Document 10987886
advertisement

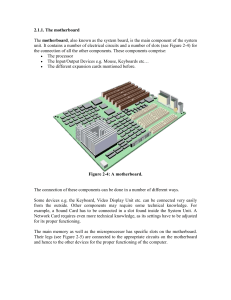
Impact of Product Design Choices on Supply Chain Performance in the Notebook
Computer Industry
by
Chad Sailer
Bachelor of Science in Mechanical Engineering
North Dakota State University, 1996
Submitted to the MIT Sloan School of Management and the Department of Mechanical
A
Engineering in Partial Fulfillment of the Requirements for the Degrees of
CHIVES
Master of Business Administration
MASSACHU CETTSINSL
AND
OFTECHNOLOGy
Engineering
Master of Science in Mechanical
In conjunction with the Leaders for Global Operations Program at the
Massachusetts Institute of Technology
June 2010
I
JUN 0 8 2010
LIBRARIES
(D2010 Chad Sailer. All Rights Reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic
copies of this thesis document in whole or in part.
Signature of Author_
(~7>
MIT Sloan School of Management
MIT Department of Mechanical Engineering
May 7, 2010
Certified by
itney, Thesis Supervisor
Daniel
enior Research Scientist, CTPID
Certified by
Sara Beckman, Thesis Supervisor
Senior Lecturer, Operations and Information Technology Group
Haas School of Business
Certified by_
Donald Rosenfield, Thesis Reader (Management)
for Global Operations Program
4Lead
Dire
Accepted by_
David E. Hardt, Chairman
Committee on Graduate Students, Department of Mechanical Engineering
Accepted by
Debbie Berechma4, Executive Director of MBA Program
MIT Sloan School of Management
E
This page intentionallyleft blank
Impact of Product Design Choices on Supply Chain Performance in the Notebook
Computer Industry
by
Chad Sailer
Submitted to the MIT Sloan School of Management and the
Department of Mechanical Engineering
On May 7, 2010 in partial fulfillment of the Requirements for the degrees of
Master of Business Administration
and
Master of Science in Mechanical Engineering
ABSTRACT
Intel Corporation is the world's leading manufacturer of processors for personal computers.
As the company strives to maintain its leadership position in this industry, it identifies
significant trends in the industry and attempts to develop product solutions that intercept
these trends. One such set of industry vectors is the continued movement toward lower cost
and smaller notebook system designs with a coincident shift toward fully outsourced
production in China. These trends point to increased future demand for processors utilizing a
ball-grid-array (BGA) package in notebook computers, which is the lower cost, smaller size
packaging technology available today. This project was initiated to understand why with
such a seemingly favorable environment for BGA, it still represents a small minority of
Intel's mobile processor volume.
The analysis shows that significant changes must be made to Intel's product roadmap, OEM
product scalability strategies, or after-sale service models to enable a full transition to BGA
processors. SKU levels increase by lOx with a BGA transition resulting in much higher
supply chain complexity, management cost, and inventory cost. In addition, simple modeling
approaches are developed and utilized for this study that can be leveraged in the future to
quantify possible product strategy impacts on the industry supply chain. They can also be
used in other industries contemplating supply chain simplification strategies.
Thesis Supervisor: Daniel Whitney
Title: Senior Research Scientist, CPTID
Thesis Supervisor: Sara Beckman
Title: Senior Lecturer, Operations and Information Technology Group, Haas School of
Business
Thesis Reader: Donald Rosenfield
Title: Director of Leaders for Global Operations Program
This page intentionally lefI
blank
ACKNOWLEDGEMENTS
First, the author wishes to recognize the Leaders for Global Operations Program and
Intel Corporation for their support of this work.
Next, I would like to thank everyone I worked with at Intel during my internship.
They provided invaluable guidance, support, and direction throughout the project and
tolerated many intern questions. Jessica Marrash, especially, was an amazing teacher and
helped tremendously to keep the work on track.
Jason Ku, my Intel supervisor, deserves special thanks and my gratitude for creating a
fantastic internship, dispensing wisdom from his many years of experience, and being an
amazing mentor.
My thesis advisors, Daniel Whitney and Sara Beckman, continually generated
valuable suggestions and advice, responded quickly to all of my questions, and expertly
guided me through the entire thesis process.
Finally, and most importantly, I'd like to thank my wife, Tani, for her support over
these two challenging years. I would not have made it through this wonderful experience
without her.
This page intentionally left blank
Table of Contents
A CKN OW LED G EM EN TS ...................................................................................................
5
L IST O F FIGU RE S ..................................................................................................................
9
L IST O F T A B LES ..................................................................................................................
11
CHAPTER 1: INTRODU CTION ........................................................................................
13
CHAPTER 2: INTEL CORPORATION BACKGROUND ...................................................
20
2.1 CORPORA TE HISTORY ........................................................................................
20
2.2 IN TEL SU PPLY CH AIN .............................................................................................
21
2.3 INTEL PRODUCT ROADM AP ...............................................................................
22
2.4 PROCESSOR PACKAGING CHOICE....................................................................
27
2.5 PACKA GIN G H ISTORY .........................................................................................
27
2.6 B GA PA CKA GIN G ......................................................................................................
31
2.7 PGA PA CKA GIN G ......................................................................................................
32
2.8 SUM MA RY ..................................................................................................................
32
CHAPTER 3: NOTEBOOK COMPUTER INDUSTRY OVERVIEW ..............................
34
3.1 INDU STRY OVERVIEW ........................................................................................
34
3.2 GENERAL NOTEBOOK COMPUTER SUPPLY CHAIN ..................
35
3.3 OEM SYSTEM DESIGN CONSIDERATIONS .........................................................
39
3.4 ODM MANUFACTURING OVERVIEW...................................................................
42
3.4.1 PGA SYSTEM MANUFACTURING.................................................
42
3.4.2 BGA SYSTEM MANUFACTURING..................................................................
44
3.5 M ARK ET SITU A TION ............................................................................................
44
3.6 SUM M A RY ..................................................................................................................
..........................
CHAPTER 4: DETAILED ANALYSIS APPROACH
47
4.1 CUSTOM ER INTERVIEW S ...................................................................................
48
4.2 OEM OFFERINGS ANALY SIS..................................................................................
54
48
............................................................................
. 59
4.2.2 D ATA BA SE U SE ...............................................................................................
64
4.3 SERV ICE M OD ELIN G .............................................................................................
70
4.4 SUM M A RY ..................................................................................................................
74
CHAPTER 5: RESULTS AND DISCUSSION..................................................................
75
4 .2 .1
5.1 SKU INCREASE RESULTS
-
FACTORY................................................
75
5.2 SKU INCREASE RESULTS
-
SERVICE.................................................
76
5.3 CHANNEL IMPACT ON COMPLEXITY...............................................................
77
5.4 STATISTICAL COMPARISONS.............................................................................
78
5.5 INVENTORY MODELING......................................................................................
80
5.6 DISCUSSION OF RESULTS ......................................................................................
80
CHAPTER 6: CONCLUSIONS ..........................................................................................
84
APPENDIX A: OEM/ODM INTERVIEW QUESTIONS ....................................................
87
APPENDIX B: SYSTEMS OFFERING ANALYSIS DATABASE FIELDS.......... 88
B IB LIO G RA PHY ...................................................................................................................
89
LIST OF FIGURES
Figure 1: BGA Processor Top and Bottom View ...................................................................
Figure 2: PGA Processor Pins (processor bottom view) ........................................................
F igure 3: P GA Socket .............................................................................................................
Figure 4: Growth of Netbooks ............................................................................................
Figure 5: Intel Process Flow ...............................................................................................
Figure 6: Intel Consumer Product Roadmap .....................................................................
Figure 7: Intel Business Products Roadmap ........................................................................
Figure 8: Intel Tick-Tock Cadence Model...........................................................................
Figure 9: IBM Thinkpad 700 ..................................................................................................
Figure 10: Intel Mobile Module...........................................................................................
Figure 11: Intel Mini Cartridge...........................................................................................
Figure 12: Newest Intel Processor Architecture .................................................................
Figure 13: Notebook Computer Industry Process Flow ......................................................
Figure 14: Notebook Computer Supply Chain ...................................................................
Figure 15: System Manufacturing Levels...............................................................................
Figure 16: Breakdown of Notebook Shipments from China ..................................................
Figure 17: Processor Selection Screen..................................................................................
Figure 18: Typical ODM manufacturing process flow...........................................................
Figure 19: PGA vs. BGA Manufacturing Flow Comparison ................................................
Figure 20: Gross margin performance of leading ODMs ....................................................
Figure 21: Operating margin performance of leading OEMs .............................................
Figure 22: Postponement feedback loop.............................................................................
Figure 23: Complete OEM feedback loops ............................................................................
Figure 24: BGA Factory SKU increase ..................................................................................
Figure 25: OEM billings by segment example table .............................................................
Figure 26: OEM attempts to sell example table......................................................................
Figure 27: Service SKU increase............................................................................................
Figure 28: SKU Increase Calculation framework...................................................................
Figure 29: OEM case study service model .............................................................................
Figure 30: Part failure flows used for service model...........................................................
Figure 31: Typical output from SKU increase analysis..........................................................
Figure 32: Typical output from statistical analysis.................................................................
14
15
15
16
21
23
23
26
28
28
29
30
35
36
37
38
41
42
44
46
46
51
52
55
60
61
67
68
71
72
77
79
This page intentionallv left blank
LIST OF TABLES
Table 1: Intel processor brands and part counts..................................................................
Table 2: OEM offerings analysis input data breakdown ........................................................
Table 3: Motherboard scalability study comparison...........................................................
Table 4: Final output from factory SKU modeling.................................................................
Table 5: Final output from service modeling..........................................................................
Table 6: Channel impact on product complexity...............................................................
Table 7: Service inventory modeling results .....................................................................
24
58
64
75
76
78
80
This page intentiolleI' /,ft blank
CHAPTER 1: INTRODUCTION
Intel, as the world's leading manufacturer of semiconductor platforms for desktop,
mobile, and server computer markets, provides the processor, graphics chip, and chipset that
go into a majority of the world's notebook computers. In order to achieve its goal of being
the preeminent provider of semiconductor chips and platforms for the worldwide digital
economy', Intel constantly strives to develop product offerings that fully meet its customers'
needs, and to anticipate and intercept major industry trends.
This thesis was part of a strategy exploration project aimed at understanding the
possibility of such an industry intercept, a transition to socketless, or ball-grid-array (BGA),
processors for notebook computers. This initiative started in the Mobile Platforms Group
(MPG) at Intel, which is the business unit responsible for not only the mobile business P&L,
but also engineering, marketing, platform architecture, and strategic planning for all Intel
mobile platforms. Within MPG, previous analysis suggested that BGA should naturally
become the dominant processor package for notebook computers due to a number of industry
trends; however, BGA processors represent only a small fraction of the mobile processor
volume. This study was undertaken to provide a greater qualitative and quantitative
understanding of this paradox.
BGA is one of two primary attach methods available for most processors on the MPG
mobile product roadmap. 2 The attach method refers to the method of connecting the
processor to the computer motherboard. BGA is the attach method where an array of solder
1Intel Corporation. (2009). Intel Corporation Corporate Strategy. Retrieved July 2009, from Intel Corporation
Web site: http://www.intc.com/strategy.cfm
Intel Corporation. (2009, Nov 16). Package Types for Mobile Intel@ Processors. Retrieved July 2009, from
www.intel.com: http://www.intel.com/support/processors/sb/CS-009864.htm
2
balls is present on the bottom of the processor package as shown in Figure 1.3 The processor
package is the brown substrate in these images that provides the input/output interface
between the actual silicon chip (blue component in the left image) and the computer
motherboard.
Figure 1: BGA Processor Top and Bottom View
The BGA component is soldered to the motherboard during the surface mount process step in
the factory at the same time the motherboard is manufactured.
The alternate attach method, or packaging choice, is pin-grid-array packaging (PGA).
On a PGA processor, shown in Figure 2, there are pins on the bottom of the processor
package that mate to a socket which is soldered on the computer motherboard. The socket is
shown in Figure 3.
3 Image from www.intel.com
40 0 0
* 410
0 40010
to
4
Figure 2: PGA Processor Pins (processor bottom view)
Figure 3: PGA Sockets
The crucial differences between BGA and PGA are that a PGA-mounted processor
can be easily pulled out of its socket but a BGA processor is difficult and expensive to
remove; and there is only one point in the production process when a BGA processor can be
installed whereas there are many possible installation locations for a PGA processor.
There are several trends in the notebook computer industry that indicate to MPG that
BGA should be a favored attach method used in notebook computer designs. These trends
4
Image from http://www.logicsupp1y.com/blog/2007/08/29/new-socket-p-processors/, accessed 4/1/2010.
5Image from http:/en.wikipedia.org/wiki/Socket P, accessed 4/1/2010.
15
include continued reduction in system form factors, continued cost pressure within the value
chain, and a move to almost fully outsourced production in China. First, the BGA processor
is smaller than a PGA processor in the x, y and z dimensions. This enables notebook
designers to create the small form factor systems that are appearing in the industry today
such as the Macbook Air and Netbooks. The growth of the small form factor Netbooks is
highlighted in Figure 4 (Sacconaghi, Lindsay and Moffett 2009). This data shows that
Netbooks represented 22% of consumer notebook shipments at the end of 2008 and 11% of
Netbook Unit Shipments (000s)
44
1,158
541
4Q07
1008
2Q08
3008
Percentage of:
Consumer Notebooks
0.9%
3.8%
8.1%
22.0%
Total Notebooks
Total PCs
0.4%
0.2%
1.7%
0.8%
3.7%
1.7%
11.1%
5.6%
Figure 4: Growth of Netbooks
total notebook shipments (which include business notebooks). As customers are continuing
to demand smaller and more powerful notebook computers from Original Equipment
Manufacturers (OEM) the desirability of BGA should be increasing greatly.
Next, margins in the notebook computer industry, especially for Original Design
Manufacturers (ODM), continue to decrease with current ODM gross margins between 4-5%
(Compal Electronics, Inc. 2009, Quanta Computer 2007, Wistron Corporation 2009). This is
due to the persistent reduction in system price points for portable systems and strong
competition between manufacturers. Use of a BGA processor provides savings for both the
OEM/ODM and Intel. The computer manufacturer saves the cost of the socket. This cost is
$.75-1 for the current generation socket and is projected to be $1-5 for the next generation
(Ku 2009). This equates to a gross margin increase of 20-30 basis points. Intel saves
material costs of approximately $1/unit because of the removal of the gold-plated pins and
the smaller substrate used for the BGA processor.
Finally, over the past 10 years the industry has moved to an almost fully outsourced
production model using Chinese factories, and most processors are being installed in these
factories rather than in an OEM factory very close to the final customer. This indicates that
the well-documented model of postponement popularized by Dell to provide high
customizability and rapid delivery is disappearing (Maich and George 2009). PGA
packaging, by allowing processor installation into a socket, enabled this customization late in
the supply chain. However, with the capability for late customization no longer used a
transition to BGA is hypothesized to be eased.
As Intel looked at these forces they saw that the industry had a significant opportunity
to reduce costs while further enabling system designs that are increasingly craved by
customers. Incremental earnings should have been available for both the OEM and Intel and
it seemed as if the industry was leaving money on the table. However, as PGA is still the
dominant packaging choice, it was presumed that there are unexplored factors that explain
why the socket savings and increased revenue from more desirable system designs are not
enough to induce the transition. This study was aimed at improving this understanding.
The approach undertaken for this research was comprised of three components. First,
face-to-face interviews were conducted at seven Intel customer sites to gain direct feedback
on BGA constraints. Feedback from the interviews was consolidated and we were able to
isolate key industry dynamics that drive the processor packaging design choice. From the
interviews it was verified that supply chain issues, and more specifically issues with the
industry service models and SKU (Stock Keeping Unit) proliferation, were the primary
constraints associated with BGA.
Based on the direct customer feedback, the next study step was to document current
notebook computer configuration strategies for leading OEMs and to utilize the resulting
model to verify the SKU proliferation effects. Major OEM websites and major retail
websites were used to develop a database of notebook system configuration offerings from
five leading OEMs, capturing over 70% of the industry volume. The resulting spreadsheet
model was then used to model the SKU increase effects of a full BGA transition as well as
the outcome from many potential implementation approaches that were suggested by MPG's
Product Marketing Group.
The SKU proliferation study further focused the research effort by showing that OEM
service operations experience the greatest negative impact from a processor packaging
change. Therefore the next portion of the study focused on the OEM service operation, with
an inventory model for one OEM service operation created and studied. The analysis
calculated the service part inventory level increase and cost increase that would result from
the BGA SKU increase.
The analysis shows that SKU proliferation effects are extreme for a full BGA
transition, and service inventory levels nearly double even with an implementation of more
limited scope. The industry has long used well-documented supply chain techniques such as
postponement and part commonality to provide highly customized products with reduced
inventories (Chopra and Meindl 2004). The BGA transition effects would not only erode
already thin margins, but also they would lower the amount of postponement and
commonality possible in the supply chain. The analysis predicts that this either a) would not
be accepted by industry players because they would continue with PGA designs or would
switch to competing PGA products, or b) would force undesirable (by some players at least)
structural changes in the industry supply chain, product offering, and service models.
This thesis presents a unique approach to studying SKU proliferation problems that
can result from supplier choices in an industry. It also provides current information on the
general state of supply chains in the notebook computer industry. Finally, simple models and
approaches are provided that can help Intel and others make decisions regarding product
roadmap strategies.
The remainder of this thesis is organized as follows: Chapter 2 will review applicable
Intel corporate background including a discussion of their mobile product roadmap. Chapter
3 will provide a current state overview of the notebook computer supply chain and
manufacturing. Chapter 4 will cover methodology used for the customer interview, SKU
proliferation and inventory analysis. Chapter 5 will provide a discussion of the results, and
Chapter 6 will present conclusions based on this research.
CHAPTER 2: INTEL CORPORATION BACKGROUND
The purpose of this chapter is to provide more detailed background into Intel's
corporate history, supply chain, and mobile product roadmap. Details of the various brands
and segmentation are provided as well as information on the product updating approach
including the tick-tock cycle. Finally, specific product attributes relevant to this study are
discussed in detail, including the packaging options for the processor which include BGA
and PGA.
2.1 CORPORATE HISTORY
Intel Corporation was founded in 1968 in Santa Clara, CA by Gordon Moore and
Robert Noyce. The company has evolved steadily since its inception, being first a producer
of memory products such as SRAM and DRAM, then most notably transitioning in the
1980's into the production of microprocessors for personal computers.6 With a combination
of manufacturing prowess and design excellence, it has developed and maintained a
commanding lead in this market. As of early 2009, Intel was reported to have almost 85%
market share for mobile products (Shah 2009). Its primary competitor in this market is
Advanced Micro Devices, or AMD, which owns most of the remaining market share.
6Intel
Corporation. (n.d.). Welcome to the Intel Museum Worldwide. Retrieved July 2009, from
www.intel.com: http://www.intel.com/museum/corporatetimeline/
2.2 INTEL SUPPLY CHAIN
Intel's process flow for processor products has been well documented in literature and
is shown below in Figure 5 in simplified form (Sonnet 2005).
Figure 5: Intel Process Flow
All sites on this process flow map with the exception of the OEM/ODM factories are
owned by Intel. Intel operates 15 Fab/Sort factories (Fabs) worldwide, 7 Assembly/Test sites
(ATM), and numerous Component Warehouses and Vendor-Managed-Inventory (VMI) hubs
that receive finished product and deliver to customers. 7 The Fabs are located in the United
States, Europe and the Middle East while the ATM sites are primarily located in Asia.
Finally, the Intel warehouse sites are located near customer factories.
OEMs are the value chain players that make the system architecture decisions and
system configuration decisions. These include whether to use a PGA socket or BGA
7Intel Corporation. (2009). Media Kit - Intel's Worldwide Manufacturing Operations - FAQ. Retrieved June
2009, from www.intel.com: http://www.intel.com/pressroom/kits/manufacturing/manufacturingqa.htm#l
processor in their designs and how many different Intel processors to offer for a given
computer model. These firms are also responsible for marketing, pricing, and distribution
strategy for their products. The OEMs design the supply chain and service operations, and in
many cases handle all component buying. OEM factories are located worldwide and
typically will build finished systems that are shipped to end customers. Some industryleading OEMs for notebook computers include Hewlett Packard, Dell, and Acer.
The ODMs have primary responsibility for detailed system design, manufacturing,
and in many cases distribution of the finished systems (Dedrick and Kraemer 2005). They
also produce many of the service parts required including motherboards. ODM factories are
mainly located in China. As will be discussed in more detail in the next chapter, the ODM
will build partial or full systems in their factories. Major ODMs producing notebook
computers include Quanta, Compal, and Wistron.
VMI Hubs have recently been added to the Intel supply network as part of
continuous improvement of its supply chain offerings. At these VMI hubs, Intel holds
processor inventory for OEM customers and can reduce the replenishment lead time for
customer orders from a previous two weeks when supplied from an Intel Component
Warehouse to less than one week. The OEM does not get billed for the processor from Intel
until this physical shipment occurs.
2.3 INTEL PRODUCT ROADMAP
Intel publishes product roadmaps for its current processor offerings in the mobile,
desktop, and server markets. Figure 6 and Figure 7 below show the current mobile product
roadmaps for Consumer product and for Business product, respectively.
Intel Corporation. (2009). http://download.intel.com/products/roadmap/roadmap.pdf. Retrieved July 2009,
from www.intel.com: http://download.intel.com/products/roadmap/roadmap.pdf
8
22
Consumer Mobile Platforms: Roadmap
2H'09
Figure 6: Intel Consumer Product Roadmap
Business Mobile Platforms: Roadmap
2H'09
Figure 7: Intel Business Products Roadmap
Multiple performance levels are represented on the product roadmaps, differing
between the consumer and business segments. For the Consumer roadmap the performance
levels are labeled as Entry, Performance and Extreme. For Business platforms, the levels are
called Better, Best and Extreme. In general, the higher levels on the roadmap correspond to
higher levels of performance of the platform, typically in the form of processing speeds and
data input/output speeds through the system.
Within each performance level there are multiple processor offerings and multiple
chipset offerings. Chipset functions include providing system graphics, supporting
multimedia devices such as optical drives, controlling input/output between peripherals and
the processor, and providing a connection to the system memory. Chipset variations exist for
different system form factors, different types of graphics cards (integrated vs. discrete) and
other features. The processor is the "brain" of the computer. Intel has several processor
brands, including some legacy brands such as PentiumTM that do not appear on the current
state roadmap. Table 1 below shows some of these brands with their corresponding labels
and also approximately how many processor types are currently available within each brand.9
Brand
PentiumTM
CeleronTM
CoreTM 2 Duo
30
10
36
Label
Number
Table 1: Itel processor brands and part counts
9 Intel Corporation. (2009). Processors - Intel. Retrieved July 2009, from www.intel.com:
http://www.intel.com/products/processor/index.htm
On the product roadmaps (Figures 6 and 7), these processors are identified by retail names,
for example T9800.
Within each processor brand there are several attributes that vary between the many
processors offered. These attributes include clock frequency, cache memory amount, bus
speeds, and other included features, for example business security features. In general, level
of pricing within the brand represents relative processing speed and functionality of the
offering. Certain processors within the brand correspond to the current product roadmap and
therefore represent the latest in Intel technology, however there are many other offerings as
well that represent parts and technologies introduced in earlier years. OEMs will build
systems using not only the current year's roadmap parts but also older parts.
Intel commonly refreshes its processor offerings throughout the year in conjunction
with typical retail cycles. This can be seen on the product roadmap by the addition of several
new parts in the second half of 2009. OEMs have advance notice of the upcoming
processors and therefore can have system designs ready in advance of the launch to generate
short time-to-market and high retail "buzz", keeping product lines fresh in consumers' minds
(Beckman, Roemer and Raphel 2005, 22). Note that similar updates occur for business
processors as well.
In addition to the update of processor offerings throughout the year, Intel holds
closely to a tick-tock new product or new technology introduction cycle with their product
offerings. This cycle is highlighted in Figure 8 (Shenoy and Daniel 2006). The "tick" in
this model represents a new process technology, such as transitioning from 45nm to 32nm
transistors, and the "tock" represents the design of new platform microarchitecture. Both
represent upward movement along the performance/price curve for the processor. One tick-
tock cycle completes in roughly two years, and because of this there is essentially a new
family of Intel products introduced each year, representing either smaller transistors within
the same architecture, or new architecture with the same process technology. A recent
example is the 2010 introduction of a new Intel product lineup featuring 27 new processors
(Murphy 2010). This cadence establishes the rate of change in the entire notebook computer
industry as OEMs will offer systems featuring these new products as they are introduced.
Intel Architecture and Silicon Cadence Model
U I I- I
I
.Gesher
22n
Nehalem-c
I-
fro
0
2004
2005
Microarchitecture
Processor
32nm
Penryn
Intel' Corem
2006
2007
2008
2009
Microarchitecture Design
2010
2011
2012
Approx
Years
Silicon Technology
Figure 8: Intel Tick-Tock Cadence Model
Overall, the Intel product roadmap is highly complex. Multiple processor brands,
each with high variety, serve most available segments in the portable computing market. The
processors are updated with very regular frequency as well, including both intra-year product
line refreshes and tick-tock refreshes. Adding to the complexity, Intel delivers this product
line to a vast worldwide network of customers representing the majority of the personal
computer business.
2.4 PROCESSOR PACKAGING CHOICE
The processor attribute of most interest in this study is the type of packaging. On
Intel's mobile roadmap, both BGA and PGA packaging options are offered, although both
options are not offered for all parts on the roadmap. These current packaging choices
represent the latest evolution for notebook computers; as background a brief history of
processor packaging is provided next.
2.5 PACKAGING HISTORY
The first laptop computer designs were produced in the late 1980's and early 1990's.
Most of these early systems used the processors available at that time, specifically the Intel@
3 8 6T1
and Intel@
4 8 6 TM processors.
These processors fit into sockets which were soldered
onto the motherboard, as BGA packaging for mobile processors did not exist. Both the
processor package and socket were large relative to modem designs, but this was not a
concern as notebook computers at this time were quite thick as shown below by the IBM
Thinkpad 700 in Figure 9, produced in 1993 (Wilson 2009).
Figure 9: IBM Thinkpad 700
With the introduction of the Intel@ Pentium TM processor in 1995, Intel developed a
new packaging type called the Mobile Module which was intended to allow manufacturers to
quickly configure notebook computer processors to customer orders, as it attached to the
motherboard through a proprietary, socket-like connector. The Mobile Module combined the
processor with cache memory, system bus, chipset and voltage regulator, and allowed the
motherboard design to be simplified due to the amount of complexity moved to the module,
reducing system design costs. 1 An example is shown in Figure 10."
Figure 10: Intel Mobile NModule
10 Intel Corporation. (2000). Intel@ Celeron@ Processor Mobile Module Connector 2 (MMC-2) at 433 MHz
and 466 MHz Datasheet. Retrieved August 2009, from www.intel.com:
http://www.intel.com/design/mobile/datashts/243346.htm
" Image from http://www.tomshardware.com/reviews/mobile-cpu-mania,263-8.html
28
Due to the height of the connector between the Mobile Module and the motherboard,
thin system designs were not possible. Also, with multiple chips present on the module the
inventory cost was very high and flexibility didn't exist for the computer manufacturer to
mix and match the component parts on the module (Weyden 2000).
Around the same time that the Mobile Module was introduced, Intel also released
another packaging type called the Mini-Cartridge. The Mini-Cartridge moved the cache
memory very close to the processor to speed data transfer between the two and enclosed both
in a small metal case. The underside view of this cartridge and its connector are shown in
Figure 11. This design also provided the ability to swap the processor for other variants.' 2
The Mini-Cartridge has a total installed height of 10mm, similar to that of the Mobile
Module, and therefore became less desirable for notebook computers as the market continued
to demand thinner systems.
Figure 11: Intel Mini Cartridge]
Intel Corporation. (1999)." Intel@ Packaging Information". Retrieved August 2009, from www.intel.com:
http://www.intel.com/design/packtech/packbook.htm
12
" Image from http://www.tomshardware.com/reviews/mobile-cpu-mania,263-8.html
29
-----------
BGA processors were introduced in the late 1990's. From that point to today the
primary packaging types available for notebook computer processors have been BGA and
PGA. These evolved to become the primary choices due to their lower cost and lower height,
with BGA processors having installed heights of <2.5mm and PGA 5mm, and the increased
consolidation of components onto the processor which eliminated the need for a separate
module. While the mini-cartridge had the cache memory located very close to the processor,
newest generation processors have virtually all integrated circuits that were part of the
Mobile Module as part of the processor. This is shown on the processor schematic in Figure
12 (Kirsch 2010). Note that this Intel processor design represents the latest packaging
evolution, as the PGA socket for this processor will have 989 pins for an increased level of
input/output. Both the BGA and PGA packages have gone through several evolutions over
the past 20 years.
TII
Ij~e"
2"
:
r
Figure'12: Newest Intel Processor Architecture
2.6 BGA PACKAGING
An example of a ball-grid-array was shown in Figure 1. The current generation BGA
processor is manufactured with an array of 495 solder balls that connect the processor to the
motherboard and provide the input/output connection to the rest of the system. During the
reflow soldering process step at motherboard production, the BGA processor is placed and
soldered along with other motherboard components. This is the only place in the computer
supply chain where a BGA processor can be installed, as a board cannot be sent through a
reflow process a second time for only processor installation.
From a manufacturing process perspective, there are very few issues associated with
the pick, place and soldering of a BGA processor. This process technology is well
understood and is not a constraint to the production of BGA systems. In fact, many products
that Intel offers today are sold exclusively with BGA packaging and the industry supply
chain and manufacturing is able to handle these components. These include central
processing units (processors), graphics processors, and chipsets. Processors such as UltraLow Voltage processors, shown in Figures 6 and 7, and the Intel@ Atom@ processor which
is included in Netbooks are only offered with BGA packaging. The key difference between
these categories and the others is that they are offered with very limited choice. For example,
there are three Ultra-Low Voltage processors shown in Figure 7 for 2009; in contrast there
are twelve different PGA processors in the Best category. As will be demonstrated later in
this paper, this expansion of product variety with PGA processors is one of the key
difficulties preventing a transition to BGA.
This research and all remaining discussion focuses only on those processors on the
Intel roadmap that are predominately sold with PGA packaging, as Intel's desire is to
understand constraints against the transition of current PGA designs to BGA. These
processors will be referred to as mainstream processors for the remainder of the paper.
2.7 PGA PACKAGING
The pin-grid-array attach method features a series of gold-plated pins on the
underside of the processor package as was shown in Figure 2. These pins mate with the
socket that is soldered down to the motherboard. The processor is then held in place via
cam-actuated connectors that hold the pins to the socket. This design allows for very easy
installation and removal of the processor by hand, and therefore much more flexibility during
computer manufacturing as the processor can be installed at virtually any point in the supply
chain. The PGA processor and socket also allow for scalable system design. Many different
Intel processors can be installed in the socket, and therefore an OEM can easily expand the
same base system to multiple processor performance levels.
The only physical constraint with PGA is the vertical layering of components inside a
typical notebook computer; this necessitates that the installation of many other components is
delayed until the processor is installed, for example, the keyboard. Based on customer
feedback received during this research, the PGA socket and processor are viewed as being
error-free parts that are very easy to use in manufacturing.
2.8 SUMMARY
Intel has a complex product roadmap, with several different platform and processor
brands, many processor choices within a brand, and fairly rapid turnover of product offerings
with updates within a year and tick-tock refreshes on a yearly basis. The recent addition of
27 new processors to the Intel product lineup is the type of change that adds high complexity
32
for notebook computer OEMs, even with a scalable PGA socket in their designs, as they are
introducing a large number of new computer models simultaneously. This combination of
Intel product complexity with OEM product complexity, as will be discussed in the next
chapter, becomes very significant when considering the processor packaging choice between
BGA and PGA.
CHAPTER 3: NOTEBOOK COMPUTER INDUSTRY OVERVIEW
This chapter will begin with a general overview of the notebook computer industry
and supply chain as it stands today. In particular, the transition to outsourced production in
China and to installation of the processor in China is covered in detail as this impacts the
supply chain's potential readiness for BGA processors. This discussion will focus
specifically on the motherboard and processor configurations offered by leading producers as
these are the components of the notebook computer supply chain that are affected by the
processor packaging choice. This section will conclude with a discussion of how the OEM
makes the motherboard and processor design choice and how that selection is presented to
the end customer.
3.1 INDUSTRY OVERVIEW
Figure 13 provides a graphical representation of the notebook computer industry
value chain. As shown by the market share numbers in each box, this industry features
significant consolidation of volume in a handful of players at each step in the value chain
(volume data pulled from various equity analyst reports). Note that keyboard suppliers are
included as one additional example of a component supplier, and that suppliers for other
components, e.g., hard drives, are similarly consolidated. As has been well documented in
the literature, the PC industry has undergone a shift to mostly outsourced production with
most of that production volume being handled by large ODMs based in Taiwan (Hirschheim,
Heinzl and Dibbern 2009).
This industry has also undergone geographical consolidation as have many other
industries in recent history. The ODM manufacturing sites for notebook computers are now
almost exclusively in China, continuing the trend that started with the freeing of Taiwanese
restrictions about locations in China in 2001 (Yang 2006). Also, the majority of remaining
OEM notebook manufacturing is located in China (Dedrick and Kraemer 2005, 11). The
only significant difference between ODM and OEM factories is the level of completion on
systems they receive and finish. This will be discussed in more detail later in the section.
%= worldwide market share by volume
Processor
Intel 84%
ODM
Top 5 = 91%
Keyboard
Top 5 = 93%
OEM
Top 6 = 77%
>99% China
production
Figure'13: Notebook Computer Industry Process Flow
3.2 GENERAL NOTEBOOK COMPUTER SUPPLY CHAIN
Figure 14 presents a general picture of the supply chain for notebook computers
which was constructed based on the multiple interviews conducted during this project. Intel
supplies processors to this supply chain through the previously mentioned Assembly/Test
factories, Component Warehouses, and VMI Hubs. Other components that make up the
computer, for example keyboards and hard disk drives, are also supplied to the ODM and
OEM factories.
Notebook PC Supply Chain
Suppliers
ODM/OEM
OEM
Retail/Resellers
Custs.
**CnEnd
Dintc ChaCustomers
TM00.
Intel ATM Intel CW\
Cina
Intel
VMI Hub
Retail
Other component suppliers
(keyboard, HOD, etc)
Figure 14: Notebook Computer Supply Chain
Two types of systems are built and shipped in the supply chain as detailed in Figure
15. Level 6 (L6) or "bare bones" systems, consist of the system chassis populated with
screen, motherboard, battery, thermal solution (hardware for heat removal), and keyboard.
These bare bones systems are typically assembled in China and then shipped to an OEM
factory, either in China or another country for customization to a particular customer order.
The second type of system produced is Level 10 (L10), or complete systems. As shown in
Figure 15, these systems have the processor plus hard disk drive, graphics card, optical disk
drive, memory, and software also installed per a particular customer order. L10 systems are
finished systems, and as such are generally shipped either directly to end users or to
retailers/resellers. These finished systems can be produced in either the ODM or OEM
factory. Note that this supply chain description is general and excludes many real life
permutations which are not essential to this research; for example, L10 systems could be
shipped from China to an OEM location in another country, and then only repackaged with
manuals and shipped to the end user, potentially for tax or export benefits.
W
The large OEMs in this supply chain are multi-national firms. Their factories, service
operations, and customers - be they resellers, retail customers, or end customers - are located
worldwide. This creates high complexity in the supply chain operations of a given firm.
They are also competing in a high clockspeed industry, where product lifecycles are very
short, component price declines sharp, and risk of obsolescence high (Fine 1998). Together,
these factors create a very challenging supply chain management situation.
L6
L10
"Bare Bones"
Complete system
Main board w/chipset
,Chassis
.Screen
eBattery
oThermal solution
*AC adapter
'oKB/country kit
Bare Bones +
*CPU
'GFX
ODD
eMemory
*Software (OS)
Figure 15: System Manufacturing Levels
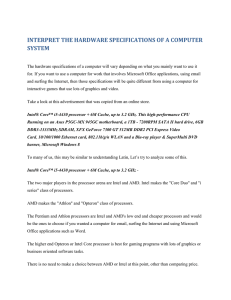
Figure 16 provides data on the mix of system designs being shipped from the Chinese
factories (IDC 2009). There has been a steady trend toward more complete system
shipments from China, with over 80% today being L10. This means that, on average, the
processor is being installed in a notebook computer earlier in the value chain today than
possibly any time in notebook industry history. This indicates a decrease in use of the
postponed customnization supply chain model popularized by companies such as HP and Dell
(Lee, Billington and Carter 1993). The PGA socket is essential for this postponement model
as it allows for processor installation late in the supply chain.
L6 vs. L1O Shipment Breakdown
i Full System
U Barebones
1000
80%
%f
60/0%
.k
40%
4/
~
/~~
'
,
shipments
9
~
-
/
4
20%
0%
E Barebones
I1Q05
2Q05
3Q05
4Q05
106
2Q06
3Q06
4Q06
1Q07
2Q07
3Q07
4Q07
1Q08
2Q08
3Q08
35.60% 39.20% 38.60% 35.90% 34.10% 32 30% 30.20% 30.80% 29.40% 28.80% 26.70% 23.20% 22.80% 21.35% 19.30%
U Full System 64.40% 60.80% 61.40% 64.10% 65.90% 67.70% 69.80% 69.20% 70.60% 71.20% 73.30% 76.80% 77.20% 78.70% 80.70%
Figure 16: Breakdown of Notebook Shipients from China
In contrast to desktop computers, the notebook computer end user rarely opens the
system case during its lifetime to upgrade the processor. This occurs for a variety of reasons,
most significantly that notebook internal designs are not standardized to the same level as
desktop designs and therefore case opening may be difficult and the processor may not be
accessible without significant system disassembly. This means that the processor, once
installed in China, remains in place in the chassis for the entire system life unless a failure or
other need for service occurs. This observation coupled with the earlier installation of the
processor in the supply chain influenced the Intel team to believe that the PGA socket was
not required to the same extent as it had been previously. Put simply, if you are making the
processor choice in the Chinese factory and not changing it, then why not use BGA?
System return flows are indicated on the supply chain diagram in Figure 14. If the
customer has a system issue they will return the computer to an OEM service depot (or 3 rd
party service provider). The service depot will conduct the repairs from an inventory of
service parts. The motherboard service parts are supplied by the ODM and are typically
produced in large batches at the start of system production. The OEM will purchase
processors and distribute them to these service locations.
Based on customer interview feedback, the motherboard is one of the most common
assemblies to fail in a notebook computer. With a PGA motherboard, when the system is
returned to the service depot the processor can easily be removed and placed into the socket
on a new motherboard. In this way, only motherboards need to be stocked in the service
inventory along with a limited supply of processors. When a BGA motherboard fails, the
motherboard and processor must both be replaced due to the solder connection. This
motherboard + soldered processor service part is also supplied from the ODM factory in
China. It should be noted that these service operations involve the only significant exception
to the trend noted above that notebook computer cases are not opened post-manufacturing
and processors are not changed on a motherboard. Based on feedback from our customer
interviews, approximately 2% of systems end up in service for motherboard and processor
issues.
The service operations are designed to provide rapid service in all geographies
serviced by the OEM, with typical turn-around times of less than three days. This results in a
large number of service depots that must be stocked. For example, one OEM indicated
during our research that they have worldwide service locations in 60 countries.
3.3 OEM SYSTEM DESIGN CONSIDERATIONS
This paper focuses on only two design attributes of a notebook computer, the
motherboard and processor, as these are the two components affected by the processor
39
packaging choice. In general, the motherboard design for a notebook computer is unique for
each system model as these models are generally targeted for specific segments, such as
business or consumer, and specific performance levels. The motherboard design will reflect
these specifications and must fit into the computer chassis. Additionally, the OEM makes
other choices when designing the motherboard depending on its business strategy. For
example, one motherboard may be designed for use across multiple systems in order to
increase part commonality. The OEM may also choose to use the same board design for both
PGA and BGA processors or may alter these designs. These motherboard design choices and
the accompanying decision to use BGA or PGA processors are made early in the system
design process.
For a typical system model and form factor, the OEM will offer several different
choices of processor. In most cases, when these multiple processors are offered on a system
they will all work with the same motherboard (also the same processor will work with
multiple motherboards). The OEMs choose the number and types of processors to offer for a
given system, spanning a range of processor performance levels. For systems sold through a
direct channel (Figure 14), these choices are available to the consumer through internet
selection or options presented during a sales call. An example of such a selection screen is
included in Figure 17.
r__
-
on
Customize your dv4t series
HP recommends Windows Vista@)Home Premium.
Laptop&tablet PCs > dv4tseries
1. Components
_
SWITCHTOUST-IE
_
Yourrksllag towa
Price
Instantrebate
Select Processor
S749.99*
-15000
$599.99
Total:
20.0%
YouSaved
Inte()
Pentium(R)Dual-Core
MobleProcessorT4280
Includedin price
DuoProcessorT6W4(2.06hz)
intal(R)Core(TM)2
0
o
nie(Ri Cora(TM)2
DuoeProcessor
P74i0(2,13GHz)
o ne(R) Core(TM)2DuoProcessorP860d(2.26GHz)
M~~~~~~~Ne
as low as S201mo'
+$6o.
Esim0ted0b 1,d009
+Sl50,00
a Needa PCasooner?
+1.250.
3
3
o
nyu
Intel(R)Core(TM)2DuoProcessorP700 (2.6Gi)
niel(R)Core(TM)2DuoProcessorP0
PCcipnnsWht
C
~Save
+S30M
(2.3GHIz)
+N35.00
Compolsats
0
0
"'(R) Cora(TM)2DuoProcessor
Tse
o InlIjlCorolTMd2 DuoProcessoirTlS
(2.63Gz)
4040
...
__
onxser
+s4.0
12.60z)
---
-
------
---
----
PrNextu
{Operaing system)
(Memoy) 0
-
P lie
t
wa~tSevo Pack1(324Ao
e telR)Pentd(RDa-40se 1ob0e
0 1z)
ProoessorT4220
*orror
2
t
Figure 17: Processor Selection Screen 4
Some of the processors offered on this type of selection screen might have much
higher performance or much lower performance than the rest of the components that make up
the base system. The OEM will offer these easy upgrades to the higher performing
processors in order to potentially capture extra margin on the system. It seems reasonable to
assume that the lower performance processors are offered for value-oriented consumers.
For systems sold through the indirect channel (Figure 14) the OEM makes the
decision regarding which system configurations to build, as these systems are built in
advance of customer purchases to retailer/reseller forecasts. After manufacturing, these
configurations are then shipped to fill the various indirect sales channels, including
distributors and retailers.
1
www.hp.com
3.4 ODM MAN1UFACTURING OVERVIEW
Data on the current state for ODM manufacturing of notebook computers was
collected during face-to-face interviews conducted at the Taiwanese headquarters of four
leading firms. The feedback received from the interviews was compiled into a typical view
of how notebook computers are produced in ODM factories. As mentioned earlier, the focus
continues almost exclusively on the flow of the motherboard and Intel processor through the
ODM operation.
3.4.1 PGA SYSTEM MANUFACTURING
Figure 18 shows the manufacturing flow for a typical PGA attach notebook computer.
Motherboard components are delivered from various suppliers with an approximate twoweek lead time. Processors are delivered from Intel VMI or CW sites and between 1 day and
2 weeks of these parts are held in inventory upstream of final assembly. (Triangles indicate
this inventory and others held by the ODM on the diagram)
ODM Manufacturing
0DM Order
MB
Component
OEM/Customer Order
ODM SMT
k
entory
2 wks
inventory
ODM
2-3 days
1 day inventory (VMI)
2 wks (non-VMI)
Final
Typical contract terms state
that orders must be shipped
between 24-72 hours*
Assembly
1-3 days
Legend
-*
inoynation Flow
Physical Flow
*Feedback from ODM customer visits
Figure 18: Typical ODM manufacturing process flow
SMT and Final Assembly are done by the ODM. SMT, where the motherboard
subassembly is produced, is typically located relatively close to the final assembly line for
the notebook computer. The throughput time for SMT varied in our interviews from 2-3
days, including queue time. Next, approximately 1 week of finished motherboard inventory
is held downstream of SMT.
The finished motherboard inventory is necessary because typical OEM contract terms
specify that finished computers must be shipped within 24-72 hours of an order being
received. This configure-to-order (CTO) production model, indicated on Figure 18 by the
customer order entering at final assembly, occurs regardless of whether the system is being
produced for the direct channel or indirect channel. Therefore, final assembly operates in
pull fashion, with necessary processor and motherboard parts being pulled from the upstream
inventories, and SMT operates in push fashion with motherboards being built to a forecast.
This locates the push-pull interface at the beginning of final assembly. ODMs are producing
motherboards based on a forecast with a roughly one-two week horizon, and this forecast is
developed with input from their OEM customers. The benefit of Intel VMI hubs for
production can be seen here, as previously the same type of push procurement of processors
had to take place with two weeks lead time and the resulting two week inventory of
processors had very high value in the ODM factory (typically owned by the OEM at that
point); with VMI hubs that lead time can be reduced to one day, moving the processor flow
to almost a pull model.
During final assembly processors are placed into the motherboard socket for PGA
attach. The systems are then typically air-shipped to their next destinations, be it an end-
I
user's home or a retail store/distribution warehouse. Sea shipment is also used but from our
interviews seemed to represent the minority method of transport.
3.4.2 BGA SYSTEM MANUFACTURING
For a BGA system the processor flow is routed to SMT rather than to final assembly.
The contrast between the BGA and PGA process is shown in Figure 19. For simplicity the
flow of only one processor is represented. The motherboard with the BGA processor
soldered in place is the only input to final assembly in this case.
ODM Factory: PGA vs BGA
SMT
SMT
BGA Motherboard
PGA Motherboard
FinalAssembly
Final Assembly
BB
Processor
h
Processor
VMI
VMI
Figure 19: PGA vs. BGA Manufacturing Flow Comparison
3.5 MARKET SITUATION
Due to system price point decline, margins in the notebook computer industry
continue to erode even in the face of strong cost cutting measures by most of the industry
players. The system price point drops are driven by high competition, new market segments
(i.e., Netbooks), and the increasingly commoditized nature of the product (Sacconaghi,
Garfunkel and Yin 2008). Figure 20 shows that ODM gross margins have steadily declined
this decade to between 4-5% (Compal Electronics, Inc. 2009, Quanta Computer 2007,
Wistron Corporation 2009). Additionally, the major OEMs will typically contract with
multiple ODMs for their manufacturing needs and will utilize the resulting competition to
further drive down costs or revenues to the ODMs (Law 2009). Even given this, industry
players such as Dell and Lenovo have not been able to stave off margin erosion in their PC
businesses as shown in Figure 21 (Sacconaghi, Garfunkel and Yin 2008). Overall, industry
players continue to look for ways to cut costs or move into higher margin businesses. OEMs
are continuing a move toward outsourcing non-core competencies to reduce fixed costs
including moving more system design work to the Taiwanese ODMs and outsourcing service
operations (James 2004, Dedrick and Kraemer 2005). ODMs are becoming more vertically
integrated, incorporating production of components such as LCDs into their operations in an
effort to boost margins (Jung and Hsu 2009). In this environment, BGA processor savings of
$1-5 per system from not having to purchase a socket represent a material way to increase
gross margin performance. This benefit presumably would be split between the ODM and
OEM but given the competitive environment it is likely that the OEM would receive the
majority of the benefit.
ODM Gross Margin Trend
12%
10%
8%
-+-
6%
C,
Quanta
+Compal
Swistron
4%
2%
0%
2002
2003
2004
2005
2006
2007
2008
Figure 20: Gross margin performance of leading ODMs
OEM Operating Margin Trend
8%
6%
$4%
Dell
--
-0-HP
2%
Aw Lenovo
0
Im0%
0
-2%
-4%
Figure 21: Operating margin performance of leading OEMs
(Dell - PC Hardware Margin, HP - Personal Systems Group Margin)
1.6 SUM [MARY
The notebook computer industry has seen many shifts over the past several years.
These include a consolidation of players at most points in the supply chain, a shift to
outsourced production in China, a decrease in the level of supply chain postponement, and
continued erosion of margins. The supply chain of the typical manufacturer is very complex
with high product variety being distributed to many different countries through multiple
distribution channels. Service requirements are stringent and add to the operational
complexity. Overall, the industry presents many challenges, not least of which is efficient
supply chain function. This situation will be reviewed again after the impacts of BGA
packaging on the supply chain is considered, which is the subject of the next chapter.
CHAPTER 4: DETAILED ANALYSIS APPROACH
In order to better understand the impacts of a BGA transition on the notebook
computer industry supply chain, a three-stage analysis was used with each stage increasingly
focused on the area deemed most critical. First, interviews were conducted with four
notebook computer OEMs and three ODMs. Feedback from these interviews strongly
pointed to SKU proliferation, supply chain management, and service part management as the
primary barriers to designing more systems with BGA attach. Based on this result,
cataloging and analyzing of current OEM notebook system configurations, specifically
combinations of motherboards and processors, was conducted. This analysis showed that
SKU proliferation effects were very high in the factory setting but even more extreme in the
OEM/ODM service operations. Therefore, the final stage of the analysis then focused in on
the service operations, comprising a focused case study of the inventory impacts of a partial
BGA transition on one OEM's service part inventory levels. This chapter provides details on
the methodology used for each analysis step.
4.1 CUSTOMER INTERVIEWS
"Inventory management outweighs all" - quote from customer visit
Seven Intel customers were visited during the course of this research in order to gain
first-hand feedback on reasons for slow BGA adoption. Four of the customers were
multinational OEMs and the remaining three were Taiwanese ODMs.
Standardization was attempted as much as possible for the customer interviewing.
Distinct sets of questions were developed for the OEM interviews and the ODM interviews.
48
The interviews were conducted as working meetings, with multiple Intel representatives and
customer representatives in the room. Functions represented typically included system
design, procurement, manufacturing, and service. A standard set of questions (Appendix A)
was asked in each interview and answers received were clarified, if necessary, to ensure that
any information obtained was consistently described and/or measured across companies.
Overall, seven interview data sets were collected.
Based on the limited number of companies visited of each type, quantitative analysis
was not performed on the interview results. However, the results were utilized in other ways.
First, the feedback from the interviews allowed for construction of the generalized supply
chain diagrams for the industry that were presented in the last chapter. Next, there were
several consistent themes that emerged from the interviews. These themes include key
industry dynamics that help explain the actions of the industry players with regard to BGA
notebook designs. One other consistent feature from all interviews was the mention of four
levers that could be used by Intel to incentivize greater use of BGA designs. These were
incorporated in the options explored later in the paper. Finally, the feedback received
provided a very clear focus area for the remainder of the research.
The consistent messages that emerged from the customer interviews can be
summarized by three points:
1) Intel actions, such as intra-year and yearly modifications to part offerings and
additional roadmap segmentation, lead to high SKU counts in the industry.
2) Supply chain complexity in the industry is very high. Product life cycles are
short, on the order of 3-6 months, especially in retail. The industry supply chain
is long with 16-24 weeks of estimated inventory (especially with outsourcing to
China), and systems have to be designed, manufactured and distributed to many
countries. Demand forecasting in this environment was raised as a major concern
by the OEMs.
3) Service complexity in the industry is very high. For corporate customers, system
warranties of 3 years are common and often extend to 5 years, and promised turnaround times are on the order of 3 days or less. For these repairs, because of
standardized corporate support models, the motherboard and/or processor cannot
be upgraded to a newer version if a service part is not available. Therefore, large
inventories of motherboards several years old must be stocked in the OEM service
depots to ensure high levels of customer service and part availability.
In addition to the common themes listed above, there are also two industry dynamics
that were mentioned in all interviews that help explain the OEM system design choice. The
first dynamic is that Intel roadmap segmentation and product offerings drive the need for
OEMs to have a scalable, PGA socket in their systems. This effect is illustrated by the
feedback loop below:
OEM desire for
postponement +
Number of PGA
designs by OEM
Number of Intel
product offerings
B
OEM cost -
Delayed
Customization
development,
management, inventory
Number ofOEM system
configuration offerings
Figure 22: Postponement feedback loop
Intel adds product offerings in response to competition and market needs. During the
OEM interviews, we were consistently told that as Intel adds these processors, the OEM must
add system configurations with those processors as well in order to match their competitors.
These additional system configurations increase the OEM costs in the form of incremental
SKU management costs and incremental inventory costs. As inventory-related costs begin to
rise for systems, the OEM desire for postponement increases in order to control inventory
costs and still offer customers a broad selection. After a delay for the next generation of
systems and motherboards to be designed and introduced, an increase in the number of PGA
designs offered by the OEM is seen, as PGA and its scalable socket allows for processor
customization at the last possible moment in final assembly. This increase in postponement
then reduces the inventory cost and SKU management cost, creating a balancing feedback
loop to the Intel roadmap action. A second feedback loop relates to the commonality of
motherboard designs for systems. This is shown in Figure 23.
OEM desire for
postponement +
B
Number ofPGA
designs by OEM
Number of Intel
product offerings
Delayed
Customization
+
OEM desire for part
commonality
OEM cost -
B
development,
management, inventory
Reduced Platform
Costs
Number of OEM
motherboard designs
Number of OEM system
configuration offerings
Figure 23: Complete OEM feedback ioops
Again, as the number of OEM system configuration offerings increases, OEM
development cost and SKU management costs see incremental increase. This increases the
OEM desire for part commonality, which is a common response to issues of SKU
proliferation in a supply chain. After some time delay, again for the development of the new
generation of system designs, they then reduce the number of motherboard designs that they
have, utilizing the same design across multiple system models and form factors. They also
utilize the same motherboard design to mate with a wider performance variety of processors,
leveraging the scalability of the PGA socket. For example, where previously an OEM may
have had a low-cost motherboard design that mated with a low-powered processor and a
high-cost motherboard design that mated with a high-powered processor, they may decide
that the incremental revenue or cost savings from such a strategy is outweighed by the
development and support costs of the different board designs. These leads to design
consolidation and use of the same motherboard with the entire processor range, reducing
design and inventory costs and creating a balancing feedback loop. Overall, this basic
analysis of key industry dynamics developed from the customer interviews highlights forces
that push OEM customers away from BGA system designs.
During the course of the customer interviews there were four enabling levers that
were consistently mentioned as ways to incentivize greater numbers of BGA designs. These
levers included:
1) Reducing Intel roadmap segmentation (number of performance levels)
2) Reducing the number of refresh cycles for Intel parts (yearly and intra-year)
3) Offering more processors in both PGA and BGA packages so OEM has choice
4) Reducing cost of BGA processors
The effect of levers #1 and #2 were highlighted by the feedback loops already
presented. By lowering the number of processors offered and/or reducing the rate of change
for those processors, Intel gives the OEM the chance to support less variety and therefore the
chance to potentially offer more BGA designs, gaining the cost and form-factor benefits of
BGA without taking an excessive inventory or other cost impact. As with most of the
discussion in this section, business trade-offs exist for Intel and the OEM that must be
considered and the situation is potentially unique for each OEM. By lowering the number of
processor offerings, both Intel and the OEMs could potentially see incremental drops in
revenue that are not fully recovered by sales shifts to other processors, for example due to
lower selling prices on the remaining parts. These drops could exceed any cost savings from
the program and this would obviously be considered as such a change was contemplated.
In summary, the feedback loops developed from customer interviews indicated that
reduction of product line complexity costs is the primary driver for PGA, or against BGA,
system designs. This complexity is most apparent in the factory and service operations.
Therefore, the remainder of this research focuses on improving understanding of the effects
of various BGA strategies on these segments of the supply chain. Levers #3 and #4 above,
offering more BGA-package products and lowering the cost of those products, are not
explored further as they fall outside the realm of the supply chain study.
4.2 OEM OFFERINGS ANALYSIS
One of the most common refrains heard during the customer interviews was that in
order for a system to be a viable candidate for BGA it had to have at most 2-3 processor
choices, as this level would balance SKU and inventory impacts with incremental revenue
from offering the consumer additional choice. The goal of the next section of the research
was to verify this type of statement and others about significant negative BGA impacts on
supply chain complexity through modeling and quantification of the SKU proliferation
impacts of a BGA transition. This study accomplishes that by quantifying how many unique
processors are mated with each unique OEM motherboard, as this is the critical sub-assembly
unit affected by the packaging change.
As illustrated in Figure 19, after the packaging transition, processor attach to the
system motherboard occurs during the surface mount process rather than during final
assembly. Figure 24 expands this view by including the typical number of processors that
are offered on a system. The number of processors matched with each motherboard reflects
the number of unique sub-assembly SKUs that must be produced at the SMT process step in
a pure-BGA world. As such, it is a primary result reflecting the effects of such a transition.
-- 71
L
Factory SKU Increase: PGA to BGA
SMT
sm
BGA Motherboards
PGA Motherboards
FinalAssembly
FinalAssembly
BGA
Processors
vM
vr
PGA
Processors
Figure 24: BGA Factory SKU increase
This SKU increase value is utilized as a proxy for supply chain complexity and
supply chain cost in this study. The use of SKU or component part count as a measure of
supply chain complexity and cost is developed from a review of the applicable literature.
Fisher et al. (1999) presents an excellent literature review and describes how increasing part
commonality decreases cost in the manufacturing environment. C.C. Bozarth et al. (2009)
break down drivers of complexity into detail complexity, for example the number of parts in
use in the manufacturing environment, and dynamic complexity, for example demand
variability. Their findings from an empirical study show that increases in these complexity
measures do have a negative impact on supply chain performance and that while an increase
in the number of parts by itself is not a significant driver, the resulting increase in demand
variability resulting from disaggregation of demand is a major cost driver. Huang et al.
(2005) utilize data from a notebook computer manufacturer to test their model of product
platform commonality on optimal supply chain configurations and find that "increased
commonality... further improves material availability and reduces system complexity".
Finally, Raphel (2005) modeled the costs of complexity resulting from the addition of SKUs
to a product line and stated that "while SKU count is not the only driver of organizational
55
performance issues, it is a reasonable proxy for business complexity that resonates with most
employees".
With a PGA system design, the manufacturer can install the processor in final
assembly only when a firm customer order is received, thereby postponing differentiation of
the system (Hoffman 2006). In this case, demand for all systems using a particular
motherboard is pooled across the individual motherboard design. For BGA production, each
individual combination of processor and motherboard that the OEM offers must be produced
for subsequent pull into final assembly. This breaks the total demand into many smaller
streams as represented in Figure 24. As previously discussed, regardless of packaging type,
motherboards are manufactured at SMT based on an approximate one-week forecast.
Breaking up the demand in this way impacts inventory management in the factory.
First, the average inventory level will increase in order to meet the same service level. The
inventory level at this point represents a mixture of cycle stock and safety stock, or buffer
inventory. As total demand does not change, total cycle stock level, which is intended to
serve the demand, also does not change. Safety stock levels, however, increase
proportionately with an increase in demand standard deviation (Chopra and Meindl 2004,
303). The demand standard deviation increases because the sum of the individual item
standard deviations of demand in the BGA case is higher than the standard deviation of the
aggregate, or pooled, demand (Chopra and Meindl 2004, 314). Note that this assumes that
the demand for each individual motherboard + processor subassembly is not perfectly
positively correlated, with negative correlation being a stronger assumption in this case
(Beckman, Roemer and Raphel 2005, 31). Because the cycle stock level does not change,
the overall inventory increase is not proportional to the overall SKU increase.
Next, the average value of the inventory increases. The processor is one of the
highest value components in a typical notebook computer and on average has a value
approximately double that of the system motherboard. Therefore, not only does the
inventory held upstream of final assembly increase, but also this inventory has three times
greater value on average than if it did not contain soldered-on processors. All together, this
disaggregation of motherboard inventory in the ODM factory presents a significant
management and financial challenge to the operation. This fact was expressed during the
ODM interviews by factory representatives. Note that a similar loss of demand pooling
across a motherboard design occurs in the OEM service depot.
Five notebook OEMs are represented in this study in order to quantify the extent of
the demand breakup that occurs with a change to BGA processors. Data on the OEM current
system configuration offerings was collected through the OEM consumer and commercial
English-language websites, and major retail websites such as www.BestBuy.com and
www.newegg.com. Data was collected early in Q l2009 and then periodically checked and
updated throughout Q1 and Q2 as OEMs stagger release dates for some system
configurations. In order to speed the data collection process, an Excel tool was built that
automatically populated a spreadsheet with the relevant processor data based on the
processor's retail name. Data such as shipping days, system price, and motherboard design
was also pulled to complete the database (complete list of database fields is in Appendix B).
All told, 640 unique system configurations were collected in the spreadsheet for analysis.
As this analysis focused on the movement of mainstream Intel processors to BGA
designs, it excluded specialized laptop system types and processor types. Specifically, niche
systems such as high-end gaming machines or engineering workstations were excluded as
they represent a very small percentage of the overall market. Also, processors that serve
these high-end markets such as quad-core Intel processors were left out of the study as they
also represent limited volume.
The table below shows the final data breakdown by OEM.
Table 2: OEM offerings analysis input data breakdown
OEM
Number
of
Number of
Motherboards
Number of
Processors
Number of Unique SubAssembly SKUs
Systems
#1
36
8
14
39
#2
114
17
28
106
#3
34
20
26
111
#4
122
7
16
43
#5
53
18
17
79
Number of systems refers to the total number of complete system-level SKUs that
were entered into the database, with each of these SKUs representing a finished notebook
computer configuration. From an OEM perspective this value is a rough measure of the
number of complete system configurations that they are making available to the various sales
channels relative to the competition. These system-level SKU configurations vary by many
factors, including chassis type & color, motherboard, screen size, memory, hard drive,
processor, and software.
Number of motherboards refers to the number of unique motherboard designs present
in the complete-system configurations studied. This result was verified during the course of
this research and details on the data verification occur later in this section. Number of
processors is the total number of unique Intel processors that were present in the complete
system configurations studied. Finally, number of unique sub-assembly SKUs captures the
previously-mentioned total unique pairings of motherboard and processor that were
contained in the complete systems cataloged. This value represents the maximum SKU
increase that would result from a transition to all BGA processors. Note that not every
processor is offered on every motherboard; one can assume that this would be excessively
expensive and would potentially represent too much choice for the consumer. Instead, the
data from this study suggests that the OEM determines the processor selection based on the
target segment and channel for the computer. For example, high-performance
motherboards/systems will typically only be offered with a selection of high-performance
processors, and systems offered to the indirect channel will have fewer processor choices
than systems sold through the direct channel.
4.2.1 DATASET VERIFICATION
The data collection method for this portion of the study was chosen because Intel's
customers will not willingly give up detailed information on their product scalability
approaches and sales levels given obvious competitive concerns. Because this detailed
visibility was not available for verification, and given that the data collection process took
place through searching of almost exclusively English-language web sites, a concern for any
subsequent analysis was the possibility of missing system configuration data. Systems could
have simply been overlooked during the search or not been visible, particularly those sold
outside the US where the OEM has a substantial share of its sales.
In order to increase the confidence that all processor and motherboard combinations
offered by an OEM were captured in the database, three approaches were used. First, the
prevalence of processor offerings, or sales attempts, by OEM was compared to actual
59
processor sales for that OEM. Next, the identification of unique motherboard designs was
tested using internally available expert knowledge and publicly available system information.
Finally, the overall results were compared to previously completed Intel studies.
The first step in this process utilized Intel processor billing information from the time
period under study. To begin, the data was sorted by segment on the Intel product roadmap
for the five OEMs in the study. A generic example is shown below. Note that all values are
for demonstration purposes only.
OEM
Intel Product
#1
#2
Centrino TM 2
25%
40%
Pentium TM
35%
340%
4OEM
Values are % of total
billings for the
Intel roadmap
Celeron TM
40%
20%
segment
Roadmap Segment
...
Figure 25: OEM billings by segment example table
Next, the systems offering analysis database was sorted by processor type and OEM,
and a similar table was constructed that reflected the percentage of OEM motherboard
designs that were offered mated with a processor in a given Intel roadmap segment. Note
that the columns do not add to 100% in this case as multiple processors are offered with most
motherboards. An example table is shown below.
OEM
Intel Product
#1
#2
CentrinoTM 2
100
80%
PentiumTM
50%
50%
CeleronTM
10%
50%
Roadmap Segment
...
Values are % of OEM
motherboards designs
that are offered with a
processor in the Intel
segment
Figure 26: OEM attempts to sell example table
The first data table represents the Intel sales to an OEM for a given processor
segment as a percentage of total sales to the OEM. Roughly speaking, the second table
indicates that percentage of times that the OEM attempts to sell a processor in a given
segment. For example, OEM #1 above offers a member of the CentrinoTM 2 segment as an
option on every motherboard included in this study. CentrinoTM 2 then represent 25% of their
sales as shown in the first table. With this understanding, three scenarios exist when
comparing the data between the two tables. First, the processor might be offered frequently
but sold very infrequently. This represents a case where end consumer demand doesn't exist
for the configuration for some reason, for example because the processor is too powerful, and
therefore too expensive, for the remainder of the system components. Second, the processor
might be offered infrequently, but sold very frequently. This represents a
processor/motherboard combination that is potentially missing from the database and
therefore has to be inspected before moving on with the study. Third, both % offered values
and % sold values fall within an acceptable range defined by the standard error of the dataset.
Qualitative inspection of the data showed four pairs of points that fit the second
condition and therefore represented potential missing data for the analysis. These points
prompted further internet searching to attempt verification of that processor being offered by
the OEM. One point was resolved in this manner. The remaining three were not, therefore
likely represented processors that were only sold by the OEM outside the US. In the
subsequent data analysis, existence of these points was simulated in the dataset to understand
the impact on the analysis output and this impact was found to be minimal.
Identifying system motherboards and documenting whether or not they are unique is a
difficult task with potential for error without having first-hand system design knowledge or
ability to actually open the case of the various systems studied. Past Intel studies have relied
on the knowledge of field teams, those closest to the customers, to provide this input. The
field teams were utilized again along with additional verification steps for this study. The
four-step process below was followed:
1. Assume that system configurations with common chassis and screen size share
the same motherboard, especially if found with a selection screen such as Figure
17.
2. Utilize publicly available pictures, if necessary, to verify port locations on
systems with the assumption that common port locations likely equal common
motherboard (when comparing across models).
3. Examine system teardown data (when available) for actual inside-the-chassis
looks at the motherboard design.
4. Send these results to the Intel field-teams for verification and update.
The resulting number of unique motherboard designs found in this study using this approach
compares well to rough counts obtained from two OEMs, further increasing confidence in the
results.
The final step in the database verification was comparison of the results from this
classification process to past Intel study results. This step combines the processor
information and motherboard information together and therefore provides a third perspective
on the dataset validity. The previous Intel study was performed on OEM system designs for
the previous generation Intel platform; therefore some differences are expected from the
current study. Table 3 shows the comparison between the two studies (Intel MPG Product
Marketing Group 2007). The table results are the percentage of motherboards studied that
scale, or have low-high processor offerings, between two particular segments, referred to
here as a segment band. For confidentiality purposes the segments and segment bands are
obscured on this table.
The comparison shows that the current study results compare well with the previous
results, given the differences in methodology employed. The previous study utilized field
team input to classify unique motherboards and to provide the lower and upper bounds for
the processors used. The previous study did not attempt to quantify all processors used
between these bounds as the current study did. 23% of the results for the current study fell
within segment band 5, which was not a segment band found on the previous study. Segment
band 4 is broader than and includes segment band 5. Therefore the possibility exists that
processor offerings were missed for segment band 5 systems during data collection and those
results actually fall in segment band 4. It is also possible that OEM scalability approaches
have changed between the two platforms. In either case, because the gap between the bands
represents only one segment the difference in the study results is minimal and therefore not a
concern for further analysis.
Table 3: Motherboard scalability study coiparison
Scalability
2007 Study
Current Study
Segment Band 1
Segment Band 2
4%
13%
12%
14%
Segment Band 3
17%
21%
Segment Band 4
53%
29%
Segment Band 5
23%
The final, verified dataset does not contain every system offered by the OEMs in this
study. Cataloguing every complete system-level SKU offered is a nearly impossible task
given the multitude of component, chassis color, and other options that are offered by the
leading OEMs, therefore this type of database will always contain a sample, possibly a small
sample, of the system-level SKUs produced. However, by focusing on only two components
of the finished system and by completing the verification steps outlined above, high
confidence exists that the relevant variety for this study, the motherboard and processor
variation, is captured. Also, while it is probable that some system motherboards are not
present in the data, the motherboards that are included are supplied to the indirect and direct
channels, sold to both business and consumer customers, and represent multiple levels of
total system price and total system performance. Therefore it is felt that the systems present
represent an accurate sampling of the system offerings and system configuration strategies of
each OEM.
4.2.2 DATABASE USE
The resulting dataset provided numerous opportunities for analysis of the SKU
impacts from a BGA transition. The impact was evaluated at both a factory level and service
level. Multiple cases were examined, starting with a full-BGA transition for mainstream
processors and then progressing to additional cases such as reduced segmentation on the Intel
product roadmap and slower pace of change in product offerings. Finally, statistical
comparisons were performed between OEMs to identify potential partners for BGA.
The basic logic employed to understand the SKU change effects of BGA was shown
in Figure 24. For a given system utilizing PGA processors, one motherboard SKU would be
produced at SMT and multiple Intel processors would be stocked at final assembly for
insertion in the system per a customer order. For the system shown there are nine different
Intel processor options offered and sold which is typical for the industry. When that system
transitions to BGA, as shown on the right side of the figure, the processors must now be
supplied to SMT and multiple motherboard + processor SKUs must be produced for
installation at final assembly. To quantify the SKU increase resulting from BGA at SMT, the
new number of motherboard SKUs plus the number of processors routed to SMT is
compared to the original number of input and output parts at the process. Using this
methodology, the example system in Figure 24 would have a 18x SKU multiplier for SMT if
converted from PGA to BGA. This type of simple accounting of input and output
components is extended to final assembly as well. As discussed previously, this SKU
increase was chosen as the model output as it provides a reasonable, relative measure for the
complexity change of the system transitioning from PGA to BGA.
Similar accounting is used when looking at the OEM service operations; however, in
the service case versus the factory case a very important difference is that multiple
generations of motherboard SKUs must be stocked in the service depots to meet customer
requirements for rapid turnaround and extended warranty periods. Typical turnaround time
based on our interviews is two days and warranties span 1-5 years. This means that not only
will there be an increase in spare part SKUs (motherboard + processor) stocked for a given
time period, similar to the factory case, but also incremental SKUs will be added for
subsequent time periods due to the introduction of additional Intel processors (and laptop
OEMs selling systems with those processors per the previously mentioned industry
dynamics) and the tick-tock cadence of platform and micro-architecture introductions.
Processors added to the Intel roadmap throughout the year become incremental
subassemblies that must be stocked; for the tick-tock changes, however, the OEM must
replace all current processors with their counterparts in the new platform. The resulting
situation is depicted in Figure 27. The figure shows the initial service inventory comprising
nine boards with soldered processors, three additional service parts from the mid-year refresh
of Intel's lineup, and nine new parts with the next year's new platform introduction. In this
example the number of unique service parts stocked increases from 2 (one motherboard in
initial inventory and one motherboard for the new platform) to 21 for an approximate I1x
multiplier.
MEM
Service SKU Impact of BGA
Field Service
Factory
Initial inventory
SM-GwMteroad
Final Assembly
part refresh
MWonMid-year
Processors
VM
New Platform Intro
Figure 27: Service SKU increase
Several assumptions were made for the service SKU increase calculation. First, it
was assumed that OEMs would actually add additional processors to their system
configuration options as Intel released those processors to the market. Next., it was assumed
that a platform change would require all current processor offerings for a system to be
replaced with corresponding offerings from the new platform and that the total number of
processors offered per system would stay constant across tick-tock cycles. Finally, an
average warranty period had to be assumed. Given that consumer laptops account for 65% of
all shipments in 2008 and that a typical warranty period for consumer laptops is one year and
for business laptops three years, a weighted average warranty period of 1.7 years was
calculated and used (NPD 2009).
With the assumptions in place, a spreadsheet model was then built that calculated the
incremental SKU change for various Intel BGA strategies. To accomplish this, the math in
Figure 24 was tabulated for each OEM motherboard. Figure 28 presents a depiction of this
calculation. The matrix in the figure is a map of OEM motherboards (x-axis) included in this
study and Intel processor segments (y-axis). High performing, high cost processor segments
are at the top of the figure and low performing, low cost at the bottom. Note that the matrix
included here is only a depiction of that used in the study for confidentiality reasons. Shaded
boxes represent points where a processor in the segment is offered on a particular
motherboard and the total count in each column is therefore the number of unique
motherboard SKUs that would be produced with BGA. Some motherboards have many
processors offered and others have very few, and the processors offered on a motherboard
can span the entire performance range, or only the upper, middle or lower segment. Different
scenarios were tested using this matrix and the resulting SKU change, both in multiplier and
total SKU count, was calculated for each OEM.
4
Motherboard
-
1 2 3 4
5
61 7
8 9 10 11 12 13 14 15 16 17118119120
Processor
H
Segment
I
__
[4
~L
__
L[-
I
__
Figure 28: SKU Increase Calculation framework
The output from this spreadsheet model, in addition to quantifying the SKU
proliferation impacts of BGA transition strategies, was also used to perform comparisons
between the five OEMs in the study. The desire was to identify potential Intel partners and
types of systems that would be more amenable to BGA designs. The metrics used for
comparison were motherboard leverage, motherboard scalability, and service SKU increase,
and these measurements were considered to be indicative of the OEM's particular system
design strategy. These metrics were compared for both the full BGA transition case and for
the other Intel strategies simulated. Student's t-tests were used to perform the comparisons at
a 95% confidence level.
Motherboard leverage is defined here as the total system price range spanned by a
particular motherboard design. The individual motherboard ranges were averaged for all
motherboards offered by the OEM and were then compared by OEM. This total system price
varies not only because of the processor choice, but also because of other component and
software choices in the system, for example amount of memory or hard drive capacity.
OEMs with a high leverage strategy tend to design their systems to meet the needs of a
broader spectrum of end users; for example a motherboard may have leverage of $1000,
spanning a $500 entry-level system and a $1500 high-end system. These systems are
designed with high motherboard commonality across a wide spread of final configurations in
order to offer high variety with lower inventory and design costs, and therefore these OEMs
will be less inclined to move toward BGA with the lower commonality it forces.
Motherboard scalability refers to the number of unique processors mated to a
particular motherboard. Previous discussion has covered the inventory and SKU increase
impacts of this factor. Similar to leverage, scalability was calculated for individual
motherboards, then averaged by OEM. Statistical comparisons were then made between
OEMs. OEMs with a high scalability strategy tend to design motherboards that can
accommodate many Intel processors spanning from entry-level to high-performing,
presumably to gain benefit from part commonality. OEMs with a low scalability strategy
will construct their motherboards specifically for entry-level and high-level performance.
The entry-level motherboard and therefore finished system will have a lower cost befitting
that segment, and the high-performance motherboard and system will provide a much more
powerful computing experience. OEMs with low scalability are considered better candidates
for BGA as they have chosen a design approach with less part commonality.
Finally, service SKU increase was calculated as discussed above and also compared
between OEMs. Similar to the previous rationale, as service SKU increase rises, the OEMs
desire for BGA from a general strategic perspective should decrease as the inventory and
associated management costs should increase as well.
4.3 SERVICE MODELING
Once SKU increase results were obtained and various OEM and Intel strategies
evaluated, the next phase in the analysis was building a model of OEM service operations to
better understand the inventory impacts of the BGA SKU increase. Service operations
became the focus of the inventory analysis for two reasons. First, the SKU increase analysis
showed that the SKU proliferation impact of BGA was greatest at the service operations as
multiple generations of parts must typically be stocked to meet warranty requirements.
Second, performance of service operations is becoming increasingly important in the
computer industry. Kumar (2005) discusses how higher margin potential may exist from
after-sale operations, as end customers look to minimize total cost of ownership, especially in
70
nmr
the business segment. Lee (1990) references how "after sale service" can improve consumer
perception of the OEM and drive market share increases. It also discusses "design for
serviceability", which are product design changes that enhance serviceability. Finally, Ogg
(2008) covers the recent service troubles experienced by Dell Computers, one of the leading
laptop OEMs, and how these service troubles have coincided with a drop in market share for
Dell. As the impact of BGA attach is primarily negative for service operations, this focused
study of the impacts seemed particularly relevant.
One OEM was chosen for the service modeling as a case study. Basic data on the
OEM service operation was obtained in the interview with the firm, and general knowledge
about industry approaches to providing after-sale service was gained both from Intel sources
and through the various customer interviews. Based on this input, the basic model shown in
Figure 29 was developed.
OEM Service Operation Model
QI 2009 Billings
Returns to customere
(repaired)
Board repair
-2 wks
Figure 29: OEM case study service model
As the need was for basic understanding of the BGA effect on inventory levels, the
model was kept as simple as possible to speed the calculations and a single inventory
location was modeled rather than the actual multi-echelon system that exists in the industry.
OEM laptop sales were measured indirectly by Intel processor sales data, and were assumed
to be independent and identically distributed across all systems offered by the OEM and
across all geographies that the OEM serves. These sales to end-users were then converted
into flows of systems requiring repair back to OEM service depots. Inventory levels,
including both cycle stock and safety stock, were calculated for the OEM service operation
assuming 95% service level. In this model, which focuses on motherboard and processor
inventory, returned motherboards are repaired and cycled back to the service depot's
inventory in 2 weeks. This inventory replenishment time is an aggressive estimate of the
industry repair time obtained from customer interviews which leads to a conservative
estimate of the service inventory requirement. Sensitivity analysis was conducted to verify
the critical assumptions.
Damaged system flows into the service depot, shown in Figure 30, were modeled
using fairly common failure rate assumptions (Khawam, Hausman and Cheng 2007).
Service Flow Trend - Base Case
0
3000
>
25 0
92
2000
FKU1
I
S1500
I
SKU2
1000
500
1 12 23 34 45 55 57 78 89 100 111 122 133 144
Week
Figure 30: Part filure flows used for service model
After systems are shipped, there is an initial slow increase in the failure rate as
systems take some time to get into the hands of end users, either during shipping or sitting on
a retail shelf, and end-users typically have lower usage levels at the start with their new
systems. As the installed base grows and customers begin to fully utilize their computers, the
failure rate rapidly increases as manufacturing and material defects appear. Finally, a rapid
drop-off in failures takes place as most latent defects exhaust themselves and shipping of the
system configuration stops. There is then a long tail of failures at a low level, representing
prolonged system use and wear out failures of components. For this modeling it is assumed
that there is no long-term upward swing in failure rates, the other side of the common bathtub
curve, as product lifecycles tend to be short in the notebook computer industry, customers
will normally replace their systems within 2-3 years, and typical system life exceeds the
warranty period. Overall, the model assumes a 2% motherboard failure rate.
Another major assumption required for this analysis was the rate of change of Intel's
product roadmap, as the timing and number of parts added is not necessarily consistent
between periods. For the service modeling, it was assumed that a new Intel platform is
introduced every year per the tick-tock cadence. It was also assumed that over the course of
a year, four new parts will be introduced on the roadmap, representing processor speed
increases. Finally, the modeling assumed that the BGA transition only occurred on a limited
portion of the Intel roadmap represented by the Pentium@ and Celeron@ brands to simplify
calculations.
The final assumption necessary for the inventory modeling was the level of variation
present in the product return flows. Obtaining empirical evidence of this variation proved
challenging with only limited data being available from Intel's Channel Products Group,
which produces desktop system boards for the retail channel. Rather than extrapolate that
data to the mobile market, an approach similar to that found in literature was chosen. See
and Namkoong (2005) utilize forecast error standard deviation rather than demand standard
deviation but they assume a constant error rate for all line items as line item forecasts were
not available. Khawam, Hausman and Cheng (2007) assumed that a constant value
represented the coefficient of variation (CV) for each individual demand stream under study
for a high-volume computer hard drive manufacturer. For this study a constant CV was
assumed for all demand streams studied, and sensitivity analysis was performed on this
assumption.
4.4 SUMMARY
Three levels of study were completed to answer the primary question of this project:
what is the impact of BGA packaging on the notebook computer value chain and what can be
done to mitigate the impact? The customer interviews provided the qualitative understanding
of the situation, demonstrating that Intel and OEM product design choices lead to SKU
proliferation in the industry that is magnified with BGA packaging. The OEM offerings
analysis quantified this SKU proliferation for each OEM in the study. Finally, the service
operation modeling provided visibility to the actual inventory and cost impacts in the most
affected area of the value chain. The output from this modeling is presented next along with
study conclusions.
CHAPTER 5: RESULTS AND DISCUSSION
This chapter presents key results obtained from the analysis. For confidentiality
reasons the results are generalized in many cases or reported as aggregates. Typical output
from the SKU and inventory modeling is presented along with discussion on key outcomes
from the analysis. Potential improvements to the models are included as well.
5.1 SKU INCREASE RESULTS - FACTORY
SKU increase results from SMT and final assembly are shown in Table 4.
Table 4: Final output from factory SKUT modeling
OEM
SMT Multiplier
Final Assembly Multiplier
#1
6.6
1.8
#2
#3
7.9
6.9
2.4
2.4
#4
8.4
1.9
#5
5.3
2.3
This data shows that with full BGA implementation, the total number of input and output
subassemblies at the surface-mount process step increases by 5.3x - 8.4x, depending on
OEM. For example, in the current state OEM #1 SMT may produce one motherboard design
for a particular system and model. If that same system were fully BGA the SMT process
would have approximately 7 input + output subassemblies. At final assembly, the total
number of input/output SKUs rises by 1.8x - 2.4x.
2SKU INCREASE RESULS - SERVICE
Table 5 below includes the service SKU increase results.
Table
5:
Fnal output
from
Service
modeling
OEM
#1
SMT Multiplier
6.6
Final Assembly Multiplier
1.8
#2
#3
#4
7.9
6.9
8.4
2.4
Service Multiplier
10.9
12.4
2.4
1.9
9.8
10.6
#5
5.3
2.3
8.7
As discussed previously, due to the need for multi-generational inventory for service
parts the SKU increase in service operations is greater than in the factory. Combining the
information in table 5 with the number of motherboards per OEM in table 1, we calculate the
total number of unique SKUs that would have to be managed at steady state in a service part
operation. With a full BGA implementation the increase becomes very large; for example
OEM #2 has 30 service part SKUs today and 380 with a full BGA product lineup.
As stated earlier, various BGA transition options were run through the model to
evaluate the SKU impact of each and develop a more comprehensive understanding of
constraints. The graph below (Figure 31) shows the typical output from this analysis. This
approach was used to develop final recommendations that were provided to the Intel team.
Options evaluated included alternate product refresh cycles, reduced segmentation of the
Intel product roadmap, and partial or phased implementation approaches.
Service Part Growth with Various BGA
Strategies
t Base
-
* Full BGA
a Option #1
U Option #2
0.
0
z
OEM #1
OEM #2
OEM #3
OEM #4
OEM #5
Figure 31: Typical output from SKU increase analysis
5.3 CHANNEL IMPACT ON COMPLEXITY
The database was separated into fixed configuration, or indirect channel systems, and
customized configuration, or direct channel systems in order to calculate the complexity
impact from each channel. This was undertaken to further Intel's understanding of which
channel is driving the complexity and to test possible BGA hypotheses; for example does
BGA make more sense for indirect channel systems?
Fixed configuration systems were defined as those that were available within three
shipping days when selected on the website, as this implied that the system had already been
built to a forecast and was in a distribution center or on a retail shelf awaiting sale. Direct
channel systems were defined those that took more than three days to be received. On
average, direct systems in the database take 11.5 days to be received after order. With these
definitions in hand, the average number of processors offered per motherboard, or
motherboard scalability, was calculated for each OEM and channel. Results are shown in
Table 6:
Table 6: Channel impact on product complexity
OEM
Indirect Channel
Direct Channel
Processor/Motherboard Processor/Motherboard
#1
2.9
4.7
#2
2.9
6.9
#3
1.3
5.5
#4
4.9
4.3
#5
3.2
5
Average
3.0
5.3
Table 6 shows that, on average, OEMs offer 43% fewer processors per motherboard
for the indirect channel versus the direct channel. Part of this can be explained by the upselling potential provided by the direct channel as discussed in Chapter 3, as OEMs do not
have to build those finished system configurations when selling direct until they are actually
sold. This data supports the hypothesis that BGA might be better suited for the indirect
channel, especially with OEM#3, as the SKU increase from BGA will be minimized.
5.4 STATISTICAL COMPARISONS
Using JMP software, the results from the factory and service SKU analysis were
compared between OEMs with the intent of identifying possible OEM partners for a BGA
pilot. The variables reviewed included motherboard leverage, motherboard scalability, and
service SKU increase. Student's-t tests were used for comparisons in each case. Sample
output from these comparisons is provided in Figure 32.
Motherboard Leverage Results
.5
$2,000
$1,800
EL
$1,600
$1,400
$1,200
a:g
.0
$1,000
E $800
$600
S"
$o
MUMs
aCEN2
asEs4
osEs.,='
Figure 32: Typical output from statistical analysis
OEM #2 and #4 had average motherboard leverage that was statistically greater than
other OEMs with 95% confidence. Again, motherboard leverage is defined as the system
price range spanned by a given motherboard design, e.g. the same motherboard used in a
$500 and $1500 system has leverage of $1000. The conclusion from this chart is that OEMs
#2 and #4 would be less desirable as potential BGA partners as they design their product
offerings for higher part commonality.
Enough data points were included in the database to make statistically valid
comparisons between OEMs at the aggregate level shown in Figure 32. However, there were
not enough data points to make good comparisons at higher levels of granularity. For
example, if only processors in the Consumer "Good" category were to be studied as
converting to BGA the resulting output would not produce valid comparisons as the OEMs
produce only a limited number of system designs in this category.
5.5 INVENTORY MODELING
As discussed earlier, supply chain theory has shown that as the benefits of demand
pooling are lost, the safety stock levels required to provide the same level of service will
increase. However, the inventory increase is not proportional to the SKU increase. Results
from the case study service inventory modeling, summarized in Table 7, show this to be the
case.
Trable 7: Service inventory inodeling results
Measure
Service SKU Count
OEM Service Inventory
OEM Service Inventory Cost
% Increase
800%
87%
130%
As expected, the SKU increase is much greater than the total inventory increase.
While the inventory increase is much smaller proportionally, it does represent an almost
doubling of the service inventory. The cost of the service inventory increases at an even
higher rate due to the fact that a high cost processor is now mated to the system motherboard.
Note that this data reflects only a partial transition to BGA, representing only two segments
on the Intel roadmap.
5.6 DISCUSSION OF RESULTS
The results presented here are almost certainly conservative estimates of the total
SKU increase for the manufacturers studied. Additional complexity such as chipset
variations on motherboards add to the base level of motherboard SKUs that have to be
produced. Also, the data gathering method keeps open the possibility that system designs
were missed for some OEMs. These results therefore provide for average strategy and SKU
impact comparisons on an OEM level, but when looked at as total SKU count for the OEM
80
represent a low estimate. The total final service SKU count of 380 referenced earlier is most
likely higher in actuality.
That being said, even the conservative estimates of the SKU increase levels are high
enough to cause significant increases in management costs and inventory costs for the OEMs
and ODMs studied, as shown by the doubling of service inventory value with a limited BGA
implementation. In the decreasing margin environment that exists in the notebook computer
industry, these increased costs may prove difficult for the participants to absorb and therefore
represent the primary reason for limited adoption of BGA packaging. Even the lower impact
steps studied had resulting SKU levels above the base case and therefore would likely result
in supply chain cost increases and/or performance degradation.
Due to the high level of competition that exists between the Taiwanese contract
manufacturers, the bulk of the cost increases from BGA would likely be absorbed by the
ODMs. These would include both manufacturing complexity and inventory costs, and also
the bulk of the service complexity and inventory costs. Such an increase in costs could
potentially drive one or two of the weaker competitors from this space, thereby increasing the
scale and power of the remaining players. With decreased competition at that point in the
value chain, both Intel and the OEMs could see a decrease in their profits as their ability to
negotiate terms is lowered.
Because of this, it is felt that a shift to more BGA product would either not be
accepted by industry players if pushed by Intel or would force/require structural changes in
the value-chain or product offering strategies. First, the feedback loops presented earlier
demonstrated that if Intel were to introduce more BGA-packaged processors without a
corresponding decrease in the number of total processors offered that the OEM would still
have strong incentive to use PGA designs. If not available from Intel, they would purchase
from another competitor such as AMD.
Next, structural changes in the industry could be pushed by either Intel or the OEMs,
or may occur naturally over time due to the forces presented indicating a BGA future. From
a product offering standpoint, this could be accomplished by Intel reducing the complexity of
its product roadmap or the OEMs minimizing the practice of offering all Intel processors on
their systems. Apple, for example, utilizes only BGA processors in their notebook computers
but only offer a choice of 2-3 Intel processors on each system.
5
From a value-chain design
perspective, the necessary changes could take on many forms. Intel could leverage their
VMI service to mitigate the increases in ODM factory and service inventory costs. OEMs
could fully outsource their service operations, thereby removing that fixed cost burden.
ODMs could offer higher levels of factory service and could possibly consolidate service
responsibilities from several OEMs, provided that the necessary scale economies could be
developed. Finally, having the ability to manufacture BGA motherboards with SMT close to
end customers would be necessary as well, rather than shipping these subassemblies from
China.
The models used in this study could be improved in numerous ways. When creating
the database of current OEM system offerings, inclusion of offerings from additional
geographies could give additional confidence in the results developed. Also, additional
permutations of motherboard designs could be included, such as chipset variations, to more
accurately capture the SKU increase. Finally, additional OEMs could be included in the
study as they may have significantly different business models.
15 www.apple.com
From an inventory modeling standpoint, there are many simplifying assumptions that
were made in order to balance the speed/cost of the analysis with its intended purpose, which
in this case was providing rapid input and multiple scenario modeling for higher-level
strategy decision making. The assumption of independent and identically distributed demand
across all product platforms and geographies would alter the final inventory total, as certain
systems will represent the bulk of the demand and therefore bulk of the service inventory.
Also, the analysis assumed constant CV for all demand streams regardless of level. Due to
the effects of variability pooling, the lower volume demand streams would typically have
higher CV, and therefore considering these values independently would add realism to the
results. Abernathy et al. (2000) provide a good discussion of this approach.
Finally, the method employed in this study provided enough resolution when results
were aggregated (n high) to make comparisons between the OEMs studied, providing some
insight into the strategic direction and potential partnerships. However, when attempting
more detailed analysis, for example looking at options involving only limited processor
segments, not enough OEM systems were available to reduce the standard error of the
estimate. Therefore, comparisons could not be made in these cases. As mentioned above,
adding additional systems to the database would help provide greater resolution.
CHAPTER 6: CONCLUSIONS
A paradox existed between notebook computer industry trends that suggested BGA
adoption would be desirable and the actual industry behavior. This project examined the
paradox and discovered that service inventories and carrying costs increase dramatically with
BGA processors, amounting to a 1Ox increase in the number of SKUs and doubling of
service inventory cost. Costs also rise due to the increased supply chain and manufacturing
complexity resulting from the SKU increase as strongly suggested by existing literature.
While these complexity costs were not quantified in this study, it seems apparent that the
total cost increase outweighs any cost savings from socket elimination. Overall, from the
customer interviews, SKU modeling, and service modeling a greater qualitative and
quantitative understanding of the barriers to this adoption has been obtained.
One key conclusion developed is that major structural changes must occur in either
OEM system offering strategies, Intel product offering strategies, or industry service models
for a full BGA transition to occur. Recommendations based on this work were provided to
the necessary stakeholders within MPG at Intel. This included recommendations as to which
OEMs may be the best candidates to partner with for a BGA pilot program, as they have
system scalability and leverage strategies that are more appropriate for BGA.
This study highlighted how relatively simple modeling approaches could provide very
useful insight in product design and product roadmap decisions. By limiting the SKU
increase study to two attributes, the processor and motherboard, and by utilizing
corroborating data to increase confidence in the resulting database, an almost complete
mapping of OEM product design strategies was developed. This in turn allowed for rapid
evaluation of many strategic options using SKU counts as a proxy for supply chain cost.
This approach could potentially be applied in other industries as well to gain deeper insight
into downstream value chain impacts of product design strategies.
Companies look at how their product design strategies may affect their supply chain
performance with increasing frequency in today's business environment (Amaral and
Cargille 2005). This study broadens that by providing a glimpse into how the product design
choices of a powerful supplier can affect an entire industry supply chain. By considering
these impacts, firms such as Intel can make choices that could conceivably better maintain or
increase the total profits from the value chain.
This page itentionally left blank
APPENDIX A: OEM/ODM INTERVIEW QUESTIONS
What are your barriers to greater BGA adoption?
o Supply chain constraints?
o System design constraints?
o Service constraints?
o Other issues?
" Do you see the same industry trends?
e
Who decides to use the socket?
e
Who pays for the socket?
e
What would encourage more BGA usage?
e
Are there product lines or segments that would lend themselves to greater BGA
usage?
e
What rate of field returns requires processor replacement? Board replacement?
" Supply Chain
o What would be the inventory impact of more BGA designs?
- Locations, levels?
- Does VMI mitigate the inventory impact?
o How do you respond to late customer demand changes?
o What is your cost of managing BGA board SKUs?
e
General
o What are the biggest challenges you've had to deal with from rapidly
increasing BGA CPU volumes?
- What can Intel do to enable more BGA designs?
e Manufacturing Floor
o What are the manufacturing impacts of BGA designs?
- Can PGA and BGA systems be built on the same line?
- Can you build motherboards JIT?
o What are the manufacturing differences between build-to-order and build-tostock systems?
- Is one better suited for BGA?
o What is your total manufacturing lead time for a typical system? Order
fulfillment lead time?
o Service
- What are your system warranty responsibilities?
e
Do you maintain any regional repair capabilities?
e
APPENDIX B: SYSTEMS OFFERING ANALYSIS DATABASE FIELDS
OEM
System Name
Motherboard
Base Price
Segment - Business or Consumer
Processor Retail Name
Processor Segment
Processor Type - e.g. Intel@ CoreTM 2
Processor Architecture - platform name
Number of cores
Thermal design power
Packaging type
Speed
Bus Speed
Cache
Junction Temp
Price Delta from Base - extra price from base price due to processor upgrade
Comments
Total Price - Base price + price delta
Screen Size
Shipping Days - number of days from customer order to system shipping
BIBLIOGRAPHY
Abernathy, Frederick, John T. Dunlop, Janice H. Hammond, and David Weil. "Control your
Inventory in a World of Lean Retailing." HarvardBusiness Review 78, no. 6 (November
2000): 169-176.
Amaral, Jason, and Brian Cargille. "How "Rough-Cut" Analysis Smooths HP's Supply
Chain." Supply Chain Management Review 9, no. 6 (September 2005): 38.
Beckman, Sara, Thomas Roemer, and Aaron M Raphel. "Product Design for Supply Chain:
Quantifying the Costs of Complexity in Hewlett-Packard's Retail Desktop PC Business."
Leadersfor ManufacturingProgram Thesis, MassachusettsInstitute of Technology, 2005.
Bozarth, Cecil C., Donald P. Warsing, Barbara B. Flynn, and E. James Flynn. "The impact of
supply chain complexity on manufacturing plant performance." Journalof Operations
Management 27, no. 1 (January 2009): 78-93.
Chopra, Sunil, and Peter Meindl. Supply Chain Management - Strategy, Planning,and
Operation. Second Edition. Upper Saddle River, New Jersey: Pearson Prentice Hall, 2004.
Compal Electronics, Inc. Compal Annual Report. 2009.
http://www.compal.com/indexEn.htm (accessed June 2009).
Dedrick, Jason, and Kenneth L. Kraemer. "New Product Development in a Global
Knowledge Network: The Notebook PC Industry." Cambridge: Sloan Industry Centers
Annual Meeting, 2005. 4-5.
Fine, Charles H. Clockspeed: Winning Industry Control in the Age of TemporaryAdvantage.
New York: Basic Books, 1998.
Fisher, Marshall, Kamalini Ramdas, and Karl Ulrich. "Component Sharing in the
Management of Product Variety: A Study of Automotive Braking Systems." Management
Science 45, no. 3 (March 1999): 297-315.
Fugate, Brian S, and John T Mentzer. "Dell's Supply Chain DNA." Supply Chain
ManagementReview 8, no. 7 (October 2004): 20-24.
Hirschheim, Rudy, Armin Heinzl, and Jens Dibbem. Information Systems Outsourcing.
Berlin: Springer, 2009.
Hoffman, William. "Stewing over SKUs." The Journalof Commerce, 2006: 27.
Huang, George Q., X.Y. Zhang, and L. Liang. "Towards integrated optimal configuration of
platform products, manufacturing processes, and supply chains." Journalof Operations
Management 23, no. 3-4 (April 2005): 267-290.
IDC. "IDC Taiwan NB PC Study - Special Report for Intel Corporation." 2009.
Intel Corporation. Intel CorporationHome. 2009. www.intel.com.
Intel MPG Product Marketing Group. 2007.
James, Goeffrey. "The Next Delivery? Computer Repairs by UPS." Business 2.0 5, no. 6
(July 2004): 30.
Jung, Eve, and Jason Hsu. Taiwan NB ODMs, Focus on ProfitabilityandRepositioningfor a
Better 2H. PC & Enterprise Hardware, Citigroup Global Markets, Inc., Citigroup Global
Markets, Inc., 2009.
Khawam, John, Warren H. Hausman, and Dinah W. Cheng. "Warranty Inventory
Optimization for Hitachi Global Storage Technologies, Inc." Interfaces 37, no. 5 (September
2007): 455-471.
Kirsch, Nathan. ASUS K42F Notebook w/Intel Core i5 540MArrandale CPU Review.
January 3, 2010. http://legitreviews.com/article/1 169/1/ (accessed January 2010).
Ku, Jason, interview by Chad Sailer. Manager,Client Thermal and MechanicalEngineering,
Intel Corporation(February 16, 2009).
Kumar, Sameer. "An Exploratory Analysis of Competing Supply Chains in the Personal
Computer Industry." Supply Chain Forum 6 (2005): 16-31.
Law, Kris M.Y. "Relationships with supply chain partners affecting internal operations of
high-tech manufacturers in Taiwan." The Journal ofHigh Technology Management Research
20, no. 1 (2009): 31-29.
Lee, H. L., and M. A. Cohen. "Out of touch with customer needs? Spare parts and after sales
service." Sloan ManagementReview 31, no. 2 (1990): 55-66.
Lee, H. L., C. Billington, and B. Carter. "Hewlett-Packard Gains Control of Inventory and
Service Through Design for Localization." Interfaces, 1993: 1-11.
Maich, Steve, and Lianne George. "This Computer is So Me." Maclean's 122, no. 3
(February 2009): 52.
Murphy, David. Intel: 27 New Laptop, Desktop CPUs Arrive in January.January 8, 2010.
http://www.pcworld.com/article/186309/intel_27_new-laptopdesktopcpus-arrive-injanu
ary.html (accessed January 19, 2010).
NPD. QuarterlyNotebook PC, Module, and Tablet Shipment andForecastRepoort.
DisplaySearch, 2009.
Ogg, Erica. "A Modest Proposal to Fix Dell's Customer Service." cnet. May 9, 2008.
http://news.cnet.com/8301-10784_3-9939821-7.html (accessed August 2009).
Quanta Computer. Quanta Computer Investor Relations - Annual Reports. 2007.
http://www.quantatw.com/Quanta/english/investment/annualreports.aspx (accessed June
2009).
Sacconaghi, Jr., A.M. (Toni), Eric C. Garfunkel, and Shing Yin. PC's:Amid a Flurryof
Forces an Attractive Industry. New York: Sanford C. Bernstein & Co., LLC, 2008.
Sacconaghi, Jr., A.M. (Toni), Jeffrey Lindsay, and Craig Moffett. "Netbooks: Evolution or
Revolution? Who is Poised to Gain and Who is at Risk?" New York: Sanford C. Bernstein &
Co., LLC, 2009.
See, Ying-Lai (Chandler), and Jin Namkoong. Impact of Product Complexity on Inventory
Levels. Cambridge: MIT Masters in Engineering in Logistics, Massachusetts Institute of
Technology, 2006.
Shah, Again. AMD Gains ProcessorMarket Share on Intel - The Industry Standard.May 11,
2009. http://www.thestandard.com/news/2009/05/11 /amd-gains-processor-market-share-intel
(accessed July 2009).
Shenoy, Sunil R., and Akhilesh Daniel. "Intel Architecture and Silicon Cadence."
www.intel.com. 2006. http://files.shareholder.com/downloads/INTC/0x0x195864/5edbcd0181a5-4835-bfa8-650cfaec6ed4/Tick_Tockcadence-paper.pdf (accessed July 2009).
Sonnet, C M. "Cost of Stockouts in the Microprocessor Business and its Impact in
Determining the Optimal Service Level." 2005.
Weyden, Uwe v.d. Mobile CPU Mania.November 7, 2000.
http://www.tomshardware.com/reviews/mobile-cpu-mania,263-8.html
2009).
(accessed August
Wilson, Jeffrey L. Landmark Laptops. May 6, 2009. http://www.laptopmag.com/mobilelife/features/landmark-laptops.aspx?page=4 (accessed January 2010).
Wistron Corporation. Wistron FinancialInformation - Annual Reports. 2009.
http://www.wistron.com/ (accessed June 2009).
Yang, Yungkai. "The Taiwanese Notebook Computer Production Network in China:
Implication for Upgrading of the Chinese Electronics Industry." Personal Computing
Industry Center, The Paul Merage School of Business, University of California, Irvine, 2006.