-1
Three Dimensional Printing by Vector Printing of Fine
Metal Powders
By
Kristopher J. Seluga
SUBMITTED TO THE DEPARTMENT OF MECHANICAL ENGINEERING IN PARTIAL
FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
SCIENCE MASTERS
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
AUGUST 2001
©2001 Kristopher J. Seluga, All rights reserved
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
The author hereby grants MIT permission to reproduce
and to distribute publicly paper and electronic
copies of this thesis document in whole or part.
DEC 1E0 2001
Signature of Author:
Certified by :
7/0
--
LIBRARIES
Department of Mechanical Engineering
August 10, 2001
~
Emanuel Sachs
Professor of Mechanical Engineering
Thesis Supervisor
Accepted by:
Ain A. Sonin
Professor of Mechanical Engineering
Chairman, Graduate Committee
1
Three Dimensional Printing by Vector Printing of Fine
Metal Powders
By
Kristopher J. Seluga
Submitted to the Department of Mechanical Engineering
on August 10, 2001 in Partial Fulfillment of the
Requirements for the Degree of Science Masters
ABSRACT
The 3DP process has great potential for producing small, geometrically complex, high
variability direct metal parts at a competitive cost. The process limitation so far has been the
surface quality of parts made by 3DP. Previous research in direct metal parts from fine powders
has depended on a raster printing motion to produce parts. The primary goal of this research was
to further improve upon the surface quality capabilities of 3DP with fine metal powders by using
a vector printing motion. Vector printing is a method where the binder jet traces the outline of a
part several times. Its advantage over raster printing is that the part surfaces are defined by
single continuous lines rather than by the ends of many distinct raster lines. Using this new
printing scheme, green endoscopic surgery tool end effectors with surface finish comparable to
that of parts produced by metal injection molding techniques were created.
All experiments we conducted with <15 pm 17-4PH stainless steel powder. In order to
facilitate spreading 50 ptm layers of this fine powder, a new method of rotational roller vibration
was developed. Though the green parts produced during this work were only 43% dense, this
roller vibration method has great potential for consistently producing superior powder layers
with packing densities very near a powder's tap density.
All of the printing was accomplished with a Hewlett Packard DOD bubble jet printhead,
jetting PAA binder. The effect of drop velocity on line quality was also investigated and it was
determined that a minimum speed of ~12 m/sec is required to print acceptable lines in coated,
deformed <15 ptm 17-4PH stainless steel powder.
It was also discovered that deforming and coating fine metal powders with the polymer
dispersant Darvan C has beneficial effects on line quality. Deforming the powder from spherical
to platelet shape and adding the polymer coating is crucial in creating smooth lines. When more
than two vector passes are printed next to each other in this coated deformed powder, the edge of
the last line printed is far straighter and smoother than the edges of individual lines. This effect
was used to print parts with superior edge smoothness. Some of these parts were also sintered to
demonstrate the sintered part surface quality. Their surface finish is similar to that of metal
injection molded parts.
Thesis Supervisor: Emanuel Sachs
Title: Professor of Mechanical Engineering
2
Dedication
To my father and mother who are in every way the reason I am here today.
3
U
Acknowledgements
I would like to thank everyone on the 3DP project for all their help and kindness. This has been
a wonderful working and learning environment and I can only hope to be so lucky in the future.
My best wishes to everyone. There are also some individuals whom I must thank:
Ely Sachs- For giving me the opportunity to work in his lab and learn all the things I couldn't in
the classroom. He is an excellent advisor and a wonderful teacher by example. The 3DP lab and
everything in it is a tribute to his inventiveness and determination and I'm a better person and
engineer for being part of it.
Chris Stratton- For all of his excellent work on everything electronic. I never could have done
75% of my work if not for his help.
Jim Serdy- For his constant supply of practical ideas and help with just about anything that goes
on in the lab.
Andrew Carvey- For a UROP well done, including the packing density tests he performed, the
results of which fill Chapter 3. He spent many, many hours in front of the vector machine
watching the powder bed move back and forth so I'd know how the heck to use our new roller.
David Ables- For all his software help, especially the powder spreading program that finally
converted our slurry machine into a useful dry powder machine.
4
TABLE OF CONTENTS
Abstract
Dedication
Acknowledgements
Table of Contents
CHAPTER 1: INTRODUCTION & PROCESS BACKGROUND
1.1 Overview of the 3DP Process
1.2 Direct Metal Parts
1.3 Vector Printing
1.4 Overview of Research
CHAPTER 2: Key Issues For Vector Printing Direct Metal Parts
2.1 Balling
2.2 Constant Velocity Printing
2.3 Part Saturation and Drying
CHAPTER 3: POWDER SPREADING
3.1 Powder Spreading Station
3.2 Flowability of Powder
3.3 Packing Density
CHAPTER 4: BINDER PRINTING
4.1 Vector Printing
4.2 Binder Chemistry
4.3 DOD Printheads
4.4 The Effect of Drop Velocity
4.5 Printing Station Motion System
CHAPTER 5: MAKING LINE PRIMITIVES
5.1 Effect of Polymer Coating on Line Quality
5.2 Droplet Frequency and Spacing
CHAPTER 6: PART PRINTING
6.1 Single Layer Parts
6.2 Multi-Layer Test Geometries
6.3 Endoscopic Gripper Tools
CHAPTER 7: CONCLUSIONS ON VECTOR PRINTING CAPABILITIES
7.1 Improvements in Surface Finish Over Raster Parts
7.2 Commercial Viability of Vector Printing
References
Appendix A: Powder Spreading Station Drawings
Appendix B: Techniques for operating an HP bubble jet with PAA binder
Appendix C: Matlab Scripts For Drop Velocity Calculation
Appendix D: Documentation on *.slc to *.pmc file conversion
Appendix E: Sintering Schedule
5
2
3
4
5
6
6
7
8
10
11
11
12
14
16
16
19
25
34
34
35
35
36
42
43
43
52
55
55
68
72
77
77
77
79
80
89
92
94
96
CHAPTER 1: INTRODUCTION & PROCESS BACKGROUND
1.1 OVERVIEW OF THE 3DP PROCESS
Three Dimensional Printing (3DP) is a solid free-form fabrication technique developed at the
Massachusetts Institute of Technology that produces three-dimensional parts directly from CAD
models [source]. This manufacturing process can be applicable to any material that can be
obtained in powder form and has a compatible binder. Parts are created by spreading a thin layer
of powder across the powder bed surface. Binder is then ink-jet printed into each twodimensional powder layer to determine the three-dimensional part geometry. The binder
placement information for each layer is determined by applying a slicing algorithm to the CAD
model.
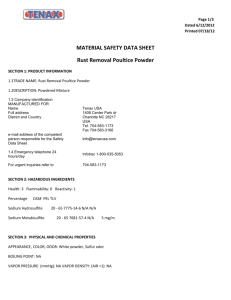
3DP has advantages over other similar processes. Unbound powder stpports portions of the
printed part allowing overhangs, undercuts, and internal volumes to be created. The loose
unprinted powder is then removed, leaving the finished part. Figure 1 illustrates the 3DP process.
The green part is then ready for any post-processing operations desired, such as debinding and
sintering.
6
Spread Powder Layer
Print Selected Area
With BInder
Lwwa Pisbrn
Up
/
Completed Parts
Last Layer Printed
Figure 1 The Three-Dimensional Printing Process
1.2 DIRECT METAL PARTS
The use of metal powders in 3DP has already been applied to the production of prototype and
rapid production tooling for injection molding. Molds are printed to near net shape and then
infiltrated with a lower melting point allow to create a fully dense metal part. Tools created by
this process can be completed in less than a week and can be designed with features such as
conformal cooling channels that cannot be produced by any other method.
The next development in 3PD metals processing is the direct fabrication of metal parts and has
been previously investigated at the MIT 3DP lab [Baker]. Green direct metal parts can be easily
sintered to full density without significant distortions as long as the part dimensions do not
7
.
exceed a few centimeters. The greatest opportunity for this process to be financially feasible is
for small parts of complex geometry that are required in small quantities that make processes like
Metal Injection Molding prohibitively expensive. One such application is the production of
millimeter scale steel endoscopic surgery tools where the ability to produce small runs of slightly
varying parts is a clear advantage.
The primary obstacle to the commercial success of direct metal parts by 3DP is the quality of the
surface finish that can be obtained. This is primarily because the best candidates for direct metal
printing are small parts that require tighter tolerances than large parts such as injection molds. In
addition, if post process machining is required it will greatly reduce the advantages of direct 3DP
parts. One method to improve surface finish in 3DP is to reduce layer thickness, which improves
the finish of vertical surfaces. In addition, the smoothness of the printed geometry in each layer
can be improved to enhance surface finish. The quality of the printed cross section is influenced
by many factors including powder size and shape, droplet size and placement accuracy and the
binder-powder physical and chemical interactions.
1.3 VECTOR PRINTING
Traditionally in 3DP, binder printing has been accomplished using a rastering scheme. The
printhead traverses the powderbed back and forth in straight lines and the geometry is defined by
deflecting the binder stream in the appropriate locations. The use of proportional deflection of
the binder drops can improve the edge definition but the edge is still defined by the discrete end
points of individually printed lines. One method for improving surface finish is to trace around
the outline of the part geometry with the binder jet, this is called vector printing. Once the
8
outline of the part has been defined by vector printing the interior portions of the shape can be
filled by raster printing. The advantage of this method is that the edge of the part is defined by a
single continuous line and may be able to produce parts with better surface finish than raster
printing.
The major drawback to vector printing is that the printhead motion system travels at lower
speeds (-1 cm/sec) than a raster machine (- 1.5 m/sec) in order to limit the accelerations as it
traces the outline. Reduced printing speed corresponds to a lower build rate. The extent of this
change in printhead speed is a choice between two limiting cases. At one limit, the printhead
velocity is so small that accelerations are not important and constant frequency printing can be
use to achieve constant drop spacing. At the other limit, printhead velocity is large causing
substantial accelerations and variable frequency printing is required to achieve constant drop
spacing. In this work, it was decided to operate nearer the constant frequency limit because it is
believed that a consistent droplet inter-arrival time is more important than consistent droplet
spacing in determining line quality.
The tenfold reduction in printhead velocity requires a similar reduction in print frequency in
order to maintain a reasonable drop spacing. Drop on demand (DOD) printheads are capable of
these low print frequencies, typically 1 kHz or less, while the continuous jet (CJ) type are not.
Throughout this research, DOD printheads were used exclusively.
9
1.4 OVERVIEW OF RESEARCH
The goal of this research was to continue the work with fine metal powders and to demonstrate
the capabilities of creating direct metal parts by vector printing into fine metal powders. The
research for this project focused on DOD printing into stainless steel powders with particle sizes
of 25 gm or less. These small particle sizes are required to obtain the feature resolution required
in direct metal part applications. All of these printing experiments were performed on a newly
build vector printing 3DP machine built as a joint venture between MIT and TDK of Japan. This
machine was designed for slurry printing so a simple dry powder spreading station was
constructed in order to make use of the machine's vector printing capabilities.
The first task of this research was to test a slightly modified powder spreading technique for use
on the TDK-MIT slurry machine. Once good powder layers could be made it was necessary to
determine how to print smooth single lines into the material system of interest (17-4PH stainless
steel). Once this was accomplished the focus turned to printing single layer parts and finally
multi-layer parts, including endoscopic surgery tool end effectors. Sections 3.0 through 6.0
describe this entire process while section 2.0 explains some of the key issues that had to be kept
in mind throughout these experiments.
10
CHAPTER 2: KEY ISSUES FOR VECTOR PRINTING
DIRECT METAL PARTS
2.1 BALLING
The term balling describes the breakup of printed lines of binder into discrete spheres of liquid
on the surface of the powder. When balling occurs the layer geometry cannot be accurately
defined and so it must be avoided. The explanation of balling is given by [Fan]. As successive
binder droplets land on the powder bed, they form a cylinder of fluid on the surface. When the
length of the cylinder exceeds its diameter, the surface are to volume ratio becomes greater than
that of a sphere of the same volume. This leads to a force that tend to break the line into spheres.
The longer the line becomes, the greater its tendency to breakup. Balling is a problem when
printing with fine metal powders because the small particle sizes greatly reduce the binder
absorption rate.
At the beginning of the line, liquid binder is being absorbed into the powder bed reducing the
length of the fluid cylinder and decreasing its tendency to ball. At the other end, more fluid is
being deposited by the printhead. The likelihood of balling is controlled by the difference
between the binder absorption rate and the print rate. If fluid is deposited faster than it can be
absorbed balling will occur. One way to prevent balling is to change the binder-powder
characteristics to accelerate binder absorption. Another way to prevent balling is to decrease the
printing frequency, which has the adverse effect of reducing the build rate. Since it may not
always be possible to increase the binder absorption rate, reducing the print frequency is usually
necessary when working with fine powders. For fine metal powders it has been observed that
11
frequencies in the range of 400 Hz and lower are best for avoiding balling and making smooth
straight lines [Baker]. Print frequencies this low require DOD printheads.
2.2 CONSTANT VELOCITY PRINTING
When commanding DOD binder printing motions the three important parameters are drop
spacing, printing frequency and printhead velocity. Of the three variables only two are
independent as they are related by the following equation.
Velocity = Frequencyx Spacing
The accuracy of the commanded printhead velocity is only as good as the printing station motion
system and will always have some velocity and position errors. This means that even if the
printhead pulse generator has a perfect response free of errors there will still be some variation in
either drop spacing, print frequency or both to compensate for the velocity errors. When
controlling a printing axis one option is to maintain a constant printing frequency and allow any
velocity errors to results in drop placement errors. The alternative is to use the position
information for the motion stage to adjust the printing frequency in order to maintain constant
drop spacing. Both of these control strategies were used to produce line primitives to determine
with method, if any, was preferred. Figure 2 shows two lines printed at 1000 Hz with a
commanded drop spacing of 13 gm. The line on the left is printed at constant frequency
controlled by an HP function generator that has no connection to the print station motion system.
This results in an average drop spacing of 13 gm. The line on the right is printed at constant
drop spacing by using a printhead firing board that is triggered on the axis position. This
produces an average frequency of 1000 Hz.
12
Figure 2 Constant Frequency (left) and Constant Drop Spacing (right) Line Primitives
(1000 Hz, 13 pm spacing in coated/deformed -15 gm 17-4PH)
The constant frequency line is much smoother than the constant drop spacing sample. This test
was repeated at a drop spacing of 25 gm and a frequency of 400 Hz. Once again, the constant
frequency lines are printed using the HP function generator with the PMAC motion program and
the constant drop spacing lines are created with the original TDK software and hardware.
Figure 3 Constant Frequency Lines in Coated/Deformed Powder (25 pm spacing, 400 Hz)
13
Figure 4 Constant Drop Spacing Lines Coated/Deformed Powder (25 Jim spacing, 400 Hz)
In this case the difference are much more subtle but the constant frequency lines do appear to be
slightly smoother on average than the constant spacing lines. One possible cause for this
difference is related to the printing frequency. The average droplet inter-arrival time for the
1000 Hz lines is shorter than that of the 400 Hz line. If the position errors in the motion system
are the same for each sample, then the inter-arrival time variation when compared to the average
time should be larger for the 1000 Hz lines. This increase in percent variation may accentuate
the effect of variable droplet inter-arrival time. Based on these results it was decided that
constant frequency printing was more desirable than constant spacing printing. All subsequent
printing experiments were conducted at constant frequency by triggering the printhead pulses
from an HP function generator independent of the motion system velocity errors.
2.3 PART SATURATION AND DRYING
Green part saturation is the percentage of powder bed void space that is filled by binder before
any evaporation occurs. Controlling part saturation is important because too much binder can
14
lead to bleeding and poor part edges while too little can lead to weak poorly defined parts.
Binder saturation is generally kept below 100% but can be higher if much of the binder is
evaporated before the next layer is printed. Saturation is calculated based on droplet diameter,
drop spacing, line spacing, layer thickness and powder bed packing density according to the
following equation.
Bed packing fraction f, Layer thickness t, drop diameter D, drop spacing Ad, line spacing Al
Sat ='
6-t-Ad -Ali--
f)
Saturation, along with binder polymer content also determines the green part strength. As the
binder polymer content is increased the green part strength generally increases but so does the
tendency of the part to curl as it dries. This curling results from shrinkage forces that arise when
the water portion of the binder evaporates from the part. This deformation can be prevented by
reducing the binder polymer content or by reducing the saturation. Since the parameters that
control saturation also control line quality it is desirable to adjust the binder polymer content
when eliminating curling. For many of the line-primitive tests conducted for this work the PAA
binder was 10% polymer by weight. 10% weight polymer was made by mixing 4.1 g PAA
solution (25% weight PAA solution) into 6.2 g of water. The PAA solution was obtained from
the Rohm and Haas Corporation and goes by the trade name of Acumer 1510 (60,000 MW
PAA). This binder produced single lines that were sufficiently strong to be removed from the
powderbed intact. When multi-layer parts were first printed this binder resulted in deformed
parts and so the PAA content was adjusted to 6.2% weight for the remaining multi-layer
experiments. No differences in the quality of line primitives or single layer parts were noticed as
the PAA content was adjusted between 5 and 10% weight. Changing the polymer content within
15
this range only seemed to affect part strength and the tendency of multi-layer parts to deform as
they dried.
CHAPTER 3: POWDER SPREADING
One of the goals of creating direct metal parts is to obtain a green part density close to 60%
which is the maximum density possible without deforming the spherical particles. In this case
some of the powder particles have been deformed by preprocessing and so densities greater than
60% may be attainable. It is also possible that the particle deformation may decrease the
powder's tap density. Because the part will be sintered to near full density, the density of the
green part influences the amount of linear shrinkage that occurs during sintering. If a green part
is 60% dense the shrinkage in each dimension required to obtain 100% density is approximately
16% and will increase as the green density decreases. Though some powder rearrangement
occurs during printing it is desirable to create a powder bed with a packing density close to the
desired 60% in order to minimize linear shrinkage. Though this is commonly achieved with
larger powders, powders in the range below 20 gm are significantly less flowable and harder to
spread. The remainder of this section details the efforts to create densely packed 50 gm layers
using -15 gm 17-4PH stainless steel powder.
3.1 POWDER SPREADING STATION
Powder spreading is an essential step in the 3DP process because the smoothness and packing
density of the powder layer it creates affects the quality of the final part. Dry powder is spread
with a counter rotating steel roller that pushes a mound of powder over the bed. The height of
16
the roller surface above the bed determines the layer thickness. The roller is vibrated during its
traverse to improve the packing of the powder.
In order to use the vector printing stage of the TDK machine with dry powder it was necessary to
construct a compatible dry powder spreading station. In this case the powder is deposited on the
bed manually before it is spread. In a machine designed for dry powder printing this would be
automated with a powder supply piston. The powder spreading station consists of a 19mm
diameter steel roller that rotates in place while a ball screw axis passes the powder bed beneath
the roller to form each layer. Drawings of all the spreading station's parts are included in
appendix A.
Rubber Coupling.
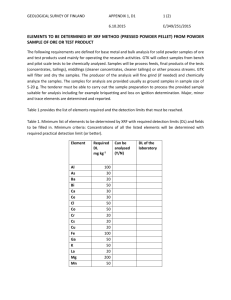
Figure 5 Powder Spreading Station
The station's method of roller vibration differs from previous designs because the axis of rotation
is stationary and the vibration is rotary. In this case, the roller shaft is attached rigidly to a
gearless shaker motor that provides the rotational vibration force. The other end of the roller is
attached to a gear motor with a compliant rubber coupling that prevents the high frequency
17
vibrations from reaching the gear motor and fatiguing the gears. The coupling is constructed
from a 2.5 cm long tube with an outer diameter of 9 mm and in inner diameter of 6 mm. The
rotational stiffness of this coupling, along with the rotational inertia of the roller and shaker
motor determine the system's response to the sine wave excitation from the shaker motor. The
amplitude and frequency of the roller vibration control the powder bed packing density.
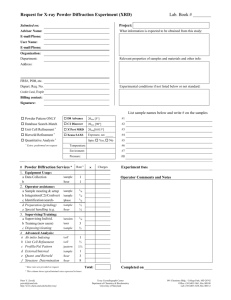
On the MIT Alpha 3DP machine the roller is mounted on flexures that allow the entire roller to
move side to side in an arc. The new design is an improvement over the original because it can
build layers as dense or denser than the Alpha machine and has a simpler design that keeps the
roller axis stationary resulting in a smoother layer.
NEWROTARY ROLLER VBRATJN
Roller
Rotaion
ALPHA MACHINE TRANSVERSE ROLLER VIBRATION
Roller
Tranisverse Roller Vibration
Vibration
Figure 6 Roller Vibration Methods
The frequency, amplitude and shape of the vibration velocity and displacement, along with the
steady state motion of the roller and powder bed, determine the quality of the powder layer. Part
of this research (outlined in section 3.3) was to determine the optimal values for spreading fine
steel powders and using that information to learn how to improve the powder spreading station
design.
18
3.2 FLOWABILITY OF POWDER
Fine metal powders refer to distributions where the maximum particles are less than 20 gm in
diameter with many particles smaller than the maximum. This research concentrated on
increasing the flowability of <15 gm 17-4PH stainless steel powder in order to improve the
achievable packing density. Flowability of a powder determines how easily it can be spread into
a smooth highly packed layer. A powder's flowability is determined by its chemistry, moisture
content, particle size, shape and distribution and can be modified by treating the powder with
chemicals such as polymers [Baker]. The particle size distribution of the received <15 gm 174PH powder from Morgan Alberox was not available and so the size distribution of a similar <16
gm 17-4PH powder from the Ultrafine corporation is shown in the following table. SEM
pictures of the as received Morgan Alberox powder are shown in figure 7.
10 Percentile Particle Size
5 0 th Percentile Particle Size
90 Percentile Particle Size
3.11 gm
8.19 gm
15.86 gm
Figure 7 As Received -15 jm 17-4PH Powder (1K and 5K magnification)
19
In this case, the 17-4PH powder in its received form was difficult to spread and so it was treated
with a polymer dispersant to increase its flowability as has been previously discovered [Baker].
The powder was coated with the polymer ammonium polymethacrylate (trade name Darvan C
supplied by R.T. Vanderbilt Company) through a ball milling process. The powder from the
manufacturer was mixed with water and Darvan C solution in the following mass ratios: powder
200: water 225: polymer solids 2. The Darvan C solution is 25% polymethacrylate by weight so
for 800 g of powder, 900 g of water and 32 g of Darvan C were used. The remaining space in
the container was then filled with 1/4" stainless steel milling media until approximately 80-90%
of the container's volume was filled. The containers used were approximately 1 liter in volume.
The percentage of the container that is filled influences the degree of powder deformation. The
more the container is filled, the less the powder will be deformed in a given time. The entire
mixture milled for 72 hours. Afterwards the solution was decanted out and the wet powder was
dried at approximately 75 C overnight and then ball milled dry for 24 hours to break up clumps
of particles. During dry ball milling the volume of milling media was approximately equal to the
volume of dry powder at untapped density. As previously observed, this process greatly
enhanced the flowability of the powder and facilitated powder spreading. In addition to
depositing polymer on the powder, the milling process also deforms the powder particles,
particularly the larger particles as can be seen in the SEM photographs. Figure 8 shows the
condition of the coated deformed powder after undergoing the coating process as described
above.
20
Figure 8 Coated/Deformed (72 hrs wet milling time, 24 hrs dry)
17-4PH Powder (600 and 1.5K magnification)
These images clearly show that the coating process has severely deformed most of the powder
particles increasing the surface roughness and flattening them into a platelet shape. To see if this
deformation could be easily controlled the same process was repeated but with 24 hours of wet
milling rather than 72. The resulting powder is pictured below.
Figure 9 Coated/Deformed (24 hrs wet milling time, 24 hrs dry)
17-4PH Powder (1K and 5K magnification)
21
This powder seems slightly less deformed but is still far from spherical. In order to understand
the effects of the polymer coating and the powder shape on printing two other powder samples
were made so that each combination of powder coating and deformation could be observed. The
uncoated, deformed powder underwent the entire coating process as described above (72 Hrs wet
milling) but without the presence of Dravan C. It is shown below.
Figure 10 Uncoated/Deformed (72 hrs wet milling time, 24 hrs dry)
17-4PH Powder (1K and 5K magnification)
These pictures show that the powder has been deformed roughly to the same degree as the
coated, milled powder so that the only difference between the two samples is the presence of the
ammonium polymethacrylate coating. The final combination is powder in the coated, nondeformed state. To accomplish this, powder processed as described above but the wet milling
(72 hours) was done without any milling media and the dry milling with media was limited to 1
hour. While this process does deposit some polymer on the surface of the powder, the extent of
the polymer coating may not be as complete as it is with the deformed, coated powder. It is clear
from the following pictures that very little deformation occurs during this process leaving
spherical particles with some polymer coating.
22
Figure 11 Coated/Non-deformed (72 hrs wet milling time w/out media, 1 hr dry w/ media)
17-4PH Powder (1K and 5K magnification)
Tap density measurements were also conducted to determine the effects of the polymer coating
and powder deformation. Tap density is a measure of the highest packing density a powder may
achieve without being deformed through compression. The measurement apparatus is shown
below.
23
4-Graduated Cylnder
4-Tapped Powder
DC Motor
-Cam
Figure 12 Tap Density Measurement Apparatus
The powder is contained in a graduated cylinder that is vibrated by a cam and DC motor. The
vibration is imparted to the powder and causes it to reach its tap density after a few minutes of
vibration. This test was conducted on three samples of <15 Rm 17-4PH stainless steel powder,
as received, milled and coated with Darvan C, and milled with water. Before each test the
powder was heated to 60 degrees C to remove moisture. The results are shown in the table
below.
SPHERICAL
UN-COATED
COATED WITH DARVAN C
58.6%
61.4%
(as received)
DEFORMED
52.8%
45.1%
As expected, the powder in its as received spherical condition has a packing density near 60%.
The coated, spherical powder has an even higher tap density demonstrating the increase in
24
4
flowability resulting from the polymer coating. The deformed powder that was milled with
water and no polymer is much lower indicating that the particle deformation decreases the
packing fraction as expected. The deformed powder coated with Darvan C exhibits a higher tap
density than the uncoated deformed powder but its density is still lower than that of the spherical
powder. In prior investigations with 316 stainless steel powder it was observed that deformed
powder with Darvan C coating showed a slightly higher tap density than the as received powder.
This suggested that the coated 17-4PH powder may have been deformed more than necessary
and so the powder coated by same process but with less milling time (24 hours) was also tested.
The resulting tap density was 51.9% indicating that reducing the wet milling time is not an
effective method for increasing the tap density of the coated, deformed powder. Other
possibilities for reducing the powder deformation include reducing the amount and size of the
milling media or changing the container size. These variants were not examined for this work
due to time constraints.
3.3 PACKING DENSITY
Besides creating a smooth surface for printing, the other main goal of powder spreading is to
achieve a packing density close to the theoretical limit in order to minimize shrinkage of the
green part during sintering. Packing density is affected by the method of powder spreading as
well as the flowability of the powder and therefore varies widely depending on the powder used
and its physical condition. In this case the 17-4PH steel powder was coated with ammonium
polymethacrylate to increase its flowability but the optimum spreading parameters, primarily the
roller vibration frequency and amplitude, were yet to be determined.
25
The purpose of roller vibration is to increase the packing density for a given powder system but
little is known about how this vibration affects packing density. To determine the impact of
roller vibration and other parameters on packing density a series of experiments were conducted
by measuring packing density while varying the spreading parameters. Packing density was
measured by spreading a known number of 50 gm layers onto a ceramic plate. For these tests
spreading approximately 1-2 mm of powder is sufficient for accurate results. The plate was then
removed from the machine and a circular tool (D -2.5 cm) was used to capture a known area of
the powder bed to be weighed. The bed density can then be determined by dividing the
measured sample mass by the known sample volume. The packing fraction is calculated by
dividing the bed density by the density of steel (-7750 kg/mA3 for 17-4PH). These
measurements seem to be repeatable to within ±1% when the powder bed sample is at least 2030 layers thick (-1 mm).
Before exploring the effect of roller vibration on packing density, it was necessary to determine
the effect of spreading speed and roller rotation rate on the packing density. With the roller
vibration turned off and the roller rotation set to 60 rpm, the bed spreading speed was varied
between 0.3 and 1.2 cm/sec and the packing fraction measured.
26
Packing Density vs. Spreading Speed
(no vibration, roller @ 60 RPM)
45.040.0
,35.0-
30.0
E
25.0
cm 20.0
-
15.0
IL 10.0
-
5.0
-
-
0.0
0.00
,
I
0.20
0.40
0.60
0.80
1.00
1.20
Bed Spreading Speed (cm/sec)
Figure 13 Packing Density vs. Spreading Speed (coated/deformed -15 pm 17-4PH)
These results show that in this range, spreading speed has little or no effect on packing density.
With this in mind, much of the powder spreading was done at 1.2 cm/sec to reduce spreading
times. Speeds higher than 1.2 cm/sec could not be tested because of the axis velocity limitations
but future tests should include higher speeds to further reduce spreading times. The next figure
shows the results obtained as the roller rotation rate was varied at a constant spreading speed of
0.3 cm/sec without roller vibration.
27
Packing Density vs. Roller Rotation Rate
(no vibration, spreading speed @ 0.3 cm/sec)
60.0
50.0
-
-
-
-
-
-
-
-
40.0
CM
220.0
-
10.0
0.0 i
35
40
45
50
55
60
65
70
75
Roller Rotation Rate (RPM)
Figure 14 Packing Density vs. Roller Rotation Rate (coated/deformed -15 pm 17-4PH)
In this case, there does seem to be a weak correlation between roller rotation rate and packing
density. As the roller rotational velocity increases, there is a slow decrease in packing fraction.
Roller rotation rate also affects the smoothness of a layer. As the rotation rate is decreased the
layer quality can deteriorate. For this reason, the roller rotation was set to a moderate value of 60
rpm for all other experiments. This value was close to the minimum required to create a smooth
powder bed surface.
To determine the effect of roller vibration on packing density a series of experiments were
conducted by measuring packing density while varying vibration frequency and amplitude. It
immediately became clear from this investigation that the ratio between the vibration velocity
amplitude (Vv) and the total steady surface velocity (Vs) is important in determining packing
density. Because the shaker motor is driven with a sine wave the vibration velocity amplitude
can be calculated by multiplying the displacement amplitude with the vibration frequency (Vv =
28
A*f). The roller surface displacement amplitude was measured to confirm its value. To do this,
a small mirror was fastened to the roller surface. A laser beam from a stationary source was then
reflected off the mirror and onto a flat surface (like a wall) approximately 4-5 meters from the
roller. A schematic of this measurement is shown in figure 15.
Vibrating Roller
Beam Trace
Mirror
Laser Source
WallHP
Figure 15 Schematic of Roller Vibration Amplitude Measurement
When the roller vibration is turned on, the laser beam forms a line on the wall, the length of
which can be correlated to the displacement amplitude at the roller surface by the following
equation.
Distance from wall to mirror D, Beam trace length on wall L, Roller radius R
Surface _Displacement _Amp = 2 -R -tan-1
(2-D)
To obtain the surface velocity, the displacement is simply multiplied by the shaker frequency. In
this case the shaker motor was driven with a Veriac transformer. The veriac output was
connected to the motor through a second transformer (10X down step in voltage) to smooth the
sine wave shape. The results of these measurements, taken at a vibration frequency of 60 Hz, are
29
shown in figure 16. This measurement is only applicable to the spreading station in its current
configuration, which was used in all of the experiments described in this paper. If any of the
hardware is modified this measurement must be repeated for the new system.
Roller Surface Velocity (Vv) vs. Variac Voltage Setting
(@ 60 Hz Driving Frequency)
12.0
y=
10.0
E
8.0
0
4.0
2.0-
Z
0.2971x - 2.1863
2
0.9957
0.0
0
5
10
15
20
25
30
Varlac Dial Value (Volts)
35
40
45
Figure 16 Roller Surface Velocity Measurement Results
This plot shows a well behaved linear relationship between vibration velocity amplitude and the
Veriac output for the range between 10 and 40 Volts on the Veriac dial.
The total steady state surface velocity (Vs) is the summation of the roller surface velocity (o*R)
plus the relative velocity between the center of the roller and the powder bed (Vb)- As the ratio
between the vibration velocity and the steady state velocity (Vv/Vs) increases, the packing
fraction increases from the case without vibration towards the tap density as shown in figure 17.
This suggests that the packing fraction is increased when the relative velocity between the
powder and the roller varies between zero and a large positive value.
30
Packing Density vs. Roller Vibration Velocity
(vibration @60 Hz, roller roation @ 60 RPM, spreading speed @1.2 cm/sec)
52.0
50.0
0-! 48.0
E) 46.044.0
e 42.0
40.0
38.0-
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
Vibration Velocity/Steady Velocity
(calculated from vibration vel measurements)
Figure 17 Packing Density vs. Vibration Amplitude (coated/deformed -15 Pm 17-4PH)
The problem with this behavior is that when this ratio (Vv/Vs) exceeds 1 there is periodically a
net negative velocity between the roller surface and the powder bed. This negative velocity
causes small (micron scale) ridges to form in the powder bed as depicted in figure 18. When the
negative velocity becomes large enough, (Vv/Vs
-
1.25) the ridges become as tall as 30 pm or
larger making the layer surface finish unacceptable.
Vibrating
Ride
Figure 18 Schematic of Layer with Ridges
One solution to this problem is to spread the powder in two passes. The first pass can use large
vibrations that generate the desired packing density while the second pass has the roller vibration
switched off to eliminate the ridges leaving behind a smooth surface finish. This method has
been tested and can be used successfully to create highly dense layers but it is not desirable
31
because it decreases the build rate and may not work in cases where the powder bed is not
completely dry. A better alternative is to spread the layer in a single pass with two different
closely spaced rollers. The first roller would vibrate creating a highly packed layer with ridges.
It would have to spread a layer 10-30 gm thicker than the desired layer height. The second roller
would be 10-30 gm lower than the first and would not vibrate eliminating the ridges and yielding
a layer of the desired thickness and surface finish.
For work on the TDK-MIT slurry machine multiple spreading passes add too much time to the
process cycle time and adding a second roller conflicted with the timeline of this project. The
next researcher on this project should add a second non-vibrating roller to the spreading station.
For this research, it was decided to attempt to achieve the highest packing density possible with a
single spreading pass. This requires that the ratio between vibration velocity and steady velocity
always be less than approximately 1.25 to minimize ridges. The next step in this investigation
was to operate near Vv/Vs
-
1.25 with varying vibration frequencies to attempt to obtain packing
densities near the tap density. The effect of the vibration frequency on packing density is shown
in figure 19.
32
Packing Density vs. Vibration Frequency
(VvNs ~ 1.25, roller rotation @ 60 RPM, spreading speed @ 0.3 cm/sec)
50
45
40 - 35
*j 30
a 25
20
c
15
10
5.
0-
0
20
40
60
80
100
Vibration Frequency (Hz)
120
140
160
Figure 19 Packing Density vs. Vibration Frequency (coated/deformed -15 pm 17-4PH)
Unfortunately, these results show that in the range between 20 and 150 Hz, the roller vibration
frequency has little or no correlation to packing density. It is currently possible to achieve
packing density near the tap density of coated/deformed -15 pm 17-4PH only if two spreading
passes are made. Tap density cannot be reached in a single pass with a single roller. Further
research is required to determine if the desired packing density can be realized with one roller in
a single spreading pass. For the remainder of this work powder spreading was done with one
roller vibrating at 60 Hz in a single pass yielding a packing density of approximately 43%.
33
CHAPTER 4: BINDER PRINTING
Binder printing follows powder spreading in the 3DP process and is the step that determines the
final part shape. The purpose of this work was to determine the capabilities of vector printing
into fine metal powder. This was accomplished by first learning how to print smooth individual
lines. The next step was determining how to vector print single layer shapes and finally multi
layer test parts were produced.
4.1 VECTOR PRINTING
Of the two printing styles, vector printing's main advantage over raster printing is the capability
to produce parts with much better surface finish than raster printing. This is possible because the
defining edges of each layer are created with continuous lines rather than the edges of many
discrete raster lines. Vector printing is also advantageous because it can take advantage of the
behavior of lines printed side by side. Specifically, it has been observed that lines printed
adjacent to previously printed powder are much smoother than those printed into virgin powder.
Since the vector lines define the part edges the quality of the raster lines that create the internal
part volume becomes less important allowing more freedom in the choice of raster speed
allowing fast raster speeds. The disadvantage of vector printing is its slower build rate since
only one jet can be used to create the outline of each part and that jet must be moved in the shape
of the part outline. By using several vector outlines to define part edges and raster printing to fill
the part interior it is possible to obtain reasonable build rates for small (-5 cm) parts. Vector
printing also requires a more complex motion system than raster printing because of the
printhead motion requirements.
34
4.2 BINDER CHEMISTRY
The choice of binder depends on the material systems and is chosen to be compatible with the
powder and form a well-defined and sturdy green part. For stainless steel powders there are
several options for binder chemistry. A solution of poly-acrylic acid (PAA) was chosen because
it is simple to make and easy to jet through DOD printheads. A 7.6% by weight PAA (-60,000
GPS mol. Weight PAA from Rohm & Haas, Acumer 1510) solution was used through the initial
experiments because it was available at the time. It was later discovered that this PAA solution
contained some sodium salts and so it was replaced with a cleaner PAA solution from SigmaAldrich (-100,000 GPS mol. Weight). During the multi-layer printing experiments the polymer
concentration and molecular weight were reduced to eliminate layer distortion while maintaining
line quality and strength. The makeup of the binder also affects the droplet formation and
absorption of the binder into the powder bed and thus greatly affects printed lines and the entire
part. However, an investigation of the affect of binder chemistry on line quality was out of the
scope of this research.
4.3 DOD PRINTHEADS
Drop on demand (DOD) printhead technology is more favorable than continuous jet printing for
fine metal powder printing because of the small part sizes and the frequency demands of vector
motion. For this reason experiments were conducted using two types of DOD printheads, a
Hewlett Packard bubble jet and an MIT developed piezo-actuated printhead. The HP printhead
was chosen for all subsequent printing experiments because of its high drop velocity and good
reliability that facilitated easy, repeatable printing. It operates on the bubble jet principle. The
printhead consists of a fluid reservoir, a resistor and an orifice plate. Droplets are formed when
35
an electric impulse is sent to the resistor dissipating heat into the fluid forming a vapor bubble.
The formation of the bubble forces a small volume of fluid through the orifice plate. When the
bubble collapses the fluid is separated from the orifice plate forming a single droplet that is
sometimes accompanied by small satellite drops that are undesirable but acceptable. The
disadvantage of the bubble jet design is that each jet will only operate with PAA binder for a
limited time before failing. The cause of the printhead failure is not understood. When jetting
PAA binder through an HP printhead continuously, the flow rate slowly decreases until the jet
fails completely after approximately an hour of continuous use. If the jet is used intermittently,
the jet may last much longer that one hour. In order to print PAA binder reliably through the HP
DOD printhead a few simple techniques for operating it were developed. They are fully
described in Appendix B.
4.4 THE EFFECT OF DROP VELOCITY
The HP printheads used in this work form jets that are significantly faster than those of the MIT
made piezo DOD printheads. An investigation was conducted to determine the effect of drop
velocity on line quality. Before these experiments were performed a model of the velocity of a
droplet of liquid falling through the air was developed. By determining the velocity of the
droplets as a function of distance from the orifice plate, a single printhead could be used to
simulate a range of drop velocities.
When jetting PAA solution the HP printhead forms spherical drops between 55 and 65 grm in
diameter. For a given initial velocity at the orifice, the drop velocity as a function of its distance
36
L
to the orifice can be predicted using a balance of forces on the drop and equating that to drop
acceleration.
m-a=Fdrag -Fgravit
F
C
1
ReP
9.
gravity =g*
-Pair Cd Ap *v
drag
A
F.
2A
1
=--ir-D
m=pdr,,-p
1
--
6
4
24
dD-vmI+
-
2
Pair
-D3
Re
This set of equations yields a second order differential equation that can be solved numerically
yielding drop position and velocity as a function of time. The initial position is zero and the
initial velocity is chosen to fit the experimental data. These simulations were carried out using
Matlab. The Matlab scripts are located in Appendix C.
The drop velocity was measured at varying distances from the orifice plate and compared to the
predicted drop velocity. The method of velocity measurement is described next. A flat disc
approximately 8 cm in diameter is attached to a motor shaft. On the top surface of the disc is
attached a small block approximately 2 mm high. The disc is held parallel to the orifice plate at
a know distance from it and rotated at -3600 rpm under the binder stream. As the droplets fall
the block prevents some drops from reaching the disc surface leaving a short "shadow" behind it.
By measuring the length of this shadow the drop velocity can be determined.
37
Binder Jet
Block Height
Shadow Length
Spinning Disc Surface
Figure 20 Drop Velocity Measurement Apparatus
rotational velocity o (rps), radius r, shadow length 1, block height h
h
Vdrop
The following figure shows the predicted and measured drop velocity for a 62 gm drop with an
initial velocity of 13.8 m/sec.
Drop Velocity vs. Distance From Orifice
14
Prediction
x
Exp Data
12
10
E
8
0
0L
0
6
4
2
. .
.
.
.
.
.
0
0
20
40
60
120
140
100
80
Distance From Orifice (mm)
160
180
200
Figure 21 Predicted and Measured Drop Velocity vs. Distance From Orifice
38
Once the drop velocity was known as a function of distance from the orifice place, several line
samples were printed at varying printhead heights to determine the effect of drop velocity on the
smoothness and strength of printed lines. Framed sets of lines were printed into coated,
deformed 17-4PH at 25 pm drop spacing and 400 Hz. At the normal printing distance of 0.7 mm
(14.5 - 13.5 m/sec) the lines were smooth and there was no evidence of balling.
Figure 22 Lines Printed at 0.7 mm from bed (~14 m/sec)
(25 gm drop spacing, 400 Hz Coated/Deformed -15 pm 17-4PH)
At a distance of 2.7-4.7 mm (13.5 - 12.5 m/sec) the lines showed slight balling at the corners of
the frame but the part could still be removed from the bed.
39
Figure 23 Lines Printed at 3.7 mm from bed (-13 m/sec)
(25 pm drop spacing, 400 Hz Coated/Deformed -15 gm 17-4PH)
At 5.7-8.7 mm (12.5 - 11.5 m/sec) the balling slowly became worse and less of the lines could
be removed from the bed.
Figure 24 Lines Printed at 6.7 mm from bed (~12 m/sec)
(25 pm drop spacing, 400 Hz Coated/Deformed -15 pm 17-4PH)
At 9.7 mm and beyond (less than 11.5 m/sec) the balling is severe and no part can be removed
from the bed. Because these results were surprising, this test was repeated. Instead of varying
40
-4
the distance from the orifice plate to control the drop velocity, the width of the printhead driving
pulse was varied to change drop velocity. The normal recommended pulse width is 3 gsec and
this was used for all other HP printing experiments. In order to vary the drop velocity the pulse
with was varied down to 2.6 gsec. Using the same measurement technique the drop velocity at
the printing height was measured as a function of pulse width, the results are shown below.
Drop Velocity vs. Pulse Width
16.0
14.0
12.0
10.0
.
8.0
6.0
Q 4.0
2.0
0.0
2.6
2.7
2.8
2.9
3.0
3.1
Puise W Jdth (usec)
Figure 25 Drop Velocity vs. Pulse Width
Several line primitive samples were then printed at different pulse widths. At 3.0 and 2.9 gsec,
the printed lines could be removed from the bed and were acceptable. At a pulse width of 2.8
gsec and below severe balling prevented any lines from being formed. These results agree with
the previous experiments suggesting that a drop velocity greater than
-12-13
m/sec is required
for printing good lines into fine metal powder. For the remainder of the HP printing experiments
a height of 0.7 mm (-14 m/sec) was used to produce good lines and minimize errors from
satellite drops and jet wander. This conclusion has important implications to DOD printhead
design and selection.
41
An alternative to the HP DOD printhead has been developed at MIT. This is a piezo-actuated
printhead. It consists of a tubular piezo actuator soldered to the outside of a small thin walled
steel tube. One end of the steel tube is connected to a fluid reservoir at a slight negative pressure
and an orifice is attached to the other end. An electrical impulse is sent to the piezo tube causing
it to expand, contract and then return to its neutral position. This motion creates a pressure wave
in the steel tube which forces fluid out through the orifice and then induces it to break off
forming a drop and several small satellites. The size, shape and velocity of the drops are very
sensitive to the waveform and the condition (temperature and pressure) of the fluid reservoir. As
a result, the current MIT piezo printhead is not yet reliable enough to facilitate repeated printing
experiments. In addition, the current MIT printhead can only produce drop velocities of -4
m/sec. Based on the drop velocity experiments, a 4 m/sec binder jet is not fast enough to
produce good parts in fine metal powders. If improving the piezo printhead reliability and
greatly increasing the drop velocity proves too difficult it may be a good idea to pursue adapting
a bubble jet printhead design to meet the reliability and corrosion demands of fine metal 3DP.
4.5 PRINTING STATION MOTION SYSTEM
The TDK-MIT slurry machine binder printing station is designed for operation with a DOD
printhead for the production of small parts (- 2 x 2 cm) by vector printing the part outline and
then filling the interior with a raster motion. The motion system of the station consists of two
perpendicular linear ball screw axes stacked on top of each. Both axes are controlled with a
single PMAC controller and can provide a full range of motion over the powder bed. In the
current configuration each axis is capable of a maximum acceleration of approximately 2 g. This
42
acceleration determines the maximum printing velocity that can be used while still maintaining
near constant velocity printing around the vector traces.
A description of how *.slc files are converted into PMAC motion commands is included in
Appendix D.
CHAPTER 5: MAKING LINE PRIMATIVES
One major task of this work was to learn how to print straight, smooth line primitives in order to
take advantage of the benefits of vector printing, primarily an improved surface finish. Though
this had been previously accomplished with a similar material system it was soon clear that
reproducing these results would not be a simple task [Baker].
5.1 EFFECT OF POLYMER COATING AND PARTICLE SHAPE ON LINE QUALITY
In prior attempts to print fine metal powders Darvan C has been used to increase the flowability
of the powder to facilitate powder spreading [Baker]. What was not previously recognized was
the drastic effect this coating has on the binder-powder interactions. While attempting to
reproduce these previous line primitive results it was discovered that coating steel powder with
Darvan C has a dramatic and beneficial effect on the quality of a printed line. Particularly the
smoothness of the line edges can be improved drastically over the results obtained with uncoated
powder. The following pictures show line primitives printed into 17-4PH in the four powder
conditions. The first lines are printed into the as received (uncoated/non-deformed) powder at
400Hz with a droplet spacing of 20 gm.
43
Figure 26 As Received Line Primitives (low magnification microscope)
These lines are approximately 175 gm wide and have rough edges where binder bleeding seems
to have occurred. A closer look at the line structure obtained by SEM is shown below.
-ZoOk
-SOU
Figure 27 As Received Line Primitive (200 and 500 magnification)
44
Figure 28 As Received Line Primitive (2K magnification)
These pictures show a seemingly random particle placement. The line edges do not seem
different from the rest of the line and there are many large vacancies visible on the surface. This
is very different from the lines printed into coated, deformed powder shown below.
Figure 29 Coated Deformed Line Primitives (low magnification microscope)
These lines were also printed at 400 Hz with a drop spacing of 25 gm. They are much thinner
than the as received lines, only 100 gm, and also have smoother edges.
45
Figure 30 Coated Deformed Line Primitive (200 and 500 magnification)
Figure 31 Coated Deformed Line Primitive (2K magnification)
These SEM pictures reveal a line structure very different from the as received lines. In this case,
the platelet shaped particles are arranged tangent to the curvature of the line forming a smooth
layer around the line. The sections of the line where this occurs are extremely smooth but there
are still some regions where the particle arrangement seems random resulting in a rough edge.
This line also has less voids than the as received line. To understand what roles the particle
46
shape and polymer coating have in the powder arrangement the other two powder conditions
were also investigated. The lines printed into the uncoated, deformed powder are shown next.
Figure 32 Uncoated Deformed Line Primitives (low magnification microscope)
These lines were printed at 400 Hz and 25 pm drop spacing and are 100 pm wide. Though they
are as narrow as the lines from the coated, deformed powder, they are not as smooth.
I
Figure 33 Uncoated Deformed Line Primitive (200 and 500 magnification)
47
Figure 34 Uncoated Deformed Line Primitive (2K magnification)
These pictures show that though some areas of this line are smooth like the coated version, the
majority of the particles do not seem to be arranged in any pattern. The smooth shell like casing
of the line that can be seen in the coated line is not present. There are also large voids in this
uncoated sample. The final variation is the coated non-deformed powder shown below.
Figure 35 Coated Non-deformed Line Primitives (low magnification microscope)
48
These lines are similar in appearance to the as received lines but are slightly narrower at 160 rm.
No other differences can be observed at this magnification.
Figure 36 Coated Non-deformed Line Primitive (200 and 500 magnification)
Figure 37 Coated Non-deformed Line Primitive (2K magnification)
As higher magnifications however, we can see that these lines do differ from the as received
lines. The edges are still fairly rough but there are almost no voids. This suggests that the
polymer coating causes the powder to be arranged so that the smaller particles fill the voids
49
between the larger ones. In the spherical case this still results in a rough line because large
particles can protrude out of the line edge. When the powder is platelet shaped, the larger
particles on the edges of the line are arranged flat against the line surface keeping the line
smooth. For creating the best smooth, straight lines the powder must be deformed into a platelet
shape and be coated with the dispersant Darvan C.
Discovering the processes responsible for this observed improvement in line quality is beyond
the scope of this work but some further qualitative tests were conducted to confirm the
differences between coated/uncoated and deformed/spherical powder. Samples of -15 pim 174PH in each of the 4 conditions were places in small mounds (- 1cm) and a small spherical
depression pushed into each pile. Next a small drop (-2.5mm) of PAA binder is deposited in the
depression using a syringe and the behavior is observed. This measurement is normally used to
determine qualitatively how quickly binder is absorbed into a powder and is helpful in
determining a system's tendency for balling relative to other powders. The longer the absorption
time, the more likely a powder system is to ball. The results of these tests are summarized in the
table below.
SPHERICAL
_
DEFORMED
UN-COATED
3-4 seconds
COATED WITH DARVAN C
12-13 seconds
no migration
full migration
70 minutes
85 minutes
no migration
full migration
In as received powder the droplet immediately begins to spread in a rough, but generally circular
pattern until it is completely absorbed in 3-4 seconds. The coated, spherical sample takes
slightly longer and is absorbed in a smoother circle. The coated and un-coated deformed
50
samples both take much longer to absorb the liquid. Each sample after the binder has been
absorbed is pictured below.
Figure 38 As Received (left) and Coated Spherical (right) Binder Absorption Test Samples
Figure 39 Uncoated Deformed (left) and Coated Deformed (right)
Binder Absorption Test Samples
In addition to absorption time, this test also reveals the effect of the Darvan C dispersant coating.
When binder is dropped onto coated powder, the sphere of liquid is quickly enveloped by a thin
51
coating of powder that migrates across the drop surface until the entire surface is saturated by a
thin layer of powder.
Figure 40 Uncoated Deformed (left) and Coated Deformed (right) Before Absorption
These results indicate that the coating of the drop is caused by the dispersing properties of the
Darvan C polymer. They also show that the binder absorption time is determined primarily by
the powder shape with deformed, platelet shaped powder having much longer absorption times
than spherical powder. How this behavior translates into smoother lines is unclear. The polymer
coating seems to cause the casing effect seen in figures 30, 31, 36 and 37 of the coated samples.
5.2 DROPLET FREQUENCY & SPACING
Droplet size, printhead velocity, droplet frequency and droplet spacing are the variables that
describe the mechanical aspect of the printing process. Each of these variables affects the
properties of a printed line. Droplet size is determined by the printhead design and the binder
characteristics and remained approximately constant throughout these experiments. Of the
remaining three variables only two are independent. They are related by the following equation.
52
J
Velocity = Frequencyx Spacing
When selecting the printing parameters, frequency and drop spacing are chosen as the
independent variables because they can be directly correlated to line properties while printhead
velocity only determines the required build time. Print frequency influences the occurrence of
balling with higher frequencies increasing the chance balling. Droplet spacing also affects the
balling behavior as well as the width of the line. As the drop spacing is decreased the line width
increases decreasing line resolution. The benefit of wider lines is that the line spacing can then
be increased, increasing the build rate for a given saturation. Based on the mechanical
limitations of the vector printing motion system the maximum achievable steady vector velocity
is approximately 1.0 cm/sec limiting the maximum droplet frequency to 500 Hz for a drop
spacing of 20 gm. This frequency is sufficiently low to avoid balling while still operating at the
stage's maximum build rate.
From prior experiments with fine metal powders it was known that the best lines could be
obtained at a drop spacing between 20 and 30 grm [Baker]. Initial tests using 17-4PH powder on
the MIT-TDK slurry machine confirmed this and also demonstrated that the maximum drop
spacing to still form a line (with -65 pm drops) is approximately 80 gm. Lines printed into
uncoated powder at drop spacings below 40 jm showed excessive bleeding but this was not a
problem when printing into coated powder. Lines printed into coated, deformed powder at 20
and 30 gm drop spacing are shown below.
53
Figure 41 Line Primitives Printed at 400hz and 20 jm Drop Spacing
In Coated/Deformed 17-4PH
Figure 42 Line Primitives Printed at 400hz and 30 pm Drop Spacing
In Coated/Deformed 17-4PH
These photos show line primitives printed at 400 Hz and 20 and 30 gm drop spacing. The lines
printed at 20 pm drop spacing are approximately 130 gm wide and the 30 jm lines are
approximately 110 jm wide. The 20 gm lines are also slightly straighter than the lines printed at
54
30 gm. Because the differences in line quality between 20 and 30 Rm drop spacing are not
significant, the exact spacing used for part printing was chosen as 25 grm based on the desired
print frequency and saturation considerations.
CHAPTER 6: PART PRINTING
6.1 SINGLE LAYER PARTS
After printing acceptable individual lines, the next step was to create single layer geometries by
printing several lines side by side. The goal of this step was to determine how to make the best
vector outlines possible. It has been generally know for some time that when lines are printed
next to each other the line printed next to previous lines has a smoother edge than the first line
printed into virgin powder [reference]. As a result, one of the best opportunities for improving
surface finish through vector printing is to print the vector outlines so that the last line printed is
the line that defines the part boundaries. To confirm this behavior single layer parts were created
in each powder by printing one layer of the vector portion of an 8 mm square part. The result is
a square frame as shown below.
55
Figure 43 Frame Printed (3 vector passes) in Coated/Deformed Powder
The drop spacing was 25 gm and the print frequency 400 Hz. The number of vector passes was
varied from 1 to 6 and the raster fill was eliminated entirely creating frames of varying thickness.
In the first case the vector lines are printed from the outside in so that the last line deposited
defines the inner edge of the frame as would be desired when defining a square hole in a part
geometry. Portions of the resulting parts printed in the coated deformed 17-4PH are shown
below. In each case the left edge is the inner edge of the frame (last printed).
Figure 44 Frames in Coated/Deformed 17-4PH with 1, 2 & 3 Vector Passes
56
Figure 45 Frames in Coated/Deformed 17-4PH with 4, 5 & 6 Vector Passes
When the number of printed lines exceeds 2 the edge of the last printed line (left) is drastically
smoother and straighter than the edges of a single line. The difference between each edge is
more pronounced under higher magnification.
Figure 46 6 pass Frame in Coated/Deformed 17-4PH (200 magnification)
Last Printed Edge on Top
57
ANA
Figure 47 6 pass Frame (top- last printed edge) in Coated/Deformed
(800 & 2K magnification)
Figure 48 6 pass Frame (bottom- first printed edge) in Coated/Deformed
(800 & 2K magnification)
The casing behavior of the coated, platelet particles observed over portions of the line primitives
is even more pronounced in the frame over the entire edge of the last line printed (top edge).
Taking advantage of this behavior is critical to the success of vector printing. These results show
58
that 3 vector passes are required for this behavior and that any more than 3 passes does not
significantly improve the edge quality.
From these parts it is clear that when more than two outlines are printed into coated, deformed
powder the inner edge (the line printed last) is consistently smoother and straighter than the outer
edge. In fact, the inner edge is much smoother than the best line primitives created with this
material system. When only a single outline is printed the inner and outer edges are equally
rough. In addition, there is a sudden improvement in edge quality between 2 and 3 vector passes
while there is not a large improvement when the number of passes is increased beyond 3. This
suggests that it is desirable to print at least 3 vector outlines when possible. It should also be
noted that the first line printed is slightly out of focus because it is slightly lower than the rest of
the lines. This behavior had also been previously observed but poses no serious threat to part
quality. Next, the order of the vector printing was switched from outside in to inside out and the
resulting part is shown below.
Figure 49 In-Out 6 Pass Frame in Coated/Deformed 17-4PH
59
These results clearly demonstrate that the smoothness and straightness of the edge defined by the
last printed line is vastly superior the edge created by the first printed line. Using this behavior
to create very smooth geometries is the major advantage of vector printing. Once again, to
determine the effects of the polymer coating and particle shape on this behavior, more frames
were produced in the other 3 powder conditions. From this point on, all frame samples were
printed from the inside out so the last printed line forms the outer edge. The results are described
below. The next frame sample was printed into uncoated, non-deformed powder. It is
drastically different from the coated, deformed powder.
Figure 50 6 pass Frame in As Received 17-4PH (upper right corner and right side)
In the as received condition there is no clear distinction between the smoothness of the inner and
outer edges of the frame. Each side seems equally rough. It should also be noted that the first
line is not at a lower level than the rest as it is with the coated deformed powder.
60
Figure 51 6 pass Frame in As Received 17-4PH (150 magnification)
Last Printed Edge on Top
Figure 52 6 pass Frame (top- last printed edge) As Received 17-4PH
(800 & 2K magnification)
61
Figure 53 6 pass Frame (bottom- first printed edge) As Received 17-4PH
(800 & 2K magnification)
In figures 51 and 52 the top edge of the line is the last line printed. Though these edges are
smoother and straighter than the as received line primitives they are still rough with some voids.
Next is the frame printed into uncoated, deformed powder. Like the as received version, this
frame shows no difference in quality between the inner and outer edges. Once again, the first
line is not at a lower level than the rest as it is with the coated deformed powder.
62
Figure 54 5 pass Frame in Uncoated/Deformed 17-4PH (lower left corner and right side)
Figure 55 5 pass Frame in Uncoated/Deformed 17-4PH (200 magnification)
Last Printed Edge on Top
63
Figure 56 5 pass Frame (top- last printed edge) in Uncoated/Deformed
(800 & 2K magnification)
Figure 57 5 pass Frame (bottom- first printed edge) in Uncoated/Deformed
(800 & 2K magnification)
Figures 55, 56 and 57 show that there is some difference between the particle placement on each
side of the frame. While the platelet particles are not consistently arranged to form a smooth
surface, more of the top edge is smooth than the bottom and some voids are present. The final
condition is the frame printed into the coated, non-deformed powder pictured below.
64
Figure 58 6 pass Frame in Coated/Non-Deformed 17-4PH
(upper right corner and right side)
In this case there is also a slight improvement in the quality of the outer edge over the inner edge.
This is better seen in the following SEM photos.
Figure 59 6 pass Frame Coated/Non-Deformed (150 magnification) Last Printed Edge Top
65
Figure 60 6 pass Frame (top- last printed edge) in Coated/Non-Deformed
(800 & 2K magnification)
Figure 616 pass Frame (bottom- first printed edge) in Coated/Non-Deformed
(800 & 2K magnification)
There are not many voids in this sample, which is consistent with the line primitive results.
While the small particles fill the spaces between the larger ones, there are still some large
particles protruding from the part causing a rough edge. Once again the polymer coating reduces
the amount of void space and the platelet shaped particles allow for better packing around the
66
edges. In this case the resulting edge is even smoother and straighter than in the single line
primitives.
Once this behavior had been demonstrated on a square geometry several layers of the surgical
gripper tool were created in the coated, deformed powder. One such layer is pictured below.
Figure 62 Gripper Single Layer in Coated/Deformed 17-4PH
Figure 63 Gripper Single Layer in Coated/Deformed 17-4PH (zoomed views)
In this case the 3 vector outlines are printed so that the last line printed forms the part edges.
After all vector outlines are complete the remaining volume is raster filled. Once again, the part
edges are extremely smooth and straight. The roughness around the small hole is a result of an
early software problem and does not reflect the full capability of this printing method. This part
demonstrated that high quality single layers could be produced.
67
6.2 MULTI-LAYER TEST GEOMETRIES
The next step was to produce multi-layer test parts to evaluate the quality of vertical walls and to
fine-tune the binder saturation levels. The polymer content was adjusted to prevent part curling
while still maintaining part strength. Using a 60,000 MW PAA polymer the 10% weight
solution was found to curl excessively when more than two or three layers were printed. When
this was replaced with 5.5% weight binder, the curling problem disappeared while maintaining
adequate part strength. It was later discovered that the particular 60,000 MW PAA solution
being used contained sodium salt, which is undesirable in steel parts. It was replaced with a
cleaner 100,000 MW PAA solution from an alternate vendor (Aldrich). This PAA was used to
make a 4.8% weight binder solution that also produced acceptable multi-layer parts without
contaminating the steel with sodium salt. All of the multi layer parts shown in this thesis were
printed using the Aldrich 100,000 MW PAA solution. Several line primitives were also printed
with this solution to ensure that line primitives were not affected by the change in binder. When
compared to lines printed with 60,000 MW PAA the 100,000 MW lines could not be
distinguished.
The first multi-layer parts to be printed were simple cubes. These were used to determine the
proper saturation levels for printing. When making multi-layer parts it is desirable to have the
binder saturation slightly above 100% to guarantee successive layers will stitch together while
preventing excessive bleeding. One problem with printing into 50 gm layers with 65 gm
droplets is that a saturation of 100% will not result in lines that are stitched together within each
layer. When the drop spacing is 25 gm, a line spacing of 165 gm is required for 110%
saturation. Because the lines are only about 115 gm wide, this line spacing will not form a solid
68
layer. The layer will instead consist of closely spaced lines with gaps in between as shown in
figure 64.
Figure 64 Top (left) and Bottom (right) of Low Saturation 5mm Cube
(165 gm raster line spacing on all layers)
There is still some bleeding on the bottom surface of the cube and no bleeding evident on the
top. This surface finish is still not acceptable because the raster lines are not merged, leaving
gaps in the surface. If the saturation is much higher than 100% to reduce these gaps, the binder
will bleed down into the powder bed as shown in figure 65. This cube is printed with a raster
line spacing of 75 grm on every layer.
69
Figure 65 Top (left) and Bottom (right) of High Saturation 5mm Cube
(75 gm raster line spacing on all layers)
Though the top surface looks smooth, the bottom face has severe bleeding due to over-saturation.
One solution to this problem is to change the saturation from one layer to the next. Specifically,
it was discovered that good parts could be obtained by printing the raster portion of the layers
that form exterior surfaces at 160% saturation (25 gm drop spacing, 90 gm raster line spacing).
The remaining internal layers are printed at 93% saturation (25 Pm drop spacing, 165 Rm raster
line spacing). The vector outline saturation on every layer was set at 185% (25 gm drop spacing,
77 pm line spacing). One such part is shown below in figure 66.
70
Figure 66 Top (left) and Bottom (right) of Variable Saturation 5mm Cube
(90 gm raster line spacing on top & bottom layers, 165 pm raster line spacing on all others)
Though there is still slight bleeding on the bottom surface, this solution yields acceptable surface
finish on both sides, and so it was used on the remaining multi-layer parts. In this case the
binder drops being formed were approximately 58 gm in diameter. If the drop size changes for
any reason, the line and drop spacings can be adjusted to maintain similar saturation levels.
Another method for reducing bleeding in the bottom layer of a part is to print a dummy layer
beneath the part [Serdy]. Before the first layer of the part is printed, the dummy layer is covered
with enough powder to ensure the two layers will not stitch together (usually about eight 50 gm
layers). This dummy layer serves to stabilize the powderbed by fixing some particles in place
and can improve the quality of the bottom surface of the multi-layer part. This technique was
used when building full gripper parts.
71
Before producing a complete endoscopic gripper, a single gripper layer was printed 20 times as
shown below. This part was produced with a constant saturation of approximately 180%.
Figure 67 Single Gripper Layer Printed 20 Times
This Part has very smooth vertical walls and showed no major defects and suggested that
building an entire gripper part was feasible.
6.3 ENDOSCOPIC GRIPPER TOOLS
To check for saturation problems, the most complicated section of the gripper (layers 18-38) was
printed using the variable saturation scheme. The raster line spacing is 165 gm for layers that
form internal surfaces and 90 pm for layers forming external surfaces. It is pictured below in
figures 68 and 69.
72
Figure 68 Top (left) and Bottom (right) Faces of Hinge Portion of Gripper
Exposed Surfaces Have 90 pm Raster Line Spacing
Figure 69 Top (left) and Bottom (right) Faces of Tooth Portion of Gripper
Exposed Surfaces Have 165 pm Raster Line Spacing
In figure 69 the surfaces shown are actually printed with 165 jim line spacing because they
would be internal layers if the entire part were to be printed. This sample demonstrated
acceptable surface finish on both top and bottom faces. The primary difference between the two
sides is that the vector outline protrudes slightly out from the bottom side and the top surface is
flat. This behavior is a slight problem with vector printing in fine metal powders. It might be
possible to reduce this effect buy printing the raster portion of the bottom layer first.
The next step was to produce a whole gripper tool. The part is 73 layers tall and printed with
165 jm raster line spacing for internal layers and 90 jim for layers forming external surfaces. It
73
is printed into deformed, coated powder with 3.0% vol PAA binder (100,000 MW). In the green
state as shown below, the part surface quality is comparable to the same part made by metal
injection molding.
Figure 69-a Whole Gripper Part in Green State
Figure 69-b Whole Gripper Part in Green State
74
Figure 69-c Whole Gripper Part in Green State
Figure 69-d Whole Gripper Part in Green State
The green density of these parts was measured to be 43%. This was calculated by dividing the
green part mass by the commanded green part volume as calculated by the layer slicing software.
Some of these green parts were sintered to near full density in an Argon atmosphere at 13000 C.
The exact sintering schedule used is shown in appendix E. The sintering process further
improved the part surface finish as can be seen in figure 70-a and 70-b.
75
Figure 70-a Sintered Fully Dense Gripper Parts
Figure 70-b Sintered Fully Dense Gripper Parts
Due to the relatively low green part density of 43%, some warping did occur during sintering.
This problem must be investigated further to produce acceptable fully dense parts but it should
not present a significant problem. It was also noted that when the same gripper part was printed
in opposite directions, the sintered parts were consistently warped upwards suggesting that the
warping is not a results of geometry. Instead, warping may results from density difference in the
part. In this case, the upper layers may be less dense than the lower layers causing this upward
curling of the part. These samples demonstrate that sintered vector printed metal parts can
76
achieve extremely high quality surface finish comparable to other manufacturing techniques,
such as metal injection molding.
CHAPTER 7: CONCLUSIONS ON VECTOR PRINTING
CAPABILITIES
7.1 IMPROVEMENTS IN SURFACE FINISH OVER RASTER PARTS
The vector printed parts created during this research exhibit a large improvement in surface
finish over previously printed raster parts. The sintered gripper tools in figure 69 also
demonstrate that vector printing with fine metal powders is capable of creating parts that are
comparable in quality to metal injection molding.
7.2 COMMERCIAL VIABILITY OF VECTOR PRINTING
Vector printing would probably compete most directly with metal injection molding (MIM)
techniques. When comparing the two technologies, MIM's biggest advantage over 3DP is its
faster build rate. The advantages of 3DP over MIM are low tooling costs, high variability and
the ability to create more complex geometries. Based on the initial vector printing results it's
reasonable to assume the surface quality is similar for both processes.
To quantify the difference in build rate we can estimate the time required to create a green part of
a given size by vector printing. Powder spreading time is the same for each layer and only
changes with the bed size but printing time is a strong function of part geometry. Vector outlines
must be done with one printhead per part but raster can be done with more. Since printing one
77
part at a time would be very slow a vector printing machine would probably hold a 2D array of
printheads, each making a single part. Currently the speeds used for printing are 8 mm/sec
vector outline (3 passes) and 24 mm/sec raster fill with a raster line spacing that is 165 pm on
most layers. Using these values an approximate print time can be calculated assuming one jet
per part. This relationship also assumes that there is zero turnaround time during the raster fill
and that the part is a solid shape such as a square or a circle. Hollow shapes, such as a donut
would have different printing times. Turnaround time becomes more important in determining
printing time as raster speed increases and raster line length is decreases.
pr int time =# passes -
perimeter
vector
-
area
speed
raster _ spacing
raster- speed
area
perimeter .
165um
8(mm / sec) 24(mm / sec)
For a cube this means print time is approximately 1.5*L + 0.25*LA2 where L is the length of the
cube side in mm. For a 1 cm cube this gives a print time of 40 sec per layer (15 sec vector
outline, 25 sec raster fill). If multiple jets are used for the raster fill then we can divide the raster
portion of the print time by the number of jets doing the fill. At these printing rates, vector
printing may be competitive with metal injection molding for some parts depending on the part
size and geometry. To make vector printing economically competitive other methods of
accelerating the printing process will probably be necessary.
78
REFERENCES
Baker, P. "Three Dimensional Printing with Fine Metal Powders," M.I.T.
Masters Thesis, May, 1997.
Fan, T. "Droplet-Powder Impact Interaction in Three Dimensional Printing," M.I.T.
PhD. Thesis, Sept, 1995.
Serdy, J. Personal communications June 2000 to August 2001
79
-I
SCALE
II
I'
0,100
I
I
It
O0
1,45. 95
1%
. ..
E
ooo
000000ooooo0
oo000000000
0
oo o o0 0 0 0 0 00
00
194. 52
SCALE
4
0 250
ii
o
dniens
on se s
dimensions in mm
tolerances ±0.1mm
ted MIT LMP 3D Prin
ing Proj eci
Spreader Assembly
---F-
I I/11/0
1
I
SKrisopher Seluga
I
I
I
I
[
I
I
120
40
120
SCALE
F]
ro- a -e-1
0.750
2 X R5IxO 5Tl 2R1
95
69.53
30
130
00
-
[o
0-0
I? 6X085THRU
15
V
5,0
-E\S
U
H
HI
I
I
I
I
j
I
I
I
I
*I.
I
I
I
~I
I
I
*'*-I~I-.K
K -I
H
I~
I
I~
I~I
I
I
I
9.05
I
i
unless olherwise Paled
dimnions inmm
lolerances t0. 1mm
SCALE
0.333
mate4 iaI:
314V Aluminum
I
j
I
t...
I
MIT LMP 3D Pr lot log Project
9
Spreader Base Plate
I/rit0pher SeIuga
I
I
I
I
SCALE
0.300
I
II
I
~C)o
9
I
50 ±0 .025
-o
0 0 0 0 0 0000
-coo
0
00.0,o000
o
210
0
145
953
Feature A
62X 06 TNRU
I
oo
00OOO0000000o00000000
OOoo~oOoooooo
245
8XR I0
+ 0. 025
U
-0.000
90
2X'8.5 THRU
30
b
00
t--)
n
Ccl
LC)
r
h
n
<Cl
0
40I
'Ni-
II I
lit II
fL 19.05
lIi i il' 03 II 3Pi+30
unless-otherwise sfted
dimensions in mm
130
MIT LMP 3D Printing Proj ec
tolerances +-.Imm
Spreader Main Plate
SCALE
D 111
material:
3/4" Aluminum
I
1/2/01
-
I
Kr isfopher SeIuga
I
__I
I
II
9.53
II
10
I
1.000
SCALE
M8 W20tI
I
T
45
I
4
-8
I40
00
2IMT2
9.53 I J t
r$
60
30
un.cs othervint stated
19
05
MIT LMP 3D Pr inting
Adimns i ors in mm
? if
ProjOctf
Spreader Support
101
r
A~ lIIu
1
I
41
Krishpher Selwja
I
1
I
II
230
200
.6.3
small center drill hole OK
00
RI
SCALE
0.600
unless ohthrwise sated
dimensions in mm
MIT LMP 3D Pr inting Project
folerances +0. Imm
Rol Ier Bor
SCALE
D 333
I
ma/eri1
V JT ai
303
n Ies s
Krisopher Selua
T e l1
__I
I
I
II
M5 20
LJ 6 +0.02515
10
1112)
7
-
70
i
I
50
I
I
SCALE
1.000
022THRU
L 0 25.45
. 0 125 T 10
20, 025
0 .025
35
_L
00
fLA
MGW 20
9.53
~3)
47
±0. 025
M6THRU
SCAE-- - 0
-19 05
unless otrwise slated
dimen sio ns i n rm
MIT LMP 3D Pr int ng Project
tolerances +0. 1mm
Spreader Bear in
SCALE
0,500
mier
iA
II
3/4' Aluminum
/01
_______________________
j
slopher
Bloc k
StlUpm
I
M5T12.0
L__6 +0.02578
I
II
-
I
70
SCALE
1.000
]3
25. 45
THRU
50±0.025
10
00
0 .01
'U'
35+0 025
M6T20
-
35
k0 025
05
61T H R.5
31v
unless oterwise slated
dimensions in mm
tolerances +0.tnm
SCALE
0.500
maer ia I1/11/01
lum
A
ium 3/4"P
1
MIT LMP 3D Pr inting Project
Spreader Bearing Block
(thru hole)
Krisfopher Seluga
.I
I
r-
I
I
I
I
II
I
I
(0
M5 20
L1 6 +0.50 25T
0
0
LL.
2:
-- 0----
56.5
025THRQ
70
50
0.02 5
35
0-
00
-k
0
3.5
2X06THRU
0
9.53
19.05
SCALE
unless otherwise slated
dimensions in mm
1.00
MIT LMP 3D Pr int ng Project
toleainces :±0. Imm
Spreader Motor Block
SCALE
0.500
e1/11/0
3/4" Aluminum
I
Kisopher Setuga
I
............
.........
.....................
..
......
. ...............
-- ...................................
..............................
...............
............ ..............
...............................
.............
...................
. ........................................
.....................
...............................
..............................
-- .................
8
W4h'*
7
6
...........
..
.............
.................
..............
............
7 4 %Okk
W IQ?4 (S;NfM ?4EL IN 'ffl;% DRAW Na i,
REMIMOC111^11 W 3WI OR
nF fdf 19; PkK;NlRtijL).
6
4
3
2
...........
11- .11 ............
...............................
- ...............
................................
..........
I ...........................
.............
.............................
...................................
..
..... .. .. .... ..............................
..........
--f
.........
...
............................
00
00
....................
---------...........
----------- -----------
....................................................
............................
........................................
t................................
...................................................................................................................................................................
S ECTIO N A-A
I roRANas 'Aim MJAA
Ui WANIM t A PK'f A f-r=;?
MM3,10, %! Ewj Am
--------
..........
DkY P
DER
BASE
PLATE
.......................
IA
PJvm invm ..................................
..............................................
...............
.........................................
...........
................
....................
.......................
..........
..............
..................... ... .......
............... ...... .......
-.-
....
. ...... ................. ...........- ..
........ ..... .............. ....... .................
.......
....
...
..
...................... .
....
--------------
...................
........................
.........
..........
.....................
........................
............
---------..........
......................... .....
..........
................
..
.....
..........
..
.....
.............
1- 11- 1--------------1.1- 11-1-11 ..................
..
Appendix B: Techniques for operating an HP bubble jet with PAA binder
The printheads used for this work were HP bubble jets, model 51626a also labeled 26. In order
to drain the ink from the printhead a small hole must be drilled in the top corner of the printhead
(this location is to prevent damaging the parts inside while drilling). The printhead should then
be rinsed and soaked in water overnight to remove all the remaining ink. The drain hole is then
tapped so that an airtight connection can be made between it and a 20 cc syringe. This syringe is
used to control the pressure inside the printhead and also to fill and clean it before and after use.
It is critical that this connection be airtight. Sometimes Teflon tape helps make a good seal.
Besides this hole, there are three other connections between the inside of the printhead and the
environment. Fist there are the orifice holes. There is also a valve on the bottom of the
printhead that lets fluid and air enter and escape the printhead. Finally, there is a hole on the top
of the printhead that connects to the plastic bags inside that allow the printhead to maintain its
internal pressure while the amount of fluid inside it decreases.
The inside of the HP printhead consists of two compartments, one large reservoir and one small
reservoir near the orifice plate. A metal mesh filter separates the reservoirs. For the printhead to
work reliably, the small reservoir must be filled with fluid. This means binder cannot be simply
squirted into the printhead through the drain hole. Instead, the binder must be drawn into the
printhead through the orifice plate. To fill the printhead properly first swab the orifice with
alcohol to make sure the orifices are not clogged. Then with the syringe fully depressed and
connected to the printhead at atmospheric pressure, submerge the orifice plate and valve hole in
binder and draw the binder into the printhead by pulling a vacuum with the syringe. Make sure
you cover the top hole with your finger when you do this or you will not be able to create a
89
vacuum. Watch the fluid fill the reservoir and when the small reservoir is completely filled and
the large reservoir is filled to about 2-3 mm with fluid, re-pressurize the printhead and remove it
from the binder (you only need a total of -5 cc of binder in the printhead). Re-pressurizing the
printhead prevents air from being drawn into the small reservoir when you remove it from the
binder. Now disconnect the syringe, depress it completely and reconnect it to set the internal
pressure to atmospheric. At this point you may want to rinse the excess binder off the exterior of
the printhead with water.
Before you can print you must create a slight negative pressure inside the printhead to prevent
binder from slowly leaking through the orifice and clogging the jet. This also prevents the
binder from pooling on the orifice and touching the powder bed (if that happens whatever you
are printing will be ruined). I have found that pulling back on the syringe -5.5 cc's creates an
adequate pressure to prevent these problems. As you decrease the pressure inside you should see
the plastic bags in the printhead inflate. The motion of these bags is a helpful pressure indicator
and is also useful in determining if you have a good seal.
If the jet doesn't look strong at first, swabbing the orifice plate with alcohol sometimes helps to
get it started. It's also a good idea to idle the printhead at 600-1000 Hz for 5-10 minutes before
beginning any experiments. This time is required for the flow rate to stabilize. If you want to
stop the printhead for more than a few minutes at a time it is a good idea to swab it with alcohol
after switching it off to prevent binder from clogging the orifices.
90
When printing parts, small particles of powder can be deposited on the orifice plate from the
action of the jet colliding with the powder bed. If left too long, this powder can clog the jet. To
prevent clogging clean the orifice with alcohol every 10-15 layers and confirm that it still make a
good jet after each cleaning. The more you print on each layer, the more frequently you will
need to clean the orifice.
When you are done with the printhead for the day it is important to thoroughly clean it with
water to prevent clogging the orifice with polymer. Use the drain hole to remove the majority of
the binder and create positive pressure with the syringe to evacuate any fluid from the small
reservoir. Also rinse both reservoirs with water. Once most of the binder has been removed you
can use the syringe to draw water in through the orifice to clean the small reservoir. After it has
been rinsed completely, remove all the water from the printhead until its next use.
91
Appendix C: Matlab Scripts For Drop Velocity Calculation
%ODE function definition
function ydot = seluga(t,y)
ydot = zeros (2,1);
g = 9.81;
rho
1.19;
mu = 1.2*10^-5;
D = 65*10^-6;
binder = 1017;
vol = (1/6)*pi*D^3;
m = binder*vol;
A =
P
(1/4)*pi*(D^2);
=
%gravity
(T/sec'2)
%density Of air (kg/m^3)
%viscosity of airm^s
%Droplet diamtELcr (m)
%binder density (kg/m^3)
%drop vTouIme (r^-'3)
%droplet mass (Kg)
%p.rojected drop area (m"2)
(1/2)*(1/m)*rho*l*A;
%Cd approximation correlation Cd = B*v^C
B = 3.2537;
%rultiplier
C =
-0.439;
%exponent
x
y (1) ;
;
%first
v
Re = (rho*D.*v)/(mu);
X = [0.5+24/Re 1];
%Cd = B*v.^C;
Cd = max(X);
ydot(1) = v;
ydot(2) = g -
column is
%second colmun
=y(2)
is
absolute pressure (t)
sample
position
(t )
%reny olds number
%more exact Cd calciulation
%powe r law approximalion
%Cd c alculation
Cd*P.*(v.^(2));
%y'1
%y2'
92
=y2 (x' = v)
= f(y2) (v' =
f(v))
%script for running and plotting ODE function
velocity out of orifice plate
%initial
vi = 13.8;
xi = 0;
%init.ial posit.on
integration
period
%initial
time for
ti
= 0;
%final time for integration period
tf = 0.75;
%time step for calculation
dt = 0.001;
%call for ode solver
[t,y] = ode23('seluga', [ti:dt:tf], [xi, vi]);
xm = y(:,1);
%drop position (meters)
xmm = xm.*1000;
v = y(:,2);
%plot
experimental
%drop position
%drop velocity
(mm)
(m/sec)
data
X = [1.5 4.5 7.5 10.5 13.5];
V = [13.9 13.4 12.5 11.6 10.8];
plot (xmm,v,X,V, 'rx:');
datL.a
XMIN = 0;
XMAX = 200;
YMIN = 0;
YMAX = 14;
AXIS([XMIN XMAX YMIN YMAX]);
XLABEL('Distance From Orifice
%define vector of position data
%define vector of velocity data
%plot the prediction and experimental
%x min for
plot
%x max for plot
%y min for plot
%y max for
plot
%set axis min and max
%label
(mm) ');
YLABEL('Drop Velocity (m/sec) ');
TITLE('Drop Velocity vs. Distance From Orifice');
%add a legend
legend( 'Prediction', 'Exp Data');
grid
on;
%turn
93
grid
on
x axis
%label y axis
%add plot title
for plot
Appendix D: Documentation on *.slc to *.pmc file conversion
M302 - set current printhead frequency
M303 - vector print frequency (1.7 * desired freq in Hz)
M304 - vector speed (80 = 8 mm/sec)
M305 - raster print frequency (1.7 * desired freq in Hz)
M306 - raster speed (100 = 10 mm/sec)
To make pmac layer files from *.stl offset files:
Open MS dos prompt
Executable files are "raster.exe and vector.exe as well as flagdone.exe" in c:\windows
(they come from \\3dpserver\\chris\raster)
Order of commands will be the order the part is printed in. For raster first:
raster -w -dy rasterlinespacing
vector firstoffsetfilename.slc
vector nextoffsetfilename.slc
vector finaloffsetfilename.slc
filename.slc output filename
output-file-name
output-filename
output-filename
drop spacing and print velocity are still controlled by 3DP data file
For gripper:
raster -w -dy 100 g160.slc grip
vector g204.slc grip
vector g127.slc grip
vector g50.slc grip
flagdone #ayers grip
To create multiple copies, follow steps as above for vector to generate first copy, then generate
offset copies:
vector -oy 3000 g204.slc grip
vector -oy 3000 g127.slc grip
vector -oy 3000 g50.slc grip
raster -dy 100 -oy 3000 g160.slc grip
flagdone 73 grip
Summary of Commands for vector and raster programs:
raster -w -ox # -oy # -nx # -dx # -dy # infile.slc outfile - create raster passes
vector -w -ox # -oy # infile.slc outfile - create vector passes
flagdone #ayers outfile - mark the end of the layer and flag completion for auto mode printing
94
I
I
-w
-ox
-oy
-nx
-dx
-dy
clear the outfile and write header - use only for the first command in the build
leave blank for subsequent commands to append to existing outfile
offset microns to add in x axis
offset microns to add in y axis
raster multiple copies of the part spaced at ox with unified raster passes
(you can also generate multiple copies in x by running rater multiple
times, in which case each will be rastered separately)
raster resolution in microns - defaults to 10 u if not specified
raster line spacing in microns - defaults to 100 u if not specified
order of option flags does not matter, but they must precede the input and output file names
Auto Mode:
When either raster of vector is run with the -w flag to create new files, it adds commands that set
M12=1 to indicate to the computer that the PMAC is in the process of printing. After
running vector and raster as needed, run flagdone to add PMAC commands that will clear
M12 to zero at the completion of printing. This will let printing auto advance when the auto
mode box is checked.
If a file processed with old versions of vector and raster is run under auto mode, the powderbed
will move to spreading position during printing. Such files must be either reprocessed or run in
manual mode. If the flagdone stage is omitted, running in auto
mode will hang the dry powder window (use pewin to set M12=0). Manual mode operation will
be unaffected by the omission, but for consistency it is best to always use it.
Note that after flagdone has been run on PMAC files it is not possible to append any more vector
or raster commands.
Variable saturation printing:
To prevent over-saturation of the part without leaving unprinted powder on the exterior faces is
was necessary to vary the saturation between internal and external layers. Specifically, external
layers that formed an exposed face of the part with their raster fill were chosen to have a
saturation over 100% while the internal layers were set to slightly less than 100% saturation.
This was accomplished by varying the raster line spacing between layers with constant raster
drop spacing throughout.
To create the necessary files choose the desired internal and external raster line spacing based on
saturation (typically 155um/90um). Then make two sets of printing files from the same part, one
with the internal raster line spacing and one with the external raster line spacing. Then copy
these files into a new directory and rename them so that a single file extension will print the
desired layers.
95
-15 um 17-4PH Sintering Schedule
(95% Ar, 5% H2 Atmosphere)
Tsirtering
1200 -
1000-
Ramp 5 C/min
800 Tsoak
a.
600 -
E
400 -
200 -
0
100
200
300
Time (minutes)
400
500
600