Modelling of the Temperature Field within Textile Inlayers of Clothing Laminates
advertisement

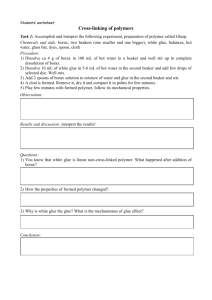
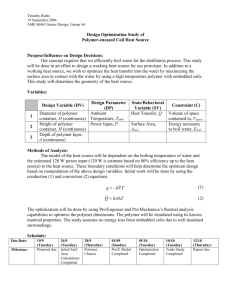
Ryszard Korycki, *Halina Szafranska Department of Techanical Mechanics and Computer Science, Lodz University of Technology, ul. Żeromskiego 116, 90-924 Łódź, Poland E-mail: ryszard.korycki@p.lodz.pl *Department of Shoes and Clothing Technology, Radom Technical University, Radom, Poland Modelling of the Temperature Field within Textile Inlayers of Clothing Laminates Abstract Inlayers are introduced to improve the aesthetic qualities and stiffness against the creasing of clothing laminates. The laminate is created by the thermoplastic polymer glue between the inlayer and clothing material, softened by the heat. The connection is secured by the adhesive properties of the polymer and the pressure applied. The state variable is temperature. The heat transfer is described by the heat transport equation as well as by the set of boundary and intial conditions. The temperature distributions within the inlayers are determined by the numerical simulation for different temperatures of the heating plates. The temperature maps are shown by means of the graphical modulus of the program ADINA. The mean temperature of the polymer layer is next calculated. Key words: heat transfer, modelling, inlayer, clothing laminates. Nomenclature A matrix of heat conduction coefficients, W/(m K), c heat capacity, J/(kg K) h surface film conductance, W/ (m2 K), q vector of heat flux density, W/ m2, q* vector of initial heat flux density, W/m2, qn = n·qheat flux density normal to the surface defined by the unit normal vector n, W/m2 T temperature, K/ºC, T0 prescribed value of temperature, K/ºC, T∞ surrounding temperature, K/ºC, t real time, s, Vm volume of fibres, m3, Vf volume of interfiber spaces filled by air or the glue, m3, λm; λf heat conductivity coefficients of the material (m) and filling (f), W/(m K), ξm; ξf volume coefficients of the fibres of volume Vm and the interfibre spaces of volume Vf, σ Stefan-Boltzmann constant, W/(m2 K4). nIntroduction Inlayers are introduced to improve the aesthetic qualities and material stiffness against creasing of clothing laminates [6, 7, 10, 12]. Practical aspects of the lamination are discussed by different authors. Some maintenace parameters influencing the form durability within clothing laminates are introduced and discussed by Pawłowa and Szafranska [10, 12]. 118 Wiezlak, Elmrych-Bochenska, and Zielinski [13] discuss basic parameters of the textile laminate during contact heating – technological parameters, characteristics of the material package, and characteristics of the polymer applied. Sroka and Koenen [11] discuss typical heating systems applied to soften the polymer during lamination. Some technological information is given by the manufacturers of heating devices and fusion presses. The important technological parameters of the inlayer material within clothing laminates are as follows: the temperature, heating time, pressure applied after heating, external material characteristics, the kind of polymer glue, and the heater system. mined by the means of 27 points within each polymer element, which makes the analysis accurate. The mean temperature obtained is compared with the temperature from the previous 2D model, cf. [6, 7]. The main idea of the paper presented is to determine the temperature distribution within the inlayer, the clothing material and polymer layer during the heating phase. The heat transfer is described by the heat transfer equation as well as by the set of boundary and initial conditions, see Li [9], Dems and Korycki [2], Korycki and Szafranska [6, 7] for examples. The transient heat transfer equation can be solved by integration within the structure and in the time domain, as described, for example, by Kosma [8], Kacki, Malolepszy, and Romanowicz [4]. Basic parameters of the glue connection within clothing laminates The analysis presented is the continuation of previous works concerning heat transfer problems within inlayer materials and clothing laminates [6, 7]. The current paper introduces the new point-wise distribution of the polymer. The side surface of the inlayer is additionally secured by thermal isolation (the thermal housing), which gives considerable protection against heat loss. Thus the space 3D heat transfer model should be applied. The mean temperature is consequently deter- The literature analysed does not contain a description of the temperature distribution, numerical simulation of the heat transfer, nor a sensitivity analysis of the heat transport within clothing laminates. The main goal of the paper is also to analyse the heat transfer mechanism as well as determine the temperature distribution within the clothing laminate and the mean temperature of the polymer layer between the inlayer and clothing material. Technologically speaking, the clothing insert creates a durable laminate by means of the glue, which is softened by the heat transfer. The factors determining the glue connection are discussed in [6]. Let us discuss the basic technological parameters to describe the correct heat transfer model. The temperature applied should be in the range 90 – 120 °C [11, 13]. The heating time most applied should be in the range (10 – 18)s [11,13], which ensures an adequate polymer structure. The short time causes polymer hardness and low adhesivity in the inlayer material. The pressure should be in the range 3 – 30·10-4 N/m2 [11,13]. Small pressure causes unsatisfactory lamination (i.e. the inlayer connection) whereas big pressure leads to penetration within the material and over-flatting of the polymer points. Thermoplastic glue has the form of polymer powder and the diversified spread Korycki R, Szafranska H. Modelling of the Temperature Field within Textile Inlayers of Clothing Laminates. FIBRES & TEXTILES in Eastern Europe 2013; 21, 4(100): 118-122. 1) a) 2) Figure 1. Point-wise spread procedure of polymer [1]; 1) head, 2) heating device with conveyor system. Figure 2. Regular and irregular polymer point distribution for different scales [1]; a) ‚mesh’ parameter, b) „computer point“ parameter. procedure. Let us introduce the pointwise spread procedure and a uniform amount of the polymer at each point. The typical solution is aspread head equipped with holes of specified dimensions and distribution, cf. Figure 1. A regular net is defined by the “mesh” parameter, i.e. the number of points within the section of the length prescribed, cf. Figure 2.a. The irregular distribution determines the “computer point” parameter (CP), i.e. the number of points within the square of 1 cm2 (10-4 m2), cf. Figure 2.b. The irregular distribution is random, fieldprogrammable by the user, which secures against the interference of points. The same polymer rate influences the inlayer properties in the same CP scale: the higher the scale the lower the elementary point rate. Thus low CP parameters can be applied for thick textiles of uneven surface. High CP parameters can be used to laminate thin delicate products of even surface. each chemical lexicon. The melting point is equal to 110 – 120 °C, and the melt flow index 15 – 40·10-3 kg/10 min. Hard polyamides are applied to inlayers made of woven fabrics, and soft ones in knitted fabrics. Low-melting polyamide can be used to glue leathers and furs, with the melting point being equal to 90 – 100 °C. The inlayers are made of textiles selected with respect to the application expected. Woven fabrics are applied to laminate outerwear, for example mantles, uniforms etc. The laminates have the hard feel of cloth. Knitted fabrics are used as inlayers for products of middle surface mass (the jackets, the mantles) and in lightweight clothing (ladies jackets). Nonwovens have a low surface mass 30·10-2 kg/m2 and are applied to laminate thin textiles. Examples are ladies ready-made clothes, the collars and cuffs of shirts, the inlayers of the front of jackets etc. The heating devices applied are characterised by different heating systems. The The polymer glue most applied has a powdery consistence and its choice depends on the properties expected. The most popular is polyamide of high adhesion to fibres, even though the surface is waterproof prepared by siliceous organic compounds. The parameters are found in FIBRES & TEXTILES in Eastern Europe 2013, Vol. 21, No. 4(100) Polyethylene can be applied to shirt inlayers because the laminates are washresistant to a temperature of 90 °C. The melting point is equal to 120 °C and the melt flow index 15·10-3 kg/10 min. The disadvantage is the big pressure applied during the lamination process. Polyester has characteristics similar to those of poliamide. These polymers have high adhesion to artificial silk and are used in ladies ready-made clothes. The laminates are wash-resistant to a temperature of 40 °C. Pair of high pressure roller Pressure cooling station Belt cleaning b) temperature determines the viscotic state of the polymer glue and the optimal adhesion properties. The one-sided heater is cheap and ensures non-uniform temperature distribution within the material cross-section. The two-sided heating system creates a durable laminate because the softened glue is located between the heaters. The overheating and low viscosity of the polymer deteremine correct penetration within the material and next material impregnation. The upper and lower plates in a traditional continuous automatic fusion press (cf. Figure 3) are heated simultaneously, whereas the Multi-Star system is determined by consecutive heat transfer from the lower and upper sides. The effect expected is the equalisation of the temperature course vs. time, the uniform softening of the polymer glue and the correct connection between the inlayer and textile material. Let us assume that the polymer is softened by simultaneous heat transport from the upper and lower plates. Transport belt Pre-pressure roller Belt control Operating display Preparation storage Contact heater Preparation station Cooling plate Return belt Pressure cylinder Drive Cooling compressor Fast stacker Figure 3. Traditional continuous automatic fusion press KFH 600 for shirt and blouse fusion with pressure cooling station at the output [11]. 119 a) 1 2 3 4 b) 1 2 3 8 at the beginning of the process. The set of boundary and initial equations has the following form for the (i)-th layer of the structure 9 (i ) (i ) (i ) ∂T divq = c ∂ t x ∈ Ω; q (i ) = A (i ) ⋅ ∇T (i ) + q *(i ) x x= y (2) T (i ) (x, t ) = T 0 (x, t ) x ∈ ΓT ; 5 6 7 6 5 7 (x, t ) = h[T(x, t ) - T∞ (x, t )] (x, t ) = ó[T(x, t )]4 x ∈ Γr ; (i ) (i +1) q n (x, t ) = q n (x, t ) x ∈ Γi ; (i ) (i ) T (x,0 ) = T0 x ∈ (Ω ∪ Γ ). qnC nC qn Figure 4. Material layers within the contact heater with; a) homogenized glue layer (2D problem), b) separate polymer points (3D problem); 1 – heating elements, 2, 7 – heating devices, 3 – inlayer, 4 – homogenised polymer layer, 5 – side thermal housing, 6 – outer fabric, 8 – polymer point, 9 – air layer between glue points. Γ C: qn=q n conv q n=q nr Γi q n(i) =q n(i+1) Γ C: q n=q n conv qn=q nr Γi q n(i) =q n(i+1) ΓC: qn=q n conv qn=q nr Γ T T=T 0 Γi ΓC: qn=q n conv r qn=q n Γ T T=T 0 Γi (i ) r (i ) x ∈ ΓC ; The heat transport equation can be solved for consecutive temperatures of the heaters and different forms of the glue aggregation. The equation can be integrated within the inlayer structure and in time by means of any analytical method, for example the Gauss procedure. n Numerical solution of problem ΓT T=T 0 Γ T T=T 0 Figure 5. Boundary conditions during heat transfer; a) homogenised glue layer, b) nonhomogenised glue layer. n Modelling of heat transfer The state variable is temperature T. Let us homogenise the glue layer and next introduce the same geometry and heat transport conditions within the structure. The heat transport can now be simplified to a 2D plane and analysed within an optional cross-section of the structure, cf. Figure 4.a. The alternative is the space structure of the polymer points, determined as a 3D problem, cf. Figure 4.b. The fundamental component of the laminate is the polymer glue. The glue layer can be defined by means of homogenisation as homogeneous layer 4. The alternative method is the precise analysis of heat transfer at polymer points 8 and the air between material 9. The external thermal isolation are the side housings 5, which ensure constant temperature during the process. The heat transport mechanisms are different in both cases. The textile materials of the clothing and inlayer have a periodically repeteable structure. Modelling of the heat transfer needs a structure made of the homogeneous layer. There are a few effective homogenisation methods described in different sources, cf. for example [2, 5]. The most applied is the rule of mixture method, defined by the formula: 120 Vm λ λ ξ λ ξ ; ξ ;ξ z m m f f m Vm Vf f Vf Vm Vf (1) The connecting polymer layer can be defined by means of homogenisation (see Figure 4.a) as well as by the glue points and air between them (see Figure 4.b). Heat is transported through the polymer points as well as in the air between the glue. Each component is homogeneous (the air/glue). The heat transfer is defined by a secondorder differential equation with respect to the temperature and a first-order with respect to time. The boundary conditions are shown in Figure 5. The upper and lower boundaries are subjected to temperatures of the values T0 prescribed. These portions, ΓT , are subjected to firstkind conditions. The side boundaries of the structure as well as the housing come into contact with the surroundings. It follows that the boundaries ΓC are subjected to third-kind conditions. The important factor is the radiation heat flux density in portion Γr. The radiation is now described convenctionally [5] as the fourth power of the temperature. Fourth-kind conditions introduce the same heat flux densities to the internal boundaries Γi. The initial condition describes the temperature distribution within the strucutre Let us assume a woven fabric and cotton inlayer of isotropic heat transfer properties. Both textiles should be first homogenised, the material parameters of which are defined according to [3] and [9]. The matrix of heat transfer coefficients now has one component A(i) = |l(i)| = l; i = 1, 2, 3. The cotton has a constant heat transfer coefficient λ = 0.052 W/(mK). The glue has a temperature-dependent heat transfer coefficient assumed to be: λ = 0.08 W/(mK) for T < 115 °C, λ = 0.10 W/(mK), for 116 °C < T < 125 °C; λ = 0.11 W/(mK) for 126 °C < T < 135 °C; λ = 0.12 W/(mK) for 136 °C < T < 145 °C. The heat transfer capacity for the cotton is equal to c = 1320 J/(kgK), whereas for the polymer c = 1200 J/(kgK). The porosity of the cotton fabric is assumed to be constant ε = 0.850. The free spaces are filled by air of constant heat transfer coefficient λ = 0.028 W/(mK) and constant heat transfer capacity c = 1005 J/(kgK). The surrounding temperature within the housing is assumed to be T∞ = 25 °C. The surface film conductance has the same constant value for the surfaces defined h = 0.1 W/(m2 K). The strucutral shapes are approximated by a 3D space Finite Element Net of 4-nodal elements. Both cases are solved as space problems because the boundary convection and radiation are defined within the ADINA-program as a space function. The heat transfer equation can be next integrated numerically by using the standard Gauss procedure, cf. [4]. FE Nets are shown for the homogenised polFIBRES & TEXTILES in Eastern Europe 2013, Vol. 21, No. 4(100) ymer layer in Figure 6.a and for separate glue points in Figure 6.b. Examples of temperature distribution within the inlayer for the value of the heating plates prescribed are shown in Figures 6.c – 6.f. The temperature maps are similar for both cases, although the heat transfer mechanisms are different. The side surfaces have different shapes (cf. Figures 6.c, 6.d) and both are subjected to heat convection as well as heat radiation. The temperature maps are always symmetric across the laminate, which additionally confirms the correctness of calculations. The temperatures are considerably higher for the homogenised glue layer than those within the separate glue points. The free spaces filled by air within the nonhomogenised structure are heat isolators and prevent heat transfer. The central layer has reduced temperature caused by heat convection and radiation, which can influence the stability of the laminate created. Thus the crucial problem is to define and introduce heat loss mechanisms on the side surfaces. The temperature maps obtained are the starting point to create adiagram of the mean temperature within the glue layer vs. the temperature of the plate within the heating device. First the mean value of temperature is determined by means of 27 points located symmetrically within each 3D space polymer element, cf. Figure 7 (see page 122). Next, the mean value of the homogenised glue layer made of polymer/air can be determined at 27 points. Thus the points are now located symmetrically within the rectangular prism of the homogenised layer. Finally we determine two diagrams of the mean temperature for two different models of the polymer layer, shown in Figure 8 (see page 122). The structure optimised is subjected to boundary convection and radiation on the side surfaces, the temperature within the housing is constant and equal to 25 °C. We see at once that the mean temperature of the homogenised layer is considerably higher than for the separate glue points and the air between these points (i.e. the non-homogenised layer). There is a near linear dependence between the tempratures within the homogenised glue layer and the plate in the heating device. The same course for the separate glue points is non-linear. The maximal values within the polymer layer are higher than 90 °C, i.e. the minimal temperature of the meltFIBRES & TEXTILES in Eastern Europe 2013, Vol. 21, No. 4(100) a) b) c) d) e) f) Figure 6. Finite Element Nets and examples of temperature distribution; a) Finite Element Net for homogenised layer of polymer, b) Finite Element Net for separate polymer points, c) homogenized layer of polymer, temperature of upper and lower surfaces T = 110 °C; temperature in housing T∞ = 25 °C; d, e, f) separate polymer points, temperature of upper and lower surfaces T = 110 °C; temperature in housing T∞ = 25 °C. 121 z-z z z z z z z cases of steady heat transfer are solved analytically. Acknowledgements This work is supported by structural funds within the framework of the project entitled Figure 7. Points to determine the mean temperature; z-z cross section of the space element. „Development of research infrastructure of innovative techniques of the textile clothing Mean temperature of polymer layer, °C industry” CLO–2IN–TEX, financed by Operative Program INNOVATIVE ECONOMY, 120 non-homogenized layer Action 2.1. homogenized layer 100 80 References 60 1. Anonymus: Griltex thermoplastic adhesives for high performance textile bending, Isntruction, 2003. 2. Dems K, Korycki R. Journal of Thermal Stresses 2005; 28: 213-232. 3. Haghi AK. Mechanism of heat and mass transfer in moist porous materials. Jurnal Teknologi 2002; 36(F): 1-14. 4. Kacki E, Malolepszy A, Romanowicz A. Numerical methods for engineers (in Polish), Technical University of Lodz, 1997. 5. Korycki R. International Journal of Heat and Mass Transfer 2006; 49: 20332043. 6. Korycki R, Szafrańska H. Modeling of heat transfer within clothing laminates. In: Autex 2011, 11th World Textile Conference, 08-10 June 2011 Mulhouse, France, pp. 598-603. 7. Korycki R, Szafrańska H. Modelling of heat transfer in clothing laminates with respect to glue point parameters. In: Autex 2012, 12th World Textile Conference, 13-15 June 2012 Zadar, Croatia, 2012. 8. Kosma Z. Numerical methods for engineering applications (in Polish), Technical University of Radom, 2008. 9. Li Y. Textile Progress 2001; 15, 1: 2. 10. Pawłowa M, Szafrańska, H. Fibres & Textiles in Eastern Europe 2007; 62, 3: 97-101. 11. Sroka P, Koenen K. Handbook of Fusible Interlinings for Textiles, Hartung – Goore Verlag Constance, English– language, 1997. 12. Szafrańska H, Pawłowa M. Fibres & Textiles in Eastern Europe 2007; 64-65, 5-6: 109-112. 13. Więźlak W. Elmrych-Bocheńska J, Zieliński J. Clothing – Construction, Properties, Manufacturing (in Polish), Lodz, 2009. 40 20 0 20 40 60 80 100 120 140 Temperature of plate in heating device, °C Figure 8. Mean temperature of polymer layer. ing point for low-melting polyamide. Of course, we can create a durable laminate for the disadvantageous boundary conditions, i.e. the unsatisfactory temperature within the housing. The crucial fact is to introduce a complete description of the heat transport as well as correct values of the heat parameters. The heat transfer model introduces convection and radiation on the side surfaces of the inlayer structure. The participation of radiation is significant because there is the fourth power of temperature. Let us assume, for example, the side temperature is from 40.71 °C to 110.00 °C (Figure 6.c) and 55.61 °C to 110.00 °C (Figures 6.d – 6.f). The heat radiation is now considerably higher than that transported by convection. The heat transfer density caused by radiation is approximated by the Stefan-Boltzmann constant, whereas for the convection it is by the surface film conductance of the value h = 0.1 W/(m2 K). Thus the temperature maps obtained are always similar even though the values are different. nConclusions The heat transfer modelling presented seems to be an effective tool to determine the temperature distribution within the inlayer structure during the heating phase 122 of the lamination process. The temperature maps give additional information about the extremal values of the state variable within the polymer layer. Next the mean temperature is determined by means of 27 points within each glue element, which makes the analysis accurate. We have proved more, namely that the polymer glue reaches the melting point for unfavourable boundary conditions (i.e. relatively low temperature of the surroundings). The above conclusion is technologically important. Practical application of the analysis presented needs some expensive experiments and is beyond the scope of the paper. Practical analysis and temperature distribution within the inlayer material can be the subject of the next paper. Consecutive theoretical work should be devoted to modelling and analysing the sensitivity of heat transfer with respect to the different technological components. Mathematically speaking, we can next analyse the sensitivity of the problem with respect to different connection parameters. The analysis can be consequently applied to optimise heat transfer conditions within the inlayer material. We obtain a space 3D optimal structure with respect to the different lamination parameters. The problem should be solved numerically because only basic Received 28.06.2012 Reviewed 04.09.2012 FIBRES & TEXTILES in Eastern Europe 2013, Vol. 21, No. 4(100)