
4
b-. 10
PSU annealed at 1800 C
PA 6(3)T annealed at
PSU annealed at 190"C
PA 6(3)T annealed at 1500 C
PA 6(3)T annealed at
PSU annealed at 210 C
102
102
10
10-
0
100
1010
0.
j.
0.2
0.3
0.4
0.5 0.6
Solidity (4)
10-1
0.1
1700 C
1~
/
PSU annealed at 2000 C
1300 C
.
10
PA 6(3)T as-spun
/
a.
0.2
0.3
0.4
0.5 0.6
Solidity (4)
Figure. 2-9 Stress versus solidity for PSU (a) and PA6(3)T (b) annealed at different temperatures.
The lines are the best-fit results using Eq. 2-7, extrapolated to higher transverse stress (stress).
Next, we consider factors that may affect the compressibility of the electrospun membranes. Toll
[15] attributes the observation of n values higher than 5 to the nearly parallel alignment of fibers,
through the strong dependence of the free segment length on solidity.
To check this, we
measured the orientation parameterf for a variety of membranes having different fiber diameters,
annealing temperatures, and membrane thicknesses. A typical orientation distribution of the
fibers within the plane of the membrane is shown in Figure 2-10 (a); the corresponding f is 0.47
for this sample. The n values for all of the membranes thus characterized were plotted versus the
orientation parameters in Figure 2-10 (b). No strong correlation is observed.
40
a.
50000
I 11
b.1 20
40000
16
30000
12
20000
10000)
0
-90 -72 -54 -36 -18
0
18
36
Fiber Orientation Angle
54
72
90
4
0.3
I
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
fOrientation Factor
(0)
Figure. 2-10 (a.) The angle distribution of the fibers from the PA6(3)T annealed at 130 'C. The
corresponding f orientation factor is 0.47. (b.) Fitted n values versus the fiber orientation for the
PA6(3)T membranes. PA6(3)T of different annealing time (circles); PA6(3)T of different fiber
diameter (squares); PA6(3)T of different annealing temperature (triangles); PA6(3)T of different
membrane thickness (crosses).
Values of n and kE of electrospun PA6(3)T and PSU membranes are shown in Table 2-1. The
results for the as-spun PSU membrane were not included because the membrane was difficult to
handle due to the lack of mechanical integrity. For both PA6(3)T and PSU, the values of the
exponent n were lowest for the samples annealed at their respective Tg's. The higher n values for
samples annealed below Tg are attributed to more fiber slippage (high hysteresis as shown in
Figure 2-7), which is a result of less fiber-fiber junction welding in these membranes relative to
those annealed near Tg. The higher n values for samples annealed above Tg are attributed to a
reduction in the thickness of the membrane as the membranes shrunk in the through-plane
direction during annealing; in this case, reduction of thickness implies a more planar 2D
orientation of the fibers. The exceptionally high n value of PA6(3)T annealed at 170 'C is
attributed to the significant amount of bonding along the lengths of the fibers, as is apparent from
Figure 2-3. The n values for the electrospun PA6(3)T membranes were generally much higher
than those of PSU membranes.
41
The compression test was also performed on PA6(3)T and PSU membranes of different fiber
diameter. An increase in the fiber diameters of PA6(3)T membranes resulted in a slight decrease
in the n values; whereas an increase in the fiber diameters of PSU membranes resulted in a slight
increase in the n values, as shown in Table 2-1. There is no statistically significant correlation
between the n values and fiber diameter, even though the fiber diameters vary by a factor of 2 to
3. The lack of any fiber diameter dependence is consistent with Eq. 2-7, in which fiber diameter
does not appear explicitly.
Table 2-1 Compressibility properties of electrospun membranes. The error bars reported were
obtained from the standard deviation of five replicates. The standard deviations of the kE values
are comparable to the orders of magnitude; these values should be interpreted with caution.
Polymer
Fiber
Annealing
Initial
type
diameter
temperature
solidity,
(p5,0
([m)
(OC)
RTa
0.169
0.009
11.0
130
0.199
0.008
9.9
0.5
2.0 x 10 7
150
0.145
0.005
8.0
0.2
1.3 x 107
170
0.47
20
1
3.2 x 106
150
0.297
7.5
0.4
1.8 x 10 7
210
0.22
4.4
0.7
1.4 x 10 3
180
0.115
0.009
4.5
0.5
7.4 x 103
190
0.134 0.006
___________________
200
0.17 0.02
3.2
0.4
6.6 x 102
4.2
0.1
1.3 x 103
PA6(3)T
0.45
1.2
0.34
PSU
0.7
0.03
0.1
0.04
0.3
210
0.19
n value
0.02
0.009
0.01
0.02
(kE) value
(kPa)
6
0.4
1
6.9 x 108
8.2 x 104
(a) RT stands for room temperature.
The n values were found to increase with increasing membrane thickness, regardless of the
composition or the annealing temperature, as illustrated best in Figure 2-11 by the data for the
PA6(3)T membranes annealed at 150 'C. We speculate that the increase in n values with
thickness can be attributed to incomplete welding between fibers in the thicker samples for the
42
annealing times used (2 hours for PA6(3)T and 1 hour for PSU). To confirm this, membranes of
PSU and PA6(3)T with the same as-spun thickness (250pm) were annealed for 1, 2 and 4 hours
at 150 'C (PSU) or 200 'C (PA6(3)T). These results are shown in Figure 2-12. It is observed
that the fitted n values decreased with increasing annealing time in the vicinity of Tg, indicative
of more complete welding at fiber junctions. It should be noted, however, that this trend does
not persist far above Tg, where bonding of parallel fibers leads to a significant change of
morphology from the original fibrous form (c.f Figure 2-3).
20
'5
177
4141
Ph
10
77
+
7
5
0
50
100
150
200
250
Mat Thickness ([tm)
Figure. 2-11 Effect of membrane thickness on n for PSU and PA6(3)T fiber membranes. PSU
membranes annealed at 210 'C (squares); PA6(3)T membranes annealed at 130 'C (circles);
PA6(3)T membranes annealed at 150 'C (diamonds); PA6(3)T membranes annealed at 170 'C
(triangles). The dashed lines are provided as guides to the eye.
43
I I
10 9
.OL
11
10
10
9
107
-101
U8
72
105
6
50
1
2
-3
4
5 0
Annealing time (hr)
Figure. 2-12 Effect of annealing time on n (open symbols) and kE (filled symbols) for PSU
membranes (squares) and PA6(3)T membranes (circles). The as-spun thickness were 250 pm for
the PA6(3)T and PSU samples annealed at different length of time at 150 'C and 200 'C,
respectively.
The decrease in n values for membranes with welded fiber-fiber junctions can be rationalized by
analogy to the phenomenon of work hardening in metals. Work hardening occurs due to the
generation and movement of dislocations within the crystal structure of the metals [25].
Analogously, we suggest that fiber slippage occurs more readily in membranes that are not
highly welded at fiber-fiber junctions. Slippage of fibers in the network, like dislocation motion
in the crystal, allows the material to reorganize its structure into one that is stiffer and more
compact, with fewer additional opportunities for slippage and reorganization in the "hardened"
network. The models of Van Wyk and Toll do not account explicitly for such reorganization of
the network with increasing strain, but it is reflected instead in the form of higher n values
observed empirically.
Finally, we note that there is a correlation between kE and n values, as shown in Figure 2-13.
The kE values increase with an increase in n values. We speculate that the k value changes along
with the fiber reorientation due to slippage because k is an adjustable factor that accounts for the
fiber orientation distribution, in addition to other fiber characteristics.
44
,
,
.
.
,
10 13
El
10
0
9
i0
-~10'
0
103
2
01
4
I
6
8
10
I
I
12
14
16
Order n
Figure. 2-13 A plot of the kE values against the n values for all of the PA6(3)T membranes.
PA6(3)T of (77 4), (150
10), (166
7) [tm thick annealed at 130 'C (circles); PA6(3)T of
10), (124
4), (200 20) pm thick (in order of increasing n value) annealed at 150 'C
(100
(squares); PA6(3)T annealed for 1,2 and 4 hours (in order of decreasing n value) at 150 'C
(triangles); PA6(3)T membranes annealed at 170 'C are not included because the significant
change in morphology renders them no longer well described as fibrous media.
2.5 Conclusions
The compressive behavior of electrospun membranes was found to be well described empirically
by the power law relationship proposed by Toll, relating the transverse stress and the resulting
solidity of fibrous media. The kE values are proportional to the n values, and they are
independent of fiber diameters.
The n and kE values are lowest for samples annealed near Tg,
and decrease with increasing annealing time due to the increasing development of welds at fiberfiber contacts, which prevents fiber slippage, but without sacrificing the underlying fiber
morphology. Fiber slippage gives rise to a phenomenon similar to work hardening in metal. 3D
imaging of electrospun membranes (Appendix A) would be a great tool to illustrate the fibrous
network before and after fiber slippage occurs. To evaluate fiber membranes for transport
applications like filtration or membrane separations, one needs to consider the compressibility
and the relevant operating pressure, in addition to the initial solidity of the membrane.
45
2.6 Acknowledgement
The authors would like to thank the King Fahd University of Petroleum and Minerals (KFUPM)
in Dhahran, Saudi Arabia, for funding through the Center for Clean Water and Clean Energy at
MIT and KFUPM under PROJECT NUMBER R5-CW-08. We would also like to thank Dr.
Zafarullah Khan and Dr. S.M. Javaid Zaidi of KFUPM for many helpful discussions, and the
Institute for Soldier Nanotechnology at MIT for use of facilities.
2.7 References
[1]
Burger C., Hsiao B., Chu B. (2006) Annu Rev Mater Res 36 (1), 333- 368.
[2]
Cancedda R., Dozin B., Giannoni P. (2003) Quarto R., Matrix Biol. 22, 81-91.
[3]
J.L. Lowery, N. Datta, G.C. Rutledge (2010) Biomaterials 31, 491-504.
[4]
Luu Y., Kim K., Hsiao B., Chu B., Hadjiargyrou M. (2003) J. Control. Release 89, 341353.
[5]
Liu H., Kameoka J., Czaplewski D., Craighead H. (2004) Nano Lett. 4, 671-675.
[6]
L. Chen, L. Bromberg, J. A. Lee, H. Zhang, H. Schreuder-Gibson, P. Gibson, J. Walker,
P.T. Hammond, T.A. Hatton, G.C. Rutledge (2010) Chem. Mater. 22 (4), 1429-1436.
[7]
Yoon K., Hsiao B., Chu B. (2008) J. Mater. Chem. 18, pp. 5326-5334.
[8]
Huang L., Manickam S., McCutcheon J., J. Membrane Sci.,
http://dx.doi.org/10.1016/j.mem- sci.2012.12.037
[9]
Mannarino M.M., Rutledge G.C. (2012) Polymer 56, 3017-3025.
[10]
Van Wyk C.M. (1946) J. Textile Institute Trans. 37 (12), T285-T292.
[11]
Komori T., Itoh M. (1991) Textile Res. J. 61, 588-594.
[12]
Pan N. (1993) Textile Res. J. 63, 336-345.
[13]
Komori T., Itoh M. (1994) Textile Res. J. 64, 519-528.
[14]
Carnaby G.A., Pan N. (1989) Textile Res. J. 59, 275-284.
[15]
Toll S. (2004) Polymer Engineering& Science 38 (8), 1337-1350.
[16]
Baudequin M., Ryschenkow G., Roux S. (1999) Eur. Phys. J. B 12, 157-162.
46
[17]
Dunlop J. (1983) J. Textile Institute 74 (2), 92-97.
[18]
Lundquist L., Leterrier F., Manson J. (2004) Polym Eng Sci 44 (1), 45-55.
[19]
Kim Y., McCarthy S. (1991) Polyrn Composite 12 (1), 13-19.
[20]
Jaganathan S., Tafreshi H.V., Shim E., Pourdeyhimi B. (2009) Colloids and Surfaces A
337, 173-179.
[21]
Eichhom S.J., Sampson W.W. (2010) J. Roy. Soc. Interface 7 (45), 641-649.
[22]
Jahne B., (2005) DigitalImage Processing, Springer, New York.
[23]
ASTM Standard D575, 1991 (2012), Standard Test Methods for Rubber Properties in
Compression, ASTM International,West Conshohocken, PA, 2012.
[24]
Li N., Fane A., Ho W., Membranesuura T. (2008) Advanced Membrane Technology and
Applications, Wiley, New Jersey, 102, Figure.5.1.
[25]
Degarmo P., Black J.T., Kohser R. A. (2003) Materials and Processes in Manufacturing
(9th ed.), Wiley, New Jersey.
47
3.
Permeability of Electrospun Membranes Under Hydraulic
Flow
Portions of this chapter are reproduced from L.T. Choong, Z. Khan, G.C. Rutledge, J. Memb. Sci.
451 (2014) 111-116, with permission of Elsevier Limited.
3.1 Introduction
Electrospun fiber membranes are promising for filtration applications because of their low
solidity (< 0.1) and small inter-fiber distances (typically 0.1-10 [tm), which provide high
permeabilities and high separation efficiencies [1,2]. However, electrospun fiber membranes are
also highly compressible, as observed in Chapter 2 [3]; hence, their solidities increase with
increasing pressure. This compressibility of the membrane can counter the benefits of low
solidity in filtration applications. An understanding of the extent of the reduction in permeance
upon compression for electrospun fiber membranes is vital for evaluating their performance
relative to other commercial filtration membranes under conditions relevant for filtration
processes. A typical operating pressure range for a microfiltration process is 0.01 - 0.2 MPa [4].
The studies of liquid flow through compressible media are diverse. Biot [5,6] developed a theory
for the consolidation of porous soil containing a viscous fluid; Mow, Lai and co-workers [7,8]
studied the effects of compressive strain on the fluid permeability of articular cartilage. Zhu et al.
[9] and Kataja et al. [10] modeled water permeation during wet pressing of paper. J6nsson and
J6nsson [11,12] modeled filtration through compressible porous media as the gradual
transformation of hydraulic pressure into mechanical stress on the porous solid. The main
difference between the systems mentioned above is the structure of the porous network, which
affects the expressions of permeability constant and compressibility. Here, we adopted the
approach of J6nsson and J6nsson, combined with expressions for the permeability and
compressibility of fibrous materials to describe the flux of water through electrospun membranes.
48
The permeability of porous fibrous media has been studied extensively. Equations for
permeability constants that account for the drag forces exerted on the solid medium by the liquid
have been developed for flow through a 2-D array of cylinders that are aligned parallel [13,14] or
perpendicular [13,14,15] to the direction of the flow, as well as through 3-D random arrays of
cylinders [16]. Mao and Russell [17,18] included the effect of fiber orientation in both 2-D and
3-D arrays. Others have also studied the permeability numerically and developed the
permeability equations empirically from experimental data [19,20,21]. Electrospun membranes
can be approximated as planar fibrous networks. From the review by Jackson and James [22],
analytical permeability models for flow perpendicular to a 2-D array of cylinders developed by
Happel [13] and by Spielman and Goren [16] fit the experimental data well in the solidity range
~0.05 to 0.3. Since Happel's equation is considerably simpler and does not involve implicit
functions of permeability, Happel's model is chosen for this work unless indicated otherwise.
The compressibility of electrospun membranes can be described by a power-law equation that
correlates the compressive stress (T,,) applied to electrospun membranes with the solidity (#) of
the membranes:
(3-1)
o-,, = kE(0" -_o"n
where k is an empirical constant that accounts for variations in the length, contour, and other
characteristics of the fiber segments between load-bearing contacts; E is the Young's modulus of
the fiber;
#
and
#o are
the solidity under compression and the initial solidity of the fibrous
medium at zero stress, respectively; and n is the exponent, which depends on the nature of the
fiber network. We have previously validated Eq. 3-1 experimentally for electrospun fiber
membranes [3], and studied the effect of thermal annealing on compressibility of electrospun
membranes. For details of the derivation of Eq. 3-1, the reader is referred to the original work of
Toll [23].
In this chapter, we characterize the change in permeability of electrospun membranes, which are
highly compressible, under flow-induced compression, and explain this behavior through a
49
simple combination of the foregoing analytical models. The details of the modeling framework
are described in the following section.
3.2 Modeling of Permeation
In Jbnsson and Jdnsson [11], the total pressure (Pr,,) associated with fluid flow through a porous
medium system is the sum of the hydraulic pressure (Ph) that drives the fluid flow through the
porous medium, and the mechanical stress ( a m) that deforms the porous medium. The
mechanical stress arises from the drag of fluid on the interior surfaces of the medium as the fluid
flows through the medium. The drag also results in the drop of the hydraulic pressure in the
direction of the flow [13]. The mechanical stress on the fiber membrane increases in the flow
direction because the force propagates via the fiber-fiber contacts [23]. Therefore, the last layer
of the porous medium in the flow direction experiences the largest compression, as shown
qualitatively in Figure 3-1. The Po is equal to the trans-membrane pressure drop, AP.
The flux of water (J) through an electrospun membrane, which is a fibrous porous medium, can
be described by Darcy's law:
(3-2)
=K-dP
p dz
where K is the permeability constant, p is the dynamic viscosity of water, and dPh/dz is the
hydraulic pressure gradient through the thickness of the membrane. The negative sign is due to
the convention used in this work, where z = 0 at the inlet of the membrane. Since the sum of a,
and Ph is constant ( Um= Po, - Ph), we can rewrite Eq. 3-2 in term of o n..
j
=
(3-3)
K dor
Y dz
The permeability constant for a highly porous fibrous medium has been derived analytically for
flow around a cylinder by Happel [13].
50
K=
-lnO+
-
320
(3-4)
0+
2+
where D is the fiber diameter. Eq. 3-1 was used to account for the compression of the
electrospun membrane.
Given the basis weight and pressure drop across the membrane, we make an initial guess for flux
(J) and integrate Eqs (3-5) and (3-6) from
#=#o
and o m=
at z = 0 to um=Pot. From the profile
thus obtained for O(z), the error in basis weight can be determined, and the value for flux iterated
until the correct basis weight is obtained.
dz
K
dam
JP
d
dor,
-
(3-5)
1
nkE"-'
(3-6)
During an experiment, the flux (J) and the trans-membrane pressure drop (AP) were measured,
from which the permeance, defined as J/AP, was computed and compared to that predicted by
the model.
To convert permeance to permeability, it is also necessary to know the membrane
thickness during flow; the membrane thickness, and thus permeability K, was obtained by the
application of the model. It should be noted that both
#
and K are average values, since the
membrane deforms non-uniformly in the through-plane direction during testing, as indicated by
Figure 3-1.
51
t=0
t=t
Ph + Cm= Ptot = AP
Direction of flow
Ph
AP,
m
0
Figure 3-1 Schematic of deformation of an electrospun membrane under pressure driven flow.
The density of the dots represents qualitatively the degree of compaction (solidity) [11].
3.3 Experimental
3.3.1 Materials.
Bisphenol-A-polysulfone (PSU), purchased from Sigma Aldrich, is a glassy amorphous solid at
room temperature, with a glass transition temperature of 188 0 C, as measured by Differential
Scanning Calorimetry (DSC, TA Qi 00). N,N-dimethyl formamide (DMF) was obtained from
Sigma-Aldrich and used as received, as solvent for preparing the PSU solutions for
electrospinning. Formic acid (FA) was added to some solutions in small amounts to reduce the
fiber diameter. Cellulose acetate microfiltration (MF) membrane with a nominal pore diameter of
3 pim and thickness of (167
2) pm was purchased from Millipore (55WP02500) and used as
received.
3.3.2 Fabrication.
A vertically aligned, parallel plate setup was used for electrospinning, as described elsewhere
[24]. The top plate was 15 cm in diameter and charged with a high voltage supply (Gamma High
Voltage Research, ES4OP) to a voltage in the range of 10-30 kV. The grounded bottom plate,
which also served as the collector for the fiber membrane, was a 15 cm x 15 cm stainless steel
platform. The tip-to-collector distance was varied from 25 to 35 cm by adjusting the height of the
bottom plate. The polymeric solution was loaded into a syringe attached by Teflon tubing to a
52
stainless steel capillary (1.6 mm OD, 1.0 mm ID) that protruded 21 mm through the center of the
top plate. A digitally controlled syringe pump (Harvard Apparatus, PHD 2000) was used to
control the flow rate of the polymer solution in the range of 0.005-0.02 mL/min.
3.3.3 Post-processing.
The as-spun membranes were annealed thermally in a furnace (Thermolyne Industrial Benchtop
Furnace, FD1545M) to strengthen the electrospun membrane, as previously reported [24]. The
membranes were held in plane during the annealing process by draping over a petri dish that is
10 cm in diameter. The PSU membranes were annealed at temperatures between 190 and 210 'C,
which are above the glass transition temperature (Tg= 188 'C) of PSU, for one hour.
3.3.4 Characterization.
The average fiber diameter of the electrospun fiber membranes was calculated from the
measurement of 30 to 50 fibers in images taken with a scanning electron microscope (SEM,
JEOL-JSM-6060). The initial solidity was calculated by
(3_7)
0 = 0.5N'O.5N
to
where
00.5N
thickness
is the solidity calculated using a gravimetric method in which the membrane
(to.5N)
was measured using an adjustable measuring force digital micrometer (Mutitoyo,
Model CLM 1.6"QM) with a contact force of 0.5 N.
The quantity to is an estimate of the
membrane thickness based on the probe position of the Agilent T150 UTM at 20 pN contact
force (c.f compression test, next section).
3.3.5 Compression test.
An unconfined uniaxial compression test was carried out using the Agilent T150 UTM (Agilent
Technologies, Chandler, AZ) with a load cell of 500 mN. The electrospun fiber membranes tend
to be metastably hydrophobic due to their texture and porosity.
To improve wettability, the
membranes were plasma treated by a plasma cleaner (Harrick PDC-32G) for one minute at low
power setting, and then soaked with water right after the treatment. Moreover, the compression
test is performed on a wetted sample because the flow-induced compression of the membranes
occurs in a water-filled state. Five 1 mm diameter discs were cut from each of the wet, annealed
53
membranes using a micro punch with a 1.0 mm tip (TedPella, Harris Micro Punch). Superficial
water was removed by capillary action: gently touching the sample surface with a lab tissue to
remove the excess liquid. Failure to remove this superficial water led to poor reproducibility of
compression results. Each of the discs was subjected to five cycles of loading and unloading in
compression, with a maximum load of 50 mN in each cycle. The first four cycles were used to
condition the membranes, as described in Chapeter 2 [3], and the unloading curve of the fifth
cycle was used for analysis. The compression was carried out at a loading strain rate of 0.01 s-1
according to the ASTM D575 procedure [25] with an unloading rate of 1 mN/s. The surface of
the compression platens was lubricated with Teflon spray. The applied load (F) on the specimen
and the corresponding change in thickness (At) of the specimen were recorded.
The planar surface area (Acomp = 0.785 mm 2 , assumed to be constant), initial thickness (to) and
initial solidity (0o) of the membrane were used to convert the raw data from the UTM into
mechanical stress (,
= F/Acomp), engineering strain (e=At/to) and solidity.
= oto
(3-8)
to - At
to was measured by the UTM with a contact force of 20 pN as described above. Eq. 3-1 was
fitted to the post-processed data of the unloading segment of the fifth cycle in log-log form using
unconstrained nonlinear optimization with trust-region algorithm (fminunc in MATLAB
v201 Ib), and the corresponding kE and n values were obtained. For further details, please refer
to Chapter 2 for the electrospun PSU membranes evaluated in the dry state.
3.3.6 Permeance Measurement.
The permeation test was carried out using a 25 mm in diameter, polypropylene in-line filter
holder (Sterlitech, PP25) as the dead-end filtration cell. The electrospun membranes were plasma
treated at low power setting for one minute, and then soaked in deionized (DI) water to ensure
that the membranes were wetted. The average of the permeance was calculated from three
replicates. The permeance of water was measured for pressures ranging from 5 kPa to 140 kPa.
The pressure was controlled by a pressurized air supply applied to the water on the feed side of
the membrane. Each membrane was conditioned by flowing water through at 140 kPa for one
54
minute before the permeation test. A permeation test consisted of measuring the permeance at
successively higher pressures (from 5 kPa to 140 kPa) on the upstream side of the membrane.
3.3.7 Permeance Modeling.
The differential equations (Eq. 3-5 and 3-6) were solved numerically using backward
differentiation formulae with orders 1 to 5 (ode 15 s in MATLAB v20 11 b) for solving stiff sets
of equations. The inputs to the model were fiber diameter, mass and area of the membrane,
thickness (to), and the values for n and kE obtained from compression testing; the outputs were
the permeance and the profiles for pressure and solidity through the thickness of the membrane.
Since the value of kE obtained from the compression test was judged to be imprecise [3], kE was
then treated as the sole adjustable parameter to fit the experimental permeance curve using a
nonlinear equation solver with Levenberg-Marquardt algorithm (f solve in MATLAB v201 lb).
3.4 Results and Discussions
3.4.1 Morphology.
As-spun PSU membranes with fiber diameters of (0.8
0.4) pm and (0.4
0.1) ptm were
electrospun, as shown in Figure 3-2. The average fiber diameter of the PSU membrane annealed
at 210 'C was slightly larger than that of the as-spun membrane, as shown in Table 3-1. The
larger fiber diameter could due to fibers welded together not only at the fiber-fiber contacts, but
also along the fibers themselves, at 210 0C. PSU membranes with smaller fiber diameters (0.4
pm) have narrower fiber diameter distributions than those of PSU membranes with larger fiber
diameters (0.8 pm). The initial solidity (0o), i.e. before any deformation, is independent of the
annealing temperature of PSU membranes but smaller for PSU with smaller fiber diameter.
55
a.
b.
Figure 3-2. SEM images of PSU membranes with average, as-spun fiber diameters of (a.) 0.8 pm
and (b.) 0.4 pm, annealed at different temperatures. a.i) As-spun PSU with an average fiber
diameter of 0.8 pm; a.ii) PSU annealed at 190 'C with a post-treatment average fiber diameter of
0.8 pm; a.iii) PSU annealed at 200 'C with a post-treatment average fiber diameter of 0.8 pm;
a.iv) PSU annealed at 210 'C with a post-treatment average fiber diameter of 0.9 pm. b.i) Asspun PSU with an average fiber diameter of 0.4 pm; b.ii) PSU annealed at 210 0 C with a posttreatment average fiber diameter of 0.4 gm. The scale bars are 2 pm and 1 pm for the
micrographs in (a.) and (b.), respectively.
Table 3-1 Compressibility properties of wet electrospun membranes and the kE value obtained
from the line of best fit for permeance curves. The error bars reported from mechanical
measurements were obtained from the standard deviation of five replicates. The standard
deviations of the kE values are comparable to the orders of magnitude; these values should be
interpreted with caution. The kE values reported from permeation are accurate to about 5%.
Fiber
Annealing
Initial
n value
(kE)
value Best
fit
(kE) Best
diameter
temperature
solidity,
(measured
measured
value
(JAm)
(OC)
#0
mechanically)
mechanically
permeation
(kPa)
using Happel's using
from value
equation (kPa)
0.4
0.1
0.8
0.4
210
0.07
7.4
(3.3
0.3
0.10
6.4
0.3
(5.7
0.02
0.8
0.3
200
0.10
0.08
0.02
0.9
0.4
210
0.09
permeation
Davies's
equation (kPa)
2.8) x 3.7 x 106
2.0 x 106
1.8) x
8.5 x 10 4
4.5 x 104
1.4) x
7.3 x 10 5
5.5 x 10'
1.5) x
1.2 x 106
1.1
105
7.67
(8.0
105
8.3
0.3
(2.7
56
(kE)
from
104
0.01
190
t
fit
x 106
106
0.01
3.4.2 Compression.
Mechanical compression tests were performed on the annealed electrospun membranes in the
wet condition to obtain the compressibility parameters (n and kE) from Toll's model. The
membranes were wet such that the conditions were comparable to those present during
permeation testing. The values of these two parameters increase with increasing annealing
temperature, as reported in Table 3-1. This trend was also observed in compression tests
performed on dry electrospun membranes [3] but n values for the electrospun membranes are
consistently higher when wet. We speculate the increase in n values is due to the lubrication of
fiber junctions when water is present, which results in more fiber slippage, hence higher n values
[3].
3.4.3 Permeance.
Figure 3-3 (a) shows that permeance decreases with an increase in pressure drop for all of the
electrospun PSU fiber membranes. This is compelling evidence that the solidities of the
electrospun membranes increase as a result of compression under pressure driven flow. The
permeances of the PSU membranes with smaller fiber diameters are smaller than that of the PSU
membranes with bigger fiber diameters over the range of pressure drops tested. This is in
agreement with the fiber diameter dependence of Happel's permeability model, and is due to the
higher specific area of contact between fiber and fluid that is associated with smaller diameter
fibers.
Ideally, it should be possible to predict the permeance of an electrospun membrane using Toll's
compressibility equation with n and kE measured independently by the compression test;
however, as previously reported [3], there is a large uncertainty in the values of kE obtained
experimentally, due to inhomogeneities both in the original membrane and as well as variations
in the response of each replicate to mechanical conditioning. Therefore, the kE value was treated
here as the single adjustable parameter. By fitting the kE value, the permeation model was able to
predict the permeance in good agreement with the experimental permeance of all four sets of
PSU membranes (R2 > 0.94). The values of kE obtained by permeance testing for PSU
57
membranes with an average fiber diameter of 0.8 pm and 0.9 pm annealed at 200 *C and 210 'C,
respectively, were similar to those obtained by compression testing; however, the kE values
obtained by permeation and compression tests differed by at least an order of magnitude for the
other two PSU membranes. The kE values are tabulated in Table 3-1.
a.
b.
2 10 1
2 10_'
10'i
9 10
8 104
10
'
7
9 10'2
8 10
IL
6 10
5 102
5 104
4 10
4 10'
u
d
Pressurc drop,
10
3
AP (Pa)
104'
0
2 10'
3 10-
410'
Solidity ($)
Figure 3-3. a) Experimentally measured permeances (symbols) and best fits of model (i.e.
minimal sum of least squares residuals, lines) plotted against pressure drop for the PSU
membranes with 0.8 pm fiber diameter annealed at 190 'C (circles, solid line), PSU with 0.8 pm
fiber diameter annealed at 200 'C (squares, dot-dashed line), PSU with 0.9 jim fiber diameter
annealed at 210 'C (diamonds, dashed line), and PSU with 0.4 gm fiber diameter annealed at
210 *C (crosses, dotted line); the values of n and kE used in the model are reported in Table 3-1.
b) The permeance from a) converted to dimensionless permeability K/D 2 vs. solidity and
compared with Happel's equation for the dimensionless permeability KID2 (from Eq. 3-4). The
symbols in (b) are the same as for (a); the solid line is Happel's model.
The data for permeance vs. pressure drop can be converted to a dimensionless permeability
(KID2) using Eq 3-4 and the overall compression (or average solidity) of the membrane predicted
by the model:
K
D2
JMAz
APD 2
(39)
58
where Jz is the thickness of the electrospun membrane estimated from the permeation model
with the optimized kE value. The membrane thickness was also used to calculate the average
solidity of the membranes at each pressure drop.
rn/p
(3-10)
A p,,m Az
where m is the mass of the electrospun membrane; p is the density of bulk PSU; and Ape,,n is the
area of the electrospun membrane used for the permeation test.
According to Happel, K/D 2 should be a function of solidity only. The data for the four
membranes collapsed into a single curve, with a root mean squared deviation of 0.011 from
Happel's model, after the effects of fiber diameter and compression of the membranes were taken
into account; this result is shown in Figure 3-3 (b). This master curve of K/D2 vs. solidity
confirms that Happel's model describes the experimental permeability well. Other models
performed comparably [22]. For example, repeating the analysis using Davies' empirical
equation [19] in lieu of Happel's model resulted in optimal values for kE that were somewhat
further removed from the values obtained directly by compression testing (c.f. Table 3-1), and
yielded a root mean squared deviation in K/D2 versus solidity of 0.015. Perhaps more
importantly, this analysis confirms that the compression predicted by the model using Toll's
equation accurately describes the change in solidity with applied hydraulic pressure.
Figure 3-4 shows the profiles for hydraulic pressure (as a fraction of total pressure) and solidity
through the thickness of the PSU membrane with a fiber diameter of 0.9 ptm, annealed at 210 'C.
As seen from the same Figure, the largest increase in solidity occurs near the upstream of the
membrane (near z = 0). This is because the sample has a high n value (n = 8.3); hence the term
dq!/du, is large at small solidity, according to Eq. 3-6. However, the high n value ultimately
results in a decrease in d#/dao
as the solidity increases.
59
----
0.8
Solidity
Pressure (P /AP)
h
E
S0.6
0.4
0.
--------------------------------------------------
0.2
/--
0
0
10
20
30
40
50
Position z ( rm)
Figure 3-4. Pressure (solid line) and solidity (dotted line) profile along the z-axis of an
electrospun PSU membrane annealed at 210 'C, having an initial solidity of 0.09 and initial
thickness of 136 rim. The pressure drop applied here was 140 kPa.
For purposes of comparison, permeation and compression tests were also performed on a
commercial microfiltration membrane with a nominal pore diameter of 3 [Im. The MF membrane
is not fibrous in structure, and is believed to be made using phase inversion process. Figure 3-5
(a) shows the measured permeability constant for the MF membrane compared to those of the
electrospun membranes. The permeability constant of the MF membrane was calculated using
Eq. 3-9, without normalizing by D 2 . The change in thickness of MF membrane was estimated
from the stress vs. solidity plot obtained from mechanical compression experiment, as shown in
Figure 3-5 (b). This estimated permeability of the MF membrane was an underestimation
because the compressive stress was assumed to be homogeneous (same as pressure drop)
throughout the membrane. The permeability of the MF membrane is higher than those of the
PSU membranes over the range of pressure from 8 kPa to 140 kPa tested in this work, even
though the initial solidity of the electrospun membranes is lower. This suggests that the
electrospun membranes may perform better at pressures below about 8 kPa, but perform less
well at higher pressures due to the increase of solidity that comes with the higher compressibility
of the PSU membranes. The solidity of the PSU membranes becomes higher than that of MF
membrane at -1
kPa, as seen in Figure 3-5 (b). The decrease in permeability of the MF
60
membrane was about 37%, compared to 62-67% for the electrospun fiber membranes over the
pressure range of 5 to 140 kPa, consistent with its lower compressibility. Comparison with other
commercial membranes is recorded in Appendix B.
PSU 09wn 21 X
P$U DAUMi210C
10*
20F
T
3u pom
10
0
500
0
00'A
A
100
0
A0
2
qu
A>
0
A
0
A
0
00.
0.15
'40.1
0.2
0.25
0.3
Solidity (0)
Pressure (kPa)
Figure 3-5 a) Experimental permeability constant (Eq. 3-9) vs. pressure drop for PSU with 0.8
pm fiber diameter annealed at 190 'C (circles), PSU with 0.8 pm fiber diameter annealed at
200 *C (squares), PSU with 0.9 ptm fiber diameter annealed at 210 'C (diamonds), PSU with 0.4
ptm fiber diameter annealed at 210 'C (triangles), and microfiltration membrane with 3 gm pore
diameter (filled circles); b) the stress vs. solidity plot for microfiltration membrane with 3 pm
pore diameter (squares) and PSU with 0.9 gm fiber diameter annealed at 210 'C (circles).
3.5 Conclusions
The permeabilities of electrospun membranes under pressure driven flow are shown to be well
described by a model for compressible fibrous media that uses Darcy's law for pressure-driven
flow with Happel's model for permeability and Toll's model for compressibility. The solidity
increases along the z-axis in the flow direction, and the rate of increase of the solidity depends on
the compressibilities (parameterized by n and kE) of electrospun membranes. The permeability
test provides an alternative method to estimate the kE values of electrospun membranes in
addition to the direct measurement via compression tests. Due to their compressive nature,
electrospun PSU membranes perform well at low pressure (P < 1 kPa), but the solidity increases
with increasing pressure.
61
3.6 Acknowledgement
The authors would like to thank Matthew Mannarino and Philip Reiser for the useful discussions
and supports in the permeation experiments. The funding of this project was provided by King
Fahd University of Petroleum and Minerals (KFUPM) in Dhahran, Saudi Arabia, through the
Center for Clean Water and Clean Energy at MIT and KFUPM under PROJECT NUMBER R5CW-08. We would also like to acknowledge the Institute for Soldier Nanotechnology at MIT for
use of facilities.
3.7 References
[1]
K. Yoon, B. Hsiao, B. Chu, Functional nanofibers for environmental applications, J.
Mater. Chem. 18 (2008) 5326-5334.
[2]
C. Burger, B. Hsiao, B. Chu, Nanofibrous materials and their applications, Annu. Rev.
Mater. Res. 36 (2006) 333-368.
[3]
L.T. Choong, M.M. Mannarino, S. Basu, G.C. Rutledge, Compressibility of electropsun
fiber membranes, J. Mat. Sci. (in press) (2013)
[4]
N. Li, A. Fane, W. Ho, T. Matsuura, Advanced Membrane Technology and Applications,
Wiley, New Jersey, 2008, pp.102, Figure.5.1.
[5]
M.A. Biot, Consolidation settlement under a rectangular load distribution, J. Appl. Phys.
12 (1941) 426-430.
[6]
M.A. Biot, Theory of elasticity and consolidation for a porous anisotropic solid, J. Appl.
Phys. 26 (1955) 182-185.
[7]
W.M. Lai, Van C. Mow, V. Roth, Effect of nonlinear strain-dependent permeability and
rate of compression on the behavior of articular cartilage, Journal of Biomechanical
Engineering, 103 (1981) 61-66.
[8]
Van C. Mow, M. H. Holmes, W. M. Lai, Fluid transport and mechanical properties of
articular cartilage: A review, J. Biomechanics, 17 (1984) (5) 377-394.
[9]
S. Zhu, R.H. Pelton, K. Colliver, Mechanistic modeling of fluid permeation through
compressible fiber beds, Chemical Engineering Science, 50 (1995) (22) 3557-3572.
[10]
M. Kataja, K. Hiltunen, J. Timonen, Flow of water and air in a compressible porous
62
medium. A model of wet pressing of paper, J. Phys. D: Appl. Phys. 25 (1992) 1053-1063.
[11]
K.A. Jnsson, B.T.L. Jbnsson, Fluid flow in compressible porous media: I: Steady-state
conditions, AIChE Journal. 38 (1992) (9) 1340-1348.
[12]
K.A. J6nsson, B.T.L. J6nsson, Fluid flow in compressible porous media: II: Dynamic
behavior, AIChE Journal. 38 (1992) (9) 1349-1356.
[13]
J. Happel, Viscous flow relative to arrays of cylinders, AIChE. J. 5 (1959) 174-177.
[14]
J.E. Drummond, M.I. Tahir, Laminar viscous flow through regular arrays of parallel
solid cylinders, Int. J. Multiphase Flow 10 (1984) 515-540.
[15]
S. Kuwabara, The forces experienced by randomly distributed parallel circular cylinders
or spheres in a viscous flow at small Reynolds number, J. Phys. Soc. 14 (1959) 527-532.
[16]
L. Spielman, S.L. Goren, Model predicting pressure drop and filtration efficiency in
fibrous media, Envir. Sci. and Tech. 2 (1968) 279-287.
[17]
N. Mao, S.J. Russell, Directional permeability in homogeneous nonwoven structures Part
I: The relationship between directional permeability and fibre orientation, J. Text. Inst. 91
(2000) (2) 235-243.
[18]
N. Mao, S.J. Russell, Modeling permeability in homogeneous three-dimensional
nonwoven fabrics, Text. Res. J. 73 (2003) (11) 939-944.
[19]
C.N. Davies, Air Filtration, Academic, London, 1973.
[20]
D.S. Clague, R.J. Phillips, A numerical calculation of the hydraulic permeability of threedimensional disordered fibrous media, Phys. Fluids 9 (1997) (6) 1562-1572.
[21]
A. Tamayol, M. Bahrami, Transverse permeability of fibrous porous media, Physical
Review E 83 (2011) 046314-1.
[22]
G.W. Jackson, D.F. James, The permeability of fibrous porous media, The Canadian
Journal of Chemical Engineering 64 (1986) 364-374.
[23]
S. Toll, Packing mechanics of fiber reinforcements, Polymer Engineering & Science 38
(1998) (8) 1337-1350.
[24]
M.M. Mannarino, G.C. Rutledge, Mechanical and tribological properties of electrospun
PA6(3)T fiber membranes, Polymer 56 (2012) 3017-3025.
[25]
ASTM Standard D575, 1991 (2012), Standard Test Methods for Rubber Properties in
Compression, ASTM International, West Conshohocken, PA, 2012.
63
4.
Separation of Oil-in-water Emulsions Using Electrospun Fiber
Membranes and Modeling of the Fouling Mechanism
4.1 Introduction
Mining, petrochemical, steel, textile, and food industries produce oily wastewater. The oil can be
categorized based on the diameter of the oil droplets as free (> 150 tm), dispersed (20 - 150 pm),
or emulsified oil (< 20 pim) [1]. Free oil can be removed readily by skimming because the
settling time required is short. Dissolved air flotation (DAF) is used to increase the buoyancy of
smaller oil droplets so that the settling time can be reduced. Alternatively, chemicals like
coagulants or de-emulsifiers can be added to increase the size of the oil droplet, which also
results in a shorter sedimentation time. Nevertheless, these methods are not effective in treating
emulsified oil [2]. The most cost effective way to remove the emulisifed oil is by using
membranes. Membrane separation has a higher oil removal efficiency, a lower energy cost, and a
more compact design compared to skimming, DAF, and chemical treatment [1-5].
Electrospun fiber membranes have gained popularity in separations applications as micro- and
ultrafiltration media since the late 1990s [6-18]. This popularity is due to the small diameter
fibers produced by electrospinning, with fiber diameters down to ~10 nm, which results in high
specific surface areas (-100 m 2/g) [19]. In addition to that, electrospun membranes also have low
initial solidities (-10%) and highly interconnected pore structures. These pore properties result in
high permeability and improved robustness against fouling i.e. pore space below the clogged
area remains usable. The major drawback of electrospun membranes is their low compaction
resistance, which may result in lower hydraulic permeabilities at high pressure [18].
The feasibility of using electrospun membranes as microfiltration membranes has been studied
using solid particles with a ratio of particle diameter (dp) to fiber diameter (df) ranging from ~0.2
to ~25 [8,9,17]. The rejection of solid particles was generally high (> 90%) for d,/df > 2, but it
fell to -50% and ~15% for d/df equal to 1 and 0.2, respectively [9]. Deposition of particles
within the membrane was observed when d,/df < 1. Electrospun membranes have been tested as
64
microfilters for separating coarse suspensions of oil in water [20], and as part of a composite
ultrafiltration membrane to separate of oil-in-water emulsions [10-12, 14-16]. In the latter works,
the electrospun membrane served as the support layer for a thin, selective layer whose pores
were one to two orders of magnitude smaller than that of the electrospun support. In this work,
electrospun fiber membranes are evaluated as the selective layer for the microfiltration of oil-inwater emulsions. The di/df of the electrospun membranes used in this work ranged from ~0.5 to
~2.5.
Fouling is the process by which some of the rejected emulsified oil droplets accumulate either
within or above the membranes. Fouling can be categorized as reversible (e.g. concentration
polarization) or irreversible (e.g. cake formation and adsorption) [21]. Herman and Bredee [22]
were the first to model irreversible fouling using power law relationships between the rate of
filtration and its time derivative to discern differences in filtration mechanism (e.g. cake filtration,
deep bed filtration, complete blocking, and intermediate blocking). However, these relationships
have been challenged by Tien et al. because fouling is rarely the result of only one mechanism
[23]. The fouling of micro- and ultrafiltration membranes are often characterized by the
membrane fouling index (MFI), in which the decline in flux is attributed to the specific
resistance of the foulant [24-26]. The MFI model assumes the total resistance to flow is the sum
of the resistances of the foulants and that of membrane (i.e. resistances in series), and that the
foulants are rejected above the membranes. In this work, we compare several fouling models
with resistance in both series and parallel. We also propose a mechanism of the deposition of
foulants within electrospun fiber membranes.
4.2 Models of Fouling
4.2.1 Foulant resistivity models
Here we briefly derive a set of classical models in which the accumulation of foulant modifies
the resistance to the flow of liquid through the membrane, acting either in series or parallel with
the membrane resistance. If the foulant is assumed to accumulate external to the membrane, it
imparts a resistance in addition to that of the membrane. If the foulant accumulates within the
membrane, it also modifies the original membrane resistance by reducing its effective volume.
These extremes of external and internal fouling may be loosely interpreted as representative of
65
cake filtration and depth filtration, respectively. In cake filtration, the rejection mechanism is size
exclusion, where the rejected foulant forms a layer above the membrane. In depth filtration, the
foulant is removed by adsorption onto surfaces within the pores of the membrane. We
discriminate between fouling models on the basis the foulant resistivity, which is evaluated as a
fitting parameter to data for flux versus time. The foulant resistivity, like specific resistance, is
expected to be an intrinsic property of the foulant and therefore insensitive to emulsion
concentration or operating conditions.
4.2.1.1 Resistances in series (RS)
The fouling of a membrane with the resistances in series is illustrated in Figure 4-1 (a). The flux
(J) is identical through the foulant and membrane layers, but the total pressure drop (AP) across
the membrane is the sum of pressure drops in each layer. Using Darcy's law, the total pressure
drop is:
AP = JAzIMR, + JAz 2 yR
(4-1)
2
where p is the dynamic viscosity of the liquid, Az is the thickness and Ri is the resistivity of layer
i, and the subscripts 1 and 2 refer to the membrane and the foulant, respectively. The expression
of the overall flux can be obtained by rearranging Eq. 4-1.
_________AP
J - IZ
p
I
AR+ R2
A
AZ .1
(4-2)
66
A) Resistances in series
B) Resistances in parallel
Direction of flow
Direction of flow
'I
Foulant (2)
N/l/EOn'/
Membrane (1)
'I
'I
Foulant (2)
Az 2
4
Membrane (1)
Azi
A
A2
Al
I
Az
Figure 4-1. The schematics of the fouling models with resistances in series (a) and in parallel (b).
RS-External (RSE)
If we assume that the fouling of a membrane with resistances in series occurs external to the
membrane, we recover the conventional MFI fouling model [24]. To show this, let Az, /Az
and Az 2/Az
=f
=1
, where f is the volume of foulant accumulated on the membrane relative to the
membrane volume. That is:
f
(4-3)
=me
Poivn
where V 2 is the volume of the membrane, poil is the density of the foulant, and m, is the mass of
the foulant accumulated on the membrane. m, can in turn be found by a mass balance for the
foulant around a section of the membrane, assuming that all of the oil that arrives at the
membrane on the feed side is either retained by the membrane or passes through with the
permeate:
m,
(4-4)
J (t')[C -C,(t')] A dt'
=
0
67
where J(t) is the time-dependent flux, Cf is the concentration of foulant in the feed, which is
assumed to be constant, Cp(t) is the time-dependent concentration of foulant in the permeate, and
A is the area of the membrane. The expression for flux after being normalized by the pure water
flux (Jo) is:
- 1+
JO
(4-5)
R
R1
RS-Internal (RSI)
If we instead assume that the fouling of a membrane with resistances in series occurs internal to
the membrane, then part of the membrane is modified, or occupied, by the foulant, and the
fractional contributions of the membrane and the foulant can be expressed as Az, /Az =1-f and
Az2 /Az
-1
J0
=
f. The equation for the normalized flux then becomes:
R
1+f
(4-6)
R1
The foulant resistivities predicted by the RSE and RSI models are related by Eq 4-7, which is
found by equating Eq. 4-5 to Eq. 4-6:
R2 ,RSI
= R2,RSE
+ R1
(4-7)
From the result, it is apparent that the two models are equivalent when R 2 >> R1 . In the absence
of additional information about the resistivity of the foulant, it is difficult to discriminate
between these two models based on permeation data alone.
4.2.1.2 Resistances in parallel (RP)
The fouling of a membrane with the resistances in parallel is illustrated in Figure 4-1 (b). In this
case, the pressure drop is the same across both the membrane and the foulant, while the total
68
volume flow (Q) is the sum of the volume flows through the membrane (Qj) and through the
foulant (Q2). Using the fact the volume flow is the product of the flux and the membrane area,
Q=JA,
[A2]AP
-+
(4-8)
one can write:
I
y ARI
AR2. Az
where A is the total membrane area.
RP-External (RPE)
Similar to the RSE analysis, if we assume that fouling occurs external to the membrane, the
ratios of A 1 /A and A 2/A are 1 and
f, respectively.
The expression for normalized flux can be
written as:
S=1+
IO
f
RI
(4-9)
R2
By inspection, one can conclude that this fouling model is unlikely. The flux increases as fouling
increases, which contradicts the experimental observations [23] and the notion of "fouling".
This model is more appropriate for cases where the component accumulated facilitates transport,
rather than hinders it. This model is presented for completeness, but not considered further here.
RP-Internal (RPI)
Analogous to the RSI model, we assume that the fouling of a membrane with resistances in
parallel occurs internal to the membrane, such that the fractional contributions A 1/A and A2/A are
1-f and
f,
respectively. The normalized flux according to this model has the following
expression:
-=+f RI -1
io
(4-10)
R2
This model can describe fouling in cases where R2> RI, such that flux declines asf increases.
69
Each of these models predicts a linear relationship between J/JO (RP models, Eq 4-9 and 4-10) or
its inverse (RS models, Eq 4-5 and 4-6) and the relative volume of accumulated foulant (), from
which the best estimate of R2/R1 can be determined, as well as the R-square value that describes
the quality of fit.
4.2.2 Conformally Coated Fibers (CCF) model
The classical series and parallel resistance models can provide some insight into the
contributions of foulants to the overall resistance to flow, but they are not specific to fibrous
membranes and are not based on any specific physical mechanism of fouling. In this section, we
present a model wherein the foulants were assumed to form a uniform coating that envelops the
fibers that make up the membrane, both reducing the available volume of the membrane for
transport and increasing the effective diameter of the fibers, as shown in Figure 4-2. We have
previously shown that the permeability of electrospun fiber membranes is reasonably welldescribed by Happel's equation [18], so that the normalized flux can be approximated by the
following equation:
Jwhere
JO
KO
f ()= -nf)+
D #f
-
(4-11)
#2 +1
where K is the permeability (or 1/R) of the electrospun membrane,
#
is the solidity of the
membrane (solidity=1-porosity) and D is the fiber diameter. With D/Do = (/0o)'1 2, Eq. 4-11 can
be simplified to the following equation:
J
# 1 -In#-_2 lnO+#2
1
(2+[
Jo-=
#2+1/ --Ine
-#|l~b0 +~0 -I j
0
\T
O
-
(4-12)
This fouling mechanism model, which we call the "conformally coated fibers" (CCF) model,
differs qualitatively from the simpler series and parallel resistance models in two important
ways: a) the CCF model provides a physical interpretation of the deposition of foulants and the
increase in the resistance to flow; b) the resistivity of the foulant in the CCF model is assumed to
70
be infinite i.e. impermeable to the liquid, and is not treated as an adjustable parameter to be
determined from the data.
Oil deposition
Fiber
0010
1000
Liquid flow
Figure 4-2 Schematic of the conformally coated fibers (CCF) fouling mechanism for electrospun
membranes (fibers are viewed end-on).
4.3 Experimental
4.3.1 Materials
Poly(trimethyl hexamethylene terephthalamide) (PA6(3)T), purchased from Sigma Aldrich, is a
glassy amorphous solid at room temperature, with a glass transition temperature of 151 C, as
measured by Differential Scanning Calorimetry (DSC, TA Q100). N,N-dimethyl formamide
(DMF) was obtained from Sigma-Aldrich and used as received, as solvent for preparing the
PA6(3)T solutions for electrospinning. 2% formic acid (FA) by weight was added to DMF to
increase the electrical conductivity. A commercial phase inversion nylon 6,6 membrane
(NY45 13100) was purchased from Sterlitech, and used as is.
4.3.2 Fabrication
A vertically aligned, parallel plate setup was used for electrospinning, as described elsewhere
[ 18]. The top plate was 15 cm in diameter and charged with a high voltage supply (Gamma High
Voltage Research, ES40P) to a voltage in the range of 25-35 kV. The grounded bottom plate,
which also served as the collector for the fiber membrane, was a 15 cm x15 cm stainless steel
71
platform. The tip-to-collector distance was varied from 25 to 35 cm by adjusting the height of the
bottom plate. The polymeric solution was loaded into a syringe attached by Teflon tubing to a
stainless steel capillary (1.6 mm OD, 1.0 mm ID) that protruded 21 mm through the center of the
top plate. A digitally controlled syringe pump (Harvard Apparatus, PHD 2000) was used to
control the flow rate of the polymer solution in the range of 0.001-0.003 mL/min. The fiber
diameters of the membranes were varied by changing the concentration of PA6(3)T. All the
membranes were thermally annealed at 150 C for an hour, as described previously, in order to
improve the compaction resistances of the membranes [18].
4.3.4 Membrane characterization.
The average fiber diameter of the electrospun fiber membranes was calculated from the
measurement of 30 to 50 fibers in images taken with a scanning electron microscope (SEM,
JEOL-JSM-6060). The solidity was calculated gravimetrically, in which the membrane thickness
was measured using an adjustable measuring force digital micrometer (Mitutoyo, Model CLM
1.6"QM) with a contact force of 0.5 N.
4.3.5 Emulsion generation and characterization.
Five percent by volume or 50,000 ppm of dodecane in an 8 mM aqueous solution of sodium
dodecyl sulfate (SDS) solution was sonicated using a tip sonicator (Branson Sonifier, 450/101063-198) at 20% duty cycle, power setting of 3 for five minutes. The concentrated dodecane
emulsion was then diluted with MilliQ water, and used as feed. The sizes of the emulsified oil
droplets in all streams (feeds, permeates, and retentates) were measured using a dynamic light
scattering (DLS) analyzer (Brookhaven Instruments Corp., Zeta PALS). Three replicates were
taken for each DLS measurement of a sample, and each replicate measurement lasted for 10
minutes for better reproducibility.
4.3.6 Separation flux and rejection.
The separation test was performed using a stirred dead-end filtration cell (Sterlitech, HP4750). A
mask with an opening of 10 mm in diameter was used to reduce the filtration area so that the
flow rates were more manageable for accurate measurement of the flux. 40-60 ml of feed volume
was used for each run. The permeate mass was measured as a function of time, in sampling
72
intervals. The permeate mass was converted to volume using the density of water since the
concentration of dodecane was low (< 0.05 vol%). The permeate was collected in volumes of at
least 1-2 ml, from which the flux and oil concentration for that interval were determined. A new
vial was used for each sampling interval.
The pure water flux of each membrane was measured
at the same operating conditions as used in the separation test, immediately prior to the test. All
the membranes were conditioned using pure water flow at 4 psi, the highest pressure used in any
of the tests reported here, before measuring the pure water flux. The rejection of dodecane was
calculated using the following equation:
C
(4-13)
Cb
The oil concentrations were determined using a total organic carbon (TOC) analyzer (Shimadzu
TOC-L). Since a minimum volume of 5 ml is required for a TOC analysis on a sample, all the
samples were diluted ten fold to a final volume of 5 ml using MilliQ water. A calibration curve
with TOC concentration ranging from 1 ppm to 100 ppm was obtained using a 200 ppm
potassium hydrogen phthalate (KHP) standard solution. Parafilm was used to seal the test vials to
minimize change in concentration due to evaporation.
4.4 Results
4.4.1 Membrane characterization.
PA6(3)T fiber membranes having three different average fiber diameters, i.e. (99
29) nm, and (442
17) nm, (223
35) nm, were electrospun. SEM images for each fiber diameter are shown
in Figure 4-3. The solidities of the membranes were similar, ranging from (10
0.5)%.
73
0.6)% to (13.6
Figure 4-3 SEM images of electrospun PA6(3)T membranes with average fiber diameter of (a.)
(99
17) nm; (b.) (223
29) nm; and (c.) (442
35) nm. The scale bar for (a.) and (b.) are 0.5
[tm, and 1 pm for (c.).
4.4.2 Flux.
The effects of operating pressure, emulsion concentration and fiber diameter on the separation
properties of electrospun PA6(3)T membranes were studied. Several runs at different
combinations of those parameters are documented in Table 4-1. Different parameters like
pressure and fiber diameter also affect the hydraulic flux; thus, the permeate flux was normalized
by the pure water flux measured for the same membrane and operating pressure (Figure 4-4 (a))
in order to isolate just the effect of the emulsion on the flux under different conditions. As shown
in Figure 4-4 (b)-(d), the normalized flux decreased with filtration time. The normalized flux also
decreased with increase in operating pressure, especially at early times in the filtration process
(<100 s). However, the flux was most sensitive to the emulsion concentration. An increase in the
concentration led to a proportional decrease in the normalized flux, as shown in Figure 4-4 (c).
The membrane with d/df= 2.5 (run F) had a higher normalized flux, despite a lower pure water
flux than that of the membrane with d,/df = 1.1 (run A).
Table 4-1 The membrane properties, emulsion properties, and operating pressures for the
experiments performed using electrospun PA6(3)T membranes.
dpldf ratio
Solidity (%)
29
1.1
0.1
12.1
0.4
223
29
1.1
0.1
12.7
0.8
223
29
1.1
0.1
10.0
0.6
Operating
Dodecane emulsion
Fiber diameter
pressure (psi)
concentration (ppm)
(nm)
A
2
500
223
B
1
500
C
4
500
Run ID
74
D
2
100
223
29
1.1
0.1
10.5
0.2
E
2
1000
223
29
1.1
0.1
13.6
0.5
F
2
500
99
2.5
0.4
10.7
0.3
G
2
500
442
10.4
0.4
20000
17
35
0.04
Different emulsion concentration
(D
~0
l00 ppm (D)
0 500 ppm (A)
I
a.
0.57
C.
<>1000 ppm (E)
15000 k.
120
100
80
I
0.1
10000
PO
60
-0
0.
N
40
5000
20
Q
~
0
~
~
0
. , , , ,,,,
,
T
0 l psi (B)
E] 2 psi (A)
K 4 psi (C)
I
70
80
-KI
0.8
0
d/d =2.5(F)
0 did =1.1(A)
K d /d =0.57 (G)
.
7
N
100
Different fiber diamet er
d.
80
60
T
0
1.2
Different pressure
b.
1000
100
Time (s)
,
,
,
0.01
50
11
0.6
-
400
(D
60
40
0.4
0.1
-1
30
Z
0.2 I-
20
.---
*~4.
in
10
100
10
1000
*-=
20
I
'''''
100
L~1
- - ----10
1000
Time (s)
Time (s)
Figure 4-4 (a) Pure water flux for each run. (b)-(d) The separation properties, i.e. normalized flux
(open symbols) and rejection (filled symbols) of dodecane, of electrospun PA6(3)T at different
operating pressures (b), concentrations of emulsion (c), and fiber diameters (d).
The fluxes are
normalized in each case by the pure water flux measured for the same membrane and operating
pressure.
4.4.3 Rejection
75
The rejection generally increased with time, as shown in Figure 4-4 (b)-(d). The rejection was
initially higher (t < 100 s) for the higher operating pressure (4 psi) but the rejection at different
pressures became similar (~50%) at long filtration time. The rejection was lowest for the 500
ppm feed (run A) than for either the 100 ppm feed (run D) or 1000 ppm (run E). The rejection
increased from ~4% to ~85% with an increase in the dpldf ratio from 0.57 to 2.5.
4.4.4 Emulsion size
The average diameter of the oil droplets in the feed was (250
9) nm. After separation, the
distributions of droplet diameter in the permeates of all the runs were broader than that of the
feed. The average diameter of the oil droplets increased for the permeates of runs A, B, and D.
The average diameter of the droplets decreased by 24 nm and 45 nm for runs C and F,
respectively. The diameters of the oil droplets did not change significantly for runs E and G after
separation.
Table 4-2 The diameters of the oil droplets measured by dynamic light scattering (DLS).
Sample
Droplet diameter measured by DLS (nm)
Feed
250+9
Permeate of run A
271
20
Permeate of run B
268
36
Permeate of run C
226
11
Permeate of run D
265
17
Permeate of run E
257
36
Permeate of run F
205
16
Permeate of run G
240
18
4.4.5 Comparison with a commercial membrane.
The separation properties of a commercial phase inversion nylon 6,6 membrane with a nominal
bubble point diameter of 0.45 pim are compared with those of run F, in which the electrospun
membrane used had a bubble point diameter of (0.42
0.1) pm. The bubble point diameter was
measured by Porous Materials Inc. (PMI, Ithaca NY) using capillary flow porometry. The
76
rejection of run F was comparable to that of the commercial membrane at t < 200 s; but at 600 s,
the rejection of run F was approximately 10% higher than that of the commercial membrane, as
shown in Figure 4-5. However, the normalized flux of run F was approximately three times of
that of commercial membrane. This increase in flux can be attributed to the difference in the pore
structures of the membranes. Electrospun membranes have a more open and interconnected pore
network; thus, the pore space downstream of a blockage is still accessible, and the membrane is
less sensitive to fouling.
00
0 Run F
Eli
Cinercial 0,45um
9
90
0
0.
AII7
0
1000
100
50
Time (s)
Figure 4-5 The comparison of the normalized flux (open symbols) and the rejection (filled
symbols) between a commercial phase inversion nylon membrane with an electrospun PA6(3)T
membrane of comparable bubble point diameter (run F). The pure water flux (Jo) for the
commercial membrane was (2500
400) L/m 2 h , compared to (3500 4 400) L/m 2 h for run F.
4.4.6 Foulant resistivity
Figure 4-6 shows the resistivity of the clean membranes (RI), determined from the pure water
flux according to Darcy's law, and the resistivity ratios (R 2/R1 ) obtained for each run and
sampling interval. The clean membrane resistivites range from 0.5 to 2.0 x101 m-2. Inspection
of Figure 4-6 indicates that the RPI model generally provides a poor description of the fouling
77
phenomenon for runs A through E (since R2/R1 < 0), while the RSE and RSI models are
indistinguishable for these runs (since R2/RI >> 1). For runs F and G, the foulant resistivities are
lower than those obtained for runs A-E, and are comparable for the RSI and RPI models. It is
worth noting that runs F and G employed membranes produced under different conditions (to
increase or decrease the average fiber diameter and pore size) than runs A-E. The R2 values of
the RS models are relatively insensitive to operating pressure (runs A-C), but changes by an
order of magnitude with a similar change in the oil concentration (runs D, E).
The best estimates of foulant resistivity (R 2) were calculated from linear regressions of Jo/J (for
RSE and RSI, Eq 4-5 and 4-6) or J/Jo (for RPI, Eq 10) versus f subject to the constraint that
J/Jo=1 for f--0. The results, and the R-squared values of the linear regressions, are tabulated in
Table 4-3. The R-squared values for RSE and RSI models are identical. The goodness of fit
cannot determine if the fouling occurred intemally or externally. Fouling may occur in both
ways. A direct measurement of the R2 value is needed to determine which RS model is more
accurate. The R-squared values of the RS models are higher than those of the RPI model for all
the runs except runs D and G, where the R-squared values were comparable for all three models,
and run F where the poor quality of the linear regressions suggest that R2 is not constant in this
case. The RPI model was only applicable when there were not significant amount of foulants
found within membranes (runs D and G). This might be because there are more pathways that
are not fouled available for flow; hence, the parallel scenario is a good approximation. The RPI
model produced negative resistivity values for runs A-E. The negative values suggest that the
foulants facilitate the transport of water through the membranes, which is unlikely the case
because dodecane is hydrophobic, and hence should impose a positive resistance to water flow.
The RSI and RPI models assume implicitly that the volume of oil accumulated in the membrane
should not exceed the volume of the membrane itself (f < 1). Nevetheless, use of Eqs. 4-3 and
4-4 results in f values greater than I for several runs, as shown in Table 4-4. This could be
indicative of either a breakdown of the models, or rejection of a portion of the oil back to the
feed during the run. To test the latter, the oil concentration in the retentate at the end of each run
was measured and compared to the starting feed concentration. There does not appear to be a
correlation betweenf > 1 and increases in retentate oil concentration.
78
Table 4-3 Foulant resistivities R 2 and the R-square of their linear regression for each model.
R 2 x10-" (m-2)
Run
RSE model
R-squared
RSI model
RPI model
(RSE, RSI)
(RPI)
0.003
0.82
0.38
A
1.7
0.1
1.7
0.1
-0.044
B
1.0
0.1
1.0
0.1
-2.6
0.3
0.64
0.54
C
1.1
0.1
1.1
0.1
-0.63
0.08
0.82
-7.3
D
0.31
0.04
0.38
0.05
0.73
0.71
E
5.5
0.5
5.6
0.5
-4.2
0.6
0.69
-14
F
0.22
0.03
0.43
0.05
0.37
0.05
-0.12
-5.9
G
0.013
0.002
0.038
0.005
0.047
0.007
0.46
0.46
-0.043 t 0.005
Table 4-4 The total volume of foulant with respect to the volume of membrane,f, and the percent
change in the concentration of the feed at the end of the separation experiment
Run
f
at the end of experiment
Change in oil concentration of
retentate, relative to feed (%)
A
0.45
0.05
7
2
B
1.1
0.1
1
3
C
1.1
0.2
8
2
D
0.17
0.02
5
7
E
1.4
0.2
10
1
F
1.8
0.3
7
1
G
0.18
0.01
0
2
79
a)
10 14
2.5
35
b)
10
2
O RSE
0 RSI
RPIt
30
Run A
25
20
1.5 10
R IP-
15
2
1 10
10
5
10
5
0
A
B
C
D
-5
F,
0-
I
G
0.15
0.2
0.25
0.3 0.35
0.4 0.45 0.5
Run
C)
40
ORSE
30
0RSI
RPI
40
d)
Run B
o
o
30
-
RSE
RSI
Run C
> RPI
20
-
20
10
0
10
-10 14
0.6
-20
00
0.
0.2
01
0.6
08
0
4f
-30
0.4
0 .2
e)
0.6
0.8
I
-10
12
0
0.2
0.6
0.4
0.8
1.2
1
100
0
1
8
Run E
Run D
o RSE
C RSI
K> RP1
80
t
6
04
2
M
E RSE
0 RSI
SRPI
60
40
20
0
1.1
0
02
0.4
0.6
0.8
1
2 1
4
.
-2
0.1
5
g)
Run F
40
I
Run G
h)
0 RSE
C1 RSI
- RPI
0
0 RSE
E RSI
30
LL
-5
RPI
20
-10
10
-15
0
0.
04 0.6
-08
-
12
1.-4
1.618
-20 L0.06 0.08
0.1
0.12
0.14
0.16
0.18
C
Figure 4-6 (a) The resistivities of clean membranes, RI, calculated from the pure water fluxes.
(b)-(h) The resistivity ratio R2/R1 for each sampling interval for runs A-G, calculated using RSE
(circles), RSI (squares), and RPI (diamonds) models.
80
4.4.7 CCF Model.
Next, the experimentally measured normalized fluxes are compared with those predicted by the
CCF model using Eq. 4-13, with no adjustable parameters. The effective solidities of the
membranes (b) were estimated using
#
=
#o + f
The results are shown in Figure 4-7. The
quality of the predicted fluxes is generally as good, or better, than any of the preceding models
under the assumption of constant R 2. In runs A through E, the agreement is quantitative, while in
runs F and G, the trends are captured while the magnitude of flux is under-predicted. The
assumption that the oil component renders a part of the membrane impermeable is supported by
the observation that R 2 /R >> 1 for runs A-E; breakdown of this assumption may be responsible
for the poorer performance of the model in runs F and G. Unlike the previous models, the CCF
model accounts not only for the change in effective solidity of the membrane due to fouling, but
also the perturbation of the flow field through the membrane that arises as the coating on the
fibers builds up.
81
b)
Run A
Run B
0 data
0.8
0.8
0.6
0.6
0.4
0.4
a)
-
z
4z
0.2
0.2
0
0
[
0
200
100
Run C
o
0.8
-CCF
700
0.6
0.4
0.2
0.2
0
600
0.8
d)
0
500
Run D
0.4
0
400
data
0.6
z
300
Time (s)
Time (s)
C)
-C
0
0
20
500
D
20
40
80
60
100
12
Time (s)
Time (s)
N-
e)
Run E
o
0.8
t)
data
Run F
N1
o
0.8
CCF
-
-CCF
data
0.6
.
0.6
0t
0.4
Z
0.2
T
0.4
0.2
0
0
0
200
400
1000
800
600
1
1200
g)
100
200
300
4.00
500
Time (s)
Time (s)
Run G
0.8
0 data
0.6
-
at
V
CCF
0.4
0.2
0
0
20
40
60
80
1I0
Time (s)
Figure 4-7 The comparison of the experimental normalized flux vs. time (circles) with that
predicted by the CCF model (lines). The error bars on the CCF model were obtained from the
maximum and minimum J/Jo values calculated from all the experimental replicates The R-square
82
-
values are 0.79 (run A), 0.93 (run B), 0.85 (run C), 0.8 (run D), 0.96 (run E), -19 (run F) and
176 (run G).
4.5 Discussion
4.5.1 Fouling of electrospun membranes
The total amount of foulants retained is characterized by f which is used in the resistivity and
CCF models. The main assumption in calculating f is that the foulants retained do not get resuspended into the feed; however, as shown in the change in the concentration of oil in the
retentate in Table 4-4, this assumption only holds for runs B and G. In run B (P = 1 psi), the
shear flow might not be strong enough to detach the oil droplets from the surface of the
membrane; hence the oil concentration of the retentate remains approximately the same. In run G
(d,/d= 0.57), the change is negligible because the amount of oil retained is low (f= 0.18
0.0 1).
This over-estimation off values results in under-estimation of R 2 in the resistivity models and the
normalized flux in the CCF model.
In Table 4-4, the f values in some of the runs are greater than one; hence, the effective solidities
of those runs are greater than one as a result with the assumption used in CCF model. The
normalized fluxes predicted withf> 1 (runs E and F) are negative but it is not obvious in Figure
4-7 because the magnitude is small. The normalized fluxes of runs B and C are almost zero
(0.005
0.003) because the effective solidities are about 1, which would predict a normalized
flux of 0 according to Eq. 4-12.
The average R 2 was affected by the concentration of foulant in the feed. R 2 depends on the
particle diameter and the porosity of the foulant layer, , [28].
R = 180(1-E)
2
d 2E3
(4-14)
As the concentration increases, more likely the coalescence of oil droplets occurs. The increase
in the standard deviation of the droplet size distribution in the foulant layer increases its packing
83
density, which reduces the porosity of the layer [27]. Since we do not measure the droplet size
distribution of the foulant layer directly, it is assumed to be similar to that of the permeate, as
recorded in Table 4-2. In the literature, the R 2 is found to be a function of pressure, where R2 =
R 2 OP" [28, 29]; however, the pressure dependence is not found in this work. This might due to
the compressibility of the foulant layer is affected by the coalescence of oil droplets, and that the
pressure (4 psi) applied in this work is not higher enough to compress the layer. The decrease in
the resistivity of foulant when the pore size is reduced is also observed in others' work [30]. A
possible explanation is that the packing density of the foulant layer is dependent on the space
available as it grows. For the runs with dldf = 1.1 (A-E), the resistivity of foulant is highest
because of the foulant layer grows within a confined pore space. For run F (d/df = 2.5), the oil
droplets are harder to enter the membranes hence more likely to grow in an open space above the
membranes. For run G (d/df= 0.57), the foulant layer grows as if it is in the open space because
the foulant layer is thin (low rejection) and the pore is approximately twice as large as that of
membranes with d/df= 1.1.
4.5.2 Factors affecting separation properties.
The flux of permeate depends on the total effective solidity of a membrane after fouling occurred.
The solidity increases more quickly with increasing concentration of dodecane due to more oil
droplets available to foul the membrane. However, when d/df= 2.5 (run F), the oil is more likely
to accumulate on the surface of the membrane rather than in its interior, thus altering the
effective solidity of the membrane itself less. Additionally, when oil accumulates on the surface
of the membrane, it is more likely to be resuspended in the retentate, a conclusion that is
supported by the data in Table 4-4. On the other hand, when dp/d{= 0.57 (run G), the rejection is
lower than in the other runs, and most of the oil droplets pass through membrane without
encountering the fibers; in this case, the solidity increases more slowly.
According to Gopal et al., rejection occurs one of two ways when the particles are solid: size
exclusion if d/df> 2, or adsorption within the membrane if dp/df < 2 [9]. However, our results
for liquid emulsions suggest that there might be internal fouling even for d/df = 2.5 (run F). The
difference is probably due to the deformability of the fluid oil droplets, which permits them to
84
enter the membrane and wet out on the fibers, thus causing internal fouling even at high dpldf
(>2).
The emulsion size results (Table 4-2) show significant growth of the droplet size in the permeate
in runs A (P = 2 psi) and B (P = 1 psi), indicating that some coalescence occurs. By contrast, the
significant decrease in droplet size in the permeate for runs C (P = 4 psi) and F (dpldf = 2.5) is
attributed to the break up of droplets. The reduction in droplet size could be due to the higher
stresses experienced by the droplets in these runs, due to higher flux (run C) and smaller pore
size (run F).
4.6 Conclusions
In summary, the microfiltration of oil-in-water emulsions with droplet diameters around 250 nm
using electrospun fiber membranes is reported.
The performance of the membranes are
examined as functions of flux (applied pressure), oil concentration and fiber size within the
membranes. In every case, the flux declines with time due to fouling of the membrane with the
oil. Comparison to a commercial membrane of comparable nominal pore size (bubble point)
indicates that the rejection achieved by the electrospun membranes is comparable to the
commercial membrane, but that the flux is several times higher. These observations indicate that
electrospun membranes may be promising as microfilters for emulsified liquids.
Several models are presented to characterize the effect of fouling on performance for the
electrospun membranes.
The MFI model is shown to be one of a class of models based on
simple assumptions of series or parallel resistances to flow through the membrane. Referred to
here as the RSE model, it does a good job of describing the reduction in flux due to fouling of
the membrane by oil. This model supports the assumption that the resistivity of the oil is one to
two orders of magnitude greater than that of the membrane itself, and may therefore be
considered "impermeable". Discrepancies with this model can be attributed to a breakdown of
assumptions, for example the re-suspension of oil from the membrane surface to the retentate.
The models concluded that the foulants contributed to the overall resistance to flow in series to
the membrane resistance. The rejection mechanism was likely to transition from adsorption
85
(internal fouling) to size exclusion (external fouling) as the effective fiber diameter grew with
filtration time.
A more physically-motivated model called the Conformally Coated Fibers (CCF) model is
proposed for fouling of fibrous material like the electrospun membranes examined in this work.
This model assumes that the foulant is impermeable and that it wets out on the fibers rather than
blocking the pores, as would be the case for solid particles. Since it is based on Happel's model
for flow around a fiber, it accounts for the change in hydraulics as the coated fiber increases in
diameter.
This model captures qualitatively, in some cases quantitatively, the decline in flux
with fouling of the membranes reported in this work, and does not require any adjustable
parameters. Its utility may reach beyond that of the electrospun fiber membranes and oil-in-water
emulsion separations reported in this work.
4.7 Acknowledgement
Funding for this project was provided by King Fahd University of Petroleum and Minerals
(KFUPM) in Dhahran, Saudi Arabia, through the Center for Clean Water and Clean Energy at
MIT and KFUPM under PROJECT NUMBER R5-CW-08, and by the Cooperative Agreement
between the Masdar Institute of Science and Technology (Masdar University), Abu Dhabi, UAE
and the Massachusetts Institute of Technology (MIT), Cambridge, MA, USA, Reference No.
02/MI/MI/CP/1 1/07633/GEN/G/00". We would also like to acknowledge the Institute for Soldier
Nanotechnology at MIT for use of facilities.
4.8 References
[1]
M. Cheryan, N. Rajagopalan, Membrane processing of oily streams, wastewater
treatment and waste reduction, Journal of Membrane Science 151 (1998) (1) 1328.
[2]
J. K. Milic, A. Muric, I. Petrinic, M. Simonic, Recent developments in membrane
treatment of spent cutting-oils: A review, Industrial & Engineering Chemistry Research
52 (2013) 7603-7616
86
[3]
F.R. Ahmadun, A. Pendashteh, L.C. Abdullah, D.R.A. Biak, S. S. Madaeni, Z.Z.
Abidin, Review of technologies for oil and gas produced water treatment, Journal of
Hazardous Materials 170 (2009) 530-551.
[4]
A. Salahi, T. Mohammadi, A.R. Pour, F. Rekabdar, Oily wastewater treatment
using ultrafiltration, Desalination and Water Treatment 6 (2009) 289-298.
[5]
B. Chakrabarty, A.K. Ghoshal, M.K. Purkait, Ultrafiltration of stable oil-in-water
emulsion by polysulfone membrane, Journal of Membrane Science 325 (2008)
427-437.
[6]
P. Gibson, H. Schreuder-Gibson, C. Pentheny, Electrospinning technology: Direct
application of tailorable ultrathin membranes, Journal of Coated Fabrics 28 (1998) 63-72.
[7]
K. Yoon, K. Kim, X. Wang, D. Fang, B.S. Hsiao, B. Chu, High flux ultrafiltration
membranes based on electrospun nanofibrous PAN scaffolds and chitosan
coating, Polymer 47 (2006) 2434-2441.
[8]
R. Gopal, S. Kaur, Z. Ma, C. Chan, S. Ramakrishna, T. Membranesuura, Electrospun
nanofibrous filtration membrane, Journal of Membrane Science 281 (2006) 581586.
[9]
R. Gopal, S. Kaur, C.Y. Feng, C. Chan, S. Ramakrishna, S. Tabe, T. Membranesuura,
Electrospun nanofibrous polysulfone membranes as pre-filters: Particulate removal,
Journal of Membrane Science 289 (2007) 210-219.
[10]
Z. Tang, J. Wei, L. Yung, B. Ji, H. Ma, C. Qiu, K. Yoon, UV-cured poly(vinyl
alcohol) ultrafiltration nanofibrous membrane based on electrospun nanofiber scaffolds,
Journal of Membrane Science 328 (2009) 1-5.
[11]
K. Yoon, B. S. Hsiao, B. Chu, High flux ultrafiltration nanofibrous membranes
based on polyacrylonitrile electrospun scaffolds and crosslinked polyvinyl alcohol
coating, Journal of Membrane Science 338 (2009) 145-152.
[12]
S. S. Homaeigohar, K. Buhr, K Ebert, Polyethersulfone electrospun nanofibrous
composite membrane for liquid filtration, Journal of Membrane Science 365
(2010) 68-77.
[13]
A. Patanaik, V. Jacobs, R. D. Anandjiwala, Performance evaluation of
electrospun nanofibrous membrane, Journal of Membrane Science 352 (2010)
136-142.
87
[14]
X. Wang, K. Zhang, Y. Yang, L. Wang, Z. Zhou, M. Zhu, B. S. Hsiao, B. Chu,
Development of hydrophilic barrier layer on nanofibrous substrate as composite
membrane via a facile route, Journal of Membrane Science 356 (2010) 110-116.
[15]
H. Ma, C. Burger, B.S. Hsiao, B. Chu, Ultrafine polysaccharide nanofibrous
membranes for water purification, Biomacromolecules 12 (2011) (4) 970-976.
[16]
H. You, Y. Yang, X. Li, K. Zhang, X. Wang, M. Zhu, Low pressure high flux thin
film nanofibrous composite membranes prepared by electrospraying technique combined
with solution treatment, Journal of Membrane Science 394-395 (2012) 241-247.
[17]
R. Wang, Y. Liu, B. Li, B.S. Hsiao, B. Chu, Electrospun nanofibrous membranes
for high flux microfiltration, Journal of Membrane Science 392-393 (2012) 167174.
[18]
L.T. Choong, Z. Khan, G.C. Rutledge, Permeability of electrospun fiber membranes
under hydraulic flow, Journal of Membrane Science 451 (2014) 111-116.
[19]
K. Yoon, B. Hsiao, B. Chu, Functional nanofibers for environmental applications,
Journal of Materials Chemistry 18 (2008) 5326-5334.
[20]
B. Lalia, E. Guillen, H. Arafat, R. Hashaikeh, Nanocrystalline cellulose reinforced
PCDF-HFP membranes for membrane distillation application, Desalination 332 (2014)
134-141.
[21]
R.D. Noble, S.A. Stern, Membrane Separations Technology: Principle and
Applications, Elsevier, New York, 1995, Ch. 2.
[22]
H. Ohya, J.J. Kim, A. Chinen, M. Aihara, S.I. Semenova, Y. Negeshi, 0. Mori,
M. Yasuda, Effect of pore size on separation mechanisms of microfiltration of oily
water, using porous glass tubular membrane, Journal of Membrane Science 145
(1998) 1-14.
[23]
C. Tien, B.V. Ramarao, Revisiting the laws of filtration: An assessment of their
use in identifying particle retention mechanisms in filtration, Journal of
Membrane Science 383 (2011) 17-25.
[24]
J.C. Schippers, J. Verdouw, The modified fouling index, a method of determining the
fouling characteristics of water, Desalination 32 (1980) 137-148.
88
[25]
S. Boerlage, M.D. Kennedy, M.P. Aniye, E. Abogrean, Z.S. Tarawneh, J.C. Schippers,
The MFI-UF as a water quality test and monitor, Journal of Membrane Science 211
(2003) 271-289.
[26]
H. Huang, T.A. Young, J.G. Jacangelo, Unified membrane fouling index for low pressure
membrane filtration of natural waters: Principle and methodology, Environmental
Science Technology 42 (2008) 714-720.
[27]
H. Y. Sohn, C. Moreland, The effect of particle size distribution on packing density, The
Canadian Journal of Chemical Engineering 46 (1968) 162-167.
[28]
T. Kawakatsu, S. Nakao, S. Kimura, Effects of size and compressibility of suspended
particles and surface pore size of membrane on flux in crossflow filtration, Journal of
Membrane Science 81 (1993) 173-190.
[29]
R. Baker, A.G. Fane, C. Fell, B. Yoo, Factors affecting flux in crossflow filtration,
Desalination 53 (1985) 81-93.
[30]
E. Tracey, R. Davis, Protein fouling of track-etched polycarbonate microfiltration
membranes, Journal of Colloid and Interface Science 167 (1994) 104-116.
89
5.
Conclusions and Recommendations
5.1 Conclusions
The electrospun membranes are most suitable to be used as microfiltration (MF) membranes
because of the range of the pore diameter is the closest to that of MF. A typical operating
pressure for MF is up to 200 kPa. Thus, the compressibilities of electrospun membranes were
tested with pressures in the range of 5 - 140 kPa. The compressibilities were successfully
characterized using a power law expression developed by Toll for other fibrous media. The
uniaxial, unconfined compression test developed for electrospun membranes enables the
measurement of compressibilties of other membranes or thin films. Electrospun membranes are
found to be more compressible than the phase inversion membranes. The high compressibility is
likely due to the fibrous structure of electrospun membranes. Other commercial fibrous
membranes like glass fibers and meltblown membranes are also found to be more compressible
than the phase inversion membranes (Appendix B). Post-treating the electrospun membranes
with thermal annealing can increase their compaction resistances. By introducing welding along
the fibers (annealing above Tg), the compressibility parameters, n and kE, increase as a result.
Moreover, annealing above Tg also enhances the tensile properties of electrospun membranes [1],
which is important for the overall integrity of the membranes during liquid filtration processes.
The success in characterizing the compressibilities of electrospun membranes allows the
incorporation of the compression effect in the modeling of pure water fluxes at different pressure
drops. Darcy's law, coupled with Happel's permeability equation and Toll's compressibility
model, was able to predict the decrease in the fluxes of electrospun membranes with increasing
pressures, further confirming that Toll's model could accurately predict the change in the solidity
of the membranes under compression, and Happel's equation described the permeabilities of the
membranes well in the pressure range tested. Although Happel's permeability model was used
in this thesis, the permeability model can be changed as one sees fit. This flexibility expands the
modeling capability to air and high-pressure liquid filtrations. The permeabilities of electrospun
membranes are lower than those of phase inversion membranes because electrospun membranes
are more compressible. Even after thermal annealing, the permeability of electrospun membrane
90
is only higher than that of phase inversion membrane at low operating pressures (< 8 kPa).
However, the normalized fluxes of electrospun membranes were higher than those of phase
inversion membranes during separation tests. The open, highly interconnected porous structures
of electrospun membranes enable the membranes to be more robust towards fouling: pore space
below a clogged pore is still accessible via other pathways.
The normalized fluxes of electrospun membranes decreased in proportion to the increase in the
concentration of oil. The rejection increased with increasing d/d. The resistivity models did not
provide conclusive results on the rejection mechanism but did show that the resistivities of the
foulants and the membranes were in series. The foulants retained within membranes formed a
coating that enveloped the fibers, as confirmed using Happel' equation with modified fiber
diameter and solidity after fouling. Electrospun membranes are best used with a design
parameter of d/d. > 2.5 because it has higher rejection and permeability than a smaller di/df
does.
In conclusion, the three main objectives of the thesis have been met. The change in the
permeabilities
of electrospun membranes was accurately modeled with a fundamental
understanding of the compressive response of the membranes, and thermal annealing was
proposed to improve the compaction resistances of electrospun membranes. The separation
properties of electrospun membranes were studied, and the foulants were found to coat the fibers
and contributed to the total resistance in a series manner. From the comparison in the
compressibilities, the permeabilities and the separation properties, electrospun membranes have a
potential in replacing phase inversion membranes for MF application, but unlikely in the use as a
mechanical support in nanofiltration or reverse osmosis applications because no fouling occurs in
the support layer. The strength of an electrospun membrane lies in its robustness towards fouling.
Hence, electrospun membranes can substitute phase inversion support layer in the forward
osmosis (FO) application because fouling in the support layer is severe. Besides, the pressure
drop in the FO process is smaller than those of other filtration processes, hence less compaction
issues [2].
5.2 Recommendations
91
The understanding of the compressibility of electrospun membranes is provided for the first time
in this thesis. Although the model was taken from the studies done with other fibrous media, the
model can be further improved.
For example, the model has a "fudge" factor, k, that
encompasses the effect of fibers characteristics like the curvatures and segment lengths of fibers.
More work can be done to provide an explicit expression for those effects. In addition to that, the
effect of fiber slippage is also an important factor in determining the compressibility parameters.
This effect has been accounted in some work [3] but not in Toll's model. Obtaining the three
dimensional (3D) structures of electrospun membranes can compliment the modeling work
because 3D data allows the quantification of the welding density, and the morphological change
under compression. Preliminary technique to obtain the 3D data using confocal laser scanning
microscopy (CLSM) has been done and reported in Appendix A.
The loss of permeabilities of electrospun membranes due to compression may be reduced by the
addition of particles as fillers (analogous to the addition of carbon blacks in rubbers) within the
pore space. The increase in the compaction resistance needs to be high enough to offset the
increase in the solidity due to the addition of fillers. One can also incorporate nanoparticles into
fibers such that the bending moduli of the fibers are higher.
The separation tests performed in this thesis were all dead-end filtration. Cross-flow filtration is
strongly recommended for a better approximation to the industrial operations. In addition to that,
cross-flow setup also allows long-term filtration study (hours or days of operation). Another
important membrane characterization is the pure water flux recoverability: the extent of
permanent membrane fouling. The models developed in this thesis for the fouling mechanisms
and depositions can be applied directly or with slight modification for the cross-flow setup. 3D
imaging would be helpful in showing the distribution of the foulants within or above the
membranes, which can be used in complimenting the modeling and experimental work.
The separation properties also depend on the surface chemistry [4-6]. Hydrophilic surfaces tend
to have a higher rejection and higher flux compared to the hydrophobic surfaces. Moreover, the
effects of the surfactants (nonionic vs. anionic) used, pH, temperature, shear-flow rate of the feed
92
solutions on the separation properties are also potential areas of studies. Preliminary work on the
effect of surface chemistry on the pure water flux has been done and reported in Appendix C.
Electrospun membranes are robust against fouling but highly compressible. Thus, FO is the best
liquid filtration application for electrospun membranes because FO process requires little to no
hydraulic pressure. Moreover, the support layer of a FO membrane needs to have good transport
properties in the presence of fouling. Collaborations to develop the deposition of a barrier layer
and the draw solutions are essential to develop a promising FO system.
5.3 References
[1]
M.M. Mannarino, G.C. Rutledge, Mechanical and tribological properties of electrospun
PA 6(3)T fiber mats, Polymer 56 (2012) 3017-3025.
[2]
R. Wang, L. Shi, C. Tang, S. Chou, C. Qiu, A. G. Fane, Characterization of novel
forward osmosis hollow fiber membranes, Journal of Membrane Science 355 (2010) 158167.
[3]
G. A. Carnaby, N. Pan, Theory of the compression hysteresis of fibrous assemblies,
Textile Research Journal 59 (1989) 275-284.
[4]
S. Bonyadi, T. S. Chung, Flux enhancement in membrane distillation by fabrication of
dual layer hydrophilic-hydrophobic hollow fiber membranes, Journal of Membrane
Science 306 (2007) (1-2) 134-146.
[5]
X. Wang, X. Chen, K. Yoon, D. Fang, B. Hsiao, B. Chu, High flux filtration medium
based on anofibrous substrate with hydrophilic nanocomposite coating, Environmental
Science and Technology 39 (2005) (19) 7684-7691.
[6]
M. Manttari, A. Pihlajamaki, M. Nystrom, Effect of pH on hydrophilicity and charge and
their effect on the filtration efficiency of NF membranes at different pH, Journal of
Membrane Science 280 (2006) (1-2) 311-320.
93
6.
Appendix
A.
Three dimensional Imaging of Electrospun Membranes Using
Confocal Laser Scanning Microscopy (CLSM)
A.1 Objective
The goal of this work was to apply the CLSM technique on electrospun membranes in order to
obtain the 3D structures of the membranes. The 3D structures are important because better pore
characterizations can be done compared to 2D data from SEM imaging. Moreover, the structural
properties like pore size, surface area, and connectivity can be correlated to the functional
properties of the membranes like compressibility, permeability, sorption capacity etc.
A.2 Background
The fibrous materials evaluated in this work were obtained by electrospinning. Electrospinning
is a process that readily produces fibers with diameters in the range of 100 nm to 10 [im. The
fibers, and the nonwoven membranes comprising them, have great potential in a wide variety of
applications, such as tissue engineering [1,2], filtration [3], and sensors [4,5]. This promise is
attributed to several important properties of electrospun membranes: small fiber diameter, high
surface area per unit mass, high porosity and small pore size [6]. The bi-continuous nature of the
fiber and pore spaces should also be important for filtration and membrane applications, through
the mechanical integrity provided by the interconnected fiber component and the robustness
against fouling, for example, provided by an interconnected pore space component. The size and
orientation of fibers within a plane on the surface of the electrospun membrane are typically
characterized by image analysis of 2-dimensional micrographs of the electrospun membranes
obtained by scanning electron microscopy (SEM). However, relatively little is known about fiber
orientation or curl in the third (or thickness) dimension of the membrane [7], or the variation of
fiber packing with depth.
Efforts to extract information about the third dimension from 2D
micrographs have been limited [8].
94
Total porosity of the membrane can be determined gravimetrically or by intrusive methods like
mercury porosimetry.
However, due to the large compliance of electrospun membranes,
determination of the pore size distribution is complicated by deformation of the sample when
pressure is applied during the measurement [9]. Also, analysis of mercury porosimetry data, like
that of many other techniques used to characterize porous materials, requires a pore shape model,
for which an overly-simplistic cylindrical geometry is usually employed; the cylindrical pore
model is especially inappropriate for fibrous materials like electrospun membranes, as is readily
apparent from inspection of a typical SEM micrograph, such as the one shown in Figure A-1.
Capillary flow porometry and bubble point measurements generally require lower pressures to
characterize the pore sizes of electrospun membranes, but still require a pore shape model and
are biased towards sampling of constrictions within channels that span the dimension of the
sample (due to the "ink-bottle effect" [9]). Dead-end pore volumes are not measured at all [10].
It is expected that the inter-fibrillar spaces are far more complex than can adequately be
represented by such indirect measures and simplistic models. Sampson proposed a relatively
simple analytical model for pore radii in isotropic, near-planar stochastic networks of rod-like
fibers, and predicted highly anisotropic pore shapes [11]. The interconnectivity of the pore space
has yet to be characterized experimentally.
To remedy these problems, the technique developed in this work measures and digitizes the
three-dimensional (3D) structure of electrospun fibrous materials, so that a more thorough and
accurate analysis of both the material and the pore space is possible. With modem imaging
techniques, it has become possible to extract the full 3D structure from porous samples and to
test those metrics that may be controlling in models for the functional properties of porous media.
However, such imaging techniques are often tedious, destructive and/or expensive. In this work
we demonstrate a simple, efficient, nondestructive method for obtaining 3D images of porous
fibrous materials.
95
Figure A-1. A typical scanning electron microscopy image of electrospun fiber membranes. The
sample is made of poly(trimethyl hexamethylene terephthalamide) (PA 6(3)T) fibers that are
2.08 t 0. 15pm in diameter; see text for details.
Several methods [12] have been previously used to obtain the 3D structure of porous media;
these can be categorized as destructive or non-destructive. The destructive methods involve
serial sectioning and 2D imaging of each section of the sample. Although these methods are
often tedious, the in-plane (x-y) resolution can be very good, depending on the imaging
technique used, e.g. -0.2 nm for transmission electron microscopy (TEM) and ~10 nm for
scanning electron microscopy (SEM). The depth (z-direction) resolution depends on how thinly
the samples can be sectioned. Sectioning done by focused ion beam (FIB) or glass/diamond
knives typically has in-plane and depth resolutions of 15 nm and ~0.05-0.1tm, respectively [13].
These techniques have been applied to soil [14], microporous membranes [13], and electrospun
membranes [15].
Non-destructive methods are required when the samples are also used for other analyses in
addition to 3D imaging. For example, simultaneous micro-computed tomography (micro-CT)
and micromechanical testing have been used to study the behavior of tissue scaffolds under
compression [16], while the permeabilities of sandstones and packed bed columns have been
studied by imaging the water in the void space using magnetic resonance imaging (MRI) [17,18].
While micro-CT images the porous medium itself, MRI images the void space within (e.g.
water). The resolution of micro-CT typically ranges from 1 to 50 pim [12] and the best MRI
resolution is on the order of 10 pm [17].
96
Confocal laser scanning microscopy (CLSM) is a nondestructive imaging technique based on
optical microscopy that offers in-plane optical resolution down to about 0.2 ptm. The depth
optical resolution is generally proportional to that of the in-plane resolution, by a factor of three.
The optical resolution (d,,,) is related to the incident wavelength (k) and the numerical aperture
(NA), by the equation dO,=0.61/.31NA
[19]. NA=1.4 for the objective used in this work.
CLSM was first demonstrated on electrospun membranes by Bagherzadeh et al. [13]. However,
the technique employed by Bagherzadeh et al. is limited to imaging only the first few microns at
the surface of the specimen, due to the scattering of light by the specimen, so that 3D
reconstruction is not possible.
In this work, we employ a refractive index-matching fluid to suppress scattering. By suppressing
scattering, we can demonstrate non-destructive imaging and full 3D reconstruction of porous
fibrous materials up to depths of ~50 prm for the first time. We differentiate between two types
of imaging, which we call "positive" imaging and "negative" imaging. In positive imaging, the
contrast agent (a fluorescent dye) is added to the material itself during fabrication; in negative
imaging, the contrast agent is added instead to the index matching fluid. As demonstrated here,
the negative imaging technique can be applied to porous materials that have not been specifically
formulated for imaging purposes.
Finally, we use 3D image analysis algorithms to extract
several important structural metrics of electrospun fiber materials, including several that are not
currently achievable by other means.
We propose a network model comprising cavities and
gates to characterize the pore space of the material.
A.3 Experimental
A.3.1 Materials.
Poly(trimethylhexamethylene terephthalamide) (PA 6(3)T) was purchased from Scientific
Polymer Products, Inc. N,N-dimethyl acetamide (DMAc), formic acid (FA), perylene, benzene
and iodobenzene were purchased from Sigma-Aldrich and used as received. F1300 fluorescein
was purchased from Invitrogen.
97
A.3.2 Refractive index matching
For imaging purposes, all samples were impregnated with a fluid designed to match the
refractive index (n) of the material (e.g., PA 6(3)T, n=1.566), in order to minimize the scattering
of the laser as it travels deeper into the membranes. The use of index matching is essential to the
acquisition of 3D data sets, reaching depths of 50-100 [tm into the sample. The design of the
index matching fluid (IMF) is accomplished using a miscible pair of fluids having different
indices of refraction, one higher and the other one lower than the index of refraction of the
material of interest. The fluids should be able to wet the material, but not dissolve or swell it.
Benzene and iodobenzene were chosen to form the IMF used in this work. Their refractive
indices are 1.501 and 1.62, respectively. The composition of the IMF was determined using the
following equation [20]:
22
-
- n
n, 2 -2n,
where
#
n2
2
2
n
_n2
-2n
n2 -2n(
(2
)
n2
is the volume fraction; and the subscripts 1, 2 and 12 represent benzene, iodobenzene
and the mixture of the two, respectively. The IMF for PA 6(3)T (refractive index n=1.566 [21])
contained 45.1 vol% benzene and 54.9 vol% iodobenzene, while the IMF for BGF (n=1.514
[22]) contained 89 vol% benzene and 11 vol% iodobenzene. The wettabilities of both benzene
and iodobenzene were tested by putting a drop of each of these liquids onto the membranes. Both
liquids were absorbed immediately, with zero contact angle, indicating good wettabilty. SEM
images were taken before exposure to the IMF and again after the IMF evaporated; no changes in
the morphologies of the membranes were observed.
A.3.3 3D Image Generation
The 3D structures of PA6(3)T membranes and the BGF membrane were imaged using a confocal
laser scanning microscope, CLSM (Zeiss LSM 700). A fluorescent dye was used for contrast, but
the sample preparations for "positive" and "negative" imaging differed slightly. For positive
imaging, in which the sample material itself is fluorescently dyed, F-1300 (a nonvolatile polar
fluorescent dye) was added into the solvent used for electrospinning and subsequently
incorporated uniformly into the fibers themselves; the concentration of dye in the fibers was
about 2 mg/g. For negative imaging, in which the liquid that fills the pore space is fluorescently
dyed, 0.1 wt% perylene (a non-polar dye) was first dissolved in benzene before mixing with
98
iodobenzene; the perylene concentration in the final mixture for the imaging of PA6(3)T and
BGF was 0.4 mg/mi and 0.78 mg/ml, respectively. To prevent the evaporation of the IMF, a
cover slip was used, and the edges of the cover slip were sealed by lacquer (a clear nail polish).
The samples used for imaging were cut to a size of approximately 5x5 mm22
An oil-immersion objective with a magnification of 63X was used to image the membranes. The
immersion oil was designed for high magnification imaging, and has a refractive index of 1.518,
which is the same as that of the cover slip. Since the laser intensity attenuates as it travels
through the sample, the laser power for three depths, corresponding to the top, middle, and
bottom of a sample, was optimized manually and the Spline Interpolation correction algorithm
(Zeiss) was used to determine the appropriate laser intensity for all intermediate depths. The
excitation wavelengths for F-1300 and perylene are 488nm and 405nm, respectively. The inplane digital resolution (pm/pixel) was determined by the imaging area and the pixel resolution
of the image (1024 x 1024); thus, the digital resolution is 0.1p1m/pixel and 0.05ptm/pixel for
images with areas of -100 x 100 ptm 2 and 53 x 53 tm2, respectively. For the depth digital
resolution i.e. pixel size in the z-direction, the focal plane was incremented by 0.2 tm. With these
parameters, acquisition of a complete, 3D image of 50 tm depth requires a total laser exposure
time of about 30 min. Higher resolutions would require longer imaging times, which can result in
photo bleaching of the dye. The resulting 3D images were reconstructed using Fiji, an opensource image processing package commonly used for biological image analysis [23].
A.4 Results and discussion
A.4.1 Sample preparation and characterization
Table A-i summarizes the materials analyzed in this work.
Groups A, B and C are all
electrospun fiber membranes of PA 6(3)T. Groups A and B are similar, except that fluorescent
dye was added to the material component in Group A, and to the IMF in Group B. Group C is
similar to Group A except that electrospinning conditions were changed to produce an average
fiber diameter that is about half as large. Group D is a borosilicate glass fiber material of
comparable morphology, which serves as a commercially available standard. Figure A-i is an
SEM image of a sample from Group B.
99
Table A-I Summary of samples prepared for analysis.
Sample groups
Group A
Group B
Group C
Group D
Material
PA 6(3)T
PA 6(3)T
PA 6(3)T
Borosilicate
glass
Electrical potential (kV)
26
26
23
NA
Tip-to-collector distance (cm)
39
39
25
NA
Flow rate (mL/min)
0.02
0.02
0.01
NA
Porosity
89.4
0.9
89.5 t 0.3
88.4
0.5
90.9
0.2
Fiber diameter, dsEM(tm) (b)
2.57
0.14
2.08
1.13
0.22
0.77
1.11
Imaging method
Positive
Negative
Positive
Negative
Sample size ([tm)
1OOxlOOx5O
1OOxlOOx5O
50x50x50
lOOxlOOx5O
Eg
(gravimetric)
(%)(a)
0.15
a) Determined gravimetricaly.
b) Determined from SEM micrographs
A.4.2 Refractive Index Matching
Each sample was wetted with index-matching fluid (IMF) as described in Experimental. The
effectiveness of index matching is illustrated in Figure A-2 for both positive and negative
imaging cases. The specimen appears transparent after addition of the wetting solution.
Figure A-2. Impregnation of PA 6(3)T membranes with a wetting fluid of 45.1 vol% benzene
and the balance iodobenzene. (a,b) An electrospunmembraneof PA 6(3)T from Group A dyed
with F1300, (a) as spun and (b) after wetting with the benzene-iodobenzene mixture. (c, d) An
undyed electrospun membrane of PA 6(3)T from Group B (c) as spun and (d) after wetting with
the benzene-iodobenzene mixture containing perylene.
100
A.4.3 3D Image Generation
Figure A-3 shows 3D images for Groups A, B, C and D, reconstructed using Fiji. The sample
sizes are approximately lOOx100x50 pin 3 . For the positive imaging technique (Figure A-3 (a)
and (c)), the fibers are bright green (due to the F 1300 dye) and the pore spaces are dark; for the
negative imaging technique (Figure A-3 (b) and (d)), the pore spaces are bright blue (due to
perylene dye) and the fibers are dark. Careful examination of Figure A-3 (b) or (d) reveals that
the blue regions near the corners are darker than those near the center of the images. This is
attributed to chromatic aberration, because the wavelength (405nm) used to excite perylene is
near the lower limit (400nm) of wavelength for which the objective used is chromatically
corrected, i.e. beams of different wavelength converge to the same focus point. Moreover, the
transmittance of the objective is approximately 40% at a wavelength of 405nm (perylene),
compared to approximately 75% at 488nm (F 1300).
Figure A-3. The 3D images reconstructed using Fiji. (a) Dyed electrospun PA 6(3)T membrane
from Group A; (b) undyed electrospun PA 6(3)T membrane from Group B; (c) dyed electrospun
PA 6(3)T from Group C; (d) commercial BGF membrane.
A.5 Conclusions
101
In summary, CLSM with refractive index matching has been employed to obtain 3D data sets of
electrospun PA6(3)T membranes.
Two variations of the method, denoted "positive" and
"negative" imaging are demonstrated, depending on whether the source of contrast lies within
the material component or the pore space component. While the "positive" imaging approach is
generally more robust and offers better signal-to-noise, the "negative" imaging approach offers
greater flexibility with respect to imaging of porous materials that have not been formulated
specifically for imaging purposes. 3D reconstructions of nonwoven fiber samples up to 100 [tm
in width and 50 tm in depth, resolving fibers with diameters as small as 0.4 [tm, have thus been
obtained. The pore characteristics desired for liquid filtration are the pore size distribution, the
solidity, the pore connectivity, and the 3D fiber orientation. These properties are useful in
determining the fouling robustness and the permeability of a membrane. However, FIJI, the
freeware used to reconstruct the 3D data, did not have the analysis tools to perform those
measurements. An immediate next step would be to develop such analysis tools.
A.6 Acknowledgement
I would like to thank Wendy Salmon for the assistance in obtaining 3D data from the confocal
laser scanning microscope. The funding of this project came from EMD Millipore Corporation.
A.7 References
[1]
R. Cancedda, et al., Tissue engineering and cell therapy of cartilage and bone, Matrix
Biology 22 (2003) (1) 81-91.
[2]
J. Lowery, L. N. Datta, and G.C. Rutledge, Effect of fiber diameter, pore size and seeding
method on growth of human dermal fibroblasts in electrospun poly(c-caprolactone)
fibrous membranes, Biomaterials 31 (2010) (3) 491-504.
[3]
Y.K. Luu, et al., Development of a nanostructured DNA delivery scaffold via
electrospinning of PLGA and PLA-PEG block copolymers, Journal of Controlled
Release 89 (2003) (2) 341-353.
[4]
H. Liu, et al., Polymeric Nanowire Chemical Sensor, Nano Letters 4 (2004) (4) 671-675.
102
[5]
L. Chen, et al., Multifunctional Electrospun Fabrics via Layer-by-Layer Electrostatic
Assembly for Chemical and Biological Protection, Chemistry of Materials 22 (2010) (4)
1429-1436.
[6]
C. Burger, B.S. Hsiao, and B. Chu, Nanofibrous Materials and their applications, Annual
Review of Materials Research 36 (2006) (1) 333-368.
[7]
C.-L. Pai, M.C. Boyce, and G.C. Rutledge, Mechanical properties of individual
electrospun PA 6(3)T fibers and their variation with fiber diameter, Polymer 52 (2011)
(10) 2295-2301.
[8]
E. Tomba, et al., Artificial Vision System for the Automatic Measurement of Interfiber
Pore Characteristics and Fiber Diameter Distribution in Nanofiber Assemblies, Industrial
& Engineering Chemistry Research 49 (2010) (6) 2957-2968.
[9]
G.C. Rutledge, J.L. Lowery, and C.L. Pai, Characterization by Mercury Porosimetry of
Nonwoven Fiber Media with Deformation, Journal of Engineered Fibers and Fabrics 4
(2009) (3) 1-13.
[10]
A. Jena and K. Gupta, Pore Volume of Nanofiber Nonwovens, International Nonwovens
Journal 14 (2005) (2).
[11]
W.W. Sampson, A multiplanar model for the pore radius distribution in isotropic nearplanar stochastic fibre networks, Journal of Materials Science 38 (2003) (8) 1617-1622.
[12]
S.T. Ho, D.W. Hutmacher, A comparison of micro CT with other techniques used in the
characterization of scaffolds, Biomaterials 27 (2006) (8) 1362-1376.
[13]
R. Bagherzadeh, et al., Three-dimensional pore structure analysis of Nano/Microfibrous
scaffolds using confocal laser scanning microscopy, Journal of Biomedical Materials
Research Part A lOlA (2013) (3) 765-774.
[14]
P. Levitz, Toolbox for 3D imaging and modeling of porous media: Relationship with
transport properties, Cement and Concrete Research 37 (2007) (3) 351-359.
[15]
L.T. Choong, et al., Compressibility of electrospun fiber membranes, Journal of Materials
Science (2013) 1-10.
[16]
J.R. Jones, et al., Non-destructive quantitative 3D analysis for the optimisation of tissue
scaffolds, Biomaterials 28 (2007) (7) 1404-1413.
[17]
C.A. Baldwin, et al., Determination and Characterization of the Structure of a Pore Space
from 3D Volume Images, Journal of Colloid and Interface Science 181 (1996) (1) 79-92.
103
[18]
M.L. Turner, et al., Three-dimensional imaging of multiphase flow in porous media,
Physica A: Statistical Mechanics and its Applications 339 (2004) (1-2) 166-172.
[19]
G. Cox, C.J.R. Sheppard, Practical limits of resolution in confocal and non-linear
microscopy, Microscopy Research and Technique 63 (2004) (1) 18-22.
[20]
W. Heller, Remarks on Refractive Index Mixture Rules, The Journal of Physical
Chemistry 69 (1965) (4) 1123-1129.
[21]
J.W. Gooch, Encyclopedic Dictionary of Polymers. 2. ed. 2011, New York, NY: Springer
Science+Business Media, LLC.
[22]
http://www.filmetrics.com/refractive-index-database/BSG/Borosilicate-GlassMicroscope-Slide. Assessed on March
[23]
1 4 th
2014.
J. Schindelin, et al., Fiji: an open-source platform for biological-image analysis. Nat
Meth 9 (2012) (7) 676-682.
104
B.
Compressibility, pure water flux, and separation properties of
commercial membranes
B.1 Objectives
This work was to apply the analysis tools, which were developed for the electrospun membranes,
on the commercial membranes, and compare the trends in the compressibilities, permeances, and
separation properties of commercial membranes to those of electrospun membranes.
B.2 Materials
Table B-I The information of the commercial membranes used in this work.
Membrane Type
Material
Nominal pore
Solidityb
diameter (ptm)
Thicknessa
Tests
(tm)
performed'
Cellulose
Phase inversion
1.2
0.46
0.02
85
3
C, P
0.2
0.45
0.02
85
3
C, P
1.1
0.09
0.01
250
5
C, P
acetate (CA)
Cellulose
Phase inversion
acetate (CA)
Borosilicate
Fiber
glass fiber
(BGF)
Phase inversion
Nylon (NY)
1.2
0.37
0.01
140
5
C, P
Phase inversion
Nylon (NY)
0.45
0.37
0.01
140
5
S
Phase inversion
Nylon (NY)
0.2
0.37
0.01
140
5
S
Polyester
(PETE)
1
0.69
0.09
13
2
C, P
Polypropylene
(PP)
1.2
0.69
0.01
340
7
C, P
PTFE
1
0.56
0.01
250
8
C, P
Track etched
Meltblown fiber
Expanded
105
a) Thickness of the membranes were measured using a micrometer with a contact force of
0.5 N.
b) Solidities of the membranes were measured gravimetrically.
c) C, P, and S stand for compressibility, permeability and separation tests, respectively.
B.3 Results and discussion
The transverse stress vs. solidity plot for the commercial membranes is shown in Figure B-1 (a).
Most of the commercial membranes experienced an increase of
0.02 in solidity except for BGF
and PP membranes, which experienced an increase of 0.05 and 0.09 in solidity, respectively.
Since both BGF and PP are fibrous membranes, it is possible that the fibrous media are
inherently more compressible than other porous media with different structures. The stress
applied to the CA membranes was lower because larger membrane area was required in order to
stack the membranes for the compressibility measurement. The stacking of membrane was
needed because the thickness of a CA membrane is less than 100 tm, which is an empirical
thickness required for a reliable compressibility measurement.
The permeances of commercial membranes are shown in Figure B-i (b). Most membranes
experienced between 18% - 37% decrease in the permeance when the pressure increased from 5
kPa to 105 kPa. The only exception was the PTFE membrane. Instead of a decrease, the
permeance of PTFE membrane increased by 44% over the same pressure range. The increase in
permeance requires further investigation.
106
IWIW,!
.1
10'
2
0.0006
,a
CA 1.2pm
CA 0.2tim
BGF 1.lsIm
NY 1.2pum
-PP
1.2un
PTE lpm
--
0.0005
0.0004
0.0003
C4
H
0.0002
0.0001
0. I
}
4
10-2
10.
0.2
0.3
0.4
0.5
0.6
0.7
"
*
"
"
0.8
0.9
0
I
CA 1.2pon
CA 0.21m
BGF 1.1Im
NY I.2pn
" PP 1.2pim
6
4
i~
V
*
100
0.0007
+
101
b)
. . . *. . .0*
.- -
a-
.
a) 102
10
10
Pressure (Pa)
Solidity
Figure B-i The compressibilites and permeances of the commercial membranes made with
different methods.
The separation properties were tested for nylon membranes with nominal pore diameter of 0.45
pm and 0.2 ptm. The emulsions used were the same as those in Chapter 4 except for run G and H,
where the oil phase was silicone and the resulting droplet diameter was -600 nm. The runs
performed were summarized in Table B-2 and the results are shown in Figure B-2. An increase
in the operating pressure led to a decrease in the normalized flux, which was also observed in the
study with electrospun membranes. The rejection at higher operating pressure (run B) was
approximately 4% lower probably because more foulants were pushed through the membrane at
higher pressure. The normalized flux of run E (100 ppm) was approximately twice as high as
those of run A (500 ppm) and D (1000 ppm) at the end of run E. The normalized fluxes for run A
and D were approximately the same but the rejection for run D was lower than that of run A until
-600 s.
Table B-2 The summary of the runs performed with commercial nylon membranes with nominal
pore diameter of 0.45 pm and 0.2 ptm.
Run ID
Pore diameter (pm)
Oil tested
Pressure (psi)
Concentration of oil in emulsions (ppm)
A
0.45
2
Dodecane
500
B
0.45
4
Dodecane
500
107
C
0.45
1
Dodecane
500
D
0.45
2
Dodecane
1000
E
0.45
2
Dodecane
100
F
0.2
2
Dodecane
500
G
0.45
2
Silicone
500
H
0.2
2
Silicone
500
a)
Effect of pressure
b)
100
0.8
Effect of concentration
100
0.8
0.7
0.7
90
0.6
80
0.6
*
ft
0.5
0.4
Run A (500 ppm)
* Run D (1000 ppm)
0.5
0 Run A (2 psi)
9 Run B (4 psi)
SRun C (I psi)
*
80
Run E (100 ppm)
60
-t
0.4
-t
41
70
4-
0.2
0.3
40
4-
*
0.3
0.2
20
-
0
60
4
. . . ...
100
.
0.1
0 00
. . . ...
0
.
0.1
1000
Time (s)
100
1000
0
Time (s)
Figure B-2 The normalized flux and the rejection behaviors with time for commercial nylon
membranes with a nominal pore diameter of 0.45 pm at (a) different operating pressures and (b)
different concentrations of the dodecane emulsions.
The effect of the diameter ratio of oil droplet to pore (doi/dpore) was also investigated. The ratios
for runs A, F, G and H were 0.55, 1.25, 1.33, 3, respectively. Although run F and G had similar
diameter ratios, their normalized fluxes were different from one another. In fact, the normalized
fluxes appear to be dependent on the pore diameter but not the diameter ratio, which is different
from the conclusions reached for electrospun membranes in Chapter 4. Further work is required
to explain this phenomenon.
108
0.8
.
.
Effe ct of pore diameter and oil droplet diameter
.
, , , ,I
,
,
-
1,
*
*
*
Run A (diameter ratio = 0.55)
Run F (diameter = 1.25)
Run G (diameter ratio = 1.33)
0.6
S 0.4
i
f
0.2
.. -
.
0 .....
100
1000
Time (s)
Figure B-3 The effect of emulsions with different diameters of the oil droplets on the normalized
fluxes for the commercial nylon membranes with different nominal pore diameters.
B.4 Conclusions
Membranes that are fibrous are more compressible than membranes made by phase inversion
and stretching techniques. The permeabilities of all commercial membranes tested (except
expanded PTFE membrane) decrease with increase in pressure due to compression. Increase in
operating pressure causes a decrease in the normalized flux. The normalized flux is a function of
pore diameter but not the diameter ratio of oil droplet to pore.
B.5 Acknowledgement
I would like to thank Adler Smith for obtaining all the data presented in this work.
109
C.
Effect of surface chemistry on wettability of electrospun
membranes
C.1 Objective
This work was to investigate the effect of surface chemistry (hydrophobicity) of the materials of
the membranes on the wettability of the membrane and the eventual water flux of the membrane.
The hypothesis is that the surface chemistry only affects the wetting of the membranes i.e.
requires higher pressures to fully wet a more hydrophobic membrane and vice versa, but not the
permeability of a membrane after it is fully wetted. The electrospun membranes used in this
work were made of PA6(3)T, and the hydrophilic and hydrophobic coating applied via chemical
vapor deposition were hydroxyethyl methacrylate (HEMA) and perfluoro decylacrylate (PFDA),
respectively.
C.2 Background
The permeability constant, K, for flow through fibrous media in the direction perpendicular to
the axis of the fiber has been developed by Happel [1]:
K=
D2
D
32(1 - E)
I-ln(1-e)+
1i_,7
(C-1)
(I_- E)2 +11
where is D is the fiber diameter, and E is the porosity. The expression is based on porosity
instead of solidity because the pore space is being altered but not the solidity in this work. The
equation is valid when the porous membrane is fully wetted. The pore space is not fully utilized
when the membrane is not completely wet.
There are multiple ways to wet a porous membrane. The most common approach is to soak the
membrane in a polar solvent (assuming that water would be the final continuous phase that is
flowing through) like alcohol or acetone, and then rinse with water before use. One can also
perform surface treatment like plasma treatment to increase the wettability of the membrane.
Lastly, one can apply pressure to force the water through the membrane. In this work, Happel's
110
equation of permeability is modified to incorporate the effect of pressure on the accessible pore
space.
The pressure (P) required to push water through a pore can be approximated via various methods.
The various relationship between pressure (P) and pore diameter (D) are as below:
i.
Young-Laplace equation [2]
'YL
ii.
D
Tuteja, PH expression [3]
PH =
iii.
(C-2)
4ycos6
2yR (1 - cos 0)
D2
(C-3)
Tuteja, PA expression [3]
A
2y (1- cos0)
R(D* -1) (D* -l+2sin0)
where y is the surface tension of the liquid; 0 is the contact angle of the liquid on the membrane
material; R is the fiber diameter; D* = (R+D)/R; the subscripts YL, H, and A stand for YoungLaplace, robustness height, and composite robustness models. Essentially, the accessible pore
space at a given pressure is dependent on the cumulative distribution of the pore diameter of the
membrane, which can be obtained from a capillary flow porometry measurement.
Capillary flow porometry measures the air flow rate through a membrane wetted by a low
surface tension liquid (Galwick, of y=15.9 dyne/cm is used by PMI, the company performing the
measurements). A typical curve for the flow rate through a dry membrane (known as dry flow)
and through a wetted membrane (known as wet flow) vs. pressure is shown in Figure C-i (a).
The ratio of the wet flow rate to the dry flow rate is also the cumulative pore distribution, as
shown in Figure C-l (b). This is because dry flow represents the 100% utilization of the pore
space, whereas wet flow represents the flow through the pores that are opened up at the pressure
111
applied. This is analogous to our system except we are pushing water through a dry membrane,
and the capillary flow experiment is pushing air through a wetted membrane. The wet and dry
flow equivalent in the water intrusion experiment is called the intrusion water flux (J.,i,) and
fully wetted water flux (J,rl), respectively.
One can predict the cumulative pore size distribution curve (J,in/J",f" vs. P) from water
intrusion using the ratio of wet to dry flow rates obtained by capillary flow experiment. The yaxis: J,in/Jwstfu is just the ratio of wet to dry flow rates because the pore diameters remain the
same in both capillary flow (liquid extrusion) and water intrusion experiment. However, Eq. C-2
to C-4 need to be modified for liquid extrusion. The x-axis: pressure, needs to be corrected for
the difference in the y and 0 due to different fluids used. The shifting of the pressures according
to different P-D models:
Young-Laplace
YL,w
ii.
p
Ywcos6w
PYL,G
G
G
(C-5
)
i.
Tuteja PH expression
-
(C-6)
YW(1-COW)P
YG (1 + COSOG)
iii.
Tuteja PA expression
Syw (1-cos w) (D* -1+2sin6G)P
PAW
YG (1+ CosOG)
(D* -1+ 2sin
)
A ,G
where the subscripts Wand G are water and Galwick, respectively;
With the predicted cumulative pore size distribution (or J,/J, 1 ) vs. pressure curve for water
intrusion, one can read off the value on the y-axis at the applied pressure to estimate the fraction
112
of the pore space that is being utilized. The value, c, is then multiplied with the porosity in Eq.
C-1.
K
a)
=ln(
_(CE) 2
- cE) + (1-c) 2 +1]
(C-8)
-
D2
32(l1- cE)(-c)2+
20
Wet loUin
,
0.8
15
b)
0.6
10
0)
0.4
5
015
0.2
20
25
30
35
A
41
5
20
25
30
35
40
Pressure (psi)
Pressure (psi)
Figure C-I The results from capillary flow porometry for the uncoated PA6(3)T membrane with
fiber diameter ~ 100 nm.
C.3 Results
The water intrusion curves were obtained for the uncoated, HEMA-coated, and PFDA-coated
PA6(3)T membranes, and shown in Figure C-2. The membranes started dry and with increasing
pressure, pores of smaller diameter can be accessed. The water fluxes in the decreasing pressure
order were also measured. The membrane is considered fully wetted when the fluxes of
increasing and decreasing pressures overlap each other (analogous to wet and dry flow of
capillary flow porometry). The shape of the curves in Figure C-2 is the same for all the samples
tested, suggesting that the coating does not alter the pore size distribution.
113
The hydrophilic coating, HEMA, reduced the pressure at which the membrane is fully wetted by
water from ~30 psi (uncoated) to ~20 psi. The hydrophobic coating, PFDA, increased the fully
wetting pressure to ~150 psi. This phenomenon explains why an increase in the hydrophilicity of
the membrane material results in a higher water flux. However, once the membranes are fully
wetted, the surface chemistry does not play a role in the flux because the permeability is only a
function of the fiber diameter and the porosity (see Eq. C-1). The fluxes of the uncoated and
PFDA coated membranes at decreasing pressures were slightly lower than those of HEMA
coated membranes. The fluxes were smaller because the pressure applied to the uncoated and
PFDA coated membranes (75 psi and 250 psi, respectively) was higher compared that applied to
the HEMA coated membranes (25 psi); thus, the resulting porosities of the uncoated and PFDA
coated membranes were smaller as a result of compression.
10-
10 4
d011
10
.- O--uncoated
-0-HEMA
-0 PFDA
10 2
10
10 0
IMW
I
WW
W
M
'WMV
Wlw
100
1000
Pressure (psi)
Figure C-2 Water fluxes at increasing and decreasing pressures for electrospun membranes of
different coating.
The predicted cumulative pore size distribution curves (J,n/Jff
vs. P) from different P-D
models were compared with the experimental data, as shown in Figure C-3. The prediction was
made using the data from Figure C-1 (b) and Eq. C-2 to C-4. The contact angles of water on
114
2', 13
films of PA6(3)T, HEMA, and PFDA were 75
30,
and 123
2', respectively. One
thing to note is that Young-Laplace model predicts a negative pressure when the contact angle of
water is less than 90 '. Thus, the water contact angle on the electrospun membrane (122
5 ')
was used instead in predicting the J,,n/Jnfil vs. P curve using Young-Laplace model for the
uncoated membranes. The reason why the contact angle of water on electrospun membrane can
be used is that the electrospun membranes do not have cylindrical pores, and that the "wall" of
the pore is porous because the porosity of electrospun membrane is homogenous. Young-Laplace
model was not included for the HEMA membrane because the contact angle of water on HEMA
coated membrane was 48
3
(still less than 90
0).
For the uncoated membranes, the experimental J',in/J4fll vs. P curve agrees well with the curve
predicted from Tuteja's PA model, as shown in Figure C-3 (a). However, Tuteja's PH model
performed better than PA model in predicting the J,/Jw,
1 01 vs. P curve for PFDA coated
membranes. Both PA and PH models failed to predict the
Jw,in/Jll
vs. P curve for HEMA coated
membranes. Interestingly, if the contact angle of water on membrane was used instead, the PH
model was able to give a better approximation on the pressure range, as shown in Figure C-3 (d).
This might due to the electrospun membranes were not fully coated by HEMA.
115
Uncoated
S
HEMA
1.2
1.2
0.8
0.8
0.6
0.6 -
-
* Data
Tutja PH-
-Tuteja
--
0.2
.
--
Young-Laplace
TutjaPH
Tuteja PA
0.2
0
.
0
20
40
60
80
0
I0
3
Pressure (psi)
... ... . ... ..
10
15
20
Pressure (psi)
25
30
HEMA with contact angle =480
PFDA
b)
PA
3 0.4
0 Data
0.4
,
d)
1.2
1.2
08
2
0.
1
r
-
S
0 Data
Young-Laplace
0.6
*
0.4
0.4
C0.2
0.2
.
-TutjaPp
-Tuteja_PA
+
0
08
0
0.6
Data
Tutja PH
-TutjaPA
R
0
0
I r-70
100
150
200
Pressure (psi)
250
300
0
5
10
15
20
Pressure (psi)
25
30
Figure C-3 The comparison between the predicted and experimental cumulative pore size
distribution measured using water intrusion for (a) uncoated, (b) PFDA coated, and (c) HEMA
coated electrospun PA6(3)T membranes. (d) Same curve as (c) but modeled with contact angle
of water on HEMA coated membranes.
C.4 Conclusions
This work has demonstrated that the surface chemistry is in fact affecting only the pressure at
which the membrane is fully wetted but not the permeability of a fully wetted membrane. A
modified Happel's equation of permeability was proposed to account for the accessible porosity
at an applied pressure. The fraction of pore space accessible can be obtained either by direct
measurement i.e. water intrusion experiment, or approximation from the capillary flow
116
porometry coupled with the contact angle measurement. Further work needs to be done on
determining which P-D model is more accurate for the approximation.
C.5 Acknowledgement
I would like to thank Hossein Sojoudi for the deposition of HEMA and PFDA and contact angle
measurement, and Adler Smith for the measurement of the water intrusion experiment.
C.6 References
[1]
J. Happel, Viscous flow relative to arrays of cylinders, AIChE. J. 5 (1959) 174-177.
[2]
D. Li, M.W. Frey, Y.L. Joo, Characterization of nanofibrous membranes with capillary
flow porometry, Journal of Membrane Science 286 (2006) 104-114.
[3]
A. Tuteja, W. Choi, J.M. Marby, G.H. McKinley, R.E. Cohen, Robust Omniphobic
Surfaces, PNAS 105 (2008) (47) 18200-18205.
117