APR 0 6 2005 Hong-Ren Wang
advertisement

Gradient-Index (GRIN) Lenses by Slurry-Based Three-Dimensional Printing
(S-3DPM)
gtv
I......
MASACHUSETTr S IN fI'UE
Hong-Ren Wang
OF TECHNOLOGY
B.S., Chemical Engineering (1995)
National Taiwan University, Taiwan
APR 0 6 2005
I I fDADIro
LI. .
.I
I
% CJ O
Master of Science, Matenals Science and Engineering (1997)
National Tsing Hua University, Taiwan
Submitted to the Department of Materials Science and Engineering
in Partial Fulfillment of the Requirements for the Degree of
DOCTOR OF PHILOSOPHY
in Materials Science and Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNILOGY
February 2005
C 2005 Massachusetts Institute of Technology
All rights reserved.
Signature of Auther
Departmenoi Materials Science and Enjring
January 12, 2005
Certified by
-
-
-
Michael J. Cima
Sumitomo Electric Industries Professor of Engineering
Thesis Supervisor
Accepted by
Carl V. Thompson II
.Stavros Salapatas Professor of Materials Science and Engineering
Chairman, Departmental Committee on Graduate Students
1
Gradient-Index (GRIN) Lenses by Slurry-Based Three-Dimensional Printing
(S- 3 DPTM)
By
Hong-Ren Wang
Submitted to the Department of Materials Science and Engineering
In Partial Fulfillment of the
Requirements for the Degree of Doctor of Philosophy in
Materials Science and Engineering
Abstract
GRIN lenses with vertical index variation and radial index variation have been successfully
fabricated using S-3DPTM. Two silica-based material systems, A12 0 3-SiO2 and BaO-SiO 2 , have
been studied and used for the fabrication of GRIN lenses. Aluminum nitrate was dissolved in
water to provide the dopant salt solution for S-3DPTM . The pre-sintering treatment at 1000 °C for
24 hours in. vacuum (-5x10-6 torr) was used to remove the hydroxyl groups that cause bubbles
during sintering. The sintering condition for the A12 0 3-SiO 2 material system was found to be
1650 C for 30 minutes in vacuum. Two alumina-doped silica GRIN lenses with vertical index
variation, Design 1.63% max and Design 2.5% max, were fabricated with effective focal lengths
of 10.00 cm and 6.10 cm, respectively. An alumina-doped silica GRIN lens with radial parabolic
index variation also was fabricated with effective focal lengths of 63.75 cm in the x direction and
52.50 cm in the y direction. The BaO-SiO 2 material system, which has a 2.4 stronger index
changing ability than the A12 0 3-SiO 2 material system, also was developed. Barium acetate was
used as the dopant source. The pre-sintering treatment was found to be 900 °C for 18 hours in air
to convert barium acetate to barium oxide. The sintering condition was found to be 1725 °C for
10 minutes in vacuum. A barium oxide-doped GRIN lens with radial parabolic index variation
was fabricated. Its effective focal length was measured to be 14.63 cm in the x direction and
11.14 cm in the y direction. The barium oxide concentration profiles were measured. The
theoretical focal lengths were calculated and compared with the effective focal lengths.
Thesis Supervisor: Prof. Michael J. Cima
Title: Sumitomo Electric Industries Professor of Engineering
2
ACKNOWLEDGEMENTS
First my sincere thanks go out to my advisor Michael Cima. His guidance had a major impact on
my professional development over the years.
His constant encouragement, support, and
counseling enable me to stand by myself with confidence. I would like to thank my committee
members, Prof. Yet-Ming Chiang and Prof. Emanuel Sachs, for their valuable advice and
guidance. I also would like to thank Army Research Office, Naval Research Office, and TDK for
their supports in the funding for this research.
The 3DP experiments in this thesis can not be done without the helps from the staff in Prof.
Sach's group.
Jim Serdy's hand-built DoD printhead is one of the keys to make these
experiments work. Chris Stratton's helps with the 3DP machine trouble shooting and computer
code generation are also appreciated. Finally, Brian Kernan worked with me to operate the 3DP
machine for very long hours. I will always remember the times we spent together trying to figure
out what was wrong with the 3DP machine late in the night as well as the discussions and
conversions we had during the long working hours.
I would like to express my appreciation to the staff in CPRL, John Centorino, Barbara Layne, and
Lenny Rigione. Their generosity and hospitality help me to settle down quickly as a new student
and create a very friendly working environment. I also would like to thank the CRPL postdocs
and students, especially Yawen Li. I wish her best luck in her coming final doctoral defense.
I would also like to thank my parents for their encouragement and support on everything I have
ever wanted to accomplish. They give me so much degree of freedom to persuade my goal and
still manage to help me in every possible way.
Thanks for having the confidence in me to
succeed.
Mostly I would like to thank my wife Ching-yin Hong for her love over the years. I am very
lucky to have her by my side to share the joy and bitterness in my life. Thank her for giving birth
to our son, Ethan. He is the best reward in this American journey.
3
TABLE OF CONTENTS
TITLE PAGE .................................................................
1
ABSTRACT .......................................................
2
ACKNOWLEDGEMENTS ....................................................................
3
TABLE OF CONTENTS ..................................................................
4
LIST OF FIGURES .......................................................................................... 8
LIST OF TABLES .................................................................
14
1. Introduction ..................................................................
15
1.1 Historical background of gradient-index (GRIN) lenses ....................................... 15
1.2 Types of GRIN lenses and their applications ................................................... 16
1.2.1 Spherical GRIN lens ...............................................................
16
1.2.2 Axial GRIN lens.............................................
18
1.2.3 Radial GRIN lens ..............................................................
20
.............................................
22
1.3.1 Optical telecommunication...............................................................
22
1.3.2 Imaging.................................................................
23
1.3 Applications of radial GRIN lenses .........
1.4 Fabrication of GRIN lens ...............................................................
1.4.1 Ion-exchange..............................................
1.4.2 Molecular stuffing.........................................................................
1.4.3 Sol-gelprocess ...................................................................
1.5 Three-dimensional Printing (3DPTM)
25
26
... 27
28
2.........................................
1.5.1 Conventional 3 DPTMfor structure materials............................................ 30
4
1.5.2 Modified 3DPTMforfunctionallygradedmaterials.......................................31
1.6 Thesis objectives .........
........
...............................
.................................. 33
1.7 Scope of thesis .................................................................
33
1.8 References ............................................................................................. 34
2. Alumina-Doped Silica GRIN Lens ...................................................
2.1 Introduction .................................................................
39
39
2.1.1 Silica-basedmaterialsystem ............................................................... 39
2.1.2 Dispersion of colloidalsilica................................................
40
2.1.3 Dopantselection ...............................................
....
43
2.2 Experimental Procedures .................................................
49
2.2.1 Materials.........
...........
...........
.................
2.2.2 Printing.................................................................
49
50
2.2.3 Heat treatmentand sintering............................................................... 52
2.2.4 Characterization...................................................................
52
2.2.5 Effctivefocal length measurement......................................................... 52
2.3 Results..................................................
55
2.3.1 Conversion of aluminum nitrateto alumina............................................... 55
2.3.2 Sintering of doped powder beds ............................................................ 56
2.3.3 Focallength of the sinteredsamples ................................................
2.4 Discussion ..................
.........
57
........................................ 62
2.4.1 Comparison of effective and theoreticalfocallengths ................................... 62
2.4.2 Migration of dopant ................................................................
63
2.4.3 Light diffraction caused by compositional variation.................................... 64
5
2.5 Conclusion ..................................................................
66
2.6 References ......................................................
66
3. Barium Oxide-Doped Silica GRIN Lens ............................................
3.1 Introduction ......................................................
68
68
3.1.1 Refractive index changingability of different oxides in silica........................... 68
3.1.2 Phase transformationof Group II-A oxides and silica................................... 70
3.2 Experimental procedures ......................................................
74
3.2.1 Materials.................................................................
74
3.2.2 Printing...................................................................
75
3.2.3 Characterization..............................................................................76
3.2.4 Heat treatment and sintering............................................................... 76
3.2.5 Effectivefocal length measurement........................................................ 76
3.3 Results ......................................................
79
3.3.1 Heat treatmentof barium acetate.......................................................... 79
3.3.2 Sintering of barium oxide-doped silicapowder bed ...................................... 82
3.3.3 Effectivefocal length measurement......................................................... 84
3.4 Discussion ............................................................
86
3.4.1 Sinteringbarium oxide-doped silica powder bed ......................................... 86
3.4.2 Comparison of effective and theoreticalfobcal lengths ................................... 92
3.5 Conclusion ......................................................
93
3.6 References ......................................................
94
6
4. Comparison of A120 3-SiO 2 and BaO-SiO 2 Material Systems .................... 96
4.1 Introduction .............................................................
96
4.2 Index changing ability of A120 3-SiO 2 and BaO-SiO2 Material Systems ..................... 96
4.3 Diffusion of A12 0 3-SiO2 and BaO-SiO 2 Material Systems .................................... 99
4.4 Viscosity of A120 3-SiO 2 and BaO-SiO 2 Material Systems .................................... 103
4.5 Sintering and crystallization of A120 3-SiO 2 and BaO-SiO 2 Material Systems ............. 105
4.6 Solubility of dopant salts and maximum possible index change ............................. 109
4.7 Figure of merits for the A120 3-SiO 2 and BaO-SiO 2 Material Systems ...................... I111
4.8 References ...................................................................
5. Future Works and Conclusion .
112
..................................................
114
5.1 Introduction . ............................................................
114
5.2 Other optical elements by 3DPTM ............................................................
114
5.2.1 Volume phase grating .........
...........
.....................
1.....................14
5.2.2 Computer-GeneratedHologram........................................................... 118
5.2.3 GRIN microlens array.................
..........
........
...........................l 19
5.3 Chromatic aberration correction .................................................................. 122
5.3.1 BaO-TiO2-SiO2-K20 materialsystem ................................................... 122
5.3.2 Human eye modeling - a real 3D index profile .......................................... 123
5.4 Droplet size reduction ..............................................................
124
5.5 Conclusion ..............................................................
124
5.6 References .............................................................
125
7
LIST OF FIGURES
Figure 1.1: Maxwell's fisheye lens ......................................................................... 16
Figure 1.2: The Luneburg lens .........
.........
...........................16
16.........
Figure 1.3: Axial GRIN lens with two flat surfaces and with curved surfaces ....................... 19
Figure 1.4: A Special axial GRIN lens with index changing plane normal to the optical axis.....20
Figure 1.5: A laser diode coupled with a radial GRIN lens to produce collimated light ............ 23
Figure 1.6: The coupling of two optical fibers with a radial GRIN lens .........
................. 23
Figure 1.7: A double Gauss photographic designed by Mandler in 1975 .........
............... 25
Figure 1.8: A new Gauss photographic object with 2 radial GRIN lenses .........
................ 25
Figure 1.9: Ion-exchange process flow ..................................................................
27
Figure 1.10: Sol-gel process based on the interdiffusion of Pb2 + and K + ions ........................29
Figure 1.11: The process flow of a conventional 3DPTM process .........
......................... 31
Figure 1.12: The process flow of a 3 DPTM axial GRIN lens ............................................ 32
Figure 1.13: The process flow of a 3DPTM radial GRIN lens ..................
.......... 33
Figure 2.1: The phase diagram of silica .................................................................
40
Figure 2.2: The influence of Stem potential on the total energy of the interaction .................. 42
Figure 2.3: Zeta potential of silica at different pH values ..............................................43
Figure 2.4: Refractive index change of silica with different oxides ..........
...................... 45
Figure 2.5: TGA result of titanium(IV) bis(ammonium lactato) dihydroxide .........................45
Figure 2.6: XRD result of the silica powder bed with titanium(IV) bis(ammonium lactato)
dihydroxide after heating at 500 °C for 4 hours in air ..................................... 46
8
Figure 2.7: The testing concentration gradient of TiO 2..................................................46
Figure 2.8: The picture of Sample #3 in Table 2.1 ....................................................... 47
Figure 2.9: The picture of Sample #7 in Table 2.1 ............................
........................ 47
Figure 2.10: The top part of the TiO 2 -doped silica powder bed sintering at 1750 °C for
30 minutes ...................................................................................... 48
Figure 2.1 l1: The bottom part of the TiO2 -doped silica powder bed sintering at 1750 °C for
30 minutes ...................................................................................... 48
Figure 2.12: The un-doped silica powder bed sintering at 1500 C for 30 minutes .................. 48
Figure 2.13: The TiO 2-SiO 2 phase diagram ............................................................... 49
Figure 2.14: The concentration profiles of alumina in the GRIN lenses of
(a) Design 2.5% max and (b) Design 1.63% max ........................................50
Figure 2.15: The concentration profile of the GRIN lens with radial index variation .............. 51
Figure 2.16: The transparent un-doped silica powder bed sintered at 1500 °C for 30 minutes....52
Figure 2.17: The schematic drawing of the experimental apparatus to measure effective focal
length .........
...........
.................................................
Figure 2.18: Optical ray-tracing diagram of Figure 2.17 .........
54
.................................... 54
Figure 2.19: TGA result of Al(NO 3) 3*9H 20 heating in air ............................................. 55
Figure 2.20: Enlarged TGA result between 800 C and 1000 C from Figure 2.19 .................. 56
Figure 2.21: The XRD result of the alumina-silica powder bed treated at 900 °C for 4 hours.....57
Figure 2.22: The vertical enlargement with the alumina-doped GRIN lenses above an MIT
marker. (a)Maximum alumina concentration: 1.63 mol%, (b)Maximum alumina
concentration: 2.50 mol%.....................................................................
59
Figure 2.23: The enlargement with the radial alumina-doped GRIN lenses ......................... 59
9
Figure 2.24 : (a) The dopant distribution of the vertical compositional variation GRIN lenses of
Design 2.5% max, (b) The dopant distribution of the vertical compositional
variation GRIN lenses of Design 1.63% max ............................................. 60
Figure 2.25 : (a) The dopant distributions of the GRIN with radial index variation in the x
direction, (b) The dopant distributions of the GRIN with radial index
variation in the y direction ................................................................
61
Figure 2.26 : The layer merging problem observed under the optical microscope ...................... 65
Figure 2.27 : The diffraction of the laser light shining through the sample .........
............. 65
Figure 2.28 : Alumina concentration variation along the building direction ......................... 65
Figure 3.1: The MgO-SiO 2 phase diagram .........
..
....................
...........71
Figure 3.2: The CaO-SiO 2 phase diagram ..........................................................
72
Figure 3.3: The SrO-SiO 2 phase diagram ................................................................. 72
Figure 3.4: The BaO-SiO 2 phase diagram ...................
...........
.........
...........73
Figure 3.5: Composite phase diagram of alkaline earth-silica showing immiscibility gap ......... 73
Figure 3.6: The concentration profile of BaO of the GRIN lens with radial index variation ...... 75
Figure 3.7: The schematic drawing of the experimental apparatus to measure effective focal
length ....................................................................
Figure 3.8: Optical ray-tracing diagram of Figure 3.7 .........
78
................................78
Figure 3.9: TGA result of barium acetate ...........................................................
80
Figure 3.10: XRD result of the residual sample in Figure 3.9 after being left in air
for 12 hours .................................................................
81
Figure 3.1 1: The TGA result of barium acetate with weight gain during cooling ................... 81
10
Figure 3.12: SEM picture of the barium-doped sample with line pattern of 160 pm line
spacing sintered at 1650 °C for 30 minutes in vacuum .................................... 83
Figure 3.13: XRD result of the sample in Figure 3.12 ............................
................. 83
Figure 3.14: The enlargement with the barium oxide-doped GRIN lenses ........................... 84
Figure 3.15: The dopant distribution in the x direction of the barium-doped GRIN lens ........... 85
Figure 3.16: The dopant distribution in the y direction of the barium-doped GRIN lens ........... 85
Figure 3.17: The picture of the barium-oxide doped sample with an160 pm line pattern sintered
at 1500 C for 30 minutes in vacuum .........
..
.........
.................................... 87
Figure 3.18: The picture of the barium-oxide doped sample with a 120 pm-pitch dot array
sintered at 1725 °C for 0 minutes in vacuum ................................................ 88
Figure 3.19: The picture of the barium-oxide doped sample with a 120 pm-pitch dot array
sintered at 1725 C for 1 minute in vacuum ................................................ 88
Figure 3.20: The picture of the barium-oxide doped sample with a 120 pm-pitch dot array
sintered at 1725 C for 2 minute in vacuum ................................................. 89
Figure 3.21: The picture of the barium-oxide doped sample with a 120 pm-pitch dot array
sintered at 1725 C for 5 minute in vacuum ................................................ 89
Figure 3.22: The picture of the barium-oxide doped sample with a 120 pm-pitch dot array
sintered at 1725 C for 10 minute in vacuum ............................................... 90
Figure 3.23: The optical microscopic picture of the barium-oxide doped sample with
a 120 pm-pitch dot array sintered at 1725 C for 2 minutes in vacuum ................90
Figure 3.24: The optical microscopic picture of the barium-oxide doped sample with a 120 plmpitch dot array sintered at 1725 C for 5 minutes in vacuum .........
...............91
Figure 3.25: The optical microscopic picture of the barium-oxide doped sample with 120 pmpitch dot array sintered at 1725 C for 10 minutes in vacuum ........................... 91
11
Figure 3.26: The linear regression result of refractive index of barium oxide-doped silica
versus barium oxide concentration ...........................................................93
Figure 4.1: The linear relationship between the index of refraction and dopant concentration of
A120 3-SiO 2 and BaO-SiO 2 systems ......................................................... 98
Figure 4.2: The calculated theoretical focal length versus the lens thickness of the
alumina-doped and barium oxide-doped GRIN lenses .................................... 99
Figure 4.3: Diffusivities of several divalent ions versus their ionic radii
at different temperatures ...............................................
12...................102
Figure 4.4: The plot of diffusivity versus diffusion time with different diffusion distance from
Equation 4.1 .................................................................................... 103
Figure 4.5: The viscosity versus temperature for pure silica, alumina-doped silica, and
barium oxide-doped silica ................................................................... 105
Figure 4.6: The phase diagrams of A12 0 3-SiO 2 and BaO-SiO 2 material systems .................. 109
Figure 5.1: Volume phase gratings, (a) Littrow transmission configuration, (b) Non-Littrow
transmission configuration, (c) Non-dispersive reflection (notch filter), and (d)
Reflection grating configuration ............................................................ 116
Figure 5.2: The schematic drawing of the printing process for volume phase grating ............ 116
Figure 5.3: The alumina concentrations of the samples with printing line spacing of 120 lm
and 160 gm .... ... ............................................................................. 17
12
Figure 5.4: Diffraction patterns of the samples with line spacing of 104 gim and 135 um,
respectively .................................................................................... 117
Figure 5.5: A typical process to record a hologram and reconstruct the image ..................... 119
Figure 5.6: Commercially available microlens arrays .................................................. 121
Figure 5.7: The schematic drawing of a GRIN microlens array ....................................... 121
Figure 5.8: The concentration distribution of alumina of the GRIN microlens array .............. 122
13
LIST OF TABLES
Table 2. 1: Isoelectric points of common oxides ...........................................................43
Table 2.2: Sintering conditions and results of TiO 2-doped silica powder beds ....................... 47
Table 2.3: The chemical compositions of the silica slurries ............................................. 49
Table 2.4: The effective (fff) and theoretical (fh) focal lengths of different GRIN lenses .......... 64
Table 3.1: Refractive indices of oxides and polarizabilities of elements in Group II-A ............ 69
Table 3.2: Refractive indices and bond strengths of oxides ............................................. 69
Table 3.3: Refractive indices of silica polymorphs ...................................................... 69
Table 3.4: Eutectic compositions and temperatures of alkaline earth-silica material systems......74
Table 3.5: The chemical composition of the silica slurry ................................................ 74
Table 3.6: Comparison of effective and theoretical focal lengths of the barium oxide-doped
GRIN lens ..................................................................
93
Table 4.1: Polarizabilities and bonding strengths of alumina and barium oxide ..................... 98
Table 4.2: The valences, bonding strengths, and ionic radii of aluminum and barium ions......102
Table 4.3: Comparison of the A120 3-SiO 2 and BaO-SiO 2 material systems ........................ 112
14
1.
Introduction
1.1
Historical background of gradient-index (GRIN) lenses
A gradient-index (GRIN) material is a material with inhomogeneous distribution of
refractive index. The earliest study on gradient index related subjects was from astronomical
refraction. Astronomical refraction study can trace back to 100 A.D. Mahan's paper published in
1962 [1.1] mentioned about that Cleomedes (100 A.D.) and Ptolemy (200 A.D.) were aware of
the existence of astronomical refraction. They suggested that the flattening of the sun's disk near
the horizon was due to astronomical refraction. However, the Snell's law was yet discovered and
no measurement was made directly at that time.
Cassini developed the first theory of
astronomical refraction based on the Snell's law in 1656. He treated the index of refraction of the
earth's atmosphere as a constant. Concentric shell model and plane parallel layer model, which
was the approximation of the former, were later developed by other researchers based on the
knowledge of the existence of gradient index in the earth's atmosphere.
The gradient index
distribution in these studies was considered as a stepwise gradient index function. A smooth
gradient index function was later proposed and used.
The concept of using materials with gradient index in an optical system has existed for
many years. Maxell's fisheye lens, as shown in Figure 1.1 [1.2], was proposed in 1854. Maxwell
described a medium with a gradient index function of spherical symmetry about a point. Sharp
images can only be obtained from the points on the surface and within the fisheye lens. However,
the lens is difficult to make even in the present. Luneburg proposed a similar lens also with a
spherical symmetry about a point [1.3]. Figure 1.2 [1.2] shows the Luneburg lens. Any parallel
bundle of rays incident on the lens passes through the lens and converges at a point located on the
opposite surface of the lens. Finally, Wood, in 1905, described a procedure to make a simple lens
with two plane surfaces and a refractive index varying with the distance from the optical axis
15
[1.4]. His procedure was based on a dipping technique whereby a cylinder of gelatin is produced
with a radial symmetry about the optical axis. The Wood lens, although has two plane surfaces,
can converge or diverge lights depending on whether the index is decreased or increased with the
radial distance to the optical axis.
Figure 1.1: Maxwell's fisheye lens [1.2].
Figure 1.2: The Luneburg lens [1.21.
1.2
Types of GRIN lenses and their applications
1.2.1 Spherical GRIN lens
16
A spherical GRIN lens has an index profile that can be described as the following
equation:
n= f(r)
Equation 1.1
where r is the distance from the center of spherical symmetry:
r =
r
2
y2
2)
xi2 + y7 +z I )
Equation 1.2
Maxwell's fisheye lens is one type of spherical GRIN lenses and has an index profile expressed
as the following equation [1.2]:
no
n=
Equation 1.3
2
where no is the refractive index at the center of spherical symmetry and a is a constant.
Maxwell's fisheye lens requires that the refractive index decreases as a function of the distance to
the center of spherical symmetry.
The spherical GRIN lens studied by Luneburg also has an index function of spherical
symmetry, which is given by [1.2]:
n-
( r )
Equation 1.4
where ro is a constant. The Luneburg lens, from Equation 1.4, requires a refractive index of 2 at
the center of spherical symmetry (r=O). The refractive index, like Maxwell's fisheye lens, also
decreases as the distance to the center of spherical symmetry increases. Moreover, the refractive
index at the periphery (r=ro) of the lens has to match the refractive index of air (n=1).
17
Both Maxwell's fisheye lens and the Luneburg lens are difficulty to fabricate. Their
functions as a part of an optical system are also limited. They have remained a theoretical
curiosity and few attempts have been made to actually fabricate them [ 1.5].
1.2.2 Axial GRIN lens
An axial GRIN lens, as implied by its name, has an index function that only depends on
the distance (z) from a fixed plane perpendicular to the optical axis:
Equation 1.5
n = f(z)
An axial GRIN lens can be made by stacking thin glasses with different refractive index together
and treating the stack at high temperature. An axial GRIN lens has no focusing powder if both
lens surfaces are flat, as shown in Figure 1.3. Figure 1.3 also shows that one or both surfaces of
an axial GRIN lens can be polished to have curvatures to provide focusing power.
A special axial GRIN lens with both surfaces being flat can act as a regular convex or
concave cylindrical lens to focus light by having a special index function and changing its optical
axis to be perpendicular to its index changing plane, as shown in Figure 1.4. The special index
function is parabolic and can be expressed as [1.6]:
n2()1=n(+
+(y)
2)
orn2
l+
y2 )
Equation 1.6
where no is the index at x=O and a is a constant. For a<O, this parabolic function has the highest
refractive index in the center of the lens (x=O) and the refractive index decreases as the distance
from the center increases. This axial GRIN lens acts like a convex cylindrical lens when a<O as
opposed to a>O for a concave cylindrical lens.
An axial index gradient is also usually used to confine the light traveling inside an on-chip
planar optical waveguide. The axial index gradient is created by vapor deposition technique.
18
Layers of materials with slightly different refractive index are deposited through a mask with
waveguide patterns. The index profile is not truly continuous but stepwise in the scale of layer
thickness.
The light can be confined providing the refractive index decreases as the distance
from the center of the planar waveguide increases. This kind of planar waveguide gives the ease
of optical circuit integration as opposed to other light confining methods such as photonic band
gap, which involves precise controls on the layer thickness and periodicity.
hght
Optical rid, z
........ ..
light
light
dris,z
light
Figure 1.3: Axial GRIN lens with two flat surfaces and with curved surfaces.
19
_
Light
,--Optical ayis
t
J
I
ac<O
Figure 1.4: A Special axial GRIN lens with index changing plane normal to the optical axis.
1.2.3 Radial GRIN lens
A radial GRIN lens consists of an index function of cylindrical symmetry. The refractive
index is a function of the radial distance (r') from a fixed line, which is usually referred as an
optical axis. The index function can be expressed as:
Equation 1.7
n = f(r')
with
r'=4(x +
Equation 1.8
y )
an
CZ
=0
Equation 1.9
The refractive index only varies in the x-y plane. Having an index distribution symmetric to the
optical axis makes a radial GRIN lens useful for imaging purposes. A radial GRIN lens can
gather the incident lights coming from all angles as an axial GRIN lens can only gather the
incident in one direction.
20
The ideal index profile for meridional rays is represented in the form of a hyperbolic
secant as the following [1.7]:
n2(r)= n sech2 (gr)= n
- (gr)2
+
h4 (gr)4 -h(gr)6 +.....]
Equation .l
where no is the refractive index at the center axis, r is the radial distance from the center axis, g is
a focusing constant determining the power of the lens, and h 4 (2/3) and h6 (17/45) are the higher
order dimensionless parameters. Moreover, the ideal index profile for helical rays is represented
as the following:
n
)
2 I+(gr)2j
n1 (gr)2+ (gr)4
(gr)6
+ .....]
Equation 1.11
It can be seen from Equations 1.10 and 1.11 that no single gradient index profile can provide
perfect imaging for all rays. However, if the paraxial approximation and small index change are
considered, the index profile in both cases can be approximated by a parabola as the following:
n2(r)=n2 (1(gr)2)
Equation 1.12
Equation 1.12 is exactly the same as Equation 1.6 for an axial GRIN lens. It indicates that an
axial GRIN lens can also use to image an object but it can only image the object in the direction
in which the refractive index changes. The theoretical focal length (fih) of a radial GRIN lens
with such an index profile can be derived as the following [1.6]:
1
-fth
=
Equation 1.13
nog sin(gL)
where L is the radial GRIN lens thickness. Equation 1.13 can be rewritten by substituting g with
the refractive index in the center axis (nmax), the refractive index in the edge (min),
diameter (D)as the following:
21
and the lens
fth
1/2
nmax
min
0.25 D 2
in
sin
1"'·i·
1
1/2
L
n
n
Equation 1.14
2
0.5 D
max
Equation 1.14 will be used to calculate the theoretical focal lengths of the GRIN lenses fabricated
in this study. It also can be used to calculate the theoretical focal length of an axial GRIN lens
with an index profile like Equation 6 since both Equations 6 and 12 share the same form. The
theoretical focal length calculated from an axial GRIN lens only has the focusing power in the
index changing direction.
1.3
Applications of radial GRIN lenses
The discussion in this section will focus on the applications of radial GRIN lenses since
the spherical and axial GRIN lenses, as already mentioned previously, have limited imaging
functions.
The applications of radial GRIN lenses have two major areas, optical
telecommunications and imaging systems
1.3.1
Optical telecommunication
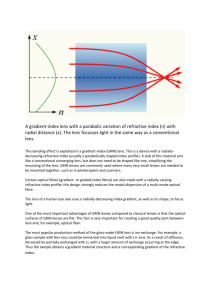
The light propagates sinusoidally along the optical axis within a radial GRIN lens with an
index profile described by Equation 1.12. The radial GRIN lens can focus collimated light or
collimate diverging light. Radial GRIN lenses with such an index profile are used for optical
telecommunications [1.8], signal processing [1.9-12], and micro-optical devices [1.13-15] such as
an optical disk have a small diameter and flat surfaces. Figure 1.5 shows the point source from a
laser diode can be collimated by a radial GRIN lens to produce collimated light. The coupling of
two optical fibers can be done by connecting two optical fibers with a radial GRIN lens, as shown
22
in Figure 1.6. The small size and short focal length of a radial GRIN lens make it especially
useful for this application as compared to a regular lens.
Laser diode
Radial GRIN lens
Figure 1.5: A laser diode coupled with a radial GRIN lens to produce collimated light.
Optical fiber
Optical fiber
Radial GRIN lens
Figure 1.6: The coupling of two optical fibers with a radial GRIN lens.
1.3.2 Imaging
A radial GRIN lens also can be used as a regular lens to provide optical functions in a
multi-lens optical system or to replace a multi-lens optical system.
One of the successful
example is the application for copy machines [1.16]. A copy machine requires a wide field of
view to capture documents typically with letter size (11"x8.5") and a highly curved regular lens
will be necessary. The focal length and the size of the lens limit the reduction in the volume of a
copy machine. The single lens imaging system can be replaced with a two-row or three-row
array of radial GRIN lenses with less than 1 cm long and 1 mm in diameter. The very short focal
length of the radial GRIN lens array dramatically decreases the conjugate distance, which is the
23
distance between the object surface and the image surface.
The conjugate distance of a
conventional copy machine is between 600-1200 mm. A copy machine with GRIN lens arrays
can have a conjugate distance less 60 mm. The size of a copy machines can be reduced and more
functions can be included into it. A multi-function business machine typical includes functions
like copying, scanning, fax, and printing and is still smaller than a conventional copy machine. A
radial GRIN lens is also useful for surgical endoscope [1.17] due to its small size and short focal
length.
More applications in camera lenses or photographic objectives, such as binocular
objectives, have been discussed [1.18-23]. A Gauss photographic object (Figure 1.7) by Mandler
in 1975 was redesigned using radial GRIN lenses [1.23], as shown in Figure 1.8. The Gauss
photographic object by Mandler consists of 6 regular lenses in 4 groups while the redesigned one
using radial GRIN lenses only needs two. The redesigned Gauss photographic object corrects the
third order spherical aberration, coma, astigmatism, and Petzval field curvature to less than 1 pm
[1.23]. A zoom photographic object also can benefit from using radial GRIN lenses. A reduction
in the total objective length of the system by 40% was proposed [1.24]. A compact camera with a
lens system containing a radial GRIN lens (focal length = 28 mm and F/2.8) was also designed
for a practical test [1.25]. Sufficiently large-diameter radial GRIN lenses need to be fabricated to
realize these new designs.
The fabrication of radial GRIN lenses will be discussed in the
following sections.
24
Figure 1.7: A double Gauss photographic objective designed by Mandler in 1975 [1.231.
r
N(r)
Figure 1.8: A new Gauss photographic objective with 2 radial GRIN lenses [1.231.
1.4
Fabrication of GRIN lens
Fabrication of GRIN lenses, especially radial GRIN lenses, has been an interesting subject
since Maxwell's fisheye lens was proposed in 1854. Not until 1970s were researchers able to
fabricate radial GRIN lenses with good optical quality. The first successful fabrication technique
was an ion-exchange process [1.26]. It was later modified to enhance its performance. Other
techniques, such as molecular stuffing and sol-gel processes, were also invented.
25
1.4.1
Ion-exchange
Fabricating radial GRIN lenses by an ion-exchange process was first described in 1971
[1.26]. It is widely used to fabricate radial GRIN lens rods. An ion-exchange process does not
require complicated instruments and is the simplest process to fabricate radial GRIN lenses. An
ion-exchange process to fabricate radial GRIN lens involves immersing a glass rod into a molten
salt. A glass rod containing a uniform distribution of high index-changing metal ion, such as
cesium or thallium, is immersed into a molten salt bath which contains another metal ion with
low index-changing ability, such as potassium or sodium. Monovalent metal ions are used to
ensure fast diffusion in the glass rod. The temperature of the molten salt bath is controlled such
that the interdiffusion between the ions in the glass rod and the ions in the molten slat bath takes
place without disturbing the physical shape of the glass rod and causing crystallization. The
process flow of the ion-exchange process invented in 1971 is shown in Figure 1.9 [1.27]. A
Na 20-T12 0-PbO-SiO 2 glass rod and a molten salt bath containing potassium nitrate were used in
this study. The temperature was controlled at 460 °C and the total processing time was 250 hours.
Radial GRIN lenses with nearly parabolic index profile were fabricated. Other ion-exchange
based processes have been developed [1.28-31]. Radial GRIN lenses of 1-4 mm diameter, no
=
-1.66, and g---0.430 mm-' are successfully commercialized by Nippon Sheet Glass (NSG) under
the trade name of Selfoc® Micro Lens.
Radial GRIN lenses with up to few millimeters in
diameter are fabricated with the ion-exchange based processes.
Ion-exchange processes are
limited to fabricate small geometry lenses, which limits the applications of photographic
objectives. Improvements were developed to increase the size of radial GRIN lens. Increasing
the interdiffsion rate is the common approach. Immersing the glass rod in a molten salt bath at
the temperature higher than its glass transition temperature can increase the diffusion by two or
three orders of magnitude. Radial GRIN lenses of 20 mm in diameter can be obtained [1.32].
26
Another method involves the ion-exchange of Ag+-Na + due to their fast interdiffusion in glass.
Radial GRIN lenses of 4 mm in diameter with an index change of 0.04 can be fabricated at 480
°C for 72 hours using an Ag 20-A12 0 3-P 2 0 5 system [1.33]. Radial GRIN lenses of 37 mm in
diameter, with concave index distribution, can be obtained using an alumino-silicate glass system
with Ag+-Na + ion-exchange [1.34].
a2O-TI120-PbO-8i02
glass rod
KNO3
460 C, 250 h
il
Figure 1.9: Ion-exchange process flow [1.271.
1.4.2 Molecular sttlfjng
An ion-change process is based on the interdiffusion of index-changing ions in a dense
solid glass, which limits the geometric size of a radial GRIN lens. Migration of salt solution in a
porous medium is fundamentally faster than the interdiffusion in a dense solid glass. A new
method based on this idea was developed and called molecular stuffing. A porous glass preform
is prepared by the phase separation and leaching process. The porous glass rod is first immersed
in the salt solution of index-changing dopant to get a uniform concentration of dopant. The
27
porous glass rod filled with uniform concentration of dopant is then soaked in a solvent and the
dopant salt gradually leaches out. A concentration profile of dopant can be created by controlling
the soaking time. The soaked glass preform is then immersed into another solvent, which has a
low solubility for the dopant salt, to precipitate and stabilize the remaining dopant salt. The
doped preform is dried to remove the tapped solvent and sintered to obtain a dense glass rod.
Studies have been done with a salt solution of CsNO3 and TINO 3 [1.35]. Overall the molecular
stuffing process is complicated and the soaking time to remove the dopant salt is too short to
control the concentration profile precisely.
1.4.3 Sol-gel process
A sol-gel process is based on the same concept from the molecular stuffing process. The
dopant salt migrates faster in a gel with micropores than in a dense solid glass. The gel preform
is produced by the sol-gel process as compared to the glass preform by phase separation and
leaching in the molecular stuffing process. A wet gel made of alkoxides is soaked in a solvent to
leach out the index-change ions. The soaked gel is then dried and sintered to a dense glass. This
method is called partial leaching technique [1.36, 37]. Interdiffusion technique is also applied in
the sol-gel process [1.38-40]. A PbO-K2 0-B 2 0 3-SiO 2 system was used with the interdiffusion
between Pb 2+ and K +. Figure 1.10 [1.41] shows the process flow of the interdiffusion sol-gel
process. Radial GRIN lenses of 7-13 mm in diameter can be fabricated.
28
Cylindrical
TROS, TEOS,
et gel forration
B(OEt)3, Pb(OAc)2 aq., AcOH
Extraction of AcOhn, 60 C
sat. Pb(OAc)2/i-PrOh, H20
Precipitation of Pb(OAc)2
30 C i-PrOH, Acetone
Formation of concentration gradient
60 C (KOAc+AcOH)/EtOH solution
Temporary fixing of concentration gradient
30 oC -PrOH, Acetone
"odifying of concentration gradient
KOAc/EtOH solution
Fixing of concentration gradient
i-PrOH, Acetone
IDrying (60 C)&sintering (5700C)
GRIN glass rod
Figure 1.10: Sol-gel process based on the interdiffusion of Pb 2+ and K+ ions [1.41].
1.5
Three-dimensional Printing (3 DPTM)
The fabricating processes for radial GRIN lenses have been discussed in the previous
sections. They generally suffer from the limited geometric size and very long processing time.
These disadvantages are worst in the ion-exchange based processes. Molecular stuffing and solgel processes are developed to address theses issues. The processing time for these two processes
is decreased while the geometric size is still limited. Furthermore, the concentration profiles
created from these processes are all parabolic, which is generally required for imaging purposes.
Complicated concentration profiles can not be created for the applications other than imaging
purposes. Three-dimensional printing process is proposed here due to its advantages which will
be discussed in the following section.
29
1.5.1
Conventional 3DPT for structuralmaterials
3DPT M was originally developed to provide a rapid prototyping process for ceramics
[1.42-49] and metals [1.49-57]. It has been successfully used in different material systems. The
3DP TM research mainly focuses on the creation of complicated geometric structure materials.
The basic concept of 3DP TM is to build a 3D structure material from 2D slices of the structure
material. A digital file of the structure of the object is created using a computer-aid design
program.
The digital file is then divided into many thin 2D slices.
machine can read the information of these 2D slices and print them.
A computer-controlled
The printing process
includes first the formation of a thin layer of powder bed. It can be done by either slurry ink-jet
printing or dry powder spreading.
The powder bed is then selectively printed with a binder
solution in pre-selected locations that are obtained from the information provided by the 2D slice.
The printed powder bed is dried and another layer of powder bed is put down on its top. The
binder printing repeats but in different pre-selected location that are obtained from the next 2D
slice. A 3D green sample can be built by repeating this process until all 2D slices are printed.
The green sample is then immersed into a water bath and sonicated moderately to remove the
excess powder from the unprinted region. Figure 1.11 describes the process flow. Finally, the
green sample is treated to remove the binder and sintered. The sintering condition will depend on
the type of the material. The 3DPT M process involves the preparation of ceramic slurry is call
slurry-based three-dimensional printing (S-3DP
).
30
Part Formation
slur
t
~
binder drop1lets
J*I powder bed formation --
I
heat
II binder printing
I
III completed part is cured
Part Retrievld
IV redlspersion -sonicated water bath
_
V final component
Figure 1.11: The process flow of a conventional 3DP
1.5.2
process.
Modified 3DPTjfibrJinctionally
gradedmaterials
3DP T ' can be easily modified to produce functionally graded materials. A functionally
graded material generally consists of a compositional or microstructural gradient profile to
provide better performance than a homogeneous material. A GRIN lens, which consists of a
refractive index profile, is a functionally graded material with compositional gradient.
A
modified 3DP M process can be used to create a concentration profile by printing, instead of
binder, different dopant concentrations in different locations on the powder bed. The dopant
solution can be directly deposited onto its final location without diffusing through a dense solid
glass or migrating between the pores inside a porous glass/gel preform. The processing time can
be significantly reduced. A simple modification is done to provide the ability to control the
concentration profile along the z direction (building direction), as shown in Figure 1.12. This
modified process is useful for the fabrication of axial GRIN lenses. The concentration profile is
created by changing the dopant concentration for different layers of powder bed and a continuous
dopant jet is used. Further, a 2D or 3D concentration profile can be created with a drop-on31
demand (DoD) printhead. The local dopant concentration is controlled by the local density of the
dopant droplet. A concentration profile can be created by controlling the droplet distribution in
each layer. A 3D concentration profile is possible when the droplet distribution varies not only
on the x-y plane but also in the z direction. Figure 1.13 shows the modified 3DPTM process with
a DoD printhead. This modified process could be used to fabrication radial GRIN lenses as well
as other optical elements with a 3D index profile. T
Continuous
Continuous
Dopantjet
Slurryjet
0
0
II
I
!- I--I
Powder
1
bed formation
> I. Powdr bed formation
2. Dopan prining
3. Complete sample --
-
4
Vertical GRIN lenses by 3DPTM
X
U
U
Sinteing
Figure 1.12: The process flow of a 3DP T axial GRIN lens
32
Continuous
Slurry jet
Drop-on-Demand
v
0
Dopantjet
0
6
Of/
.-
v A-''-''--------
Sintering
Figure 1.13: The process flow of a 3DP TM' radial GRIN lens
1.6
Thesis objectives
The main objective of this thesis is to demonstrate the possibility of fabricating GRIN
lenses using 3 DPTM. The second objective, along with the main objective, is to develop material
systems that can be used for this process and study the related material problems. The third
objective is to explore the possibility of fabricating other optical elements by this process.
1.7
Scope of thesis
This thesis describes the material research of GRIN lenses by 3 DPTM. Chapter 2 focuses
on the A120 3 -SiO 2 material system.
The heat treatment problem and sintering condition are
studies and determined, respectively. Axial and radial GRIN lenses are fabricated and their focal
lengths are measured and compared with the theoretical focal length. Chapter 3 introduces a new
material system, BaO-SiO 2, with higher index-changing ability. The material problems related to
33
the heat treatment and sintering are discussed. A radial GRIN lens is fabricated with a much
shorter focal length. Chapter 4 describes the advantages and disadvantages of these two material
systems.
Material properties, including index-changing ability, diffusion, glass viscosity,
crystallization/sintering, and maximum possible index change, are compared and discussed.
Chapter 5 proposes the possible future works for this project. Preliminary results of other optical
elements fabricated by 3 DPTM are included. Other possible applications are also proposed.
1.8
References
[1.1] A. I. Mahan, "Astronomical Refraction -- Some History and Theories," Applied Optics, 1 [4]
497-511 (1962).
[1.2] E. W. Marchand, Gradient Index Optics, Academic Press Inc., New York, 1978.
[1.3] R. K. Luneburg, Mathematical Theory of Optics, University of California Press, Berkeley,
CA, 1964.
[1.4] R. W. Wood, Physical Optics, Macmillan, New York, NY, 1905.
[1.5] Y. Koike, Y. Sumi and Y. Ohtsuka, "Spherical Gradient-Index Sphere Lens," Applied
Optics, 25 [19] 3356-63 (1986).
[1.6] B. E. A. Saleh and M. C. Teich, Fundamentals of Photonics, John Wiley & Sons Inc., New
York, 1991.
[1.7] K. Iga, "Theory for Gradient-Index Imaging," Applied Optics, 19 [7] 1039-43 (1980).
[1.8] W. J. Tomlinson, "Applications of GRIN-Rod Lenses in Optical Fiber Communication
systems," Applied Optics, 19 [7] 1127-38 (1980).
[1.9] K. Nishizawa and H. Nishi, "Coupling Characteristics of Gradient-Index Lenses," Applied
Optics, 23 [11] 1711-14 (1984).
[1.10] I. Kitano, H. Ueno and M. Toyama, "Gradient-Index Lens for Low-Loss Coupling of a
Laser Diode to Single-Mode Fiber," Applied Optics, 25 [19] 3336-39 (1986).
[1.11] H. Nishi, H. Ichikawa, M. Toyama and I. Kitano, "Gradient-Index Objective Lens for the
Compact Disk System," Applied Optics, 25 [19] 3340-44 (1986).
[1.12] E. Okuda, I. Tanaka and T. Yamasaki, "Planar Gradient-Index Glass Waveguide and Its
Applications to a 4-Port Branched Circuit and Star Coupler," Applied Optics, 23 [11] 1745-48
(1984).
[1.13] T. Miyazawa, K. Okada, T. Kubo, K. Nishizawa, I. Kitano and K. Iga, "Aberration
Improvement of Selfoc Lens," Applied Optics, 19 1113-16 (1980).
34
_ _
[1.14] K. Kikuchi, S. Ishihara, H. Shimizu and J. Shimada, "Design of Gradient-Index Spherical
Lenses for Optical Pickup Systems," Applied Optics, 19 [7] 1076-80 (1980).
[1.15] M. Daimon, M. Shinoda and T. Kubo, "Focusing Properties of Gradient-Index Lens for
Laser-Diode Beam," Applied Optics, 23 [11] 1790-93 (1984).
[1.16] M. Kawazu and Y. Ogura, "Application of Gradient-Index Fiber Arrays to Copying
Machines," Applied Optics, 19 [7] 1105-12 (1980).
[1.17] G. v. Bally, E. Brune and W. Mette, "Holographic Endoscopy with Gradient-Index Optical
Imaging Systems and Optical Fibers," Applied Optics, 25 [19] 3425-29 (1986).
[1.18] J. B. Caldwell, L. R. Gardner, S. N. Houde-Walter, M. T. Houk, D. S. Kindred, D. T.
Moore, D. P. Naughton and C. B. Wooley, "Gradient-Index Binocular Objective Design,"
Applied Optics, 25 [19] 3345-50 (1986).
[1.19] J. B. Caldwell and D. T. Moore, "Design of Gradient-Index Lens Systems for Disc Format
Cameras," Applied Optics, 25 [18] 3351-55 (1986).
[1.20] E. W. Marchand, "Photographic Gradient Singlets," Applied Optics, 19 [7] 1044-51 (1980).
[1.21] J. P. Bowen, J. B. Caldwell, L. R. Gardner, N. Haun, M. T. Houk, D. S. Kindred, D. T.
Moore, M. Shiba and D. Y. H. Wang, "Radial Gradient-Index Eyepiece Design," Applied Optics,
27 [15] 3170-76 (1988).
[1.22] J. L. Rouke, M. K. Crawford, D. J. Fischer, C. J. Harkrider, D. T. Moore and T. H.
Tomkinson, "Design of Three-Element Night-Vision Goggle Objectives," Applied Optics, 37 [4]
622-26 (1998).
[1.23] L. G. Atkinson, S. N. Houde-Walter, D. T. Moore, D. P. Ryan and J. M. Stagaman,
"Design of a Gradient-Index Photographic Objective," Applied Optics, 21 [6] 993-98 (1982).
[1.24] N. Aoki, T. Nagaoka and H. Tschida, pp 39, Proc. 16th Symp. Opt. Soc. Jpn., Tokyo,
Japan, 1991
[1.25] M. Yamane, H. Koike, Y. Kurasawa and S. Noda, "Radial GRIN Material for
Photographic Lens made by Sol-Gel Process", pp 546-53, Proceedings of SPIE-The International
Society for Optical Engineering - Sol-Gel Optics III, 1994
[1.26] H. Kita, I. Kitano, T. Uchida and M. Furukawa, "Light-Focusing Glass Fibers and Rods," J.
Am. Ceram. Soc., 54 [7] 321-26 (1971).
[1.27] M. Yamane and Y. Asahara, Glasses for Photonics, Cambridge University Press,
Cambridge, UK, 2000.
[1.28] D. S. Kindred, J. Bentley and D. T. Moore, "Axial and Radial Gradient-Index Titania Flint
Glasses," Applied Optics, 29 [28] 4036-41 (1990).
[1.29] T. Yamagishi, K. Fujii and I. Kitano, "Gradient-index rod lens with high N.A.," Applied
Optics, 22 [3] 400-03 (1983).
35
[1.30] T. Yamagishi, K. Fujii and I. Kitano, "Fabrication of a New Gradient-Index Rod Lens with
High Performance," J. Non-Cryst. Solids, 47 [2] 283-85 (1982).
[1.31] K. Fujii, S. Ogi and N. Akazawa, "Gradient-Index Rod Lens with a High Acceptance
Angle for Color Use by Na+ for Li+ Exchange," Applied Optics, 33 [24] 8087-93 (1994).
[1.32] Y. Kaite, M. Kaneko, S. Kittaka, M. Toyama and I. Kitano, pp Proc. Annual Meeting Jpn.
Soc. Appl. Phys., 1989
[1.33] D. S. Kindred, "Gradient-Index Silver Alumina Phosphate Glasses by Exchange of Na+ for
Ag+," Applied Optics, 29 [28] 4051-55 (1990).
[1.34] J. B. Caldwell, D. S. Kindred and D. T. Moore, "Summaries of Topical Meeting on
Gradient Index Optical Imaging Systems",pp 80, The Optical Society of America, Reno, 1987
[1.35] Y. Asahara, H. Sakai, S. Shingaki, S. Ohmi, S. Nakayama, K. Nakagawa and T. Izumitani,
"One-Directional Gradient-Index Slab Lens," Applied Optics, 24 [24] 4312-15 (1985).
[1.36] K. Shingyouchi and S. Konishi, "Gradient-Index Doped Silica Rod Lenses Produced by a
Solgel Method," Applied Optics, 29 [28] 4061-63 (1990).
[1.37] S. Konishi, K. Shingyouchi and A. Makishima, "r-GRIN Glass Rods Prepared by a Sol-Gel
Method," J. Non-Cryst. Solids, 100 [1-3] 511-13 (1988).
[1.38] M. Yamane, J. B. Caldwell and D. T. Moore, "Preparation of Gradient-Index Glass Rods
by the Sol-Gel Process," J. Non-Cryst. Solids, 85 [1-2] 244-46 (1986).
[1.39] M. Yamane, H. Kawazoe, A. Yasumori and T. Takahashi, "Gradient-Index Glass Rods of
PbO-K20-B203-SiO2 system Prepared by the Sol-Gel Process," J. Non-Cryst. Solids, 100 [1-3]
506-10 (1988).
[1.40] H. Maeda, M. Iwasaki, A. Yasumori and M. Yamane, "Reduction of Lead Migration
during Drying of a Gel," J. Non-Cryst. Solids, 121 [1-3] 61-65 (1990).
[1.41] M. Yamane and S. Noda, "GRIN Elements with Large Geometry," J. Ceram. Soc. Jpn.,
101 [1] 11-21 (1993).
[1.42] J. Yoo, M. Cima, E. Sachs and S. Suresh, "Fabrication and microstructural control of
advanced ceramic components by three dimensional printing," CeramicEngineeringand Science
Proceedings, 16 [5] 755-62 (1995).
[1.43] S. Uhland, R. Holman, B. DeBear, P. Saxton, M. Cima, E. Sachs, Y. Enokido and H.
Tsuchiya, "Three-dimensional printing, 3DP, of electronic ceramic components," Solid Freeform
FabricationSymposium Proceedings,865-72 (1999).
[1.44] M. J. Cima, M. Oliveira, H. R. Wang, E. Sachs and R. Holman, "Slurry-based 3DP and
fine ceramic components," Solid Freeform FabricationSymposium Proceedings,216-23 (2001).
[1.45] J. Moon, A. C. Caballero, L. Hozer, Y. M. Chiang and M. J. Cima, "Fabrication of
functionally graded reaction infiltrated SiC-Si composite by three-dimensional printing (3DP)
36
process," MaterialsScience & Engineering,A: Structural Materials:Properties,Microstructure
and Processing,A298 [1-2] 110-19 (2001).
[1.46] S. A. Uhland, R. K. Holman, M. J. Cima, E. Sachs and Y. Enokido, "New process and
materials developments in 3-dimensional printing, 3DP," Materials Research Society Symposium
Proceedings, 542 [Solid Freeform and Additive Fabrication] 153-58 (1999).
[1.47] J. Grau, J. Moon, S. Uhland, M. Cima and E. Sachs, "High green density ceramic
components fabricated by the slurry-based 3DP process," Solid Freebrm FabricationSymposium
Proceedings, 1 371-78 (1997).
[1.48] M. J. Cima, J. Yoo, S. Khanuja, M. Rynerson, D. Nammour, B. Giritlioglu, J. Grau and E.
M. Sachs, "Structural ceramic components by 3D printing," Solid Freeform Fabrication
Svmposium Proceedings, 479-88 (1995).
[1.49] S. Michaels, E. M. Sachs and M. J. Cima, "Three dimensional printing of metal and cermet
parts," Advances in Povwder Metallurgy & ParticulateMaterials, [Vol. 6, Advanced Processing
Techniques] 103-12 (1994).
[1.50] S. M. Allen and E. M. Sachs, "Three-dimensional printing of metal parts for tooling and
other applications," Metals and Materials (Seoul, Republic of Korea), 6 [6] 589-94 (2000).
[1.51] S.-B. Hong, N. Eliaz, G. G. Leisk, E. M. Sachs, R. M. Latanision and S. M. Allen, "Design
and characterization of new Ti-Ag and Ti-Ag-Sn alloys for Cranio-Maxillo-Facial prostheses
made by three-dimensional printing," MaterialsResearch Society Symposium Proceedings, 662
[Biomaterials for Drug Delivery and Tissue Engineering] LL2 2/1-LL2 2/6 (2001).
[1.52] B. D. Kernan, E. M. Sachs, M. A. Oliveira and M. J. Cima, "Three dimensional printing of
tungsten carbide-cobalt using a cobalt oxide precursor," Solid Freeform FabricationSymposium
Proceedings, 616-31 (2003).
[1.53] A. Lorenz, E. Sachs, S. Allen, L. Rafflenbeul and B. Kernan, "Densification of a powdermetal skeleton by transient liquid-phase infiltration," Mletallurgicaland Materials TransactionsA:
Physical Metallurgy and Materials Science, 35A [2] 631-40 (2003).
[11.54] S. B. Hong, N. Eliaz, E. M. Sachs, S. M. Allen and R. M. Latanision, "Corrosion behavior
of advanced titanium-based alloys made by three-dimensional printing (3DP) for biomedical
applications," CorrosionScience, 43 [9] 1781-91 (2001).
[1.55] E. Sachs, S. Allen, M. Cima, D. Brancazio, J. Serdy, B. Polito, D. Ables and M. Rynerson,
"Three-dimensional printing: a candidate for the production of powder metal parts," Advances in
Powder Metallurgy & ParticulateMaterials, 3/139-3/51 (2000).
[1.56] S. B. Hong, N. Eliaz, G. G. Leisk, E. M. Sachs, R. M. Latanision and S. M. Allen, "A new
Ti-5Ag alloy for customized prostheses by three-dimensional printing (3DP)," Journalof Dental
Research, 80 [3] 860-63 (2001).
37
[1.57] E. Sachs, S. Allen, C. Hadjiloucas, J. Yoo and M. Cima, "Low shrinkage metal skeletons
by three dimensional printing," Solid Freeform FabricationSymposium Proceedings,411-26
(1999).
38
2.
Alumina-Doped Silica GRIN Lens
2.1
Introduction
2.1.1
Silica-basedmaterialsystem
The possibility of fabricating GRIN lenses by utilizing the ability of S-3DP TM to
control the local composition of dopant has been described in Chapter 1. It is therefore that a
material system must be chosen to demonstrate the idea. For the applications in the visible
light range, silica-based material system is first to be considered for its high transmission in
the wavelength ranging between 400 nm and 700 nm as well as well-known material
properties and processing conditions. Commercially high purity silica powder with various
particle sizes is also easy to obtain. Silica has very high viscosity at its melting point and can
be easily quenched to maintain amorphous at room temperature.
In the traditional glass
forming process, the raw material and other glass additives are melted and mixed well to get
homogeneous glass after quenching. The S-3DP TM of GRIN lenses, however, can not follow
the traditional glass forming process. The physical shape and the compositional profile have
to be maintained during the firing process. Fully dense and amorphous silica after sintering is
the key to obtain a transparent sample for any optical application. It is thus important to start
with amorphous silica powder and to maintain amorphous during pre-sintering treatment and
sintering. It is known that silica, given enough time for each phase, goes through several
phase transformations before reaching its melting temperature at 1720 C. Figure 2.1 [2.1]
shows the phase diagram of silica at different temperatures and pressures.
Under normal
atmosphere pressure, the polymorphs of silica include a-quartz, P-quartz, tridymite, and
cristobalite [2.1].
The sintering temperature for S-3DP MT silica-based GRIN lenses is
expected to be below its melting point to maintain its physical shape while the sintering time
has to keep short to prevent any crystallization.
Moreover, Wagstaff, Brown, and Cutler
show that the water vapor increases the crystallization rate [2.2]. A moisture-free or vacuum
environment will be required for successful sintering.
essential for this project.
39
Finally, a fast cooling furnace is also
O
P. GPa
Figure 2.1: The phase diagram of silica [2.11: a-Qtz: a-quartz; P-Qtz: P-quartz; Trd:
tridymite; Crs: cristobalite; Coe: coesite; Sts: stishovite
2.1.2
Dispersionof colloidal silica
A stable colloidal dispersion is required for the S-3DP TM process to prevent the slurry
nozzle from clogging. The stable colloidal dispersion can also produce powder beds with
high packing density, which makes sintering faster. The dispersion of oxide powders in
aqueous colloidal systems has been studied extensively. Stable dispersion of simple oxides
powders (such as A120 3) [2.3, 4] and complex oxides (such as BaTiO 3-like perovskites) [2.57] has been reported in various articles.
Two forces, electrical and steric repulsion, are
typically used to prepare stable dispersion.
Polyelectrolyte, which is a polymer and
electrically charged when dissolving in water, can provide both electrical and steric repulsive
forces to prevent the particles from aggregation. The Deryagin-Landau-Verwey-Overbeek
theory (D.L.V.O.) is developed to describe the electrical interaction between colloidal
particles. The repulsive potential (VR) between equal spheres with small electric double layer
overlap and can be described as the following equation [2.8]:
32 n'cak
VR
3
2zak
e
2T 2 2
2
y
exp [- KH ]
40
Equation2.1
where
is the permittivity of the dispersion medium, - is the counter-ion charge number, a is
the radius of sphere, T is the temperature, H is the distance between two sphere, and
exp[zeyd/2kT]-1
+ 1
y
exp[ze(
/2kT]
exp[zeed/2kT]+ 1
2e2N
K =
where
kT
Acz
-
Equation 2.2
)
Equation 2.3
adis the Stern potential, N. is Avogadro's number, and c is the concentration of
electrolyte.
The van der Waals attractive potential (Va)
for equal sphere and small
interparticle separation can be described as the following simple equation [2.8]:
V
Aa
12H
1
Equation 2.4
where A is the Hamaker constant. The total potential of interaction (V) between spheres is
the sum of the repulsive and attractive forces [2.8]:
327z'ak 2TY
V =
V R +V=
R V,
A
ez2
2
Aa
exp [--
2H
12H
Equation 2.5
Figure 2.2 [2.8] shows the change of total potential (V) with the Stem potential (d).
The
total potential is negative (attractive) when the Stern potential is small. With the increase in
the Stem potential, the total potential starts to show a positive (repulsive) maximum in the
position near the surface of the sphere. The positive maximum potential serves as the energy
barrier when particles move close to each other.
The particles, as a result, can not
agglomerate easily and a stable dispersion is thus formed. Since hydrogen and hydroxyl ions
are specifically absorbed on oxide surfaces, i.e. potential-determining ions, one can change
the Stern potential by adjusting the pH value of the dispersion. Figure 2.3 shows the zeta
potentials of SiO2 powder at different pH values [2.9]. The pH value where the net charge on
the oxide surface is zero is called isoelectrical point (IEP) or point of zero charge (PZC). The
IEP of silica is about 2 as shown in Figure 2.3. IEPs of common oxide materials are listed in
Table 2.1 [2.10].
One can then adjust the pH value such that the silica powder is highly
charged and a stable dispersion of silica powder can be prepared. In this study, two stable
silica dispersions were prepared using two different pH adjusting agents. One was ammonia
and the other was tetramethyl ammonium hydroxide (TMAH). The pH value was adjusted to
about 9 so that the silica particles are highly charged and do not agglomerate.
41
Both agents
provided highly stable silica dispersion. The compositions of the silica dispersions will be
described later in this chapter.
o0 kT
o.
o
C
0
U
kT
._
.o
C
0
£*0
Lo-
i50 kT
m
-
-
Figure 2.2 [2.8]: The influence of Stern potential, ¢t,, on the total energy of the
interaction of two spherical particles, a = 10-7m ; T = 298K ; z=l1; A,, = 2x10-' 9 J;
A33 = 0.4 x 10 9J; /c o =78.5; K =3x108 m - '
42
20 -
oU
i
·- --I
I'
-20 -
2
3
-
'
T
-
-
4
5
7
7
6
.
.....
8
...
9
10
11
i
-40 -
T
E
Or
-60 -
-80 a
-100 -
a
1 mM KNO 3
v
100 mM KNO 3
-120 -
pH
Figure 2.3 12.91: Zeta potential of silica at different pH values.
Material
IEP
Silica (SiO 2)
2
Anatase (TiO 2)
4
Zirconia (ZrO 2)
4
Stannic Oxide (SnO)
6
Hematite (Fe 2 O3)
8
Alumina (A12 0 3)
9
Lead Oxide (PbO)
10
Magnesia (MgO)
12
Table 2.1 [2.10]: Isoelectric points of common oxides
2.1.3
Dopant selection
Amorphous silica powder has been selected as the matrix material for the S-3DP MT
GRIN lens. A corresponding dopant for the silica-based material system has to be selected,
too. The selected dopant has to meet two criteria for the purpose of the research. The first is
the ability to change the refractive index of silica. Figure 2.4 [2.1 1] shows the common metal
43
oxides that have been used to change the refractive index of silica. ZrO 2 and TiO 2 have the
strongest ability to increase the refractive index while A120 3, GeO 2 and P 20 5 have moderate
ability. It is also noted that some materials like B 20 3 and F can decrease the refractive index
of silica. The second criterion is the availability of water-soluble salt of the corresponding
metal oxide. TiO2 , which does not dissolve in water, has a water-soluble salt of Titanium(IV)
bis(ammonium lactato) dihydroxide [CH 3CH(-O)CO 2NH4] 2Ti(OH) 2, MW: 294.12 g/mol,
Alfa Aesar]. Preliminary studies were thus first done on the TiO 2-SiO 2 material system. A
bum-out heat treatment was required for titanium(IV) bis(ammonium lactato) dihydroxide to
remove the organic function groups and convert it to TiO 2. Figure 2.5 shows the TGA result
of the heat treatment of the titanium salt solution (50 wt%) at 500 C for 4 hours in air. The
remaining weight percentage after heating is close to the theoretical value (13.6 wt%) of
TiO 2.
Furthermore, anatase is found in the silica powder bed doped with titanium(IV)
bis(ammonium lactato) dihydroxide after being heated under the same condition, as shown in
Figure 2.6. Experiments were then carried out on the sintering of the silica powder beds
doped with titanium(IV) bis(ammonium lactato) dihydroxide.
The testing concentration
gradient of the titanium salt is shown in Figure 2.7. Several sintering conditions were tested,
and the results are listed in Table 2.2. For the sintering temperature of 1600 °C, the samples
were translucent and tinted with brown color, as shown in Figure 2.8. Transparent samples
were obtained at a higher sintering temperature of 1750 C, as shown in Figure 2.9. Further
inspection under optical microscope was carried out using the following procedures.
Two
samples, one was grinded from the bottom and the other was grinded from the top, were
polished and inspected under optical microscope. Figure 2.10 shows the light scattering of
the top part of the sample while Figure 2.11 shows the light scattering of the bottom part of
the sample. The light scattering of the un-doped and sintered silica powder bed is also shown
in Figure 2.12. It is clear from Figures 2.10 and 2.11 that the powder beds doped with TiO 2
show more light scattering than that in the un-doped powder bed (Figure 2.12). Furthermore,
Figure 2.11 (high TiO 2 concentration) shows stronger light scattering than Figure 2.10 (low
TiO 2 concentration) does. The light scattering is due to the immiscibility of silica and TiO 2
at high temperature, as shown in Figure 2.13 [2.12].
Increasing the sintering time and
temperature can improve the mixing of titania and silica, but the physical shape and final
dopant concentration profile would be altered. The TiO 2-SiO 2 material system, as a result,
was not the best choice for the research. A12 03 was eventually chosen as the dopant and the
details will be described in the later sections in this chapter.
44
1 51
150
x
w
z
w
1 49
1.48
- 147
LL 1 46
w
1 45
144
5
0
10
15
20
OXIDE ADDITION, mole %
Figure 2.4 [2.111: Refractive index change of silica with different oxides.
600
100
90
500
80
a,
400
70
CD
60
300 -i
CD
Cr
a)
50
40
200 CD
_0
30
E
100
20
a,
Of
10
0
0
0
10 20 30 40 50 60 70 80 90 100
Time (min)
Figure 2.5: TGA result of titanium(IV) bis(ammonium lactato) dihydroxide
45
___
6UU
250
200
a
0
1 50
.a
c
100
50
A
10
20
30
40
50
60
70
80
90
28
Figure 2.6: XRD result of the silica powder bed with titanium(IV) bis(ammonium
lactato) dihydroxide after heating at 500 °C for 4 hours in air.
TiO2
Omol%
0.5 mol%
1.0 mol%
6
l
Building
direction
5 layers
Layer thickness: 73 m
Figure 2.7: The testing concentration gradient of TiO2 .
46
Sinterin
conditions
#
Temperature
TirneHeating Cooling
Temperature Time
rate
rate
(C)
1
2
3
4
5
6
7
8
(ri n) (C/
1600
1600
1600
1750
1750
1750
1750
1750
120
30
10
5
15
30
45
30
Description
n) (C/min)
25
25
25
25
25
25
25
50
50
50
50
50
50
50
50
max
Crystalized and cracked
Translucent brown
Translucent, brown
Translucent, brown
Transparent (slightly melted)
Transparent (slightly melted)
Transparent (slightly melted)
Transparent (slightly melted)
Table 2.2: Sintering conditions and results of TiO 2-doped silica powder beds.
#3
MIT
Figure 2.8: The picture of Sample #3 in Table 2.1.
#7
MIT
MIT
Figure 2.9: The picture of Sample #7 in Table 2.1.
47
Figure 2.10: The top part of the TiOz -doped silica powder bed sintering at 1750 °C for
30 minutes.
Figure 2.11: The bottom part of the TiO2 -doped silica powder bed sintering at 1750 °C
for 30 minutes.
t
*S
S
Figure 2.12: The un-doped silica powder bed sintering at 1500 °C for 30 minutes.
48
-i
I
.
I
I
2800
2618
268
Liquid
r
I
I
°
2400
Liq.
+ Liq. 2
Crs + Liq.
2000
_ /t.-~~~~
~
1797
1600
Rt + Liq.
1200
Trd+ Rt
Trd + Rt
°
1437
V
Trd + Liq.8070
800
a-Otz + Rt
5740
400
-Qtz + Rt
0
-I
0
1/3(Ti02)
I
I
20
40
I
I
I
60
I
80
Mol 7.
-
100
I/3(sio2)
Figure 2.13 [2.121: The TiO 2-SiO 2 phase diagram
2.2
Experimental Procedures
2.2.1
Materials
The amorphous silica powder (Silica Ace QS-2, Mitsubishi Chemical Company) used
in this research had a median particle size of 1.4 Vpm and a surface area of 2.666 m 2/g.
Aluminum nitrate nanohydrate (AI(NO 3) 3*9H 2 0,, Alfa Aesar) was used as the dopant source.
Vertical index variation GRIN lenses were fabricated from a 30 vol% silica slurry, while a
22.5 vol% slurry was used to fabricate the radial index variation GRIN lens. Both slurries
were ball-milled with glass media (A-285, Potters Industries Inc.) for 20 hours before
printing. The chemical compositions of the slurries are shown in Table 2.3. Boric Acid was
added to lower the sintering temperature.
Silica
Deionized
Methanol
2-
Poly (ethylene
TMAH*
NH40H
H3BO3
vPowder
(vol%)
Water
(vol%)
(vol%)
Propanol
(vol%)
glycol) (MW:400)
(M)
(M)
(wt%)
353
35
0
0
0
0.20
0.20
1 wt% based
on silica
0.063
0
1 wt based
on silica
3()
22.5
35 30
35
38.75
0
wt% based on
silica
38.75
0
*tetramethylammonium hydroxide
Table 2.3: The chemical compositions of the silica slurries.
49
2.2.2 Printing
The TDK 3DPT M machine was used to print aluminum nitrate-doped samples.
Aluminum nitrate-doped silica powder beds with vertical compositional variation were
fabricated by S-3DPTM using a continuous dopant jet with an alumina ceramic nozzle with a
diameter of 127
m.
The mass flow rate was adjusted to be 3 g/min.
The vertical
compositional variation was achieved by printing different concentrations of aluminum
nitrate solution while keeping the flow rate of the continuous dopant jet unchanged. The
thickness of each printed layer was 73
m.
Two vertical concentration profiles with
maximum concentration in the center were printed to create two vertical GRIN lenses with
different optical effects, as shown in Figure 2.14. Each printed slurry layer and each dopant
layer were dried at 65 °C for 50 seconds and 55 layers were printed.
Aluminum nitrate-doped silica powder beds with a radial compositional gradient were
fabricated with the TDK 3DPT M machine equipped with a Drop-on-Demand (DoD) printing
nozzle, which allows the dopant solution to be deposited in selective region drop by drop.
The DoD printing nozzle had a diameter of 40 jgm.
An aqueous solution of 27 wt%
aluminum nitrate was prepared and used as the dopant solution.
The drop size of the
aluminum nitrate solution was 45 pm. The mass flow rate of the slurry was adjusted so that
the thickness of each dried slurry layer was 40 gm. The designed concentration profile is
shown in Figure 2.15. Each printed slurry layer and each printed dopant layer were dried in a
microwave oven for 1 minute.
0 10ol%
0 mol%
0.50 mol%
0.32 mol%
1.00 mol%
0.65 mol%
1.50 mol%
0.97 mol%
2.00 mol%
1.30 mol%
1.63 mol%
2.50 mol%.
z
2.00 mol%
1.30 mol%
1.50 mol%
Building
0.97 mol%
Building
1.00 mol%
direction
0.65 mol%
direction
0.50 mol%
5layers
0.32
5 layers
0 mol%
0 mol%
(a)
(b)
Figure 2.14: The concentration profiles of alumina in the GRIN lenses of (a) Design
2.5% max and (b) Design 1.63% max.
50
__...._.__
2.5
2.0
.o
E
1.5
o
I
v
<
1.0
0.5
n
-2
-1
0
1
2
Position (mm)
Figure 2.15: The concentration profile of the GRIN lens with radial index variation
51
2.2.3
Heat treatment and sintering
The aluminum nitrate-doped silica powder beds were heated at a temperature of
900 0C for 4 hours in air to remove the hydroxyl groups introduced by the aluminum nitrate
solution as well as the organic additives.
Sintering was performed in a vacuum furnace
(Centoor, MRF, pressure - 5x10-6 torr) at various temperatures, holding times, and cooling
rates. It was found that un-doped silica powder beds can be sintered into optical transparency
at 15000 C for 30 minutes, as shown in Figure 2.16. An additional dehydration process at
1000 C for 24 hours in the vacuum furnace for powder beds with a maximum alumina
concentration of 2.50 mol% was required to completely remove the residual hydroxyl groups
that form bubbles during sintering.
*...
..
-i
Figure 2.16: The transparent un-doped silica powder bed sintered at 1500 °C for
30 minutes.
2.2.4
Characterization
X-ray Diffraction (XRD) was used to detect crystallization of the doped powder bed
after heat treatment. The sintered powder beds were polished and observed under an optical
microscope (BH-2). Chemical compositions of the doped powder beds were measured by
electron probe microanalysis (EPMA, JOEL Superprobe 733).
Thermal gravity analysis
(TGA, Perkin Elmer)) was used to measure the weight change during different heat
treatments.
2.2.5 Effective focal length measurement
A simple apparatus, as schematically shown in Figure 2.17, was used to measure the
effective focal length (fff) of GRIN lens. A GRIN lens was placed on the top of a "MIT"
marker with a distance of S. The size of the "MIT" marker was measured as Hi while the
size of the maker's image was measured as H2 by taking its picture with camera.
52
The
equivalent drawing of its optical path diagram is shown in Figure 2.18, where SI is the
distance between the object and lst principle plane, S 2 is the distance between the image and
2nd principle plane, HI is the object size, H is the image size, d is the lens thickness, and h is
the distance between the lSt and 2 nd principle planes. . Two equations can be obtained from
the geometric relationships in Figure 2.18, as the followings:
H2 -H
H2
S
2
+ feff
2
Hi
fet- -
l
S2
H2
S I
Equation 2.6
S
~I
fe/fEquation
=
fed
2.7
The relationship between SI, S, andfff can be found as the followings:
S2 (HI
fe,
IS
=
f
)
HI
Equation 2.8
Equation 2.9
Equations 2.8 and 2.9 can be further deduced to:
1
1
1
fef
SI
S2
Equation 2.10
which is the Gaussian Lens Equation [2.13] when the image is in the same side of the object.
From the lens designs shown in Figures 2.14 and 2.15, the focal lengths of these
GRIN lenses are expected to be long comparing with the distance between the object and
principle plane. It is thus that the thin lens approximation can be applied and the distance
between the object and the principle plane (SI) can be set to approximately equal to the
distance between the object and the lens (S). Equation 2.9, as a result, can be rewritten as:
fe
S1
H
Equation 2.11
The variables in the right-hand side of Equation 2.11 are measurable from the schematic
apparatus shown in Figure 2.17. The effective focal lengths (fef) of different GRIN lens
designs can then be calculated from Equation 2.11.
theoretical focal lengths (fh) in the following sections.
53
They will be compared with the
.
'-o.
Nib-
GRIN Lens
t
Ml
S
lI X~~~~~~~~~~~~1
He|
|
H
rHo
``-----.
Image plane
Camera
'id
Object plane
Figure 2.17: The schematic drawing of the experimental apparatus to measure effective
focal length.
2nd p 1SstI
I
-,----~~-------~------ -- -- -- -- -- -- -- -- -- -- -..... ....
,1,:.t -:
.,e
-
-
I
·____ r..
a-
-
.....
. .. .
.
-
~ ~ ~~~
~
--
.-
I
.-
1 f
l
S2
feffl
'
I
h
fef
d
Figure 2.18: Optical ray-tracing diagram of Figure 2.17.
54
b
st
St
w
.:;
- -
HI .
...........
---
: ffi
.
2.3
Results
2.3. 1
Conversion of aluminum nitrateto alumina
Pre-sintering heat treatment was initially performed at 500 C for 4 hours in air to
remove the organic additives from the slurry. It was found later that aluminum nitrate can
not be completely converted to alumina at 500 °C for 4 hours in air. The residual aluminum
compounds, possibly aluminum nitrate, aluminum hydroxide, and boehmite, caused problems
in the sintering process, especially in the samples doped with more aluminum nitrate. Details
of the problems will be discussed in the next section. The TGA result in Figures 2.19 And
2.20 shows that temperature higher than 1000 °C is required for the complete conversion of
aluminum nitrate to alumina. The heat treatment condition was then set to be 900 °C for 4
hours in air in general for all samples to remove all organic additives and convert most of the
deposited aluminum nitrate to alumina. Additional dehydration process of 1000 C for 24
hours in vacuum was applied to the samples doped with more aluminum nitrate.
100
90
80
--
70
0)
60
m
50
XC
40
E
(D
-,
30
20
10
0
0
200
400
600
800
1000
1200
Temperature (°C)
Figure 2.19: TGA result of AI(N0 3) 3*9H 2 0 heating in air
55
15.0
14.5
14.0
13.5
'-
2) 13.0
o
12.5
12.0
E
11.5
11.0
10.5
10.0
800
I
850
900
950
.
I
1000
.
I
1050
1100
Temperature (C)
Figure 2.20: Enlarged TGA result between 800 °C and 1000 °C from Figure 2.19.
2.3.2 Sintering of dopedpowder beds
The residual aluminum compounds, as mentioned in the previous section, caused
problems during sintering. Bubbles are formed in the center region of the sintered sample
with a maximum alumina concentration of 2.5 mol%. The sintered sample with a maximum
alumina concentration of 1.63 mol% in the center region, however, does not contain bubbles.
It is believed that the residual aluminum compounds release water vapor during sintering.
More water vapor has to escape from the pores in the sample doped with more aluminum
nitrate. The pores are closing during sintering and some water vapor, as a result, is trapped
inside the sample. This mechanism explains why the bubbles were found in the center region
and in the samples doped with more aluminum nitrate. An additional dehydration process
was applied at 1000 °C for 24 hours in the vacuum furnace.
The mixture of alumina and silica, given enough time, tends to form mullite
(3A120 3+2SiO 2) at temperature higher than 950 °C [2.14]. The formation of mullite can be
minimized by increasing the cooling rate and using the alumina concentration lower than 5
mol% [2.14]. The maximum alumina concentration in this study was 2.50 mol%. XRD
result shows no crystallization in the alumina-silica powder beds that were treated at 900 °C
56
for 4 hours, as shown in Figure 2.21.
Several sintering conditions were tested. Optical
transparency was achieved for the alumina-doped powder beds by sintering at 1650 °C for 30
minutes and cooling at the maximum rate (-500 °C/minute from the sintering temperature)
allowed by the furnace.
Two alumina-doped powder beds with vertical compositional
variation were sintered. The designed maximum concentrations of these two samples are
1.63 mol% (Design 1.63% max) and 2.50 mol% (Design 2.50% max), as shown in Figure
2.14. The alumina-doped powder bed with radial compositional variation was also sintered
using the same sintering condition.
200
150
0
Z'
_,
C
.:
100
50
0
20
40
60
80
20
Figure 2.21: The XRD result of the alumina-silica powder bed treated at 900 °C
for 4 hours.
2.3.3
Focal length of the sinteredsamples
The magnifying effects of the sintered powder beds with vertical compositional
variation are shown in Figure 2.22. The MIT markers under the sintered powder beds are
magnified in the vertical direction, as expected from the dopant concentration profile shown
in Figure 2.14. The object and image sizes in the vertical direction as well as the distance
between the object and the lens were measured, allowing the effective focal length (f)
determined by Equation 2.11:
57
to be
fe
S(
Hi2 )Equation
2.11
where H1 is the object size, H2 is the image size, and S is the distance between the lens and
the object.
The effective focal lengths of the powder beds with vertical compositional
variation were calculated to be 10 cm and 6.1 cm for Design 1.63% max and Design 2.50
max, respectively.
The magnifying effect of the sintered powder bed with radial
compositional variation is shown in Figure 2.23.
The effective focal lengths were also
calculated to be 63.75 cm in the x direction and 52.50 cm in the y direction using the same
method.
The chemical composition profiles of the sintered powder beds with vertical
compositional variation measured by EPMA are shown in Figure 2.24 while the chemical
composition profiles in the x direction and the y direction of the sintered powder bed with
radial compositional variation are shown in Figure 2.25.
It is noted that the measured
concentration profiles deviate from the designed concentration profiles, as shown in Figures
2.14 and 2.15.
58
(a)
(b)
Figure 2.22: The vertical enlargement with the alumina-doped GRIN lenses above
an MIT marker. (a)Maximum alumina concentration: 1.63 mol%, (b)Maximum
alumina concentration: 2.50 mol%
Figure 2.23: The enlargement with the radial alumina-doped GRIN lenses.
59
1.8
1.6
1.4
1.2
1.0
E 0.8
-
0.6
0.4
0.2
0.0
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Position (mm)
Figure 2.24(a): The dopant distribution of the vertical compositional variation GRIN
lenses of Design 2.5% max
1.8
1.6
1.4
1.2
oe 1.0
o
E 0.8
-
0.6
0.4
0.2
0.0
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Position (mm)
Figure 2.24(b): The dopant distribution of the vertical compositional variation GRIN
lenses of Design 1.63% max
60
1.1
'.U
3.5
3.0
2.5
E 2.0
1.5
-
1.0
0.5
Foi
37
38
39
40
41
42
43
44
45
46
47
Position (mm)
Figure 2.25(a): The dopant distributions of the GRIN with radial index variation in
the x direction.
4.0
3.5
3.0
2.5
o
E 2.0
(:
1.5
1.0
0.5
0.0
34
35
36
37
38
39
40
41
42
Position (mm)
Figure 2.25(b): The dopant distributions of the GRIN with radial index variation in
the y direction.
61
2.4
Discussion
2.4.1
Comparisonof effective and theoreticalfocal lengths
The theoretical focal length (fh) of a GRIN slab with a parabolic index of refraction
profile has been discussed in Chapter 1 and is given by the following equation [2.15]:
2
fih =
x
ma
2
2
d
0.5w
min
0.25
Equation 2.12
min
n max
where w is the width of the GRIN slab, d is the thickness of the GRIN slab, nin is the
minimum refractive index, and n,,m is the maximum refractive index. No direct measurement
of refractive index has been made in this study. The index of refraction, n, of fused silicate
containing alumina, however, has been found to vary linearly with the alumina content, M, as
described by Equation 2.13 [2.16]:
n=1.4580+0.00192M
Equation 2.13
where M is the alumina concentration in mol%. The alumina concentration profiles of the
Design 1.63% max and Design 2.5% max samples are shown in Figure 2.24. The profiles are
fitted with parabolic curves. The maximum alumina concentrations of the Design 1.63% max
and Design 2.5% max samples are found to be 1.04 mol% and 1.35 mol% and the maximum
refractive indices (n,,)
of the samples are calculated to be 1.46 and 1.4606 from Equation
2.13. The theoretical focal lengths of the sintered powder beds, assuming a parabolic index
profile, are then calculated and compared with the effective focal lengths, as shown in Table
2.4. The effective focal length is close to the theoretical value for the Design 1.63% max
sample. The relatively larger difference between the effective and theoretical value of the
Design 2.5% max sample is due to the fact that the concentration profile is not ideally
parabolic.
The alumina concentration profiles of the sintered powder bed with radial
compositional variation in the x direction and the y direction, shown in Figure 2.25, are also
fitted with parabolic curves. The maximum alumina concentrations in the x direction and the
y direction on the parabolic curves are found to have values about 1.70 mol% and 1.92 mol%,
respectively.
The theoretical focal lengths of the radial GRIN lens in x-direction and y-
direction can also be calculated by replacing the width (w) of the GRIN slab with the
diameter of the radial GRIN lens in Equation 2.12. The theoretical focal lengths are then
calculated to be 52.11 cm in the x direction and 50.77 cm in the y direction from Equation
2.12, as also shown in Table 2.4. The effective focal length in x-direction (63.75 cm) has
62
about 13 cm difference comparing with the value of the theoretical focal length in the x
direction (50.77 cm) calculated previously.
The difference can also be attributed to the
deviation of the concentration profile in the x direction from a parabolic curve, as shown in
Figure 2.25. The effective focal length in the y direction, however, is close to the value of the
effective focal length (52.50 cm) due to the fact that the concentration profile in the y
direction is fitted well to the parabolic curve. The relatively long focal length of the GRIN
lenses by S-3DP1M compared to the commercially available GRIN lenses is due the fact that
the ability of alumina to change the index of refraction of silica is small. It is known from
Equation 2.12 that the focal length of a GRIN lens becomes shorter when the thickness (d) of
the GRIN lens becomes thicker. The required thickness is calculated from Equation 2.12 to
be 2.97 cm in order to make a GRIN lens with a maximum alumina concentration of 1.7
mol%, a focal length of 5 cm and a diameter of 0.60 cm. It requires about 800 of 3 DPTM
layers to have a final thickness of 2.97 cm after sintering. The total processing time is thus
increased.
The required thickness for a GRIN lens with the same maximum alumina
concentration and focal length but a diameter of 0.2 cm is also calculated to be 0.31 cm,
which requires about 86 of 3 DPTM layers. Dopants with higher ability to change the index of
refraction of silica, such as barium oxide, will be investigated and described in Chapter 3.
2.4.2
Migrationof dopant
It is noted that the length scale of the concentration deviation in both vertical and
radial compositional GRIN lenses is in the scale of millimeters. Davis and Pask studied the
diffusion in the alumina-silica system. Their result showed that the diffusivity of alumina in
l
silica at 1650 C is between 2x10"
cm 2 /s (2.44 mol% A12 0 3) to 1x10 -1' cm 2/s (5.35 mol%
A1 2 0 3) [2.17]. It is thus unlikely that the deviation is caused by the diffusion of aluminum
during sintering at 1650 C for 30 minutes. Migration of aluminum nitrate solution during the
printing process is believed to cause the concentration deviation. Differential slip casting,
which occurred during the printing process, is resulted from the different slip casting rates of
the powder bed at different positions. The presence of dried dopant within the pore space
lowers the slip casting rate and slurry can migrate from slow casting regions to fast casting
regions. The slow casting region can have a higher green density than the fast casting region.
The capillary force difference between pores then causes the as-deposited aluminum nitrate
solution to migrate within the powder bed. This results in the concentration deviation in the
concentration variation plane.
63
2.4.3 Light diffraction caused by compositionalvariation
Further observation of the samples with vertical compositional variation using optical
microscope shows a layered structure perpendicular to the built direction, as shown in Figure
2.26. Light diffraction was also seen, as shown in Figure 2.27, when a laser was shined
through the sample normally to the plane of concentration variation. Figure 2.26 and Figure
2.27 together indicate locally inhomogeneous distribution of dopant in each printed layer.
Figure 2.28 shows the alumina concentrations along the z direction in the sample with a
radial compositional variation. Locally compositional variation with an average peak-to-peak
distance of about 36 jim is observed in Figure 2.28. The length scale of the compositional
variation is close to the green slurry layer thickness of 40 im. It indicates that the migration
of dopant solution also happens during the drying of each printed layer.
Similar
phenomenon, segregation of chemical additives during drying, was also observed in the tape
casting process [2.18]. The additives are carried with the solvent flowing toward the top of
the drying surface and accumulated on the top of the drying surface after the solvent
evaporates.
Locally inhomogeneous distribution of additives along the z direction within
each printed layer is thus created.
The light diffraction that caused by the locally
inhomogeneous distribution of dopant, although is detrimental to the optical quality, reveals
the possibility of making optical grating using the S-3DPTM technology as well as the
fabrication of GRIN microlens array. The ideas and preliminary results will be discussed in
the future work section.
Thickness,
Width(diameter), fegXcm)
d (cm)
w (cm)
fih (cm)
Design 1.63% max
Design 2.5% max
Radial
Radial GRIN
GRIN lens,
lens,
0.55
0.60
0.30
0.30
10.00
6.10
10.30
7.28
0.27
0.60
63.75
52.11
Radial GRIN lens,
0.27
0.63
52.50
50.77
x-direction
y-direction
Table 2.4: The effective (fef) and theoretical (fh) focal lengths of different GRIN lenses
64
Figure 2.26: The layer merging problem
observed under the optical microscope.
Figure 2.27: The diffraction of the laser
light shining through the sample.
1.2
1.1
1.0
ov
0.9
<
0.8
0.8
0.7
0.6
0.8
0.9
1.0
1.1
1.2
Depth (mm)
Figure 2.28: Alumina concentration variation along the building direction.
65
2.5
Conclusion
The alumina-silica system has been studied for the fabrication of GRIN lenses by S-
3DPTM . Optically transparent alumina-silica GRIN lenses were obtained by sintering at 1650
°C for 30 minutes. GRIN lenses with vertical and radial compositional variations have been
successfully fabricated. EPMA results show the deviation of the actual dopant concentration
from the designed value. Migration of dopant during printing and segregation of dopant
during drying are the main causes of concentration deviation.
2.6
References
[2.1] L. S. Dubrovinskii, G. O. Piloyan and 1. D. Ryabchikov, "Silica polymorphs under
lower mantle conditions of the Earth," Dokl. Akad. Nauk SSSR, 301 [3] 682-85 (1988).
[2.2] F. E. Wagstaff, S. D. Brown and I. B. Cutler, "The Influence of H20 and 02
Atmospheres on the Crystallization of Vitreous Silica," Physics andChemistry of Glass, 5 [3]
76-81 (1964).
[2.3] J. Cesarano III, I. A. Aksay and A. Blier, "Stability of Aqueous a-Alumina Suspensions
with Poly(methacrylic acid) Polyelectrolyte," J. Am. Ceram. Soc., 71 [4] 255-55 (1988).
[2.4] J. Cesarano III and I. A. Aksay, "Processing of Highly Concentrated Aqueous aAlumina Suspensions Stabilized with Polyelectrolytes," J. Am. Ceram. Soc., 71 [12] 1062-67
(1988).
[2.5] J.-H. Jean and H.-R. Wang, "Effects of Solids Loading, pH, and Polyelectrolyte
Addition on the Stabilization of Concentrated Aqueous BaTiO3 Suspensions," J. Am. Ceram.
Soc., 83 [2] 277-80 (2000).
[2.6] J.-H. Jean and H.-R. Wang, "Stabilization of Aqueous BaTiO3 Suspensions with
Ammonium Salt of Poly(acrylic acid) at Various pH Values," J. Mater. Res., 13 [8] 2245-50
(1998).
[2.7] J.-H. Jean and H.-R. Wang, "Dispersion of Aqueous Barium Titanate Suspensions with
Ammonium Salt of Poly(methacrylic acid)," J. Am. Ceram. Soc., 81 [6] 1589-99 (1998).
[2.8] J. D. Shaw, Introduction to Colloid and Surface Chemistry, 4th ed., ButterworthHeinemann Ltd., 1992.
[2.9] R. J. Kershner, J. W. Bullard and M. J. Cima, "The Role of Electrochemical Reactions
during Electrophoretic Particle Deposition," Journalof Colloid and interface Science, 278 [1]
146-54 (2004).
[2.10] J. S. Reed, Introduction to the Principles of Ceramic Processing, ed., John Wiley &
Sons Inc., New York, 1987.
[2.11] Sigel, Index of refraction vs. oxide concentration in silica, 1995.
[2.12] L. Kaufman, "Calculation of multicomponent ceramic phase diagrams," PhysicaB+C,
150 [1-2] 99-114 (1988).
[2.13] E. Hecht, Optics, 4th ed., Addison-Wesley, 2002.
[2.14] J. F. MacDowell and G. H. Beall, "Immiscibility and Crystallization in Alumina-silica
Glasses," J. Am. Ceram. Soc., 52 [1] 17-25 (1969).
[2.15] B. E. A. Saleh and M. C. Teich, Fundamentals of Photonics, 4th ed., John Wiley &
Sons Inc., New York, 1991.
[2.16] K. Nassau, J. W. Shiever and J. T. Krause, "Preparation and Properties of Fused Silica
Containing Alumina," J Am. Ceram. Soc., 58 [9-10] 461 (1975).
[2.17] R. F. Davis and J. A. Pask, "Diffusion and Reaction Studies in the System Aluminum
Oxide-Silicon Dioxide," J. Am. Ceram. Soc., 55 [10] 525-31 (1972).
66
[2.18] J.-H. Jean and H.-R. Wang, "Organic Distributions in Dried Alumina Green Tape," J
Am. Ceram. Soc., 84 [2] 267-72 (2001).
67
3.
Barium Oxide-Doped Silica GRIN Lens
3.1
Introduction
3.1.1 Refractive index changingability of different oxides in silica
Alumina-doped silica GRIN lenses by S-3DPTM have been successfully fabricated and the
details have been described in Chapter 2. The A12 0 3-SiO2 material system, however, suffers from
the low index change due to the fact that alumina can only slightly change the refractive index of
silica [3.1]. It results in a thicker lens thickness to achieve a shorter focal length and hence
increases the total printing time since more slurry layers need to be deposited. Dopants with
stronger ability to change the refractive index of silica are required to fully utilize the advantages
from using S-3DPTM. It is shown in Chapter 2 that titania, although having stronger index change
ability, makes silica crystallize easily and causes light scattering. Titania can also be reduced
during sintering in vacuum since titanium is a transition metal and can have several oxidation
states. The reduction of titania can cause coloration in the sintered samples, as already shown in
Table 2.1 in Chapter 2. It is therefore the search for a new dopant with stronger ability to change
refractive index focuses on Groups I-A and II-A on the periodic table. The elements in Group IA, such as lithium, sodium and potassium, are well known to have fast diffusion in glass [3.2-7].
The fast diffusion of these elements in glass makes them not a good candidate since the sintering
temperature of the un-doped and doped silica powder beds in the study are expected to be higher
than 1500 C and the designed concentration profile can be altered. Group II-A elements
generally have lower diffusion rate compared with Group I-A elements and will be considered.
The refractive index of an oxide generally can be related to the polarizability of its metal
element. The higher polarizability generally results in a higher refractive index. This trend in
Group II-A oxide can be seen in Table 3.1 [3.8]. Other factors, such as bonding strength and
crystal structure, also affect the refractive index. In general, stiffer/stronger bonds interact less
68
with the light while softer/weaker bonds interact more. The refractive index, as a result, is larger
when the bonding strength is weaker. Table 3.2 lists the bonding strengths and refractive indices
of different oxides [3.8]. The refractive index of silica is different when its crystal structure is
different, as shown in Table 3.3 [3.8]. The metal oxides are expected to dissolve into amorphous
silica to form transparent samples and only less than 5 mol% of the oxides is expected to be used
in this study. It is therefore that the majority of the silica glass network is not altered much, i.e.
amorphous. Polarizability and bond strength are hence the dominating factors that determine the
refractive index of doped silica. Barium oxide which has high polarizability (39.7 x 10-24cm
and weak bonding strength (33 kcal/mol) is the best candidate among Group II-A oxides.
Group II-A oxide
Polarizability of element (x1024 cm 3 )
Refractive index of oxide
BeO
5.6
1.719
MgO
10.6
1.735
CaO
22.8
1.838
SrO
27.6
1.81
BaO
39.7
1.98
Table 3.1: Refractive indices of oxides and polarizabilities of elements in Group II-A.
Material
SiO 2
A12 0 3
BeO
MgO
CaO
SrO
BaO
Refractive index of oxide
Single-bond strength (kcal/mole)
1.458
106
1.761
108
1.719
63
1.735
37
1.838
32
1.81
32
1.98
33
Table 3.2: Refractive indices and bond strengths of oxides.
SiO 2 polymorth
Vitreous SiO 2
Quartz
Tridymite
Cristobalite
n
Polarizability of element (* 1024 cm 3)
1.458
5.38
1.544
5.38
1.475
5.38
1.484
5.38
Table 3.3: Refractive indices of silica polymorphs.
69
3)
3.1.2 Phasetransformationof Group II-A oxides andsilica
It has been discussed in previous section that barium oxide is a good candidate for the
dopant of silica in terms of its ability to change the refractive index of silica. The processing
compatibilities, such as availability of water-soluble salt, solubility of oxide in silica, and
crystallization of alkaline earth-doped silica, are yet to be investigated. Water-soluble salts of
Group II-A elements are very common, such as magnesium hydroxide (Mg(OH) 2) for magnesium,
calcium hydroxide (Ca(OH) 2) for calcium, and barium acetate (Ba(OOCCH 3) 2) for barium. The
solubility of alkaline earth oxides in silica can be seen from the phase diagrams of there alkaline
earth oxides and silica. The phase diagrams of the MgO-SiO 2 [3.9], CaO-SiO 2 [3.10], SrO-SiO 2
[3.11], and BaO-SiO 2 [3.12] material systems are shown in Figures 3.1, 3.2, 3.3, and 3.4,
respectively. Table 3.4 summaries the eutectic compositions as well as the eutectic temperatures
of the alkaline earth oxide-silica material systems. It can be seen that the alkaline earth oxides
are very soluble in silica and the solubility is in the range between 46 mol% for the MgO-SiO 2
material system and 25 BaO mol% for the BaO-SiO 2 material system. It is well beyond the
expecting dopant concentration (<5 mol%) to be deposited in this study. Figure 3.5 shows the
composite phase diagram of the MgO-SiO 2, CaO-SiO 2, SrO-SiO 2, and BaO-SiO 2 material
systems at the temperature between 1600 °C and 2200 °C [3.13]. It can be clearly seen from
Figure 3.5 that the BaO-SiO 2 material system does not have a two-liquid phase region as the
MgO-SiO2 , CaO-SiO 2, and SrO-SiO 2 material systems do. The lack of two-liquid phase region in
the BaO-SiO 2 material system makes it the best candidate among the other Group-II-A oxides
because BaO and SiO 2 tend not to have phase separation during sintering.
The formation of
intermediate compounds of BaO and SiO 2, which decreases the transparency of the sample, can
be prevented by having appropriate sintering temperature and short sintering time. It is thus,
from the discussions in this section and previous section, that the BaO-SiO 2 material system is the
70
best candidate in terms of index changing ability and sintering possibility.
conditions will be discussed later in this chapter.
I
Liquid
20
Figre
60
40
2C,
80
phase diagram
MgO-SiO
100
r 11~~~~~~~~~~~~~~~~~~-t
13.91.
Figure 3.1: The MgO-SiO2 phase diagram [3.91.
71
The sintering
0
2r
40G
,o
ac
-20
1
ICC
McI
Figure 3.2: The CaO-SiO 2 phase diagram [3.10].
I
To-
---
.
-
~
P --
I
~
-
--
I
''--a
" n--··-
1
v~
1¢
SrO
63C
40
Mol%
e
I0
SrO
Figure 3.3: The SrO-SiO 2 phase diagram [3.111.
72
o
10
BaO
Mol %
B3SisO51
Si02
Figure 3.4: The BaO-SiO 2 phase diagram [3.121.
0
a)
0
E3
a
-
'V2
Mol. °/
RO
Figure 3.5: Composite phase diagram of alkaline earth-silica showing immiscibility
gap [3.131.
73
Material system
Eutectic composition (mol%
Eutectic composition mol%
of alkaline earth oxide)
Eutectic temperature (C)
MgO-SiO 2
46
1546
CaO-SiO2
39
1441
SrO-SiO 2
-34
1342
BaO-SiO 2
25
1374
Table 3.4: Eutectic compositions and temperatures of alkaline earth-silica material systems.
3.2
Experimental procedures
3.2.1
Materials
The amorphous silica powder (Silica Ace QS-2, Mitsubishi Chemical Company) used in
this research had a median particle size of 1.4 tlm and a surface area of 2.666 m2/g. Barium
acetate (Ba(OOCCH 3) 2, Alfa Aesar) was used as the dopant source. Radial index variation GRIN
lenses were fabricated from a 22.5 vol% slurry. The slurry was ball-milled with glass media (A285, Potters Industries Inc.) for 20 hours before printing. The chemical composition of the slurry
is shown in Table 3.5. Boric Acid was added to lower the sintering temperature.
Silica
Powder
(volol%)
22.5
Deionized
Methanol
W r
WePropanol
(vol%)
(Vl%)
(%
38.75
0
2(vol%)
Poly (ethylene
glycol) (MW:400)
TMAH*
(M)
NH40H
(M)
H3BO3
(wt%)
0
0.063
0
1 wt/ based
on silica
38.75
*tetramethylammonium hydroxide
Table 3.5: The chemical composition of the silica slurry.
74
3.2.2 Printing
The TDK 3 DPTM machine described in Chapter 1 was used to print barium acetate-doped
samples.
Barium acetate-doped silica powder beds with radial compositional variation were
made with a 3 DPTM machine equipped with Drop-on-Demand (DoD) printing nozzles, which
allow the dopant solution to be deposited in selective region drop by drop. The DoD printing
nozzle has a diameter of 40 pm. An aqueous solution of 18.1 wt% barium acetate was dissolved
in water and used as the dopant solution. The drop size of the barium acetate solution was 45 urm.
The mass flow rate of the slurry was adjusted so that the thickness of each dried slurry layer was
40 gm. The designed concentration profile is shown in Figure 3.6. Each printed slurry layer and
each printed dopant layer were dried in a microwave oven for 1 minute.
I
.
I
.
I
-
I
I
2.5
2.0
aR
E
/
_
/
/
1.5
/
0
1.0
0.5
0.0
I.
I
-2
.
I
,
I
I
I
-1
I
0
I
1
I
2
Position (mm)
Figure 3.6: The concentration profile of BaO of the GRIN lens with radial index
variation
75
3.2.3 Characterization
X-ray Diffraction (XRD) was used to detect crystallization of the doped powder bed after
heat treatment. The sintered powder beds were polished and observed under an optical
microscope (BH-2).
Chemical compositions of the doped powder beds were measured by
electron probe microanalysis (EPMA, JOEL Superprobe 733). Thermal gravity analysis (TGA,
Perkin Elmer)) was used to measure the weight change during different heat treatments.
3.2.4 Heat treatmentand sintering
The barium acetate-doped silica powder beds have to be heated to convert barium acetate
to barium oxide. Barium acetate powder was heated at different temperatures and times using
TGA. XRD was used to determine the phase of residual material after heating. The details of the
TGA and XRD results will be shown in the following section. Heat treatment at 900 C for 18
hours in air was used. Several sintering conditions were tested to obtain transparent samples. It
was found the sintering condition to be 1725 °C for 10 minutes in the vacuum furnace.
3.2.5 Effectivefocal length measurement
A simple apparatus, as schematically shown in Figure 3.7, was used to measure the
effective focal length (f#) of GRIN lens. A GRIN lens was placed on the top of a "MIT" marker
with a distance of S. The size of the "MIT" marker was measured as Hi while the size of the
maker's image was measured as H 2 by taking its picture with camera. The equivalent drawing of
its optical path diagram is shown in Figure 3.8, where S, is the distance between the object and
1st
principle plane, S2 is the distance between the image and 2 nd principle plane, Hi is the object size,
H 2 is the image size, d is the lens thickness, and h is the distance between the 1 t and 2 nd principle
76
planes.. Two equations can be obtained from the geometrical relationships in Figure 3.8, as the
followings:
H
H2 -H
2
S 2 + f.
Equation 3.1
S2
HI
H2
Equation 3.2
The relationship between S1, S, andfff can be found as the followings:
f1j
Jf#
=
S1
2H
Slt
H2)
Equation 3.3
Equation 3.4
Equations 3.3 and 3.4 can be further deduced to:
1
1
1
Equation 3.5
Jr.
S
S2
which is the Gaussian Lens Equation [3.14] when the image is in the same side of the object.
From the lens designs shown in Figure 3.6, the focal lengths of these GRIN lenses are
expected to be long comparing with the distance between the object and principle plane. It is thus
that the thin lens approximation can be applied and the distance between the object and the
principle plane (SI) can be set to approximately equal to the distance between the object and the
lens (S). Equation 3.4, as a result, can be rewritten as:
JIf
S
HII_
)
Equation 3.6
The variables in the right-hand side of Equation 4.6 are measurable from the schematic apparatus
shown in Figure 3.7. The effective focal lengths
(fre)
77
of different GRIN lens designs can then be
calculated from Equation 3.6. They will be compared with the theoretical focal lengths V(h) in the
following sections.
V
[ge plane
Camera
- d
Object plane
Figure 3.7: The schematic drawing of the experimental apparatus to measure effective
focal length.
2nd p 1st
I
I--
_
2S
-------------------------
t
H,I
.
.-----
~ -
kl9
!- I
2-
2----------------
S2
feff
Ii
fef
h
d
Figure 3.8: Optical ray-tracing diagram of Figure 3.7.
78
1 St f
I
Si
_I
1
-- --
3.3
Results
3.3.1 Heat treatment of barium acetate
Figure 3.9 shows the TGA result of barium acetate with a heating rate of 5 °C/min to 1000
°C for 8 hours in air. Barium acetate quickly decomposes to barium carbonate around 500 °C.
Further heating of barium carbonate to 1000 °C for 8 hours causes it to gradually decompose to
barium oxide. The two-step decomposition reactions are written as the following:
Ba(OOCCH3)2
BaCO3
+
402
500°
c
BaCO3 + 3C02 + 3H 2 0 (fast) Equation 3.7
>9°0 c >BaO+CO
2
(slow) Equation 3.8
The residual sample was left at room temperature in air for 12 hours before being measured by
XRD and barium carbonate was identified from the XRD result shown in Figure 3.10. The XRD
result is conflict with the TGA result, which shows 100% conversion after heating at 1000 °C for
8 hours. Another TGA experiment was conducted to not measure the weight loss during heating
but also the weight change during cooling. The sample was heated 5 °C/min to 1100 °C for 8
hours then cooled 5 °C/min to room temperature. The result is shown in Figure 3.11. Slight
Weight gain during cooling can be seen from Figure 3.11. It can be explained from Equation 3.8
that barium carbonate starts to decompose to barium oxide at the temperature higher than 900 °C.
Barium oxide can react with carbon dioxide existing in air to form barium carbonate again during
cooling. 100% conversion from barium oxide to barium carbonate is possible if the sample is left
in air for long enough time. If large amount of barium carbonate exists in the silica powder bed,
bubbles would be formed due to the release of carbon dioxide during sintering. It is similar to the
bubbles that are formed from the release of water vapor during sintering of aluminum nitratedoped silica powder bed in Chapter 2. The heat treatment condition for barium acetate-doped
silica powder bed was set to be 900 C for 18 hours in air to fully convert barium acetate to
barium oxide as well as to prevent the silica powder bed from crystallizing at the temperature of
79
1000 °C or higher. The treated sample was then quickly removed from the furnace and store in a
nitrogen glove box. The sample was quickly transferred from the nitrogen glove box to the
vacuum furnace right before sintering to minimize the contamination from carbon dioxide.
100
1000
95
900
90
800
85
700
80
600
0)
c
75
500
E*
E
a)
nL
70
400
65
300
60
200
55
100
0.
_=
50
0
100
200
300
400
500
600
Time (minute)
Figure 3.9: TGA result of barium acetate.
80
700
a)
E
I-
140
BaCO_
120
100
0
0
80
v,
C
60
aC
C
40
20
i
i
i
i
n
20
1()
30
40
50
60
70
80
90
2 theta
Figure 3.10: XRD result of the residual sample in Figure 3.9 after being left in air for 12
hours.
100
95
,
.
.
.
.
..
1100
.
:
;
1000
900
90
.
C
-C
.)
C
3
E
:
:
:
85
80
it,
75
800
700
\
600
70
a)
65
60
55
50
*1
\
.1
'l
-
0
-
100
-
-
200
-
-
300
-
..
-
400
''.
-
-
500
-
500
a)
a)
400
E
a)
I-
300
X'.
,'
a
0,
200
3
i
100
-
600
700
800
90iD 1000
Time (minute)
Figure 3.11: The TGA result of barium acetate with weight gain during cooling.
81
3.3.2 Sintering of barium oxide-doped silicapowder bed
The sintering study of barium-doped silica powder bed was done based on the result from
the A12 03 -SiO2 system. The sintering condition for the A12 03-SiO 2 system is 1650 °C for 30
minutes in vacuum. Silica powder beds printed with one layer of barium acetate line pattern were
fabricated to study the sintering condition. The line spacing was 160 jm. These samples were
treated at 900 °C for 18 hours to convert barium acetate to barium oxide as described in the
previous section. One of the treated samples was then sintered at 1650 °C for 30 minutes in
vacuum. It was found that the barium-doped region was crystallized while the un-doped region
remains amorphous and transparent, as shown in Figure 3.12.
The crystallized region was
identified by XRD as cristobalite, as shown in Figure 3.13. More sintering conditions were tested
on one layer of line pattern or one layer of dot array pattern. The details will be discussed in the
following section. The sintering condition was found to be 1725 C for 10 minutes. A barium
oxide-doped silica GRIN lens with a designed concentration profile shown in Figure 4.6 was
sintered. The effective focal length of the sintered barium oxide-doped GRIN lens is measured
and the details are given in the next section.
82
___
Figure 3.12: SEM picture of the barium-doped sample with line pattern of 160 gm line
spacing sintered at 1650 °C for 30 minutes in vacuum.
700
600
cristobalite
500
0
400
.)
C
3
c
300
200
100
A II·
1C
3
I
20
21
30
A
__ _
1 iL
40
50
4..-A
60
I
.
_____
LI AI_-
70
80
2-theta
Figure 3.13: XRD result of the sample in Figure 3.12
83
90
3.3.3 Effectivefocal length measurement
The magnifying effect of the sintered barium oxide-doped silica GRIN lens is shown in
Figure 3.14. The MIT marker under the sample is magnified, as expected from the dopant
concentration profile previously shown in Figure 3.6. The object and image sizes as well as the
distance between the object and the lens were measured, allowing the effective focal length (fr)
to be determined by Equation 3.6:
fe
S
H
Equation 3.6
where Hi is the object size, H2 is the image size, and S is the distance between the lens and the
object. The effective focal lengths were calculated to be 14.36 cm in the x direction and 11.14
cm in the y direction. The chemical composition profiles in the x direction and the y direction
measured by EPMA are shown in Figures 3.15 and 3.16. The maximum dopant concentrations in
the x direction and the y direction are 2.44 mol% and 2 mol%, respectively.
.IF, ._lvIMMMMI
_
I
-
- I-----
Figure 3.14: The enlargement with the barium oxide-doped GRIN lenses.
84
__
In
4.U
3.5
3.0
2.5
E 2.0
0
1.5
1.0
0.5
0.0
-3
-2
-1
0
1
2
3
Position (mm)
Figure 3.15: The dopant distribution in the x direction of the barium-doped GRIN lens
4.u
3.5
3.0
2.5
o 2.0
0 1.5
1.0
0.5
0n
-3
-2
0
-1
1
2
3
Position (mm)
Figure 3.16: The dopant distribution in the y direction of the barium-doped GRIN lens
85
3.4 Discussion
3.4.1
Sintering of barium oxide-doped silicapowder bed
The sintering of the barium oxide-doped sample at 1650 °C for 30 minutes, as described
in Section 3.3.2, gives fully densified but crystallized sample. The sintering condition for the
A12 0 3-SiO 2 material system is clearly not suitable for the BaO-SiO 2 material system. The phase
diagram of BaO-SiO 2 (Figure 3.4) shows a liquid-cristobalite region that exists at 1374 °C or
higher. It can be understood that cristobalite was detected by XRD in Figure 3.13. The sintering
temperature is high enough to fully sinter the sample but too high that the crystallization rate of
critobalite is also fast. The first attempt is to lower the sintering temperature in order to lower the
crystallization rate. Sintering at 1500 °C for 30 minutes, which is the sintering condition for
undoped silica from Section 2.2.3, is performed on the sample with one layer of line pattern. The
sample was fully densified but the line pattern region was still crystallized, as shown in Figure
3.17. This result indicates that the crystallization rate of cristobalite in the printed region is
higher than the sintering rate undoped silica at 1500 °C. It is therefore that lowering sintering
temperature to prevent the crystallization does not work in this case. The existing liquid phase in
the liquid-cristobalite region does not only help the sintering but also increases the crystallization
rate of cristobalite. The second attempt was to increase the sintering temperature close to the
melting temperature of vitreous silica, which is about 1725
C.
It was done to melt the
cristobalite in the printed region while maintaining the physical shape and chemical composition
profile. A series of sintering was done on the samples with one layer of 120 Grn-pitch dot array at
1750 °C for different periods of time (0, 1, 2, 5, and 10 minutes). The pictures of the sintered
samples are shown in Figures 3.18 (0 minute), 3.19 (1 minute), 3.20 (2 minutes), 3.21 (5 minutes),
and 3.22 (10 minutes). It can be seen from Figures 3.18 (0 minute) and 3.19 (1 minute) that the
barium-oxide doped regions are still crystallized.
86
The pictures of the 2-, 5-, and 10-minute
samples look like transparent. Further inspection, however, was done under optical microscope,
as shown in Figures 3.23, 3.24, and 3.25. Close observation in Figures 3.23 and 3.24 shows
cracks around each dot. It indicates that cristobalite is not fully converted to amorphous silica
and cracks are generated due the thermal expansion mismatch between cristobalite and
amorphous silica during cooling. Cracks are not observed for the sintering times of 10 minutes in
Figure 3.25. It is thus that the sintering of barium oxide-doped GRIN lens with more than one
layer of printed pattern is set to be 1725 °C with the sintering time of 10 minutes.
Figure 3.17: The picture of the barium-oxide doped sample with a 160 Alm line
pattern sintered at 1500 °C for 30 minutes in vacuum.
87
Figure 3.18: The picture of the barium-oxide doped sample with a 120 pm-pitch dot
array sintered at 1725 °C for 0 minutes in vacuum.
Figure 3.19: The picture of the barium-oxide doped sample with a 120 pm-pitch dot
array sintered at 1725 °C for 1 minute in vacuum.
88
a_S
- ;-,.
,
"1k_21
,
Figure 3.20: The picture of the barium-oxide doped sample with a 120 gm-pitch dot
array sintered at 1725 °C for 2 minutes in vacuum.
I i
'-t
~Z".,,,·r-,~~~~~~~~~~~...I
· i·
·
+
,
-L
~I"
k.-·
--
- 1· l-rC·
i
Figure 3.21: The picture of the barium-oxide doped sample with a 120 gm-pitch dot
array sintered at 1725 °C for 5 minutes in vacuum.
89
Figure 3.22: The picture of the barium-oxide doped sample with a 120 pm-pitch dot
array sintered at 1725 °C for 10 minutes in vacuum.
,
.-
L
.4
9
9
U·
t.
*
,
.49c
r-.V~·
-'
.*t i ...
~..
~
s4j4
4 .} . s2 t d.
54
.
,
j
~
+
46
*
1*
..
*
.
itI
*
.
?:.
f
.
$
S
,
'
'
*
..$
-~~~~~
.t-if
w
-
.
:..
..
B, a
f
~~ So
.4,
r * :.
r
i
1
.
.
'>
·
e3j
X
1`
Figure 3.23: The optical microscopic picture of the barium-oxide doped sample with a 120
gm-pitch dot array sintered at 1725 °C for 2 minutes in vacuum.
90
I
.
·-
I~
t
\
~
t
i
, 1
I
-i
ir
I
1
I
~ ~ ~ ~ ~
~
-
.
'
I
4
p'
.9
r
".,
i
-:·
~~~~~~4
a
9·
t
A__
P
r
a
t
.
4
.
j.
)
-+-9
--.
4
Figure 3.24: The optical microscopic picture of the barium-oxide doped sample with a 120
pm-pitch dot array sintered at 1725 °C for 5 minutes in vacuum.
Figure 3.25: The optical microscopic picture of the barium-oxide doped sample with a 120
gtm-pitch dot array sintered at 1725 °C for 10 minutes in vacuum.
91
3.4.2
Comparisonof effective and theoreticalfocallengths
The theoretical focal length fth) of a GRIN lens with a parabolic refractive index profile is
given by the following equation [3.15]:
.fh =
2
2)2
1/2
m-n
in
nmax
0.25 w
2
0.5
Equation 3.9
n nd
nmax
where w is the diameter of the GRIN lens, d is the thickness of the GRIN lens, nmin is the
minimum refractive index, and nma, is the maximum refractive index. The diameter and thickness
of the GRIN lens are measured to be 0.48 cm and 0.211 cm, respectively. No direct measurement
of refractive index has been made in this study.
The refractive index, n, of fused silicate
containing different amounts of barium oxide, however, can be found in Handbook of Glass Data
[3.16] . The data is plotted together and linearly fitted (R2 >0.99) as shown in Figure 3.26. It is
found that the refractive index of barium oxide-doped silica can be described by the following
equation:
n=1.4580+0.00467M
Equation 3.10
where M is the barium oxide concentration in mol%. The barium oxide concentration profiles are
fitted with parabolic curves, as previous shown in Figures 3.15 and 3.16. The maximum barium
oxide concentrations in the x-direction parabolic curve and the y-direction parabolic are found to
be 2.44 mol% (Figure 3.15) and 2.00 mol% (Figure 3.16), respectively. The maximum refractive
indices (n, ) in the x direction and the y direction are calculated to be 1.4694 and 1.4673 from
Equation 3.10. The theoretical focal lengths of the sintered powder beds, assuming a parabolic
index profile, are then calculated and compared with the effective focal lengths, as shown in
Table 3.6. The theoretical and effective focal lengths both in the x direction and the y direction
92
are close with deviation about 2.5 cm. The small disagreement is resulted from the imperfect
parabolic fitting, which can be seen from Figures 3.15 and 3.16.
Effective focal length,fe j(cm)
14.63
11.14
x-direction
y-direction
Theoretical focal length,fiX (cm)
12.05
14.68
Table 3.6: Comparison of effective and theoretical focal lengths of the barium oxide-doped
GRIN lens.
1.65
1.60
0
co
a)
1.55
4o
x
a)
1.50
1.45
0
5
10
15
20
25
30
35
40
45
50
BaO (mol%)
Figure 3.26: The linear regression result of refractive index of barium oxide-doped silica
versus barium oxide concentration.
3.5
Conclusion
A new material system with higher index changing ability, BaO-SiO 2 , has been developed.
Barium acetate has been chosen as the water-soluble dopant source. The heat treatment condition
to convert barium acetate to barium oxide has been found to be 900 °C for 18 hours in air. It also
93
has been found that the treated sample needs to be put into a moisture-free environment to
prevent the absorption of carbon dioxide that converts barium oxide to barium carbonate. Barium
oxide-doped GRIN lenses can be sintered successfully at 1725 "C for 10 minutes in vacuum. The
effective focal lengths in x-direction and y-direction have been measured to be 14.63 cm and
11.14 cm, respectively.
3.6
References
[3.1] K. Nassau, J. W. Shiever and J. T. Krause, "Preparation and Properties of Fused Silica
Containing Alumina," J. Am. Ceram. Soc., 58 [9-10] 461 (1975).
[3.2] S. I. Sviridov and V. A. Zhabrev, "Diffusion of Singly and Doubly Charged Cations in
Sodium Silicate Glasses in the Range 500-800C," Fiz.Khim. Stekla, 11 [5] 524-29 (1985).
[3.3] R. Terai and R. Hayami, "Ionic Diffusion in Glasses," J. Non-Cryst. Solids, 18 217-64
(1975).
[3.4] V. A. Zhabrev, V. V. Moiseev, S. I. Sviridov and V. G. Chistoserdov, "Diffusion of
Divalent Impurity Ions in Vitreous Silica," The Soviet Journalof Glass Physics and Chemistry, 2
[4] 326-31 (1976).
[3.5] V. A. Zhabrev, V. V. Moiseev, S. I. Sviridov and V. G. Chistoserdov, "Sodium Ion
Diffusion in Vitreous Silica," The Soviet Journalof Glass Physics and Chemistry, 2 [3] 268-72
(1976).
[3.6] V. A. Zhabrev and S. I. Sviridov, "Ion Diffusion in Oxide Glasses and Melts: I.
Bibliography," The Soviet Journalof Glass Physics and Chemistry, 29 [2] 140-59 (2003).
[3.7] G. H. Frischat, "Sodium Diffusion in SiO2 Glass," J. Am. Ceram. Soc., 51 [9] 528--30
(1968).
[3.8] CRC Handbook of Chemistry and Physics, 84th ed., CRC Press, 2003-2004.
[3.9] P. Wu, G. Eriksson, A. D. Pelton and M. Blander, "Prediction of the Thermodynamic
Properties and Phase Diagrams of Silicate Systems - Evaluation of the Iron(II) Oxide-MagnesiaSilica System," ISIJInt., 33 [1] 26-35 (1993).
[3.10] G. Eriksson, P. Wu, M. Blander and A. D. Pelton, "Critical Evaluation and Optimization of
the Thermodynamic Properties and Phase Diagrams of the MnO-SiO2 and CaO-SiO2 Systems,"
Can. Metall. Q., 33 [1] 13-21 (1994).
94
__
[3.1 ] M. E. Huntelaar, E. H. P. Cordfunke and A. Scheele, "Phase Relations in the Strontium
Oxide-Silica-Zirconium Dioxide System I. The System SrO-SiO2," J. Alloys Compd., 191 [1] 8790 (1993).
[3.12] M. E. Huntelaar and E. H. P. Cordfunke, "The ternary system barium silicate-strontium
silicate-silica (BaSiO3-SrSiO3-Si02)," J. Nucl. Mater., 201 250-53 (1993).
[3.13] E. M. Levin, C. R. Robbins and H. F. McMurdie, Phase Diagrams for Ceramists, ed.,
American Ceramics Society, Columbus, OH, 1964.
[3.14] E. Hecht, Optics, 4th ed., Addison-Wesley, 2002.
[3.15] B. E. A. Saleh and M. C. Teich, Fundamentals of Photonics, 4th ed., John Wiley & Sons
Inc., New York, 1991.
[3.16] 0. V. Mazurin, M. V. Streltsina and T. P. Shvaiko-Shvaikovskaya, Handbook of Glass
Data, Ist ed., Elsevier, New York, N.Y, 1983.
95
4.
Comparison of A120 3-SiO 2 and BaO-SiO 2 Material Systems
4.1
Introduction
The A120 3-SiO 2 and BaO-SiO 2 material systems have been studied for the fabrication of
GRIN lenses in Chapter 2 and Chapter 3. Different heat treatment and sintering conditions have
been found for both systems. GRIN lenses can be fabricated using both the A120 3-SiO 2 and BaOSiO 2 materials systems. The compositional profiles of barium oxide and alumina as well as the
effective and theoretical focal lengths of both GRIN lenses have been measured and calculated.
In this chapter, the differences between these two material systems will be discussed and
compared.
4.2
Index changing ability of A12 0 3-SiO 2 and BaO-SiO 2 material systems
The index changing ability of a metal oxide in silica glass, as discussed in Section 3.1.1,
can be correlated to the polarizability of the metal ion and the bonding strength between the metal
and oxygen ions. High polarizability and weak bonding strength generally give larger refractive
index change.
The polarizability of barium and aluminum and the single-bond strength of
alumina and barium oxide are listed in Table 4.1. The polarizability of barium is larger than
aluminum while the bonding strength of barium oxide is smaller than alumina. It is therefore that
barium oxide is expected to have stronger index changing ability than alumina when using as a
dopant in silica glass. The index of refraction of these two material systems can be found in
literature. The A12 0 3-SiO 2 material system has been found to show a linear relationship between
the refractive index and the concentration of alumina [4. l1]. The refractive indices of the silicate
glass doped with different amount of barium oxide can be found in Handbook of Glass Data [4.2].
The data shows a linear relationship between the index of refraction of the silicate glass and the
concentration of barium oxide. The linear functions of these two material systems are plotted in
96
__
Figure 4.1. It can be seen that barium oxide has about 2.4 times stronger index changing ability
than alumina. It indicates that the required amount of barium oxide to achieve the same index
change by alumina is 2.4 times less and larger index change can be obtained with a relative small
amount of barium oxide.
The linear relationships of refractive index and dopant concentration for the AIO03-SiO2
and BaO-SiO: material systems can be used to estimate the theoretical focal length (fh) of the
alumina-doped and barium oxide-doped silica GRIN lenses using the following equation [4.3]:
fftll
Equation 4.1
(/1/2>
n ax0. n m
2
0.25w
1In
sin
min
0.5w
2
'/max
where w is the diameter of the GRIN lens, d is the thickness of the GRIN lens,
nmin
is the
minimum refractive index, and nma, is the maximum refractive index. The lens diameter (w) is
set to be 0.5 cm. The maximum dopant concentrations of alumina and barium oxide are both set
to be 2.5 mol%. The minimum index of refraction (nmin) is 1.458 for pure silica. The maximum
refractive indices (n,) of the alumina-doped and barium oxide-doped silica GRIN lenses can be
calculated from the linear relationships shown in Figure 4.1 to be 1.4628 and 1.4697, respectively.
The theoretical focal lengths of the alumina-doped and barium oxide-doped GRIN lenses can then
be calculated with the lens thickness ranging from 0.2 cm to 0.7 cm. The result is shown in
Figure 4.2. The focal length of the barium oxide-doped GRIN silica lens is much shorter than the
one of the alumina-doped GRIN silica lens with the same lens thickness.
For example, the
required lens thickness of the alumina-doped silica GRIN lens to have a focal length of 12.5 cm is
about 0.53 cm (162 slurry layers) while the one of the barium oxide-doped silica GRIN lens is
only about 0.22 cm (68 slurry layers). The total printing time of the alumina-doped silica GRIN
lens would be about 3 times longer than the barium oxide-doped silica GRIN lens in this case.
97
Furthermore, the total printing time of the alumina-doped GRIN lens becomes impractical when
the focal length is shorter 5 cm.
Oxide
Polarizability of element (xl 024 cm3 )
Bonding strength (kcal/mol)
A12 0 3
6.8
108
BaO
39.7
33
Table 4.1: Polarizabilities and bonding strengths of alumina and barium oxide.
n=1.458+0.00467*(BaO mol%)
1.65
R2>0.99
Cr
1.60
(a
1.55
0
1.
0
cn,
0o
x
-c
C
1.50
1 .458+0.00192*(AI
°
mol%)
1.45
..
.I...
0
5
10
I
15
I......
20
25
30
35
40
45
50
Oxide (mol%)
Figure 4.1: The linear relationship between the index of refraction and dopant
concentration of A12 0 3-SiO2 and BaO-SiO 2 systems.
98
A r
Lens diameter = 0.5cm
35
A
n ,^
· ,
I
,
,
30
E
v
25
'-
20
15
0
LL
10
5
n
I
I
I
I
I,
0.2
0.3
0.4
0.5
0.6
0.7
Lens Thickness (cm)
Figure 4.2: The calculated theoretical focal length versus the lens thickness of the aluminadoped and barium oxide-doped GRIN lenses.
4.3
Diffusion of A12 0 3-SiO 2 and BaO-SiO 2 material systems
The diffusion of aluminum and barium ions in silica affects the final dopant concentration
profile of a GRIN lens after sintering. The diffusion distance during sintering can be estimated
from the diffusivity at the sintering temperature and the sintering time. The diffusion distance
provides a basic measure of how the composition profile would be altered.
The diffusion
distance (L) during the whole processing period can be calculated from the characteristic
diffusion length in the following equation:
L = 2Dt
Equation 4.2
where D is the diffusivity of the metal ion in silica at a certain temperature and t is the time for
which the sample is held at the temperature. It is generally believed that the bonding strength
99
between metal and oxygen ions, the charge of metal ion, and the ionic radius of the metal ion
affect its diffusivity in glass. The diffusivity, in general, can be written as the following equation:
Equation 4.3
D = yi2F
where y is the structure factor,
diffusing specie.
is the jumping distance, and F is the jumping frequency of
The structure factor and jumping distance usually do not change greatly,
especially when the majority of material in this study is silica glass.
It is therefore that the
diffusivity depends greatly on the jumping frequency. For a metal ion to jump to a next available
site successfully, the metal ion first has to break its bonding with oxygen ion. The metal ion then
has to overcome the energy barrier created from the distortion of the glass structure due to its size
and the distortion of the electric field due to its charge. The diffusivities of the divalent metal
ions of zinc, cadmium, calcium, and barium have been measured at various temperatures [4.4].
The bonding strengths of these metal ions with oxygen ion are close and between 30 and 36
kcal/mol [4.5].
Their ionic radii, however, are quite different and plotted against their
diffusivities in Figure 4.3. Figure 4.3 shows that the diffusivity decreases as the ionic radius
increases when the valence and the bonding strength are close between these metal ions.
The diffusion of aluminum and barium ions in silica glass can be found in the literatures.
The diffusivity of aluminum ion in vitreous silica is between I x 10- 0 and 2 x 10- " cm2 /sec at
1650 C [4.6]. The diffusion of barium ion in vitreous silica can be written as the following
equation [4.4]:
DBa = DO exp
RT
Equation 4.4
where Do is the pre-exponential factor with a value of 1.175
cm 2 /sec,
ESD is the activation energy
of barium ion diffusion with a value of 305.14 kJ/mol, R is the gas constant with a value of 8.314
J/mol-K, and T is the temperature at which diffusion occurs. The diffusivity of barium ion can be
100
calculated from Equation 4.4 to be 6 x 10-9 cm 2/sec at 1650 C. The diffusivity of barium ion at
1650 C is about 2 orders of magnitude larger than the diffusivity of aluminum ion.
The
difference can be attributed to the valence and bonding strength. Table 4.2 lists the valences and
bonding strengths as well as the ionic radii of aluminum and barium ions. The aluminum ion has
a higher valence and bonding strength than barium ion although the ionic radius of barium ion is
smaller. It indicates that aluminum ion is expected to have smaller diffusivity.
The sintering conditions of the alumina-doped and barium oxide-doped silica GRIN
lenses, as described in Chapters 2 and 3, are 1650 C for 30 minutes and 1725 C for 10 minutes,
respectively.
obtained.
These are the temperatures and times at which the transparent samples can be
It is therefore that the diffusion behaviors of these material systems are compared
under these sintering conditions. The diffusivity of barium ion can be calculated from Equation
4.3 to be 1.24xl 0- cm 2 /sec at 1725
C while the diffusivity of aluminum ion is between
1x 10- '° and 2 x 10- " cm 2/sec at 1650 C. Different diffusion lengths (6.25 gm, 12.5 tm, 25 gm,
50 pim, 100 gm) are chosen and the required diffusion time can be estimated from Equation 4.2
with different diffusivities. The result is plotted in Figure 4.4. The diffusivities at the sintering
temperatures and the sintering times of the alumina-doped and barium oxide-doped silica GRIN
lenses are also plotted in Figure 4.4. It can be seen that the diffusion distance of the aluminadoped silica GRIN lens during sintering is about 6 gm and the diffusion distance of the barium
oxide-doped silica GRIN lens during sintering is about 80 gm. The droplet size of the dopant
solution is this study is 40 gpm. The diffusion of aluminum ion during sintering only causes slight
mixing between printed drops while the mixing between drops in the barium oxide-doped GRIN
lens is about 2 basic units in the profile of drop density distribution. The magnitude of mixing
affects the smoothness of the final compositional profile. The mixing in the alumina-doped
101
GRIN lens is too small to smooth out the profile while the mixing in the barium oxide-doped
GRIN lens is within the acceptable range.
10-1
0
ZA
10-11
u)
0V-
A
0A
C,
E
Ba
Ca
Cd
1200 0 C
10-12
,
::
10' .13
it::
ID
10'
-14
1o-15
I
I
I
0.06
0.08
0.10
II
0.12
I
0.14
Ionic radius (nm)
Figure 4.3: Diffusivities of several divalent ions versus their ionic radii at different
temperatures.
Valence
Bonding strength
Ionic radius (nm)
(kcal/mol)
3
108
0.039
A12 0 3 (as glass former)
A120 3 (as intermediate)
3
53-67
0.054
BaO
2
33
0.142
Table 4.2: The valences, bonding strengths, and ionic radii of aluminum and barium ions.
102
. -19
1U'-
1011
1010
109
C
108
0,)
107
-n
106
C
105
104
0
10
:3
10
E
101
4i)
2
5
100
10-1
10 -2
10-3
1
0161 0-151 0-141 0-131 0-121 0-111 0-
10
1
1 0 -
0
'
1 0-7 1 0-6 105 10-4 1 0
3
10-2 10-
°
10
Diffusivity (cm2/s)
Figure 4.4: The plot of diffusivity versus diffusion time with different diffusion distance
from Equation 4.1.
4.4
Viscosity of Al 2 0 3-SiO 2 and BaO-SiO 2 systems
The viscosity of the doped silica during sintering affects the final physical shape of the
sample.
The physical shape needs to remain unchanged in order to maintain the chemical
concentration profile created for a GRIN lens. The working point of a glass is defined as the
temperature at which it has a viscosity of 104 Poise. The glass at this temperature can be easily
deformed and shaped as desired. The softening point of a glass is the temperature at which the
viscosity of the glass is 107.6 Poise. At this viscosity, a rod about 24 cm long and 0.7 mm in
diameter elongates 1 mm/min under its own weight.
103
The annealing point of a glass is the
temperature at which the viscosity is 1013.4 Poise. The internal stress can be released within 15
minutes at this temperature. The viscosities of silicate with different amounts of alumina and
barium oxide can be found in Handbook of Glass Data and are plotted in Figure 4.5 [4.2]. The
viscosity of pure silica is also plotted.
It can be seen, despite temperature change, that the
viscosity of alumina-doped silica increases initially when the alumina concentration is 6.2 mol%
then decreases as the alumina concentration becomes 20.2 mol%. The viscosity of barium oxidedoped silica, however, decreases as the barium oxide concentration increases. Barium oxide,
which is a glass network modifier, can increase the number of non-bridging oxygen when adding
into the silica glass network.
The non-bridging oxygen in the silica glass network, which
describes the imperfection of a glass network, can decrease the viscosity of glass dramatically.
Alumina, which is a glass network intermediate, can act as a glass network former as well as a
glass network modifier. Alumina acts as a glass network former when its concentration in silica
glass in low and increases the viscosity of glass.
Alumina starts to act as a glass network
modifier when alumina is added into the glass network and the viscosity of glass is decreased.
The concentrations of alumina and barium oxide in silica in this study are both less than 5 mol%.
The alumina-doped silica sample at the sintering temperature of 1650 °C is expected to have a
higher viscosity than pure silica at the same temperature. The viscosity at 1650 °C is expected to
be few orders of magnitude higher than the viscosity at the softening point. It indicates that the
sintering time and temperature of the alumina-doped sample can be longer and higher if
necessary, which gives a wider processing window.
The barium oxide-doped sample at the
sintering temperature of 1725 °C, however, has a lower viscosity than pure silica. The viscosity
at this temperature, from Figure 4.5, is slight lower 107.6 Poise, which is the viscosity at the
softening point. It is therefore that the sintering time for the barium oxide-doped sample at 1725
104
°C can not be too long to prevent the physical shape of the sample from changing.
The
processing window for is narrower than the one of the A120 3 -SiO2 system.
1015
1014
Annealing
point...........................................................................
1012
6.2mol%
1011
,
10'
°
) 109 Softening
o0
>,
Al 20 3
8
Pure SiO
o.....t ........................... .......
...........
.
..
10 7
o 106
Working
oi. ..........................................................................
225mo1% BaO
1
15.4mol% BaO
a
100
100
1500
1550
1600
1650
1700
1750
1800
Temperature (°C)
Figure 4.5: The viscosity versus temperature for pure silica, alumina-doped silica, and
barium oxide-doped silica.
4.5
Sintering and crystallization of A12 0 3-SiO 2 and BaO-SiO 2 systems
The sintering of glass, especially the vitreous silica in this study, is viscous sintering. The
rate of initial neck growth is given by [4.7]:
X
r
- =
3,Y
2r
1/2
tt/2
Equation 4.5
where y is the surface tension, r is the viscosity, r is the radius of the glass particle, and x is the
distance between the neck and the center of contact region. Equation 4.5 can be written as the
following:
105
87rIt
r
Equation 4.6
where y is the shrinkage. It is thus the initial rate of shrinkage is inversely proportional to the
viscosity. A latticework model has been developed to describe the intermediate stage of sintering
[4.8]. The required time (ts) to complete densification is approximated by the following equation:
1.5ao?7
ts, 1
Equation 4.7
The sintering rate of the intermediate stage is also inversely proportional to the viscosity. The
later stage sintering rate can be expressed by the following equation [4.9]:
dp'
dt
Equation 4.8
3r (1-p')
2a0 /
where p' is the relative density, ao is the initial radius of the pores. It can be seen that the later
stage sintering rate is again inversely proportional to the viscosity. The viscous sintering rates at
initial, intermediate, and later stage all have an inversely proportional relationship with the
viscosity.
The crystallization of a material requires two steps. The first step is nucleation and the
second is growth of the nuclei. The nucleation rate (Iv) is given by [4.10]:
I v =vNv exp
GkT)
Equation 4.9
where v is the rate of molecular attachment, Nv is the number of molecular per unit volume, and
zG* is the free energy required to form a nucleus with critical size. The rate of molecular
attachment in glass is strongly dependent on viscosity and can be written as [4.10]:
v=
kT
Equation 4. 10
3mo 01
106
where ao is the atomic jumping distance. Equations 4.9 and 4.10 can be combined to get the
following equation [4.10]:
NvkT
v
Texp
3
- AG*
kT )
K ex
-AG
r
Equation 4.11
where K is a constant for oxide glass formers.
The growth rate (u) of an atomically smooth
interface is given as the following [4. 10]:
u = vao
-
R
- exp
T
3
[I7
expQ
]
Equation 4.12
where AG. is the free energy difference due to the undercooling of glass. The volume fraction of
crystallization is given by [4.10]:
v=
1
V
exp-
-
3
V3
I4
udr dt'
Equation 4.13
and can be simplified by assuming I, and u to be constant during the time of interest. It is
rewritten as the following [4.10]:
Equation 4.14
V = 1-exP[-f3 vu t4]
V
3
For the glass systems in this study, transparent glass without any crystallization is preferred. It is
therefore the volume fraction of crystallization is very small.
Equation 4.14 can be further
simplified as [4.10]:
V
v
3
3I, u4 t
Equation 4.15
Equations 4.11 and 4.12 show that both Iv and u have a inversely proportional relationship with
respect of viscosity ().
The volume fraction of crystallization in Equation 4.15 is thus inversely
proportional to viscosity to its 4 th power:
107
Vc
1
V,
Oc 4
Equation 4.16
The key to obtain transparent samples is to prevent crystallization during sintering. The
viscosity and diffusion, which are the two kinetic factors affecting the phase transformation of the
A12 0 3-SiO 2 and BaO-SiO 2 material systems, have been examined in the previous sections. The
phase transformation of a material system can be predicted thermodynamically from its phase
diagram.
Figure 4.6 shows the phase diagrams of these two materials.
These sintering
temperatures are 1650 °C for the alumina-doped GRIN lens and 1725 C for the barium oxidedoped GRIN lens while the dopant concentrations are both designed to be 2.5 mol% or less. For
the A12 0 3 -SiO2 material system, the sample is in the critobalite-liquid region during sintering.
The phase diagram predicts critobalite to be found the sintered sample. Transparent samples
without critobalite, however, have been obtained under this condition. Thermodynamics as well
as kinetics both have to be considered to predict the existence of a phase after heat treatment.
The viscosity is increased when adding small amount of alumina, as previously shown in Figure
4.5. Equations 4.6, 4.7, and 4.8 show that the sintering rate is inversely proportional to viscosity,
while the crystallization rate from Equation 4.16 is inversely proportional to viscosity to its 4 th
power. The increase in viscosity does not only decrease the sintering rate but also decrease the
crystallization of critobalite even more dramatically. For the BaO-SiO 2 material systems, the
viscosity is decreased dramatically when barium oxide is added. The increase in crystallization
rate is much higher than the sintering rate since the crystallization rate is inversely proportional to
viscosity to its
4 th
power.
The barium oxide-doped silica glass is crystallized even before
reaching the sintering temperature, as discussed in Chapter 3. The sintering temperature needs to
be set at 1725 C to re-melt the critobalite formed during heating in order to obtain transparent
samples.
108
__
Aul.
Mtd
0
51O'
zig-~
as
UI x
Ba35s50O
3
Sit
Figure 4.6: The phase diagrams of Al20 3-SiO2 and BaO-SiO 2 material systems.
4.6
Solubility of dopant salts and maximum possible index change
The largest amount of dopant that can be deposited into the powder bed with a single drop
of its solution is determined by its solubility in water. Higher solubility indicates more dopant
salt can be dissolved, i.e. more dopant in a single drop of the solution. Higher maximum dopant
concentration in the powder bed can thus be achieved without printing multiple drops in the same
The total volume (Vtl0) occupied by the liquid and solid in a porous media with
location.
porosity (P) when a drop of solution with a volume (l) enters and fills the pores is given by:
Vtotal - = =V
P
+V
Equation 4.17
The volume occupied by the solid (Vs) is given by:
,
=Vtotal X
(1-
)
=
(I
)
Equation 4.18
The mass of the solid is given by:
109
W s = VxD s =
D5v/I-P)
J(P
)
Equation 4.19
where Ds is the density of solid. The mass of the solid can be converted to the molar of the solid
(Ms) by dividing with the molecular weight of the solid (MWs):
M
s
P)
S DV, (1( P
MW
MWP
Equation 4.20
= MW =
s
The mass of dopant salt (Ws,,it) in a drop of solution with a volume (V) is given by:
Equation 4.21
Wsalt = VIDICsat
where DI is the solution density and Csalt is the weight percentage of the dopant salt in the
solution. The mass of the dopant salt can be converted to the molar of the oxide dopant (Moxide)
by dividing with the molecular weight of the dopant salt (MWsalt) and a conversion factor for the
dopant salt to oxide dopant (K):
M
oxide
4.22
=S,,,Equation
MWt
MW
where K is 2 for aluminum nitrate to alumina and 1 for barium acetate to barium oxide. The
molar percentage of dopant (M) in the sintered powder bed can be written as the follwing:
VDi Csa,
M =
MW=aItK
Moxide
M
s
+ Moxide
ViDiCsalt
Ds V (1 - P)
MW atK
MWsP
Equation 4.23
DiCsalt
MWsatK
DOCsat + Ds (1-P)
MA4saltK
MW sP
The solubility of aluminum nitrate and barium acetate in water is 40.8 wt% [4.5] and 44.2 wt%
[4.5], respectively. The density of 40.8 wt% aluminum nitrate solution can be calculated using
110
the mixing rule to be 1.43 g/cm3 . The molecular weight of aluminum nitrate is 213 g/mole. The
density of amorphous silica is 2.2 g/cm 3 . The molecular weight of silica is 60 g/mole. The
porosity of the silica powder bed is about 50%. The conversion factor from aluminum nitrate to
alumina is 2. The maximum concentration of alumina can be doped into the silica powder with
single drop printing can be calculated from Equation 4.23 to be 3.6 mol%, and the maximum
index change for the alumina-doped GRIN lens can be obtained from Figure 4.1 to be 0.007. For
the barium acetate solution, the density of a 44.2 wt% barium acetate solution is 1.357 g/cm3 .
The molecular weight of barium acetate is 255.42 g/mole. The conversion factor is 1. The
maximum concentration of barium oxide can be doped into the silica powder with single drop
printing also can be calculated from Equation 4.23 to be 5.53 mol%, which corresponds to a
maximum index change of 0.026 for the barium oxide-doped silica GRIN lens. Multiply drop
printing in the same location will be required if the higher dopant concentration is desired.
4.7
Figure of merits for the A12 0 3-SiO 2 and BaO-SiO 2 material systems
The A12 0 3-SiO 2 and BaO-SiO 2 material systems are compared considering index
changing ability, diffusion, viscosity, sintering/crystallization, and possible maximum index
change in the previous sections in this chapter. Table 4.3 summaries the comparison of these two
material systems. The A12 0 3-SiO 2 material system has advantages in processing due its slow
diffusion, high glass viscosity, and slow crystallization. The BaO-SiO 2 material system excels in
the index changing ability and possible maximum index change while its sintering condition has
to be carefully controlled due to its fast crystallization rate and low viscosity. The BaO-SiO 2
material system is more suitable for the fabrication of GRIN lens since its larger index change
can provide more focusing power. The sintering of the BaO-SiO 2 material system, although it is
more restricted, still can be done. The index changing ability of the A12 0 3-SiO 2 material system
111
is too low that large amount of alumina is required to obtain high enough index change. However,
its slow diffusion and high viscosity at sintering temperature make it a good candidate for the
optical elements that do not require an index gradient created from drop density distribution but
require individual drop or line maintain distinguishable after sintering.
Possible
Material
Index changing
maximu
system
ability
m index
Diffusion
Viscosity
Crystallization
Slow
Sintering
condition
change
A120 -3
SiO 2
BaO-SiO 2
An=0.00192*M
0.007
Slow
High
An=0.00467*M
0.026
Fast
Low
1650 °C
for 30min
Fast
1725 C
for 10 min
Table 4.3: Comparison of the A12 0 3-SiO 2 and BaO-SiO 2 material systems
4.8
References
[4.1] K. Nassau, J. W. Shiever and J. T. Krause, "Preparation and Properties of Fused Silica
Containing Alumina," J. Am. Ceram. Soc., 58 [9-10] 461 (1975).
[4.2] O. V. Mazurin, M. V. Streltsina and T. P. Shvaiko-Shvaikovskaya, Handbook of Glass Data,
I st ed., Elsevier, New York, N.Y, 1983.
[4.3] B. E. A. Saleh and M. C. Teich, Fundamentals of Photonics, 4th ed., John Wiley & Sons
Inc., New York, 1991.
[4.4] V. A. Zhabrev, V. V. Moiseev, S. . Sviridov and V. G. Chistoserdov, "Diffusion of
Divalent Impurity Ions in Vitreous Silica," The Soviet Journalof Glass Physics and Chemistry, 2
[4] 326-31 (1976).
[4.5] CRC Handbook of Chemistry and Physics, 84th ed., CRC Press, 2003-2004.
[4.6] R. F. Davis and J. A. Pask, "Diffusion and Reaction Studies in the System Aluminum
Oxide-Silicon Dioxide," J. Am. Ceram. Soc., 55 [10] 525-31 (1972).
[4.7] J. Frenkel, J. Phys. (USSR), 9 385 (1945).
112
[4.8] G. W. Scherer, "Sintering of low-density glasses: I. Theory," J. Am. Ceram. Soc., 60 [5-6]
236-39 (1977).
[4.9] J. K. Mackenzie and S. R., "A Phenomenological Theory of Sintering," Proc. Phys. Soc.
London, 62B 833-52 (1949).
[4.10] Y.-M. Chiang, D. Birnie III and W. D. Kingery, Physical Ceramics: Principles for Ceramic
Science and Engineering, ed., John Wiley & Sons Inc., New York, 1997.
113
5
Future Works and Conclusions
5.1
Introduction
The fabrication of GRIN lenses by S- 3 DPTM has been successfully demonstrated with
both the A12 0 3-SiO 2 and BaO-SiO 2 material systems in Chapter 2 and Chapter 3, respectively.
The advantages and disadvantages of both material systems have been compared in Chapter 4. It
is also noticed that the 3DP TM process can be used for the fabrication of other optical elements
that also require refractive index variation to create their own unique applications.
Several
optical elements will be discussed in this chapter. Chromatic aberration correction with a silicabased material system or a three-dimensional index profile will also be described.
5.2
Other optical elements by 3 DPTM
5.2.1
Volume phase grating
A volume (thick) phase grating is used as a filter in optical systems, such as Raman
microscope [5.1, 2], confocal microscope [5.3], holographic imaging [5.4, 5], and other
applications [5.6]. A volume phase grating differs itself from a thin phase grating by its Bragg
selectivity. A light beam can pass through the volume phase grating only when it is the replica of
the reference beam. The highly selective behavior of the volume phase grating can act as an
optical filter but has a theoretical efficiency close to 100%. Figure 5.1 shows the volume phase
gratings with different configurations [5.6].
A volume phase grating is usually fabricated optically by recorded the interference pattern
between two mutually coherent optical beams throughout the volume of a thick photosensitive
medium. The interference pattern is recorded in the medium as a form of index variation, i.e.
refractive index profile. The recording medium is usually made of dichromated gelatin [5.7] or
transparent conducting materials like lithium niobate. A volume phase grating, which is based on
114
index variation, also can be fabricated by S-3DPTM because of its ability to control the chemical
compositional profile in a sample.
The A120 3-SiO 2 material system is used to fabricate the
volume phase grating. The schematic drawing of the printing process is shown in Figure 5.2.
Two different printing line patterns with line spacing of 120 gam and 160 /am are used. The
samples are sintered using the same sintering condition, as described in Chapter 2, for the A120 3SiO 2 material system. The concentration distribution of alumina after sintering is measured using
EPMA and the results are shown in Figure 5.3. The line spacing after sintering is 135 gm for 160
/am printing line spacing while it is 104 gm for 120
m printing line spacing. A He-Ne laser
source with wavelength of 633 nm was shined perpendicularly to the gratings. Diffraction
patterns were observed at a distance of 2.8 m from the gratings. The average dot-to-dot distance
in the diffraction pattern of the grating with 135 /am line spacing is 1.44 cm while the average
dot-to-dot distance in the diffraction pattern of the grating with 104 !am line spacing is 1.80 cm,
as shown in Figure 5.4. The results are consistent with the fact that the dot-to-dot distance in the
diffraction pattern of a phase grating is inversely proportional to its line spacing when the laser
wavelength and observing distance are the same [5.8].
This preliminary result shows the
possibility of using S-3DP TM to fabricate volume phase gratings.
However, the printing
resolution required for this application has to be in the scale of few wavelengths. The resolution
at least in a few micrometers is required for the applications in infrared range. Sub-micrometer
resolution will be required for the application in the visible light range.
resolution is in the range of 50 um and thus has to be improved in the future.
115
Current printing
Figure 5.1: Volume phase gratings, (a) Littrow transmission configuration, (b) Non-Littrow
transmission configuration, (c) Non-dispersive reflection (notch filter), and (d)
Reflection grating configuration [5.61.
Line spacing
Figure 5.2: The schematic drawing of the printing process for volume phase grating.
116
Printing line spacing: 160 pLm
Average line spacing after sintering: 135 pm
6
4
2
E
,
60
6 r
3,,,,,
1
I,,,-, · or·
2
4 '3r
,--
3
4
5
3
4
5
OQ
4
2
A
0
1
2
Distance (mm)
Figure 5.3: The alumina concentrations of the samples with printing line spacing of 120 glm
and 160 gim.
Figure 5.4: Diffraction patterns of the samples with line spacing of 104 Jim and 135 Am,
respectively.
117
5.2.2 Computer-GeneratedHologram
Wavefront reconstruction, now known as holography, was proposed by Dennis Gabor in
1948 [5.9]. He proposed that when a suitable coherent reference wave is present simultaneously
with the light diffracted by or scattered from an object, the information about both the amplitude
and phase of the diffracted or scattered waves can be recorded. He received the Nobel Prize in
physics in 1971 for his invention. The recording medium is called a hologram. The recorded
image can be reconstructed by shining the same reference beam used for recording. A real or
virtual image can be reconstructed based on the incident angle. This process is shown in Figure
5.5 [5.8]. Holograms generated by this process require an existing physical object to diffract or
scatter the light to create the interference pattern with the reference beam. A significant amount
of study has been focused on the methods to create holograms by calculations on a computer.
The calculated interference patterns are then printed onto a transparency with a printing device.
Images can be created from transparencies printed with calculated interference patterns without
existence of a physical object. Our ability to describe an image mathematically thus becomes the
only limitation to create new images. Many different methods for creating computer-generated
holograms have been developed [5.10]. However, most computer-generated holograms are thin
holograms due to the constraints imposed by the printing devices that usually can only print two
dimensional interference patterns onto transparencies. S-3DPTM, which has the ability to create a
3D index profile, can be used to fabricate thick holograms as compared to other printing
techniques.
118
I
1raph,c
:te
(a)
Cbserve
Rete
beef'
i3ez
eeDeveloped
I\
hologram
Virtual
image
{a)
Conjugate
eference
Developed
hologbeam
Real
image
Observer .,
(al
Figure 5.5: A typical process to record a hologram and reconstruct the image [5.81.
5.2.3
GRIN microlens array
Microlenses are used for the collimation, focussing or imaging of light. A microlens can
image the light from a bundle of single mode optical fibers onto an optical device and back in
another fiber bundle. The applications include focusing light on detector array, optical fibers and
sensors, for illumination in panel displays and for imaging in photocopiers and lithography.
Figure 5.6 shows the commercially available microlens arrays, including the manufacturing
companies, focal lengths, and pitches. Polymer and silica-based glass are used as the materials
with ink-jet printing, laser machining, and sol-gel processing as the fabrication processes. It is
also noted that the microlens array from NSG is manufactured by assembling ion-exchanged
GRIN lenses into a glass substrate. Microlens arrays from other companies in Figure 5.6 are
lenses with certain curvatures to bend the light. S-3DPTM can be used to fabricate micronlens
119
arrays by printing discrete drops into a silica powder bed. Each drop can act as an individual
GRIN lens after sintering. Figure 5.7 shows a schematic drawing of a microlens array design
with a pitch of 120 Mm. The A120 3-SiO 2 material systems was used to demonstrate the idea as
the BaO-SiO2 material system suffers from the fast barium ion diffusion at the sintering
temperature and is not suitable. The concentration of alumina after sintering was measured and
the result is shown in Figure 5.8. An array of dots with concentration gradient is created. The
average dot diameter is 77 gm and the pitch is about 90 gm. Using the same method described in
Chapters 2, 3, and 4, the theoretical focal length can be calculated to be 2768 gm assuming the
lens thickness equal to the slurry layer thickness of 40 gm. The focal length is long compared to
these commercially available microlenes, which typically have a focal length short than 1000 gpm.
The lens thickness of a GRIN microlens, however, can be easily increased by printing more
layers. A theoretical focal length of 275.6 gm can be achieved when the lens thickness is about
600 jim (-15 layers). The most important advantage of a GRIN microlens array is the focal
length of each microlens on the same substrate can be controlled separately by adjusting the total
number of layers printed for each microlens.
The focal length and the pitch of the GRIN
microlens array can be further reduced by having a smaller drop size.
120
___
m
1000
E
__ LI
I)
-J
(G)F21
E
C
,M
100
LL
0p
U-
M-)
10
C
I
0
nI
.
50
':polymer-based
.II
100
.
150
1: Direct laser writing on SiO2/ZrO 2
sol-gel
2: SUSS Microoptics SiO2
3: SUSS Microoptics Si
4: Thermo Oriel, UV cured optical
epoxy
5: TRLabs, droplet doposition
6: Deep proton lithography in
PMMA
7: Institut fur Neue Materialien-INM,
ink-jet organo-functionalized
silane
8: Fraunhofer Institute
for Silicon Technology
,borosilicate
9: NSG, Selfoc® Lens Arrray
10: Epigem, epoxy
11 :Hitachi Maxell
12: MicroFab, hot ink-jet
-
I.
I
200
250
I
300
Pitch (m)
Figure 5.6: Commercially available microlens arrays
it-i
i
i
!
I
I
I
I
II
I
Figure 5.7: The schematic drawing of a GRIN microlens array.
121
A
-- --
0.50
20
57
1
0.45
6
0.40
0
5
0.35
0
5
0.30
0
A 2 0 3 (mol%)
0.25
0.20
0.15
0.10
0.05
0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50
X (mm)
Figure 5.8: The concentration distribution of alumina of the GRIN microlens array.
5.3
Chromatic aberration correction
5.3.1 BaO-TiO 2-SiO 2-K 20 materialsystem
The chromatic aberration of a lens is due to the lights of different colors focus at different
positions. A blue light refracts more than a red light in most of the glass materials. The blue
light, as a result, focuses closer than the red light when they both pass through the same optical
system. The image formed by the optical system is thus blurred. The chromatic aberration in a
typical optical system without GRIN lenses can be partially corrected using achromatic doublets
[5.11-14]. The chromatic aberration in GRIN lens optical systems has been studied [5.15-21]. A
GRIN lens with a parabolic concentration profile of barium oxide and uniform distribution of
titania is proposed to have high index change and low distributed dispersion [5.21]. The BaO122
SiO2 material system developed in this study can easily be modified to a BaO-TiO 2-SiO 2 material
system. A silica slurry can be prepared with titania or titanium salt to form the titania-doped
silica powder bed. The titania-doped silica powder bed is then printed with barium acetate
solution to create a parabolic concentration of barium oxide. The colloidal stability of the new
silica slurry will need to be determined as well as the sintering condition for the barium oxide and
titania-doped silica powder bed.
5.3.2
Human eye modeling - a real 3D index profile
A chromatic aberration-free lens (regular or gradient-index) has been drawing attentions
on both the theoretical possibility of existence and the fabrication of such a lens. GRIN lenses
with low distributed dispersion, as described in the previous section, can be fabricated with a
ternary material system. However, chromatic aberration is not completely corrected and the
fabrication method is rather complicated. A binary silica-based material system with a special
index profile that can completely correct the chromatic aberration is of special interest due to its
simplicity. McLellan and et al [5.22] proposed that imperfect optics of human eye could be the
reason that human eye is almost chromatic aberration free. The crystalline lens in human eye
[5.23-26] as well as in other animals like octopus [5.23, 24, 27] and fish [5.23, 24, 28] has a 3D
index profile. The ability to create a 3D index profile is thus important in the study of human
optics.
3DPTM
provides a rapid prototyping tool to realize the calculated 3D index profile. The
human crystalline lens has an index of refraction ranging from 1.386 to 1.406 (An=0.02), a
diameter of about 9 mm, and a thickness of about 4 mm [5.29]. The 3 DPTM machine used in this
study has the ability to create an object with such dimensionality.
The A120 3-SiO 2 material
system has low index change and requires 10.4 mol% of alumina to achieve an index change of
0.02.
The BaO-SiO 2 material system, which provides an index change of 0.02 when the
123
concentration of barium oxide is 4.3 mol%, is thus a better materials system. A polymer-based
material system is preferable.
It can benefit more from a rapid prototyping tool since the
processing temperature of a polymer-based material system is usually much lower than the
current silica-based material system. The future study will need to focus on both the human
optics simulation and polymer-based material system development.
5.4
Droplet size reduction
The droplet size of the dopant solution determines the printing resolution. The printing
resolution in this study uses a droplet with a size of 40 ptm to create 64 gray-scale levels in a
cubic unit cell of 160 gm in each side. Higher printing resolution gives more gray-scale levels in
a cubic unit cell and creates a smoother index profile. A droplet with a diameter of 20 ptm, for
example, gives a gray scale of 512 levels in a cubic unit cell of 160 gm in each side. Furthermore,
the printing resolution is especially important for the applications in volume phase grating and
GRIN microlens array. Volume phase gratings for the infrared application require a printing
resolution in the micrometer range.
GRIN microlens arrays can directly benefit from the
reduction of droplet size by having higher density of microlenses. The direct way to reduce the
droplet size is to reduce the nozzle size. MicroFab Technologies, Inc. makes printheads that can
generate a droplet with its size down to 5 pgm, as they claim. The initial approach will be to use
their printhead. Optimized printheads will need to be designed for the material systems in this
study or the material system to be developed in the future.
5.5
Conclusion
S-3DPTM GRIN lenses have been successfully fabricated for the first time in the world.
Two material systems, A120 3 -SiO 2 and BaO-SiO 2, have been developed and studied.
124
The
sintering conditions for these two material systems have been found.
Their effective focal
lengths have been measured and found to be close to the theoretical values. The advantages and
disadvantages of both material systems have been compared. Furthermore, this research reveals a
new method to fabricate optical elements that require a different index profile or pattern other
than parabolic.
These optical elements include volume phase grating, computer-generated
hologram, and GRIN microlens array.
3 DPTM
optics provides more degrees of freedom for
optical design and optical elements with new and combined functions can be designed with the
concept of a 3D index profile.
5.6
References
[5.1] J. M. Tedesco, O. H., D. M. Pallister and M. D. Morris, "Principles and Spectroscopic
Applications of Volume Holographic Optics," Analytical Chemistry, 65 441A-49A (1993).
[5.2] B. Yang, M. D. Morris and 0. H., "Holographic Notch Filter for Low-Wavenumber Stokes
and Anti-Stokes Raman Spectroscopy," Appl. Spectroscopy, 45 1533-36 (1991).
[5.3] G. Barbastathis and M. Balberg, "Confocal Microscopy with a Volume Holographic Filter,"
Opt. Lett., 24 [12] 811-13 (1999).
[5.4] W. Liu, D. Psaltis and G. Barbastathis, "Real-Time Spectral Imaging in Three Spatial
Dimensions," Opt. Lett., 27 [10] 854-56 (2002).
[5.5] A. Sinha and G. Barbastathis, "Volume Holographic Telescope," Opt. Lett., 27 [19] 1690-92
(2002).
[5.6] S. C. Bardena, J. A. Arnsb and W. S. Colburnb, "Volume-Phase Holographic Gratings and
Their Potential for Astronomical Applications," ProceedingsSPIE vol. 3355, 866-76 (1998).
[5.7] B. J. Chang and C. D. Leonard, "Dichromated Gelatin for the Fabrication of Holographic
Optical Elements," Applied Optics, 18 2407-17 (1979).
[5.8] J. W. Goodman, Introduction to Fourier Optics, 2nd ed., McGraw-Hill, 1996.
[5.9] D. Gabor, "A New Microscope Principle," Nature, 161 777 (1948).
[5.10] L. P. Yaroslavskii and N. S. Merzlyakov, Methods of Digital Holography, ed., Consultants
Bureau, Plenum Publishing Company, New York, NY, 1980.
[5.11] P. Hariharan, "Apochromatic Lens Combinations: a Novel Design Approach," Optics &
Laser Technology, 29 [4] 217-19 (1997).
125
[5.12] J. L. Rayces and M. Rosete-Aguilar, "Selection of Glasses for Achromatic Doublets with
Reduced Secondary Spectrum. I. Tolerance Conditions for Secondary Spectrum,
Spherochromatism, and Fifth-Order Spherical Aberration," Applied Optics, 40 [31] 5663-76
(2001).
[5.13] M. Rosete-Aguilar and J. L. Rayces, "Selection of Glasses for Achromatic Doublets with
Reduced Secondary Spectrum. II. Application of the Method for Selecting Pairs of Glasses with
Reduced Secondary Spectrum," Applied Optics, 40 [31] 5677-92 (2001).
[5.14] P. Hariharan, "Superachromatic Lens Combinations," Optics & Laser Technology, 31 11518 (1999).
[5.15] Y. Uozu, N. Hirota and K. Horie, "Improvement of Chromatic Aberration of a Plastic Rod
Lens Array. 1. Combination-Color Lens Arrays Consisting of Several Kinds of Rod Lenses with
Different Gradient Constants and Different Color Filter Functions," Applied Optics, 43 [3] 523-29
(2004).
[5.16] Y. Uozu, N. Hirota and K. Horie, "Improvement of Chromatic Aberration of the Plastic
Rod-Lens Array, 2: A Rod-Lens Array Consisting of Novel Transparent Polymer Blends
Composed of Monomer Units with Different Refractive Indices and Almost Equal Abbe
Numbers," MacromolecularMaterialsand Engineering,289 [1] 56-62 (2004).
[5.17] M. Fukuoka, Y. Morita, H. Koike and H. Kinoshita, "Optimum Preparation Conditions for
SiO2-TiO2-BaO-K20 System Radial GRIN Lens by Quality Engineering and Expansion of Its
delta-n," Journalof the Ceramic Society of Japan, 111 [4] 277-81 (2003).
[5.18] K. Nishizawa, "Chromatic Aberration of the Selfoc Lens as an Imaging System," Applied
Optics, 19 [7] 1052-55 (1980).
[5.19] L. Gregorka and D. T. Moore, "Chromatic Variation of Index of Refraction Gradients. Part
1," Applied Optics, 19 [7] 1096-100 (1980).
[5.20] D. C. Leiner and R. Prescott, "Correction of Chromatic Aberrations in GRIN Endoscopes,"
Applied Optics, 22 [3] 383-86 (1983).
[5.21 ] M. Fukuoka, H. Kinoshita, S. Noda and Y. Morita, "Design of Glass Composition for
Radial-GRIN Lens with Large Delta-n and Low Distributed Dispersion," Journalof the Ceramic
Society ofJapan, 110 [12] 1073-79 (2002).
[5.22] J. S. McLellan, S. Marcos, P. M. Prieto and S. A. Bums, "Imperfect Optics may be the
Eye's Defence against Chromatic Blur," Nature, 417 [9] 174-76 (2004).
[5.23] R. D. Fernald, "Evolution of Eyes," Current Opinion in Neurobiology, 10 444-50 (2000).
[5.24] G. Zuccarello, D. Scribner, R. Sands and L. J. Buckley, "Materials for Bio-Inspired
Optics," Advanced Materials, 14 [18] 1261-64 (2002).
126
[5.25] D. Y. C. Chan, J. P. Ennis, B. K. Pierscionek and G. Smith, "Determination and Modeling
of the 3-D Gradient Refractive Indices in Crystalline Lenses," Applied Optics, 27 [5] 926-31
(1988).
[5.26] B. K. Pierscionek, "Surface Refractive Index of the Eye Lens Determined with an Optic
Fiber Sensor," J. Opt. Soc. Am. A, 10 [9] 1867-71 (1993).
[5.27] W. S. Jagger and P. J. Sands, "A Wide-Angle Gradient Index Optical Model of the
Crystalline Lens and Eye of the Octopus," Vision Research, 39 2841-52 (1999).
[5.28] W. S. Jagger, "Chromatic and Monochromatic Optical Resolution in the Rainbow Trout,"
Vision Research, 37 [10] 1249-54 (1997).
[5.29] E. Hecht, Optics, 4th ed., Addison-Wesley, 2002.
127