Lean Aircraft Initiative Plenary Workshop Factory Operations Team October 16, 1996
advertisement

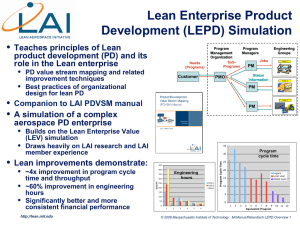
Lean Aircraft Initiative Plenary Workshop Factory Operations Team October 16, 1996 Presented by: Tom Shields MIT LEAN AIRCRAFT INITIATIVE Factory Operation Benchmarking w Review of benchmarking activities w Results w Analysis of data w Conclusions w Next steps w Focus group status report FO10/16/96- 2 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Benchmarking Objective Develop comparative benchmarking on member factory flow measures. Flow Variables: * Touch Labor * Cycle Time * Router Queuing * Batch Sizes Support Variables: * IE Hours * Part Characteristics * Distance Traveled * # of Process Steps * Process Controls * Quality FO10/16/96- 3 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Benchmarking Ground Rules w Specific parts and data to be collected determined by sector representatives w Questionnaire based w Data verification FO10/16/96- 4 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Metric Definitions w Cycle Time (Hours) – The total time from initiation of work order to completion of manufacturing process on work order. w Waiting Time (Hours) – Cycle Time - Touch Labor. The time the work order spends on the floor without work being charged to the work order. w Router Queuing (Hours) – Time between creation of work order and first process step. FO10/16/96- 5 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Part Manufacturing Timeline Cycle Time Router Queuing Issued to Floor First Operation Touch Labor Work Order Completed FO10/16/96- 6 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Touch Labor Measurement Process #1: One Person/Operation per Batch Process #2: Multiple Persons/Operations per Batch FO10/16/96- 7 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Flow Efficiency Metric w Flow Efficiency in principle (Unitless) = Fabrication Time Cycle Time w Flow Efficiency surrogate (Unitless) = Touch Labor/part/crew size Cycle Time - Router Queuing FO10/16/96- 8 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE w Extruded Sheet Metal Part – – – – w Airframe Sector Straight, aluminum < 2 ft long < 1/4” thick “T”, “L”, “C” or “Z” cross section Brake-Formed Part – Aluminum – 2 ft long – < 1/4” thick w Machined Prismatic Part – Aluminum – 3 Axis machine – < 1 ft3 FO10/16/96- 9 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Airframe Sector - Extrusions 700 600 Hours 500 400 Waiting Time Touch Labor 300 Router Queue 200 100 0 A B** C* * Estimated router queue times ** Estimated router queue and cycle times D E** Respondents G Note: Bar length is total cycle time FO10/16/96- 10 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Airframe Sector - Brake-formed Parts 1600 1400 1200 Hours 1000 Waiting Time Touch Labor 800 Router Queue 600 400 200 0 A B** C* * Estimated router queue times ** Estimated router queue and cycle times D E G Respondents Note: Bar length is total cycle time FO10/16/96- 11 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Airframe Sector - Machined Parts 6000 5000 Hours 4000 Waiting Time 3000 Touch Labor Router Queue 2000 1000 0 A B** C* * Estimated router queue times ** Estimated router queue and cycle times D E F Respondents G Note: Bar length is total cycle time FO10/16/96- 12 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Airframe Sector - Flow Efficiency Airframe Sector - Flow Efficiency (Router Queue removed) Flow Efficiency (touch labor/(cycle time-router queue time)) 0.80% 0.70% 0.60% 0.50% 0.40% Maximum 0.30% Mean Median 0.20% Minimum 0.10% 0.00% Extrusions Brake-formed Parts Machinings FO10/16/96- 13 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Electronic Sector w Printed wiring assembly – Component insertion through final test – Does not include wafer board fabrication w Electronic Chassis – Less chassis fabrication w Cable / Harness – All assembly operations FO10/16/96- 14 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Electronic Sector - Printed Wiring Assembly 1200 1000 Hours 800 waiting time 600 touch labor/part 400 200 0 A B * Based on planned cycle time C D Respondents E F* NOTE: Bar length is total cycle time FO10/16/96- 15 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Electronic Sector - Chassis 1000 900 800 700 Hours 600 waiting time 500 touch labor/part 400 300 200 100 0 A B * Based on planned cycle time C D E Respondents F* NOTE: Bar length is total cycle time FO10/16/96- 16 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Electronic Sector - Cable / Harness 1200 1000 Hours 800 waiting time 600 touch labor/part 400 200 0 A B C Respondents D E NOTE: Bar length is total cycle time FO10/16/96- 17 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Electronic Sector - Flow Efficiency 20% 18% Adjusted Flow Efficiency 16% 14% 12% maximum mean 10% median minimum 8% 6% 4% 2% 0% Printed Wire Assemblies Chassis Cables/ Harnesses FO10/16/96- 18 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Engine Sector Items Benchmarked ◗ Turbine Disk ◗ Combustor w w w w Three companies responded Usable data from one company Results not reported by sector Used in total data analysis FO10/16/96- 19 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Summary Observations After Data Collection w Each respondent’s data collection system was different w Multiple work methods observed w Questionnaire method insufficient for gathering detail data w Few respondents tracked their actual elapsed cycle times w Work order lot size not the batch size used for processing FO10/16/96- 20 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Analysis w Hypotheses – Higher flow efficiencies with lower lot sizes – Higher flow efficiencies with shorter distance traveled – Higher flow efficiencies with fewer process steps w w w w Analysis by sector Analysis with all sectors combined Influence of process type Wait time analysis FO10/16/96- 21 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Flow Efficiency vs. Lot size (Combined) 0.2 0.18 0.16 Flow Efficiency 0.14 PWA Chassis Cable Disk Combustor Extruded BrakeFormed Machined 0.12 0.1 0.08 Flow Efficiency = 1 / Lot Size 0.06 0.04 0.02 0 0 100 200 300 400 500 600 Lot Size FO10/16/96- 22 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Flow Efficiency vs. Travel Distance (Combined) 0.2 0.18 0.16 Flow Efficiency 0.14 PWA Chassis Cable Disk Combustor Extruded BrakeFormed Machined 0.12 0.1 0.08 0.06 0.04 0.02 0 0 2000 4000 6000 8000 10000 12000 Distance Travelled (ft) FO10/16/96- 23 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Flow Efficiency vs. Process Steps (Combined) 0.2 0.18 0.16 Flow Efficiency 0.14 PWA Chassis Cable Disk Combustor Extruded BrakeFormed Machined 0.12 0.1 0.08 0.06 0.04 0.02 0 0 10 20 30 40 50 60 Process Steps FO10/16/96- 24 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Process Type 0.2 0.18 0.16 Dedicated Line or Flow Shop Flow Efficiency 0.14 0.12 PWA Chassis Cable Disk Combustor Extruded BrakeFormed Machined 0.1 0.08 Flow Efficiency = 1 / Lot Size 0.06 0.04 Job Shop 0.02 0 0 100 200 300 400 500 600 Lot Size FO10/16/96- 25 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Job Shop Considerations Factors that influence performance of job shops w w w w What the facility has optimized Operations may be capacity limited Machine utilization effect on set up Numbers of parts that are processed in this area w Production environment FO10/16/96- 26 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Wait Time Components w Transportation delay w Lot delay (while all parts are processed) w Storage delay FO10/16/96- 27 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Wait Time Analysis - Airframe Sector Extrusion Brake Formed Machining Wait Fraction Lot Delay 95% 97% 94% 2% 2% 3% FO10/16/96- 28 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Wait Time Analysis - Electronic Sector w Could not determine wait times directly w Bounded the problem – Defined maximum wait times – Defined I. E. factor necessary to achieve zero wait time w Process defined one respondent in each type of part that was doing at least twice as good as the other respondents FO10/16/96- 29 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Dedicated Lines or Flow Shops Dedicated Line or Flow Shop Process Efficiencies 0.2 0.18 0.14 0.12 0.1 0.08 0.06 0.04 0.02 14 13 12 11 10 9 8 7 6 5 4 3 2 0 1 Operation Efficiency 0.16 Operations Deemed to be a Flow Shop or Dedicated Line FO10/16/96- 30 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Wait Time Analysis Efficiency versus Travel Distance 0.7 0.6 Efficiency 0.5 0.4 0.3 0.2 0.1 0 0 500 1000 1500 2000 2500 3000 Travel Distance FO10/16/96- 31 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Wait Time Analysis Conclusions w Dedicated line or flow shop – All wait time in dedicated line or flow shop is waste – Transportation delay does not predominate – Predominate wait time component is storage delay w Job shop – Storage and transportation delay predominate – research could not differentiate other contributing factors w Most opportunity for lean improvement is to concentrate on wait time reduction FO10/16/96- 32 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Cycle Time Reduction Wait Time = Waste w Gather data to understand wait time – part/assembly/product ACTUAL cycle time key – part/assembly/product ACTUAL fabrication time – Determine wait time and their components w Analyze causes of wait time w Implement steps to reduce wait times w Evaluate results to the production system w Standardize the improvement across the system w Reflect on the process and select next effort FO10/16/96- 33 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Observations w Few respondents tracked actual cycle times w Router cueing time ranged from 4 to 42% of total cycle time in the airframe sector w Wait fraction for airframe sector averages 96% w Wait fraction for engine sector averages 87% w Could not determine wait times in electronic sector – Comparison of wait time bounds – One electronic sector company showed at least two times better performance FO10/16/96- 34 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Conclusions Wait time reduction = cycle time reduction w Within sectors apples to apples comparison achieved for each type of part w Flow efficiency varied inversely with lot size and travel distance w In job shops storage and transportation delay greater than lot delay times w For dedicated lines or flow shops the largest component of wait time was storage delay FO10/16/96- 35 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Next Steps w Report to respondents w Application of lessons learned into future research FO10/16/96- 36 ©1996 Massachusetts Institute of Technology © LEAN AIRCRAFT INITIATIVE Factory Operations Status Report w Focus on LEM overarching practice - Identify and Optimize Enterprise Flow w Concentrate on factors that effect “Order to point of use delivery cycle time” w Use LEM to classify results w Focus Group Identified field research site w Data collection methodology developed at MIT w Site introductory visit completed w Data collection to commence next week FO10/16/96- 37 ©1996 Massachusetts Institute of Technology ©