Design and analysis of a scanning beam gratings with nanometer-level distortions
advertisement

Design and analysis of a scanning beam
interference lithography system for patterning
gratings with nanometer-level distortions
by
Paul Thomas Konkola
Bachelor of Science in Mechanical Engineering
University of California at Berkeley, May 1995
Master of Science in Mechanical Engineering
Massachusetts Institute of Technology, February 1998
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Doctor of Philosophy
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2003
c Massachusetts Institute of Technology 2003. All rights reserved.
Author . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Department of Mechanical Engineering
May 2, 2003
Certified by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mark L. Schattenburg
Principal Research Scientist, Center for Space Research
Thesis Supervisor
Accepted by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Professor David L. Trumper
Department of Mechanical Engineering
Thesis Committee Chairman
Accepted by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ain A. Sonin
Chairman, Department Committee on Graduate Students
2
Design and analysis of a scanning beam interference
lithography system for patterning gratings with
nanometer-level distortions
by
Paul Thomas Konkola
Submitted to the Department of Mechanical Engineering
on May 2, 2003, in partial fulfillment of the
requirements for the degree of
Doctor of Philosophy
Abstract
This thesis describes the design and analysis of a system for patterning large-area gratings with nanometer level phase distortions. The novel patterning method, termed
scanning beam interference lithography (SBIL), uses the interference fringes between
two coherent laser beams to define highly coherent gratings in photo resist. The
substrate is step and scanned under the interference pattern to expose large gratings.
Our experimental system, the “Nanoruler”, employs interference lithography optics, an X-Y air bearing stage, column referencing displacement interferometry, refractometry, a grating length-scale reference, a beam alignment system, and acousto-optic
fringe locking. Supporting systems also include an environmental enclosure, a beam
steering system, and vibration isolation with feedforward. The system can pattern
300 mm diameter substrates. The errors are categorized and analyzed.
The image-to-substrate motion during writing is comprised of “servo error”, which
is calculated from interferometric measurements, and unobservable error. The Nanoruler
contains a built-in metrology capability where it can measure directly the image-tosubstrate motions, which includes the unobservable error. In this special metrology
mode, measurements can be performed at all substrate locations and on the fly — a
capability possessed by no other patterning machine. This feature is used to assess
the image-to-substrate motions. On-the-fly writing and metrology is further noted to
be important because periodic errors in the interferometry can be eliminated.
I control the fringe placement with a novel system of stage control and acoustooptic fringe locking. The experimentally verified system performance allows control
of the servo error to the limits of quantization and latency. The impacts of stage
controller performance and vibration isolation feedforward performance on unobservable errors are modeled and verified. Extremely high resonant frequency metrology
frames were designed that provided unusual insensitivity to disturbances. The vibration errors are estimated to be sub angstrom (0 to 100 Hz).
Based on my results and modeling, it is concluded that SBIL is capable of satis3
fying sub nanometer placement requirements. In my work I have demonstrated long
term (1 hour) fringe placement stability of 1.4 nm, 3σ (0 to 1.4 Hz). Also, the short
term placement stability is less than 4 nm, 3σ (0 to 5 kHz). When considering the
integrated intensity of the scanned image traveling at 100 mm/s, the dose placement
stability is 2.1 nm, 3σ. The wafer mapping repeatability was shown to be 2.9 nm,
3σ while measuring a 100 mm substrate. The repeatability is consistent with error
models. The index of air uniformity and the thermal stability of assemblies currently
limit the repeatability. An improved system of thermal control, enclosed beam paths,
and lower coefficient of thermal expansion components is critical for achieving sub
nanometer placement error.
Thesis Supervisor: Mark L. Schattenburg
Title: Principal Research Scientist, Center for Space Research
4
Acknowledgments
I thank my research advisor, Dr. Mark L. Schattenburg. Mark originated the SBIL
concept, contributed many ideas, and was an eager source of advice. He always had
great enthusiasm for gratings and metrology.
I thank the thesis committee members Professor David L. Trumper and Professor
Alexander H. Slocum. I also thank Professor Henry I. Smith. Their suggestions,
questions, and support greatly enhanced this thesis.
Carl Chen was the only other person to work full time on SBIL for most of the
project’s duration. We spent countless hours discussing the many aspects of the
system. The credit for the interference lithography optics goes to him. I am grateful
to have worked with him and to have him as a friend.
I thank the students and staff in the Space Nanotechnology Laboratory and the
Nanostructures Laboratory. Bob Fleming greatly aided with the many facilities requirements of the system. Ralf Heilmann was responsible for the fringe locking optics.
Ed Murphy’s expert processing is most appreciated. The MIT Central Machine Shop
staff was very helpful and performed great work. Many students and staff contributed
to or supported the research in many ways. I thank Chi Chang, Pat Everett, Craig
Forest, Andy Lapsa, Chulmin Joo, Mike McGuirck, Juan Montoya, G.S. Pati, Yanxia
Sun, Shi Yue, David Carter, Jimmy Carter, Jim Daley, Juan Ferrera, Dario Gil, Todd
Hastings, Mark Mondol, Euclid Moon, Tim Savas, and Mike Walsh.
I thank my friends and family. I especially thank my parents, John and Mirjam Konkola. I could not have completed this research without their support and
encouragement.
DARPA and NASA sponsored this research.
5
6
Contents
1 Introduction
31
1.1
Patterning accuracy goals . . . . . . . . . . . . . . . . . . . . . . . .
32
1.2
Metrology by interferometrically produced fiducials . . . . . . . . . .
33
1.3
Prior art . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
1.3.1
Interference lithography . . . . . . . . . . . . . . . . . . . . .
40
1.4
SBIL concept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44
1.5
The grating image . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
1.6
System advantages . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
1.7
Contributions and thesis structure . . . . . . . . . . . . . . . . . . . .
52
2 SBIL prototype: The Nanoruler
55
2.1
Optics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
60
2.2
Metrology frames . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
65
3 SBIL Errors
71
3.1
SBIL interferometer systems . . . . . . . . . . . . . . . . . . . . . . .
75
3.2
Printed error . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
81
3.2.1
Top hat laser profile approximation . . . . . . . . . . . . . . .
84
3.2.2
Gaussian laser profile . . . . . . . . . . . . . . . . . . . . . . .
89
4 Rigid body error motions
4.1
95
Metrology block error motions . . . . . . . . . . . . . . . . . . . . . .
95
4.1.1
96
Metrology block translations . . . . . . . . . . . . . . . . . . .
7
4.1.2
Metrology block rotations . . . . . . . . . . . . . . . . . . . . 100
4.2
Lithography beam instability
4.3
Stage Motions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
4.3.1
. . . . . . . . . . . . . . . . . . . . . . 110
Stage rotations . . . . . . . . . . . . . . . . . . . . . . . . . . 116
4.4
Interferometer head motions . . . . . . . . . . . . . . . . . . . . . . . 118
4.5
Coupled motions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
4.6
Optical power signal . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
5 Environment
129
5.1
Environmental specifications . . . . . . . . . . . . . . . . . . . . . . . 129
5.2
Enclosure description . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
5.3
Limits on index stability and temperature control . . . . . . . . . . . 136
5.4
Temperature measurements . . . . . . . . . . . . . . . . . . . . . . . 144
5.5
Humidity measurements . . . . . . . . . . . . . . . . . . . . . . . . . 162
5.6
Pressure measurements . . . . . . . . . . . . . . . . . . . . . . . . . . 163
5.7
Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 167
6 Beam steering and beam splitting for interference lithography
171
6.1
Beam Stability Requirements for Plane Wave Interference . . . . . . . 172
6.2
Beam Stability for Spherical Wave Interference . . . . . . . . . . . . . 176
6.3
Beam Stability Requirements in a Grating Interferometer . . . . . . . 178
6.4
Beam Steering System . . . . . . . . . . . . . . . . . . . . . . . . . . 179
6.5
Analysis of a +1/-1 order grating interferometer for interference lithography . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183
6.6
6.5.1
Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185
6.5.2
“Achromatic” configuration . . . . . . . . . . . . . . . . . . . 187
6.5.3
Effect of grating beam-splitter strain . . . . . . . . . . . . . . 188
Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 189
7 Electronic and Software architecture
7.1
191
Fringe locking electronics . . . . . . . . . . . . . . . . . . . . . . . . . 195
8
7.2
Software . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199
8 System Dynamics and Controls
8.1
201
Fringe locking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 201
8.1.1
Control system design . . . . . . . . . . . . . . . . . . . . . . 210
8.2
Vibrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233
8.3
Acoustics and the effect of shutting down the air handlers
8.4
Stage control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254
8.5
The unobservable error with the stage amplifier off and with the stage
. . . . . . 244
air bearings down. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266
9 System Performance
269
9.1
Short term stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
9.2
Long term stability and refractometer calibration . . . . . . . . . . . 276
9.3
Scanning performance . . . . . . . . . . . . . . . . . . . . . . . . . . 284
9.4
Periodic errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 307
9.4.1
Reading and writing strategy for reduced periodic errors . . . 324
9.5
Interference image distortion . . . . . . . . . . . . . . . . . . . . . . . 328
9.6
Dose stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 330
9.7
Processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 330
9.8
Reading maps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332
10 Conclusions
345
A Error Budget
349
9
10
List of Figures
1-1 Application of grids to lithography metrology. If the reticle and substrate grids are perfect, the observed moire pattern is the phase map
of the stepper distortion. . . . . . . . . . . . . . . . . . . . . . . . . .
34
1-2 Application of grids to Spatial Phase Locked Electron Beam Lithography. 35
1-3 Application of gratings to a) a linear encoder and b) six-degree-offreedom stage metrology.
. . . . . . . . . . . . . . . . . . . . . . . .
36
1-4 Interference lithography system . . . . . . . . . . . . . . . . . . . . .
41
1-5 The lower plot is the nonlinearity in nanometers for an interference
lithography image with spherical beam radii of 1 m and a nominal
period of 200 nm. The upper schematic contains the parameters used
in the calculation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43
1-6 Grating produced by interference lithography in the Space Nanotechnology Laboratory . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44
1-7 SBIL system concept . . . . . . . . . . . . . . . . . . . . . . . . . . .
45
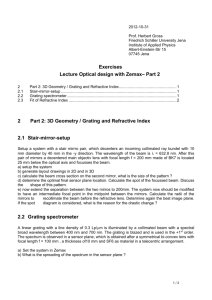
1-8 Image scanning method. The top left figure shows the image scanning
in the y axis. The grating image has a Gaussian intensity envelope
as shown in the top right figure. Overlapping scans achieve a uniform
exposure dose as depicted in the lower figure. . . . . . . . . . . . . . .
46
1-9 Interference of plane waves. . . . . . . . . . . . . . . . . . . . . . . .
50
2-1 Front of system.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
56
2-2 Back of system. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
59
2-3 Front of system with the optics indicated. . . . . . . . . . . . . . . .
61
11
2-4 Simplified schematic highlighting optics used for beam conditioning. .
62
2-5 Simplified schematic highlighting components used for alignment. . .
63
2-6 Period measurement concept. The grating period is calculated based
on the distance the stage moves and the fringes counted. . . . . . . .
64
2-7 Chuck system with metrology references. . . . . . . . . . . . . . . . .
65
2-8 SBIL metrology frames. . . . . . . . . . . . . . . . . . . . . . . . . .
67
2-9 SBIL chuck assembly showing alignment and bonding features. . . . .
68
3-1 Error budget summary. The upper table categorizes the errors by
subsystems. The lower table categorizes the errors by physics. . . . .
3-2 Definition of coordinate systems for error terms.
. . . . . . . . . . .
72
73
3-3 Fringe locking system for SBIL. Figure (a) shows simplified diagram for
writing mode. The AOM configuration and phase meters relevant to
this mode is shown. Figure (b) shows the system components relevant
to reading mode. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
76
3-4 Photograph underneath the optical bench showing optics on the metrology block. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
79
3-5 A sectional view of the system looking normal to the write plane. The
phase sensing optics and stage interferometer beam paths are visible.
80
3-6 Continuous time, moving average transfer function. The envelope is
shown in dashed lines. . . . . . . . . . . . . . . . . . . . . . . . . . .
86
3-7 Comparison of continuous time and discrete time moving average transfer functions plotted for fn between 0 and 10. Discrete time functions
are shown for N = 10 and N = 100. . . . . . . . . . . . . . . . . . . .
87
3-8 Comparison of continuous time and discrete time moving average transfer functions plotted for fn between 0 and 100. Discrete time functions
are shown for N = 10 and N = 100. . . . . . . . . . . . . . . . . . . .
12
88
3-9 Comparison of continuous time moving average and continuous time
Gaussian transfer functions. The moving average and its envelope are
shown in the continuous and dashed lines respectively. The dash-dot
line is the Gaussian transfer function. . . . . . . . . . . . . . . . . . .
92
3-10 Comparison of continuous time Gaussian dose transfer functions with
discrete time versions. . . . . . . . . . . . . . . . . . . . . . . . . . .
93
4-1 Metrology block assembly. . . . . . . . . . . . . . . . . . . . . . . . .
96
4-2 Metrology block assembly showing nominal rays and rays reflected from
the pickoff when the metrology block assembly is shifted by Xm. . . .
97
4-3 ”Black box” metrology optics block assembly showing nominal rays
and rays when the metrology block assembly is shifted by Xm. . . . . 101
4-4 Metrology block assembly showing rays and components before and
after rotation of assembly about point o by θY m . . . . . . . . . . . . . 103
4-5 Portion of the metrology block assembly showing rays through the
metrology block before and after rotation of assembly about point o
by θY m . The solid lines are the rays for the unrotated block. The
dashed lines are the rays when the block is rotated by θY m about point
o.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
4-6 Pick off and laser beam paths for the metrology block pickoff. The
top figure shows the isometric view and the bottom three figures show
orthogonal views. The intersection point o lies nominally in the write
plane. The mirrored intersection point is point m. . . . . . . . . . . . 107
4-7 Orthogonal views for the pick off and the laser beam paths for the
metrology block pickoff when θZm is exaggerated at −10◦ . . . . . . . . 108
4-8 Metrology block optics and ray paths for the nominal beams and beams
with angular instability. The lower left corner figure shows unfolded
beam paths of rays after point m. The lower right figure shows the
detailed paths for calculating the optical path difference. . . . . . . . 111
13
4-9 SBIL stage metrology showing interferometers, chuck, and Abbe offset
definitions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
4-10 Presumed configuration of optics in Zygo 6191-0605-01, Special Column Reference Interferometer, Left Angled Version. . . . . . . . . . . 120
4-11 Ray trace of column reference interferometer showing components and
beam paths for nominal configuration and the case when the interferometer head is pitched by θY ix (clockwise). The nominal beams are
shown in black solid lines. The beams for the pitched configuration are
dashed. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
5-1 The calculated index and index sensitivity from Edlen’s equations
(lower left table). The nominal parameters (upper table) and the requirements for 7 ppb stability (lewer right table) are also shown. . . . 131
5-2 Estimated temperature coefficients of critical components and the error
for 5 mK of temperature change. . . . . . . . . . . . . . . . . . . . . 132
5-3 Environmental enclosure showing the two air handlers and the doors
to the main chamber . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
5-4 Inside the main chamber. The grills for the air outlets and returns are
obvious on the face of the air handlers. On each air handler, the air
outlets through an ULPA filter located midway up the face. The air
returns through the grills located at the top and bottom of the units.
The arrows show the expected air flow paths.
. . . . . . . . . . . . . 137
5-5 Major heat sources in the SBIL system. The powers shown are maximum.141
5-6 Location of the twelve data and two control thermistors. The four rear
sensors are labeled 1-4. Four front sensors are labeled 5-8. Sensor 9
is placed to monitor the temperature near the x axis interferometer.
Sensors 1-9 are located in the critical volume, within 3 inches of the
write plane. The vertical sensors, 6, 10, 0, and 11 have an average
spacing of 12 inches. The control sensors used for feedback are labeled
TA and TB
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145
14
5-7 Front sensor temperatures averaged over a minute. The spikes in temperature correspond to the opening of the environmental chamber door. 149
5-8 Front sensor temperatures with an enlarged temperature scale. The
vertical lines denote the time when a SBIL routine was started. . . . 150
5-9 The difference between maximum and minimum temperatures occuring
during a one minute time frame, front sensors. . . . . . . . . . . . . . 151
5-10 Rear sensor temperatures averaged over a minute. The vertical lines
denote the time when a SBIL routine was performed. . . . . . . . . . 152
5-11 The difference between maximum and minimum temperatures occuring
during a one minute time frame, rear sensors. . . . . . . . . . . . . . 153
5-12 Vertical sensor temperatures. The spikes in temperature correspond
to the opening of the environmental chamber door. . . . . . . . . . . 154
5-13 Vertical sensor temperatures with a zoomed temperature scale. The
vertical lines denote the time when a SBIL routine was performed. . . 155
5-14 The difference between maximum and minimum temperatures occuring
during a one minute time frame, vertical sensors.
. . . . . . . . . . . 156
5-15 Front sensor temperatures during various experiments. The motor
powers for the SBIL routines are noted. A brief description of the
experimental events is shown and marked with the vertical lines.
. . 159
5-16 Front sensor temperatures during a test of the y axis motor dissipation.
The first vertical line marks the start of y axis scanning. The second
vertical line marks the end of scanning. . . . . . . . . . . . . . . . . . 160
5-17 Temperature measurements testing the affect of stage position on the
chuck temperature. A diagnostic sensor was placed close to Tool Temp
A sensor and another sensor was placed within one of the cavities of the
chuck. The vertical line denotes the time when the stage was moved.
The top plot shows the minute-average temperatures and the bottom
plot shows the maximum minus the minimum temperature during a
minute.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
15
5-18 Temperature measurements of the rear sensors when testing the affect
of stage position on the chuck temperature. The vertical line denotes
the time when the stage was moved.
. . . . . . . . . . . . . . . . . . 162
5-19 Temperature of air leaving the chill coils. . . . . . . . . . . . . . . . . 164
5-20 Relative humidity without any humidity control. The chill coils are
controlled to a constant temperature and the makeup air is expected
to be a small fraction of the total air flow, making the relative humidity
much more stable than the outer room humidity. Over one half hour
the humidity varies by 0.4% peak to valley.
5-21 Differential pressure
. . . . . . . . . . . . . . 165
. . . . . . . . . . . . . . . . . . . . . . . . . . . 166
5-22 Differential pressure during times when the clean room doors were
opening and closing. The clean room has two sets of doors and the
largest spike corresponds to the opening of both doors at nearly the
same time. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 168
6-1 Ray trace of interference lithography optics showing paths when the
incoming beam is unstable in angle and position. . . . . . . . . . . . 172
6-2 Allowable angular instability for q = 1/2000. The dotted line indicates
the large period asymptote. . . . . . . . . . . . . . . . . . . . . . . . 174
6-3 Interference of spherical waves showing the shift in waist position due
to an angle shift of the incoming beam (partial view). . . . . . . . . . 175
6-4 Ray trace of interference in a grating-based interferometer. . . . . . . 179
6-5 Beam steering system for stabilizing beam position and angle. . . . . 180
6-6 Beam steering optics on the SBIL system. . . . . . . . . . . . . . . . 181
6-7 Top Plot: Magnitude of the open loop transfer function. Middle Plot:
Phase of the open loop transfer function. Bottom Plot: Modeled
and experimental disturbance transmissibilities. Table: Comparison
of beam angle and position stabilities over different frequency bands.
184
6-8 A grating interferometer using diffracted +1/-1 orders. . . . . . . . . 185
6-9 Diffraction by a grating. . . . . . . . . . . . . . . . . . . . . . . . . . 186
16
7-1 Control architecture. . . . . . . . . . . . . . . . . . . . . . . . . . . . 192
7-2 Real time control platform . . . . . . . . . . . . . . . . . . . . . . . . 193
7-3 Photograph of the frequency synthesizer and the VME based systems. 197
7-4 Photograph of partially assembled Intraaction Model MFE frequency
synthesizer. The unit houses a printed circuit board hosting the three
digital frequency synthesizers. Power supplies and RF amplifiers are
also contained within the unit.
. . . . . . . . . . . . . . . . . . . . . 198
8-1 Experimental and modeled loop transmission for the fringe locking
controller. The sampling rate is 10 KHz. The controller is proportional
and the Zygo digital filter is programmed for 128 KHz bandwidth. . . 202
8-2 Control system block diagram for fringe locking.
. . . . . . . . . . . 202
8-3 Experimental data and components of fringe locking model. The system uses proportional control and a 128 KHz bandwidth Zygo digital
filter. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 204
8-4 Frequency response of Chan2/Chan1, outputting same data to both
DAC channels.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 205
8-5 Timing diagram for the frequency synthesizer control. The unfiltered
phase meter signal P Mu is sampled with a period T . The output of
frequency correction, fc is delayed from the phase meter sampling by Td .206
8-6 Position transfer function for two Zygo digital filters. The filters have
-3 dB bandwidths of 15 KHz and 128 KHz.
. . . . . . . . . . . . . . 209
8-7 Experimental data and components of fringe locking model. This system uses proportional control and a 15 KHz bandwidth Zygo digital
filter. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 210
8-8 Fringe locking error signal with proportional control. . . . . . . . . . 211
8-9 Fringe locking error signal with no control. . . . . . . . . . . . . . . . 212
8-10 Fringe locking error signal with lead compensation. . . . . . . . . . . 213
8-11 Frequency response of lead controller. . . . . . . . . . . . . . . . . . . 214
17
8-12 Power spectral density of the fringe locking error signal without fringe
locking control, with proportional control, and with lead control.
. . 215
8-13 Root locus of plant with proportional control. . . . . . . . . . . . . . 216
8-14 Root locus of plant with lead control. . . . . . . . . . . . . . . . . . . 217
8-15 Experimental data and components of fringe locking model. This system uses a lead controller and a 15 KHz bandwidth Zygo digital filter. 219
8-16 Plots of the predicted disturbance transmissibility derived from loop
transmission data for two different controllers and disturbance transmissibility derived from ratios of power spectral densities. . . . . . . . 220
8-17 Frequency responses of the system. The graph shows the open loop
plant, controller, plant and controller, disturbance transmissibility and
closed loop systems. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
8-18 Plot of the ratio power spectral densities psd(xf le )/psd(xue ) when the
fringe locking control is on. The same data is shown on semi-log and
log-log plots.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222
8-19 The top plot contains the power spectrums of xf le and xue when the
fringe locking is on. The bottom plot is the ratio of these errors. . . . 223
8-20 Block diagram for a generic control system.
. . . . . . . . . . . . . . 224
8-21 The top plot shows the power spectrum of xf le and xue taken when
the fringe locking control was off. The bottom plot shows the ratio of
these power spectrums , which is the disturbance-noise ratio. . . . . . 229
8-22 A higher resolution plot of the disturbance and noise power spectrums
and their ratio. This data is taken with the fringe locking control off.
230
8-23 Plots comparing the components of the fringe locking error to xue from
0 to 700 Hz. This data is taken with the fringe locking control off. . . 231
8-24 Plots comparing the components of the fringe locking error to xue . from
0 to 5000 Hz. This data is taken with the fringe locking control off. . 232
8-25 Experimental and modeled loop transmissions. The disturbance injection for the experimental data was filtered white noise. The system
uses a lead controller and the 15 KHz Zygo digital filter. . . . . . . . 233
18
8-26 Model of optical component-to-metrology frame resonant structure . . 235
8-27 Power spectrum of the stage x error and vibrations measured on the
stage and on the metrology block. . . . . . . . . . . . . . . . . . . . . 236
8-28 Power spectrum of the stage x acceleration error when the amplifier is
off (stage freely floating) compared to xue . . . . . . . . . . . . . . . . 237
8-29 Power spectrum of x accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown.
The top plot ranges from 1 to 800 Hz. The bottom plot ranges from 1
to 100 Hz.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 239
8-30 Power spectrum of y accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown.
The top plot ranges from 1 to 800 Hz. The bottom plot ranges from 1
to 100 Hz.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 240
8-31 Power spectrum of z accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown.
The top plot ranges from 1 to 800 Hz. The bottom plot ranges from 1
to 100 Hz.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241
8-32 Comparison of pitch motions measured on the metrology block and the
bench to xue . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242
8-33 Relative vibration levels of the granite versus the floor. . . . . . . . . 243
8-34 Ratio of power spectrums of vibrations and acoustic pressures with the
air handlers on/off. The x direction metrology block and x direction
stage vibrations are shown to depend on acoustic pressure. . . . . . . 245
8-35 Sound pressure level measurements for the cleanroom, inside the SBIL
enclosure, and inside the SBIL enclosure with the air handlers off. The
noise floor of the acoustic measurement is also shown. . . . . . . . . . 247
8-36 High resolution power spectral density of sound pressure inside the
SBIL enclosure with and without the air handlers running. The same
data is shown on semi-log and log-log plots. . . . . . . . . . . . . . . 248
19
8-37 The top plot contains the power spectrum of the unobservable error
with the air handlers on and off. The bottom plot compares the ratio
of the unobservable error and pressure with air handlers on and off. . 249
8-38 Ratio of refractometer, θZsm , and pressure with air handlers on and off. 251
8-39 Refractometer and θZsm data when the air handlers are on. . . . . . . 252
8-40 Refractometer and θZsm data when the air handler is off. . . . . . . . 253
8-41 Experimental and modeled frequency responses for the stage x axis. . 255
8-42 Experimental frequency responses of the x axis plant at low frequency. 257
8-43 Experimental and modeled frequency responses for the stage y axis. . 258
8-44 Position error plots for the stage when it is nominally stationary. . . . 259
8-45 Power spectrum of the stage errors on semi-log and log-log plots. The
data to calculate the power spectrums is from Figure 8-44. . . . . . . 260
8-46 The top plot is the y axis error during constant velocity portion of a
0.1 m/s scan. The bottom plot is the FFT of the data. The harmonics
correspond to the motor spatial period. . . . . . . . . . . . . . . . . . 261
8-47 The top plot is the x axis error during constant velocity portion of a
0.1 m/s scan. The bottom plot is the FFT of the data. The harmonics
correspond to the motor spatial period. . . . . . . . . . . . . . . . . . 263
8-48 The x and y axis accelerations during a 0.1 m/s scan velocity in the y
axis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264
8-49 Transfer function of position to acceleration filter. . . . . . . . . . . . 265
8-50 Power spectral density of xue when the stage amplifier is off, when the
stage air is off, and when the stage is controlled. . . . . . . . . . . . . 267
8-51 Ratio of power spectral densities of xue . The plot shows ratio xue when
the stage amplifier is off over when the stage is controlled. Also, the
ratio when the stage air is off over when the stage is controlled is shown.268
9-1 The upper plot is the grating-to-fringe stability, x4 , sampled at 10 KHz.
The lower figure plots the calculated normalized dose amplitude error
due to the x4 assuming d/v=.02 s.
20
. . . . . . . . . . . . . . . . . . . 270
9-2 The unobservable error, xue , sampled at the same time as the data
shown in Figure 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . 271
9-3 Unobservable error over 56 seconds while the stage is static. Raw data
and Gaussian filtered data are shown. . . . . . . . . . . . . . . . . . . 272
9-4 Unobservable error over seven seconds while the stage is static. Raw
data and Gaussian filtered data are shown. . . . . . . . . . . . . . . . 273
9-5 Power spectrum of xue computed from the data in Figure 9-3. The
Gaussian filtered data shows the very fast cutoff. Dominant error
sources in different frequency bands are indicated. . . . . . . . . . . . 274
9-6 The xue , 3σ computed by integrating the power spectrum versus v/d.
The same data is shown on linear and log-log plots. . . . . . . . . . . 275
9-7 The top plot is the long term unobservable error with refractometer
compensation. The middle plot is the unobservable error without refractometer compensation. The bottom plot is the refractometer data
taken at the same time. The data is the bandlimited to 1.4 Hz.
. . . 280
9-8 The power spectrums of the compensated and uncompensated xue data
from Figure 9-7. The power spectrum of the refractometer correction
signal is also shown. The refractometer compensation is effective up
to about 0.04 Hz. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 281
9-9 The top plot shows xue that is uncompensated by the refractometer and
xue that is compensated. The bottom plot contains the refractometer
measurement taken at the same time. The doors of the clean room
were opened and closed to artificially produce a pressure change. The
data is bandlimited to 42 Hz. . . . . . . . . . . . . . . . . . . . . . . 282
9-10 The top plot shows the experimentally derived refractometer coefficients versus the stage x position and the linear fit. The bottom plot
shows the difference of the refractometer coefficients and the fit against
the left ordinate. Additionally, the unobservable error with the error proportional to the refractometer measurement removed is plotted
against the right ordinate. . . . . . . . . . . . . . . . . . . . . . . . . 284
21
9-11 Nonlinear phase map of a strip of grating used in the experiments to
assess the dynamic performance of the system. The nonlinearity is
shown in nanometers versus the stage x and y positions. Note that the
x and y scales are very different. . . . . . . . . . . . . . . . . . . . . . 285
9-12 Average xnl of two scans measured along x = 154 mm. . . . . . . . . 287
9-13 Difference between xnl for two scans at 1 cm/s. The data was filtered
with a 50 Hz cutoff frequency. . . . . . . . . . . . . . . . . . . . . . . 288
9-14 Unobservable error while the stage is scanning with 100 mm/s peak
velocity and 0.1 g peak acceleration. Raw data and Gaussian filtered
data are shown. The vertical lines denote the scan start and stop. . . 290
9-15 Stage reference profile for an 8 cm scan length (top plot). The middle
plot shows the velocity reference with the maximum scan velocity of
0.1 m/s. The bottom plot is the acceleration reference with maximum
acceleration of 0.1 g. . . . . . . . . . . . . . . . . . . . . . . . . . . . 291
9-16 Unobservable error, xue while the stage is scanning. The same scan
parameters as those for Figure 9-14 were used. . . . . . . . . . . . . . 292
9-17 Stage error during the same time as data of Figure 9-14. The stage
reference profile was 100 mm/s scan velocity, 0.1 g peak acceleration.
The stage errors for both the x and y axis increases when the stage
accelerates in the y axis. . . . . . . . . . . . . . . . . . . . . . . . . . 293
9-18 Fringe locking error during the same time as the data of Figure 9-14.
Additional fringe locking error occurs because of additional stage x error.294
9-19 The unobservable error during a 100 mm/s, 0.1 g peak acceleration
scan when the feedforward is off.
. . . . . . . . . . . . . . . . . . . . 295
9-20 The unobservable error during a 50 mm/s, 0.05 g peak acceleration
scan when the feedforward is off.
. . . . . . . . . . . . . . . . . . . . 297
9-21 Stage reference profile for an 8 cm scan length, maximum acceleration
of 0.05 g, and scan velocity of 0.05 m/s. . . . . . . . . . . . . . . . . . 298
9-22 The stage error during the 50 mm/s scan profile when the isolation
feedforward is on. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 299
22
9-23 The stage error during the 50 mm/s scan profile when the isolation
feedforward is off. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 300
9-24 Simulated payload accelerations from the stage accelerations with the
feedforward off. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 301
9-25 Stage acceleration error computed from the position error data of Figure 9-17. The stage reference profile was 100 mm/s scan velocity, 0.1
g peak acceleration. The vertical lines denote the start and stop times
for the scan. The maximum accelerations during the constant velocity
(CV) and static portions of the scans are noted. . . . . . . . . . . . . 302
9-26 The unobservable error during a fast scan. The stage reference profile
was 300 mm/s scan velocity, 0.25 g peak acceleration. The vertical
lines denote the start and stop times for the scan. . . . . . . . . . . . 304
9-27 Stage reference profile for an 8 cm scan length, maximum acceleration
of 0.25 g, and scan velocity of 0.3 m/s. . . . . . . . . . . . . . . . . . 305
9-28 Stage yaw interferometer measurement for different scan profiles.
. . 306
9-29 Plot of xnl when the stage is scanning perpendicular to a grating at
127 µm/s. The top plot is xnl versus time and the bottom plot shows
the power spectral density of this data. . . . . . . . . . . . . . . . . . 309
9-30 The top plot shows the power spectrums of xnl for the moving stage
and the stationary stage. The bottom plot shows the ratio of power
spectrums of the moving stage to the stationary stage. The peaks due
the interferometer nonlinearity are evident. . . . . . . . . . . . . . . . 310
9-31 Plot of xnl versus the modulus of P Mx . The average of the data points
in each phase bin shows the linearity. . . . . . . . . . . . . . . . . . . 311
9-32 Plot of the number of points in each phase bin. . . . . . . . . . . . . 312
9-33 Plot of the magnitude of the FFT coefficients for P Mx periodic error
obtained from the average xnl data. The top plot shows the magnitude of all 256 harmonics. The bottom figure shows a magnified plot
containing just the coefficient magnitudes for the first 10 harmonics. . 313
23
9-34 Plot of data used in the FFT and the reconstruction by the inverse
FFT using the DC component and the first two harmonics . . . . . . 314
9-35 Plot of xnl data and this data corrected for the x-axis nonlinearity.
The power spectrum for the corrected data shows the 800 and 1600 Hz
peaks are gone in the corrected data. . . . . . . . . . . . . . . . . . . 315
9-36 Plot of xnl versus the modulus of P M4 . The average of the data points
in each phase bin shows the linearity. . . . . . . . . . . . . . . . . . . 316
9-37 The magnitude of the FFT coefficients for P M4 periodic error obtained
from the average xnl data. The top plot shows the magnitude of all
256 harmonics. The bottom figure shows a magnified plot containing
just the coefficient magnitudes for the first 20 harmonics. . . . . . . . 317
9-38 Plot of data used in the FFT and the reconstruction by the inverse
FFT using the DC component and the second and fourth harmonics.
318
9-39 Repeatability of P M4 nonlinearity. This data is difference between the
average xnl periodic error from two experiments. . . . . . . . . . . . . 319
9-40 Plot of xnl data that was already corrected for the P Mx nonlinearity
and the same data corrected for the P M4 axis nonlinearity. The power
spectrums show the 630 and 1260 Hz peaks are gone in the corrected
data. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 320
9-41 Plot of the power spectrum of xnl with a stage velocity of 316 µm/s
perpendicular to holographic grating.
. . . . . . . . . . . . . . . . . 322
9-42 Comparison of the θZsm axis power spectrums for a stationary and
moving stage. The bottom plot shows the ratio of the power spectrums
shown in the top plot. . . . . . . . . . . . . . . . . . . . . . . . . . . 323
9-43 A phase map of the interference image. This is the Moire image between the image grating and a holographically produced grating.
. . 329
9-44 Scanning electron micrograph of SBIL written grating after exposure
and development. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 331
9-45 Scanning electron micrograph of SBIL written posts after two crossed
exposures and development. . . . . . . . . . . . . . . . . . . . . . . . 332
24
9-46 Scanning electron micrograph of SBIL written grating after exposure,
development, RIE of interlayer, RIE of ARC, and nickel plating. . . . 333
9-47 The difference between two wafer maps of the same un-rechucked wafer.
The origin on this figure corresponds to the stage x position of 0.125
m and the stage y position of 0.207 m. . . . . . . . . . . . . . . . . . 334
9-48 Nonlinearity of a grating written by SBIL. . . . . . . . . . . . . . . . 335
9-49 Contour plot of the nonlinearity of a grating written by SBIL. . . . . 336
9-50 Contour plot of the nonlinearity of a grating written by SBIL with
tighter contour spacing. Locations of obvious particle defects are indictated. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337
9-51 Figure a) depicts a mirror symmetric error. When the substrate with
the nonlinearity of a) is rotated 180◦ the nonlinearity appears as shown
Figure b). The metrology tool will measure twice the mirror symmetric
error. Figure c) depicts a rotationally symmetric error. Rotationally
symmetric errors are not observable when the substrate is rotated 180◦
as in Figure d). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 339
9-52 Contour plot of the same grating in Figure 9-49 when it is rotated by
180◦. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 341
9-53 Contour plot of the same grating in Figure 9-49 when it is rotated by
180◦. The contours range between -10 and 10 nanometers. . . . . . . 342
9-54 The measured in-plane distortion in the region of a particle defect (a)
and the calculated out-of-plane distortion (b). The photograph (c) is
the white light interferogram formed between a vacuumed quartz wafer
and the chuck. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343
10-1 Error budget considering potential improvements . . . . . . . . . . . 347
A-1 Error budgets for the displacement interferometer (Table A), fringe
locking interferometer (Table B), and the metrology block frame (Table
C) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 350
25
A-2 Error budgets for the substrate frame (Table D) and rigid body error
motions (Table E) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 351
26
List of Tables
1.1
Mask and wafer lithography and metrology requirements from the International Technology Roadmap for Semiconductors . . . . . . . . .
33
4.1
Beam alignment parameters for different optical power loss. . . . . . . 127
5.1
Long term rear sensor stability, the change in average temperature
reading after 33 days. . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
5.2
Long term front sensor stability, the change in average temperature
reading after 33 days. . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
5.3
Long term vertical sensor stability, the change in average temperature
reading after 33 days. . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
9.1
Integrated noise power in frequency ranges for the theta axis. Units
are counts. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 324
27
Symbols
Note: Vectors and matrices appear in bold face type.
b
C
cs
d
D
e
E
eA
f
fG
fn
g
Gr
h
j
k
l
Lc
n
m
m
M
Md
No
p
P
P
PM
R
R
s
t
u
wo
x
w
xdie
xf le
xnl
dashpot constant (Ns/m)
compressibility (1/Pa)
speed of sound (340 m/s in air)
1/e2 intensity diameter for a Gaussian beam (m)
dose (J/m2 )
periodic error (m)
Young’s modulus (Pa)
normalized dose amplitude error (NA)
frequency (1/s)
normalized Gaussian frequency (NA)
normalized frequency (NA)
gravitational acceleration (9.81 m/s2 )
ratio of Rowland ghosts of first order to their parent line (NA)
total
√ substrate thickness (m)
−1 (NA)
time index (NA)
linewidth (m)
length of cavity for the fundamental acoustic resonance (m)
interference scale factor (equals four for a double pass interferometer)
order of diffraction (NA)
mass (kg)
moving average transfer function (NA)
discrete time moving average transfer function (NA)
Avogadro’s number (6.0221 ×1023 )
phase meter counts per period
pressure (Pa)
Power (W)
phase meter signal (counts)
Refractometer cavity length (m)
Universal gas constant (8.314 J/mol/K)
Laplace transform variable (rad/sec)
time (s)
in-plane distortion (m)
1/e2 intensity radius for a Gaussian beam (m)
data (NA)
out-of-plane distortion (m)
displacement interferometer error (m)
fringe locking error (m)
phase nonlinearity (m)
28
yd
y
z
α
γ
φ
φm
λDM I
λil
Λ
Λg
Λo
ν
ω
θZsm
τ
discrete time moving average data (NA)
data (NA)
Z transform variable (NA)
fringe angle with respect to the y-axis (rad)
specific heat ratio (1.4 for air) (NA)
phase (rad)
metrology block interferometer phase (rad)
vacuum wavelength of displacement measurement interferometer (m)
vacuum wavelength of the interference lithography laser (m)
nominal period of the interference fringes in the substrate plane (m)
period of a diffraction grating(m)
nominal period of the interference fringes measured perpendicular to them (m)
Poisson ratio (NA)
frequency (rad/s)
differential yaw motion between the stage and the metrology block (rad)
integration time (s)
29
30
Chapter 1
Introduction
We proposed interferometrically produced fiducials for metrology of sub-100 nm device generations [86]. In this method, distortions produced by processing, mastering,
or replication are measured by comparing the distorted pattern to an accurate reference grating or grid. The gratings are interferometrically produced. The grids
combine two orthogonal grating exposures.
The goal of my work was to advance interference lithography and fiducials as
metrological tools. The manufacture of gratings with nanometer level linearity is
the main challenge for this advancement. Since state-of-the art patterning tools lack
the accuracy required to pattern the desired gratings, we developed scanning beam
interference lithography (SBIL) to produce nanometer accuracy gratings and grids
over large areas (≈300 mm diameter). While the system uses beam sizes on the
order of 1 mm radius, large grating areas are exposed in photoresist by scanning the
substrate. In this thesis, I discuss the design and analysis of this novel paradigm for
patterning gratings.
In addition to semiconductor metrology, gratings and grids are important components in optics. The diffractive property of gratings is exploited in many applications
including position measurement, beam splitters, alignment [100], and spectroscopy.
Gratings are the building blocks for filters in optoelectronics [69]. Also, periodic patterns are required for devices such as magnetic storage, distributed feedback lasers,
and field emitter displays [97]. Gratings are viewed as a fundamental component and
31
more accurate diffraction gratings than those available today will enable important
advances in many applications.
The SBIL system can not only write gratings but it can read grating phase. The
reading characterizes the system phase placement errors and the accuracy of the
written gratings. The capability to read gratings makes SBIL a placement metrology
tool in addition to patterning tool.
The long term goal for SBIL is to pattern gratings over 300 mm diameter areas
with about a nanometer of accuracy. For my design purposes, only repeatability and
not accuracy for linear gratings was considered. Accuracy is left for future work.
Accuracy approaching the repeatability can be achieved after applying self calibration methods [23, 83, 104]. Moreover, repeatability is a necessary precondition for
accuracy since the accuracy can never be better than the repeatability for a given set
of measurements.
1.1
Patterning accuracy goals
The requirements for SBIL are driven by requirements for semiconductor metrology.
Table 1.1 shows placement requirements as specified by the International Technology Roadmap for Semiconductors [52, 53]. The mask image placement requirement
for year 2003 is 21 nm of error. The desired metrology precision is 1/10 the image placement. For year 2003, the metrology precision is 2.1 nm over the 132 mm
square patterning area of a 152 mm square reticle. Additionally, the table includes
the wafer overlay requirements. In year 2003, the wafer overlay requirement is 35
nanometers and the metrology precision, which is 1/10 the overlay, is 3.5 nm. The
future requirements are tabulated up to year 2016. The SBIL gratings are intended
to solve the long term metrology requirements for the semiconductor industry and
thus nanometer level accuracies are useful. Subnanometer placement accuracy for
research applications are also desirable.
32
Year of First Product 2002 2003 2004 2005 2006 2007 2010 2013 2016
Shipment
Technology Generation 115 100
90
80
70
65
45
32
22
(nm)
Mask size (assumes
152 152 152 152 152 152 152 152 152
EUVL follows optical)
(mm, square)
Mask image placement
24
21
19
17
15
14
11
8
6
(assumes 4x magnification) (nm)
Mask image placement
2.4
2.1
1.9
1.7
1.7
1.6
1.1
0.8
0.6
metrology
precision
(nm)
Wafer size (mm, φ)
300 300 300 300 300 300 300 450 450
Minimum
(field
28
24
24
24
24
24
24
24
24
1/2
area) (mm)
Wafer overlay (nm)
40
35
32
28
25
23
18
13
9
Wafer overlay metrol4.0
3.5
3.2
2.8
2.5
2.3
1.8
1.3
0.9
ogy precision (nm)
Table 1.1: Mask and wafer lithography and metrology requirements from the International Technology Roadmap for Semiconductors
1.2
Metrology by interferometrically produced fiducials
Grids can by applied to lithography metrology as shown in Figure 1-1. Here, the
moire image formed between a reticle grid and a substrate grid is the phase map of
the stepper distortion – if the grids are perfect. Image placement stability can also be
assessed. Additionally, the magnification of the stepper is set when zeroing out the
linear phase in the Moire pattern. This in-situ metrology is quicker, more accurate,
and provides information over a wider range of spatial frequencies than the traditional
placement accuracy methods.
The spatial phase locked electron beam lithography (SPLEBL) [94, 26] concept
in Figure 1-2 is another application for grids. In this technique, a readable grid is
fabricated on a substrate that is also patternable by an e-beam lithography system.
The grid serves as a metrology reference for the electron beam, which in turn can
33
Moire
camera
Reticle
grating
Wafer
grating
Figure 1-1: Application of grids to lithography metrology. If the reticle and substrate grids are perfect, the observed moire pattern is the phase map of the stepper
distortion.
fabricate arbitrary patterns. Since the electron beam performs metrology at the
exposure interface, the metrology information is extremely accurate. Therefore, the
accuracy of the patterning can be limited by the accuracy of the grid on the substrate.
The detector signal will typically be secondary electrons but they might be photons
if the grid is scintillating.
Gratings can also be used for calibration of more generic electron beam lithography
systems. The grating is read and used to correct inaccuracy of the ebeam system.
Reference [3] uses a holographically produced grating for correction of a single scan
field. However, there is no reason why this same technique couldn’t be applied over
the entire stage travel if a large grating could be produced with sufficient accuracy.
The accurate gratings and grids would greatly simplify the calibration of ebeam and
scanned laser writing tools.
SBIL is useful as a process metrology tool. Distortions due to etching, plating, and
deposition can be assessed by measuring the processed grating with SBIL. Diffractive
techniques have also been exploited for process monitoring and control [95].
Displacement measurement is another important application for fiducials. Figure
1-3 shows an individual linear encoder and an example of a grating based stage
topology. The grating would be patterned onto a low CTE substrate such as Zerodur.
34
Signal
Processing
Beam
Control
Scanning
E-beam
Detector
Feedback
Signal
t
Pattern
Fiducial Grid
E-beam Resist
Substrate
Figure 1-2: Application of grids to Spatial Phase Locked Electron Beam Lithography.
The read head can be designed to provide measurement of motion perpendicular to
the grating and the height. There are many read head design possibilities, some of
which are commercially implemented [40, 90]. The read head for a semiconductor
stage would need to be designed to have very low heat dissipation for the required
thermal stability. The stage schematic shows a scanner where the reticle and wafer
stage reference linear encoders. Each stage has six degree of freedom measurement
with three linear encoder plates. If the optical column is not sufficiently stable,
additional stage-encoder-to-column-encoder metrology is also required. The beam
paths for this additional metrology can be enclosed in vacuum. Heterodyne [103]
and homodyne phase detections schemes are possible with grating based metrology.
Other stage encoder designs might use grids. Reference [7] shows a stage topology
where the grating is upside down on the stage. There, the laser enters from beneath
the stage.
Grating-based distance measurement has several advantages over displacement
measurement interferometry [7, 106]. The deadpath in an encoder-based system may
be only a millimeter or two compared to at least 150 mm for a stage with enough
travel to expose a 300 mm diameter substrate. The smaller deadpath provides insensitivity to air index variations and changes of the vacuum wavelength of the laser.
35
a)
Linear
Encoder
Read
Head
b)
Linear
Encoder
Linear
Encoder
Linear
Encoder
Grating
direction
Linear
Encoder
Linear
Encoder
Reticle
Stage
Linear
Encoder
Wafer
Stage
Figure 1-3: Application of gratings to a) a linear encoder and b) six-degree-of-freedom
stage metrology.
Another advantage includes the unusually stable length scale provided by a grating
written on a low thermal expansion substrate such as Zerodur. The encoders also allow lighter weight moving parts because the stage will no longer have interferometer
mirrors. The lighter weight parts will have a higher resonant frequency and require
less control effort. A higher resonant frequency implies less metrology frame deflections in the pressence of disturbances. Less control effort implies higher accelerations
and lower heat dissipation. Looking at Figure 1-3, the large encoder plates might
be argued to be disadvantageous since vibration induced motion between the large
encoder plates will cause errors. After reading this thesis, one will understand that
the vibration levels using a commercial vibration isolation system can be low enough
that a 500 Hz resonant coupling of the encoders will be sufficient for angstrom level
36
vibration errors. One will also understand that the errors due to air index nonuniformity can be much larger. Currently the index nonuniformity error is in fact much
larger than the vibration errors in the Nanoruler. Additionally, the decoupling of the
optical column frame and the stage frame, which is typically done anyway for scanner
applications, and even better vibration isolation would relax the requirement on the
encoder coupling. The encoder-based stage topology is advantageous considering that
the stage vibration sensitivity is the most important. Moreover, the stage has much
larger vibration levels than the metrology and optical frames due to scanning related
accelerations and disturbances; the absence of interferometer mirrors on the moving
part enables a lighter, higher resonant frequency stage.
All the state-of-the-art high accuracy stages use linear interferometers. Because
gratings with sufficient accuracy are not available, gratings cannot even be considered
for these applications today.
1.3
Prior art
There are many methods for fabricating gratings. The predominant patterning technologies include electron beam lithography, scanned laser writing, interference lithography (also called holography), and mechanical ruling. No one has produced gratings with sufficient accuracy for semiconductor metrology. In this section I discuss
the state-of-the-art in high performance grating fabrication, general patterning, and
placement metrology.
Reference [107] contains an excellent collection of classic papers on ruled and
holographic gratings. It also contains milestone papers on theory and application of
gratings. A general book on gratings is written by Hutley [51]. Reference [80] provides
a high level overview of gratings. Evans [22] reviews the history of diffraction gratings
and provides a nice bibliography that covers ruling engines.
Mechanical ruling of gratings dates back to Fraunhofer in 1821 [70]. Advances in
technology such as laser interferometers, control systems, and mechanical accuracy
[74] were critical to the ruling engine development [35]. Although its history is inter37
esting, the ruling approach is slow and fundamentally limited by diamond wear. A
large grating may require many kilometers of diamond travel. For instance, reference
[12] comments that the greater than 280 km of diamond travel required to pattern
a 40 cm × 40 cm grating with 1800 lines/mm far exceeds the acceptable limit of
diamond wear. Ruling can take weeks or months and the diamond wear leads to
varying groove profile, including line-space ratios. On the positive side, ruled gratings can have higher diffraction efficiency than holographic gratings produced with
conventional processes because the groove profile can be defined by the shape of the
diamond [68].
Spectroscopy seems to have been the driving force behind the ruling engine development. The spectroscopic resolution is limited by diffraction in addition to the
quality of the grating. Harrison [35] cites Lord Rayleigh’s papers, where he “showed
that resolving power is not greatly reduced if rays that are to interfere constructively
are not more than λ/4 out of phase.” The variable λ is the wavelength of the light.
From this, Lord Rayleigh deduced the gratings can have errors of Λ/(4m) where Λ is
grating period and m is the order of diffraction.
Random errors in the grating will result in scattering of the light and widening
of the spectrum line. However, periodic errors cause erroneous daughter spikes in
the spectrum. If the periodic errors occur over a large scale (change in period over
many grooves), the so-called Rowland ghosts appear in the spectrum. Here pairs of
lines appear – one line on each side of every strong line. From Harrison, the ratio of
Rowland ghosts of first order to their parent line is
πme
Gr =
Λ
2
(1.1)
The periodic error e defines the amplitude of the periodic error. Then the period
control is
e
= Gr / (πm) .
Λ
(1.2)
Equation 1.2 can be used to calculate the periodic error given the ratio of Rowland
ghosts. Additionally, so-called Lyman ghosts are due to short scale (within two or
38
three grooves) periodic errors. The Lyman ghosts are widely separated from the
parent line [51]. The Fourier transform principles of optics [33] provide a way to
visualize the effect of periodic errors.
The manufacturers of ruled gratings tend not to specify grating nonlinearity in
their catalogs. However, Loewen [70] shows the Littrow interferogram of a 6.3 µm
period grating in the -18 diffraction order. The photograph indicates this 250mm
wide grating has a nonlinear error on the order of λ/4 which corresponds to about 35
nm of grating nonlinearity. The ghosts were not detectable at the 10−5 level, which
from Equation 1.2 implies large scale period control to better than 60 ppm. The
reference reports producing gratings with resolution that are 80% of maximum.
Ruled gratings are typically very expensive and are usually used as grating masters. The replication [108] of these masters typically adds further distortion.
The highest resolution spectrometers are no longer grating-based. The FabryPerot interferometer can have much better spectral resolution than the grating spectrometer [38]. Even Harrison [36] conceded the demise of large gratings for spectroscopy – the resolution of a grating spectrometer is proportional to the width of the
grating. Moreover, the spectroscopy applications no longer fuel the demand for more
accurate and larger linear gratings. Gratings that are suitable for spectroscopy can
have distortions that are more than an order of magnitude worse than those suitable
for semiconductor placement metrology and still function near the diffraction limit.
Electron beam lithography is another method for the production of gratings and
it is also suitable for general patterning. NTT developed an e-beam mask writer
appropriate for proximity x-ray lithography [77]. Called EB-X3, it is a shaped-beam
system that provides an image-placement reproducibility of <15 nm (3σ) over a 20
mm square area and is expected to soon achieve <10 nm (3 σ) [93]. Among commercially available masks, image placement accuracies of 20 nm have been achieved by
the Next Generation Lithography Mask Center of Competence, which is a collaboration between Photronics and IBM. Among commercially available tools, the MEBES
5500 from Etec Systems Incorporated has a 30 nm placement accuracy specification
[21].
39
The most accurate commercially available encoder that I identified is available
from Heidenhain. The CT 60 length gage has 50 nm of nonlinearity over a 60 mm
measurement range [41]. I suspect the phase grating was written with a good mask
writing tool and the specification accounts for distortions due to replication.
The highest performance placement metrology tools to date are based on a mark
detection via a microscope and substrate positioning via an interferometrically controlled stage. The placement metrology tools measure cross locations calculated from
CCD frames. The signal processing filters fast errors such as vibration. The Nikon
Model XY-6i claims a 4 nm repeatability and 7 nm nominal accuracy over a 225 mm
x 225 mm area [76]. This tool is no longer produced since Nikon left the pattern
placement metrology business. Leica is the only company currently offering a placement metrology tool. The Leica LMS IPRO specifies a 5 nm repeatability and a 10
nanometer nominal accuracy over a 130 mm x 130 mm area [66]. In practice, these
tools have degraded accuracy because of difficulties of mark detection, are extremely
slow, and are only practical for evaluating long spatial period errors.
1.3.1
Interference lithography
Interference lithography (IL) is the process of recording interference fringes [81, 87].
Reference [27] provides a good description of interference lithography and its history.
Figure 1-4 shows a basic IL system. In this system, the split beams are conditioned
before interfering on the substrate. The variable attenuator is adjusted to equalize
the power of the beams and thus maximize fringe contrast. The spatial filters, by
blocking undesired angular components of the beams, attenuate wavefront distortions.
The focal length of the lens in the spatial filter is chosen to set the divergence of the
beams, thereby defining the size of the region of interference for a given pinhole-tosubstrate distance. The beams have a Gaussian intensity distribution and the spot
size on the substrate should be large enough to provide the required dose uniformity,
which defines the critical dimension (CD) control. A reasonable pinhole criterion for
the spatial filters is to set the pinhole diameter to about 1.6 times the Gaussian waist
diameter [27]. For this parameter, about 99% of the nominal power is transmitted.
40
LASER
VARIABLE
ATTENUATOR
BEAMSPLITTER
PHASE DISPLACEMENT
ACTUATOR, i.e. POCKELS
CELL.
MIRRORS
{
SPATIAL
FILTERS
{
2q
SUBSTRATE
BEAMSPLITTER
PHASE ERROR
SIGNAL
CONTROLLER
G
Figure 1-4: Interference lithography system
The distance from the spatial filter to the substrate defines the radius of the spherical
wavefront. The shape of fringes produced by spherical waves has been studied in detail [27, 46, 25, 16] and they contain an inherent hyperbolic distortion. The distortion
limits the pattern size that can be considered linear. The plot of the nonlinearity for
a 200 nm nominal period interference image is shown in Figure 1-5. The nonlinearity
was calculated using the relations derived by Ferrera [25]. The nonlinearity is reduced for large beam radii, which is the distance from the beam waist in the spatial
filter to the substrate plane as indicated in the figure. Even for 1 m beam radii,
the nonlinearity is more than 500 nanometers over only a 2 cm × 2 cm area. While
it is desirable for the radii to be as large as possible (typically > 1 m) for reduced
hyperbolic distortions, instability due to air index variations, vibration, and thermal
drift limits the maximum practical propagation distance. Lenses may be used to
collimate the beam after the spatial filter and thus eliminate the hyperbolic distor41
tion. However, it is questionable whether it is practical to fabricate optics capable of
producing large gratings with sub-nanometer fidelity. A beam splitter located near
the plane of the substrate provides the interference signal for measuring fringe drift,
which is mainly due to air index variations, vibration, and thermal drift of the optical
setup. The differential signal from two photodiodes is the error signal that drives
the controller for a phase displacement actuator. The phase displacement actuator
is typically a mirror mounted to a piezo or a pockels cell - piezo mirror system. The
period of the fringes is adjustable by changing the angle of interference θ according
to Equation 1.10. IL is therefore maskless and can pattern arbitrary periods down
to half the wavelength of the interference light. For some spectroscopy applications,
the interference lithography and substrate profile have been configured for abberation
compensation [45, 61].
An example of a grating produced by interference lithography is shown in Figure
1-6. The figure shows a grating after IL exposure and wet development but before the
Ta2 O5 etch mask interlayer and anti-reflection coating (ARC) is reactive ion etched.
Details of the fabrication process can be found in Reference [85].
Interference lithography has many inherent advantages. First of all, the interference pattern produces highly coherent gratings. IL gratings are smoother than ruled
gratings in that they are free of ghosts [87]. Secondly, the depth of focus is very large.
Additionally, the topology of a spatial filter followed by no subsequent optics provides
extremely low wavefront distortions. Other advantages include: built in metrology of
the interfered pattern, a diffraction resolution that is ≈2x that of traditional on-axis
optical projection lithography, and excellent image contrast even at high numerical
apertures. SBIL builds upon these inherently good system properties.
Although many companies pattern gratings with interference lithography, none
specify their products’ accuracy directly. At best, residual chirp is specified and the
lowest value that I found is 0.005 nm/period/cm available from Lasiris [101]. Assuming a 1 µm period grating and a linear chirp, the deviation from a linear grating
will be 121 nm over their 44 mm grating aperture. In the Space Nanotechnology Lab
at MIT, Juan Ferrera demonstrated 50 nm repeatability for 400 nm period gratings
42
Parameters:
z
λ=351.1 nm
L=1m
period= 200 nm
2q
L
x
y
10
-300
-200
-100
8
6
y (mm)
4
2
0
0
-2
-4
-6
-8
-10
-10
100
200
300
-8
-6
-4
-2
0
2
4
6
8
10
x (mm)
Figure 1-5: The lower plot is the nonlinearity in nanometers for an interference lithography image with spherical beam radii of 1 m and a nominal period of 200 nm. The
upper schematic contains the parameters used in the calculation.
43
resist
Ta2O5
0.1 µm
ARC
Figure 1-6: Grating produced by interference lithography in the Space Nanotechnology Laboratory
over 3 cm x 3 cm [27]. Thus, to my knowledge, holographically produced gratings
have never been manufactured to sufficient repeatability for semiconductor metrology.
Even if holographically produced gratings could be produced with sufficient repeatability, the large hyperbolic distortions would require correction with a look up table.
Linear gratings are clearly preferable for metrology since they won’t require these
corrections that are sensitive to errors in the location of the hyperbolic origin [27].
1.4
SBIL concept
Figure 1-7 depicts the SBIL system concept. The optics closely resemble those of the
basic IL system but the image is much smaller than the total desired patterning area.
The grating image diameter is typically 200 µm - 2 mm (1/e2 intensity diameter).
Large gratings are fabricated by scanning the substrate at a constant velocity under
the image. Beam pick-offs direct a fraction of each arm’s power to the fringe locking
system. The stage error and the lithography interferometer’s phase error signals are
44
fed to the fringe locking controller.
LASER
BEAMSPLITTER
PHASE
STAGE
ERROR
ERROR
SIGNAL
CONTROLLER
+
+S
VARIABLE
ATTENUATOR
G
BEAMSPLITTER
PHASE
DISPLACEMENT
ACTUATOR
MIRRORS
BEAM PICKOFFS
STAGE DISTANCE
MEASURING
INTERFEROMETER
SPATIAL
FILTERS
MUCH SMALLER
BEAMS THAN
TRADITIONAL IL
2q
MIRROR
SUBSTRATE
AIR BEARING
XY STAGE
Figure 1-7: SBIL system concept
SBIL depends on accurate stage and fringe locking interferometry. Interferometers systems, if carefully designed and implemented, have sufficient stability for sub
angstrom stability. Reference [31] demonstrated 15 pm stability over 6 minutes for
an interferometer in vacuum. The long term stability of 150 pm over 10 hours was
also demonstrated in that reference but the thermal stability of the components for
the 5 mK temperature variation in that experiment probably accounts for the larger
drift.
Figure 1-8 depicts how overlapping the scans achieve a uniform dose. The top
left figure shows the image scanning in the y axis. Then the stage will be stepped
over in x by an integer number of periods and scanned again. The grating image
has a Gaussian intensity envelope as shown in the top left figure. Overlapping scans
produce a uniform exposure dose as depicted in the lower figure.
45
X direction
Y direction
Scanning
grating
image
Intensity
Scanning grating image
Air-bearing
XY stage
Resistcoated
substrate
X
Grating
period, L
Overlapping scans closely approximate
a uniform intensity distribution
Intensity
Summed
intensity of
scans 1-6
Individual
scan
X
Figure 1-8: Image scanning method. The top left figure shows the image scanning in
the y axis. The grating image has a Gaussian intensity envelope as shown in the top
right figure. Overlapping scans achieve a uniform exposure dose as depicted in the
lower figure.
1.5
The grating image
The introduction to SBIL would not be complete without a discussion on the grating
image. In this section, I derive the image intensity for the interference of plane waves
using fundamentals of optics [39], [115], [38]. Also, I consider the dose for a scanned
image and the relationship between CD and dose uniformity.
Figure 1-9 shows the interference of plane waves with fields E1 and E2 given by
E1 = A1 ej(ωt+k sin θ x+k cos θ z−kL1+φ0 /2) ŷ
(1.3)
E2 = A2 ej(ωt−k sin θ x+k cos θ z−kL2 −φ0 /2) ŷ.
(1.4)
and
46
The amplitudes of the electric field are A1 and A2 . The lengths L1 and L2 are path
length terms. The phase term φ0 is a phase offset constant. The z axis bisects the
interfering plane waves where the interference half angle is θ. The wave number, k, is
k=
2π
λ
(1.5)
where λ is the wavelength of interfering light.
The waves interfere in the region where the plane waves overlap and the total field
there is given by
E = E1 + E2
(1.6)
The time average intensity is given by
1
I=
2
1
5
Re [EE ∗ ] =
µ
2
5
[E1 E1∗ + E2 E2∗ + Re[2E1 E2 ∗ ]] .
µ
(1.7)
Applying Equations 1.3 through 1.7, the time average intensity is expressed as
1
I=
2
5 2
A1 + A22 + 2A1 A2 cos (2k sin θx + k[L2 − L1 ] + φ0 ) .
µ
(1.8)
The phase of the fringes is a function of the position x and is defined as
x
L2 − L1
+
+ φ0 .
φ(x) = 2k sin θx + k[L2 − L1 ] + φ0 = 2π
Λ0
λ
(1.9)
The nominal period, Λ0 , of the interference fringes is controlled by the angle θ, assuming the laser wavelength is constant, and is given by
Λ0 =
λ
.
2 sin θ
(1.10)
Also of note is the phase of the fringes can be shifted by 2π if the path length term,
L2 − L1 , changes by λ.
While for SBIL the wavefronts are designed to be very planar, the amplitude will
have a Gaussian field distribution. Moreover, the field amplitudes A1 and A2 will
47
vary in x and y. If the beams are well aligned and balanced in power, A1 for practical
purposes will be equal to A2 . The amplitude of the electric field can be derived from
the electric field profile of a Gaussian beam where
r
A = A0 exp −
w
2 .
(1.11)
Here A0 is a constant proportional to the field magnitude. The variable w is the
radius of the Gaussian beam. The term r is the distance from the optical axis.
In the plane of the substrate the beams have some ellipticity due to the angle of
incidence and possibly due to diffraction from a grating beam splitter. For simplicity,
I will assume
r 2 = x2 + y 2
(1.12)
where the substrate is in the x − y plane.
It is useful to express the intensity as a function of beam power since the power
can be readily measured. The intensity of each beam can be written as
2P
x2 + y 2
Ib (x, y) =
exp
−2
πw 2
w2
(1.13)
where P is the total power in the beam given by the integral of the intensity
P =
∞ ∞
−∞
−∞
Ib dx dy.
(1.14)
The integration of Equation 1.13 can be evaluated with the following identity obtained
from Mathematica1
∞
−∞
e−
x2
q
dx =
√
πq.
(1.15)
The intensity in the write plane from Equation 1.8 expressed as a function of the
1
Mathematica Version Number: 4.0.0.0, Wolfram Research, Inc., 100 Trade Center Drive Champaign, IL 61820, USA
48
power, assuming both beams have equal beam size, is
x2 + y 2
2
exp
−2
I(x, y) =
πw 2
w2
x
L2 − L1
P1 + P2 + 2 P1 P2 cos 2π
+
+ φ0 .
Λ0
λ
(1.16)
It is desirable for both beams to be matched in power to provide the maximum
contrast image. However, there will always be some mismatch, which causes a background dose. For SBIL, where the image is scanned, the dose from one stage scan is
obtained by setting y = vt and integrating Equation 1.16 with respect to time such
as
Dscan (x) =
∞
−∞
2
x2 + (vt)2
exp
−2
πw 2
w2
x
L2 − L1
P1 +P2 +2 P1 P2 cos 2π
+
+ φ0
Λ0
λ
(1.17)
This equation evaluates to
Dscan (x) =
x2
2 1
exp −2 2
π wv
w
L2 − L1
x
P1 + P2 + 2 P1 P2 cos 2π
+
+ φ0 .
Λ0
λ
(1.18)
The total dose is the sum of the dose from all scans. The step size between scans
must be small enough such that the good dose uniformity is achieved. For instance,
a step size equal to 0.9w produces a dose uniformity better than 1%. The linewidth
uniformity is a function of the dose uniformity. In a simple model, the resist is highly
nonlinear where it develops if the dose is above a clipping dose but doesn’t develop if
the dose is below the clipping dose. The linewidth, l, is calculated from the clipping
dose, Dc , as
πl
Dc = BD + AD cos
Λ0
(1.19)
where BD is the exposure background dose, and AD is the exposure dose amplitude.
The effect of the dose nonuniformity caused by the finite step size used in SBIL
changes BD and AD proportionally. In this case, let
Dc = BD
πl
(1 + a cos
Λ0
49
(1.20)
dt.
z
E2
q
q
E1
x
Figure 1-9: Interference of plane waves.
where a is a fixed contrast value ideally equal to one. When BD = Dc then l is equal
to Λ0 /2 regardless of the value of a. Also, for small changes in dose the change in
linewidth with respect to changes in BD is calculated from Equation 1.20 as
2 ∆BD
2 dl
∆l
∆BD ≈
=
l
Λ dBD
πa BD
(1.21)
Thus for a high contrast exposure where a ≈ 1, the change in linewidth ∆l/l ≈
0.6∆BD /BD . Or in other words, for the linewidth to change by 1% the background
dose needs to change by 1.6%. The background dose varies due to changes in beam
power in addition to the scan overlap. For a high contrast image, the background
dose needs to be held within a few percent if the desired linewidth variations are to
be a few percent.
Patterning of gratings using a scanned interference image has advantages that are
discussed in the next section.
50
1.6
System advantages
In addition to the leveraged benefits of interference lithography, SBIL is advantageous
for the following reasons
• SBIL is relatively insensitive to vibration because phase errors are averaged
over the time of the exposure. On the other hand, focused beam tools such as
ebeam lithography are very sensitive to vibration, where only a limited amount
averaging is practical with multiple-pass printing [116]. The relatively long
exposure time in SBIL naturally attenuates vibrations with a very fast cut off
filter. The overlap of scans further averages placement errors.
• Distortion in the interference image is averaged by scanning and overlapping.
• Optics sensitive to vibration are mounted on a small, high resonant frequency
metrology frame.
• The interference image can be shifted at high bandwidth, relaxing the requirement on stage control.
• SBIL is much faster than ebeam lithography, which must address each pixel.
Also, ebeam lithography must trade off beam current, which is proportional to
throughput, and resolution.
• In reading mode, the unobservable errors can be measured and studied across
the full substrate area and at full stage scan speeds. No other tool has this
capability. The measurements are invaluable for understanding error sources,
which leads to improvements.
• Scanning the measurement axes in reading and writing mode can eliminate
interferometer periodic errors.
• The image size is much smaller than the desired patterning area. Since the
optical figure of components is always better for smaller areas, the figure requirements for SBIL are more easily attained. The alignment requirements are
also reduced for the small beams.
51
• Unprecedented dose control can be achieved because many overlapping scans
construct the exposed dose. Traditional interference lithography must expand
the beam to be very large to achieve good dose control over very small areas.
• Fringe position is only critical in one degree of freedom – perpendicular to the
grating. The system has slow velocities in the direction perpendicular to the
grating lines. Disturbances tend to be less in the perpendicular scan direction.
• Slow velocities perpendicular to the grating essentially eliminate data age errors.
These many advantages contribute to SBIL’s success as a ultra-high accuracy
patterning and metrology tool.
1.7
Contributions and thesis structure
I designed, analyzed, and demonstrated the first patterning machine based on a scanning substrate and an interference image. The many error budget terms affecting
nanometer scale patterning accuracy are categorized and analyzed. The models are
shown to be consistent with the system performance. The system can pattern and
measure large-area gratings with nanometer-level repeatability.
In Chapter 2, the novel system’s topology is introduced. The design includes interference lithography optics, an X-Y air bearing stage, column referencing displacement
interferometry, refractometry, a grating length-scale reference, a beam alignment system, and acousto-optic fringe locking. Supporting systems also include an environmental enclosure, a beam steering system, and vibration isolation with feedforward.
Then I categorize the SBIL error sources in Chapter 3. The SBIL interferometers
and metrology definitions are described. The errors in lithography are recognized to
be a function of the integrated intensity. The dose placement transfer functions are
derived for continuous and discrete phase placement data.
In Chapter 4, I describe the rigid body error motions. The motion of the metrology
optics, the stage, lithography beams, and heterodyne beams are analyzed. The most
significant unobservable errors are shown to be Abbe errors.
52
In Chapter 5, I first analyze the environmental errors. Then I discuss an environmental enclosure with novel air paths. After that, I consider fundamental limits on
index stability and temperature control. Based on temperature data, temperaturerelated air index variations and thermal expansion errors are consistent with errors
observed in the SBIL system. Measurements of temperature, pressure, and humidity
are presented.
In Chapter 6, I study the beam steering requirements for interference lithography.
Plane and spherical wave interference are considered. The analysis leads to the +1/-1
order diffraction grating as the ideal beamsplitter for interference lithography because
it can provide insensitivity to the spatial and temporal coherence of the laser. I also
discuss the design and performance of a beam steering system implemented on the
Nanoruler.
I controlled placement of fringe phase with a novel system of stage control and
acousto-optic fringe locking. A new hardware and software architecture was required
for the real-time control. The electronic and software architecture is the topic of
Chapter 7. In Chapter 8, I explain the experimentally verified system dynamic performance that allows control of the fringe phase to the limits of quantization and
sampling rate. The fringe-to-substrate dynamics are a function of stage and column motions. The impact of stage controller performance and vibration isolation
feedforward performance are evaluated. Extremely high resonant frequency metrology frames were designed that provided unusual insensitivity to disturbances. The
vibration errors are demonstrated to be sub angstrom (0 to 100 Hz).
The image-to-substrate motion during writing is comprised of “servo error”, which
is calculated from interferometric measurements, and unobservable error. The SBIL
system contains a built-in metrology capability where it can measure directly the
image-to-substrate motions, which includes the unobservable error. In this special
metrology mode, measurements can be performed at all substrate locations and on
the fly – a capability possessed by no other patterning machine. This feature is
used to assess the system errors. On the fly metrology is further noted to be important because interferometric nonlinearity is removed. Chapter 9 analyzes the system
53
performance. The experimental results and models enhance the understanding of
ultra-precision patterning.
Based on my work, it is concluded that the SBIL system should be capable of
easily satisfying the nanometer level placement requirements. In my work I have
demonstrated long term (1 hour) fringe placement stability of ±1.4 nm, 3σ (0 to
1.4 Hz). Also, the short term placement stability is < 3 nm. The wafer mapping
repeatability was shown to be 2.9 nm, 3σ while measuring a 100 mm substrate. The
repeatability is consistent with error models. The remaining errors of significance
are analyzed and improvements are suggested. I don’t see any limiting error that
will prevent achieving subnanometer writing and reading accuracy. My research is a
major contribution toward nanometer accurate gratings.
The SBIL system is complicated in that there are many sources of error. The
performance depends on many sub systems that are designed to suppress these errors.
In writing this thesis, I tried to organize the sections in a sensible way. However, the
topics are very interrelated and the reader will probably need to reread some sections
after concepts are introduced in later sections. In fact, I recommend reading this
thesis at least twice. Also, I recommend obtaining a color copy. A color .pdf file of
the thesis should be available from the Space Nanotechnology Laboratory web site2
or from MIT Document Services.
2
http://snl.mit.edu/
54
Chapter 2
SBIL prototype: The Nanoruler
In designing the Nanoruler, I took the error sources and disturbances into account.
The general design strategies for achieving our performance goals included:
• implementing passive designs that are insensitive to critical parameter variations
• minimizing disturbance sensitivity with feedback control
• reducing critical parameter variations.
For nanometer level placement, all three strategies are necessary. In fact, all three
must be done very well. In this chapter, I review the Nanoruler design. The discussion here is an overview. Many aspects of the system are discussed deeper in other
chapters.
Figure 2-1 shows the front of the system. The optical bench for the interference
lithography optics is visible along with the X-Y air bearing stage. The interference
lithography optics will be discussed in the next section. The chuck and the metrology
block are critical metrology frames that are reviewed in Section 2.2.
The stage positioning requirement for SBIL can be relaxed because the stage
error is corrected by a high bandwidth fringe locking system. The X-Y air bearing
stage is the Microglide MG T300L motion system from Anorad1 . The travel of this
commercially available stage is 310 mm in X and 470 mm in Y. Both the flatness
1
Anorad Corporation, Hauppauge, NY. http://www.anorad.com
55
Receiving tower
for UV laser
(λ = 351.1 nm)
56
Figure 2-1: Front of system.
Metrology block with
phase measurement
optics
Wafer
Chuck
Lower moving
part, T-bar
Upper moving
part, U-frame
Optical bench with
interference lithography
optics
Refractometer
interferometer
X-axis interferometer
Granite bar reference
for lower moving part
Granite base
Isolation system
and straightness of the stage are specified as ±0.1 µm per 10 mm and ±1.5 µm
per 310 mm. Specified pitch and yaw motions for the X and Y axis independently
are ±0.5 arc sec. Both the X and Y axis vertical air bearing pads2 reference the
granite surface. The lower moving part is an aluminum oxide T-bar constrained in
X and yaw by air bearing pads referenced against a granite bar. The upper moving
part is an aluminum U-shaped frame constrained in Y and yaw by air bearing pads
referenced against a precision surface on the aluminum oxide T-bar. The air bearings
are preloaded magnetically by use of magnets and iron rails. Anorad linear amplifiers
housed in an Anorad 5U amplifier chassis drive the motors for the stage. The chassis
also packages limit switch and air pressure fault electronics. The linear amplifiers
(Anorad 69812) for the X and Y axis motors (Anorad LEB series) are hall effect
commutated.
The signal processing and real time I/O platform that I developed is described
in Chapter 7. This system controls the stage, fringe locking, and the isolation feedforward. It contains a multiprocessor DSP board, analog and digital I/O, digital
change of state inputs, and phase meters. A high bandwidth controller locks fringes
in the reference frame of the substrate based on an error signal that incorporates
stage position error, index corrections, and fringe drift measured from the lithography interferometer.
The isolation system is the TCN passive/active isolation system from IDE3 . The
stage position and accelerations for X and Y are supplied by analog inputs into the
IDE controller. Motors on the isolation system output forces to counter-act the stage
reaction forces and prevent the system from rocking. The relatively heavy stage (≈60
kg moving in X and ≈100 kg moving in Y) required a non standard motor package to
counter-act its large reaction forces. I packaged twenty four motors into the system to
counter-act forces associated with shifts in the stage’s center gravity and accelerations
(up to 0.3 g).
2
3
Specialty Components, Wallingford, CT. http://www.specialtycomponents.com
Integrated Dynamics Engineering, http://www.ideworld.com
57
The displacement measuring interferometry (DMI)is based on products from Zygo.
The Zygo electronics and laser are from the ZMI 2000 product line. The location of
the refractometer interferometer and the X-axis interferometers are visible in Figure 2-1. The Y-axis interferometer head is visible in Figure 2-2. The DMI system
employs heterodyne column referencing interferometry to measure x-axis and yaw
displacements. The y-axis interferometer is not currently implemented with column
referencing. The refractometer is based on the Zygo DPMI and it provides for correction of uniform index changes and vacuum wavelength changes of the helium neon
laser.
Figure 2-2 shows the back of the system. The argon ion exposing laser (351.1 nm
wavelength) is received by the tower shown and a few percent of its power is directed
to beam steering optics located on the back of the optical bench. The laser is located
about 10 meters from the SBIL system on a separate isolation system. An active
beam steering system stabilizes the laser to the SBIL system. The beam steering
system is discussed in Chapter 6. Locating the laser outside of the system allows
the laser to be shared with multiple interference lithography stations and removes
the laser heat load. The HeNe laser for the displacement measuring interferometer
system is also visible from the rear of the system. This laser is contained within a well
insulated box. Air is forced through this box and then routed away from thermally
sensitive areas.
The SBIL tool is housed within an environmental enclosure. The enclosure is
discussed in Section 5.2. It provides a stable temperature environment and a Class
10 cleanroom. The enclosure also provides relatively stable humidity and differential
pressure. The entire enclosure is housed in a Class 1000 cleanroom.
The optical bench is vertically oriented to achieve the most open area for air flow.
The air flow was assumed to be the most important issue rather than vibration of the
bench. Temperature related air index variations and thermal expansion errors are in
fact much larger than vibration errors in the system.
58
Laser
receiving
tower
Beam steering
optics
59
Figure 2-2: Back of system.
Optical
bench
HeNe Laser
Stage
Y-axis
interferometer
2.1
Optics
The interference lithography optics are located on the front of the optical bench.
Figure 2-3 indicates the major components. In order to simplify the description of
the optics, I have broken down the components according to beam conditioning and
alignment functionality.
Figure 2-4 shows a simplified schematic of the optics used for beam conditioning.
These optics control the polarization, beam size, wavefront curvature, and power.
The polarizer is adjusted such that the beams will interfere with TE polarization for
maximum contrast. The half wave plate is rotated to maximize the power transmission through the polarizer. The dose and dose uniformity are dependent on the
beam power, beam size, stage scan velocity, and the step size between scans. The
power at the write plane is adjusted by setting the power output of the Argon ion
laser as well as the amplitude of the RF signals to the acoustic optic modulators.
The beam size is controlled with appropriate transfer lenses along the beam path to
maintain nominally 1 mm beam radii at the write plane and near 1 mm beam size
over the propagation paths. The collimating assembly can also be designed with a
magnification factor to control the beam size. In our system the collimating assembly
has a nominal magnification of one. The +/-1 grating beam splitter is used instead
of a glass beam splitter because it makes the system insensitive to the spatial and
temporal coherence of the laser as discussed in Chapter 6. The pinhole in the collimating assembly spatial filters the wavefront distortion. This distortion is due to
imperfections in the optics. Since the grating beam splitter provides insensitivity to
the spatial coherence of the incoming laser beam, essentially only the grating and
optics after the grating can contribute to distortions of the grating image. Even with
perfect optics, the spatial filters are still necessary to filter out the zero order beam
from the acoustic opto modulators and the laser beam profile deformation inherent
in Bragg acousto-optic interaction [50]. The lens and beam pickoff after the pinhole
need to have especially good figure since distortions introduced by these optics are
not spatial filtered. The collimating lenses after the spatial filters are adjusted to
60
Laser (l=351.1 nm)
61
Figure 2-3: Front of system with the optics indicated.
Acousto-Optic
Modulator No.3
(AOM3)
Polarizer
Position PSD
(AOM2)
Angle PSD
Spatial Filter
Assembly for
Left Arm
Collimating Lens
for Left Arm
CCD Camera
Neutral Density
Filters
{
Metrology Block with
Heterodyne Phase
Measurement Optics
HeNe Stage
Interferometer
Laser (Thermally
Enclosed)
Beam Pickoff
Window
Super-Invar
Chuck
X-Axis Stage
Interferometer
Metrology Grating
Beam Diverting Mirror
UV Laser
l/2 plate
Polarizer
+1/-1 order grating
AOM
AOM
Camera
Spatial
filter and
collimating
assembly
Figure 2-4: Simplified schematic highlighting optics used for beam conditioning.
minimize the wavefront curvature at the write plane. A phase shifting interferometry (PSI) system that observes the moire image at the camera provides feedback
for adjusting the collimating lenses [15]. The PSI also reveals high spatial frequency
distortions.
Figure 2-5 highlights the optics used for beam alignment. The system provides
for alignment of the image period and rotation. The fringes are aligned vertical
to the write plane through a precision aligned beam splitter cube. The left and
right arms are shuttered individually by cutting power to AOM’s. The right arm
is reflected from the beam splitter and directed back to the optical bench. Lenses
and position sensitive detectors (PSD’s) sense the beam position in two degrees of
freedom and the beam angle in two degrees of freedom. Similarly, the left arm is
transmitted through the beam splitter and directed to the beam alignment detectors.
62
UV Laser
Angle
PSD
Position
PSD
AOM's shutter
beams
Picomotor
driven
mirrors
2q
Alignment splitter
Beam
overlap
PSD
From
splitter
0 and -1 order reflections
from grating on chuck
Figure 2-5: Simplified schematic highlighting components used for alignment.
The measurements provide feedback to drive picomotors that adjust the angle and
position of the interfering beams. When the system is aligned, the left and right arms
will fall on top of each other on the beam alignment detectors.
The period is measured separately by the concept [14] shown in Figure 2-6. As
the beam splitter travels through the grating image, an interference signal is detected
by the photodiode. In our case, the photodiode is the power signal provided by one
of the alignment PSD’s. The number of fringes, N, are counted and the period is
calculated as
Λ=
D
N
(2.1)
where D is the distance the stage moves. If the period is not the desired period,
the beams are realigned to new places on the alignment detectors and the period
63
L
R
D = Distance
travelled
by the Stage
Stage
motion
⇒
Beamsplitter
mounted on Stage
Interference signal
detected at the photodiode as stage moves.
Photodiode
Grating Period Λ = D/N
N Fringes
Figure 2-6: Period measurement concept. The grating period is calculated based on
the distance the stage moves and the fringes counted.
reverified. The fringes can also be counted in reading mode via heterodyne detection.
The heterodyne fringe locking and metrology interferometers are discussed in Section
3.1. In addition to aligning with respect to the beam splitter, a grating can be used
as an alignment reference. Figure 2-5 indicates that the 0 and -1 order beams can
be received by the alignment optics. Overlapping the 0 and -1 order beams from the
grating aligns the system for the period of that grating.
Figure 2-7 shows the chuck with metrology references. The period measurement
splitter is visible. There is also a beam overlap PSD that is used to ensure that the
beams are overlapping in the write plane. The chuck is compatible with 100 mm,
150 mm, 200 mm, and 300 mm wafers. The reference grating is read to establish a
repeatable length scale.
64
Beam overlap
position sensitive
detector (PSD)
Reference grating
for length scale
calibration
Wafer chuck compatible
with 100 mm, 150mm,
200 mm and 300 mm
diameter wafers
Period measurement
beamsplitter
Interferometer mirrors
Figure 2-7: Chuck system with metrology references.
2.2
Metrology frames
The stability of the metrology block and the wafer chuck is critical to the performance
of the SBIL system. Figure 2-8 shows these critical metrology frames. The metrology
block is Zerodur with Super Invar inserts. The x-axis column mirror is rigidly bonded
to the block. The metrology block houses the optics for the heterodyne phase detection optics. Many of the optical mounts are Super Invar. The critical optics on the
metrology block are also symmetric where uniform temperature changes nominally
do not cause thermal expansion errors.
The metrology block is flexure mounted to the optical bench. The optical bench
has a much higher CTE than the metrology block and the flexures prevent the strain
of the bench from transmitting to the metrology block. The flexures are designed
such that the metrology block does not rotate for uniform temperature changes.
The refractometer cavity built into the metrology block is much more compact
and is less sensitive to temperature than the commercially available refractometers
[96, 99]. Also, the cavity is much closer to the x-axis beam paths than a commercial
65
etalon could possibly be packaged. The refractometer measurement compensates for
index of air variations and vacuum wavelength changes of the laser.
The chuck has the most stringent mechanical requirements on the entire system.
The thermal and vibration sensitivity is critical. The chuck can experience the highest
level of vibration because of disturbances during scanning. Furthermore, the chuck
has significant motion and is sensitive to temperature gradients. The chuck must also
serve as a heat sink to spread out the heat from the UV laser and the stage motor
coil that is located on the underside of the U-shaped frame.
The chuck was designed to provide critical metrology frame alignments. Figure
2-9 highlights the alignment and bonding features. The chuck design required some
compromises because of time constraints. I would have preferred an all Zerodur design
but the greater than six month lead time for such a part was unacceptable. Instead
the main chuck body is Super Invar while the mirrors are Zerodur. The mirrors were
bonded using alignment features built into the chuck. Some of these components
were salvaged from Anorad mirror mounts provided with the stage. Other alignment
schemes are possible that could reduce the weight of the assembly. However, the other
alignment schemes would have required tooling that I did not have time to pursue.
Most importantly, the weight and vibration performance of the chuck is more than
acceptable. The chuck surface is precision polished electroless nickel plating flat to
about one micron. With this specification, the chuck surface is expected to distort
the substrate in-plane by more than a nanometer (see Section 9.8) compared to when
clamped to a perfectly flat surface. But the distortions are repeatable. Sub nanometer
repeatable substrate clamping was the requirement for the design at this stage of the
SBIL effort.
The chuck was leveled flat to the plane of motion of the stage with leveling screws
and feedback was provided by a Federal gauge. The total indicated run (TIR) was
less than 2 µm. This flatness includes both the chuck surface flatness and the flatness
of the stage motion. The chuck is bolted to three flexures that relieve the strain
transmitted by the U-shaped aluminum stage. The flexures are configured such that
the chuck does not rotate with uniform temperature changes. The leveling screws
66
Zerodur metrology block flexure
mounted to bench, super invar
inserts
67
Figure 2-8: SBIL metrology frames.
Super invar chuck
flexure mounted
to stage
Super invar
mounts for optics
Zerodur mirrors
bonded to chuck
Refractometer
cavity, bonded
mirrors
x-axis column
reference mirror
Theaded hole for
leveling screw (3X)
Mirror
alignment
mounts (6X)
Epoxy injection
ports (8X)
Flexures (3X)
Figure 2-9: SBIL chuck assembly showing alignment and bonding features.
were removed after alignment. The x-axis interferometer mirror was aligned parallel
to the mechanical y-motion of the stage by mechanically locking the x-axis and moving
the stage against a Federal gauge for feedback. A Starrett Croblox was employed to
align the mirrors’ pitch and orthogonality. The mirrors were bonded with epoxy. The
chuck contains built-in epoxy injection ports. Hot melt glue contained the epoxy
within the mirror-chuck interface until it cured. The hot melt was easily cleaned
afterward. After bonding, the mirrors were orthogonal to 2µrad and the pitch of the
mirrors with respect to the write plane was orthogonal to 10 µrad according to the
Croblox. The accuracy of the Croblox orthogonality was 5 µrad. However, the pitch
measurement from the Croblox is sensitive to the Croblox placement on the chuck.
Depending on the Croblox placement, the pitch may be off by 30 µrad.
The stability of the optical bench is also an issue. Its stability is important because
of Abbe errors and requirements for period stability defined by the angle between the
interfering beams. Ideally the bench would have the same CTE as the base. However,
it was not practical to fabricate a granite bench because of the many tapped holes
required. The bench material is 410 stainless steel with a CTE of 9.9 ppm/◦ C whereas
the granite CTE is 8 ppm/◦ C. The bench is an all welded stainless steel structure.
The bench-base structure is highly stable because of the relatively low mismatch of
2 ppm /◦ C between the granite and the bench. The bench and base also have long
68
thermal time constants that lead to better than expected stability during the time of
writing, which may be only 10 minutes.
Resonances between the column mirror and the base limit the stage control. At
several hundred Hz, resonances in the stage itself can also limit the stage control. It is
reasonable to design the column mirror-to-base coupling for about 200 Hz. In practice,
the resonance of the bench that limits the stage control is at 168 Hz. The system
dynamics are considered in Chapter 8. The resonances of the optical bench also couple
with the metrology block to increase the fringe locking error and the unobservable
errors. The stainless steel bench is not well damped and large resonant Q factors will
be obvious in data that will be presented. However, the bench resonances are at fast
frequencies where the errors are significantly averaged over the time of the exposure.
69
70
Chapter 3
SBIL Errors
Many sources of error diminish the repeatability of our system. The system design
is further complicated because many of the errors are interrelated. Considering the
complexity of SBIL, it necessary for design purposes to budget the errors according
to subsystems. Additionally, categorizing the errors according to basic physics aids in
understanding the limitations of the system. The error budget summary by subsystem
and physics is shown in Figure 3-1. There are two columns for the errors. The first one
will predict the fringe stability for a small deadpath (< 7 cm ) and a well thermally
equilibrated system. Also, it does not include errors associated with clamping the
substrate. The second error budget column is the worst case scenario accounting
for errors when patterning a 300 mm wafer. The worst case scenario includes extra
thermal expansion errors associated with moving the chuck through a temperature
gradient and extra index errors due to the longer dead path and stage movement. The
worst case errors also include terms associated with clamping the wafer. Appendix A
contains the detailed breakdown by subsystem. I will elaborate further on the errors
in the remainder of this thesis and I will not dwell on the values here. This section
only introduces the major error sources and their physics.
The “spot-averaged” phase error can be categorized into five “subsystem” sources:
displacement interferometer, fringe locking interferometer, metrology-block frame,
substrate frame, and rigid body error motions. Within the spot, the period control
and image distortion define the errors in the grating image.
71
Errors by Subsystems
Error Category
Displacement interferometer
Fringe locking interferometer
Metrology block frame
Substrate frame
Rigid body error motions
rss error
Error
budget,
static
[±nm]
1.66
1.58
0.51
0.40
0.12
2.39
Error
budget,
worst case
[±nm]
4.88
1.58
0.51
2.83
0.12
5.88
Error
budget,
static
[±nm]
0.68
2.00
1.02
0.22
0.08
0.00
0.00
0.40
2.39
Error
budget,
worst case
[±nm]
2.46
5.00
1.02
0.22
0.08
1.41
0.50
0.40
5.88
Errors by Physics
Error category
Thermal expansion
Air index
Periodic error
Electronic
Vibration
Substrate clamping distortion
Substrate thickness variation / fringe tilt
Control
rss error
Figure 3-1: Error budget summary. The upper table categorizes the errors by subsystems. The lower table categorizes the errors by physics.
Fundamentally, accurate fringe placement relies on accurate knowledge of three
distances xd , xf , and xs [58] as shown in Figure 3-2. The distance, xd is the displacement between the stage and column reference mirrors. Errors in this measurement
are displacement interferometer errors. Thermal motions, electronic inaccuracy, periodic errors, air index variations, and refractometer correction inaccuracy comprise the
significant errors for the displacement interferometer. The distance xf is the displacement of the fringe image at the substrate-interference image interface relative to the
column reference. During writing, we shift the fringes with a high speed acousto-optic
72
Left
beam
Right
beam
2θ
Column
mirror
xf
xd
Substrate
xs
Interference
image
Stage
mirror
Figure 3-2: Definition of coordinate systems for error terms.
fringe locking system such that
xd − xf + xo = NMΛ.
(3.1)
Here xo is a constant depending on the location of the first scan and N is the integer
scan number incremented from zero. The distance MΛ is the step size between scans,
where M is an integer and Λ is the period of the interference image. Inaccuracy
in the fringe position, xf , comprises errors from two subsystems. The first is the
fringe locking error, which is due to inaccuracy in the fringe locking sensor signal and
the controller’s inability to lock out the total fringe locking error. The fringe locking
control is discussed in Section 8.1. The inaccuracy in the fringe locking sensor signal is
due to air index variations, periodic errors of the UV interferometers, and electronic
inaccuracy. The metrology-block error category contains the remaining sources of
errors in xf . These errors are due to thermal and vibration motions of the sensor
optics with respect to the column reference.
73
The position of a substrate location relative to the stage mirror is xs . The substrate frame error contributes to inaccuracy in this position; during writing the substrate must accurately track the stage mirror for this error to be zero. Vibration
and thermal motions contribute to the xs error. Additionally, the substrate must be
clamped during writing in substantially the same way that it will be used as a metrology reference, otherwise clamping distortions will limit the accuracy of the reference.
Substrate non flatness and non vertical fringes also cause errors in this subsystem.
The rigid body error motions are due to motions of the chuck, the metrology block,
the interferometer head, and the interferometer beams. Under most circumstances,
the largest errors in this category are the Abbe errors. The Abbe errors cause a
coupled inaccuracy in xs and xf . The analysis of rigid body motions is the subject
of Chapter 4.
Another category of error is period control. Variations in λ and interference angle,
θ, limit the period control. The period control goal was 1 nm of accumulated phase
error across a 1 mm image radius or 1 ppm [59, 14]. The image distortion category is
due to nonlinearity of the interference image. To some extent, the image nonlinearity
can be averaged out by tightly overlapping adjacent scans but this approach limits
throughput and dose contrast is sacrificed. Image distortion of about a nanometer
within the 1/e2 Gaussian beam diameter was the original design goal.
The focus of this thesis is on accurate placement of the fringes with respect to the
substrate. Similarly, the period control and image distortion are not the focus of this
thesis. The image work is the subject of another PhD thesis [15].
The fundamental performance metric incorporating all the errors is the fringeto-substrate phase placement repeatability. During writing, the placement repeatability cannot be measured directly. However, a good measurement of the placement
repeatability can be obtained in reading mode. In reading mode, errors that were
“unobservable” in writing mode are observable. Similarly, in reading mode the fringeto-substrate phase is measured directly, whereas in writing mode only the residual
fringe locking error is measurable. The distinction is extremely significant.
In reading mode, a wafer that was previously written by SBIL can be put back
74
into the system for phase measurement. Multiple wafers can undergo the write-read
procedure and then the repeatability of the phase maps is a very good measure of
the grating writing repeatability. In reading mode, the unobservable errors can be
measured and studied across the full substrate area and at full stage scan speeds. No
other tool has this capability. The unobservable errors are what limits the performance of our system. Similarly, the observable errors are corrected by a high speed
fringe locking control system and I will show the residual servo error contributes sub
nanometer phase placement error. Much of the SBIL system design is dedicated to
achieving very small unobservable errors. The metrology system developed for SBIL
allowed high speed measurement of the unobservable errors. These measurements
helped to drive key refinements to the system. The interferometers that make up the
metrology system are described in the next section.
3.1
SBIL interferometer systems
Figure 3-3 shows the fringe locking system [42] based on digital frequency synthesizers, acousto-optics, and heterodyne phase sensing. While heterodyne sensing of
grating phase has been done by other researchers [103], the fringe locking and metrology system used in the SBIL is the first heterodyne system suitable for interference
lithography where the fringe phase needs to be controlled. Furthermore, the design
meets the associated requirements for patterning and metrology. The system has two
modes – one for writing shown in Figure (a) and one for reading in Figure (b). In all,
the UV interferometer system has three acousto-opto modulators and four phase meter axes. The electronic architecture is discussed in Chapter 7. In writing mode the
nominal frequencies to the AOM’s are 100, 100, and 120 MHz to AOM1, AOM2 and
AOM3 respectively. This frequency choice produces the heterodyne frequency of 20
MHz on the phase meter axes. The 100 MHz offset is chosen because the diffraction
efficiency for our AOM’s is highest in the 100 MHz range. Diffraction efficiencies1 of
1
The diffraction efficiency from a volume grating is defined as the ratio of the power in the minus
one order to the power in the zero order.
75
DSP
System
Frequency
Synthesizer
Frequency
Synthesizer
DSP
System
AOM3
f = 120Mhz
3
f1 = 110Mhz
f2 = 90Mhz
f = 100Mhz
2
AOM1
AOM2
AOM1
AOM2
f = 100Mhz
1
PM3
PM2
PM1
PM4
Grating
Wafer
Stage
Control
Stage
Control
X-Y Stage
X-Y Stage
(b) Reading Mode
(a) Writing Mode
Figure 3-3: Fringe locking system for SBIL. Figure (a) shows simplified diagram for
writing mode. The AOM configuration and phase meters relevant to this mode is
shown. Figure (b) shows the system components relevant to reading mode.
> 80% are attained when our modulators are aligned to the Bragg condition [115, 67].
In writing mode, the fringes are designed to be stationary relative to the substrate.
The relative phase between the right and left arms are sensed by the difference between phase meter 1 and phase meter 2. The metrology block interferometer phase is
combined with the stage error signal to control the fringes. The frequency to AOM1
is updated in real time based on a fringe locking error signal. In reading mode, the
nominal frequencies to the AOM’s are 110 and 90 MHz to AOM1 and AOM2 respectively. The amplitude of the RF signal driving AOM3 is zero in reading mode.
The amplitude of the RF signals to the AOM’s in general are selected for the desired
optical power in the arms of the interferometer.
There are several measurements that are key indicators of the system performance.
These definitions will also be discussed further in other sections. However, I lay them
out in advance to have a concise definition in one place.
76
The phase reading in radians for the metrology block interferometer is defined as
φm =
2πOP Dright−lef t
.
λil
(3.2)
The vacuum wavelength of the interference lithography laser is λil . The optical
path difference between the right and left arms of the lithography interferometer
is OP Dright−lef t. In writing mode,
φm =
2π(P M1 − P M2)
, writingmode.
p
(3.3)
Here P M1 and P M2 are the digital readings for the phase meters shown and p is
the phase meter counts per period. Every phase meter in our system has p = 512.
This definition assumes the Zygo phase meters use the default configuration where
measurement signal frequencies greater that the reference frequency of 20 MHz cause
a phase increment. Conversely frequencies less than the reference frequency will cause
a phase decrement. If f3 was 80 MHz instead of 120 MHz this definition would need
to have the opposite sign. In reading mode, the metrology block interferometer phase
is
φm = −
2πP M3
, readingmode.
p
(3.4)
The fringe locking error signal converted to distance units in the writing plane is
xf le =
φm Λ
− xdie
2π
(3.5)
This is the error signal that the fringe locking controls toward zero by shifting the
AOM frequency f1 . The displacement interferometer error perpendicular to the
fringes is xdie and is given by
xdie = (cos α (xr − x) + sin α (yr − y))
(3.6)
The subscript r refers to a reference position and the definition of the coordinate
system follows from Figure 4-9. The position values for x and y are scaled from the
77
stage interferometer axes given the wavelength and resolution of the cards. The x
axis measurement is also corrected by a refractometer measurement. Not including
the refractometer correction (discussed in Section 9.2), the stage x measurement is
x=
λDM I,air P Mx
.
np
(3.7)
Here λDM I,air is the wavelength of the displacement measurement interferometer in
air, P Mx is the reading from the x axis phase meter, and the interference scale factor
n equals four for our double pass interferometer. The stage y measurement is similarly
obtained with the y axis phase meter.
The fringe locking error signal will be derived in Chapter 4 and its application
will be discussed extensively in Section 8.1. The fringe locking controller can operate
in both reading and writing modes. Locking the fringes in reading mode allows the
fringe-to-substrate displacement to be assessed under conditions that very closely
approximate the writing mode condition. The fringe-to-substrate motion, which can
only be assessed in reading mode, is measured as
x4 =
φ4 Λ
.
2π
(3.8)
Since the interference beams are combined at the substrate, this measurement of
the fringe-to-substrate stability contains very few sources of error. The unobservable
error is obtained by removing any residual fringe locking error from x4 and is given
by
xue = x4 + xf le .
(3.9)
The unobservable error is the inaccuracy in the signals used to control the fringes.
When the substrate is scanned in reading mode, phase measurement of the grating
is observed in x4 . At times, it is of interest to measure the nonlinearity of the grating.
The definition of the grating nonlinearity is
xnl = x4 + xf le + cos α (xr − xo ) + sin α (yr − yo )
78
(3.10)
(Chuck)
4-in-1 monolithic
beam splitter
Nominally zero
temperature coefficient
mount assemblies
Figure 3-4: Photograph underneath the optical bench showing optics on the metrology
block.
where the starting position is given by xo and yo . The period Λ and the fringe angle
α must be precisely calculated to determine xnl . This definition and the others given
in this section will be used and elaborated on throughout this thesis.
Figure 3-4 contains a photograph of the optical hardware on the metrology block.
The beam splitters for the phase sensing are integrated into one 4-in-1 monolithic
beam splitter. The optical paths after the pickoff are nominally symmetric. A sectional schematic of the optics is shown in Figure 3-5. The phase sensing optics and
stage interferometer beam paths are visible. The beams from AOM1 and AOM2 have
nearly identical beam paths in reading mode and writing mode. In reading mode, the
beams have only 0.5 of extra travel within the beam splitter for each arm. In writing
79
Phase sensing
optics, 4-in-1
monolithic splitter
Y interferometer
HeNe laser
A
Column
reference
A
PM1
PM3
PM2
Reference beam
from AOM3,
writing mode only
X, q column
reference
interferometers
Beam pickoff
Chuck
Section A-A
Reflected and -1
order beams to
PM4, reading mode
Figure 3-5: A sectional view of the system looking normal to the write plane. The
phase sensing optics and stage interferometer beam paths are visible.
mode, after the reference beam from AOM3 is split in the phase sensing optics there
is only 0.5 of travel within the beam splitter before combining with the measurement
beams. Since the different paths for reading and writing mode are small, balanced,
and in glass, the reading mode φm should be an extremely good estimate of the writing
mode φm . Assuming the system is properly aligned, the reading mode measurements
and the writing fringe placement are separated essentially by the small electronic
errors. Therefore, the stability and repeatability assessed by reading gratings should
be a very accurate estimate of the fringe placement stability and repeatability when
writing gratings.
80
3.2
Printed error
A benefit of SBIL over other patterning techniques such as electron beam lithography
or scanned laser writing is the relatively long integration time for the intensity. The
long integration reduces sensitivity to high frequency errors. An objective of this
section is to quantify the sensitivity to errors as a function of frequency. Also, the
filter design for estimating the printed error and dose amplitude attenuation from
phase error data is derived. The natural filtering of errors due to scanned beams
significantly improves the performance.
The dose for a lithographic exposure is written as
D(x, y) =
∞
−∞
I(x, y, t)dt.
(3.11)
where D is the dose and I is the intensity. The coordinates x and y define positions
on the substrate. For SBIL, where we are exposing gratings, the intensity can be
expressed as
2πx
+ φe (t) .
I(x, y, t) = B(x, y, t) + A(x, y, t) sin
Λ
(3.12)
The fringes with period Λ are defined to be perpendicular to the x axis for this
analysis. The intensity phase error as a function of time is φe (t) and under ideal
conditions would always be zero. The background intensity, B, and the intensity
amplitude, A, is a function of intensity profile of the interference image and the
location of the substrate. For perfect contrast fringes A would equal B. Otherwise A
is less than B. The dose is rewritten as
D(x, y) =
∞ −∞
2πx
A(x, y, t) cos φe (t)+
Λ
2πx
cos
A(x, y, t) sin φe (t) dt,
Λ
B(x, y, t) + sin
81
(3.13)
which we desire to be written in the form
D(x, y) = BD (x, y) + AD (x, y) sin
2πx
+ Φe (x, y)
Λ
(3.14)
Using the identity
E sin X + F cos X = AD sin (X + Φe ) ,
(3.15)
√
AD = ± E 2 + F 2
(3.16)
where
and
Φe = atan
F
E
(3.17)
the dose amplitude and dose phase error is rewritten as
AD (x, y) =
∞
2
−∞
A(x, y, t) cos φe (t) dt
and
+
∞
−∞
2
A(x, y, t) sin φe (t) dt
(3.18)
∞
A(x, y, t) sin φe (t) dt
.
−∞ A(x, y, t) cos φe (t) dt
Φe (x, y) = atan −∞
∞
(3.19)
I have chosen for AD to be positive, which also requires A to be positive. If the phase
2
error magnitude is small such that sin φe ≈ φe and cos φe ≈ 1− φ2e , the dose amplitude
and dose phase error can be simplified as
AD (x, y) ≈
∞
φe (t)2
A(x, y, t) 1 −
2
−∞
2
dt
+
∞
−∞
2
A(x, y, t)φe(t) dt
(3.20)
and
Φe (x, y) ≈
∞
−∞ A(x, y, t)φe (t) dt
∞
.
−∞ A(x, y, t) dt
(3.21)
The dose phase error is thus the amplitude weighted moving average. The dose
82
amplitude can be further approximated as
AD (x, y) ≈
∞
−∞
A(x, y, t) dt
∞
−∞
A(x, y, t)φe (t)2 dt +
∞
∞
−∞
−∞
2
A(x, y, t) dt
−
2 12
A(x, y, t)φe (t) dt
.
(3.22)
The dose amplitude normalized is
AD (x, y)
≈ 1 − Φe,rsq (x, y)2 + Φe (x, y)2
AD,0 (x, y)
(3.23)
where I define the nominal dose amplitude when φe (t) = 0 as
AD,0 (x, y) =
∞
−∞
A(x, y, t) dt.
(3.24)
The amplitude weighted root square phase error is given by
Φe,rsq (x, y) =
∞
−∞ A(x, y, t)φe (t)2 dt
∞
.
−∞
A(x, y, t) dt
(3.25)
Finally, the normalized dose amplitude error is defined as
eA =
AD (x, y)
− 1,
AD,0 (x, y)
(3.26)
which is the normalized drop in dose amplitude due to phase jitter. When the rms
phase jitter is much less than one
eA ≈ Φe (x, y)2 − Φe,rsq (x, y)2 /2.
(3.27)
The normalized dose amplitude error is always negative since jitter always reduces
the dose amplitude.
In summary, the dose phase error Φe is described by the amplitude weighted moving average and the reduction in dose amplitude depends on the difference between
the square of the amplitude root square phase error Φe,rsq and the square of the dose
83
phase error. Incidentally, the change in dose amplitude has little effect on the printed
pattern for the correct background dose, BD , when printing one-to-one line-space
ratios. The clipping behavior of resists makes the developed pattern insensitive to
variations in the dose amplitude. However, for non ideal dose background and/or non
ideal clipping behavior, changes in dose amplitude will cause linewidth variations.
The effect of intensity integration has such a significant effect that it deserves
careful consideration. The filtration leads to important conclusions about whether
high frequency errors can be ignored. I consider the effect for top hat and Gaussian
laser profiles in the next sections.
3.2.1
Top hat laser profile approximation
If the intensity profile of the laser beam is approximated as a top hat function and if
we are only interested in characterizing the error along the scan axis, which is defined
as the y axis, then the intensity amplitude is
A(y) = Ao [1(y/v + τ /2) − 1(y/v − τ /2)] .
(3.28)
Here the center of the spot is represented as moving in time with its center located
at y = vt. The function “1(x)” is the step function where 1(x) = 0 for x < 0 and
1(x) = 1 for x >= 0 . The integration length is vτ for the image moving at a constant
velocity relative to the substrate. The choice of integration limits neglects the effect
of overlapping multiple scans. This choice conservatively reduces the integration time
and simplifies the phase error as the moving average given by
1
Φe (y) =
τ
y/v+τ /2
y/v−τ /2
φe (t)dt.
(3.29)
Although the effect of overlapping scans can be incorporated into the integral
by modifying the integration limits, the back and forth motion of the stage leads
to varying filter behavior depending on the position on the substrate. Thus, to
simplify the filter and conservatively approximate the phase error, the integration
limits approximate that most of dose is exposed by a single scan. Furthermore for
84
top hat laser profile approximation, the amplitude weighted root square phase is
simply the time averaged root square of the phase error given by
Φe,rsq (y) =
1 y/v+τ /2
φe (t)2 dt.
τ y/v−τ /2
(3.30)
The moving average as a performance criterion is an established practice in lithography [91] and is a reasonable choice for a slit illumination. However, for SBIL,
the beams are best modeled as Gaussian and therefore the top hat amplitude function leads to an inaccurate placement accuracy prediction. Nevertheless, because
of its intuitive simplicity, the top hat approximation and its applicability is worth
understanding. Furthermore, the advantage of Gaussian illumination will be better
appreciated.
The moving average y(t) of a continuous time signal x(t) is given by
y(t) =
1
τ
t+τ /2
x(t)dt.
(3.31)
t−τ /2
Here τ is the integration time. The Laplace transform [28] of y(t) is given by
Y (s) = X(s)
esτ /2 − e−sτ /2
.
sτ
(3.32)
The moving average transfer function is a sinc function given by
2 sin ωτ
ejωτ /2 − e−jωτ /2
2
=
.
Ma (jω) =
jωτ
ωτ
(3.33)
Figure 3-6 shows the gain and phase of Ma plotted versus the normalized frequency
fn where
fn =
ωτ
.
2π
(3.34)
The moving average transfer function is real and hence the phase is either 0o or 180o .
The envelope,
2
,
ωτ
is also plotted and is useful to keep in mind as the minimum
moving average attenuation. That is, the attenuation is inversely proportional to the
frequency. From the figure one can see that the transfer function is null at integer
85
Continuous time moving average transfer function
1
Moving average
Envelope
Gain
0.8
0.6
0.4
0.2
0
0
1
2
3
4
5
6
7
8
9
10
6
7
8
9
10
fn
200
Phase (deg)
150
100
50
0
0
1
2
3
4
5
f
n
Figure 3-6: Continuous time, moving average transfer function. The envelope is
shown in dashed lines.
multiples of the integration frequency, which is intuitively obvious. Furthermore, the
moving average attenuation of high frequency disturbances is a significant effect that
must be considered when calculating the placement accuracy from raw phase data.
The continuous time moving average is inevitably estimated by taking the moving
average of discrete time data. The discretization tends to overestimate the error for
frequencies close to Nyquist. The discrete time moving average calculated from N + 1
points is given by
ya [k − N/2] =
N
1 x[k − i].
N + 1 i=0
86
(3.35)
Comparison of continuous time and discrete time moving average transfer functions
0
10
Continuous
Discrete N=10
Discrete N=100
-1
Gain
10
-2
10
-3
10
0
1
2
3
4
5
f
6
7
8
9
10
5
f
6
7
8
9
10
n
200
Phase (deg)
150
100
50
0
0
1
2
3
4
n
Figure 3-7: Comparison of continuous time and discrete time moving average transfer
functions plotted for fn between 0 and 10. Discrete time functions are shown for
N = 10 and N = 100.
Here ya is the discrete time moving average of the data x, which is sampled at discrete
intervals of time. The integer k is the time index. This formulation requires that N be
even and produces a transfer function that is free of linear phase delay. The discrete
time moving average transfer function, Ma [z], is then given by
N
i
1
i=0 z
Ma [z] =
.
N + 1 z N/2
(3.36)
The frequency response is readily calculated by substituting z = ejωTs where Ts is the
sample time. If we define the normalized frequency as
87
Comparison of continuous time and discrete time moving average transfer functions
0
10
Continuous
Discrete N=10
Discrete N=100
-1
Gain
10
-2
10
-3
10
0
10
20
30
40
50
fn
60
70
80
90
100
0
10
20
30
40
50
fn
60
70
80
90
100
200
Phase (deg)
150
100
50
0
Figure 3-8: Comparison of continuous time and discrete time moving average transfer
functions plotted for fn between 0 and 100. Discrete time functions are shown for
N = 10 and N = 100.
ωτ
2π
(3.37)
τ = NTs
(3.38)
fn =
and let
then
j2πfn
.
z = exp
N
(3.39)
Figure 3-7 shows the comparison of continuous and discrete time moving average
88
transfer functions plotted versus fn . The transfer function for N = 100 shows a good
approximation to the continuous time version for the range of fn shown. Discrepancy
between the continuous and discrete moving averages gets worse as the frequency
approaches Nyquist. The Nyquist frequency occurs at
fn =
N
2
(3.40)
so N = 100 corresponds to Nyquist at fn = 50 and N = 10 corresponds to Nyquist at
fn = 5. If the signal is band limited no aliasing will occur and the effect above Nyquist
is not a concern. Below Nyquist, there is clear deviation of the position of the lobes for
the N = 10 case, especially near Nyquist. The envelope of the discrete time case over
estimates the moving average, especially near Nyquist. This is also seem in Figure
3-8. Although the lobes for the discrete time case do not match the continuous time
near Nyquist, in many cases the noise power of interest is located significantly below
Nyquist so the discrete time estimation is valid. When there is significant noise close
to Nyquist, the discrete time estimation is likely to estimate a larger moving average.
However, the form that I used for the discrete time moving average has shortcomings
that can be solved by designing a longer filter with a frequency response closer to
that of the ideal continuous time version. More importantly, even the continuous
time moving average really does not adequately describe SBIL writing because the
Gaussian intensity profile needs to be considered.
3.2.2
Gaussian laser profile
For a laser beam with a Gaussian intensity profile, the intensity amplitude along the
scan direction can be written as
−2(y − vt)2
.
A(y) = Ao exp
wo2
(3.41)
Here the Gaussian beam has a 1/e2 intensity radius of wo and the center of the
spot moving in time with its center located at y = vt. For a sinusoidal intensity phase
89
error of amplitude 5 given as
φe (t) = 5 cos(ωt + φo )
(3.42)
applied to Equation 3.21 the dose phase error is given by
∞
Φe (y) ≈
−2(y−vt)2
5 cos(ωt +
wo2
∞
−2(y−vt)2
dt
−∞ Ao exp
wo2
−∞ Ao exp
φo ) dt
.
(3.43)
This can be evaluated using Equation 1.15 and another identity obtained from Mathematica given by
∞
−∞
e−
x2
q
cos (ax + b) dx =
√
πqe−
a2 q
4
cos b.
(3.44)
The dose phase error evaluates to
1 ωwo
Φe (y) ≈ 5 exp −
8
v
2 ωy
cos
+ φo .
v
(3.45)
Since the center of the spot is located at y = vt the intensity phase error and the dose
phase error are always in phase and the dose phase error transfer function is given by
1 swo
Φe (s)
= exp
MG (s) =
φe (s)
8 v
2 .
(3.46)
When
τ = KGaus
where
KGaus =
−
2wo
v
π2
32 ln
then
2
π
(3.47)
≈ 0.83
(3.48)
2
MG (fn ) = exp 4 ln fn2 .
π
(3.49)
I have plotted MG (fn ) along with the continuous time moving average on Figure
3-9. The choice for τ and KGaus makes the transfer functions equal at the normalized
90
frequency fn = 1/2. One can see that the moving average and Gaussian transfer
functions are very similar for fn < 1. However, at high frequency the lobes are not
present and the Gaussian transfer function exhibits a very fast cut off. The fast cut
off makes SBIL extremely insensitive to high frequency phase instability.
Sometimes it is more convenient to work with the normalized Gaussian frequency
that I define as
fd
.
v
fG =
(3.50)
where d is the 1/e2 intensity diameter. Then equation 3.49 becomes
π2
MG (fG ) = exp − fG2 .
8
(3.51)
When fG = 1, then MG = 0.29 provides modest attenuation. However, when fG
= 2, then MG = 0.007 provides significant attenuation. The gaussian filter cuts off
extremely fast at higher fG . For example, the attenuation at fG = 10 is 3×10−54 ! For
practical purposes if the rms errors are small enough to provide acceptable contrast,
errors occuring where fG > 2 can be ignored.
The discrete time filter equation for the Gaussian dose error is
N
Φe,G [k − N/2] =
i=0
exp −2
N
wc 2
wo N
i=0 exp −2
2
(i − N/2)
wc 2
wo N
2
2
φe [k − i]
(i − N/2)2
.
(3.52)
This is the discrete approximation of the amplitude weighted moving average given
by Equation 3.21. The Gaussian dose error transfer function
N
i=0
MG [z] =
z N/2
exp −2
N
wc 2
wo N
i=0 exp −2
2
(i − N/2)
wc 2
wo N
2
2
zi
(i − N/2)2
,
(3.53)
Here wc /wo is a design parameter that defines how far out on the tail of the Gaussian
the filter coefficients extend. The variable wc can also be written as
wc =
vTs N
.
2
91
(3.54)
Comparison of moving average and Gaussian dose error transfer functions
1
Moving average
Envelope
Gaussian
0.9
0.8
0.7
Gain
0.6
0.5
0.4
0.3
0.2
0.1
0
0
1
2
3
4
5
fn
6
7
8
9
10
Figure 3-9: Comparison of continuous time moving average and continuous time
Gaussian transfer functions. The moving average and its envelope are shown in the
continuous and dashed lines respectively. The dash-dot line is the Gaussian transfer
function.
If wc /wo is too small, the filter response will show significant side lobes. For the desired
filter behavior, wc /wo = 2 is adequate. For this case the smallest filter coefficient will
be 3.3 × 10−4 the largest. Because this produces coefficients that extend sufficiently
out on the tail of the Gaussian, the side lobes are insignificant and the results are
accurate. Also, the length of the filter is reasonable where the time required to fill
the filter is the time it takes the stage to travel two Gaussian beam diameters.
Figure 3-10 shows the comparison of the transfer functions for the discrete time
and continuous Gaussian dose error filters. The discrete time case is shown for N=10
92
Comparison of continuous time and discrete time Gaussian dose error transfer functions
1.4
Continuous
Discrete gaus N=10
Discrete gaus N=100
1.2
Gain
1
0.8
0.6
0.4
0.2
0
0
1
2
3
4
5
6
7
8
9
10
6
7
8
9
10
fn
200
Phase (deg)
150
100
50
0
-50
0
1
2
3
4
5
fn
Figure 3-10: Comparison of continuous time Gaussian dose transfer functions with
discrete time versions.
and N = 100. For the discrete time cases, the plot corresponds to
j2πwc fn
z = exp
KGaus wo N
,
(3.55)
which follows from definitions given in Equations 3.37, 3.47, and 3.54.
The plot shows very good correspondence between the continuous time and discrete time cases even very close to Nyquist frequency. The Nyquist frequency occurs
at fn = KGaus wo N/(2wc ). For N = 10 Nyquist occurs at fn = 2.1 and for N = 100
Nyquist occurs at fn = 21. The very good correspondence shown between the discrete
and continuous time transfer functions allows accurate estimation of the dose error
93
from discrete time data.
The filtering property of the exposure is a significant effect that must be considered
when evaluating the performance of the SBIL system. It is also a property that can be
exploited. By scanning the stage slower and reducing the laser power, the integration
frequency is lowered resulting in greater averaging and hence attenuation of the high
frequency disturbances. Scanning slower also decreases the reaction forces, substrate
heating, and the motor thermal loads.
94
Chapter 4
Rigid body error motions
In this chapter, I consider the relative rigid body motions of the metrology block,
the stage, and the interferometer. All parts are assumed infinitely rigid and stable.
Also, I consider motions of the displacement measuring interferometer (DMI) and
interference lithography beams.
First I look at motions of individual assemblies while assuming all others are stable
and perfectly aligned. Then I consider the most significant coupled error motions.
The coordinates X, Y, Z are a coordinate frame referenced to the machine base. I
show this coordinate system in several figures with different origins. The coordinate
system is used only as a stable reference for orientation.
4.1
Metrology block error motions
The coordinates Xm, Y m, Zm describe the motion of the metrology block assembly.
These coordinates are always [0,0,0] if the metrology block does not move relative
to the base. Pure rotations (without any translations) of the metrology block θXm ,
θY m , and θZm are defined to occur about the nominal intersection of the interference
lithography beams, which occurs in the write plane. When [θXm , θY m , θZm ] = [0, 0, 0]
the axes Xm, Y m, and Zm are parallel to the X, Y , and Z axes respectively.
Figure 4-1 shows a model of the metrology block optics. The figure shows a pickoff
that directs beams from the left and right arms of the interference lithography system
95
s
Optical signal to
phase meter.
m
Pick off
Left beam
Right beam
r
Z
l
h
X
o
DMI laser
"Column"
mirror
Figure 4-1: Metrology block assembly.
to an optical assembly that recombines the beams to produce a phase signal. The
beams are recombined with a beam splitter. The column mirror for the x axis DMI
is also attached to the metrology block assembly. Rigid body error motions of the
metrology block consider errors when the whole metrology block assembly moves as
a rigid body. Thus, the components moving together are the pick off, the directing
mirrors after the pickoff, the beam splitter, and the stage column reference mirror.
In the figure, the optics of the metrology block are shown folded up so all the optical
paths lie in a plane. This reflected image of the metrology block gives identical results
as for the real configuration where the pickoff is angled. I elaborate more on the mirror
symmetry of the folded and unfolded optical systems in the next sections.
4.1.1
Metrology block translations
For displacement of the metrology block in the Xm direction, consider Figure 4-2.
Here the nominal beams into the metrology block optical assembly are shown in solid
96
s
Z
θl
Nominal rays
Reflected rays through
metrology block when
it is shifted by Xm.
DETAIL A
θr
X
θr
Xm Sinθr
DETAIL A, 15x
Xm
Figure 4-2: Metrology block assembly showing nominal rays and rays reflected from
the pickoff when the metrology block assembly is shifted by Xm.
97
lines. The dashed lines are the reflected ray positions when the metrology block is
shifted by Xm in the positive X direction. The optical path difference of the right
arm minus the left arm due to the position shift is
OP Dright−lef t = nair Xm (sin θr + sin θl ) = nair Xm2 sin θ cos 5
(4.1)
where θ is the half angle given by
θ=
θl + θr
2
(4.2)
and 5 is the rotation of the interference half-angle plane from the Z axis about the
positive θY (rotation about the Y axis) direction. The variable 5 is given by
5=
θl − θr
.
2
(4.3)
The variable nair is the index of air. The phase reading in radians for the metrology
block interferometer is given by
φm =
2πOP Dright−lef t
.
λil
(4.4)
The vacuum wavelength of the interference light is λil . In practice, the phase reading
also includes phase errors induced above the pickoff by index variations and vibrations
or otherwise. We want the phase measurement signal to include these too. In this
section on error motions, I am dropping any terms associated with disturbance above
the pickoff. Using Equation 4.1 and the period of the fringes, the phase reading is
φm =
2πnair Xm2 sin θ cos 5
2πXm
=
.
λil
ΛXm
(4.5)
Here ΛXm is the period of the interference fringes measured along the Xm axis of
motion.
The translation of the metrology block also causes an optical path difference in
98
the DMI. The stage interferometer phase in radians for the x axis is given by
φx =
2πnair (Xs − Xm)n
.
λDM I
(4.6)
The variable Xs is the stage position along the stage X axis, λDM I is the vacuum
wavelength of the DMI, and n equals 4 for our double pass interferometer. For now
I am assuming the column beams of the DMI are parallel to the stage beams. The
error signal, φf le , to the fringe locking control system is
φf le = φm − Ks (φr − φx ) .
(4.7)
Here φr is a reference phase, which for SBIL writing would be constant during a scan
if the fringes are aligned parallel to the Y s axis. The error signal when the fringes are
not exactly aligned to Y s will be considered in Section 4.3. Setting the scale factor
to
λDM I
,
nΛXm
(4.8)
2πXs
− Ks φ r ,
ΛXm
(4.9)
Ks =
produces
φf le =
which has no Xm term. Thus translations of the metrology block in the Xm direction
do not induce erroneous fringe shifts.
The exact optical configuration (i.e. number of mirrors and there orientation) in
the metrology block assembly in general is unimportant as far as phase changes due
to translation are concerned. To see this, lets make the metrology optics a “black
box” as shown in Figure 4-3. In here the left and right arms of the interferometer
reflect from some unknown number of mirrors and pass through unknown pieces of
glass before being combined by a beam splitter. The nominal ray positions before
the black box is shifted is shown as the solid line. The ray positions when the optics
are shifted by Xm are shown as the dashed lines. If the phase fronts going into and
leaving the black box are flat then the OPD due to a position shift Xm is given by
Equation 4.1. The detailed optical path differences are shown in Detail A and Detail
99
B. The right arm gets lengthened by Xm sin θr and the left arm get shortened by
Xm sin θl . This result is completely general with the only requirement being that
the surfaces in the metrology system be flat and that the incoming beams have flat
wavefronts. Non flat surfaces and non flat incoming beams will contribute errors.
However, these errors are expected to be small because the beams are expected to
“walk” along the optics a very small distance compared to the spot size. Furthermore,
we use high quality optics and the incoming beams are required to be very flat for
SBIL. Non flatness of the correct symmetry will also not produce errors.
Equation 4.1 also applies to the beam splitter on the chuck that is used for period
measurement. By scanning the stage in the Xs direction, which is very parallel to the
column beam direction, we can obtain a very accurate measurement of ΛXm . This
result fits into the calculation of Ks in Equation 4.8.
Translations Y m and Zm of the metrology block do not change the phase of the
optical signal if the interference fringes are aligned along the Y m − Zm plane. This
will never be exactly true so alignment requirements are imposed by small motions.
For instance, if these motions are 100 nm due to vibration, thermal expansion or
otherwise, alignment of 100 µrad will produce an error of 0.01 nm. Since these
alignment and displacement stability requirements are achieved, correcting for Y m
and Zm motions is unnecessary in our system. The good alignment of the fringes in
the Y m − Zm plane are a consequence of the SBIL beam alignment system and a
carefully aligned reference beam splitter.
4.1.2
Metrology block rotations
For metrology block rotation θY m , consider Figure 4-4. Here the rays and optical
components of the unrotated metrology block assembly are shown in solid lines. The
rays and optical components for the assembly rotated by θY m about point o are shown
in dashed lines. Point o is the intersection of the rays, which lie in the nominal write
plane. I have shown crosses for illustration purposes at point m, l, and r. I have
included the crosses with the rotated version of the metrology block assembly where
the crosses moved with the assembly. The selection of rotation about point o is a
100
Optical signal to
phase meter.
Nominal rays
Rays when
optics
shifted by Xm.
Phase
front
"Black box"
metrology optics
θr
θl
DETAIL B
DETAIL A
DETAIL A, 10x
DETAIL B, 10x
Phase
front
θl
Xm
Xm Sinθl
θr
Xm
Phase
front
Xm Sinθr
Figure 4-3: ”Black box” metrology optics block assembly showing nominal rays and
rays when the metrology block assembly is shifted by Xm.
101
very convenient choice. In this case the intersection of the rays after reflection off the
pickoff, at point m , coincides with the cross that was at point m for the unrotated
assembly. Since the reflected rays from l to m and r to m are the mirror image of
l to o and r to o, there is no optical path difference in the reflected rays up to m .
Now consider Figure 4-5. Here I am showing just the portion of the assembly
after point m. The solid lines are the rays through the assembly for the unrotated
block. The dashed lines are the rays when the block is rotated by θY m about point
o. The interfering rays have a half angle of θY m if the beams were originally perfectly
aligned. Any angle between the rays produces a linear fringe pattern at the detector.
The phase of the power signal has the same phase as the intensity in the center of
the overlap region (see Section 4.6 for verification). This center is located at point s.
The optical path difference of the right minus the left due to the rotation θY m is
¯ r − ms
¯ l)
OP DθY m = (ms
1
−1 .
cos θY m
(4.10)
¯ l are the optical path distances from point m to point s for the right
Here ms
¯ r and ms
and left arms respectively. Thus the optical path difference at the metrology block
phase meter is a cosine type error proportional to the misbalanced path lengths in
the interferometer. For θY m ≈ 0,
¯ r − ms
¯ l)
OP DθY m ≈ (ms
θY m 2
.
2
(4.11)
If the beams are not nominally perfectly aligned coming out of the splitter the
optical path difference due to θY m is
OP DθY m
2
(θY m + αm )2 − αm
θ2 + 2αm θY m
= (ms
¯ r − ms
. (4.12)
≈ (ms
¯ r − ms
¯ l)
¯ l) Y m
2
2
which is further approximated as
¯ r − ms
¯ l ) αm θY m
OP DθY m ≈ (ms
102
(4.13)
2θYm
2θYm
m
m'
θYm
r'
r
l l'
2θYm
∆xc
h
write plane
o
L
Figure 4-4: Metrology block assembly showing rays and components before and after
rotation of assembly about point o by θY m .
when αm is much greater than θY m . The variable αm is the nominal “misaligned”
half angle of the interfering beams that are combined in the splitter. Equation 4.13 is
similar to the alignment requirement derived in [71] for another interferometer. This
type of an alignment requirement is a recurring property of interferometers. As an
example, for a path length misbalance of 1 cm and αm = 100 µrad, θY m = 1 µrad,
the OP DY m is 10−12 meters. Thus the effect of rotation about point o on the phase
meter signal is negligible. The test point signal of the Zygo interferometer cards
provides feedback for alignment. By maximizing the interferometer signal strength,
better alignment tolerance for αm is achieved. Normally pathlength misbalance within
the metrology block optics would cause errors due to index of air changes. In our
system, the refractometer is calibrated to correct for the pathlength misbalance in
the metrology block optics.
The Abbe offset of the column reference mirror has a relatively large effect on the
stage interferometer’s accuracy. The displacement of the point on the mirror where
103
2θYm
θYm
θYm
s
m
Figure 4-5: Portion of the metrology block assembly showing rays through the metrology block before and after rotation of assembly about point o by θY m . The solid lines
are the rays for the unrotated block. The dashed lines are the rays when the block is
rotated by θY m about point o.
the intersection occurs as shown in Figure 4-4 is
∆xc , θY m
1
= h tan θY m + L 1 −
.
cos θY m
(4.14)
For θY m ≈ 0, this relation is approximated by Taylor series expansion to
∆xc , θY m ≈ h θY m − L
θY2 m
.
2
(4.15)
The left term is a sine term proportional to h the right term is a cosine type error
proportional to L. For our system, L is 0.17 m and assuming θY m = 1 µrad the
cosine error term contributes a negligible 8.5 × 10−14 m. The sine term unfortunately
104
is not likely to be negligible. The beam spacing of the column reference interferometer
sets h and for our interferometer, h = 1.9 cm. Thus the error for only 0.1 µrad of
the metrology block rocking in θY m is 1.9 nm. We use the commercially available
interferometer: Zygo #6191-0615-01, Special Column Reference Interferometer. This
is a version of the #6191-0615-01 modified with a fold mirror to change the side of
the entrance beam. I discuss this interferometer in detail in Section 4.4. Another
interferometer design is not likely to reduce h by much for practical reasons. The
laser beams are 3 mm in diameter and sufficient spacing is required to prevent mixing.
Also, roll off (non flatness) near the edges of mirrors is a characteristic of polishing
processes and the flatness requirement will set a practical limit on closer beam spacing.
In section 4.5, I discuss that this “pitch” error depends of the motion of the metrology
block relative to the interferometer head.
The pitch also causes a cosine type error in the stage interferometer [118]. The
apparent lengthening of the column reference path due to θY m is given by
Lc
∆xc , col =
2
1
−1 .
cos(2θY m )
(4.16)
Here Lc is the length of the column reference path. The pitching of the stage mirror causes the measurement beam to translate at the interferometer output without
changing angular orientation in a double pass interferometer. This property makes
the double pass interferometer signal power relatively insensitive to alignment compared to a single pass interferometer that uses a plane mirror target (i.e. Michelson
interferometer). When θY m is much less than one, Equation 4.16 simplifies to
∆xc , col = Lc θY2 m .
(4.17)
When the column reference mirror has some mean misalignment αc , this equation is
modified to be
∆xc , col ≈ Lc (θY m + αc )2 − αc2 .
(4.18)
Again this cosine error is negligible. For our system Lc = 0.26m, so for very bad
105
alignment and angle stability specifications of αc = 1 mrad and θY m = 0.1 µrad the
error contribution is only 0.05 nm. While these angular variations and alignments are
much worse than what I believe is actually achieved, this example serves to convince
that the cosine error term can be ignored.
Another rotation to consider is θZm . To help picture what happens when the
pickoff is angled like in the real SBIL system, let’s consider Figure 4-6. Here the
pickoff is shown in its initial state along with the partial beam paths. Figure 4-7
shows the same pick off but rotated by −10◦ in θZm . The ray trace of the beam paths
is geometrically accurate. I rotated the cross at point m with the pickoff as a rigid
body. The important point as seen in the figure is that the intersection point rotates
with the metrology block for rotations of the metrology about point o. An alternative
way of looking at the problem, is to mirror flip the metrology block down such that
point m in Figure 4-4 coincides with point o. From here the problem reduces to
calculation of the optical path difference after point m. The problem is similar to
that shown in Figure 4-5 but the rays will sweep a cone. The result of rotation by
θZm is a cosine type error that is dependent on the period that is being written. The
optical path difference sensed by the metrology block optics due to the θZm rotation
is given by
OP DθZm
1
−1 .
= (ms
¯ r − ms
¯ l)
cos γ
(4.19)
Here γ is the angle formed between the nominal beams and the beams when the
metrology block is rotated by θZm . Rotation of the block by θZm rotates the beams
through a cone with its vertex at point m. Using the dot product [4] to calculate the
angle between the nominal and rotated beams cos γ is calculated as
cos γ =
a•b
.
|a||b|
(4.20)
The vector a is given by
a = [sin θ, 0, cos θ]
106
(4.21)
m
X
o
m
o
m
Y
Z
m
o
Figure 4-6: Pick off and laser beam paths for the metrology block pickoff. The top
figure shows the isometric view and the bottom three figures show orthogonal views.
The intersection point o lies nominally in the write plane. The mirrored intersection
point is point m.
107
X
o
Y
o
m
Z
m
o
Figure 4-7: Orthogonal views for the pick off and the laser beam paths for the metrology block pickoff when θZm is exaggerated at −10◦ .
108
and the vector b is given by
b = [sin θ cos θZm , sin θ sin θZm , cos θ] .
(4.22)
The angle θ is the interference half angle, which defines the period. The optical path
difference after applying Equations 4.19-4.22 and Taylor series expanding is then
approximated as
OP DθZm
1
≈ (ms
¯ r − ms
¯ l)
8
λil
nair Λ
2
2
θZm
.
(4.23)
The term λil /(nair Λ) can be 2 at the largest. Comparing Equation 4.23 to Equation
4.11, the OPD sensitivity due to θZm will be less than that of θY m . Both cosine error
terms will be negligible.
The Abbe offset associated with θZm is an important consideration. If point o
does not have the same Y coordinate as the effective column reference beam location
then an Abbe offset exists. If the point o is offset in the positive Y direction by a
distance ∆yc from the column beam location on the column reference mirror then the
column reference path is lengthened by
∆xc , θZm = L cos θZm (1 − cos θZm ) + ∆yc sin θZm .
(4.24)
For θZm ≈ 0, this relation is approximated by Taylor series expansion to
∆xc , θZm ≈ L
2
θZm
+ ∆yc θZm .
2
(4.25)
.
The cosine error proportional to L is negligible. The sine error term proportional
to ∆yc is expected to be small. By design ∆yc is zero in our system but considering
part and alignment tolerance I expect that ∆yc is less than 1 mm. Thus for θZm = 0.1
µrad, the error contribution is expected to be less than 0.1 nm. It would be possible
to better position point o on our system to further reduce the sensitivity to θZm . In
section 4.5 I will consider error correction.
109
The rotation of the column mirror in θZm will also produce another cosine error
in the stage interferometer similar to that in Equation 4.18 for θY m . This term can
be safely neglected for the expected angle and alignment parameters.
4.2
Lithography beam instability
The lithography beams have some small angular and position instability. The magnitude of this instability is mainly limited by the beam steering performance discussed
in Chapter 6. For discussion purposes, the beams are stable to several µrad in position and 10 microns in position. Because we use a grating beam splitter, the grating
image period is insensitive to angle variations of the incoming beam. Also, the overlap of the beams on the substrate is nominally preserved if the incoming beam are
unstable in position. In addition to the beam steering performance limitation, there
are additional optical paths in the SBIL system where the beams can be disturbed.
The magnitude of the additional disturbance is expected to be much smaller than the
beam steering performance. However, the fringe period and the beam overlap may
change due to these disturbances. The effect of angle instability on the beam period
is discussed in Chapter 6. Here I discuss the effect on the phase measurement.
In Figure 4-8, I show the metrology block optics and beam paths for the nominal
beams and beams deviated in angle. The right beam is deviated by αr and the left
beam is deviated by αl . In the figure I am considering the case where the beams are
perfectly overlapped at the substrate. The center of the grating image is at point o.
The reflected image of point o is at m. To calculate the optical path difference I first
unfold the beam paths as shown in the lower left figure. Detail A shows the distances
for calculating the OPD. There are two point m’s in the detail, one from unfolding
the left side and one from unfolding the right side. The phase of the power signal is
the phase of the intensity at the center of the interference image, which will have the
phase of the intensity at the location of point q. The ray from the right beam was
extended to intersect the left beam. The intersection is point q. The change in OPD
of the left arm minus the right arm due to the beam instability is given by
110
Optical signal to
phase meter.
s
αl
αr
m
Pick off
Left beam
Right beam
Z
X
o
αr
q
αl
αr
m
R
s
msl - msr
L
m
Detail A
αl
Detail A (15x)
Figure 4-8: Metrology block optics and ray paths for the nominal beams and beams
with angular instability. The lower left corner figure shows unfolded beam paths of
rays after point m. The lower right figure shows the detailed paths for calculating
the optical path difference.
111
OP D(αr , αl ) = L + R − (ms
¯ l − ms
¯ r) .
(4.26)
The distances L and R, are shown in the figure. I will assume the air index is one
and will not explicitly include it in the optical path distance calculation. The path
length misbalance, (ms
¯ l − ms
¯ r ), is also shown. The distances are calculated using
basic trigonometry and the OPD becomes
sin αl + sin αr
−1
OP D(αr , αl ) = (ms
¯ l − ms
¯ r)
sin(αl + αr )
(4.27)
For αl and αr very small, the OPD can be approximated by Taylor series expansion
to obtain
¯ l − ms
¯ r)
OP D(αr , αl ) ≈ (ms
αl αr
.
2
(4.28)
This equation shows that the phase measurement is insensitive to the angular stability
of the beams. Even for the unrealistic case of a path length misbalance of 1 cm and
angular instabilities of 100 µrad, the error is only 0.05 nm. This error can be safely
ignored. For consideration of angle instability out of the plane of the figure, the
calculation for errors is similar.
The lithography beams are unstable in position as well as in angle. The position
instability of the beams is on the order of ±10 µm. The effect of this position
instability leads to small dose fluctuations for the exposure. For the assumption of
plane waves, translation of the beams perpendicular to the axis of propagation have
negligible effect on the phase.
4.3
Stage Motions
The coordinates Xs, Y s, Zs describe the motion of the stage assembly. These coordinates are [0,0,0] at the homed location, where the limit switches are located. These
coordinates do not change if the stage does not move relative the machine base. Pure
rotations of the stage [θXs , θY s , θZs ] are defined to occur about the nominal intersec112
tion of the interference lithography beams.
Figure 4-9 shows the stage metrology for the SBIL system. The chuck and interferometer heads are shown. The model of interferometer used for both axes is a
linear-angular model. The interferometers produce four beams that reflect from the
stage mirror and four beams that reflect from the column mirror. The stage measurement beams for the linear axes are the two closest to the entrance side of the
interferometer. The x and y interferometers are different “left” and “right” versions
where the side of the entrance beam is flipped and the optics are mirror symmetric.
The remaining two beams are for yaw measurement. The two linear measurement
beams are effectively measuring the average displacement of each beam. I have drawn
an “x” at the effective linear measurement point on each mirror. Point p is the intersection of the x measurement axis with the x coordinate where the y measurement
axis crosses it. Point o is the center of the grating image in the write plane. The
offset ∆x , ∆y and ∆z are also shown and are described in the next section.
First, I consider the stage displacement error motions. The error of interest is
displacement perpendicular to the grating image. The grating image is aligned very
parallel to the Y s axis but may have some angle α to the Y s axis as shown. After
implementing high quality optics and an alignment system, the angle of the fringes
is typically very small, i.e. α < 100µrad. The angle of the fringes can be measured
to sub µrad levels. Given that the spot is on the order of a millimeter in radius, the
scan direction should be aligned to the image to better than 1 µrad to prevent more
than 1 nm of “smearing”. Similarly, the smearing produces a small contrast loss if α
is known to a µrad and the stage scans along this angle. The stage yaw as it moves
(which is largely repeatable) also leads to smearing. The measured stage yaw using an
autocollimator is 1.9 µrad TIR for y axis motion and 1.5 µrad TIR for x axis motion
so in our system there is a small amount of smearing dominated by the stage yaw
motion. Removal of this smearing would require either a straighter stage, rotation
of the fringes during stage scan, or controlling stage rotation. Since the smearing is
small and is largely a small contrast loss in our system, it is not a concern. Stage yaw
over displacements with spatial periods less than the size of the spot are expected to
113
y-axis
mirror
y-axis
interferometer
∆y
∆x
Xs
p
x-axis
mirror
o
Ys
α
r
p
∆z
x-axis
interferometer
r: Grating direction
and scan direction
during writing
Figure 4-9: SBIL stage metrology showing interferometers, chuck, and Abbe offset
definitions.
114
be less than 0.1 µrad over the sub 100 Hz frequency range of interest and will lead to
negligible phase errors. Furthermore, any phase errors due to stage yaw as a function
of position are largely repeatable and can be corrected.
The revised version of Equation 4.7 considering the angle of the fringes is given
by
φf le = φm − Ks [cos α (φrx − φx ) + sin α (φry − φy ]) .
(4.29)
Here φrx and φry are reference phases for the x and y axes, respectively. During the
constant velocity portion of the scan, these reference phases vary according to
φrx (t) = φrx (0) +
2πnair sin α vt
λDM I
(4.30)
φry (t) = φry (0) +
2πnair cos α vt
λDM I
(4.31)
and
where φrx (0) and φry (0) are the phases at the beginning of the constant velocity
portion of the scan. The variable v is the stage velocity and t is the time. Both the
stage controls and the fringe locking controls are designed to keep φf le as small as
possible. The variable φy is given by
φy =
2πnair nY s
.
λDM I
(4.32)
Note that the y axis phase measurement does not have a Y m term. This is because
the column reference beams are blocked at the interferometer head in the current
implementation. Although the metrology block has a column reference mirror for
the y axis and the y axis interferometer head has column reference beams, I chose
not to implement this functionality. The column dynamics for the y axis would lead
to a lower bandwidth controller, higher stage vibrations, and less smooth scanning.
Moreover, the high frequency disturbance in the y direction can couple into the x
axis. Furthermore, since pure y axis errors hardly contribute to the writing errors
and the additional errors due to granite expansion and the extra dead path are very
115
tolerable, the y axis column reference was never implemented.
The scale factor Ks is also redefined as
Ks =
λDM I
,
nΛnair
(4.33)
where Λ is the period of the fringes measured perpendicular to them and is very close
to ΛXm for small α. There is a negligible cosine error if the fringes are measured
along Xm and not perpendicular to them. The stage error correction for the y axis
is not usually significant. However, for fast accelerations and velocities and minimal
“settling time”, the y axis stage error may be in the micron range. For one micron of
stage error and α = 100 µrad the correction amounts to 0.1 nm of fringe motion on
the substrate. Thus, under expected circumstances removing the y axis error from
the fringe locking error signal would be acceptable.
The last stage translation to consider is stage motion Zs. The nonrepeatable
Zs motion is expected to be significantly less than 100 nm. Thus for a fringe tilt
of 100 µrad with the Zs axis, the error associated with this motion is expected to
be 0.01 nm and is negligible. The substrate thickness variation of 10 µm causes a
significant 1 nm of error for 100 µrad of fringe tilt, however. This type of error will
not be readable if the substrate is read while located in the same position where it
was written. The fringe tilt is set by the beam splitter alignment since the beams are
aligned to overlap through the spitter. The current beam splitter alignment is 50 ± 50
µrad. The alignment and uncertainty will eventually need to be improved to about
10 µrad for substrates with 10 µm of thickness variation (or 10 µm of non flatness for
thick substrates) when allotting 0.1 nm to the error budget.
4.3.1
Stage rotations
Stage rotations lead to Abbe errors and cosine errors if the grating image is not colocated with the intersection of the interferometer beams. Referring to Figure 4-9, the
Abbe offset ∆x (shown positive) is the offset in the X direction of the grating image
from the y measurement axis. The Abbe offset ∆y (shown positive) is the offset in
116
the Y direction of the grating image from the x measurement axis. The Abbe offset
∆z (shown positive) is the offset in the Z direction of the grating image from the x
measurement axis.
The cosine terms and cross coupling terms are negligible for the expected stage
rotations and alignment tolerances. As a consequence, the fringe placement error is
not sensitive to ∆x . For rotation of the stage about the grating image point p, the
stage measurement path is lengthened by
∆xs ≈ ∆y θZs − ∆z θY s .
(4.34)
The offset ∆z will depend on the height of the substrate and alignment. Also, ∆z may
change with the position of the stage. This would happen if the substrate is not flat
and level or if the stage did not travel in a flat plane. Also if the interferometer was
aligned to a mirror that had a pitch that was not orthogonal to the plane of motion,
then ∆z would change with the stage position.
The pitch of the stage interferometer mirror on the SBIL system is about 50 µrad.
Thus for ±150 mm of travel, the Abbe offset variation due to this effect is 8 microns.
The interferometer system was aligned for ∆z to be as small as possible for 650 micron
wafers. This was done by first visually aligning the center of a pinhole on a stable
stand to the edge of a 150 mm diameter wafer that was on the chuck. The surface of
the chuck was previously leveled to the plane of motion to better than 2 microns TIR
(the granite flatness is 1.3 µm TIR and is part of this error). The pinhole was then
moved to verify the height of the stage interferometer beams. I expect the beams are
aligned to the plane of the substrate to about ± 200 microns. The range of thickness
for substrates in the SBIL system is expect to be ±200 microns. Thus ∆z is expected
to be ±400 microns. For θY s of one µrad, the Abbe error is 0.40 nm. However, the
nonrepeatable θY s over the frequency range of interest is smaller. For 0.05 µrad, the
error is 0.02 nm.
The offset ∆y is designed to be nominally zero but it depends on the alignment of
the lithography beams. I expect this offset to be less than 1 mm and can be reduced
117
by better alignment. For θZs of one µrad, the associated Abbe error is expected to
be less than 1 nm. Again, the nonrepeatable angle stability over the frequency range
of interest is smaller. For 0.05 µrad, the error is 0.05 nm.
4.4
Interferometer head motions
The coordinates Xix, Y ix, Zix describe the motion of the x axis interferometer. These
coordinates are always [0,0,0] if the interferometer does not move relative to the base.
Pure rotations of the interferometer [θXix , θY ix , θZix ] are defined to occur about the
centroided location of the spots in the polarization beam splitter interface plane.
As already mentioned, we use a commercially available interferometer head available from Zygo Corporation. Unfortunately, the Zygo documentation has confusing
and inaccurate drawings of the interferometer topology. I even received nonsensical
descriptions of the interferometer from Zygo employees. After piecing together several
sets of information including observations of the interferometer head itself, the Zygo
documentation, and information from Zygo employees, I believe the topology of the
optics is that depicted in Figure 4-10. Since some of the optics are not easily visible,
I made some assumptions about some of the component sizes and exact component
placement. The interferometer head is provided in an electroless nickel plated magnetic stainless steel housing. The interferometer is a double pass design with column
referenced linear and angle axes. The entrance beam reflects from the right angle
prism into the polarizing beam splitter (PBS). The entrance beam is a two frequency
laser beam where the different frequencies are orthogonally polarized. The frequency
split is nominally 20 MHz. The light with frequency f1 passes through to the stage.
Frequency f2 reflects from the PBS and is diverted to column reference mirror after
reflecting from the column diverting mirror. The column diverting mirror is separated
from the PBS by a spacer that sets the spacing between the column and stage beams,
hi , to nominally 0.75 in. I was informed that the spacer is made of super Invar and
the space in the cavity between the PBS, the column diverting mirror, and the λ/4
plate is air. The glass where optical transmission occurs is either BK-7 or quartz. The
118
materials list also includes Zerodur and I suspect the column diverting mirror may
be Zerodur. After reflection from the column and stage mirrors, the beams return
to the PBS with polarization orthogonal to the outgoing polarization because they
have passed through the λ/4 plate twice. Both the stage and column beams then
reflect from the retroreflector and pass through to the stage and column for a second
pass. When the beams return to the PBS they pass through to the right angle prism
and to the non polarizing beam splitter (NPBS). The beam transmitting through
the NPBS and out of the interferometer is the linear axis. The linear axis beam then
passes through the fiber assembly (not shown), which has a polarizer rotated at 45o to
the polarizations. This polarizer is sometimes called the “analyzer” and it produces
the interference signal from the orthogonally polarized beams. The fiber assembly
also contains a lens and a standard fiber optic connector. The beam reflected from
the NPBS enters the angular interferometer portion. Before striking the polarization
beam splitter, the λ/2 plate rotates the polarizations by 90o . Now f1 passes to the
column and f2 passes to the stage. The beams double pass to the reference mirrors
and are recombined to form the angle axis. The angle axis beam then passes to a
fiber optic assembly.
The interferometer signals are insensitive to translations of the interferometer head
in Xix, Y ix, and Zix. The Yix , and Zix motions have the effect of changing the Abbe
offsets but if these motions are in the 100 nm range at worst, the effect is negligible.
Non flatness of the optics in the interferometer head and the interferometer mirrors
can also produce errors if the laser hits different locations on the optics. However,
these errors are expected to be negligible since the beam is expected to move only
a small distance compared to its diameter and the optics are flat to sub wave levels
over areas much larger than the size of the beam. The interferometer signals are
also insensitive to the entering beam orientation and translation. Changes in the
entering beam orientation produces a cosine error proportional to the dead path of
the interferometer. These cosine terms are negligible.
I define pure rotations of the interferometer [θXix , θY ix , θZix ] as rotations about
the centroided location of the two linear axis spots in the polarization beam splitter
119
Column reference mirror
λ/4 plate
Column diverting mirror
PBS
Right angle prism
Stage reference mirror
Right angle prism / NPBS
λ/2 plate
Linear axis
Angle axis
Retroreflector
Z
hi (0.75'')
X
Y
w (0.5'')
X
Figure 4-10: Presumed configuration of optics in Zygo 6191-0605-01, Special Column
Reference Interferometer, Left Angled Version.
120
interface plane. Rotation of the interferometer head by θXix will change the Abbe
offset and the orientation of the angle measurement axis. The change in Abbe offset is
expected to be small compared to the average Abbe offset so the effect of instability
in θXix is expected to be negligible. Moreover, a one µrad instability in θXix will
change the Abbe offset by a negligible 19 nm.
The interferometer is also insensitive to θZix . Rotation by θZix produces a cosine
error proportional to the dead path of the interferometer. This error is negligible.
However, rotation of the interferometer in θY ix produces a significant error. Figure
4-11 shows the ray trace of the column reference interferometer for the nominal configuration and the case when the interferometer head is pitched by θY ix . Pitching the
interferometer causes a relative path length difference between the column and stage
beam paths. The relative column path lengthening due to θY ix is given by
∆xc , θY ix = a − hi − b ≈ −hi θY ix .
(4.35)
The distance a as shown in the figure is the distance from the entering beam intersection with the PBS interface to the reflecting point at the column diverting mirror.
The distance b is the distance along the nominal horizontal beam path from the
column diverting mirror to the rotated ray’s intersection with the column diverting
mirror as shown. Note that the stage beams and column beams do not change orientation due to the interferometer pitch motion. Also, the beam paths for the stage
and column beams below the beam splitter interface (on the retroreflector side) are
the same. Furthermore, the pitch does not affect the overlap of the beams at the
receiver since the stage and column beams move together. In the approximation I
neglect all second order terms. Most importantly, the system is highly sensitive to
θY ix because of the large Abbe offset. Pitch of the interferometer head by only 0.1
µrad will produce a 1.9 nm measurement error.
121
hi (0.75'')
Detail A
Detail B
b
θYix
b ≈ 2 hi θYix
a
a- hi ≈ hi θYix
2θYix
Detail A (10x)
Detail B (5x)
Figure 4-11: Ray trace of column reference interferometer showing components and
beam paths for nominal configuration and the case when the interferometer head is
pitched by θY ix (clockwise). The nominal beams are shown in black solid lines. The
beams for the pitched configuration are dashed.
122
4.5
Coupled motions
In this section, I combine the rigid body error motions to consider the differential
motions. When I neglect all cosine errors, the error in the position measurement is
given by Abbe error terms,
eAbbe = −h θY m + hi θY ix − ∆z θY s + ∆y θZs − ∆yc θZm .
(4.36)
Here I have subtracted the column path lengthening error terms from the stage path
lengthening terms of the previous sections. As long as the column and stage beams
of the DMI are parallel then
hi = h + ∆z .
(4.37)
eAbbe ≈ hi (θY ix − θY m ) + ∆z (θY m − θY s ) + ∆y θZs − ∆yc θZm .
(4.38)
Now
Also, if the interferometer is not rotated significantly about the X axis then the
column beams are above the stage beams where
∆yc = ∆y
(4.39)
eAbbe ≈ hi (θY ix − θY m ) + ∆z (θY m − θY s ) + ∆y (θZs − θZm ).
(4.40)
and
Equation 4.40 contains the important design information for measurement and error
correction. The first term is the Abbe error proportional to the separation of the stage
and column beams (0.75 ) times the differential pitch motion of the interferometer
head and the metrology block. The second term is the Abbe offset error due to
vertical offset of the write point from the x axis stage beams. It is proportional to
the differential pitch motion of the metrology block and the stage. The third term is
the Abbe offset error due to horizontal offset of the write point from the x axis stage
beams. It is proportional to the differential yaw motion of the metrology block and
123
the stage. This offset is the easiest to realign. Since we are already measuring the
differential yaw motion, I did derive coefficients for yaw correction by least squares
fitting to the yaw data. But the coefficients turned out to be nonsensical and not
repeatable. Therefore, the yaw Abbe error is believed to very much smaller than
the remaining errors. Inaccuracy of the yaw measurement also would produce the
nonsensical coefficients.
For a 0.1 nm error budget term, the pitch of the metrology block relative to the
interferometer head must be stable to 5 nrad. Without a direct measurement, I am
hesitant to claim this level of mechanical stability. However, vibration measurements
discussed in Section 8.2 and shown in Figure 8-32 indicate the pitch of the bench and
the pitch of the metrology block are indeed small – at the 5 nrad level. Although the
interferometer head might have some additional pitch motion, it is plausible that the
pitch vibrations in the frequency range of interest may indeed be 5 nrad or better.
Also, the calculated thermal coefficient for the metrology block pitch is small enough
to cause only 5 nrad instability if the temperature is stable to 5 mK. Mounting
the interferometer head to the optical bench provides a small structural loop to the
metrology block. This topology was essential to attain these stabilities.
The thermal and vibration sensitivities of the metrology-block-to-interferometerhead motions could be improved if necessary. Alternatively, the relative pitch of the
interferometer head and the metrology block could be measured and the error corrected. Another axis of interferometry that is stable with respect to the linear axis
of measurement could be implemented. A monolithic interferometer head assembly
could be built by bonding two linear axis interferometers together. The additional
linear axis would have both the column and stage beams referencing the metrology
block. This monolithic assembly might be constructed by removing the housings
from a Zygo linear-angular interferometer and a Zygo linear interferometer and then
bonding them to a stable base. If both linear interferometers have the same temperature coefficient, column separation, and built-in dead path then subtracting the
pitch interferometer measurement from the linear measurement will not only correct
for the pitch error, but it will also compensate for the temperature sensitivity and
124
the built-in dead path error (if the interferometers are in air). The problem with
adding another axis of measurement is that additional noise will be added. Since
angle motion axes cannot be scanned as discussed in Section 9.4.1, angle measurements may be doomed for inaccuracy because of the periodic interferometric errors.
An all optical pitch error subtraction should be devised by sending the linear axis
beams (the analyzer and fiber assembly would need to be removed from the linear
interferometer) at the correct polarization through the second interferometer head.
It would be prudent to enclose the pitch axis beams and both the x axis and pitch
interferometers in vacuum to eliminate air index variations within the interferometer
heads. At some point, enclosing the stage x axis beams in vacuum may be necessary
because of index variations. Bellows or another form of sliding vacuum containment
would be necessary. For this case, the x interferometer might be attached directly
to a longer version metrology block. The interferometer would be a special version
contained in vacuum with the column beams blocked off. For this topology, the vibration and thermal sensitivity of the larger metrology block will be critical. Also,
differential sets of capacitance gauges can be considered instead of interferometry if
the pitch motion correction turns out to be necessary.
The ∆z term is expected to be much smaller than the pitch term. If ∆z is ±400
microns then the metrology block to stage pitch must be less than 0.25 µrad to have
less than an angstrom of error. This level of stability is believed to be achieved
already.
4.6
Optical power signal
In this section, I calculate the optical power produced by misaligned beams. The
phase is found to have the same phase as the intensity in the center of the overlap
region.
Equation 1.8 gives the time average intensity for interfering plane waves. Although
this intensity was derived for the interference image used for writing, it still applies to
the case when the half angle θ between the interfering beams is small. The phase meter
125
senses the zero crossing of an AC filtered power signal so only the term proportional
to A1 A2 affects the phase measurement if the beam power fluctuations are slow. The
Zygo phase meter is designed for a frequency range of 20 ± 13.3 MHz [18] and should
be insensitive to power fluctuations outside of this band. If the interfering beams are
Gaussian then the electric field amplitude can be written as
r1
A1 = A exp −
w
and
r2
A2 = B exp −
w
2 (4.41)
2 (4.42)
where for non overlapping beams r1 and r2 can be written as
r1 =
r2 =
(x − ∆x )2 + (y − ∆y )2
(4.43)
(x + ∆x )2 + (y + ∆y )2 .
(4.44)
These definitions of r1 and r2 describe beams with an overlap region centered at
[x, y] = [0, 0]. The Gaussian power center of the right beam (designated with subscript
1) is offset at [x, y] = [∆x , ∆y ]. The left (subscript 2) beam’s power center is at
[x, y] = [−∆x , −∆y ]. The time average signal intensity is now proportional to
2(∆2x + ∆2y )
2y 2
2x2
Is = 2AB exp −
exp
−
exp
−
cos (2k sin θx + k[L2 − L1 ] + φ0 ) .
w2
w2
w2
(4.45)
The power signal is the integral of the intensity and is given by
Ps =
∞ ∞
−∞
−∞
Is dx dy.
(4.46)
The power signal can be evaluated using the identities already given in Equation
1.15 and Equation 3.44. After evaluation Ps is given by
126
∆2x + ∆2y
Ps = ABπw exp −2
w2
2
(k sin θw)2
exp −
cos (k[L2 − L1 ] + φ0 ) .
2
(4.47)
This can be written in a more useful form using the following relations
P1 = A2
πw 2
,
2
(4.48)
P2 = B 2
πw 2
,
2
(4.49)
∆2d = 4(∆2x + ∆2y ),
(4.50)
d = 2w.
(4.51)
and
The integrated intensity of the beams gives the powers P1 and P2 of the right and
left arms respectively. The separation between beam centers is ∆d and the beam
diameters are d. In this case, the optical signal power is given by
∆2d
Ps = 2 P1 P2 exp −2
d2
π 2 d2
exp − 2 cos (k[L2 − L1 ] + φ0 ) .
8Λ
(4.52)
This equation has several applications. First of all, it indicates that the phase of the
power signal has the same phase as the intensity in the center of the overlap region
where x = 0. The power signal loss due to angular and position misalignment can also
be calculated. Table 4.1 shows some useful values for understanding the sensitivity
of the power signal to alignment.
Power loss (%) ∆d /d Λ/d θ (µrad)
10 0.23 3.4
26
50 0.59 1.3
66
Table 4.1: Beam alignment parameters for different optical power loss.
127
For a power loss of less than 10% the beam separation cannot be more than 23%
of the spot diameter. Also, if the period of the image is 3.4× the diameter, there is
an additional 10% loss. The misalignment half angle shown corresponds to a 2 mm
beam diameter and λ=351nm. For these parameters, a fringe period of 3.4× the spot
diameter corresponds to a 26 µrad misalignment. Equation 4.52 can also be used
to calculate the interferometric alignment from the measured phase meter power in
some cases. In practical applications, the interferometric dead path affects the optical
power signal too because the interfering beams will have different wavefront curvature.
Other wavefront errors can also reduce the power signal.
128
Chapter 5
Environment
The environmental parameters of temperature, pressure, humidity, particle contamination, and acoustics significantly affect the repeatability of the SBIL system. Since
the clean room where the SBIL system is installed has unacceptable levels of environmental disturbance, an environmental enclosure needed to be specified and installed.
In this chapter, I derive the environmental specifications for the enclosure. Then
I will review the enclosure topology. Fundamental limits on index and temperature
stability are highlighted. The system was instrumented with a variety of sensors to
characterize the level of environmental disturbance. I present the measurements and
show the expected errors are consistent with observations.
5.1
Environmental specifications
The stability and accuracy of interferometry is sensitive to the index of air. Edlen
published formulas accurate to ±50 ppb for the refractive index of air as a function
of temperature, pressure, humidity, and CO2 concentration. Birch and Downs [8, 9]
later revised the Edlen equations with the stated accuracy of ±30 ppb 3σ. Most
of the uncertainty was attributed to measurement uncertainty in the temperature,
pressure, and humidity.
In this section, I focus on stability considerations. The problem of the accuracy
of the length scale is addressed in Section 9.2. Using the revised form of the Edlen
129
Equation [9], I tabulated the sensitivity of the index to temperature, pressure, humidity, and CO2 in Figure 5-1 for the HeNe and UV wavelengths used in the system.
With the exception of humidity, the sensitivities are very close to what is calculated
if one assumes the refractivity varies proportionally to the density of air. The nominal operating parameters shown are those of standard laboratory conditions. The
requirements for stability to 7 ppb or about 1 nm over 150 mm are also shown for
the HeNe wavelength. The stability requirements are about 8 mK for temperature,
3 Pa for pressure, and 0.8% relative humidity. The CO2 concentration stability requirement is 48 ppm but this concentration is not expected to change significantly
[20]. Since the SBIL system includes a refractometer, any uniform index fluctuations
can be corrected. However, non uniform index fluctuations cause errors. To help
minimize the errors due to nonuniformity, the refractometer was placed as close as
practical to the stage beam paths while the x axis is column referenced.
The environmental control was specified for ±5 mK temperature, 0.8% relative
humidity, and 16 Pa/m pressure gradient to guarantee no more than a nanometer of
error to each index variable. The temperature control was specified to ±5 mK only
in a critical volume whereas the rest of the enclosed volume was specified to ±25 mK.
The critical volume included the entire area swept be the chuck and extended from the
bottom of the chuck to the top of the metrology block. Also, all the interferometers
and their beams were specified to be in the critical volume.
The thermal expansion of the assemblies in the system also cause errors. Figure
5-2 contains the estimated temperature coefficients for the critical assemblies. The
error for 5 mK of temperature control is also shown. The interferometer coefficients
are the specified values from the Zygo manual. The metrology block coefficient was
calculated assuming the rule of mixtures [32] and the known percentage of Zerodur,
Super Invar, and epoxy in the assembly. After calculating a composite CTE of 0.25
ppm/◦ C, the expansion length of 0.17 was assumed to obtain the 40 nm/◦ C coefficient.
This length is the distance from the x axis column reference mirror to the center line
of the metrology block interferometer optics. The metrology block pitch and beam
splitter mount coefficients were calculated based on the materials and geometries in
130
Nominal Conditions
T = 20 [C]
P = 1.02e5 [Pa]
RH = 40%
CO2 frac = 365 [ppm]
Index and sensitivity parameters
Interferometer parameters
Nominal air index, n
Vacuum wavelength
Index temperature sensitivity (dn/dT)
Index pressure sensitivity (dn/dP)
Index pressure sensitivity (dn/dP), adiabatic
Units
NA
nm
1/C
1/Pa
1/Pa
Index humidity sensitivity (dn/d%RH)
Index CO2 sensitivity (dn/dCO2)
HeNe
Ar+
1.000272 1.000281
632.9915
351.1
-9.30E-07 -9.62E-07
2.68E-09 2.78E-09
1.91E-09 1.98E-09
Change for 7 ppb
stability
Units
mK
Pa
Pa
Change
-7.5
2.6
3.7
1/(%RH @ -8.50E-07 -7.97E-07
%RH
-0.82%
1/[CO2 frac 0.000147 0.000152
ppm
Figure 5-1: The calculated index and index sensitivity from Edlen’s equations (lower
left table). The nominal parameters (upper table) and the requirements for 7 ppb
stability (lewer right table) are also shown.
those assemblies. Expansions due to temperature gradients are not accounted for in
these coefficients. Changes in temperature gradients will produce additional errors.
The chuck coefficient took into account the Zerodur interferometer mirror, the 130
µm thickness of epoxy to bond the mirror, and the 33 cm long length of Super Invar.
This length would reach from the far edge of a 300 mm wafer to the back edge of the
Zerodur mirror. I assumed a 0.6 ppm/◦ C CTE for all the Super Invar components,
which is a worst case assumption. Super Invar will have a CTE of 0.3 ppm/◦ C only
after very specific heat treatment [5]. Since the CTE of Super Invar is sensitive
to the heat treatment and cycling of temperature, I assume the higher value. This
assumption is especially valid since the nickel plating required a baking step to ensure
good adhesion and the Super Invar material was provided in a forged condition. I did
attempt to get the part heat treated. But after considering the time and the risk of
warping the machined part, the treatment was not performed. The metrology block
and the chuck are flexure mounted such that the expansion of the optical bench and
the stage can be neglected.
Other important but less critical components for temperature control include the
optics and beam paths starting at the grating beam splitter and the stage. Any
131
48
Temperature
Error for
coefficient
Part
(nm/C)
∆T = 5mK
X axis interferometer
0.15
30
0.05
Refractometer interferometer
10
Metrology block expansion
0.20
40
Metrology block pitch
0.10
20
Beam splitter mount
0.50
100
1.0
Chuck
200
Root sum square
230
1.15
Sum
400
2
Figure 5-2: Estimated temperature coefficients of critical components and the error
for 5 mK of temperature change.
index disturbance in these paths will possibly distort the wavefront of the beams
and add additional disturbance that must be locked out. The angle stability of
several components outside the critical zone is also a concern. Sub-micro radian
angle stability between the interfering beams is required for period control. Also, the
metrology block, the chuck, and the x axis interferometer should be stable in angle
because of Abbe errors.
Overall, the sensitivity to temperature is similar for the thermal expansion error
source and the index of air source. However, each source has a different frequency
response. The part expansion is low pass filtered by the built in time constant of the
components. Depending on the critical component the time constant can range from
about a minute to about ten minutes. Meanwhile, the air index errors can occur on
much faster time scales. The refractometer provides insensitivity to slow, uniform
temperature changes for the index errors.
The enclosure was specified as a Class 10 clean room to reduce the particles. At
this level, opening the doors and human operators definitely limit the cleanliness.
Particle contamination of the optics is a problem because the particles cause scattering of the light. If the particles contaminate the optics after the spatial filter, the
wavefront quality is affected. Particles can also get trapped in between the wafer
and the vacuum chuck. These particles will distort the wafer and cause errors due to
132
in-plane strain.
The compressibility of the materials is another error consideration. I define the
compressibility as
C=
∆L
L∆P
(5.1)
where ∆L is the change of the material length L due to change in pressure ∆P .
Reference [88] directly measures the compressibility of a 280 mm long Zerodur rod.
For ∆P = 1.000212 × 105 Pa and ∆L = 161 ± 2 nm, the compressibility evaluates to
5.7 × 10−3 ppb/Pa. In the absence of direct measurements, the compressibility can
be calculated from
C = (1 − 2ν)/E
(5.2)
where ν is the Poisson ratio and E is the Young’s modulus. For Zerodur, E =
9.02 × 1010 Pa and ν = 0.243. Using Equation 5.2, the compressibility evaluates to
the directly measured compressibility of 5.7 × 10−3 ppb/Pa. Since the pressure due
to weather can vary by 2000 Pa, the pressure at the time of writing and the substrate
material will significantly affect the length scale of the grating. For instance, a Zerodur
substrate 0.3 m long will compress by 3.4 nm for 2000 Pa pressure change.
During writing, pressure variations of 25 Pa/hr are not uncommon. Conservatively assuming 100 Pa pressure change and the length of 17 cm for the metrology
block, the compression error will be 0.097 nm. Using Equation 5.2, I calculated the
compressibility for Super Invar to be 3.8×10−3 ppb/Pa. The chuck compression error
is expected to be 0.17 nm for 100 Pa pressure change taking into account the Zerodur
mirror and the length of Super Invar out to the furthest edge of a 300 mm wafer. For
thin substrates and a vacuum chuck, the substrate can be assumed to compress with
the chuck. The compression errors during writing are small for now and the metrology block and chuck compression even somewhat cancel each other depending on the
write location on the chuck. On the other hand, the compressibility of the substrate
will definitely need to be accounted for when writing length scales with subnanometer
repeatability. All the compressibility errors could be compensated by measuring the
pressure and correcting for the error. For my work, demonstrating linearity was the
133
first objective and the compressibility was not corrected.
5.2
Enclosure description
In this section, I review the enclosure topology. The environmental enclosure was designed and built by TAC-Control Solutions Inc1 (CSI). While they promised a turnkey
system within three to four months of issuing the PO, the system was delivered after
more than 15 months. The system failed factory acceptance tests several times and
unfortunately there were many time consuming problems along the way. At the time
of this writing (23 months since issuing the PO) the environmental control of the
SBIL system had not achieved the specifications for temperature. Furthermore, the
humidity control had adverse effects on the temperature control and was better left
off. In hindsight, I can say the company greatly exaggerated their skills and abilities
and the references we obtained prior to placing the order had purchased systems with
significantly different requirements. Doing business with TAC-Control Solutions Inc
was a mistake. I write this as a service to others who may be in the market for
environmental control.
Since the specifications for the environmental control were based on conservative
models, the fringe placement stability and the reading repeatability met nanometer level performance goals. I suspect the critical temperature control specification
will eventually be met and the errors will be reduced significantly from what I am
reporting.
Figure 5-3 shows the outside of the enclosure. The system consists of two air
handlers, labeled A and B. The location of one end of a differential pressure sensor
that I discuss later is noted. Nearly 360◦ access to the SBIL tool is possible because
the air handlers are detachable and sets of double doors open on each side of the
system. The nearly ideal accessibility was intended to allow future retrofits.
Figure 5-4 is a photograph from the other side of the system with the double
doors open. The grills for the air outlets and returns are obvious on the face of the air
1
1770 Mason-Morrow Rd., Lebanon, Ohio
134
Air Handler A
Double doors to chamber
Air Handler B
Location of one end of the
differential pressure sensor
Figure 5-3: Environmental enclosure showing the two air handlers and the doors to
the main chamber
handlers. The air passes through ULPA filters in the center of each air handler with a
face velocity of 60 fpm. The air volume flow of 700 cfpm for each air handler circulates
the full room air volume in 11 seconds. The air returns through the grills located at
the top and bottom of the units. The returns have adjustable dampers for controlling
the top-to-bottom air flow ratio and the positive pressure in the enclosure. The
positive pressure prevents particle contaminated air from leaking into the controlled
environment. The arrows show the expected air flow paths. About one third of
the air returns through the top returns. This air is cooled by a chill coil to remove
humidity and heat. The chill coil temperature is regulated by controlling a three
way valve that sets the mix ratio of water from a chiller (Neslab HX-300) and water
135
that is recirculated. After passing the chill coils, the air is reheated by electrical coils
to a controlled temperature. Then the reheated air and the lower return air mixes
and is forced by a fan through an acoustic silencer. Finally the conditioned air flows
out through the ULPA filter. Thermistors2 are located after the chill coil, after the
reheat, and after the fan on each air handler. Also, two thermistors are located inside
the chamber. Only the chamber thermistors and the thermistors after the fans were
implemented in the reheat control loop. Also, the three way valve for the chilled
water was left open such that all water circulated back to the chiller. The tuning of
the control system was the responsibility of the vendor.
It is critical for the two chamber temperature setpoints to be matched and stable
to each other. For an overall temperature uniformity specification of ±5 mK, the
chamber setpoints should be matched to about 1 mK. We had an independent, movable thermistor, for verifying the setpoint calibration. A single air handler system
using a similar sensor topology is described in reference [63].
5.3
Limits on index stability and temperature control
The air handler topology was chosen because it ensures that minimal heat sources
exist between the critical volume and the controlled air that flows out of the ULPA
filters. The vertical optical bench design provides the very open landscape for the air
flow. The horizontal air flow also has the benefit of avoiding gravity induced temperature gradients. Vertically blown air experiences natural temperature gradients.
The adiabatic expansion of air for an ideal gas [75] has the pressure-temperature
relationship given by
T2 = T1
2
P2
P1
γ−1
γ
.
Deban Air010 thermistors. The thermistor signal conditioners are Deban 1442.
136
(5.3)
Humidity sensor and
one end of differential
pressure sensor
Ducts from AOM's
ULPA filters
Air handler A
Air handler B
Figure 5-4: Inside the main chamber. The grills for the air outlets and returns are
obvious on the face of the air handlers. On each air handler, the air outlets through
an ULPA filter located midway up the face. The air returns through the grills located
at the top and bottom of the units. The arrows show the expected air flow paths.
137
Here γ is the specific heat ratio, which for air is 1.4. The pressure as a function of
height, h, is
P2 = P1 − ρgh.
(5.4)
For standard air at 20 ◦ C, the density ρ of 1.2 kg/m3 [75] results in a vertical pressure
gradient of 12 Pa/m. The vertical temperature gradient for air moving vertically at
height h=0 is
dT2
T1 ρg(γ − 1)
=−
.
dh
P1 γ
(5.5)
At the standard conditions of P1 = 1.01 × 105 Pa and T1 = 293.15 ◦ C, the vertical
temperature gradient is -.0098 ◦ C/m. This temperature gradient is known as the
adiabatic lapse rate [49] for air. It is the temperature gradient experienced by a
parcel of air moving vertically without heat leaving or entering it. However, if the
air is still, then molecular gas theory [79] can be used to calculate the expected
temperature gradient. The kinetic energy per mol of gas is
3
1
No mu2 = RT
2
2
(5.6)
Here No is Avogadro’s number, m is the mass of a molecule, and u is the root mean
square speed of the molecule. Since the kinetic and potential energy, mgh, must be
conserved, the vertical temperature gradient is calculated as
2No mg
dT
=−
dh
3R
(5.7)
The variable R is the universal gas constant (8.314 J/mol/K). For air, I will approximate the mass per mol as that of nitrogen (N2 molecule), where No m is 0.028
kg/mol. The vertical temperature gradient in still air is expected to be -.022 ◦ C/m.
The actual gradient in the absence of heat sources is expected to be somewhere in
between the adiabatic lapse rate and the molecular gas calculation depending on air
flow boundary conditions. Regardless, the vertical temperature gradient between -10
and -22 mK per meter is consistent with what I have observed in our enclosure and is
a significant consideration for nanometer level stability and accuracy. Moreover, if the
138
air was designed to flow from top to bottom instead of horizontally, I would expect
as the air flowed past the optical bench, the air would form undesirable temperature
gradients that would lead to nonuniform temperature and instability in the critical
zone.
There also may be index nonuniformity not associated with temperature gradients
that need to be addressed. I have yet to see a satisfactory analysis of “turbulence”
for a lithography stage. This is probably because good temperature control alone is
satisfactory for nanometer errors. What some people call turbulence has nothing to do
with the Reynold’s number but is associated with poorly temperature controlled air.
Bobroff [10] performs some experiments on air turbulence but provides no information
on the air temperature distribution other than the temperature range at single point.
The non uniform air index variations induced by temperature are not adequately
described by single point measurements.
However, there is probably a limit to index uniformity even if the air handler could
output laminar, temperature gradient free air. Hufnagel in Chapter 6 of reference
[111] cites the Kolmogorov theory of turbulence. To paraphrase Hufnagel, “Key to
this model is the hypothesis that the kinetic energy of larger eddies is redistributed
without loss to smaller and smaller eddies until finally dissipated by viscosity.” This
seems like a reasonable hypothesis. But I cannot show that if eddies were to develop
for the scenarios of interest that there would be the possibility for subnanometer
errors. These eddies might develop for instance as the air separates from the surface
of the stage interferometer mirror. For an eddie, the radial pressure gradient is given
by
dP
= ρω 2 r
dr
(5.8)
where ω is the rotation rate in radians per second, ρ is the fluid density, and r is the
radial distance. Integrating this equation one obtains
R
PR =
0
ρvR2
ρω 2 R2
=
.
ρω r dr =
2
2
2
(5.9)
The velocity vR is the velocity at radius R. This relation for the pressure increase is
139
also equal to the pressure increase of a stagnation point derived from the Bernoulli
equation. In this case, ∆P = ρv 2 /2 where v is the upstream velocity of the fluid.
Taking vR = 60 fpm and using the density of standard air, the pressure increase is a
mere 0.06 Pa. This is too small to be of concern for even 0.1 nm level error budgets.
Since the air would need to have unrealistic velocity distributions for pressure to cause
significant errors, I believe the “turbulence” has to be associated with temperature
gradients.
Another possible source of air temperature nonuniformity is viscous losses of the
flowing air. If all the energy of the pressure drop is dissipated into the air, the
temperature rise is calculated as
∆T
1
=
∆P
ρα
(5.10)
where ρ is the density, and α is the heat capacity. For standard air, 1/(ρα) equals
770 µK/Pa. Because the entire differential pressure in the enclosure was measured to
be about 10 Pa, the viscous heating can account for about 8 mK. However, the air
in the critical volume is expected to have a small fraction of the total pressure drop
since that space is very open; most of the pressure drop occurs in the dampers.
Managing the power sources and containing them is essential to a temperature
controlled environment. The temperature rise, ∆T of an airstream due to a power
source is given by
∆T =
P
.
Qρα
(5.11)
Here P is the power and Q is the volume flow rate. In more convenient units, ρα
equals 0.61 W/cfm/◦ C for standard air. The air out of the ULPA filters has a velocity
of approximately 60 feet per minute and at this speed the air will remove 0.18 W/ft2
if after passing a heat source the air heats by 5 mK. But even 0.1 W in the wrong
place can cause nanometer level errors.
The heat sources in the system are depicted in Figure 5-5. The powers shown are
maximum values used for design purposes. The x axis motor coil is mounted to the
aluminum u-shaped cross slide. It is critical for the power dissipated in this motor
to be small. Since the stage scans in the long y axis direction, the x axis duty cycle
140
AOM3 (1W)
AOM1 AND AOM2 (4W ea.)
Y2 coil, moving inside
magnet track (5 W)
Y1 coil, moving inside
magnet track (5 W)
X coil, moving inside
magnet track (0.1 W)
Figure 5-5: Major heat sources in the SBIL system. The powers shown are maximum.
141
is small for typical SBIL routines. With this scan strategy, reasonable throughput is
possible with acceptable power dissipation in the x axis. Meanwhile, there are two
y axis motors that can dissipate significant power. Although the airflow will tend to
force most of the heat away from the x axis interferometer, there is some sensitivity to
the Y1 motor heating. The x axis interferometer head is located as close as possible
to the stage but it is still just barely fully on the inside of the Y1 motor coil. The y
motor heating currently limits the stage speeds for the SBIL routines of interest. The
laser with a power dissipation of 39 W, needed to be enclosed in a box that was well
insulated. Air was pulled through a very insulated duct that had a fan attached to
the end of it. This end of the duct was fed directly to the return of air handler B. The
AOM’s were also enclosed, ducted, and attached to fans fed directly to air handler B.
The ducts for the AOM’s are visible in Figure 5-4. Since the AOM’s are far from the
critical zone and dissipate less power, they did not require the thick insulation used
for the laser. The AOM’s operate with maximum diffraction efficiency when their RF
power is below 4 W of power. The typical power for AOM1 and AOM2 ranges from
1-3 Watts. AOM3 typically is operated below 1 W of power. The camera depicted in
the figure is currently unenclosed and is off during most work.
The air flow has a dead-spot located approximately in the center of the critical
volume. The dead-spot is acceptable since the chuck and the aluminum u-shaped
stage serve as very good heat sinks and efficiently spread out the heat dissipated by
the x axis motor and the lithography laser. Even though air flow without the deadspot in the center of the critical volume could have been achieved by pushing air out
of one air handler and pulling it out the other side, this option would make the y axis
motor heat more of problem – the air past the y motors would not be blowing away
from the critical volume. Furthermore, packaging the return ducts would have been
problematic for this configuration because of the limited space available in our clean
room.
The motors have both static and dynamic dissipation components. The static
dissipation is due to the motor offset currents and forces. The forces are primarily
associated with non-ideal magnetic preloading of the stage. When the stage x axis
142
is moved by hand, this non-ideal behavior is easily felt. We believe that bolts in the
steel plates used for preloading cause these forces. The y axis preloading is designed
with bolts further away from the magnets and the preloading is not felt. Since turning
the stage control on produces no temperature rise observable at any of the sensors to
be discussed, I will ignore the static motor dissipation.
The temperature rise in the critical area can be conservatively calculated based
on the x motor power. Only a ball park estimate is required and I will simply assume
a cross sectional area of 1 ft2 and the air velocity of 60 fpm. A power dissipation of
180 mW on the x axis motor should result in a noticeable heat rise on the order of
5 mK. The x axis motor normally has such a small duty cycle that the dissipation
on this motor is usually much less. The laser dissipates power in the critical volume
too. In reading, I was unable to observe any increase in error when the laser power
on a stationary grating was adjusted from 4 mW to 40 mW. Typical powers used for
writing were 30 mW. The lithography laser power during writing is not believed to
be a problem since the beams must always be moving and the heat capacity of the
substrate limits the heating.
The x axis motor power is estimated from the 60 kg moving mass, the motor
force constant of 57 N/Arms , motor resistance of 5.2 ohms, and the stage profile. I
only consider ohmic losses in the motors and ignore losses to eddie currents. The
stage profiling ramps up the acceleration at a constant jerk rate up to the maximum
acceleration if the step size is large enough. For small steps, the maximum and
acceleration and maximum velocities are never reached. For the jerk rate of 4.9 m/s3 ,
scan length of 36 cm, x axis step size of 800 µm, scan velocity of 100 mm/s, and
maximum acceleration of 0.05 g, the time average power dissipated on the x axis is
only 4 mW. Meanwhile, the y axis motors dissipate 80 mW each. The y axis motors
are identical to the x axis motor and the assumed y axis moving mass is 100 kg.
No noticeable temperature rise is observed for these parameters where the time to
pattern a 300 mm wafer is 27 minutes. In the next section, I also will consider other
profiles and evaluate the temperature gradients in the system.
Heat sources, viscous losses, and gravity gradients do impose limits to temperature
143
control and gradients. However, the limit is believed to be below a milli-Kelvin for
small volumes with little heat dissipation such as the the SBIL critical volume.
5.4
Temperature measurements
The temperature specification required the critical volume to have a stability and
uniformity of ±.005 mK. The critical volume covers the entire area swept by the
chuck and extends from the bottom of the chuck to the top of the metrology block.
Figure 5-6 shows the locations of the temperature sensors to be discussed. There are
four rear sensors labeled 1-4, four front sensors labeled 5-8, four vertical sensors 6, 10,
0, and 11, and a sensor placed close to the x axis interferometer labeled 9. Sensors
1-9 are located in the critical volume within 3 inches of the write plane. The vertical
sensors are spaced an average of 12 inches apart. The drawing also shows the location
of control sensors used for feedback labeled as TA and TB . The control sensors are
in the critical volume.
The temperature sensors are Instrulab3 Model 405 sensors. These are two-wire
thermistors with a time constant of 10 seconds. The sensors are quoted with an accuracy of ±0.02 ◦ C for a calibration over ±5 ◦ C. The stability is not specified. The
electronic system that provides a digital temperature read out is Instrulab Model
3312A. The electronic system is quoted to have an accuracy of ±.01 ◦ C with a resolution of 1 mK. The sensor system belonged to CSI and was installed as part of
the acceptance test procedure. The sensors were calibrated by CSI in a water stirred
bath4 and originally matched with each other to the noise floor of the sensor/bath
system such that all sensors read within 3 mK of each other. A better bath or a
calibration service might be employed to better calibrate sensors in the future. For
instance, Harvey [37] constructed a bath with ±70µK stability with gradients of 50
µK within the bath. Since the temperature data that I will show has gradients far
exceeding 3 mK, the sensor calibration was not the limitation at this point in the
3
4
http://www.instrulab.com
Hart Scientific
144
4
1
2
3 TB
Vertical
V
11
high
0
9
10
7
V
8
5
6
low
TA
Figure 5-6: Location of the twelve data and two control thermistors. The four rear
sensors are labeled 1-4. Four front sensors are labeled 5-8. Sensor 9 is placed to
monitor the temperature near the x axis interferometer. Sensors 1-9 are located in
the critical volume, within 3 inches of the write plane. The vertical sensors, 6, 10, 0,
and 11 have an average spacing of 12 inches. The control sensors used for feedback
are labeled TA and TB
work.
The self heating of the thermistors in still air was estimated to be less than 1 mK.
Thus, the measurements should be insensitive to the air velocity at better than the 1
mK level. The long term stability of the sensor system has not been rigorously characterized. However, I believe the sensor system is stable to better than ±2 mK based
on data that I will discuss. In general, thermistors are suitable for precision temperature measurements since they have been demonstrated to have sub mK relative
stability over five years [64, 65] using commercial two-wire instrumentation. Separate
observations by Edwards [19] showed thermistors stable to 0.1 mK per 100 days.
145
The sensors must be stable and calibrated to be able to assess temperature gradients. I estimate the long term relative stability of the temperature control and sensor
system by comparing the temperature change after more than month for a well equilibrated system that had all heat sources off. The change in average temperature
reading after 33 days is shown in Tables 5.1, 5.2, and 5.3 for the rear, front, and vertical sensors respectively. Each average temperature reading is calculated by averaging
data over more than 6 hours. The rear sensor stability is the best estimate of the
measurement system long term stability. The rear sensors were solidly tie wrapped
to the optical bench (insulation was placed between the sensor stem and the bench
to ensure the sensor was reading the air temperature) and the setpoint on air handler
B was not changed over this time period. Furthermore, air handler B generally has
better performance as measured by TB . The rear sensor stability is within 1 mK.
This stability is affected by TB stability too. Thus the TB sensor and the rear sensors
have mK level relative stability. Sensors 5-8 block access to the optics and may not
have been in the exact same place in both sets of data. The vertical string of sensors
sensors were removed and then returned. These sensors may not be in the same place
by an amount on the order of a foot. Also, the setpoint on the air handler A is known
to have been adjusted. The movement of the sensors and the setpoint adjustment
prevents rigorous determination of the front and vertical sensor stability. However,
based on the rear sensor stability of 1 mK and the fact that all the sensors were the
same type, the larger instability of the front and vertical sensors are very likely due
to the sensor movement and the setpoint adjustment. Therefore, the relative stability
of the sensors is believed to be ± 1 mK. Since when the sensors were calibrated in
the fluid bath they read within 3 mK of each other, the sensor matching is probably
accurate to ± 2 mK.
Figure 5-7 shows the temperatures of the front sensors of the system during use.
The data shown is the moving average temperature over one minute. The spikes
in temperature correspond to the chamber door opening. Sensor 7 reacts with the
largest temperature disturbance since this sensor was closest to the opened door. The
magnitude of the spike in temperature is dependent on the time that the door is left
146
Sensor Number Stability (mK)
1
0.3
2
-0.8
3
-1.0
4
-0.9
Table 5.1: Long term rear sensor stability, the change in average temperature reading
after 33 days.
Sensor Number Stability (mK)
5
-2.1
6
-6.3
8
-2.4
7
-1.5
9
-2.0
Table 5.2: Long term front sensor stability, the change in average temperature reading
after 33 days.
Sensor Number Stability (mK)
6
-6.3
10
2.8
0
9.3
11
13.9
Table 5.3: Long term vertical sensor stability, the change in average temperature
reading after 33 days.
147
open, how wide it is opened, and the temperature of the main clean room at the time
the door is opened. It takes the air temperature about 10 minutes to recover to 5
mK of the equilibrium temperature after closing the door for the data shown. Figure
5-8 shows the same data but with an enlarged temperature scale. The vertical lines
denote the time when a SBIL routine was starteded. During this SBIL routine a 100
mm wafer was exposed with the following parameters: v=55mm/s, a = 0.49 m/s2 ,
jerk = 4.9 m/s3 scans=129, scan length = 250 mm, step size = 0.857 mm, and α =
0.5 µrad. This SBIL routine takes about 10 minutes to complete. The estimated x
motor power is 3 mW and the y motor power is 31 mW during writing. As can be
seen from the figure, the temperature rise during the duration of the SBIL routine
is unnoticable. The effect of the system still equilibrating is observable at the 5 mK
level on sensor 5, however. Sensor 9 is the best choice for observing the motor related
heating.
The difference between the maximum and minimum temperatures during each
minute is plotted in Figure 5-9. During thermal equilibrium the stability is 14 mK
peak to valley for the worst sensor (maximum -minimum temperatures taken between
time=20 and time = 90 seconds). The humidity control needed to be off to attain
this stability. The temperature measurements are low pass filtered because of the 10
second time constant of the thermistors. The magnitude of the temperature stability
without the low pass filtering is not known at this time. The front sensors also show
a significant nonuniformity of about 15 mK. The total range for the front sensors,
maximum of sensors 5-9 minus the minimum for these sensors is 29 mK. The temperature gradient is also the greatest in between sensors 5 and 6, which is particularly
troublesome because this air passes into the x axis interferometer beam paths.
Figure 5-10 shows the temperature of the rear sensors taken at the same time. The
rear sensors are much less affected by the door opening, which is expected because the
door that was opened was located toward the front of the system. The rear sensors
also show unnoticeable change due to the SBIL routines. Figure 5-11 shows the
maximum minus the minimum temperatures over a minute. The rear sensors show
better stability and uniformity than the front sensors. The stability at a particular
148
Front Sensors
20.16
5
6
8
7
9
mean 5-8
20.14
20.12
Temperature (C)
20.1
20.08
20.06
20.04
20.02
20
19.98
19.96
0
50
100
150
200
Time (min)
Figure 5-7: Front sensor temperatures averaged over a minute. The spikes in temperature correspond to the opening of the environmental chamber door.
149
250
Front sensors
20.005
5
6
8
7
9
mean 5-8
20
19.995
Temperature (C)
19.99
19.985
19.98
19.975
19.97
19.965
0
50
100
Time (min)
150
200
Figure 5-8: Front sensor temperatures with an enlarged temperature scale. The
vertical lines denote the time when a SBIL routine was started.
150
Front Sensors, Max-Min Temperatures
0.18
5
6
8
7
9
0.16
0.14
Temperature (C)
0.12
0.1
0.08
0.06
0.04
0.02
0
0
50
100
150
200
Time (min)
Figure 5-9: The difference between maximum and minimum temperatures occuring
during a one minute time frame, front sensors.
151
250
Rear Sensors
19.992
1
2
3
4
9
mean 1-4
19.99
19.988
Temperature (C)
19.986
19.984
19.982
19.98
19.978
19.976
19.974
19.972
0
50
100
Time (min)
150
200
Figure 5-10: Rear sensor temperatures averaged over a minute. The vertical lines
denote the time when a SBIL routine was performed.
sensor is 9 mK in the worst case (maximum minus the minimum temperature from
time = 20 minutes to time = 90 minutes). The total range of temperature for sensors
1-4 is 14 mK.
Figure 5-12 shows the temperatures of the vertically located sensors. These sensors
are toward the front of the system and are sensitive to the door opening. Figure 5-13
displays the same data with a zoomed temperature scale. In equilibrium, the vertical
sensors show a temperature gradient where the air is cooler at higher points – for the
series 10-0-11. Sensor 6 is directly in the flow from the air handler and is affected
by the non-uniformity of that air stream. The average gradient between sensor 10
and 11 is 10 mK over 24 inches or 16 mK per meter, which is consistent with the
152
Rear Sensors, Max-Min Temperatures
0.014
1
2
3
4
9
0.012
Temperature (C)
0.01
0.008
0.006
0.004
0.002
0
0
50
100
150
200
Time (min)
Figure 5-11: The difference between maximum and minimum temperatures occuring
during a one minute time frame, rear sensors.
153
250
Vertical Sensors
6 (low)
10
0
11 (high)
20.05
20.04
20.03
Temperature (C)
20.02
20.01
20
19.99
19.98
19.97
19.96
0
50
100
Time (min)
150
200
Figure 5-12: Vertical sensor temperatures. The spikes in temperature correspond to
the opening of the environmental chamber door.
vertical gradient that I discussed earlier. Figure 5-14 shows the difference between
the maximum and minimum temperature during a minute.
Figure 5-15 shows the front sensor temperatures during various experiments.
Numbered vertical lines mark the start of the events indicated. At line 1, the stage
performed a SBIL routine with the following parameters: v = 50mm/s, a = 0.05 g,
jerk = 4.9 m/s3 , scans =379, scan length = 360 mm, and step = 0.8 mm. This routine
would be suitable for patterning an entire 300 mm wafer. The approximate time for
this routine is 49 minutes. There is a noticeable instability during the routine. The
power dissipation of 2 mW in the x motor and 17 mW in each y motor is too small to
explain this instability. Instead, it is attributed to the non-uniform airflow from air
154
Vertical sensors
19.985
6 (low)
10
0
11 (high)
Temperature (C)
19.98
19.975
19.97
19.965
19.96
0
50
100
Time (min)
150
200
Figure 5-13: Vertical sensor temperatures with a zoomed temperature scale. The
vertical lines denote the time when a SBIL routine was performed.
155
Vertical Sensors, Max-Min Temperatures
0.08
6 (low)
10
0
11 (high)
0.07
0.06
Temperature (C)
0.05
0.04
0.03
0.02
0.01
0
0
50
100
150
200
Time (min)
Figure 5-14: The difference between maximum and minimum temperatures occuring
during a one minute time frame, vertical sensors.
handler-A diverting due the stage position. At line 3, the stage was moved into the
corner of the system toward air handler A and the Y1 motor. Sensors 5-8 are clearly
sensitive to the stage position. Sensor 5 increases in temperature by more than 10
mK, while sensors 6 and 8 drop by about 5 mK. This effect is highly repeatable and
is definitely not due to any heat source since a separate test confirmed the response
does not change when every electronic device in the system was unplugged. At line
4, the stage was moved back to the center of travel and sensors 5-8 quickly return.
At line 5, a SBIL routine identical to the previous one started but with the scan
velocity of 100mm/s. There is no noticeable temperature rise with the estimated 4
mW in the x motor and 81 mW in each y motor. The sensors actually appear more
156
250
stable with the faster routine. The sensor time response and the time response of
air diverting probably favors the faster scanning. At line 7, a SBIL routine initiated
with a = 0.25 g, jerk = 2.45 m/s3 , v = 300mm/s, and a scan length of 0.42m. There
is clearly a temperature rise at sensor 5 and 9 of about 10 mK. The expected x axis
and y axis powers are 44 mW and 2.5 W respectively. The significant temperature
rise is attributed to the Y1 motor power. The temperature falling before finishing
the routine is likely because of the extra air flow for the Y1 motor when the stage
moves away from it. At line 8 the stage returned to the center and the power to
the system was cut. The very slow change in temperature of 4 mK for sensors 5
and 9 might be attributed to the system not being at thermal equilibrium when the
experiments began. Moreover, previous to taking this data, lights were on and the
tool temp A sensor had been moved. This equilibration affects the data on very long
time scales and does not detract from the conclusions made regarding the motor heating effects and the stage position effects. Also, the humidity control was on during
these experiments, which contributes temperature fluctuations at short time scales.
The humidity control especially affects the difference between the maximum and the
minimum temperatures over a minute.
To verify that the temperature rise is due to the y axis motor power, the system
was scanned at a =0.25 g, v = 300mm/s, and a scan length of 0.42m with no x axis
step over. Figure 5-16 shows the data where the scanning began at the first vertical
line. The scanning ran for about 29 minutes where the end is designated by the
second vertical line. The power dissipated in each y axis motor is expected to be
2.7 W. After about 13 minutes, the temperature rise at sensor 5 and 9 are similar to
those shown in Figure 5-15. Therefore, the temperature rises in the region of sensors
5 and 9 are primarily attributed to the y axis motor. Furthermore, the x axis motor
dissipation for the SBIL routine is not the limiting air temperature stability, at least
for the measurement points considered.
The stage can be slowed to what ever speed necessary to prevent significant heating. Furthermore, the 100 mm/s SBIL profile provides more than adequate speed for
research purposes. These experiments also revealed that the temperature gradients
157
leads to significant instability when the stage is moving.
The nonuniform temperature air will cause temperature changes of the chuck that
are dependent on the stage position. Figure 5-17 shows the chuck temperature and
the temperature near the TA sensor. The sensor measuring the temperature of the
chuck was located within one of the light weighting cavities. This sensor was really
measuring the air in that cavity since the sensor housing did not actually contact the
chuck. The temperature of the chuck may be even more stable than the measurement
over the short time scales. The stage was moved to the rear corner of the system
that is closest to the laser at the time denoted by the vertical line. From this data,
it is clear that the chuck temperature will be a function of the stage position. The
temperature jump of 0.01 ◦ C is significant since the chuck expansion will produce 2
nm of error for the largest substrates. Furthermore, the chuck responds with a time
constant on the order of less than 10 minutes, which is less than the time typically
required to pattern a substrate. Additionally, the temperature rise may be associated
with the laser heating and air flow past the laser being partly blocked by the stage.
The higher chuck temperature than the air temperature measured at other places in
the critical volume supports this hypothesis.
Operating the stage in the smallest range of travel will help the chuck stability.
Also, since the stage is moving back and forth the chuck will tend to average the
temperature along the scans. However, if the chuck is allowed to equilibrate to a
temperature different than the average “scan temperature”, which is certain to happen
without care, the chuck expansion during the writing is likely to be a significant error.
Therefore, the non uniform air temperature is extremely problematic for the chuck
the stability.
The data does show that the chuck temperature is much more stable than the
air temperature. Over the time from 0 to 80 minutes the system was essentially in
equilibrium. The minute averaged chuck temperature varies by 3 mK peak-to-valley
whereas the air temperature by Tool Temp A sensor varies by 11 mK. Furthermore,
the max-min temperature during a minute is 2 mK for the chuck versus 7 mK for the
air temperature by the control sensor.
158
Front Sensors, Various experiments
5
6
8
7
9
mean 5-8
20
Temperature (C)
19.995
19.99
19.985
19.98
19.975
19.97
19.965
19.96
3 5 8
1 2 4 67
200
300
400
500
600
700
800
900
1000
1100
1200
Time (min)
1) Start 50 mm/s SBIL routine (49 minutes), Px = 2 mW, Py = 17 mW
2) End SBIL routine, stage returns to center
3) Stage moves to front, right corner
4) Stage returns to center
5) Start 100 mm/s SBIL routine (27 minutes), Px = 4 mW, Py = 81 mW
6) End SBIL routine, stage returns to center
7) Start 300 mm/s SBIL routine (13 minutes), Px = 44 mW, Py = 2.5 W
8) End SBIL routine, stage returns to center, all power off
Figure 5-15: Front sensor temperatures during various experiments. The motor powers for the SBIL routines are noted. A brief description of the experimental events is
shown and marked with the vertical lines.
159
20.02
5
6
8
7
9
mean 5-8
20.01
Temperature (C)
20
19.99
19.98
19.97
19.96
0
50
100
150
200
250
Time (min)
300
350
400
Figure 5-16: Front sensor temperatures during a test of the y axis motor dissipation.
The first vertical line marks the start of y axis scanning. The second vertical line
marks the end of scanning.
Figure 5-18 shows the rear sensor temperatures during the same experiment. Sensor 9 temperature moves by about 2 mK. The response at this sensor is expected if
the stage is blocking air flow past the laser.
Based on the data collected, the temperature stability in the front side critical
volume is ±7 mK if the humidity control is off. The rear side critical volume stability is ±5 mK. This conclusion ignores the filtering of high frequency temperature
fluctuations due to the 10 second time constant of the sensors. The uniformity of the
air in the critical volume is about 29 mK peak to valley under usual circumstances.
If the stage is moved into the corner, the uniformity in the critical volume is worse
than 40 mK. The fact that the stage position affects the temperature measurements
160
chuck
Near tool temp A
Sensor temperatures
20.005
Temperature (C)
20
19.995
19.99
19.985
19.98
19.975
19.97
0
10
20
30
40
50
60
Time (min)
70
80
90
100
70
80
90
100
Max-Min Temperature
0.01
Temperature (C)
0.008
0.006
0.004
0.002
0
0
10
20
30
40
50
60
Time (min)
Figure 5-17: Temperature measurements testing the affect of stage position on the
chuck temperature. A diagnostic sensor was placed close to Tool Temp A sensor
and another sensor was placed within one of the cavities of the chuck. The vertical
line denotes the time when the stage was moved. The top plot shows the minuteaverage temperatures and the bottom plot shows the maximum minus the minimum
temperature during a minute.
161
19.995
1
2
3
4
9
mean 1-4
Temperature (C)
19.99
19.985
19.98
19.975
19.97
0
10
20
30
40
50
60
Time (min)
70
80
90
Figure 5-18: Temperature measurements of the rear sensors when testing the affect
of stage position on the chuck temperature. The vertical line denotes the time when
the stage was moved.
supports the assertion that the air blowing out of the ULPA filters is non-uniform.
Non-uniform air in the beam path creates errors that are uncorrectable by the refractometer. The non-uniform temperature air will also lead to thermal expansion errors
that depend on the stage position.
5.5
Humidity measurements
The humidity in the system is regulated by the lowest temperature chill coil. Figure
5-19 shows the temperature of the air leaving the chill coils. Chill coil A is much
warmer than chill coil B and is expected to have no effect on the humidity regulation.
162
100
Chill coil B has a temperature around 5.5 ◦ C. The relative humidity calculated using
a dew point of 5.5 ◦ C for air with a temperature of 20 ◦ C is 38.7%. This corresponds
well with measured humidity range from 38.62% to 39.04% seen in Figure 5-20. The
humidity sensor5 has a response time of 15 seconds and an expected accuracy of
about ± 2% while the stability of the sensor is not specified. The stability was to be
verified with another humidity meter. The slightly higher measured humidity may
be associated with the inaccuracy but the humidity is in fact expected to be higher
than that calculated from chill coil calculation because of the small amount of highmoisture (40% RH to 55% RH) content makeup air. The humidity sensor is located
on the air handler A side of the room and all the make up air was taken through
a grill in air handler A. The humidity uniformity across the room is expected to be
uniform to at least the tenths of a percent level. The humidity varies by 0.4% peak
to valley over a half hour. Slow humidity variations should be largely uniform across
the chamber and can be corrected by the refractometer. It is not clear to what extent
the humidity variations that occur over tens of seconds will be uniform and thus
correctable by the refractometer. The humidity uniformity was never verified with
multi-point measurements. The sensor noise contribution is also not known. In the
worst case, the humidity variation over the tens of second time frame is 0.25% peak
to valley. The humidity contribution to the air index related errors is expected to be
below ± 0.2 nm. The humidity stability is thus very good by virtue of the chill coils
being maintained at a reasonably constant temperature.
5.6
Pressure measurements
The pressure gradients affect the linearity of the interferometric measurements if
they are stable. Instability in the pressure gradient produces uncorrectable errors.
To measure the magnitude of pressure fluctuations, the enclosure is equipped with a
differential pressure sensor6 . This sensor measures the pressure difference between the
5
6
Vaisala HMP231, wall mounted humidity and temperature transmitter.
Modus T30-001, Modus Instruments Inc.
163
Chill coil temperatures
8.5
Chill coil A
Chill coil B
8
Temperature (C)
7.5
7
6.5
6
5.5
5
0
200
400
600
800
1000
Time (s)
1200
1400
1600
1800
Figure 5-19: Temperature of air leaving the chill coils.
two locations indicated in Figure 5-3 and Figure 5-4. If the air handling equipment
induced any significant pressure fluctuations, it would show up in this measurement.
The air path length between the differential points is greater than one meter long.
Figure 5-21 shows the differential pressure measured by this sensor over 30 minutes.
Most of the pressure fluctuations in this data are very likely acoustic. Acoustic
measurements will be discussed in Section 8.3. Figure 8-36 shows acoustic data where
the 3σ pressure is 0.9 Pa between 0 and 800 Hz. Assuming the pressure varies by
±0.5 Pa over 1 meter, the gradient is ±0.5 Pa/m.
Figure 5-22 shows the differential pressure when the clean room doors were opening and closing. The largest spike corresponds to the opening of the two sets of clean
room doors at nearly the same time. Opening both sets of clean room doors drops
the pressure in the clean room by about 30 Pa, as measured by another differen164
Humidity
39.1
39.05
39
Relative Humidity (%)
38.95
38.9
38.85
38.8
38.75
38.7
38.65
38.6
0
200
400
600
800
1000
Time (s)
1200
1400
1600
1800
Figure 5-20: Relative humidity without any humidity control. The chill coils are
controlled to a constant temperature and the makeup air is expected to be a small
fraction of the total air flow, making the relative humidity much more stable than the
outer room humidity. Over one half hour the humidity varies by 0.4% peak to valley.
165
Differential pressure
11
10.9
10.8
Differential Pressure (Pa)
10.7
10.6
10.5
10.4
10.3
10.2
10.1
10
0
200
400
600
800
1000
Time (s)
1200
Figure 5-21: Differential pressure
166
1400
1600
1800
tial pressure sensor installed in our clean room. In the extreme case, the maximum
differential pressure change sensed by the enclosure sensor is only about 1 Pa. Conservatively, the pressure gradient cause by this extreme case is 1 Pa/m. Even with
large changes in the clean room pressure, the pressure gradient in the SBIL system is
not significant.
Although I haven’t measured the differential pressure along the interferometric
beam paths, a conservative estimate of this pressure gradient due to the viscous
pressure drop of the moving air is found by dividing the entire enclosure differential
pressure by the path the air travels. This linear assumption of pressure gradient with
path length is conservative because the interferometric beam path is very open and
most of the pressure drop probably occurs in the dampers of the air handler return.
Since the linear path is at least 4 meters, the expected pressure gradient is expected
to be less than about 10.6 Pa over 4 meters or 2.7 Pa/m. The specification of 16
Pa/m is therefore expected to easily be met. Furthermore, this specification arguably
is conservative because the pressure gradient error may be largely repeatable if the
pressure gradient is constant.
The errors due to acoustic pressure and the pressure gradients are expected to be
less than ± 0.2 nm.
5.7
Conclusions
The low frequency unobservable error derived from the power spectral density of
Figure 8-37 from 0 to 100 Hz with the 60 Hz error removed is 0.75 nm 1σ. The data
was 56 seconds long and the stage was positioned such that the nominal deadpath in
the x axis interferometer was 7.2 cm. The majority of this error is likely due to index
fluctuations – the vibration errors are much smaller and the thermal expansion errors
are only significant at very low frequencies, approximately below 0.04 Hz as discussed
in Section 9.2. To further support the assertion that most of the error is index related,
shutting down the air handlers noticably reduces the errors between 2 and 100 Hz.
Since vibrations are too small to explain the extra error with the air handlers on, the
167
Doors opening/closing
11.8
11.6
11.4
Differential Pressure (Pa)
11.2
11
10.8
10.6
10.4
10.2
10
9.8
0
50
100
150
200
250
300
350
Time (s)
Figure 5-22: Differential pressure during times when the clean room doors were opening and closing. The clean room has two sets of doors and the largest spike corresponds
to the opening of both doors at nearly the same time.
air index is hypothesized to have parcels of different temperature air that increase
the frequency of the error as the air speed increases. At low frequency with the
air handlers on, errors decrease at frequencies below 2 Hz due to improvements in
the temperature control. Additional strong evidence indicating that the errors below
100 Hz are dominated by air index nonuniformity comes from Section 9.2. There, I
show that the errors over two minutes increase with increasing deadpath despite the
refractometer correction.
While it is impossible to accurately predict the index error based on the tempera168
400
ture data discussed, the error observed does appear consistent with the temperature
instability and gradients in the system. The accurate prediction cannot be made with
the data discussed because temperature data at many spaces along the beam paths
are required with sensors having time constants of several milliseconds. Measurements on spatial scales smaller than the interferometer beam spacing of 0.75 inches
would be ideal.
In the absence of those measurements, the temperature nonuniformity between
sensor 5 and 6 indicates the air could very well be responsible for most of the error
observed. These sensors measure air that is blown directly into the interferometer
beam path. Their temperature range is 29 mK when the stage is nominally centered. The measurements are low pass filtered by the 10 second time constant of the
thermistors and the actual range is expected to be larger. The sensors, which are
spaced less than a foot apart, also have a stable gradient of 15 mK for the stationary
stage in the center of travel. The measured stability at a single thermistor is ±7
mK. The air in the beam paths is expected to be very non uniform since the air with
large gradients must mix as it makes a turn at the stage and into the x interferometer beam path. The close spacing of the reference and measurement interferometer
beams provides some insensitivity to the inhomogeneity on large spacial scales. But
even when the stage is positioned to have zero deadpath, index related errors still
exist. Furthermore, within the x axis and refractometer interferometers nominally
unbalanced measurement and reference arms respond to temperature fluctuations at
different rates than the unenclosed beams. Even if only the 7.2 mm of deadpath is
considered and the temperature fluctuation of ±7 mK is assumed, then ±0.44 nm
of error is expected. The additional observed error could very well be due to the
actual temperature control being worse because of high frequency fluctuations. Index
instability across the balanced path sections of the interferometers also cause errors.
Correcting the temperature nonuniformity and improving the stability will likely
lead to significantly improved system stability. The obvious place for improvement is
to track down the source of the large temperature gradient observed between sensor 5
and 6. Removing this gradient will likely lead to improved the overall stability of the
169
A side temperature control since the TA sensor reading won’t be as noisy. In general,
temperature gradients and control can be improved throughout this system. Since
the heat sources can be contained and minimized, it may be possible to improve the
temperature stability and gradients by an order of magnitude.
Enclosing the beam paths and x axis interferometer in vacuum is however guaranteed to fix index non uniformity problems. A bellows or a sliding vacuum tube could
be retrofitted to the system. A more compact metrology block optic design or one
contained in vacuum will probably also be important. The enclosed beam paths may
be required to achieve angstrom level error budget terms.
Two-wavelength interferometers might be considered to eliminate air-index errors
[54, 43]. However, these interferometers have not been demonstrated with the necessary stability and they may introduce noise that is greater than the stability that we
are already achieving. Also, humidity fluctuations may necessitate three wavelength
interferometers [11], which have never been demonstrated. Designing low temperature
coefficients for these complex multi-wavelength interferometers may be problematic.
The thermal expansion of parts is the largest error source on long time scales. A
lower CTE chuck will allow a more lenient specification on the remaining temperature
gradients. The chuck has the worst thermal coefficient among the critical components.
Use of a better material, such as Zerodur, Expansion Class 0, would improve this
component. Since the chuck must move throughout the space it is sensitive to the
temperature gradients. To some extent it should be possible to correct for the chuck
expansion by measuring the temperature of the chuck and applying a correction.
The beam splitter mount on the metrology block is the next worst component and
although it doesn’t have the worst temperature coefficient, it will have the fastest time
constant. The chuck and the beam splitter mount could be designed for improved
temperature sensitivity.
Although the index errors and thermal expansion errors are the largest errors
remaining in the system (not including the particle defects discussed in Chapter 9),
there are many areas for improvement.
170
Chapter 6
Beam steering and beam splitting
for interference lithography
The stability of a laser beam’s position and angle affects the accuracy and dose uniformity of interferometrically produced patterns. We consider the beam stability requirements for the cases of interference by plane and spherical waves. Interferometers
using beamsplitter cubes and diffraction gratings are among the analyzed topologies.
The limitations of spatial filtering to remove angular variations are also discussed.
We present a beam steering system that uses position sensing detectors, tip-tilt actuators, and digital control to lock the beam position and angle at the interference
lithography system. The prototype’s performance and limitations of the approach
are discussed. This beam steering system allows us to locate the laser far (≈10 m)
from the sensor assembly, thereby reducing the thermal and mechanical disturbances
at the lithography station and allowing sharing of the laser between different lithography tools. We demonstrate the beam steering error of our system is acceptable for
production of nanometer accuracy fiducials. The analysis of grating interferometers
leads to the +1/-1 order diffraction grating as the ideal beamsplitter for interference
lithography because it can provide insensitivity to the spatial and temporal coherence
of the laser. Parts of this chapter follow closely from Reference [59].
171
Incoming
Laser
Beam
δ
Nominal
Angle shifted
Position shifted
Lens
Phase
Sensor
α
Beam Pick-Off
Mirrors
θ−α
θ−α
θ
θ
Substrate
y
Figure 6-1: Ray trace of interference lithography optics showing paths when the
incoming beam is unstable in angle and position.
6.1
Beam Stability Requirements for Plane Wave
Interference
Figure 6-1 shows the ray trace of basic interference lithography optics for a nominal
incoming beam, a ray deviated by the angle α, and a beam offset by distance δ. The
beamsplitters in this system are reflective. The phase sensor is schematically shown.
For the case of plane waves, the interference results in a fringe pattern with a
period given by Equation 1.10. When the incoming beam is unstable in angle by α,
172
the phase at the center of the interference pattern does not shift if the path length
on each side of the interferometer is matched. However, the period change due to
the change in half angle causes a phase shift that increases toward the edges of the
exposed pattern. At the distance, y, from the bisector plane, the phase error, φe , is
given by
φe = 2πq =
4πy
4πy
[sin θ − sin(θ − α)] ≈
α cos θ.
λ
λ
(6.1)
The symbol q denotes the spatial error normalized by the period, i.e. for 0.1 nm error
and a 200 nm period, then q = 1/2000. The approximated expression is valid for
α << 1. Solving for α as a function of Λ0 , we find
α = sin
−1
λ
2Λ0
− sin
−1
λ
qλ
−
2Λ0 2y
≈
q
qλ
= 4
2y cos θ
y λ2 −
1
Λ20
.
(6.2)
Figure 6-2 shows α plotted when q = 1/2000, y = 1 mm, and λ = 351.1 nm. The
dotted line indicates the large period asymptote, which is α =
qλ
.
2y
The plot shows
that for the same fractional interpolation of period, the largest allowable angular instability occurs for the smallest periods. However, the required angular stability is
severe even at Λ0 = 200 nm where it amounts to about 0.18 µrad. While this reflective beamsplitter configuration is very sensitive to angular stability, beam position
stability does not affect either the fringe period or phase.
When collimating optics are used in each arm, the beam will have a transfer
function where both the beam’s position and angular instabilities affect the angles of
the beams impinging on the substrate. Therefore, appropriate magnification factors
can be applied to the analysis above to determine the allowable magnitudes of these
instabilities. However, for a basic configuration with a magnification factor of one,
the allowable angular instability is a severe requirement.
It is of interest to note that the intensity profiles on the wafer shift with position
and angle changes, which leads to contrast loss at the edges of the interference pattern.
Therefore, beam position shifts in the wafer plane should be maintained to a small
fraction of the beam width. For example, a 1 mm beam radius and a 1% radius shift
requires position stability of better than 10 µm.
173
0.2
Anglular Instability, α (µrad)
0.18
0.16
0.14
0.12
Large Period Asymptote
α=qλ/(2y)
0.1
0.08
200
300
400
500
600
700
Period, Λo (nm)
800
900
1000
Figure 6-2: Allowable angular instability for q = 1/2000. The dotted line indicates
the large period asymptote.
As we discuss in Section 6.4, we have found that after propagating a beam to the
interference lithography system over about 10 meters with many mirror bounces, the
beam angular instability is greater than the sub microradian requirement even with
an active beam steering system. The sources of this instability include rocking of the
isolation tables of the laser and the lithography stations, air index gradients, vibration
of the optical components, and thermal drifts. Therefore, we analyzed other optical
topologies that may be less sensitive to the instabilities of the incoming beam.
174
θ+αu
θ
w
v
u
∆v
f
Pinhole
z
x
y
R
Nominal
Angle shifted
Figure 6-3: Interference of spherical waves showing the shift in waist position due to
an angle shift of the incoming beam (partial view).
175
6.2
Beam Stability for Spherical Wave Interference
The shape of the interference fringes produced by spherical waves has been studied
in detail.[46, 25, 27] The phase errors due to beam instability follow from the effect of
the beam waist being focused to a shifted position due to angle changes. Figure 6-3
illustrates the shift in the position of the beam waist. The normalized spatial error
due to this position shift is given by
R 2
2
2
X + cos θ + (sin θ − Y ) − X 2 + cos2 θ + (sin θ + Y )2 −
q=
λ
(X − U)2 + (sin θ − V cos θ − Y )2 + (cos θ + V sin θ)2 +
2
2
(X − U) + (sin θ − V cos θ + Y ) + (cos θ + V sin θ)
2
.
(6.3)
Here we have used the normalized variables X = x/R, Y = y/R, V = ∆v /R, and U =
∆u /R where R is the distance from the pinhole to the center of the interference pattern
on the substrate. Symbols ∆v and ∆u denote the transverse beam displacements in
the pinhole plane due to change in beam angle. For V << 1, U << 1, and series
expanding with respect to V , this equation reduces to
R
q = − Y cos θ
λ
1
1
√
+√
2
2
2
1 + X + Y − 2 Y sin θ
1 + X + Y 2 + 2 Y sin θ
For a spot size of radius ρ =
√
V + O(V )2(. 6.4)
x2 + y 2 , the maximum phase error occurs for x = 0
and y = ρ. Since V = αu f /R, where f is the focal length, the maximum allowed
deviation in beam angle from Equation (6.4) for ρ/R << 1 is approximated as
|αu | ≈
qλR
.
2f ρ cos θ
(6.5)
By combining the approximation given in Equation (6.2) with Equation (6.5),
176
the relationship between the allowable angular stability for spherical waves and plane
waves when α << 1 becomes αu,spherical =
R
α
.
f u,plane
Thus for large R/f , the allowable
angular instability is much greater for the expanded spherical waves.
Now we consider the effect of deflection, U. For V << 1, U << 1, and series
expanding with respect to U, Equation (6.3) reduces to
R
q= X
λ
1
1
√
√
−
1 + X 2 + Y 2 − 2 Y sin θ
1 + X 2 + Y 2 + 2 Y sin θ
U + O(U)2 .
(6.6)
For a spot size of radius ρ, ρ/R << 1, and U = −αv f /R, the allowable angular
instability is approximated as
qλR2
.
|αv | =
sin(2φ)f ρ2 sin θ
(6.7)
Here φ and ρ are polar coordinates in the x, y plane. Because the phase error
associated with αv is given by an odd function of φ, the effect of αv for SBIL, where
the beam is scanned along the direction of the grating, will largely result in a contrast
loss and not a phase error.
Spatial filtering can also be considered as a means to relax the requirement on
the beam angle. The lens of the spatial filter focuses components shifted in angle off
the optical axis and if these components are large enough they can be blocked by the
pinhole. The lens focuses the beam to a waist with radius, ω0 , given by[27]
ω0 =
λf
.
πωL
(6.8)
Here ωL is the beam radius at the lens. For a pinhole of radius ωp = κω0 , where κ
denotes the fractional size, the components that can be blocked by the pinhole have
an angular deviation greater than
αblocked =
177
κλ
.
πωL
(6.9)
To guarantee the pinhole will block angular deviations that can cause a normalized
spatial error q, αblocked from Equation (6.9) is set less than αu from Equation (6.5)
and the requirement for κ is given as
κ<
πq
πqωLR
=
.
2 cos(θ)ρf
2 cos(θ)
(6.10)
For q = 1/2000 and Λ0 = 200 nm, we find κ < 0.0016. This corresponds to a
power transmission of only 5.1 × 10−6 ! Thus, brute-force spatial filtering to stabilize
the beam angle is not an attractive option for a practical system. However, more
sophisticated spatial filtering, such as through single mode wave guides, may prove
more attractive.
6.3
Beam Stability Requirements in a Grating Interferometer
Grating interferometers can be insensitive to the spatial coherence of the incoming
laser beam. In fact, Reference [44] shows that it is possible to form stable fringes in
a specific grating interferometer regardless of both the spatial or temporal coherence
of the laser. We first consider the simple grating interferometer shown in Figure 6-4.
For a grating beamsplitter with 0 and -1 orders sharing equal angles with the grating
normal, each beam rotates by exactly the same amount and in the same direction for
small angular deviations of the incoming beam. For this case, the allowable angular
deviation for an allotted q is given by
α = cos−1
qΛ0
1−
y
≈
2qΛ0
.
y
(6.11)
The approximation assumes α << 1. When q = 1/2000, y = 1 mm, and Λ0 = 200
nm, we find that α = 0.45 mrad. Thus, the grating-based interferometer allows for a
relatively generous tolerance on angular stability.
178
δ
Nominal
Angle shifted
Position shifted
α
θ−α
θ+α
θ
θ
y
Figure 6-4: Ray trace of interference in a grating-based interferometer.
6.4
Beam Steering System
Beam steering has been implemented by many other groups [34, 89]. Figure 6-5 shows
the schematic of our system. The actuation consists of two Physik Instrumente GmbH
S-330.10 tip-tilt actuators. The sensor system is based on two On-Trak Photonics,
Inc. UV2L2 dual axes position sensing detectors. With our nominal laser power of
1.7 mW to each detector, the noise equivalent position is estimated as 12 nm after
considering Johnson, shot, and dark current noise of the detector and an estimate of
the amplifier noise.
Optics denoted by focal lengths f1 and f2 are positioned to decouple position and
angle. We set L2 = f2 such that the angular variations, α, are transformed into
position variations equal to αf2 on the tilt detector. L0 and L1 are set such that
179
TO
INTERFERENCE
LITHOGRAPHY
OPTICS
LASER
DECOUPLED
REFERENCE
PLANE
f2 =0.5m
L0=0.3m
L2 =0.5m
f1=0.1m
L1=
0.15m
POSITION
SENSING
DETECTORS
FLIPPER
MIRROR
TiltX
TiltY
PTilt
f1
j1
TRANSMISSION
GRATING
TIP-TILT
ACTUATORS
TO
ALTERNATE
LITHOGRAPHY
STATION
f2
j2
TiltX K
TiltY K
PosX K
PosX
PosY
PPos
4x4
Transformation
Matrix
PosY K
G(s)
H(s)
f1
G(s)
H(s)
j1
G(s)
H(s)
f2
G(s)
H(s)
j2
+
+
Disturbances
Figure 6-5: Beam steering system for stabilizing beam position and angle.
180
Angle PSD
Tip-tilt actuator
Beamsplitter
Lens, f2
Position PSD
Lens, f1
Figure 6-6: Beam steering optics on the SBIL system.
only translation in the reference plane can be sensed on the position detector. The
requirement for this decoupling is given by L0 = L1 /
L1
f1
− 1 . For this condition, the
magnification, M, of the position on the translation sensor relative to the position
on the reference plane is given by M = 1 −
L1
f1
or equivalently M =
L1
.
L0
The system
in the schematic uses a grating to pick off the beams for the position and angle
detectors. In a later version of the system, the grating pickoff was replaced with
a glass pickoff for packaging reasons. The photograph of the experimental system
currently implemented on the SBIL system is shown in Figure 6-6.
The digital control hardware and beam steering software was purchased from
Adaptive Optics Associates, Inc. It consists of a RadiSys Spirit-32 E88 digital signal
processing and input/output system. A TMS320C32 performs the processing with
the control loop running at 2 kHz. Input consists of 12 bit analog to digital conversion
with second order anti-alias Butterworth filters. The output consists of 12 bit digital
to analog conversion with one pole smoothing filters.
After considering the beam transfer functions, the detector sensitivities, intermediate amplifier gains, and the 12-bit analog to digital converters, the position and
angle resolutions of our sensor system are 0.98 µm and 0.17 µrad, respectively. The
actuator furthest from the sensor assembly produces position and angle resolutions
on the reference plane of 11 µm and 0.98 µrad, respectively. Meanwhile, the actuator
closest to the sensor assembly produces position and angle resolutions on the reference plane of 0.65 µm and 0.98 µrad, respectively. These resolutions can be reduced
by further amplifying the signals entering and leaving the I/O system. However, this
181
results in lost dynamic range, which makes it more difficult to obtain an accurate
decoupling matrix in the presence of disturbances.
The amplifier and piezo actuators have a transfer function that closely resembles
an RC circuit for frequency ranges of <500 Hz. The pole was found experimentally
to be at 120 Hz. The Laplace transform of the modeled plant, H(s) is given by
H(s) =
KH
.
s/(2π120) + 1
(6.12)
Here, KH , is the voltage-to-angle gain of the piezo system and s is the Laplace transform variable equal to jω, where ω is the frequency in radians per second. The digital
control system is approximated as a continuous time controller with a delay. We implemented the controller with the continuous time equivalent Laplace transform, G(s),
given by
G(s) =
KG [s/(2π200) + 1]e−s 2000
.
s [s/(2π400) + 1]
(6.13)
The controller is composed of gain KG , an integrator, and a lead compensator with
the zero at 200 Hz and the pole at 400 Hz. The gain is adjusted for open loop cross
over at 110 Hz. The top and middle plots of Figure 6-7 show the open loop transfer
function of the system. The solid line shows the experimental data and the dashed line
is given by the model. The model shows good enough agreement for design purposes.
The bottom plot shows the disturbance transmissibility given by |1/(1 + KGH)|. The
constant, K, is the input scaling as shown in Figure 6-5. The experimental model and
the model data is derived from the data plotted for the open loop transfer function.
The data in the table of Figure 6-7 shows the controller performs approximately
as expected. The 4th column contains the expected standard deviations given the
disturbances represented by experimentally determined power spectrums with the
control off and the disturbance rejection of our model. The table lists the standard
deviations of each control axis for various frequency bands. We are achieving beam
stability of better than 1 µrad for angle and about 4 µm for position (both 1σ from 0 to
88 Hz). The discrepancy between the modeled and actual performance for the control
can largely be attributed to an inaccurate decoupling matrix and quantization noise.
182
Although we attempted to reduce the quantization noise by amplifying the input
and output signals of our I/O system, we found it increasingly difficult to calibrate
our transformation matrix because of lost dynamic range. Furthermore, we also
implemented higher order controllers with better expected disturbance rejection but
the poor decoupling limited the performance. To boost the performance of our system
further, we could apply a more reliable decoupling algorithm and/or adaptive controls
along with intermediate amplifiers for the actuators and sensors. A better system
would have used 16 bit A/D and D/A converters. Also, it would be desirable to have
a faster controller loop rate than 2 Khz. For the data discussed in this section, the tilt
sensor signals were amplified by 5.6× with an amplifier placed between the On-track
amplifier and the A/D board. Removing this amplifier reduces the performance of the
system by about three to four fold. Since the performance of our system was sufficient
for a grating-based interferometer, we did not pursue this issue further. In fact, the
intermediate amplifier for the tilt sensors was later removed because recalibrating the
decoupling matrix was too unreliable for general users and the performance was still
adequate without it.
6.5
Analysis of a +1/-1 order grating interferometer for interference lithography
This section analyzes the grating interferometer in Figure 6-8. Here, a grating splits
the incoming beam into +1/ − 1 orders. The half angle between the beams is θ and
it is preserved with small angle fluctuations of the incoming beam. Furthermore, this
interferometer is designed to produce a fringe pattern on the substrate with nominally
half the period of the beamsplitter grating. This is a condition that happens to make
the interferometer insensitive to wavelength variations. I will explicitly show that
this interferometer produces fringes with period that is insensitive to the angle and
wavelength of the incoming laser beam. The analysis assumes the interference of
plane waves.
183
2
Magnitude
10
Experiment
Model
1
10
0
10
-1
10
1
2
10
3
10
10
Phase (deg)
-50
Experiment
Model
-100
-150
-200
-250
1
10
Disturbance
Transmissibility
2
10
0
10
2
10
Experimental Model
Model
TiltX, Experiment
TiltY, Experiment
PosX, Experiment
PosY, Experiment
3
10
-2
10
1
10
f (Hz)
2
10
Control variable, frequency band Control off Control on On, modeled
TiltX s (mrad), 0<f<1600 Hz
28
1.0
0.57
TiltX s (mrad), 0<f<88 Hz
28
0.65
0.41
TiltX s (mrad), 88<f<1600 Hz
0.34
0.76
0.40
TiltY s (mrad), 0<f<1600 Hz
8.0
1.3
0.54
s
(m
TiltY
rad), 0<f<88 Hz
7.9
0.89
0.24
TiltY s (mrad), 88<f<1600 Hz
0.41
0.90
0.49
PosX s (mm), 0<f<1600 Hz
96
6.6
4.0
PosX s (mm), 0<f<88 Hz
96
4.5
2.8
PosX s (mm), 88<f<1600 Hz
2.5
4.8
2.9
PosY s (mm), 0<f<1600 Hz
84
6.0
3.1
PosY s (mm), 0<f<88 Hz
84
3.9
2.4
PosY s (mm), 88<f<1600 Hz
1.7
4.6
2.0
Figure 6-7: Top Plot: Magnitude of the open loop transfer function. Middle Plot:
Phase of the open loop transfer function. Bottom Plot: Modeled and experimental disturbance transmissibilities. Table: Comparison of beam angle and position
stabilities over different frequency bands.
184
3
10
Nominal
-1 Order, deviated by a
+1 Order, deviated by a
a
a
z
q-a
q
q+a
q
y
Figure 6-8: A grating interferometer using diffracted +1/-1 orders.
6.5.1
Analysis
In section 6.3, I showed a grating interferometer can be much less sensitive to angular
variations of the incoming beam compared to an interferometer based on a reflective
beam-splitter. I assumed a 0/-1 order beam splitter and the condition that incoming
beam is aligned such that the 0 and -1 order beams have equal angles to the grating
normal. For this condition, the split beams rotate by the same amount and in the
same direction, thereby preserving the half angle between the beams interfering on
the substrate. The angular instability results in a benign cosine error.
The condition of half angle preservation with rotation of the incoming laser beam
also holds for a +1/ − 1 order beam splitter when the incoming beam is normal to
the grating. The relationship between the rotation of the incoming beam and the
rotation of the diffracted orders is derived from the grating equation. Following the
geometry in Figure 6-9, the relationship between the diffracted and incident beams
185
b
n1
n2
n1
Lg
g
Figure 6-9: Diffraction by a grating.
is given by
sin γ − sin β =
mλ
.
Λg
(6.14)
Here β is the angle between the incoming beam and the grating normal, γ is the
angle of the diffracted order from the grating normal, m is the diffracted order, λ
is the wavelength of the light in the medium with index n1 , and Λg is the grating
period. From Equation (6.14) I find that
cos β
∆γ
dγ
=
.
≈
dβ
∆β
1 − (mλ/Λg + sin β)2
(6.15)
For β nominally equal to 0◦ , the positive and negative symmetric orders have equal
deflections for small ∆β. In other words,
dγ 1
dγ =
=
.
dβ m
dβ −m
1 − (mλ/Λg )2
(6.16)
Moreover, this condition of equal deflections for the positive and negative orders is
186
intuitively obvious from inspection of the symmetry. The ratio of ∆γ to ∆β ranges
from one for small mλ/Λg to infinity for mλ/Λg = 1, which occurs when the γ = 90◦ .
As a practical example, when mλ/Λg = 1/2, ∆γ is amplified by just 1.15 × ∆β.
Taking advantage of the result derived in Equation 6.11, the allowable β instability
that causes a fringe placement error, e, due to period shift in a spot of radius, r, is
given by
dβ
β=
dγ
2e
.
r
(6.17)
For e = 0.1 nm, mλ/Λg = 1/2, and r = 1 mm, the allowable β instability equals 0.39
mrad, which is much larger than the several µrad beam steering control demonstrated.
6.5.2
“Achromatic” configuration
Changes in the wavelength of light cause period fluctuations in the interference pattern. These changes are due to the vacuum wavelength stability of the laser and index
fluctuations in the air. However, use of a grating as a beam splitter can compensate
for these fluctuations by automatically adjusting the angle of interference to stabilize
the exposed period.
From Equation 1.10, the derivative of the period with respect to the wavelength
is
1
λ dθ
dΛ0
=
1−
dλ
2 sin θ
tan θ dλ
(6.18)
Setting dΛ0 /dλ = 0 provides the condition for period stability that is sensitive to only
high order terms of ∆λ. This condition produces an interferometer that is achromatic
to first order. For interfered beams produced by +1 and −1 orders from a grating
beam splitter and where β = 0◦
dγ dθ
.
=
dλ
dλ m=1
(6.19)
From Equation 6.14, it is found that
1
dγ =
dλ m=1 Λg cos γ
187
(6.20)
With γ = θ, I solve Equation 1.10 and Equations 6.18 – 6.20 to get the requirement
Λ0 =
Λg
.
2
(6.21)
Thus, when the written period is half the period of the beam-splitter period, the
written fringes are insensitive to ∆λ. This first order achromatic interferometer is a
significant improvement for SBIL. When using a reflective splitter, if the index of air
changes by 1 part in 106 then the error will be 1 nm across a 1mm spot.
While Equation 6.21 defines the ideal grating period for the beam splitter, it is not
practical to replace the beam splitter for every different period written. In general,
the normalized sensitivity to wavelength changes is given by
dΛ0 ∆λ
∆Λ0
=
.
Λ0
dλ Λ0
(6.22)
This is solved by first modifying Equation 6.18 to obtain
1
λ
dΛ0
=
1−
.
dλ
2 sin θ
Λg sin θ
(6.23)
After combining this equation with Equation 1.10, the normalized sensitivity is given
by
∆λ
2Λ0
∆Λ0
=
1−
.
Λ0
λ
Λg
(6.24)
This relation shows that when Λ0 = Λg then ∆Λ0 /Λ0 = ∆λ/λ. Moreover, as long as
the grating period, Λg , is greater than the image period,Λ0 , the grating beam splitter
will produce an interferometer less sensitive to wavelength changes than a reflective
beam splitter based system. In the best case defined by Equation 6.21, the grating
beam splitter system is insensitive to wavelength changes.
6.5.3
Effect of grating beam-splitter strain
One drawback of using a grating interferometer is that the period of the exposed
grating will vary as the beam-splitter grating thermally expands – or strains by some
188
other mechanism. The change in γ due to the period change of the beam splitter is
given by
∆γ =
dγ
(∆Λg ) =
dΛg
mλ
Λg 1 −
mλ
Λg
2
(∆Λg )
.
Λg
(6.25)
After combining this equation with Equation 6.1 while substituting ∆γ for α, the
allowable period strain is given by
e
(∆Λg )
.
=
Λg
2 |m| r
(6.26)
For e =0.1nm, r = 1 mm, and |m| = 1, the allowable grating beam-splitter strain is
5 × 10−8 . If the grating is held in a stiff aluminum mount with CTE=2 × 10−5 /K then
a temperature change of just 2.5 mK will produce this significant strain. However, if
the CTE of fused silica (7.5 × 10−7 /K) is used, the temperature change causing the
0.1nm error will be a manageable 67 mK. In our system, the grating is fused silica
while the grating is cantilevered from an aluminum mount to provide an estimated
strain relief of 10 × from the aluminum frame. Since the temperature variations at
the grating splitter are expected to be less than 25 mK, the grating beam splitter
strain is negligible for our environmentally controlled conditions.
6.6
Conclusions
Our goals for writing subnanometer distortion gratings limit the amount of beam
instability that we can tolerate in our interference lithography system. For the interference of plane waves, the beam stability requirements are severe for angle, where we
require 0.2 µrad stability. A spherical wave interferometer can have a much relaxed
angular requirement if the ratio of the spherical radius to the focal length of the spatial filter is large. However, for SBIL we desire to use small beams and therefore we
cannot achieve
R
f
values much greater than one. Alternatively, a grating interferom-
eter can have a much relaxed beam stability requirement. The “achromatic” grating
interferometer that we considered is insensitive to position and allows a 0.39 mrad
189
instability. Furthermore, to maintain good contrast we desire the beam to be stable
to better than about 10 µm in position. Our beam steering system locks the beam to
approximately 1 µrad and 4 µm (both 1σ). Therefore, we have achieved beam steering
requirements for subnanometer distortion goals with a grating interferometer.
The +1/-1 order grating beamsplitter is ideal for interference lithography because
it produces fringes with period that is insensitive to the angle and wavelength of the
incoming laser beam. This interferometer requires the following conditions: nominal
incoming beam angle β ≈ 0 rad, θ = γ, Λg /2 = Λ0 , and interference of plane waves.
The phase error due to angle variations is accurately determined by considering the
period change on the substrate.
190
Chapter 7
Electronic and Software
architecture
Figure 7-1 depicts the control architecture. The system contains a VME-based real
time control platform and a PC for Labview-based I/O. The signals to the boards are
depicted. The realtime control platform is shown in further detail in Figure 7-2.
The Ixthos1 IXC6 Quad DSP board performs the signal processing. This board
by certain metrics was the fastest VME-based processing system that I found back in
the Fall of 1998. The board is capable of up to 4 GFLOPS of processing power, uses
the latest PCI bus architecture, and contains two PMC slots – the fastest industry
standard mezzanine card interface. The board includes four Texas instruments C6701
digital signal processors running at 167 MHz. The DSP’s are programmed using the
Code Composer development tools from TI and the IXCTools communication utilities
provided by Ixthos. The Motorola MPC 8240 Power PC on the board is programmed
under the Tornado II/VxWorks environment from Wind River Systems Inc. Both
development environments include C/C++ compilers.
In hindsight, the vendors selling processor boards really do not provide enough
information to select the best one for an application such as SBIL. For the our application, the time for single address PCI writes is important. Also, the time for single
1
Ixthos, Inc., Leesburg, VA. This company is now owned by DY4 Inc.
191
Realtime Control Platform
LabVIEW-Based I/O
PC
Host
PC
VME Rack
VME Bus
Refractometer.
Lithography
Interferometers
Analog Output:
Stage Linear Amplifiers
Vibration Isolation Feedforward.
Analog Test Points.
Stage
Interferometers
NI IMAQ 1424
Frame Grabber
NI PCI-DIO-96
Digital I/O
NI 6034E
Analog I/O
NI 6034E
Analog I/O
ZMI 2001
Digital Change
of State Board
TTL Digital
Input/Output
TTL Digital
Input/Output
ZMI 2002
ZMI 2002
ZMI 2002
ZMI 2002
D/A PMC
A/D PMC
IXC6 Master/
DSP/Power PC
Figure 7-1: Control architecture.
192
Analog Input:
Sensors, general.
Internal PCI Bus
Power
Supply
Stage Position Limits
Air-bearing Pressure Limit
LabVIEW PC Control Lines
Position Sensing
Detectors
Comm. to LabVIEW PC
Digital Frequency
Sythesizer
Reference clock from Zygo laser
Acousto-Optic
Modulators
Wavefront
Metrology
CCD
Picomotor Driver
Communication to
IXC6.
Picomotors
PC with Windows NT 4.0, Micron
400 Mhz, Pentium II. 128 Mb DRAM
Development tools: Code Composer
Studio (TI), IXCtools (Ixthos),
Tornado II (Wind River Systems).
193
Figure 7-2: Real time control platform
VMIVME-1181-000,
32bit digital change-of-state
input board.
Ethernet
Port
XDS510
ISA-JTAG emulator
Serial
Port
JTAG to
DSP Chain
16 bit Host Port Bus
VMIVME-2510B,
64bit TTL digital output I/O
VMIVME-2510B,
64bit TTL digital output I/O
ZMI 2001, Interferometer
Card, 1 axis
DSP A
C6701, 167 Mhz
512 Kbytes
SBSRAM
83 Mhz
16 Mbytes
SDRAM
83MHz
32 Bit
ZMI 2002, Interferometer
Card, 2 axes
ZMI 2002, Interferometer
Card, 2 axes
16 Mbytes
SDRAM
83MHz
512 Kbytes
SBSRAM
83 Mhz
32 Bit
4 Mbytes
Flash
64 Mbytes
SDRAM
100 Mhz
DSP C
C6701, 167 Mhz
512 Kbytes
SBSRAM
83 Mhz
PCI - PCI
Bridge
PMC-16AO-12-2022,
12 Channel, 16bit DA
64 Bit
PCI - PCI
Bridge
PCI - PCI
Bridge
64 Bit
64 Bit, User
Defined I/O
to P0*
66 MHz
DSP D
C6701, 167 Mhz
16 Mbytes
SDRAM
83MHz
512 Kbytes
SBSRAM
83 Mhz
32 Bit
IXStar
PCI - DSP
IOPlus
64 Bit
16 Mbytes
SDRAM
83MHz
32 Bit
250 Mhz
66 MHz
PMC
Site #1
Host Port
Interface
MPC 8240
IXStar
PCI - DSP
ZMI 2002, Interferometer
Card, 2 axes
ZMI 2002, Interferometer
Card, 2 axes
DSP B
C6701, 167 Mhz
(11 Mbytes/s)
33 MHz
64 Bit
66 MHz
PMC-16AIO-88-31,
8 Channel, 16bit DA and
8 Channel, 16bit AD
Universe II
PCI-VMEbus
VME64x Backplane
IXC6 Quad DSP Board
PMC
Site #2
64 Bit, User
Defined I/O
to P2
address VME reads and writes is important. Even today, most vendors don’t publish
this information, which is necessary to predict the speed of applications requiring
extensive I/O. Furthermore, the raw bus clock speed is not a good indication of the
time for single address I/O. The single address I/O time has significant overhead
associated with handshaking and interface chip set up. Obtaining specifications on
single address I/O is the only reliable way to gauge its time. The timer period for the
realtime control loop for all the data that I discuss in the thesis was programmed to
100 µsec. The VME and PCI I/O accounted for about half of this time. The time for
reading and writing to the VME bus is about 1.6 µsec per single address operation
whereas the time for PCI operations was 1.5 µsec per single address operation. The
processing can consume almost all of the remaining time in the control loop depending
on how many channels are downsampled. I do not consider the code optimized by any
means and both the I/O functions and the processing code can probably be further
streamlined. Most importantly, the 10 KHz sampling rate appears to be adequate
based on the performance of the system.
For the future, I don’t see general purpose processors competing for applications
with similar processing requirements such as SBIL. Currently, the best general purpose processors far exceed the best Texas Instruments DSP’s in terms of processing
power and cache memory. A benchmark [24] by Berkeley Design Technology Inc
confirms that the general purpose Pentium III processor exceeds the C67xx even for
traditional DSP tasks of fast Fourier transform and finite impulse response filters.
The general purpose processors also tend to have much larger cache memory, which
allows larger programs to run at full clock speed. Furthermore, Texas Instruments
has made little improvement in its floating point processors over the past four years,
while the multipurpose processors have shown significant gains. The DSP’s seem
destined for applications that are cost or power sensitive.
The analog and digital I/O boards in the realtime system are commercially available. The VMI digital I/O boards are available from VMIC, Inc. The D/A and A/D
boards are available from General Standards Inc. The data acquisition boards for the
Labview-based system are available form National Instruments Inc.
194
In the rest of this chapter, I discuss the fringe locking electronics and the software.
7.1
Fringe locking electronics
The SBIL prototype uses a novel acousto optic fringe locking system. A key element
of the system is a direct digital frequency synthesizer that is controlled in real-time to
shift the fringe phase at high speed. The phase reading is obtained digitally by Zygo
phase meters (ZMI 2000 cards). A photograph of the electronic systems is shown
in Figure 7-3. The figure points out the TTL Digital IO and phase meters that are
housed in the VME rack. The Intraaction2 Model MFE-1054C32 synthesizer and the
signal lines are also shown. One VMEVMI-2510B with 64 digital IO channels communicates with the frequency synthesizer system. Four phase meter axes are used,
two for reading mode and two for writing mode. The synthesizer has three output
channels that interface to acousto-optic modulators. The frequency synthesizer system was designed and built by Intraaction. We were the first customer for the Model
MFE synthesizer and Figure 7-4 shows the partially assembled system that I tested at
their site. The system is designed to provide three channels of digitally programmable
frequency and amplitude with a power output of up to 5 W of RF in each channel.
The direct digital frequency synthesizers [2] are based on the Analog Devices AD9852
“CMOS 300 MHz Complete-DDS” [1]. The AD9852 is an extremely high resolution
synthesizer based on direct digital synthesis (DDS) with a built-in digital to analog
converter. The PCB board contains three AD9852 chips, ROM, a microcontroller, a
display, FPGA-based “glue logic”, and low pass filters. The functions of the microcontroller include loading the FPGA program from ROM on power up and servicing
the display. During operation, the data at the TTL inputs is passed directly by the
FPGA to the synthesizer chips. The AD9852 has 48 bit frequency tuning word and
a 12 bit amplitude tuning word. The output of each channel has a low pass filter to
attenuate the aliased output spectrum above roughly 150 MHz. The outputs from the
PCB are provided to the front panel of the MFE for the purpose of observing them on
2
Intraaction Corp. Bellwood, Il
195
a scope or spectrum analyzer. The outputs are also supplied to amplifiers that boost
the power. The amplifiers provide approximately five watts of power to the AOM’s
if the AD9852 is operating at full scale amplitude. The Intraaction SDM-1052B8
acoustic optic modulators are designed to have a 50 ohm input impedance.
The AD9852 clock signal can either be programmed to be derived from an internal
clock or an external clock. In our system, the 20 MHz reference signal from the Zygo
laser provides the external clock signal. A programmable PLL-based reference clock
multiplier multiplies the reference clock by 15 to set the DDS clock speed at 300MHz.
For SBIL, I only use the upper 32 bits of the frequency word to provide a resolution
of 300/(232 − 1) MHz or 0.07 Hz. Even though I am not using the lower 16 bits,
this frequency resolution limits the phase control resolution to a remarkable 7 × 10−5
periods if the control loop rate is 10 KHz. Deriving the DDS clock signal from the
phase meter reference signal ensures accurate control of optical frequency shifts with
respect to the phase measurement reference signal. While the error signal derived
from the UV phase axes is a differential measurement and is largely insensitive to
the synthesizer clock signal, synchronization issues and the finite measurement range
of the phase meters impose a stability requirement on synthesizer clock signal with
respect to the Zygo reference signal. All the phase meters use the same Zygo reference
signal, which is output from the laser head. The reference signal is provided as a
fiber optic input signal to one of the cards. The reference signal is then daisy chained
to all the other cards using a special cables available from Zygo. The reference
daisy chaining ensures the best synchronization of the axes. The phase meter data is
triggered by a programmable output clock associated with one of the Zygo axes. This
output clock signal is daisy chained to all the other axes and triggers the position
data latch. The clock signal also triggers the real-time control loop interrupt. All
these timing considerations ensure stable frequency generation, the best axis to axis
synchronization, and the lowest latency.
196
Figure 7-3: Photograph of the frequency synthesizer and the VME based systems.
197
Figure 7-4: Photograph of partially assembled Intraaction Model MFE frequency synthesizer. The unit houses a printed circuit board hosting the three digital frequency
synthesizers. Power supplies and RF amplifiers are also contained within the unit.
198
7.2
Software
Only the DSP’s contain software that I wrote. The PowerPC does have the VxWorks
operating system and performs some communication functionality but this is transparently provided by the use of standard functions provided with the IXCTools. The
PowerPC was abandoned for any real-time functionality after I developed code that
tested the I/O performance. It was found that I/O originating from the PowerPC to
the VME bus was slower than on the DSP’s.
Three DSP’s contain programs for SBIL. One DSP contains all the real time
functionality. A second DSP acts as an interface DSP, where commands for the realtime DSP are generated and stored in a FIFO buffer. The real-time DSP acquires
these commands from a shared memory location. The basic programming strategy
is to provide the leanest real-time program, while off loading as much processing and
memory requirements as possible to the interface program. The compiled program
for the real time DSP fits within the 128 KB cache memory of the C6701 DSP.
The software architecture is scalable since the modifications to the interface program
don’t affect the real-time performance. Complex sequences of operations can be
readily added. The third DSP is the data retrieval DSP that uses Texas Instrument’s
real-time data exchange functionality to bring data into Matlab.
The real-time DSP contains two interrupt loops as well as a non real-time “while”
loop that executes only if the interrupt loops are not executing. The first interrupt
loop is triggered by a programmable clock on one of the Zygo boards. This loop
is the core of the SBIL control and it performs the following activities: read of all
interferometer axes, stage profiling, fringe locking control, refractometer corrections,
isolation feedforward calculations and output, stage x and y axis control and output,
data collection, command status and acquisition, downsampling and data uploading to the data retrieval DSP, interferometer axis command bit reset, and interrupt
resetting. The second interrupt routine is triggered off the VME 1181 change-ofstate board. It monitors error conditions, limits, interferometer signal drop outs, and
communication signals. This loop also performs quick position reset of the stage in199
terferometer axes after homing against limits and it also resets the refractometer axis
on x axis homing. The “while” loop acts as a command interpreter. Since it is not
practical to sample data at the full loop rate for data longer than a few seconds, data
can be downsampled in real time. For all the data in this thesis, if I state that the
data is sampled at any rate other than 10 KHz, then the data was downsampled. The
downsampling algorithm first low pass filters selected data using an FIR filter with a
Hamming Window. The corner frequency of the low pass filter is placed at the new
Nyquist frequency. The program automatically calculates the FIR filter coefficients
based on the downsampling ratio using well known design procedures [78, 82].
The interface DSP primarily is used to generate and store commands into a FIFO
buffer. It also performs hardware configuration on startup and shutdown. Standard
functions provided by Ixthos reconfigure hardware and release resources that are
obtained from the PowerPC.
The Labview-based I/O system performs beam alignment, period measurement,
and phase shifting metrology. Since the realtime and Labview platforms are separate,
parallel software development was possible.
200
Chapter 8
System Dynamics and Controls
It is critical to shift the fringes at high bandwidth to lock them to the substrate. In this
chapter, I discuss the fringe locking control and the fringe disturbances. The fringe
locking control performance is shown to be limited by latency and quantization noise.
Also in this chapter, I analyze the vibrations in the system. Acoustic and isolator
transmitted vibrations are considered. Lastly, the stage control and the impact of
stage controller performance on the unobservable error is discussed.
8.1
Fringe locking
A detailed model incorporating all dynamics necessary to predict and design the
fringe locking control system performance is discussed in this section. Figure 3-3
shows the simplified diagram of the components of the fringe locking system. The
disturbance rejection performance of this high speed electro-acoustic-optic system is
limited only by quantization and latency. I derived a very good model of the system
dynamics as indicated by the very good correspondence between the experimental and
modeled loop transmissions in Figure 8-1. The model is based on the system shown
in Figure 8-2. The model takes into account the dynamics of the controller G(z), the
frequency synthesizer H(z), and the Zygo digital filter P (zz ). The disagreement at
the low frequency data points is attributed to quantization noise and this topic will
be addressed further.
201
Fringe Locking Experimental and Modeled Loop Transmission
3
10
2
Gain
10
1
10
0
10
-1
10
0
1
10
2
10
3
10
f (Hz)
4
10
10
-50
Experimental
Modeled
Phase (deg)
-100
-150
-200
-250
-300
-350
0
10
1
2
10
3
10
f (Hz)
4
10
10
Figure 8-1: Experimental and modeled loop transmission for the fringe locking controller. The sampling rate is 10 KHz. The controller is proportional and the Zygo
digital filter is programmed for 128 KHz bandwidth.
Zygo
Digital
Filter
fr
Synthesizer
Controller
PMr
+
-
Σ
PMe
G(z)
fc + +
Σ
PMu
H(z)
-1
Figure 8-2: Control system block diagram for fringe locking.
202
P(zz)
-PM1
In the block diagram, the signal, P Mf le is the error signal to the fringe locking
controller in phase meter units given by
P Mf le = P Mr + P M1 .
(8.1)
The phase meter signal P M1 is the measurement from phase meter 1 (PM1) in Figure
3-3. The phase meter reference P Mr is given by
P Mr = −P M2 −
λDM I,air
(cos α(P Mx,ref − P Mx ) + sin α(P My,ref − P My )). (8.2)
nΛ
This equation assumes all axes of phase measurement have the same resolution (as
a fraction of a period). In our system the phase resolution is 2π/512. The variable
λDM I,air is the wavelength of the displacement measuring interferometer in air, n = 4
for our double pass interferometer, Λ is the period of the fringes, and α is the angle
of the fringes with the y axis as previously discussed. The phase meter readings
from the stage x and y axes are P Mx and P My respectively. The reference position
of the substrate in x and y are P Mx,ref and P My,ref respectively. A plot with the
frequency response of all components of the model is shown in Figure 8-3. The blue
line shows the experimental loop transmission and the yellow line shows the sum of
the components. These lines are the same data as in Figure 8-1.
The green line that is difficult to see shows an artifact of the technique used to
obtain the experimental loop transmission. Figure 8-4 shows the enlarged plot of
the Chan 2/ Chan 1 same data transfer function. This component is obtained by
first outputting the same exact data to two DAC channels that are then sampled by
a dynamic signal analyzer (HP 35670A). The signal analyzer FFT’s both channels
and then divides the complex coefficients to obtain the transfer function of channel 2
over channel 1. The data supplied to the DAC is white noise from a random number
generator. There is some error inherent in this procedure. The most significant being
the input and output gains of the analog channels and the channel to channel timing
delay of the data writing and the DAC. The reason for using the signal analyzer for
obtaining the transfer function, although it contributes errors, is convenience. Very
203
Experimental loop transmission
Chan2/Chan1 same data
Zygo filter, 128 Khz Bandwidth
Synthesizer w/ discrete time effects
Discrete time controller
Sum of components
2
10
Gain
0
10
-2
10
-4
10
1
10
2
3
10
10
f (Hz)
0
Phase (deg)
-50
-100
-150
-200
-250
-300
-350
1
10
2
3
10
10
f (Hz)
Figure 8-3: Experimental data and components of fringe locking model. The system
uses proportional control and a 128 KHz bandwidth Zygo digital filter.
204
0.002
10
0.001
Gain
10
0
10
-0.001
10
0
10
1
2
10
10
f (Hz)
3
10
4
10
0
Phase (deg)
-1
-2
-3
-4
-5
-6
0
10
1
2
10
10
f (Hz)
3
10
Figure 8-4: Frequency response of Chan2/Chan1, outputting same data to both DAC
channels.
long sequences of data can be analyzed and averaged very conveniently. Furthermore,
for all but the most detailed work, the errors are negligible. As seen from the plot,
the gain is within 0.5% of unity. The phase of −5o at 5 KHz corresponds to a delay
of 2.8 µsec (=5o /360o /5000 Hz). Since the DAC data is supplied over the PCI bus
with a delay between channel 1 and channel 2 on the order of 1.5 µsec and the DAC
card outputs asynchronously at 400 KHz, the measured channel to channel delay of
2.8 µsec is within expectations. The small gain and phase distortion demonstrated is
used to obtain a better match between the modeled and experimental data. Because
the correction is small, under most circumstances it would be neglected.
The loop transmission is obtained by digitally adding white noise into the P Mr
signal. Then P Mf le and P M1 are output by DAC to Channel 1 and Channel 2 inputs
205
4
10
PMu[k-4]
PMu[k-3]
fc[k-4]
PMu[k-2]
fc[k-2]
fc[k-3]
PMu[k-1]
PMu[k]
fc[k]
fc[k-1]
t
Td
T
Figure 8-5: Timing diagram for the frequency synthesizer control. The unfiltered
phase meter signal P Mu is sampled with a period T . The output of frequency correction, fc is delayed from the phase meter sampling by Td .
of the dynamic signal analyzer.
The controller used to obtain Figure 8-2 is simply a proportional controller where
G(z) = 176.
(8.3)
The controller output frequency correction fc is in units of the frequency synthesizer
digital data and corresponds to 0.07 Hz per least significant bit. The gain was adjusted
to establish unity loop transmission crossover with about 60o of phase margin. The
cross over frequency is about 1 KHz.
The -1 gain block shown in Figure 8-2 is associated with the phase meter. Phase
meter 1 decrements if f1 increases. If f3 was 80 MHz instead of 120 MHz, P M1
would increase with increasing f1 and the sign of the controller gain would need to
be negative for stability.
The reference frequency fr equals 0x55555555. This digital frequency corresponds
to 100 MHz. The frequency updated to the synthesizer is the sum of fc and fr .
The timing diagram for the frequency synthesizer control is shown in Figure 8-5.
The unfiltered phase meter signal P Mu is sampled with a period T . The output
of frequency correction, fc , is delayed from the phase meter sampling by Td . The
206
difference equation for the phase meter output is given by
P Mu [k] = P Mu [k − 1] + Ks (T − Td )fc [k − 1] + Ks Td fc [k − 2].
(8.4)
Here Ks is the constant derived from the phase meter and frequency integration
relationship for continuous time given by
P Mu = Ks
fc dt
(8.5)
The value of Ks is 512×300×106Hz/0xffffffff or about 36. The 512 factor is the phase
meter counts per period and the remaining terms equal the frequency resolution of
the synthesizer. Equation 8.4 states that the phase meter value at time index k is
equal to the previous phase meter value plus the integration of frequency fc [k − 1]
over a time duration of T − Td plus the integration of frequency fc [k − 2] over a time
duration of Td . This difference equation assumes an ideal synthesizer with an instant
and phase continuous update of fc according to the timing diagram of Figure 8-5.
The transfer function H(z) derived from Equation 8.4 is given by
H(z) =
Ks ((T − Td )z + Td )
.
z2 − z
(8.6)
The sampling time T is programmed into the control system. It must be long enough
for the real-time control loop to complete execution. The frequency update delay
Td is limited by the time for servicing an interrupt, read of all the necessary data,
calculation of the update frequency, output of the frequency to the synthesizer, FPGA
pass of data from the MFE inputs to the AD9852 frequency synthesizer chip, AD9852
execution time, and the AOM acoustic propagation delay. In the plot of Figure 8-3,
T is 100 µsec and Td was the measured value of 28 µsec. An oscilloscope and a timing
diagnostic signal sent to an available digital output was used to measure Td . This
delay was adjusted to include the frequency synthesizer update time and the acoustic
propagation delay. The frequency synthesizer was measured to update in less than
0.4 µsec from the time new digital data was supplied. Also, the acoustic propagation
207
delay [67] is expected to be less than 0.5 µsec since the velocity of sound in fused silica
is 5960 m/s and the entire beam is less than 3 mm from the transducer. Therefore,
the overwhelming source of the delay is associated with the data acquisition and
processing.
Taking into account the data acquisition, the synthesizer, and the controller produces a model with very good correspondence to the measured data even at frequencies close to Nyquist. The Zygo filter that has a bandwidth of 128 kHz has negligible
effect for the range plotted. The only experimentally derived parameter of the model
is Td , but even this really is deterministic. All the other parameters were completely
determined by programming.
Figure 8-6 shows the calculated transfer functions of two Zygo digital filters plotted
from 100 Hz to 20 MHz. These filters can be programmed into the ZMI 2002 boards.
The position transfer function for the filter is given by
P (z) =
−zZ4
−Xp zZ + Xp − Xv
+ 2zZ3 − zZ2 − Xp zZ + Xp − Xv
(8.7)
This transfer function is adapted from the ZMI 2002 manual [119]. The variables are
defined as
Xp = 2 K p ,
(8.8)
Xv = 2 K v ,
(8.9)
and zZ = eωTz .
(8.10)
The filter is implemented by programming a register to assign desired values to Kp
and Kv . The time Tz corresponds to the internal sampling rate of the card of 1/(40
MHz). The filter plotted with the -3 dB bandwidth of 15 KHz uses Kp = −9 and
Kv = −20. The filter with the -3 dB bandwidth of 128 KHz uses Kp = −6 and
Kv = −14. The 128 KHz filter is used to obtain the experimental transfer function
in Figure 8-3. The gain is essentially unity over the frequency range in that plot.
For the filtered frequency range, the gain rolls off at about decade per decade. The
208
15 Khz filter Kp=-9, Kv = -20
128 Khz filter Kp=-6, Kv = -14
0
Gain
10
-2
10
2
10
3
10
4
5
10
10
6
10
7
10
f (Hz)
Phase (deg)
-100
-200
-300
-400
-500
2
10
3
10
4
5
10
10
6
10
f (Hz)
Figure 8-6: Position transfer function for two Zygo digital filters. The filters have -3
dB bandwidths of 15 KHz and 128 KHz.
15 KHz filter is the lowest bandwidth filter available on the board and is the filter
that was ultimately chosen to provide the best rejection of aliased signals. Although
aliasing will occur for phase noise above 5 KHz when using a controller loop rate
of 10KHz, the filter is believed to be adequate because under most circumstances
not much noise is expected within the aliased range where the filter also has poor
attenuation. Additionally, aliasing up to about 9,900 Hz will introduce noise at a
high enough frequency that it won’t print even if the fringe locking controller locks it
out. Actually, the aliased range of significance is only between 9,900 Hz and 10,100
Hz.
209
7
10
2
10
Gain
0
10
-2
10
-4
10
1
2
10
3
10
10
f (Hz)
0
Phase (deg)
-50
-100
-150
Experimental loop transmission
Chan2/Chan1 same data
Zygo filter, 15 Khz Bandwidth
Synthesizer w/ discrete time effects
Discrete time controller
Sum of components
-200
-250
-300
-350
1
10
2
3
10
10
f (Hz)
Figure 8-7: Experimental data and components of fringe locking model. This system
uses proportional control and a 15 KHz bandwidth Zygo digital filter.
Figure 8-7 shows the experimental data and component models for a system that
uses the 15 KHz bandwidth Zygo digital filter. Near Nyquist frequency there is
an unmodeled multi-rate sampling effect. In the controller design, I address this
discrepancy by incorporating a small correction to a frequency response based model.
I will discuss the design of a higher bandwidth controller in the next section.
8.1.1
Control system design
The sampling and latency limit the performance of the control system. For proportional control, a 60◦ phase margin criteria, and a sampling rate of 10 KHz a cross over
frequency of 1 KHz was obtained with the control system. The resulting disturbance
210
Raw data, µ = -0.0151, 3σ=3.02 nm.
Dose phase error µ = -0.0154, 3σ=0.498 nm.
5
4
3
xfle (nm)
2
1
0
-1
-2
-3
-4
-5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Time (s), Timer period=0.1 ms.
Figure 8-8: Fringe locking error signal with proportional control.
rejection obtained is adequate for subnanometer dose phase error in our system. Figure 8-8 shows the fringe locking error signal using proportional control. The 3σ raw
error is 3 nm. The error relevant to the dose phase obtained after passing the data
through a Gaussian filter with d/v = .01 sec is 0.5 nm, 3σ. Thus, most of the fringe
locking error is at a high enough frequency that it does not entirely print.
Fringe locking error data without control is shown in Figure 8-9. The 3σ error
over five seconds is 31 nm. Most of the error over this time scale is due to the stage
error. There is also long term drift, which is much larger as indicated by the 1250
nm offset to the data. The long term drift is largely due to the lowest 16 bits on the
211
5
Raw data, µ = -1.25e+003, 3σ=30.7 nm.
Dose phase error µ = -1.25e+003, 3σ=27.9 nm.
-1200
-1210
-1220
xfle (nm)
-1230
-1240
-1250
-1260
-1270
-1280
-1290
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Time (s), Timer period=0.1 ms.
Figure 8-9: Fringe locking error signal with no control.
frequency synthesizer not being set.
I implemented a lead compensated controller to provide further disturbance rejection and to test the limits of the control bandwidth. Figure 8-10 shows the fringe
locking error with the higher order controller whose frequency response is in Figure 811. The controller design will be discussed after reviewing this data. The data shows
some broadband improvement by a factor of 1.2 and improvement for the Gaussian
filtered data by a factor of 1.4. The DC gain of the open loop system is 1.6× higher
than the proportional control system. The low frequency gain appears to be saturating because the Gaussian filtered data was predicted to improve by a factor of 1.6.
This saturation may be the result of quantization noise.
212
5
Raw data, µ = -0.00969, 3σ=2.45 nm.
Dose phase error µ = -0.00966, 3σ=0.352 nm.
4
3
2
xfle (nm)
1
0
-1
-2
-3
-4
0
0.5
1
1.5
2
2.5
3
3.5
4
Time (s), Timer period=0.1 ms.
Figure 8-10: Fringe locking error signal with lead compensation.
213
4.5
5
6
Gain
10
5
10
4
10
0
10
1
2
10
10
f (Hz)
3
10
4
10
40
Phase (deg)
30
20
10
0
-10
0
10
1
2
10
10
f (Hz)
3
10
Figure 8-11: Frequency response of lead controller.
214
4
10
No control
Proportional control
Lead control
1
Power spectrum of fringe locking error signal (nm/sqrt(Hz))
10
0
10
-1
10
-2
10
-3
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
Figure 8-12: Power spectral density of the fringe locking error signal without fringe
locking control, with proportional control, and with lead control.
Figure 8-12 shows the power spectrum of the data with no control, proportional
control, and with lead control. The lead controller shows improved rejection at frequencies below 2 KHz and a tolerable amplification for disturbances above 2 kHz.
The limitation with proportional control can be seen from the discrete time root
locus plot [29] shown in Figure 8-13. This root locus includes the synthesizer plant
from Equation 8.6 where T =100 µs and Td =28 µs. At high gains, the dominant poles
quickly tend toward low damping. If a zero is placed to left of the z = 0 pole, the
dominant poles are brought back toward the real axis at high gains. Furthermore,
the dominant poles are forced to loop within a tighter circle about z = 0 and are
215
5000
1
0.5π/T
0.6π/T
0.8
0.4π/T
0.1 0.3π/T
0.7π/T
0.2
0.3
0.6
0.8π/T
0.5
0.6
0.7
0.4
0.9π/T
Imaginary Axis
0.1π/T
0.8
0.2
0
0.2π/T
0.4
0.9
π/T
π/T
-0.2
0.9π/T
0.1π/T
-0.4
0.8π/T
-0.6
0.2π/T
0.7π/T
-0.8
0.3π/T
0.6π/T
-1
-1.5
0.4π/T
0.5π/T
-1
-0.5
0
0.5
1
Real Axis
Figure 8-13: Root locus of plant with proportional control.
better damped. Since it is physically impossible to implement a controller with more
zeros than poles, a pole must also added. Figure 8-14 shows the root locus plot using
a “lead” controller. The transfer function for the controller is given by
G(z) = K
z + 0.05
.
z + 0.6
(8.11)
The pole location, z = −0.6, was selected to provide 60◦ of phase margin when the
DC gain was 1.6× higher than that previously used for the proportional controller.
At this gain, K = 428. This factor of 1.6 though seemingly arbitrary, was found
to produce tolerable amount of high frequency noise amplification. The frequency
response of the controller is shown in Figure 8-11.
Figure 8-15 shows the experimental loop transmission and the modeled compo216
1
0.5π/T
0.6π/T
0.8
0.4π/T
0.1 0.3π/T
0.7π/T
0.2
0.3
0.6
0.8π/T
0.5
0.6
0.7
0.4
0.9π/T
Imaginary Axis
0.1π/T
0.8
0.2
0
0.2π/T
0.4
0.9
π/T
π/T
-0.2
0.1π/T
0.9π/T
-0.4
0.8π/T
-0.6
0.2π/T
0.3π/T
0.7π/T
-0.8
0.6π/T
-1
-1.5
0.4π/T
0.5π/T
-1
-0.5
0
0.5
1
Real Axis
Figure 8-14: Root locus of plant with lead control.
nents for this higher order controller. The lack of correspondence at high frequency
is essentially identical to the lack of correspondence seen with proportional control
indicating the unmodeled multi-rate sampling effect is linear. The disturbance rejection can be predicted using the frequency response based plant derived from the
experimental data. Using the plant derived from the data of Figure 8-7 and the lead
controller transfer function, I have plotted the designed and experimental disturbance
transmissibility in Figure 8-16. Since the open loop data has very little noise, the
disturbance transmissibility, DT(z), is accurately calculated as
DT (z) =
1
.
1 + Gol (z)
(8.12)
Here Gol is the loop transmission. The disturbance transmissibility based on the
217
ratio of power spectral densities with the control on over the control off uses the data
from Figure 8-12. The measured disturbance transmissibility very closely follows
the designed disturbance transmissibility. The designed disturbance transmissibility
is centered within the noise between 10 Hz and Nyquist frequency. There is some
unpredicted high frequency noise for the lead controller, however. This noise might
be the result of unmodeled timing jitter. This high frequency noise increases quickly
with higher gains. The experimental disturbance transmissibility shows a floor at
frequencies below 10 Hz probably due to quantization noise. The data when the
control is on that is used to calculate the disturbance transmissibility is close to the
level of the quantization noise floor in the sub 10 Hz frequency range. When the
fringes are controlled, the spectral density is about 0.010 nm/rtHz in the sub 10 Hz
range. This is only 2.5 times higher than the 0.0040 nm/rtHz noise floor observed
at high frequencies. The noise floor at high frequency is consistent with a model
discussed in reference [78] for uniformly distributed white noise. For this model the
quantization noise spectral density is predicted as
∆2 T
.
24
(8.13)
The effective quantization ∆ for xf le is 0.84 nm and the sampling time T of 100 µs
predicts the quantization spectral density of 0.0034 nm/rtHz. This model is consistent
with the observed high frequency noise floor. While this simple model does not
precisely predict the control noise floor at low frequencies, it does illustrate that the
control noise floor is close to the quantization noise level.
Figure 8-17 shows the frequency responses of the plant, controller, plant and controller, disturbance transmissibility, and closed loop systems. The closed loop -3 dB
bandwidth is equal to the Nyquist frequency of 5 kHz. The cross over frequency at
1740 Hz, though not rigorously optimized, approaches the limits of the control bandwidth. Most importantly, the disturbance rejection is sufficient for sub-nanometer
error budgets associated with the fringe locking error.
The residual fringe locking error does not limit the SBIL error. Rather the inac218
Experimental loop transmission
Chan2/Chan1 same data
Zygo filter, 15 Khz Bandwidth
Synthesizer w/ discrete time effects
Discrete time controller
Sum of components
4
10
2
Gain
10
0
10
-2
10
-4
10
1
10
2
3
10
10
f (Hz)
50
Phase (deg)
0
-50
-100
-150
-200
-250
1
10
2
3
10
10
f (Hz)
Figure 8-15: Experimental data and components of fringe locking model. This system
uses a lead controller and a 15 KHz bandwidth Zygo digital filter.
219
2
Disturbance transmissibility of fringe locking error signal
10
Proportional control, design
Lead control, design
Proportional control, PSD ratios
Lead control, PSD ratios
1
10
0
10
-1
10
-2
10
-3
10
0
10
1
10
2
10
Frequency (Hz)
3
10
Figure 8-16: Plots of the predicted disturbance transmissibility derived from loop
transmission data for two different controllers and disturbance transmissibility derived
from ratios of power spectral densities.
curacy of the fringe locking signal limits the performance of the system. Figure 8-18
shows the ratio xf le /xue . Note that this is a high frequency resolution plot that covers
the range from 0 to 700 Hz. The noise at higher frequencies is not much of a concern
because it essentially does not print. The fringe locking error signal is much smaller
than the unobservable error over the frequency range of most interest. Moreover,
even if the fringe locking error was zero, there would be negligible improvement for
Gaussian filtered x4 data with integration times of interest (i.e. d/v > .01 s). At high
frequencies there are some notable frequency bands where the residual fringe locking
exceeds the unobservable error as shown in Figure 8-19. However, these errors are
small and they won’t print anyway. If the stage is scanned at a high enough speed,
220
4
10
Plant
controller
Plant and controller
DT, designed
CL, designed
4
10
2
Gain
10
0
10
-2
10
-4
10
0
10
1
2
10
10
f (Hz)
3
10
4
10
200
Phase (deg)
100
0
-100
-200
0
10
1
2
10
10
f (Hz)
3
10
Figure 8-17: Frequency responses of the system. The graph shows the open loop
plant, controller, plant and controller, disturbance transmissibility and closed loop
systems.
221
4
10
Semi-log plot
1
psd(xfle)/psd(xue)
10
0
10
-1
10
-2
10
0
100
200
300
400
500
600
f (Hz)
Log-log plot
1
psd(xfle)/psd(xue)
10
0
10
-1
10
-2
10
0
10
1
2
10
10
f (Hz)
Figure 8-18: Plot of the ratio power spectral densities psd(xf le )/psd(xue ) when the
fringe locking control is on. The same data is shown on semi-log and log-log plots.
additional low frequency gain may be justified. But in Chapter 9, the fringe locking
error is shown to be much smaller than the noise at the stage speeds of interest.
The question of whether there is optimal controller gain based on the noise and
disturbance power spectrums is a worthy question. In all the data that I have taken
x4 was always more than xue . Thus, if the fringe locking error was zero the x4 error
would improve. The improvement is mainly at the higher frequency range however.
If disturbance-to-noise ratios are greater than one, the optimal control performance is obtained with the highest gains possible. This point can be argued rigorously. First, some basic stochastics must be understood. A review of basic stochastics
can be found in [78, 72]. A signal can be described by its autocorrelation function,
222
700
Power spectrum of SBIL errors (nm/sqrt(Hz)
Ratio, psd(xfle)/psd(xue)
x 3σ =2.33 nm
fle
x 3σ=3.34 nm
ue
-1
10
-2
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
1
10
0
10
-1
10
Figure 8-19: The top plot contains the power spectrums of xf le and xue when the
fringe locking is on. The bottom plot is the ratio of these errors.
which is given by
T
Rx (τ ) = lim
T →∞ −T
x(t) x(t − τ )dt.
(8.14)
If τ =0, the autocorrelation function reduces to the mean squared of the waveform or
the variance. The Fourier transform of the autocorrelation function is the spectral
density of the waveform and is given by
Sx (ω) =
∞
−∞
Rx (τ )e−jωτ dτ.
223
(8.15)
Loop
Transmission
yr
+
-
Σ
D
+ +
Σ
G(jω)
N
y
+
Σ
Figure 8-20: Block diagram for a generic control system.
If the signal is modeled as a random waveform x(t) with a spectral density Sx (ω), the
spectral density of the output waveform, y(t), assuming a linear plant, is given by
Sy (ω) = |G(jω)|2 Sx (ω).
(8.16)
Thus, the spectral density of the output waveform can be modeled if the spectral
density of the input waveform and the plant transfer function is known. The variance of the signal is calculated by taking the inverse Fourier transform to obtain the
autocorrelation function at τ =0. The variance is given by
σy2 =
1
2π
∞
−∞
Sy (ω) dω.
(8.17)
Here σy is the standard deviation of y.
Figure 8-20 shows the block diagram of the fundamental control problem, where
there is a closed loop system with a loop transmission G(jω). The variable y is the
parameter to be controlled in the presence of disturbance, D, and noise, N.
Let’s assume the reference input, yr , is a constant and for convenience let’s further
assume yr = 0. Then the Laplace transform of y is given by
Y (s) =
D(s) − G(s)N(s)
1 + G(s)
(8.18)
Assuming that the disturbance and noise are uncorrelated, then the spectral density
224
of y is given by
Sy (ω) =
2
1
SD (ω) 1 + G(jω) G(jω) 2
.
+ SN (ω) 1 + G(jω) (8.19)
Furthermore, I define
SD (ω)
and
SN (ω)
G(jω) = g(ω)ejθ(ω).
k(ω)2 =
(8.20)
(8.21)
Now Sy is rewritten as
Sy = S N
k2 + g2
.
1 + 2g cos θ + g 2
(8.22)
The fact that the variables are a function of ω is implied. I want to answer what
the optimal gain g is given k and θ. The optimal gain will minimize Sy . Taking
the derivative of Sy with respect to g and setting the result to zero will produce the
solution for the gain that provides the maximum Sy , which is not the solution we
want. The gain for minimum Sy is infinity when
k2 + g 2
−1 >0
1 + 2g cos θ + g 2
(8.23)
for 0 < g < ∞. In other words, if Sy for all g is greater than the case when g = ∞ then
g = ∞ is optimal. Putting everything over a common denominator this condition
becomes
k 2 − 1 − 2 cos θg
> 0.
1 + 2g cos θ + g 2
(8.24)
The denominator is guaranteed to always be greater than zero except for the unstable
case when cos θ = −1 and g = 1. For this unstable case, which cannot be allowed to
225
occur, the denominator equals zero. The condition is now reduced to
k 2 − 1 > 2g cos θ.
(8.25)
Since cos θ will be negative for the range of phase occuring in the system, the final
condition for the optimal gain to be ∞ is
k 2 > 1.
(8.26)
Or in other words, if SD > SN the optimal g is ∞. The optimal gain for k < 1 can
be confirmed too. The optimal gain is 0 when
k2 + g2
− k2 > 0
1 + 2g cos θ + g 2
(8.27)
for 0 < g < ∞. In other words, if Sy for all g is greater than the case when g = 0
then g = 0 is optimal. This expression can be reduced to the condition
1
2 cos θ
.
−1>
2
k
g
(8.28)
Again cos θ will be negative for the range of phase occuring in the system. Thus the
condition for the optimal gain to be zero is
k 2 < 1.
(8.29)
These conditions are intuitive. It is also of interest to consider the diminishing returns
of extra gain. The performance at the low frequencies (< 100 Hz) is critical to the
writing performance. At these frequencies θ = −90◦ and the spectral density is
Sy = SN
k2 + g2
.
1 + g2
(8.30)
From this relation, the diminishing return when g is greater than k can be clarified.
226
At high gains, such as in the 0 to 100 Hz range for our fringe locking system,
Sy ≈ SN
k2
+1
g2
(8.31)
and if g = 2k, the output square root power is within 11% of optimal. Another point
worth mentioning is that if k = 1, then Sy is insensitive to the gain.
At the high frequencies, there is no benefit for my application by being precise
about the optimal gain with optimal control techniques such as LQG control. The
high frequency noise essentially does not print in writing mode. Furthermore, the
loop transmission crosses over where the noise and disturbances are the lowest; the
amplification due to the phase drop off is not a concern because the noise level at the
high frequencies is so small.
At low frequencies, the residual fringe locking error is so much smaller than the
noise that very little improvement can be obtained for fringe stability at the substratefringe interface even if the fringe locking error signal was zero. Improved system
performance relies on achieving lower noise signals.
It is useful to know k for design purposes. This can be measured with the fringe
locking control off by assuming the noise is xue and the disturbance is x4 − xue = xf le .
This assumption is not entirely accurate for reasons such as electronic noise in P M3
and P M4 but it is expected to be accurate at the sub-nanometer level. I have plotted
the experimentally determined disturbance-to-noise ratio in the lower plot of Figure
8-21. The upper plot shows the data used to calculate the D/N ratio. The data shows
that the noise is hardly ever greater than the disturbance. For design purposes, k can
be assumed to be greater or equal to one. The controller has higher gain than k in
most portions of the power spectrum and in all areas of concern. A higher frequency
resolution plot is shown in Figure 8-22. The peak at around 8 Hz is associated with
the stage error. Figure 8-23 compares the power spectrums for the components of the
fringe locking error x3 and xdie . The 8 Hz peak is seen in the xdie data. The data for
the higher resolution plots has a duration of 35 seconds. Over this time scale, the x3
error is the larger component of the fringe locking error. The power spectrum for xue
227
is also shown for comparison purposes. Most of the resonances observed in xue are also
observed in both x3 and xdie . Errors in both of the components, indicates translation
of the metrology block. The parts on the metrology block will deflect in response
to the accelerations of their base. The deflections lead to unobservable errors. Also,
unobservable pitch errors of the metrology block/and or the x-axis interferometer
may partly explain the unobservable components of the resonances. For the sake
of completeness, the components of the fringe locking error are compared to xue of
the full sampling band in Figure 8-24. When there is observable error in x3 that is
not in xdie , this error is due to disturbance of the UV interferometer phase prior to
the metrology block. For instance, the large KHz vibrations in x3 are likely due to
relative vibrations of the many optical mounts on the bench.
So far I have shown frequency responses obtained by injecting white noise into
the fringe locking error signal. This produces the expected frequency responses from
about 20 Hz to Nyquist frequency. Since the stability of the controller is highly
affected by the dynamics near the cross over frequency, it is important to have meaningful data at the high frequency range. However, it is also of interest to verify that
the controller is working as expected at low frequency. Figure 8-25 shows the frequency response of the experimental and modeled system for a disturbance injection
designed to provide very clean low frequency data. The disturbance injection for the
experimental system was white noise that was filtered with a two pole Butterworth
filter. The poles were located at 20 Hz. The modeled data very closely matches the
experimental data, even at low frequencies. There is an increase in noise at the high
frequency data due to limited disturbance injection there. Similarly, for frequency
ranges where the disturbance is at the level of quantization, the experimental data
will not accurately describe the linear control dynamics.
It is important to verify the low frequency performance because of the additional
disturbances present during the scanning. The high gains at low frequency ensure
the fringe locking error remains small even during scans.
228
Power spectrum of SBIL errors (nm/sqrt(Hz)
x µ = -2.21e+002, 3σ=2.87e+001 nm
fle
x µ = -5.49e-001, 3σ=3.47e+000 nm
ue
1
10
0
10
-1
10
-2
10
-3
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
4000
4500
5000
Disturbance/noise ratio (k)
2
Ratio, psd(xfle)/psd(xue)
10
1
10
0
10
-1
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
Figure 8-21: The top plot shows the power spectrum of xf le and xue taken when
the fringe locking control was off. The bottom plot shows the ratio of these power
spectrums , which is the disturbance-noise ratio.
229
Power spectrum of SBIL errors (nm/sqrt(Hz)
x µ = -6.99e+002, 3σ=6.09e+001 nm
fle
x µ = 8.34e-001, 3σ=3.34e+000 nm
ue
0
10
-1
10
-2
10
-3
10
0
100
200
300
400
500
Frequency (Hz), resolution=0.34877Hz, nfft = 4096
600
700
600
700
Ratio, psd(xfle)/psd(xue)
Disturbance/noise ratio (k)
1
10
0
10
0
100
200
300
400
500
Frequency (Hz), resolution=0.34877Hz, nfft = 4096
Figure 8-22: A higher resolution plot of the disturbance and noise power spectrums
and their ratio. This data is taken with the fringe locking control off.
230
Power spectrum of SBIL errors (nm/sqrt(Hz) Power spectrum of SBIL errors (nm/sqrt(Hz)
x µ = 8.34e-001, 3σ=3.34e+000 nm
ue
x µ = 1.15e-002, 3σ=2.89e+001 nm
0
10
die
-1
10
-2
10
-3
10
0
100
200
300
400
500
Frequency (Hz), resolution=0.34877Hz, nfft = 4096
600
700
xue µ = 8.34e-001, 3σ=3.34e+000 nm
x3 µ = -6.99e+002, 3σ=5.54e+001 nm
0
10
-1
10
-2
10
-3
10
0
100
200
300
400
500
Frequency (Hz), resolution=0.34877Hz, nfft = 4096
600
Figure 8-23: Plots comparing the components of the fringe locking error to xue from
0 to 700 Hz. This data is taken with the fringe locking control off.
231
700
Power spectrum of SBIL errors (nm/sqrt(Hz) Power spectrum of SBIL errors (nm/sqrt(Hz)
xue µ = -5.49e-001, 3σ=3.47e+000 nm
xdie µ = 3.69e-002, 3σ=2.80e+001 nm
0
10
-1
10
-2
10
-3
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
xue µ = -5.49e-001, 3σ=3.47e+000 nm
x µ = -2.21e+002, 3σ=1.36e+001 nm
0
10
3
-1
10
-2
10
-3
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
Figure 8-24: Plots comparing the components of the fringe locking error to xue . from
0 to 5000 Hz. This data is taken with the fringe locking control off.
232
5000
3
10
2
Gain
10
1
10
0
10
-1
10
1
10
2
3
10
10
f (Hz)
-50
Experimental
Modeled
Phase (deg)
-100
-150
-200
-250
1
10
2
3
10
10
f (Hz)
Figure 8-25: Experimental and modeled loop transmissions. The disturbance injection for the experimental data was filtered white noise. The system uses a lead
controller and the 15 KHz Zygo digital filter.
8.2
Vibrations
In this section, the vibration errors are derived. The experimentally derived vibration
sensitivity is applied to measured vibration levels for the estimation of the very small
low frequency vibration errors.
The analysis of vibrations for lithography is greatly simplified if the substrate and
metrology frames can be assumed to have resonant frequencies much greater the v/d.
To first order the coupling of the optics to the metrology frames can be described by
some resonant frequency [60, 109]. I assume the optics are attached to the metrology
frame by a spring and dashpot according to Figure 8-26. The transfer function for
233
this system is given by
s2
X2 (s)
=− 2
X1 (s)
s + 2ζωn s + wn2
(8.32)
where the natural frequency and damping factor designated ωn and ζ are
k
,
m
and
(8.33)
b
ζ= √ .
2 km
(8.34)
ωn =
For the stage induced payload motions it is more convenient to work with the acceleration of the metrology frame where
A1 (s) = s2 X1 (s).
(8.35)
Equation 8.32 is now modified to get
1
X2 (s)
=− 2
A1 (s)
s + 2ζωn s + ωn2
(8.36)
which is simplified for ω << ωn as
X (s) 2
A1 (s) ≈
1
.
ωn2
(8.37)
The assumption of ω << ωn is valid for considering that the substrate frame, metrology frame, and their optics since they are found to have resonant frequencies much
faster than the frequencies of interest (0 Hz to ≈ 100 Hz) for printed error.
The stage x error is compared to vibrations measured with geophones1 on the
metrology block and the stage in Figure 8-27. The correspondence of the x error to
the metrology block measurement is very good for most of the data. There is some
lack of correspondence at around 400 Hz that may be due to the placement sensitivity
1
Model HS-1 available from Geo Space Corporation, Houston, TX.
234
Stationary
refererence
Metrology
frame
Optical
component
k
m
x1
b
x2
Figure 8-26: Model of optical component-to-metrology frame resonant structure
of the geophone on the metrology block in the presence of rotational motions. Since
the characteristic vibrations between about 350 Hz and 450 Hz are in both the x3
data and the xdie data as seen in Figure 8-23, it is safe to assume the metrology block
is translating here. Most importantly, the data shows that the stage vibrations are
much lower than the metrology block vibrations. Thus most of the stage x error at
high frequency is due to the metrology block vibrations.
Comparison of the xue data and the stage error leads to the estimate of the effective
resonant frequency of the metrology frame. This estimate is important since it is
used to estimate the vibration error contribution of the metrology frame between
0 and 100 Hz. Figure 8-28 contains the stage acceleration error power spectrum
computed from the position error data and xue power spectrum. The data was taken
simultaneously. The units for the stage acceleration are mg/rtHz and the units for
xue are nm/rtHz. Most of the resonant peaks are very well matched. The vibration
sensitivity is estimated to be 1 nm per mg, which corresponds to an effective natural
frequency of 500 Hz. Since the metrology block and column mirror was conservatively
estimated to have better than 1000 Hz resonant frequency, the optical mounts on the
metrology block are largely responsible for the worse performance. The optical mounts
can be improved. The shape of the vibration modes is also a factor where each of the
many components on the metrology block contributes to the deflection. Furthermore,
the calculation is intended to be an estimate of the sensitivity to vibration rather
235
Stage x error
x vibration, on stage
x vibration, on metrology block
0
Power Spectrum (nm/Hz
1/2
)
10
-1
10
-2
10
-3
10
-4
10
100
200
300
400
f (Hz)
500
600
Figure 8-27: Power spectrum of the stage x error and vibrations measured on the
stage and on the metrology block.
than a precise calculation of the first eigenvalue of the rather complicated system of
components. Most importantly, the x metrology block accelerations appear to capture
the vibration errors at high frequency very well. There are small discrepancies, such
as at about 184 Hz. The discrepancy is probably due to the nature of the eigenmode,
where vibrations in y, z, and/or rotations couple into error motions.
The vibrations measured with geophones on the granite and on the metrology
block are shown in Figure 8-29, Figure 8-30, and Figure 8-31 for x, y, and z vibrations
respectively. The top plots range from 1 to 800 Hz. The bottom plots range from 1 to
100 Hz. The units are g/rtHz. The noise floor of the DSA when its inputs are shunted
with resistance to match the geophone resistance is also plotted. This a good measure
of the sensor and data acquisition noise except for the EMI noise, which mainly occurs
236
700
0
10
Power Spectrum (units/Hz
1/2
)
X acceleration (mg/rtHz)
xue (nm/rtHz)
-1
10
-2
10
-3
10
100
150
200
250
300
f (Hz)
350
400
450
Figure 8-28: Power spectrum of the stage x acceleration error when the amplifier is
off (stage freely floating) compared to xue .
at 60 Hz and its harmonics. The noise floor of the sensor system adequate for most
of the data. The metrology block shows more vibrations than the granite at high
frequencies because of resonances in the optical bench and its attachment to the
granite. The integral of the power spectrum over different frequency bands are shown
in the legends. Much more vibration is present from 100 to 800 Hz than below 100
Hz. The vibrations of concern are those between 0 and 100 Hz. If we assume 60
µg, 3σ accelerations of the metrology block over this frequency band and 1 nm/mg
sensitivity, the vibration errors of the metrology block are estimated as 0.06 nm 3σ.
The vibration power spectrums were adjusted to take into account the frequency
response of the geophone. I used the published geophone natural frequency of 4.5
Hz and the damping constant of the geophone calculated from the published internal
237
500
damping and the shunt resistance. This technique allows the geophone to be used
for measurements somewhat below its resonant frequency. The geophone data can be
meaningfully stretched to about 1 Hz before the signal to noise ratio is inadequate.
The vibration levels for the metrology block are very adequate for sub nanometer
error budgets. At low frequencies, perhaps up to 40 Hz depending on the tuning,
the vibration could be improved further with active vibration isolation. However, the
vibrations levels are already too low for the active feedback system to be significant
for this application. I stopped development of the closed loop active system when
I observed no obvious increase in xue after shaking the system at much higher than
ambient disturbances. The IDE system provided for the disturbance injection. The
stage motions induce extra disturbances that would be helped by the active system.
However, the feedforward alone provided the necessary disturbance rejection. The
feedforward performance is studied in Section 9.3.
The relative pitch vibrations between the metrology block and the x axis interferometer head is another source of unobservable error. Figure 8-32 compares the
inertial pitch motions measured on the metrology block and the bench to xue . The
pitch of the metrology block and the bench were measured with geophones vertically
oriented and wired in series with opposing poles. The voltage measurements provided
by the geophones were converted to differential vertical vibration. This measurement
was divided by the separation distance between the geophones to obtain the angular
motion. In the figure, I multiplied the angular measurement by hi , the separation between the interferometer beams of 0.75 inches, to get the relevant Abbe error motion
in nanometers. The Abbe error motion is really due to the dif f erential pitch motion
of the metrology block and the interferometer head, whereas the data in the Figure is
the pitch motion relative to the inertial reference frame. A more direct measurement
of the metrology block-to-interferometer head pitch really needs to be measured to
make a firm conclusion. But based on the measured pitch motions, the differential
motion between the metrology block and the bench, which is less than the sum of the
inertial motions because the components can be moving together, does not account
as a major source of vibration error. The calculated metrology block pitch error only
238
X vibration data from 1 to 800 Hz
X, Granite. σ=19 µg for 1<f<100 Hz. σ=76 µg for 100<f<800 Hz.
X, Metrology block. σ=27 µg for 1<f<100 Hz. σ=214 µg for 100<f<800 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.71 µg for 1<f<100 Hz. σ=16 µg for 100<f<800 Hz.
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
100
200
300
400
Frequency (Hz)
500
600
700
800
X vibration data from 1 to 100 Hz
X, Granite. σ=16 µg for 1<f<10 Hz. σ=9.6 µg for 10<f<100 Hz.
X, Metrology block. σ=11 µg for 1<f<10 Hz. σ=24.7 µg for 10<f<100 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.09 µg for 1<f<10 Hz. σ=0.71 µg for 10<f<100 Hz.
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
10
20
30
40
50
60
Frequency (Hz)
70
80
90
100
Figure 8-29: Power spectrum of x accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown. The top plot
ranges from 1 to 800 Hz. The bottom plot ranges from 1 to 100 Hz.
239
Y vibration data from 1 to 800 Hz
Y, Granite. σ=27 µg for 1<f<100 Hz. σ=83 µg for 100<f<800 Hz.
Y, Metrology block. σ=27 µg for 1<f<100 Hz. σ=333 µg for 100<f<800 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.71 µg for 1<f<100 Hz. σ=16 µg for 100<f<800 Hz.
-3
10
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
100
200
300
400
Frequency (Hz)
500
600
700
800
Y vibration data from 1 to 100 Hz
Y, Granite. σ=9.4 µg for 1<f<10 Hz. σ=25 µg for 10<f<100 Hz.
Y, Metrology block. σ=20 µg for 1<f<10 Hz. σ=18.3 µg for 10<f<100 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.09 µg for 1<f<10 Hz. σ=0.71 µg for 10<f<100 Hz.
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
10
20
30
40
50
60
Frequency (Hz)
70
80
90
100
Figure 8-30: Power spectrum of y accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown. The top plot
ranges from 1 to 800 Hz. The bottom plot ranges from 1 to 100 Hz.
240
Z vibration data from 1 to 800 Hz
Z, Granite. σ=55 µg for 1<f<100 Hz. σ=57 µg for 100<f<800 Hz.
Z, Metrology block. σ=94 µg for 1<f<100 Hz. σ=149 µg for 100<f<800 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.71 µg for 1<f<100 Hz. σ=16 µg for 100<f<800 Hz.
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
100
200
300
400
Frequency (Hz)
500
600
700
800
Z vibration data from 1 to 100 Hz
Z, Granite. σ=22 µg for 1<f<10 Hz. σ=51 µg for 10<f<100 Hz.
Z, Metrology block. σ=18 µg for 1<f<10 Hz. σ=92.1 µg for 10<f<100 Hz.
DSA Noise Floor, shunt = 1.24KΩ. σ=0.09 µg for 1<f<10 Hz. σ=0.71 µg for 10<f<100 Hz.
-4
10
-5
g/sqrt(Hz)
10
-6
10
-7
10
-8
10
0
10
20
30
40
50
60
Frequency (Hz)
70
80
90
100
Figure 8-31: Power spectrum of z accelerations measured on the granite and the
metrology block. The estimated measurement noise floor is also shown. The top plot
ranges from 1 to 800 Hz. The bottom plot ranges from 1 to 100 Hz.
241
hi θy, Metrology Block. σ=0.11 nm, 10<f<714 Hz
hi θy, Bench. σ=0.083 nm, 10<f<714 Hz
xue σ=0.82 nm, 10<f<714 Hz
-1
10
-2
nm/sqrt(Hz)
10
-3
10
-4
10
0
100
200
300
400
Frequency (Hz)
500
600
700
Figure 8-32: Comparison of pitch motions measured on the metrology block and the
bench to xue .
approaches xue in the 120 Hz range.
The geophones were unsuitable for measuring the x axis interferometer head pitch
motions because of there size. The geophone based pitch measurement is not expected
to be very accurate either because relatively large vertical vibration signals need to
be subtracted. Furthermore, the measurement is sensitive to mismatching of the
geophone gains and the positioning. However, this data gives an early indication that
the pitch errors are not expected to be large based on the metrology block or bench
pitch.
The vibrations of the chuck between the interferometer mirror and the write location are another important vibration consideration. The substrate frame is evaluated
242
1
Relative vibration, Granite/Floor
10
X
Y
Z
Model
0
10
-1
10
-2
10
-3
10
0
1
10
2
10
10
Frequency (Hz)
Figure 8-33: Relative vibration levels of the granite versus the floor.
in Section 9.3 and is shown to have an effective resonant frequency of about 2300
Hz for y axis acceleration. The extremely good vibration sensitivity of the chuck
is important because the chuck can experience relatively high vibration levels during scanning. The stage performance is evaluated in the next section with further
scanning evaluation in Section 9.3.
Figure 8-33 compares the vibration levels on the granite versus those on the floor.
The plot is the ratio of the power spectrums of granite-to-floor vibration. At low
frequencies, the plot represents the floor-to-payload vibration transmissibility . The
modeled transmissibility is given by
2ζs + ωn2
X1 (s)
= 2
X0 (s)
s + 2ζs + ωn2
243
(8.38)
where X1 is the payload motion with respect to the inertial reference frame and X0 is
the floor motion with respect to the inertial reference frame. The modeled isolation
natural frequency, ωn , is at 2 Hz with the damping factor ζ of 0.1. The damping
on the IDE isolators is provided primarily by eddie current damping of the motors.
The motor coils are laminated with a weakly magnetic steel to increase the damping.
The system does not contain pneumatic based damping. The model shows good
correspondence with the z vibrations up to about 50 Hz and good correspondence
with x and y vibrations up to about 10 Hz. At frequencies greater than about 50
Hz for z and 10 Hz for x and y, the acoustically induced vibrations exceed the floor
vibrations that are transmitted through the vibration isolation system. Since the
measured z floor vibrations are higher than the x and y floor motions, the z relative
vibrations do not become dominated by acoustics until a higher frequency. Acoustics
is the subject of the next section.
8.3
Acoustics and the effect of shutting down the
air handlers
Above about 10-50 Hz the measured vibrations on the payload and stage are largely
from acoustic disturbance. Figure 8-34 shows the ratio of power spectrums for vibration with the air handler on/off. The x direction metrology block and x direction
stage vibrations are shown to depend on acoustic pressure. The stage control was
off during the measurements. Up to about 200 Hz, the vibrations for the stage are
essentially proportional to the sound pressure level. Between about 65 Hz and 200
Hz, the metrology block vibrations are proportional to the sound pressure level. The
wavelength of sound at 200 Hz is 1.7 m, which is on the order of the dimensions of the
isolated system. The effect of the sound below 200 Hz is mainly to shake the system
uniformly. When the wavelength of sound is much greater than the dimensions of
the object, the object can be assumed to have little influence on the shape of the
sound field. Beyond about 200 Hz, the sound and vibration interactions get more
244
Metrology block vibrations
Stage x vibration
acoustic pressure
2
Ratio of Power Spectrums, air handlers on/off
10
1
10
0
10
-1
10
0
100
200
300
400
f (Hz)
500
600
700
800
Figure 8-34: Ratio of power spectrums of vibrations and acoustic pressures with the
air handlers on/off. The x direction metrology block and x direction stage vibrations
are shown to depend on acoustic pressure.
complex because of diffraction and acoustic resonances. The sound measurement will
also depend on the positioning of the microphone. The apparently large increase in
vibration compared to pressure after 500 Hz is probably to due acoustic resonances
in the space between the optical bench and the granite. The stage was also located
in this space. Additionally, the increase in pressure due to the air handlers has an
unusual boundary condition compared to the ambient sound, which is transmitted
through the enclosure. The sound emitted by each air handler is radiated through
the 12” diameter duct feeding into the ULPA filter and for the frequencies of interest,
will diffract from this duct. Similarly, the sound due to the air handler is expected
to have different sound field distribution than the ambient sound.
245
Figure 8-35 shows sound pressure level (SPL) [57] measurements. The cleanroom
average is the average of several data sets taken in the cleanroom before the enclosure
was installed. The locations were within the footprint of where the enclosure is now
standing. The cleanroom is a very noisy environment. The “noise floor”, dummy mic
data set is the noise floor of the acoustic measurement system. The dummy mic has an
impedance close to the actual microphone and this data verifies that the microphone
electronics and data acquisition system have a very small noise level compared to the
acoustics. The SPL inside the enclosure with and without the air handlers running is
also shown. The enclosure provides some attenuation of noise from the surrounding
cleanroom. Meanwhile, the air handling equipment contributes significant noise. The
noise of most concern is in the 31 Hz and the 63 Hz octave band centers. Below the 31
Hz octave band, the vibrations are dominated by transmission through the isolators.
Above the 63 Hz octave band, the vibration errors don’t print or are filtered out.
Figure 8-36 shows the power spectral density of sound pressure inside the SBIL
enclosure with and without the air handlers running. The air handlers contribute
additional noise especially between the lowest frequency measured of 10 Hz up to 150
Hz. Also of note is the sound pressure level of 0.29 Pa 1σ between 10 and 800 Hz
accounts for the noise level of the differential pressure measurement shown in Figure
5-21. The frequency response of the differential pressure sensor used in that data is
not specified.
A high density thick base provides insensitivity to sound pressure induced vibrations. The base accelerations due to sound pressure can be estimated by
1
A(s)
=
D(s)Q(s)
P (s)
ρh
(8.39)
Here A and P are the Laplace transforms for the base accelerations and the acoustic
pressure respectively. The density of the base is ρ while h is its thickness. The variable
D is the diffraction factor, which in the worst case will be 2 for perfect reflection of
the sound field from the base. The variable Q is due to mechanical resonance in the
payload ranging from 1 to perhaps 100 in real systems. The diffraction factor is small
246
80
70
60
dB re 20 µPa
50
40
30
Cleanroom average
"Noise floor", Dummy Mic
Inside SBIL enclosure
Inside SBIL enclosure, Air handlers off
20
10
0
1
10
2
3
4
10
10
Octave band center frequency (Hz)
10
Figure 8-35: Sound pressure level measurements for the cleanroom, inside the SBIL
enclosure, and inside the SBIL enclosure with the air handlers off. The noise floor of
the acoustic measurement is also shown.
when the wavelength of sound is much longer than the dimensions of the base. For
a plane wave crossing a rectangular geometry and the assumption that the base does
not distort the sound field, the diffraction factor is
jωh
jωh
− exp −
D(jω) = exp
v2
v2
= 2 sin
πhf
.
cs
(8.40)
Here cs is the speed of sound (340 m/s for air). At frequencies where f = cs /(2h)
the diffraction factor is the maximum of two. Since the granite base is 0.30 m thick,
the diffraction factor is expected to be a maximum at about 560 Hz. In practice,
uncertainties in D, Q, and transparency of materials make it difficult to predict the
247
Semi-log plot
0
10
Power Spectrum (Pa/Hz
1/2
)
Air handlers on σ=0.29 Pa
Air handlers off σ=0.13 Pa
-1
10
-2
10
-3
10
-4
10
0
100
200
300
400
f (Hz)
500
600
700
800
Log-log plot
0
Power Spectrum (Pa/Hz
1/2
)
10
-1
10
-2
10
-3
10
-4
10
1
2
10
10
f (Hz)
Figure 8-36: High resolution power spectral density of sound pressure inside the
SBIL enclosure with and without the air handlers running. The same data is shown
on semi-log and log-log plots.
acoustically induced accelerations in advance. However, Equation 8.39 provides some
insight into the problem.
Figure 8-37 shows the power spectrum of xue with the air handlers on and off in
the top plot. The bottom plot shows the ratio of the pressures from Figure 8-36 and
the ratio of xue . Since the change in acoustic pressure is small and vibration errors
do not dominate over the whole spectrum, the data must be evaluated carefully.
Vibrational errors occur at the obvious resonances in the xue data. However, in
between the resonances there is a noise floor not due to vibrations. The data confirms
the resonances around 145 Hz and 185 Hz have magnitude linearly proportional to
248
3
10
xue air handlers on and off
0
10
xue (nm/sqrt(Hz)
Air handler off
Air handler on
-1
10
-2
10
-3
10
0
100
200
300
400
500
600
700
Frequency (Hz), resolution=0.35Hz, nfft = 4096
Ratio of xue and pressure, air handlers on / off
2
10
ratio xue
ratio P
1
Ratio
10
0
10
-1
10
0
100
200
300
400
500
600
700
Frequency (Hz)
Figure 8-37: The top plot contains the power spectrum of the unobservable error with
the air handlers on and off. The bottom plot compares the ratio of the unobservable
error and pressure with air handlers on and off.
249
pressure. The acoustic pressure change in the range of 240 Hz to 300 Hz is too small
to evaluate any changes. In the range of 380 to 450 Hz, the resonances are confirmed
to be proportional to acoustic pressure. The xue noise between 100 and 700 Hz with
the air handler on and off is 0.59 and 0.57 respectively, thus the air handler acoustics
has a small effect.
The data in Figure 8-37 shows an increase in xue between 2 and 100 Hz with the
air handler on. Except for the 60 Hz noise, the additional errors between 2 and 100
Hz with the air handlers on are attributed to index variations caused by parcels of
moving air that have varying temperature. The noise between 10 and 59.5 Hz is 0.38
nm 1σ with the air handlers on versus 0.21 nm 1σ with the air handlers off. For this
data, the total noise between 0 and 100 Hz is 0.84 nm 1σ with the air handler on.
Removing the 60 Hz noise will bring the 1σ down to 0.75 nm for this range. The
spikes at 60 Hz, 300 Hz, and 420 Hz for xue are all larger than the increase in sound
pressure. These spikes are likely due to electrical ground loop issues in the SBIL
electronics. The noise between 59.5 Hz and 60.5 Hz with the air handlers on is 0.38
nm 1σ compared to 0.04 nm 1σ with the air handlers off.
When the enclosure was first installed, the stage error was dominated by 60 Hz
noise and its harmonics. The large contamination was traced to the SCR’s2 in the
air handlers, which cause huge surges in currents through electrical heater coils. The
60 Hz stage errors were greatly reduced when only the SCR’s were shut down. The
air handler is on a totally different breaker than the SBIL electronics, therefore the
interference must be radiated. The problem for the stage was resolved after making
a direct connection with several 12 gauge wire leads between the stage amplifier and
the VME rack ground. Some of the 60 Hz noise in xue may in fact be vibration but
since xue increases much more at 60 Hz than the acoustic pressure, most of this noise
is electrical and can probably be corrected by more direct leads between the VME
rack and the remaining electronics. In Section 8.5, I verify the stage amplifier is not
the source of the 60 Hz noise by observing no decrease in xue at this frequency when
the amplifier is shut off.
2
Silicon Controlled Rectifier model Robicon SSRP Series 1-15-P
250
2
10
Ratio of parameter with air handler on/off
refrac
θZsm
P
1
10
0
10
-1
10
0
100
200
300
400
500
Frequency (Hz)
600
700
800
Figure 8-38: Ratio of refractometer, θZsm , and pressure with air handlers on and off.
Figure 8-38 shows the ratio of the power spectral densities for the refractometer,
θZsm , and pressure with the air handler on and off. The measurement θZsm is the
differential yaw motion between the stage and the metrology block measured by the
angle axis of the stage x axis interferometer. Between 10 and 140 Hz there is very
good correspondence between acoustic pressure and the refractometer. With the air
handler on the 1σ for this frequency range is 0.85 ppb for the refractometer and
0.27 Pa for the pressure. This measured sensitivity of 3.1 ppb/Pa is not far from
the expected sensitivity to adiabatic pressure changes of 1.9 ppb/Pa. It is not clear
why the measured sensitivity is higher than the theoretical sensitivity, however. The
measured sensitivity is closer to the constant temperature pressure sensitivity of 27
ppb/Pa. The larger sensitivity than measured could be attributed to reflection of
251
900
0.4
-0.425
0.2
, µrad
-0.42
Zsm
0.6
θ
Refractometer (∆n/n), ppm
-0.415
Power spectrum of data (units/sqrt(Hz))
-0.43
0
0.5
1
1.5
2
2.5
Time (s), Timer period=0.1 ms.
3
3.5
4
0
0
10
Refractometer. µ = -0.424, 3σ =0.005 ppm
θZsm µ = 0.30, 3σ =0.16 µrad
-2
10
-4
10
-6
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
Figure 8-39: Refractometer and θZsm data when the air handlers are on.
the sound waves from the face of the metrology block. However, I did not measure
significant increases in pressure when the microphone was moved very close to the
refractometer beam paths. The figure also shows that θZsm has a large increase at low
frequency ranges. I suspect this is turbulence related and not real angle variations.
The refractometer and angle data used is shown in Figure 8-39 for the air handlers on
and in Figure 8-40 for the air handler off. When the air handler is off, the large θZsm
variation is evident at low frequency. In general, I have observed large sensitivity to air
index nonuniformity on the θZsm axis. Nonuniformity with spatial period components
on the order of 5 centimeters or twice the maximum separation of the beams produces
the largest errors for the angle axis interferometer.
252
-0.365
0.6
-0.37
0.4
-0.375
0.2
θ
Zsm
µrad
0.8
-0.38
Power spectrum of data (units/sqrt(Hz))
Refractometer (∆n/n), ppm
-0.36
0
0.5
1
1.5
2
2.5
Time (s), Timer period=0.1 ms.
3
3.5
4
0
0
10
Refractometer. µ = -0.373, 3σ = 0.010 ppm
µ = 0.393, 3σ =0.308 µrad
θ
Zsm
-2
10
-4
10
-6
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
Figure 8-40: Refractometer and θZsm data when the air handler is off.
253
5000
8.4
Stage control
The stage control is based on classical frequency response techniques. The form of the
controller is similar to that discussed in my masters thesis [60]. In Chapter 6 of that
thesis, I developed the controls for a single degree of freedom scanning stage. The
control form is a lead-double lag compensator. The double lag produces a controller
with zero steady state error for a ramp input while the lead is necessary for stability.
Since the residual stage error can be locked out by the high speed fringe locking
control, the stage error is not critical for SBIL. However, poor stage control would
be an indication of high disturbances. Furthermore, it is desirable for the control
and profiling to not introduce disturbances during constant velocity scanning. Extra
disturbance can also lead to unobservable errors due to vibration of the components
and the metrology frame. The stage control does differ from my previous efforts in
that it also includes feedforward of the stage acceleration. The stage more closely
follows the position profile with this addition. The control system also feedforwards
an analog signal proportional to the stage acceleration and position to the isolation
system. The isolation system is configured with motors to cancel reaction forces
caused by accelerations and changes in the position of center of gravity of the stage.
Figure 8-41 shows the frequency responses for the stage x axis. The first data
plotted is the experimental frequency response obtained by injecting a white noise
disturbance into the system and outputting the loop input and loop outputs to the
DAC’s. The signals were analyzed by the digital signal analyzer. The experimental
plant is used to design the control system. However, the simplest model of the plant
is
G(s) =
The ratio
b
m
KG
.
s2 + mb s
(8.41)
is the ratio of the dashpot constant to the stage mass, which was deter-
mined to be 7.9 rad/s from a force step. The gain KG is an experimentally determined
constant. The plotted second order plant uses this model. The second order plant is
pretty good in the range of a few Hz to about 100 Hz. At high frequency, the column
dynamics and the compliance of the stage cause deviations from the model. At low
254
Experimental plant
Second order plant
Controller
Experimental Loop Transmission
Modelled System
5
Gain
10
0
10
0
10
1
2
10
10
f (Hz)
Phase (deg)
0
-100
-200
-300
-400
0
10
1
2
10
10
f (Hz)
Figure 8-41: Experimental and modeled frequency responses for the stage x axis.
frequency, the disturbance injection was not sufficient to provide clean data. There is
also an effect to be discussed further that I believe is due to the magnetic preloading.
The double lag, lead controller has the form
H(s) =
KH (s + z)3
s2 (s + p)
(8.42)
The locations of the pole and zeros are determined from the design equations
wc =
√
255
pz
(8.43)
and
p = γz.
(8.44)
The nominal cross over frequency is wc and γ is a design parameter chosen to provide
sufficient phase margin. The x axis uses γ = 33 and wc = 2π × 25 rad/s. The system
gain was adjusted for cross over at 25 Hz where the loop transmission achieved a
phase margin of 45◦ . The pole is located at 144 Hz and the zeroes are located
at 4.4 Hz. The continuous time controller was converted to its discrete time form
using Matlab’s “c2d” function, zero-order-hold, and a sampling rate of 10 KHz. For
bandwidths about 25% faster, the column resonance at around 168 Hz had significant
amplification. The bandwidth was conservatively chosen to prevent amplification of
disturbances by no more than 6 dB.
On this stage, there is an interesting effect at low frequencies. Figure 8-42 shows
the experimental frequency response of the plant at low frequency. The stage actually
appears connected to the payload by a spring. The effect has nothing to do with the
vibration isolation system, since the response is similar for the case when the granite
is down on its hard stops as shown. For small differences in the stage position, the
spring constant varies. The magnetic preloading is believed to produce forces on the
stage that are dependent on the stage position. The force is also felt when moving
the stage around by hand. The spring constant and hence the natural frequency of
the system is shown to be dependent and repeatable with the stage position. The
effect on the control system design is minimal since these dynamics don’t affect the
stability of the system. However, the reduced gain at low frequency will decrease the
disturbance rejection. Also, this data shows the gain at 10 Hz is fairly independent of
position while the force gradient is not. The varying forces on the stage with position
disturb the stage during scans.
The frequency responses for the y axis are plotted in Figure 8-43. The ratio
b
m
was determined to be 3.1 rad/s from a force step. The y axis uses γ = 40 and
wc = 2π × 40 rad/s. The system gain was adjusted for cross over at 40 Hz where
the loop transmission achieved a phase margin of 45◦ . The pole is located at 250 Hz
256
Granite Down, xstart=arbitrary
Floating, xstart = 0.00635 m
Floating, xstart = 0.0 m
Floating, xstart = 0.0 m, set2
Floating, xstart = -0.01 m
Floating, xstart = -0.01 m, set2
5
10
Gain
4
10
3
10
2
10
0
1
10
10
f (Hz)
Phase (deg)
0
-50
-100
-150
0
1
10
10
f (Hz)
Figure 8-42: Experimental frequency responses of the x axis plant at low frequency.
257
Experimental plant
Second order plant
Controller
Experimental Loop Transmission
Modeled System
5
Gain
10
0
10
0
10
1
2
10
10
3
10
f (Hz)
100
Phase (deg)
0
-100
-200
-300
-400
0
10
1
2
10
10
3
10
f (Hz)
Figure 8-43: Experimental and modeled frequency responses for the stage y axis.
and the zeroes are located at 2.5 Hz. For bandwidths of 50 Hz on the y axis, the x
axis would start resonating at 168 Hz. Thus, the coupling between the x and y axis
control limits the control performance. In particular, the resonance at 168 Hz, limits
both axes.
A plot of the x and y axis stage error when the stage is stationary is in Figure
8-44. The x axis 3σ error is 28 nm while the y axis 3σ error is 11 nm. The power
spectrum of the error is plotted in Figure 8-45. The x axis error is worse than the
y axis for at least two reasons. Since the x axis has a lower bandwidth controller,
258
X error, µ=-0.02 nm, 3 σ=28 nm
X axis stage error (nm)
40
20
0
-20
-40
0
0.5
1
1.5
2
Time (s), Timer period=0.1 ms.
3
Y error, µ=0.036 nm, 3σ=11.3 nm
15
Y axis stage error (nm)
2.5
10
5
0
-5
-10
-15
0
0.5
1
1.5
2
Time (s), Timer period=0.1 ms.
2.5
Figure 8-44: Position error plots for the stage when it is nominally stationary.
the disturbance rejection at low frequencies is worse as seen in the power spectrum.
Secondly, the x axis interferometer is column referenced while the y axis is not. The
relatively large optical bench structure has more vibration than the relatively rigid
tower supporting the y axis interferometer head. The high frequency x axis error is
largely the column mirror vibrating and not the stage moving.
Although the stage uses air bearings, which are very smooth, the stage does
experience forces that depend on the stage position. Motor ripple force, amplifier
commutation issues, and external forces associated with the magnetic preload and
perhaps the cabling cause stage errors during scanning. The stage system can scan at
speeds of 300 mm/s and accelerate at 0.3 g’s. Typical velocities and accelerations for
writing were 50 mm/s and 0.05 g however. In this thesis, the scanning performance
259
3
Power spectrum (nm/sqrt(Hz))
semi-log plot
X error, µ=-0.02 nm, 3 σ=28 nm
Y error, µ=0.036 nm, 3σ=11.3 nm
0
10
-2
10
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
Power spectrum (nm/sqrt(Hz))
log-log plot
0
10
-2
10
1
10
2
10
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
3
10
Figure 8-45: Power spectrum of the stage errors on semi-log and log-log plots. The
data to calculate the power spectrums is from Figure 8-44.
is mainly evaluated at 100 mm/s, a speed even faster than that used to write.
Figure 8-46 shows the y axis error during the constant velocity portion of a 0.1 m/s
scan. There is clearly a periodic error consisting of three strong frequency components
indicated in the FFT in the lower plot. The harmonic at the 3.3 Hz corresponds to the
first harmonic of the motor spatial period of 3 cm. The second and fourth harmonics
at 6.6 Hz and 13 Hz contribute significant errors too. The y axis scanning, though
seemingly bad, is still sufficiently smooth. The x axis scanning is much worse than
the y axis as seen in the x axis error data during a constant velocity 0.1 m/s scan
in Figure 8-47. The disturbance at the first harmonic is at least partly due to a
bad commutation. Offset currents in the phases would produce the first harmonic
260
5000
800
600
y error, (nm)
400
200
0
-200
-400
-600
-800
0
0.5
1
1.5
2
2.5
t (s)
3
3.5
4
4.5
5
30
35
40
45
50
FFT coefficient magnitude (nm)
FFT of data
250
200
150
100
50
0
0
5
10
15
Second harmonic,
180 nm
First harmonic,
230 nm
20
25
f (Hz)
Fourth harmonic,
160 nm
Figure 8-46: The top plot is the y axis error during constant velocity portion of a 0.1
m/s scan. The bottom plot is the FFT of the data. The harmonics correspond to the
motor spatial period.
261
error. Since fast scanning is not performed in the x axis, the poor high speed x axis
error is inconsequential. Any variation in the motor force constant as a function of
position is an issue for the x axis acceleration estimation, however. The feedforward
performance is affected by the acceleration estimation but the short steps of the x
axis do not demand the best rejection of reaction forces either.
The stage scan shows periodic ripple due to the motor design and nonideal commutation. Some of the ripple is inherent in a motor built from block magnets and
discrete coil arrays [56, 55]. A Halbach magnet array design and additional coils per
period would reduce this contribution to the force ripple. However, some of the forces
during scanning are due to the tolerances of the magnets and coils, offset currents in
the stage amplifier, and nonideal magnetic preloading among other possible causes.
A repetitive control strategy [73] may provide the best solution for smoother scanning. Or simply force mapping and linearizing the motor output may significantly
enhance the scanning performance. Adaptive control schemes have also been applied
to ripple force problems [105]. Although better scanning performance could certainly
be attained, the performance demonstrated is sufficient for an angstrom level error
budget for vibration.
Figure 8-48 shows the x and y axis accelerations during a 0.1 m/s scan along the y
axis and the associated Gaussian filtered data where d/v = 20 ms. The accelerations
were computed by filtering the position error data in Figure 8-46 with a double
differentiator and a four pole Butterworth filter. The poles were place at 800 Hz. The
transfer function of the filter is plotted in Figure 8-49. The filtering was implemented
using Matlab’s “lsim” function.
During scanning the stage accelerations increase as a result of disturbances. For
the data in Figure 8-48, the Gaussian filtered accelerations are 99 µg, 3σ and ± 130
µg peak-to-valley for the x axis. This is much larger than the ±25 µg peak-to-valley
accelerations for the x axis when the stage is still. The y axis accelerations are 310 µg,
3σ and ± 260 µg peak-to-valley. Again, these accelerations are much larger than the
still condition where the stage y acceleration is ±15 µg. The payload will accelerate
roughly 20 times less than these stage induced accelerations since the payload is 20
262
4
1.5
x 10
x error, (nm)
1
0.5
0
-0.5
-1
-1.5
0.5
1
1.5
2
2.5
3
t (s)
FFT coefficient magnitude (nm)
FFT of data
10000
8000
6000
4000
2000
0
0
5
10
15
20
25
30
f (Hz)
Second harmonic,
2300 nm
Fourth harmonic,
First harmonic,
330 nm
9600 nm
Figure 8-47: The top plot is the x axis error during constant velocity portion of a 0.1
m/s scan. The bottom plot is the FFT of the data. The harmonics correspond to the
motor spatial period.
263
35
X accel err, µ=1.98e-007 g, 3σ=1.76e-003 g
X accel err, d/v = 20 ms, 3σ=9.88e-005 g
-3
X axis acceleration error (g's)
x 10
2
1
0
-1
-2
0
0.5
1
Y axis acceleration error (g's)
2
2.5
3
Time (s), Timer period=0.3 ms.
3.5
4
4.5
5
4
4.5
5
Y accel err, µ=-1.50e-007 g, 3σ=1.05e-003 g
Y accel err, d/v = 20 ms, 3σ=3.14e-004 g
-3
1.5
1.5
x 10
1
0.5
0
-0.5
-1
-1.5
0
0.5
1
1.5
2
2.5
3
Time (s), Timer period=0.3 ms.
3.5
Figure 8-48: The x and y axis accelerations during a 0.1 m/s scan velocity in the y
axis.
264
-2
Gain (g/nm)
10
-4
10
-6
10
-8
10
1
2
10
3
10
10
4
10
f (Hz)
200
Phase (deg)
100
0
-100
-200
1
10
2
3
10
10
f (Hz)
Figure 8-49: Transfer function of position to acceleration filter.
times more massive than the stage mass. Since the chuck has a vibration sensitivity
of 0.050 nm/mg, these accelerations are expected to be acceptable for sub-angstrom
error budgets for the chuck.
The stage does not perform fast scanning in the x axis, thus the dynamic performance at high speed are inconsequential for this axis. However, for the sake of
completeness, the stage was calculated to have x axis accelerations of ±1.5 mg peakto-valley for x and ±95 µg peak-to-valley for y during the 0.1 m/s x axis scan in
Figure 8-47. These values are the Gaussian filtered accelerations with d/v = 20 ms.
265
4
10
8.5
The unobservable error with the stage amplifier off and with the stage air bearings down.
To test whether the stage electronics are contributing any significant electrical noise
such as the 60 Hz noise noted in Section 8.3, I measured xue when the stage amplifier was off. This experiment, where the stage is freely floating on its air bearings,
also determines the significance of the stage control’s disturbance rejection on the
unobservable errors. It was also of interest to measure xue while air to the bearings
was shut off since the stage is more stable resting on its pads than any control could
probably attain (except at very low frequencies where thermal expansion dominates).
Figure 8-50 shows the power spectral density of xue when the stage amplifier is off,
when the stage air is off and when the stage was controlled. To show the difference
more clearly, Figure 8-51 shows the ratio of the power spectrums. When the amplifier
is off, the SBIL error is within a factor of two for most of the data. Over the range of
frequency shown, from 0 to 715 Hz, the 1σ is 1.05 nm when the stage is controlled.
The case when the amplifier was off and the stage was floating had a 1σ is 1.11 nm
and the case when the stage air was off had a 1σ of 1.08 nm. The difference is not
statistically significant. Since the 60 Hz noise and 120 Hz noise is present when the
stage amplifier is off, this noise is not associated with the amplifier – or at least some
other source dominates. There is a difference at 300 Hz and 420 Hz but this noise is
small to begin with and it is really to fast to be a concern.
When the stage was freely floating the fringe locking correction was large because
the 3σ stage x error was 1.7 µm. Also, the 3σ stage x velocity was computed to
be 1.7 µm/s when the stage is floating compared to 0.029 µm/s when controlled.
The nonlinearity (discussed in Section 9.4) of the interferometers spreads to higher
frequencies in the xue data when the stage has larger amplitude of error and higher
velocities. I attribute the small increase in xue up to about 100 Hz when the stage is
freely floating to the transfer of the nonlinearity to higher frequency.
From the results of this experiment, it can be concluded that the additional stage
error has little effect on the SBIL error. The stage control does reject disturbances at
266
0
10
Power Spectrum (nm/Hz
1/2
)
Stage amplifier off
Stage air off and amp off
Stage controlled
-1
10
-2
10
-3
10
0
100
200
300
400
f (Hz)
500
600
700
800
Log-log plot
0
Power Spectrum (nm/Hz
1/2
)
10
-1
10
-2
10
-3
10
-1
10
0
1
10
10
f (Hz)
2
10
Figure 8-50: Power spectral density of xue when the stage amplifier is off, when the
stage air is off, and when the stage is controlled.
low frequency, however, these disturbances are low enough that they don’t introduce
significant errors when the stage control is off. Thus, for this system, the error is
insensitive to the stage performance for the ambient disturbances.
267
3
10
Ratio of power spectrums
Amplifier off/controlled
Air off/controlled
0
10
0
100
200
300
400
f (Hz)
500
600
700
Figure 8-51: Ratio of power spectral densities of xue . The plot shows ratio xue when
the stage amplifier is off over when the stage is controlled. Also, the ratio when the
stage air is off over when the stage is controlled is shown.
268
800
Chapter 9
System Performance
This chapter discusses the system writing and reading performance. Static stability
and the dynamic errors associated with scanning are demonstrated. Writing and
reading performance is evaluated from phase maps of SBIL written gratings.
9.1
Short term stability
The grating-to-fringe placement is the fundamental performance metric for SBIL.
Figure 9-1 shows x4 over four seconds sampled at the 10 KHz. The raw data is
taken directly from the Zygo phase meters that have an internal filter with a -3 dB
bandwidth of 15 KHz. The raw 3σ error in x4 is 3.89 nm. The Gaussian data uses
the d/v parameter of 20 ms, which corresponds to a stage velocity of 100 mm/s and
a 2 mm diameter beam. The 3σ error for the Gaussian filtered data is 1.94 nm. The
x4 data includes the unobservable error and the residual fringe locking error. Based
on x4 , the normalized dose amplitude error is better than -0.03%. Thus, the fringe
jitter is small enough to provide excellent contrast.
In the x4 data, most of the residual fringe locking error is averaged by the Gaussian
filter; the unobservable error at the same time in Figure 9-2 is very nearly the same
as x4 for the Gaussian filtered data. The Gaussian filtered xue is 1.95 nm 3σ versus
1.94 nm for x4 . The slightly worse xue is attributed to rounding associated with the
data acquisition. The unfiltered xue is notably better than x4 with a 3σ of 3.34 nm.
269
x4 raw, 3σ=3.89 nm
x , 3σ=1.94 nm, d/v=0.02 s
Fringe-to-Substrate Stability
4
6
4
x4 (nm)
2
0
-2
-4
-6
0
0.5
1
1.5
2
2.5
Time (s), Timer period=0.1 ms.
3
3.5
4
3.5
4
Estimated Dose Amplitude Error Due to Phase Jitter
Normalize dose amplitude
error, eA (%)
-0.005
-0.01
-0.015
-0.02
-0.025
-0.03
0
0.5
1
1.5
2
2.5
Time (s), Timer period=0.1 ms.
3
Figure 9-1: The upper plot is the grating-to-fringe stability, x4 , sampled at 10 KHz.
The lower figure plots the calculated normalized dose amplitude error due to the x4
assuming d/v=.02 s.
270
xue raw, 3σ=3.34 nm
x , 3σ=1.95 nm, d/v=20 ms
ue
5
4
3
2
0
x
ue
(nm)
1
-1
-2
-3
-4
-5
0
0.5
1
1.5
2
2.5
Time (s), Timer period=0.1 ms.
3
3.5
Figure 9-2: The unobservable error, xue , sampled at the same time as the data shown
in Figure 9-1.
271
4
x raw, 3σ=3.12 nm
ue
xue, 3σ=2.12 nm, d/v=20 ms
5
4
3
2
0
x
ue
(nm)
1
-1
-2
-3
-4
-5
0
10
20
30
40
50
Time (s), Resampled timer period=0.7 ms.
Data bandlimited from 0 to 714 Hz
Figure 9-3: Unobservable error over 56 seconds while the stage is static. Raw data
and Gaussian filtered data are shown.
Figure 9-3 shows xue over 56 seconds. The data was downsampled seven times
from 10 KHz sampled data and it was filtered with a 714 Hz cut off frequency for
band limited data. The raw xue data has a 3σ variation of about 3 nm and about
2 nm, 3σ for the Gaussian filtered data. To give another idea of what the static xue
data looks like on shorter time scales, Figure 9-4 contains just the first 7 seconds of
the data of Figure 9-4.
The (square root) power spectrum of the xue data from Figure 9-3 is shown in
Figure 9-5. I have noted distinctive error regions in the Figure. Note the fast cut off
272
3
2
1
-1
x
ue
(nm)
0
-2
-3
-4
-5
0
1
2
3
4
5
Time (s), Resampled timer period=0.7 ms.
6
Figure 9-4: Unobservable error over seven seconds while the stage is static. Raw data
and Gaussian filtered data are shown.
for the Gaussian filtered data. The errors at high frequency that are filtered include
those due to vibrations and most of the electrical noise. Even the 60 Hz electrical
noise is filtered by a factor of 6× when d/v = 20 ms. The 3σ values shown in the
figure were computed by integrating the power spectrum of the raw data. The air
index nonuniformity and the part expansion errors, which occur at low frequencies,
limit the performance of the system. Between 0 and 59.5 Hz the unobservable error
is 2.3 nm, 3σ. The nonlinearity of the interferometers is also included in the low
frequency errors. In section 9.4, I determine that the nonlinearity errors are much
smaller compared to the remaining errors at low frequency.
Scanning slow is beneficial. The standard deviation versus v/d can be computed
273
7
60 Hz electrical, 3σ=1.1 nm
for 59.5 Hz to 60.5 Hz.
x raw, 3σ=3.12 nm
ue
x , 3σ=2.12 nm, d/v=20 ms
ue
0
(nm/sqrt(Hz))
10
3σ=1.8 nm for 100 Hz to 714 Hz.
Thermal expansion, 0 to ≈0.04 Hz.
Air index nonuniformity, 3σ=2.3 nm for 0 Hz to 59.5 Hz.
-1
Power spectrum of x
ue
10
-2
10
Vibrations
-3
10
0
100
200
300
400
500
600
700
Frequency (Hz), resolution=0.35 Hz, nfft = 4096
Figure 9-5: Power spectrum of xue computed from the data in Figure 9-3. The
Gaussian filtered data shows the very fast cutoff. Dominant error sources in different
frequency bands are indicated.
from
2
(v/d)
σue
∞
1
=
Sue (f ) exp −
8
−∞
πf d
v
2 2
df.
(9.1)
This relation follows from Equation 8.16 and the definition for MG given in Equation
3.51. In practice the integration limits range from 0 Hz to the Nyquist frequency. The
three sigma xue versus v/d is shown in Figure 9-6. This data indicates the placement
repeatability versus scan speed assuming the dynamic errors are negligible. In Section
274
linear plot
3
xue, 3σ nm
2.5
2
1.5
1
0.5
0
0
100
200
300
400
500
600
v/d (Hz)
xue, 3σ nm
log-log plot
0
10
0
10
1
2
10
10
v/d (Hz)
Figure 9-6: The xue , 3σ computed by integrating the power spectrum versus v/d. The
same data is shown on linear and log-log plots.
9.3, I experimentally confirm the dynamic errors, which essentially superpose with the
static errors, are indeed negligible. When v/d = 1 Hz, xue = 1.0 nm, 3σ compared with
xue = 1.8 nm, 3σ at v/d = 10 Hz and xue = 2.1 nm, 3σ at v/d = 50 Hz. Increasing the
performance with reduced speed is expensive – a 50× drop in throughput improves
the performance by only 2.1×. The filtering behavior of overlapping multiple scans
might be considered in future work.
Since the data set used to compute the power spectrum in Figure 9-5 was only
56 seconds long, there is some additional error at very low frequencies not included.
However, the integral of the power spectrum from 0 to 1.4 Hz equals the 1.4 nm 3σ for
data that was bandlimited from 0 to 1.4 Hz taken over an hour. That longer data is
275
700
discussed in the next section. Thus, very little additional noise power is contributed
over longer time scales. Moving the stage through air with temperature gradients will
in practice lead to additional low frequency errors however.
9.2
Long term stability and refractometer calibration
Interferometer systems with deadpath in air, such as the stage DMI, must be corrected
[102] to achieve long term stability better than about 10 ppm. The SBIL system uses
an interferometer-based refractometer to correct for instability in the vacuum wavelength and air index. Accurate refractometer calibration coefficients compensate not
only for the deadpath in the DMI but also for any deadpath in the metrology block
interferometer. The deadpath in the metrology block interferometer although nominally zero was expected to be less than a centimeter based on assembly tolerances of
the optics on the block. Since an uncompensated 1 cm deadpath would contribute
a nanometer of error for 0.1 ppm index change, empirically based refractometer coefficients that capture all deadpath terms significantly enhances the accuracy of the
system. In this section I discuss the refractometer calibration procedure that also
indicates the effectiveness of the correction.
The refractometer correction is applied to the stage x axis whose phase is given
by
φx =
2π(Ls − Lm )n
+ φx,o
λDM I,air
(9.2)
where the distance Ls − Lm is the deadpath or the difference between the stage beam
path and the column beam path. The arbitrary start phase φx,o depends on where the
axis was zeroed. The interference scale factor n is 4 for a double pass interferometer.
The stage position relative to the metrology block reference is calculated as
Ls − Lm =
(φx − φx,o) λDM I,air
n2π
276
(9.3)
To accurately measure the stage position to a nanometer, the wavelength of the DMI
must be known to 1 nm over 0.15 m or to 7 ppb. For this SBIL project, it was decided
to forego absolute accuracy that may be traceable to some national standard, at least
for the foreseeable future. Instead, a repeatable length scale would suffice for the
applications of interest. This repeatable length scale would be a grating written by
SBIL that would then serve as a length scale calibration artifact. Before writing or
reading a grating, the SBIL system would calibrate its scale to the length of a fixed
number of periods of the artifact grating. Then the refractometer would compensate
for any air index or laser vacuum wavelength changes that occur after the calibration.
For my work, I did not end up implementing the artifact grating because time ran
out. Furthermore, the length scale does not affect the linearity of the gratings but
only the period. At this phase in the research, demonstrating linear gratings was
considered the necessary first step. Low CTE substrates will be another important
consideration for maintaining the scale accuracy of the written gratings. The chuck
is already designed to accommodate a grating length scale.
The grating length scale can be extremely stable if it and the chuck is fabricated
from a low CTE material. For instance, when using Zerodur Expansion Class 0, which
has a CTE of 20 ppb/C, in an environment controlled to 5 mK the length scale can
be stable to 0.1 ppb. This is much better than the uncertainty of laser wavelength
calculated from temperature, pressure, humidity, and CO2 concentrations, which can
be ±30 ppb [8, 9]. Furthermore, the Zygo laser has a lifetime wavelength accuracy of
± 100 ppb and a stability of ± 10 ppb over 24 hours.
The refractometer correction is extremely important to the stability of the system
during the time of writing, which may be from 10 minutes to perhaps several hours.
However, for most writing scenarios the time should be under an hour with typical
refractivity changes of 0.1 ppm. Therefore, the refractometer typically corrects for 15
nm of error if 150 mm deadpath is assumed.
The refractometer interferometer phase is given by
φR = 2πRn
1
λDM I,air
−
1
λDM I,air,o
277
= 2πRn
∆λ
.
λDM I,air λDM I,air,o
(9.4)
The distance R is the deadpath of the refractometer. The wavelength of the DMI at
the time the refractometer axis was zeroed is λDM I,air,o. The change in wavelength
∆λ is defined as
∆λ = λDM I,air − λDM I,air,o.
(9.5)
Solving Equation 9.4 for λDM I,air one obtains
λDM I,air =
λDM I,air,o
φR λDM I,air,o
+
2πRn
1
=
λDM I,air,o
∆λ
+1
λDM I,air
(9.6)
For ∆λ/λDM I,air << 1, this simplifies to
λDM I,air ≈ λDM I,air,o −
∆λ
λDM I,air
= λDM I,air,o
φR λDM I,air,o
1−
.
2πRn
(9.7)
Substituting this relation into Equation 9.3, the stage position relative to the column
reference is calculated as
(φx − φx,o ) λDM I,air,o
φR λDM I,air,o
1−
.
Ls − Lm =
2πn
2πRn
(9.8)
The length scale obtained from measuring the grating would be used to repeatably
establish λDM I,air,o.
Without refractometer compensation, there will be unobservable error that is
linearly related to the refractometer measurement. By least squares fitting data,
the refractometer coefficients that indicate the location of zero deadpath and the
refractometer cavity length are calculated. The part of the refractometer cavity length
built into the metrology block could be measured directly to high certainty using the
SBIL system’s own stage and a federal gauge. However, the built in deadpath of
the DPMI is only specified to about ±2 mm. Also, the zero deadpath location has
uncertainty; the UV interferometer may have a deadpath and the dead path of the x
axis interferometer head is not specified to any certainty. Because of the uncertainties,
it is desirable to measure the refractometer coefficients directly. Also, the effectiveness
278
of the correction is evaluated from the experimentally verified performance.
Figure 9-7 shows the unobservable error with and without refractometer compensation along with the refractometer data taken at the same time. The data is
bandlimited to 1.4 Hz and is an hour long. Over the course of an hour the refractivity varied by 0.15 ppm, which leads to about 10 nm of error in the data shown.
For deadpaths of 0.15 meters, the drift would be 23 nm. Since the environment
has very stable temperature and humidity, most of the variation is due to pressure
changes. Over many hours, the refractivity can vary by 10 ppm in extreme cases because of weather related pressure. Non weather related pressure changes such as the
clean room doors opening also produces sudden pressure changes that are effectively
compensated.
The refractometer is not effective for index variations faster than about 0.04 Hz
as indicated in Figure 9-8. The plot shows the (square root) power spectrum for the
hour long data. PSD’s for the compensated and uncompensated unobservable error
as well as the refractometer correction are plotted. After 0.04 Hz the refractometer
signal drops off much faster than the xue signals and the compensated data is no
longer better than the uncompensated data. The larger xue at high frequency is
expected since the velocity of the air in the refractometer beam path is believed to be
much slower than the air velocity in the stage beam paths. Most of the error in the
compensated data, which is about ± 2 nm peak to valley and 1.44 nm 3σ is attributed
to the air index nonuniformity since much of the noise occurs over tens of seconds
long time scales or faster. Between 0.04 and 1.4 Hz, the 3σ square root power is 1.26
nm.
Also, seen in the power spectrum is the spike in the refractometer correction data
at 0.06 Hz that is not seen in the uncompensated data. This time scale suggests the
thermal control as the source of this non uniformity. The residual error at frequencies
below 0.04 Hz is probably largely associated with the expansion of the thermally
sensitive assemblies. The 3σ square root power between 0 and 0.04 Hz is 0.7 nm. This
data was taken with the system very well thermally equilibrated. Poor equilibration
or motion of the stage through a temperature gradient, leads to additional errors.
279
xue compensated (nm)
Unobservable error after refractometer compensation (3σ= 1.4 nm)
2
1
0
-1
-2
0
1000
1500
2000
2500
Time (s), resampled timer period=360 ms.
3000
3500
3000
3500
3000
3500
uncompensated (nm)
Uncompensated unobservable errror.
-5
-10
-15
ue
x
Refractometer (∆n/n), ppm
500
-20
0
500
1000
1500
2000
2500
Time (s), resampled timer period=360 ms.
Refractometer data
0.1
0.05
0
-0.05
-0.1
0
500
1000
1500
2000
2500
Time (s), resampled timer period=360 ms.
Figure 9-7: The top plot is the long term unobservable error with refractometer
compensation. The middle plot is the unobservable error without refractometer compensation. The bottom plot is the refractometer data taken at the same time. The
data is the bandlimited to 1.4 Hz.
280
xue uncompensated, 3σ= 8.3 nm
xue compensated, 3σ= 1.4 nm
Power spectrums (nm)/sqrt(Hz)
Refractometer correction, 3σ= 8.2 nm
1
10
0
10
-1
10
-2
10
-1
10
Frequency (Hz), resolution=0.0027Hz
0
10
Figure 9-8: The power spectrums of the compensated and uncompensated xue data
from Figure 9-7. The power spectrum of the refractometer correction signal is also
shown. The refractometer compensation is effective up to about 0.04 Hz.
Since the uncompensated data is linearly proportional to the refractometer data,
the refractometer signal is used as a correction. The refractometer calibration coefficients are obtained by least square fitting the refractometer measurements to the
xue measurements. The doors of the clean room are opened and closed during the
measurements to artificially cause a pressure and hence index changes. The positive
pressure in the clean room falls when the doors are opened. Opening two sets of
doors produces an index change of about 0.1 ppm. Figure 9-9 shows sample data
from this procedure. The xue that is uncompensated in the top plot correlates well
with the refractometer data in the bottom plot. The xue that is compensated using
the experimentally derived refractometer coefficients shows much improved stability.
The top plot of Figure 9-10 shows the experimentally derived refractometer coef281
xue uncompensated
xue compensated
10
xue (nm)
5
0
-5
-10
0
20
40
60
80
Time (s), resampled timer period=12 ms.
100
120
Refractometer (∆n/n), ppm
-0.04
-0.06
Inner door
opened
-0.08
Outer door
closed
Outer door
opened
-0.1
Inner door
closed
-0.12
-0.14
-0.16
-0.18
0
20
40
60
80
Time (s), resampled timer period=12 ms.
100
120
Figure 9-9: The top plot shows xue that is uncompensated by the refractometer and
xue that is compensated. The bottom plot contains the refractometer measurement
taken at the same time. The doors of the clean room were opened and closed to
artificially produce a pressure change. The data is bandlimited to 42 Hz.
ficients versus the stage x position and the linear fit. The linear parameters obtained
from the fit are used to correct the stage x axis position. The difference between the
fit and the experimental data shown plotted against the left ordinate in the bottom
plot is within ± 5nm/ppm. Thus, if the refractivity changes by 0.1 ppm, the error
due to the refractometer is expected to be 0.5 nm. The deviation from the data from
a straight line might be largely from periodic error of the refractometer. Since the
change of 0.1 ppm produces a change of 0.11 periods on the refractometer phase meter, the nonlinearity is expected to be significant. Plotted against the right ordinate
of the bottom plot is the unobservable error after removing the error proportional to
282
the refractometer measurement using the least squares fit. The residual errors at zero
deadpath are much larger than any errors due to refractometer calibration. Close to
the zero deadpath location, the error is not sensitive to the stage position. However,
if the stage is moved far enough away, let’s say to less than 0.16 m, the residual
error increases with deadpath as expected for a system with nonuniform air index.
When the deadpath is close to zero, the remaining component of the air index error
is due to nonuniformity of the air index on spatial scales close to the separation of
the measurement and reference beams of the interferometers. The residual error at x
= 0.119 m where the deadpath is 0.11 m is about 3.48 nm, 3σ or about 1.1 times the
3.13 nm, 3σ at x = 0.14 where the deadpath is 0.09 m. Although more data points
need to be taken to make a more reliable conclusion, the error appears to increase by
about the ratio of the square root deadpath length. This type of increase is expected
for random air index nonuniformity.
The zero deadpath position of the stage calculated from the fit to the refractometer
coefficients is x = 0.229 meters, which is within the tolerances for the calculated
location from the engineering drawings of x = 0.231 meters. Ideally, the zero deadpath
location should be in the center of the stage travel, which would be x = 0.158. In
an optimized system, the column reference mirror on the metrology block would be
about 7 cm longer for the chuck used on the stage; the chuck mirror location was
not known at the time of the metrology block design. The maximum deadpath on
the system is about 22 cm versus 15 cm for an optimized design, assuming 300 mm
diameter substrates. Thus, assuming the square root length relation, optimizing the
maximum deadpath would improve the maximum errors by about 20%. This is a
small improvement compared to what could be obtained by improving the index
uniformity.
If the temperature gradient problem was improved, the refractometer calibration,
correction accuracy, and residual errors should improve. Performing the calibration
with larger gratings and larger deadpaths also should improve the calibration accuracy. The issue of the refractometer interferometer nonlinearity and nonlinearity in
general is dealt with in Section 9.4.1.
283
data
fit
100
90
80
70
60
50
40
0.12
0.13
0.14
0.15
Stage x position (m)
0.16
0.17
0.18
Refractometer compensation performance
10
3.5
5
3
0
2.5
-5
0.12
0.13
0.14
0.15
Stage x position (m)
0.16
0.17
2
0.18
xue after compensation (3σ, nm)
Refractometer coefficient error from fit (nm/ppm)
Refractometer coefficient (nm/ppm)
Refractometer calibration data
110
Figure 9-10: The top plot shows the experimentally derived refractometer coefficients
versus the stage x position and the linear fit. The bottom plot shows the difference
of the refractometer coefficients and the fit against the left ordinate. Additionally,
the unobservable error with the error proportional to the refractometer measurement
removed is plotted against the right ordinate.
9.3
Scanning performance
When the stage is scanning, disturbances in addition to the static ones are present
– the static and dynamic disturbances linearly superpose. Dynamic errors occur because of stage accelerations. The stage must accelerate to reach a constant velocity
and the stage accelerates in response to disturbance forces, which increase during
scanning. Additional stage errors occur in both the scan direction and in the perpendicular scan direction. Errors result because the chuck distorts under its own
inertial forces and the metrology block optics displace during payload accelerations.
Although most of the reaction forces that disturb the payload are compensated by
284
Grating nonlinearity (nm)
-2
4
2
0
2
0
0
2
0
-2
-2
230 -2
0
0
2
4
2
2
0
0
-2
-2
2
0
0
0 -2
2
4
152.5
4
6
-2
4
0
-2
2
0
2
4
2
0
2
153.5
4
2
0
2
2
153
0
2
0
0
0
6
6
4
2
2
0
2
-2
4
8
0
2
-2
0
2
2
0
0
-2
-4-2
-2
220
2
-4
-4
-4
-2
20
2
0
2
2
0
0
0
0
-4
2
2
0
2
4
-2
-4
0
0
-2
0
0
0
-4
240 0-2
0
2
0
0
0
0
0
2
250
y (mm)
2
4
4
2
0
0
2
2
0
-2
-2
-2
0
260
210
-2
-2
0
0
154
0
0
2
4
4
2
0
154.5
0
2
155
x (mm)
Figure 9-11: Nonlinear phase map of a strip of grating used in the experiments
to assess the dynamic performance of the system. The nonlinearity is shown in
nanometers versus the stage x and y positions. Note that the x and y scales are very
different.
feedforward to the isolation system motors, they are never completely canceled. The
unobservable errors due to vibration and deflections will be direct errors. The observable errors can be corrected by the fringe locking controller. At some point, the
finite disturbance rejection of the controller is also an issue.
To assess the dynamic performance of the system, a grating was read while scanning the stage. Figure 9-11 shows the nonlinear phase map of a 7 cm × 0.3 cm portion
of the grating used in this experiment. The grating lines are nominally aligned with
the y axis. The nonlinearity is shown in nanometers versus the stage x and y posi285
tions. This data was obtained by serpentine scannning the stage. The data shown
occured while the stage reference profile was at the constant velocity of 1 cm/s. The
spatial resolution of the plot is 0.62 mm in x and 0.58 mm in y. The stage was stepped
over by 0.62 mm in x. The data was downsampled 578 times from 10 KHz sampled
data. The low pass filter used in the downsampling had a cutoff frequency of 8.7 Hz
to provide bandlimited data. The shortest spatial period within the band corresponds
to 1.2 mm. This filtering applies to data along the scan direction – the y axis. The
data along the x axis is not spatially bandlimited but some filtering is provided by
the laser beam, which is bigger than the x step size. This grating was written by
the SBIL system. Since the grating has some repeatable nonlinearity, the measured
nonlinearity was used to correct the data taken while the stage was scanning. Higher
resolution data taken while scanning the stage along x = 154 mm, where the grating
nonlinearity appeared lowest, was used for correction in the scanning experiments.
Figure 9-12 shows the average xnl of two scans along x = 154 mm. The stage traveled
at a velocity of 1 cm/s during these 8 cm long scans except for the outer 400 µm on
each side where the stage was accelerating. The data was filtered with a 50 Hz cutoff
frequency, which would also filter spatial period information smaller than 0.2 mm.
Since the beam is about 10 times bigger than this spatial frequency, this resolution
should be sufficient. The difference between the two scans is shown in Figure 9-13.
This data gives an indication of how much error there is in the measurement. The
total range is less than ±4 nm. The average data should be repeatable to less than
±4 nm.
To assess the dynamic effects in the scanning data, the static stability of the
system must be known. I refer the reader to the previously discussed Figure 9-4 and
Figure 9-3 for comparison data.
For the gratings that I wrote, I typically used stage speeds of about 50 mm/s
and maximum accelerations of 0.05 g. These scanning parameters provide reasonable
throughput where a 100 mm wafer can be written in less than 10 minutes. Considering that the system should be allowed to equilibrate for longer than 10 minutes
after loading the wafer, the actual writing time was never the limiting throughput
286
6
5
4
3
xnl (nm)
2
1
0
-1
-2
-3
-4
-5
200
210
220
230
240
250
Stage y position (mm)
260
270
Figure 9-12: Average xnl of two scans measured along x = 154 mm.
consideration. Furthermore, if only a few wafers are written, the setup time and
substrate preparation is much more time consuming than the writing. Faster profiles
are an issue only for large lots of large wafers. Robotic substrate loading would also
be necessary to turn the throughput limitation into a stage speed problem.
It is of interest to demonstrate the dynamic performance and reasonable throughput capability however. Furthermore, I will demonstrate negligible dynamic errors at
even higher speeds than the ones I used for writing. Figure 9-14 shows xue during
a stage scan with 100 mm/s peak velocity and 0.1 g peak acceleration. The vertical
lines denote the start and stop of the stage profile motion. The stage profile for the
moving portion is shown in Figure 9-15. The unobservable error shows noticeable
response during the stage accelerations but no obviously worse performance during
287
280
4
Difference between xnl for two scans (nm)
3
2
1
0
-1
-2
-3
-4
200
210
220
230
240
250
Stage y position (mm)
260
270
Figure 9-13: Difference between xnl for two scans at 1 cm/s. The data was filtered
with a 50 Hz cutoff frequency.
the constant velocity portion of the scan or after the stage stops. The data while the
stage is moving is corrected using the xnl of Figure 9-12 and is expected to have additional noise due to the correction having noise. Because the SBIL system exposes the
substrate during the constant velocity portion of the scan, the additional xue during
acceleration is not a concern. This additional error during the acceleration is mainly
due to deflections of the chuck and possibly abbe offset error. The stage is shown
later in this section to yaw during acceleration; any abbe offset will contribute to
the error during acceleration. Figure 9-16 shows data from the repeated experiment.
Again there is no obviously worse error during the constant velocity portion of the
scan or after the stage stops.
During the scan, the stage has significant additional error in the scan axis and
288
280
the perpendicular scan axis. The stage error during the experiment of Figure 9-14
is plotted in Figure 9-17. The error in the y axis during the constant velocity is
largely associated with motor ripple force as discussed in 8.4. The x axis motion
is coupled with the y axis motion as indicated by the 300 nm x axis error. The
additional x axis error is correlated with the stage y axis control effort. The stage
yaw during acceleration may explain this coupling. The additional x axis error is an
extra disturbance for the fringe locking. The fringe locking error during the same
time is plotted in Figure 9-18. Within 0.1 sec of the beginning of constant velocity
portion of the scan the fringe locking error is ±0.4 nm peak to valley until the stage
decelerates for the Gaussian filtered data. Once the stage has stopped and settled
the fringe locking error is ± 0.2 nm peak to valley. The additional error is still small
compared to the unobservable error during the constant velocity portion of the scan.
However, the additional error can easily be wiped out by adding an integral-lag term
to the controller. Moreover, the power spectrum shows that noise power exists at
the low frequency range where the gain can easily be increased. Reducing the x axis
error would also reduce the fringe locking error. At this point, since the unobservable
error is so much larger than the xf le , the better controller performance would not
significantly improve the writing performance.
The feedforward of the stage accelerations and positions to the vibration isolation
motors is critical to the system working at all. For long scans, even at the very slow
stage velocity of 1 cm/s, the beam steering system fails due to lost dynamic range.
For short and long scans, the system can also bang into the isolation hard stops.
This causes ringing as can be seen in Figure 9-19. If the system bangs into the hard
stops prior to entering the constant velocity portion of the scan, the vibrations will
unacceptably diminish the contrast of the exposure. The stage for this data was
scanned with the 100 mm/s, 0.1 g profile in Figure 9-15.
To prevent the stage from crashing into the hardtops for the 8 cm scan length,
the peak velocity was slowed to 0.05 m/s and the peak acceleration was slowed to
0.05 g according the profile of Figure 9-21. The plot of the unobservable error for
this profile with the isolation feedforward off is in Figure 9-20. There is no significant
289
Scan start
Scan stop
8
4
2
0
x
ue
corrected for grating error (nm)
6
-2
-4
-6
Constant velocity
0
0.2
0.4
0.6
0.8
1
time (s)
1.2
1.4
1.6
1.8
Figure 9-14: Unobservable error while the stage is scanning with 100 mm/s peak
velocity and 0.1 g peak acceleration. Raw data and Gaussian filtered data are shown.
The vertical lines denote the scan start and stop.
increase in xue despite the feedforward being off. The payload does acquire significant
extra vibrations but they are still too small to show a significant effect. The payload
vibrations do worsen the stage control. The stage error during the 50 mm/s scan
profile with the feedforward on is shown in Figure 9-22. The comparison plot when
the isolation feedforward is off is shown in Figure 9-23. Both the x and y axes
have significant extra error with the isolation feedforward off. The stage control has
bandwidths of 25 Hz and 40 Hz for the x and y axes respectively; the disturbance
rejection is not sufficient to reject the 2 Hz rocking of the granite entirely.
290
2
Stage Reference Profile
yr -yo (m)
0.08
0.06
0.04
0.02
0
0
0.1
0.2
0.3
0.4
0.5
time(s)
0.6
0.7
0.8
0.9
1
0
0.1
0.2
0.3
0.4
0.5
time(s)
0.6
0.7
0.8
0.9
1
0
0.1
0.2
0.3
0.4
0.5
time(s)
0.6
0.7
0.8
0.9
1
Velocity ref (m/s)
0.1
0.05
Acceleration ref (m/s2)
0
0.5
0
-0.5
Figure 9-15: Stage reference profile for an 8 cm scan length (top plot). The middle
plot shows the velocity reference with the maximum scan velocity of 0.1 m/s. The
bottom plot is the acceleration reference with maximum acceleration of 0.1 g.
291
Scan start
Scan stop
8
6
2
0
-2
x
ue
corrected for grating error (nm)
4
-4
-6
-8
0
0.2
0.4
0.6
0.8
1
time (s)
1.2
1.4
1.6
1.8
Figure 9-16: Unobservable error, xue while the stage is scanning. The same scan
parameters as those for Figure 9-14 were used.
292
2
X axis stage error (nm)
400
300
200
100
0
-100
-200
-300
0
0.2
0.4
0.6
0.8
1
1.2
Time (s), Timer period=0.2 ms.
1.4
1.6
1.8
2
0
0.2
0.4
0.6
0.8
1
1.2
Time (s), Timer period=0.2 ms.
1.4
1.6
1.8
2
Y axis stage error (nm)
1000
500
0
-500
-1000
-1500
-2000
Figure 9-17: Stage error during the same time as data of Figure 9-14. The stage
reference profile was 100 mm/s scan velocity, 0.1 g peak acceleration. The stage
errors for both the x and y axis increases when the stage accelerates in the y axis.
With the feedforward off, the payload will accelerate approximately by the stage
acceleration times the ratio of stage moving mass to the granite moving mass. Since
the stage y moving mass is about 1/20 the payload mass, the granite accelerates approximately 1/20 the stage acceleration. When the stage nominally stops accelerating
the granite motion slowly damps out. Because of the accelerations, parts will deflect.
Payload components of most interest include the metrology block and its optics and
the x axis interferometer head.
The payload rocking can be simulated given the stage accelerations assuming
one dimensional motions. The transfer functions of payload acceleration to stage
293
3
2
xfle (nm)
1
0
-1
-2
Power spectrum of xfle (nm/sqrt(Hz)
-3
CV 0.4 nm max
0
0.2
0.4
Static 0.2 nm max
0.6
0.8
1
1.2
1.4
Time (s), Resampled timer period=0.2 ms.
1.6
1.8
2
0
10
xfle µ = 0.001 nm, 3σ=2.13 nm
Gaussian filtered d/v=20 ms. 3 σ=0.812 nm.
-1
10
-2
10
-3
10
-4
10
0
500
1000
1500
Frequency (Hz), resolution=1.2207Hz, nfft = 4096
2000
Figure 9-18: Fringe locking error during the same time as the data of Figure 9-14.
Additional fringe locking error occurs because of additional stage x error.
294
2500
Ringing after banging
isolation hard stops
20
xue corrected for grating error (nm)
15
10
5
0
-5
-10
-15
0
0.2
0.4
0.6
0.8
1
time (s)
1.2
1.4
1.6
1.8
Figure 9-19: The unobservable error during a 100 mm/s, 0.1 g peak acceleration scan
when the feedforward is off.
acceleration is given by
s2 ms /m1
A1 (s)
= 2
.
2
As (s)
s + 2ζ1 ωn,1s + ωn,1
(9.9)
Here, A1 (s) is the Laplace transform of the payload accelerations, ζ1 is the damping factor of the isolation system, ωn,1 is the natural frequency of the isolation system,
and the ratio ms /m1 is the ratio of stage to payload mass.
Figure 9-24 simulates the payload accelerations using Equation 9.9 and assuming
the stage acceleration profile of Figure 9-21 without isolation feedforward. The parameters are ωn,1 = 2π × 2 rad/s, ζ1 = 0.05, and ms /m1 = 1/20. The simulated payload
295
2
acceleration is a maximum of 2.8 mg. Although the payload accelerations remaining
after the stage completes accelerating depends on the duration and magnitude of the
stage accelerations, for many profiles the maximum payload accelerations can be approximated by the maximum stage acceleration times the ratio of ms /m1 . Using this
estimation, the predicted payload acceleration was 2.5 mg.
If the payload is accelerating at 2.8 mg as expected for the experiment in Figure
9-20 and the coupling between a metrology block optic and the metrology frame is
described by a resonant frequency of 500 Hz as found in Section 8.2, the expected
amplitude of the vibration is 2.8 nm. However, the vibration is not visible at this
level in Figure 9-20. It is hard to say what additional vibration is there because the
static errors are too large. However, any dynamic errors are safely under a nanometer.
Thus, the metrology block sensitivity to the y axis accelerations is better than for the
x axis accelerations. This was expected because the optics on the metrology block
are mirror symmetric about the y axis. Any deflections due to y axis acceleration
will be balanced on both sides of the interferometer and not appear as an error.
Since the accelerations of the payload with the feed forward off is much greater than
the system would experience with the feedforward on, the stage induced payload
acceleration error is negligible for the operating condition.
The accelerations of the stage during writing is also a concern because the chuck
will distort. The acceleration error from the 0.1 m/s, 0.1 g scan computed from the
x and y axis error in Figure 9-17 is shown in Figure 9-25. The acceleration error was
computed using the filter discussed in Section 8.4 with the transfer function shown in
Figure 8-49. Both the x and the y axis have acceptable extra acceleration during the
constant velocity portion of the scan. During the acceleration portion, the y axis has
a maximum acceleration error of 3 mg but the spike in acceleration occurs in push pull
pairs over about 10 ms. The force impulses integrate to impart very little momentum
to the payload. It is important for the stage acceleration to closely follow the acceleration reference since the feedforward acceleration signal to the isolation system is the
acceleration reference. The acceleration error shown is very much acceptable for the
reference to be used as the feedforward signal. It was important to also feedforward
296
5
4
x
ue
corrected for grating error (nm)
3
2
1
0
-1
-2
-3
-4
-5
0
0.5
1
1.5
2
Time (s), Timer period=0.3 ms.
2.5
Figure 9-20: The unobservable error during a 50 mm/s, 0.05 g peak acceleration scan
when the feedforward is off.
297
3
Stage Reference Profile
yr -yo (m)
0.08
0.06
0.04
0.02
0
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
1
1.2
1.4
1.6
1.8
1
1.2
1.4
1.6
1.8
Velocity ref (m/s)
time(s)
0.04
0.02
0
0
0.2
0.4
0.6
0.8
2
Acceleration ref (m/s )
time(s)
0.4
0.2
0
-0.2
-0.4
0
0.2
0.4
0.6
0.8
time(s)
Figure 9-21: Stage reference profile for an 8 cm scan length, maximum acceleration
of 0.05 g, and scan velocity of 0.05 m/s.
298
X axis stage error (nm)
200
100
0
-100
-200
0
0.5
1
1.5
2
Time (s), Timer period=0.3 ms.
2.5
3
0
0.5
1
1.5
2
Time (s), Timer period=0.3 ms.
2.5
3
Y axis stage error (nm)
400
200
0
-200
-400
-600
Figure 9-22: The stage error during the 50 mm/s scan profile when the isolation
feedforward is on.
299
X axis stage error (nm)
200
150
100
50
0
-50
-100
-150
0
0.5
1
1.5
2
Time (s), Timer period=0.3 ms.
2.5
3
0
0.5
1
1.5
2
Time (s), Timer period=0.3 ms.
2.5
3
Y axis stage error (nm)
600
400
200
0
-200
-400
Figure 9-23: The stage error during the 50 mm/s scan profile when the isolation
feedforward is off.
300
0.05
Stage
payload
0.04
0.03
Acceleration g's
0.02
0.01
0
-0.01
-0.02
-0.03
-0.04
-0.05
0
0.5
1
1.5
time(s)
2
2.5
Figure 9-24: Simulated payload accelerations from the stage accelerations with the
feedforward off.
the acceleration reference to the stage controller to achieve this performance. The
ability for the stage to track the acceleration reference is limited largely by the ripple
force discussed in Section 8.4. Most of the raw acceleration error is at high frequency
as evidenced by the much lower accelerations for the Gaussian filtered data. During
the constant velocity portion of the profile, the Gaussian filtered data has maximum
magnitudes of 85 µg for the x axis and 240 µg for the y axis. Once the stage has
stopped and settled, the maximum magnitude of the Gaussian filtered data is 25 µg
for the x axis and 15 µg for the y axis. Although the accelerations do get much worse
during the constant velocity profile, the system is rigid enough that the accelerations
are still too small to be a concern for even 0.1 nm errors.
The stage and isolation system have been verified to have the capability to generate
301
X axis acceleration error (g's)
-3
4
X accel err, µ=-6.0e-8 g, 3σ=2.0e-3 g
X accel err, d/v = 20 ms, 3σ=6.6e-5 g
x 10
2
0
CV accelerations
85 µg max.
-2
-4
0
0.2
0.4
Y axis acceleration error (g's)
-3
4
Static accelerations
25 µg max.
0.6
0.8
1
1.2
1.4
1.6
1.8
Time (s), Timer period=0.2 ms.
2
Y accel err, µ=4.2e-8 g, 3σ=1.3e-3 g
Y accel err, d/v = 20 ms, 3σ=3.6e-4 g
x 10
2
0
CV accelerations
240 µg max.
-2
-4
0
0.2
0.4
0.6
0.8
1
1.2
Time (s), Timer period=0.2 ms.
Scan start
Static accelerations
15 µg max.
1.4
1.6
1.8
Scan stop
Figure 9-25: Stage acceleration error computed from the position error data of Figure
9-17. The stage reference profile was 100 mm/s scan velocity, 0.1 g peak acceleration. The vertical lines denote the start and stop times for the scan. The maximum
accelerations during the constant velocity (CV) and static portions of the scans are
noted.
302
2
the forces necessary to scan the stage at 0.3 g and 300 mm/s. It would be ideal to
use a 300 mm grating substrate to evaluate the performance for the faster profiles.
However, the processing capability for larger than 100 mm wafers was not available.
A scan at 0.25 g and 300 mm/s does not leave much length to evaluate the constant
velocity portion of the scan on the 100 mm substrates. Nevertheless, the unobservable
error from this scan is shown in Figure 9-26. The Gaussian filtered data uses the
d/v parameter of 6.7 ms, which is consistent with a 300 mm/s scan with 2 mm
beam diameter. During acceleration there is an increase in the unobservable error
but during the small constant velocity section and after the stage stops, there is no
obvious increase in the error. The asymmetry of the unobservable error when the
stage is accelerating versus when it is decelerating is probably associated with the
strain distribution of the chuck. The approximately 50 nm/g of error is partly due to
the abbe offset errors and partly due to the strain of the chuck.
Figure 9-28 shows the stage yaw interferometer measurement, θZsm when the stage
was scanned in the y axis. The peak velocities and accelerations are shown in the
legend. The 1 mm/s scan is slow enough that there are negligible dynamic effects
except in the very tiny region where the stage accelerates. The repeatable yaw over
the plotted range is about 2 µrad peak to valley. Some of this measurement may
be due to the stage mirror flatness. When the stage is accelerating, the stage has
additional yaw proportional to the stage acceleration. For the higher velocity and
higher acceleration scans the deviations at the end of the scan from the slow scan
corresponds to when the stage was accelerating. When the stage motor forces are not
centroided about the stage center of mass, the stage frame is torqued when the stage
accelerates. Since both y axis motors are wired in parallel the stage is not configured
to balance the reaction yaw forces. The stage yaw due to the motor forces will be
dependent on the x axis position since the x axis position changes the center of mass.
The stage yaw for the 50 mm/s scan is essentially the same as the slow scan except
when the stage is accelerating. During acceleration, the stage yaws by about 23 µrad
per g of acceleration. The 100mm/s scan shows a small and tolerable decrease in
stage yaw stability during the constant velocity portion of the scan. This scan profile
303
15
xue corrected for grating error (nm)
10
5
0
-5
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
Time (s), Timer period=0.1 ms.
0.7
0.8
0.9
Figure 9-26: The unobservable error during a fast scan. The stage reference profile
was 300 mm/s scan velocity, 0.25 g peak acceleration. The vertical lines denote the
start and stop times for the scan.
is shown in Figure 9-15. The additional yaw instability is likely due to additional y
axis control effort. The 300 mm/s scan is shown in Figure 9-27. During most of this
300mm/s scan the stage is accelerating except for the middle 14 mm. Irregularities in
θZsm of about 0.5 µrad are evident. The scan speed of 300 mm/s is much faster than
required. Most importantly, the yaw stability appears very good under more usual
operating profiles such as the 50 mm/s profile. Modifying the system to control each
of the y motors independently might be important to achieve very high throughput.
The independent y motor control would also allow correction of the repeatable stage
yaw at the several µrad level. The abbe yaw offset could also be determined very
accurately by slowly yawing the stage and observing the errors. The effect of the yaw
304
1
Stage Reference Profile
0.06
0.04
r
o
y -y (m)
0.08
0.02
0
0
0.05
0.1
0.15
0.2
0.25
time(s)
0.3
0.35
0.4
0.45
0
0.05
0.1
0.15
0.2
0.25
time(s)
0.3
0.35
0.4
0.45
0
0.05
0.1
0.15
0.2
0.25
time(s)
0.3
0.35
0.4
0.45
Velocity ref (m/s)
0.3
0.2
0.1
2
Acceleration ref (m/s )
0
2
1
0
-1
-2
Figure 9-27: Stage reference profile for an 8 cm scan length, maximum acceleration
of 0.25 g, and scan velocity of 0.3 m/s.
305
5
300 mm/s, 0.25g
100 mm/s, 0.1g
50 mm/s, 0.05g
1 mm/s
4
3
θZsm (µ rad)
2
1
0
-1
-2
-3
-4
-5
-6
200
210
220
230
240
250
260
270
y (mm)
Figure 9-28: Stage yaw interferometer measurement for different scan profiles.
right now is largely a small contrast loss. The repeatable errors will show up in the
error map produced from the future calibration and will be readily corrected.
Some of the error during acceleration is due to the stage Abbe yaw error. Since
the Abbe yaw offset was determined to be ±1 mm, the Abbe yaw error would account
for at most 23 nm/g. The stage is expected to have Abbe pitch errors less than the
Abbe yaw since the y motor forces nominally don’t pitch the stage and the stage pitch
offset, ∆z , (per Figure 4-9) is estimated to be smaller – about ± 400 µm.
The approximately 50nm/g of error, which corresponds to an effective resonant
frequency of 2300 Hz, is really remarkable. To help put this in perspective, before
installing my chuck design, the system had an unobservable error of 2600 nm/g for
the y axis acceleration! The relatively poor performance of the old chuck is largely
306
280
attributed to the significant compliance in its interferometer mirror mounts.
The fact that the acceleration is perpendicular to the grating helps somewhat.
However, there is always strain perpendicular to the stretching direction too. The
ratio of the strain in the perpendicular direction to the strain in the pulled direction
is the Poisson’s ratio (0.23 for super Invar) at best. Because of the flexure mounting
of the chuck, the strain distribution in the chuck is not expected to be very one
dimensional for stage accelerations. Future work might characterize the strain due
to x and y axis accelerations over 300 mm wafers. However, I expect the chuck will
be more than adequate for better than Angstrom level vibrational errors with the
level of disturbances present. Wafer loading and equilibration time aside, the motor
heating is expected to limit the maximum throughput rather than vibration.
9.4
Periodic errors
The periodic error in interferometry has been a topic of extensive research interest.
The periodic error arises due to polarization and frequency mixing [10, 84]. The
polarization mixing error results when the interferometer allows light of the wrong
polarization to leak into the wrong path of the interferometer. For instance, if the
beam splitter in the interferometer has some finite extinction ratio there will be
polarization mixing. The frequency mixing arises because the two frequencies are not
perfectly orthogonally polarized. The modeling of the periodic error based on the
mixing and the nonideal properties of optics in the interferometer has been studied
[30, 112, 17]. The modeling has shown errors periodic in the first and second harmonic.
Various researchers have measured and investigated compensating periodic errors
[47, 48, 114, 6]. Novel interferometer designs with inherently low nonlinearity have
also been demonstrated [113, 62, 117]. These interferometer designs appear to have
inherently worse thermal stability and alignment difficulty however.
In the original error budget, the stage interferometer was budgeted to have ±2
nm of error due to polarization mixing per the Zygo specification. This was the
single largest error term. Therefore, it was of interest to explore the magnitude of the
307
nonlinearity of the phase measurement. Fortunately, the measured nonlinearity in
the SBIL system’s x axis interferometer was measured to be ±0.6 nm peak-to-valley
making this error much less of an immediate concern. After some advances in other
areas, it will be important to achieve nonlinearities of 0.1 nm for SBIL. In this section,
I discuss the measurement of the periodic errors. Then in section 9.4.1, I develop a
writing and reading strategy for SBIL that is immune to periodic errors.
To measure the periodic errors, I first scanned the stage perpendicular to the
grating and removed the linear grating phase to get xnl . The data is plotted in Figure
9-29. I chose the scan velocity of 127 µm/s such that the first harmonic of the stage
interferometer nonlinearity would show up at 800 Hz. The nonlinearity is more clearly
revealed by comparing the power spectrums when the stage is scanning to when the
stage is stationary. Figure 9-30 compares the power spectrums when the stage is
stationary and when the stage is moving at 127 µm/s. The top plot shows the power
spectrums of xnl and the bottom plot shows the ratio of the moving/stationary power
spectrums. The clear peaks at 800 Hz and 1600 Hz were expected and correspond to
the first and second harmonics of the stage interferometer. These harmonics are not
sharp because the velocity is not perfectly constant – there was stage error of 29 nm
3σ. The peaks at 630 and 1260 Hz were not expected. These frequencies correspond
to the second and fourth harmonics of the P M4 interferometer. Additional higher
harmonics are also visible in the data. The P M4 peaks are very sharp because x4
has a relatively constant velocity – the x4 error is less than 4 nm 3σ. Also, from the
bottom plot of Figure 9-30 it is seen that scanning the stage pulled noise power out
of the lower frequency band where the stage error has the most power.
I obtained a map of the nonlinearity of the stage interferometer and the P M4
interferometer to quantify the magnitude of these errors. Figure 9-31 shows the first
step of this process. In this figure, I have plotted the xnl as a function of the modulus
of P Mx after division by p = 512. Since the stage was scanning at a constant velocity,
many data points in each phase bin were obtained. Figure 9-32 shows the number
of points obtained versus phase bin. More than 60 points in each bin are used to
calculate the average. The Fourier transform of the average xnl produces coefficients
308
xnl (nm), Λ=401.236nm
5
0
Power spectrum of xnl (nm/sqrt(Hz)
-5
0
0.5
1
1.5
2
2.5
3
Time (s), Timer period=0.1 ms.
3.5
4
4.5
5
0
10
-1
10
-2
10
-3
10
0
1000
2000
3000
4000
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
5000
Figure 9-29: Plot of xnl when the stage is scanning perpendicular to a grating at 127
µm/s. The top plot is xnl versus time and the bottom plot shows the power spectral
density of this data.
with the magnitudes plotted in Figure 9-33. The first and second harmonics have
strong contributions as expected. Figure 9-34 shows the data used in the FFT and
the reconstruction by the inverse FFT using the DC component and the first two
harmonics. The reconstruction clearly shows that the DC and the first two harmonics
capture most of the error. The nonlinearity of the stage interferometer is thus shown
to be ± 0.6 nm. Its standard deviation is calculated to be 0.35 nm. To confirm that
the algorithm used to obtain the FFT coefficients effectively removes the nonlinearity.
I corrected the xnl data using the map obtained from the FFT coefficients. The data
and the corrected data is shown in 9-35. The power spectrum of the corrected data
shows that 800 Hz and 1600 Hz peaks are now gone. Thus the correction produces the
309
6000
0
Power spectrum of
x nl (nm/sqrt(Hz)
10
Stationary stage
stage moving at 127 µm/s
-1
10
-2
10
-3
Ratio of Power spectrums.
moving/stationary
10
0
2
10
500
1000 1500 2000 2500 3000 3500 4000 4500 5000
Frequency (Hz), resolution=2.44 Hz
Ratio of power spectrums for moving stage/stationary stage
Error removed from low frequencies.
1
10
0
10
-1
10
0
500
1000 1500 2000 2500 3000 3500 4000 4500 5000
630 Hz 800 Hz 1260 Hz
1600 Hz
Frequency (Hz), resolution=2.44 Hz
Figure 9-30: The top plot shows the power spectrums of xnl for the moving stage
and the stationary stage. The bottom plot shows the ratio of power spectrums of the
moving stage to the stationary stage. The peaks due the interferometer nonlinearity
are evident.
310
xnl
average
4
3
2
0
nl
x (nm)
1
-1
-2
-3
-4
0
50
100
150
200
250
300
350
400
450
mod(PM , p) (counts)
x
Figure 9-31: Plot of xnl versus the modulus of P Mx . The average of the data points
in each phase bin shows the linearity.
expected result. The rms error goes from 1.05 nm to 0.99 nm due with the correction.
This is the same improvement estimated by the assuming root sum square addition
of the nonlinearity rms error.
The nonlinearity associated with P M4 was not expected because it is unlikely that
the reflected beam can leak into the diffracted beam path and vice versa. However, if
the optics can reflect a beam(s) back to the substrate after it had already reflected or
diffracted from the substrate then mixing would occur. Nevertheless, the magnitude
of this nonlinearity can be quantified using a procedure similar to that applied to
P Mx . The nature of the calculated harmonics also provides insight into the source
311
500
120
Number of points used in average
110
100
90
80
70
0
50
100
150
200
250
300
mod(PM , p) (counts)
350
400
450
x
Figure 9-32: Plot of the number of points in each phase bin.
of the nonlinearity. The corrected data from Figure 9-35 is plotted as a function of
the modulus of P M4 after division by p = 512 in Figure 9-36. The FFT coefficient
magnitude is plotted in Figure 9-37. Although the harmonics are not as clean as for
P Mx , the second and fourth harmonics capture most of the nonlinearity. The reconstruction obtained from the inverse FFT using just the DC, the second harmonic
coefficient, and the fourth harmonic coefficient is shown in Figure 9-38. The reconstructed data has a peak-to-valley magnitude of ±0.4 nm and an rms value of 0.26nm.
The peak to valley corresponds closely to ±1/2 LSB of P M4. The nonlinearity data
including high order harmonics appear to be repeatable. Figure 9-39 shows the result
of subtracting one data set like that shown in 9-38 data from a second data set. The
“data” is repeatable to about twice the noise level of a single data set or ±0.4 nm.
312
500
FFT coeficient magnitude (nm)
0.5
0.4
0.3
0.2
0.1
0
0
50
100
150
harmonic
200
250
300
FFT coeficient magnitude (nm)
FFT coefficients
0.5
0.4
0.3
0.2
0.1
0
1
2
3
4
5
6
7
8
9
harmonic
Figure 9-33: Plot of the magnitude of the FFT coefficients for P Mx periodic error
obtained from the average xnl data. The top plot shows the magnitude of all 256
harmonics. The bottom figure shows a magnified plot containing just the coefficient
magnitudes for the first 10 harmonics.
313
10
0.6
0.4
Nonlinearity (nm)
0.2
0
-0.2
-0.4
-0.6
data
reconstruction
-0.8
0
50
100
150
200
250
300
mod(PMx, p) (counts)
350
400
450
Figure 9-34: Plot of data used in the FFT and the reconstruction by the inverse FFT
using the DC component and the first two harmonics
314
500
x in σ =1.055 nm
nl
corrected σ =0.995 nm
xnl (nm)
5
0
Power spectrum of xnl (nm/sqrt(Hz)
-5
0
0.5
1
1.5
2
2.5
3
Time (s), Timer period=0.1 ms.
3.5
4
4.5
5
0
10
-1
10
-2
10
-3
10
0
1000
2000
3000
4000
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
5000
Figure 9-35: Plot of xnl data and this data corrected for the x-axis nonlinearity. The
power spectrum for the corrected data shows the 800 and 1600 Hz peaks are gone in
the corrected data.
315
6000
data
average
3
2
xnl (nm)
1
0
-1
-2
-3
-4
0
50
100
150
200
250
300
mod(PM4, p) (counts)
350
400
450
Figure 9-36: Plot of xnl versus the modulus of P M4 . The average of the data points
in each phase bin shows the linearity.
The reconstruction using the FFT coefficients is repeatable to about ± 0.01 nm. This
data serves to show that the anomalous looking higher order harmonic nonlinearity
is not anomalous noise. Six minutes elapsed between the data sets. The verification
that the second and fourth harmonics of P M4 are removed by the calculated coefficients is shown in Figure 9-40. The corrected data shows an improved rms of 0.96
nm. This is the same improvement predicted by assuming the root sum square of the
rms errors.
The fact that the nonlinearity shows up in the second and fourth harmonics is
strange since all analysis that I’ve seen of nonlinearity show error components only in
316
500
FFT coeficient magnitude (nm)
0.35
0.3
0.25
0.2
0.15
0.1
0.05
50
100
150
200
250
FFT coeficient magnitude (nm)
harmonic
0.4
0.3
0.2
0.1
0
0
2
4
6
8
10
harmonic
12
14
16
18
Figure 9-37: The magnitude of the FFT coefficients for P M4 periodic error obtained
from the average xnl data. The top plot shows the magnitude of all 256 harmonics.
The bottom figure shows a magnified plot containing just the coefficient magnitudes
for the first 20 harmonics.
317
20
data
reconstruction
0.6
0.4
nonlinearity (nm)
0.2
0
-0.2
-0.4
-0.6
0
50
100
150
200
250
300
mod(PM4, p) (counts)
350
400
450
Figure 9-38: Plot of data used in the FFT and the reconstruction by the inverse FFT
using the DC component and the second and fourth harmonics.
318
500
data
reconstruction
0.3
nonlinearity repeatability (nm)
0.2
0.1
0
-0.1
-0.2
-0.3
-0.4
0
50
100
150
200
250
300
mod(PM , p) (counts)
350
400
450
4
Figure 9-39: Repeatability of P M4 nonlinearity. This data is difference between the
average xnl periodic error from two experiments.
319
500
x in σ =0.99462 nm
nl
corrected σ =0.9598 nm
4
xnl (nm)
2
0
-2
-4
Power spectrum of xnl (nm/sqrt(Hz)
-6
0
0.5
1
1.5
2
2.5
3
Time (s), Timer period=0.1 ms.
3.5
4
4.5
5
0
10
-1
10
-2
10
-3
10
0
1000
2000
3000
4000
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
5000
Figure 9-40: Plot of xnl data that was already corrected for the P Mx nonlinearity
and the same data corrected for the P M4 axis nonlinearity. The power spectrums
show the 630 and 1260 Hz peaks are gone in the corrected data.
320
6000
the first and second harmonics. To verify that the nonlinearity is not somehow actually written into the SBIL grating, I analyzed xnl taken when reading a holographic
grating. This grating was produced by staff in the Space Nanotechnology Laboratory
on the setup described in [27]. The holographic grating is expected to have a smooth
phase. Figure 9-41 shows the power spectrum of xnl with a stage velocity of 316 µm/s
perpendicular to the holographic grating. The power spectrum clearly shows the first
and second harmonic of the stage interferometer at 2 and 4 KHz respectively. The
peaks at 1577 Hz and 3154 Hz correspond to the second and fourth harmonics of
P M4 . All the nonlinearity component frequencies scale with the velocity as expected.
Thus, the nonlinearity observed is not a phase nonlinearity somehow written into the
grating. Since the nonlinearity occurs at very unusual harmonics, I tend to think the
error is electronic related. Reference [18] includes data on the phase meters showing
electronic error ranging from about ±1 LSB with some periodicity in the data obvious
in the second harmonic. If the problem is in fact electronic, it is strange that the
same harmonics don’t occur in the P Mx data though. Further testing by swapping
phase meter boards may shed some further light on the electronic related issue.
The P M4 nonlinearity contributes to inaccuracy in the grating phase mapping
and corrupts the assumption of the xue measurement. For now, the error is still small
compared to the other errors so the definition of xue is valid. The assumption was
never intended to be better than the electronic inaccuracy of the phase meter any
way.
The evidence of this nonlinearity raises the question whether there is periodic
error in P M3 . Furthermore, P M1 and P M2 may have the periodic error too. If the
P M1 , P M2 , and P M3 nonlinearities are at the level of P M4 , then the nonlinearity errors are not the dominant errors. However, to achieve subnanometer level placement
repeatability will require that all these nonlinearities and the refractometer nonlinearity be addressed. In the next subsection, I propose a relatively easy solution to
the nonlinearity.
Finally, I will show a non obvious effect seen on the θZsm -axis interferometer
caused by scanning the stage. The data shown in 9-42 is from the angle axis of the x
321
1577 Hz
2000 Hz
3154 Hz
4000 Hz
0
Power spectrum of xnl (nm/sqrt(Hz)
10
-1
10
-2
10
-3
10
0
500
1000
1500
2000
2500
3000
3500
4000
4500
Frequency (Hz), resolution=2.44 Hz, nfft = 4096
Figure 9-41: Plot of the power spectrum of xnl with a stage velocity of 316 µm/s
perpendicular to holographic grating.
322
5000
Power spectrum of θZsm
(µrad/sqrt(Hz)
-1
10
-2
10
-3
10
-4
10
-5
10
Ratio of Power spectrums.
moving/stationary
Stationary stage
stage moving at 127 µm/s
0
500
1000
1500
2000
2500
3000
3500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
4000
4500
5000
2000
2500
3000
3500
4000
4500
Frequency (Hz), resolution=2.4414Hz, nfft = 4096
5000
Ratio of power spectrums for moving stage/stationary stage
2
10
1
10
0
10
-1
10
0
500
1000
800 Hz
400 Hz
1500
1600 Hz
Figure 9-42: Comparison of the θZsm axis power spectrums for a stationary and
moving stage. The bottom plot shows the ratio of the power spectrums shown in the
top plot.
interferometer head while the stage was scanning in the x axis at 127 µm/s. This scan
speed produces the first harmonic on the translation axis at 800 Hz. It is surprising
to see any effect at all on the θZsm axis because scanning the stage nominally does
not cause any optical path difference on the angle axis. However, there is obviously
some leakage causing the peaks at 400 Hz, 800 Hz, and 1600 Hz. The linear-angle axis
interferometer topology has never been analyzed for nonlinearity to my knowledge.
The noise power in counts for the frequency ranges where the harmonics occur is
shown in Table 9.1. This effect raises a profound question about whether it would even
be possible to use mapping to compensate nonlinearity. If the phase measurement
323
changes when there is no optical path difference such as when both the measurement
and reference beams are scanned equally, the nonlinearity mapping won’t be stable if
the reference beam path length changes. In systems where the reference beam is very
stable, this won’t be an issue. However, in our system, the column path does have
significant displacement. Reference [48] observes and analyzes drift of nonlinearity
for different interferometer topologies. While it would be possible to investigate this
effect further on the SBIL system, I suggest a preferred method for reducing periodic
errors in the next section.
Stage condition
Stationary σ
Moving σ
395 to 405 Hz 795 to 805 Hz 1595 to 1605 Hz root sum square
0.0306
0.0153
0.0149
0.0373
0.2252
0.1042
0.0703
0.2579
Table 9.1: Integrated noise power in frequency ranges for the theta axis. Units are
counts.
9.4.1
Reading and writing strategy for reduced periodic errors
One potential way to reduce the periodic errors is to map them and then correct
for them. This may work for some interferometer topologies if the optical leakage
parameters don’t change [48]. Mapping is not a desirable proposition, however, because periodic electronic errors may necessitate the complication of mapping every
interferometric axis. Furthermore, the periodic errors seen on the θZsm axis when
there was no change in optical path difference raises the question of whether mapping
will be stable for systems where both the reference and measurement arms change
optical path length. An easier and more reliable way to negate the periodic errors is
to scan all the axes such that the periodic errors bump up to a fast enough frequency
that they are averaged out. In writing, the averaging occurs because of the exposure
integration time. The amplitude of the periodic errors fortunately is small enough
that the fringe jitter of about a nanometer will have very little effect on the image
contrast. In reading, the minimum scan frequency would need to be fast enough that
the periodic errors are filtered out. From Equation 3.51, if fG = 2, the error will
324
be attenuated to 0.7%. This is more than sufficient attenuation of the small nonlinear errors. For v/d equal to 100 Hz, the scan frequency of the heterodyne signal
fundamental would need to be at 200 Hz.
In writing, the UV axes are easy to scan. By simply adjusting the reference
frequency f3 to produce a nominal measurement frequency different from the phase
meter reference frequency, P M1 and P M2 will scan. There is plenty of room in the
36 bit position word on the Zygo phase meters since they would take days to fill up at
200 Hz. Actually, even just using the lower 32 bits would be sufficient for more than
11 hours – much longer than any necessary write time. At this low frequency, data
age is not significant problem either. The stage would also need to be scanned in the
x axis at a small velocity. The scan angle between the x and y axis is calculated by
setting
f=
vx nm
vfG
=
d
λ
(9.10)
and solving
fG λ
vx
=
.
v
dnm
(9.11)
Using fG = 2, n = 4, m =1 for the first harmonic, d = 2 mm, and λ = 633 nm,
the ratio of velocities is 1.6×10−4 . The stage would thus need to scanned from the y
axis by only 160µrad. It is desirable for the velocity of the stage perpendicular to the
grating to be low because disturbances are highest in the scan direction. Also, motor
heating on the x axis could be problematic. The fringes could purposely be aligned
to α equal or greater than 160µrad. However, it really should make no difference
for the accuracy if α = 0 µrad since the x axis velocities are too small to introduce
significant additional disturbance or control effort. The important consideration is
that the shifting of the UV fringes necessary to keep up with the stage ensures that
fG = 2 or more for the lowest harmonic of interest.
In reading mode, the UV axes are similarly easy to scan by setting a small offset
between f1 − f2 and the heterodyne frequency. Phase meter signals P M3 and P M4
would then have a nominal scan frequency. The setting of the reference frequency on
the UV axes obviously should account for the stage velocity perpendicular to grating
325
since this will affect the frequency seen at P M4 , which needs to scan at some minimum
fG .
In an alternative writing scheme, the stage might be scanned nominally perpendicular to the fringes while the fringes are shifted at relatively high frequency to be
stationary on the substrate. In this approach there is a limit to the maximum frequency shift and hence the maximum scan speed because the angle change caused by
the AOM frequency shift will result in clipping in the spatial filters (assuming writing
in both scan directions). Assuming clipping was not a problem, the perpendicular
scan scheme would provide a large x axis velocity and certainly would eliminate the
periodic error for the x axis. It is of interest to understand the dependence of the
image and reference periods on the printed period. The image period is set to ≈ 1
ppm whereas we desire a printed period repeatable to a few ppb. To determine the
printed period, the intensity during the exposure with x axis velocity is written as
(x + vt)2
I(x, t) = exp −2
w2
B + A cos 2π
x + vt
+ φr
Λ0
.
(9.12)
Here x is the position on the substrate and v is the velocity of the image relative to
the substrate. I am assuming a Gaussian intensity envelope. The fringes cannot be
allowed to smear during writing so the reference phase needs to be set to
2πvt
+ φo
φr (t) = −
Λr
(9.13)
The desired reference period Λr may be off from the actual image period Λ0 by some
small amount, limited by the period stability, the period setting tolerance, and period
measurement accuracy.
The exposure dose is obtained by integrating over time as
∞
(x + vt)2
exp −2
Dscan (x) =
w2
−∞
x
1
1
B + A cos 2π
+
−
vt + φo dt.
Λ0
Λ0 Λr
(9.14)
326
After substituting
h = x + vt,
(9.15)
dt = dh/v,
(9.16)
and assuming that v > 0, the dose becomes
1
Dscan (x) =
v
∞
h2
exp −2 2
w
−∞
x
1
1
B + A cos 2π
+
−
(h − x) + φo dh.
Λ0
Λ0 Λr
(9.17)
This equation is simplified as
1
Dscan (x) =
v
∞
h2
exp −2 2
w
−∞
B + A cos 2π
x
1
1
+
−
h + φo
Λr
Λ0 Λr
dh
(9.18)
and can be evaluated using the identities of Equations 1.15 and 3.44 to obtain
Dscan (x) =
π2 w2
πw
B + Aexp −
2v
2
1
1
−
Λ0 Λr
2 2πx
cos
+ φo
Λr
.
(9.19)
For the case when v < 0, the integration limits need to range from negative infinity
to positive infinity and the scanned dose will have a negative sign. However, the dose
is the same since the negative velocity term will cancel the negative sign.
The result of Equation 9.19 shows that the printed pattern will be the desired
reference period and not the image period. In fact, the printed pattern is the reference
period no matter how far off Λo may be. If the image period is too far from the
reference period, the contrast will be unacceptable however. In the parallel scan
and step strategy, the error in the image results in a periodic error that does not
accumulate. Reference [15] indicates that with several parts per million of image
period inaccuracy, the periodic error is easily sub angstrom for a step over distance
of 0.9 the Gaussian beam radius.
Scanning perpendicular to the fringes at high speed does have problems in addition
to the clipping at the spatial filters. The disturbances on the stage and payload in
the critical direction – perpendicular to the fringes will be greater. Also, the data age
compensation becomes important at very fast velocities. The uncompensated data
327
age uncertainty on the ZMI-2000 cards is about 10 ns. Thus, velocities greater than
1 cm/s justify data age compensation for this error budget term to be less than 0.1
nm. With data age compensation, the uncertainty can be about 1 ns, which would
limit velocities to 0.1 m/s.
Scanning perpendicular to the grating at some small velocity solves the nonlinearity problem for the stage and UV interferometers while preserving most of the
benefits of scanning parallel to the grating. However, the refractometer linearity is
still an issue. The refractometer nonlinearity might be mapped from the refractometer and pressure measurements, if the temperature and humidity are stable enough
to have negligible influence. If necessary, temperature and humidity measurements
could be incorporated into the refractivity calculation. The effect seen with the θZsm
axis interferometer still raises the question about whether the nonlinearity will be stable. Therefore, abandoning the interferometer based refractometer for weather-based
calculations [20] is perhaps the better alternative. Under stable room conditions (no
doors opening and closing), the relatively slow weather instruments [99] should be
fine. Enclosing the stage beams in vacuum evacuated bellows and using a monolithic
optic for the metrology block optics, which is the even better alternative, will eliminate the need for the refractometer altogether. The vacuum wavelength stability of
the Zygo ZMI 2000 laser, which is specified to be stable to ±10 ppb over 24 hours is
still likely to be a problem. Other lasers are available with better stability, including the directly compatible 7712 Laser Head from Zygo with the specified one hour
stability of 0.5 ppb.
9.5
Interference image distortion
Ideally, the interference image would be a perfect linear grating of the desired period.
In actuality, the image distortion was measured to be ±Λ/15 for the experimental
results that I discuss.
A phase shifting interferometry (PSI) system was developed by another student to
measure the wavefront distortion of the image grating [13, 15]. Figure 9-43 shows the
328
Moire phase map (radians)
300 pixels = 2 mm
2
12
-0.
712
2
65
86
-1.
50
In radians
0
50
71
.4
-1
-1.3
16
2
01 88
77
-0.8
88
-1.16
-1.0177
665
100
2
.3
-1
-1.
-1.0
-1.
3
-1.16
177
88
-0.
86
65
22
-0.8665
.6
-1.4
100
-1.32
12
-1.32
47
3
-1.6223
-1
22
88
-1.
62
23
.6
-1.0177
-1
-1.16
-1.
01
77
-1.1
688
-1.4712
-0.8665
-1.1
688
-1.
32
-1.3
-1.32
177
-1.0
-1.1688
Y (pixels)
177
-1.47
200
-0.8
665
-1.0
177
-1.0
250
150
665
-0.8
77
.0
-1 1
688
-1.1
-0
.8
66
5
300
150
200
665
-0.8
250
300
350
X (pixels)
Figure 9-43: A phase map of the interference image. This is the Moire image between
the image grating and a holographically produced grating.
phase map produced from the moire image between the grating image and a substrate
grating [13]. The substrate was a holographically produce grating. The phase map
shows the distortion in radians versus the pixel spacing of 6.7 µm. The peak-to-valley
phase distortion is 53 nm. The repeatability of the PSI was assessed to be 3.3 nm
3σ from 24 data sets that were taken before several major improvements such as the
environmental enclosure and the latest chuck were installed. The repeatability of
the phase map would probably be significantly better after these improvements. The
phase measurement shown is the average of the 24 sets.
The ±Λ/15 level of distortion in the image was present during my experimental
work. The spherical distortion contains a component of “chirp” that leads to printed
errors. The image and written errors will convolve to diminish the repeatability. This
error contributes to some of the nonlinear phase measurement seen when the written
grating is read. Also, if the image grating is nonlinear another significant error during
reading results if the substrate has non uniform diffraction efficiency.
329
The substrates that I used contain defects in the spin coatings. Some of these
defects are visible as “comets” produced when either the ARC or resist is spun on
the substrate containing particles. Varying grating height also changes the diffraction
efficiency. If the image is distorted and the diffraction efficiency changes within the
spot, the measured phase will show an error. These errors will occur even if the grating
was perfect and the system was totally stable. Thus, the measured repeatability of the
system contains more sources of error than the phase placement repeatability, which
was my primary effort. While process improvements would reduce the diffraction
non uniformity problem, the image grating can also be improved. Nevertheless, even
with large image distortions and defective substrates, the written phase distortions
(discussed in Section 9.8) are better than the moire distortions, except in the area
of obvious defects, which indicates that a lot of the image distortion did not print.
The scanning the grating image, is thus demonstrated to be advantageous over static
exposure strategies.
9.6
Dose stability
Most of the dose fluctuation in our system is actually due to change of power of the
laser beams as a result of spatial filtering. Whereas the measured power stability
before the spatial filter’s pinhole was ± 1%, after the beam pickoff it was measured to
be about ± 3%. To fairly assess the dose, the beam power measurement really should
be Gaussian filtered. The ± 3% beam power fluctuation is a worst case estimate. A
3% variation in dose is expected to produce 2% CD control for high contrast fringes
per Equation 1.21.
9.7
Processing
A scanning electron micrograph of a SBIL written grating after exposure and development is shown in Figure 9-44. The silicon substrate has anti-reflection coating
(ARC) with thickness designed for the 400 nm period grating exposure. The 200 nm
330
Λ = 400 nm
Resist
ARC
Silicon
Figure 9-44: Scanning electron micrograph of SBIL written grating after exposure
and development.
thick resist is Sumitomo PFI-34 and the 600 nm thick ARC is Brewer ARC-XL. The
developer is Arch Chemical OPD 262, which is a solution of tetramethyl ammonium
hydroxide. The side walls of the grating are not exceptionally vertical, indicating
contrast improvements can be made. The image distortion is probably largely responsible for the reduced contrast. Posts and grids can also be fabricated by SBIL
by using two crossed exposures. Figure 9-45 is the scanning electron micrograph of
SBIL written posts after two crossed exposures and development.
Most grating applications would require further processing to achieve high diffraction efficiency and good durability. Figure 9-46 shows the scanning electron micrograph of SBIL written grating part way through the processing of a metal grating.
The grating is shown after exposure, development, reactive ion etch of the interlayer,
reactive ion etch of the ARC, and nickel plating. In the next step of the process, RCA
cleaning removes the ARC to leave the metal grating. The tri-level resist process used
to make this grating is discussed in Reference [85]. This process can be used to create very vertical grating lines even if the resist lines are not very vertical. The very
331
400 nm
Resist
ARC
Silicon
Figure 9-45: Scanning electron micrograph of SBIL written posts after two crossed
exposures and development.
vertical ARC sidewalls are shown in the figure.
For SBIL self evaluation, minimal processing is required since developed resist
gratings can be read. However, evaporation of gold or another metal over the resist
requires relatively little extra effort while greatly enhancing the diffraction efficiency.
9.8
Reading maps
The grating phase across the entire wafer can by mapped via SBIL. The repeatability
of the wafer mapping is plotted in Figure 9-47. This data is the difference between
two wafer maps taken with a stage scan speed of 1 cm/s, while low pass filtering with
a cut off frequency of 8.7 Hz. The wafers take about 10 minutes to map at this speed.
The repeatability is ±4.0 nm peak-to-valley and 2.9 nm, 3σ. Since integrating the
power spectrum for xue in Figure 9-5 from 0 to 8.7 Hz produces a 3σ of 1.9 nm and
√
subtracting two data sets should account for a 2 greater error, the 3σ of 2.7 nm
332
Plating base
Figure 9-46: Scanning electron micrograph of SBIL written grating after exposure,
development, RIE of interlayer, RIE of ARC, and nickel plating.
was expected by just considering the static data. Because the mapping requires stage
motion, the associated thermal gradients and larger deadpath is expected to cause
the slightly larger mapping error. The period was measured to be consistent to 6 ppb
and the rotation angle of the wafer was consistent to 1 nrad between the two data
sets. The grating period measurement may be the most repeatable ever performed.
A surface plot of the nonlinearity of a grating written by SBIL is in Figure 9-48.
This grating was written at a scan speed of 55 mm/s with a step between scans of
857 µm. The wafer was written in about 10 minutes. The only processing performed
on this substrate after exposure was development. The grating was returned to the
same location on the chuck as when it was written to about ±2 mm. The contour
plot of the same data is in Figure 9-49. Figure 9-50 shows the same data but with
the tighter contour spacing of 2.5 nm ranging from ±10 nm. The largest source of
grating nonlinearity is associated with particle defects. Also, the edges of the map
show larger errors. Since the spin coatings and the diffraction efficiency are known
333
4
3
5
4
2
3
2
1
1
0
0
-1
-2
-1
-3
-4
60
-2
50
80
40
60
30
40
20
y (mm)
20
10
0 0
x (mm)
Figure 9-47: The difference between two wafer maps of the same un-rechucked wafer.
The origin on this figure corresponds to the stage x position of 0.125 m and the stage
y position of 0.207 m.
334
-3
Xnl (nm)
y (mm)
x(mm)
Figure 9-48: Nonlinearity of a grating written by SBIL.
to be inconsistent at the edges of the wafers, the observed larger errors there may
validate the claim that the wavefront distortion of the image in the presence of varying
diffraction efficiency causes significant inaccuracy. The repeatability of mapping for
this wafer was ±6 nm. The worse repeatability here than that shown in Figure 9-47
was due to an alignment problem that was later resolved. During the mapping of
this data, the beams were slightly clipped and were slightly misaligned. Both factors
contributed to unobservable errors that had a power spectrum similar to the beam
steering system stability. But with the larger error the repeatability is still better
than the errors observed due to the defects. Except for the obvious particle defects
and parts of the edges where the diffraction efficiency was low, the grating is measured
to be linear to better than ±10 nm. Included in this error is the repeatability of the
mapping.
335
5
0
5
0
0
0
0
5
5
-5
-5
5
5
0
0
0
0
0
0
20
30
x (mm)
0
5
0
40
-5
05
-5
0
0
5
0
5
-5
50
Figure 9-49: Contour plot of the nonlinearity of a grating written by SBIL.
336
-5
5
0
-5
0
0
0
5
0
0
0
0
-5
5
5
-5
5
5
0
0
10
5
-5
0
5
0
5
5
0
0
0
-5
5
5
0
-5
0
0
0
-5
5
0
-5
-10
0
--215
0
5
5
0
0
0
0
0
0
-5
0
0
0
0
0
0
5
10
5
0 0
0
0
0
y (mm)
5
5
-5
5
0
10
5 0
-5
50
0
0
0
0
-5
0
-5
5
0
0
0
0
0
-5
0
5
0
-5
-5
0
0
5
10 5
-5
0
5
5
5
0
0
5
0
0
-5
0
0
5
20
0-
0
0
-5
0
0
5
0
0
0
0
50
0
-10
15
-5
-5
5
0
0
5
5
0
5
0
0
5
0
5
-5
0
0
0
5
0
0
5
40
30
0
0
0
5
0
0
5
5
0
5
-5
-5
-5
0
5
5
0
0
0
0
0
-5
10
5
5
-1-5
0
50
0
0
0
0
0
0
0
0
xnl (nm)
05
60
x (nm)
Particle defects
0
-5
-2.5
0
0
2.5
2.5
5
- 2.
5
-5
0
0
2.5
0
5
-5
0
5
-2.
0
0
5
5
-5
.5
0
-2
40
50
Particle defects
Figure 9-50: Contour plot of the nonlinearity of a grating written by SBIL with
tighter contour spacing. Locations of obvious particle defects are indictated.
Aside from the defects, the larger measured nonlinearity for the written wafers
compared to the reading repeatability is largely attributed to the nonuniform diffraction efficiency and the wavefront distortion of the image. That is, the written wafers
may actually be more linear than measured, at least over the long spatial periods.
The image distortion probably contributed a periodic written error too. But these errors should be constant along the scan direction. Another factor explaining the larger
errors is that the system may not have been as well thermally equilibrated for the
written gratings. The stage was positioned in a corner in between loading and writ337
-220. 5.55 5
0
-5
5
0
0
5
7.5
10
-7.5
-10
7.5
2.5
-5
-2.
5
52.5
0
5
5
0
0
0
-2.5
0
5
2.5
5
-2.
5
-2.5
-2.
-5
-25
.5
0
2.5
0
0
0
-2.5
-5
-2.5
5
-5
2.5 5
-5
2.5
0
2.5
2.5
2.5
-5
-5
-2.5
0 0
-2.5
5
2.
0
2. 7.5
5
2.5
5
0
5
-2.5
0
5
-5
2.5
2 .5
0
2.5
-2.5
0
7.5
0
2.5
0
5
0
-5
0
2.5
0
0
5
5 .5
7
0
5 0
5
7.5 5
2.5
2.5
x (mm)
2.5
-2.50
5
2.5
-5
7.5 2.5
30
0 2.5
5
2.
0 0
0
-2.5
0
5
0
5
2.
2.
5
.5
2.5
-2
0
0
0
-2.5
20
5
0 2. 5
0
2.5
55
0
5
-2.5
5
-2.
5
5
0
2.50
5
0
5
0
5
5
-5
0
2.
0
2.5
-5
7.5
0 0
.5
-2
5
0
2.5
2.5
5
2.5
.5
y (mm)
0
-5
5
0
0
-2.5
.5
5 .5
2
0
-50
-5
10
-2
0
0
0
5
0
-5
00
-5
-2
-2.5
-2.5
0
2.5
0 2.5
-
0
0
0
-5
-5
0
0
0
0
-5
-2.5
0
-5
-
0
0
5
0
2.
0
2.5
-2.5
0
20.5
2.
2.5
5
-2.5
-5
5
-5
0
2.5
5
5
-5
2.5
0
-2.5
2.5
-2.5
5
0
7.5
0
5
10
5
-2.5
2.5 -2.52.5
5
0
5
0
5
5
-2.
02.5
-2.5
0
0
0
5
2.
0
0
0
30
2.5
2.5
25.5
5
0
0
55
2.
2.5
0
5
5 0
0
-2.5
0
2.
40
20
0
5
2.5
0
5
5
0
0
5
-2.
-5
0
-7.5
-5
5
0
-1
10
7.5
5
0
50
2.5
-2.5
0
nl
60
ing. The temperature gradients in the system would lead to thermal expansion errors
of the chuck and possibly more air index nonuniformity. The longer scan lengths of
25 cm used during writing may have also increased the index nonuniformity related
errors. Both the temperature gradient problem and the wavefront distortion are areas
for future work. Also, the stage during writing was scanned at 5.5 cm/s but based on
the scanning performance, this faster writing speed than the reading speed does not
fully explain the additional errors in the written wafer. Another issue affecting the
repeatability is whether the wafer was returned to exactly the same place on the chuck
when it was written. The ±2 mm return position error may have been a factor in the
errors observed. If time had allowed, the wafer could have been located against pins
during reading and writing to improve the wafer location repeatability to perhaps a
few microns. Nevertheless, despite all these problems that have room for dramatic
improvement, the ± 10 nm linearity over 6 cm × 6 cm exceeds the repeatability of
any patterning that I have found in literature.
After the desired repeatability has been demonstrated by returning the wafer to
the same place when written, absolute testing should be applied to achieve absolute
accuracy (not including the length scale). Moreover, there is nonlinearity that cannot
be measured by the system by returning the grating to its original location on the
chuck. By rotating the grating 180◦ the mirror symmetric errors are observed. Figure
9-51 depicts mirror symmetric and rotationally symmetric errors. Mirror symmetric
errors are symmetric about the plane parallel to the grating lines that passes through
the rotation point. Figure 9-51 a) shows a mirror symmetric error that when rotated
by 180◦ as in b) will produce a measurable nonlinearity that is twice the actual
nonlinearity. Rotationally symmetric errors are depicted in c) and won’t be observable
when the substrate is rotated by 180◦ as in Figure d). The substrate needs at least
three measurements to fully characterize the repeatable errors. The 0◦ measurement,
180◦ measurement, and a translation in either orientation needs to be performed to
measure the absolute nonlinearity. Furthermore, the substrate cannot be distorted
when its position is changed. Distortions due to wafer chuck flatness [98] and sagging
in the vacuum grooves will lead to errors. The chuck was specified to be flat to 1
338
y
nonlinearity
a)
Mirror symmetric
error
c)
b)
Rotationally symmetric
error
Mirror symmetric
error rotated 180˚
d)
Rotationally symmetric
error rotated 180˚
Figure 9-51: Figure a) depicts a mirror symmetric error. When the substrate with the
nonlinearity of a) is rotated 180◦ the nonlinearity appears as shown Figure b). The
metrology tool will measure twice the mirror symmetric error. Figure c) depicts a
rotationally symmetric error. Rotationally symmetric errors are not observable when
the substrate is rotated 180◦ as in Figure d).
µm over most of its area. Depending on the spatial period of the flatness, several
nanometers of distortion are expected from the chuck. Also, in-plane distortion due
to vacuum sag is expected to be about a nanometer. These errors are repeatable if
the wafer is located to the same place that it was written in – the chuck was designed
to meet only repeatability requirements.
The contour plot of the same grating in Figure 9-49 when it is rotated by 180◦ is
shown in Figure 9-52. The purpose of this measurement is mainly to characterize the
particle defects. Obvious nonlinearity caused by particle defects that were written
into the substrate are labeled as an “anti-particle”. The anti-particle is a defect
produced when writing a wafer that is strained by vacuuming a wafer onto a chuck
that has a particle on it. In the rotated state when the grating is pulled against the
vacuum chuck to a flat state, which it was not in during writing, the characteristic
anti-particle nonlinearity is evident. The anti-particle nonlinearity has opposite sign
339
as the particle nonlinearity. The particles in the labeled locations are embedded into
the chuck. A contour plot with tighter contour spacing ranging from -10 nm to 10
nm is in Figure 9-53.
The in-plane-distortion due to a particle measured perpendicular to the grating
is shown in Figure 9-54 (a). This data from Figure 9-52, where the x and y values
correspond, is an enlarged plot of an area around a particle defect. The out-of-plane
distortion, w, can be calculated from the in-plane distortion by the well known [110]
relationship
2 x2
u(x) dx.
w(x2 ) − w(x1 ) = −
h x1
(9.20)
Here u is the in-plane distortion, which is measured as xnl . The total thickness of
the substrate h was 500 µm. The calculated out-of-plane distortion shown in Figure
9-54 (b) unmistakably looks like that caused by a particle. The calculated maximum
height is 300 nm. Here is a good place to consider the effect of the chuck nonflatness.
From Equation 9.20, the in-plane distortion as a function of the chuck slope is
u=−
h dw
.
2 dx
(9.21)
If the chuck has 1 µm / 0.2 m of slope, then the chuck will induce an in-plane distortion
of 1.3 nm of in-plane distortion for a 500 µm thick wafer. The chuck slope and the
in-plane distortion is probably much worse since only the overall flatness of 1 µm was
specified.
The finite-size of the Gaussian beam tends to underestimate the in-plane distortion
on small spatial scales because the measured error is really the convolution of the
Gaussian beam with the grating. For small spatial scales the averaging effect is
significant. The out-of-plane particle distortion can be visualized directly as seen in
the photograph in Figure 9-54 (c). The photograph is the white light interferogram
formed between a vacuumed quartz wafer and the chuck. The radial period of the
vacuum grooves is 2.4 mm. The location of rings due to a particle defect preventing
contact of the wafer with the chuck is indicated with the arrow. Assuming that the
effective wavelength of visible light is 500 nm and three fringes, the maximum out340
Particle
Anti-particle
5
5
0
0
0
0
-5
0
0
0
0
0
0
-5
0
-5
0
0
00
10
0
5
0
5
0
-20
-5
0
0
-5
0
0
0
0
0
0
-5
5
5
5
10
-5
0 0
15 10 5
0
0
-5
0
5
0
-5
0
5
5
0
0
0
0
5
0
0
0
0
Particle
0
0
0
40
-150
-1 5
-
0
-5
0
0
5
30
x (mm)
0
0
0
2105
10
5
0
0
20
5
0
-5
5
0
5
5
-5
0
20
5
5
0
0
10
0 0
0
0
5
5
5
0
-5
0
10
0
0
0
0
5
0 0
0
0
-5
0
0
0
0
-5
0
15 1
0
-10
10
5
5
5
0
5 0
0
y (mm)
0
-5
5
0
-1-1
0
5
5
0 -5
-5
0
-5
0
-5
-5
0
-5
20
0
0
-10
0
-5
0
-5
-5
0
5
-5
-5
0
30
5
5
10
0
-5
0
0
5
0
5
5
0
-5
0
0
40
15 15
5
0
5
0
0
0
0
5
5
0
-5
-5
5
-5
0
0
5
5
0
50
10
15
50
Anti-particle
Figure 9-52: Contour plot of the same grating in Figure 9-49 when it is rotated by
180◦ .
341
60
xnl (nm)
-2.
5
0
-2.5
-2.5
0
.5
-2
2.75
.5 0
-70.5
-1
5
0
5
0
-2.
712.5.5
0 5
5
2.50
2.5 -50
-7.5
2.5
10
2.5
2.
5
-2.5
-5
-2.
5
-5 -5
5
-2.5
10
5
2.5
0
-2.5
5
-5
-7.5
-5
2.5 5
0
0
0
5
7.
0
20.5
-2.5
2.5
2.5
2.5
0
5
5
0
5
5
0
-7.5
0
0
0
-7
.5
-2.5
0
0
2.5
57.5
0
-2.5
0
-5
0
-2.5
0
2.5
5
0 0
2.5
-2.5
-2. 0
5
-2.5
0
2.
5
0
0
-2
.5
5 10
-7
.5
0
2.5
-5
-2.5
0
0
5
5
2.5
0
0
2.5
5
0
0
2.5
0
-5
25.5
0
40
-2.5
5
-5
0
0
-5
10
-2.5 5
-5
0
0
-2.5
y (mm)
2.5 5
5
-7.
-2. -1
5
5
10
7.5
2.5
7.
-2.5
2.5
0
5
0
0
30
x (mm)
.5
-2.5
0 0
5
0
-5
-2.5
0
2.5
5
2.
0
-2.5
0
2.5
7.5
2.5 0
2.5
2.5
0
0
0
0
0
-5 -2
5
-2.5
0
5
2.5
0
-2.5
-2.5
0
0
5
20
-7.5
0
.5
-2
5
0
71.5
-5
-5
0
0
-5
-5
-2.5
0
2.5
5
5
0
-5
-2.5
5
-2.
0
-5
0
2.5
0
10
0
0
55
0 0
-2.5
0
0
0
2.5
-2.5
5
2.
0
5
0
0
-5
-2.5
2.5
-7.5
-10
50
0
-5
0
00
0
-2.5
-5
0
2.5
-7.5
-5
2.5
-5
-2.5
5
--2.5
-2.5
10
-2.5
-2.5
-2.5
-5
-7.5
-2.5
5 .5
2
0
-2.5
30
-5
0
2.5
40
0 0
-1
2.55
5
0
0
-5
0
2.5
0
50
7.1
2.5
0
5
-5
2.5
0-
5
7.
2.5
5
-2.
2.5
5
5
0
7.5
2.5
5
0
50
20
5
7.
-5
-2.5
2.5
5
7.5
0
2.5
0
5
5
5
5
0
50
Figure 9-53: Contour plot of the same grating in Figure 9-49 when it is rotated by
180◦ . The contours range between -10 and 10 nanometers.
of-plane distortion is 750 nm or more than twice that calculated from the in-plane
distortion. Issues such as the contact mechanics with the silicon versus quartz (i.e.
different Young’s modulus and yield strength), local roughness on the substrates (the
back side of the silicon wafer was not polished), and particle deformation may have
contributed to the discrepancy. However, the averaging provided by the finite sized
beam may explain most of the difference.
Most importantly, the quartz wafer can be used to identify particle defects buried
in the chuck without the relatively time consuming process of writing and reading a
wafer. Unfortunately, some particles such as those in the nonlinearity maps were not
342
60
0
-5
-5
0
25
-5
-5
24
-5
23
-5
-5
-15
-20
10
19
0
-10
5
20
-10
20
10
5
5
0
-5
17
16
0
0
44
45
46
0
0
43
0
0
0
42
47
48
49
50
51
Calculated out-of-plane
distortion (nm)
25
50
24
0
10
100
15
0
0
23
50
100
20
0
250
150
200
20
200
250
0
100
15
15
22
21
52
x (mm)
(b)
y (mm)
0
-10
18
19
18
0
150
100
50
10
0
0
16
0
0
0
15
50
0
50
17
42
43
44
45
46
47
48
x (mm)
49
(c)
White light interferogram formed between a quartz wafer and the chuck
Rings around a particle
15
0
15
0
5
0
-2
21
10
15
-15
y (mm)
0
-15
0
-1
22
0
343
Figure 9-54: The measured in-plane distortion in the region of a particle defect (a)
and the calculated out-of-plane distortion (b). The photograph (c) is the white light
interferogram formed between a vacuumed quartz wafer and the chuck.
(a) Measured in-plane distortion (nm)
50
51
52
cleanable with acetone.
The particles are by far the largest source of error in the system. However, there
are many potential solutions to this problem that I never pursued. Stoning the identified areas or otherwise refurbishing the surface of the chuck needs to be performed.
After that, experiments should demonstrate whether it would even be possible for
a human operator to reliably load a substrate without introducing particles. These
experiments would be performed with quartz wafers. Very special attention to clean
room attire will be essential considering that humans emit 105 particles per minute
[92]. Furthermore, inspection of the backside of the substrates before writing needs
to be performed – the substrates themselves can have debris on them, at least in my
experience. The inspection could be performed with a quartz chuck.
I supect that robotic loading of the substrates is probably necessary for reliably
loading wafers. At least some lithographic scanners are connected to track systems
with all robotic material transport. In these systems, the wafers may never see
environments worse than Class 0.1. This type of system would be ideal.
Also, a pin chuck with denser pin spacing and smaller contact area will reduce the
chance of particle contamination. The pin spacing would need to be denser because
the wafer sags more for the boundary condition where the wafer doesn’t contact
the chuck surface between grooves. The small pins will require special tooling for
inspection. Some applications favor thick substrates. The thick substrates that are
kinematically mounted will be immune to particles. Thick substrates will also be less
sensitive to process induced distortions.
After future improvements in chuck refurbishment, contamination, wavefront quality, wafer placement, and process defects, the writing repeatability is expected to
approach the repeatability of reading an un-rechucked wafer.
344
Chapter 10
Conclusions
The metrology system built into SBIL is ideal for assessing errors. For the first
time, the unobservable errors of a patterning tool were measured in real time, on
the fly, and at arbitrary locations across the substrate. This metrology capability
was used to study the major sources of errors including: thermal expansion, air
index, periodic errors, electronic noise, vibration, substrate clamping, and control.
Many of these error terms also exist in other lithography and metrology paradigms.
The experimental results and models enhance the understanding of ultra-precision
patterning.
Based on my results and modeling, I conclude that SBIL is capable of satisfying
sub nanometer placement requirements. In my work I have demonstrated long term
(1 hour) fringe placement stability of 1.4 nm, 3σ (0 to 1.4 Hz). Also, the short
term placement stability is less than 4 nm, 3σ (0 to 5 kHz). When considering the
integrated intensity of the scanned image traveling at 100 mm/s, the dose placement
stability is 2.1 nm, 3σ. The wafer mapping repeatability was shown to be 2.9 nm,
3σ while measuring a 100 mm substrate. The repeatability is consistent with error
models.
Analysis of the error budget summary in Figure 3-1 indicates the suggested improvements. The errors by physics provides the most insight into the limitations of
the system. All errors larger than a nanometer need to be improved to achieve sub
nanometer repeatability. The air index uniformity is the largest source of error. I
345
expect that large improvements are possible on the air index uniformity. Specifically,
the large temperature gradient across the x axis beam path should be diagnosed
and corrected. Also, better temperature control is possible. In lieu of these improvements, the air paths of the x axis interferometer can be enclosed in vacuum.
Some type of sliding vacuum containment or bellows would be required. The phase
sensing optics will also require a more compact design and possibly containment in
vacuum. Implementing a more stable laser and eliminating the refractometer will
also be necessary. The next largest source of error is the thermal expansion error.
Most of this error is associated with moving the Super Invar chuck through the large
temperature gradient. A straight forward solution here is to use a lower coefficient
of thermal expansion material. However, improvements in the temperature gradient
might lead to more immediate improvements. Additionally, it may be possible to
measure the temperature of the chuck and somewhat correct for its expansion. The
next largest error term is the substrate clamping distortion. The budgeted error does
not include particle induced distortions. For near term repeatability demonstrations,
locating the substrate against pins will remove the non repeatable substrate clamping
errors. In the far term, a system for performing absolute calibration techniques needs
to be designed and implemented. The substrates will require rotation and translation without distortion. Since applications for grating-based metrology exist for both
thick and thin substrates, the substrate clamping issue must be addressed for both
types of substrates in the far term. Furthermore, solutions for the particle problem,
as discussed in Section 9.8, need to be pursued. Finally, the periodic error will need
to be addressed. Implementation of the writing and metrology strategy discussed in
Section 9.4.1, will essentially eliminate these errors.
The index of air uniformity and the thermal stability of assemblies currently limit
the repeatability. Meanwhile, the improvement of the periodic error and substrate
clamping repeatability is expected to be straightforward and can be accomplished
relatively quickly. Therefore, the improved system of thermal control, enclosed beam
paths, and lower coefficient of thermal expansion components is critical for demonstrating sub nanometer placement repeatability. For the case of demonstrating defect
346
Error
budget,
static
[±nm]
Improvements
Error without improvements
Error without thermal expansion and index
terms
Error without periodic term
Error without thermal expansion, index,
and periodic terms
Error without thermal expansion, index,
periodic, and substrate clamping terms
Error
budget,
worst case
[±nm]
2.39
5.88
1.12
2.16
1.87
5.79
0.46
1.57
0.46
0.68
Figure 10-1: Error budget considering potential improvements
free gratings, considerable investment into the particle problem may be required.
The repeatability of mapping an un-rechucked wafer is expected to be better than
the phase maps of a written wafer. After future improvements in chuck refurbishment,
particle contamination, wavefront quality, wafer placement, and process defects, the
writing repeatability is expected to approach the repeatability of reading an unrechucked wafer. My results on mapping rechucked wafers should be considered only
preliminary considering that there are so many areas for improvement.
Demonstrating a repeatable length scale is another area for future work. The
pressure compression error (see Section 5.1) and substrate thermal expansion need to
be addressed. A pressure correction and low CTE substrate will be required for sub
nanometer length scale repeatability.
This thesis is a major step toward nanometer accurate gratings. The application
of the nanometer accurate gratings to mastering, replication and process induced
distortions can solve the placement metrology requirements of the semiconductor
industry.
347
348
Appendix A
Error Budget
The error budget by subsystem is contained within Figure A-1 and Figure A-2. Each
error category is further broken down into sub-categories. I assume the exposure integration is described by the d/v parameter of 20 ms. The error budget columns contain
errors associated with the design parameters described to their right. All errors are
three sigma. The errors for some rows are blank or are designated OP (operating
parameters). In these cases, the error depends on more than one design parameter
and the error is included only in the row with the last associated design parameter.
For rows where the error is blank, the requirement/specification is calculated from
the operating parameters above. There are two columns for the errors. The first one
will predict the fringe stability for a small deadpath (< 7 cm ) and a well thermally
equilibrated system. Also, it does not include errors associated with clamping the
substrate. The second error budget column is the worst case scenario accounting
for errors when patterning a 300 mm wafer. The worst case scenario includes extra
thermal expansion errors associated with moving the chuck through a temperature
gradient and extra index errors due to the longer dead path and stage movement. The
worst case errors also include terms associated with clamping the wafer. But I do not
include particle induced distortions. Errors that are smaller than an angstrom may
have been dropped from the error budget. The error budget summary by subsystem
and by physics is shown in Figure 3-1.
The error budget does not include two errors that would mainly affect the repeata349
Table A
Error Category
Displacement
interferometer
Sub-Category
Thermal expansion
Electronics error
Periodic error
Air index
Refractometer
Error
budget,
worst case
[±m]
Design parameters
Error
budget
[±m]
OP
1.50E-10
OP
OP
3.211E-11
1.27E-10
6.00E-10
1.41E-09
rss displacement interferometer error [m]
OP
5.00E-11
OP
8.00E-11
6.00E-10
3.21E-11
1.66E-09
Sub-Category
Error
budget
[±m]
Control
Electronics error
4.00E-10
OP
Interferometer thermal drift coefficient
1.50E-10 Interferometer thermal stability
Nominal electronics resolution, phase meter
Electronics accuracy, phase meter
Maximum electronics error, phase meter
3.21E-11 Printed electronics error, phase meter
1.27E-10 60 Hz noise error
6.00E-10 Periodic error
Air index nonuniformity error, small travel
4.80E-09 Air index nonuniformity error, large travel
DPMI therrmal coefficient
5.00E-11 DPMI thermal stability
Refractometer cavity therrmal coefficient
8.00E-11 Refractometer cavity thermal stability
6.00E-10 Periodic error
3.21E-11 Printed electronics error, phase meter
4.88E-09
Units
Requirement/
specification
nm/C
C
m
counts
m
m
m
m
m
m
nm/C
C
nm/C
C
m
m
30
5.00E-03
3.09E-10
1.2
3.71E-10
3.21E-11
1.27E-10
6.00E-10
1.41E-09
4.80E-09
10
5.00E-03
40
2.00E-03
6.00E-10
3.21E-11
Table B
Error Category
Fringe locking
interferometer
Error
budget,
worst case
[±m]
Design parameters
OP
Periodic error
Air index
rss fringe locking interferometer error [m]
1.148E-10
1.27E-10
5.66E-10
1.41E-09
1.58E-09
4.00E-10 Control residual error
Nominal electronics resolution, phase meter
Electronics accuracy, differential fringe
locking measurement, phase meter
Maximum electronics error, phase meter
1.15E-10 Printed electronics error, phase meter
1.27E-10 60 Hz noise error
5.66E-10 Periodic error, two axes
1.41E-09 Air index nonuniformity error
1.58E-09
Units
Requirement/
specification
m
m
4.00E-10
7.81E-10
counts
m
m
m
m
m
1.70
1.33E-09
1.15E-10
1.27E-10
5.66E-10
1.41E-09
Table C
Error Category Sub-Category
Metrology block
frame
Thermal expansion
Error
budget,
worst case
[±m]
Design parameters
Error
budget
[±m]
OP
8.00E-11
OP
5.00E-10
Column reference mirror-to-fringe vibration OP
6.00E-11
rss metrology block frame error [m]
5.10E-10
Units
Requirement/
specification
Metrology block therrmal coefficient
8.00E-11 Metrology block thermal stability
Beam splitter mount therrmal coefficient
5.00E-10 Beam splitter mount thermal stability
nm/C
C
nm/C
C
40
2.00E-03
100
5.00E-03
Assembly vibration sensitivity
6.00E-11 Metrology block acceleration
5.10E-10
nm/g
g
1000
6.00E-05
Figure A-1: Error budgets for the displacement interferometer (Table A), fringe locking interferometer (Table B), and the metrology block frame (Table C)
350
Table D
Error Category
Sub-Category
Error
budget,
worst case
[±m]
Design parameters
Error
budget
[±m]
Substrate frame Vacuum clamping distortion
Substrate thickness variation / fringe tilt
OP
Thermal expansion
OP
4.00E-10
Substrate-to- interferometer mirror
vibration
rss substrate frame error
OP
1.50E-11
4.00E-10
Units
Requirement/
specification
1.00E-09 Chuck flatness distortion
1.00E-09 Vacuum sag in groove distortion
Fringe tilt
5.00E-10 Substrate thickness variation
Therrmal coefficient chuck
Chuc thermal stability, static
2.40E-09 Chuck, thermal stability, moving
m
m
µrad
µm
nm/C
C
C
1.00E-09
1.00E-09
50
10
200
2.00E-03
1.20E-02
Chuck vibration sensitivity
1.50E-11 Chuck acceleration
2.83E-09
nm/g
g
50
3.00E-04
Units
Requirement/
specification
m
rad/C
C
rad
m
rad
m
rad
1.91E-02
1.05E-06
5.00E-03
2.62E-09
4.00E-04
5.00E-08
1.00E-03
5.00E-08
Table E
Error Category Sub-Category
Rigid body error Metrology bock-to-interferometer head
motions
pitch
Stage-to-interferometer head pitch
Metrology block-to-stage yaw
rss rigid body error motions [m]
Error
budget,
worst case
[±m]
Design parameters
Error
budget
[±m]
OP
OP
1.00E-10
5.00E-11
OP
2.00E-11
OP
5.00E-11
1.24E-10
1.00E-10
5.00E-11
2.00E-11
5.00E-11
1.24E-10
Abbe pitch offset, hi
Pitch thermal coeficient
Pitch thermal stability
Pitch stability, vibration (guess)
Abbe pitch offset, z
Pitch stability, thermal (guess)
Abbe pitch offset, y
Yaw stability, thermal (guess)
Figure A-2: Error budgets for the substrate frame (Table D) and rigid body error
motions (Table E)
bility of length scale. For future work that aims to demonstrate the length scale, the
pressure compression error (see Section 5.1) and substrate thermal expansion need to
be addressed. Moreover, a pressure correction and low CTE substrate will be required
for sub nanometer length scale repeatability. Additionally, errors associated with the
period control and image distortion are not included in this error budget.
351
352
Bibliography
[1] Analog Devices Inc., Norwood, MA http://www.analog.com. AD 9852, CMOS
300 Mhz Complete-DDS.
[2] Analog Devices Inc., Norwood, MA http://www.analog.com. A Technical Tutorial on Digital Signal Synthesis.
[3] E. K. Anderson, V. Boegli, M.L. Schattenburg, D. Kern, and H.I. Smith. Metrology of electron-beam lithography systems using holographically produced reference samples. J. Vac. Sci. Technol. B, 9(6):3606–3611, November-December
1991.
[4] Howard Anton. Elementary Linear Algebra. John Wiley and Sons, 1991.
[5] ASTM, West Conshohocken, PA. ASTM F 1684-99 Standard specification for
iron-nickel and iron-nickel-cobalt alloys for low thermal expansion applications,
1999.
[6] V. G. Badami and S. R. Patterson. A frequency domain method for the measurement of nonlinearity in heterodyne interferometry. Precision Engineering,
24:41–49, January 2000.
[7] L. Berger. Grating interferometry for positioning the x-y stages of a wafer
stepper. SPIE Application, Theory, and Fabrication of Periodic Structures,
503:130–134, 1984.
[8] K. P. Birch and M. J. Downs. An updated edlen equation for the refractive
index of air. Metrologia, 30:155–162, 1993.
353
[9] K. P. Birch and M. J. Downs. Correction to the updated edlen equation for the
refractive index of air. Metrologia, 31:315–316, 1994.
[10] Norman Bobroff. Residual errors in laser interferometry from air turbulence
and nonlinearity. Applied Optics, 26(13):2676–2682, July 1987.
[11] Norman Bobroff. Recent advances in displacement measuring interferometry.
Meas. Sci. Technol, 4:907–926, 1993.
[12] R.D. Boyd, J. A. Britten, B. W. Shore, and et al. High-efficiency metallic
diffraction gratings for laser applications. Applied Optics, 34(10):1697–1706,
April 1995.
[13] C. G. Chen, P. T. Konkola, R. K. Heilmann, C. Joo, and M.L. Schattenburg.
Nanometer-accurate grating fabrication with scanning beam interference lithography. Proceedings of SPIE, 4936(126), November 2002.
[14] C. G. Chen, P. T. Konkola, R. K. Heilmann, G.S. Pati, and M.L. Schattenburg.
Image metrology and systems controls for scanning beam interference lithography. J. Vac. Sci. Technol. B, 19(6):2335–2341, November-December 2001.
[15] Carl G. Chen. Beam Alignment and Image Metrology for Scanning Beam Interference Lithography – Fabricating Gratings with Nanometer Phase Accuracy.
PhD dissertation, Massachusetts Institute of Technology, Department of Electrical Engineering and Computer Science, 2003.
[16] Carl Gang Chen. Microcomb fabrication for high accuracy foil x-ray telescope
and vector gaussian beam modeling. Master’s thesis, Massachusetts Institute
of Technology, 2000.
[17] S. Cosijns, H. Haitjema, and P. Schellekens.
Modeling and verifying non-
linearities in heterodyne displacement interferometry. Precision Engineering,
26:448–455, 2002.
354
[18] Frank C. Demarest. High-resolution, high-speed, low data age uncertainty,
heterodyne displacement measuring electronics. Meas. Sci. Technol., 9:1024–
1030, 1998.
[19] T.J. Edwards. Observations on the stability of thermistors. Rev. Sci. Instum.,
54(5):613–617, May 1983.
[20] W. Tyler Estler. High-accuracy displacement interferometry in air. Applied
Optics, 24(6):808–815, March 1985.
[21] Etec Systems Inc., Hayward, CA. MEBES 5500 Doc. 0999-0313A.
[22] Chris Evans. Precision Engineering an Evolutionary View. Cranfield Press,
1989.
[23] Chris J. Evans, Robert J. Hocken, and W. Tyler Estler. Self-calibration: reversal, redundancy, error separation, and ”absolute testing”. CIRP Annals,
45(2):617–634, 1996.
[24] Jennifer Eyre. The digital signal processor derby. IEEE Spectrum, pages 62–68,
2001.
[25] J. Ferrera, M.L. Schattenburg, and H.I. Smith. Analysis of distortion in interferometric lithography. J. Vac. Sci. Technol. B, 14(6):4009–4013, NovemberDecember 1996.
[26] J. Ferrera, V. Wong, S. Rishton, V. Boegli, E. Anderson, D. Kern, and H.I.
Smith. Spatial-phase-locked electron-beam lithography: Intial test results. J.
Vac. Sci. Technol. B, 11(6):2342–2345, November-December 1993.
[27] Juan Ferrera. Nano-meter scale placement in Electron-Beam Lithography. PhD
dissertation, Massachusetts Institute of Technology, Department of Electrical
Engineering and Computer Science, June 2000.
[28] Gene F. Franklin, J. David Powell, and Abbas Emani-Naeini. Feedback Control
of Dynamic Systems. Addison-Wesley, 1991.
355
[29] Gene F. Franklin, J. David Powell, and Michael L. Workman. Digital Control
of Dynamic Systems. Addison-Wesley, 1994.
[30] J. M. Freitas and M. A. Player. Polarization effects in heterodyne interferometry. Journal of Modern Optics, 42(9):1875–1899, 1995.
[31] H. Fujimoto, M. Tanaka, and K. Nakayama. Noise reduction in an optical interferometer for picometer measurements. IEEE Transactions on Instrumentation
and Measurement, 44(2):471–474, April 1995.
[32] R. G. Gibson. Principles of composite material mechanics. McGraw Hill Company, 1994.
[33] Joseph W. Goodman. Introduction to Fourier Optics. McGraw-Hill, 1996.
[34] S. Grafström, U. Harbath, J. Kowalski, R. Neumann, and S. Noehte. Fast laser
beam position control with submicroradian precision. Optics Communications,
65(2):121–126, January 1988.
[35] George R. Harrison. The production of diffraction gratings i. development of
the ruling art. Journal of the Optical Society of America, 39(6):413–426, June
1949.
[36] George R. Harrison. The diffraction grating – an opinionated appraisal. Applied
Optics, 12(9):2039–2049, September 1973.
[37] M. E. Harvey. Precision temperature-controlled water bath. The Review of
Scientific Instruments, 39(1):13–18, January 1968.
[38] H A Haus. Waves and Fields in Optical Electronics. Prentice-Hall, 1984.
[39] Eugene Hecht. Optics. Addison Wesley Longman, 1998.
[40] Heidenhain, http://www.heidenhain.com. Digital Linear and Angular Metrology.
356
[41] Heidenhain, http://www.heidenhain.de, D-83301 Traunreut, Deutschland.
General Catalog, 1999.
[42] Ralf K. Heilmann, Paul T.Konkola, Carl G. Chen, G. S. Pati, and Mark L.
Schattenburg. Digital heterodyne interference fringe control system. J. Vac.
Sci. Technol. B, 19(6):2342–2346, November-December 2001.
[43] P. D. Henshaw and D. P. DeGloria. Atmospheric metrology using the air turbulence compensated interferometer. J. Vac. Sci. Technol. B, 14(6):3955–3959,
November-December 1996.
[44] R.R. Hershey and E.N. Leith. Grating interferometers for producing large holographic gratings. Applied Optics, 29(7):937–943, March 1990.
[45] K. Hibinio and Z.S. Hegedus. Aberration compensation in a grating interferometer. Applied Optics, 33(19):4156–4163, July 1994.
[46] K. Hibinio and Z.S. Hegedus. Hyperbolic holographic gratings: analysis and
interferometric tests. Applied Optics, 33(13):2553–2559, May 1994.
[47] W. Hou and G. Wilkening. Investigation and compensation of the nonlinearity
of heterodyne interferometers. Precision Engineering, 14(2):91–98, April 1992.
[48] W. Hou and X. Zhao. Drift of nonlinearity in the heterodyne interferometer.
Precision Engineering, 16(1):25–35, January 1994.
[49] John T. Houghton. The Physics of Atmospheres. Cambridge University Press,
1989.
[50] R. S. Huang, C. Tarn, P.P. Banerjee, and D. Cao. Laser beam profile deformation effect during bragg acousto-optic interaction: a non-paraxial approximation. Opt. Eng., 38(7):1122–1126, July 1999.
[51] M. C. Hutley. Diffraction gratings. Academic Press, 1982.
[52] International Technology Roadmap for Semiconductors, http://public.itrs.net.
International Technology Roadmap for Semiconductors, 2001.
357
[53] International Technology Roadmap for Semiconductors, http://public.itrs.net.
International Technology Roadmap for Semiconductors Update, 2002.
[54] Akira Ishida. Two-wavelength displacement-measuring interferometer using
second-harmonic light to eliminate air-turbulence-induced errors.
Japanese
Journal of Applied Physics Part 2, 28(3), March 1989.
[55] Won jong Kim. Planar Magnetic Levitation. PhD dissertation, Massachusetts
Institute of Technology, Department of Electrical Engineering and Computer
Science, June 1997.
[56] W. J. Kim and D. L. Trumper. Force ripple in surface-wound permanent-magnet
linear motors. IEEE Intermag, April 1996.
[57] L. E. Kinsler, A. R. Frey, A. B. Coppens, and J. V. Sanders. Fundamentals of
Acoustics. John Wiley and Sons, 2000.
[58] P. Konkola, C. G. Chen, R. Heilmann, G.S. Pati, and M. L. Schattenburg.
Scanning beam interference lithography. Proceedings of the 16th Annual Meeting of the American Society of Precision Engineering, Crystal City, Virginia,
November 2001.
[59] P. Konkola, C. G. Chen, R. Heilmann, and M. L. Schattenburg. Beam steering
system and spatial filtering applied to interference lithography. J. Vac. Sci.
Technol. B, 18(6):3282–3286, November-December 2000.
[60] Paul Thomas Konkola. Magnetic bearing stages for electron beam lithography.
Master’s thesis, Massachusetts Institute of Technology, February 1998.
[61] J. P. Laude, J. Flammand, A. Thevenon, and D. Lepere. Classical and holographic gratings design and manufacture. ESO Conference on Very Large Telescopes and Their Instrumentation, 2:967–989, 1988.
[62] John Lawall and Ernest Kessler. Michelson interferometry with 10 pm accuracy.
Review of Scientific Instruments, 71(7):2669–2676, November-December 2000.
358
[63] K.M. Lawton and S.R. Patterson. A high-stability air temperature control
system. Precision Engineering, 24:174–182, 2000.
[64] K.M. Lawton and S.R. Patterson. Long-term relative stability of thermistors.
Precision Engineering, 25:24–28, 2001.
[65] K.M. Lawton and S.R. Patterson. Long-term relative stability of thermistors:
Part 2. Precision Engineering, 26:340–345, 2002.
[66] Leica Microsystems Wetzlar GmbH, 35578 Wetzlar, Germany. Leica LMS IPRO
fully automated mask and wafer metrology system, 1999.
[67] John Lekavich. Basics of acousto-optic devices. Lasers and Applications, 31:59–
64, April 1986.
[68] J. M. Lerner, J. Flamand, J. P. Laude, G. Passereau, and A. Thevenon. Diffraction gratings ruled and holographic – a review. SPIE Periodic Structures,
Gratings, Moire Patterns and Diffraction Phenomena, 240:82–88, 1980.
[69] M.H. Lim, T.E. Murphy, J. Ferrera, J.N. Damask, and Henry I. Smith. Fabrication techniques for grating-based optical devices. J. Vac. Sci. Technol. B,
17(6):3208–3211, November-December 1999.
[70] E. G. Loewen, R. S. Wiley, and G. Portas. Large diffraction grating ruling
engine with nanometer digital control system. SPIE Application and theory of
periodic structures, diffraction gratings and moire phenomena III, 815:88–95,
1987.
[71] Jennifer E. Logan, Peter G. Halverson, Martin W. Regehr, and Robert E. Spero.
Automatic alignment of a displacement-measuring heterodyne interferometer.
Applied Optics, July 2002.
[72] Stephen Joseph Ludwick. Control of a six degree of freedom magnetic/fluidic
motion control stage. Master’s thesis, Massachusetts Institute of Technology,
1996.
359
[73] Stephen Joseph Ludwick. A rotary fast tool servo for diamond Turning of
Asymmetric Optics. PhD dissertation, Massachusetts Institute of Technology,
Department of Mechanical Engineering, June 1999.
[74] Wayne R. Moore. Foundations of Mechanical Accuracy. Moore Tool Company,
1970.
[75] B. Munson, D. Young, and T. Okiishi. Fundamentals of Fluid Mechanics. John
Wiley and Sons, 1994.
[76] Nikon Precision Inc, 1399 Shoreway Road, Belmont, CA. Nikon Model XY-6i
Laser Interferometric Measuring System, Code No. 4CE-SWSH-2 (9703-02) K,
1997.
[77] S. Ohki, T. Watanabe, Y. Takeda, T. Morosawa, K. Saito, T. Kunioka, J. Kato,
A. Shimizu, and T. Matsuda. Patterning performance of eb-x3 x-ray mask
writer. J. Vac. Sci. Technol. B, 18(6):3084–3088, November-December 2000.
[78] Alan V. Oppenheim, Ronald W. Schafer, and John R. Buck. Discrete-Time
Signal Processing. Prentice Hall, 1999.
[79] David Oxtoby and Norman Nachtrieb. Modern Chemistry. Saunders College
Publishing, 1990.
[80] C. Palmer. Diffraction grating handbook, fourth edition. Richardson Grating
Laboratory, 2000.
[81] E. K. Popov, L. V. Tsonev, and M. L. Sabeva. Technological problems in
holographic recording of plane gratings. Optical Engineering, 31(10):2168–2173,
October 1992.
[82] L. R. Rabiner, C. A. McGonegal, and D. Paul. Programs for Digital Signal
Processing, Chapter 5.2: FIR Windowed Filter Design Program-WINDOW.
IEEE Press, 1979.
360
[83] M. R. Raugh. Two-dimensional stage self-calibration: Role of symetry and
invariant sets of points. J. Vac. Sci. Technol. B, 15(6):2139–2145, NovemberDecember 1997.
[84] A. E. Rosenbluth and N. Bobroff. Optical sources of nonlinearity in heterodyne
interferometers. Precision Engineering, 12:7–11, 1990.
[85] M.L. Schattenburg, R.J. Aucoin, and R.C. Fleming. Optically matched trilevel
resist process for nanostructure fabrication. J. Vac. Sci. Technol. B, 13(6):3007–
3011, November-December 1995.
[86] M.L. Schattenburg, C. Chen, P.N. Everett, J. Ferrera, P. Konkola, and H.I.
Smith. Sub-100 nm metrology using interferometrically produced fiducials. J.
Vac. Sci. Technol. B, 17(6):2638–2642, November-December 1999.
[87] Gunter Schmahl. Holographically made diffraction gratings for the visible, uv,
and soft x-ray region. Journal of the Spectroscopical Society of Japan, 23(1):3–
11, 1974.
[88] R. Schodel and B. Bonsch. Interferometric measurements of thermal expansion,
length stability and compressibility of glass ceramics. Proceedings Third Euspen
International Conference, pages 691–694, May 2002.
[89] V.A. Skormin, T.E. Busch, and M.A. Givens. Model reference control of a fast
steering mirror of a pointing, acquisition and tracking system for laser communications. Proceedings of the IEEE 1995 National Aerospace and Electronics
Conference, 2:907–913, 1995.
[90] Alexander H. Slocum. Precision Engineering. Society of Manufacturing Engineers, 1992.
[91] B. Sluijk and et al. Performance results of a new generation of 300 mm lithography systems. Proceedings of SPIE, The 26th Annual Symposium on Microlithography, Feb 25-Mar 2, 2001.
361
[92] H. I. Smith. Submicron- and nanometer-structures technology. NanoStructures
Press, Sudbury, MA, 1996.
[93] H.I. Smith. Japan could dominate industry with x-ray lithography. Semiconductor International, February 2001.
[94] H.I. Smith, S. D. Hector, M.L. Schattenburg, and E.H. Anderson. A new
approach to high fidelity e-beam and ion-beam lithography based on an in
situ global-fiducial grid. J. Vac. Sci. Technol. B, 9(6):2992–2995, NovemberDecember 1991.
[95] S. Sohail, H. Naqvi, H. Zaidi, S.R. J. Brueck, and J. R. McNeil. Diffractive
techniques for lithographic process monitoring and control. J. Vac. Sci. Technol.
B, 12(6):3600–3606, November-December 1994.
[96] G. E. Sommargren. A new laser measurement system for precision metrology.
Precision Engineering, 9:179–184, 1987.
[97] J.P. Spallas, A. M. Hawryluk, and D. R. Kania. Field emitter array mask patterning using laser interference lithography. J. Vac. Sci. Technol. B, 13(5):1973–
1995, September-October 1995.
[98] H. Stauch, K. Simon, H. U. Scheunemann, and H. L. Huber. Impact of chuck
flatness on wafer distortion and stepper overlay – comparison of experimental
and fem results. Microelectronic engineering, 23:197–201, 1994.
[99] C. R. Steinmetz. Sub-micron position measurement and control on precision
machine tools with laser interferometry. Precision Engineering, 12(1):12–24,
January 1990.
[100] J. T. M. Stevenson and J. R. Jordan. Use of gratings and periodic structures as
alignment targets on wafer steppers. Precision Engineering, 11(2):64–70, April
1989.
362
[101] StockerYale, http://www.lasiris.com, 3549 Ashby Street, St-Laurent, Quebec
Canada. Lasiris purelight phase mask, 2001.
[102] J. Stone and S. D. Phillips. Corrections for wavelength variations in precision interferometeric displacement measurements. Journal of Research of the
National Institute of Standards and Technology, 101(5):671–674, SeptemberOctober 1996.
[103] M. Suzuki and A. Une. An optical-heterodyne alignment technique for quartermicron x-ray lithography. J. Vac. Sci. Technol. B, 7(6):1971–1976, NovemberDecember 1989.
[104] M. T. Takac, M. R. Raugh, J. Ye, and et al. Obtaining a physical twodimensional cartesian reference.
J. Vac. Sci. Technol. B, 15(6):2173–2176,
November-December 1997.
[105] K. K. Tan, S. N. Huang, and T. H. Lee. Robust adaptive numerical compensation for friction and force ripple in permanent-magnet linear motors. IEEE
Transactions on Magnetics, 38(1):221–228, January 2002.
[106] Arnold Teimel. Technology and applications of grating interferometers in highprecision measurement. Precision Engineering, 14(3):147–154, July 1992.
[107] Brian J. Thompson. Selected Papers on Diffraction Gratings, SPIE Milestone
Series Volume MS 83. SPIE Optical Engineering Press, 1970.
[108] I. D. Torbin and A. M. Nizhin. The use of polymerizing cements for making
replicas of optical surfaces. Soviet Journal of Optical Technology, 40(3):192–196,
March 1973.
[109] David Trost. Using air bearings in vacuum to control stage vibration. Semiconductor International, July 2002.
[110] Chi-Teh Wang. Applied Elasticity. McGraw Hill Book Company, 1953.
363
[111] William L. Wolfe and George J. Zissis. The Infrared Handbook, revised edition.
The Infrared Information Analysis Center, 1989.
[112] C. Wu and R. Deslattes. Analytical modeling of the periodic nonlinearity in
heterodyne interferometry. Applied Optics, 37(28):6696–6700, October 1998.
[113] C. Wu, J. Lawall, and R. Deslattes. Heterodyne interferometer with subatomic
periodic nonlinearity. Applied Optics, 38(19):4089– 4094, July 1999.
[114] C. Wu, C. Su, and G. Peng. Correction of nonlinearity in one-frequency optical
interferometry. Meas. Sci. Technol., 7:520–524, 1996.
[115] Amnon Yariv. Optical Electronics. Saunders College Publishing, 1991.
[116] Jun Ye, C. N. Berglund, and R. F. W. Pease. Spatial frequency filtering using
multiple-pass printing. J. Vac. Sci. Technol. B, 12(6):3455 – 3459, NovemberDecember 1994.
[117] F. Zhao, R. Diaz, P. Dumont, and et al. Development of sub-nanometer racetrack laser for external triangulation measurement for the space interferometry
mission. Proceedings ASPE annual meeting, Arlington Virginia, pages 349–352,
November 2001.
[118] Zygo Corporation, PO Box 448, Laurel Brook Road, Middlefied, CT. Zygo 2/20
Integrated Interferometer System Reference Manual OMP-0229B, 1993.
[119] Zygo Corporation, PO Box 448, Laurel Brook Road, Middlefied, CT. ZMI 2002
Measurement Board P/N 8020-0211-01 Operation Manual OMP-0413F, 1999.
364