r SEP
advertisement

r
TN~,
A Study of the Crystalline Properties of
17 SEP 1935
URAR;
Heat-treated Tungsten Wires
and their Relation to Thermionic Emission
By
Richard P. Bien
Ph.
B.,
Brown University,
Providence,
R. I.
1924
Submitted in Partial Fulfillment of the Requirement
For the Degree of
Doctor of Science
From the
Massachusetts Institute of Technology
1935
Signature of Author
Department of
Aq[
'cs
Professor in Charge of Research
Chairman of Departmental
Committee on Graduate, Students
Head of Department
Date
&
9,
)3
'7)
C)
TABLE OF CONTENTS
Page
Introduction
Part I:
1
Heat Treatment and Grain Size
Part II: Surface Planes and Thermionic Emission from
21
these Planes................
Part III:Mechanical Defects, crystal size,
T1ormionic
Sumary
Emission
and
..................
and Conclusion ............................
202287
42
54
INTRODUCTION
The lack of agreement between Schottkyts Image
Force theory and observed emission data for pure Tungsten
at low accelerating fields has been ascribed to the nonhomogeneity of the surface emitting electrons.
Informa-
tion as to what constitutes the criterion for homogeneity
is rather lacking in the literature.
What has been
accepted as reliable work on Tungsten(2 ) has always been
done with well-aged filaments with hours of heat-treatment
at 26000 K and more houirs at 24000 K and flashes at 2800 0 K
or above.
One might suspect then that these filaments
would be large-grained, when reproducible and reliable results are obtained.
The point of departure in this work, then, is to
make an investigation of the filament wires in general use
and see whether and how the grain size of straight filaments
may be controlled by heat-treatment.
And if relatively
small grains are achieved(3) with presumably a heat-treatment of time short enough, it is our aim to see whether
reproducible results can be obtained, and when can they be
obtained.
As emission of electrons is definitely a surface
phenomenon attention should be paid to the following aspects:
(a)
will the mechanical defects of the wire, i.e.,
departure from a circular cross-section, affect emission?
p
(b)
are there preferential facets of emission on
the surface of the wire,
since there may conceivably be
different crystal planes naturally etched on the surface
due to heat-treatment?
Thus the work carried out in this research is
an attempt to determine:
(1) Heat treatment and grain size of a straight filament.
(2) Whether there is the existence of different
crystal planes on the surface of the wire, and differential emission from the planes, and
,
(3) Whether mechanical defects, large grain size,
influence Thermionic emission to the extent as speculated.
These questions naturally divide into three parts.
Attempts to answer these are presented in detail in the
following sections in the order named above.
PART I
Heat Treatment and Grain Size.
I.
Heat treatment
a) Experimental Method and Procedure.
Straight
filaments of different diameters and of different manufacture were mounted on springs and sealed in pyrex tubes
through Tungsten seals.
These tubes were then pumped down
on a system consisting of 2 mercury diffusion pumps backed
by a Cenco-Hyvac oil pump.
After being pumped down to
10-8mm of mercury or better, the tubes were baked for some
hours at 40000 and over, and then heat-treatment began on
the filaments usually at a vacuum of 10-8mm. of mercury.
Two metIhods of heat treatment were followed. The
first one was to flash the filament at 3100 0 K or above and
then age at lower temperatures, 2400 0 K to 29000 K, for many
minutes or hours.
This method was followed on the assump-
tion that sudden high temperature heating would tend to
cause the simultaneous crystallization of numerous centers
around which further growth in size might take place, and
thuga means to fine grain size might be achieved.
Flashing
was at first done by the sudden switching on of current
predetermined for the desired temperature and
immediately switching it off again.
But as this was found
to be not materially different from pushing up the current
in 1 or 2 seconds from a value below that corresponding to
2.
and immediately pushing down again,
l7OoK~)
method was followed out in most of the work.
this latter
in view of
such experience, flashing by condenser discharge has been
thought unnecessary.
The second method followed was the reverse of
the first.
to 29000K,
The filament was slowly brought up to 24000K
and then flashed at 3100 0 K or higher.
By a
similar argument, large grains would be expected.
That 3150 0 K is set as the
upper limit is due to
the fact that at higher temperatures, the filaments tend
to break due to excessive evaporation or great brittleness
before further aging can reduce it.
When filaments were
heat-treated in a half or one atmosphere of Nitrogen,
upper limit was exceeded.
this
Indeed a V-shaped filament was
heated to 3450 0 K for many minutes and was still in tact
after high temperature aging. (Filament
N3).
II.
Grain Size
To examine the crystals thus formed, longitudinal
sections of the filaments were prepared for micro-photographic examination.
End sections were also made in some
cases, incidentally to determine the mechanical defects of
the wires such as cracks and die marks.
The preparation of these sections calls for comment.
The longitudinal sections were prepared by sliding
the sample wire into a thinned and drawn pyrex glass capillary tube.
The tube was further heated and slightly drawn
3.
so that the glass was melted onto the metal.
are necessary.
direct flame.
Two precautions
No part of the metal must ever be exposed to
Air holes are apt to remain where there should
be good contact between metal and glass. To get rid of these
air holes, in fact, is impossible for fine wires of diameters
below 4 mils.
By heating slowly from one end to the other,
and rotating the tube as the tube travels across the flame,
they can be minimized, but never completely obliterated.
The closer the capillary is to the diameter of the wire,
the
less opportunity of leaving many air holes.
After the wire was sealed in the capillary, the upper end of the tube was bent by heating.
When the glass was
cool the edge away from the tube was ground down on an emery
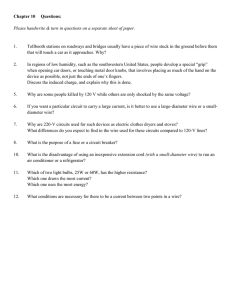
wheel until the metal part barely exposed itself. Figure 1,
(a) (b) (c) (d) illustrate th-e steps.
b)
Fig.
1.
4.
Next the polished strips were broken off and set
in a Bakelite press for bak&lite mold making.9'The sample
would sit on a polished steel surface, and bakelite powder
was piled on and around it.
This powder was pressed and
heated to melting and further pressed until the sample
would remain fast in the now hardened mold.
This was done
in Professor Homerburg's Metallurgical laboratory of the
Mining Engineering Department.
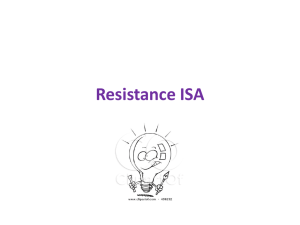
After that further polishing could be done, Figure
2 shows some of the samples in bakelite molds.
Figure 2.
Further polishing was done on 00 grade emery
paper, then over an oil stone, and finally set on canvas
wheel with carborundum suspension for abrasive, broad
cloth wheel :iith alumina suspension, and velvet wheel with
5.
fine alumina suspension lubricated with soap solution.
The
polishing is a little different from ordinary Metallurgical
practice.
stage.
It has to be as short in time as possible on each
Rather prolonged polishing on the next to last stage
is preferred for removing the final scratch marks.
Also it is found advisable to examine the specimen
under microscope after some polishing, beginning with the
canvas wheel step. .This enables one to tell how much further polishing on the same stage may be needed.
Duration of
polish for each stage varies with each individual sample.
The end sections present a different problem.
After various trials, it was found that the most
convenient and satisfactory way to obtain end-sections was
by electro-plating the wire in a nickel sulphate bath until
the wire grew to 3 to 6 times its diameter.
The plated
samples were then thoroughly washed and cleaned and transferred into a copper sulphate bath until the diameter of the
sample was of the order of 3 mm or so.
A chunk of the
sample was ground down at one end on an emery wheel so that
the sample could stand stably on this polished end.
Then
bakelite molds were prepared with the samiples set in them,
and more polishing similar to that applied to longitudinal
sections was made.
The plating formulas used are those recommended by
Blum and Hogaboom in their "Principles of Electro-plating
and Electro-forming"i.
6.
Nickel Plating:
Nickel Sulphate
120 g/l
Ammonium chloride
15 g/l
Boric acid
15 g/l
Bath used
1.5 liters
Run at Room Temperature
Copper Plating:
Sulphuric Acid
Copper sulphate
Bath used
2 liters
75 g/l
250 g/l
Run at Room Temperature
For the purpose here, current densities adopted for
the Nickel plating was
.005 amp/cm 2 .
Above this value there
is a tendency for plated nickel to scale off.
For the cop-
per plating, the current density adopted was .075 amp/cm 2 .
For copper plating air agitation was used as soon as plating
began.
This is beneficial in two respects.
It helps the
growth of copper crystals into much finer grain size than
otherwise, and hence a very much harder laye.r so that there
are no fragments flying off durinq the polishing processes.
Also, it prevents copper sulphate crystals from formin
at
the bottom of the anode plates, and hence the life of the
anode is much lengthened.
The cathode plate was made up of a square ring
with a heavy wire hammered into the plate at the ends.
ments were generally welded onto nickel wires which were
Fila-
7.
again welded on to this cross-wire.
For the nickel plating,
nickel to nickel welding presented no difficulty.
For
nickel to copper welding on the copper plate, care must be
exercised that the weld will hold.
It is safe practice to
change a copper cathode after 3 platings, as by then the
copper wire has grown very thick.
Correlation for grain size was looked for with the
X-ray powder method.
As is well known, if Debye-Scherrer
pictures were taken of a substance like Tungsten, a number
of smooth lines will result in the photographic plate
indicating the various planes of the crystal doing the X-ray
diffraction.
For fine drawn wires, there is a special pre-
ferred orientation of the fine crystals that go make up the
(5)
unheat-treated wire.
These will be shown by a variation in
width of the X-ray lines.
exceed 5/,(6)
But if the grain size should
the lines on the plates will begin to appear
broken up, and the larger the grain size,
the more broken up
will these lines become.
A number of such X-ray pictures were taken with
(7)
Cu K&radiation at 30,000 volts in Professor Warren's laboratory and they all showed the same kind of preferrred
orientation.
As these pictures were taken with filaments
which under-want various kinds of heat-treatments, the extent
to w'- ich the lines broke up were compared to the grain size
as determined by microphotographic sections.
8.
This method was very insensitive to small changes
in size, and therefore unsuitable as a fair means to determine the size of crystals in a heat-treated wire.
The more
laborious method of microphotographs is the only satisfactory method.
Results:
Table I gives a summary of significant longitudinal
samples tested microphotographically together with their
histories of heat-treatment.
I
Table
Method
kiydan494se
Fila.
of wire
no.
-3
330 K
5sec
2671o*
70min
313 O'k
-a
2900"k
Ssec
-.
3 )tfn
0k
/0 sec
2900
2600'k
13
C2
P-900 oki
26000k
20
pm',
/o sec
3
N,
"
4mil
Method 2
aver.
gmMsite
Fla.
1-9o o 0'k
.2 i~'
Zboo0
f-Smin
k srs., VOC.
1775 0 K
14hrs.
257
5
34So/k
Imin
3mil 2/6
60/4
A ?-
2600*Ik
29000 k
20 min
10
',iij
4mil FS
75)*m
J-0 1 4
218
slowly up to 3ofo k
2;IFES
3m1
rhac fo ine/1/ln9 p1:
spe ial
~21
Di
6-4
n'A afm. of NA
(v {j;ta)3 70
,Ok
J o 9o 0 k
k4qd and size aver.
of wire
5rain size
.
asI-
3/5-00 Jk /0 jec
IYoo K 4 m'4
269o*k )j
H
no.
31s~00 k
2 hs
ci
C
I
.
Pc~
In I a/m. of/li
SOwly upI, Jo 0k
"
JJook 1. 347oAk
B
, 411I 3-
c
I/M#7
Sfdw
I
Fan S/eel
9.
Plate I
Filament No. 2
Magnification 630X
Plate II
Filament No. :3
Magnification 630X
Il
Plate III
Filament No. 4
Magnification 630X
10.
Plate IV
Filament No. Al
Magnif ication 280X
Plate V
Filament No.
Magnification
A2
300X
Plate VI
Filament No. A3
Magnification 300X
i.
I
Plate VII
Filament No. 02
Magnification 400X
Plate VIII
Filament No. 03
Magnification 400X
12.
Plate IX
Filament No. N
Magnification 300X
218 special 10 mil
wire Forsythe and
Watson used for
Tungsten Temperature
determination.
Plate X
4 mil Fan steel wire
Magnification 550X
13.
Ct
Plates XI
2 mil
XII
special Fansteel
wire
Magnification. 750X-XI
700X-XII
Plate VII is end
section of filament
No. C2
Plate XIII
3 mil
218 wire
Magnification
640X
14.
Plate XIV
Fine drawn 4 mil
Fansteel wire
not heat-treated
Plate XV
Fine drawn 4 mil
Famsteel wire
not heat-treated.
Magnif ication 630X
15.
Plate XVI
Filament No. 2
Plate XVII
Filament No. 3
Plate XVIII
Filament No. 5
16.
Plate XIX
Filament No. 8
4 mil Fansteel wire
1660 0 K for 55 minutes
1775 0 K for 3 hrs.20 min.
1873 0 K for 4 min.
17.
Plates 1, 2, 3, 4, 5, 6, 7, 8, illustrate the results obtained in Table I.
Plates 9, 10, 11, 12, 13 are the end section
It is to be noticed that no wire is free
microphotogaphs.
from die marks.
The average defect due to these die marks
may run into 2 or more than 2 per cent as shown by 10 and 11,
The Fansteel4 mil is the only wire examined that has a
crack extending 1/3..cf the diameter towards the center (the
photograph shows the crack to be existing apparently throughout the diameter, but the actual extent stops where a bent
in the crack appears from the -6-6
edge).
Heat treatment does not effectively round off these
die marks.
Plate 11 and 12 illustrate this point.
It is perhaps appropriate to mention here that for
a test of the roundness of the filaments, these end-sections
do not serve well at all.
With the best of care one is
never sure that the exposed section is a plane cut perpendicular to the axis.
However, if the diameter of a filament
were measured by counting the interference fringes created
due to its presence between 2 optical flats, and if this wire
be rotated at an angle for each fresh determination of diameters,
a check as to the roundness of the filament may be
arrived at by the difference in number of fringes counted.
Determination of diameter for the various wires by this
method shows for filaments corresponding to
18.
Plates:
9........very round
l0........1ess than l0
ll........l to 2%
13........about
1%
Plate 14 shows the Debye-Scherrer picture of a
non-heat-treated tungsten wire.
Plate 15 is the corres-
ponding microphotograph.
Plates 16,
17,
18,
are the Debye-Scherrer pic-
tures corresponding to the microphotograph. plates
1, 2,
and 3.
Plate 19 is a Debye-Scherrer picture for a 4 mil
Falsted wire that was heat-treated at 16600K for 55 minutes,
1775 0 K for 3 hours and 20 minutes, and 1873 0 K 4 min.
If
this were compared with plate 14, it would enable one to
estimate that recrystallization most probably would not occur at 1700 0 K.
Discussion of Results:
An examination of plates 4, 5, 6 snows that other
things being equal, method 1 does tend to create smaller
grains.
But this result is off-set by the fact that heat
ing at temperatures of 2400 0 K or above for any length of
time always cause the grain size to enlarge very materially.
Filament A4 which had similar history as Al, but further
heated at 2600 0 K for 47 minutes, became, so ductile that it
could be bent at will and tied into knots without breaking.
19.
Microphotographs showed no grain at all in the sections
that could be exposed to view.
story is told by the 4 mil Fansteel wires.
A similar
Plates
how the difference
1 and 2 indicate
in grain size
depends on length of time and temperature of heat-treatment.
Half the time at 29000 K is much more effective than 70
minutes at 26000 K.
-Again, plate 3 shows, .that if one raises
the temperature very high, 1 min,at 3450 0 K enabled the grain
size to grow even bigger than in the case of plate 2.
Now it
is common practice in Thermionic work to
heat the filament to 24000Y for at least 10 hours, to flash
at 2800 0 K to 2900 0 K, many times, and also to give further
heating at temperatures higher than 2400 0 K for an hour or so.(8)
It is reasonable to expect then, for well-aed filaments the
grain size must be large
in comparison to the diameter.
Table II gives a summary of well-aged filaments
examined in the present work.
Table 1/
Filf.
and
overaye
ire
Yiain SiZe
.ind
of
no.
0
/hr. in a1M. of N/ dIEat
Watiin -ed fer
detemiatn of Tvoimten 7emp.)
3 1 0Y k
Fo(ryihe and
b1
see
Ta
NV
see
Table I
N5
I
/Omil
26
2 CM
3mi
218
IS CM
spenral
nd
4
18
29omil
218
6 hr 10mm a8 sheni
2200-1*0*k 54 Iir.
0
29ool k 2 min
3 130 k Ilsec
4m;/ FJ
24YOk /ohr. 1 5
Fn
2oo'k
.
1
man
-n
20.
It is to be noticed that filament No.
13 has
attained a much larger grain size than filament No. 3, which
had 36 minutes more heat-treatment at 29000 than filament
No. 13, but had 10 hours less treatment at 2490 0 K.
21.
PART II
Surface Planes and Thermionic Emission from these Planes.
I.
Surface Planes:
As Table II points out, well
aged filaments are made up of crystal chains, each being at
least .1 mm. long.
New heat-treatment etches the surface
of the planes by evaporation.
It then ought to be feasible
to examine the etched planes of each of these individual
crystals in the chain.
a) Theory for the Measurements:
Langmuir(9)found
for a Tungsten single crystal, naturally etched by evaporation to possess nothing but the 12
dodecahedron.
110 planes which form a
The work of Ettisch, Polanyi; and 7leissenberg(lo)
showed that the orientation of the axes of the crystals in
fine drawn Tungsten wires was not random but had a tendency
to take up a position so that a (110) plane would lie in the
wire cross-section, and a (100) plane in the wire surface,
the other 2 (100)
planes making an anole of 450 with the wire
axis.
It thus appears reasonable to assume that for one
of these long crystals in the wire, at least 2 (110) planes
will exist parallel to the axis of the wire.
If these facets
form on the surface, it is natural to expect preferential
directions of stron2 reflection when normal incident light
is let fall
on these facets.
On this assumption, facets formed of (110) (100)
(112) planes of the Tungsten crystal will 'wive reflection
Teoretical dlirecions /.n dashed lines
iFO
/10
9O/
\CD
CbO
2/I
2//
211
0(b)
yl(C)
Theoretical
Reflection
Distribu ti on
Maxima
Typical 'Distribuftion
by Experiment
23.
maxima normal to axis of wire in angular distribution as
follows:
(1) If the orientation is according to Ettisch,
Polanyl, Weissenberg, the distribution will be as shown in
figure (3a).
or
if the orientation is that of the other ar-
(2)
ranpement for a dodecahedron, the distribution will be as
in figure (4).
//0
/00
/00
2//0
/00
2//
//0
Fig. 4
24.
Only (110) (100) (112) planes need be considered
as they are the densest packed faces of a body centered
cube, and natural etching by evaporation always exposes the
faces of highest surface tension.
fi8.
5
b) Apparatus and Procedure of Measurement:
A
goniometer was built (Figure 5) so that when the wire was
mounted with its axis parallel to the axis of rotation of
the turn-table, reflections could be made from surfaces
making angles with the horizontal plane.
Reflection from
25.
normal incident light was read by the illumination system
arranged as shown.
Light was focused on the wire, to ob-
tain the greatest intensity possible.
The wire was set in the center as close to the
axis of rotation as possible.
For 10 mil wires examined,
the wire image could be adjusted so that it appeared, at
the widest departure,
just its own diameter to the right
and left of the vertical cross-hair, as the turn-table was
rotated through 3600.
The
forklike
beam was rotated about
the horizontal to help adjusting the wire so that it would
remain vertical.
When properly adjusted, the axis of the
telescope made 900 with the axis of the wire, and approximately equal brightness (except for max.) was observed as
the wire was turned about itself.
Maxima were recorded from the horizontal graduated circle.
When this was done, the beam was elevated or
lowered at various angles and the wire turned about itself
again for location of facets which were not parallel to the
axis of the wire.
Angles of elevation were read on the
vertical graduate half-circle,
c) Results and Discussion of Results:
With one
section of the wire exposed to view in the telescope, readings of reflection maxima were taken with the beam horizontal.
This constitutes one set of readings.
Several sets of read-
ings were generally taken on a single sample wire, the
26.
sections exposed to view being changed for each set of
The results in general conformed to the distribu-
readings.
tion shown in Figure 3(a), with the reflections due to (100)
planes not appearing.
One or two sets for various
wires
showed only one reflection for the (100) planes, and with
rather greater divergence from the theoretical angle distribution than was consistent with the other maxima.
In all
the measurements made, never more than 8 definite maxima
were observed.
The accuracy of angle determination was not very
high.
By repetition, a maximum could usually be checked to
within 7 or 80.
This was so because the maxima were rather
broad, and not in every case was it found possible to set
the wire On axis to as good a position as described above.
Still, the positions of the maxima could always be definitely
determined.
This is illustrated by Figure 3(b)
It was found that as the wire was moved section
over section, the pattern would change from conformation to
the theoretical distribution suddenly to conformation for
half or a little more than half the number of the reflection
maxima.
This was taken to mean that the beginning of a new
crystal was encountered.
Such indications were particularly noticeable with
filaments N, no. 1 and N 1 no. 2., microphotographs for which
showed that the crystals were at least longer than 1 cm.
27.
Similar observations on filament DI
also checked with the
microphotograph for it.
Table III gives a summary for measurements made.
The column marked distance apart indicated the length of
wire moved in which the observed angle distribution agreed
with the assumed.
Wherever there was appearance of over
one or two extra maxima not accounted for by assuming only
reflections from (110) and (112) planes, such is entered in
the column under comments, and details are given as to what
planes they may be assigned,
or not at all.
Table /11
Fi .
O.
Oisfa' e sets of readngs
tfAe, at ole
piho e/Wre
of
apart
N,
4
3
, o3
/CMI
I
'St
imay. In,
posihen fi07(/00)
r
I
1
0
I
I
"ph
2 cm
|
1
/CM
Ipjisihon
.2 C M
I
N2
A,
/ ex
I
AT
I\V, no.4
C4or rr ents
0,,
o
/
A, no. 3
1o. of £ej
01*
theor. ditlhib-
Areeinf
/
/
0
c-dy0
e.0to
ra.
orresONA ono
occardilty lO
scheme
ezka
pni.
11 pos'ian fry (too)
2 etra may. In saisichn fo (100)
28.
norma/l of face -L QX/S Of Wife
00<*
Face
paralel
to axis of wire
.000,
/
/
I
7/,
11
I
I
/
/
/
/
/
'U.
(b)
I0000
Figure 6.
29.
Maxima from surfaces making angles with the horizontal were looked for, but with no definite results at all.
Intensity of light became weaker and weaker as the beam was
tipped.
Should there be maxima for the (110) planes, assum-
ing our crystal structure according to Fig. 3a they would
Of eight trials
show at 300 angles with the horizontal.
made, in only 2 cases, did 2 faint maxima out of a possible 8,
apparently shoedu.
One appeared to be in the up direction
and the other opposite it in the downward direction.
Their
angular distribution in the horizontal plane checked with
the calculated values for 110 planes.
These calculated
angles were made on the assumption of the 110 planes forming
a dodecahedron (See Figure 6a).
It appears from the above results that one can hardly
escape the conclusion that the naturally etched surfaces on a
large crystal in heat treated fine drawn Tungsten wire are the
110 and the 112 planes.
Since the results from readings at
an angle with the horizontal are very vague, it is perhaps
best, f6r the present at least, to neglect their existence.
Granted these were so, then the crystal surface must not be a
pitted affair but of a more or less primatic arrangement as
may roughly be illustrAted by Figure 6b.
If such were the
case, and as the density of atoms in each kind of plane is
different, different work functions might be expected to exist
on the same Tungsten surface.
The work of Ros4
d Under-
(oo12)
woodoon
copper crystals indicate that there is a differente
in work function for the differant crystal planes.
If in
30.
addition the assumption be made that one kind of surface
emits enormously more numerous electrons than the other,
there appears then a ready mechanism for explaining away the
departure from Schottky Theory as we have a patch phenomenon
which may be used in analogy to the patch theories for
thoriated Tungsten,
etc.(
13
)
To test this point led to the following experiment
on thermionic emission from these planes.
31.
II
Thermionic Emission form the Planes.
a)
Method and procedure:
To test the arguments
given above, it was thought that if a cylindrical tube were
built with a hot filament along the axis of the tube, and
if the walls of the tube were made anode, thousands of
with the same
volts positive with respect to-.the filament,
walls painted with fluorscent material, then the impinging
electrons on the walls would tell a very magnigied story
of the emittinr suface of the filament.
Figure 7 shows
the experimental tube.
Mr. R.
P.
Johnson has made an analysis of the
resolving power of this scheme.
He found that the limit
of resolving power was a half degree for 10000 volts on
anode magnification of 200, and filament temperature of
24000 K.
Thus if preferential emission from different
facets with the facets of the order of .V
would be able to tell
the story if it
,
the tube
were designed to
give a magnification of 200, and were with a diameter of
2 inches for use wi.th a 10 mil filament.
The experimental tube had an inner diameter of
1.88 inc'es and a filamett of diameter 10 mils.
walls were the anode,
achieved.
a mafification
As the
of 188 times was
The accelerating voltage used was between
8000 - 10000 volts,
the extreme radial velocity rendered
any spread due to initial
velocity distribution in
32.
directions perpendicular to the radius negligible as the
filament was never run at a temperature
for emission tests.
higher than 1900 0 K
The making of the anode and the fluor-
escent screen was done with advice and kind collaboration
from Yr.
R.
P. Johnson.
Preliminary work s owed that the
zinc-sulphide coating tended to be knocked off the walls
under heavy bombardment, and the platinum paint strips which
Aiom the anode tended to crack thus rendering conductivity
very poor or zero at places.
It
was found that after
painting and baking the platinum paint to reduce it to a
metallic film on the walls, if the film did not wash off
upon application of a 10% solution of Potassium silicate
preparatory to maling the fluorscent screen, a further
baking to temperatures
just below the softening point of
glass rendered the film very resistant
bombardment.
to the effects
of
No cracks were observed.
The method Mr.
Johnson adopted for preDarinrr
the
fluorescent screen was as follows:
Wet the walls where the active material,
zinc.
sulohide, to be deposited, with a 10o solution of Potassium
silicate (Eimer and Amend Co.).
Two or three minutes are
allowed for the solution to dry sufficiently that it will
not run down the tube.
Next the zinc sulphide (the #888
special screen material from Patterson Screen Company,
Towanda, Penn.) is dusted on to the walls by the so-called
33.
vertical dusting method.
This method insures a uniform coating.
powder is placed in a bottle as shown in figure 8.
The #888
Com-
pressed air is sent into it from tube marked A, and the
dust flows up through B.
The tube is held above the tube
B, and slowly moved about a horizontal axis.
The bottle
is shaken now and then so that there is always powder
under the opening of A inside the bottle which keeps a
uniform flow of the dust.
fig. 7
Fig. 8
After the screen was made, it was found that
baking in air for a minute or so to almost the softening
point of pyrex glass did not kill fluorescent action at
all, but this baking helped to keep the coating firmly on
the walls under heavy bombardment(10000 volts on the anode).
The tube was mounted on a pump system as previously described, pumped down and baked at 4200C for 24 hours.
It
was found that the pressure would always remain at about
10-6 mm. of mercury so long as the tube remained above
30000 even after 24 hours baking.
What presumably happen-
ed was that the breaking up of H20 from the potassium
silicate was continuously going on. Below 2000C, the pressure
canm to 10-8 mm of Hg and better in half an hour or so after
the 24 hours baking.
The 10 mil filament (a wire from the
same stock as Forsythe and 7Watson are using for a new determination of a Tunrsten temperature scale4, was subsequently heat-treated in the following manner.
a) slow rise from 15000K to 3000 0 K and kept at
3000 0 K for 1 min.
b)
2900 0 K for 45 minutes.
c)
2600 0 K for 4 hours.
d)
2400 0 K for 1 hour.
The 2900 0 K treatment caused considerably evaporation, so
that the surface of the wire was markedly etched by evaporation and the natural facets on the surface were exposed.
The fluorescent pattern from emitted electrons
under 8000 -
10000 volts was next examined, and photographed.
Following this,
further arl.nc was done
a) 2900 0 K for 15 minutes
b)
2600 0 K for 1 hour.
35.
The fluorescent pattern was again examined, and
photographed.
Then the tube was broken open, and micro-
photographic sections made of the filament.
Results and Discussion of Results:
The fluorscent patterns are shown in plates 20
and 21
Plate xx.:
36.
Plate
XXI
It is to be observed that there is a regular pattern of
maxima running parallel to the filament, and a rather
irregular horizontal pattern of minima which changed with
aging.
This fluorescent pattern was found to be definite-
ly a phenomenon associated with the filament.
If one
made the filament vibrate, the pattern would vibrate with
the filament.
A magnet held near the tube would distort
the pattern, further showing this to be not due to any
uneven distributibn of active material on the screen.
At somewhat less than 10000 volts, with the
filament running at 3.5 amp., which would correspond to a
37.
temperature of 1900 0 K, an anode current of 54 microamperes
was observed.
photography.
imately fro
aginp,
This condition
was brilliant enough for
The maxima were counted.
90 to 100 of them.
There were approx-
Before and after further
the width and number remained exactly the same.
fact if plate 21 were laid on top of plate 20,
In
each maximum
would fall coincidently on the corresponding one below.
But the irregular horizontal minima lines have
chanrred before and after the further alving.
This experiment seems to have demonstrated beyond doubt that there is preferential emis. ion from the
surface of the filament.
If one takes the hint from the
work of Ross and Underwood, and ascribe
similar different
work functions to the (110) and (112) planes, and if one
allows a difference of sometiing like half a volt or more,
it becomes reasonable to expect emission from only one kind
of planes.
If one takes the hint further and ascribes the
emitting surface to (110) planes, qualitatively one gets
an explanation of the phenomenon observed.
Fi7ure 9a shows
roughly a possible arrangement of the faces which will
~ive
fairly even maxima parallel to the axis of the wire.
Where the emitting faces are not perpendicular to the lines
of force of the applied field, it
is argued that the strong
field soon sweeps all the electrons to travel a radial
path.
Although Figure 9ashows apparently great differences
in the surface of the (110)
planes in the various directions,
38.
yet it
is easy to see,
that as the planes are drawn on a
smaller and smaller scale, rememberinc
that there are ap-
proxiimately 90 such maxima round the circumference, the
differences will be small (9b).
Figure 9.
That the vertical maxima show a decided tendency
to cend may be accounted from the fact that each different
crystal mus t be slightly differently oriented from its
neinrhbor and yet all
cr,7stals must exhibit the same general
orientation.
To explain the horizontal minima lines, one milht
assume that there is negligible emission at the 7rain
boundaries.
This is sugge sted by the fact that the minima
lines are irregular as would the grain boundaries, and also
39.
by the fact that the average distances between these minima
correspond to the average size of the grains of this filament.
A microphotograph
of this filament shows that the
average grain size is approximately.8 mm.
taken at 100x magnification
Plate
Plate 22 is
to illustrate this.
XXII
As a check to the explanations afforded,
tube with a 3 mil
a new
218 wire filament was built, and similar
experimental procedure carried through.
Plate 23 shows
the results after a heat-treatment of slow heating brought
up in 10 minutes to 29000 K for 2 minutes, 2600*K for 1
hour and 18 minutes. Plate 24 shows the results after
further aging of 16 hours at 26000 K.
40.
Plate XXIII
Plate XXIV
41.
This filament was mounted without tension on
the springs.
The cold pre-heat-reatment wire had a great
tendency to twist.
Thus, it was thought that the rapid
bending of the maxima was due to the torsional strains
this wire suffered during the drawing.
Where the maxima
were straight, the horizontal minima pattern hardly existed at all.
This is consistent with the fact that the grain
size in this case is very large (reference may.7 be made to
plate 5 for filament A 2 ).
42.
PART III
Mechanical Defects, Grain Size and Thermionic Emission.
a) Method and Procedure:
To test whether grain size and mechanical
defect has to do with the departure from Schottky Theory,
the following experiments were projected.
1) With the use of a cracked 4 mil wire,
Schottky plots were made from 2 different temperatures
when the grain size was the smallest obtainable consistent
with reproducible results, and again for the same 2 different temperatures after very extensive aging at 23000 K24000 K.
2) With the use of a 3 mil
218 wire which was
tested to be fairly round, and without cracks, but by
nature of large grain size, Schottky plots again were made
at 2 different temperatures from filaments from the same
sample stock with the same histories.of heat-treatment.
Microphotographs were made in order to establish their
respective grain sizes.
An orthodox setup for thermionic emission
measurements was followed, with a galvanometer for the
measurement of high currents, and a Compton electrometer
for reading currents smaller than lO9 amp by measurement
of the potential drop across various evaporated platinum
resistances.
Null method was followed for this latter
43.
measurement.
A source of counter-acting e.m.f. was pro-
vided to bring the electrometer reading to zero, and this
voltage value was read accuratbly on a K-type potentiometer.
Temperature was controlled by checking before and
after each reading the potential drop across the filament,
also measured on the K-type potentiometer.
The measuring circuit is s-own schematically in
Firure. 10.
Preliminary work was carried out to determine
the minimum heat-treatment needed to serve as a start.
A
2 mil Fansteel wire was mounted in a tube with an ionization gauge specially built attached to the tube.
After
baking and cleaning of the gauge by induction furnace heating and electron bombardment, the gauge was run with the
filament cold, when the system was sealed off from the
pump system by a mercury cut-off.
After a number of hours,
the system was connected to the pumps again, the filament
flashed and aged, and another run with the gauge was made
with the filament at a test temperature higher than the
highest to be used in actual measurements.
Three such ex-
periments were tried.
As far as gas evolution from the hot filament
went, it appeared that if the filament were flashed at
3130 0 K for 10 seconds, 2900 0 K for 2 minutes, there would
be a negligible amount of gas coming off afterwards, at
20000 K.
F%:r
-;
10.
-
-
~ ~~~~
- -
'!
44.
Tb
-;
e
T
7
46.
This was for a tube with no getter in it.
Graph
I gives the final experimental determination.
To insure negligible evolution of gas, the filament in the actual tubes were treated at least one minute
longer at 2900 0 K than given in the above description.
Getter caps made up of Barium and Magnesium capsules were
used.
The construction of the tubes was quite conventional.
A set of 3 cylinders were mounted coaxially around
the straight filament; the center one being the collector,
the other two acting as guard rings.
Potential leads were
provided at the ends of the filament by welding on these
coils with .016 mil Tungsten wires.
The collector was con-
nected to a sinle lead press quite removed from the other
leads through one side of the glass tube, thus minimizing
leakage across the glass surface.
Guard rings were further
used on the inside as well as outside of the tube at points
near where the tunfgsten lead of the collector was sealed.
through the glass.
When the tube was mounted in the measuring system
the collector system was made use of as a rough ionization
gauge.
In all cases the ratio of electrons to ions was 2-7x10 6
Then a run for Schottky plot was made at a definite convenient temperature below 1800 0 K(14) so as to avoid space
change effects,
Zero-field current was calculated from
47.
Richardson's equation to see if the extrapolated value
from the plot would come within the theoretical value.
If there were wide divergence (generally low, due to
depressing gas like oxygen, for example, being absorbed
on the surface) further againg at approximately 2300 0 K was
carried on at 5 hours at the first
each successive step.
step and 2 hours for
At the end of each step, a Schottky
plot at the same previous temperature was taken, until
further aging made not change in the emission current.
Then measurements were made at 2 different temperatures.
After this the filament was further aged at
2400 0 K for 100 hours, and another set of data taken, repeating the temperatures as above.
In the case of the 218 3 mil wire filament, it
was found impossible to get small grain size.
second step of extensive aging was not done.
Hence the
48.
b) Results and Discussion of Results:
Graph II gives a Schottky plot for the case
of T = 16460 K, showing the effect of a mechanical defect
and of grain size on emission under an accelerating field.
The plot was made from the log form of(15)
e3/2 E1/2
i = i
i.e.,
e
log i = log io + 1.906 El/2/T
For convenience, T' = T/1160
was used, and hence the theo-
retical slope took the value of 1.642 x 10-3.
Graphs III and IV show the relation of Temperature
and Emissior4 each at one definite grain size, the former
had an aging of 7 hours at 2300 0 K and the latter was further
aged at 2400 0 K for 100 hours.
As was observed by Professor
Nottingham(16) , the departure from the Schottky straight
line became more and more pronounced as the temperature
dropped, thus causing greater and greater difference between
the extrapolated Schottky zero field current and the experimental zero field current.
To check that, apart from the
low field values, these experimental points were correctly
taken, zero-field currents were calculated by Richardson's
equation(1 7) at the temperatures the data were taken.
It
may be observed that they lie quite close to the extrapolated Schottky zero field current values.
In any case the
49.
nF
-T,
-
rrt-
-
p
p
----------
~L
C
...
..
--
Yr
, e %-
m
*~ ~c
.- ~
t~
-~-~
-r
,~j
-
,; t%
"Er---"-- .'-- -. -- .- ..- - 5-. -0
.-
-~'~4r
I
Vi, ~2
-_h
MOFZ77
T
I
-
-,7
17
OZ.
52.
agreement would be exact if the
T
be changed within 2 or
3 degrees assuming, of course, the constants -A = 60.2 and
bo = 52400(18).
E
In these plots
V
was used rather than
as a matter of convenience, and the theoretical slope
value was 1.086 x 10-2
An examination of graph II shows at once that
the effect if due to grain size must be negligible.
If
one compares the departure due to large grained ones and
those of the small and medium grained ones, one notices a
wider divergence for the smaller grained.
But as these
were for a filament with a crack extending almost 1/3
its way into the center of the wire, the violent departure
might be ascribed to this defect, and the further much
less pronounced departure due to widening of the crack
after the 100 hour heat-treatment at 2400 0 K.
Plates 25
and 26 show the end-sections with the cracks for the 4 mil
wire before and after the 100 hour heat-treatment.
The average grain size of the three cases discussed above was found from microphotographs to be roughly;
30,
,
9
0O,
the 3 mil one.
for the 4 mil wire, and at least 2.5 mm for
53.
Plate
XXV
Plate
XXVI
54.
Summary and Conclusion:
Part I establishes
the fact that for ordinary
fine drawn tungsten wires, the minimum grain size obtainable is aboutl8 p
, and that with a heat-treatment cor-
responding to the generally accepted term of being "wellaged", it is impossible to obtain grain sizes with smaller
than .1mm or 100
.
Part II shows that fine drawn Tungsten wires,
apparently have 2 kinds of crystal plane facets (110) and
(112) planes , imaking up their surfaces.
In the absence
of better data for inclined facets on the surface of the
crystal, and in view of the fluorescent pattern exhibited
from such wires, it appears there is no formation of
natural pits on the surface of a tungsten wire.
There is
undoubtedly preferential emission from different parts of
the surface of the wire.
The existence of this preferen-
tial emission confirms more or less the finding of 2 kinds
of planes forming the wire surface.
Part III shows the relative nori-importance of
grain size on the deviation from the Schottky Theory, and
the importance of securing mechanically sound wires for
reliable measurements.
The deviation, though small, ex!Ats
for all grain sizes, and there is a temperature effect in
the deviation.
A little reflection over the results from parts
II and III will easily convince one that the deviation
55.
4evttton from Schottky Theory must be explained on some
form of a patch theory.
If the qualitative results may
serve as a hint, it probably would be a sensible scheme
to assume infinitely long but sharply narrow parallel
planes instead of the usual square array(1 9) for composite surfaces, to assume the size of these planes to be
104 cm in width(20 ), leaving the contact difference of
potential values to be chosen at some reasonable value,
say greater than .5 volt( 2 1 ).
The objections as raised
in the Langmuir-Compton model(2 2 )are qualitatively largely
met, as here the Patches must be of sizes of 10,
and as
Linford( 2 3 ) has shown that the deviation can be made large
at low fields and disappear at high fields.
It requires
a new mathematical analysis to find out whether it is
possible to make the devi
numegeizi*the Schottky straight
line, if this new arrangement of surface be chosen.
The tentative explanations offered for the
strange behavior of emission maxima require more elaborate
experimentation on variously heat-treated and variously
drawn wires for confirmation.
If the explanations offered
here were true, however, there seems to be a ready means
at hand for the study of strain effects on wires, and also
a qualitative measure of the grain size by snme similar
experimental arrangement as adopted in this work.
Since this was written, Beckerts( 2 4 ) discussion
of the patch theory for pure surfaces appearing in the
56.
April issue
of the Reviews of Modern Physics,
1935,
gives much support to what is suggested in this work.
List of References
1.
Compton and Langmuir: Rev. Mod. Phys. vol.2 p.149
2.
Davisson and Germer: Phys. Rev. vol.20 p.300
Dushmann, Rowe, Ewald, and Kidner: Phys. Rev.
vol.25 p.338
3.
Taylor and Langmuir: Phys. Rev. vol.44 p.431
4.
K. Becker: Zeit. f. Phys. Bd.42 p.226
(Koref: Zs. f. Metall. k. vol.17 p..213)
5.
Jeffries: Trans. American Inst. Min. Eng. vol.LXX
p.303 also see plate 14.
6.
K. Becker: Zeit. f. Phys. Bd.42 p.226
7.
K. Becker: Zeit. f. Phys. Bd.42 p.222
8.
Taylor and Langmuir: Phys. Rev. vol.44 p.430
9.
Langmuir: Phys. Rev. vol.22 p.357
10.
Ettisch, Polanyi and Weissenberg:
Bd.99 p.332
11.
Rose: Phys. Rev.
12.
Underwood: Phys. Rev. vol.47 p.502
13.
Reynolds: Phys. Rev. vol.35 p.158
Compton and Langmuir: Rev. Mod. Phys. vol.2 p.150
14.
Germer: Phy. Rev. vol.25 p.795
15.
See, e.g., Reimann: Thermionic Emission p.63
16.
Nottingham: Bulletin Am. Phys. Soc. April 1925 No.108
17.
See, e.g., Reimann: Thermionic Emission p.30
18.
Dushmann: Rev. Mod. Phys.
19.
Compton and Langrnuir: Rev. Mod. Phys. vol.2 p.150
Linford: Phys. Rev. vol.37 -. 1018
20.
Rose: Bulletin Am. Phys. Soc. April 1925 No.109
Linford: Rev. Mod. Phys. vol.5 p.34
Zeit. Phys.
Chem.
vol.44 p.585
vol.2 p.381
-I
21.
Nottingham: Bulletin Am.Phys. Soc. April 1935, No.108
22.
Compton and Langmuir: Rev. Mod. Phys. vol.2 p.157
23.
Linford: Phys. Rev. vol.37 p.1018
24.
Becker: Rev. Mod.
Phys.
vol.7 p.95
Abstract
A Study of the Crystalline Properties of Heat,/treated Tungsten
Wires and their Relation to Thermionic Emission
by
Richard P. Bien
It has been observed by many investigators that even for a
pure surfsce like that of Tungsten, the Schottky Image Force Theory
was not obeyed at, low accelerating fields.
Explanations were usually
given that this departure was a phenomenon associated with grain
size of the crystals that formed the Tungsten wire.
work was an attempt-
The present
to investigate systematically, how much the
oft offered explanationgkere true; and whether and what other caused
had more at at least the same effect on the deviation from the
Schottky theory. To do these, a study6f heat-treatment ,n~khe
grain size that could be grown with Tungsten wi1tes of ordinary
manufacture was necessary.
This orms the first part of this research.
Other factors that might enter into the deviation that were
investigated are (a) mechanical defects of the wire, (b) differential
emission from different :rrts of the same crystal surlace in the
long chain that makes the wire.
these and a study of the relation
of grain size and thermionic emission constitute the Parts Two and
Three.
Part I.
Two methods of heat-treatment were used.
(A) Rapid high tempnerature
heating, 3100 0 K or above, at the outset for a very short time, and
aging at one or more lower temperatures, usually above 2100 0 K;
2
or (BI
slow
initial heating at temperatures above that for re-
crystallization until finally a high temperature, 3100*K or above,
was rerched, to be followed with more aging or none at all.
The
ski
assumptions made were that method (A) the rapid initial high tem-
oerature heating would tend to causeAtremendous
number of nuclei to
form and thihs would encourage small grain growth, while
would tend to give then reverse effect.
mehtod (By
Experiments showed that
the assulptions were partially justified, but that with filaments to
undergo extensive aging at or above 2300 0 K in the order of hours, in
order to gibe reliable thermionic measurement results, the size of
the grains could not be made very small in any case.
The smallest
size consistent with a well-aged filament was found to be approximately
100/A.
Part II
Preliminary work established the existence of preferential directions of strong reflectionwhen incident light was played normal to
the axis of a heat-treated Tungsten wire.
A goniometer was built
for more quantitative determinations, and the angular distribution of
these strong reflection maxima was determined.
eonfcied to a pattern
It was found that they
which required the reflections to come from
only the 110 and the 211 planes of a Tungsten
crystal surface, the
crystal itself being so oriented that one pair of its 110 planes lay
in planes per-endicular to the axis of the wire, and the other pair
parallel to the axis.
Polanyi,
This confirmed tVhe studies made by Ettisch,
and Weiseenberg that the
preferred orientation of
hard
3
drawn wires of Tungsten was the one just mentioned above.
Knowing that the two kinds of facets on a. tungsten crystal would
have different work functions, it
wa.s assumed that they might have
radically different emiss'.ion charatteristics.
was constructed with a filament on the
A cylindricel tube
axis of the cylinder.
The
walls of the tube were made anode, and also painted with a fluorescent
coating of zinc sulphide.
When field was applied with the filament lit,
a. cylindrical lens effect was obtained, megnifying the emission surface
of the wire 200 fold.
It was found that a regular vertical bright
strip was neighbored by a rgular dark one, indiC ating that there was
preferential thermionic emission from different parts of the surface, and
that the surface was made of a step-ladder formation of the 110 and
112 planes.
The dimensions of these strips
of the tungsten wire was of the order
reduced to the surface
of 1,0
cm.
Part III
Preliminary
work showed that after a heat-treatment of
10 sec.
at 3130 0 K and two minutes at 2900 0 K most of the gas that was to evolve
from a Tungsten filament had come out.
7 hours
,
nd
A further aging at 2300 0 K for
1 minute at 2900 0 k was found necessary before any
reproducible thermionic emtssion data could be obtained.
Schottky plots were made for wires with 3 different grain sizes at
a definited- emission temperature, 16460 K.
The deviation from the
Schottky straight line was small for the lrgest grain sized oase
(at least
3mm) but larger for the other 2 samller sized ones(30 '90
).
4
But as the 30
ancfhe 90P cases were accompanied by a serious
mechanical defect, acrnck in the wire, the more pronounced deviation
could be reasonably all ascribed to the mechanical defect.
Two plots were made to show the effect of temperature on deviation
while the grain size remained constant.
In every
case similar results
were obtained as Professor NottinghE.m reported at the April meeting
of the American Physical Society -t Wahhington, D. C.,
1935.
That
is the fact that more end more markdd deviation was observed at lower
and lower temperatures of emission.
The above experimental facts seemed to ;oint to an inescapable
conclusion that the repl reason of deviation from the Schottky theory
wes not so much due to grain size or mechenical defects(which could
be easily awoided) as that there was preferential emission from different
facets on the durface of every single crystal forming the chain which
constituted the Tungsten wire.
This suggested that some form of a
patch theory was needed even for a. pure Tungsten emitting surface.