( AUG 18S25) A~
advertisement
 A~")
"j'
~3·ti
F
,.P·
(AUG 18S25)
A~
A STUDY OF THE EFFECT OF
HEAT TREATMENT ON THE DRAWING PROPERTIES
OF STEEL WIRES
Respectfully submited to the Faculty of
the Massachusetts Institute of Technology as a
partial fulfillment for the Degree of Master of
Science in Mechanical Engineering.
~~
I
I
_
_
__
_
__
-
-
Acknowledgement
The writers wish to thank Prof.
R.S.Williams and Mr. I.N.Zavarine
for their kind help and valuable
suggestions.
_
-
-.
_____
Contents
1.
History of
2.
Modern
I-1 to 1-5
Wire-drawing.
I-5 to I-8
Practice
3. Theory of
%J
Pages
Wire-drawing
II-1 to II-14
Teoyo
4. Deteriorating Effect of "Acid Picking"
II-15
5. Heat-treatment of Steel Wires
6. Procedure
II-16 to II-18
III-1 to III-4
7. Data, Plots, and Photomicrographs
8. Discussions
V-1 to V-11
Conclusions
VI-1 to VI-2
9.
;'"r3~
V.
Nq
I-i
HISTORY
Wire drawing was ank old art.
It was
well known to the ancients without dgubt, for
we read in Exodus XXXIX.A, " And they did beat
the gold into thin plates, and cut it into wires
to work it in the blue, and the purple, and in the
scarlet, and in the fine linen, with cunning work ",
in making the sacerdotal dress of Aaron, the high
priest of Israel and wire of similar fashion has
been discovered dating back as far as 1700 B.C.
The wire produced then was far different
is
from whatmade now.
In the olden days the metal
was beaten into sheet metals and then cut into strips
or threads.
Not until the middle of the foerteenth
century, the first wire mill was buil* by a German at
2remburg and the hand drawing has reached some degree
Of excellence.
From Germany it was extended to
France and later on to England about 1565 when the
people from other countries went there to dig the
metallic ores and introduced the draw-plates.
In 1663 the first wire mill was erected
in England, at Sheen, near Richmond, and fojm this
date on; the mill maintains quite a strong footing
and established a series of development.
0
1-2
Before there was such wire mill, iron
rods of about ¼ of an inch square and 4 pOunds in
weight were to be made at first and then drawn to
the required size of wire, through draw-plates.
This was done by means of a long pole which had a
reciprocating mption, actuated by water power and
in this way worked backwards and forwards.
During
the forward stroke it drew the rod and the wire
through the plate.
On its return stroke, the work-
lpn sat and coiled up the whole length dMvn by hand
into rings, and thus the process was continued until
the rod was entirely drawn.
The rods, however,were
made of charcoal iron, because steel was not known
yet.
The wires were then heated in a kiln to
red hot and cooled.
Scales thus formed on wires
had to be remOved by hammering.
Then they were
scoured in a barrel, filled witbgrave1water and
rotated by water power for about 12 hpurs.
When
the wires were taken-cut, they were coated with
flour leesand ready for further drawing.
Pointing
was either done by file or done in a smith's fire.
The o16 wire mill practice-In the
M
II
I
'1
I-3
eighteenth century, when the rolling mill had its
existence, a number of improvements were made to
the wire manufacture.
Insead of remoting the oxide
coating as preveously described, it was done by putting the wire in a cistern which contains hydratchloric
or dilute sulphuric acid.
It was then cleaned with water
and had all the traces and dirts removed.
Aftdr
Or
having been thkoughly washed, it was coated with a mixture
of lime and water and and put away until the lime was
dried on.
The pointing was usually done by mechanical
means, or a pair of rotary hammers.
The wire was finally
handed to the drawer for further drawirg , down to the
reouired size.
Here the drawer was provided with a bench
table on which was a tapered drum rotating on a vertical
shaft driven by a pair of bevel gears underneath khe
table.
The wire was pulled through a draft-plate ble-
and wound on the drum.
The draft plate had a number of
tapered holes made by experienced smith, and finally
finished and cold-punched to the required size by the
wire drawer himself.
In making the rods, pig iorn, when in
a molten state, was poured into a plate of about 2ý!
I-4
inches
thick.
These
coal fire,
These
4 inch scruares,
feet
long
cut into
charcoal
~illrforned
ard
of about
which were then ro;led
~To,5
diaraeter).
As
of roljers,
feet
~r~ill.
'~he
ing,
and no~
cl~iicg
~r~ocess
otherwise the dr:-ft
About li3,GCi
in
eaiv~ni-ed
bl!siness
~d'i'iiCh
tion
~vires
at
t6
mou~old~
tkre
the last
pair
before
dra~w-
be r-~rin~b.
wkien ther~ w~s
a
~reat
c~e~ar,~c~
ii~ir~~, the ~ire
T:niteC?
~C~ta.teq.
trade
ste~l,
-ci~d ~ives
C,7$ earbon
63~awinrr,
and
The next ~~e~t
the entire
lower heat ~ind
'Jtiire
1~C;C;
~i~late
Bessemer
from about
Br OLy;c inch in
had to be z~~liec;
ni 1 i ·
revo~ution'zed
roilin~
times and ~e-
on led to two new invevlti~"c`E r~~e-
-n~lling
of the ~?sic
and caile8 billets
to be sent to the i~ra·u~in~
t,;2e continuous -Fiuaci~rinR r:iil;
c on" 4 i :_;:_ fr ,
again
a drum of about 2$
feri7im~ ~3~,n~ tele~ra;i·L
~~LI~Slater
13r, (11
each,
passed through
r·ezdy
or nine
bars w~re
These
wound around
char-
of about 12 Or
i~~L~l~f~ rod (c.%l~
the rods
they ~~re
diilrreter
into bars
~ feet
a
were cut into
about ten to twelve
Cr ~o.E
in
passing eight
inckies thick,
1~
len~tha
duced into
iron plates
Cr bl30L~ZSlandlafter
times the rolling
i·i~
iron ~lates were i·ieated
is
tric;
improvement
the introrluc-
~F~n~ch is
;cide
It~l
capibl~
range
of
of
steel
uP.
was int~t·ndv.ced
Tintii'
18~38
~s
to
1CGn
ea~rl~ '~s
nn
· ·
I
I
I
I-5
material development was r ad-, except taht similar
methods were adopted as in
.urope. One of the first
imrrovements was made in the Fall River Iron Works,
where a rod mill was built.
The original plTnt wAs
destroyed by fire in 1839 but rebuil t in "PAS.
mel)
Until 1860 the looping was unknown,
passed through the rollers back and
the billets were
forth,
The demand for longer lengths stir up the
wire rod rollers, as the telegraphk and suspension
bridge engineers wre calling for materials with lesm
weids and joints.
The Belgian type of rod rolling mill
is
a better ty- e and spoeds up it s production to
some extent.
About 150 tons of No.
wýs produced in ten hours.
4 wire rods
It consists of a rough-
ing-mill, which takes a 4 inch bloom, an inetrmediate
mill, and a finishing train of rollers divided into
two parts, the second half running at an accelerated
spped to the first half.
been oossible bFy
The large products have
use .%f automatic reeIs olaced
i-•e
at the dedivery ecd.
The mOdern process of wire drawing&
A better appreciation of its importance is the reductiom,ingotsto wires.
A 2-ton ingot, when roled
m
··_
:·
I
I
I
I
I-6
and drawn to the average size of telegraph wires
becomes elongated 20,OOCC
times its original length.
It involves mainlr +1tý~rocess
-.
of
heat treatment,
which may be classified as annealing, patenting, and
hardening and tempering~ cording to the a rbon cobtent
The function of each of tVis heat-
of the wire.
treatment will be discussed later.
The practical
application is surrounded in addition with many other
technical considerations in which lie the art and the
skkill of the experienced wire drawer and wire mill
man.
In order to run
prepared properly.
properly, the rods must be
The draw plate must have a pro~por
tapered hale and length.
The amiunt of reduction must
suit the particular heat of wire.
The speed must ales
properly adjusted in order to suit the kind and the
size of wire.
When then ire rods are finished, they are
coverdd with a coating of itan oxide which is very
brittle.
If not removed, it would cause troubles to
the die, as previously described.
This is done away
by the method, known as "pickling N process.
The
coils are first dipped into a dilute sulphuric acid
bath of about 5/ concentration for 5 to 10 minutes
when the wire becomes silver grey, and then washed .with a stream of water at about a pressure of about
III
'1
I-7
150 pOunds.
For some other purposes , the wires
are covered with a rust coating under a fine spray
of water and then dipped into a lime solution.
During the acid bath, the wire is liable to absorb*
a great amo-unt of hydrogen gas from the acid, ),
causing acid brittleness.
In ordet to prevent its
danger, the wire-coils are then baked in a furnace
0
at a temperature of about 400 F for from four to
eight hours.
After the "pickling" process, the wires
are carried to the drawing frame which consists of five
or -ore blocks reducing from say No. 5 to about No. 14
gauge.
After a wire has been drawn a certian number
of drafts, it becomes so brittle that further drawing
would break it.
Therefore the heat treatnent is
to be ap-lied on the wire.
Annealing
to ajow carbon
wire will relieve all strain set up by the cold wprk.
For high or medium carbon steel wires , patenting is
applied instead, because of the structure desired.
After the operation , the wire is again
cleaned and washed and further drawn to the required
size.
wet.
Sometimes the drawings are dry and sometimes
In the dry drawing, powdered soap is used as a
lunricant, whichin combination with the coating forms
a slippery surface between the die and the wire.
the
wet drawing
In
the wire is is dipped into a coat-
m
I
I-8
ing solution of bluestone or copper sutphate.
When
it has taken a suffieient coating, it is put on a reel
in a tube containing a solution of rye emal and subject*d
to the finishing drawing.
The draft through the die
produces a well-Iknown color which is characterised as
the liquior finished wire.
M
II-1
The Theory of Wire-drawing
In theory all that happens to a piece of wire
in drawing is that its length is increased and its
diameter is decreased by stretching. In the case of
a soft wire, it is possible to reduce its diameter
and increase its length by simply stretching it with
its one end fixed and pulling at the other. In that
kind of stretching, however, we do not have any increase in its tensile strength, as there is no such
cincumferencial compression as is produded in drawing
a wire through a die.
The problem of wire-drawing is really one of
flow of metal through a reducing orifice and mathematical formulas for total pulling force P and total circumferencial pressure R exerted on the walls of the
die may be deduced on this assumption. In order to-$#keget some general idea of the magnitude of P andR, let
us take, as an illustration, the case of drawing a No.
5 gauge rod of .1079 C. steel to No.
8 gauge. In this
case, P is equal to 15001b. while the circumferencial
pressure R on the shoulder of the die equals to 63 tons
per sq. in. of curved surface.
In considering the problem, a unit volume of
MRIm
II-2
material is taken, represented bythe truncated cone aa, bb,
3 in Fig. 1. The actual work
done by P in drawing the wire
through the die equals 35.9
ft.-lb. Theoretically, a tot nl
F•./.
If
' 4
A
6
ft +
- I1
lrI
2
required to effect the reduc-
ton of the unit volume; 15 ft.-lb. being expended in
compression and 9.6 ft.-lb. in stretching. Therefore,
the work lost in overcoming friction amounts to 11.2
ft.-lb., or 31.3% of the total. The total pull may with
safety be allowed to amount to 75% of the breaking
strength.
With the enormous pressure of 63 tons
per sq. in., it is evident that some form of lubricant
should be used. A large part of the success in drawing
depends upon use of proper lubricants.
For the correct drawing of wire, it
17'ce
s$4 I:r
is absclutelj that the metal should pass through the
draw-plate with even lines of flow. For instance, all
the points in a plane section e& should still remain
in a plane section after passing tnrough the die, such
2--x ,
as -4
-3
in Fig. 2. If the core lags behind, as shown in
Fig. 3, or if the skin legs behind, as shown in Fig. 4,
the wire will Ne4 be spoiled.
The commonest defect comes
"Steel Wire and WIRE DRawing",Trans.Liverpool Eng.Soc.
Feb. ,1920.
M
-r
11-3
under the second case, giving the well-known phenomena
of "cuppiness'
L
__
i_
in -:ire,
means that the
__h__ich
c.ore is actually fracL ,
~
---z~3.
F9 .5
Sof
Fly.1
tured,
before any sign
cf failure is visible
on the skin, and which,
course,
ca•useS
extreme
brittleness. Any defect
in steel or in method
of manufacturing which causes uneven flow of metal through
the die will cause "cuppiness", a common case being
that due to a hard core of segregated high carbon content.
The critical part of a wire-drawing machine is
hte die and upon its proper design and maintenence
hte success of the draw depends. By improving the shape
of the die hole, we may often save a great deal of power.
Unortunately, there are no set rules for its design,
though the laws of flow through a reducing orifice is
well-established.
Thus, one manufacturer will say that
the reduction of the area of the wire in drawing by
1/5 is the best, while another will claim an elongation
11-42
of 5O;r in one pass. Thes truth seems to be that the:
shape aclso
depends
upocn
vj~hether
hard or sjoft
steel
is to be drawn.
In England, dies are generally made of steel,
although cast iron is sometimes used in drawing copper, and diamond dies are employed
lengths of fine wires
in drawing long
in continuous machines. But in
oFten
Amnerica,
chilled cast iron plates are veryhused for
the heavier sizes of wire..For
tile
heavy
work of "break-
ing down", tne die plate has usually from a dozen to
18 holes, which are of the same size and used in turn,
as they wear out.
last
Lip to the Aten years,
the drawpiretes
ere all
made of simple carbon steel conta~ining about L.6~ C.,
r'ow
out~very hard dies have been used~containing up to as
much as i3~ of chromnium. These dies
give good resu~lts
in practice,the wearing very slows~C, if at all. But
some w~·ire-dir6·wersl~
prefer the old tyipe pf dies for cer-
tain kind of work, for the die hole will give a little,
and the wire will not draw so "~harsh]~y".
The proper
shape of hte hole for a "or~aking
do~n"
die is shown in Fig. 5. It has two distinct zones, a
compyaratively
short tapere~d
section, in the
actual
ing is done, a~nd a oell mouth leading up1~
to it. The
draw-
M"
I
--- · ------- --·--;--; ----------- ·- - -- ·---·------- --
-
--------;·--···
?
11-5
important point is
that the bell mouth should nave a.
well-rounded approach to the taper,
so that its walls
are quite clear of the entering wire. Without this
precaution,
there is a liability for the metal of the
die to be drawn forward oy the wire,
the throat,
and piled up in
the hole being "'pulled out".
Thus,
the oljen-
ing becomes too small and th:e wire is scrapped. The
same effect may be produced, if the wire is not thoroughly lubricated.
The reason for the peculiar shape of the die hole
for
may be found in the material used 4
the die, namely,
plain caroon steel contining 1.5 to 2ý C.,and the method of hardening it.
Owing to the impossioility of
maintaining the size of the hole in heat-treatment,
the metal around the hole is hardened oy heammering,
called "battering". This work-hardening can obviously
11%
-------
II-6
be made to penetrate only a Limited distance below the
surface of the die, and this is the reason why the oell
mouth must be cleared well back from the bearing part
of the hole, which is of a depth corresponding to the
trickness of the hardened metal. After hardening, the
hole is brought to exect size by means of a punch, which
further hardens the metala around the hole.
Diamond dies consistI
of com-mercial diamonds drill-
ed and mounted in brass or other metal cases. T-h
great
superiority over tne other dies is due to the hardness
of diamond, and its freedom from wear,which enaoles
large quantities of wire of uniform size to be produced
without changing the die. Tn the manufacture of these
0
dies, the diamonds are first trimmed with diamond plants
and ar- 4he :,n
g
are then drilled with small steel
drills, fed with diamond powder, and made to oscillate
for many hours. The holes are finally polished to the
required gauge within one-ten-tnousandth of an inch.
The speed at which the wire passes tarcugh the
die deoends upon the hardness of the wire and its diameter.
The most economical speed for a particular kind
of wire has to be determined experimentally.
11-7
PFormulas Showing Approximately the Relation between
Quantities Involved in Wire-drawlng.
F/g.l.
V= Velosity of wire before entering the die..
D= Diameter of wire before entering the die.
A,= Sectional area ofwire before entering the die.
v=Velosity of wire after leaving the die.
d= Diameter of wire after leaving the die.
a= Sectional area of the wire after leaving the die
v =Velocity of a section of wire inside of the die.
dx= Diameter of this section,
a,0=Area of this section.
Trans. Am. Inst. Mining Eng. Page 672,Vol.IX,1881.
--·
11-8
d= An element of the taperded surface in contact with
the wire,
p =Mean pressure per sq. in, on the tapered surface.
P =Total pressure on the tapered surface.
1 =Lngth of taper of wire in the die, = (nearly) length
of center line.
S=Total force acting on the wire in direction of motion.
d
Angle between the tapered surface and center line
of wire.
V: Mean velosity of the whole rod in passing through
the die.
f- Coefficient cff
friction in the die.
Assuming the same vele
density for different
parts of the rod, we have
VA va - va
Calling
Vt
(1)
the mean velo$ity of the whole rod
we obtain from Fig. 2,
v
From eq.(l),
A-4
(2)
we have
V
-
VA
and by substituting this value of v, in eq. (2),
obtain
V&----
we
71 bC~P--
119
We
have from Fig. 2 also,
A*
Ax
x
A~l
Substituting in
eq.
L
(4)
(3),
tlP,'
~ -·rJ
S 1
7;, L
(5)
,
1=
or,
From Fig.
(2),
also
1, (
(6)
and by substituting in (5),
V=
D
(7)
consideration, we obtain
Taking the work done ih
from Fig.
P(sinc+fcos(
(8)
V = qv
And by substituting in this the value Vas found in
eq.
(7), we have
P(sina+fcoso)yV -Qv
By substituting
the of
v
as found in
have
-4---
P( sino( fcoscO) --
QA
a
eq.
(1),
we
I
__
PPO
II-
0
72u t
aerC
i ,
Ssino
+ fco so1 I
QI
(9)
From Fig.
2-
sin cA -
21
Therefore,
.1.
COS
o -_
-4
(z12)
D-d
A- ,J
N
I
II-11
Effects of wire-drawing on the Physical Properties and
Constituents of Steel.
The general effects of Aire-drawing on the tensile strength and, elongation, and tortion of plain
carbon steel are
eto, more or less, familiar to all.
But comparatively few know the effects on the density
of the wire. When apiece of wire is drawn through a
die, its density increases at first due to the compression exerted by the walls of the die. But after the
reduction has reached a certain stage, if the wire is
subjected to further drawing, it will actually gets
lighter and is over-drawn.
At that critical stage,
the tensile strength will begin to increase very rapidly, but the wire becomes exceedingly brittle, as shown
by its low torsion and elongation. The wire is ruined
and not good for any practical purpose.
The effect of drawing on the hardness of the sorbite is interesting. When the cold work is not carried beyond a critical point, where the grains of sorbite
and pearlite are broken up into fibers and lose their
identity, it does not result in hardening the grains
to any appreciable amount.
This is,
probably, due to
0
II-12
the formation of slip bands, so that although the crystals in individual grains slide over each other,and
the polyhedric grains are made over into long fibers,
the physical properties are not damaged (save the elongation),but on account of the increase in density, are
actually benefited thereby.
But if the cold work is carried t& a stage where
the particles of one grain are moved till they encroach
upon and penetrate into other adjacent grains, and perhaps till
the whole grain be actually torn apart, so
that the entire structure is made of fibers more or
less torn apart, then the hardness seems to increase
and also brittleness. This extremely brittle wire is
not of much use.
If this wire-drawing be carried still farther,
even the teniile strength will ddecrease. The increase
in ultimate strength due to a tensile stress is explained by Rosenhain as due to the formation of new slip
bands in grains whose crystals are not oriented in a
direction as favorable for slipping as when the stress
is first applied.
The reason for increase in hardness after a certain critical stage mayt be due to an allotropic change
*Jl.Idrn and Sbeel Inst.-page 139,No.2,1908.
II-13
in the iron,or to a chaemical change in the carbon, or
both.
It may be of interest to mention that
grains Of
pure ferrite do not increase in hardness under the heaviest deformation obtained in wire-drawing. There is ,
of course, a hardening effect given to the whole wire,
but this lack of ductility seems to be due to the fact
that no more slipping over each other of the crystals
can take place, but the actual grains themselves do
not seem to be hardened.
Pure iron, thougn softer than steel, would not
stand as much drawing as the steel of sorbitic-pearlitic
structure. This fact is probably due to the tenacity
of iron being much less than that og a eutectoid steel.
The iron wire draws nicely for three or four holes,but
by that time all the slip-bands that can be formed have
already slid, and the metal has to break, since it can
yield no longer. In the steels of sorbitic-pearlitic
structure, the ferrite is strengthened im-mensegy by
the cementite,and since ooth the ferrite and pearlite,
as present in a soft steel, undergo a mutual deformation when subjected to stress, it follows that in a
number of holes of wire-drawing the steel elongates
gradually, while the iron has its "stretch"
nearly
11-14
all removed by the first tw~o or three holes,so that in
the finished wire,elongation is less than the steel
wire.
_ _
11-15
Deteriorating Effect of" Acid Pickle" on
Steel Rods.
x
Eperiments to determine the effects of " acid
pickle" on stedl rods and wires have been conducted
by many investigators. One good procedure is as follows: -
(a) Take samples in the following stages:
(1)
Before pickling.
(2)
After acid pickling.
(3)
After"rusting".
(4)
After lime coating.
(5)
After
(b)
baking.
Test each sample for tensile strength, elon-
gation, torsion, and reduction of area.
The test of
reduction of area is a very important one,for it shows
the effects of pickling much better than the other physical tests.
When a sample is properly pickled, a
specimen from the 5th stage always shows a definite
"necking in"
characteristic on fkrcture by tensile
test.
"Acid brittleness is fatal to wire,and all effects
acid pickling should be carefully removed. The briftleness is due not so much to the acid being not removed,
as to the hydrogen absorbed by the wire when in the
a-cid bath. The use of long furnaces is very effectivd
in drawing out the absorbed hydrogen by long heating.
11-16
The Heat-treatments of Wires/Steel.
The principal heat-treatments used in wire manufacturing are: (1) annealing; (2) patenting; (3) hardening and tempering.
I. Annealing.
Annealing in wire manufacturing serves to accom(1)
plish three functions:-
To remove the effects of
hardening due to cold work in -wire-drawing.
Annealing
for this purpose covers principally the low
carbon
steel wires, those with .25% C. or under.
Some autho-
tha
rities seem to recognize
the fact in such annealing,
it is not absolutely necessary to reach the critical
temperature.
(2) To
refine the grains- applied prin-
cipally to the higher carbon wire, those with .30I C.
or over. (3) To obtain some definite structure,i.e.,
spheroidized cementite.
for
This treatment is used wires
serving special purposes.
Effect of initial annealing.divergent opinions
Authorities have
on the neccessity of initial an-
nealing. Mr. J. Dixon Brunton!s
conclusion is that
annealing the rod before the final annealing does not
in any way produce better material and is, therefore,
*jv.143, No.2.,1906.J1. Iron and Steel Inst.
- -·I
II-17
not necessary. But Mr. Longmuir maintained that annealing
before drawing is necessary 3o insure uniformity
inthe final wire.
The actual increase in elongation after annealing depends upon the time the metal is under treatment,
but at end of five minutes(usually), the maximum increase
in elongation at any temperature has reached.
This
simply means that the material has been thoroughly heated by that time and the effect of cold work has all
been removed.
Reducing the wire too much before annealing causes
crystallization and the wire continues to be brittle
after annealing.
II. Patenting.
Patenting is a term used in wire-drawing industry to describe a process which aims at leaving
4av.nag the material at sorbitic state.
for medium carbon steel (.355
- .85S
he
It is usually
), when both strength
o
and toughness
are required. It wopld be impossible
to make rope and music wires without patenting. The
process consists of heating above the critical range
cooled
and.fairly rapidly, ( such as in air),through the cri-
_·
_ ·
I
II-18
tical range. The high tensile strength is due to carbon in solution, while toughness is due to its fine
grain structure.
The fuctions of patenting are: (1)
in the process of manufacture, the removal of cold
work, and (2) in the finished wire, to give together
with cold work, desired strength and toughness. Patenting more cold work than annealing, which is due to its
toughness.
III.
Hardening and Tempering.-
Hardening and tempering apply to the higher carbon steel wire,from .65"'-1.00% ,
In wire-drawing, they
are considered as one continuous process, there being
no field of usefulness for wire simply hardened. The
wires are drawn through heated tubes of furnace, quenched in oil or water, and,finally, tempered in a bath
of molten lead in one process.
III-1
Proceduve
After a carefull study, it has been
decided that the low carbon steel wire-stock is to be
annealed and the medium carbon steel wire is to be
annealed and patented respectively.
heat-treatment, the -Wre is "pickled".
After the
Mark "A"
is assigned to the low carbon wire -annealed and
"B" and "C" to the mediuem carbon annealed and patent
ed wires.
The wire is then tested for its tensile
strength and torsion.
It is drawn and reduced
through about ten drafts from .111" diameter to .036"
diameter for the annealed stock and to .029 for the
patented stock,
TestTfor its physical properties
are carrield out for each, or every other draft. The
specimens *A","*B"and
"C" are each subscripted with
1, 2, and so on indibating the number of draft it
has been passed throUgh.
The same procedure is conducted for
the intermediate heat-treatments, on A, B, and C.
For instance, AX is annealed after the tenth draft
piekled, tested and drawn further down to AX which is
again testednd further drawn, to AX and so on down
either to the limit of the die hole or till the
specimen breaks.
L_
III-2
Specimens A and B are annealed at
about 16oo F and 1480 F respectively in a gas furnace
Specimens C are patenetd by feeding very slowly
through a tubular electric furnace heated to about
1480 to 1500 F.
The feeding speed is kept very
slow so as to have the wire patented thoroughly,
The scales formed after the heattreatment are removed by the pickling process. ihe
wire is first uncoiled and coiled up again so as to
loosen #p them up and then put into an acid bath which
is made of about 57o concentrated sulphuric acid at
1600F for N to 10 minutes.
Then it is washwd with
water and subjecBd to a fine spray of water at a
slight pressure, until$ a dari-green and brown coating
is formed,
It is next dipped into a boiling lime
solution and quickly removed and finally dried in an
oven at about 2501F for 4 hours.
A 100 diameter gage is adopted for the
torsion test and 25" gage length for the tension test,
The twisting numbers and the load and thejelongation
are thereby recorded for each test.
In drawing the wire is first pointed
by file and then pulled though the die about 30" long
.so as to be capable of winding upon the drum wich
q
-I
I
El
!
III-3
is about 4-"
in diameter and tapered about 4j" in
diameter and is at distance of about 10" between the
center of the drum and the die block,
Such a small
drum is,with no particular reason )but simply becaues
of the limited stock in hand,
It would be very much
better if the drum is made larger.
The drawing
frame consists of nothing but a small D.C. motor
a pair of reduction gears, and the drum.
The speed
reduction is about abou
The drawing
30 to 1 ratio,
speed then is about 7" per second, which is very slow
indeed.
Owing to the size of the drum, the spring-
ing action of the wire sometimes causes entanglement.
The amoutt of reduction for tie smaller wires is a
little hea-vierxthat for the larger.
Being lack of die supply, jewelers'
dfaft-plateswere bought from the market.
These
draft-plates imported from France, are made of very
low carbon steel.
For the soft stock and light ret
duction$ they will serve the purpose alright, but
they can never stand the medium carbon steel stock
at all,
These drafr are, therefore, case hardened
and quenched in oil, at about 1600 F.
Furthermore,
the holes are not made to the standard gages at all.
I
IIII
III-4
Wire Stock Composition
Mark
A
B
C
C e
.10
.45
.45
.88
.88
.050
.045
.045
.023
.017
.017
....
.14
.14
Mn 15.35
S
P F
Si 5
1
-3-
•45
5pr'imen
S5,Pvirnen
1~1_
'
In/Aei
/ nd/e,
0-///
Are4a
,5 -i. nc1.
o
Overa//
0
0oo qOzo
6--7
-oo 7o28
0-0S5
-005670-
A.
14/ire
fed"c,ob
/o__
~I
-o01177
O-o9y
C. See/l
FonqaO/ion
~7ensi- Ye
Load.
JSuccejilve
ea led
9o5
0-q35
Ioo,ooo
-----
70o
/9j'J
/30,oo000
,--.....
#-410
.....
/o
t3
r
ao-07$
o 7o
Boo.o6q
.oof 778
5d-
.0oo3fS
6So3
•0ooJ1397
61. if
/ s
24·8
/-53
Z/9.
ir/96
g;
5173
a
153
-C--ooo
0-37
17gooo
0-27
----
167
-ooz0f
7Z-7
Iz
-oozlz4-
79-Z
296
oo0/13-
,l
Fa/
8aY
13,,
---
`
19.6
oo--6
0-03i
o/oo
0.20
2z6.
//-3
7
Inc~hes
£J/ 4-ao
6-7ig
'~7*,- z5-"1
o
-
--
-
4 ea
w__
rf• w~y t ;rougb
45-o
-4-
C.
-
S ien 9l,rneI
M/o.
chwe
l /rea
S
i
o ,/e
Inch~. I/i
W'ire An? eoled.
J/ee/
,ce
Ld0,
.
3
'045Z
.~/6o5
-03q~3
.0oo0/i/3
,0323
2
.ooo0/9gf
026
o•67
-o
l,
5f•lo
5t1Iqlk.
u-L.r
.•,nnea•,,. ]f-j-,
0
0
S7z
.Z'-
ze'
14.g
//iaao
V/7
JF
•,
/,-o
/3Voo
o0.1
*co0sr9y qf /
6fZL
3/
/6 zoo
O- I
02t2
ozzo
.ooo3ol, q6.o
76.4
3-
L02/•o
4ooy,0 q?
6-f
78s
9-S
,J
bz
1
/,r
Inc/es/.
Af/c-r
?
1_
A-#38.~ 90aooo I Jo
A,,,a/ucd
////g,
,36•
Bj,
d.
ao
/&f
61tzoo
o-
/7,zoo
/70
-
/ oo
0
o '
.Idf
z37
j_3j
0-.4If
0Z
0-16
.4
Annealedc9alo _After
XL
5
0
eo /so,79
o-170-f9_, .ool7
SZ
S.Og
'/
0
.oz
/7/
4a
6.o
/.
--
0C
-ool032o
:.f
*
zy.
•. 2
/s.
/Z,cooo
j.423
-ooo/*I
9/-&
5L.,-
3o.2
//1
/5I ooo
027!/
-•ooS7gs ý
C-o
5
02z/
-ooo3JS3
94 .
76b
L3
.Ol/
aoo-0
0-3-.7 ,
Z
o6o
.jiL#
/!o
z-
31J5
.Zg
0 /S
S
/Ya-oo
65.Z
16'oo0
0'/
/ ~67/-oo
O -O'
/ .z0
A/ole: r denoles "2eyoandygaye.
/103
-/Z
O-o
3
0- '/
370-
O12
01Z
.
3
0.74
3
o
-
.14t7O
-. 5-
+Ai5 20 C. §+ee/
c O.
W/ire
,O
_teoee_
O
0-578o-o
*ooz0f
.
o.-orao
_-/_,
13_1 2z
o'o'H7z
Sfl"o 1)04-10
72-.
-0096f- 7?.7j
-oo/7J-
0
0,.5oo
03.
o
33"3
-
Z/
zz27
/5 ,500oo
o-,
/o-9
Z/ 7~
i?4
o00
00
c
,-..
_.
t.J.
/-L7-
/5
"- '
687
37,9
/26.o
14,70oo
.,- 0,0
OZTZ
7?
oo0s8o
/0
o
77~
z9-/
9gz-5
/Sezoo
96-0
358
o-o 6
.-o*03J3Z
-- ~-o00356.5
96-2
0
Zo
777"
0-0470
O-E
,
,,
5/-3
-00/73#o
.oo1Sof
0-0320
0-0266
0-0233
---
9gf4
,4-5
NVofe: x
/. i/ -
/2-7
2~/3 o
/3149000
O-Z9
I416ooo
0 14-A
eno,. es "eyond
/15zoo
L- ý-;
L___-
ay e "
..
b
t/,uviih
/36, 00
z'.5
,,
Oz
O.oS
0
•Ar/
270 0
30-9
1-60
0--0o'
30-2
/0o•o
4 s
3 5
37
3 /-
I--------I~-~
/66 oao
00ooEao
f
•ooo4-hf
.
0-/Ox
326-o
-o-o
4/-
U
2z9 .
62.5
-ooi0T
j 7
wer
V
17
/3.
(IA;
U-J2
9l- ooo
0. 060
-00287-
rWa
4F!
4galo' f/fer L3
Aineaea'
b5g-$
Ly5r
23/5
q/.5
0-02/8
.,
I7
-OOOgl/9-
jYL
6
X,
•
0-0323
__
f.
--
/Ae/ 1o Afer
/-.- I -
.OO/ZO
An2ea/7ec
duc Ho,/o;'.
5-/
Sy/-
4r,
9.376
51
4/
0. /,ý0-l/i
,
[Vd, 7eG7
056
37
2-
0-56
Ii /e tYou
•-
r
-6-
'-4-Z C J/ee/
%
5e
.. r.
fpec men D/o',ne/er
'Reduc/u/on
. ..
Overa/l J&cccrin
.
AVo
/ch
Area
.<. inch
Co
o.//I
o. oo095
0
C,
0-09
oo
000
00o70o7
Zo
Cz
o-OrS5
o.0-67
4z,44
C3
o.oSo
o0.0050
49.0
C4
0-072
o -O04071
Os
0-.06o
03-2
ooo33
C6
o.oi
o .oo 26
73./
Z/Z7.
0-047
o-oo0073
Sr2 3
343
o03
0-00/oo3
gs
0oooo
.
366
g
C
C/o
o0-2
a
'
PFoa/en/ed
WY-re
/oax/mum Tenv/e
Lorad./bs"
,
9f7
•
/
E/o,~hgaon
in"-
,
/_
_
To,,r,•ron
TD/rn
/OO
Tw,/
__I__
",
200
25.-
OZ
47
/43'0oo
045'
/
39
/oo
.
/I
/9.9
-.
-11-4-
1
/-O
-.
/lO.
55s
-4;
4/7"
-
/6/, ooo
o5
/
37
r'Z
/93 aooo
o-/
0.6"
I
/.
Z3-000
0-o6g
-
04
/35
-7-W
)V/re%
!'educa/on
A'ecmen DioamPa/er Area
No.
/Ich
.nch
al/eonmm
der_ /eh,•,/ Aces
a.
GS
Cyo2
o0.o-z
.ooo66/
CX,
0.027
-ooo6bi 93.,
C-
ooZ21/ -ooo39t 96Z
93-.
96-z,'
C
o-oZ/3
-ooo00-35
CL-,
ao/l5
-ooo02/0 9"/ 7
e.e
I
Paten
z.
W//re-
C Jie/
•4'S
1. 0C co"'
/ier
'
Pce/en/ed
Tesrsi/e
dire'97
F/onga¼/in, 2,2 " Toson
o*
04s./0
/ncs
C, 0o
/lo/im
7/Vs
ed
A/-l
o
0
73
///,000
ooo
7Is-4
7.5
73
/30Z, 000o
.o
0fs
o0
41//-9
3/-./
bS05
o
1-6,oo-
"6
o.4t
//
7-3
~94.9
/S40do
./7
a -.69
.-
37.9
3C-5
/70,000
.og6 x
0-.32
34i
7-6
Palen/ed
A7ain
.O
o.-o30o
-oo3o JY5
o0
Cir ,
0o 327
oooAfo 9/13
25-4
C-z.
oeo7
- -o6oo
6//
?.&
43o
C~Y
0-0226
-ooo€o/
%-o
6q.-:
3
39.
C,,,
0 -o;2/3
.ooo3~r
00
6s-
/1-2
6/.-
/730o•C
C/.I.
o-0/6!
-.ooo2/1 97AY
y.o
-/o."
r/2
/1. ooo
/-o
7,3
/
54-
4?
R/ter C7
C-o
7"-f
__
/O
lo6,ooo
1','o
//8
/.Io,Soo
7/3
/f 4 ooo
a/oX
oa
77
a
/67,ooo
so
/.£o
.
32
o
-/7SX
--.
.7o
/.~4
IYo
3.-o
L4.
"
x ,j&o/6 Berond
gaq e
"
~-·
e
---
1 J/Ceel/
-4504
Wire
Jc/*men D,-ne/er
Are
::
te Pc/en/e--
% Elongn 0
A7i0nom'r
M
OQkera
e1 ccess
//,
TeAfe
Io
E/on 7o/ ,1
fI
/ood
"
Torslon
/Oo
/
,Pa/erled //qa/,n ,/ler
j
-00/7,
-(
.oo//g
&•o
0o3207
-ooO
/-4'S1,27-.5/'/1<
Ce3
.027q
.0oo6//i
CAfMi ,
-ooZ5
.ooo03C
C j, lL
-o2/3
.v-,o
o9
C
.o~0
CfP,
C.Z•
z
o0-o356
641-
939?5
96-5
C kT,
· o53
o0o•T
73c0
C,
.0vr
~73
oo/ 764
;2.7
Cel
-.o/3
00oo/•3
cZ 3
.o3.o
'&OOs•3
c•
.02
0 7S
-Cooo7 •.3
i
oL.~;Jo
*ooo3Y3,
.0.716
"
-0oo36•,
6
/65
3oq
90Z
79-3
/9'o
9!•/.
3/
52-3
4
0
,6
,
.4
.
'.C
6o
/7/,ooo
.09:
/SoCOo
--
(6o
/49o,7,)ler
/•.
• 6
-
79qo
/o7oo
-'Az
/3aJso
/-Y.s
/
.Z
0o
A
,3 _, 2
-07
2•7.
1/Z?
2
-/7
7y.o
,70o
;o~,o~;o
i
.o
.'o
/77Z S3
o
6S.o
5
/3 oo
/
73
/Voou
97o
Y.
46.o
P_
,'•3
/1Kt-."
o.o
/_3__
C6
36.2
94 -/ 62-Z 3'7
63
.o-'"
72.-3
-Z Z3_-oo
-
/52,o
/6§ooo
/0 -
.71o
34
/35~;o00•0/3L-
'0/0
c
o
/ 69
00
oo0
27.3
i
74
6-k
Pa/e/ecVd
C
CS
//,25 /o
ao
Br..eak.eyond
*.
3
331.o
/.
G9ae
S
--
/4o
~
-
2k
41
- :--
-
60
I
~()~:~4/0.1
1
---~
·r
-- H---
---
/-
---
1
.--
I~
--.
-
-
A--z
-
·
Cil
.i::::
J-rft------
--
'
1~'
o
i:::·:
1-
gogo11·
:·---l-
:I
40.
:~:
40i
Aiu/,'
-
-:'-
}
.I_ --r : i -1
J
4,4
.4
i
I--t
PoC)a0
-
.4
L0
:.-.
60
o/ ,4rea-1~
9C
-
I
0;-
....
-1
itt
I
I
;
--
...
4-
1
L
-J
71
.L
17- -7177
7.00;:_:
4
77
~1
4$·:·::~-:::
i
S
S-:1
i-.:
1 -:.:
c~dO
K).
I
iI--
·--- i ·
.
.1
-
]'
r----~-`
'-~~``
74oo-
---
!
:~~
:
a
: .....
',.. .·-----.
i ------.04
,
vI#ll,•
o.
'-:
::
.-
-_____
I
7..I
i.L1.::
.~
.
ToI
~
l -..
-
-;)--':j:-r-
.I
,
·- ·-~
~
---------
___
.,.~-
...
.
-·
tt
.,
.,
-- ;.---: -. . ....
.
.
.
;
. ,
'
,
.
.- . ". _•
L.-
---·-- - -- --,::·::_I;...---
............................
-7777:
*
I-
,
--.
·
- 7 ]
+
T7EiI
-------...................
.~:
*.
F
-1
1-;---
:
--
7II7f
---
.~~·
-t
·
1
l..
::~
'2--
·-- ·--
c~··-.,!-~·--·l-··-·-LI-~·-~C-·-··-~·f~l:fl:LT-·I·-----·
:i
.:~...·Tr-:
-·-
F-
i~v,
V
I:
l---
--i.. _-.?C-·---T·;
.~-~(
.-i·--,, .i- :-~..--.-.-· - I-i---~-:-;
-- -~-j?-....-;·~·-
1:
1..~·:
'-I11·I1I-Lt::-
.i.i
-.
r- .-
Th'!L-
i
II ii-:
"~lk~-T~I:
: -rr-·L
i:: :
I--~-- i::l .1..
II__-_ 1-- .I
I 4 .,
G~
1·i·.·-
·: ·-
___ :i:
--
--.
-
:-1-.----
-- ------ ·-
.........
--
.2'I
:
____________
'
S.
.aA......
-.
......
:-4
-..
I -t -·~
-3-
I
.....
.. -.
4-----4
·
I.
11
-
I
*
'1'-.-
....
..................
............
: if
7 q a o.:-i-
a00
.-
- --- n
+
- -
-
,i-.---:----t-
-
/e9
-
:
L:
7..-
65
6o,
.............
=--7-
7-7
Lf
..
. ..........
:
:Tf..:
~~
A
fL.
F
i
e~~~ --.
~~~~~
I
.
....
C
i~ji
~:
-
ii
"'
t
/orea
i!i
I
1T-;-i
'A K-Ii--·:-:-.r··:- -e~i
K'-!~-
1
I1
.1h:w
i:--·--- i-----·-
-
it.._l
I-·
~-··
·-! · ·
I
!
I
-I-c-~
·
ic-.
' .--
: : :t
'-ii·--i
rT
I
I--r` ·--.
I
i -- ;-.~--L
I-·-·
.. ,...
,,
.
-----;··-'
-#..* ,
,
V
1
1-
•
--
W·-·:
I·· :
:
7
-- ·-r ·-i;.
·I
F
*-
i
-- -,
-- - -·
·
I---·--·i
i
•
4
4
•
*1
[ 1
.i:
i -L:· i·
1.i
-.
· · ·- ~·-·-·i
26'
·
.i
,
I'kt;
-f
---
<~·-.
1. '
-7:.2.f
:t7
i r
.4,7r/O
40.
1
1:mt~
r-·fl
·- ;-- - ·_r-_i
· i
·
·
--4
4---~
:. 1
·
4'i~
K.
4.
i.
j-~7.tf
-
------ · ·-- ·---
::' :'
1-·-·-
,
'
.i. . - . · - ·.. ·I
~-· r ·-- · i
~I·-··.
:i
,--
e%
c'.
0
·....
i :. "~~I
;·.!;:•2 -i·· i :-(,*-i
I-
-·
i·'
~----i-'
i
--
n
· I~
E
"--":--·
c'i--
!: !.:,:. ". ' ; .•.;i"
C--·1
i
i···
:ii :JTi
~
"
--·--
e- ---
i.
.
::
?--7 -I-••'--
. :..
1.. : ..
''~~'''
il :: i · :t ;·
"' . ::--.
'
.. -.
..-..
iI..'..
i
·-.
--; ...... ~(
-- -e=LL- ii i--·t-'---' "''
I
i -- L~·-
---:-
;.~.~S~1 ·'··- 1:i
·
-- · 1
i·-
-----r
· ··- ·~
I ·-t
i.--.
~---·-- · ---r -·
:_i-V
:: ..
t:7
I i.:_Y-
II
:··--~
I~.~.i.]
L·^-
!i
;
1._.
A
;L·2
i -i-r-rii
-Jýego
T--
2-
~'"'
46
Lt.
7Ii7
i
I
._---
j-*t
-
2
i.;_I,
I-
t
··
60
77.7T?
ii
tir;
·;:
---
-- i
i,
i
. 1
ii
c., i
-- I?~
-- l-.-~-ili+-
L_-.--L-II·i-.L
i;ii'
i i I;
-- '--'*T--
-Ir~-----~- ----- ·- r·-i--·:-
I--b-a
j i
1 :t
I· :
- il
tt i;
i
,-i
---- ·----------
;1
;-'
K-t
-i?
""
i
: i
_j
-I-----; i
i r
i:
:
i
i i
II
i
-tl-·;-t·
I/
I
I
,1
i
]
i--:
:: i
i
i
r i
''l'r
i·i;i
ii
i
11
r"-·;-
, i
·i
·-- l-r-~;~TTtiTt·- i
· -rI_·- ·--
ii: ,
-' 1--
iI-i
L
.:
II
I
1iII--
i- : I
~:·If:
iri-·
ii i
'Ij;1ii~
I
:
+:
i
FJi i-i-i
'
:
!
·
·1
i
/·I
-
B'
1-i
i~l ~ i~
I: .
c,.L 1 i .
ii
:· · -·- f
ii ·iI
c:-r
ii -
t5
-r~:··: i
~.c-c-
:I
j I
.- ~--i-
ii ' i
,r
,i I i
....
·-- I :
L-~"
-i:
ii t
N
P
:-·t
· i
-------- · ·- i
-----~-·-.-~---
:1
~--I
;
ii
i .1
_~-~-L:.
.~- .--.
I - ·- -i Li
T
17
iI
i}i~
· _:
.•
::.
ii?:
I_I
~LL~ i
c
O
~4
-t
o
lii(l.fi:iiii
j.irig!:;:
::Q
;it.
3
O
I
i le
i·
i4f~
·-·--- ~-~1
~
t i
i
tS;
i"
t:
-. ~----~'
L_
10i
IU Tivi-
iiBi
1. ·
I ai ~.
i-·-
S.1
jTT
. . ...
i
_.:.
I I
i
ii~-·--;I
'
-. ·---
'--
... :,
I Ii
r-- :·~·i-it-ii-1
L.-I..C.
ii.
[..--m.." -
•",•i ::
:: i"
..i ; .
i,:
Ii·..i,..
•-1 ii.I.
•' t .!-•
7. .
7- --7I
Kt.
I
-
It
.
I
I
-------- ------
ai
I
I
--
I
(------·-··I
r
•
-~
--- ;--·
··
· ··
i '
t.;... ..,
i ;i.:,-;
r-s-.:l
t
I
~
V
i -'
' '
rI: i
.
i
jr;-4i
i:...
I
i.:. i
I
ji~rid
4-
r · · · · -!··- -·-i-·
i1;
'P4
-T:•
ii..
:.I .?..
I
7 ..
: .I
rt,-F
[
.,
., i • :
r-
I~:dA~'_7
:i
_
i1
..
.I :.
.
1 ..
i'
. ._
.H
±t
tjiit
I
i i
+-
I i·
I
-·--i :i 1
::i:Il:
:;1Ii
I;rr
i
-__Li
?_..i
i..ii: ---:i ~I
!·;~--i' i 1,...,.
· ~ r:·'·
1
~.....
ii.'
.. i :_ · I-·
jll
:I
1
I.
t
; '•
i ic;;..?
':i•" . •-
!·r
:1
i i-_i
"rI.i.;~i1
r-l-~~7-··~-
i·
I
i: ;
41
.- LL.IL-~.~
I i:
j
i --IIi--.--.: I Ij
_..:
;··:
i
j----C-------t
I
.r..^..
ir
: 1;
I
i:i
i
-
·
:
I .
:II I
::/
;li:
1
i:...il
-------
-_:
·/
. .. _i_.~_.i-
' t
I:
I
-· Si: FI · ~-·i.:t..:
...
rt:
i;
i
i
I: I
311
~: ;
:
!i:-[',_•.•471:.1.: :
-f
:i
::I
ilc'~
·i
·ii
- i
: :I
-- ·-
ii
:I
:-t
: 1I '
i'
i .
i:1 i
II::
: i
;%
i::
I
I
i :
i- .1
:: t! ·
1:
: i-i
i;
\
t~
ii i '
ii.I I
iII:
.- I i.-
:-'-;-.
I
1: i
I·j
·-i--··--1:-··
·Ii ... i · I
u-! i
' 1
_I -/
I~:I·
L-L-+--r:+--·Lt-·~
I . I: I:i I
1;
-- _Lt-_' j
I: ' ' ' ~: i
'
1
r
.!·.
'I
:_1I'
-
..
i;
i li~:
;i
ii
· IC-l--_3-i-
i
ii
i :i : ;:
i
.. :..I-.
-i ------- -·i :I
:
I 1I
I---·-4--L-
:I·
r ~-ii
! t · · ~ --- · ---I-·::
I
,··,
'· i,.'t11
-r-tr--
i
I..
S,' -:?
,, i:
it
i
I.
I
~
2 'j1.;
V.
ii
1;-i i
Ib.._1L_
"e
r
Zo
i
io
· ·..
--
-7----
·
1
**-
- -i'
-
TI
r,
..
.4-;
-4.. .3
I
i-
_..
_.-
·
I
'
I
.- t.
_
0i
-~"
0
_
_
4.
:,A:dIc/ct
-
-
_
2
.
-
4·'
i
::
re2-/
-t-
0
-t:
i!'I
I:
I
·
i
.II
:
.:.
t
~
I i '
t
Ii i ..~i.i·
i
: ·
' ' i
L -L_
-IfiI
F~I'-·
* 1
i ;
I It
·.
-;·· lj i-I
Ij j I i
·~-----:
k•
•
~
:-·l...lcL?~, i
i -.-
''
·~.I.._:1,
1
i I
.··~..-.,..~...;
7T7__.
1-r7--~1
-L-·
*1.,
.-f.,
IL
-:
..
1li
': ,i-" ',..
-
±
-4
i
,,iulwl..•
I-,·
1
,sl ..
I''
ii
I--*- .
"-I
I-i
I-..
4-
I I-
ha
4
.
Ii-
I`
t !1
(I
II
r
,
Li-l-
i ·i
I
-t-Li-~ii
·I .
I
·I!!i
·:
·i
: ·
-· '-~ · r
: r i
SI.,i. •1
'I'll
~·ji
i
·
j·!
4-c--- -.
,·1
ir I
· ttit~''ii
i
L:;IC·I..
II
i
F-I:` ;~
III
r
j
I.
:I
i-~i~;.. .
·:
i
i.
'
4Ž1
II,
jt .
HI1IK
:i
tij K7
k-__ii-;i'
'·iii.
-·t :-I!i..
Ii:-i
i.LI~I-.-'ij I : r
· .1
f
F
Li
*1*W
tl:
:1:
I
i7
r
IIil-
L
--
J]
I
*
I
.
i!1
I-1:i
;
---
i:i--
.
;
*
*-~:~.i.
I
t
-
-;i
.4
/5ooo:.
-~
.,
I~~
Ni
Il··~
I
I
60i-
C
-
`~
·
_
__
_
1
ii :-+j9
I'
.
II
2~~I
-44:(-
I:
I>
*
·
;-· · i !·-··-·- I
~.:
i.-.-. ::: __:::~.t~-.:
· · ·:-.-l.~·ii
I-I I:::
: :
:-i-i-i ·· ·? · :
"'~-i-'S·:
·-------;· '~'-~~11--3
r:
--r-- · -·-··~
I :-i L
.. _ .
1
.......
....
'··
....
-·· -·-·--I
I ·-·-";
'--· i.. '·r-
l.i
·-~
I.i- .·-
*--
-·--
C-.t·l--·
^..' J__LI
:._:
i -...
- i' : .-:-i~--- :
. .-~
r!il
.. · ·;
-·
i. Lq~ti... ~i~ .~.~.
'
~
1 .......-.-......
i.-
.-- ·-. -- :--~ ---- :
· ·
·· i
I
I--
I
·:I.
·
-. i
-·-
-1 i
~I
i.
r'!
~dm)i
)
·
I
'
.. ~..
1
,.-.
t--- ··r----,-·--·
~
,..
i ---- i---
.~.i.
--------------
-TT'
1
I~
I
r----
-- 7 t-r·+ .-- r
··-·
..-·-,:.~1~:
... , ·r---tl.·
...._~
....
. .
-- LCIL-f-r~·
r·
:
-I·····
I-L
'Pi
i
I
I
r~r-r--~~·--+r~-·-----~--
- -I-
H-
·
-~·-
-.
r
-
·---·-~·-;·-· ui.i.
..L;.-- '-
.r
4=---l·
I
I
u-
tr;
-~. · ·~·
I
I
/ aO 19--
.- L_ ---
-
N 'r
-l
; ·
:- i
·I
-·---·
r
L::
-L4tz
I
t
---
-
I:
j-:·-~---
: :
.·
r
·
;;·~it
·
e--···C-·--: :-....
j
.-...-.. .. tl-L I
, .,:......
....
r
L
· ~-·
I
~iI
;.:..
i r Lr
·-· ·--· ·-i-ft!
i
. .
.. ~.
-·
.
·-· · i-( :
.--. ~..-,--.rl--..i--._i..-~-_.:
if
· · '·-
·
;i
r. I '
... ~
-+- -·--·
·-i-·
`~r·-:
i ·
i
.i
-·
i
:
·
- I·
i
,·
I--
---
;-C·
-i"· :...__iIr
i
I
,....~r : ;
i
-- i: i-i
· ·-·----- · $-f `~.~~r----- L. -·--· · -----....
t.l..
~~___~i_~
1/
:
ttl
-·
;· ·- ··
-- ·-:l.r.:'
L-)-~..!-...
---··-.....: i
· ·
~·
..--..
.· ~.r .....
1
(
H
+·
i · ·
· ·
:.-. r~ .i_;___
-· ii
-·-1-.'-
--
I i
I+:L;-ile
.. · i.r·- .- -
t~l~ -·
-:-· i
(
...
~
-1- · ·
.-
~
`:-
~
_
I:
--
~-
·
.( /i r~4~
Ole
·- ·
-·Ii
I
I
~
1
r
.1d../r.
#..
.
.-
j-
7A.-
~s 111b
jJ
'I·iLL;
.:L1
.'
,•
i
-t-i----~·
;j
If
-1~i
tI.. :...i:.
I
. : : , : ,-
," "
• , ,,...
......
i!
.
:j
:,!
"
i r
•I; ! .
• :: ' ,
. .
r:_ I.~.i....:--i- .___L..
:i
.
I.
I
i-. -_
· 1
1e~
J
"•
.
:• ::
·
. .• .. .
,jI
'
• , 1--.
; ...
•-• ; , ... . .' ..
: • II
-,• . ..
---·-·r -·--··I---·-·-
K
i 1---1
:--i~-~-.-..
~-r
~_:
-t
:i :i.I
. ." . :
...."
-~--·-
~4\
'-, i,;.-.-I-....,.l
-15-7-7 .
.. . .: . I:: i . : .;.,
"i'.;i
i
:t~ft- .-.:~ --..... ~i,.
j :
:K
tTTI:
IC- :I 1
-j
.Ii
,,
:...
.. :r ..... ': t . . ..
L7
: '· '] I ' i • -'-: .:. I
.,-t
.,~... ....... , -•
• :I ,, .', :; ::." i : .-i .'
[h
144'
14''/-
1
K~R[*,
7
j.-i
-/3i ;·i~·
~·
..i.
-- ii
··
-,-, · · L- ~·~···· ·I;-t- 1·
t LI.L-·I~L_-~:
'--·''·-
1''·-
-·--1-·----1--
.I
---- , · ·
I-----·-·-;
: j
1
i·
·I
I:
~R
·~·
~
i
::
~,
t
--- ~--~-7~'
,/I
ril
1I
r--+-------···~--
:
I
i
I
I
r.J1
-- t
r
i
-··· C:
·- C· · · · ·-':·-
. ~·
. : ..
jit:
I-!-- ~---i Il I
'· · ·-·-f~5:
··
j (pl:
f
-· -... · ,.
.i
~
I----I'··
i
1
i..
i · ·· t-· ·i
i
I
r
:I
r·..
I
/·:;·:!---
tH?1
i
-·
:
i
Y-I~U~YI
· I--
r
,
J~
-~···
... i
.. ~.,....
;·-·
i-l·-
~-c~: "l"-~r·'
rii
;-·-- · "·
t
-;·:·:-·- ·
I-I
1
:Ii ;..
·t
i
.:.t
--- ~-----
.. I..
i·
--i-L rtiL'~
CCL+!
I--;··
--- r·r ·- ·I·,--i~-~--
1:.··. -I ·-t
- .·I1 · ·._1-71
?:
t
t
·,
I·1
,-;.t.-:. i -li-·C ;-
I
:
· 1·:r.-..
:;:I;
··
-i
?~
!.....i
... 1.. .. ...
:
·- · I.·
· ~:-;1
;---~ ... 1,... ...__: .
i
·-·;-c;
~i
i~·~e
;.I
-- ·---1··-;
t.
.~.....1-
:-
v;.
1-·r:·-- I-
.
.--
1
4.
4.
4-
1 r;. : jt
I
4
I
...
I:
i
-
4Lf+_
-
al-
-1!4
-*
TCT··
· f;
NO -
I-7
-4-4
I-:
\L
ii
:c
i
..
.....
.J
: K.7
i.
I
•:. .·
77_..
.
.
.....
.--.•-•
~l/~. .
-k..
. -i...
.
. .
.
•
"
•
.
i
. -
.
!
.
.
I ·
"-
. ..
80 80
.
.-
. .. "
-
.:.:.. ....
i_:!! _ .:_;•
- ' ;'·
i !ý&
!! .
.,
1-
..:
.'
• . .
.
~ z
l
-71-
:--:: :i
-L··-L·
1
I,
90;----·L--L~90
i··
i:
.... .
• ::
-.:
'e,•.-T
. .', -." : ---
i:."
....
.. . .. . - -
_I~E-i
I
-/4-
/7ý7.'-4.
I
r
-
.t :f:_:
:r: ·-.
.. ...
----------
i:
2.
1"
Nis
SI
I:
I·
j-
.
-4
--
71-
V..:i
-
:f;·:
i.::. L 2.
I t02~r~:I
-
- -----
2. :
t
i
.401__
_
I:
i -·i-i- I.
,--A
6070
..J
.,'a
:
-.
8090
L:.i.....
1-~~-L
I
.21
/00
-/5Sqoo o
i
--- L,
_..:_.
I i ---
:
.- r-I-r
·/'r
_ 1i -I11_.:_1_:__1
-I
i1-
1
1
-·
(
/.:-ii--i -,--
·t·
-- ~--i---i--
L
_It
.- ,i--------r.
i-:- ·----
i
~-·---
~c~i~
.- i
TF~-~~
· i : - t-·l t :- -I-t"-
i-_----~--:-t
-- L-----~-ii
I
i-: -t-
j L4
i_
·i ·
---
.i--~
i
.
-i---·--------i --- ·-----
I ··-
i
---- · T.
r
i: ~iii~
1-:-- _..LL i-i-e
T:~~C-L
~·r-·---e
i ·-:-I
i
;i-·
-L--i.--
_1 ifi
·
-- ;-t-·-:-·
P
i-
.:1:._:-::
i··
·-: ·
. ~...~~
, t-t
-7T-r ~:-~-t-~~-"~-51-"
-··i
-·i
:I
-
'
----
i
·
I
-- :--i--~-7'
- ~t??-'-
-L.17
-
-,_ii
!:i•-• .::'-
.i
" :
' '. . -- I~-I---IL:J--
Lk
+~-e
j1
-I
:i
-
F--
Zoo 0oa0
ii .
i-
I. f -... r.,
I.
So
I
~~1
4
-------
Ti
--C
F
-
-I-
n----
iii
·
---TJ~'
-r
~-·- -LCI-
f0
~I
I
[--~
1
j
I
,
1-
-I
I-r--
-- 111
-.. _L-
i
i :----. f-.-
i: itl
·
i.
L--~~~.
' · ·-I
· ·
i----
i
t---
1
· · j--
5~
-~-~------t"-------~
~-_-;----t---
ajl ·
·---r
:'::
d.
: ...
1
30
-1------
j:_
·--
t-:::
L__. C~ .~.
r(
·1
71.111111-.
·--L-~-·L
i
I -------j
1
i.
~I
r------
1'
i · ·-
.1·
L--t-
/0.
'//i
zo
30
-
f
----
! i i'
ii-----i
I-t--'
---- _li_.__L;
-- ~---ii
- -- · ·
i
4o0
ti~--;
r':-
,----·
)
-4£
____1
t-;
tt
i
r--~~~~I..--
F
go
6o
·--
-.
1CrL-.·
_-_._.r_
Red!c,%br o/Area-%
704,
I-$B1' 11
lo
7
·--- ~i
---- ·--·-"------;f--
ii-;
r-
-.--*cL~c.
L..·I
i~··
r
_~.-iiJ-._~~
t
-:1
. i
I
.0
,,-itlii· .I--:.fLc~r
i · ----- ·- ·t-----ti-- --
·-C--r-
7z
;-- ·-
1../
-~------i
0
`ti-· :-r
LI
i
/1Sqooo
-· -r-r·
` ·-I-i-
·-:'---t'
.j-
·- ;i ~
69
- sr · ~~'
..........
- -.-"...
*
O
I
.
4•;;MzA
jLf;i
%
N
MUM•:~I·
-ISgS-:
·
·
4
t-r--
--
JPA
L-LiLL
&i~eij
......
i' it
._I
rip,
-~tt
t---rtr~er·r·)
CJI E
2oz"
-
-.
£
·---
i
.
t~
.·h
b--
'''
I~o5a
7~·rT ----·-;----··--·
iL
----------
·- I· C-···- ·
)--
·
f
I.
1~~~...~
Mci
-4
:. I
[
I
I
ti
-...-.---.---.--
6
-1---41:I
6oo
~a
V___It·-:'C--t-
-~
Aoo
O5A0"v2
r~~~".,
`-' ' "'
ie,-;·-i-rkS
-~- . I i.i.·..LI
-
cr··(~ ,L.1
I+rL.
"I U
~
YU . U
_····
.·
iT·7
~1
' C
I
NI~YYIJI
~:.!_.1.·~-_t:_;.1._1lflTAI
&#/1
L--ZrT --
.
T7Th----7·--7i7
-J~Y-C-
Y·~~
j
.L..~_.:...
.4.·L-
h.A•:t
.:
s, . .-.
O. '2.
---
O
---
-. ..... f
-LLL.
i
..
-. I.. !~:~·-L--..:I
-I-c
"'
·I
-·
-i
·· ·-·-··- (
.... ,.. .;.;
i
·:·: i
-...
I
i ---'--·--i-·-1
1-I
t
i·
. :
7-_Zj
i: L
---
Ii
I
!
-1--~·
--
b.
-.-
-i-~-
7'"'--LL
I
i
i
1
-C--·
-·
7~-1[t-p
ooo*I
· ·-
i
..-
JI.:
V
ooobz/
l
·--
--- ·· -i
I
,
S-
1
I . .-..
~~L- i ·
•,._.:. ,•
l
..i
.....
·1
,.I
t-
-1-
·I
cr,-·
-+rtt
i
: -
1.
I i....
: : : . ..: :
i-i
w-;
iCU-(
ttL
j -r'"
i;il
/
T\7.K
4. M .
•
:•.
-Th_
-'.:
-
..
.
. .
..
."
-4---r
]I.
.-.
-·
•
- J .. .
. .; . :
!.
I
."
_.:i {..
~-T- Ell~ti~
I..
-c:--0
I
!
.*.4---..
-
an
*4
00 V0f
,'··~
4
;
*1·T
-:i
I
·\
----
i
r-+-
•:.
1-7r .}·.:- •i"'-.
.·:
·-1---
-.. i".
. ....
. . :-
.
-·-
,
;
-- ·
.
0oo
1.
I
' '
i
!
It:-.!:=-.!
•
_~f~
j
·--I-'=_--"-~---i
,•:
W11-cri
4,.. - ·
~CI·;L,
-CI
-- II-~---
-----
.- ·
· ·- · - :-(-· -· ·
~...-~i .c~....
· T: Li. -· ~.
-- +-~~+·'-·- ·
.22171·-'
~.
'•
.... , -.. ...'•.-.... . • =x;
. -..-..•
•.
. ..-
i-
::j
!_
--
-··-
-- ;·- · !· · ·
r----.---·----'--T-I
·-c--;•
. • .. i:- ; : \" :
........
[ ':•: _:::J?_i
•.7:~
----- (--: i .'..•
"J#:" t
-!---'----"----.--L1-· i -··--i-
L--7r-j- 1-
· t-----t
·
OP
----
2u
i
PR'4
OF
1:
1
U'
-~--j---·--4--
j-
+~
--- ·------+
I
I
i-
··..
1··--
*
1~
~~
C
· C-·-.L
1
··
LTi-I.l~i-
~
----
-·:·j·-·.~
---1 -----
I.
l ii·L.
vjmj
;--
..
IL..-~i
I.i
C-::e
rI
F4
I~
77
7-
i
-~
i~:.I1.
___,
Lii
I
i.
{i- 4-
r-7?·
.
j.
I4
14
-
-?
·
I_ - tvi
'
i
'-FI
li_
·-·-I---·-·s--
i
V
Eii-,!'--·- --·~
y·--·*--- v takf----a.~
,---- ---- --·
· ·--- ·-
-·
I
-- ·.- :i--·-- ·- ·- · · i-,------- ·- ·
--- ·- -
bo
707',,
A%.<.cH
:-t
CAMBP
ýGE
-..
7--717-.L--
'-4Ci,
4-
~~.
'1v
.........
l ...
,--
~
9
i
·
t3
---
c-
SIr
I
*
-
I--
{I*i*-
-
1
-
-
-
2
I-
+
I
i
C44
J
i
0
~
44
j-
K-
177'
-f.7
A
~~V 7
_
I
u·
i:-
~~-
i.-
77
-r~':
-1b
-- -
FFj
K_
--
-·-v
710 C90·
i-I;--
_ _
_
_
-I----4
S-
--
I
{
.i
Ii
,1
--
--- '- --
~
94
9-I1
-i -
CE
C-/ Oo
- -
-
L
•n..1•.
. . .
.
. . . ..•
..
'.
• :.
a..•
i..g- l
w.•
..... .
,• .•
-•.
A.
•
u
-
....
.. ,.i
1-
.i
C-
I
LLY
~hP~
IV- 31
__
I
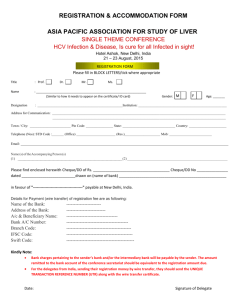
(1) Ao .10%a C., annealed at 1600 F
Longitudinal Section 250 X
(2)
B.45% C.,annealed at 1500 F
Longitudinal Section 500 X
i _I
w
(3)
Co .45o C., latented at 150
Longitudinal Section 500 X
(4)
C1 .45% C.,Patented at 1500DP
Cross secton
250 X
(After let, draft)
-
I
"_
IV- 33
(5)
CI
.45% C., Patented at 1500 F
First draft ca te•r
netrnedixte
Ea4-entig, long. section 250 X
(6)
C
.45% C.,
Patented at 1500 F
passed through 9th. draft
Cross secyion
250 X
-
ii
L
I
::i
IIIII1III
IV-34
1
At
(7)
Ao .1I% C., Annealed at 1600 F
After passing through 10th. draft
longitudimal section 500 X
(8)
BX
.45% C., Patented at 1500 F
After passing through 5th. draft
Longitudinal section
500 X
1
I
1,~~1..~._1.
... _~,.,.
V-1
Discussions
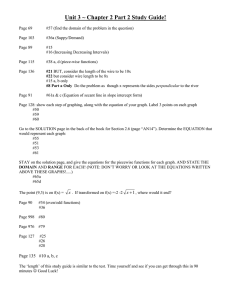
Plot 1--0.10% C.,annealed before drawing, (without intermediate heat-treatment).
The
fe-
tensile strength curve shows that from 0 to 45%
duction, the tensile strength increases by an amount
of 23,000 pounds per square inch, at a uniform rate.
After that the rate of increase accelerates and after
about 85% reductioh the acceleaation is very rapid.
In other words, after 85% reduction, a little amount
of cold work will increase the tensile strength
enormously.
Hence the range of cold work from 85%
reduction on is most effective for increasing the
tensile strength.
The elongation curve shows that
the
drop in elongation is very rapid at first, but after
about 45% reduction
the rate of decrease diminishes.
The torsion is supposed
sure of ductility.
to be a mea-
Hence, we naturalyy expect it drops
as the amount of cold work increases.
But the torsion
curve shows that, instead of this being thd case, from
0 to about 40% reduction it increases slightly, before
it begins to drop,
The same phenomenin is seen in
plot 8 for 0.45% C, annealed before drawing.
peculiarity may be explained as follows:-
This
m
V-2
The torsion at any point is the resultant of two factors:- The increase in brittleness
tends to decrease it while the skin effect, or skin
tension on the circumfernce of thetire, produced by
sqeezing the wire against the walls of the die, tends
to increase it by preventing shear to take place at
the circumference.
We are all familiar with the
surface tension of water, which will make a needle
ts float its susface.
The skin effect': probably,
re-enforce the circumference in a similar way.
Right after annealing, the brittleness
factor is only at its minimum ; hence we gwt a ptetty
high value for torsion, After reducing the wire to
about 45%, thw brittleness factor increases, but, at
Ie
the same time, the skin effect also becomes a factor
in determining the torsion.
This being the, draft, it
i- quite conceivable that the skin effect in this
case is more effective than in the later drafts.
The
skin effect counter-balances the increase in brittleness. and, as a result, the torsion increases instead
of decreasing,
This explanation is supported by
the following little experiment:We polish off the skin of two other
samples of B
for about 2" in length and test them for
V-3
torsion, which comes out to be 37 and 38 respectively, the break takes place in both cases at the polished
portion.
The difference in diameter between the
original and the polished portion is
cmdie
very small
so that it wil not affect the torsion appreciably.
Comparing the average torsion value
of 37.5 with 54 for the original value, the effect of
the skin on the torsion is evident.
In the torsion curve in plot 15, we
do not have any such peak as in plot 1 or plot 8.
This may be due to Yhat after patenting the grains
are not so soft as after annealing.
hence, the
draft does not produce as great sk)in effect"as
after
As a result, the"skin effect"in this case
annre*al ing.
is not great enough to counter-balance thelincrease in
brittleness.
Plot 3 is made ot answer such a question
as follows:Given a rod of about .ll0
in diameter,
we are required to reduce it to a wire of .028" in
diameter.
ed/
The dies available are assumed to be limit-
The problem is : At which draft we should anneal
the wire in order to secure the best results in tensile
strength, elongation, and torsion.
I
_ __ _
V-4
Plot 3 shows that AVIII gives greater
tensile strength than AX orAIX at the size of the
fis~hished wire.
This is what we should expect,
since the treat-ment for AVIII gives the wire more
drafts after ann-aling than AX or AIX.
Plot 6 shows
that the percentage of elongation given by AVIIII
compares favorably with AX or AIX, too.
Pot 7
shows that the torsion for AVIII is too low, being
only 2.5.
evident
Comparing plots 3, 6, and 7, it is
that the gain in tensile strength of AVIII
is not great enough to offset its loss in torsion.
Hence considering evrything, the treatment for AIX or A
AX is better than that for AVIII.
If we want to reduce the iwire to another size, say .030", instead of .028", we can determine in a similar way which of the three heat-treatment
is most desirable.
If we rate tensile strength
I
torsion, and elongation with definite ratios, or if
we fix lower limits for torsion and elongation, we
can reach more delinite conclusion as to which of the
three methods is the best.
Plot 2 is a combination of tensile
strength and torsion cuvres in plot 1.
It combines
two of the most important properties in a ;ire and
V-5
presents to the reader more vividly as to which araft
is more desirable and which not.
For instance, the
first draft is very desirable, since, both tensile
strtngth
and torsion increase$, while che second
draft is so desirable, since it reduces the torsion
a great deal but increases the tensile strength not
much.
Plot 4 shows the effect of cold work
upon tensile strength, after the wire has been sujected to severe cold work and then fully annealed.
By
comparing it wit1. the tensile strength curve in plot
we see that
(1) Tihe tensile str~ength
1
for no reduction
is almest the same in both cases and (2) the rate of
increase in tensile strength is nearly the same.
These
two points are better confiriwd in p*ots.8 and 11.
This means that annealing relieve~all
which is, of co~irse,
the cold work,
in confirmity Witii the accepted
theory of hea i-treatment.
Plo1t
6 shows that the percentage of
elongation drops very racidly after tne first draft
and mudjri~ore
slowly afterwatc~rds-.
Ulot
11, reveivwingS the curves as a
whole, shows that the effect of previ·:-us
ha~s
all disapp~eared
after annealing,
cold work
It is interesting
_
V-6
to note that the effect of cold work on tensile
strength seems to be the same , no matter at which
draft the wire is annealed, becaMse all.the curves
nearly coincide.
Plot 12-- The general tendency af all
the curves is about the same.
If the experiment could
be carried far enough, definite relation might be set
up between tensile strength and torsion.
Plot 14--According to the .stage at
which the heat-treatment is apprlied, torsion curves
should be in the drder of EX, BVI•I, BVII, and ivl,
eacii higher than the other, because of the less
amount of reduction after intermediate annealing
±n
tne pLot, liowever,BVII and BVIII are above BX.
If intermediate annealing is applied after the
seventh draft, a higher torsion value ean be obtained without decreasing its tensile strength much (see
plot 10).
So far as the torsion ib concerned, BVII is t
the best.
Plot 15--In the tensile st'ength curve
the rate of increase is uniform up to hbout
2" re-
ductmon at 1,000 pounds per square inch for every li•
reduction
.
is hilher
its
rate
of increase
Then
~hen
its
rate
incresse
is
il~~herr
on.
reduction on.
627 reduction
from 52:~
from
90 reduction,
After 901~
After
reduction, tensile
tensile
V-7
strength increases tremenduosly with very slight
reduction.
90 to 92j
For instance,
if
we retuce tho-ire from
, the increase of tensile stYenbth is a-out
CO000 pound
-
per squ.ar
inc&r
for every 1:
reduction.
The torsion curve decreases gradually with increase
in percentage of reduction,
while the elo gation
curve dr ps dovn quite rapiCdy up to
Plot 16-wit:h increase in
it
shows that the
0-i
i-euction.
The tensile strcngth decreoses
. t 9,,
nhen com paed withi
torsion.
sr•
4eg
esile
ire is
3.rnealed
more ductile than patented.
Plot l1--The most interesting fact
here is
that the tensile strength og CVI increases
up to a certain point and then drops down suddenly.
That is to say, sometimes ýawire when patented at one
particular stage cannot be drawn beyond a certain
draft,
or in
other words,
that , when drawn further
the grains are so elongated
, they suffer a breakdo..n
in their internal structure.
If it is to be drawn
any further without injury to its
-:hysica.l properties,
bef4ore
it
patented once
is necess-ry to have it
to the critical point.
In
other words,
last draft is the desired si'e of wire,
too early. This is
jore it
if
comes
the drfif
it is patented
shown by the fact that no sucri de-
m
V--.
F
fect occurs in CVIKI, CIX, and CX cuirves.
The
tensile strength for CX, nowever, is rather lov••at the
fi isried
wire.
Ilot
~O--ihe elongatiog
curves are
practically the same to those given by the annealed
wires except that, at the initial stage before drawing
the elonjgation after annealing is much higher than
after patenting.
of heat-treatment.
The difference is due to the process
Of course the material is more
ductile when annealed because ol its pearlitic structure, than when patented, because of its sorbitic s
structure.
It is rather doubtful whether the value
of elongation for CVI and for CIX should be slightly
increased at the last drafts.
Plot 18--CVI begins to raise rapidly
at about 4,_
and CVIII, at about 70%; while CIX
seems not to change its slop very much even at abo2uL
80% of reduction..
Keeping in mind that the
magnitude of the cross sections of the wire after
intermediate annealing are in the order of CVI, CVIII,
and CIX, thek curves se-m to indicate that in subjecta wire of bigger diameter and one of smaller diameter
to the same amonnt of cold work, tne point where the
th tensile strength begins to increase rapidly occurs
in the
bigger wire earlier than in the smaller wire
__
__
;~I_
__
V-9
From experience,
.e krow that we can have
heavier
draft in smaller wires than in bigger ones,
Look-
ing from another angle, we might expect that if we
subject two wires of differ nt diameters to the same
seies of reducyion, the bigger wire will reach the
point where the tensile strength begins to increase
rapidly earlier than the smaller one.
This is just
what the curves show.
The curve for CVI has some peculiarity,
The tensile strength reaches a maximum somewhere between
53
and 60% Bf reduction and with further reduction,
the tensile strength, instead of increasing, decreases
rapidly.
Tne wire is said to be overdrawn.
The ratio
of tension and compression, exerted by the die, is too
big.
There is some incipient rupture" and the density
will actuaely decrease,
Plot 19--In plot 19 as in plot 12, the
various curves, with the exception of CVI, are very
close together, which suggestcs that we migthI draw a
single line,or rather curve of tensile strength
torsion for all of them.
against
This ist very interesting
and me-Ins that when the draft is more or less the same,
we get a definite relayion between tensile strength and
torsion independent of the sizes of the wire.
CVI deviates a great deal from the rest,
__
V-10
due to being overdrawn, as explained in connection
with plot 18.
Plot 21--With two exceptionally low
values of torsion at the atart, the general nature
of the torsion is decreasing with increasing in reduction.
Plot 22-- This plot gives the comparison between annealing and patenting for .45%
C, ste.l wire.
As we ma, expect, th~tensile strength
is higher throughout in the case of patenting than
of annealing, while torsion and elongation are lower.
One important point to note is that patenting treatment makes possible further drawing than annealing.
The annealed sample break3at about 85%, while the
patented does not until about 93% otf reduction. This
is interesting, for we usually think that as the
sorbitic structure is not so soft as the pearlitic,
it will sustain less drawing.
The torsion for the annealed has a
peak, white that for thelpatented none.
This has
already been discussed in connection with plot 1.
In all the curves of tensile strength
against reduction of area, we have a proportionality
between the tensile rtrength and the reductionuntil a
critical point is reached, after which point the tensile strength increases more and more rapidly.
v-il
Photomicrographs--The long annealing
process shovvs the crystal% evenly arranged and the
whole steel of a uniform nature.(See photomicrographs
1 and 2)
specimen
At the first pass of the patented
7'$%
( photomicrograph 5) , the crystalS are
beginning to assume a longitudinal direction,
photomicrographs 7 and 2 the fibre of the steel
in
is
very much elongated and at this point there must be a
g&eatesr strain internally, so much so that it does
not take much to make it show indications or Tracture.
or--
VI-1
Concl:sions
From the discussion above, ,,'e may
*draw the following general conclusions :(1) That the low carbon steel wire
can stand heavier drafts than the medium or high
carbon steel wires.
(2) That there is a proportionality
between the tensile strength and the percentage of
reduction of areauntil a critical point is reached,
after which point the tensile strength increases more
and more rapidly.
(3) That, generally, torsion decreases
with increase ir.cold work, but, sametimes, due to
the skin effect, it increases after the first or the
second draft and then drops down.
(4) That the effect of cold work upon
tensile strength is almost the same, no matter at
which draft the intermediate heat-tre.:tment is applied.
(5) That the best stage for intermediate heat-treatment is usually not at the breaking
point, but at one, two, or three drafts earlier,
de-
pending upon the desired size of the finished wire.
be
(6) That there seems to some definite
relation between tensile strength and torsion,inde-
VI-2
pendent of the different sizes of the wire
and the
particular draft for intermediate heat-treatment.
k7) That the patentin
process per-
mits more cold work than the annealing process.
(8) That with the same amount of cold
work, a patented wire has higher tensile strength
and an annealed one has grater ductility.
(9) That there is a dritical point
beyond which the wire will be overdrawn and ruined.
The End.
Drawing Frame
b
Torsion Test
Machine
Tension Test Machine