MITLibraries
advertisement

MITLibraries
Document Services
Room 14-0551
77 Massachusetts Avenue
Cambridge, MA 02139
Ph: 617.253.5668 Fax: 617.253.1690
Email: docs@mit.edu
http://libraries.mit.edu/docs
DISCLAIMER OF QUALITY
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available. If you are dissatisfied with
this product and find it unusable, please contact Document Services as
soon as possible.
Thank you.
Pages are missing from the original document.
PAGE 18 MISSING
HYDROGEN DEGRADATION AND MICROSTRUCTURAL EFFECTS
ON THE NEAR-THRESHOLD FATIGUE RESISTANCE
OF PRESSURE VESSEL STEELS
by
ROSENDO FUQUEN-MOLANO
M.Sc., Engineer, Massachusetts Institute
of Technology
(1973)
SUBMITTED TO THE DEPARTMENT OF
MATERIALS SCIENCE AND ENGINEERING
IN PARTIAL
FULFILLmENT OF THE REQUIREMENTS
FOR THE DEGREE OF
MASSACHUSETTS
__...-- INSTiT,
OF TEUHNULir
Ph.D.
at the
I
M7
C
£l.,u&.nU.ll
UT Tf I
I,
M M
1.
LL'4'.
T
lUJ
DECI 2 9 205
ir
rT
vvrr
l%*5L
mpt
4&WL
rr
.JLJ
6A
LIBRARIES
June, 1982
(
Massachusetts Institute
of Technology, 1982
I7)
(7
A
Signature of Author
Department of Materials Science a
Engineering
April 30, 1982
Certified
by
Robert 0. Ritchie
Thesis Supervisor
Accepted by
I-" PrFofessor Regis M. Pelloux
Chairman, Department Committee
ARCHIVES
2
HYDROGEN DEGRADATION AND MICROSTRUCTURAL EFFECTS
ON THE NEAR-THRESHOLD FATIGUE RESISTANCE
OF PRESSURE VESSEL STEELS
by
ROSENDO FUQUEN-MOLANO
Submitted to the Department of Materials Science and
Engineering on May 11, 1982 in partial fulfillment
of the requirements for the Doctoral Degree in
Materials Engineering
ABSTRACT
Safety of pressure vessels for applications such as
coal conversion reactors requires understanding of the mechanism of environmentally-induced crack propagation and the
mechanism by which process-induced microstructures as in
thick section weldments affect the fatigue resistance of the
structure.
K
At low stress intensities near-threshold K (K =
- K
), water vapor inthe environment was f8und to
p aucem a pronounced effect on the fatigue resistance for
SA378-2In 2Cr-1%Mo
partial pressures as low as 10 torr.
22 steel the crack propagation rates at high load ratio
(R = K
-K
) are increased
in the presence
of water
vapor
and the oppeSfte effect is observed at low load ratio.
It is proposed that water vapor-containing environments
give rise to two mechanisms affecting crack growth rates:
embrittlement caused by hydrogen produced in the water-metal
reaction; and crack closure, enhanced by the increased
surface roughness and the wedging action of the oxidation
product.
The microstructure is proposed to affect crack propagation rates mainly through crack closure induced by the synergistic effect of fracture surface roughness and oxide produced by fretting.
Prof. Robert O. Ritchie (Supervisor)
-3-
ACKNOWLEDGEMENTS
I would like to thank Professor Robert O. Ritchie for his
patience and advice. Special thanks to Professor Regis M.
Pelloux for his understanding, influence and encouragement.
Thanks to all my friends at MIT and the ones who have
already
left. John and Mark have been specially good to us.
Many thanks to my
family, my wife Ruth and my parents
to whom I owe everything.
This work was conducted under the support of a DOE
project contract number EX-76-A-01-2295. Support was also
received for its completion from Union Carbide through
the Mechanical Engineering Department.
-4-
TABLE OF CONTENTS
PAGE
Title Page
1
Abstract
2
Acknowledgements
3
Table of Contents
4
List of Figures
9
List of Tables
12
Chapter 1:
Introduction
13
Chapter 2:
Literature Review
16
2.1
Introduction
16
2.2
Fatigue Crack Propagation
17
2.3
-'atigue Crack Propagation
21
2.3.1
Effect of lean Stress on
Threshold
24
2.3.2
Effect of Frequency on
Threshold
2.3.-3
2.3.4
Chapter
3:
in the
Near-Threshold Regime
ffect of Strength on
IThreshold
26
Crack Size Effect on
Threshold
27
Fatigue Resistance of 2Ihr-1'.o
Section
25
Thick
¥.,eldcnent Nyear-Threshold
30
3.1
Introduction
30
3.2
Literature Review
31
and Flaws
in ;veldmients
31
in ,,eldrents
32
3.2.1
Defects
3.2.2
Crack Propagation
3 2.3
klicrostructural ffects on
-5-
3.2.4
3.3
3.4
35
The Closure Phenomena
36
Experimental Procedure
41
3.3.1 Materials
41
3.3.2
Fatigue Testing
41
3.33
Crack
46
3.3.4
Test Procedure
onitoring
48
3.4. 1 kiicrostructural Analysis
48
Fatigue Crack Propagation
3.5.2
le Ilear-Threshold Fatigue
Crack Propagation
Crack Propagation at Low Load
Ratio: Crack Closure Phenomena
3.5.2.1
3.5.2.2
Chapter
4:
56
62
Discussion
3.5.1
3.6
46
Experimental Results
3.4.2
3.5
Fatigue Crack Propagation
62
66
Effect of Ductility
on Closure
67
Iicrostructural Effects
on Closure
68
Discussion
74
hydrogen Degradation of the Near-Threshold
Fatigue Resistance of Steels
76
4.1
introduction
76
4.2
Literature
77
4.3
cedure
Experimental .Fro
82
4.3.1
Iaterials
82
4.3.2
Gas Purifying System
82
4.3.3
Test Procedure
85
n-~eviev.
4.4
-6Experimental Results
4.4.1
4.5
Chapter 5:
87
44.2
Environmental Effects on the Fatigue
91
Resistance at High Load Ratio
4.4.3
Comparison of the Environmental
Effects at Low and High Load
Ratio
95
4.4.4
Fractography
97
4-4.5
Summary of Results
Discussion
108
110
4.5.1
The Role of Load Ratio in Environmental Studies
110
4.5.2
;ater Vaoor Effect on Fatigue
Crack Growth
117
4.5.3
4.6
Environmental Effects on the
Fatigue Resistance at Low Load
Ratio
87
Environmental Transport to the
Crack Tip
120
4.5.4
Physical Adsorption
122
4.5.5
iate of Adsorption
124
4.5.6
Chemisorption
125
4.5.7
Chemisorption of Hydrogen
126
4.5.8
Chemisorption of '.aterVapor
129.
4.5.9
Influence of k-oisture and Load
Ratio on Crack Growth Rates
131
Conclusions
influence o Temperature on the Environmental Degradation of the Fatigue esistance Near-Threshold
135
137
5.1
Introduction
137
5.2
Literature Review
138
-7-
5.3
5.4
Experimen+t' Procedure
144
5.3-1
Material
144
5.3.2
Temperature Setup
144
5.3.3
Experimental Setup
145
5.3.4 Testing Procedure
145
Experimental Results
148
5.4.1
5.4.2
5.4.3
5.4.4
Temperature Dependence Environmentally-Induced Near-Threshold
Resistance
148
Environmental Effects on Crack
Growth at 110
152C
Apparent Activation Energy of the
Environmental Degradation of
Fatigue Resistance
156
Sumary
of Results
160
5.5
Discussion
161
5.6
Conclusions
171
Chapter 6:
Fatigue Crack Propagation in Vacuum and
inert Environments
175
175
6.1
Introduction
6.2
Literature
6.3
Experimental Procedure
178
6.3.1
178
6.3.2
6.4
Review
aterials
Vacuum Chamber
Experimental Results
6.4.1
Crack Propagation in Vacuum
Environment
176
179
179
179
6.4.2
Crack Propagation in MIoist ir and
181
Vacuum nvironments
6.4.3
Comparison of Crack Propagation in
-8-
Vacuum with Other Environments
at R = 0.80
6.4.4
6.4.5
6.5
References
183
Comparison of Crack Propagation
in Vacuum with Other Environments
at R = 0.05
184
Fractography
188
Conclusions
191
192
-9-
LIST OF FIGURES
page
Fig. 2.1
Fig. 3.1
Fig. 3.2
Fig.
3.3
Fig. 3.4
Fig. 3.5
Fig. 3.6
Fig. 3.7
Schematic of fatigue crack growth rate(da/dN)
versus alternating stress intensity (K) in
steels.
20
Location of C.T. fatigue specimens for weld
metal and HAZ areas in SA387 weldment.
45
Schematic diagram of electrical potential
crack monitoring system
47
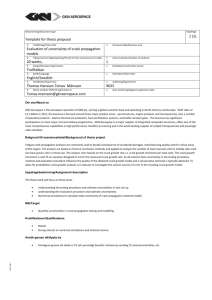
Variation through thickness of microstructure,
yield strength and threshold stress intensity
AK o for SA387-2-22, 184 mm thick base plate.
49
Schematic continious-cooling transformation
diagram for 2Cr-l%Mo steel.
51
Optical micrographs of SA387-2-22 weld metal
(1% nital etch).
53
Optical micrographs of SA387-2-22 steel,
a)Heat Affected Zone (HAZ) metal, b)Interface
between base plate and HAZ metal.
54
Variation in microstructure and Vickers hardness in SA387 thick-section weldment showing
base metal, heat-affected zone and weld metal
areas. Etched in 2% nital.
55
Fig. 3.8
Fatigue crack propagation in SA387 Class 2
Grade 22 weldment, showing behavior in base
plate material at R =0.05 and 0.80 for environments of moist air and dry gaseous hydrogen. 58
Fig.
Fatigue crack propagation in SA387 Class2 Grade
22 weldment, showing behavior in weld metal at
R =0.05 and 0.80 for environments of moist air
60
and dry gaseous hydrogen.
3.9
Fig. 3.10 Fatigue crack propagation in SA387 Class. 2
Grade 22 weldment, showing behavior in the
heat-affected zone (HAZ) at R =0.05 and 0.80
for environments of moist air and dry gaseous
hydrogen.
61
Fig. 3.11 Fatigue crack propagation in SA387 Class 2
Grade 22 weldment, showing a comparison of
base, HAZ and weld metal areas, tested in
moist air at R =0.05 and 0.80.
63
-10Fig. 3.12 Schematic showing the effect of grain size
on the dislocation structure at the crak tip.
a)Small grain size, b) large grain size.(77).
Fig. 4.1
Fig. 4.2
Fig. 4.3
Fig. 4.4
Fig. 4.5
Fig. 4.6
Fig. 4.7
Fig. 4.8
Schematic showing the location of C.T.
specimens in the SA387 base metal plate.
83
Schematic representation of the environmental
chamber system designed to produce an impurity
level of less than 1 ppm. (97)
84
Oxide formed on the fatigue
in moist air near-threshold;
4x; b) and c) discontinious
d)high magnification of the
fracture surface.
4.9
fracture surface in
a)fracture surface
oxide formation;
oxide-covered
88
Fatigue crack propagation in SA387 Class 2
Grade 22, showing the effect of water vapor
in the near-threshold behavior for air,
hydrogen and oxygen environments.
90
Effect of moiSt air and gaseous hydrogen on the
crack propagation rates in SA387 Class 2 Grade
22 steel near-threshold at R =0.80.
93
Effect of moist air, dehumidified air and
gaseous hydrogen on the crack propagation
rates in SA387 Class 2 Grade 22 steel nearthreshold at R = 0.80.
94
Effect of moist air, dehumidified air on the
crack propagation rates in SA387 Class 2 Grade
22 steel near-threshold at R = 0.05.
96
Effect of moist air and dehumidified air on
the crack propagation rates of the heat-affected
zone microstructure of SA387 thick section
weldment
Fig.
72
near-threshold
at R = 0.80.
Fatigue crack propagation in SA387 Class 2
Grade 22 steel in environments of molt air
(30% relative humidity) and helium gas (138KPa)
at R= 0.80
Fig. 4.10 Transition in fracture surface morphology
produced by moist and dry air environments.
98
99
101
Fig. 4.11 Characteristic fatigue fracture surface nearthreshold at R =0.05. a) Dehumidified air,
b)moist
air
(30-40 pct. R.H.)
K =10 MPaVm.
102
-11Fig. 4.12 Characteristic fatigue fracture surface
produced in purified hydrogen environment
near-threshold R=0.05.
104
Fig. 4.13 Variation in fatigue fracture morphology
produced by changing environment from moist
air tohelium near-threshold at R=0.80.
105
Fig. 4.14 Variation in fracture morphology produced
by changing environment from dry air to moist
air (heat-affected zone metal)
107
Fig. 4.15 Comparison of fatigue crack propagation results
of SA387 steel at R =0.80 obtained by different
load shedding procedures.
112
Fig. 4.16 Fatigue crack propagation in SA387 Class 2
Grade 22 weldment, showing behavior in base
plate material at R = 0.05 and 0.80 for environ114
ments of moist air and dry gaseous hydrogen.
Fig. 4.17 Fatigue crack propagation in 300-M steel at
R =0.05 and 0.70 for environments of moist air
and dry hydrogen.
115
Fig. 4.18 Effect of moist air and hydrogen gas environment on the fatigue crack growth rates in 300-M
116
steel
Fig. 4.19Schematic showing some of the sequential processes
involved in hydrogen embrittlement from gaseous
119
environments.
Fig. 4.20 Schematic showing the effect of crack closure
on the effective stress intensity at the crack
tip (a), and on the measured fatigue crack
propagation at low load ratio.
133
Fig. 5.1
Schematic showing the specimen set up for tests
146
at temperatures higher than ambient.
Fig. 5.2
Influence of temperature on the fatigue crack
propagation of SA387 Class 2 Grade 22 steel in
environment
Fig. 5.3
Fig. 5.4
of moist
air
(30%R.H.)
Influence of temperature on the fatigue crack
propagation of SA387 Class 2 Grade 22 steel in
environment of dry gaseous hydrogen.
149
151
Fatigue crack propagation in a single specimen
of SA387 Class 2 Grade 22 steel for environments
of moist air (30% R.H.) and dry gaseous hydrogen
at 1100 C.
153
-12Fig. 5.5
Fig. 5.6
Fig. 5.7
Fig. 6.1
Effect of water vapor on the fatigue crack
propagation rates in SA387 Class 2 Grade 22
steel near-threshold in hydrogen and helium
environments at 1100 C.
155
Apparent activation energies of the fatigue
crack propagation rates in hydrogen gas
environment.
157
Apparent activation energies of the fatigue
crack propagation rates in moist air
environment.
159
Fatigue crack propagation in SA387 Class 2 Grade
22 steel
at R = 0.05 and 0.80 in vacuum
environment (2 x 10 Fig. 6.2
Fig. 6.4
Fig. 6.5
Fig. 6.6
Fig. A-1
180
Fatigue crack propagation in SA387 Class 2 Grade
22 steel at R= 0.05 and 0.80 for environments
of moist air (-~0% relative humidity) and
vacuum
Fig. 6.3
torr).
(2 x 10
182
torr).
Fatigue crack propagation in SA387 Class 2
Grade 22 steel near-threshold showing a comparison
of the effect of moist air, hydrogen and
helium at R =0.80 with vacuum at R =0.80
and R = 0.05.
185
Fatigue crack propagation in SA387 Class 2
Grade 22 steel near-threshold showing a
comparison of the effect of dehumidified
and moist air environments at R =0.05 with
vacuum at R =0.05 and R =0.80.
187
Characteristic fatigue fracture morphology
produced in vacuum environment near-threshold
at R =0.05.
189
Characteristic fatigue fracture morphology
produced in vacuum near-threshold at R =0.80.
190
Design of (CT) testpiece used for fatigue
crack propagation tests. (96)
193
LIST OF TABLES
Table 3.1
Table
Table
3.2
3.3
Table 5.1..
Table 5.2
..............................
..
.
.
42
.........................
.
43
............................
65
............................
168-169
............................... !72
-13CHAPTER 1:
INTRODUCTION
The design of pressure vessels for cost effective refining processes of alternative energy sources such as coal, has
raised a number of important questions about materials performance under complex service conditions of dynamic loading
and aggressive environments.
Coal conversion processes re-
quire, for example, massive welded steel pressure vessels,
as large as 60 m high, 6 m in diameter with 250-350 mm wall
thickness, to operate continuously, economically, and above
all safely at high pressures (up to 10 MPa), and temperatures
(540-1000°C) in the presence of erosion-producing solid particles and chemically-aggressive atmospheres including H2 0,
H2-,H2S, etc.
(136).
The vessel wall, although insulated
from the reaction processes by a refractory lining and an
additional stainless steel or Incoloy weld overlay, may be
expected to be in contact with these gas mixtures at operating
temperatures
around
320 to 350 C.
(137).
Material requirements for pressure vessel include homogeneous, tough, weldable steels having yield strengths in
excess of 350 MPa, with good resistance to creep, fatigue,
and environmental degradation (i.e., hydrogen embrittlement
and hydrogen attack).
are the 2Cr-l%Mo
Prime candidate for this application
low alloy steels.
Considerable
effort has
been directed towards characterizing the fabrication, mechanical and environmental properties of 2Crl-%Mo
steels, and
background information on the use of such steels in thick
-14-
sections is available from hydrocarbon processes and nuclear
technologies.
However, one area which has received relative-
ly little attention is the fatigue crack growth of small incipient flaws at growth rates of less than 10-6mm/cycle, approaching the so-called alternating threshold stress intensity
&Ko,
0 below which crack remain dormant or propagate at experimentally undetectable rates.
In coal conversion service,
such growth may arise from high cycle, low amplitude stresses
generated from small pressure and temperature fluctuations
("operational transients") which are expected to occur during
"steady state" operations as a result of real variations in
coal feed rate, "clusters" of pulverized coal, combustion
instabilities, and pressure fluctuations in feed and discharge
lines for gases.
The object of this investigation was to study the fatigue
behavior at low crack growth rates of thick section 2Cr-l%Mo
ASTM A387 Class 2 Grade 22 (hereafter referred to as SA387)
pressure vessel steel in inert, moist air and gaseous hydrogen environments.
The study concentrated on the mechanisms
by which microstructure and environment affect the growth
rates in the near-threshold regime under cyclic loading
simulating the service conditions.
Such cyclic stresses in
large pressure vessels will be superimposed on a "constant"
mean operating stress during most of the service life and
will occur due to a variety of operating conditions.
Low
cycle, high amplitude pressure fluctuations are involved
-15in start-up and shut-down sequences for operation, or test
purposes.
A general literature review on the fatigue crack
propagation of metals is presented in Chapter 2 and the
results of the investigation are presented in selfcontaining
Chapters 3 to 6 covering the study of microstructural effects
on the fatigue crack porpagation near-threshold (Chapter 3),
the hydrogen degradation of the fatigue resistance nearthreshold (Chapter 4), the temperature activation of the
environmental degradation (Chapter 5), and the crack propagation in inert and vacuum environments (Chapter 6).
-16CHAPTER 2:
2.1
LITERATURE REVIEW
INTRODUCTION
Cyclic loading is a characteristic of most structural
and machine elements.
It is also the source of most service
failures better known as fatigue fracture failures, caused
by initiation and/or propagation of cracks.
Fatigue cracks
can propagate under nominal loads far below the yield
strength of the material due essentially to two factors:
the dynamic character of loading supplying the necessary
activation stress for crack extension and the stress intensity concentration at the crack front due to crack geometry.
Design against fatigue relies on experimentally determined fatigue behavior of the alloys with account taken
of factors that may accelerate crack growth such as mean
stress, environment, microstructural variations, etc.
Safety/critical engineering applications are designed generally with the defect-tolerant approach, which is essentially
based on a crack propagation criterion.
Flaws and incipient
cracks
are assumed present
due to the fabri-
cation
and processing
in the alloys
methods.
The life of a component
is
estimated on the number of cycles necessary for an initial
flaw (usually the largest undetected defect) to obtain a
critical size where final failure occurs either catastrophically
or at the limit load.
Fatigue crack propagation is dependent mainly on the
-17loading conditions which determine the stress intensity range
imposed on the crack front; however, the rate may be altered
substantially by such factors as environment, microstructure,
mean load and loading spectrum, etc.
Consequently, an in-
tense effort has been put into characterizing the effect of
these parameters on the crack growth rates and numerous
results of this kind have been repeated.
However, mechan-
istic understanding of these phenomena is far from complete.
Design of fatigue-resistance alloys requires a clear
and qualitative understanding of the mechanisms responsible
for the crack propagation as well as the independent and/or
synergistic effects of metallurgical
and environmental
variables on the growth rates.
2.2
FATIGUE CRACK PROPAGATION
The application of linear-elastic fracture mechanics
for design against fatigue in conditions of limited plasticity has prompted many investigators to describe the crack
growth rates da/dN in terms of the stress intensity range
AK given by the difference betweenthe maximum and minimum
stress
intensities
in a given cycle,
i.e.,
AK = K
- K
max
min'
This has been one of the most significant developments (1-3)
in understanding the relative effect on crack growth rate
of variables such as microstructure, load ratio, environment,
frequency of loading, etc.
For most metals and alloys the
relationship between da/dN vs. AK is described
by a(CoNTIuED o P J9)
PAGES (S) MISSING FROM ORIGINAL
PAGE 18 MISSIBG
-19sigmoidal curve in a log-log scale as shown in fig. 1 (4).
Three distinct regimes of crack growth have been indicated:
regimes A, B and C, also designated as near-threshold,
midgrowth and high growth rate regimes respectively.
A
power law of the form (5)
da/dN = A (K) m
(2.1)
describes adequately the crack growth behavior in the range
of typically 10
regime.
5
- 10- 3 mm/cycle, that is the mid-growth
Constants A and m are experimentally determined
scaling constants.
Most fatigue data have been generated for growth rates
above 10-5 mm/cycle, a range of vital engineering application,
for determining safe non-destructive inspection intervals,
for example.
Characterization of crack growth behavior
below 10- 5 mm/cycle has become increasingly necessary for
the design of components subject to very high frequency,
10
to
low amplitude loading, (lifetimes in the range of 10
102
cycles).
Subcritical growth of defects at apparently
extremely low growth rates may become sources of catastrophic failures.
Equation (2.1) underestimates the propagation rates
when Kmax, the maximum stress intensity approaches the fracture toughness (KIC, KC) or limit-load failure, and it is
generally conservative in describing the near-threshold
-20-
QI
va
1.
_ GJ
,
cn
ur
c,
so _
-
4)
·
01f
L.uc-
4-
as
4 b
t U,)
_I
U
r
4)
-9
4J*_
t-
En
· C_ _,V)
,
Use
0
I
0
0
I
al/L/uWW
I
'NP/DP
-21regime.
Other semi-empirical equations have been developed
to include the acceleration of growth rates in regime C (6)
or to account for the threshold stress intensity (7) or
even to represent the entire crack growth behavior
(8);
however none of these equations have general applicability.
Fatigue failure in the mid-growth regime is generally
characterized
by transgranular, ductile striation mechanism,
and there is often little experimentally observed variation
of growth rates with microstructure, mean stress, yield
strength.
In regime C, static fracture modes such as
cleavage, intergranular and fibrous fracture occur in addition to striation growth, and the crack growth rates are
sensitive to variations in microstructure and mean stress.
Characteristics of the near-threshold regime are discussed
in the following section.
2.3
FATIGUE CRACK PROPAGATION IN THE NEAR-THRESHOLD REGIME
At crack growth rates below 105
mm/cycle the fatigue
resistance is influenced mainly by mean stress, microstructure,
environment and crack length.
rates
The measured propagation
approach the order of interatomic spacing per cycle,
indicating that the crack does not advance evenly along the
front.
The scale of plasticity approaches the order of the
microstructural size scales.
Fractography analysis on low carbon steels has
-22identified two modes of crack growth as a function of the
stress intensity factor
K in the near-threshold regime (9):
the shear and tensile modes of growth which are characteristic of low and high values of
K respectively.
A transition
from shear to tensile mode was observed at a constant value
of
K, irrespective or specimen geometry or loading condition.
These modes seem to correspond to the Stage I and Stage II
growth pattern designated by Forsyth (10).
In Stage I, the
crack initiates and propagates in a surface slip band due to
shear stress; in Stage II, the crack propagates perpendicular
to the principal tensile stress direction.
The slip system activated in Stage I is roughly parallel
to the direction of crack growth and has a traction component
at the crack tip due to the tensile stresses perpendicular
to the crack direction.
Stage I is then a combination
of
Mode I and Mode II in fracture mechanics terminology.
Results on titanium alloy at low growth rates have also
indicated the presence of Mode II loading which, by the
relative shear displacement in the fracture plane, prevents
matching of the fracture surface during unloading, and enhances closure effects (11).
Consequently crack propagation
in the near-threshold regime is abounded with Mode I Mode II type crack tip displacements.
The threshold value
AKo for an alloy and the transition from the near-threshold
-23.regime to the mid-growth regime are observed as controlled
by the level of crack closure, and by the relative size of
the plastic deformation zone ahead of the crack with respect
to the appropriate microstructural parameter (12).
For low
load ratio, crack closure becomes the dominant effect nearthreshold; it is determined by the ductility of the material
or plastic
strain
to fracture
and
(13), the microstructure
roughness of the fracture surface (14), and the presence of
debris
or oxide
From
product
the engineering
in the wake of the crack
view,
(15,16).
the characterization
of the
near-threshold behavior of fatigue crack growth in metals
and alloys is of significant importance in order to assess
the life of components subjected to high cycle loading.
Most of the service life of these components corresponds
to the time necessary fr an incipient flaw to grow to sizes
detectable by nondestructive techniques or to the time
required for an existing crack to attain higher growth rates
characteristic of the mid-growth regime.
Understanding the
mechanisms and parameters that govern the slow crack growth
of metals will have a direct implication on materials
selection, metallurgical and thermomechanical processing,
and environmental protection.
The following sections of this chapter relate to some
of the most important parameters in this growth regime with
-24the exception of microstructural and environmental effects
which will be discussed in greater detail in separate
chapters.
2.3.1
EFFECT OF MEAN STRESS ON THRESHOLD
Crack growth rates are very sensitive to variations of
mean stress level characterized by the load ratio R (R =
Kmmn
min/K max ) from 0 to 0.90.
In general the threshold value
AKo decreases as the load ratio increases.
The load ratio
dependence is found to be reduced by increasing temperature
(17), inert atmospheres and increasing strength in tempered
martensitic steels (18), and it is found to be very small
in tests conducted in vacuum for materials such as medium
carbon alloy steel (En 24) and titanium alloy Ti-Al-4V (19,
20).
The threshold dependence on R has been rationalized
in terms of closure
effects
in the wake
of the crack tip.
Closure of a crack at positive load occurs due to the permenent deformation imposed on the material before rupture
(21).
This permanent deformation in the wake of the crack
allows contact of the fracture surface before complete unloading.
Closure then affects the minimum stress intensity
at the crack tip; therefore, the stress intensity range
(AK = Kmax- Kin)
calculated from externally applied loads
could differ from the effective stress intensity range sensed
-25-
at the crack
tip
(22).
The effects of crack closure and oxidizing environments
could be very effectively coupled.
Crack closure can lead
to fretting of the contacting fracture surfaces which in the
presence of aggressive environment causes accelerated oxidation; furthermore, the thickness of the reaction product
enhances closure (23,24).
2.3.2
EFFECT
OF FREQUENCY ON THRESHOLD
The effect of frequency on near-threshold crack growth
is directly related to the exposure of the fracture surface
to the environment, to the time necessary for reactions
to take place and also to the rate of heat generation at
the crack tip.
Studies on Aluminum 2024-T3 in the frequency
range of 324 - 1000 Hz show that threshold decreases with
increasing frequency but this observed effect could be
coupled with the temperature rise at the crack tip and
therefore are not conclusive (25).
increasing
the frequency
In D6ac steel, however,
from 100 to 375 Hz resulted
in lower
near-threshold growth rates for tests in dry argon with no
effect in moist air (26).
For ferritic steels, such as
A533-B and A508 nuclear pressure vessel steels (27), tested
in water environments at frequencies between 0.01 and 10
Hz, there is evidence showing marked frequency dependence on
-26the crack growth rates above 10 5 mm/cycle and less dependence as growth rates approach threshold.
The decrease of frequency effect on crack growth rates
near-threshold is possible due to the fact that the rate of
generation of fresh metal surface is slow enough that the
time of exposure
to environment
at atmospheric
pressure
is
sufficient to allow adsorption and reactions to take place.
2.3.3
EFFECT OF STRENGTH ON THRESHOLD
Fatigue crack propagation inthe mid-growth regime has
been shown to be generally unaffected by variations in yield
strength (28).
In steels, a variation of strength of nearly
one order of magnitude changes the growth rates by a factor
of 2 or 3 in the mid-growth
steels the value of
ing strength.
regime
(29).
In low strength
Ko is observed to decrease with increas-
This effect is enlarged for high- and ultra-
high-strength martenistic steels (yield strength between
1000 and 2000 MPa); in this case, however, the controlling
measure was the cyclic rather than the monotomic yield stress
(30), and increasing the cyclic yield strength increases nearthreshold growth rates and reduces the threshold stress in-
tensity Ko
Crack growth rates near-threhold decrease with decreas'ing yield strength.
the load ratio
This effect is strongly dependent
(31) and is enhanced
for low values
on
of R;
-27however, this observation may involve synergistic effects
of microstructure, grain size and crack closure.
2.3.4
CRACK SIZE EFFECT ON THRESHOLD
Most experimental studies on fatigue have concentrated
on the crack initiation on smooth specimens or crack propagation of relative length through cracks.
The intermediate
situation, that is, propagation of small cracks, is receiving increasing attention; this is due to the substantial
evidence that in some cases small cracks do not follow the
crack growth laws derived from large cracks.
Furthermore,
often the fatigue fracture process is dominated by the
initiation and growth of very small cracks.
Early work on mild steel, aluminum and copper has
indicated that the threshold stress amplitude multiplied by
one-third power of the crack length was a constant (32,33,
34), meaning that the threshold stress intensity
creases with decreasing crack length.
Kth de-
More recent work on
steels has confimed this variation of AKth with crack length
(35).
Other investigators have experimentally found critical
crack lengths above which the growth rates are reasonably
predicted with growth laws derived from long cracks (36,37).
A detail study on high strength steel has found that
the stress intensity threshold AKth decreased when the crack
was shorter than 0.5 mm (38), and the threshold value of
-28-
the stress 6-th approached the fatigue limit of smooth
specimens for very small cracks.
The crack length at which
the transition occurs has been found to depend on microstructure (39).
Several models have been proposed to pre-
scribe behavior of small crack growth in terms of the fatigue
limit G , the threshold Intensity, a characteristic crack
length, and microstructural properties of the material.
Smith's model (40), introduced the characteristic crack
length a,
also designated as the intrinsic crack length, and
predicts that:
i.
For crack lengths shorter than ao, the threshold
amplitude is equal to the fatigue limit
a
ii.
ao, then
6th
=
e
For crack length larger than a,
(2.2)
the threshold
intensity is constant and equal to that evaluated for longer cracks
a > ao, then Kth
= const.
(2.3)
El Haddad et al. (41) propose that the growth of very small
cracks in smooth and notched specimens can be predicted from
long crack data using a modified stress intensity factor.
They introduce the concept of the effective crack length as
the sum of actual crack length and the intrinsic crack
aeff - a + a
The alternating stress intensity is expressed:
AK = F 1O V
(a + a ~o)'
1
(2.4
(2.5)
-29F 1 is a geometry dependent constant.
At threshold:
AKth = F1
h V
(a + a)
The intrinsic crack length, a,
is a constant charac-
teristic of a given material and material condition, and can
be determined from equation (2.5) for the condition of very
small cracks, when "a" approaches
ao = .1
( Kth/
zero and F 1 is equal to 1:
e)
(2.6)
A more recent model of Tanaka (42) expresses that the
threshold condition is determined by whether the slip band
near the crack tip propagates into the adjacent grain or
not.
The model is based on results of microscopic obser-
vations of the deformation zone ahead of the crack (43).
The observations indicate the influence of grain size
through interference of the grain boundary with the slip
system ahead of the crack.
is also presented
A comparison of previous models
in reference
43.
The intrinsic crack length a
appears to be the mag-
nitude of a flaw that would determine the limit at which
the stress intensity reaches a value to produce crack growth.
The value of a
is microstructure and yield strength-depend-
ent.
It is thought that at such level of scale, the microstructure effect on the micromechanism of deformation ahead
of the crack will play a determining role on a.
CHAPTER 3:
FATIGUE RESISTANCE OF 2CR-l%MO
THICK SECTION WELDMENT NEAR-THRESHOLD
3.1
INTRODUCTION
In the present search for diversified energy sources
and new cost effective refining processes the reliability
of materials working in aggressive conditions is a central
issue for their feasibility and future use.
The materials
selection and manufacturing of coal conversion reactors
are very important materials-related factors determining
the feasibility
of intense
use of coal in the production
of
gas and liquid fuel.
The expected life of these reactors (15-20 years) and
their cyclic loading resulting from operational transients
makes is appropriate to use the defect tolerant approach for
their design.
This criterion assumes that the largest un-
detected flaws would, under design loads, cause a crack to
propagate at very small growth rates initially of the order
of 10-7 mm/cycle or less.
Despite crack growth the design
life of the vessel must be smaller than the time required
for the largest flaw to grow to a critical size.
However, characterization of fatigue behavior of steels
near-threshold has shown a determining role of microstructure and environment on the propagation rates.
This
-31behavior is of considerable importance in structures such
as pressure vessels which, due to dimensional size and fabrication processes, present variation in volume fraction of
component phases with through plate thickness and the unavoidable combination of grain sizes and microstructures in thick
section weldments.
In particular it is major concern to evaluate the crack
propagation resistance of the thick section weldment, where
crack initiation can occur at impurity segregated boundaries
and flaws caused by the stress relief treatments.
This chapter presents results of the investigation of
the fatigue crack propagation behavior of the base, the heataffected zone and the weld metal of a 2Cr-l%Mo
thick sec-
tion weldment in environments of moist air and gaseous purified hydrogen for load ratios of 0.05 and 0.80.
3.2
LITERATURE REVIEW
3.2.1
DEFECTS AND FLAWS IN WELDMENTS
Welded structures present preferential sites for crack
initiation and propagation at or near the weldment due to
the presence of residual stresses, impurity segregation and
microstructural variations.
Furthermore the post-weld heat
treatment has been found to cause, in some instances, intergranular decohesion in the heat-affected zone or weld metal;
-32this mode of failure has been designated as stress relief
cracking or reheat cracking (44) and it is thought to be
produced by the same mechanism that causes underclad cracking under stainless steel weld overlays (45).
The susceptibility for reheat cracking has been found
to be strongly dependent on the impurity content of the material and often has been correlated to experimentally determined impurity parameters (47,48).
relief cracking in 2Cr-l%Mo
The study of the stress
steel (49) has shown at high
temperatures (850 K) intergranular cavitation would nucleate
in the MnS particles and at low temperatures( 725°K) grain
boundary sliding and intergranular separation could be promoted by phosphorous (P) segregation.
Consequently- weldments may contain microcracks or potential crack initiation sites introduced during processing
which would make the weldments susceptible locations for
fracture failures (46).
This points out the importance of
studying the crack resistance in weldments and their mechanisms of fracture.
Such results are valuable for improving
design and welding techniques.
3.2.2
CRACK PROPAGATION IN WELDMENTS
Studies on the crack propagation resistance of weldments
have concentrated on comparing welding processes (50),
-33*assessing the effect of residual stresses (51) and evaluating the susceptibility to stress relief cracking (52).
Most of the work has been done at growth rates above 10 - 5
mmt/cycle.
The effect of residual stresses on the crack propagation
in the weldment has been suggested
based on observations
of different fatigue crack propagation resistance of the "as
weld" and stress relieved conditions of ASTM 514 weldment (53)
and the interaction of tensile and compressive residual
stresses with the crack propagation in aluminum welded joints
(51).
Residual stresses can effectively alter crack propa-
gation causing in some instances lower fatigue crack propagation resistance in the weldment than in the base metal.
During welding processes such as gas-tungsten-arc welding
(GTAW), submerged-arc welding (SAW) and shield-metal-arc
welding (SMAW) were found to produce weldments of similar
fatigue crack propagation resistance
(52).
It appears that
the welding processes do not affect the fatigue behavior of
weldments except perhaps when they give rise to significantly
different final microstructures.
The microstructure has been observed to be a dominant
parameter in determining the fatigue resistance of weldments,
for example:
a stronger tendency for crack branching was
observed in the delta ferrite austenite structure of the weld
metal
than in the fully austenic structure of the 304
-34-
stainless steel base metal (52).
The large grain size of
the heat-affected-zone has been found susceptible to postweld heat treatment intergranular cracking and refinement
of this microstructure has resulted in improved crack
propagation--resistance of 0.5Cr-0,5Mo-0.25%V steel weldment
with 2Cr-l%Mo
weld metal at 565 C and sustained load con-
dition (54).
Studies on VAN-80 steel at room temeprature (55) found
superior fatigue crack propagation resistance in the ocicular
structures of bainite and pro-eutectoid ferrite of the weld
and of Widmanstatten ferrite of the HAZ than the ferriteperlite structure of the base metal.
The crack path was
found to be strongly affected by microstructure; results of
the base metal showed a transition from a structure-sensitive
fracture mechanism characterized by intergranular failure at
low stress intensities (14-20 MPaVm)
to a structure insensi-
tive mechanism of fatigue striations at intermediate stress
intensities.
The results of fatigue resistance of weldments indicate
a strong influence of the final state of stresses and microstructure on the crack growth rates; moreover the post-weld
heat treatments may introduce flaws in sites of high residual
stresses, enhancing crack initiation.
-353.2.3
MICROSTRUCTURAL EFFECTS ON FATIGUE CRACK PROPAGATION
Designing of better fatigue resistant alloys and assessing the service life of structural components require a
clear understanding of the mechanism by which microstructure
influences the fatigue crack propagation resistance, and its
degradation through the metal-environment interactions.
Both
topics are currently under intensive research and although
substantial results are available describing the phenomenology of the problem, a mechanistic understanding is yet far
from complete.
The microstructure has been an important parameter for
modifying the strength properties of metals either through
metallurgical or thermomechanical treatments.
The influences
of microstructure on the mechanical static properties are well
characterized (56):
reduction in grain size results in
increasing yield strength; solution hardening and precipitate hardening increase yield strength and improve creep
resistance.
Results on the microstructural effects on the
fatigue resistance are less consistent and may vary substantially from the stage of crack initiation to that of crack
propagation, and from one material to another.
For example,
for low carbon steels, the dependence of fatigue strength
on grain size has been observed to follow a similar relation
to the Hall-Petch equation (57); in copper and aluminum, the
fatigue life was found insensitive to grain size whereas in
-36alpha brass a reduction in grain size led to increase in
life
(58).
Crack propagation behavior has been found to be affected
by microstructural parameters in the regimes of high crack
growth rates and low growth rates or near-threshold (59).
An increase in crack growth rates was observed with a reduction in grain size for steel (59,60) alpha-titanium (61)
and alpha-brass (62) in the near-threshold regime; the effect
is enhanced at low values of load ratio R, (R = Kmi n - K
mmn
max),
where crack closure phenomena is dominant, and it is observed in smaller scale at high load ratio (57).
Further progress in understanding the influence of
microstructure on the fatigue resistance requires detailed
analysis of the micromechanism of deformation ahead of the
crack, their interaction, and response to microstructural
variations.
This is especially true at low growth rates
when the plastic zone size becomes of the order of the grain
size and grain boundaries, precipitates and grain orientation
can significantly affect crack path and rates of growth.
3.2.4
THE CLOSURE PHENOMENA
The closure phenomena designates the contact and load
transfer in the wake of the crack while testing at low positive load ratio.
Crack closure prevents the crack tip from
sensing the full range of applied load and consequently the
-37stress intensity range experienced at the crack tip could
differ substantially from nominal calculations on applied
loads and crack length measurements.
contributing
to closure
are thought
The main factors
to be the ductility
or
plastic strain to fracture, the presence of corrosion products on the fracture surface, the tortuosity of the crack
path and the crack tip shear displacements occurring parallel
to the plane
of fracture.
Crack closure phenomena was first popularized by Elber's
results (66) on fatigue crack propagation of aluminum alloys
in plant stress conditions.
For small load ratios, fatigue
cracks were fully open only for part of the loading cycle;
leading to the conclusions that closure was produced by the
permanent tensile plastic deformation left in the wake of
the crack which makes the mating fracture surfaces incompatible.
Elber introduced the concept of effective stress
intensity range to correlate crack growth rates with applied
stresses and load ratios.
Theoretical analysis of closure
in the plane stress condition (67) has supported the existence of the phenomenon and provided justification for the
use of the effective stress intensity range.
The crack closure phenomena does not appear to be restricted to the plane stress condition; in plane strain and low
load ratio, crack closure levels have been found to vary
with stress intensity range showing pronounced effects at low
-38-
values of
K and small effects at higher
K (43).
The
transition can be thought to occur when the crack tip opening becomes sufficiently small to enhance the non-matching
character of the fracture surfaces.
At low crack growth
rates ( 10-6 mm/cycle) in the near-threshold regime crack
closure effects are significant and well characterized for
a wide range of materials
(11,12,65). Also, other studies
have indicated that the crack closure effect observed at
low growth rates are mainly determined by the plane stress
portion of crack front, i.e., near the surface of the test
specimen (68,69).
At high load ratios, the crack is assumed to remain open
during the load cycle with closure effects minimized.
Reduc-
tion in load ratio decreases the crack growth rates and increases the measured threshold value
K . The load ratio
o
effect on threshold has been described in terms of two experimentally determined parameters assumed constant for given
material and testing conditions (22):
Kth, defined as the
driving force in terms of stress intensity level to produce crack growth at threshold, and Kl,
the stress inten-
sity level necessary to open the crack.
When crack closure
effects are present:
Kcl +ci Kth
th = Kmax
max = const.
AK o + (Kc1 +
Kth)(1 - R)
(3.1)
-39At high values of load ratio:
hK
o
= Kth
Kth
Kmax = AKth/(l-R)
(3.2)
This description suggests that at low load ratios, any
material or experimental parameter that increases K
result in higher measured thresholds.
would
Such parameters can
be the plastic strain to fracture, oxidizing environments,
grain size and loading mode.
Experimental results at low load ratios have indicated
that increasing the yield strength of steels causes a reduction in the threshold value of
K o.
materials produce higher thresholds
Higher ductility
K 0, emphasizing the role
of plastic strain to fracture on crack closure levels.
A
model has been proposed to account for the plastic strain to
fracture and the cyclic work hardening exponent in calculations of the stress intensity at closure Kcl (13).
This
model treats essentially the plastic strain contribution to
the crack closure level.
The environment contribution to the closure phenomena
has been suggested based on the increased formation of oxide
product on the fracture surface as the growth rates approach
threshold at low load ratios.
The higher oxidation rates
near-threshold are an indication of increasing environmental
activity assisted by mechanical fretting of the contact
-40-
points in the wake of the crack.
Recent Auger measurements of the crack face corrosion
debris at threshold levels for SA542 Steel (70-)have found
oxide thickness to be of the order of 0.2 microns, a significant fraction of the crack tip opening displacement
( 1
m).
These findings support the basic concept of oxide
wedging thereby producing higher closure and threshold levels
in oxidizing environments.
This contribution to crack
closure is currently designated as oxide-induced crack
closure (16).
In the present work it is clearly demonstrat-
ed that the increased oxidation is caused by the presence of
water vapor in the environment; furthermore there is an embrittlement effect as a result of the water vapor-metal reaction which is discussed in Chapter 4.
Microstructural influences on crack closure phenomena
have been interpreted based onthe following experimental observations:
1)
The influence of microstructure on threshold
AKo is pronounced at low load ratios and diminishes for high
load ratio; note, however, that the plastic zone size for
high load ratio is at least one order of magnitude larger
than that of near zero load ratio.
2)
Fractography analysis
of crack growth at low AK indicates a transition from tensile
mode growth (tearing and irregular appearance, a smooth
version of microvoid coalescence) in the mid-growth regime
to that of shear mode growth (planar and steps features of
-41-
growth along slip systems) at very low
K.
This observation
has been interpreted as Mode II loading contribution
on
crack growth at low propagation rates.
3. 3
EXPERIMENTAL PROCEDURE
3.3.1
MATERIALS
The material tested in this study was 2Cr-l%Mo
pressure
vessel steel commonly used in petrochemical and electricity
generating plants; a 76x150x184 mm section of SA387 Class
2
Grade 22 weld was obtained from Westinghouse R&D Center.
The section was machined from a large weldment, prepared
by
Chicago Bridge and Iron Co., using the submerged arc welding process with Linde 124 flux. The base plates
were cast
by Lukens Steel Co.
The chemical composition and heat treat-
ment are shown in Table 3. 1. The weldment was found
to contain
no defects in violation of the acceptance standard
(72).
Mean value of the mechanical properties are listed
in
Table 3.2
3.3.2
FATIGUE TESTING
Fatigue crack growth tests were performed on Instron
1350 servohydraulic 49KN testing machines at cyclic
frequencies of 5 and 50 Hz, and in load control
wave shape.
using a sinusoidal
Compact tension (CT) specimens were used, ma-
chined out of a thick section weld.
The orientation was
-42Table 3.1
Chemical Composition of SA387 Steel (from Lukens Steel Co.)
Heat No. 3596
C
Mn
Si
Ni
Cr
Mo
Cu
0.12
0.42
0.25
0.14
2.48
1.06
0.16
ASTM Specification for 2Cr-1%Mo
Min.
Max.
.27
.63
0.15
.05
1.88
2.62
P
S
0.013 0.020
Steel
.85
1.15
0.35
0.35
Heat Treatment of As-Received SA387 Steel (section thickness 184 mm)
Base Plate Heat Treatment
Normalized
5
Temperized
1 hr/in
hr
at 9540 C accelerated fan cool
at 6910 C
Post Weld Heat Treatment
15 hr
at 5930 C
22 hr
at 649°C
18 hr
at 6910 C
-43-
E
HH
U)
a)
910
_S
Ll-
o0
0
Cd
r..
c
0 S3
Cd
E
a
v
oa)
0
+I
C
H 0
CMl
co
U)
a,
a)
c
0
:3
U
c
Zcd
-I-)
(N
V)
a1)
a)
Ed
a)
a)
I
O
4d
o0
+
0
CO
U)
a)
L
a)
a
0.
0
+
or
V)
c
ro
UM
,::
w
0)
a)
E
U)
U)
a)
:
rn
CO
co
Cd
E
.I0
03
Cd
U
)
07
+1
EH
+l
0
Ln
CZ
a)
C
Lr)
L
a)
M:I
SE E H
--a)
a
*
3
Co
E
J
4.)
'-
b0
O
Ln
+ I
+1
r,
Ln
U-T
>- C
C,
-3cM
CMj
-
U) a)
CI
CO
0
n ur
E
aoO
E
Lt)
O
-.
++
-T
+
+
-44-
determined after proper macro-etching of the metal block;
for the heat-affected zone macro-etching of the specimen
blanks was necessary for accurate orientation of the notch.
The location and orientation of the weldment specimens are
shown
in fig. 3.1.
Specimens H1 through H10 were used for crack propagation studies along and across the hear-affected zone metal,
similarly specimens Wl-W8 were used for the weld metal.
Specimens of the base metal were obtained from the midthickness of a metal block ( Thickness).
Testing was done in two environments:
laboratory moist
air ( 30% relative humidity) and hydrogen gas (138 KPa) at
room temperature.
An environmental chamber was mounted on
the specimen for hydrogen testing.
The gas purifying sys-
tem consisted of an oxygen catalytic converter, a molecular
sieve, and liquid nitrogen trap.
Before each test, the gas
supply line and chamber were evacuated to a pressure of 1020 mtorr and baked at about 100°C with a heating blower
prior to flooding with hydrogen gas.
A few tests were per-
formed by running the hydrogen from the high purity tank
through the molecular sieve and directly to the chamber.
This procedure does not remove enough water vapor and impurities from the hydrogen gas as will be discussed in the results
section.
I
-A0-
4 mm
___
_
Location
Orientation
weld
HAZ
T-L
TS-L
weld/ HAZ
LS -T
Fig. 3.1
Specimen No.
WI - W8
HI-H4, H6- H9
H5, HIO
Location of C.T. Fatigue Specimens for Weld
Metal and HAZ Areas in SA387 Weldment
-463.3.3. CRACK MONITORING
Crack lengths were continuously monitored using the
D.C. electric potential technique (73).
This method consists
of passing a constant direct current through the ligament
of the specimen and measuring the change in electrical potential as crack growth reduces the unbroken ligament.
For
a given crack length, the ratio of the potential signal to
the initial potential across the notch (Va/Vao) can be related through calibration curves to the ratio of crack length
plus ligament length (a/W).
This technique can measure absolute crack length to an
accuracy of approximately 0.1 mm and detect changes in crack
length with an accuracy of 0.01 mm.
A schematic diagram of D.C. potential drop system is
shwon
in fig. 3.2 .
3.3.4
TEST PROCEDURE
Threshold crack growth rates were obtained using a load
shedding procedure, whereby a fatigue crack is initiated at
a AK of 16-18
MPa V m
and the loads are subsequently reduced
by approximately 10% before monitoring crack advance and dis-
47
_
E
0)
0
0O-
<
CQ
It)
C
L.
0
cC
*0
:)
O
0 .0
E
V 4-
C .
c D
c O=
c
Ln
3
00CL.
U) cn U
4-
0
_
0.
c
m
C
0
Ca
E
C
*>
Q
.0
O
w
O
0)11)
L.
0O
=
'4
0
cs
L.~~
.
0
. _
0
cU
.-
0
\ '
E
0
m
4
0Q
t
01
L.
0-
0
0
-
00
CUC
-
_ -
-
L.
0.0
I-1t-
-
--
-I-
E
n
U.
-48tances corresponding to at least five times the previous
maximum plastic zone size. This procedure minimizes crack
retardation or arrest caused by the plasticity of the previous
load leves. Thresholds were defined by crack monitoring resolution limitations as the highest AK at which no growth was
observed in 107 load cycles, i.e., in terms of maximum growth
rate of 10- 8 mm/cycle. All tests were initiated at low load
ratio (R=0.05) and adjusments for R were made during the first
load reductions. The procedure to attain high load ratio
was
found to affect the threshold value as discussed in Section
3.4. The method used in this study was to maintain constant
the value Kmax of test initiation and reduced K as R attains
the desired value.
3.4
EXPERIMENTAL RESULTS
3.4.1
MICROSTRUCTURAL ANALYSIS
The microstructure of SA387 Class 2 Grade 22 steel was
found by optical microscopy to consist of ferrite and bainite
combination. The base plate metal, 184 mm thick,has a variation through thickness of the volume fraction of component
phases, yield strength and threshold stress intensity
shown
Kth as
in fig. 3.3.
The clear grains in micrographs a, b, and c correspond to
ferrite, the remaining is bainite phase. The volume fraction
of ferrite phase varies from roughly 20% at the surface to
-4q-
Quarter thickness
(T)
Surface
Location
surface
Yield strength
(MPa)
(MPavm)
(MPa m)
390
8.3
340
8.6
290
9.0
R = 0.05 , moist air 30% relative
humitity.
Half thickness (
T)
Fig.3.3 Variation through thickness of microstructure, yield strength and
threshold stress intensity
K
for SA387-2-22, 184 mm thick base plate.
-50about 40% at the mid-section. The higher percentage of the
more ductile ferrite is consistent with lower yield strength:
390 MPa at the surface and 290 MPa
at mid-section. The thres-
hold stress intensity AK0 was also found to vary from 8.3
EMPaV-m near the surface
to 9.0 MPaV-i
at the center of the
plate(96); consistent with the observation of other investigators that decreasing yield strength or increasing ferrite
volume fraction causes an increase in
Ko .
The variations in microstructure and mechanical properties are due to differences in cooling rates through the
thickness during heat treatment.
The schematic of cooling
curves at a quarter thickness location of.normalized and
water-quenched thick section plate are shown on a continuous-cooling transformation diagram determined for 2Cr-l%Mo
steel
(74) fig. 3.4.
Although
the investigators
caution
that the accuracy of the transformation diagram is not sufficient for microstructural predictions, it proves very useful for qualitative
interpretation
of the microstructures
observed in the thick plate and weldment.
It may be noted
that faster cooling rates as expected in the weldment would
result in microstructures consisting of mixtures of fine
lower bainite and coarse bainite.
For very fast cooling
rates, microstructures of martensite and fine bainite would
be expected.
- 51-
X- r
v
u,c
(.3
C
C
o o 0
0'
_
_
o
_
u
a)
_0
u
O
C
.-D
_Ln
U,
E
-i
LL
N
c'
*O
o ccu
V_
c.
Q
-V_
._
U
-
o
.
._:
C
._
0
E
0
0
0c
0
0
U-
:-C -'-
u
oo
a)
0 E
0 -bN
0Cc U
0
O
U
E '
0
'.-
0 o 000
CD
3o
000
00 00
- ajnlDDadw1a
C~j
I,.
-52
The microstructure characteristic of the weld metal is
bainite as shown in fig. 3.5; a range from coarse to fine
bainite is observed resulting from the cooling rates and
the thermal effects of subsequent passes on solidified
filler during the multi-pass welding operation.
The heat-affected zone is a layer of base metal of approximately 4 mm width, with very fine bainite microstructure.
The transformation from ferrite-bainite microstructure of
the base metal to fine bainite microstructure of the HAZ is
caused by the high temperatures and the rapid cooling rates
imposed on the metal during welding.
The typical micro-
structure from base metal to HAZ is shown in fig. 3.6b and
represents the extent of the thermal effects due to welding.
The variation of Vickers hardness and microstructure
across the HAZ is shown in fig. 3.7.
The micrographs at
different locations are shown to illustrate the correspondence of hardness and microstructure.
Fig. 3.7a corresponds
to a base metal ferrite-bainite microstructure with Vickers
hardness of 156 kg/mm 2.
Fig. 3.7b shows the microstructure
of the weldment at the transition from base metal to HAZ
that is the limit of the zone subjected
transformation due to welding.
to thermally-induced
Fig. 3.7c shows a micro-
structure of fine bainite characteristic of the HAZ.
The hardness level increases across the HAZ to a region
of maximum
hardness
of 198 kg/mm 2.
The microstructure
at
- 53 -
';·1-
T
.a
4 ·
Fig.3.5 Optical micrographs of SA387-2-22 weld metal (1% nital etch).
- 5-
Fig.3.
Optical micrographs of SA387-2-22 steel,
a) Heat Affected Zone (HAZ) metal,
b) Interface between base plate and HAZ metals.
- 55 Relative Location of Microgrophs
a
"
b
BASE
METAL
200
c
d
e
HEAT
AFFECTED ZONE
WELD
METAL
0
0
190
0
c3c
~~
-
180
~0
0
0
0
0
70i
0
G W
0
160 CrX
I
00
Fin
,
0
)
2
4
I
I
6
8
MM.
a
b
C
- r-~
d
F
3 '7
e
arolaton
'
n Microstructure
and Vickers Hardness in SA387 Thick-section
weldment showing bose metal, heat-affected
zone and weld metal areas
Etched
n 2% Nital
-56this point
is fine lower bainite
shown in fig. 3.7d; this
region corresponds to the unmixed zone where a small portion
of the base metal totally melts and resolidifies without
undergoing filler metal dilution.
The unmixed zone bounds
a partially melted region at the HAZ interface (75,76).
These regions attain the highest temperature of the plate and
undergo drastic cooling rates as shown by the hardness level
and microstructure.
3.4.2
FATIGUE CRACK PROPAGATION
Results on the fatigue crack propagation behavior of
the base, weld and heat-affected zone metals are presented
in this section.
These were performed to evaluate the ef-
fect of load ratio on the fatigue crack growth resistance
in the presence
of two environments:
moist air (30% rela-
tive humidity) and gaseous dehumidified hydrogen (138KPa).
The results for the base metal are shown in logarithmic
scales of growth rates vs. alternating growth rates vs. alternating stress intensity, fig. 3.8.
istics are:
there
The main character-
first, at growth rates above 5x10- 6 mm/cycle
is no distinctive
vironment or load ratio.
dependence
of growth
rates on en-
Crack propagation is only a func-
tion of the applied stress intensity range.
These results
are consistent with the observed negligible influence of
load ratio, environment, microstructure, and yield strength
-57on the mid-growth regime of the fatigue crack propagation
of steels (28).
Second, the effect of load ratio on crack
growth rates becomes increasingly evident for ultralow growth
rates ( 10- 6 mm/cycle) approaching the threshold.
The stress
intensity at threshold WKth for low load ratio (R = 0.05) is
nearly three times larger than that of high load ratio
(R = 0.80) for both environments, moist air and hydrogen
gas.
The magnitude of the laod ratio effect is illustrated
by noting that for example in moist air, a crack subjected
to an applied AK of 8 MPaV-'
would be dormant when the load
ratio is 0.05 but it would grow at a rate of 2x10 6 mm/cycle
for laod ratio of 0.80.
Third, the relative effect of the
two environments on the crack growth rates, observable nearthreshold, is emphasized for low load ratio and most importantly
it is reversed
for the two load ratios
of 0.05 and
0. 80.
For low load ratio (R = 0.05) hydrogen gas produces
higher growth rates than moist air environment near-threshold;
however,
at high
load ratio
(R = 0.80) the crack propagation
is similar in the two environments and only very near threshold moist air produces slightly higher growth rates than
those of hydrogen gas.
The environmental effect for high
load ratios was confirmed in separate tests and the results
are presented and discussed in Chapter 4.
The results of the fatigue crack propagation in the
-58-
(al3/u! )Np/0
· _·_
0
I
'
'0T·__1__ ·
I
L'
I0
·
__I__·
"
I
·
o_·__·_
·
I11.111
I
0_______
_
11111
'o
I
_
'0
I0
________
I
'o
I
____
I
Is
I
1
0
I
0
0(D
-u
-- C
0
a00
>,
0.i
0c
0
0n)
0
a
_
U
O
0o
o
4. U
Ua
C\J
1
,o
E
C' .,
'-c o
4U
o0
-o
0
>I
U
-'
4
O
~i
-C
0 ,
EO
H
t-
("On-
U)
a)
ww
4
~1
0%.& at a
.q . .:-
4 4
'
44
r--
-..c0~0
:
.
.4
(D
_
0
z
a)
a)
E
*
,
a,
2 pq
C0
o a)
I
_
o 'n
t
c
I
o
C
0 _
0
ri..
(
0
o.:
U
o c
o
-1
'A,
z
rn a a
T
L*
cJ L) E 1.
;.- 0
C
i
E
I
-
'0
I t11t
I
I
11
i I I I
I
'0
(alA3/WW) NP/OP '31.V
11l 1
I
I
'O
NOllV9VdOd
11111I
T0
I
lltl
'0
),3VHD 3nu911J
c2
GI E
I
"E
CJ
'0
oO~~
LO
*4
cr
_o
-
J.
O
oaO
d
0 0
CaO
1.
00
LJ
Z
CM
'0
1L
-59weld metal are shown in fig. 3.9 for conditions similar to
those of the base metal.
The observations made for the base
metal apply equally as well for the the weld metal.
Note,
however, that for low load ratio the threshold values are
lower than those obtained for the base metal and the difference in crack growth behavior in moist air and hydrogen
gas occurs only near-threshold.
The linear regime for high
load ratio approaches that of low load ratio in the midgrowth regime.
The crack propagation behavior of the heat-affected zone
is shown in fig. 3.10.
The threhsold values
Kth for load
ratio of 0.05 continues to decrease compared to base or
weld metal.
Analysis of the crack propagation behavior at
load ratio of 0.05 shows that the environmentally-sensitive
region varies for the three microstructures.
rates of 10
Crack growth
mm/cycle in the mid-growth regime or linear
regime of fatigue behavior.
The weld metal environmental
sensitivity disappears above 2x106
to the knee of the sigmoidal curve.
mm/cycle corresponding
The heat-affected zone
shows similar growth rates for both environments even below
the knee.
The transition to environmentally sensitive
region occurs at growth rates of 2x10 7 mm/cycle.
The discussion of the results presented in this chapter
focuses on the near-threshold sensitivity of the crack growth
rates to variations in load ratio, microstructure and
-60(eIAZ/u!
'0
I0
0
I0
_,
!
I/3
11 I
I I
I
I
)NP/DP
I0
I0
'0
- I II T-T -T--T
I
I
I
co
I
I0o I T1I
o
I I I II I
I
1
0
I'll,
I
I
0
I
(.0
(JCU
0LO
Ia
o ~0
'D
0
cE
-n0
-"c
0
\
U
0rn
0
U~~~a
o
LC)~~
O
oo1
3~~~~~~~~~~~~~~~~~~~~~~~~~~~1
< <
0
a
0N
C0)
cn wQ
0
oE
I
U a
4
0
U~~~~~~~~~~~'
U
K
0
<-0)
0
0
03H
0)
Lii
I-
C
VO
.r
C)
lJ
0-r
rod
r
0
Li
0
4·
,.
.
ODZ
Si , '
(D
0o,
zw
E
410
0 )U)0
0
OC
4
4
N
-i
w
4
cr
0
~o cr
r~
_0
0
InI
o
)
o
U
6
-
a,
0
Os
.
N
in~
rp
CO
-80
c00~·
,',0
Lo
LC)
0
!r11
)
00
-L~
WC
o
ULL
· i
z
170
(al/WUW)
J I
I
UIJIJ I I I
'0
NP/DP '31Vd
JII
111
I
n~
W 1f r
(0
NOllV9VdOdd
'0
AD~V3
o
u~~)
.C
tRI'
C~j
o~
..... i
o
0
LO
-a
rOC
a3C.~
toZr,
0 ..
C
a C:
O
on-G
C
:0)
t
Ld
H -o
II
I 0
C3
i/I:
LLL
I I
'0
3g1.3
I
L
)o
-61(l:)3D/U! ) NW OP
to
'o
0N-
w
w
-
w
w
f
w
s
s
O
_
O
_-
w
s
s
w
j'111 i
17
Npp
0
w
E
s
w
s
E
I1
TFill-ll
1
0
I'I
0p
0
E
s
s
w
E
.
I I
=
P
I
1i
.
.
w
.
I i
w
I i
w
E
It
w
s
0
77 CO
s
II i
I I
OG
O
o o
OOt.
)a
.
0)V
Cu,
0
0
o
0
Iii
U~~~~~
*>0
U~~~~~
0t',,
C
S
U
_
.
.
O
.
'
oo
E
0E
E
QiC
E 0
,,
CjE
%.
U
-
c
9S
0
0
o
,
0)
q:
<3
o
0
q
o
0r
-C
I-
ir
CDZ
0
.,.
cw :
I
-j
0
o0
`p
N) N
.oa,
U) 10 ..CD
I
0
I
o:,
I
L-)
I
I
I I-)
II_
N
IV,
! 1-1 ! i ;
I
I
C6
c
4
''o
*
cr0
o P,r
c
°
/
,6
QN
q:
o
0C. 0
-
U
0
-
I..........
I I
J
aQ7o
(al)/wW)
LL
oO
m0
-- L
I
0)<
-a)
o
oo
I- ..
oc·
..
uU)
a)
LJ
,.
2
U
< I)
o0
4
cn
LUJ
IO
J. .4
)N c
O
Zn
.
ra %raVq
Qo
1.
I
Ld IN 0
-
tZ
111i
0
CDo
I
!
1 11
.
I
I=
.I
0'0
NP/OP '3IlV
|!; '
I
1
1
11 I 1
'To
!
N Il
I I I I
'I
NCXLVOV!dOHdfDVD3 3nD1LV
Ct
I
D00
'0
._r
11
-62-
environment.
At low load ratios crack closure phenomena
dominates the growth behavior; understanding of the factors
affecting closure levels are yet unclear.
At high load
ratios the crack remains always open and the existing conditions at the crack tip are more predictable from the externally applied loads and environment.
t,,;:mvih
h ...
.... _ ~ S ......
rects are alscusseu he±u VnyX i"S".-......
Environmental efJ affectsthe
it
closure phenomena; in-detail discussion is presented in
Chapter 4.
DISCUSSION
3.5
THE NEAR-TiHRESHOLD FATIGUE
3.5.1
The results
CRACK PROPAGATION
of fatigue crack propagation in the weld-
ment show a transition in behavior from the mid-growth
II
regime to the near-threshold regime.
Crack growth rates
fI
- 6 mm/cycle depend only on the stress intensity
above 5x.10
range K; however, lower growth rates
show a pronounced
sensitivity to load ratio, microstructure and environment.
The crack propagt Lion results fo the weldment are
shown in fig. 3.11 for moist air environment.
tion
The transi-
rom mid-growth regime to near-threshold is first
anlayzed in terms of the load ratio effects, in order to
illustrate the relative scales of plasticity and crack tip
opening displacements (CTOD).
the base metal (
The crack growth rates of
thickness), weld and HAZ microstructures
(al3/! ) NP/p
O .' . .
p,-
0
IC)
no
'0
I ""'' I
_
. .
I
'0
I
_
""''
. . .' -I
"
'0
o,0
o
. . .
I"'' ..
- I'
___
__'- -~ _-----I"IIIII'
1 ... '
o
-G u
a
n
0o
tA
- oo_ C.a a.i
0
0n
o
E
_
o,
co
o
0 ,_
CJ
do
0
a
.
.
._
0
z
a)
'O
z
2
U)
v'
z
oc
E
CUl-
.
Z~cj~
F-J
O
N
Mr
.
O0
p
0
*0
-
0)
0-
-
i~
w
\o
0)
E 3Eolo
-u
o
(D
--
AW.4 usfum11 No
O sk
f
N
U')o e
)'
0
A a
~p
,
(
.<
O13
_Eco
c00
0 0 000
ooEc
o
r>S
O
E
rn
c~ h
b_
N
31
r
x
NJ
UY
IIIJ1 1 I
'o
(alA3/wJ)
coo
,0i
I
o
.?IM
L.
N
C\j n W
0o
oo o
,Q
I
I1,1iL
o
I
.
I_ llIL
T'o
LI
I
1iii
i,
,I
-
'o
NP/DP '31./V NOIlLV9dOdd >3V03 3n9lLV-
- -
N
oD
'
-64begin
to differ
for the two load ratios
at a
K = 11 IMPafl.
As for the base metal(% thickness), the deviation is observed
at
EK = 20 MPaV i-.
The comparative
size of plastic
zone
and crack tip displacements are shown in Table 3.3.
Plastic zone size and CTOD values at the transition point
are about 22 times
(r
= 100
larger
num; CTD = 1
for R = 0.80 than for R = 0.05
m).
This indicates
that crack growth
rates become insensitive to load ratio when the corresponding
values of r
at CTOD for low R reach a critical value.
This
Y
critical value is expected to be determined by the ductility
of the material ductility being the dominant parameter enhancing crack closure phenomena.
At R=0.05 and AK less than 11 MIPaV--`the CTOD and maximun
plastic zone size are less than 1
m and 100
m respectively.
For all the three microstructures the cyclic CTOD is 90% of the
maximum CTOD meaning that upon unloading, the crack tip would
be open about 0.1
m. Such a small amount of CTOD would require
near-perfect mating of the fracture surfaces; it is likely that
early contact of surface asperities in the wake of the crack do
not permit the CTOD to reach its minimum value, consequently
the stress intensity range and the load ratio sensed by the
crack tip are different than those applied to the specimen. The
early contact of the crack surface was first observed in condition of plain stress (66) when plastic strain and distortion are
large and closure occurs even at significant values of CTOD.
-65-
0
V.
N
U
a
N;
r
o0
.D
.O
O
O
O
o
NN (N(
a~ co~~~~c
oc
ko
(N
o
E
U
O
O
(N
N1
V
U)
)
Cd
O
E--i
OII
O
E
dP
))
Z:J
co
o-4
N
O·
(N
U
*ro
O
0)
N
0rl
H*
U
00
O
0
m
v
u)
110
*-.
C
Cl
o
O
II
0
II
0
N
L
4-)
U
-ri
(d
f
PJ
II
Z%
0
N
N
~~~~Q
NJl
H-
40
.,
4-)
O
ro
-iH
CU)
0U
N N
-W -H
U)
- q
Cd
-
a,
Z
o
H
H
- r -i
r-
H
.,I
U U
N
EH
a
I_
r4
a)
U
i
c4~~~~~~c
a
N
o~~~~~~~~~~~~
cu~~>
N
a)
N
U)
F
~ Xf o0a VVu
n
o
ro
h~~~~
E
U
.
1)rX0)
U)
d
m
H
a)
_z
N
<
U)
Cd
U K
00)
·r4
>1
-66In plain strain conditions, as existing in the fatigue crack
propagation near-threshold, crack closure results from the
fact that the small scale of CTOD increases the sensitivity
to irregularities on non-matching parts of the fracture surface.
3.5.2 CRACK PROPAGATION AT LOW LOAD RATIO: CRACK CLOSURE
PHENOMENA
The fracture process of engineering materials produces permanent distortion in the neighborhood of the crack tip,
leaving fracture surfaces with asperities and sites
that do
not match and come into contact during unloading. The contacting points support load and therefore prevent the crack tip
from sensing the full external applied loading cycle.
The re-
sult is that the prevailing stress intensities at the crack tip
are
less than those calculated from external loads and aver-
age crack length. The load bearing capacity of the asperities
set a lower limit for the effective load ratio. Contact of
asperities due to ductility, Mode II loading, microstructure
and environment prevent the crack from sensing lower stress
intensities than those at which fracture surfaces contact and
transfer load.
The results of crack propagation at low load ratios
in the weldment are discussed in terms of the main factors
that affect: closure phenomena: ductility, .microstructure,
environment,and a Mode II loading component present at very
-67low growth rates.
3.5.2.1
EFFECT OF DUCTILITY ON CLOSURE
Results on the crack propagation of steels at low load
ratio (64) have shown that lowering the yield strength and
increasing the ductility produces lower growth rates and
higher AKo. It has not been clear whether yield strength, or
ductility or microstructure, or a combination of these factors
are responsible for the effect. The results of this work indicate that ductility and grain size are dominant in determining
closure levels.
The effect of ductility is discussed here using the results of crack propagation in SA387 base metal specimens of
different ferrite volume fraction and similar grain size,
corresponding to differentplate
thickness locations as shown
in fig. 3.3. The ferrite volume fraction varies from approximately
20% to 25%
to 40% for the surface,
quarter
thickness,
and half thickness of the 184 mm thick plate respectively.
The threshold value of
volume fraction.
K is greater for the higher ferrite
This is consistent with results on plain
carbon steels (64) which show that for the grain sizes above
40-50
m the threshold value increases with increasing
ferrite volume fraction.
The more ductile phase presents
larger plastic elongation to fracture producing higher asperities and thereby enhances closure effects.
A model has
been proposed (13) to account for the role of ductility
-68on crack closure via surface roughness and be able to calculate the opening stress intensity Kcl.
This model incorpo-
rates only one of the factors that influence closure, the ductility of the material.
This effect is currently designated
as plasticity-induced crack closure (16).
The low load ratio results of the weldment shown in
fig. 3.11 are consistent iwth the above observations.
The
base metal with a ferrite-bainite microstructure produces
rougher fracture surface than the homogeneous bainite microstructure
of the weld and HAZ.
The closure level for base
metal is expected to be higher than weld and HAZ metal resulting in lower growth rates and higher threshold value AK
3.5.2.2
MICROSTRUCTURAL EFFECTS ON CLOSURE
At low load ratio the near-threshold fatigue crack propagation decreases with increasing
grain size, as shown by the
results of the weld and the HAZ metal.
The threshold value
increases even more with the presence of the ductile ferrite
phase in the base metal.
These results are in qualitative
agreement with findings of other investigators (63,65).
value of threshold
with V-T
(43,64),
The
Kth has been found to increase linearly
being the grain size.
Optical observations (63) of the spread of the slip band
zone near the tip of the crack indicates
that:
first,
smaller than that predicted from continuum mechanics
it is
-69calculations and second, that the crack propagation becomes
structurally sensitive when the magnitude of the slip band
zone or cyclic plastic zone size becomes of the order of the
grain size
.
A critical size of the slip band zone has been
proposed as possible condition determining threshold (43).
The critical size is determined by whether or not the slip
band at the crack tip propagates into adjacent grains.
Measurement of closure load by compliance and electrical
potential techniques for different grain sizes has shown
that in face
Keff is dependent on grain size (39) or stated
otherwise, the closure level is grain size dependent.
The closure level can be influenced by grain size through
the fracture surface roughness resulting from more or less
tortuous crack paths.
Assuming that at low stress intensities
most of the deformation is accommodated by only a few slip
systems and in the extreme only one slip system per grain,
it is reasonable to think that the crack propagates along a
preferred
slip system
in a grain
up to the neighborhood
of the
next grain boundary, grain boundaries being the most likely
sites for changes of crack path direction according to the
orientation of the next grains.
Large grain sizes would give
rise to rougher fracture surface than fine grain sizes.
This
is apparently the case observed with the microstructures of
the HAZ and the weld metal, HAZ having the finer grain size.
-70Low growth rate
results in Al-5.7Zn-2.5Mg-l.5Cu alloy
at R = 0.1 and Ti-8.6A1
alloy
at R = 0.2 obtained
in vacuum
(77) show consistent decrease in growth rates with increasing
grain size.
These results were interpreted based on the
concept of reversed slip of dislocations within the plastic
zone
(63).
Generation motion and pile up of dislocations at grain
boundaries or hard particles occur during the ascending part
of the loading cycle; during the unloading the back stress
within the pile-up forces the dislocation to move in the opposite direction on the same slip plane until the back stress
equals the friction stress of the matrix.
This process forces
dislocations out of the slip plane to the crack tip surface
and results in lower crack propagation rates.
The number of
dislocation moving backwards depends on the amount of cross
slip and activated secondary slip systems.
In fine grain ma-
terial the high local stress concentrations at the front of
the pile-up produce slip in the neighboring grains as well as
on secondary slip systems in the same grain.
Upon unloading, reverse slip is less likely in fine grain
material; the dislocation in the neighboring grains become
trapped within the grain while dislocations on the secondary
and primary slip become interactive.
Consequently, the number
of dislocations moving backwards decreases and the crack
propagation rates are faster for the smaller grain size
-71material.
This mechanism is schematically illustrated in
fig. 3.12.
The effect of grain size on crack growth rates through
reverse slip is thought to be more effective at low load
ratio where
the scale of plasticity
few grain diameters.
is of the order
of a
At high load ratios the plastic zone
size is large enough with respect to grain size that the
averaging or continuum effect characteristic of mid-growth
regime is still operating near-threshold.
This is consistent
with very little variation in threshold of the three microstructures
at R = 0.80.
Consequently, at low load ratio, the two proposed mechanisms appear additive in their effect on crack growth rates.
Fine grain microstructures, by reducing the reverse slip
and the tortuosity of the crack path, produce higher crack
propagation rates than coarse grain material.
These mechanisms are consistent with the results of crack
propagation in the weldment microstructures.
The lowest
threshold is obtained in HAZ which has the smallest grain
size of the three microstructures.
The base metal, besides
having large grain size is a combination of ferrite and bain.
ite and gives rise to higher threshold than weld or HAZ metal.
At R = 0.80 the near-threshold
crack propagation
behavior
the weldment is nearly independent of microstructure.
of
-72-
I
I
I PLASTIC
I
SIZE
ZONE
I
LA
I
I
I
1~~~~~~I
I
Fig. 3.12 Schematic Showing the effect of grain size
on the dislocation structure at the crak tip.
a)Small grain size, b) large grain size. (77).
-73The mechanisms discussed above concern grain size effect
on a single phase microstructure; however, duplex microstructures with phases of different ductility as in the base
metal, have been found to affect growth rates near-threshold.
The results on SA387 Class 2 Grade 22 steel (78) show that
the threshold value increased with increasing ferrite volume
Results of other investigators (65) have confirmed
fraction.
the pronounced effect of relative volume fraction of the
phases in duplex microstructures onthe crack growth rates.
Microstructural effects on crack propagation rates are
significant at low load ratios and near-threshold.
These ob-
servations lead to the following suggestions:
1 - Microstructure becomes a relevant factor for the
growth rates when the plastic zone size reduces to the scale
of the microstructural parameter.
2 - There appears to be a transition in crack propagation
behavior from microstructurally insensitive at high growth
-5
rates ( 10
mm/cycle) to microstructurally sensitive near
threshold.
This transition is assumed to coincide with the
point of deviation of the results from the different microstructures as discussed in 3.5.1.
A mechanism to explain these observations is proposed
by which a propagating fatigue crack with a plastic zone size
of the scale of the microstructure
becomes
increasingly
-74sensitive to the microstructure ahead of the crack tip.
The
macrocrack propagates in a general orientation determined by
the type of loading but the microscopic crack path depends
primarily on the microstructure ahead of the crack tip.
The
crack path then becomes tortuous and gives rise to two effects
that result in low measured growth rates,
1 - The net rate of horizontal advance of the crack is
reduced by the excursions taken in seeking lower energy input
fracture paths.
2 - The tortuosity of the crack paths brings into effect
local Mode II type loading.
Certain portions of the crack ad-
vance by Mode I - Mode II combination.
The Mode II loading causes displacements in the plane of
the crack enhancing contact of the surface asperities and
producing higher closure loads.
3.6
DISCUSSION
The presence of second phase particles in
-Fe-Ni-Al
alloy has been shown to decrease the growth rates by
reducing the homogenity in the slip behavior in the plastic
zone (65).
For ferrite steels grain refinement decreases the
threshold value AhK; the volume fraction of ferrite affects
threshold depending on grain size (64); duplex microstructures
of ferrite/martensite give rise to significantly different
-75near-threshold behavior depending on whether martensite phase
encapsulates or is encapsulated by the ferrite phase (65).
Near-threshold the plastic zone for low load ratios becomes of the order of the grain size and the fracture path
or surface roughness is strongly determined by the microstructure.
The size of the asperities or roughness is thought to
be a relevant factor in closure.
The effect becomes signifi-
cant when assisted by relative displacements of the fracture
surfaces parallel to the plane of the macrocrack (71).
The
displacements are caused by the Mode II contribution in the
near-threshold regime.
induced crack closure.
The effect is designated as roughness-
-76CHAPTER 4:
HYDROGEN DEGRADATION OF THE NEAR-THRESHOLD FATIGUE
RESISTANCE OF STEELS
4.1
INTRODUCTION
The environmental degradation of the fatigue life resis-
tance of metals and alloys is a materials problem of great
concern in the design of pressure vessels for coal conversion
processes.
The vessel wall, although insulated from the
reaction processes by a refractory lining and additional
stainless steel or Incoloy weld overlay, may be expected to be
in contact with chemically aggressive atmospheres including
H 2 0, H 2 , H 2S, etc.
((36).
In general, the increasing engineering requirements for
materials to withstand long service life under cyclic loading
and aggressive environments has motivated a large effort to
study fatigue.
The search has been in the characterization
of the fatigue response and the understanding of the mechanism of fatigue and fatigue - environment interactions; however, the complexity of the problem has not made possible
quantitative evaluation, rather most of the advancement has
been made in the phenomenological understanding of the problem.
In fatigue the crack initiation and propagation mech-
anisms are not sufficiently clear and the fatigue - environment interaction is only known through the acceleration of
the initiation or propagation rates.
-77In recent years, increased attention has been devoted
to the fatigue - environment interaction and to the study of
the elementary processes involved in te overall hydrogen degradation of fatigue resistance; such processes are:
- transport of environment to the crack tip
- physical adsorption to the fracture surface
- surface diffusion and molecular dissociation
- chemisorption of atomic hydrogen
- dissolution of hydrogen in the metal lattice
- diffusion of atomic hydrogen
- hydrogen embrittlement.
Results of environmental degradation of the fatigue resistance of 2Cr-l%Mo
in this chapter.
steel at low growth rates are presented
The degradation of the fatigue resistance
in water vapor containing environments was found to be more
pronounced than the degradation observed in gaseous molecular
hydrogen.
Hydrogen embrittlement was proposed to be the basic
process reducing the fatigue resistance; the levels of degradation being only indications of the effectiveness of the
hydrogen source and relevance of the elementary reactions.
4.2
LITERATURE
REVIEW
The fatigue crack propagation in metals occurs mostly
as a response to loading conditions; however, a driving force
for crack growth can result from environment - metal
-78interactions.
The environment-induced crack growth in some
circumstances becomes the determining factor of fatigue life
and therefore must be included in assessing fatigue resistance
of engineering components.
Work as early as 1932 has shown that the fatigue life
could be increased by simply pumping away the air around the
metal component (79), indicating also the aggressiveness of
moist air environment.
Several studies have indicated that
water vapor is the outstanding aggressive component of moist
air; for example, results in aluminum have shown similar
fatigue life of specimens tested in moist air, water vapor
and hydrogen as compared to those tested in vacuum, dry oxygen and nitrogen (80,81).
It was suggested that hydrogen
embrittlement was responsible for the reduction in life and
that the atomic hydrogen was produced by the surface reaction
of water vapor and aluminum.
The results on crack propagation have also substantiated
the aggressiveness of hydrogen and water vapor containing
environments.
For example, aluminum under fatigue loading
at R = 0.1 was found to show increased crack growth rates
in water vapor and moist air environments; this effect was
pressure dependent with a lower limit of the water vapor partial pressure below which no deleterious effects were apparent
(82).
Results of fatigue crack growth in H-ll steel in the
-79presence of moist and oxygen containing environments (83)
demonstrated that the crack growth rates were increased in the
presence of water vapor and hydrogen gas and decreased by
oxygen concentrations as low as 0.7 percent by volume.
The
accelerating effect was interpreted in terms of a hydrogen embrittlement and the retardation effect in terms of preferential adsorption of oxygen producing a surface poisoning effect, which would be an interesting basis for design of
hydrogen embrittlement inhibitors.
Several studies have sought to characterize the effect
of surface adsorption on the mechanical properties of the
materials
(84,85,86).
Earlier work showed the effect of
moist air on lowering the microhardness of germanium (87),
and the effect of water and moisture on reducing the fatigue
life of AISI-4340 steel (88). More recent studies have concentrated on understanding the surface chemistry (89),
evaluating reaction kinetics (90) (frequency, temperature),
determining modes of environmental-induced crack growth
(stress corrosion cracking, corrosion fatigue) (19), and on
finding the rate-limiting steps for the mechanisms of environmental interaction.
Linear elastic fracture mechanics
has provided a basis for evaluating relative aggressiveness
of environments in terms of crack growth rates.
Studies on the intial reaction of oxygen and water vapor
with fresh iron surface showed that in the presence of oxygen
-80-
.gas the reaction proceeds at a rate about 6 orders of magnitude faster than in the presence of water vapor (85).
It was
concluded that the water vapor - metal reaction occurs by the
initial formation of a physically adsorbed precursor.
The
precursor reaches a saturation coverage of 80 pct and forms a
disordered c(2x2) structure which was determined by low energy
electron diffraction technique (89).
The prucursor was model-
ed as having surface mobility before dissociation and chemisorption.
Metal oxide formation and hydrogen embrittlement
are likely products of the overal reactions.
The temperature effect on the environmental degradation
has been studied through observation of the crack propagation
rates in dehumidified hydrogen and water vapor environments.
The reproducible temperature activated behavior of the growth
rates (85,92,93,94) has been interpreted as produced by the
temperature dependence of the reaction kinetics.
This pro-
cedure is frequently used to determine possible rate-limiting
steps of the overall environmental effect.
Further studies on 2219-T851 aluminum alloy at R = 0.05
and frequency of 5 Hz indicated that the fatigue crack growth
rates increased as water vapor pressure increased from 1 to
26.6 Pa (6) (0.0075 - 0.2 torr); a saturation pressure of
26.6 Pa was observed, above which growth rates remain independent of water vapor pressure and are comparable to those
obtained in air (40 to 60 pct relative humidity), distilled
-81water and 3.5 pct NaCl solution.
The crack growth rates ob-
served at pressures below the lower limit (1 Pa) were comparable with results obtained in vacuum and dehumidified
argon.
Similar results had been observed previously
(95)
on different aluminum alloys at R = -.1 and growth rates
-4
below 10
mm/cycle.
Studies of near-threshold fatigue crack propagation in
SA387 steel (96) (350 MPa yield strength) and in SA 542 steel
(97,98) (590 MPa yield strength) have shown that moist air
environment produces lower growth rates than hydrogen gas.
However, the reverse behavior has been reported on 300-M
steel (99) (1500 MPa yield strength) and in Ni-Mo-V steel
(100) (661 MPa yield strength).
cussed
in this chapter
These observations are dis-
and it is shown the environmental
effects are the same in medium and high strength steel.
The results presented in this chapter show that water
vapor accelerates crack growth rates even with respect to
hdyrogen gas.
This effect is presumably due to hydrogen
embrittlement and it is observable at high load ratio where
the closure phenomena is negligible.
Hydrogen embrittlement
appears to be enhanced by the surface reaction of water molecules as a more effective source of atomic hydrogen than the
surface reaction of molecular hydrogen at room temperature.
-82-
4.3
EXPERIMENTAL PROCEDURE
4.3.1
IMATERIALS
The material for this study was 2Cr-l%Mo
SA387 base
plate metal; the material specifications are described in
section 3.3.
Specimens for comparative environmental ef-
fects were chosen from the same plate thickness location,
as indicated in fig. 4.1.
Fatigue testing and crack monitor-
ing were done as described in section 3.3.2 and 3.3.3.
4.3.2
GAS PURIFYING SYSTEM
A complete schematic of the purifying system is shown
infig. 4.2 and detailed description is found in ref. 97.
The
helium and hydrogen source are rated with impurity levels of
less than 3 ppm of moisture, less than 1 ppm of oxigen and
less than 0.5 ppm of hydrocarbons.
The objective of the gas
purifying system was to reduce the total impurity levels of
hydrogen and helium gases to the order 1 ppm.
This was
achieved through the following process:
1 - Oxygen and moisture removal by gas flow through an
oxygen catalytic converter and a Matheson purifier Model 461.
2 - Removal of moisture traces by flow of the gas
through a cold trap of coil tubing embeded in liquid nitrogen.
The system has vacuum and baking facilities to assure
cleanness before each test, or between transition from one
environment to another.
The operating procedure includes:
-83\
I
.4
Ed* (O
e
*H
O
e
u r4
o E
.,
E
E
UUe
4Jn
9:w
(0
Od
0UHm
F
H
It R(
u e
0., IQ
· rl
4 m
CJ)o
c, n
01Q
C: w
.H
tt 4
0~
\1
ED
-84-
L 0.6
-o
EUE
U4-P
Lo
0
SI-
S
m
Gr
4J>c
0
I-
V)
w
z
0
z
LI cI
4r
E r
L
0
L/10
0.0.
N
0E
LO
-851 - Bake out at approximately 100 C during an inert
environment pruge.
2 - Evacuation to a pressure of about 5 millitorr.
A
cryogenic impurity adsorbing pump is backed up with a roughing
pump.
3 - Pressurization with the gas for the desired environment.
Crack propagation in the desired environment was accomplished by mounting a vacuum tight aluminum chamber on the
specimen and maintaining a gas flow rate of about 20 cc (STP)/
min.
Dehumidified gases were also obtained by flowing the gas
through 3 columns of drierite (CaS04) and 2 columns of phosphorous pentoxide powder (P205).
The results were found to be essentially the same using
either system.
This is not surprising as it is shown in this
chapter that water vapor is the gas impurity with greater
effect on growth rates due to its fast adsorption and its
efficiency as a hydrogen source.
4.3.3
TEST PROCEDURE
The characterization of fatigue crack propagation in the
various environments was done using two methods.
One method
makes use of one specimen per environment, the other allowed
for change of environment with the same specimen at constant
-86&K.
The first method is commonly used, however it has the
following disadvantages:
a) at crack growth rates near-
threshold, small variation in rates due to environment are
not well perceived and repeatability of observations is made
difficult by the time duration of each test; b) each specimen
develops a characteristic crack front geometry which generally
deviates from the ideal straight crack front.
This effect
on the growth rates is not yet quantified and can cause confusion with the pure environmental effect.
The second method of using one specimen for several environments allows for careful comparison of growth rates at
constant AK in the presence of different environments.
It
permits the check of reversibility of observations and it is
sensitive to small differences in effects of nearly equal
agressive environments.
It also allows for the comparison of
crack growth rates in different environments with the same
crack front geometry.
The second method requires stopping the cyclic loading
and to vacuum, bake and flush the environment supply line
thoroughly.
-874;4
EXPERIMENTAL RESULTS
4.4.1
ENVIRONMENTAL EFFECTS ON THE FATIGUE RESISTANCE AT
LOW LOAD RATIO
The study of the near-threshold fatigue behavior of several materials has shown increased sensitivity to environmental effects at rates below 10
ratio.
mm/cycle and low load
The fracture surface of specimens tested in moist air
at R = 0.05 show a distinctive oxidized band at low growth
rates.
moist
A typical fracture surface of a specimen tested in
air at R = 0.05 is shown
in fig. 4.3a illustrating
dense oxide band at low growth rates.
the
The oxide film some-
times forms discontinuously as shown on micrographs of weld
metal in figs. 4.3b, 4.3c; a high magnification of the oxide deposit on the fracture surface is shown in fig. 4.3d.
Auger measurements have corroborated the fact that the oxide
film thickness increases as growth rates approach threshold
level (70,98).
The oxide formation at low load ratio has
been proposed to be a direct consequence of surface fretting
during the portion of
cycle in which crack closure occurs.
The thickness of the oxide at the same time enhances closure
and gives rise to higher threshold values.
Surface chemistry studies have indicated that the oxygen
metal reaction proceeds at a faster rate than the water vapor
(85) and it was then necessary to determine the component
of moist air that produced the increased oxidation rate.
0o
0
l:
Ir)
I
o
ooE '-
0
_
0
.
ac
0·l
,oo w
3
-W
<|s. .°: .
t.
C
ILI
t
n0
( >
t`uD 0o
.
0
V
v
~
.
Jt
Q
V
ci
IT
zw
0
a.
0
-J
4
w
0
'M0
c0 0
m
2
3c
Cf
w
LU
U)
I-
t
0 '
(00 c
o a .
0
cja:
1a
Z
(m
c
Ib
O
-89-
The results of tests intended to compare the effects of
different environments on the crack propagation at load ratio
of 0.05 are shown in fig. 4.4. The environments
tested were
dehumidified oxygen, dehumidified hydrogen, dehumidified air,
and moist air.
It also shows results obtained in commercially
pure hydrogen denoted in the figure as hydrogen.
Commercially
pure hydrogen is rated at 3 ppm of water vapor and dehymid-
hav
ty
'fapur2
o1-3
ified hydrogen is calculated to have a purity
of 10 to 10
ppm of water vapor.
tially
Dehumidified environments exhibit essen-
the same threshold
level of 5.2 MPaF-m -
to moist air environment AK = 9.0 MPa Vi/
as contrasted
Consequently,
m
at low load ratio the presence of water vapor decreases crack
growth rates producing higher threshold.
The water vapor effect on the crack propagation rates
near-threshold is highlighted by considering a crack subjected
to a AK = 8.0 MPaVi7;
according
to the results
of fig.
4.4 the
crack would be dormant in the presence of moist air but it
would grow at a rate of 10
ments.
mm/cycle in dehumidified environ-
The main factors responsible for this phenomena are
the increased surface roughness and oxide formation at low
growth rates in moist environments; both factors contribute
to raising load thereby decreasing the effective stress intensity at the crack tip.
The difference between calculated
and effective stress intensity range at the crack tip
- 0(Ia33/U!) NP/DP
0c
c
C
o
0)
c
E
0
e.
I-
.C
cr.
z
x
Z
zUn
- -c
0
vc
tZi
LU
z
co
t3
c
c
o.
0 Ž
(alID(OuW)NP/OP
'3it'V8 NOIIVOVdO
d 13)VO
3lOI.L1=
-91increases, causing an apparent increase in the material
fatigue resistance.
The roughness mechanism is substantiated
in this work and was observed in other materials (11).
The oxide mechanism has been suggested by several investigators (15,19,102) and was quantified and modeled as the
oxide-induced crack closure (70).
However, results on crack propagation of 300-M steel (99)
and Ni-Mo-V steel (100) indicated that purified hydrogen gave
rise to higher threshold value than moist air at low load
ratio.
These results pointed out, among other things, the
difficulty of studying the relative environmental and closure
effects at low load ratios.
Crack closure effects can be
produced independently and/or sinergystically by factors such
as ductility, fracture roughness, oxide, Mode II loading,
etc.; the relative contributions of these factors are not yet
well understood.
4.4.2
ENVIRONMENTAL EFFECTS ON THE FATIGUE RESISTANCE AT
HIGH LOAD RATIO
Testing for environmental studies was done under high
load ratio conditions to assure that the crack remained open
and exposed to environment during cycling.
Variation in
crack propagation rates with environment were monitored at
constant AK in the same specimen.
This method reduced data
scatter produced by variations in crack front geometries.
-92Partial results of a test performed on base metal
2¼Cr-l%Mo steel are shown in fig. 4.5.
These results show
that moist air accelerates the crack propagation rates relative to purified hydrogen.
The effect is reversible with
change of environment and is consistent with results obtained
on high strength alloys 300-M and Ni-Mo-V steels.
If hydrogen
embrittlement is causing the degradation of the fatigue resistance, then the results would indicate that moist air is
more embrittling than molecular gaseous hydrogen.
The hy-
drogen embrittlement process has been considered as produced
by atomic hydrogen which suggests that the observed difference
of the two environments reflects the relative driving force
for the environment - metal reaction, leading to production
of atomic hydrogen.
In order to evaluate the relative effects of moist air,
dehumidified air and hydrogen gas on the crack growth rates
near-threshold, a different experiment was performed, and
the results are presented in fig. 4.6.
Moist air environment
produces higher growth rates than dehumidified air or hydrogen
gas, as shown by the results
at AK = 2.95 MPaVm',
AK = 3.0 Iv4PaV
-m' and AK = 3.4 MPaVTf;
it is clear from the
results that water vapor degradates the fatigue resistance
near-threshold.
It is also shown that hydrogen gas produces
higher growth rates than dehumidified air.
The acceleration
of crack growth rates is assumed to be the result of hydrogen
enmbrittlement in the presence
of moist
air and hydrogen
gas
-q3
0
n
()
c
o0
O
Co
0)
¢.
N
c0
o,.
O
c
-
o00c~
co
,. C
-a
N
z
oCo
*i
O
c--
oC
-
O I
0 d
ww HN3-1
N9V8D
- q4-
c
0
CP
PDe
0
O
)
K-
N
U
00
00
0c a) --
N)
4)
"
U)
Z
rQ
NQ
W 0
) C.
@
z
TLLI
ID~
3
-Q
u C
._~
11
rc)
(.
N
CQ
u
N
u
N
W
HN31
u
N
NO1V8d
u-i
N
I,
N
:
N
-95environments.
The faster growth rates in moist environment
than in gaseous hydrogen indicate that the reaction of water
vapor on the fracture surface is a more effective source of
atomic hydrogen than the reaction of molecular hydrogen on
the metal surface.
4.4.3
COMPARISON OF THE ENVIRONMENTAL EFFECTS
AT LOW AND
HIGH LOAD RATIO
The relative effect of moist air, hydrogen and dehumidified air on the fatigue crack growth rates near-threshold at
R = 0.80 appeared to be opposite of the results obtained at
R = 0.05.
Several tests were performed to confirm and
evaluate the observed trends.
air environment at R = 0.05.
A test was conducted in moist
The loads were shedded to a
AK such that the crack was practically stopped and no appreciable growth was observed in 5x105 cycles; at this point
the cyclic load amplitude was reduced to zero, the chamber
evacuated, the system flushed with dry air, and the supply
lines baked to reduce adsorbed water on the tubing walls.
This procedure was common to all environmental changes.
The results in fig. 4.7 show that dry air environment
causes an increase in crack growth rates by a factor of
nearly 5 over those of moist air at comparable
K.
The
effect is reversible with environment and opposite of the
results
shown
in fig. 4.6 for R = 0.80; at high load ratios
moist air causes higher growth rates than dehumidified air.
-q6-
ru
a)
o
0
U
c0
.3
U)
C
o
LD
a)
OL
0
o
cO
x
oQ
"0
NO
a
0
C
0C.C -
- O
_0
OI
u,
v>o
._r
11
-k
v
Nv
ww H19N31
N
N
M1tV
N
-97A separate test to confirm the environmental effect at
high load ratio was conducted on the heat-affected zone metal
(HAZ) of a SA387 thick section weldment at load ratio of
0.80.
The results are shown in fig. 4.8 and clearly indicate
that at high load ratio and near-threshold, moist air accelerates growth rates with respect to dry air, the reverse of
observations at low load ratio.
At R = 0.05:
(da/dN)moist air < (da/dN)dry air
At R = 0.80:
(da/dN)ist
air > (da/dN)dry air
Finally, a test was performed in helium gas at 138 KPa
to compare crack propagation in moist air with inert environments and the results are shown in fig. 4.9.
The crack propa-
gation rates are higher in moist air than in helium gas
throughout the range of stress intensity tested.
The condition for studying environmental effect on
fatigue crack propagation are best at high load ratio because
closure is minimized and the crack remains open and exposed
to the environment during cycling.
At low load ratio crack
closure phenomena becomes important and it is difficult to
assess the synergistic effect of closure and environmental
aggressiveness.
4. 4.4
FRACTOGRAPHY
The fracture surfaces were examined using scanning
-98 c
C
O0N
O
ar
Ul
) co
O
O r
u,,
o
oo
u TO
rr~
O
O-
OJ
Q 0r- UE
O
>
CD
C C
m)
Z
ww
H±DN31
>NdoV~
Qa
)
4-
a)
0
OL
- )
U) N
-(
(al/u!) p/opN
0
Ir
I
l
I I
0o
0
O
r
l
LI
I
Il.I
1
I
I
I
_
_
0
~~~~~~~
o
10
_ ______~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
______
_
_
_
.
.~
m11111l
II
I
11111111
I
jIl
1I
0
'O
__1 __ O
llll 11
§ ml[ill
0
0
0._
O
>
N
O
t)
ao~
S
Lr
o
.
v
0
_
0
0
0re)
_
O
zO
0 ('O
?E
0CJ
_
>:
>
O;
4, I
'1
1-
Q
00
E
0
F-n'
e "0
Zo
O a,,
F
o
0)
_
0O
*
'C%
QJdQ .
E
I
.O
_
I)
I
LLJ
LL
N
y
'0
0
_
0
) o
n
0
CO
rn
F-
Ed
n
LL
U)
cr
(N
yoC
._
Io
0
n
(.tU
0
0
0 T'
U
0)
LE -C-
.
L.
U-
NU
II I
'0
.-.
.r
o
E
a- o,
0
v,
t.
C/)
o
0
a
._.
I I I
III I
I I
I
_
'0
~~
_
I
,0
'31V
(al3A3/WuW)NP/OP
I
~
II I I I
~~~~~~~~~....
III I
I I I
I I I I I
_
')10
(010
'0
NOIlVOVdOdd >O38D33l911tvJ
I II
I
I r\
TO
'0
-100electron microscope and the selected fractography illustrates
the following features:
1)
The fatigue fracture surface near-threshold produced
in moist air at R = 0.05.
2)
The changes in fracture morphology due to environment
for moist and dehumidified air at R = 0.05 near-threshold.
3)
The fatigue fracture surface near-threshold produced
in gaseous
4)
hydrogen
at R = 0.05.
The changes in fracture morphology due to environment
for moist air and gaseous hydrogen at R = 0.05 near-threshold.
5)
for moist
The changes in fracture morphology due to environment
and dehumidified
air at R = 0.80 near-threshold.
Fig. 4.10 shows the fracture surface near-threshold just
at the transition from moist to dehumidified air environment
at R = 0.05
(see the insert micrograph
in fig. 4.7).
Note
the
increased surface roughness in moist air and the preferential
oxide formation at the ridges of the asperities where contact
fretting of the mating surfaces may occur (oxide produces
bright areas due to electric charging).
ness is a consequence
The increased rough-
of the microstructural
the fracture path in moist air.
sensitivity
of
The change of environment at
constant AK causes a drastic change in fracture morphology;
dehumidified air produces less fracture roughness and no
observable oxidation, as illustrated in the higher magnification fractographs of fig. 4.11.
The crack growth rates in
- )01-
Z
0
o
(D
0cr
EL
O
cr
a
AK=10 MPaV
F 3. 4.10
Transifion in fractu re
surface morpholo0y
procduced
y mois
clnldry a'r en/ironrnen-.+-
R=O.05
AK= I0 MPao/" '
DRY AIR
a)
MOIST AIR
b)
R = 0.05
Fig.4.11 Characterist ic fatigue fracture surface near-threshold
at R= 0.01I
R.H.)
a) Dehumified air
K=IOMPa,/m-.
b) moist air(30-40
pct
-103dehumidified air at R = o.05 are faster than in moist air
because of the crack closure produced by the surface roughness
and oxide in moist air.
Fig. 4.12 shows the characteristic fractography produced
in purified hydrogen at R = 0.05 near-threshold.
The fracture
surface presents random intergranular fracture near-threshold
presumably of the grain boundaries closely oriented to the
overall fracture plane.
The intergranular fracture is
drastically increased at high stress intensities but nearthreshold the fracture surface resembles that produced in
dehumidified air; qualitatively both environments produced
similar fracture surface roughness.
The threshold in de-
humidified air and purified hydrogen was found to be the
same (Ko
= 5.2 MPa\VFT).
The interesting contrast of the fracture surface features
produced in moist air and purified helium is shown in fig.
4.13 for R = 0.80 near-threshold.
Fig. 4.13a shows the change
of fracture appearance with environment.
Fig. 4.13b and
fig. 4.13c clearly illustrate the difference infracture mode
in the two environments.
In moist air the fracture surface
shows a patch-like appearance; each patch showing a characteristic type of fracture, some showing a cleavage-like
fracture along particular plane orientations, thought to
correspond to crystallographic planes.
The fracture
morphology (in helium) shows smooth appearance with no
-
o4-
AK= 12 MPa /i
THRESHOLD
4-
AK
-
o
= 5.2
M Pao /mF
z
0
I-
Q0
C-
cc
C)
Fig. 4.lI
Characteristic fatigue fracture surface produced
in purified hydrogen environment near-threshold.
R= 0.05
- 105-
C
a)
E
C
z
0
O
c
a)
C
c
C
fc
a-
U
_
.J
w
>,
D o
0
-0. O
o2-
aI
O
-
I
{>, "o
a
O ..
4
a
o
I
E
.
-
C
uE
o
I
./
o
I_
a ao
cj
'4--
a:
-d
._
.
C
V)
C
-O
.
E
>
O
0L
C,
L._
-106variations in fracture features in areas having diameters
larger than 100
in moist
m.
Note however, that the patches formed
air have a diameter
thought to be determined
of the order of 50
by the anisotropy
km and are
of the grains.
Finally, the variation in fracture morphology caused
by the presence
of water
vapor is shown in fig. 4.14 for
the very fine structure of the heat-affected zone metal at
R = 0.80.
A change from dehumidified air to moist air
near-threshold produces an increase in fracture roughness
and faster crack growth rates as illustrated in fig. 4.14
and fig. 4.3 respectively.
From fractography
it is clear
that the presence of water vapor in the environment produces an increased fracture surface roughness.
posed that water vapor causes embrittlement.
It is pro-
The embrittle-
ment results in increased microstructural sensitivity of the
fracture path, producing rough fracture surfaces.
The ob-
served effect on the crack growth rates are as follows:
1 - at high load ratio the embrittlement in the presence
of water vapor produces faster crack growth rates;
2 - at low load ratio two effects are present:
first,
embrittlement causing acceleration of crack growth rates and
increased surface roughness; second, the surface roughness
enhances contact of asperities raising the closure load
thereby decreasing the effective stress intensity range at
the crack tip.
The roughness
produced
by the embrittlement
is the main source of contact fretting resulting in enhanced
-
o01-
a)
Fig 4.14
Variation in fracture morphology produced by
changing environment from dry air to moist air
(heat-affected zone metal).
-108.oxidation.
The presence of the added oxide on the surface
may add to the closure effect.
4.4.5
SUMMARY OF RESULTS
1)
At low load of 0.05, the presence of water vapor in
the environment decreases the crack growth rates near-threshold with respect to dehumidified environments of oxygen, hydrogen and air.
The threshold results are:
Environment
K
moist air
dehumidified air
9.0
5.2
hydrogen (3 ppm water)
dehumidified hydrogen
7.1
5.2
5.1
dehumidified oxygen
and dehumidified environments are
purity
of about
2)
10
MPaVh'
calculated to have a
to 103 ppm of water.
There is a transition in fracture morphology with
environment.
Moist air increases the fracture roughness with
respect to dehumidified environments.
Preferential oxide
formation is observed at the ridges of asperities where contact may occur during closure.
3)
At load ratio of 0.80 near-threshold, water vapor
accelerates the crack propagation rates with respect to
purified hydrogen and dehumidified air.
-109At R = 0.80 near-threshold:
(da/dN)moist air > (da/dN)purified hydrogen
(da/dN)purified hydrogen > (da/dN)dry
Environment
A% MP aV--7
moist air
2.9
purified hydrogen
4)
air
3.0
The observed near-threshold crack propagation be-
havior in moist air at R = 0.05 relative to purified hydrogen
and dehumidified air is the reverse of observations at high
load ratio (R = 0.80) for SA387 steel.
Near-threshold:
At R = 0.05:
(da/dNmoist air
< (da/dN)purified hydrogen
(da/dN)moist air < (da/dN)dehumidified air
At R = 0.80:
(da/dN)
moist air
> (da/dN)purified hydrogen
(da/dN)moist
moist air
air >(da/dN) dehumidified air
5)
The fatigue crack propagation rates in moist air
environments at R =
0.80 are higher than in purified helium
throughout the range of stress intensities tested
(3 - 17
PaV-ii).
At R = 0.80:
(da/dN)moist
air > (da/dN)hlium
moist air
helium
-1106)
The increased fracture roughness produced in the
presence of water vapor occurs at low and high load ratios.
Water vapor produces increased sensitivity of fracture to
microstructure.
The fractography shows areas of common frac-
ture features of the order of grain size with cleavage-like
facets indicating a reduction in ductility, that is the embrittlement effect of water vapor.
4.5
DISCUSSION
The results presented in this chapter are discussed in
terms of the following main guidelines:
a)
The significance of testing for environmental study
under high load ratio conditions;
b)
the water vapor effect on accelerating crack growth
rates;
c)
4.5.1
the low R and high R results of moist - dry air.
THE ROLE OF LOAD RATIO IN ENVIRONMENTAL STUDIES
A significant step in obtaining the results presented
in this chapter was the recognition that near-threshold
fatigue crack propagation can be significantly influenced by
the load ratio as shown in Chapter 3.
Testing at low load
ratio gives rise to the crack closure phenomena which inhibits the observation of the physical crack tip loading and
environmental conditions.
Calculated crack tip stress
-111intensity range can substantially differ fromthat felt at the
crack tip which is responsible for crack growth.
Assessment
of environmental effects on crack propagation at low load
ratio requires careful monitoring of closure load in order
to evaluate the effective stress intensity range.
In oxi-
dizing environments it is also necessary to evaluate the
contribution of the added oxide volume to raise the closure
load.
In consequence environmental and crack closure effects
at low load ratio can not be separated without great experimental burden.
The experimental study of environmental effect on fatigue
crack growth rates was done in most part at high load ratio,
R = 0.80, to assure that crack closure was minimized and that
the crack tip was always exposed to the environment.
Previous to testing at load ratio of 0.80 it was found
that the procedure for shedding the loads affects drastically
the threshold value and the observed environmental effects.
In
fig. 4.15 is shown
behavior of 2Cr-l%Mo
ferent methods.
the comparison
of crack propagation
steel at R = 0.80 obtained by two dif-
The procedure found and used in this work
which gives the lowest threshold value AKo, consists in
initiating crack propagation at low load ratio (R = 0.05) and
maintaining the maximum stress intensity constant as R is
increased
Kmax
a=
to 0.80.
K/(1 - R) = constant
-
I
vr
.
I
0
I
I'
a
I1
aZ
CCE wws
'-
CD
11111 1 I
I
'o
'0
'0
'o
'0
l i I I
NP/op
'03A U!)
(
'0
12-
_I·r_
I 11
·
--
_
I
TT
·
l
I lll . .
l
I
-1
l.
'0
·
X-
|
_
XW
l
11111
(~
0")
lll
I
O
o
CDIc
t
0
0
o
o
_
0O0
- 0.
t
o (D
) CL3
0o
_
0rn
o
O
_
0
oO
0N _
O
o
0
c
y-o
'O
0
.o
Q
._
- 0
<!
Q)
010
_
F--
0o
0
C
(/)
o
t
0o
a)
.
.,
I
NLD
0
-
.rIn-
p2
U,
._
a-
_
.
··
o
CUo
0
If)
I
*
0
0
N
o
'D
2
0
I0
N
n
0
r-.
N
"Zi
oZn-
o
oo
U
oz._
.-
C-
0
I
.U,
Q)
o
>3
O
c0
\
E
0
c
--c
U-)
0
C
ui
LL
E,
. . . .
o0
ffr)
Ccj
,
'o
00
U)
*1~
0
a)
* * *S
.
0
.2 '
CCj
N
,w
Co 'a
0 (90
N
E
0
.
I... . ..
. .
I . .
i0
C O
( al
.
I
I.......
,
I I
. .
I
.
,0
0/ WW) NP/oP '3JLV'
I... ...
I. I . I I
0o
I
I
0
.....
I
I I
I I
To
NOllVDVdOEd
I
I I...... I
1
'0
O6
39_liv
I
I
I
0o
,
-113In the second method, after initiation of crack growth
the load ratio is raised from a low value of about 0.05 to
0;.80within a small variation of
K forcing Kmax and con-
sequently the maximum plastic zone size to increase.
In the
first method the maximum plastic zone size is maintained
small and constant for a wide range of
K, preventing crack
retardation effects by large plastic zone sizes introduced
in the early steps of load shedding.
Results reported previously on environmental effects at
low and high load ratio for SA387 Class 2 Grade 22 steel
(96,103) showed different trends difficult to reconcile.
These results are shown in fig. 4.16 and fig. 4.17.
Crack
propagation rates in moist air are lower than in hydrogen
gas for SA387 steel; while the reverse occurs for 300-M steel.
The results presented in this chapter for high load ratio
are in agreement with the behavior of 300-M and indicate that
the high load ratio data of fig. 4.16 are affected by retarding effects of large plastic zone sizes.
Comparison can be
made with the high load ratio data obtained in this investigation.
(Shown in fig. 3.8.)
Crack
growth
rates at R = 0.80 are higher
in moist
air
environment than in hydrogen gas for SA387 steel as shown in
the results of this chapter, and are consistent with results
obtained in 300-M steel shown in fig. 4.17 and fig. 4.18.
This leads to the conclusion that moist air produces a
deleterious effect on the crack propagation resistance
-
114-
(alA3/U! )NP/op
1
0
r-
aD
'0_·_·_r
°o
I0
_ ·
rl_·_ · _
I0
0
I0
I II
I
fill 1
I
111111 I
I0
I
I
I"' '
I
I
I
1
I
I
I
0
X)
:0
)
I
cc
D
O
=Z
00
,
to
0
-
C.Q
)InM
.0: 0
Ua
r-
o
a
0
o
U
0
I-r
Lo..
-rCt)
Z
o.
O
O
(%l- ()0
0 Z'o,C O
D
0
o
LO
i
-
U
-o
o
u
c
p
IC
O
.[:
Nc-
0
o:
WVL
0
m., &.c.
-- Cl
.4
oa
C
a)
E
:2
LC
z,OL LJ
o0
O
-J
a
0
d
o~w
N
0 in)
3
..
<0
cr
I
(h
oc
I
oO
0
*0
o L).--
'~
LO
c
aC,
cr
0
41,0'
uE
.c En
Lo
0
O
-nI.)
n
0
O
ccO
'
00.O
a
It
CQj4
0
0
.4
0
-JI 9V
Li
0
4
4
o
0
C
0
! QD
oo
U--
0*LL
-
1
a'
c
LL
- I
__
.......
'0
I
I.
&
i
i
-·
I II· .
'o
·
I.
I· . I .
I
.
.
.
I
111
.
.
I.
I.
o'
(al3,/WW) NP/Dp '.LV
.
.
.
.
.
Ilitil
.
0
.
.
I
.
I
.
.
I
.
.
Ill
.
.
.
I.
.
.
I
..........
I,
I
I
· l· ·
To0o
NOLV9VldOdd 13V3 3nf91Vd
I
-- ''
L ·
'0
C0
- f 15 -
(al3A3/U!) NP/DP
0
I
I
r
0
.
_
.
rrrlr
,
_ _______
o1""'1
I
.
0
.
r
.
T
r
.
.
r-
I0
IO
..
....
I
.
.
II-V
I -I-
II
.
.
.
I1
0
r
.
g
.
.
I I
I
0
.....
.
111111
I
I
I
O
593
.
.....
III
II
c)
o
g-
8
0
U*)
·
I
.....
.....
I
D
o
o
LO
D
u>.
w ZCP
C a)
.2
u
D
D
.a
-
°0CL
n .
m
U
C)
0 on
0lz
o
ro
~t
o 0~r
o*00
m
0
rp)
0
a
~jU
0N"
zo
-
Z o
0
(n
?0
O
aa
0
IO
(D
_
O
0,
0
a
YC
>t
10
(V
a
-
ra)
O)
DO.
a
_o4
E
2
a
.m
1%,
0C
-
o
Q
4
Z o
0
W ~.
o
a
at
I">V
uI,
C:
-
-
5O C.,
E Eo
-o
-
a)
<
o
~O
(J
c
z
CY,
0 C:;
m(,
Lu
o=
o
0
L~L
L
z
I
c:
l
cr
MN
Z
d
.0:.' U3:
oPo
~
I 0,Ioo II
HO:
0
0000
IC)
z
c
111 1 1 I1
11
I
0
4·
.
0
0
>-OD
K)
(CH J)(d
0*
LU
U) 0
-
'J
1>>
0 0_
1
.
.
1, I
..
bI"
(alA3/ww)
..
,,
..
..
1
11II
,I
1 ,,,i
t
,1
1 A
I
,I
i
0
I
LL
111
I
_
D
I'
I0
NP/Dp' 31V8 NOIlV9VdOdd
o0
0
>3tO8
3n9l 11v.
'o
I0
-116-
_
0
_
I
I
IL
I
W)
0
0f
O
O
I.-
0>
_
aS
h
(I)
U
q
0
-
0 ztr
0
Nl
o
&
1-
00nL
O
r)
.
0<
m4a
CE N
oo
. .
X
C)
w
34
0
Uc
u
0
0O
0ac. R dA,c
o Y ,i.
(
0
0
[
a
0 L a:
z E
.b
I o4
o
00c
wD0-0
-
00
4-
4-
O
g
D
0Z
II I·[
uI
.u
oo
0
0
1I
N
I_
_
ON
Ln
O
(0
00
N4
(WW) HI9N31
)1:tl N:
0
-117presumably through hydrogen embrittlement.
4.5.2
WATER VAPOR EFFECT ON FATIGUE CRACK GROWTH
The results of crack propagation at high load ratio
showed that the presence of water vapor in the environment
accelerates growth rates with respect to those characteristic
of dehumidified air, helium or even gaseous hydrogen.
The
results show the aggressiveness of water vapor by reducing
the fracture resistance and are consistent with reported
results on Aluminum alloys (82) and AISI 4340 steel (85).
Detailed study of the role of the water vapor partial pressure
on the growth
rates
has indicated
the existence
of a pressure
range where the growth rates are pressure dependent (84,95).
The partial pressure effects indicate that the transport
of water vapor to the crack tip or availability of water molecules could be rate-limiting steps for the environmentally enhanced crack growth process.
The moist air results presented in this chapter were
obtained at a relative humidity of 30 pct and partial pressure
of water
vapor
of the order of 100 to 1000 Pa.,
considerably
above the saturation value found in previous studies.
In con-
clusion, the results are assumed to be independent of water
vapor partial pressure in the regime tested.
A discussion of
possible elemental steps in the environment-metal interaction
is presented to qualitatively evaluate main parameters and
-118steps controlling the kinetics of the process.
Some ele-
mental steps are schematically indicated in fig. 4.19 and
correspond
to:
- transport of the aggressive environment to the
crack tip
- physical adsorption and surface diffusion
- molecular dissociation and chemisorption
- dissolution and diffusion of the embrittlement
element in the metal lattice
- embrittlement.
The anlysis of the elemental steps and the testing conditions (sections 4.5.3 to 4.5.8), leads to the
following
observations:
1 - The environmental pressure used in this work assures
that the transport
of environment
in the crack channel
is by
viscous flow and therefore it is not likely to become the
rate-limiting step.
2 - Below a saturation pressure, physical adsorption is
a potential rate-limiting step and the crack growth rates
are related
to testing
variables
as follows.:
(da/dN) = C P/(fVT')
C = constant;
P = pressure;
f =
frequency;
T = Temperature
3 - The environmentally-induced crack propagation in
gaseous hydrogen is proposed to be rate-limited by the
dissociation reaction of the molecular hydrogen on the
-119-
Local Stress
t
Fracture
Crock Tip Region
Transport
Zone
Processes
I. Gas Phase Transport
2. Physical Adsorption
3. Dissociative Chemical Adsorption
4. Hydrogen Entry
5. Diffusion
Fig. 4.19
Embrittlement
Reaction
Schematic showing some of the sequential processes
involved in hydrogen embrittlement from gaseous
environments
-120fracture surface.
The constant for the rate of dissociation
is assumed as an Arrhenius function of temperatures resulting
in crack growth rates of the form:
(da/dN) hydroge
A
P
exp(-E /kT)
4 - Similarly, the environmentally-induced crack propagation in water vapor-containing environments is proposed to
be rate-limited by the dissociation reaction of water on the
fracture surface.
The crack growth rates are then of the
form:
(da/dN)moist
oist air A2PH
2 H2
4.5.3
ep(-E2/T)
2
2
ENVIRONMENT TRANSPORT TO THE CRACK TIP
At high pressure, viscous flow and ordinary gas diffusion
of the environment in the crack is expected to be dominant.
At low pressures when the mean free path of the gas molecules
is large compared to the characteristic crack dimension,
Knudsen diffusion or molecular flow is dominant.
Using the
molecular theory of gases the regime of gas flow is estimated
by calculating the Knudsen Number or ratio of the mean free
path of the molecules to the characteristic dimension of the
channel:
Nu = L/a
(4.1)
Nu = Knudsen Number
L
= mean free path of molecules
a
= characteristic dimension of the channel
L = 1/(
2
d2 n )
(4.2)
-121d = collision diameter
n = concentration of the molecules
The crack opening is taken as the characteristic dimension.
The flow regimes have been experimentally delineated as
follows
(104):
1) L/a
0.01 : viscous flow
2) L/a >1.00 : molecular flow
3) 0.02
< L/a
< 1.0
: transition
range
For air at 250 C the mean free path in cm is related to the
pressure
in microns
of Hg as
L = 5.09/P.
Taking the maximum crack opening displacement as the characteristic dimension of the channel, it is found that crack
openings larger than 6.67
m and environmental pressure over
1 atmosphere result in viscous flow, however the pressures
of the order of 10 torr or below the environment supply to
the crack tip proceeds by molecular flow, and transport
phenomena is likely to become the rate limiting step.
is consistent
with the range
of pressure
This
0.1 to 2 torr for
5070 Aluminum alloy (82,95) where acceleration of crack
growth with water pressure is observed; it is also consistent
with the saturation pressure of water vapor of 2 torr above
which no further crack accelerations occur with increasing
pressure.
The results of this work were obtained at pressures of
138 KPa
(20 psi) for hydrogen
tests and 101 KPa
(14.7 psi)
-122for moist air assuring a viscous regime of flow in the crack
channel and eliminating the transport of the environment to
the crack tip as a possible rate-limiting step.
4.5.4
PHYSICAL ADSORPTION
It is convenient now to discuss other possible rate-
limiting steps and the factors affecting them.
The rate of
physical molecular adsorption or rate of surface coverage can
become a limiting step if it is slow compared to the rate of
generation of new surface.
The variables of improtance can
be qualitatively analyzed based on the kinetic gas theory.
The rate of adsorption
is proportional
collision rate on the surface.
to the molecular
The collision rate is ex-
pressed by the following Herz-Knudsen equation (105):
Z = 2.64 x 1020 P/VThfcollisions/cm
P = gas pressure
2
x sec
(4.3)
(Pa)
M = molecular weight of the gas
T = temperature
(K)
The rate of adsorption is primarily a function of pressure
and temperature
J
ads
oLe
P/V N-T'
(4.4)
Jads = rate of molecular adsorption
The rate of generation of new surface sites can be expressed
as follows:
Jc
i
B(da/dN) f/A
(4.5)
-123J
= rate of production of new surface sites
da/dN = crack growth rate (mm/cycle)
f = loading
frequency
A = cross-sectional area of the adsorbed molecule
B = width
of the specimen
Critical conditions can occur when the rate of adsorption
equals the rate of surface site generation.
ads
Js : C P/V-F
Jads
c
= (da/dN)f
(4.6)
C = constant
P =
(da/dN)f VT
(4.7)
A critical pressure can be found for a given set of experimental conditions.
Below the critical pressure physical
adsorption is a potential rate-limiting step.
From this
expression is also apparent the importance of the parameter
(P/f).
P/f = C
(da/dN)
F'
(4.8)
Bradshaw and Wheeler (82) showed that the rate of fatigue
crack
growth
at a given K level appeared
to depend
on the
product of water vapor pressure and cyclic load period
(1/frequency).
Wei
(85) has used this parameter
in the in-
terpretation of his results and has designated exposure.
It is the time available for impingement and adsorption.
In physical adsorption, the adsorbate is held to the
surface by Van der Waals forces and the binding energy is of
-124the order of the heat of condensation (i.e., 10 KJ/mole or
less). It occurs when a molecule striking the surface is able
to transfer most of its translational energy to the substrate;
this process becomes less effective at high temperatures. If
physical adsorption becomes a rate-limiting step, the effect
of temperature on the crack growth rates can be qualitatively
obtained from eq. (4.8):
(da/dN)=C (P/f)/V-7
(4.9)
Increasing temperatures would cause a reduction in the crack
growth rates. This behavior was observed in the gaseous hydrogen environment in the temperature range of 65°C to 110°C and
it is discussed
4.5.5
in chapter
5.
RATE OF ADSORPTION
The maximum rate of adsorption at a gas-solid interface
is the collision rate of the gas molecules with the adsorbent
surface as expressed by eq. (4.3). Considering water vapor
(M=18 g/mole) and temperature of 2980K
Z= 3.6 P x 1018
collision/cm
2
sec.
(4.10)
The initial rate of adsorption is limited by the number of
sites per unit area. For water vapor the molecular cross
sectional area is about 1.7x10-15 cm 2
about 6.1Px10
sticking
A site would experience
collisions per second-Pascal.
coefficient
of 0.5 it is possible
Assuming a
to estimate
the
time required to adsorbe a monolayer on the bare metal surface
-3
t = (1/3P) x 10
sec x Pa.
-125The exposure time for a monolayer to be adsorbed is then
tP = 3 x 10
-4
Pa - sec.
Study of the initial reaction of water vapor with Fe(001)
surface (89) has shown that coverage reaches a saturation at
0.80 following an exposure of about 7xlO-4 Pa-sec at 298 K.
These results are consistent with the extimated time for a
monolayer adsorption shown above.
Crack growth rate at a frequency of 50 Hz allows for
an exposure time of 2x10-2 sec. when the crack remains open
during cycling.
is of the order
A minimum pressure for monolayer adsorption
of
P = 1.67 x 10
-2
Pa = 1.25 x 10
-4
torr.
Environmental pressure of this level gives rise to molecular
flow along the crack and transport of mass to the crack tip
could result in a rate-limiting step.
The results presented in this chapter were obtained at
atmospheric pressure for moist air environment and at
138KPa for hydrogen and helium environments.
At these pres-
sures the mass transport or physical adsorption are not
likely to become rate-limiting steps.
4. 5. 6
CHEMISORPTION
The differentiation between physical adsorption and
chemisorption is based on the bonding strength between
-126adsorbed species and the surface.
Chemisorption is consider-
ed to be the chemical reaction of the adsorbate molecules on
the surface.
The binding energy is similar in magnitude to
those of primary bonds in free molecules and the heat of
chemisorption is of the order of 50 - 400 KJ/mole (105).
The environment-metal interaction occurs through a
series of elementary
ferent rates.
reaction steps which proceed at dif-
Often the rate of one of these reaction steps
is much lower than that of the others and all preceeding andsubsequent steps are in equilibrium.
The slowest step is
designated as the rate-limiting step of overall environment.
reaction.
Analysis of the elementary reaction is helpful to study
possible rate-limiting steps, to illustrate the role of
other experimental variables such as pressure, temperature,
etc. and to detect mechanisms of the overal phenomena.
4.5. 7
CHEMISORPTION OF HYDROGEN
The complete reaction is divided into elementary reactions,
step.
of which
acts as the rate-limiting
The general equation of the reaction of gaseous hy-
drogen to solution
H2
the slowest
(g) =
2H
in the metal
(sol)
The possible reaction steps are:
lattice
is:
-127a)
H 2 (g) + 0 = H 2 (ads)
b)
H2(Ads) + O=
c)
H(ads) = H(sol) + 0
2H(ads)
0 = free surface site
It is assumed that the physical adsorption (step a)
occurs fast and that at pressures of 138 KPa it is essentially in equilibrium.
The electron transfer and the atomic
hydrogen solution into the metal lattice are assumed to
occur very fast; the increased solubility of the highly
stressed material beneath the surface near the crack tip
acts as a sink of atomic hydrogen.
The possible rate-limiting
step is dissociation of the adsorbed molecular hydrogen,
step b.
The forward rate of reaction:
(dw/dt)f = Kf eH(ads)
0
(4.13)
= surface coverage
The following analysis is made using the relation of chemical
activity and surface coverage derived from statistical mechanics (106,107):
ai
(4.14)
Kiei/E
ei = fraction of surface sites occupied by species i
er = fraction of vacant surface sites
a
= chemical
activity
-128Equation (4.14) is valid under two conditions:
1.0 or 8i Ol.
=9
and for step a of equation (4.12) it results in:
H2 (ads)
a
(4.15)
aH2(ads)
Assuming equilibrium:
415)
aH2(ads)
: PH 2 (g)
The forward rate of dissociation becomes:
2
(dw/dt)f = KP
(4.16)
2
The reverse rate of reaction:
(dw/dt) = K e2H(
r
r
(4.17)
H(ads)
From (4.14): 9Hads)
Therefore (dw/dt)
=
aHsOL)
2
K
aH(sol)O
2
(4.18)
The net rate of reaction (dw/dt)n = (dw/dt)f-(dw/dt)r
(dw/dt)n
K (K PH
n r
2
H2 0-
a2
e2
(sol)
(4.19)
K = Kf/k r
9D
assuming
if
0
»
K P
2
a
1.0,
(dw/dt)n
)n
Kr(K
Pif 2H(sol)
r
(4.20)
(4.20)
2
(dw/dt)n = K1P H
(4.21)
2
The reaction constant K 1 for therrally activated processes
is an Arrhenius function of temperature
K
= A exp (-Ed/
T);
*=
Boltzman Constant.
(4.22)
A is related to the probability of encounter of reactants.
Ed is related to the strength of the chemical bonds.
The
-129-
net rate of reaction can be expressed as:
(dw/dt)n = A PH2 exp(-Ed/1 T)
(4.23)
fl
4
2
When dissociation is controlling rate-limiting step,
hydrogen embrittlement appears to be a function ofpressure
and temperature as indicated in eq. (4.23). Experimentally
it has been obtained that the crack growth rates are proprotional to the hydrogen pressure elevated to an exponent n
of the order
of 0.5 to 1.5 depending
on the temperature
(92).
At room temperature n has been observed by different investigators (92) to have a value of about 1.0.
The temperature
dependence of crack growth rates exposed to hydrogen have
been found to fol-low the form of eq. (4.23).
During this
work the pressure of the gaseous hydrogen was kept constant.
The results of the study of the temperature effect of the
crack growth rates in gaseous hydrogen are presented in
Chapter 5 with further discussion on this temperature activated process.
4.5. 8 CHEMISORPTION OF WATER VAPOR
The general reaction of water vapor with the metal
surface is simplified to illustrate the formation of FeO:
H20 + Fe = FeO + 2H
(4.24)
It is also assumed that the transfer of electrons is very
fast being that the initial reaction takes place on clean
metallic surfaces and abundance of conducting electrons
permit fast electron exchange.
The general reaction can be
-130thought of as occurring in the following steps:
= H20O(ads)
a)
H 2 0(g) +
b)
H o(ads) + O = H(ads) + OH(ads)
c) OH(ads) +
= O(ads) + H(ads)
d)
H(ads)
e)
O(ads) + Fe = FeO + O
(4.25)
= H +
The physical adsorption of water vapor or, step a, is assumed
to occur very fast at pressures above saturation as discussed
in section 4.5.5.
hydrogen
The solution and diffusion of the atomic
in the metal
occur fast.
lattice,
step d, is also believed
to
As far as hydrogen supply for the embrittlement
process is concerned it is likely that the other step that
limits the process is step b, or the initial dissociation
of water vapor.
It is assumed in this analysis that step b
is the rate-limiting step and other steps are in quasiequilibrium.
Note that step e is considered in equilibrium for a
monolayer oxide formation only.
Multilayer chemisorption
would require mass transport through the oxide film rendering step e as possible rate-limiting step, however the presence of thick oxide films (70) on fracture surface suggests
the existence of an effective mechanism of clean metal surface exposure such as reverse slip during deformation.
-131The resultant net rate of reaction of step b for the
initial condition of 8_
(dw/dt)n = Kr(K PH
1.0 is:
ao/FeO
(4.26)
This equation points out the effect of water vapor pressure,
the activity of oxigen in the oxide and the activity or concentration of hydrogen in the metal lattice.
Again the reaction constants are of the Arrhenius form.
Assuming
K PH O
then
a/FeOa
(dw/dt) = A2PH ( 0 exp(-E/9
T)
(4.27)
2
Further study of the temperature effect on the crack propagation is presented in Chapter 5.
4.5.9
INFLUENCE OF MOISTURE AND LOAD RATIO ON CRACK GROWTH
RATES
The effect of moist air and dry air on the crack propagation rates appear to be different for low and high load
ratio.
The results presented in figs. 4.7 and 4.8 showed
that for a fixed stress intensity near-threshold the following
effects are observed:
>
R = 0.05:
(da/dN)dry air
(da/dN)moist air
(4.28)
R = 0.80:
(da/dN)dry air < (da/dN)moist air
(4.29)
and
These observations are explained based on the following
-132premises:
1 - The observed effects at high load ratio are independent of crack closure and therefore are true representation of the environmental contribution to crack growth.
2 - The observed behavior at low load ratio is affected
by crack closure phenomena and the results are a combination
of environment and closure effects.
3 - Crack closure is produced and enhanced by several
factors such as:
- the amount of plastic strain preceeding fracture
or plasticity-induced crack closure
- the presence of oxide product on the fracture
surface or oxide-induced crack closure
- the roughness of the fracture surface created
by tortuous crack paths
- the Mode II loading component becoming significant at low growth rates.
Being that equation (4.29) is considered to represent
the true effect, the observed behavior of equation (4.28)
for low load ratio remains to be explained.
The schematic of fig. 4.20a illustrates the cyclic
stress intensity and the difference between the applied stress
intensity range and the effective stress intensity range at
the crack
tip.
The cyclic loading conditions applied to the specimen
- 33-
AKoap
closure
MOIST AIR
DRY AIR
(a)
da/dN
Assumed effective condition
at the crock tip
rom
ck length
(do/dN)dry
air
(do/dN) moist
L--
oir
KI
eff.
AK 2
eff.
AK
opp
LK
(b)
Fig. 4.20
Schematic showing the effect of crack closure on the
effective stress intensity at the crack tip (a), and
on the measured fatigue crack propagation at low load
ratio
-134and felt at the crack tip are illustrated for dry air and
moist air environment with account of only two contributions
to closure and assuming that in dry air the oxide effect is
negligible.
Notice that at constant applied stress intensity
a change of environment from moist to dry air causes an increase in the effective stress intensity at the crack tip.
The schematic
of da/dN vs.
K is shown in fig.
4.20 for
low load ratio and shows the trend of the results obtained
by calculating the stress intensity
K and the assumed effec-
tive conditions at the crack tip.
Considering a crack propagating in moist air environment
at an applied stress intensity range
Kapp,
the growth rate
is indicated as (da/dN)m.a. and the effective stress intensity would be &K 1 as shown in fig. 4.20b.
By changing the environment from moist air to dry air
at constant applied &K, an increase incrack growth rates is
observed.
The change of environment causes effective increase in the
stress intensity range felt at the tip of the crack from
NK 1 to
K2 as indicated in figs. 4.20a and 4.20b.
The observed increase in growth rates in dry air at low
load ratio is a response to the increase in effective stress
intensity.Inequality
(3.28) occurs because the constant applied
stress intensity at low load ratio does not traduce into
-135constant effective stress intensity at the crack tip.
Consequently it is concluded that in terms of effective
stress intensities the moist air environment is suggested tor
always produce higher growth rates than dry air independent
of load ratio.
4.6
CONCLUSIONS
The near-threshold crack propagations in SA387 steel
in water vapor containing environments produces a rough
surface with cleavage-like facets indicating a reduction in
ductility and an increased sensitivity to microstructure,
Such features are not observed in dehumidified environments
of air, oxygen, hydrogen and helium.
The results lead to the conclusion that hydrogen from
the water-metal reaction produces embrittlement of the metal
and results in a distinctive rough fracture surface.
The embrittlement reduces the fatigue resistance and
it is observable through acceleration of the crack growth
rates at high load ratio when crack closure is minimized.
At low load ratio the roughness produced by the
embrittlement in moist environments enhances closure through
early contact of asperities.
Fretting during closure enhances
oxidation which at the same time increases the closure load.
The effect of closure is to increase the discrepancy between
-136effective and calculated stress intensities near-threshold;
as a consequence at low load ratio moist environments produce higher threshold than dehumidified environments.
Analysis of some elementary reactions of the environmentmetal interaction leads to the conclusion that, at the experimental conditions of this work, the transport of environment in the crack channel corresponds to viscous flow; and
that assuming fast hydrogen diffusion in the lattice, the
possible rate-limiting steps are:
the physical adsorption
and the dissociation of the molecular speciesBoth processes are function of the partial pressure of the
aggressive environment and are thermally activated.
The faster crack propagation in moist environment than
in gaseous molecular hydrogen leads to the conclusion that
the rate-limiting steps may be different or at least have
different activation energy, causing water vapor to be a
better source of atomic hydrogen than molecular hydrogen at
room temperature.
-137CHAPTER 5:
INFLUENCE OF TEMPERATURE ON THE ENVIRONMENTAL
DEGRADATION OF THE FATIGUE RESISTANCE NEAR-THREHSOLD
5.1
INTRODUCTION
The qualitative analysis presented in Chapter 4 showed
that possible rate-limiting reaction steps are thermally activated and pressure dependent.
This behavior has been
confirmed with experimental results (85,92,94) and provides
a very useful insight into possible rate-limiting steps.
Activation energies measured for the overall environmetal
effect on fatigue resistance can be assigned to the ratelimiting step on the assumptionthat the kinetics of the environmentally-induced crack growth are controlled by the
slowest step in the reaction.
Drastic changes in activation
energies are related to changes in rate-limiting step.
Note,
however, that two or more reaction steps could have similar
rates,and additionally, some reaction steps are not thermally
activated.
In this chapter, results are presented on the crack
propagation variations in the temperature range of 25-100°C
in environments of moist air and gaseous hydrogen.
The
measured apparent activation energies are consistent with
values reported in the literature.
In moist air environment
a positive activation energy is found for temperatures near
ambient temperature and above 80 C, and it is assumed to
correspond to the dissociation of water molecules.
However
-138from 650 to 80 C a negative activation energy os observed
which could reflect low physical adsorption or tendency for
molecular hydrogen formation.
In hydrogen gas a change of
activation energy is observed at a temperature of about 600C
indicating a change in rate-limiting step; the lower temperature being the dissociation of molecular hydrogen and at
high temperature the physical adsorption on the metal surface.
Moist air at 110°C accelerates the crack growth rates
and produces lower threshold than hydrogen gas at the same
temperature.
5.2
LITERATURE REVIEW
The effect of hydrogen on the mechanical properties of
steels have been observed since late last century.
The char-
acterization of the phenomena has been done extensively on
hydrogen-charged steel and several theories have been put
forward to explain the experimental observations.
Embrittlement has been proposed to result from precipitation of molecular hydrogen at internal voids creating high
pressures and enhancing their expansion (109,100).
This theory does not explain variations in hydrogeninduced fracture with small variations in environmental
pressure (82) and although hydrogen blistering is a common
phenomena in pressure vessel steels exposed to hydrogen (100),
it is not thought to be a significant mechanism in the
-139hydrogen-induced fracture.
Other investigators have proposed that diffusion of
hydrogen to regions of high triaxial stresses enhances the
hydrogen- metal interaction and lowers the cohesive strength
of the lattice (111,114).
This concept was later refined as the "decohesion
theory" of hydrogen-induced crack propagation which postulates
that sites of high triaxial stresses ahead of the crack lower
the chemical potential of dissolved hydrogen allowing for
higher concentrations than those attainable at equilibrium
by unstressed metal.
The abnormally large hydrogen accumu-
lation lowers the maximum lattice cohesive force producing
higher crack propagation velocities.
Another early suggestion was the "stress-sorption
theory" that the fracture stress is lowered by a reduction
in the surface energy of the material as a direct consequence
of hydrogen adsorption at the surface of internal voids or
cracks
(117).
More recently, the effort has concentrated on:
acterizing the effect of hydrogen embrittlement of
1) charthe
transport mechanisms in the metal lattice by diffusion, dislocation tunneling or grain boundary short circuit paths
(118), and 2) studying the role of lattice defects and microstructural features in trapping hydrogen and thereby enhancing
or retarding hydrogen supply to potential sites of decohesion
-140and fracture (119).
A model of hydrogen embrittlement taking into account
the micromechanism of lattice transport and binding energy at
the traps and based on the generally recognized features that
some critical concentration of hydrogen must be reached at
potential crack sites for failure to initiate, postulates
that (120): Hydrogen embrittlement is directly related to
the characteristics
of its trap population
the dual role of the reversible
in particular
to
traps as sinks or sources of
hydrogen to the fracture site which depends on a) the initial
state of the material (external versus internal hydrogen),
b) the mode of transport through the lattice, diffusion or
dislocation, and grain boundary short circuit paths.
From the review of the hydrogen embrittlement theories
it is clear that each one emphasizes some steps to the process, however all steps may be involved.
The physical ad-
sorption and chemisorption of hydrogen containing environments
on the fracture surface lowers the surface free energy and
contributes to lowering the fracture strength.
The diffusion
of hydrogen in the metal lattice involves necessarily the
random walk, dislocation tunneling grain boundary short
circuit paths and all of the spectrum of trapping features
of the microstructure some of which may allow for recombination to molecular hydrogen.
The theories and results con-
centrate on the relevance of these features on the embrittlement process, essentially on the transport of atomic hydrogen
-141but note that little is known of the final effect of hydrogen on the cohesive strength of the metal.
Experimental results of crack propagation of steels in
gaseous hydrogen environments have indicated enough similarities with results on hydrogen-charged steels that the two
types of embrittlement have been considered as basically the
same phenomena (92).
Furthermore the deleterious effect of
water and water vapor containing environments on the fatigue
behavior of steel and aluminum alloys has been suggested as
produced by hydrogen resulting from the water-metal reaction
(81). The embrittlement is generally assumed as caused by
atomic hydrogen in the lattice.
The process by which atomic
hydrogen is supplied from the environmental-metal interaction
widely differs for environments and alloys.
For a fixed
metal-environment set the rate of atomic hydrogen supply can
be altered by testing conditions such as pressure or temperature.
Some of the early work on the effect of gaseous hydrogen
environment on crack propagation was done under sustained
load conditions (85,121). The results showed three stages
of response of the crack growth rates against the increasing
stress intensity K.
In stages I and III of low and high
stress intensity respectively, the crack growth rates increased with increasing K.
In stage II, the crack growth
rates were constant with stress intensity presumably determined by the environmental degradation of the fracture strength.
-142Study
of the stage
II of crack
growth
in hydrogen
gas
has shown that the process is thermally activated and a function of pressure
raised
to an exponent
to 1.5 depending on temperature (92).
n of the order
of 0.5
For a given hydrogen
pressure the results on AISI 4130 steel showed that below
room temperature the crack propagation rate increased with
increasing temperature, the effect reaches a maximum at
temperatures about 25-40 C and above this point raising the
temperature causes a decrease in the growth rates (92).
Characteristic activation energies were -16.32 KJ per mole
per g-atom and +21 KJ per g-atom.
Very similar results have
been found with 18Ni Maraging steels (122), with an activation
energy of 16.7+3 KJ per mole for the low temeprature region.
However, the drop in crack growth rates with increasing
temperature was more rapid than in 4130 steel for the high
temperature region.
Interpretation of the data was based on the assumption
that the effect of gaseous hydrogen on the crack growth rates
was controlled by the slowest elementary reaction step of
the general hydrogen-metal interaction leading to embrittlement.
At low temperatures, dissociation of the adsorbed
molecular hydrogen on the metal surface was related to the
rate-limiting step.
At high temperature the physical adsorp-
tion of molecular hydrogen precursor was suggested as the
controlling step.
-143The proposed rate-limiting steps have been supported
by later experimental work.
Studies of the adsorption of
hydrogen on iron (123) have shown that adsorption decreases
with increasing temperature with an activation energy of
-5.9t0.6 Kj/mole.
Crack propagation at high temperatures
without the controlling surface reaction step involving
molecular hydrogen showed increased crack growth rates with
increasing temperature (94).
This condition was created
-using a hot tungsten filament to dissociate some of the
hydrogen in the gas phase.
Previous use of the same tech-
nique in the study of hydrogen diffusion had shown that
predissociated hydrogen adsorbed more favorably than molecular hydrogen
(124).
The temperature at which the change of rate-limiting
step occurs (the maximum in the crack growth rate vs. 1/T
cruve) has been found to shift to higher temperatures as
the pressure
is increased
(125).
This however
is to some
extent expected as the physical adsorption is directly
proportional
to the gas pressure.
The effect of water and water vapor on the crack growth
rates has also been fund
to be thermally activated (see
Table 5.1) but in contrast to the gaseous hydrogen effect,
the crack growth rates increased with increasing temperature
range.
The results presented in this chapter are consistent
-144with the observed hydrogen and water vapor effect on crack
growth rates.
However, these results are obtained at stress
intensities far below the environmental threshold KSCC
and
the environmental effect is observable with low strength
alloys as well as high strength alloys.
EXPERIMENTAL PROCEDURE
5.3
5.3.1
MATERIAL
The material used in this study was 2Cr-l%Mo
as described in section 3.3.
steel
The specimens were selected
from the same plate thickness location and the orientation
is shown
5.3.2
in fig. 4.1.
TEMPERATURE SETUP
The study of fatigue crack propagation above room temperature required good temperature control in order to
avoid confusion in interpreting variations in electrical potential across the specimen.
A temperature change of 1.2°C
cuases a variation in the voltage signal equivalent to a
crack growth of 0.1 mmi and at very low growth rates the
temperature fluctuation could cause voltage variations similar
to those produced by crack growth in 106 cycles.
The
temperature of the specimen was continuously monitored by
thermocouples spot welded to the specimen, and-theheating
system consisted of copper coils surrounding the specimen and
-145.loading grips.
Hot silicon oil was circulated through the
copper coils and the temperature of the oil was maintained
constant.
The assembly of specimen, grips and heating coils
were enclosed in a fiberglas wool thermally-insulated box.
The temperature of the specimen was maintained constant
within 0.5°C and a temperature correction of the electrical
potential signal was performed in the interpretation of the
results.
A schematic illustration of the setup used to
heat the specimen
5.3.3
is shown
in fig. 5.1.
EXPERIMENTAL SETUP
Hydrogen and helium gases were purified using the
system described in section 4.3.2.
The desired environment
was supplied to an aluminum chamber clamped to the specimen
as indicated in fig. 5.1.
The chamber-specimen set was
vacuum tight to a level of 10 3 torr using rubber gaskets.
Wet hydrogen and helium were obtained by bubbling the gas
through distilled water provided in a bypass line.
Tests
in hydrogen and helium gases were performed at 138KPa and
the air tests were conducted at atmospheric pressure (3040% relative humidity).
5.3.4
TESTING PROCEDURE
The characteristic variation of electrical potential
with temperature was determined for the notched specimen.
- /
~cn
-
(.
0
0) V
=4)
C4
o4In
vr,
a)
0
I
I
()
I
I
a)
)
I
0.,
00
C
Cd
U)
a)
ar.l
E
O1
01
0
U,
-)
.H
V,
C-)
Cd
/7
o
C
C
r-
0
(CD
a)
a)
E
C
C:
-D
Ca0
o
6
c
o
0
(.)
Cr
L.
E
0
E
L
0
,
LOr
C
aE
0
o
C,
a)
(Ac
o
a)
4-)
0
c
0
U)
44
4-)
-147For a current of 30 A and an initial voltage
of 2 mv
applied to the specimen, the voltage increased linearly
with temperature in a proportion of 4 mv per degree centigrade.
This relation was confirmed at other crack lengths
and in raising and lowering
the temperature.
Threhsold tests at different temperatures were obtained
using one specimen per temperature.
The influence of temp-
erature on fatigue crack growth rates at fixed &K was obtained on a single specimen.
A test at 110 C was performed
to study the relative
ef-
fects of moist air, purified hydrogen and helium, and wet
hydrogen and helium on the crack growth rates.
This test was initiated in moist air at load ratio of
0.05, the loads were shedded to obtain the stress intensity
threshold of moist air,
Ko = 7.05 MPaVm'.
Once the
threshold in moist air was determined, the stress intensity
was raised
to AK = 10 MPa-m'
about 2.5x10
mm/cycle.
to obtain
growth
rates of
The test was temporarily stopped
by reducing the load amplitude to zero and the environmental
supply line was evacuated and then baked, and finally was
flushed with purified hydrogen.
Following the change of
environment, cycling was continued.
used for each change of environment.
The same procedure was
-1485.4
EXPERIMENTAL RESULTS
5.4.1
TEMPERATURE DEPENDENCE ENVIRONMENTALLY-INDUCED
NEAR-THRESHOLD FATIGUE RESISTANCE
The temperature range used in this study was 25-110 C.
The aim was to thermally-activate environmental-metal reactions without altering the mechanical response of the metal
due to temperature.
Crack growth dependence on temperature
within a small range can be assigned to the environmental
interaction under the assumption that the deformation
mechanism remains unchanged by temperature.
A series of tests were performed in moist air environmenta at load ratio fo 0.05.
results for temperature
5.2.
The fatigue crack propagation
for 28, 60, 100°C are shown in fig.
The temperature effect is noticeable only for growth
rates below 10-5 mm/cycle in the near-threshold regime.
This
is consistent with the observation made in previous chapters
that the environmental
effects in the mid-growth
any, fall within the scatter band of the data.
regime,
if
It also re-
inforces the assumption that in the temperature range tested,
only the environmental interaction is activated.
The re-
sults show that crack growth rates increase with increasing
temperature from 28 C to 110°C; consequently higher temperatures give rise to lower stress intensity threshold. The
results in therms of threshold values are as follows:
- l/4-
(ali(A/U!)NP/DP
0r-
'0
-
I
I
0)
In
I0
If.I.
O
'1
I
o0
I
1
1111
I
III
0
bO
II ll
I
I I
111
I
I
11111
000
I
a)
O
0
-00- .p
U)
0.lj.
0r0
o0
Ot
.I
_
0,
0N'
0?
Noc
00
0
e.
OW
0
li
o-
(W
U)
0
$::--
<]
O
ao
oI0
cv
.
*-
-
C-
Ii
(O
-
V
o
U)
,_
0
U
0
_-
Fll
-Ji
W
C
Ccui
I
I
N0
Nc 0--0
otOf
I 0)
0
OnN
0
&n~Q
C)
IT
OD@
CD
* E
(I
Ld
C'j
en
W
O
o 0
cCj
EOO
L
PcNca
:..')
-o
0)o~ (U(
(/·WI i
1 I,
'0o
CC
0)
-0 O
'o
(alOO/u.u
y,
,,,,,,,
.... 1
'7
I
---
) NP/DP '31BV
1
, ,,
, 1 ,,,,,,
o
N1OV9VdOd
o
,,
1 I... ,,
o
X3:V13 31n91VJ
4LI
`
L~
CO
I0
*0
-150Environment:
Temperature
Moist Air
SK MPaVTi'
(C)
28
9.0
60
8.0
110
7.1
Similar sets of tests were performed in purified hydrogen
of 138KPa and temperatures
at a pressure
and 1100 C.
hydrogen
of 28, 54, 6,
The results are shown in fig. 5.3.
In gaseous
it was found that for the temperatures
of 29, 54
and 65°C the crack growth rates increased with temperature
but the results at 110 C showed a substantial increase in
stress intensity threshold AKo and lower crack growth rates
than those of the other temperatures investigated.
The
results in terms of threshold value are:
Environment:
Temperature
(oC)
Gaseous Hydrogen
SK IP aV-iT
29
5.5
54
5.1
65
4.8
110
8.3
The threshold
hK
in gaseous hydrogen
at 110 C is higher
than the threhsold values found in moist air at 60 and 110°C.
The temperature effect diminishes as crack growth rates increase in a fashion similar to that observed in moist air
environment.
The influence of temperature on the fatigue
-/5/-
(al33/U! )NP/Dp
0r'-
'n
Io
I
oC
I0
TI I
I
I
T
T
I I 1
1
1
I
I
I0
0
Y
I I
I
l
I
'0
11
I I I
I
I
I
0
I
Hii 'O
I
r
N
ON
C0
0
I
@
0to
0
I0
ITI T
I
I I',-
O
Ic
0
.
-
00h
- 0
0IT3
0
00
14)
0IN
O
S
c
0u
O
.
°
0
O0)
0
HI 0
-
Z %
CD
-o
F-
In
(D
F
0
Z
_
a,
N
qD
a
ko
L)
rc_
IT
C
N
N o
o0
U)
>
a, 11.0
LLJ
-U)
'O~
a Ia,
>'2c"
mw
rr)
_) _ 0-
f'0
C
C ' .. m 03 ~ll3
,
IN o
Cu,
tD -
el ll3 1,
CJ
O
C
0
wD
'4,
Vn lJ t,
&r
N
....
...
.
.
.
....
__L__
|
_
_
.
I.
I
I
I
L
0o
(al3/D/Wu) NP/Dp '31V8
1ul
,i
,I1
,,I I , I ,lI
I I
_
'o
NOIILV9VdOd
.
ID
I
.
..
I
|
iI ,
.
,o
3XV3
3l91.V_-i
.
.l
A
ru
'O
-152crack propagation behavior in gaseous hydrogen was further
investigated and confirmed in two other separate tests, one
carried out at 110 C to contrast the relative effect of environments of moist air, purified hydrogen, wet hydrogen,
helium, and wet helium; the other was to investigate the
effect of temperature on the growth rates at a constant
stress intensity AK.
5.4.2
ENVIRONMENTAL EFFECTS 01? CRACK GROWTH AT 1100 C
This test was designed with two goals; the first, to
contrast the effect of moist air and hydrogen environments
on the fatigue crack propagation, and the second, to investigate the role of the water vapor presence in helium and
hydrogen gases.
The results of the first part are shown in fig. 5.4
in terms of crack propagation rate vs.
K.
The test was in-
itiated and run down to thresholdin moist air environment.
After obtaining a threshold in moist air of 7.05
the loads were increased to a
.K of 10MPaiF'
PaViim'
to obtain a
growth rate of 2.5 x 10-7 mm/cycle in moist air.
At this
point, the cycling load was brought to zero and the environment was changed to purified hydrogen.
The crack growth
rates obtained in hydrogen were about 8 x 10- 8 mm/cycle or
about one third of those in moist air.
In terms of crack
growth rates, moist air environment was found to be more
-/53 -
(al:)A/!) NP/oP
0
I_
I__
'0 ~
__
Itlill
I0
111111_
_.
I
·
Ir
D
On
_I
I
'0
I
111111~
'0
I
I
b
Ij
,I
)
_l
Ill
0
I
(w,
O
(O
ro
U00
00
_
in
CL
O
0
"T
LoO
O
0
.L
0
O
_
rn
oCY
a 0u,
.
C
o,
0c\j
_
. ,
0
0o
2
in
OE
_QC
I
2
0
I
in-
zU
O)
cn0
E
%
0gso
a
f
*-
-
z L..
._
O0
I-
z §'e
(D X
oL.
0U
Lr
In
-J
LLi
cJ
o
o
o
cuJI
O
c
o
;3 0
,
C., po
N
A,
I',J
..
a, E-o; >,
E
2:
(n LL tw 2
I......................
1 I I II I
'O
u_Ec
o
InO
0
0
-I
0
N
0
n
11111
'o
I
I
Illll1 ' ' ' I_
To
(a33/uJwu) Np/op
,
_
I1,,,,1
" I II
10
I
'
I'
I
I
I
I
o
I I I
I
I
1,,.
......IJ I I I
.1
! ] II
'0o
'"31.
V NOI.VOVdOdd >DV4D 3nfl9vd
II
J
CD
tv
'010
LI-
-154aggressive than gaseous hydrogen at 110 C.
value obtained in hydrogen was 8.6 MPafi'
7.05 MPaVim- ' in moist air.
The threshold
compared to
The difference in crack growth
rates decreases for higher crack growth rates and it would
appear that the two environments would converge to yield similar growth rates at higher
K (above 20 MPa
m ).
In chapter 4 the strong influence of water vapor in
crack growth behavior was shown.
Water vapor was singled out
as the most active component of moist air affecting growth
rates near threshold.
In this test a comparison of growth
rates in purified vs. wet environment was obtained at constant stress intensity
K at load ratio of 0.05.
The results
are shown in!fig. 5.5 for hydrogen and helium gases at stress
intensities
of 8.6 MPaV-m-
and 14.7 MPaVmhi
respectively.
The crack propagation rates in hydrogen and helium bubbled
through distilled water were clearly increased over the
propagation rates obtained in the corresponding purified
gases.
These results show the effective action of water
vapor to produce higher velocity of crack advance.
For the case of hydrogen environment, the increase in
growth rates by introducing water vapor is equivalent to
those of purified hydrogen if the
3M4PaV
K were increased by
-'.
Note also that the test was performed at R = 0.05 where
a strong role of crack closure phenomena is expected.
- 55 -
a,)
o"0
cnJ
cn
n
00
rq
0
rr
Q
cO
NO
a)O C
0
o
co
E
C-
mVW o o
.LU
_
<
O
o
03
.
NU
O
>
a)O
O c
a,)
o
v
ww H19N31 )>3V03
-
_ 0
LLJC
lvI
~Q)
-156Addition of water vapor to the purified hydrogen produced
increased roughness and oxidation of the fracture surface,
and at the same time the crack growth rates were increased.
The embrittlement part of the environmental effect appears
to completely dominate the closure effects.
5.4.3
APPARENT ACTIVATION ENERGY OF THE ENVIRONMENTAL
DEGRADATION OF FATIGUE RESISTANCE
The influence of temperature on crack growth rates in
gaseous hydrogen and moist air was obtained by testing at
constant stress intensity range
K at various temperatures
within the range of 100°C.
The results obtained in purified hydrogen at R = 0.05
are presented in an Arrhenius plot in fig. 5.6.
The crack
growth rates in hydrogen increase with temperature in the
range of room temperature to about 65°C, consistent with the
results shown in fig. 5.3.
Above 65°C the growth rate de-
creases with increasing temperature, confirming the observed behavior in hydrogen at 110°C of high threshold and
low growth rates.
The crack propagation rates in hydrogen appear to be
thermally-activated..
With the assumption that deformation
mechanisms remain unchanged in the temperature range tested,
the environmental contribution to crack growth would be
the thermally activated process and therefore the
results
- /57 -
TEMPERATURE (C)
90
1 10
I
z
Z
I
50
70
I
I
I
I
30
I
I
h~~~~~~~~~
-6
I x 10
10
-7
7 xlO
-
15.5 KJ/rr
r_
z0
-7
5x 10
0
ao
Hydrogen Gas Environmen
A K:7.0 MPao -F-
Q_
-7
R = 0.05
3x1O
U
2.5
II
I
II
I
II
I
I
I
2.6
2.7
2.8
2.9
3.0
3.1
3.2
3.3
I
T
Fig.
( °K )
oK
5.6: Apparent activation energies of the fatigue crack
propagation rates in hydrogen gas environment.
-158of fig. 5.6 are assigned to the effect of hydrogen on growth
The activation energies
rates at different temperatures.
estimated from fig. 5.6 are 26.8 KJ/mole for the low temperature range and -15.5 KJ/mole for the high temperature
range.
The test in moist air was performed at load ratio of
0.80 in order to separate the environemntal effect from the
crack closure phenomena, specifically to separate the crack
accelerating effect of moist air from the oxide-induced
crack closure.
to 93 C.
The temperature range tested was from 54
The results are shown in an Arrhenius plot in
fig. 5.7 indicating thermally-activated growth rates as the
net effect reflecting the thermally-activated rate-limiting
step of the moist air-metal reaction.
The test specimen was used up
confirming a trend not
reported in the literature of decreasing growth rates with
increasing
temperatures
moist air environment.
alternatively
in the range of 65 to 80 C in
The data points were obtained by
stepping up and down in temperature starting
from the high temperature.
Below 650 C and above 80°C the crack propagation rates
increase with increasing temperature.
The change in behavior
at about 650C is in close agreement with the results obtained in gaseous
hydrogen
presented
in fig. 5.6; however,
basic difference is observed at temperatures above 800C
a
-TEMPER159ATURE
TEMPERATURE
100 90
_
-7
'3.
io
U
N
U
w
u
I
I
80
70
I
I
60
__
50
40
I
I
I
___
30
_
I
1
E
E
z 2.10
51.5 KJ/mole
v
w1.0
I-
-34.2
32
-7
Cr
Moist Air Environment
AK = 3.2 MFPafiF
R= 0.80
:
LL
r-
2.6
I
27
I
2.8
I
I
2.9
3.0
TI- x 103
I
3.1
I
I
3.2
3.3
I
OK
Fig. 5.7: Apparent activation energies of the fatigue crack
propagation rates in moist air environment.
-160where increasing temperature causes the growth rates to increase in moist air but to decrease in gaseous hydrogen.
The activation energies estimated from the graphs are
51.5 KJ/mole and 31.8 KJ/mole for the low and high ends of
the
temperature range and -34.2 KJ/mole for the intermedrange of 65-800C.
iate
5.4.4
SUMMARY OF RESULTS
The variations of threshold results of SA387 steel
1)
in the temperature range of 28-110°C and load ratio of
0.05 are:
Moist Air (30% R.H.)
Temperature
C
(K PaVim'
Gaseous Hydrogen (138 KPa)
Temperature
C
(iPaVm'i
28
9.0
29
5.5
60
8.0
54
5.1
110
7.1
65
4.8
110
8.3
2)
At room temperature and R = 0.05 moist air environ-
ment produces higher threshold than purified hydrogen, however at a temperature of 110°C the opposite results are
observed.
3)
At 110 C and R = 0.05 wet hydrogen produces higher
crack growth rates than pure hydrogen.
A similar effect
is observed for helium; the effect being pronounced
-161near-threhsold.
4)
The apparent activation energies of crack growth
rates near-threhsold are:
Environment
Load Ratio
Temperature
Range
Hydrogen gas
0.05
C
28-65
65-110
Moist air
5.5
0.80
Activation
Energy KJ/mole
26.8
-15.5
28-65
51.5
65-80
-35.8
80-93
31.8
DISCUSSION
The effect of water vapor at room temperature on the
near-threshold crack propagation rates has been observed to
have the following characteristics:
1 - It produces higher threshold than inert environment or vacuum at R = 0.05.
2 - It increases the growth rates compared to hydrogen
gas and dehumidified
air at R = 0.80.
The low load ratio behavior has been interpreted using
crack closure arguments and the oxide-induced crack closure
model (70). The high load ratio effect was not known with
this material and leads to the mechanism of hydrogen embrittlement in the presence of moist air proposed in Chapter
4.
-162At low load ratio the moist air or water vapor containing environments give rise to two mechanisms of opposite
effect on the crack growth rates:
embrittlement by hydrogen
from the dissociation reaction of water causes accelerated
crack growth rates; crack closure enhanced by roughness
and oxidation of the fracture surface produces apparent
lower growth rates and higher threhsold than inert environments.
The first mechanism is experimentally supported by
the results shown in Chapter 4 obtained at high load ratio
where no closure effects are present.
The moist air results at low load ratio (R = 0.05)
presented in fig. 5.2 showed increasing growth rates with
temperature indicating that the embrittlement process is
thermally-activated and dominates the retarding effects of
crack closure.
The corrosion process is also thought to be
thermally-activated which would make the oxide-induced
crack closure appear thermally-activated; however this effect
seems to be very small compared to crack accelerating contribution of hydrogen embrittlement.
The results of hydrogen environment presented in fig.
5.3 illustrate two important points:
1)
The magnitude of environmental effects on crack
growth rates and threshold value
K; o.
-1632)
the temperature activation of environmental inter-
action.
The first point indicates that change of the aggressiveness of environment with temperature can cause increase
in threshold.
The increase
in threshold (or decrease in
crack propagation rates) by raising the temperature
650 C to 110 C in hydrogen
is not related
to closure
from
phenom-
ena which otherwise would have been observed in fig. 5.2.
Consequently caution must be taken with frequently used
closure arguments to explain variations in threshold at
low load ratio.
The difference of hydrogen and moist air
effects with temperature indicate that the activated process is the environmental interaction as opposed to deformation mechanisms.
The results shown in fig. 5.4 are discussed based on
the proposed modeling concept (129) of considering the
crack growth rates in deleterious environemnts as composed
of the sum of:
- crack growth in inert reference environment
- environmentally induced crack growth
- stress corrosion cracking
(da/dN)e = (da/dN)r + (da/dN)cf + (da/dN)scc
(5.1)
Based on the analysis presented in Chapter 4 it is
assumed that the environmentally induced crack growth is
surface reaction controlled and that the reaction constant
-164is thermally activated.
contribution
A proposed expression for this
is of the form:
(da/dN) = (da/dN)cfs
(1 - exp(KcPo/2f))
(5.2)
P0 = gas pressure in the external environment
K c = reaction rate constant
f =
frequency
(da/dN)cf
= maximum environmental contribution to
growth
It is proposed here that the maximum environmentallyenhanced crack growth, (da/dN)cf s is thermally activated
of the form
(da/dN)cf
A
(da/dN) s= Ai
i
exp(-E./RT)
(5.3)
Where Ei is activation energy of the rate limiting step of
the reaction, and Ai is a function of pressure of the environment.
The exact form of eq. 5.3 depends on the rate
limiting step of the overall reaction.
At conditions of saturation and assuming negligible
stress corrosion cracking:
(da/dN)e = (da/dN)r + Ai exp(-E/RT)
(5.4)
The form of eq. 5.4 has the following implications that
agree with experimental observations:
1 - The increased environmental effect near-threshold
results from the fact that the crack growth rates in the
reference inert environment become of the order of magnitude
-165of the environmentally-induced growth rates.
This is il-
lustrated using the results presented in fig. 5.4 and
considering the relative effect of moist air and hydrogen
to remain constant and at saturation.
The following esti-
mation can be made.
i
At AK = 10 MPaV-m
(da/dN)
(da/dN)
=
2.5 x 10- (mm/cycle)
hydrogen
= 8 x 10
-7
(mm/cycle)
1.7 x 10
Relative environmental effect:
At
(mm/cycle)
K = 18 MPaV-m'
(da/dN)ir
(da/dN)
Relative
=
1.0 x 10
hydrogen
environmental
-5
(mm/cycle)
= 8.1 x 10
effect
-6
(mm/cycle)
= 1.9 x 10
-6
(nun/cycle).
Even though the environmental effect on the fatigue
crack growth remains about the same, its relative effect
compared to crack growth induced by the stress condition
can become very small in the mid-growth regime and therefore falls within the scatter band of the experimental data.
This argument explains the results that crack growth rates
in the mid-growth regime appear to be insensitive to environmental effects.
2 - Near-threhsold the crack propagation rates are
thermally-activated through the environmental contribution
to crack growth.
By studying the crack propagation variation
-166with temperature, it is possible to gain some understanding
of the rate-limiting step of the general reaction and observe changes in these rate-limiting steps with temperature.
The decrease in growth rates in hydrogen at 110 C compared to 65°C or room temperature is interpreted as caused
by a change in the rate limiting step of the environmental
reaction.
Moist air or water vapor presence at 110 C is
more aggressive than hydrogen gas as shown in fig. 5.4
and fig. 5.5.
The variation in temperature alone reverses the relative
aggressiveness of moist air and hydrogen at low load ratio.
At room temperature hydrogen gas produces higher growth
rates than moist air.
At about 110 C, the rate limiting
step of the embrittlement process appears to be different
for the two environments with a positive activation energy
for moist air and a negative activation energy for gaseous
hydrogen at about 1100 C.
The results
presented
that effectively the sign
in fig. 5.6 and in 5.7 indicate
of the overall activation energy
is different for moist air and hydrogen at temperatures
above 80C;
however, below this temperature the general
trend is similar.
here is a breaking-point at about 65°C
where the effect of temperature on growth rates reverses
sign.
This is interpreted as a change in rate limiting step
of the environmental reaction.
The estimated overall
-167activation
energies
from fig. 5.6 and fig. 5.7 are:
Temperature range
°C
Estimated activation energy Ei
KJ/mole
Gaseous Hydrogen
26.8
28-65
65-110
-15.5
Moist Air
55-65
51.5
65-80
-34.3
80-110
31.8
These results are compared to results of other investigators
summarized in Table 5.1.
For hydrogen environment the positive and negative behavior of the apparent activation energy is consistent with
results reported in the literature.
At low temperatures the
apparent activation energy obtained by other investigators
range from 16.3 to 28.5 KJ/mole in agreement with the results obtained in this work of 26.8 KJ/mole.
These activation energies are often compared with activation energies obtained by studying the single processes
such as adsorption, diffusion, etc., in order to identify
rate limiting steps.
Some results are shown in Table 5.2:
-168a)
u
C)
e)
a)
a,
co
r-
N
Ccj
-3-
a-
:
O
>0)8
>
-)
) E
-
u
m
N
-T
00
O
O
rn
0
Ln
4-)
3
c
C
Q~)
a)
a P:
E
a,
H)
a)
0a)
C
C
c 0
O
U)
4-)
3
3
Q~'~
O
U)
U)
0r-
CZ
a--
mr
oo
,~
Lr
U)
r
r
0
S^ a)
o0
0---a)Un
X
n
o0
oO
O
0
X)
X
0
('
-7
a)
MH a
· r(
'Il0
I0
-
X.)
N
-
U) cd
0
I
0
X 4) X
N
-7
0)
3
n)
.1-
E
3U)
4-)
co
U)
E
O
HrH
U)
co
O
O
O
N
-7Z
a) C
CO
H -
cO
O
UCO
O
I
o
O
I
O
C
0) C
L.
a:
cxd
oc
3
a)
L
3
O
E
'-0
1~~
rn
+1
C
4-)
U)
il
a,
:3
LL,
0
rl
E-
I
a)
-A-)
Cd
:3
"X
o
-L
L.
-T
I
I
0
'I0
0
-
OX
X.)
-7
Lr,
0
I
I
0
0
XJ.) X
N
-I
a)
C
-
X
Q)
00
a)
CO
Cd
bO
L LS
3tm c)
O LcN
L
~0
a)
C
a)
CO
4--)
4-)
0
u
01
L O
-
> E1
a
=t a0
C
-169-
_~j
CI,
_3
Z
O^
C
C oN
>
C,
4I
a)
S
-4-l
bO
-
aC
--
Q)
o
c'J
O
ic _u
{U
bO
-
I
IC
4-
o
U
a
u(D~
(cD~
Io
"o a
"
=3:-
V)
0Iaz
.
I
3
I
~~.O_
r./ C\J0
I
[5
0
cO ,-
-'
~H
H*O3
o
¢
o
XE-X
x
0
XX
O
rI-
CZx
3o
I
O X
L
*OL
3
la0
0
O
r)
(D ~
bOO
0
(DO
-J
.O-
(~b
O X
a(
bO
0
-170Table 5.2
Process
Activation Energy
KT/mole
Reference
- Hydrogen permeation in steels
(139-141)
34-38
- Physical adsorption
of hydrogen on steel
-5.9
(123)
21.3
(137)
27.6
(138)
27.2
(141)
7.5
(141)
- Diffusion of hydrogen in A-Ti
- Apparent heat of
solution of hydrogen
- Lattice diffusion of
hydrogen
Comparison of the results obtained in this work with
those shown in Table 5.2 suggests that the rate limitation
step for embrittlement process in the low temperature range
is the dissociation and solution of hydrogen in the metal
lattice near the surface and for the high temperature, the
physical adsorption of the gaseous environment.
This con-
clusion is consistent with the viewpoints of other investigators (92,94,125).
The temperature effect on growth rates in moist air can
be compared with results obtained from surface reaction
studies of water vapor with iron (85,89); the activation
enerty reported is 14.7 + 4.3 KJ/mole.
The low temperature
-171activation energy of 51.5 KJ/mole compares closely to the
results obtained in distilled water of 49.8 KJ/mole and
suggests that at low temperature the adsorption of water
vapor is fast enough to form a multilayer of adsorbed molecules on the metal surface.
It is thought that after the
adsorption of a few monolayers
the metal surface can not
distinguish between water and water vapor and the reactions
are those of water-metal surface.
As the temperature in-
creases from 65°C to 800C adsorption decreases and the stability of the adsorbed molecules is also reduced.
The de-
crease in growth rates with increasing temperature from
60 to 800C is assumed to be caused by a reduction of water
molecule surface coverage or an increased tendency for
atomic hydrogen recombination or both.
For higher temperatures than 80°C, the activation of
the water molecule dissociation step is sufficient to supply
enough hydrogen for the embrittlement process.
Therefore
moist air environment - metal reaction at 110°C results
in a more efficient source of atomic hydrogen than the molecular hydrogen - metal reaction.
5.6
CONCLUSIONS
1)
At low load ratio the moist air or water vapor-
containing environment gives rise to two mechanisms of
opposite effects on the crack growth rates near-threshold:
-1721 - hydrogen embrittlement
2 - crack closure;
both are thought to be thermally activated.
The results
showed increased growth rates with temperature, leading to
the conclusion that at high temperatures hydrogen embrittledominates the retarding effect of crack closure, that is the
activation energy of the embrittlement process is higher
than that of oxide formation for the temperature range tested.
2)
Assuming that crack closure in purified hydrogen
environment remains constant within the temperature range
of 28-1100 C, it is possible to postulate
that hydrogen
embrittlement is present and is thermally activated.
3) Interpretation of results of crack growth rates
near-threshold in moist air and hydrogen gas at low load
ratios must include the embrittlement effect
of both
environments and the roughness and oxide-induced crack
closure of moist air.
Quantification of these effects
was outside of the scope of this work but it is recommended
for future research.
4)
Using Wei's concept of modeling crack growth rates
in deleterious environments as a summation of effects, the
corrosion fatigue or environmentally-enhanced fatigue
crack growth rate can be qualitatively analyzed:
(da/dN)e = (da/dN)r + (da/dN)cf + (da/dN)sc
(5.1)
(da/dN)cf
(5.2)
(da/dN)cf,s ( -exp(KcPo/2f))
-173based on the observed temperature-activated behavior of environmentally-induced crack growth rates and on the analysis
of the environmental and testing conditions presented in
Chapter 4 which indicated conditions of saturation.
It
is proposed that the corrosion fatigue component of crack
growth
rates
at saturation
(da/dN)cf,s
is of the form:
= Ai exp( -Ei/RT)
(5.3)
Ei = activation energy of the rate-limiting step of the
environmental reaction
A i = parameter function of pressure
5)
Comparison of the apparent activation energies
of crack growth rates at R = 0.05 in gaseous hydrogen with
results of studies on single processes lead to the conclusion that the rate-limiting steps may be:
at low temper-.
ature (below 65°C) the dissociation and solution of hydrogen in the metal lattice and at high temperature the physical adsorption of molecualr hydrogen.
It is assumed here
that the crack closure level in purified hydrogen remains
constant with the temperature range tested.
6)
Comparison of the apparent activation energy of
crack growth rates at R = 0.80 in moist air from room temperature
to 65 C
(51.5 KJ/mole)
to the activation
energy
crack growth in distilled water (49.8 KJ/mole) suggests
that the same mechanisms may be involved, indicating the
high coverage of water vapor on the fracture surface and
of
-174multilayer adsorption.
-175CHAPTER 6:
FATIGUE CRACK PROPAGATION IN VACUUM AND INERT
ENVIRONMENTS
6.1
INTRODUCTION
The characterization of fatigue crack propagation in
aggressive environments calls for comparison
with base
data obtained in vacuum or inert environments such as
purified argon or helium.
of 10-
6
Testing in vacuum of the order
torr brings out the transport process or availabil-
ity of aggressive environment as a rate-limiting step of
the environmentally-induced crack growth.
Moreover, the
low coverage of the newly created fracture surface may
allow rewelding by adhesion of the metal surfaces upon contact.
Inert environments on the other hand are suscep-
tible to an impurity content which could cause partial
pressures of the aggressive elements to reach critical
values for aggressive effect as discussed in Cahpter 4 and
experimentally observed in various metals (97,99).
In this
chapter the results of the fatigue behavior in vacuum are
presented for load ratio of 0.05 and 0.80 and are compared
to results in purified helium and moist air.
The results
at 0.80 where closure effects are negligible are compared
for moist air, helium and vacuum at room temperature.
In vacuum a threshold partial pressure for environment
influence is surely obtained but at low load ratio the
aggravation of closure or rewelding makes it difficult to
-176discern the true environmental contribution,
Again it is
worthwhile to point out the need to evaluate the environmental
effects at high load ratio where closure effects are negligible.
The results of tests performed in vacuum at load ratio
of 0.05 and 0.80 are presented.
A comparison of the relative
environmental effect of moist air, helium and vacuum is
presented
6.2
at R = 0.80.
LITERATURE REVIEW
Vacuum environment has been frequenlty used as a ref-
erence inert environment in the study of fatigue resistance
of metals.
The general observed effect is that it increases
the fatigue resistance.
The beneficial effect of vacuum
on fatigue life was reported as early as 1932, by evacuating
-3
the testing
chamber
to a level
of 0.5-1x1O
torr
(79);
thereafter many studies have assessed the fatigue life and
crack propagation resistance of engineering alloys in high
vacuum (105
to 108
is described
in reference
torr).
A review of the early works
(130).
The general aim has been to compare the fatigue behavior
in vacuum with those in ambient air and modified environments
in order to isolate the aggressive agents and understand
their relative effect on the fatigue resistance.
-177The study of low fatigue crack growth rates in Ti-6A1-4V
showed
130) that in vacuum at R = 0.35 the fatigue growth
rates are microstructurally insensitive and lower than those
in moist air by a factor of 2 to 3.
in load ratio
Furthermore,
a variation
of 0.12, 0.35 and 0.61 produce very similar
fatigue behavior down to growth rates of 10
mm/cycle.
Similar investigation on medium carbon, En24 steel (133)
showed that the fatigue crack propagation in vacuum was independent
of the load ratio even to near-threshold
level; in
the mid-growth regime the growth rates were increased by a
factor of 30 in the presence
of moist air.
Results on Ni-Cr-V steels (132) in vacuum have indicated similar behavior of reduction in load ratio sensitivity
near-threshold.
A common observation of these results is
that the threshold in vacuum at high load ratio increases
from that of moist air by a factor of about 2 and the
threshold at R = 0.05 in vacuum is about the same or slightly
higher than that obtained in moist air.
Research effort has also concentrated on measuring the
closure level in vacuum environments.
Closure levels have
been measured using the electrical potential technique
(133,134) and the compliance
method
(135).
Measurements
of closure loads with the compliance method and the electrical potential have been found to give similar results in
moist air environment (43).
In vacuum environment electrical
-178potential measurements give higher apparent closure loads
than those obtained by the compliance method (134).
This
is due perhaps to electric conduction through contacting
spots which do not necessarily
transfer significant loads.
Independent of the measuring technique, closure levels are
found to be higher in vacuum than in moist air environments
(135).
Note however that in vacuum, closure at low load
ratio can be assisted by the adhesion and rewelding of the
contacting surfaces.
In moist air on the other hand,
closure is enhenced by surface roughness and oxide formed
near the crack tip, consequently a relative comparison
of the closure levels in these two environments can not be
conclusive.
A result not clearly explained is the vacuum effect on
the threshold value at high load ratio:
vacuum increases
threshold with respect to moist air, argon or helium environments by a factor of about 2.
At high load ratio,
however, closure and rewelding are considered negligible
compared to those at low load ratio.
6.3
6.3.1
EXPERIMENTAL PROCEDURE
MATERIALS
The material used in this study was SA387 Class 2
Grade 22 pressure vessel steel described in Section 3.3.1.
The specimens were chosen from
indicated
in fig. 4.1.
thickness of the plate as
-1796.3.2
VACUUM CHAMBER
A Centorr controlled atmosphere vacuum chamber was
used and the vacuum was 2 x 106
torr.
The chamber can be
mounted and fixed to the columns of the Instron
testing
machine and after proper alignment the pulling rods are connected to the ram and crosshead of the loading fixture.
The pulling rods are attached to the vacuum chamber through
"O" rings sealed bellows.
A diffusion pump backed up by a mechanical roughing
pump provide the necessary vacuum.
Electrical connections
for crack measuring were fed into the chamber through vacuum
sealed ports.
Vacuum loads were measured by evacuating the
chamber with the testing machine in stroke control and were
taken into account in the data reduction process.
6.4
EXPERIMENTAL RESULTS
6.4.1
CRACK PROPAGATION IN VACUUM ENVIRONMENT
The results in vacuum environment of the fatigue crack
propagation behavior in 2Cr-l%Mo
steel are shown in fig. 6.1
for load ratio of 0.05 and 0.80.
Crack growth rates are
lower for low load ratio in the range tested; however, it
would appear that at higher crack growth rates there is no
significant influence of load ratio on the rates.
threshold stress intensities were 6.9 MPaVT2
and 5.1 MPaV hF for R = 0.80.
The
for R = 0.05
This is the closest
range
threshold values obtained for the two load ratios in the
of
-1so0NP/DP
(aIDu3/u!)
00- I ·I r
'0
_I·r_···
I0
_···_·1
·
1111I
I-
CD
111 11
ji
I
·
I0
______
l-
· _··__r _ ·
I
1 ll'
I t
I
I0
10
_ _________
I
1 I
11111
I
C
'n
CD
10
I
I
I
0
N
(W
0
E
0o
0
IIrI
oO
C
a
o
0(D
,
E
!M
OL
0 oI_
1
10
0_
0c0
.
0r
0rn)
C:
O
o
0o
0CJ o_
13.
U6
I0
o
w
i
<)
0
I
a)
.D
F-
Z
C
Q)
zZ
0
U)
CM
(f)
I-
1O
i
i
~~L~
_)
O-
I
y
,,
_
'o
o,
.,:
i
Y
,
O3
)<
)
-
03
C
Z
Ld
LLJ
0
F
U)
0 o,)
C, (. r
l
CW
W
o
0aO
i.
b
I
-
0
0
2 -
0N,
N
.
T
V.
cuO
x
CC
o
LL
il >::
CM
LIIII
N
O
I1ll
to
III
..............
I
I
I111
t0
(alsA/ww) NP/°p
I I
,..-...-.
I,
Il
'I, '
to
,Ii
I . 1,.
.
.I.,.i.
.
To
.
.
.
.
'
I ,,.'
'
.' ,
,o
'31Vd NOIV9VdOt d NODVE3 3n91vl
'
I
' L
'
r~~l
_
-
i0
L.
-181environments tested in this investigation.
It is consistent
with the observation that crack growth rates in vacuum tend
to be insensitive to load ratio effects.
Comparison of the crack propagation behavior in
vacuum with those obtained in other environments are aimed
to stress the environmental effects at low load ratio.
6.4.2
CRACK PROPAGATION IN MOIST AIR AND VACUUM ENVIRONMENTS
The comparison of crack propagation behaviors in vacuum
and
in
moist air environments is of interest given that
moist air enhances embrittlement with load ratio.
Moist air
was found to yield lower threshold than helium or gaseous
hydrogen
at R = 0.80.
This is caused by an embrittlement
effect product of the water-metal reaction.
Furthermore, at
load ratio of 0.05 moist air gives rise to the highest
threshold value of the above mentioned environments due to
the oxide enhanced crack closure.
The results of crack
propagation as a function of stress intensity
K for vacuum
and moist air are presented in fig. 6.2 and indicate the
following behavior:
1 - In vacuum the effect of load ratio on threshold is
drastically reduced from that observed in moist air environment.
The threshold results are:
-182-
(ala0/u!)
0
II II II
O
_
O
'0
'0
'o
.1 - 1 .1
I"""
I
rT
I'
.-
I
I.....
.
NP/DP
'0
'O
. I
' '
r
I""
'0
--· ----
' '
0
'0
I"""
III I Tr
I
-
0
o
nA
0-
O
o
o
C
rc
t0 ,
_
0
E
o
O
Q
0
0
0Idj _
S
o
O
t
_%
0rr> _
0
i
A
0cJ
o
0
o
o
O
Id
.
*_
o
a)
(I
NI
-,-
'I
db
lk
Zi
Y-
h
I
: . '-
·
0
CD
0
X_r
tO
0
-J
(D
.° )
C
IE
z
qb
%
%"
Z
Io
'0
LO
%
0
o
_
-W
a -~h
ao
o; o o
M.
.,
c'j
li
LLJ
H
-o
co
0
I
uu
3-
0
O
o
Ia
o
0
oC
O~
In ) >^ -Q
u
a0 ' C
cr- IV
>0
6- E
UL
cr
o °E
N V)u w
0o ..
0
E T
-
CNI
II
0O
0O
o
C
0
C
o07
E
('JI
0
Oh0
PC-
0
ton
UY.-L-
I
I,
U
Q- o
,, I I,
I1f,,,
1,
,,11 1
I
ww) NP/P
N0 ,
(alO/b)/Ww) NP/DP '3LV8 NOIV9VdOd
I1111
Ml~
1,
I
I
I-,
>
31
o
>IDVEI 3D.
,
1,
I L
Vo
_-!
'O0
-183Environment
Threshold
AK
(MPaVi')
R = 0.05
R = 0.80
Moist air
9.0
2.9
Vacuum
6.9
5.1
the ratio of threshold values at R = 0.05 and R = 0.80 is
reduced from 3.10 in moist air to 1.38 in vacuum.
2 - At high load ratio vacuum environment increases the
threshold value with respect to moist air.
observed at low load ratio:
The opposite is
vacuum decreases the threshold
value with respect to moist air.
3 - At high crack growth rates ( 10-5 mm/cycle), moist
air environment produces higher growth rates than vacuum in
the entire range tested.
4 - There are crossover points
of the moist air low
load ratio results with those in vacuum showing that below
a critical stress intensity the moist air environment appears to reduce the crack growth rates with respect to the
results obtained in vacuum.
6.4.3
COMPARISON OF CRACK PROPAGATION IN VACUUM WITH OTHER
ENVIRONMENTS
AT R = 0.80
At high load ratio a small amplitude cyclic load is
superimposed on a high strain static mean load that maintains
the crack open during cycling.
Crack closure is nonexistent
or negligible and therefore crack propagation variations with
environment represent the environmental effects only.
-184A comparison of the results in vacuum environment with
the high load ratio results in moist air, hydrogen and helium
environments is shown in fig. 6.3.
The following observations
are important:
1 - In vacuum
environment
tained at 5.1 MPaVTmF
at R = 0.80 a threshold
is ob-
comparatively higher than the
threhsold obtained in moist air, helium, or hydrogen of about
3.0
0.1 MPa/mF
.
2 - Moist air and hydrogen gas environments produce
consistently higher crack growth rates than those obtained
in vacuum or helium in the range of stress intensity tested.
3 - At crack growth rates above 10-5 mm/cycle
LK
12 MPa--i),
( or a
the fatigue behavior in helium environment
is essentially the same as that observed in vacuum environment.
It is also in this range that the load ratio effect
is very small.
4 - The most striking observation is the large difference in fatigue behavior near-threshold resulting from
helium and vacuum environments.
It is assumed that under
these conditions no closure or environmental effects are
present and the interpretation of these results may lie
in the deformation mechanisms as will be discussed later.
6.4.4
COMPARISON OF CRACK PROPAGATION IN VACUUM WITH OTHER
ENVIRONMENTS
AT R = 0.05
The fatigue crack propagation behavior at low positive
load ratios near-threshold has been observed to be affected
-
18S
(alA33/u!)
0fl-
1I1I
'0
I
0
-r111771 1 1
111111
I
I
NP/DP
111111
I
I.,.
'O
11·11·1 ·
I
I
IlI
I
I'
'0
· · ·- 1·1·-
·
1. I1 I
II
'O
I
'
I11
l
0i
a
*_.
0
n
O
o00
o
E
I
t
0
_
(D
0
'0
ca
0
1
CQ
I
>1
oo
_00-i X 0..
_
-
_ n Q
:3
0
IT
\a
O
coO
0OJ _
0
0
a)0
'O
C
Z
E
o
-o
IN
a
0(5
_l.
ii
In
V.,
0
%.
I
lx,
cr-
o
E
c
C C'
C
_
'C)
44
0
_
o·oo*
-
CD
-J
LLJ N
LI
!--
o
O
~~~oo
o
..
U
IL~~I(c
wB
0
c,- o
Q
a
a
I.
LD
U)
U)
cU:
)
,,
D
0)
1I
U) (D
0
o
N
0
0 O
bX
_
0L
0>, w
E -c
rI
c
n a
C)
c)
C
p 0w
>
C
0,-o
to
N
O
&
C)
E
O
'.
C
E,
OE,
J E Cf>
0o
e
QC O
0 0: 0
'0
em
.2
·-
CJ
......I I 1 I
I
1· A I
I
I
I
.
...
i
,I
i1111
,
I
lI II ,,,I I 1
,10
o
,0
N0
0
(al3/ uw) NP/DP'31V NOIlJ/9D:OC:d )>Vt3
1,.
.
I
............. i~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
3n
3NlI1~-!
0
-186by the crack closure phenomena. Crack closure and load
transfer at discrete points in the wake of the crack before
cycling reaches the minimum load
produces a reduced ef-
fective stress intensity at the crack tip.
The overall ef-
fect is a contribution of the plastic strain to fracture,
the fracture surface roughness determined by the microstructure and environment, the oxide thickness formed on the
crack surface and the Mode II loading activated near
threshold.
In vacuum environment crack closure at low laod ratio
is also thought to be affected by rewelding due to adhesion
of bare metal surface.
Rewelding would increase the load
at which the crack opens but would not affect the closure
load.
The overall effect of reweldingon crack closure or
fatigue behavior is not clear.
Comparison of results obtained in vacuum with those obtained in moist air, dehumidified air, oxygen and hydrogen at
low load ratio is shown in fig. 6.4.
The following obser-
vations are of particular importance:
1 - Vacuum results at R = 0.05 give higher threshold
and lower crack growth rates than dehumidified environments
of air, oxigen and hydrogen, however the effect decreases
at higher stress intensities indicating that dehumidified
environments produce crack growth rates in-between those of
vacuum and moist air.
-197-
0p,0
__
'0
'0
11111 I
I
(al,3/U!)
'0
,T
liff1I
NP/D
'o
TrI
0'
I0
'0
'o0
TTT Tl
·
i
I
l i l
0
l
0
t
u
-
aD
0
¢C
Q
00
CL
-
0
0
oo
Co
o,
0)
ocro
S0~
0
0
A6
0
rt)
on
0Co
I>
a
0
0
o
r
(I<
z
z
af
H
(r
C
E
0
Ow
Uf)
F-LJ
o
*oE
I
W
OnZ
G
co
-O.
oc
ro
0Cn
o
0
Wi
n-
tn
rc-o
oQ
0
._
.Don
C'
0
Oi
a,
d
· oo
0
rr
zC-
d"C~
In
C~
0
Lrl
4 0oa
N
Li
o.
I'
C)
or
o
N
C
CI
C)O
o06)
N1I
U)
-
c
C).
(3
w
>.
a L
U) LL
o
0
"If
Q
2
C7
C.
o
._
o
O
L
0
o4a,
o
11
-C
E
0
V
.S S?V-TC N
0 _o~X..
C)
C\j
E,
r
o,
E
E-pE
-ro
V,
E E E oc D m - V
.c ar' o- O
L
-a o.)D > E
*CVV, >E
C
>
V
O\
o
.......
Z
C0r.-
,L
1
,1
I
I
-
C1
1I
1
, I
I
I I,,
l_
·......i
I I I
.
1o
(al pAO/ wU) NP/DP '31'V NOiV9VdOdd
:)V:D 3nDitii
o
r
,o
-
I'0
,I I
o
r
. . . . . . . . . . . . . . . . . . . . . . . .
I .
...........
C>J
'0
OD
-1882 - The presence of water vapor has two opposite
effects on the crack growth rates at R = 0.05 when compared
to other environments:
i) at high crack growth rates (or high
K), moist
air produces higher crack growth rates than vacuum or dehumidified environments.
These are however crossover points
below which the second effect is apparent;
ii) near threshold the crack growth rates in moist
air are reduced below those of dehumidified environments
and vacuum environment.
Moist air gives rise to the highest
threshold of the compared environments and would appear to
be more beneficial than oxygen, hydrogen and vacuum!
3 - It is also noted that the crack propagation behavior in vacuum at R = 0.80 follows quite closely the trend
observed
6.4.5
in dehumidified
environments
at R = 0.05.
FRACTOGRAPHY
The characteristic fracture morphology produced in
vacuum
is shown
load ratios
in fig. 6.5 and fig. 6.6 for low and high
respectively
(R = 0.05, R = 0.80).
Essentially
the fracture surface near-threshold appears very smooth and
there is not evidence of microstructurally-determined fracture features (grain size/ 40 pm).
At low
load ratio (R =
0.05) the fracture surface shows areas where the surface
appears flattened as if caused by compressive loads during
closure.
However, the lower threshold in vacuum than in
-
1813-
AK= 12 M Pa v/
THRESHOLD
AKo= 6.9 MPao /
zZ
O
Q
0
CC
Q.
o
cr
U
VACUUM R=O.05
Fig. .5 Characteristic fatigue fracture morphology
produced in vacuum environment near-threshold
at R=0.05 .
-
-
qO-
AK= 14 M Pa /'
--
'
THRESHOLD
AKo=5.1 MPaoJ/
z
0
Cr
U
VACUUM
R= 0.80
Fig. 6b Characteristic fatigue fracture morphology produced
in vacuum near- threshold at R=0.80.
-191moist
air
(R = 0.05) is proposed
to be the result of a
smooth fracture surface, and the reduction of roughness and
oxide-induced closure.
6.5
CONCLUSIONS
Fatigue crack propagation in vacuum environment pro-
duces smooth fracture surface with no apparent microstructural influence.
The threshold at low load ratio decreases
from that of moist air because closure effects are reduced
by eliminating the microstructurally-sensitive, rough
fracture surface.
At high load ratio, threshold increases and growth
rates decrease due to embrittlement; consequently there is
a large degree of plasticity.
In vacuum a reverse motion of dislocation in slip planes
ahead of the crack tip can occur.
Dislocations originate
at the fracture surface, move and pile up against obstacles
during loading; during unloading the back stress of the
pile-ups force dislocation back to the free surface until
the friction stress of the material is reached.
This
process reduces "accumulated fatigue damage" resulting in
reduced growth rates.
-192-
REFERENCES
1
Press, Syracuse,
1964, pp. 107 - 132.
N.Y.,
2
H.H. Johnson and P.C. Paris, Journal
Mechanics , vol. 1, No. 3, 1968, p. 3 .
3
R.
Con.
"Proceedings
P. Wei,
Syracuse
Approach",
Interdiciplinary
"Fatigue - An
Paris,
P.C.
University
of
Engineering
Fracture
Aspects
of Stress
on the Fundamental
National
R. W. Staehle, ed.,
NACE-1,
Cracking",
Corrosion
Association of Corrosion Engineers, Houston, TX, 1969, pp. 104-112.
4
R.
Review , Nos. 5 and 6,
Metals
International
Ritchie,
O.
1979,
p. 205.
5
ASME.D),
6
1963, 85, p.
F.
8
11
N. Walker and C.J.
Vol.
Structures,
1-14.
Beevers,
1, 1979, pp.
Fatigue of Engineering Materials and
139-148.
Fracture
S. Purushothaman and J.K Tien, Proc., Conf. "Strength of Metals and
ICSMA5, Pergamon Press,
New York,
Vol.
2, 1979, p. 1267.
C.J. Beevers, Metals Science , Vol. 14, 1980, p. 418.
P.C. Paris.,
American
16
of Envrionment and Complex Load History on
STP 462, 1970, pp.
Y. Nakai, K. Tanaka and T. Nakanishi, Engineering
Mechanics, Vol. 15, No. 3-4, 1981, pp. 291-302.
Alloys",
15
Fracture
Acta Metallurgica , Vol. 11, 1963, p. 703.
P.J.E. Forsyth,
14
of
7, 1975, pp. 429-439.
10
13
of Basic
A. Otsuka, K. Mori and T. Miyata, Engineering Fracture Mechanics,
Vol.
12
Journal
Journal
International
Ratwani,
M.
ASTM.
Life,"
Engle,
R.M.
6, 1970, p. 379.
Walker, "Effects
E.K.
Fatigue
9
and
Vol.
and
ASME.89 D) 1967, p. 459.
(Trans.
Erdogan
Mechanics,
(Trans.
528
Kearney
V.E.
Forman,
R.G.
Engineering
7
Erdogan, Journal of Basic Engineerinq
Paris and F.
P.C.
R.O.
Ritchie,
Materials
R.J.
Bucci, E.T. Wessel, W.G. Clark, and T.R. Mager,
Society for Testing
S. Suresh,
and Technology
and Materials,
STP 513, 1972, p. 141.
and C.M. Moss, Journal of Engineering
, vol.
102, 1980, p. 293.
-19317
18
P.C. Paris, R.J. Bucci, E.T. Wessel, W.G. Clark and T.R. Mager,
American Society for Testing and Materials, STP 513, 1979, p. 106.
R.O. Ritchie, Journal of Engineering Materials Technology , (Trans.
ASME, H), Vol.
19
20
R.J. Cooke, P.E. Irving,
G.S. Booth and C.J.
Fracture
7, 1975, p. 69.
P.E.
Mechanics , Vol.
Irving
1974, p.
21
99, 1977, p. 195.
and C.J.
Beevers, Metallurgical
Beevers, Engineering
Transactions
, Vol. 5,
391.
W. Elber, American Society for Testing and Materials, STP 486, 1971,
p. 230.
22
R.A.
Schmidt and P.C.
Materials,
23
Paris,
American Society for
Testing and
STP 536, 1973, p. 79-94.
R.O. Ritchie, in Fatigue hhresholds, proc. 1st. Intl. conf.,Stockholm,
3acklund, A. Blam and C. J. Beevers, eds., EMASPubl. Ltd. U.K. 1981.
J.
24
25
R.O. Ritchie, R. Fuquen-Molano, Annual Report No. 2 to Fossil
Energy Division, D.O.E., Oct. 15, 1980. (MIT Fatigue and Plasticity
Laboratory Report No. FPL/R/80/1035).
R.A.
Schmidt and P.C.
Materials,
26
W.H.
1976, p.
29
Bamford
and D.M.
J. Barson, E.J.
1970, p. 301.
T.C.
Vol.
30
Lindley,
43,
Imhof,
C.E.
1976, p.
Moon, "Corrosion
79",
Prod.
NACE Meeting,
NACE.
and S.T.
Richard,
Rolfe,
and R.O.
Eng. Fract.
Mech.
, Vol.
2,
Ritchie, Metall. Met. Form ,
268.
R.O. Ritchie, Journal of Engineering Materials Technology , (Trans.
ASME, H), Vol.
Ritchie,
99, p. 195.
Metals Science , vol.
31
R.O.
32
N.E. Frost, Proceedings,
1959, pp. 811-836.
33
Testing and
154.
March 1979; Houston, TX.,
28
American Society for
J. Mautz and V. Weiss, American Society for Testing and Materials,
STP 601,
27
Paris,
STP 536, 1973, p. 79.
N.E.
pp.
Frost,
15-22.
Journal
11, 1977, p. 368.
Institution
of Mechanical Engineers,
of Mechanical Engineering
173,
Science , 5, 1963,
-194of Mechanical Engineering
34
N.E. Frost, Journal
pp. 203-210.
35
S. Usami, and S. Shida, Fatigue of
Structures , vol. 1, 1979, pp. 471-482.
36
Pearson,
S.
pp. 235-247.
37
N.E.
American
Dowling,
ASTM-STP
38
Engineering
Fracture
Society
Science , 6, 1964,
Engineering
,
Mechanics
for
Testing
Materials
vol. 7,
and
and
1975,
Materials,
637, 1978.
Second
Proceedings of the
and S. Takahashi,
H. Kitagawa
International Conference on Mechanical Behavior o Materia s, Boston,
1976, pp. 627-631.
39
40
Y. Nakai and K. Tanaka, Proceedings of 23rd Japan Congress on
Materials Research, 1980.
R.A. Smith, International Journal of Fracture , vol. 13, 1977, RCR,
pp. 717-720.
41
42
M.H. El Haddad, T.J. Topper and K.N. Smith, Engineering Fracture
Mechanics , vol. 11, 1979, pp. 573-584.
K. Tanaka,
43
Nakai and M. Yamashita,
Y.
, Vol.
Fracture
International
Journal of
17, No. 5, 1981, pp. 519-533.
S. Taira,
K. Tanaka, M. Hoshina, American Society for Testing and
Materials,
STP 675, 1979, pp.
35-162.
44
C.F. Meitzner, Welding Research Council Bulletin , 1975, No. 211.
45
A.G. Vinckier
and A.W. Pense, Welding Research Council Bulletin
1974, No. 197.
46
K.E. Jones, Conf. Proceedings on "Welding of Creep
Steels", Welding Institute, 1970, p. 66.
Resistance
47
J.M. Brear and B.L. King, Proceedings of Conference
Boundaries, Metals Society, London, 1976
on Grain
48C.J. McMahon, Jr., R.J. Dobbs and D.H. Gentner,
Engineering , vol. 37, 1979, pp. 179-186.
49
C.A.
vol.
50
Hippsley, J.F.
28, 1980, pp.
Materials Science and
Knott and B.C. Edwards, Acta Metallurgica,
869-885.
L.A. James, Welding Journal,
1973, p. 173-S.
Research Supplement , Vol. 52, No. 4,
-19 5and R.M. Pelloux,
51
S.M. El-Soudani
pp. 144-152.
52
C. Chen,
A .W. Thompson and I.M.
Bernstein,
Transactions A , Vol. 11A, 1980, pp. 1723-1730.
53
M. Parry, N. Nordberg and R.W. Hertzberg, Welding Journal Research
Supplement , vol. 51, No. 10, 1972, p. 485-S.
54
D.J.
Gooch and
pp. 405-411.
55
P.E. Bretz, B.L. Braglia and R.W. Hertzberg, Proc., 5th Bolton
Landing Conf. on "Weldments:
Physical Metallurgy and Failure
E.F. Nippes, H.D. Solomon;
Phenomena", eds., R.J.
Christoffel,
G.E. Co., 1979, pp. 271-283.
56
R.W. Armstrong,
57
Y. Nakai, K. Tanaka, and T. Nakanishi, Engineering
Mechanics , vol. 15, No. 3-4, 1981, pp. 291-302.
58
A.W. Thompson and W.A. Backofen, Acta Metallurgica , Vol. 19, 1971,
King,
B.L.
Metallurgical
Welding Journal
Metals
, May 1975,
Metallurgical
Technology
Transactions
, vol.
,
Nov. 1979,
1, 1970, p. 1169.
Fracture
pp. 597-606.
59
R.O.
Ritchie,
International
Metals
Reviews
,
Nos. 5 and 6,
1979,
pp. 205-230.
60
R.K. Priddle, Scripta Metallurgica , vol. 12, 1978, p. 49.
61
J.L.
Robinson and C.J.
1973, p.
Beevers, Metals Science Journal
, Vol. 7,,
153.
C.J.
63
E. Hornbogen and K.H. Zum Gahr, Acta Metallurgica
pp. 581-592.
64
J. Masounave and J.P. Bailon, Proc. 2nd International Conf. on
"Mechanical Behavior of Materials", Boston, 1976, pp. 636-641.
65
K. Minakawa, Y. Matsuo and J. MlcEvily, Metallurgical
vol. 13A, 1982, pp. 439-445.
66
W. Elber, Engineering Fracture Mechanics , vol. 2, 1970, pp. 37-46.
67'
Beevers,
Metal Science , 1980, p. 418.
62
B. BudianskY,
Vol.
J.W.
Hutchinson,
45, 1978, pp. 267-276.
Journal
, vol. 24, 1976,
Transactions
of Applied
,
Mechanics ,
-196Third
International
Conference on
68
T.C. Lindley and C.E. Richards,
Fracture, Munich, 1973.
69
G. Marci, P.F. Packman, International Journal of Fracture , vol. 16,
1980, pp.
133-153.
and
R.O.
Ritchie,
Metallurgical
70
G.F. Zaminski,
S. Suresh,
Transactions , vol. 12A, 1981.
71
K. Minakawa and A.J.
pp. 633-636.
72
D.E. McCabe and J.D. Landes, "Design Properties of Steels for Coal
Conversion Vessels," Final Report to EPRI, Research Project 627-1,
McEvily,
Scripta Metallurgica , vol. 15, 1981,
March 1980.
73
G.H. Aronson, and R.O. Ritchie, Journal of Testing and Evaluation,
vol. 7, 1979.
74
Du Comite Pour L'Etude Du Fluage Des Metaux Aux
"Travaux
Burxelles, January, 1962. (Work
Temperatures Elevees", I.R.S.I.A.,
of the committee studying Creep of Metals and Elevated Temperatures;
published by
the
Research in Industry
Institute
for
the
Encouragement of Scientific
and Agriculture.)
Welding Journal,
75
W.F. Savage, E.F. Nippes and E.S. Szekeres,
Research Supplement , vol. 55, 1976, p. 260-S.
76
W.A. Baeslack, J.C. Lippold, and W.F. Savage, Welding Journal,
Research Supplement , vol. 58, 1979, p.168-S.
77
A. Gyster and G.
G. Terlinde,
L. Lindigkeit,
Metallurgica , vol. 27, 1979, pp. 1717-1726.
78
C.M. Moss, S.M. thesis, M.I.T.,
79
H.J. Gough, and D.G. Sopwith, Journal,
1932, p.
Lutjering,
Acta
Sept. 1979.
Institute of Metals , vol. 49,
93.
80
N.J. Wadsworth, Internal Stresses and Fatique in Metals , (eds.,
Rasweiler and Grube), p. 382 (Elseuier, Amsterdam, 1959).
81
T. Broom and A.J.
Nicholson, Journal
Institute
of Metals
vol. 89,
1961, p. 183.
Bradshaw and C. Wheeler, Applied Materials Research , 1966,
82
F.J.
83
G.G. Hancock and H.H. Johnson, Transactions
Society of AIME , vol. 236, 1966, pp. 513-516.
of the Metallurgical
-19784
R.P.
Wei,
P.S.
Pao,
R.G.
Hart,
T.W.
Weir
and G.W. Simmons,
Metallurgical Transactions , vol. 11A, 1980, pp. 151-158.
Transactions,
85
G.W. Simmons, P.S. Pas, and R.P. Wei, Metallurgical
vol. 9A, 1978, pp. 1147-1158.
86
A.R.C. Westwood, "Strengthening Mechanisms in Metals and Ceramics,
Proc. of the 12th Sagamore Army Research Conference (ed.,
J.J. Burke, N.L. Reed, V. Weiss), 1966, pp. 407-429.
87
J.H. Westbrook, Environment-Sensitive
and Breach, NY, 1966.
88
Environment-Sensitive
H. Nichols and W. Rostoker,
Behavior , Gordon and Breach, NY, 1966.
89
D.J. Dwyer and G.W. Simmons, Surface
pp. 617-632.
90
P. Smith and A.T. Stewart, Metal Science , July 1979, pp. 429-435.
91
R.P. Wei, American Society for Testing and Materials, STP 675, 1979,
pp. 816-840.
92
D.P. Willaims and H.G.
1970, pp. 63-68.
93
D.P. Williams and H.G. Nelson, Metallurgical
1972, pp. 2107-2113.
Transactions
94
H.G.
Nelson, D.P. Williams, and A.S.
Transactions , vol. 2, 1971, pp. 953-959.
Tetelman,
95
F.J. Bradshaw and C. Wheeler, International
Mechanics , vol. 5, 1969, pp. 255-268.
96
C.M. Moss, M.S. Thesis, Sept. 1979, M.I.T.
97
G. F. Zamiski, M. S. Thesis, Aug. 1980 M. I. T.
98
S. Suresh, Ph.D. Thesis, Sept. 1981, M.I.T.
99
J. Toplosky,
100
P. Liaw, S J Hudak Jr.,J . Keith Donald, 14th National Symposimui
Fracture Mechanics, 1981.
101
Mechanical Behavior , Gordon
Science , vol.&64,
Nelson, Metallurgical
Transactions
Journal
1977,
, vol.
18,1970,
p. 753.
1,
, vol. 3A,
Metallurgical
of Fracture
M.S. Thesis, June 1981, M.I.T.
W. Wriedt and R. A. Oriani, Acta Metallurgica,
vol.
Mechanical
102
-198R.P. Skelton and J.R. Haigh, Materials Science Engineering , vol. 36,
1978, p. 17.
103
J. Toplosky and R.O. Ritchie, Scripta Metallurgica ,vol.15,
pp 905-
908, 1981.
104
S.
Dushman,
Foundations of Vacuum Technique , Second
Scientific
Edition, J.M. Lafferty, ed., p. 88, Wiley, 1982.
105
F.C.
Chemisorption of Gases on Metals , Academic Press,
Tomkins,
1978, p. 20.
106
107
W.L. Worrell, and E. T. Turdogan, Trans. AIME, vol.242,1968,
p.1673.
in Heterogeneous Kinetics at
L.S. Darken and E.T. Turkdogan,
(G.R. Belton and W.L. Worrel, eds.) Penum
Elevated Temperatures
Press, New York, 1970, pp. 25-99.
108
S. Suresh, C.M. Moss, and R.O. Ritchie, Transactions Japan Institute
of Metals , vol. 21, 1980, p. 481.
,
vol.
145,
1941,
110
A.S. Tetelman, "Fundamental Aspects of Stress Corrosion Cracking,"
National Association of Corrosion Engineers, Houston, 1969, p. 464.
111
R.P. Frohmberg, W.J. Barnett,
, vol. 47, 1955, pp. 892-925.
H.H.
Johnson,
TMS-AIME
113
E.A.
114
115
Morlet,
and A.R.
Troiano,
Transactions
, vol.
F.W. Scholler, and A.R. Troiano, Transactions
215, 1959, pp.
1048-1052.
A.R. Troiano, Transactions ASM , vol. 52, 1960, pp. 54-80.
R.A.
p.
116
ASM
and A.R. Troiano, Transactions
, vol. 212, 1958, pp. 528-536.
Stigerwald,
TMS-AIME
J.G.
Sims,
Transactions
and
C. Zapffe
pp. 225-237.
112
C.
AIME
109
Oriani,
Bunsen-Gesellschaft
Phys.
Chem.
, vol.
76,
1972,
848.
R.A.
pp.
Oriani
and P.H. Josephic,
Acta Metallurgica
, vol. 22, 1974,
1065-1074.
117
N.O. Petch and P. Stables, Nature , vol. 169, 1952, pp. 842-843.
118
A.L.
West and M.R. Louthan, Jr.,
10A, 1979, pp.
119
G.M. Pressouyre
89- 100 .
Metaliurgical Transactions
, Vol.
1675-1682.
and
.M.
Bernstein,
Acta Metallurgica
, Vol.
27, p.
-199120
G.M. Pressouyre, Acta Metallurgica , vol. 28, 1980, pp. 895-911.
121
J.D. Landes and R.P. Wei, International Journal of Fracture , Vol.49,
1973, pp. 277-293.
122
S.J. Hudak, Jr. and R.P. Wei, Metallurgical Transactions , Vol. 7A,
1976, pp. 235-241.
123
C.M. Ransom and P.J. Ficalora, Metallurgical Transactions
,
vol. 11A,
1980, pp. 801-807.
124
J.D.
125
R.P.
Fast, Philips Technical Review , vol. 7, 1942, p. 74.
Gangloff
1977, pp.
126
J.T.
Vol.
127
128
and R.P. Wei, Metallurgical Transactions
, Vol. 8A,
1043-1053.
Ryder
and J.P.
92, 1970, pip.
Gallagher,
Journal
of Basic Engineering
,
121-125.
W.A. Van Der Sluys, Engineering Fracture Mechanics , Vol. 1, 1969,
pp. 447-462.
H.H. Johnston and A.M. Willner, Applied Materials Research , Vol. 4,
1965, p. 34.
129
R.P.
Vol.
Wei and G.W.
Simmons, International
Journal
of Fracture,
17, No. 2, 1981, pp. 235-247.
130 P.E. Irwing and C.J. Beevers, Metallurgical Transactions , vol. 5, 1974,
pp. 391-398.
131
R.J. Cooke, P.E. Irwing, G.S. Booth and C.J. Beevers, Engineering
Fracture Mechanics , vol. 7, 1975, pp. 69-75.
132
A.T.
133
P.E. Irwing, J.L. Robinson, and C.J. Beevers, Engineering Fracture
Mechanics , Vol. 7, 1975, pp. 619-630.
134
V. Bachmann and D. Munz, Engineering Fracture Mechanics , vol. 11,
1979, pp. 61-71.
135
J. Petit and C. Gasc, Fatigue of Engineering
lM..C. Lafarie-Frenot,
Materials and Structures , Vol. 1, 1979, pp. 431-438.
136
T. Scott, "Materials For Coal Liquefaction," Proceedings of Fourth
Annual Conference on Materials for Coal Conversion and Utitlization,
Oct. 1979, U.S. Department of Energy, Washington,
Gaithersburg,
D.C., 1979, pp. KI-K59.
Stewart, Engineering Fracture Mechanics , Vol. 13, 1980.
-200137
138
W. Lochman, "Materials Design Requirements for Coal conversion",
Proceedings of Fourh Annual Conference on Materials for Coal
conversion and Utilization, Gaithersburg, Oct. 1979, U.S. Department
of Energy, Washington, D.C., 1979, pp. 1-31.
R.J.
Wasilewski and G.L.
Kehl,
Metallurgia
, Vol. 50, 1954, pp.
225-230.
139
W. Beck J., O.M. Bockris, J. McBreen, and L. Nanis,
Royal Society (London), Vol. A290, 1966, p. 220.
140
D.I.
Phalen and D.A.
Vaughan,
Proceedings
of
Corrosion , NACE, Vol. 24, 1963,
No. 8, p. 243.
141
Stein, "Gas-Phase Hydrogen Permeation
Nelson and J.E.
H.G.
Through Alpha Iron, 4130 Steel, and 304 Stainless Steel from Less than
100 C to Near 600'C", NASA Technical Note, NASATND-7265, Ames
Research Center, Moffett Field, CA., April 1973.
142
S.J. Hudak, Jr.,
1976, pp. 235-241.
and R.P. Wei, Metallurgical Transactions , vol. 7A,