S.M., Massachusetts Institute of Technolc
advertisement

OPTIMAL CONTROL OF FLUID CATALYTIC CRACKING PROCESSES
by
HIROFUMI KURIHARA
Kogakushi, Tokyo University
(1963)
S.M., Massachusetts Institute of Technolc
(1966)
SUBMITTED IN PARTIAL FULFILLMENT OF THE
REQUIREMENTS FOR THE DEGREE OF
DOCTOR OF SCIENCE
at the
MASSACHUSETTS INSTITUTE
June , 1967
OF TECHNOLOGY
MAY 13 1968
Signature of Auth
Department of Chemical Engineering,
June 15, 1967
Certified by
Th-c
Cupervisor
Certified by
Thesis Supervisor
Accepted by
..
Chairman, Departmental Committee on Graduate Students
OPTIMAL CONTROL OF FLUID CATALYTIC CRACKING PROCESSES
by
HIROFUMI KURIHARA
Submitted to the Department of Chemical Engineering June 1967 in
partial fulfillment of the requirements for the degree of Doctor of
Science.
ABSTRACT
An investigation was made of the applicability of optimal control
theory to the design of control systems for nonlinear multivariable
chemical processes. A hypothetical fluid catalytic cracking process,
which is of great economic significance in the modern petroleum re finery, was selected as a typical representative of such a chemical
process and was used to test and evaluate alternative approaches to
the problem.
Mathematical models describing the dynamic behavior of the process
in varying degrees of detail were developed from unsteady-state heat
and material balances about the reactor and regenerator. The models
utilized semiempirical equations to describe the kinetics of the
cracking and carbon burning reactions. The kinetic equations were
based upon experimental work reported in the literature.
The dynamic models were used to simulate the process on a digital
computer.
An extensive investigation was conducted to determine the
degree of detail in the mathematical models that would be required for
the optimal control studies.
It was found that, for the purposes of
this work, each fluidized bed could be considered perfectly mixed
with respect to spent or regenerated catalyst and that the gas could be
assumed to move in plug flow through the bed with negligible time de-
lay. Although there is apparently no quantitative data publicly avail-
able describing the dynamic behavior of a commercial cracking unit,
the general dynamic characteristics of such units are well known and
qualitative descriptions are available. The simulations carried out
in this work predicted all of the important dynamic characteristics
that have been attributed to commercial units.
The major result from this thesis investigation was the development of
a new approach to the design of control systems for highly nonlinear
multivariable chemical processes based on optimal feedback control
theory. This approach involves obtaining explicit solutions numerically
for the open-loop control policy which restores the process from a
disturbed state to a steady state in an optimal fashion. These explicit
ii
solutions are obtained for a range of initial disturbed states and they
are then converted into implicit closed-loop control policies that can
be implemented as an optimal feedback control law. The new approach to control system design was demonstrated for the design of a
control system for the hypothetical fluid cracking process.
The objective function is based on an economic balance for the process
andincorporates penalties for exceeding safe temperature and oxygen
levels in the regenerator. The optimal control problem, with air rate
and catalyst rate as control variables, was formulated using the maximum principle of Pontryagin and the explicit numerical solutions for
the open-loop control policies were obtained by the method of steepest
ascent of the Hamiltonian (or gradient method in function space).
In the feedback control law which resulted from converting the ex-
plicit solutions into implicit
is controlled by the air rate
catalyst rate. This control
is typically used in refinery
solutions, the regenerator temperature
and the oxygen level is controlled by the
scheme is quite different from that which
operation where the reactor temperature
is controlled by the catalyst rate and the oxygen level is controlled
by the air rate.
The performances of this new control scheme was
demonstrated by dynamic simulation to be significantly better at con-
trolling the hypothetical cracking process in the face of disturbances
than was the conventional control scheme.
The new design approach was found to have significant advantages
overconventional
trial and error methods, because it issystematic,
and because it provides information to evaluate the desirability of
each design step, since the ultimate performance of the system is
known from the optimal control theory.
Thesis Supervisor: Leonard A. Gould
Title: Associate Professor of Electrical Engineering
Thesis Supervisor: Lawrence B. Evans
Title: Assistant Professor of Chemical Engineering
iii
ACKNOWLEDGEMENT
The author wishes to acknowledge with deep gratitude the help and
advice of his thesis supervisors, Professor L. A. Gould of the
Electrical Engineering Department, and Professor L. B. Evans of
the Chemical Engineering Department.
This work was supported by National Science Foundation Grant
NSF GK-563, M. I. T. Project DSR 74994. The computational work
reported here was performed at the M. I. T. Computation Center.
Finally the efforts of the Drafting and Publications Staffs of the
Electronic Systems Laboratory are greatly appreciated.
iv
CONT E NTS
CHAPTER
I
CHAPTER II
2.1
2.2
2.3
2.4
SUMMARY
page
INTRODUCT ION
43
PROBLEM BACKGROUND
PREVIOUS INVESTIGATIONS
THE METHOD OF STEEPEST
THE HAMILT ONIAN
43
49
ASCENT OF
STATEMENT OF OBJECTS
CHAPTER III COMPUTER PROGRAMS AND PROCEDURE
3.1
3.2
3.3
CHAPTER
DYNAMIC SIMULATOR
DYNAMIC OPTIMIZER
PROCE DURE
4.1
61
61
67
73
75
CONTROL SCHEME
DYNAMIC SIMULATION OF CONVENTIONAL
CONTROL SCHEME
ANALYSIS OF CONVENTIONAL
4.3
5.4
58
DESCRIPTION OF CONVENTIONAL
4.2
5.1
5.2
5.3
55
IV ANALYSIS OF CONVENTIONAL
CONTROL SCHEME
CHAPTER
1
V
75
80
CONTROL STRUCTURE
86
DESIGN OF ALTERNATIVE CONTROL SCHEME
93
DYNAMIC OPTIMIZATION
DETERMINATION OF OPTIMAL CONTROL LAWS
94
100
DYNAMIC SIMULATIONOF ALTERNATIVE
CONTROL SCHEME
105
ANALYSISOF ALTERNATIVE CONTROL
STRUCTURE
109
v
CONTENTS (Contd.)
CHAPTER VI
6.1
DISCUSSION OF RESULTS
page
115
REVIEW OF RESULTS
DISCUSSION OF RESULTS
115
116
CHAPTER VII
CONCLUSIONS
121
APPENDIX
A
REACTOR KINETIC MODELS
123
B
REGENERATOR KINETIC MODELS
139
C
DYNAMIC MODELS AND CONTROL MODELS
153
D
DYNAMIC SIMILARITIES OF FCC
CONTROL SYSTEMS
163
ANALYSIS OF VARIOUS INCOMPLETE
CONTROL SYSTEMS
177
ECONOMIC, YIELD AND SAFETY MODELS
191
6.2
E
F
G
H
I
J
FORMULATION OF OPTIMAL
CONTROL PROBLEMS
201
STRUCTURE OF OPTIMAL FEEDBACK
CONTROL LAWS
207
GENERAL CONCEPTS FOR OPTIMAL
OPERATIONS OF FCC
211
QUANTITATIVECOMPARISON OF CONTROL
SYSTEM PERFORMANCE
221
K
NOMENCLATURE
229
L
LITERATURE CITATIONS
235
vi
LIST OF FIGURES
1. 1
A Typical Fluid Catalytic Cracking Unit
1.2
Control Aspect of a FCC Mathematical Model
1.3
page
Idealized Conventional Closed-Loop Control
8
10
Scheme of FCC
19
1.4
Conventional Control Scheme for Initial Condition No. 1
20
1.5
Performances
1.6
An Approach for Control System Design
23
1.7
Iterative Solutions (0, 2 and 8-th) for
Initial Condition No. 1
30
1.8
Convergence Characteristics of Iteration
31
1. 9
Optimal Control Solution for Initial Condition No. 1
32
1. 10
Phase Plane Trajectories
1. 11
Optimal Control Law for Air Rate
35
1.12
Optimal Control Law for Catalyst Rate
36
1. 13
Alternative Closed Loop Control Scheme for FCC
38
1. 14
Alternative Control Scheme for Initial Condition No. 1
39
1.15
Performance
2.1
An Idealized Open Loop Control Scheme of FCC
4. 1
Three Types of Pressure
4.2
Two Types of Oxygen Detection Scheme of FCC
78
4.3
Conventional Control Scheme for Initial Condition No. 2
82
4.4
Performance
4.5
Information Feedback Structure of Conventional
of Conventional Control Scheme (No.2)
of Optimal Control Solutions
of Alternative Control Scheme (No. 2)
Control Scheme of FCC
of Conventional Control Scheme (No. 1)
Control Scheme
vii
21
34
40
47
76
83
88
LIST OF FIGURES (Contd.)
5.1
Optimal Control Solution for Initial Condition No. 2
5.2
"U
5.3
"I
"I
5.4
"t
"
5.5
I"
"
"U
4
98
Be
No.
5
99
"
No. 6
101
No. 7
102
"i
Alternative Control Scheme for Initial Condition No.2
5.9
Information Feedback Structure of Alternative
D. 1
Flue Gas Temperature
D. 2
Dynamic Similarities
of Alternative Control Scheme (No. 1)
"
"
97
No.
"e
5.6
5.7
5.8
Performance
pag
"
(No. 3)
Control Scheme
107
108
110
112
Control Scheme of FCC
165
(No. 1) of FCC Control Systems
166
168
D. 3
"
'
,
(No. 2)
D.4
",
"
t
(No. 3)
"
169
D. 5
A Cascaded Control System of FCC
171
D. 6
Dynamic Similarities (No.4) for FCC Control Systems
173
D. 7
Dynamic Similarities
E.1
Performance of Reactor Temp. Control System
178
E. 2
Performance
180
E.3
E.4
E.5
,,
11
ft
(No.5)
174
of Flue Gas Temp. Control Scheme (No. 1)
it
"t
1t
"t
"I
"
viii
t
(No. 2)
181
(No.3)
182
(No. 4)
184
..............
LIST OF FIGURES (Contd.)
E 6
Performance
E.7
It
E. 8
"
of Flue Gas Temp. Control Scheme (No. 5) page
""
"
"
185
(No. 6)
186
(No. 7)
187
189
of Alternative Oxygen Control System
E. 9
Performance
F. 1
Gasoline Yield without Recycle
196
F.2
Gasoline Yield with Recycle
197
I. 1
An Adaptive Optimizing Scheme of FCC (Criterion
219
I)
LIST OF TABLES
for Mathematical
Model No. 1
page
12
1. 1
Equations
1.2
Symbols for Mathematical Model No. 1
14
1.3
Equations for Dynamic Optimization
25
1.4
Symbols for Dynamic Optimization
27
B. 1
List of Published
Regeneration
ix
Kinetics
141
CHAPTER
I
SUMMARY
Introduction
Although recent advances in the theory of optimal control have
been remarkable, the application of the theory to the control of
chemical processes has been restricted largely to overly simplified
situations of limited practical significance. A major difficulty in
designing control systems for chemical processes is the complicated nature of most processes. Chemical processes are generally
highly nonlinear, multivariable systems, and receive a wide range
of disturbances. Furthermore, the operating goal for most chemical
plants is not only the regulation of process variables,
but also the
realization of maximum profit.
The purpose of this work is to investigate the applicability of
optimal control theory to the problem of control system design for
a typical example of multivariable, nonlinear chemical process. A
hypothetical fluid catalytic cracking unit was selected as the process
to be studied. It provides a challenging control problem, and also is
of great economic significance in a modern petroleum refinery.
Until the late 1950's fluid catalytic crackers were relatively
easy to operate. However, as refineries became more complex,
greater efficiency has been required. Removal of the catalystdeactivating influence of regenerator spray water has increased regenerator temperatures 100-1500 F, to above 12000°F. Afterburning
of CO to CO2 will occur readily at these temperatures,
if there is any
significant content of oxygen in the flue gas. Afterburning results
in rapid and excessive temperature rises.
All of these actions in-
fluence the carbon content of the circulating fluidized catalyst and
the heat balance in the unit to produce a potentially unstable operation.
- 1-
-2-
This can easily result in an upset condition, unless the control system
is properly designed or operators remain alert. 3 2
Theoretical
Background for a New Approach in Control System Design
In recent years great attention has been given to the theory of
optimal control 6 ' 395860 The theory assumes a plant described by
a set of ordinary differential equations:
x = f(x,u)
(1.1)
where x represents a vector of state variables (dependent variables)
and u represents a vector of control variables (independent variables).
An objective functional (or performance criterion), which may consist
of profit, cost, or other artificial measure of performance of operating
the plant from time t =0 to t = tl, is given by:
t1
J()
=
L(x,)dt
(1.2)
0
where L may be an arbitrary function. Optimal control theory asks
how
u
should be chosen
objective functional
as a function of t, 0 < t < t,
to make
the
J a maximum (or a minimum).
Once the problem is posed, the optimal control can be derived by
mathematical techniques, such as the calculus of variation, 38 or its
extension, the maximum principle of Pontryagin. 58 If an explicit
result is needed, however, the computations are severe. Results
have been obtained thus far only for relatively simple functions of L,
and for plants defined by small sets of equations.
60
Most of the work
in optimal control theory has been directed toward obtaining an explicit
solution, or an open-loop structure of the optimal system.
Superscripts refer to numbered items in the Literature Citations.
-3In some cases, it is possible to obtain the structure
of the optimal
control system without explicitly solving the equations for the optimal
control, u. For example, if the plant is operated continuously for
a sufficiently long period between shutdowns, then t 1 in Eq. 1.2 becomes so large that the optimal control u is effectively independent
of tl. Then, u(t) for 0< t < t 1 will depend only on the initial con-
dition (initial state) of the plant x(O). This can be simplified further
by using the principle of optimality, namely--Whatever the previous
state and previous decision, the remaining decision must constitute
an optimal policy with respect to the state resulting from the previous
decision. Thus, in general, if t is infinite the optimal functional
relation between u(t) and x(t) at any instance t is
=
hk()
(1.3)
This relation, if it exists, is called a closed-loop structure of the
optimal control system, and may be considered an implicit solution
(or optimal control law).
This closed-loop structure essentially has the following advantages
over the open-loop structure:
1.
A closed-loop structure
does not require ex-
tensive on-line computations to implement it
in a real-time operation. According to
Eqs. 1. 1 and 1.3, the plant should obey the
differential equations:
= f {x, h(x) }
and the resulting behavior corresponds to optimal
operation. An open-loop structure requires
an optimizing computation for an operation with
a different initial condition.
2.
Generally, real plant performance will be affected less by disturbances and by errors in
the mathematical model when a closed-loop
structure is implemented than when an open-
loop structure is implemented.
(1.4)
-4-
A result of this thesis investigation is a proposed new approach
to control system design based on the above closed-loop structure
of the optimal system.
However, with this new approach the optimal
control system will not be implemented directly, but an alternative
closed-loop control system will be implemented which approximates
the resulting implicit solution (or optimal control law) by a simple relation for practical use. And if the performance of this alternative
closed-loop control is tested for various disturbances with the use of
dynamic simulation, then the evaluation of this new approach is
possible.
An implicit solution, however,can not be obtained analytically
except certain idealized cases. 6, 36
Therefore it is necessary first
to obtain an explicit solution and then to convert it into an implicit
solution. In order to obtain an explicit solution, there exist two
groups of computational
algorithms.
One groupuses necessarycon-
ditions
for optimality derived from the calculus of variation or the
maximum principle and transforms a dynamic optimization problem
into a two-point boundary value problem, which is very difficult to
solve because a set of differential equations must be solved in a
direction in which their behavior is unstable. 60 The other group essentially uses a hill climbing approach. The method of steepest
ascent of the Hamiltonian (or gradient method in function space) belongs to thissecond group and has been used
33
successfully.
9'
The method will be summarized briefly.
First,
the problem of optimizing an objective functional, Eq. 1. 2,
while observing
Eq.
1.1 as constraints,can be reduced to the problem
of optimizing the following Lagrangean functional with respect to x,
and u:
tl
L'{f(x,u) - } dt
(x, p,) =
0
(1.5)
-5-
where p represents a vector of costate variables (or Lagrange
it is
multipliers). After certain mathematical manipulations,
possible to state that if p is chosen such that
' = - aH/ax with
(tl) =
(1. 6)
where H is referred to as the Hamiltonian function and defined by
H(x, p,u) = L(x,u) + 'f(x,u)
(1.7)
and if Eq. 1.1 is satisfied with a certain initial condition, then the
variation of the Lagrangean functional with respect to u is expressed
by
tl
SL(u) =
j
(aH/8u) 6udt
(1.8)
0
Equation 1. 8 is the basis of the method of steepest ascent of the
Hamiltonian, since it is possible to insure positive St (u) by setting
(1.9)
6u = e(aH/au)
where e is a positive relaxation parameter, until aH/aui becomes
zero or u. is found on the boundary at which the free choice of u.1 is
limited.
A typical computing algorithm for this method is the following:
1.
For a specified time t of operation, choose
a nominal u(t) as a first approximation. This
u(t) will be nonoptimal.
2.
Integrate Eq. 1.1 from 0 to t
3.
Now integrate Eq. 1.6 from t 1 back to 0,
which is possible because the x are known
along the trajectory.
sumed u(t).
for the as-
-6-
4.
5.
In the course
aH/au
of (3) evaluate
function of time.
as a
Replace u(t) by u(t) + eaH/Du, and repeat
from (2).
It should be noticed that Eqs. 1. 1 and 1. 6 are each integrated in
the "natural" direction, that is, the direction in which each is expected to be stable.
This eliminates the problem of stability which is
encountered in a direct application of the variational method. There is,
on the other hand, a problem in choosing e.
If e is too small,
progress will be slow. If it is too large, the iteration becomes unstable.
The best method of selecting and varying
tations depends upon the particular problem.
e during the compu-
39
Specific Objectives
As was stated earlier,
the purpose of this work is to investigate
the applicability of optimal control theory to the problem of control
system design for a hypothetical fluid catalytic cracker as a typical example of a multivariable nonlinear process.
scribe the specific goals of the work:
1.
It is now possible to de-
The first objective was to evaluate a new ap-
proach to control system design that was developed in the course of the thesis investigation and which, as described earlier, is
based essentially on a closed-loop structure
of the optimal control law.
The performances
of the resulting control system was tested
for various disturbances
namic simulation.
2.
with the use of dy-
The second objective was to test a compu-
tational algorithm--the method of steepest
ascent of the Hamiltonian- -for dynamic
optimization of a highly nonlinear multivariable process typified by a fluid catalytic
cracking unit.
In the work, the applica-
bility of using penalty functions (artificial
measures of process performance
-7-
under certain undesirable operating conditions
which should be avoided) was tested to obtain
an approximate solution for the problem of
dynamic optimization with the allowable ranges
of state variables restricted.
Control of Fluid Catalytic Cracking Processes
Catalytic cracking is a continuous process for converting highboiling, high-molecular-weight
components of distilled crude oil into
lower-boiling, lower-molecular-weight materials such as gasoline.
This processing adds economic value to the oil. A catalyst is used to
effect the reaction, and in fluid catalytic cracking the catalyst is in a
fine powder form and is maintained in a fluidized state.
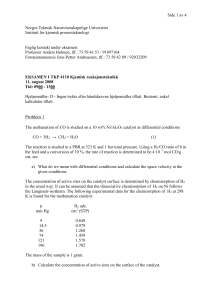
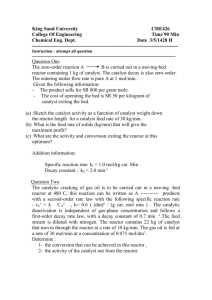
The diagram of the process is shown in Fig. 1. 1. The catalyst
circuit consists of the reactor, stripper, spent catalyst slide valve,
air riser, regenerator, standpipe, regenerated catalyst slide valve,
oil riser and leads back into the reactor with the catalyst flowing in
the same order.
Fresh feed and recycle feed are vaporized on contacting the regenerated catalyst at the base of the oil riser and lift the catalyst into
the reactor where disengagement is accomplished both by gravity and
The endothermic reaction commences at
with cyclone separators.
the moment of contact and is completed in the reactor. The product
vapors pass overhead to the fractionator.
The catalyst, from the reactor, which has a layer of coke deposited on it as a result of the reaction, is stripped coutercurrently
with steam to remove entrained oil vapors.
Air moves the spent
catalyst to the dense bed in the regenerator and burns off the carbonaceous deposit from the catalyst as H20, CO and C02. This reaction
is exothermic, and the hot regenerated catalyst flows back into the
reactor and provides the necessary heat for the cracking reaction.
As is shown in the figure, there are five controls which the
operators may adjust: air blower adjustment, slide valve adjustment,
-8 -
REGENERATOR
REACTOR
FLUE GAS
PRODUCT GAS
DENSE PHASE
GRID
OIL
RISER
STAND
PIPE
SLIDE VALVE
AIR
RISER
A
FEED
FUEL GAS
Fig. 1.1 A Typical Fluid Catalytic Cracking Unit
-9-
reactor level controller setting, fuel gas flow rate to the feed preheater, and feed rate. The air blower is adjusted to supply necessary
The slide valve is adjusted to supply necesair to the regenerator.
sary catalyst flow to the reactor.
The reactor level controller setting
is adjusted to maintain a certain catalyst holdup. The fuel gas flow
rate to the feed preheater is adjusted to maintain a certain feed
temperature at the coil outlet. The feed rate is adjusted to maintain
a satisfactory condition depending on the regenerator capacity, pre-
heater capacity, etc.
The objective is to maintain a set of conditions which will result
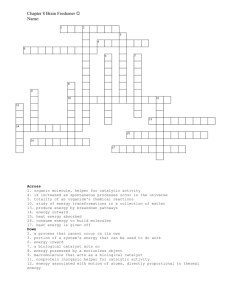
in the satisfactory operation of the process. Some of the problems
involved in control of a fluid catalytic cracking unit may be explained
in terms of the idealized representation (referred to as mathematical
Model No. 1) shown in Fig. 1.2 . (Symbols are listed in Table 1.2.)
There are five independent variables which can be varied at will plus
five dependent variables (of which only T gC , Ofg
tinuously measurable).
and Tra
are con-
The principal disturbance which affects the
operation of this process is the fluctuation of feed properties.
This
results from the unavoidable necessity of processing several different crude-oil stocks during a relatively brief period. Another
aspect of the control problem is that Ofg and Trg must be maintained
below certain specified values to insure safe operation of the regenerator.
Therefore the control problem is to manipulate some or all of
the independent variables in order to maintain satisfactory performance in the face of disturbances, while restricting the variables
within allowable ranges.
The dynamic mathematical Model No. 1 for a hypothetical fluid
catalytic cracker with dense bed reactor was developed by isolating
the reactor and regenerator systems from the fractionator and the
feed preheater.
The main assumptions were as follows:
-10--
Disturbance
FEED COMPOSITION
_
Independent Variables
R.,
-
I)
tt
(TOTAL FEED RATE)
PERFORMANCE
(PRODUCT
YIELDS, ETC.)
-
FCC
MATH.
Tfp
(FEED PREHEAT TEMP. )
H
Dependent Variables
I
r
-
Crc
-"
(CARBON ON REGEN. CAT.)
MODEL
Noo
ra
1
__
w Trg
(REACTOR CAT. HOLDUP )
R
al i
(AIR RATE)
(REGEN. TEMP.)
S
.
4
.l
I .--.
I
I
Ofg
(OXYGEN IN FLUE GAS)
I
Rrc
(CAT. RATE)
!
l
-
A
I
I
I
I
I
I
I
I
I
L
I
I
I
I
I
I
--
TEMP,
TC1C*- - -J
_....___OC
I
I
I
I
I
ra
(REACT. TEMP.)
A Typical Control
Scheme
I
OXYGEN
.
T
I
I
CONTROLLER
m
I
-
I
I
T
r
L
-
-.
-
CO NTROLLER
Fig. 1.2
Control Aspect of a FCC Mathematical
Model
-11-
1.
2.
3.
A fluidized bed is "perfectly mixed" with respect
to spent and regenerated catalyst.
Gas passes through the bed in a plug-flow manner
with negligible time lag.
Constant pressure
is maintained in both vessels.
4. The heat capacity (per unit mass) of reactants and
products are equal and constant in each vessel.
Catalyst heat capacity is also constant.
5.
Activation energies, heats of reaction and heat of
vaporization of the feed are all constant.
The dynamic models of reactor and regenerator
involve carbon
balances, heat balances, and reaction rate equations; they are shown
in Table 1.1. The equations are dimensional and their symbols are
listed in Table 1.2.
equation;
Equation 1.10 is a reactor carbon balance
accumulation
ference between
equals carbon
forming
rate plus the dif-
input and output due to catalyst circulation.
Equation 1. 11 is a reactor heat balance equation; accumulation
equals the difference between
input and output due to catalyst circu-
lation
and reactant gas carry over minus the heats of vaporization
and cracking. Equations 1.12 and 1.13 were derived semiempirically
utilizing the results of experimental studies reported in the literature.
The basis for the derivation will be explained.
Gas oil is fed to the reactor, where it reacts to form product gas
while depositing coke on the catalyst,
catalyticcracking
Gas oil
- Product gas + Coke (catalytic plus additive)
There are two mechanisms for depositing coke: as catalytic carbon
and as additive carbon. The catalytic carbon is produced in the
cracking reaction, while the additive carbon is present in most heavy
gas oils and deposits without catalytic reaction. 3,52 Therefore
Eq. 1.13 allows for both mechanisms; the first term is for catalytic
-12-
Table 1.1
Equations for Mathematical Model No. 1
a. Reactor Section
Carbon Balance Equation
Hrasc
dC/dt
= (50)Rcf
cf + (60)Rrc (Crc -C sc )
(1.10)
Heat Balance Equation
S
radTra/dt = (60)SCR (T g-T
) - (. 87 5 )SfDtfRtf(Tr-Tf fp)
-(. 875)AHfvDtfRtf - (.5)AH rRoc
(1.11)
Cracking Rate Equation
(1.12)
oc = (175DtfRtfCtf
where
K cr P ra
Ctf
Rtf/Hr a
1 -Ctf
k
cr
C
K cr
Cm
exp
cat rc
,nsE
-
cr
cr
R(T ra +460
ep
with m=0. 15
with
Carbon Forming Rate Euation
+ FtfRtf
R cf = K ccP ra H ra
where
K
cc
=
k cc
C
Cn
exp
c at rc
rJp
Rcc
C
R(T
ra
(1. 13)
+460)
with n=0.06
Catalytic Carbon Balance Equation
Hra
ra d Ccat/d
ca
-
(50)K ccP ra H ra - (60)R rc Ccat
(1. 14)
U
-13-
Table 1.1
Equations for Mathematical Model No. 1 (Contd.)
b. Regenerator Section
Carbon Balance Esuation
H dC
rg
r
/dt = ( 6 0)Rrc(C -rc)
-(O)Rcb
c
(1. 15)
Heat Balance Equation
S H dT /dt = (. 5)AH R
c rg rg
rg cb -(60)S c Rrc (Trg -T ra ) -(. 5S a Rai.(T rg -Ti.)
a
(1.16)
Carbon Burning Rate Equation
R
Rcb
=
Rcb
cal (21 - Ofg)/(100)
(1.17).
C1
H
where
Ofg
.4
Kod
= 21 exp
-
/R
rgH r
ai
{- _/ Fd+(100)
/K~or
orCrcrc
d
}
2
ai
CZ R.
f AE
Kor = C 3 exp
or
R(Trrg +460)
1R(r560)
c. Control System
Reactor Temperature Controller
t
Rrc -Rsrc = Kt(T
p
ra -Tra ) + KI
(T -TTadt
(1.18)
(Of g-Ofg) dt
(1. 19)
ra
r
0
Oxygen Controller
Rs.a K0p(Ofg
fg Os
fg )+K0
t
a
oI
0
where superscript
s represents steady-state (or equilibrium) value.
- 14-
Table 1.2
Symbols for Mathematical Model No. 1
C1
Stoichiometric coefficient (2.0)
Coefficient
for
K
(5
0
10 - 6 )
lb. oxygen/lb. coke
(M lb. oxygen/hr.,
psia, ton cazt.)
(hr./M lb.
M lb. Oxygen/hr.,
psia, ton coke
C 33
Coefficient for Kor
C c at
Catalytic carbon on spent catalyst (0. 9)
wt.
C rc
Carbon on regenerated catalyst (0.6)
wt.
Csc
Carbon (total) on spent catalyst (1.5)
wt. %
Ctf
Conversion on total feed (0. 5)
vol. fract.
Dtf
Density of total feed (7.30)
lb. /gal.
Ftf
Coke formation factor of total feed (0.0)
(M lb. carbon/hr.)/
(M bbl. /day)
Hra
ra
Reactor catalyst holdup (60)
ton
Hrrg
Regenerator catalyst holdup (200)
ton
K
Velocity constant for catalytic carbon
formation
k cc
Constant for Kcc
Kcr
Velocity constant for catalytic cracking
k cr
Constant for Kcr
(57.5)
%10
k cc was calculated by setting derivatives in Eqs. 1. 10 and 1. 15
equal to zero, and solving simultaneously with Eqs. 1.13 and
1. 17 at the assumed steady-state condition.
k cr was calculated from Eq. 1. 12 at the assumed steady-state
dition.
con-
-15-
Table 1.2
Symbols for Mathematical Model No. 1 (Contd.)
KIo
Integral gain for oxygen controller (-10)
(M lb. air/hr.)/
mol %ooxygen, hr.
Integral gain for temperature controller
(ton cat. /min.)/
Kod
Oxygen diffusion coefficient
M lb. oxygen/ton
Kor
Oxygen reaction coefficient
M lb. oxygen/ton
K°
Proportional
gain for oxygen controller
Kt
Proportional
gain for temperature
M
1, 000
Ofg
Oxygen in flue gas (0.2)
mol %
P ra
Reactor pressure (40)
psia
P rg
Re generator
R
Gas law constant (2)
Btu. /lb. mole, OF
Rai
Air rate (400)
M lb./hr.
Rcb
Coke burning rate
M lb./hr.
R
Carbon (total) forming rate
M lb./hr.
R oc
Gas -oil cracking rate
M lb./hr.
Rrc
Catalyst circulation rate (40)
ton/min.
Rtf
Total feed rate (100)
M bbl./day
Sa
Specific heat of air (0.27)
Btu. /lb., OF
Sc
Specific heat of catalyst (0.25)
Btu. /lb.,
Kt
P
(-0.
1)
(-40)
controller (-0.2)
pressure
(25)
OF, hr.
cat., psia, hr.
cat., psia, hr.
(M lb. air/hr.)/
mol
1
o oxygen
(ton cat./min)/
°
F
psia
F
I
-16-
Table 1.2
Symbols for Mathematical Model No. 1 (Contd.)
Sf
Specific heat of feed (0. 75)
Btu./lb.,
Tai
Air inlet temperature
OF
Tfp
Feed preheater temperature (700)
OF
T ra
Reactor temperature
OF
T
Regenerator
rg
(250)
(930)
temperature
(1, 160)
OF
OF
hr.
t
Time
AE
Activation energy (intrinsic) of catalytic
Btu. /lb. mole
Activation energy (intrinsic) of catalytic
Btu./lb. mole
Activation energy of oxygen reaction
Btu./lb. mole
AEcr
AE
carbon formation
cracking
(18, 000)
(27, 000)
(63, 000)
(200)
Btu. /lb.
AH cr
Heat of cracking
AHfv
Heat of feed vaporization (75)
Btu. /1 b.
AH rg
Heat of regeneration
Btu. /lb.
(13, 000)
-17-
carbon. For the catalytic carbon, Voorhies 7 4 found that a velocity
constant for catalytic carbon (K ) is approximately inversely proportional to the catalytic carbon content on catalyst (Ccat) because of
its temporal catalyst deactivation, and it is shown in Eq. 1. 13 where
a modification is made for the effect of residual carbon (Crc), which
is left unburned in the regenerator, and the effect of which is assumed
to be somewhat different from that of Ccat
Equation 1. 12 was also derived by using the same assumptions
as in Eq. 1. 13, except that the relation between a conversion on total
feed (Ctf) and a velocity constant for catalytic cracking (K ) was
assumed to follow the relation, shown in Eq. 1. 12, which was de10
Effects of Crc in Eqs. 1. 12 and 1.13 are
rived by Blanding.
known as an effect on product selectivity and were determined from
the data reported by Oden, ec al. 5 Equation 1.14 is a catalytic carbon
balance equation; accumulation equals catalytic carbon forming rate
minus output due to catalyst circulation.
Equation 1. 15 is a regenerator carbon balance equation; accumulation is equal to the difference due to catalyst circulation minus
carbon burning rate.
Equation 1. 16 is a regenerator heat balance
equation; accumulation is equal to the heat of regeneration minus the
difference between input and output due to catalyst circulation and air
In order to derive Eq. 1. 17, a semiempirical
stream carry-over.
approach based upon data from the literature was used again. By
hypothesizing that the carbon burning reaction is controlled by a diffusion mechanism from a bubble phase to an emulsion phase of the
fluidized bed and that the reaction rate is proportional to carbon con-
tent and oxygen partial pressure, Pansing 5 6 derived the relation
shown in Eq. 1. 17.
Thus far all equations necessary
described.
for dynamic simulation have been
In Fig. 1.2 a typical control scheme, where reactor
temperature is controlled by catalyst rate and oxygen level is controlled by air rate, is shown by broken lines. Since this scheme is
- 18-
frequently found in the literature, 25 ' 57 it will be referred to as the
"conventional control scheme" and is shown in Fig. 1.3. Controller
functions for this scheme are assumed to be "proportional plus integral" and their equations are given by Eqs. 1.18 and 1.19 in Table 1.1.
The dynamic behavior of this catalytic cracker with the conventional
control scheme was illustrated by simulating the process and control
system on a digital computer
(IBM 7094) with DYNAMO (a dynamic
shown inside the parentheses
of Table 1.2.
simulation-purpose computer program). 59 DYNAMOobtains a
solution to the differential equations by using Euler's method. Steadystate operating conditions were chosen that satisfy all equations in
Table 1.1 with time derivatives set equal to zero. These values are
The values of k
and
kcr were adjusted to satisfy the assumed steady-state operating condition.
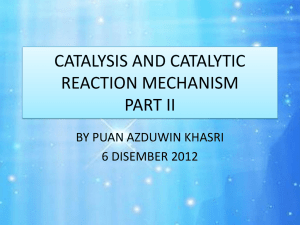
A dynamic simulation of this conventional control scheme, where
the initial carbon level is slightly higher than the steady-state level,
is shown in Fig. 1.4. The performance with the best controller
parameter tunings (selected by trial-and-error adjustment), which
are also listed in Table 1. 2, is shown by solid lines.
The performances
for different tunings are also shown by broken lines.
For reduced con-
troller gains, as shown by symbols a and c, the response of the
control system becomes more sluggish, while for increased controller gains, as shown by symbols b and d, the response of the
control system becomes more oscillatory or unstable.
Figure 1.5
shows the case where the carbon production is suddenly increased by
a certain mechanism, which is due to feed composition variation; in
the computer model, Ftf in Eq. 1. 13 is suddenly raised. This dy-
namic behavior is explained by the following step-by-step analysis:
1.
2.
The increased carbon production results in an
increased carbon content.
The increased carbon content tends to increase
the conversion of oxygen.
Then, because of the
decreased oxygen level, the oxygen controller
raises the air rate.
-1 9-
REACTOR TEMPERATURE
OXYGEN
CONTROLLER
lC
Fig. 1.3
Idealized Conventional
Closed Loop Control Scheme of FCC
-Z0 (HIGH INITIAL CARBON LEVEL)
AIR
t--.
RATE
-H-H,:?4
t-;: --·I:
i' Fk~~·:I:?
*~+,'!
t-l I ~ fff
H i
-;l:·
I~ti .:-L-:
-,-;.Il:!t.q!
L-I,r.,i!
'-;. , '.!=-Hi.;
-.*., :,'-'--'
.
- -,-.---- t-C
-~r -~---:~,
'-t:
_]¥-'t
rf!;: i
'i:: -. :t-f;_
~
L
-:-e
T
-
i
Rai
01
4
,.
r
FFr;
_
¢+,Hl-' - F,.j
f;f-'-:-;5
.~,cb~i:~
-i~.L,,
e:, e:.·
335-
-t' ' t" 4i|r
''
+
ti-,e-T
rtS
!i
t-7-r
,,t-..|
,,r
t-tj,
-t;
0. 7-
+
T._
i..tr - ~
4..L;~-s
t14--::-
,--4 Fi I
Ofg
0
, .!,:
t .' -rT
-"
T
*
i +t~r
~ r tT4-T''-:Nzi
·t-+ r--r~
t!_d-i;i t:
I-- I .---'|.
.,
:
-T
srrT
=-i.
.I :
:tr
-
-t_
|
-,_,
.
I
I'
_'.½ .
.,
t::I
.,!7..
-, *!;._~-
. .
.,
. [;
.
i
i..-
.-
0
.
,t,t
I] 4-
T~L
'q~,
-i
Ii
' .
4
.
-4
--
!-::
' 'F''''--,
t
-.
r--t
-·
."
?t
...c
I.-
=,
II
_ i.1 ;-l[,,-I
.t . . ,
.1
- I'-''!
·
~'
2
1
;
~
.
.rl''
.
':iri
3,
:1 -_.,
-
- ';r
II td .!;
.
t
- 'T
': ' * *I- -. ·
r. . _ _Nt,
.-
--
,I
.. :.;
i'!!i
|
.
,
'I
.,
' -
{.F,,"RY
i--If
It
fF;:H-11~
I .ii'.
- L;--,it
i .1
.f
- ..
t4
I I
-!, i
::i!!
II
I
I
_
,
'
I'
:
.. I-- '_f
t!F.-:-S
1_
i
·- 4
1 I_-!=,I- _ _41j-4,1
,4.'--'
t-t -i' -HH ·1
: ii
*-
I .t1
{i
i-lli
i-il
I
27- F'-!
i4l,
rlrrFF 11
iLi:!
-i:;}i. Ttm..
ktI ,it;-
I ii
F
-
I
i :
ft- -·
LiL T-I!
- __ i 4,
i.I:iirL¢
;
I :
. '_
.
~.
-H
-7-~I
-t
....... - -"-pI
-!1'i-H
~-! I
...-
-r..,.,
_,,t | ' - ~~~I
,,i '-i
.---
,fFr
i:M!
_·
-p"rlli._l
:-F
tt
-'t
-h- t -
'-r
.LI
.,
·',·-
.
n4:?-
.:
--
il-ic-1
-··--
L
t
I, f
1--
::f!'-,i-:;
-t:
1
.._ :, . ,I{ t -'! .
.
T T+
±-I, t.,.71
t'I-:.
e
-i-'H
,,-·Lt~-4
.
. .. !- T~_
JI
t:1-I i-'
,v
:-L
=?ri!:
:--: .-I
r;1t; | Ffi -S&it rF j
I
!1']j,'
1
I
4-41
S,t
..... . .....
:-,
-, , 4., -F£r- --~t- ~!
I q r.IT !~,
T-,I ',.
:
1-i
-
Ft,
t-,
rH;
':
Vii.,-l
-·
1
ri
ri I
!--.-
0.1
r ,Z,z
i r;
- H-!-
I_
. _
:.
t9tfl
i
I
Tf-!ff H+-t4,
;.
.
;r..t
.
.
_S-F
rm
i ---
I-
i
:i-,
I
l
-4` '+4
-T . rr~"t': I
t
-
.
.....- F4T
7777,
0.2-
-:i
:',Fji-i ' ....i--- ' :1
i
i-1· l-r0.<6- -iL."
OXYGEN
r-~r
-I , :{ t
$~""~C+:.
-if1t t;-t-Fr- -. ' ' --·c, ;t
-- ,l:.;:P
tit
7:t
I± '
: ;-,?
; -P.
m4 7!
t-73$-
i
Iim ;', :t-;'[
-1iff
CONTENT
CONTENT
=!J
4-;I
+,i-L,-~:!X
~.~.~h'~_.~
L,
CARBON
Crc
L';
.
k-l ~
:
iiigg-'
TEMP.
t--
tlf--:J~~
t12
REACTOR
-44 I
"-
.
-.· ·-i 4 Y.4.· :E-It,~
fit
-tH -H b. .m_ ' .:-]
11 60-
929&O
v:ir
4L-~-L
±
Ft-~
~
. h ' .==_A.h
_~~~~~~~~~~~4
_U
, 4 .- , _ ,"_
.~' LLiI
-- --: -, ,
¢:ti-H
V r~. ;-t
.
11E30-
Tra
-ti_ --L -tr.-:i
- - "-
''t m%~
!T!
1~~~~~i
N
LS
-I
' 1~~~~~t
i
-t0,i
n|zJTl-lt
,,-{.L
1 4t -'-'-I
~4-|:
-:t,rt- r r,,-
-;t~--Ff:4rI(4
;'-it~
TEM P.
9:30-
~~
-I-t1 ~
-t r,,-' . ' "-,-t
i,rt- -tflrt
_~~~~~~~~~~
L
rJit
( j- i i
,_,4TlS
itt
. .. I [:'.
} <
t.
FtlI
7 'r
_~F
·"'uLI;it.
ctik4.--:
I{;,.
REGEN.
Trg
Fi
,,_
, .,; l11i--I-'.J~{Lq·-."H: -. '---~ Hn: , : i'.4
rir.
.:
-4-r-,-FTt-~-*-l7-.: t t.~:zi
', ,:Pifmi-i
·T
r+i 4r!F
. r tsie-:t
{i-. ; ',r-!%'
r
I40-
RrC
ti
:'
t,
. I.
CATALYST
RATE
~
]
i
i;
- ri- rtIY-,i i t!i
ffv
.,
,rJ
Ei
-Fe
~~e
.. t -'..~44.
':.;4.
':' i:H-.
~F t-t
, F1
i'--~ "r~,
_
:-,aL t.sp.; -' t ,- -''' t ' t"
"' L,.--.
'
T- 1.:L~'
ra.*'
LZ
L.g__,
Ti
N',,i-._
f-il-- h....L§
t--u,t t >6---,
1-1
E {r
00-
4--
1iJ
"
!t 4.~-'ttk!,!-!~t~i+,-,tfl'!-4l..rJ,
· r r i;+>
I- L I I ; g1
-C F.g t
-~~~~~~~~~~~L
Lt,~t- rT
-'r;4 {-:n'
-
;
" '
;~-4..ri-
4(05-
-i H----t-{
+F-H+
m ~.[Hrh~ iL;~
,
-
i:~
|
_
2
1 ,_!
i,+
vl
.itl
,
-e7t
H
-i !|
v
3
t
L1-2
-T .--
'- e'
- irr :RTWf
·:=LJ_
!
_
_
4
TIME IN HOURS
a = FOR HALVED TC GAIN
b = FOR TWICED TC1 GAIN
Fig. 1.4
c= FOR HALVEDTC1 and OC GAIN
d = FOR TWICED OC1 GAIN
Conventional Control Scheme for Initial Condition
No. 1
II
e
-21 (DISTURBANCE=
. .V
. Ir
i Ji4?!'
RATE
400-
K4
'+,
-,22--
--,-- -,-:
,
,
i
-
-'-,
' ,-
'
-IH.ff
I
:-,
--
~:~
", ,
Rrc
1.
..,
7,H· !-II·- ·-i'
4-[ -t
t
r
'
'
"~1
+
IT
!C,
.'
',:!.'.
4:-
_~~·
[:
1180
q~~
-c-:~? ii-C.?~-[,,,,~
.
-~
k'-r' ~-
-t-- T-
Irg 1160
-rlMt~ + ,~'~.
:=~r~~t
?,=rxx t,- Irrt [I ;
TEMP
tihK
?,jif
..... ,-t- ..
-:
--
-+
;pI
4
;
'---~:-,- .
LL.Jr! --
'
~
-
-
AiL4. tr'i
t
]..Z
'
--,
'
I
-1IT"
! :
'
I·''""'
H,I--,r-·,
- I:
i
....
ll
' '
r.--··--·
fj
t1
:
[
f!ii
·-1
H.
-
.
.
-' !-
- .
-
' :
-:
I'
: . ·
*4
"!
.
{i
'
.
': TT
'Y ."-[ .'~
~.-~
71T
Lr t 1,
0 fg
0.2
J, r I-,lf:!
J
PI--
I
JjB~
F~;
I
:p
....
,
,
0.1 -" I .,j_:
i
.-,-;-!-J,11
=,
tbi i 141:4
-
0
...r .
-
-
-
i
+'
j
44- -r
:
..
1 ·
.
:
i
- 11- -11
.
- J
I
i
0
1
i .
;
.
.
]
'
..
;I -1.z! _,_
lii
'
4-
I
I
I
I
2
JL
',
L
t--
' J
'1
-
..
:1
.t- -
,~
II
z
T
I
I
i
iJ
II'~;}
J
;:;:]
I ,I,
i I -, !
I
_.
I
!
i
]~
Frii
-
1-
'
l
'!
I; ,
it'
-'l _r
.,
-,
l
- ---hh.
.... 1
I J L`
mt
T&!
i:
,. , ~,
!
-- :I
I-1111'
i' ; ,Iii'
- .
I,4-
+
'!rh
.-F~
-'
3
4
TIME IN HOURS
Fig. 1.5
-
Ai'~~~~~~~~~~
4IL
-t--
rI,
I r
:;z
~~.-~
'_,~
:-'i':LritIt1
.2-
:I
!,
H!fR i-i
...
,
I
. '
I_ t -, '-t.-t
~ +.. .
I
[i
11
I -I
...''';''-t.I
L:
T,-
,ii-, -:
'iJ
*-.' tI
f# -t
I-T~
·'-'' T ' 't ' '.[
;~l;i
I.. -.
.
-
'
_114
i '-,.I
, -- - r, I
t-rLj-,J,
f. I.=_I,l -, . t: ,
--- -, -!-rj-rT:-.-:;''
---, --- ,-,_
-:::It
J,1- -,, ----11
t,-~ m *:I'I, __
1, ..-' ,' I- I, -*J
'r4f'h t!1 I ! H1 *.
r
[
4
*+
'
_i~-~WjtHEj
-
!-I I
,
t
.. .
.. .. . .
J
j
_r,, I I _t_,
Fi?:I-i
--
........
"
- -
.
I1-i
OXYGEN
CONTENT
...
1r
I
" "t, :.
-.
H r
- - - - :- :
!
.
,,?L
I
J
J
......
f:1'1C?·I
`
~
Li4-44
!--t
+Hi +~Lf
'-:i-;~
:
i
h-i
r... :J
- ; _- ~F:-;
-',rF, [
,T'IT,1 ~r:-T=F:
:tl'T! . ~-~
't,'',-'/.I+ '~lltr ="
-
Jn
rIi
t"t, ._·
-,I`--`
...
;4::.-
"B~
I
I
1 .,
I---L L+-(i~~~~y·
i-Jii tl-c~~~~~~~~1-
'
r;
.i ,
ItLI~~~~~~~~~~~~~~~~~
F-i V;z[.iI [ p-..H tfFt
1-~~~~--
~c
"';""
·-· · ·
J.
1
I
I-
· ·
++~H
,-,;
r
''
~
·--
...
-- i 1--e
',.
4-,1 ;L
4'. "~ L:.
=-4 z--m
~~~,
,.:_': ':-~:~
-r4q:F:'
1 .......
, S-~.
C'"
-L-r-r
--- tl
I
-,
,--~
I- i
....
"'
·
F5
I.
I;
-F~~~~~~~
~~~~~..
-'-.
'?
.]-j-;--
-r;
·
FI-
-
ff i:4 -
i
Tr LL
.7"
"""'
_ -1 -
,
t
-_.-k4
',1
.~_.
--
4
·-
--r
Z,-; i~t.-,t
I ~ ~ ~i
-+ .- -
r- ---
.
I
-4j I4j-MZ-1,+,14447-
--- ·
:-t
"
.- --:::'
;.
--
N-:
.... T~
I
I
L
;
~~~~~~~~~~~~..·ci--~~~~~~~~~~~~~~'
I'"l
--
,-,.
r
r C
;~
J -i
-ll
' ,i["- ..;-
0.6 -
Crc
--,--I
N':rIF4"-'
' L
CARBON
C'ONr
T'NT
.-
=iP
-I I-.i:
i =l'jr[I II
" '
fl
i
LL,
F
I
!lt-
t
Ax__
-""""
H4
Li 1:1: = 4I4L r
"-r-
Ira 930 -':L-
,0
t'I
-I-'ffl
j,
-i '
I
-C
*I
~TZ
-:;4q,
-C-:
' '?'t?--
*'
-~
,'
-,
-,
_.,.~~..=~4.- r!~~~~
~~
I
: ,~--t I:±
-H I
:l'm.
4
:
=.i-Y~- -
I --
:.i: t_urtf
I---
rIp, , I
-'it
935
l,!
·· ·
--r-H
'~ ~d;
..~-, ~--L
_~.¼-%1 , 1-;~l'ki .
l'*rllt
REACTOR
t" '-.':HH
r-
i;'
7Lr
~?'-
.l4
--~."I
F--bi' ,._I
.44 -li
,~ - _
'T-....
I
s
~,. ~::'z
~h
:.;[T-TT
+~;v 1-tL,tr~fi47T'P ~ :,
_4
~~~~~~,--.1:
Ftt.- Ht
:-t]Flll-lt
1--.. - ---I.cL---L
1 i;: i-
-I-'-4-5
111-l
i.4
1'4 -'.~
.- I----
:-H k ~1,
i.
t '
=14?'!-. :---i
· :
/,11
; l -i } [
. . .
%Y. _hi-;t=:T'"-------.F
TEM P.
q..mci:~!--
I
.
qi=4_tF
REGEN
1
,
.
:~=
i~¥,q'
:-:_:__FFFY
.I_.-P ..
j= ,
,. -r- ; -Fii-F- -.
I=--:;-',-.-
· r:' :iT-t_-~:r~ :t;;:i
4 ;qr - ~- !4~~
:4~~~~~~~-:.-4:_
.t;.
I
- - -', .
IZl~r?r.-T-,...
#,i f:,,--"I I
M+-
i
)I I "·- rt-- ry
--
t
L~
,T
iq LiP --
11-'.
r
....
[
1,2
-
.,zq..-,~
-T!t
y--4-~
I
:C-kH- f;
-·
ILJ,
A '_-.~- ·-- '' t·--F'r
fjS.I
D?-! -I:-II1-C-!,--··r-·! 1-I-- t-----
)-~
:=~bcl
-f4
...
7I-
1±
-'- ,-Vlk__I IL` , _-__1 h;T;'EF'r-
i,
Ih_
t:ii
ilH
{
... I L_
Jq t-L ~.
,
:.:
L -
,_I.:i
'.
I - : _11
It
,-
~
4-`
--
....
[r:~
tz'
: -:: .-,, -I-.::_;
,:.!:,:
'
.~;-:,-7tl-
,',H
- ----
I
40
-
-.-
;·i L;:-.:
CATALYST
RATE
. ' J
: - ..--
- --LiT,
--
-
_.L '.
-aL
h .P:
-Lii
-'-
% INCREASE IN CARBON PRODUCTION)
- Li r I
I-'
I-I
it·
Ji:rF· m
f
rr.
i~z ,
I,
405 i: . .1F
Rai
,
'
It-
:Fl:F-H
AIR
2.5
Performances of Conventional Control Scheme (No. 2)
5
6
-22-
3.
The increased air rate, together with the in-
creased carbon level, results in higher re-
generator and reactor temperatures.
4.
Because of the increased reactor temperature,
the temperature controller reduces the
catalyst rate, and hence accelerates the regenerator temperature increase.
5.
The increased
air rate, together with the high
regenerator temperature, tends to decrease
the carbon level which, in turn, tends to increase the oxygen level.
6.
The increased oxygen level reduces the air
rate and so on.
The disadvantages of this conventional control scheme are summarized as follows:
1.
This control scheme can not eliminate the
relatively large variation in the regenerator
temperature
and the oxygen level.
These
phenomena are extremely undesirable vhen
the regenerator is operated at an allowable
maximum temperature.
2.
This control scheme has a relatively small
damping ratio or small degree of stability
and the tunings of controllers
but require great care.
3.
are not trivial
The period of oscillation is relatively long;
in other words, the control system is very
sluggish, and a quick recovery from an upset
condition can not be achieved.
Thus far the general background and conventional means of controt of catalytic crackers has been described. Next, the results of the
optimal control study will be discussed.
Results of the Optimal Control Study
An outline of the optimal control study for this hypothetical fluid
catalytic cracking unit is shown diagrammatically in Fig. 1. 6. First,
r
-23 -
INITIALCONDITIONS - -I
7- R
R
FCC
ai
&
1
--
rc
-
!
. _
I
I
PERFORMANCE
T
I
MATH.
MODEL
N o. 2
I
I
- -
rg
- Ofg
.
I
(a)
DYNAMIC
Open Loop Optimal Control Scheme
OPTIMIZER
i
FCC
R
ai
R
t l
I7
rc
I
.
.
MATHO
MODEL
'
No
t -Trg
......
l~
2
T
D
I
I
Of
I
!
.
I
I
I
I
I
ri
L__
OPTIMAI
CONTRO )L
I
L
LAWS
...
_ __
I
I
(b)
i
I
Scheme
R.at
R
Closed Loop
Optimal Control
T
rg
Ofg
rc
I
I
i
I
I
I
-
- - iL
-
i
(c)
Alternative
-
-
Fig. 1.6
- -2 -
___
(Approx.
Optimal ) Control
Scheme
.
L-
-
i
I
I
An Approach for Control System Design
U,
-24-
the mathematical Model No.
is reduced to a simpler one, because
the computations for dynamic optimization are more time consuming
than those for dynamic simulation, and this simplified model is denoted Model No. 2. Figure 1. 6a shows an open-loop optimal control
scheme where optimal air rate and catalyst rate will be determined as
two functions of time for a given initial condition and for a given ob-
jective function. Because of the essential disadvantages of this openloop structure, which were discussed before, it is desirable to convert this open-loop structure into a closed-loop structure, as shown
in Fig. 1.6b.
Optimal feedback control laws can be estimated from
a set of solutions for dynamic optimization with several initial conditions. Finally, an alternative control scheme will be designed, as
shown in Fig. 1. 6c, by simplifying the resulting optimal feedback
control laws. The performance of this control scheme will be tested
by using the original mathematical
Model No. 1 with disturbances.
Equations used for dynamic optimization are listed in Table 1.3.
They are dimensional equations and their symbols are listed in
Table 1. 4. Equation 1.20 is an objective function to be maximized,
integrand of which is an instantaneous gross profit rate minus two
penalty functions for regenerator temperature and oxygen in flue gas
which are restricted for reasons of safety. Equation 1.21 is an in-
stantaneous gross profit rate and its derivation will be described.
Gas oil is fed to the reactor, where it is partially cracked to form
gasoline, gas, and coke with an unconverted part remaining as cycle
oil,
Gas oil -- Gasoline + Gas + Coke + Cycle oil
Converted
Unc onve rte d
By defining a product value as the sum of the flow rates of all of the
product streams multiplied by their respective unit values, with the
corresponding value of the plant feed subtracted from the sum,
Eq. 1.21 is derived. The derivation of gasoline yield (Yt) as a
gye
the
IF-Is,
-25-
Table 1.3
Equations for Dynamic Optimization
tl
J -J
Objective Function
(1. 20)
L dt where L = Pig-Pel-Pe
0
Instantaneous Gross Profit Rate
P.ig
P gs + ytg
(24)~{42)DtfY
2 Dfgs
(24)
II
F
where
Yt
1-Ig
gI
&a~~~)
Yt
co
1 - Ctf = cycle oil yield
Yt
(.571)Rcf/RtfDtf = coke yield
ck
Yt
gs
where superscript
(1.21)
= gasoline yield
g(1 -tf (l-Ctf
"
- Pt
+ Yt p
1- YDgQ
/Dtf
91
t represents
-
Ycocok
Dco/Dtf -Yck = gas yield
a total feed base.
Penalty Function for Regenerator Temperature
if T
( rg max
1
e1g)
rg
if T
>(T )
rg max
< (T
rg-is
aninteger.
)ax
(1. 22)
constant and m 1 is an integer.
where G1 is a positive
1~~~~~~~~~~~~~~~~~
Penalty Function for Oxygen in Flue Gas
m2
Pe2 (°f
O2{0f
-(Ofg)max)
0
where
G222 is a positive
constant
if
if
g >
fg<
and m 2 is an integer.
fg max
O fg) max
(1.23)
-26-
Table 1. 3
Equations for Dynamic Optimization (Contd.)
State Equations
dT rg /dt
f22(TrgI
rg'
d Crc
rc /dt
=f4(T4 rg
C rc' R aiR
(1.24)
rcc )
(1.25)
a' Rrc )
rcc' Rai
Hamiltonian Function
H( Trg
Crc' PZ' P4' R i
L= .lg -P.ei -P e2
where
L + P2f2 +
Rrc)
= L(T rg
Crc
Ri,
a
4 f4
(1 .26)
Rrc )
Costate Equations
P2
- H/ax 2 where x 2
P4 = -aH/ax
4
where
x
T
(1 .27)
rg
(1 . 2 8)
4 = Crc
Steepest Ascent of the Hamiltonian
U, Ul + e aH/au 1
where
= Rai
(1 . 29)
u 2 -u 2 + e 2 aH/au
where u 2 = R rc
(1.3 0)
2
u
Modifications for Relaxation Parameters
e.1 -
Ze.I
if
new
old
i=l, 2
1
4ei
if J new < old
(1.31)
-27 -
Table 1.4
Symbols for Dynamic Optimization
D
Density of cycle oil (7. 38)
D
Density of gasoline
co
Fgp
Igl
G1
(6.40)
Gasoline yield factor (1.0)
lb. /gal.
lb. /gal.
lb. gasoline/lb.
cracked
Gasoline recracking intensity (0.9)
Constant
(5 x 10 - 4 )
Constant
(1.0)
Integer
(2)
Integer
(1)
%
(0)
ml
( 1f g) max
Allowable maximum oxygen in
flue gas (0.2)
mol
Pco
Price of cycle oil (3.42)
$/bbl.
Pel
Penalty function for regenerator temper ature
M$/hr.
Pe2
Penalty function for oxygen in flue gas
M$/hr.
P
Price of gasoline (4.59)
$/bbl.
P
Price of gas (0.0112)
$/lb.
P.
Instantaneous gross profit rate
M$/hr.
Ptf
Price of total feed (3. 15)
$/bbl.
gs
lg
(Trg max Allowable maximum regenerator
OF
Yt
Coke yield on total feed
wt. fract.
Yt
Cycle oil yield on total feed
vol. fract.
Yt
Gasoline yield on total feed
vol. fract.
Gas yield on total feed
wt. fract.
temperature
ck
co
g0
Yt
gs
(1, 160)
a
- 28 -
function of conversion on total feed (Ctf) is as follows.
Gasoline,
cracked from gas oil, is still subjected to a further cracking (so called
recracking) into gas and coke.
By assuming that the ratio of cracking
rate of gasoline divided by gasoline partial pressure and cracking
rate of gas oil divided by gas oil partial pressure is constant and denoted by "gasoline recracking intensity" (Igf), and that the yield of
gasoline in an elemental gas oil cracking is constant and denoted by
"gasoline yield factor" (F ), an integration of this relation for the
total bed (plug flow equivalent) results in a gasoline yield as a function
of conversion.
Equation 1.22 is a penalty function for regenerator temperature;
rg exceeds an allowable maximum limit (Trg )max , then this
function penalizes the objective function in order to avoid such a
situation. Equation 1. 23 is a penalty function for oxygen in flue gas
if T
which avoids an excessively high oxygen content. This concludes the
description
ofthe objective function for dynamic optimization.
The mathematical Model No. 1 was reduced to a simpler one
(Model No. 2) as follows. If the reactor catalyst holdup is considerably
smaller than the regenerator catalyst holdup, then the reactor equations
may be simplified by setting the unsteady parts of Eqs. 1.10, 1. 11, and
1.14 to zero and lettingthe totaldynamics
be governed by Eqs. 1. 15
and 1.16 in Table 1. 1. Thus, solving Csc' Tra and C
sc'
'a
taneous algebraic
equations,
Eqs.
1.10,
cat from simul-
1. 11 and 1. 14, and intro-
ducing them intoEqs. 1.15 and 1. 16, state
equations
for
T
and
C
rc
rg
are obtained as Eqs. 1.24 and 1.25 in Table 1.3. Equation 1.26 is the
Hamiltonian function derived from Eq. 1. 7.
Equations 1.27
and 1.28
are costate equations derived from Eq. 1. 6. Equations 1.29 and 1. 30
are procedures
followed by the method of steepest ascent of the
Hamiltonian. Equation 1.31 is an iterative modification for relaxation
parameters adopted by Kurihara.3 9
A dynamic optimization of Model No. 2, where the initial carbon
level is slightly higher than the optimal steady-state level, is shown
-29in Figs.
1.7, 1.8 and 1.9. In Fig. 1.7 solutions for the zero and
second iterations are plotted with broken lines, and a solution for the
eighth iteration is plotted with solid lines, while, chain lines show
optimal steady-state levels. For the zeroth iteration, R . and R
al
rc
are set to optimal steady state values, resulting in a very slow recovery of Crc to an optimal steady state. As iterations proceed,
Ral and Rrc are changed so that the objective function is maximized,
with the result that C
rc recovers quickly, without an excessive Trg
rise. As shown in the figure, the process approximately reaches the
optimal steady-state condition at t = 1 (hr.) and starts to deviate at
t = 1.5 (hr.). The latter phenomenon is essentially the end effect of
dynamic optimization where the final time t is arbitrarily trun-
cated at a certain finite time (2 hrs. for this example), for purposes
of computation, and should be neglected if the solution is understood
Lo
be an approximate solution of dynamic optimization with an infinite
(or sufficiently large) final time.
In Fig. 1.8 supplemental data for the costate variables and
gradients of the Hamiltonian function with respect to the control
variables u(=R i) and u 2 (=Rrc) are shown. As iteration proceeds,
gradients converge to zeros for 0 < t < 2, indicating that the ob-
jective function is almost maximized.
integration of the instantaneous
Gross profit, which is an
gross profit rate for 0 < t < 2, and
relaxation parameters are also plotted against the iteration number.
At each iteration, the relaxation parameters were modified, so that
maximization is attained quickly. In Fig. 1.9, the solutions finally
obtained are plotted together with the corresponding T
and O
ra
fg.
If one compares these solutions with the results of dynamic simu-
lation of the conventional control scheme, as shown in Fig. 1.4,
(considering the difference in time scale), then one can see that dy-
namic optimization results in considerably improved performance,
since Crc re~aches the optimal steady-state condition very quickly
without causing any excessively high T
rg
low
-3 0
.'_-IL'-lr
(HIGH INITIAL CARBON LEVEL)
_-
-
AIR
1I".-,' -'
I t:1
'8_t;
RATE
400
:': - It"41
i
:,;-I I
i;.,:.,
*'f. -'J i
]
Rai
J_I
L1
( =u I ) 398 Ie':1Xli| :9
;!r i
'
;,,
,ll
,
I.
:./-',
1,.l.:
..
...
I;:;,j,..! I.::
I, '
. _,-
..
I
, .. L .
.. '
j
" ' - II
''
.'- I
:
:,
i.;
'
t,
t
,, I 't-
:
i
.
.
f ;
.'
-I I 0
41t-jt-,
1
t
4
,-,
.-I I
t
-
i.
|· IM!
! |: |,I
I*?
i!
.I:/ i j ! I
I
e
II
I
II:
[
"tl ' ]
'I
.
1 ,
1
.'-i III
[
!
i
tl'-
-' '
T-,
_
2:i:LtlU
(= U2)
39
':
Sk-.
?
N
i i!
tl ;; J1:-I: :_; ,' !- tt!
[ITLI
il' : , tI.
Il-$- 14 i
t
-
.
.
.
!
t ,
&
1:
-
I
f
i::'r::
1.
,
4::i -h:~,
l~js
I;*J
.- ,
Trg
"r'j
.. ;'t
I
i4
( =x 2 ) 1160I tj L...
fl:!ii:~i
,
,
4-Lc.
:
I|
:I
.
[3
:,
E
-ttE.
t1tl.
s
L
I
l
-
It*14r
-
.
I
· *
I
t
·
t
;
-iF-j
t*11
1
: trf
;1-i-:--
1;
-
rt·-
.· .-·
+
1
..
I·-
i
:
~
*-
1-t
tj
I!
- j 4" 1, -
11
t
.-
-
,.i
I
I
-
:
}
-
I
· I
t
.:
,...
'fl
4-
-i
i
i_
I-pl-JI-11111,41411-
Ii!
i-i 4 If
|, ^ - -.
i
-I
1-
:t!lttt;7Ftj
4 ..
i---+ff
i-·
tz~
T1~0~1e~
;
--
Li
rJZ
ir
|-l-i
't4
Fe
.s
tft+
t
I! i; r
6|
iL
-e
;'
+!
-
-
i=-U· 1li.
|rll 11111·
'r~-4-_5~_~
E_
-
C* -
I - ; ..
f
e
J
i -- *
*~'~
'
-
t*
:*
-
i--.
''..
t
-
i
--
-;-
-
e_*11
_
.
F-
_
_
''4t*14-J
.
t
1
t .
-
,.__.,
II.-
iliiii
'
_-
.
t
-
!
;
'_
L ,
Rrc
,
-f
J
.
~~·
I:
I i,
t
·..-
i
- t t
'`"
0
i:'
I: .1
,
'
1-
-
}
2~
`|
4
·
js,2,It.-'jj,!~'tta,4,, !
4
-1
'-,
*-I
r
--
-j
ff
*
tl-Ii
*
T
4
tse.:,|J^
. ; ;
.
L'
I
···
i
.j
.
I
..
.
··' I'
4
-
e
!t
--
4
I
I
.
,
,
.
.,,
:
j,7
-
.s
X ,,. i
,,- _: ,.z~
:
l
+'[l:t
---
i
----
1
-'lt
4-
-
,
·.
t- i:
' I
ji:~t:::~,
L-]' J'~'l[
ii ,' ;I l '
:71 It i L.1
'''
.L::*.L
: : '
r .
{i:
I
:
I-
|
t-l
-
J'[
elrll
lli-':
li-.,-il..f-.
I
i
_~~~~~~~;;
-* t.IIL----.L.+§.4_
,
f........"-
· · · ,r
,1..
.
,_,
+2
ti
~4~S~~
tti
ij,W4i!tt
,- -;
!
-
'4
-; i_ i
.,
i i ;r1:;1
· · ··I·
'
-r--~~~~~~~~~~~~~
1
!!I
;s.
§
-
1---'''.'. i
i1 1:
i:
-;|
-1
-
I
"
-
.
-
t
_
.'
' :., i.~
-i-
,
.
j
I7
s
-L-**_-
!ttI:
t·s
.
1 @1t l.:;. r
:L.;1 '~
.I
R
*--i.,,..
8t*j l*--f|xI
'nu
· ~~~~~~~~~~~l-
1t -....
.
,I,.i
+.-
4-i-.
.
.
.
.
~
'
* Ht-
| .,> i: + !
),11
i
I
,
: ' ~'~ ,'~'1
I I
.. ; ·-.
I_..
;;:
,
't
t
I,
I
r
-;-ai
...
L~~~~~'
!
:IL.
_4
'
,,._il-lii:
i-V':trTt.<l
.
l : : i~~~~~~~T
-
.
t' .,11
--------1
7
, Tj'iy-T:q.-
.. !';;l'
i .4:
1
TIME IN HOURS
Fig. 1.7
.[
'Y
....
]I
. 1RX
X _it . i ---
[i
- ----
4'¢l44
]
I:
i E
t_=·I
-T-.
-: f .L -
,-L
-·I
·--t~-'-ittt
& i- 1'l
I
; ·.
·
·
.*
. [
(=x 4 ! 0.6
l ;
Lt
1
1: ' I-I
.- F
t,, *,1'
'
i
h.
|
_
i, -
Pig
m~
!11--
.. - .::rr- - .f.- '.... ..
.I i . ..
;- I;-1.I i
I. ' ,
I, I f4-.t':
.I't
. . '. H
. ' -1
: ';Jt'
| .r
- et rt; -F-t
1r~t
ii <
. L.
, .
I--T.f I
INST. GROSS
-
.'
f 4 -1,-"
.tl,
-FA
i";'
.:-
_4
-·
W
It'T
-4f
-r
s._~
|--i
te.~l;g f
If-Lr:1;_.
_;*^I
tte~l'~-
,
, ._ t
I .__:
. . .i
l:L.
i
~
-s-4tt
_
~
.
m
I,--,
l*-.
----
U
:i
I
4-
:.
I
1.81
I
-:-I:;
-T;EEF:r.
. ,i
?
!-·
r
r
--
-
77-TT7- i-·
. --
·
;
PROFIT
RATE
I- ,
i- LJ.
7-~-I-N--i·_J--1
t-::
1:-
i-. 7 =
I
;
:.-.r,-,
-I".
-1
i
I
jtil
i
,,
-;
1S1 , ,
ri I
-
_'
,
L
t
-i
s
.-.
-1
iP
t-
_
:-:i ' .i
-I . 41-' - i:
4!
.|
4
ri
ff.-. 4 1 -
.'
11 i
Ir
!rr--t--
.
_.
'_-1,--
|1
J- · ;·
-4 , !.I ,f- : t'-*
I -?~-,,..,
'
I--.
tt- t'"
I
t :''', ' - 1-- lJ'
. __b
- . I-.
:, .',
I
7
-I
.
1
!f-- I·
1"t
L''-
. .Te. . .:i
N
J
I' -
J;~r 1, -'
b: ;-,-
-
t1-t '
,
: F:
T
"'
t:
_l_
__
.
T ',5
r,;ttii
:.
-
T·
l~
-
-
-
_t
_
,
14
__
1-
.
,
__, -s
t-
Lt·-
Crc
ir
I'
?.
Ii'
: i'
-11-2`4
----
.
t ._4'_-ri _,_ .&F_
_
-I-J&
--
I, '"
i, .- I ': ~~~~~~!"
J:_-" r :_- t " :I '
ri-::-.
t'......
:[:t:..
t #s-Fr i-li.
4s-t
*!-*-t:_:_-t-_
t - !_I 1
· _r_ .>C
*;
I
4i
-
>
_ . .I
i z
f'.i
...-:
F.
4I,:
i
I1:fq
t 1l '!
.l i'I. '
l
. i·: Ll 4, , iff-:_r
_~-] 'II,4
_'-'[i
.-T8
* 'e. ; ", I-..1 !, .' :. 1, L-.
- t:[
.
"!!.
;...
.
CARBON
CONTENT
H:_i:
?w
. 411S,;, 1~
..
{q-t
-1,, g
[-I:4
_!
,~
"I-
:. I
,- :'- ' i
- M- --=r L=rni 1
------------"i
j-.F
7- , .,;t. .;.liI_ _.e1
,`
r
'-
.t ;
I I.
.
._
--.
1_
+--
|;r+j
-1 -
f
1165
ID
'-Ij-- S _-I
11
ill
I.,i_.LH_
. E_'ii,.IL-.-
1-1
X,.-, i
-
"'[
TEM
,i
,-1 !,1
I.,,,,
S
t.
I
Illk'
, i II
-} m -~
I
;-i-
4-k
. 1-
l- :
.
'._:4
',
1?.'?ii
'
, I M 'jj-jr
IIj
i
¥i-
r
-,
-----
:--
-.
-i
Li~ . - P w "f,m - .. ,,,,
; , .:,.
':to
I I _ P. '_ 4, ;
4 I '. I . _
t---i11--:- - .I F ,
|
P
11,i;··-
. . . :---
------
I t :
,. . | . . .
-Y
0
7
'
; L
---
·; X.-L rIIl,-r!- I
.:.
REGEN.
t
: -- : i:4'::1-
t-- _'N;i'w
F--7-L
'4tjlj
I.,
,.'1-t
1: -
Ii -LKr;
'i ;
fl 3iiTh-,
---
40
II
j: l
'-H
1*',!:
I',
I i
.~-i
1 4 1,
}
.:..- ',E1
,i .. t :4
I + 4 4I +- - -- i !·
!,; l I '.. - i
4-
'
h- I -.4 I
.
-'
_:t
:JII. It
-aly
-:
IL~~~~~'
I
-·
1_ -
i! _
R rc
__
1
.
'1
; ' I
I
I
174T
IIl
·
CATALYST
RATE
I
i,
.
i'T.,[ : ,
,
:trl
H
e.
,w,,,
_
-1
__
_;
j--. ! _i ,. _
;.
-r'
4}
.
- '- 1 ,b t
i
.
_ _H L,
.' ' I -1'=~
' j 44
' : ""
. "...
'-
Ed
.H L.-
:
, '.
. -,---~
i :.
I
.,_
~-- . *'
.~
Iterative Solutions (0,2 and 8-th) for Initial Condition No. 1
fl:'
- . .
l
.i-
2
T11
-31 ·
COSTATE
,
VARIABLES
0
2 x 104
~-~,,,,--
_
_1
-
-
O
0
2
8
p4
-0.2
__~
_-C
_
sO
_
S
GRADIENTS
l
N.
ox',i,
2
--
x tO 2
- -
_..
_
_
C2
(-
-
-
--
_
_0
-----38
-,
-
_
_
--I L
I
I
H
~-i
,
-
2
N.
1-
-
-
---
~~
-
- - -
-
- - -
0
1
I
t
2
TIME IN HOURS
I
-I
-
3.63
2
i-
gr
e x 10'
Ii
(e, = Oe 2 )
3.62
GROSS PROFIT
OF 2 HOURS
0
[I
I
5
No. OF ITERATIONS
Fig. 1.8 Convergence Characteristics of Iteration
RELAXATION
II~~~~~~~~
PARAM E
10
ERS
-32 (HIGH INITIAL
CARBON LEVEL)
.
.
.
.
.
.................
.
I .I
.. .
I.I I I
T
I I . 7lr- I
AIR
RATE
4(
R
P5
CATALYST
RATE
7-- ,
t'- ii-t__ :-
,t
,- ---
I
Rrc
I
REGEN.
TEM P.
11
Trg
REACTOR
TEMP.
11
~~~~~i~~~~~
iiiiiH
-
9
30i 1
Tra
30t
9
~ ~~if~
~1 .11i11.
..... .....--
CARBON
, 3TiT
TWT
CONTENT
C
*t. L.lllt'll
|tli
L~'tS
E
E
H~i"III~iiI!I~irEI11
5
1
..
...
....'..
................
Him~ti11111111-------
r 1FFFT+4T@-F
II I 11
- - - - - -- - - - - - -- - - -II
7H--T~t
rm
III
1Lu
11'1it
ll~l IIILIlll111441551x11~
Crc
-r
Ttt rE1 1 l 1 TlLI l I I r~l
LL~rrH: IIl~r
-rnaILIT
I|1;11
cr
llorilrr~ll]1111
mrrr7
r
II
-cI.
tt4
s
A T
OXYGEN
CONTENT
Ofg
--I-
0.2
t-~i
0.1
l
_tL4
.4i4
I "Lpyl-I
41
.l.J- .v.
,.I
i,
, ,
,HHI -
I I
,, i i i i i I a i i i i i i i I I I I M
I....
-I., I I I I,_i
1! I........
...
.11...ty''IM11,1-ill
t :1
1 !i-t
,!tt ~-t Tt
tt
ii
E4-H-bt
++ -+4
1-*4I-
i
0
11
if
......
111,
I I I Itttt
| r I- 1-l-rt
Hf-H
±t25 ,~'i:H-H-WH'
1,111.
tt-r-e
-I
, Itit-t--
:Et-'tr
-tttttt
I
I
t
a}
MM -t--H-;
-t-t 1-Ej-Hf-t'--+H...
+
+ft-FH- ,,;11
' · ....
~- ~ I
1-
0
1
TIME
Fig. 1.9
...
IN HOURS
Optimal Control Solution for Initial Condition No.l1
i
2
I
-33-
This optimal'control solution with initial condition No. 1 can be
plotted in the phase plane, Of
fg vs. Trg and Crc vs. Trg , as shown
in Fig. 1.10 by trajectories denoted by circles with the numeral 1
inside. Point S in the figure represents the optimal steady state.
Dynamic optimizations with different initial conditions were solved in
the same way and the solutions are plotted in Fig. 1. 10 by trajectories
denoted by circles with the numerals 2, 4, 5, 6, and 7 inside. Starting
from several initial conditions, the trajectories move to an optimal
steady state in an optimal manner (maximizing the objective function).
A trajectory starting from any initial condition never crosses a
trajectory starting from any other initial condition. In other words,
an optimal trajectory is unique and depends only on the initial condition.
This fact is known as the principle of optimality, as discussed before.
Now on this phase plane, it is possible to plot an optimal solution
for R as a function of f0 and T . For example, from Fig. 1. 9
1, 165 and
thisfunctional relation at t = 0. 1 is Ral. - 396 at Trg
O 7 0. 14. Thus, one data point (shown by a square) can be plotted
fg
in Fig. 1. 11. By plotting similar values at other times, one can
obtain a sufficiently clear picture of Ral. as a function of Trg and
Of,
as shown by contour lines in the figure.
In a plot of T
vs.
a mountain is apparently located in the southwest, and a sea in
Of,
fg'
the northeast.
A plot of Trg vs. Crc is also shown for the purpose
of reference. A similar functional relation for the Rrc is shown in
Fig. 1.12.For a plot of Trg vs.
, a mountain is apparently
fg'
located in the northeast and a sea in the southwest.
These functional
relations between control variables and state variables are called
optimal feedback (or closed-loop) control laws.
Now we can design an alternative control scheme for this fluid
catalytic cracker. We know the optimal feedback control laws, at
least approximately.
All that we have to do is to utilize the result of
this optimal control study. First, we linearize the optimal control
laws around the optimal steady state.
This is done directly by
aw
-34 -
0.5
0)
O
I-
0.4
z
Z
O
0.3
zu
LU
x
0
0.2
0.1
0
1130
1140
1150
REGEN.
U
0.7
z
z
0.6
uS-
1160
TEMPo
1170
1180
1170
1180
(Trg)
LU
0
U
z
0
co
w
0.5
U
1130
1140
1150
REGEN.
S = OPTIMAL
Fig. 1.10
1160
TEMPo
(T rg )
STEADY STATE
Phase Plane Trajectories of Optimal Control Solutions
VIIII
1-1
I
-1
-35 -
R.
ai
0.5
0 400
A 398
D
396
Z
zz 04
396
I-
398 -
u 0.3
Z
LU
xO
400
0.2
--
' \
S" \'
i t
~_
0.1
j,i
1
I
I-
.400
z
I--
0.6
z
cr
cn-
<:
3
'
-.
396
0.5
I
130
---
I
1170
1180
REGEN. TEMP. (Trg )
_
\
1
'\\ I,
0'
398%"
LU
/
1160
1150
1140
130
u 0.7
zo
I
/
0
I
t
I
a-
-
_._
/
--
'1
I
I
I
I
1140
1150
1160
1170
REGENO TEMP.
(Trg)
rg
Fig. 1.11 Optimal Control Law for Air Rate
1180
-36-
0.5
0.4
hLL0
Z
0.3
>-
0,2
0u
x
0
0.1
A
n)
LU
V.
7
/
39
z
1170
1180
-- '
1170
1180
,
m
U
42
cn
v
38
41
41 N",
0.6
1160
REGEN. TEMP. (Trg )
rg
N-
z
1150
1140
1130
._._C_
LI
N-A
1130
!
1140
1150
REGEN.
Fig. 1.12
-L
1160
TEMPC
(T rg )
Optimal Control Law for Catalyst Rate
-37-
measuring slopes around an optimal steady-state point of Figs. 1.11
and 1. 12, to give
Ra
ai
Rs . -1.0(T
Rrc
Rsrc =0. 5(Trrg rg ) + 50(0fg- OS
fg
where a superscript
ai
rg
-TS
rg
100(0 -OS )1.
fgfg
(1.32)
(1.33)
s represents optimal steady state. Secondly,
we investigate the contribution of each term in Eqs. 1. 10 and 1. 11
to the overall performance of the optimal system by comparing the
performances with and without each term. By neglecting the second
term on the right side of Eq. 1.32 and the first term on the right
side of Eq. 1.33, the control scheme was developed. This is referred to as the "alternative control scheme, shown in Fig. 1. 13.
A dynamic simulation (with Model No. 1) of this alternative con-
trol scheme, where the initial carbon level is slightly higher than
the steady-state level, is shown in Fig. 1. 14. If this performance is
compared with that of the conventional control scheme shown in
Fig. 1.4, considering the difference in time scale, then one can see
that the alternative control scheme results in a considerably better
performance, since Crc reaches an optimal steady-state condition
very quickly without causing any excessively high T . If this is
compared with the optimal control solution shown in Fig. 1. 9, then
it can be seen that they are very similar.
Figure 1.15 shows the case where the carbon production is
suddenly increased by a certain mechanism, which is due to feed
composition variation. The resulting dynamic behavior will be explained by the following step-by-step analysis.
1.
The increased carbon production causes the
carbon level to increase.
2.
The increased carbon level causes the regenerator temperature to increase and simultaneously decreases the oxygen level.
-38-
REGENERATOR
OXYGEN CONTROLLER
TEMPERATURE
lllll
Fig. 1.13
Alternative
Closed Loop Control Scheme of FCC
i
-39(HIGH INITIAL
AIR
RATE
fl'iiiiiI
H: . ...
EH Wii+:,mm
40(
~
$...I.
f t111
4
'qiiii~-L.:
_w'
39
CATALYST
RATE
CARBON LEVEL)
I I
I
Ii I
iI1:H
IIL2LL
.,',:,'i,11
41
Rrc
3~
REGEN
TEM P.
Trg
~, :'' I
_-!
118
4i4i
..
F
___i
,-,i
116
REACTOR
TEMP.
93.
Tra
93
CARBON
CONTENT
0.
Crc
0. .1-,HHtt'':,;ll
1JI,:
__
OXYGEN
CONTENT
OH ,i......
' '
I
..
}[!!i
I:J,
::~ .li i:::-~,HH
i.,h,
:ii
,H~,?-"
~~t
'-1,~,f
$f:4
-,"I~,,,,'-:'
0.
Ofg
0.
0
1
TIME IN HOURS
Fig. 1.14 Alternative Control Schemefor Initial Condition No.
1"
j'
2
-40(DISTRBANCE
-
AIR
..... . .... .;.. :
RATE
-
400
Rai
-'_""'
.r:-......
_}.
1
1
I*
390I -
'
1:1 !.
1
1
1.1
m -K
CATALYST
RATE
40
Rrc
t.'
.
1
~
-.
7t
r-rh-' , -rT-7
,a
,IL !,-,: :i[
.
. .
.
-t-,':
.
rt--*+-
. ,
!
.
.
.
.
,
.
,
.
, ,
L--l t _L~ .:
J-
.
I
-i
.
.
-
-rr-!§
I-
.
'1
...
.
1|
,t -.t I
l-l-- :;
.
""
!..+li-....i
*1
41-
_..I;
.'
.:
. .I
;. :;i
1;
'
-'-F. .
:: !
.
j --
.
.
.
§
i'
r
i
l
.
.
-
1: :T
"
~
I
.
i
'J-'
'
$r lri4
i
: i
I
0 -
.4i-,' ' _ i;L~ '.-
- i
-t
35
*
- t
44
.
;
--.
-,!-
i-'-
-l-.
!
;
r*1i
l
;
I- · _L
i+N1
.
ii!
_
_
t
'..t '
-,li i-l-].t
}
L-
L
JJ-r
i,:-IH4.:I [
"H-Lr' . - 1~. ,--1
I
;--iN ,,'-t:
_1
fi H`` " g
,
REACTOR
TEMP.
r
u
%rt
~:
'-
T ·
.:}t
t~
4 .h
) _1
.I;;_
B-,'t'
'"-
?I I -.
.
I
!'t
[ ttii.. t i U . . Z{
-Lt~~~m.
p 4,
q-it ,
-
i
I
q'~r-'"
I`
.
!rl
'-'
L-
· t
rit-'-
-,'i-
1-
I
)-
-,
Ir;_
.f
'E-!-i
....~r
*, r.;j4t:4j_
+r. IT
r..- I -
I-,Tl~¢;t
.
I ti.
.
.5i
1I
-rrHE
,
t' 1I
V.
J--
_L
tt
I-
.!
- I t
;;;
'14
I J :,
1
-i-
t-h
lI
·
'- '
t $-It
I4; t
O
-t'-
M
,
I,
Lf
1~~
1
-4:~~~~,
1 +t,
i- 6--·-1 -
*L ;
it
t ix -I , ._::1!i
:fFkFiii ~
-f' ~ i ~i41 i
M I1
I
t
...
....
-
i
4;
l t.
i_'tri-,
...
I
i
_:t.
.
· --.--j! 7
F'_;
! ''Fr[
.,,~:.1
:
U111
jt;: i .
--
' .tsI
_b-r_ ,t
._ _- .. 4ti,
-
,W'-;
FF''
7-t
1_4s,$t-~tL~ll~
!,
-
:
4ir-,: ili
'
:it{.-
' I ! !rlt ii
I
tt~~~~~~~~~~.
i,....
:.;,I1_Lu
-1+
I +t'
I+
!_T
't H
j'
.· ' i i,
j 6
+4
J
iFLL
~
.
1i
_.. ~.
!:4
i
,;.
: I
1
--- tc3ctllL-)-Xl-LL~e-;-4L~-)-1
:
l
Hl~41i}::-fti'
5;!it-!:-,,S>
W
' l-l f t~-j
1 - r 1- :4, J, l' jL 4; |
0 W
;t!
~ ~::! ]~.
I':'~11
;''
-4I'
]-H1 F I
i
1-r:,~
I ! '
-
IL
I
¢[
t1
rh.:
i_
i
-- ,-
. tI ;.11
;
.1
I - ; ;1, I
! t
..... !~t-}i',iIt'
·--.:t.wi~r.
1
r
I'-$i i ! i!~'4.:-D- -'? ~LrTl
-- -:1-| i r :-'f£, -7'_F',f~; :I .";t ; i tj ir.
--
TIME
I
_Syi
...
-
.,.:1
' t ,Ij 1
i
-'!,:ii.:~
:;;
t;
I,:
T;H,
_
'
t
4
',
ti
.
t- '
'
ICr- !1:11,
_
4-
t
... l ':
'
' ' :7 t~" ' -i'......:hMl|:-i'|-i'!i]-J
1
- "-'.:. :
· · ii!'j
·- ·
- -.- s-ss:
.~ss-.. .-!^r
_- - .. - .
-1
=7-1'
__
0
Fig. 1.15
~s.
i .
-d
'
4-14
r-tJ.
i'
L
.-.-~-m-'.,
·
.-,t
:
i t ; k-T
' : -I i
. t t _- · !
*
I
-'1, j[
:rtt (-·r·
r
;rF,.
'
'T .
. !If II |;,...'tft,i f __ jA -} t41-1:':
1'I
t' .-rF't4_i.
.i - -li!
t !,,,
. +
i...L Ir
[t
"'·
tii:'
:
......
.- I- ,"......... It :,L,,` LLI I
, I.,-:1_~ l!,
;1i
-it
t ti
Ii T '
,
'.
..
HE
77I:tTl;
'
- I
IFi
-~t
E4'
'_''t:
.
t
- -
tt :tlI,
·-:i-<t
-·1'_?.
t
.
,-'
~ 'ir±L
~ I:
·-·c-----cc-cM-rc--·
i ift-t.:
i
P4--t
!~
W i,
S - ' @
te1
s1
I
:
i tF;.i
7 F7 ' @ i I 1
1;;
CjM
0.2
,I- I
I I ! ;.
t
.t
1
-·
: ktlt
' '
"ii ..
:
_
L
.r
. ---------l-·---·--n-,r. ::n ; : {-.f .
I -,.:4-H-I
El- I-- _
.-
t
:ft nI| :"
i-i
ti!i
i
4I -.
gll ,
i iIi I t-l
ii
i·'
·
~
-- :
A I
:,H
Jii
ii
1.i,
...1L _,!__
~~~~I
' I::; ,' ! . ., .
i
I I ··I
I-
;fij
'~i;-I" :::~~
!!
: '- ':
FIF!:-!-*-:T..,
CARBON
FF
I : .?
t-,
I--.Lr'.
.
X
,--
:
'~
:-! ~'-" ~'~-~I T--
'.:
Z_~t7j
~-
I-
I
t
-| it
,,
'
Ei j~,--
r" .,.l
t
!! ,,r. $ t
i.
~.t.Il
t(
,-Pttt2-r..
I
.
1 ~ra m.
-; --r,
rW _
.'
,W
"
Ofg
; ., .;
I
.
fi
ItlI'
_
....
-'$
.t.. ' 1t:~i
M'-
Ig-;
0
. LLL
Trg 116C
OXYGEN
CONTENT
I
T ,'-: dB--r t' ' f f' r ~t-it-''ir'
118CI_
rc
I
4+i
.,I
.......
' i_-t:_ r
.....
TEM P.
0.1
t -t
LI
i#11
'41!
I-i
.
';-
L
- i -.
CONTENT
...
|
-H
.
;::
-~
~o~1
~._I-R-'4--11,1
i:.f
l;
I -
+1 t. 4
i
,,
--
-
92
92,
-'t-!t I
,--~
,'
.:.
r
:--- F;.
t"
REGEN.
Tra
i-
I-
iw- -ri , i ..!- t-
1
',
~-,-
1rHt
4
r i~~~~~~~~~~~t"
.H-t
L
.'
t
I
:
i 1.1R.,
.;
,
:t
-,7:r"
P,
,ML.,F7-71. ; i -111~`t,'~
fft
I _ !I I11
L..
½I
:.
;:! '~
II
!!~s-i
:1
,-
- I
." J+
I.
_I
=r4 I
':mSJ
: :I'"r
44
144 i- -i
TP'$=.
. ..
1_.
"
.
::rt
;..
| * ,-i-t
)4
t:L;'-1
93c
.
.
)--~S II . : t,-- l-:- --i...
...
.....
tEFt,4i-F,
ITfi,41
il i-,-- t, "
. .t-.l -ttrt r_
-'._:i
'
I'4
X.1
-,,Tt~~7,,.4'
g1~~~~~~_
,r[:t,,,t +H- .4-14-!t- 03w'.!!l!.t
:PT
t.
t1
~,r - /-
P
11
:1 1^_;
',1'
,,
,
,-3'%I #
n11
Ir
,.-t
2.5 % INCREASE IN CARBON PRODUCTION)
.
'r',-.I::
I ~f
. I.I
. t1i
1 . I.-
:1'
,
I
L
...
:
'I
-,4-Hq .~L,
-f
_T
'-1"1'
- I 11 I I
'LIH
:1:
- - -
;!
.- rr
?r
ssr:lfllstlt
=
!,!
N HOURS
Performances of Alternative Control Scheme (No. 2)
t , 1
·
1:i
1;-tZ
II:
:. ,
14
,,_..
2
-413.
The decreased oxygen level causes the catalyst
rate to decrease by action of the oxygen con-
troller, and simultaneously the increased re-
generator temperature decreases the air rate
by action of the temperature
4.
controller.
The decreased catalyst rate compensates for
the increased carbon production.
As shown in the figure, this scheme is practically insensitive to
this disturbance in carbon production. If this is compared with
Fig. 1.5, the superiority
will be reconfirmed.
of this scheme over the conventional one
Conclusions
1. A new approach to the design of a control system for nonlinear
multivariable processes was developed in the course of this work.
The method was demonstrated for the design of a control system for
a hypothetical fluid catalytic cracking unit and resulted in an entirely
different control scheme from the one that is typically used in refinery operation. The performance of the new control scheme was
demonstrated by dynamic simulation to be significantly better than
the conventional system.
2.
The new design approach was found to have significant ad-
vantages over conventional trial-and-error methods, because it is
systematic, and because it provides information to evaluate the desirability of each design step, since the ultimate performance of the
system is known from the optimal control theory. With the conventional trial-and-error method it is not possible to evaluate the
desirability of each trial efficiently since the ultimate performance is
unknown.
3. The method of steepest ascent of the Hamiltonian, with the utilization of penalty functions, was demonstrated to be satisfactory as
a computing algorithm for the dynamic optimization of the fluid cata-
lytic cracking unit considered in this study. This method is therefore
-42-
recommended for dynamic optimization studies of similar highly non-
linear and multivariable processes.
Supplementary Studies
In the course of the study, the following supplementary studies
were also conducted.
i.
Signal flow graphs for the conventional control
scheme and the alternative control scheme of
fluid catalytic cracking processes were de-
veloped, and the dynamic behavior of each of
these, control schemes was analyzed from an
information feedback point of view. These
analyses gave insight into reasons why the
alternative control scheme was significantly
better than the conventional one.
2.
Several control schemes different from the
conventional control scheme were also simulated and compared with an analog computer
simulation studied by others. 3 On the basis
of this comparison it was concluded that although there are various kinds of fluid catalytic cracking processes, the characteristics
of their dynamic behavior are quite similar.
3.
An analysis was made of the optimal steady-
state operating conditions for fluid catalytic
cracking processes in order to gain insight
into optimal operation.
CHAPTER II
INTRODUCT ION
2.1
PROBLEM BACKGROUND
The objective of this section is to provide basic information about
the idea of work. First, basic problems in chemical process control
will be discussed in order to realize the essential difficulties. Secondly,
the idea of profit optimal control will be introduced in order to unify
two essential considerations, namely dynamics and economics. Thirdly,
a typical fluid catalytic cracker (FCC), which, was used throughout the
study, will be described. Fourthly, incentives for improved FCC control systems, together with their essential difficulties, will be discussed.
Basic Problems in Chemical Process Control
Some aspects of the basic difficulties in the study of process con-
trol are summarized as follows:
1.
Chemical processes
are frequently found to be
multivariable (or multi-input and multi-output)
systems. Although the theory (i.e., optimal
tuning) of so-called "PID controller" has been
system,
developed successfully for aivariable
strictly speaking there does not exist any completely satisfactory method for the design of
multivariable control systems. Together with
the problem of selection of a control structure,
this multivariable characteristic of chemical
processes creates one of the most essential
difficulties in the control problem.
2.
Chemical processes are frequently found to be
nonlinear. This fact gives us two vexing
problems.
One is that any control theory,
based on the linear theory, is restricted
to the
range where the assumption of linearization is
valid. The other is that it is impossible,
strictly speaking, to generalize the results obtained for a particular condition of a nonlinear
system to any other conditions.
-43-
-44-
3.
Chemical processes are frequently found where
their final goal is not only the regulation of
process variables but also the realization of
maximum profitability. Therefore, for a
certain disturbance, the role of a control system
should not necessarily
be to compensate or
suppress this disturbance, but to obtain an extra
profit from it.
Because of items 1 and 2, plant engineers tend to develop their
own "art of engineering" by essentially "trial and error" techniques.
Item 3 points out another direction of art, namely "optimizing (computer) control."
Although the recent developments in the area of
optimal control and nonlinear stability theory are remarkable, the
status of their application to process control is still limited to highly
simplified situations which have very limited use.
The objective of this work is, in short, to investigate the appli-
cability of optimal control theory to the problem of control system
design for a typical example of a multivariable, nonlinear chemical
process. A hypothetical fluid catalytic cracking unit was selected as
the process to be studied because,
in addition to providing a chal-
lenging control problem, it is also of great economic significance in
a modern petroleum refinery.
The Basic Idea of Profit Optimal Control
The basic idea of optimal control assumes that control improvement can be realized by optimizing a certain criterion. An ultimate
criterion will be a profit as far as the control of industrial process is
concerned. In fact, the conventional regulating control philosophy is
based on the assumption that either the optimum operating conditions
do not change much or the effect on profit resulting from the change
of the optimum is small. Here, the ultimate criterion was replaced
by a subcriterion (e.g., minimum deviation) for simplicity.
To achieve a desired operation, there are two considerations-dynamics (e.g., accuracy and stability) and economics. Conventional
-45-
feedback control engineering deals mainly with problems of system
accuracy and stability, but it bears little or no direct relationship with
the economy of overall process operation, except that it is considered
to be necessary for the operation of the process.
On the other hand,
static optimization is concerned mainly with economics. In the last
decade, in fact, the importance of a steady-state
optimization of
chemical processes has been increasing as the technology of computer
control improves. A steady-state optimization gives a set of operating
conditions of a hypothetical optimal steady state, but it does not say
how this optimal steady-state can be reached without serious runaways nor how to keep this optimal steady-state satisfactory. The
implications of its extension to the dynamic situation, when the results of optimization are to be used to affect the control of the process
on a dynamic basis, have not been fully investigated. The profit
optimal control is concerned with both dynamics and economics. In
this sense the profit optimal control is a unified approach to achieve
a desired operation.
Of course, the profit optimal control study does not always
provide a means of control improvement that can be directly implemented, but at least the study can provide a basis for evaluating the
desirability of any imaginative control strategy.
Description of Fluid Catalytic Crackers
Although there are various types of FCC (fluid catalytic cracker),
Fig. 1.1 shows one of the most common ones.
The catalyst circuit
is the reactor, stripper, spent catalyst slide valve, air riser, regenerator, standpipe, regenerated catalyst slide valve, and oil riser
leading back into the reactor,
with the catalyst flowing in the same
order.
Fresh feed and recycle feed are vaporized on contacting regenerated catalyst at the base of the oil riser and lift the catalyst into
the reactor where disengagement is accomplished both by gravity and
-46-
with cyclones. The reaction commences at the moment of contact,
and is completed in the reactor.
Catalyst from the reactor is stripped countercurrently with
steam to remove entrained oil vapors. Air moves the spent catalyst
to the dense bed in the regenerator and removes the carbonaceous deposit from the catalyst as H20, CO, and COZ .
Reactor products flow into the base of the fractionator (which is
not shown in Fig. 1.1), where the products are fractionated into
various streams. " G asoline and lighter" is taken from overhead and
is pumped into a gas -concentration unit where it is further separated,
normally into three streams: a stabilized (partially debutanized)
gasoline, a C3 and C4 fraction, and a gas composed principally
of 'C 2 and lighter."
Two side cut streams are produced from the fractionator, a
light cycle oil which, in fact, is infrequently used as a recycle
stream, and a heavy cycle oil. This latter is the principal component
of the material recycled to the reactor.
It is returned to the reactor
section at any desired rate up to that at which there is no net yield.
Open-Loop Control Systems of FCC
For illustration purposes, a typical open-loop control scheme
of FCC is shown in Fig. 2.1. The operator has at his disposal four
primary manipulated variables: blower adjustment (Raii), feed preheat temperature (Tfp), reactor catalyst level or holdup (Hra), and
regenerated catalyst slide valve position (Rrc)
Althoughcertain targets such as reactor temperature, fresh
feed, and recycle feed rate are set for the operator to hold, his most
vexing problem is maintaining carbon balance. The regenerator must
burn neither more nor less carbon than is produced in the reactor.
The operator has indirect indications of whether the carbon level is
rising, steady, or falling but no on-line measurement. He must
usually be satisfied to operate at the lower end of a range of carbon
, --
-47 -
D
0
IDEALIZED MEASURABLE VARIABLE
IDEALIZED CONTROL VARIABLE
I
!I
!i
m
I--Fig. 2.1
An Idealized Open Loop Control Scheme of FCC
-
-48-
levels between a "snowballing" carbon buildup, which means poor
selectivity for cracking on the high side and excessive afterburning
above the regenerator
dense bed on the low side.
Incentives for Improved FCC Control Systems
Until the late 1950's, fluid catalytic crackers were relatively
easy to operate. Good cracking stocks, low cracking severity, nonextinction operation,
use of regenerator
1-2% oxygen in the regenerator
lean phase
flue gas, and the
spray water provided a high degree of
self-regulation within the unit and gave the operators many "handles"
to adjust when nece s sary. 32
But as refineries have become more complex and greater efficiency has been required, one after another of these areas of
operating freedom and inefficiency has been compressed. The variety
of sources and types of cracking stocks has increased and the quality
has deteriorated significantly. Conversion has been increased
markedly, and heavy gas -oil production can no longer be tolerated
with minimal heavy fuel production.32
Removal of the catalyst-deactivating influence of regenerator
spray water (the use of spray water is undesirable because of potential
damage to the catalyst by sintering or breakage due to thermal shock57)
and higher severities have raised regenerator temperatures by about
1000 to 1500 F, to well above 12000 F. At these temperatures,
afterburning of CO to CO2 will readily occur if there is any significant
amount of oxygen in the flue gas, with rapid and excessive temperature
rises. For this reason the utilization of oxygen in the catalyst regeneration must be as complete as possible. 3 2
All of these moves influence the carbon content of the circulating
fluidized catalyst and the heat balance of the unit, creating a potentially unstable operation which can readily snowball into an upset condition. 32
:__.1,
-s:.n--:l-"'_""*,lrmrsrcr;sPxi·urr
-49It is commonly observed that although cracking units may be
designed for operation at equipment limits, operators tend to leave
a comfortable margin and fail to operate the unit at the limits;
in
part this reflects their uncertainty about the process dynamics and
the present control systems. 62
The major role played by catalytic cracking and its larger contributions to overall refinery profitability, coupled with the necessity
for keeping operations carefully controlled at close to critical conditions, has made catalytic cracking units prime candidates for any
method of improved control. On-line computer control of the
process offers the promise of more efficient operation of the unit and
maximizing of product values, not only for the unit itself but also for
the integration of the unit into the overall refinery situation. 69
2.2
PREVIOUS INVESTIGATIONS
The objective of this section is to summarize the previous works
which are related to the study. First, several industrial efforts,
directed to the improved control of FCC, will be discussed.
Secondly,
a short review of optimal control theory is introduced, and its openloop and close-loop structure will be discussed from the point of
view of control systems design. Thirdly, the profit optimal control
problem of continuous flow process will be discussed in order to
understand its significance and limitations.
Previous Control Studies of FCC
Because of the major role played by catalytic cracking and its
larger contributions to overall refinery profitability, coupled with the
necessity for keeping operations carefully controlled at close to
critical conditions, numerous control studies have been attempted
In fact, in the petroleum refining industry, the efficiency of the
catalytic cracking unit contributes significantly to the refinery's
competing capability.
-50for fluid catalytic crackers
5'
37
57 and for a moving-bed cata-
lytic cracker. 75 Kane, et al.37 and Gandsey25 reported that their
optimizing computer control systems improved their cat crackers
significantly provided that computers and operators work together.
This fact is very instructive. Since their optimizing systems concern only static optimizations, dynamic aspects of the control systems
still require the operators' skill.
Pohlenz57 describes a control scheme in which the reactor
temperature
is controlled by the catalyst rate and the oxygen level is
controlled by the air rate. We are calling this the "conventional
control scheme," since this scheme is frequently found in the literature. Although Pohlenz did not report any critical evaluation of his
scheme, it is apparently satisfactory for certain limited situations.
This scheme is analyzed in Chapter IV.
Hicks, et al. 32 reported on their analog computer simulation
study of several control schemes:
1.
the reactor and the flue gas temperature
flue gas temperature
rate, and
2.
con-
trol scheme where the reactor temperature is
controlled by the catalyst rate and where the
is controlled by the air
an alternative oxygen control scheme, where
the oxygen level is controlled by the catalyst
rate.
Although these schemes are apparently satisfactory for certain
limited situations, they are essentially "incomplete" in the sense that
they do not have any information feedback with respect to the oxygen
level for scheme (1) and with respect to the reactor or the regenerator
temperatures
for scheme (2). However, their data as analog com-
puter solutions serve as a basis to support the ideas that
1.
although there are various kinds of FCC, the
dynamic behavior of their controlled systems
have, to a great extent, common characteristics which might be called the "dynamic
similarities of FCC control systems, " and
therefore
~~a~~rra~~rsrrpv~~~~---~
rc-5
-512.
the results obtained for an FCC can be generalized,
to a certain extent, for most of the FCC.
These dynamic similarities
are described in Appendix D and
these incomplete control schemes are analyzed in Appendix E. These
simulations are primary sources to support the validity of the dynamic mathematical models which will be described in Chapter III.
Background of Optimal Control Theory
During the past five years, an intense amount of research has
been carried
out in the area of optimal control. 6 36,58 The two main
theoretical approaches to the optimal control problem have been (1)
Bellman's dynamic programming method which is based on the principle of optimality, and (2) Pontryagin's maximum principle which can
be viewed as an extension and application of the classical calculus of
variations to the optimal control problem.
The dynamic programming method was originally developed for
discrete-time problems and later on it was applied to continuoustime problems:
in the latter form it is often referred to as the
Hamilton-Jacobi-Bellman theory. 6 Its major disadvantage lies at
the large computer memory requirements (the "curse of dimensionality").
The maximum principle was originally developed for continuoustime problems and, recently, has been extended to discrete-time
problems. Its major disadvantage is that it provides, in general,
only local necessary conditions for optimality. Its computational requirements. although nontrivial, are not as severe as those associated
with dynamic programming.
The optimal control theory supposes that a plant can be described
by a set of ordinary differential equations
= f(x, u)
where x represents
a vector of state variables and u represents
vector of control variables.
(2.1)
a
An objective functional of operating the
-52-
plant from time t=O to t=tl, is given by
t
J(u)
(2.2)
L(x, u)dt
0
where L may be an arbitrary function. Optimal control theory asks
how u should be chosen as a function of t,
0<t<tl,
in order to make
the objective functional J a maximum (or a minimum).
Once the problem has been suitably posed, the optimal control
can be derived by mathematical techniques. If an explicit result is
needed, however, the computations are severe. The most work in
optimal control theory has been directed towards obtaining an explicit
solution or an open-loop structure of the optimal system.
In some cases it is possible to obtain the structure
of the opti-
mal control system without explicitly solving the equations for the
optimal control u. For example if the plant is operated continuously for a sufficiently long period between shut downs, then t1 in
Eq. 2.2 is so large that, in effect, the optimal control u is independent of t. In other words, u(t) for 0 < t < tl, in effect, depends
only on the initial condition x(0). This situation can be further simplified by utilizing the principle of optimality (see Appendix H). Thus,
in general, if t
is an infinity, there exists a certain optimal
functional relation between u(t) and x(t) at any instance
t, as
follows:
u = h(x)
(2. 3)
This relation, if it exists, is called a closed-loop structure of the
optimal control system, and may be considered as an implicit
solution (or optimal control law).
This closed-loop structure has the following essential advantages over the open-loop structure:
A
-
-53-
1.
A closed-loop structure does not require extensive on-line computations in order to implement in a real time operation, since, according
to Eqs. 2.1 and 2.3, the plant should obey the
differential equations:
x = fx,
h(x) }
(2.4)
and the resulting behavior corresponds to optimal operation, while an open-loop structure requires an optimizing computation for an operation, with a different initial condition.
2.
It is generally expected that the effect on real
plant performance of disturbances and errors
in the mathematical
model will be less when a
closed-loop structure is implemented than
when an open-loop structure is implemented.
One of the most powerful control system design techniques that
has been developed deals with the design of the optimal feedback
system for a linear, time-invarying plant with respect to a quadratic
performance index. The pioneering work in the area was done by
Kalman 36 and resulted in the relation of Eq. 2.3. Details are included in Appendix H for the purpose of reference.
Now, as a result of this investigation, a new approach to con-
trol system design is proposed which is based on the above closedloop structure
of the optimal system.
However, it should be empha-
sized that with this new approach the optimal control system will
not be implemented directly, but instead an alternative closed-loop
control system will be implemented, which approximates the resulting implicit solution (or optimal control law) by a simple relation for practical use. If the performance of this alternative closedloop control is tested for various disturbances with the use of dynamic
simulation, then the evaluation of this new approach is possible.
-54-
Profit Optimal Control of Continuous Flow Process
A profit optimal control, where the objective function is essentially the profitability of process operation, has important advantages over a steady-state optimization in the following area: batch
reactors, cyclic reactors, or semi-batch reactors; start-up, shut
down, and other unsteady operations (e.g., compensation of disturbances) of flow reactors.
39
Because of the nonlinearities
in the
process itself and in the objective function, there does not exist any
analytical solution to these profit optimal control problems. Since
the optimal control problem is, in general, reduced to the "two-point
boundary value problem, " it is impossible to solve the problem directly like the "initial value problem." Therefore, a "trial and
error" method or, at best, an iterative computational algorithm is
necessary. 39
Among the batch reactor,
cyclic reactor,
and flow reactor,
the
last one is most important because most of the large scale processes
are characterized by "continuous flow process." Kipiniak3 8 initiated the study of profit optimal control of continuous process by the
calculus of variation. His method is essentially a "trial and error"
method and relatively inefficient.
Kurihara39 formulated the profit optimal control problems of
continuous flow process by the maximum principle of Pontryagin,
showed that the method of "steepest ascent of the Hamiltonian,
which will be discussed in the next section, has a computational
superiority over other numerical iterative methods.
The advantages of the profit optimal control problem formulation are as follows:
1.
The process can be nonlinear
2. The objective function can be nonlinear
3.
4.
The control variables can be constrained
The steady-state optimal solution is auto-
matically given as a by-product.
and
-55-
The limitations of the method are as follows:
1.
The process is limited to the lumped parameter
2.
The problem is limited to the deterministic
3.
The method requires iteration.
systems against the distributed parameter systems.
against the stochastic problem.
problem
Since most of the optimal control problems have these limitations, the advantages of the profit on optimal control are quite significant. This is the very reason why we use this method throughout
the study. Furthermore, one of the objectives of this study is to add
a fifth advantage to this method: (5) the state variables can be con-
strained practically by the use of appropriate penalty functions.
2.3
THE METHOD OF STEEPEST
ASCENT OF THE HAMILTONIAN
The objective of this section is to describe the steepest ascent
method without involving the maximum principle in details. First,
the problem will be formulated. Secondly, the Hamiltonian function
will be introduced. Thirdly, the steepest ascent method is described
and its significance and limitations will be discussed.
Formulation of Optimal Control Problems
The profit optimal control problem is formulated in the form of
a "fixed-time,
free-end problem" which will be described in Ap-
pendix G.
The problem is to determine the control u which maximize the
objective function
t1
J(u)=
L(x, u)dt
0
under the following conditions:
(2.5)
-56-
1.
The system equations are
(2.6)
= f(x, u)
2.
u is constrained by
(2.7)
umKin< u- <
- u-max
3.
The initial condition is specified by
x(o) = x
4.
(2.8)
The end condition is free, or unspecified.
Hamiltonian Function and Costate Equations
A few definitions of terms are necessary to describe the method
of steepest ascent.
The Hamiltonian function is defined by
n
H(x, , u) = L(x, u) + Z Pi fi(, u)
(2. 9)
i=1
where pi's are costate variables associated with x..L
The costate
equations are defined by
Pi = - H/aaxi
(2. 0)
The end conditions for costate variables are
(tl)
If we recall the Lagrange's
= o
(2. 11)
multiplier method to solve the optimization
problem with constrained equations, then the costate variables correspond to Lagrange's multipliers. The costate equations, i.e.,
Eq. 2. 10, are just a part of necessary conditions fr optimality.
These points are described in Appendix G.
ITIT17117
-_
-57-
Steepest Ascent of the Hamiltonian
The necessary conditions and optimal control laws derived from
the maximum principle are, in general, transformed into two-point
boundary value problems which are, in general, very difficult to
solve 6, 39, 58 The steepest ascent method practically eliminates
60
3960
The method may be explained by the following
this difficulty. 39,
sequence of computations for one iteration:
1.
Control variable, u, is estimate for all t.
2.
The system equations, Eq. 2.6, and the objective function, Eq. 2. 5, are integrated with
the initial condition, Eq. 2. 8.
3.
The costate equations, Eq. 2. 10, are inte-
grated with the end condition, Eq. 2. 11,
backwards in time.
4.
New control variables are estimated by
u-new = u-old + eaH/au
-
(2.12)
provided that Eq. 2.7 is satisfied, where e is a suitable positive
relaxation parameter.
This iterative method is used until there is no further change in
The value of e should be small enough so
the objective function, J.
that no instability will result, yet large enough so that the convergence
will not be too slow.
In order to speed up the convergence,
e
-e new
e
-old
41 e-old
were found effective .
the following modifications
if 3
new >J old
if J
Jnew
<J
old
(2.13)
-58-
The main limitations
1.
of the method are as follows:
Although the convergence with respect to J and
x is rapid, the convergence with respect to u
is relatively slow.
2.
The speed of convergence depends on the choice
of e significantly, and it is nontrivial to choose
a satisfactory one.
However, this method is one of the most practically useful
methods for dynamic optimization, 39 and it will be used throughout
the study.
2.4
STATEMENT OF OBJECTIVES
As was stated earlier, the objective of this work was to investigate the applicability of optimal control theory to the problem of con-
trol system design for a hypothetical fluid catalytic cracker as a
typical example of multivariable, nonlinear processes. It is now
possible to describe the specific goals of the work:
1.
The first objective was to evaluate a new approach
to control system design that was developed in the
course of this investigation and which, as de-
scribed earlier, is based essentially on a closed-
loop structure of the optimal control law.
The
performance of the resulting control system is
tested for various disturbances with the use of
dynamic simulation.
2.
The second objective was to test a computational
algorithm--the method of steepest ascent of the
Hamiltonian--for
dynamic optimization of a highly-
nonlinear, multivariable process typified by a
fluid catalytic cracking unit.
In the work, the
applicability was tested by using penalty functions
(artificial measures of process performance
under certain undesirable operating conditions
which should be avoided) to obtain an approximate
solution for the problem of dynamic optimization
with the allowable ranges of state variables re-
stricted.
-59-
3.
The third objective is to analyze the dynamic be-
havior of a fluid catalytic cracker from an information feedback point of view. This is ex-
pected to provide basic information which can be
used to confirm the general conclusion, which
will be drawn in the study, from a different
aspect.
4.
The fourth objective is to simulate and analyze
several different control schemes which have
appeared in the literature.32
5.
The fifth objective is to analyze optimal steady-
state operating conditions for fluid catalytic
cracking processes, in order to derive several
optimal operating criteria. These criteria
are used to implement an adaptive optimizing
control scheme which keeps the criteria automatically in the face of unknown disturbances.
This is described in Appendix I.
CHAPTER III
COMPUTER PROGRAMS AND PROCEDURE
3.1
DYNAMIC SIMULATOR
The objective of this section is to derive a simplified set of
dynamic mathematical models of FCC Model No. 1. First, basic
dynamic models, which are derived in Appendix C in detail, wil be
summarized.
Secondly, basic kinetic models, which are derived
Thirdly, these
in Appendix A and B in detail, will be summarized.
models will be further transformed into a simplified set which will
be used throughout the study. Fourthly, this simplified set of
models will be used for a comparison of the dynamic behavior of
the FCC control systems.
Basic Dynamic Models
There can be various kinds of dynamic mathematical models
of FCC from the highly sophisticated ones to the very simple ones
depending on the purpose for using them. For the objectives de-
scribed in Section 2.4, simplified dynamic models are adequate.
Simplified dynamic models can be obtained by isolating the reactor
and regenerator systems from the fractionator and the feed preheater.
Details in assumptions and derivations of models are described in
Appendix C. The principal assumptions are that a fluidized bed is
equivalent to a stirred tank with respect to catalysts, and that gas
passes through the bed in a plug-flow manner with no time lag.
Basic dynamic models consisted of reactor material balances
(catalyst, total carbon, catalytic carbon, and residual carbon), reactor heat balance, regenerator material balances (catalyst, carbon)
and regenerator heat balance.
order as above, as follows
dH a/dt
They are summarized,
- (60) (R
-61-
-R
)
in the same
(3. 1)
-62H
ra dC sc/dt
H
ra
= (50) R f+ (60) R
dC
/dt
cat
=
Hra dCres /dt
S H
dT
(50)R H
cc
(60)R
-
ra
(3 .2)
(Crc-C sc)
cfrc
C
(3 .3)
sc cat
(60) Rrc (Crc -C res
/dt
= (60) S R
-(.875)SDffff(T
(T
(3 .4)
- T a)
-Tfp)+ Df Rf(T -aT }
- (.5) AH R
-(.875)Hfv{DffRff + DrfRrf}
fv
ffrf
r
cr
rf
oc
(3 . 6)
dHr /dt = (60)(R -Rc)
rg
H
dC
rg
Sc H rg dT
rc
/dt
rg /dt
-(.5)Sa
where
(60)R
SC
= (.5)AH
R (T
ali
rg
sc
rc
(C
-C
SC
rg R
rc
(50)R
-(60)S R
cb
-T .)
aI
-
reactor catalyst holdup
C sc
-
(total) carbon on spent catalyst
C
-
catalytic carbon
Cre s
= residual carbon
T
= reactor temperature
ra
rg
regenerator catalyst holdup
rc
= carbon on regenerated catalyst
H
C
T
rg
regenerator temperature
(3 . 7)
(T
Hra
cat
(3.5)
rg -T ra
(3 . 8)
-63-
Other nomencaltures are described in Appendix C.
The above eight equations consist of a basic structure
of dynamic
models.
Basic Kinetic Models
Because of the complex nature of catalytic cracking and re-
generation, any kinetic models are, at best, of empirical approximations. Details in assumptions and derivations of models are described in Appendices A and B. The principal assumptions are that
an instantaneous reaction rate depends on the amount of catalysts, the
condition of carbon deposition, and the temperature.
Assuming that
gas passes through the uniform catalyst bed in a plug-flow manner with
no time lag, an instantaneous reaction rate is integrated for the total
bed to provide an overall reaction rate.
Basic kinetic models consisted of reactor kinetics (gas oil
cracking rate, total carbon forming rate, catalytic carbon forming
rate) and regenerator kinetics. They are summarized, in the same
order as above, as follows
Roc = (1.7 5 )Dff
Rff Cff = gas oil cracking
ffPffC
where
rate
(3.9)
Cff = %f(l+R)
Ctf
=
A/(A+
1)
A = Kcr P ra
K
cr
Rtf/Hra
k
C
cat
m
Rcf
Cf = Rcc
cr
Cm
AE
exp { -
R(T
cr
+ 4 6 0)
res
= 0.15
+ FtfRtf
= (total) carbon forming rate
tff
(3 .10)
-64-
Rcc = KccPra Hra = catalytic carbon forming rate
K
where
cc
-
cc
n
c nn
C
ex
cc
R(T ra +460)
cat res
0.06
R.
(3.12)
= carbon burning rate
Rcb - Cal (Z1-fg)/(100)
where
fg
whre
/Kod
21 exp
fg
K
od
(100)/IKor
g
il~~odor
rc
C 2 Rai
K = C 3 expI
or
E or
R(1100 + 460)
AE or
R(T + 460))
These equations are dimensional and other nomenclatures are described
in Appendices
A and B.
The above four equations represent the basic structure
of
kinetic models.
Further Simplificationof Models
It is generally observed that the reactor catalyst holdup is considerably smaller than the regenerator catalyst holdup. Their ratio
is of the order of 1:4. If we recall that the effects of short-time
constants on the overall dynamics are relatively negligible and the
overall dynamic behavior of the system is controlled by a relatively
few number of elements which have relatively large time constants,
then it is expected that one can simplify the reactor dynamic models,
Eqs. 3.1 through 3.5, without sacrificing the accuracy.
IjpU
However,
-65-
as far as the control systems which are actuated by the measurements
of reactor variables are concerned, an accurate dynamic behavior of
the variables is of critical importance. Therefore we avoid simplifying Eq. 3.5 with the consideration of the reactor temperature
con-
troller. For Eqs. 3.1, 3.3, and 3.4, the simplification of these
equations are of great importance, since it results in a further
simplified set of kinetic models, as follows. With the quasi-steadystate approximation, Eqs. 3. 1, 3.3, and 3.4 result in
R rc
RccH
Rccra
(3-. 13)
(1 2)R sc C
Ccat
C res -
Eliminating
R sc
(1.Z)R
C
(l
rcCcat
C rc
(3.14)
(3. 15)
R cc from Eqs. 3. 11 and 3.14, and solving for Ccat
H P k
C
1/2
ra ra cccc
n_
rc rccat
~~R
r
nE
exp l- R(T +460)
C
ra
Introducing Eq. 3.16 into 3.9,
Roc = (1. 75) Dff Rff Cff
(3. 17)
-66-
where
Cff = Ctf(l+Rr)
= A/( A 1)
Ctf
{R H P
A =Alrc
ra ra
1/2
exp[
900+460)
RT +460)}
cr
mRt
CC
Rtf rc
.4
= m - n/2
AE'
cr
cr - AEcc /2
=
Al = constant parameter for total feed and catalyst
Introducing Eq. 3.16 into 3.10 or 3.11,
{Rrc HraP ra
'Rcf = A 2
exp
Cnl
I
p LR(900+460)-
+E ra16
R(T
ra+460)
Ic
cc
rc
C
where
f
(3. 18)
nl
AE'
A
= n/2
=
E
/2
= constant parameter
for total feed and catalyst
Therefore, Eqs. 3.2, 3.5, 3.7, and 3.8 consist of a simplified
set of dynamic models, and Eqs. 3.17, 3.18, and 3.12 consist of a
simplified set of kinetic models. The overall model derived here will
be referred to as mathematical
Model No. 1.
Dynamic Similarities of FCC Control Systems
The basic ideas of the simulation study of an idealized hypo-
thetical FCC are that although there are various kinds of FCC, the
-
-67 -
dynamic behavior of their controlled systems have, to a great extent,
common characteristics
which might be called a "dynamic similari-
ties of FCC control systems, " and that therefore the results obtained
for an FCC can be generalized,
FCC.
to a certain extent, for most of the
Although there are few published reports of dynamic behavior
of any FCC control system, fortunately Hicks, et al. 32 reported their
analog computer simulation study of an Atlantic's Orthoflow type FCC.
In spite of the differences in capacity, size, configuration, and
mechanism, between their FCC and the hypothetical FCC, the comparison of the dynamic behavior of the two systems can provide a
basis to support the above ideas.
These comparisons are demonstrated in Appendix
D, and showed
the great possibility of supporting the above ideas, while they partially
justified the adequacy of the models and the assumptions introduced
in the study. Although the generalization of this conclusion is difficult to justify from these examples, with no additional information
available this is the best that can be done now.
3.2
DYNAMIC OPTIMIZER
The objective of this section is to describe a basic structure of
a dynamic optimization program of FCC. First, an objective function
will be defined. Secondly, system equations will be derived (Model
No. 2). Thirdly, a Hamiltonian function, costate equations, and
gradients of the Hamiltonian function will be derived.
Objective Functions
In order to formulate an optimization problem of FCC,
necessary
it is
to define an objective function and several constraints
on
dependent variables. Details in assumptions and derivations are described in Appendix F. The principal assumptions are that maximum
profitability is synonymous with maximum product value, and that the
-
68-
capacity of the process is limited not by the downstream processing
capacity (e.g., gas compressor or alkylation unit, etc.) but by the
regenerator capacity (e.g., air blower capacity and regenerator
tempe r atur e).
Simplifying the product structure such that a fresh feed is converted into gas, gasoline, cycle oil, and coke, the following economic
objective function is derived:
t R
Pgrf
Pgr fJ
7
(42)DfY P +Y P +Y P
~(42)Dff gs gs
g gP
co co
-
Pff}dt
(3.19)
0
F
where Y
Y
(l+Rr) .Fg
= -C
Yck =(.571)
Y
gs
=
-Y
Ig
{(l-Ctf)
0
'-(l-Ctf)} = gasoline yield
= cycle oil yield
Rcf/RffDff
=
gD I/D
/ff
coke yield
Y D
cocoff/D
-Y ck
gas yield
where Pgr = gross profit
Constraints on dependent variables consist of the regenerator
safety models which are also described in Appendix F, and are expressed by
Tg
= allowable maximum regenerator temperature
- (Trn)
rg <
rgax
Og
= (g)fg max = allowable maximum oxygen level
fg
Although there are, in general, no direct methods to solve this problem,
namely "dynamic optimization with state variables constrained, " one
of the most practically useful method is to use penalty functions
(artificial measures of process performance under certain undesirable
I"
-69-
operating conditions which should be avoided).
various
kinds
Although there are
38
functions, the ones which we used are as
of penalty
follows:
t
Pe (Trg ) dt
P1 =
(3 .20)
0
m
where
1rg-(Trg) max } 1 if Trg > (Trg)max
Pe1(T rg) =
if T
< (T )
rg =
rg max
f
t
and
P
2
=
(3.21)
Pez(Ofg)dt
0
where
Pe2(fg
)
=
2 Ofg-(Ofg)
}
if Ofg>(Ofg)max
if Ofg _ (Ofg)
Parameters
G1 , mi, G2 , and m 2, govern the characteristics
of
penalty functions. Careful selections for these parameters are necessary in order to penalize the objective function efficiently and to avoid
undesirable situations.
Therefore,
an apparent objective function can be expressed by
J=P gr -P
1
-P2
-
(3.22)
System Equations
The system equations, in the dynamic optimization problem of
FCC, are essentially based on the dynamic mathematical models which
-70were described in the previous section as a dynamic simulator.
How-
ever, if we recall that the real role of any optimization study is rarely
to obtain the exact solution, which requires, in general, a great deal
of computing time, but more often to obtain a certain approximate
solution, then we must do our best to transform a set of dynamic
models into a simpler set of system equations.
Among four equations, Eqs. 3.2, 3.5, 3.7, and 3.8, which
constitute a set of dynamic models, quasi steady-state approximations
will be made for Eqs. 3.2 and 3.5 with the expectation that these dynamic equations are less important than Eqs. 3. 7 and 3.8, mainly because of the smaller time constant of the reactor. This simplification
reduces active state variables to the regenerator temperature and the
amount of carbon on the regenerated catalyst. In fact, we compared
the models before and after this simplification by means of simulation
and found that, although the latter is less accurate than the former,
the latter is still useful, at least for the purpose of obtaining an
approximate optimal solution.
After this process of approximation, the reactor temperature
and the carbon on spent catalyst are expressed by the direct functions
of other variables, and the system equations are reduced to
H
S H
dC rc/dt = (60)Rrc(C
c rg dT /dt =(.5)2
-Crc) - (50)Rcb
rg R cb
-(. 5)SaRai(Trg -T ai)
where
(3.23)
(60)ScR
sc (Trg -Tra
(3.24)
Csc and Tra are determined by the following simultaneous
equations:
(right-hand side of Eq. 3.2) = 0
(3.25)
(right-hand side of Eq. 3.5) = 0
(3 .26)
-71-
The resulting simplified model will be referred to as mathematical
Model No. 2. The principal reasons why this simplification is neces-
sary are:
1.
the smaller the number of state variables, then
the smaller are the number of costate variables to
be defined, and
2.
the elimination of reactor
dynamics which have a
smaller time constant allows us to use a large
time step for the numerical integration.
In fact, for the Euler's method of numerical integration, which is
used throughout the study, an optimal (with respect to accuracy and
computer time requirement) time step is about a half of the smallest
time constant of the system equations.
Although there are five potential control variables, namely air
rate, catalyst rate, reactor holdup, preheater temperature, and feed
rate, we decided that our dynamic optimizer should include only two
control variables, namely air rate and catalyst rate. The principal
reasons for the above decision are
1.
air rate and catalyst rate are common control
variables for most of the FCC,
2.
the smaller the number of control variables,
then the faster is the convergence of the solution,
and,
3.
we intend to design a control system as simple
as possible.
Hamiltonian Function and Costate Equations
In order to use the method of steepest ascent of the Hamiltonian,
one must construct a Hamiltonian function. In order to avoid a complex mathematical manipulation, we discuss in an abstract form. Let
X1 =T
ra
rg
- 72X
C
3
X4
=
sc
Crc
U1 =
Rai
=
Rrc
2
3
Hra
U 4 = Tf
U5 = Rff
U6 = Rrf
where x 2 and x 4 are state variables,
variables,
X
u
and u2 are control
and X 3 are functions, and U3 through U6 are
parameters.
The integrand of the objective function, Eq. 3.22, in its com-
plete form is expressed by
L = L(X1 , x2 , x 4 , u2 , U 3, U 5, U 6)
(3.27)
System equations Eqs. 3.23 and 3.24 are expressed by
x2 = f 2(Xl, x2 ' x4 ', u,
u 2, U3 )
(3.28)
x4 = f 4 (xZ2
u 2 ' U3)
(3.29)
X 3 , x 4 ,' Ul
Equations 3.25 and 3.26 can be reduced to
X 1 = X (x 2
4,
u2 , U 3,
X 3 = X 3 (X 1, x 4 , u 2,U 3,
U4 , U 5 , U 6 )
(3.30)
U5 , U6 )
(3.31)
A Hamiltonian function is defined by
H(x 2
x 4 , u 1, u 2 , U 3 , U 4 , U 5 , U 6) = L + P 2 f 2 + P4 f4
(3.32)
-
T-17 7-'
-73-
Costate equations are derived as follows:
P2 = -
aH
(af2 ax 1
2 X2 ax 21
L)
- -axaL aX
ax1 + axJ
raf 4
af 2
ax 22
af X3 axle
(3.33)
-P4Lax-+ ax 33x ax1x ax 2
ax1
aH
o
x4
aL
af2 ax
a4 ( X3 +
4aX
3
ax
ax
4
af2
ax
ax
f af4
(3 . 34)
Gradients of the Hamiltonian function are derived as follows:
{aL
aH
a2
aX
1
aH
af 2
au 1
2 au
P2 8u11
axl
aL
au2z
a
2
af 4
P4
af
+ P2aX
LP
I/a"21
af34
aX3
ax
3
(3.35)
ul
ax 1
au 2
ax1
au 2
a f 4l
+ au2
(3.36)
System equations Eqs. 3.28 and 3.29, costate equations Eqs. 3.33 and
3.34, and the above gradients Eqs. 3.35 and 3.36 consist of a set of
basic elements for a dynamic optimizer. Together with the iterative
procedure described in Section 2.3, this dynamic optimizer provides
optimal solutions as a set of functions of time, which lead a system
from any initial condition to a final optimal steady-state condition.
3.3
PROCEDURE
The procedure of this study includes the following steps:
1.
Dynamic simulation of the conventional control
scheme is expected to disclose the principal
control difficulties.
-74-
2.
3.
An information feedback analysis of the con-
ventional control scheme is expected to disclose the principal cause of control difficulties.
Dynamic optimization of FCC will provide the
ultimate performance and will evaluate the
desirability of the conventional control scheme.
4.
5.
6.
The optimal control solution and the principle
of optimality provide optimal control laws as
nonlinear functions of state variables.
An alternative
control scheme will be de-
termined by systematically approximating
these optimal control laws.
Dynamic simulation of this alternative control scheme is expected to show a significant superiority over the conventional con-
trol scheme.
7.
An information feedback analysis of this
scheme is expected to disclose the principal
cause of improvement.
pita`$6lnpioc"smaslar-
CHAPTER IV
ANALYSIS OF THE CONVENTIONAL CONTROL SCHEME
4.1
DESCRIPTION OF THE CONVENTIONAL CONTROL SCHEME
The objective of this section is to describe a control scheme
which is one of the most typical (or conventional) closed-loop schemes
of FCC.
First, as preparation, the pressure control scheme
and
oxygen detection scheme will be discussed. Secondly, an essential
structure of this scheme is described in order to understand its significance.
Pressure Control Schemes
There are three types of pressure control schemes
for FCC.
They are shown in Fig. 4.1. Each scheme has its own advantages and
disadvantages.
In Scheme I and II, the top pressure
in the reactor
is
not controlled directly; rather, the suction pressure to the gas compressor is controlled.
The overhead gas in the reactor must flow
through the cyclones, the fractionator, and the overhead condenser
before it reaches the point of control. A considerable pressure drop,
on the order of 10 psi, will occur due to flow through this equipment.
Whenever a change occurs in the amount or nature of this overhead
gas, such as would be caused by a change in conversion, the pressure
drop, and hence reactor pressure, would also be expected to change.
In Scheme I, the regenerator top pressure is directly controlled
by a slide valve in the flue gas line.
This scheme has an advantage
over other schemes; the regenerator pressure can be used to change
the air rate by changing the air blower discharge pressure without
changing the blower speed. However, this scheme has an essential
disadvantage; any change in reactor pressure or regenerator pressure
will affect catalyst circulation rate. In Scheme II, where the differential pressure is controlled by a slide valve in the flue gas line,
-75-
-76 CO MPRESSOR
SPEED CONTROL
CONDENSER
REGENERATOR
KNOCKOUT
FRACTIONATOR
DRUM
(I)
DIFFERENTIAL
PRESSURE CONTROL
(n)
PC 2
Fig. 4.1
Three Types of Pressure Control
Scheme of FCC
T",
-77-
the above disadvantage does not exist. In fact, this scheme is one of
the most popular ones. 7 Scheme III, where the reactor pressure is
directly controlled by a slide valve in the product gas line, is the
simplest scheme and can be considered as an idealized, but rarely
practical, one.
The effect of the difference in the pressure control scheme on
the dynamic behavior of the total system is discussed in Appendix C.
In short, it is relatively unimportant if the catalyst rate is used to
control other operating variables (e.g., reactor temperature, etc.)
automati cally.
Oxygen Detection Schemes
Although the oxygen level in regenerator lean phase or in flue
gas is one of the most important variables to be controlled carefully,
it is impossible to measure it directly and accurately because of its
extremely low level (order of 0.2 5'. Fortunately, regenerators are
operated at such a high temperature (this is one of the most significant tendencies in the modern FCC operation) that an (approximately
adiabatic) temperature rise due to the "afterburning" of CO to CO2
can be used as a sensitive measure of oxygen level, although the
accuracy is limited.
There are two oxygen detection schemes as
shown in Fig. 4. 2.
In Scheme I, a lean phase differential temperature is measured.57
In Scheme II, a cyclone differential temperature
is measured.32
The
relation between differential temperature and oxygen level mainly depends on the residence
pendix B.
time of gas, and will be described in Ap-
Structure of Conventional Control Scheme
Pohlenz 57 described his control systems of FCC, as follows:
1.
The reactor temperature controls the regenerator
slide valve to provide sufficient catalyst flow to
maintain the reactor contents at the desired
temperature.
-78 REGENERATOR
CYCLONES
t: ..
~
~ ~
" i
~ll-
l
I
m-
_,
LEAN PHASE
1
/
DIFFERENTIAL
TEMPERATURE
DETECTOR
DIFFEM
RTRENTA
t
L IT
I
I
(I)
CYCLONE
DIFFERENTIAL
I
TEMPERATURE
DETECTOR
(I[)
Fig. 4.2
Two Types of Oxygen Detection Scheme of FCC
-79slide valve is operated by a
2.
The spent-catalyst
3.
Reactor pressure is held constant by pressure
control of the main-column receiver.
4.
The regenerator
5.
catalyst level control in the reactor.
pressure
is controlled,
in
turn, by a pressure-difference instrument between reactor and regenerator vessels which
operates a double-acting slide valve in the
flue-gas line.
The air rate to the regenerator
is adjusted to
provide air at a rate approximately 2 greater
than that required for coke burnoff, and the excess is vented or "snorted" through a valve
controlled by the temperature difference between dense and dilute regenerator
catalyst
phases, or between dense phase and flue gas.
6.
The fresh feed and recycle
streams
operate
on
flow control as do the net yields of light cycle
oil, heavy cycle oil, and clarified oil. With
this system
of instrumentation
it is important
to note that the catalyst circulation is not
subject to direct control.
The main significance of the above systems lies in items 1 and
5,
namely,
the reactor temperature
control by the catalyst rate and
the oxygen control by the air rate. Since this scheme is one of the
most practically important ones and is frequently found in the
literature, 2 5 5 7 we denote it as a "conventional control scheme" which
is shown in Fig. 1. 3. Pohlenz claimed that, with this practice of
controlling afterburning, the danger of temperature runaways is
practically eliminated. This fact is of great significance. In fact,
although Hicks, et al.32 studied their control schemes, namely the
control of the reactor and flue gas temperature
by catalyst rate and
air rate respectively, andthe control of oxygen by catalyst rate, their
control schemes are essentially "incomplete" in the sense that they
can not prevent the runaway or extreme offset for regenerator temperature and oxygen level. These incomplete control schemes are analyzed
in Appendix E.
1
- 80-
Pohlenz explains, why the heat balance is automatic, as follows:
For a given situation, the catalyst rate is expected to be relatively low
if the regenerator temperature is high, and vice versa, because of the
reactor temperature control. The net result is a coke rate which
opposes the direction in which the regenerator temperature moves;
this is the "flywheel" effect which stabilizes the regenerator tempera-
ture with respect to changes in charge stock and operating conditions.
The above fact obtained by Pohlenz is true at least for a long
run or steady-state
aspect.
However, in a short run or dynamic
aspect, it is frequently found that this conventional control scheme is
not satisfactory. In fact, Hicks, et al.32 reported that this scheme
could not prevent upsets. Therefore, it is expected that there exists
an essential problem about the dynamics in this control scheme, and,
therefore, we decided to analyze the dynamic behavior of this con-
ventional control scheme, and to provide a basis for comparison
alternative improved control system.
4.2
DYNAMIC SIMULATION OF THE CONVENTIONAL
CONTROL SCHEME
The purpose of this section is to demonstrate the performances
of the conventional control scheme from the dynamics point of view.
First, performances for unsteady-state initial conditions will be described. Secondly, performances for forced disturbances will be described. Thirdly, the performances of this control scheme will be
summarized in order to understand its advantages and disadvantages.
Performances for Unsteady-State Initial Conditions
By "unsteady-state initial condition, " we mean a set of dependent operating variables which are different from the steady-state
conditions.
A dynamic simulation of the conventional control scheme, where
the initial carbon level is slightly higher than the steady-state level,
-81-
is shown in Fig. 1.4.
Figure 4.3 describes the case in which the
initial carbon level is slightly lower than the steady-state level. We
can observe that this carbon wave is dispersed by actuating the air
rate and the catalyst rate, and that it tends to reach the final steady
state. The best controller parameter tunings were selected by trialand-error adjustment. In Fig. 1.4, the performances for different
tunings are also shown by broken lines. For reduced controller gains,
as shown by symbols
a and c, the response of the control system be-
comes more sluggish, while for increased controller gains, as shown
by symbols
b and d, the response of the control system becomes
more oscillatory or unstable.
Performances for Forced Disturbances
By "forced disturbance,"
we mean a change which occurred in
the operating conditions in a step function manner.
Since this forced
disturbance does not decay by itself, any control system moves the
process operating condition from one to another, while keeping a set
of operating variables constant.
A dynamic simulation of the conventional control scheme, when
the feed rate is suddenly reduced, is shown in Fig. 4.4.
This dynamic
behavior will be explained by the following step by step analysis:
1.
The reduced feed rate tends to increase the
reactor and regenerator temperatures because
of the reduced heat requirement.
2.
The increased reactor temperature causes the
catalyst rate to decrease by means of the con-
troller. Simultaneously, the increased re-
generator temperature reduces the oxygen level
which, in turn, increases the air rate by means
of the controller.
3.
The reduced catalyst rate and the increased air rate
accelerates the regenerator temperature to increase.
-82 (LOW INITIAL CARBON LEVEL)
I!tt
'
I
RATE
-"
'
t
I
IJ
.
4
,.
";
;-
;.,,,"
,,
Ii
-r
4
.
i;
I
'Tf-Faln
F IJ1I' Afff-i-.. 1-:
.
':
I
ILtui±.`:.:Ht tfi4t
$Irl
400
-
~ . ~.
... ,.
t~~~I
4-!4
L- i
"'1+
a-" +. W jjfl
' ,1 :; 1.;1
.-
s
i
.
.
1
.-
-'
f
'
I'
i
II
.
.-
t
I
1-''.
.
.
s
.
.
.
)
-
Tl¥,%
1180
...
IE
r
.U+.
s
1.
tr
-r
-
--
-------
Il~
t
ov
4.
:
.I
I
m
r~-I
I
-
I
jr
-
W~jf
!i l
tit
=I41nZF'T
+tC
--------21L
I
Il
l
l
4Tj
]A-4-
,
j4[
_;
41
4+l'
---
+4
V
t hi· -l
I II. II . i I' t t.:I -I i,
I
S~t. . jft
-XDft-tti~~t~~,~U
..................
_rt
$
. ._ ... iI..T
-_
.li
1.
...........
FT+*iiXmT
'lL *
41#14ff
E144ff
.
.
_- __
it
r
i- tiS-HE
U
-.
ti
- -
rE
I
.1.
HfHtt
I-H-k44H
NFH
i
Il
I
i
F4I-f
H-F-H+4-tf-H-H-
T,,+fffff
.
i t; --t t---. -----. - ..11. . . . . .
,.
lt+
m'tt ~ ~t'tmt'i
-c·-·---·· FF ·-!'t ItlI-I--tl
RII
F,,H--t-4-t ! I:':5I I II
F;--t-,.'
H-:FFFF
1 11 -Ni
l
t t t
t-i-t
'iI
.+.> A. e.t.*
:;f lt ' t1!:9.
*H;.,4,;
1-1
i. _ W+,_
C1t
·
-H H-f'
`4t~t~tt;-8-ttF*F~twr~I-rM~~~~~~~~~ t
-Hi--1.4-++i
-Ii-T,-FFFf4Ffi4:4H--Ft-4-I
E.
F,,-".
r;
4-+4-Hq-tFH')'
H-Hr
TFf-pLIT'4-F
H H-H:'
·;
flr'-'ttttrs
jtrZtU
ti L-f.- 14H :FI ;:r
·
Lgt
t
TTTi'
ry
-441.
-
r
+~4
t
I_ rL=]
_
S
(I
'.
iW,
_tMIWt
$f 4_~It
I. ' ,,: i .I.I- I-II,-..-
4
F
t-I
W
tl t +
ICfSaF';·I 791#twl#tr~tl
ttf
tttttrT1_t
.
"
I
.M'--- tttl1 il
,T
pT
-
-T
.
i
1-
-
I1-f'Ht4Stt
Lt
fltH
FF4+4 t
i+ li--tf... - 11
.t.....fL- ...- t!,tM-rrTrrl
,I
f'f
,Itit-!i
WL.
P.t
1+tH-HP :1HH
jt14-t-C- 4H-Ft f
tt I.
REACTOR
TEMP.
l
-44
'f·f·-:-f?-f;fWF
H4
.1 LI
.111 1- 1 - .
i-ciF._ii;Mrer
XM4tUi
_ ..
11 60
I
-,'I: !r-:
-,- t ?i-?,,-;..
. ' iH1
-
..
l-4
Lut-itt
@
... t...
'.
I:lit
' 4 b--P-44i.
-
I I
'L-b -- 44 44
1
1 itIT
TI
4-
*rr
.
.;I
.I:-:
; .....
. -.
i+itt ! i i i
rt-liftI
TEMP.
_L
tl.
--
L313-·*CrrC-
~;
I.-7-
i Aft
REGEN.
I
:: I t !l l l l1:1
~t ..
tttt
|
L
.... I.... 111M. i....i I
MEW-141M.111-11
R-1i4iH-ff+-,
. 4+-flTFF_
PHRI 011~~~_
l- I
l '' ttra trrrr
trr
r-
40 . 'I
Rrc
fl
1
i
·
l-
k~mLk4-
ITVI '
Rff-fl 1-~
i ut
;eL-
i ij
~
1__
1
I
ttr;tt
:I: :,
! R-I1:
t-l tlFl :-^ti--l
IIL I I I I I l; ! I I . I I I I L _
i
S
':
-:i
111;1:
T fi"~~~Cl~t
ET~~i4!
· ~.~+
'4Fi'
:._ 4L~jT~idt tttt~~~~t
--I
i 14 1-:
.' t 14
.4 I
X-1+
i Fl-F
' FIt
'4+ 'H-
I
TrI
· !I
|
.;.
444i 0_1TEH441'4e
irJf
11'
'-t
t-ttt-t
F.r' 1-It''1'ttt
"e -d:
Trg
l, Z'
4'
'I; Uell·
*
. ........
R.
i a4
CATALYST
RATE
-t t+7
- It t= ,, - --,tT7;
i
405
Q1
I
atwtl
't,ItI^
f
t
" D,Ttttt~ttt=V
I'I~ZTI-Ft-|I-..:-i'
i+zTz--.::FF:fi;:
- . . ' :T;
F F_-ri;;
iI4t1t44
I-;:14S
4 '-I -i; .·-1:!"
I
:.
~F~
1F~~-F;~!
-F~~;It
;IT+t~lt
Irtri
'F~,L+;
i~"'
Fi-}
-- Lt" *Ft-t-i:)F~H-~f
('
-t"-4It1HE
AIR
.
.
1r
I
t t
{
l
-
i l
T'Trrrr
I1L
4-1-
J.Pw
|~1
I HL,4t
T ff4
rtttrlt
1.t-Hil
.
t~~~t~~~ttVA1'
g
T1t
Li.E._!
i
,I
___.
, . . ., , I~,~ ~. 4>,-,~'N~ ~ TI
~ ~ ¢. . .' ,
1fti-s
4SN4--4t 1411r4~~
.Ii .
F f-F
ti
I-ktf
f
H
.....l~.... .. ..i ll.. . . ... l - . . 1 . - . . - .. ..
,
74 -ffW
E
wqlIf NN~ _;T . ffFDt T7
4.g.L
9'30
U
I !
tt-
925
r-t
jjt 1-
r~tf~·Lhfi
Rt
-h~~~~~~~~~~~~~~~~l~~~~~~~~~~ln
4
-fI
n+lttrftt~
CARBON
CONTENT
0.6
Crc
r.;
tt-?
1
;II~~~~~~~tlI4
4
0.5
7 T,
Ft~~~~~~~lffif
I
OXYGEN
0.2
CONTENT
Ofg
I
vit
0.1
0
........
_;
.i.;
Rae
f4 1'
-1
H "I
...
.
. L.
.'li; .. i-,
-
g-l
;...
|
0
1
TIME
Fig. 4.3
I: 1 I~f4ITN
2
4
3
IN HOURS
Conventicanal Control Scheme for Initial Condition
No. 2
-83 (DISTURBANCE
IN FEED RATE)
3 % DECREASE
=
E
AIR
RATE
400.
Rai 395CATALYST
RATE
40-
Rrc
35.
.1FL
REGEN.
TEMP.
11801
rg 1160'
REACTOR
TEMP.
940
Tra
'-
CARBON
ttfi4
CONTENT
4+H-
0.6
a,
zI l; , - i l j i s't t l -t
-
4ett
I
._
H-f+St+ -
r Itr-lt-rrtrrit-i
Crc
-.
L.-.L[
Vt1-t1=4 p=-t r
tttt-I-t14
LiIImT 4
1>t Ikt
.it
0.4
-~ttttltt-, rl
0. ~^f[!nllll
+t
C+;lll-lililil;iil
OXYGEN
I
CONTENT
1-H-t-4ttt-ti
J~
Ofg
Ff
t t rlfI
-
m
t-
T rTffllllf
l
"r-
tl;#?"CS'ttc;r
---
0
Tr;
rT1
L- tl-;-
"
Ji:,
lmlt
-
1
-s
l
-rtt|ttttt~t
-,
2
TIME
Fig. 4.4
f-ffH-+F-t
LI1 i
LY
t#
H-1f+--t-f
-H
LUI·L
·
11;;'i '
1rrtt
I-i'
-
4-
YL
-I
rt4
aI
-I
+l i
Ll i-H
- i fI t+rF
1i1 '
i.
-i-H i~s; Ht
Li
1_
, ,! ,- -14:p
-
ttHhH---t-H-f
t-'
';'''
L
.t+ -itri
FH-tl
!. . !
II- T+-H+Tj' -iT IQ
I
-fh-ftt
-f-f
I
-
H-F-| ! I. I ' i'
" I "l
.
Li
I
I-
F i-H= - tlIL rH-t
:41:;L
4N
-f Ht-H
ItF~
ttXr U
-i -t'
I
XtW· ;I
-
3
t--r
rzLti
r L -!!
Et
-i-F4 .' ] 1 _
H
X
,-11IX-11T
?-M
Ltt~ffitf-
4-H
.1 -n ht .9
r4ti.,,-, +T4t:
_-i-F
"
. . .--.
. ." .... .........
..
I
-fH
..................t H-1. --
I-,e
1.+H4A444
IIU
i -1
: I I IF
' .I
..ti rr i
1:#.
-+,,tmrrm-rrrr
t;t
.H.
...
.tf+
.,
t;
i-U.1E rt,'
i :
! l M: ..r-l ! I l
'tHi- ,. H-tH
I
"'I'l
H,-+ , - 1trii M
trt
irltr;
I- If-, ti-11 fi- Rf H
41, "
1: I F,--FET1 lttl.
i. t~C
f
47-t, LF-1414
U -L-
4
IN HOURS
Performances of Conventional Control Scheme (No. 1 )
5
6
-84-
4.
Because of the high regenerator
temperature
and
the high air rate, carbon level tends to decrease,
and hence the oxygen level starts to increase and
SO on,
5.
The increased oxygen level reduces the air rate
by means of the controller,
and the regenerator
temperature starts to decrease;
carbon level starts to level off.
hence, the
The resultant final steady-state condition is as follows:
I.
The reactor temperature
are unchanged because
this control scheme.
2.
The
and the oxygen level
of the essential role of
air rate is significantly reduced
because
of
the reduced heat requirement.
3.
The catalyst rate is slightlyreduced, and the re-
sultant
decrease in the carbon forming rate corresponds to the decreased carbon burning rate.
The principal phenomena during the transient are summarized
as follows:
1.
2.
3.
Variations in the regenerator
tures are extremely high.
and flue gas tempera-
The period of oscillation is relatively long (order
of three hours).
The damping ratio is relatively small; in other
words, the degree of stability is small.
Tunings of controllers
were done in the follwing manner:
(1) tuning of PI (proportional plus integral) for the reactor temperature controller while cutting the oxygen controller open, and (2)
tuning of PI for the oxygen controller.
The tuning was not trivial
but required great care, which partly reflects the practical limitation
of this control scheme. This is typical with interacting control
schemes
in general.
Figure 1.5 describes the case in which the carbon production is
suddenly increased (by a certain probable mechanism
such as the feed
-85-
composition variations). This dynamic behavior will be explained in
the following step by step analysis:
1.
The increased carbon production results in the
increased carbon content.
2.
The increased carbon content results in the decreased oxygen level, which increases the air
rate by means of the controller.
3.
The increased air rate, together with the in-
creased carbon level, results in the increased
regenerator and reactor temperatures.
4.
The increased reactor temperature reduces the
catalyst rate by means of the controller, and
hence accelerates the regenerator temperature
to increase.
5.
The increased air rate, together with the high
regenerator temperature, tends to decrease
the carbon level, which, in turn, tends to in-
crease the oxygen level.
6.
The increased oxygen level reduces the air rate
and so on.
The resultant final steady-state condition is as follows:
1.
The reactor temperature
and the oxygen level are
unchanged because of the essential role of this
control scheme.
2.
The air rate is almost unchanged because the heat
3.
The catalyst rate is slightly reduced, and the resultant decrease in the carbon-forming rate
compensates the increased carbon production.
requirement is unchanged.
Summary of Performances
Advantages of this conventional control scheme are summarizec
as follows:
-86-
1.
2.
This control scheme can compensate for the change
in the heat requirement at least for a long-run aspect, as was shown in Fig. 4.4.
This control scheme can compensate for the change
in the carbon production at least for a long-run
aspect, as was shown in Fig. 1.5.
Disadvantages of this control scheme are summarized as
follows
I.
This control scheme can not eliminate the relatively
large variations in the regenerator temperature and
the flue gas temperature.
These phenomena are
extremely undesirable when the regenerator is
operated at an allowable maximum temperature.
2.
3.
This control scheme has a relatively small
damping ratio or small degree of stability, and
the tunings of controllers are not trivial but require great care.
The period of oscillation is relatively long, in other
words very sluggish as a control system, and the
quick recovery from the upset condition can not be
expected.
Infact, Hicks, et al.reported that they could not use this
scheme
satisfactorily for their unit.
It is expected that the disadvan-
tages
listed above were too serious for them.
4.3
ANALYSIS OF THE CONVENTIONAL CONTROL STRUCTURE
The aim of this section is to analyze the conventional control
structure from an information feedback point of view. First, negative
feedback loops will be discussed in order to understand the real role
of this control scheme. Secondly, positive feedback loops will be
discussed in order to understand the real limitation of this scheme.
Negative Feedback Loops
As was claimed by Pohlenz, 57 this conventional control scheme
can stabilize the regenerator temperature with respect to changes in
-87-
charge stock and operating conditions. From an information feedback point of view, this scheme must have negative feedback loops.
A simplified information feedback structure of this scheme is
shown in Fig. 4. 5. There are two negative feedback loops, namely
A and B. The loop A is just a reactor temperature control loop
and will be explained by the following step by step analysis:
1.
2.
An increase in the reactor temperature
causes the
catalyst rate to decrease by means of the controller.
The decreased catalyst rate causes the reactor
temperature to decrease.
Since the reactor temperature time constant with respect to
the catalyst rate is relatively small (e.g., order of one min.), the
response time of this loop is relatively short and it will be considered
as a short-run negative feedback loop.
Loop B is essentially an oxygen control loop and will be explained by the following step-by-step analysis:
1.
2.
An increase in the oxygen level causes the air
rate to decrease by means of the controller.
The decreased air rate causes the carbon level
to increase since the carbon burning rate is
decreased.
3.
The increased carbon level causes the oxygen
level to decrease since the conversion of oxygen
is increased.
Since the regenerator carbon time constant with respect to the carbon
removal rate (i.e., the time required for the carbon to shift to a
two-thirds position of new equilibrium level when the change in the
carbon removal rate occurs while te carbon production rate is kept
constant.) is relatively large (e.g., order of one hour), the response
time of this loop is relatively slow and it will be considered a longrun negative feedback loop. This time constant can be estimated as
follows. Adding Eqs. 3.2 and 3.7 with the approximation of Eq, 3. 13,
-88 REACT.
TEMPo CONTROLLER
(- )
R
T
rc
CAT RATE
ra
REACTo TEMPo
(-)
T
REGEN.
C
rg
TEMP.
rc
CARBON LEVEL
(- )
R.
Ofg
al
AIR RATE
( -)
OXYGEN
LEVEL
OXYGEN CONTROLLER
Fig. 4.5
iAessuspslrrrlll----
-
Information Feedback Structure of Conventional
Control Scheme
-89-
HradC c/dt + Hrg dCrc/dt - (50)(Rcf -Rb)
(4.1)
is essentially equal to the
From Eq. 3.2, the time constant for C
reactor holdup divided by the catalyst rate and it is relatively small
(e.g.,
then
order of one min.).
If one neglects the first term of Eq. 4. 1.
H rg dC rc /dt-
(4. 2)
(50)(R cf -Rcb
cb )
Since Rcb is more sensitive to Crc than Rcf is, a linearized
equation of Eq. 4.2 is
H
dCr/dt
(50)
aR
Rcb
rc
s
(Crc
(4.rc3)
where Crc is a steady-state value. Therefore the time constant for
C
is estimated by
Hrg
()
aRcbrc
Since Rcb/8Crc is, in general, relatively small, the time constant
for Crc is relatively large.
These long-run negative feedback loops are an essential
control scheme,
ofthisconventional
charactdristic
and together with
several positive feedback loops which will be described next, this
characteristic
will prove to be a serious limitation of this scheme.
Positive Feedback Loops
As was shown in the previous section, this conventional control
scheme has several disadvantages which are of a dynamically poor
nature. From an information feedback point of view, this scheme
must have some poor structures. In fact there exist three positive
feedback loops, namely C, D. and E in Fig. 4.5.
The loop C is associated with the oxygen control loop, and
will be explained by the following step-by-step analysis:
-90-
1.
An increase in the oxygen level causes the air
rate to decrease by means of the controller.
2.
The decreased air rate causes the regenerator
temperature to decrease because the heat release due to carbon burning is decreased.
3.
The decreased regenerator temperature causes
the oxygen level to increase because the oxygen
conversion is reduced.
Since the regenerator temperature time constant is relatively small
(e.g., order of five min.), the response time of this loop is relatively short and it will be considered a short-run positive feedback
loop.
Loop D is not directly associated with any control loop in
other words, it is built in the process itself and will be explained by
the following step by step analysis:
1.
An increase in the carbon level causes the regenerator temperature to increase because the
heat release due to carbon burning is increased.
2.
The increased regenerator temperature causes
the reactor temperature to increase because the
differential temperature between two vessels is
increased.
3.
The increased reactor temperature causes the
carbon level to increase because the carbon production due to a high reactor temperature
increased.
is
Since this loop passes through the carbon level, the response time
must be slow and it will be considered a long run positive feedback
loop.
Loop E is associated with the reactor temperature control
loop, and will be explained by the following step-by-step
1.
analysis:
An increase in the reactor temperature causes
the catalyst rate to decrease by means of the
controller.
-912.
The decreased catalyst
rate causes the regenerator
temperature to increase because the heat carryover from the regenerator is reduced.
3.
The increased regenerator temperature causes
the reactor temperature to increase because the
differential temperature between two vessels
is increased.
Since
theregenerator
temperature time constant is relatively small,
the response time of this loop
is relatively
short
and it will be
considered a short-run positive feedback loop.
Concluding Remarks
It has been described previously that this control scheme has
several short-run positive feedback loops. It is not accidental but
essential that the control scheme, which shows several dynamic
inferiorities (as demonstrated in the previous section), has several
positive feedback loops in its structure. (Although it is very difficult
to determine which positive feedback loop is the main source of
difficulty, it seems that all of them contribute to poor performance.)
Therefore one can conclude that, although this control scheme has
several important advantages, its dynamic disadvantages can not be
eliminated by any improved tuning of controllers.
Also one can note that since this control scheme is not always
satisfactory as was the case of Hicks, et al., there is a strong in-
centive for a better control scheme, not only from a practical point
of view but also from a point of view of control engineering and
science.
/Si_
CHAPTER
DESIGN OF ALTERNATIVE
V
CONTROL SCHEME
An outline of the optimal control study for this hypothetical
fluid catalytic cracking unit is shown diagrammatically in Fig. 1. 6.
First, the mathematical Model No. 1 is reduced to a simpler one
(Model No. 2), because the computations for dynamic optimization are
more time consuming than those for dynamic simulation. This process of simplification was described before in Section 3.2. Figure 1.6a
shows an open-loop optimal control scheme where optimal air rate
and catalyst rate will be determined as two functions of time for a
given initial condition and for a given objective function. Because of
the essential disadvantages of this open-loop structure, which were
discussed before, it is desirable to convert this open-loop structure
as shown in Fig. 1.6b.
into a closed-loop structure,
Optimal feed-
back control laws can be estimated from a set of solutions for dynamic optimization with several initial conditions. Finally, an
alternative control scheme will be designed, as shown in Fig. 1. 6c,
by simplifying the resulting optimal feedback control laws. The
performances of this control scheme will be tested by using the
original mathematical Model No. 1 with disturbances.
The purpose of this chapter is to design an alternative control
scheme, which is (hopefully) better than the conventional one, by an
optimal control study. First, dynamic optimization problems will
be formulated and solved.
Secondly, optimal control laws will be
determined with the basic idea of the principle of optimality. Thirdly.
an alternative control scheme will be designed by the proposed design
approach and its performances
will be demonstrated by the use of
dynamic simulation. Fourthly, this scheme will be examined from
an information feedback point of view.
-93-
-94-
5.1
DYNAMIC OPTIMIZATION
The purpose of this section is to present the results of dynamic
optimization. First, necessary specifications for dynamic optimization
will be prepared. Secondly, the solutions for unsteady-state initial
conditions will be shown in order to understand their performance
and significance.
Preparation for Dynamic Optimization
A formulation of the dynamic optimization problem for FCC was
already described in Section 3.2.
1.
2.
It is summarized as follows:
An objective function is Eq. 3.22.
The system equations are Eq. 3.23 and 3.24
or, in an abstract form, Eq. 3.28 and 3.29.
3.
Initial conditions for system equations will
be specified later.
4.
Operating time t
fied later.
in Eq. 2.5 will be speci-
A formulation for the method of steepest ascent of the Hamil-
tonian was already described in Section 3.2. It is summarized as
follows:
1.
A Hamiltonian function is Eq. 3.32.
2.
Costate equations are Eqs. 3.33 and 3.34.
3.
End conditions for costate equations will
4.
be specified later.
Gradients of the Hamiltonian function are
Eqs. 3.35 and 3.36.
In the study presented in this section, the following specifi-
cations were made:
1.
Operating time in two hours. The basis for this choice
is that operating time must be sufficiently long so
that the system can attain an optimal steady-state
condition.
-95-
2.
End conditions for costate equations are zeros.
3.
Feed rate is kept constant; in other words, the
problem is essentially a dynamic optimization
with respect to two control variables, namely
air rate and catalyst rate.
4.
Control variables are constrained by
396
U1(=Rai)
38
u 2 (Rrc)
<
400 (M lbs. per hour)
(5.1)
42 (tons per min.)
(5.2)
(The basis for these choices is that the convergence of the iterative
solution is relatively fast if the control variables are restricted in a
narrow range.) Operating conditions are described in Appendix A and
B. Other minor specifications regarding the relaxation parameters
and penalty functions will be discussed later.
Optimal Solutions for Unsteady-State Initial Conditions
A dynamic optimization of Model No. 2 with an initial condition
No. 1, where the initial carbon level is slightly higher than the
optimal steady-state level, is shown in Figs. 1.7, 1.8, and 1.9. In
Fig. 1. 7, solutions for the zeroth and second iterations are plotted
with broken lines, and a solution for the eighth iteration is plotted
with solid lines, while chain lines show optimal steady-state levels.
For the zeroth iteration, Rai and R
are set to optimal steadystate values, resulting in a very slow recovery of C
to an optimal
rc
steady state. As iterations proceed, R .i and R
are changed so
that the objective function is maximized, resulting in a quick recovery of Crc while avoiding an excessive
T rg rise.
As shown in
the figure, the process approximately reaches the optimal steadystate condition at t =1 (hr.) and starts to deviate at t = 15 (hr.).
The latter phenomenon is essentially the end effect of dynamic
-96-
optimization where the final time t
is arbitrarily
truncated at a
certain finite time (two hours for this example) for purposes of
computation and should be neglected if the solution is understood to
be an approximate solution of dynamic optimization with an infinite
(or sufficiently large) final time.
In Fig. 1.8, supplemental data for the costate variables and
gradients of the Hamiltonian function with respect to the control
variables ul(=Rai) and uz(=Rrc) are shown. As iteration proceeds,
gradients converge to zeros for 0< t < 2, indicating that the objective
function is almost maximized. Gross profit, which is an integration
of the instantaneous gross profit rate for 0 < t < 2, and relaxation
parameters are also plotted against the iteration number. At each
iteration, the relaxation parameters were modified, resulting in a
quick attainment of maximization.
In Fig. 1. 9, the solutions finally
obtained are plotted together with the corresponding Tra and Of.
Although the high carbon level means, in general, a loss in profit
because of its poor selectivity for gasoline, and a high regenerator
temperature runaway because of its high heat release unless it is
properly controlled, this optimal control solution shows that simultaneous reductions in air rate and catalyst rate avoid the regenerator temperature variation satisfactorily and guide the system to an
optimal steady state within a half hour.
Figure 5.1 shows the case (No. 2) where carbon level is
slightly lower. Although the low carbon level means, in general, a
low regenerator
temperature
runaway and a high oxygen runaway
(because of its low heat release unless it is properly controlled) a
simultaneous reduction in air rate and increase in catalyst rate prevents variations in regenerator temperature and restores an optimal
condition within a half hour.
Figure 5.2 shows the case (No. 4) in which the regenerator
temperature is 20°F higher than an allowable limit, and an optimal
control regulates quickly.
Figure 5.3 shows the case (No. 5) in
-97(LOW INITIAL CARBON LEVEL)
Ilrl
eljrllllttrl'
AIR
RATE
400..... .....
iI
,,
--M
f~ +rH
tf
p, q
: , -.
I I;(:
r -- - t -
_:
i " IHMi!Hi i HH
CATALYS T
tt -
F
.
-_rY r
r,
fI lf
+H-if-
i i ii I i
-- tFFHf
RATE
45 -?'
Rrc
40-' Ir
¢EtPt
R .4
-I,
rK~m.
4-4-. 4--
'ltt'--
REGEN
I
TEMP.
1160
Tr g
E1E
A
11
I I TJ
0
It
*;#Ih~
I-
-tH-f-Fk rN- F-H
1
REACTOR
TEMP.
:'-+
t iFHH
Tra
D-i
[-[-L.
+.
925
*4
j L
.ll"i
lI
Crc
... ..
-- .L-1-t·-F·-tt-t
-4#
·-_L
-tI4
--
.t
t
#
c
-BtTS-F~-~~i'W-FC
=
CH
-H-4±H-Hf
H
-4 *4-F
-L
1-:. 1
- -L
.-I..... ... t I
,4,4` ~-,'RJER`~'r'71'07Tvffr,
~
.....
.··.
+FFF
l-
-
E ,~
~
-
7-4 1-
t.
X. +g
gI.,X0 0 MM
.
i1
n
T] F
·
-
f
F--F--FF
.- ..m
'._
A ·)
· ·
..
CONTENT
*t
Ofg
*
~
-t,
.
'._j_4.
..
........
t*
0
'
- I
~
t'
.
,I
i3F
TIil
l
II
_. /
-i
.
.i
.-
.,
I.4I:
,
xi r=
7T I -'It,1.1+F:_
. 4- i-..
rr! i
..
:-b
:.:
rI- 1._1I
i;
ILr"rrTFI'
Xi
.
.
ll
......tf
;iii iiiIIf
..............
+*+i-r+FF
I I-
..........
W ...
.
ll~
e
.......
--.'', LIl
. . ,
rr-z
f
-
. _t
TZ-L
I ifl{Jl
,_..... .... .
1.. .-- ]!!j lI
I
l-i-.
i'I
.!
.I.i
J+_L- jj Lj__j-
4l
ICL~v ,LvI L
1.........
L .z:
.t,_
,.~' .-
t-;-+-,F ;* FP
F- . -rF4-.-4I
ll4
1,-tt*tp-
~
IE
tL
i ; ; t 14-;- I'_j I; ! ji.,
IFt
!-,
_II
- tl' -f',
,': 4~~~,-F
P[ ' - itT1'1
wVtK__F1_TP-'-T
r-4
V, if!
FY
.-
...........
mrr
.. ..... ....
....
. .....
i....
lllI I
-.. t-l.,I. - .i.i.l llI.
;-tt-tZ': t-. tm__L
.
t.....
'1,1 ll[''
t
.....
r'trI?
+ ~t-;---~ T-J
['V
+ rst: j:-i
- J-
L
T FR,;
f~
i .......
"t
B -'t-
.
t ......
l:
! IIt
FCLI~t
WT
i1 1,
,~l.
--
I
.-
...
'~L~
t-....
..
-t...
====
: : l: -!:-b4l::.~ r;--'
[' rt-TE~
I
0.1
I
I (.
... -T
FF
u .,_i-re~t-t-tftr-
....I
tittt-t
#ft-
~
-
OXYGEN
:11
JI-LI
FPI"t
,1
CARBON
CONTENT
4H4-4-
930-
LLi- L
- ] I
F- F
;
I L.
:
t
jl ]l
E
H- j.j., -'111H4-H+114!H + 111i I -'- -4 1+4 ,; i
-rIrrTt
II~
T:TFr
rr
r[.
rr
".I-tr
- -- Jt
,t-h
-tii-
'tt--"--
t--l'iI--
2
_: !~~~~~~~~--Cttt
4lh>T`11L±14LL4
0
O
T
TIME IN HOURS
Fig. 5.1
Optimal Control Solution for Initial Condition No. 2
2
-98TEMP.)
(HIGH INITIAL REGEN.
-111,11.1 111
AIR
i
RATE
R
ao
.
-4-1
zz ,f
-
zPli ,
14tMt,
,
-. "
-H-t-fttft
T
. -
- :
.--
1
....... .... ..
-
I I ---
.
..........
,I I I I .
-af-'
I
-
: t-4-
40C
;tt'
395
6''iQP]lI He
*-g
:0111:
X
CATALYS T
RATE
4C
R rc
3.
IT
T I, : T
=
=
,
_ ,
L
REGEN
TEMP.
118C
Tr rg
116C
REACTOR
TEMP.
-
-
93C
CO N T E NT
0.
C rc
61
.e
0
OXYGEN
0.A 2-1
I
mW W I!:II~k~t$XX
I
CONTENT
I
0.1
O
..
.I
-, - I-,-I
-
I
I
I
i
I ,
-++
.
fg
I
i
-.- I-
7:
41
MIFF
H
~
:-gII~). _r t-
xt
If
4A+
$ -,$
-:I
. ......
-
.. .
TIME
Fig. 5.2
--
.
.
...
.
! -If
...................
2
0
--
r
'MST
CARBON
13C
o.
.
94C
Tr'a
aia
4F
IN HOURS
Optimal Control Solution for Initial Condition No. 4
..
3
-99(HIlGH INITIAL
REGEN.TEMP
. . . . . . .H+t
AND LOW
CARBON
LEVEL)
.
AIR
LTi
RATE
MT
40(
M
! 39J' AN
ja~tt41r~~-tcT-tf
4F~.~~tlT~
R
I
CATALYST
RATE
A1.- r
1_
't
Rrc
I
4:
REGEN
TEM
P.
1180- ET
I
Trg
1160-
REACTOR
T E M P.
TEMP
940-
Tr a
93
0-i
I ffg rrF
tI :1-H4-i
CAReON
CC NTENT
0.6-
Crc
rTF7H----.T_,
0..C;Zl
j _U'tttI 1.
,:
.-11
it!f; nia
*i IL I I
CONTENT
i
0. 2-tV44fi
.
sI
-144
44I
I--'.
''''
i
t
L' ' "
11
-
1
1
.+
t--
'
111;1
'
I-F;
+ r r4*
i.
1
1
,4 V4T
w
-Em a
IMMMMMMft
.. -H4f -4n-F4-H+.4±4H+
if-F1 4-4
H''~'''
~-L''''"'
+
t-
,-14I :itllt #
qf: fh4,i
- -U 4
-1'''"'''''
OXYGEN
1-4-
. .. ....
:+':W
'
T-,LI44
''
'~ 10''
m X~~~
X~~~T
41
VI
:
i~~~iT=
Fr~~rtF
1
~-+.
-j
-fP
1
-H H
-+
Jw
]-+XtFri
lt
flat
-1
r4
0
=1
if.~~Si9
Irf
-:
L
AR W114-
0.
Ofg
1-I
4-
1O
I
4
4
,
7
M-1
0
It
N
i
1
1 ';=P'
r4r
;
ttt4- =
~
~
~
t
~_
L I
''4~H
1
TIME
Fig. 5.3
r 4-li-
I -ij
IN HOURS
Optimal Control Solution for Initial Condition No. 5
-H
!
2
- 100-
which the regenerator temperature is higher and carbon level is lower.
Figure 5.4 shows the case (No. 6) in which the regenerator
tempera-
ture is lower and carbon level is higher.
Figure 5.5 shows the case (No. 7) where regenerator
temperature
and carbon levels are lower. This is a very critical condition, since
the low regenerator temperature
other to cause a low regenerator
and the low carbon level help each
temperature runaway and a high
oxygen runaway unless properly controlled. However, an optimal
control regulates quickly.
These excellent performances of the optimal control system
point out that the combination of control variables, namely air rate and
catalyst rate, is satisfactory in the sense that they are sufficient to
prevent any runaway and offset of operating variables at least when
the disturbances are in the form of unsteady-state initial condition.
Furthermore it suggests that there is a possibility for an alternative control system that is better than the conventional one.
5.2
DETERMINATION OF OPTIMAL CONTROL LAWS
The purpose of this section is to determine optimal control laws
in order to prepare a basis to design an alternative control system.
First, phase plane trajectories of optimal control solutions will be
analyzed in order to understand the significance of the principle of
optimality. Secondly, the structure of an optimal closed-loop control system will be discussed from a theoretical point of view and a
practical point of view. Thirdly, optimal control laws will be expres-
sed with the use of contour lines.
Phase Plane Trajectories of Optimal Control Solutions
In order to provide another aspect of optimal control solutions
obtained in the previous section, they are plotted in two phase planes,
namely (1) regenerator temperature vs. oxygen level and (2) regenerator temperature vs. carbon level in Fig. 1. 10. These phase
IIL-rW·I·I·
-
.,,
--
-101 AND HIGH CARBON
REGEN. TEMP
INITIAL
(LOW
LEVEL)
-rT m- nr
AIR
RATE
I
4
400 Cl
.t.
ii.
_ r
1
1
,._:1
I *1
r
[:--
4;;T
LLLLLF4.1
L&I
.UL
! 7=Tt
__
-14--
::
- ;z
I-I
M.- I - iI·····_XrrIv 7F·
L
Lf
.tt~_- Lff_h±[± H.
altt t4ftdf
l ,__
F-iut,1:
;_t
t a;a
l i LLLS~ #" E
L
t ,Lt~it
[Wt E .
4:±t14 i
s~lll
!t
R
.
395
rr_
T~
-1-4--- 444i i-!--
C AT A LY S T
T+
mi
-14441r
RATE
Rrc
35-
h
t-tttlht----L
fl
REGEN
1-4-
±hf4-f-LtE
1HLrH±
4±LLH
TEM P
1160P
J(
JJJ
_miLL;
L)E~Jll"Li
-RTerCerree
F-It
H -.
f-I H-f
Trg
LH4
-MItttf-4 , tttFLrtttL`.Jtazj:W41. _. .
if±
,t1t4##,T'
1140-
I
---I
-
k
.,
I--- .,,
et
Xtt_
LlLLI
-ne
i:If:t
H-iT-t-±7
r~
:,
I
44
-.t
r I
REACTOR'
TEMP.
Tr a
--
Crc
7
;
4 44-t
_
-.
:4
-F4-1411-- 1
i
tr
,,1
I,; ,
It
F-;H--H+H4-FH+H-4-4
0.1
r,,
.
4
4-
1_
1-H-H4-4-44
F4r4-F4-H144FF
t1F-1t
LL . : . 1. i 1i
I
LLJ1 t 1IlI; I IlilillrC
LLL Il
_
I' L1
-
I:
~l't
yf-tft~t~-ff
t-yr~r'~r
.~~~~r-
tt
1-;~
1
I t4#:go '0,t-4!g~
'
4. ki ~
.ttftt
tt
F
i i4
,
-
:-
-
IL.-
-r 4-44-1-
-,H +-
~
LC
44-'4
i
T
-4--H-4 17:1
14
0
t
4 4
t8Ti
i
U
Ifi
-r.ti
WX
1 I!,
14 4 ;-,-
c..f-1
14
'
;
44- , - 44-14414-W-i4-4--
1
TIME
1 111
... 1
1I ..
-H-tl-H-f+Hti-tI rtt
rr
f
I m~~imf
TI-_F,
I-4
i1
'
-
+t'1 t-t tt r;-' * li-p-L~
1 ~t
4
i L l r
i
'..LL
-Iftr-r?rr r-
1
Ill!
~~~~~~~~~~~4
-,, I -,it i-
-
............
.................
I~
0I -i4H-4441
Fig. 5.4
F
1-If
T
tt
4,J
I -
H-tJ-
L
h
4-
iH-FFH-H
-
t
i
11
tt ht
_ _ I|f U-tH
-t-
Ofg
1
-'
H---.
RU14i
fL4
ti'm
tttTF+
f:m
It4fti
fl:LT-'4tt'4.'-
III...I.i...III
i W4tt44
4
- -- H-+4--+Ft
j .+ --- ++
r
CONTENT
:f
_,3-
Ittt- #ttt4
t-1H-H44+FH+-FH-IHTH I ri
-i--H-r
H1-H--- t+--t
r11-1f4-F4
14+ ++
tff1-f tiH
I WITJ-T Tt V12-mS14X
:trt,
rf : -r
F11-!444N-H+
4t44--..- 4.. ..t4,-+t
, , r. i -i
1 1.. | -e
||1 +H---ti
SX H-
Iii
!I
T
'-
0.6- 4Li: W'FrFzF3FfhY;VaTV
0.2
ti~
1 I-
TF4F
I
2~~~~~~~~~~~~~~~~~t
OXYG EN
~
-14L4L
1-J_
,
1-14-
- --. 4 44-4-144
_-
I
-
.I
t4-Hi-H--4qt
Hi-44
-tliti.
V.
'
I
4- -
920I~
B
.. I 1 I,-
.*
il,11t 11
CNTENT
. . .+
''1,0-0
4i L,4
144
+14
IH_
t-N&
ZT
4
CARaON
. . . ..
fl
.rW
930
-9-
4.
AP4-
4;i4I :44
4R
VE
Itm-
-e
N--;
..
r1
t-44FH!
+
~i
eis-~~~~tLaum==Zat~~l~tY~
-4- 31~titm-H±=atitl:
IN HOURS
Optimal Control Solution for Initial Condition No. 6
-
t
Fl-L
244
l r~
X
.
2
-102 REGEN.TEMP AND CARBON LEVEL)
INITIAL
(LOW
i-f H-H4 +H-t+,H-a.:iI t±j:tt II:+~tt 14
HW
iR
'
AIR
''
.
.:]FF.-l
4-
4.iifI .LfK 2
AL
R ATE
400 11:.11
11,,I·I 111.4-.4-4- -4-1
1 4
i:~U W It_ m
I
M *H
4-_t>
-ttt
+--.
1--17
~,
]..r_
41L
I~~~~~~
,,4 {, :
||
o ! 395
tlt11-l'T'tTI~L
t;
1_4.%
r
MAM
g -I MM
..
if fttffIirF
11-
I'
--I-I--,.
1 !
.
4-1JH~+
#t4#=-t~
CATALYST
RATE
Rrc
-IF- F 4-4
45
fi .
-
J J
~ ~
?fifftffF;ttitit.-#
40
-
REGEN
T E M P.
1160 .,:.vr-mtm
SUM.~
r --4
-F
I! iS!
Trg 1140
_
REACTOR
TEMP
:
930
Tra
920
~ ~ ~~~-
4-1~
-
~
-t=
-i-.__fqfFl4
| llli.l : .+-11 +
'rtllilil'il
CARe ON
CGONTENT
Crc
t
!'
4#tf
)lI
: lill
t4-1t
, ~i44
iLll
N
T:3
i
---
. ..
-Ii
tv1t#=tt .=
'I 1:I 'I I
.
t###r
0.6 - 9 t
0.5
JJ
-.4
4 LL 4
41
I.'
.. I..
·
I
MI
i$-LYL
,§
-
If ;
-
I-
1
'_1
Hii±
ii
711,
z.t-rHi:f
I
1
;1
I~l~J
r Li l
H44,r
t- , I=_
l
M:
4,
nl'T4H
i;F4d44
;
iI4Tlt
tt~rffttt
P-L
-4-4444
~t~~-_f~.~itt~-?;~t
I-$-frf~f~t~~t~tt~T~t ~
L44-4
W1,
17Th-F.
I . ; . ....
I li - JJI-1#
tt+t~4LT44f~f~i;1
*;Z1_
-F
II
;: 4i-4,1-
4 .,
414
I . I I I.L..L
~fT~-"
I-Htdj±.Z fft;Evl4- T-Prill!
I___
, ,. ...... .. . -,E-i:±
LiZitti44
414-14
fH +F+N~s~7V4`U-i[4-F4--1-H+-1-'-1--ftttdA- i ~_
J, 4 _j
I
11 _.
;
4
I
m1 4I-T3
1~~~~~~~~
r
Ofg
J
o
0
0
1
TIME
Fig. 5.5
N
.~.
-44
':tJfitb~
Hiij
1 L4. 1 4-t
F}li I- .1Y
0.2
,
f lr2l ; ! 1
td-444t.;.;.;..
:
H-tlS-ftt
z
_We74_m;r
,
444-4444~~.4-++44,4-
0.4
.1
-,
-
-I t
OXYGEN
CONTENT
P
IN HOURS
Optimal Control Solution for Initial Condition No. 7
2
- 103-
plane trajectories are equivalent in the sense that one trajectory can
be transformed into the other. Starting from several initial conditions,
they move to an optimal steady state (marked by S in the figure) in
an optimal manner. It is significant that a trajectory starting from
one initial condition never crosses a trajectory starting from any other
initial condition. In other words, an optimal trajectory is unique and
depends on only the initial condition.
This fact is known as the
principle of optimality. This figure shows that initial conditions are
selected such that they surround an optimal steady state effectively
and it shows that their trajectories cover almost total phase planes.
The Structure of Optimal Closed-Loop Control System
From the principle of optimality, which is discussed in Appendix H, an optimal control law can be expressed by the relation be-
tween control variables and state variables. In other words, optimal
control variables are unique functions of state variables, namely
regenerator temperature and carbon level. Theoretically speaking
it is possible to design an optimal closed-loop control system where
air rate and catalyst rate are manipulated as functions of regenerator
temperature and carbon level. However, practically speaking, there
are two limitations to this scheme as follows:
1.
Continuous, instantaneous, and accurate measurement of carbon level is far beyond practicality.
2.
There is no information feedback from the oxygen
level. Therefore, if the system receives disturb-
ances which shift an equilibrium point significantly,
there is a possibility of oxygen offset, which can
be dangerous.
Fortunately,
the oxygen level is a function of carbon level and
regenerator temperature; the optimal control law expressed by regenerator temperature and carbon level is equivalent to the one expressed by regenerator temperature and oxygen level. Theoretically
- 104speaking, both schemes are equivalent, but practically speaking,
there are two advantages to the latter scheme, as follows:
1.
A continuous,
instantaneous
of temperature
2.
estimation
of
oxygen level is practically possible by means
rise due to afterburning.
Since there is information feedback from the
oxygen level, there is less possibility of
oxygen offset than otherwise even if the system
is faced with some forced disturbances.
This control scheme is shown in Fig. 1. 6b where air rate and
catalyst rate are manipulated by the information feedback from regenerator temperature and oxygen level.
Determination of Optimal Feedback Control Laws
Since the objective function and the system equations are highly
nonlinear, optimal feedback control laws are expected to be nonlinear
functions of two variables.
ally,
sary.
from
from
Since they can not be expressed analytic-
a three-dimensional diagram or a contour line method is necesFigure 1. 11 shows contour lines for air rate. Data points come
the results -obtained in the previous section. (For example,
Fig. 1.9 this functional relation at t=O.1 is Rai - 396 at
Trg -
, 165 and Ofg
0. 14. Thus one data point (shown by a square)
can be plotted in Fig. 1. 11.)
Although these contour lines are not
very accurate because of the noise in the data, they are still satisfactory because they provide a clear picture about the general characteristics
of optimal feedback law. For a phase plane of regenerator
temperature vs. oxygen level, a mountain is apparently located in the
southwest and a sea is located in the northeast.
A phase plane for re-
generator temperature vs. carbon level is also shown for reference
purposes.
Figure 1.12 shows contour lines for catalyst rate. For a phase
plane of regenerator temperature vs. oxygen level, a mountain is
apparently located in the northeast, and a sea is located in the southwest.
- 1055.3
DYNAMIC SIMULATION OF AN ALTERNATIVE
CONTROL SCHEME
The objectives of this section are to design and simulate an
alternative control scheme and to show its superiority over the conventional control scheme, First, an alternative control scheme will
be determined from the analysis of optimal feedback control structures.
Secondly, the performance of this scheme for unsteady-state initial
conditions will be demonstrated
and it will be compared with the
optimal control system and the conventional control scheme. Thirdly,
the performance of this scheme for forced disturbances will be demonstrated and it will be compared with the conventional scheme.
The Design of An Alternative Control Scheme
Now we can design an alternative control scheme for this fluid
We know the optimal feedback control laws at
catalytic cracker.
All we have to do is to utilize the optimal control
least approximately.
study. First, we linearize the optimal control laws around the optimal
steady state. This is done directly by measuring slopes around an
optimal steady-state
point of Figs.
Ral - Rial
1. 11 and 1. 12 to give
-1. 0(Trrg Tr
- 100(Offg -Ofg)
f
s
rc - Rrc = 0 5(Trg -T rg) + 50 (Ofg O fg)
R
where a superscript
(5.3)
(5.4)
s represents optimal steady state. Secondly, we
investigate the contribution of each term in Eqs. 5.3 and 5.4 to the
overall performance of the optimal system by comparing the performance with and without each term. By neglecting the second term
on the right side of Eq. 5.3 and the first term on the right side of
Eq. 5.4, the control scheme was developed. This is referred to as
the "alternative control scheme, " and is shown in Fig. 1. 13.
- 106-
Performance for Unsteady-State Initial Conditions
A dynamic simulation of this alternative control scheme. where
the initial carbon level is slightly higher than the steady-state level,
is shown in Fig. 1.14. If this figure is compared with Fig. 1. 9 it
will be found that the performance of this scheme is as good as that
of an optimal system. If this figure is compared with Fig. 1.4 (note
the difference in time scale), it will be found that this scheme has a
Significant superiority over the conventional control scheme.
Figure 5.6 shows the case where the initial carbon level is slightly
lower. If this figure is compared with Fig. 5. 1 and Fig. 4.3, the
same results as in the previous case will be found.
Therefore one can conclude that, as far as the performance for
unsteady-state initial conditions is concerned, this alternative control
Scheme is as desirable as the optimal control system and it has a
Significant superiority over the conventional control scheme.
Performance for Forced Disturbances
A dynamic simulation of the alternative control scheme, when
the feed rate is suddenly reduced, is shown in Fig. 5.7. This dynamic
behavior will be explained by the following step by step analysis:
1.
The reduced feed rate tends to increase the
reactor and regenerator temperatures because
of reduced heat requirement.
2.
The increased regenerator temperature causes
the air rate to decrease by means of the controller. while it causes the oxygen level to de-
crease because of the higher oxygen conversion,
which in turn causes the catalyst rate to de-
crease by means of the controller.
3.
The decreased catalyst rate causes the carbon
level to decrease because the carbon production
is reduced.
4. The decreased carbon level causes the oxygen
level to recover,
and the decreased
air rate
causes the regenerator temperature to recover.
'" -WN
Ts- 7_17-
-107 CARBON LEVEL)
INITIAL
(LOW
' J-tffi~r
I
AIR
400-4
RATE
R aI
YT,
thf I-
395'
I
-44
i ll
-
;
Ii
II
4
I I .I I
.-
I
4-
LLI---4i4
.-IT
IL
4--
IJJlll[J)lllI
i-p
IIi
fT
,-t-
t4g,H .-
444tHtrt'tt
n-r
:Iil
-ll
c .-Ft
t
1-Lr.
[ Tifff
: iWmnffff if
TlrI~lill
. | FLi
:rr
_Jj+
.Tri
F +1U
LLI.111!11
i
r7
TIITt . 1 ~t-
+fit4,i:lit
."+H;Fr4
-i 111.lt
t1f T
1
iFF- 4-4-F-4-4-IfF
.-
T~
,L1Fe
I
ILlt
ILI
-it+H-I-
rtt~7mTI
. Llj/L
,
-.
+
+-.Ftt
.i
I
FFF-
-rI
"tl
CATALYS T
RATE
4;t
PF--H4l
iT
-t-f-f-
II.
--
,tt
7AI
45:r
Rrc
40
_41
+
REGEN
TEMP.
MEV
1160-
Trg
T4
1140+
qfil
REACTOR
TEMP.
-t
930
Tra
925' -tH[FF-!-~H
+F-rl +Hr+t H-F-
44#t#4rt#ttt4
CONTENT
0.!
Crc
OXYGEN
k4-
RR
-t
I
........
....
r
.
'
I_
1
.
f-
44--
-
-
IIII III! i i "Iii i i i ! ,
f
-i-F ±
f#_-. -tL
-flt·t l
vvw
t I
-.
;W
-1t
w4
Fi
W
-.
rl
'" I-.t.l
-,- -
4
ftlt-Fi
d tEEfEE
i~
I- f .rrW
3- , - E-1
-. -
4I
-
~-·
I:
I-3-t~
-t
4-
CONTENT
,:.
1·
't
...
0
......
......
..
.
.
......
_
......
.
0
....
...
.
-[14
,
!
l-trr1-
|
_
I
'
IrrrrrrtttT--l-r
FeeTtiezrS-l-r.-rzrrl
FS
0.1
-
I4IV
Ft
!~~~~~4
t
£-t
0.2
Ofg
#iTt-T4 f L
' ''j ' #FIf
_b +I-M4
1
11-
-1 -;t-I
1
'
w
.
ht IV t
'
!
rl-ri-
r
,
Alternative
I ~ I
I
. . . . .
i
gi
H'tgi~
21X
W;iS 11
1
Control Scheme for Initial Condition No. 2
f
MItf~tiit~;.~tt
I
-
TIME IN HOURS
Fig. 5.6
+- l
:#4(-l-#i#.
#i 14
Pw1t Ei-l
14C
. t__-
ti
0.5 #:4tt
--tt. I
4
Ea
.t-H--f FtH-
IfHt f-H-I
i4 V517
4TUT4
f-M
-,
fqFRffffn#m
--44 - 4.i''""
t-F4
Fr4-l+f-H44-
CARBON
HI+-H14 4
r+
+ -tF.trt44.t
---- -ft
F4Hf i-I H-4FlF-ti H-IH-- at
H--FH-FtI
1-`
S
g
t.i
2
L
-108(DISTURBANCE
- - .-
· k 1-
It
AIR
-
I -
3 % DECREASE
_,fr'-!,L!j
--," li "
'j
- .- I- -
._!,
:iij
RATE
=
-
i
,@
i
'7
,
':I:
; i:
i:'
r -:' '
!.t.iiir:-ili
!
-':
.l i i
i-}
- ,l
-
r
, H
+
t
'
lI'4r.-~
lr-m4-:
Ifi:: 1:··
' 'I·--- ·
;-:
W
TYi 7!
H:ErI
T
Fi:
[.a:l-;-_
Ili
x,!141
ii
,
PF
r';
i
I·i
STI.
I
Trg 1160
Tr
A, ;
li
1Ii
i'ft
I: I!
I,,
-Tj;-!:
I hi' ' -i-
'.,
[w1;;:
-1
I
*
'L _~~ t-
-:'
ri F 2
I~·r
T
;t
._-,
L
.
I
l
I !.i
.:i/,~
1
I
EL /1
'
tH'i~-
I
L
i
'
11i
l
l
r·
?_ h
41t-il
-
-1
l;?
i;.~L-LW
:H
t 1
-. : T-
1
14l1l ..
. ' | 4f
lII"'T
:; r-'tZr!r,
+,
: ,
I
ti
-
11-"i
_.
~-
id
4?I
r
1;
rtr
-'t_ IT,,
E'~~~~~~~r'IT
'-4=''
i
.If
~l-I-ij1'
ti'
.
u-
-i-
__i,
r i' -; :t!H1i
!:
m-Jd*Btt~~i
4: I ¥L.-I
h
CONTENT
i ..
'i
0.6
..:-...I
I1i
t;l
. !.
I ~F,
-I
Iii.r , t ...J!'
'_,
i-,
_,
"i'
rili-r : I;1
''
i' t
ttl
tI -I
I:,
-
:; t|! i
;i
;:
. . 7.,~, !, ,li i!.--,]
;..
ii;i :'ii
, 11 L1444
Ii
j
. :11iiAr-S,',
Ofg
0.1
0
i7
i
-T
-I
£
!ii TI
:iil;
I
,7i:1: i
.
..
,..
L
,''hi
!
'' ...
1i,
L
I
.Z'Z-,T:
I Ih-j.
H
-I
: Frr;l
ti
m
?
....
·
.
f,
II
II
!: I.
l
.
.
; i: -!: i -,
.
,I
4
;fti
l; . ,
,.
,
.. :!
~"
%.r-,q t
1 +
IItI~1
1I
.arr
l
..... : ;
I1
;
.
r"
Ji
-
I
:
:|-,7
-:FLt-tqFi
f 7 i, .
-~ i ,'?
!'t"4-
'
i
Ft f--r r ;;,"
ti
iliii till:t
ill!j
i It
i:i
lliI i
Ii
: t I;fll /jf
1/ I
ililij!i
it;L
.
!1
iii iiili
l1
II I
, , 1 ; i
CL
.i-t' , l. ,-t! I
1
1- I
!I '
! 11
. ,
I ...........
! ; ; I I... i 1. , 1.j '
....
...................
...!'
1-11,
I
:
*!
{1T
,oi.....
Ii
;I i I i
·
4~
.4.I
i, ,l i; i,,,II
i!
-, t
1.
7 I_ i. I ,II
.|
. _ .....$
.
1111
i
;;I
:1
:i I , r '
1-
. .
j I I !t/
rL
! ii·-; ;r II
[ ~! Ij ',h,,I: i ifi w v
l
-)-fr t 'i
X4
ma3
1X F11X~~~~~~~~~~~
t-l-t
i T~, -,
-i
rr
i
:i
..
. ....:
a ... .
., _
_J
_
-t-+H--
:HL
1 ,i7 i! i'
:l
*_ . _ _J_ _LJ _ ' . I . . _I
1
TIME IN HOURS
Fig. 5.7
t'
~lri~
iW
f ,¢'
_:q-~~~~~~~~~~~~~~"
*;-,F
rlll
T1 i
i.
*
i
r::
.L[::
-
I1
'
M..
i
,,,
,,,
II .II
,-r
.- IHilt
- t- , I -. ':-rj ii
'~
t-:
, I'.
·?!rt
..
r-1 ;!mi
!..|
.... ......... ..... ........ fi
.....
0
-
"4
:'~-f-i
SX
::.
iiii iiliiiri!j
i: I i ;
~MtFroitt-t"'t't'!{Jz
4flTH1fEV
iI
!I--,-,i'
1-iftYt.~
t;-'-'i _t-tI :;.'-
.~,:
Lut
I,.
'
1
T--t1 1'- -ft-4..
:4 -t-i-i
,ii"-t,~ti
_,-.. _}:_;
;ti "' '' '
ii;
::F
0.2
-
i 111F111·51 rtt'tfr::f
t.
CONTENT
,i i
.;
...
!I-t-
V1
~j.
,7
T
I
RI
t
L -tL.
x
ffi'?
:,,~
II L
iI
I.T
1.{];
OXYGEN
Hi
Li
mi r[qi__.j
·I .j ; ,
-- it
t i i II :i i iii i t-il7
';-;
ifLjJ,l
;f
1 I::
1A
.,
-t_
' '
-.1
- 1j
i;
. _;i
Crc 0.5
[
.
"i-Ig..
,!11-_
I :'i . -T,{_-'
'-1
1i 1:'t
_
...--if
1_~
ij1_
. j,
CARBON
- .II.
I
',L
:
Wt-t
1-11
!
i:,I1
,-' T.',
,
!
t4:i
-I
i
c~~~~~~~~~~~~~~~4
~.~
1I
i i4t';!-
ei'
Tra 930
,-,- 1 t'!,,-+-
L1,12
i.i-i-'0 -
t
... I
I .H ..I
4W
· t'. T_ 'I,
ltII--ttI
._- . ...:.....: .~
l~f-i ::- - i-i 'i
_
~ i '.
.I
:tftt!tl
_?-~rt~i
._' I iTV.'
VFF
-ift .lill: tIIlt+,
''''_Lllli i
1'';''
. I .
li:ll
. . .
' "
T HIH-4-thRifil L c
Jz
I:-N-.P1
i 1-Hq-rtl
4- _ttfftftw'i-4ffiX.G1
I H¢~fL
t+--H'-t: ! ILI
t:
t'
1-t!?il'Pt
i
:
;i
i
f
~
,-~
t
t
"iR'i';:;!
. I
, - ,4
i
k - '_-
h t +-
411
1
li
li
lill
' ' Iir
at,,-
-,.rj.,m,
I"-1f~~
t!4;
:
tf_
i
.rji!i
i
.T
.. + t~E l
t,
I
I FJ
-rtFt-t,
it
,I-,t--
t~
-
C~
;1 1 "
'7'j.
.'I
,
ti 3] _ i ]|.j -i
! ii:
_
- ..
.r,
, I[l :i f-'t A,
T iH t
; rt;l -:i i ii
, .,ii l?c;CCW
i f i t ;I i .........
.I.F!Htl fr-.
17_
;':'li.
.\
i.. :-tf-irF
l 4,-k1!'¢
I..i.
!11;11':1'.1;1
_
'i
;
ift
'r
I
~
L1, I--ti-, I*J:447
Ltt I.'Titr
i--', ...
H. . I`
i
I
I
I.'
,,
}: B . rlr_
r
N! ifi
:"' "~",:ir!i~-
;·
4i:r-Lbfl
t-.,
TEM P.
1180
_
I'
li-.
'r:·:
!Tr
t Fi st1 l ]
1T
LF
Ii-L]-t14 1.1~~j
t
Ilt
REGEN
I
....
''l
i Idt tttti
i-il-ff
41-.4
T"
:i,·~~
i;
35
935
l- P
:~4[ *+:!]t'
,, !,-?ar
pt.. [IU 1Fi"
iI
: ::-
: i:I i
I
"
tt
REACTOR
TEMP.
qq
:::. ' !-:
.ii_'t$td-r
t
!i.
WW W X t~~~~~4_
.... ,
,
"I1'}'7"
t
t' 11111
Rrc
r-~t
..
i !;i
:.~L
Pit
i .'!f%+~I:
!',!-rp"!
H-q-3qf HL;LH ' ! F!
iti
I FqT-f
i -i~t-l--?
' .~......
.
.
,
.,
T t' X
;i
01,;Ji i ]!Jc.i
Jt
CATALYS T
40
:.
H;
tl i
I4;
390
RATE
,T'I1f: 1+_
' !rtl
''11
Rai
!,-Iiil, -,-:
",
" i-i
'.- ;,,-,
!q!,:i -,,,
1f-,,
-',i' ,-,
f_ - 4
_! 7
a.
+i
400
IN FEED RATE)
Performances of Alternative Control Scheme (No. 1 )
. I_ . _vJ_.
_
, t!I
tll!!
i!;!,1I
71!i: i
,!
>
2
- 109-
As shown in Fig. 5. 7, this system is practically insensitive
feed rate disturbance.
to this
If this figure is compared with Fig. 4.4 (note
the difference in time scale) it will be found that this alternative
scheme is undoubtedly superior to the conventional one.
Figure 1.15 shows the case where the carbon production is suddenly increased.
This dynamic behavior will be explained by the fol--
lowing step-by-step-analysis:
1.
2.
3.
The increased carbon production causes the
carbon level to increase.
The increased carbon level causes the re-
generator temperature to increase and
simultaneously causes the oxygen level to
decrease.
The decreased oxygen level causes the catalyst
rate to decrease by means of the controller,
and simultaneously the increased regenerator
temperature causes the air rate to decrease
by means of the controller.
4.
The decreased catalyst rate compensates for
the increased carbon production.
As was shown in Fig. 1. 15, this system is practically
insensitive
to this carbon production disturbance. If this figure is compared
with Fig. 1. 5, the superiority of this scheme over the conventional
one will be reconfirmed.
Figure 5.8 shows the case where the catalyst rate is suddenly
decreased. In spite of the blower capacity limitation, which is assumed for the purpose of a conservative
test, the performance
is
fairly satisfactory.
5.4
ANALYSIS OF AN ALTERNATIVE
CONTROL STRUCTURE
The objective of this section is to demonstrate the superiority
of this alternative control scheme from an information feedback
point of view.
First,
negative feedback loops will be discussed in
-110(DISTURBANCE: 5% DECREASE CATALYST RTE )
-F_
~I- t- . . . -, , +: _ : - r - i . :t !.- . I . .:L_: , . . i ' " 7 !i . _I __, . . =-HF,
rFrf-TI F,:-R1:i
-- !
i7 W ;T ,,.
I
, . ! i
AIR
.
RATE
_ I i1j
~''
r:WH
-.
j '#Pt-t
i@
,I
.r
-.r-z
.-
1
-1 ;
'
-J.
S
i7 - I
-
.
1
-:
I
... t: i , . t j
-7;
;.
I
-r =
:
S
cr
t.4
Q
400
Rl
Ga!
Z
.
:
. -:.
:-,'
[
i i t
I
'1''
l &J _
.Li
iS
I: I .lI.''ii. 1
-'
_;£::
L-'
-
T!_
u
...._; +i-
' :t
1..
.t =I'" ,_i
-;'
~
,lI
c
-7
y
:iI
I
l'
....
r
i:
I:
- .
- :;;
4-
L .~,~
CATALYS T
-i-
t
; 1i
.'t~
40
I
Rrc
,
-
['T
-
35
j_
! I . rI
t-t :
. 1-
Trg
i:·
-·
-
-- tr iii
.
,+,.'4
..5....
1160
:";;-4-i
I
m::'T;d
''
I
.
t
..
T-4- - q-- '-f
I~
.-
't
Lb
i
'
i-1-,
i :'
!I
:
S
et,
,,
I
'
IT,
i 41,1144,1411fallffil
I
· · ·-
· ·
'-
. ·
·
·
-t
Lt-4-k
_-;H-HH
-..,,J
t clt.u
q· r
'lq : .- ...: r_ i' _
jJ
j
I
I;
·
+
*-t-i
f
it-- l
-.
.
L
r
I
-~'
-t-
iY
s
ii~~~~~f
·1
.
-
.
-
.
'lI
It
-i.,,i
0.6
'~
~~ ~ ~1~I-:
L;!'tr
Ti
=
-C- '
*
!!
.
,
" 1...'.
ttl
:-
P.1 .- '~ tH-ff f-
f-Ht,!
tf- :
.
l
W i
I I!Li
t;-i
'
F
14
I4
--
.
4
i-3-h4
F'l
r
i ' rL: |
-.
,- _. _
.- t±-rH
..
t~~~~Zi:L
T-HiT~
---e...
;q-,
:~
-,-.......
..........
~- ....
't'
.. it::h?:
- 77':-.
,-
.
r
l'
'
,"..*i-:
t':.
'L.
-
,
f
bl
t
j
*
' .
J
:.':
,-:.,-.,~
i
t
~
~
,
.
ry
-i
.
IL
I
4
i.
Jl
t
-
: -,.~,4
~
~.,...
...
.
.'- '+r'
.,.....
+ : 1,.4{'
' 3'...l
-
I ,
-i--t,
.
"1~;l
tJ':
-
· ; ;3- tsili' jI;'1.
,3_ t
· ·-
.
T-!iri~]
0.2
fg
Of g
0.1
0
~~~~~~.
~... : 'i,~~..{-··
,
Ii
0
!-~~:;-t;:
·
.:,'j
1
TIME
Fig. 5.8
.
I
tt::
:'.l
i~~~~~~'
t
'
'-
,,_
::'±
.: ..--[' -u-:"2
'
I. , !
C:-
I -
t
t'
._t=!
I
T
_-
;'-'ilrril
wailEII
i
Ef'
.....
.
.
1Z
I
I
.W .L rHe
'
.
J't
-
f+
I-
Li'-
I
i fr !':-"'l
-' j,,r[f
'-*[:',-.
?~:.-~.4 -~ }=miT
~.ONTEN'F
rca
t_.
,
'
tf
Fi- 't-t 3
: L4-1 4 +
t
H
H !i+H
4-1-'
:1: .,
.
-
'
e~~~~~~~~~~~~~~~~~~~~[,:;"
l,;'itt
'
CNE N
ii
I
A,.
, 1.
.....
:
CNITE T
OXYGEN
i ~'.
I·-·I
:i
I
!
.~J ~.;L,
= r,
.
1-'F
+
t
Z'
+
''I
1 I.i3i.'I
r··, I.:_·--·
.,
.~
i'-rs--: I
i
i
t
r
L
Li,,
ff4J
|
i'i
'f:,*-i
0.5
-ti
I
1 1,
(Ir l
I1il '
-: 1
?WitJ :w
-
iC-L.I
CARBaON
Ii
I
m
; :r'-
925
!F
,,.9 : , ,
,tlr-i-21
I
Crc
I'
r3,
-i
I
NZ7.
i~ti t i i~t+., r'F|-!.
Tra
._'
t!
t~f rE!
M
p
E TT930
.! _
I.,
!
.
.-.. -,
, 'I
Lj4 -_i-.
, fl--:1, "
. i ! .
.!'
i:
'
, _T' (
:t 'I,It
: C- I=~
I+~
-'=.
1,' -:.
4±=44=44'I~t
4`4
ct
.;
·
' 1
i
;S--
-r
--:-fC·
·
-
-
-r:St~rSX
itf,;
.[%¢j/~
'X~;iae1
t~:*+' 1:-r?:-++,,:
TEMP
!
i
H-i,-i
',
T{Tt
0 j ,.
6w_
.,-3:.
:
=
+ IT
cccc
*
iff,
! :
i
'---
i -'-
t
'
...
tfr,
P
9
r.+pt
q~.%
r1
\
REACTOR
F
1'11'''11101:1;:
P--'4
RIU
tt-;
I-fr4'
t, . '-,"H J
Ji
,
L "'
'44tr,'
LLI_1
'
rr
.
A,.~
'L Pz
1,
RIN-14,
i- -~~~~
44 4i-tiW ~~t
X.;;
.L
~r
.1
II
-U
-II
....-j--¢
..-I
ii
C-
t--
--r
_
11
. .
TEM P.
--
-
.
Li gl-t-'-r
AL'H
,
i
,
.1'
-..
-i-
.1 s_
1-rrt
REG EN
1180
J
I . - TI
_
. :I.
,
11I
.
...... ,.A.
-k_
t
)_~~~~
.
-,,~~- ,'-t
i:,;=.:
1'fl
1_' t
.
....
......
· ·- · · · -···-·-·;· -H l ~
.'I- w,-=
.......
,~t,-ttt~.
;'; i..~.
I, _
.-' "+ "t't~
q T:F-1 M-:
....
:-·
,
H-;~.,- - ,--{
~
-,:'
RATE
p--.-
-'
. .,
!-L
H
' + ,?-:' i
+'~~
it...I,
-,+ +
~1,._,~~~~~.
,. r_,tt_4 1 1 :
1
11
~ L-
j -r,
_
I
_ 4J
]:
_
'T-
4 . 1
_
?
I4-'.
7.F,;:=t;.-L-t,,
r:,1ti tL: :-;lTi
,i
'i'i:, -,- r tq-i -^
'B
....
i
-FH:HI 1, r . t r I*,:: L
390- !i:
1-11-'ir-4L1`di- ,1, . P .l '4'-X1_,
- ,,,, ..
-+1 1.7,t 1--u-il 1-1 I li ;t-k .~~
l.i
.
~,
._
L. "'J,
i
I-j
1
LE
r??iL
, }.*.
'h1 i!
/
11
tLi.I
I
Is!!LL 1
I=.
I ;
- II
.
-t
j'- -r,
r _',-f-f
(L~ I .. . I';
t -i:-l;,L
-~Lr . ? -, -; t:' -.- ;_,i
------. ;: . rAlar
-i t. I]:
'*I ~-q~i.'
I:~
tirjtt 19
i
:t,
IN HOURS
Performances of Alternative Control Scheme (No. 3)
-~
:
.:
':.: J:.
o:·
? :..
2
-111-
order to understand the real significance of this control scheme.
Secondly, positive feedback loops will be discussed and will be shown
to have negligible effects on the overall dynamics.
Negative Feedback Loops
As was demonstrated in the previous section, this alternative
control scheme is surprisingly stable. From an information feedback
point of view, this scheme must have negative feedback loops.
A simplified information feedback structure of this scheme is
shown in Fig. 5.9. There are three negative feedback loops, namely
A, B, and C. The loop A is justa regeneratortemperature control
loop and will be explained by the following step by step analysis:
1.
An increase in the regenerator temperature
causes the air rate to decrease
the controller.
2.
of
by means
The decreased air rate causes the regener-
atortemperature to decrease.
Since the regenerator temperature time constant is relatively small
(e.g., order of five min.), the response time of this loop is relatively
short and it will be considered as a short-run negative feedback loop.
Loops
B
and C
essentially consist of an oxygen control loop
and will be explained by the following step-by-step
1.
An increase
in the oxygen
analysis:
level causes
the
catalyst rate to increase by means of the
controller.
2.
The
increased
catalyst rate causes
the
carbon level to increase because the carbon
production is increased, and simultaneously
results in the higher reactor temperature
which in turn increases the carbon production.
3.
The increased carbon level causes the oxygen
level to decrease
because
oxygen is increased.
the conversion
of
-112OXYGEN
CONTROLLER
OXYGEN
. RATE
C rc
CARBON LEVEL
AIR RATE
Fig. 5.9
--- ----C--T--
Information Feedback Structure of Alternative
REACT. TEMPo
Control Scheme
-113-
Since the regenerator carbon time constant is relatively high (e. g.,
order of one hour), the response times of these loops are relatively
slow and they will be considered as two long-run negative feedback
loops.
Positive Feedback Loops
In Fig. 5. 9, there are a few positive feedback loops.
The ob-
jective of the following discussion is to show that these positive feedback loops are not serious. For example loop D is a positive feedback loop, and will be explained by the following step-by-step
analysis.
1.
An increase in the oxygen level causes the
catalyst rate to increase
controller.
2.
The
increased
by means
of the
catalyst rate causes
the re-
generator temperature to decrease.
3.
The decreased regenerator temperature
causes the oxygen level to increase because the conversion of oxygen is decreased.
Since the regenerator temperature time constant is relatively small,
this loop will be considered a short-run positive feedback loop.
How-
ever, since loop A is a short-run negative feedback loop, the regenerator temperature is so stable that the overall effect of loop D
is less important than that of loop B and C. The above analysis will
become clear if one recalls that a negative feedback loop, in general,
works to compensate for a change in any direction, and that therefore, if a negative feedback loop exists in some information flow,
then the overall gain of this flow is less than the gain without this
negative feedback loop, and that a positive feedback loop is un-
important if its gain is small enough.
- 114-
Concluding Remarks
The fact that this alternative control scheme, which is an approximate optimal control scheme, has a significant superiority over
the conventional one, is partly confirmed by this analysis of infor-
mation feedback structure. Therefore this optimal control study for
the improved control system can be considered satisfactory at least
for the problem formulated here.
With this highly satisfactory control scheme with respect to
air rate and catalyst rate, it is possible to conduct the research
further into adaptive optimizing control schemes, with respect to
reactor catalyst holdup, feed preheater temperature and feed rate.
This topic will be discussed in Appendix I. together with general con-
cepts for optimal operation of FCC.
IP1P-
--
CHAPTER VI
DISCUSSIONOF RESULTS
6.1
REVIEW OF RESULTS
The objective of this section is to review the main results obtained in Chapters IV and V. The dynamic simulation of the con-
ventional control scheme, the dynamic optimization for unsteadystate initial conditions, and the dynamic simulation of the alternative
control scheme will be reviewed in that order.
The computational aspect of dynamic optimization and the con-
trol system design aspect of optimal control study will be left for the
next section.
Dynamic Simulation of the Conventional Control Scheme
The performance
of the conventional control scheme
(Fig. 1. 3)
is demonstrated in Figs. 1.4, 1.5, 4.3 and 4.4 for several forced
disturbances and for several unsteady-state initial conditions. The
static behavior of this scheme is characterized by:
1.
Compensation of the change in the heat require-
2.
Compensation
ment.
of the change
in the carbon
production.
The dynamic behaviorof thisscheme is characterized
by:
1. Extremelyhighvariations in the regenerator
and flue gas temperatures.
2.
Relatively long periods of oscillation (on the
3.
Relatively small damping ratios, in other words,
the degree of stability is small.
order of three hours).
-115-
-116-
Dynamic Optimization for Unsteady-State Initial Conditions
Figures 1.9 and 5. 1 through 5.5 show solutions of dynamic opti-
mization, for several unsteady-state initial conditions. The dynamic
behavior of this optimal system is characterized by:
1.
2.
Small variations in the regenerator
temperatures, and
and flue gas
Short response time (on the order of a half hour).
The phase-plane trajectories of optimal control solutions are
shown in Fig. 1. 10. Optimal control laws are shown by contour lines
in Figs. 1. 11 and 1.12. The approximate functional relations of
these optimal control laws are as follows:
1.
The air rate is a decreasing function of re generator temperature and oxygen level.
2.
The catalyst rate is an increasing function
of regenerator temperature and oxygen level.
The Dynamic Simulation of the Alternative Control Scheme
The performance of the alternative control scheme (Fig. 1. 13)
is shown in Figs. 1.14, 1.1'5, and Figs. 5.6 through 5.8, for several
unsteady-state initial conditions and for several forced disturbances.
This alternative control scheme is equivalent to a conventional control
scheme when a process is in equilibrium--when static conditions prevail. However, its performance is equivalent to that of an optimal
control scheme for a dynamic situation--when conditions are changing
rapidly.
6.2
DISCUSSION OF RESULTS
The objective of this section is to discuss the computational
aspect of dynamic optimization, to discuss the control system design
aspect of optimal control study, and to compare the conventional con-
trol scheme with the alternative control scheme.
-117The Computational Aspect of Dynamic Optimization
Numerical solutions of optimal control for unsteady-state initial
conditions are demonstrated in Figs. 1.7 through 1.9 and 5.1 through
5.5.
The computational aspect will be summarized as follows:
1.
The method of steepest ascent of the Hamiltonian
was demonstrated to be satisfactory since no
dynamic optimization for such a highly nonlinear-
multivariable process has been attempted yet.
2.
The utilization of penalty functions made it
possible to obtain an approximate solution for
the dynamic optimization with state variables
constrained.
3.
The optimal control solutions were relatively insensitive to the total operating period (running
time tl) if it was greater than two hours.
4.
The convergence was rapid with respect to the
objective function and state variables, but was
relatively slow with respect to the control
variables, as were recognized by many investigator s. 3 9
5.
6.
The iteration requirement depends on the ac-
curacy needed. For the cases presented, 10 to
20 iterations were necessary.
The computing time requirement
depends on the
number of iterations and on the time step for
numerical integration. For the time step of 0. 02
hour, one to two min. was necessary
IBM 7094.
7.
The modification algorithm for relaxation param-
eters,
Eq. 2. 13, was satisfactory.
of relaxation parameters,
factory.
8.
with the
el/e
2
For the ratio
= 10 was satis-
For penalty functions, Eqs. 3.20 and 3.21, m =2
and m2=1 were satisfactory.
The lack of any other practical and satisfactory computational
algorithm makes the steepest ascent method the most pracically important one for the dynamic optimization of complex chemical proce sse s.
-118-
This method is therefore recommended for dynamic optimization
studies of similar highly nonlinear and multivariable processes.
The Control System Design Aspect of the Optimal Control Study
In phase-plane trajectories (Fig. 1. 10) of optimal control solutions, a trajectory starting from any initial condition never crosses
a trajectory starting from any other initial condition; in other words,
an optimal trajectory is unique and depends only on initial conditions.
This is a direct consequence
of the principle
of optirmality.
As shown in Figs. 1.11 and 1. 12, optimal control laws are
unique functions of state variables. For the problems considered in
the study, this is also a direct consequence of the principle of opti-
mality.
An alternative control scheme has been designed as follows:
approximate systematically the exact optimal control laws as simply
as possible, while testing the satisfactory performance by the use of
dynamic simulation of this approximate optimal control system. This
design algorithm has the following significant advantages over con-
ventional trial and error methods:
1.
This design algorithm is systematic (although
not completely scientific) at least when the
optimal control laws are to be expanded in a
Taylor series.
2.
The solution of this design algorithm always
exists, at least theoretically, since an exact
approximation corresponds to an optimal
control law itself, while the conventional trial
and error method can not tell whether a solution exists or not at least until a solution is
obtained.
3.
This design approach provides information to
evaluate the desirability of each step of approximation because the ultimate performance
due to optimal control is known. The con-
ventional trial and error method, however,
cannot evaluate the desirability of each trial,
since the ultimate performance is unknown.
-119-
Because of the lack of any other scientific and practical design
method for highly nonlinear multivariable chemical process control,
this design approach is very significant from both a scientific and an
engineering point of view.
The Conventional Control Scheme vs. the Alternative
Control Scheme
The performance of both the conventional control scheme and
the alternative control scheme is described in Sections 4.2 and 5. 3, re -
spectively. The structures of these control schemes, from an information feedback point of view, are analyzed in Sections 4.3 and 5.4
re spe ctively.
The alternative scheme is superior to the conventional scheme
for the following reasons:
1.
The variations for regenerator temperatures
and flue gas temperatures
are significantly
smaller in the former than in the latter. This
allows the former to operate at almost maximum
regenerator or flue gas temperatures
safety of a regenerator limits.
2.
which the
The damping ratio or the degree of stability is
significantly higher in the former than in the
latter. This means that the controller tuning
is relatively easy for the former and is not
trivial but requires great care for the latter.
3.
The period of oscillation is significantly shorter
in the former than in the latter.
In other words, as a control system the former responds and recovers quickly, while the latter is sluggish and the quick recovery
from the upset condition can not be expected.
These dynamic superiorities were confirmed from an information feedback point of view. The latter is inevitably associated with
several positive feedback loops the effect of which can not be over-
looked. Therefore the poor performance of the conventional control
scheme is due to several positive feedback loops which are inevitably
associated with the scheme.
__
CHAPTER VII
CONCLUSIONS
In the course of this work, the following conclusions were
drawn.
A new approach to the design of a control system for nonlinear
1.
multivariable processes was developed in the course of this work.
The method was demonstrated for the design of a control system for a
hypothetical fluid catalytic cracking unit and resulted in an entirely
different control scheme from the one that is typically used in refinery operations. The performance of the new control scheme was
demonstrated by dynamic simulation to be significantly better than the
conventional system.
2.
The new design approach was found to have significantad-
vantages over conventional trial and error methods, because itis
systematic, and because it provides information to evaluate the desirability of each design step since the ultimate performance of the
system is known from the optimal control theory. With the conventional trial and error method, it is not possible to evaluate the desirability of each trial efficiently, since the ultimate performance is
unknown.
3. The method of steepest ascent of the Hamiltonian, with the utilization of penalty functions, was demonstrated to be satisfactory as a
computing algorithm for the dynamic optimization of the fluid cata-
lytic cracking unit considered in this study. This method is therefore
recommended for dynamic optimization studies of similar highly non-
linear and multivariable processes.
4.
Signal flow graphs for the conventional control scheme and the
alternative control scheme of fluid catalytic cracking processes were
developed, and the dynamic behavior of these control schemes was
-121 -
-122 -
analyzed from an informationfeedback point of view. This analysis
gave insight into reasons why the alternative control scheme was significantly better than the conventional one.
Several control schemes, which are different from the con5.
ventional control scheme, were also simulated and compared with
analog computer simulation studies by others.33 On the basis of
this comparison, it was concluded that, although there are various
kinds of fluid catalytic cracking processes, the characteristics of their
dynamic behavior are quite similar.
APPENDIX
A
REACTOR KINETIC MODELS
The purpose of this appendix is to introduce Blanding's catalytic
cracking models and Voorhies catalytic carbon forming models, and
to unify them into a consistent set of models which can describe the
effects of most operating variables satisfactorily for simulation
purposes.
Limiting Step in Reaction
The purpose of the following discussion is to show that, in
catalytic cracking, mass transfer and diffusion flow transfer are
factors of a secondary nature and that reaction kinetics can be approximated as a function of the reactant partial pressure.
Four important processes can be visualized as occurring in any
catalytic cracking reaction:
1.
Mass transfer of reactants to and from the exterior surface of praticles and the main body of
fluid.
2.
3.
4.
Diffusion of reactants and products into and out of
the pore structure of the catalyst particle.
Activated adsorption of reactants and desorption
of products.
Surface reaction of adsorbed reactants.
If the first process were important, the velocity of flow in the
showed that a fivefold
catalyst bed would be critical. Blanding
variation in velocity made no important difference in the extent of
reaction. For reactions in which processes 1 and 2 are controlling,
the effect of temperature is generally very small and is present only
in so far as the kinetic motion of the reactant molecules is influenced
by temperature. Actually, temperature has a pronounced effect
on the catalytic cracking reaction.
-123 -
-124-
Particle size exerts a strong effect on reaction rate, when
processes
1 and 2 are controlling.
Blanding, 10 with considerable ex-
perience in the fluid process, has observed no important difference in
cracking rates for particles varying from 10 to 100 microns in diameter.
Therefore it seems probable that mass transfer and diffusion flow
transfer are factors of a secondary nature, and that processes 3 and 4,
involving activated adsorption and/or the surface reaction, are controlling. The reaction kinetics can be approximated to be proportional
to some power of the reactant partial pressure, since this treatment
could be consistent with either of these latter two mechanisms.
Blanding's Catalytic Cracking Models
The purpose of the following discussion is to show that Blanding's
models were successfully developed for a pilot plant, and that these
models can be utilized for a full-scale plant at least as a basis.
The considerations discussed in the foregoing section suggest
that it should be possible to develop a relatively simple expression
for characterizing catalytic cracking reaction. Let
A
= species reacting.
Wc
= weight of catalyst
na
= number of moles of A present
nao
= original number of moles of A
n
= number of moles of products
P
kl
N
I
[
= constant (also k 2, k 3, m, etc.)
= total moles of material present, na + np
n ac
= number of moles of n a on catalyst
s ituation
Pra
= reactor pressure
in reactive
-125-
00
= residence time of feed gas
f
= fraction
C = 100f = %conversion
of A converted;
and plug-flow assumptions for feed gas,
Adopting steady-state
consider, first, the general expression for the rate of the reaction
of n a
dn
(A.1)
= klna
dO
0
Equation A. 1 is for a first-order reaction which, past experience
indicates, might be applicable to a cracking reaction.
For cracking in the presence of a catalyst, Eq. A. 1 will not
apply, because only the material on or adjacent to the surface influences the reaction rate. For this case, consider that
dn
d-
= k (nac)
(A. 2)
The amount of material on the catalyst in a reactive situation can be
assumed to be an adsorbed layer, as
n ac=
ac
2
2
W
n Prm
c
(A. 3)
ak
N
In this expression it is assumed that the amount adsorbed will be proportional to some power of the partial pressure of the reactant surrounding the catalyst as well as the amount of catalyst present.
Substituting Eq. A.3 into Eq. A.2
dnn
a
d0o
ara
k3 W
3 cnr
m
(A.4)
It has also been noted from a number of catalytic cracking
experiments that the relative number of moles produced per mole of
-126-
reactant increases considerably as the reaction proceeds, owing to
secondary reactions. According to Blanding, 10 data indicates that,
very roughly, for the cracking of a light East Texas gas oil,
n
n
(A. 5)
k[n
Thus, Eq. A.4 might be written
1 2m
Fn
aa ka
a
k5
dn
de
pma W
ra
o
(A.6)
According to Blanding, 10 pilot plant data, on the average,indicates
that
n
dn
0
(A.7)
= k6 na 1Lnao
This suggests that exponent m in Eq. A.6 is approximately equal to
1.
Thus
n
dn
da
d o -
k P
5 ra
W
c
-n
(A. 8)
ao
Upon integrating for a total bed, substituting 1-f for na/nao
k 5 Pra Wc &o
f
n ao
1-f
(A. 9)
It is common practice to express f in terms of percent conversion,
Also in a catalytic reaction, a residence time of oil vapor is ex-
C.
pressed by
=
k7na
Rtf/Ha
(A. 10)
where Rtf is a total feed rate and Hra is a reactor catalyst holdup.
-127-
Thus, as a final expression,
K
cr P ra
Rtf/H
Blanding obtained
C
100-C
(A. 11)
where Kcr = cracking velocity constant.
This formula applies to a bed in which the reactants are proceeding through the catalyst bed in "piston flow.'
The above expression and the foregoing derivation, together with
confirmation of Blanding's results, suggest that the reaction is indeed approximately first order but that in the constant pressure system
considered the reactant becomes increasingly diluted with cracked
products,
thus diminishing the extent of reaction.
Thus in effect the
apparent order in terms of feed stock processed approaches 2.
Actually Eq. A. 5 represents a very rough approximation; most feed
stocks examined show exponents ranging from 1.6 to 1. 9 in the conversion range of practical interest (30 to 80%conversion). However,
although the dilution due to increasing moles of reactant might not
be sufficient to increase the apparent order to the level of 2, petro-
leum fractions consist of a large variety of individual hydrocarbons
which vary in their relative refractoriness. It might be expected
therefore that compounds easiest to crack would crack first, leaving
a residue of reactants which becomes increasingly harder to crack.
This additional factor also tends to increase the apparent order
above
1.
The velocity constant Kcr of Eq. A. 11 is expected to be a
function of the degree of catalyst fouling, which in turn depends on
operating variables. Therefore the determination of Kcr is postponed until the carbon-forming kinetics are discussed.
Voorhies' Catalytic Carbon Forming Models
The objective of the following discussion is to show that
Voorhies models are successfully developed for the catalyst which is
-128-
fresh or which activity is completely restored after regenerating to a
low residual carbon content, and that they provide basic models for
the equilibrium (or reduced activity) catalyst.
The carbonaceous deposit that is an inevitable by-product of
catalytic cracking
is called "coke, " and is generally measured
percentage by weight of feed or of catalyst.
Although
the extent
carbon formation in catalyticcracking depends on the type
the feed stock, and the operating
conditions,
as a
of
of catalyst,
ithas been foundthat
there is an intrinsic uniformity in the way the amount of carbon de-
posit on the catalyst increases with time. Certain generalized correlations of striking simplicity and considerable utility have resulted from a study of such data.
74
There are three types of carbon: catalytic carbon, additive
carbon, and strippable carbon. The catalytic carbon is produced in
the catalytic reaction. The additive carbon is present in most
heavy gas oil and is deposited without catalytic reaction.
3 ' 52
The
strippable carbon represents adsorbed and interspersed hydrocarbon
gas and liquid remaining with the spent catalyst after the cracking
has been accomplished.
It is common practice to purge most of the
strippable carbon before the catalyst is regenerated.
can assume thatthe strippable carbon is
We therefore
negligible.74
For the catalyticcarbon, according to Voorhies, 74 a con-
siderable
amount of data shows that the amount of carbon formed on
thecatalyst
is approximately a logarithmic function of the length of
time elapsed since the catalyst was freshly regenerated, and that
the feed rate has no effect on the extent of carbon formation on the
catalyst for a given residence time. Much thought and speculation
have been devoted to the question why the amount of carbon deposited
on the catalyst for a given residence time should be relatively independent of feed rate. The characteristics of the hydrocarbons in
contact with the catalyst are continually changing as the feed stock
progresses through the catalyst bed, and also different feed stocks
-129-
differ in their carbon-forming tendencies.
However, consider what
happens as the feed stock passes through the bed of catalyst. It is
converted to an increasing extent into (a) gasoline and gas, which have
less tendency to carbonize than the original feed, and (b) cycle gas oil,
which has more tendency to carbonize than the original feed. To the
degree that these two tendencies balance each other, the extent of
carbon formation on the catalyst will not differ at any level in the
catalyst bed at any given time: this means that the amount of carbon
deposited on the catalyst is independent of feed rate within limits. 74
For a given catalyst, feed stock, temperature, and pressure,
Voorhies found experimentally that
C
where
cat
=
A.
(A. 12)
On
c
Ccat = catalytic carbon yield on catalyst
A
0c
= constant
= catalyst residence time
n
= exponent (0.38-0.53)
Since the rate of carbonization
drops
off as the percentage
of
carbon on the catalyst increases, Voorhies postulated that the coke
itself is the diffusion barrier, and found that if it is assumed the rate
of diffusion is inversely proportional to the amount of carbon, then
the power of catalyst residence time is 0.5 which suggests a good
concordance
with the experimental results.
However,
the above hypothesis of Voorhies has several es-
s ential disc repancie s:
1.
The large specific surfaces of cracking catalysts
require an extremely large coke deposition to
form a monomolecular layer.
2.
As described in the section of Limiting Step in
Reaction, " the catalytic cracking, which is
significantly influenced by carbon production,
is not controlled by the pore diffusion.
-130-
3.
Voorhies found that the carbon formation doubles
with an increase in cracking temperature
of ap-
proximately 190-200 F and this effect of temperature is so strong that the diffusion is unlikely to
be controlling.
However, since the catalytic carbon formation depends on the
conditions of catalytic active sites (e. g., activity distribution) the
models of Voorhies turn out to be meaningful and useful, if we postulate that an apparent (or averaged) activity of catalyst is inversely
proportional to the catalytic carbon content of catalyst.
Derivation of Unified Reactor Kinetic Models
The objective of the following discussion is to unify Blanding's
catalytic cracking models and catalytic carbon forming models, and
to determine the effects of temperature, pressure, and residual
carbon on their kinetics.
In commercial plants, it is known that the residual carbon
content of catalysts,
which was left unburned in the regenerator
and is
present in the reactor, has significant effect on the selectivity between the catalytic cracking and the carbon formation. Assuming
the catalytic carbon formation is (1) inversely proportional to the
catalytic carbon content (as assumed by Voorhies), (2) inversely proportional to the residual carbon content (raised to some power
n),
and (3)directly proportional to the pressure (as Blanding assumed
for
catalytic
cracking),
a catalytic carbon forming rate is expressed by:
Rcc
K
Pra Hra
C
k
cK Kcc
K cc
ccn
cR(T
c
cat
(A.13)
epcc5
exp
-
E
R(T
+ 460)
460)
res
= catalyticcarbon forming rate
where R
cc
K
= velocity constant for catalytic carbon formation
(A. 14)
-131-
P ra
= reactor pressure
Hra
= reactor catalyst holdup
Ccat
= catalytic carbon content of catalyst
res
AE
cc
= activation
energy
kcc and n = constant
If the catalysts in the reactor are uniform, then a steady-state
material balance for the catalytic carbon is
R
cc -R rc
C cat = 0
(A. 15)
where
Rrrc = catalyst rate
Substituting Eq. A. 13 into Eq. A. 15, and solving for Ccat
cat1/2
ca
cc nra c
Cnres
exp
Acc
+T460)
ra
(A. 16)
where 0cc = Hra /R rc = catalyst residence time
Equation A. 16 can be used to determine the effect of the catalytic
carbon on the catalytic cracking as follows. Blanding 1 0 found that
the cracking velocity constant, which is denoted by K
in Eq. A. 11,
is roughly inversely proportional to the 0. 5 power of the catalyst
residence time. This relationship (see Eq. A. 16) will follow if the
catalytic carbon formation, and the catalytic cracking are inversely
proportional to the catalytic carbon content. These factors have
been noted by Shankland, et. al. 65
Therefore, assuming the cracking velocity constant is inversely
proportional to some power of the residual carbon, the following ex-
pression is obtained:
-132k
KT
= C
cat
where
AE
exp IR(T
-
+ 460)
(A. 17)
res
AEcr = activation energy for catalytic cracking
k cr and m = constant
Substituting
Eq. A. 16 into Eq. A. 17
1/2
Kcr
kkKcr
Cm
res C
cJ
(E
Cres&~kccPra
exp
cc rac
(CnR(T
cr -zE+460)
cc /z
ra
(A. 18)
Equation A. 18 describes the total effect of temperature
on the cracking
velocity constant. Blanding1 reported that
AE
- Ec /2-
18,000 Btu./lb.mole
(A.19)
Furthermore, Eq. A. 18 shows that the observed cracking velocity
This
constant is inversely proportional to the 0.5 power of pressure.
fact is also pointed out by Blanding as follows. According to the
cracking rate formula, Eq. A. 11, the cracking rate is directly proportional to oil partial pressure, and, hence, doubling total pressure
should increase the cracking rate in the same proportion as hauling
feed rate. However, the above relationship should necessarily apply
only instantaneously, and the resultant cumulative effect of pressure
in an actual cracking operation should be somewhat different.
This
would be expected because the cracking rate is higher at higher pressures, and the catalyst should deactivate with time at a greater rate
than normal, owing to the greater rate of deposition of carbon resulting from the higher cracking rate. According to Blanding, therefore, actual fluid unit data show that the observed Kcr Pra is very
closely proportional to the 0.5 power of pressure which is consistent
with the above derivation.
I
T_'iI-!_""'__
-133 Elimination of Cca t from Eq. A. 14 and A. 17 results in
K
=K
cr cr
cc
cc k
k
kr n
exp
Crn-n
)
R(Tcr +460cc
R(Tra
r 460
CC Cres
(A. 20)
Substituting Eq. A.20 into Eq. A. 11, together with Eq. A. 13, results in
k
R
(znE
cr -nE cc )i
C
= 100-C
R(T ra+460)
cc
cr
cR
m-n
- n exp
Rtf k cc C m
res
(A.21)
and the re-
Eq. A. 21 describes the overall effects of the temperature
sidual carbon on the catalytic carbon yield for a constant conversion
level. Oden, et al.52 reported that, for a commercial plant, these
effects are approximately
AEcr -zE cc
c .
- 9, 000 Btu./lb. mole
0.09
m-n
and
(A. 2)
(A. 23)
Substituting Eq. A. 18 into Eq. A. 11
P
ra S 1/2
k cc
k
cr
m- 0 . 5n
res
cr
E
E cc/2)
ra+460)
exp
C
-R(T
100-C
(A. 24)
where
S
=
1
(Rtf/Hr a)0c
c
R c/Rtf
=R7H
tf
ra
= cracking severity
Equation A.24 describes the overall effect of the temperature and the
residual carbon on conversion for a constant severity. Oden, et al. 5 2
reported that
-134m - 0.5n -
(A.25)
0.12
AE cr -AECC/2 - 18,000 Btu./lb. mole
which is surprisingly consistent with Blanding's finding (i.e.,
Eq.
A. 19).
Solving Eq. A. 19 and A.22 simultaneously
= 27, 000 Btu./lb. mole
AEcr
cr
(A.26)
(A.27)
ILEc
cc = 18, 000 Btu./lb.mole
Furthermore, the fact that the intrinsic activation energy (i.e.,
Eq. A.26) is greater than the apparent activation energy (i.e.,
Eq. A. 19) is pointed out by Blanding. 10
Solving Eq. A.23 and A.25 simultaneously,
m = 0.15
(A.28)
n = 0.06
(A.29)
This difference of effects of the residual carbon is explained by the
selectivity,
which
Substituting
Kc
c
is consistent with the results of Oden,
et al.
5
Eq. A. 16 into Eq. A. 14
=(
C
c
n
ra c res
/
exp
c
(T +460)c
RT
ra
+460>
(A. 30)
According to H. E. von Rosenberg (Esso Research and Engineering
Company, personal communication), the credits for lowering the residual carbon are an improvement in catalyst stability or life and
an improvement in the reactor yields. The most important yield improvement is a reduction in carbon yield. This allows an increase
in fresh feed or in conversion until the carbon burning limitation of
the regenerator is again reached. This fact is consistent with the
above derivation.
__
-135 -
Eq. A. 30 describes the overall effect of the temperature
catalytic carbon formation.
Voorhies7 4
on the
found that, for long period
(order of an hour) fixed bed reactors,
or
AE c/2
= 12, 000 Btu./lb. mole
AE
= 24, 000 Btu. /lb.mole
(A.31)
The reason for the different results of Eqs. A.27 andA.31 is not clear.
However, it may be concluded that the intrinsic activation energy for
the catalytic carbon formation is slightly less than that for the catalytic cracking, and that high temperatures result in less carbon yield,
which is consistent with the results of Oden, et al.52
Final Forms of Kinetic Models
The objective of the following discussion is to summarize the
above derivations and to supply a few details useful in completing the
models- for the simulation study.
The gas oil cracking rate is related to the conversion as follows:
Roc =(1
7 5 )DffRffCff
(A. 32)
R oc = gas oil cracking rate
where
Dff = density of fresh feed
Rff
= fresh feed rate
Cff
= conversion on fresh feed
(1.75)= (42 gal./bbl.)/(24 hr./day)
The conversion on fresh feed is related to the conversion on totalfeed
as follows:
Cff
Ctf
R
R
tf
Ctf (+R
ff
)
(A
3 3)
-136-
where
Ctf
Using
Rtf
= total feed rate
R
= recycle
A
Therefore,
r
the relation 100 Ctf = C, Eq.
Ctftf
where
conversion on totalfeed
A+
ratio
A. 11 is rearranged
to
A1
(A.34)
KcrPra
cr ra
Eqs. A.32, A.33, A.34, together with Eq. A. 17, consist
of a complete set of models for the gas oil cracking rate in terms of
operating states and variables.
Assuming the strippable carbon production is negligible, the
carbon forming rate is expressed by
(A.35)
Rcf = KccPraHa + Ftftf
where R f = carbon forming rate
Ftf = additive carbon forming factor of total feed
Therefore, Eq. A.35, together with Eq. A. 14, consists of a complete
set of models for the carbon forming rate in terms of operating states
and variables.
Estimation of Constants
In the above set of models, the estimation of constants
kr'
k cc
is necessary to utilize the models for the simulation. These constants
are not universally constant but are dependent on the compositions of
feeds and the condition of the catalyst. However, since they are not
strongly dependent on the operating variables, it can be assumed
-137 -
that these constants do not vary significantly for the operation of the
same unit, and the assumption of their constancy is adequate for the
purpose of simulation and control.
The objective of the following discussion is to show a simple
method of estimation of constants which are used throughout the study.
Assuming that the reactor is operated at a certain probable steadystate condition (e.g.,
Hra = 60 ton, Pra=
ra 40 psia, Tra = 930°F,
Rtf = 100, 000 bbl./day, Rrc = 40 tons/min., Cff = 0.6), together
witha certain probable steady-state condition of the regenerator,
probable k cr
and k CC are determined automatically. Since it is
not only difficult but also useless for our purpose of simulation to
estimate accurately these constants by purely chemical analysis of
feed composition and catalyst condition, the above (a kind of closed-
loop) method was used.
APPENDIX
B
REGENERATOR KINETIC MODELS
Regeneration of coked or spent catalyst by burning the coke with
air is an essential part of the catalytic-cracking process; indeed the
capacity of the regenerator for burning the formed coke often limits
the rate at which a unit can crack feed. This appendix describes the
significance of a regenerator, a literature review of regeneration
kinetics, and the construction of models.
Significance of Regenerators
The purpose of the following discussion is to show that a regenerator of FCC is one of the most important parts of FCC from an
economic point of view and from a control point of view, and that
its models must be constructed with great care in order to utilize
them satisfactorily.
There are three main incentives for improving the carbon
burning in regenerators. The first is to lower the carbon levels on
the catalyst for a given rate of carbon burning and conversion of the
oxygen. The low carbon level on the regenerated catalyst would improve the gasoline yield in the reactor for a given conversion level. 52
The second incentive would be to increase the conversion of the oxygen
for a given carbon level on the catalyst. This would result in an increase in the total carbon burning rate and so increase the total
capacity of a unit, which is usually limited by the regenerator
gas
velocity or blower capacity. The third incentive is related to the
second. By increasing the oxygen conversion,
burning" in the dilute phase could be reduced.
the amount of "after-
Role of Pore Diffusion
The purpose of the following discussion is to show that the role
of pore diffusion in fluidized regenerators is negligible, and that the
-139-
-140-
pore diffusion mechanism is not necessary to describe the fluidized
regenerator kinetics.
The mechanism and kinetics of the burning of carbon from catalysts has not been clearly worked out.
It is generally agreed that dif-
fusion rates into the particle, as well as the chemical reaction, play
a part. At low temperatures the chemical reaction is controlling,
while at high temperatures diffusion is controlling. The various regeneration studies in air at atmospheric pressure indicate that, on
a silica-alumina bead catalyst of about 1/8 in. diameter with fine
o
pores
(e.g., 50 to 100 A), diffusion of oxygen
limitingat about 9000 F (480°C).76 A clay
begins to become
rate
catalystwith large pores
(e. g., half exceeding 2000A in diameter) has a higher diffusivity, and
oxygen diffusionwas not rate limiting even at 1200 F.16
fine particle sizes used in fluidized-bed operations,
With the
oxygen
diffusion
is not rate controlling on silica-alumina or similar catalysts, at
least up to 12900 F (7000C).76
Carbon
on the Catalyst
The purpose
of the following discussions
is to show
that, although
the intrinsic kinetics of burning carbon on the catalyst is not completely established yet, one of the most acceptable models for the intrinsic reaction rate would be expected to be first order with respect
to carbon and oxygen.
The main complicating features of regeneration are the nature
and amount of carbon on the catalyst, its distribution on the surface
and within the pores of the catalyst, metal contamination, sintering
and catalyst pore size. The intrinsic rate is generally found to be
proportional to oxygen concentration, but the nature of the function of
the amount of carbon present has varied in different investigations
(see Table B. 1). The reason for these variations is not clear;
some cases an aging effectmay
in
have caused a decrease in carbon
activity, or the distribution of carbon atoms on a molecular scale
-141 Table B. 1
List of Published Regeneration Kinetics
Lite rature
Dart et al.
Bed Type
Fixed
Bed Size
diameter
1.25 in.
2 ft.
length
Catalyst Type
Catalyst Size
Superficial
velocity,
ft. /sec.
Ave rage
O , psia.
Initial Carbon
Content wt. %
Kinetic
Order
Clay
Pellet
6
Johnson
et al.3
Lavrouskii
et al. 40
Aliev et al. Pansing5 6
Fluidized
Fluidized
Fluidized
2 in.
20 in.
Clay
Si. Al.
3.06
0.832.75
3 cm.
10 in.
1 m.
5 ft.
Si. A1.
Si. Al.
Si. Mg.
100-250 4
4.0-2.4
mm.
30-40
Fluidized
200-500
0.2
75
44-79
0.16
0. 1-0.6
.
0. 6763.06
0.6-2.0
0.3240.676
0.3
1
1
1
1
1
2
1
1
2
1
of Oxygen
Kinetic
Order
of Carbon
Average Temp.
oF
Activation
Energy
Btu. /lb. mole
8501200
47, 900
9501050
74, 000
44, 100
55, 600
9781113
53, 000
9651075
63, 000
-142-
into clumps may well have varied in different studies.
In studies made
in a fixed bed, it is evident that considerable temperature gradients
may have occurred axially and radially in the bed which make a pre-
cise interpretation of the results impossible.
In an industrial operation with a high-area catalyst, the initial
coke concentration will generally be less than about 5 wt. %, which
is equivalent to considerably less than a monolayer. If the carbon
atoms were indeed all exposed and all equally reactive, the intrinsic
reaction rate would be expected to be first order with respect to
carbon. 61
The coke generally contains considerable hydrogen, but the
hydrogen is removed
in the initialstages of the reaction,
carbonskeleton
on the catalyst.
leaving
a
Thus the principal reaction of con-
cern-is the gasification of carbon. For a given catalyst, there seems
to be little variation in the burning rates of coke deposited from dif-
ferent hydrocarbon reactions, although the reaction-velocity constant
for carbon deposited from high-sulphur feeds is higher than from low-
sulphur feeds.56 Also a decline in reactivity on aging has been reported. 35 Little difference is found between reactivity of carbon on
silica-;alumina, silica-magnesia, clay, silica gel, and other cracking
catalysts containing no transition metals,
although the low-
activity catalysts show a higher reaction-velocity constant than does
the high-activity catalyst.56 The presence of chromia in the xerogel,
however, increases the burning rate, and other transition metals
will presumably also catalyze carbon combustion, as may also some
potassium compounds. Most workers report the intrinsic activiation
energy for carbon burnoff to be above 63, 000 to 66, 000 Btu./lb.mole.
Effects of Steam
The purpose of the following discussion is to show that, although the effect of steam gasification reaction can not be overlooked,
one of the most acceptable models for the intrinsic carbon burning
-143 -
reaction rate is still first order with respect to carbon and oxygen,
providing that the variation of steam content is negligible.
Contacting Gas and Solid
The purpose of the following discussion is to show that the con-
tacting of gas and solid is a particular phenomenon for fluid process,
that it is the most essential factor which governs the efficiency or
performance of regenerators, and that it is essential to include this
phenomenon in the regenerator
model as accurately as possible in
order to describe the difference in the performance of different re-
generators.
Contacting of the solid with the regenerating
gas is, of course,
important. Apparently very little work has been done on this effect
in fludized regenerators.
The analysis of fluidized beds is made
complex by the fact that the gas flows through the bed by two paths. 78
One is in the form of gas "bubbles" which have relatively low solid-
to-gas ratios and shorter residence time than the average. The
other path is through the interstices of the dense phase, which involves a longer residence time and much higher ratios of solids to
gas. The linear velocity at which gas flows through the dense phase
corresponds approximately to that which produces incipient fluidization. Any excess gas flow goes up as bubbles. Thus the fraction
of the total gas flowing in the form of bubbles increases as total gas
flow rate is increased above that required for incipient fluidization;
but this fraction is also a function of particle size and particle size
distribution. As the bubbles rise, they grow by seepage from the
surrounding dense phase, the rate of which is likewise a function of
particle size and of size distribution. Higher gas velocities or finer
catalysts will increase the distance between particles and so the resistance to diffusion from the "bubble" phase to the dense phase
will be less.
The coefficient of mass transfer has been reported to
be a function of some powers of the mass velocity of the gas and the
average particle diameter. 56
-144-
Pansing t s Regenerator Models
The purpose of the following discussion is to show the successful
development of Pansing's regenerator for a pilot plant. Although
they are not completely accurate for a full-scale regenerator, they
still remain one of the most acceptable models because they embody
both the intrinsic regeneraton kinetics and also the gas-solid con-
tacting phenomenon.
During burning of coke, oxygen must be transferred from the air
stream to the surface of the catalyst. Burning rate may as well be
limited by diffusion from the air stream to the surface as by reaction on the surface. In a fixed bed, the resistance to diffusion
occurs in a stagnant film surrounding the individual catalyst particles.
In a fluidized bed however, much of the gas passes through the catalyst in the form of pseudobubbles or pockets and relatively little
flows through the interstices between the more densely packed particles. 26 Much of the catalyst can receive oxygen only by diffusion or
mass transfer of gas from the bubbles. Resistance to mass transfer
can be combined with reaction kinetics to develop an equation for the
overall rate of reaction,
The concentration of carbon on the catalyst can be considered
uniform throughout a fluidized bed, because the rate of catalyst mixing
is rapid.26 The gas flow can be assumed unidirectional, because
bypassing or short-circuiting of gas in a fluidized bed is far more
pronounded than back mixing.
Gas bypassing causes the oxygen
concentration
to vary
across
the horizontal cross section of the re-
generator, but an average oxygen concentration can be assumed
to
exist at a given vertical level.
The
rate of reaction of carbon
is assumed
to be first order with
respect to the concentration of carbon on the catalyst,35, 40 and
partial
pressure
of oxygen.
sion for regeneration
L-c
-
---
16,35,40,54 A stoichiometric
expres-
is, in general, as follows:
-145Coke (C, H) + 02 - CO + C02 +H2 0
where stoichiometric coefficients are not specified. For the stoichiometric ratio of carbon and oxygen, Pohlenz5 7 found that it is almost
constant with the deviation of the same order as the accuracy of the
measurements.
He speculates that a catalyst with high hydrogen-
producing activity reduced hydrogen content of the coke, but in the
oxidized state catalyzes the oxidation of CO to CO2 , thus causing in-
creased ratios of CO2 /CO, and that the stoichiometric ratio is nearly
constant, independent of the CO2 /CO ratio. Assuming that carbon and
oxygen must react in some stoichiometric ratio, the rate of reaction
of oxygen rr in moles/hr./lb.
rr
of catalyst can be expressed as
= krCrPi
(B. 1)
where the proportionality constant relating the rates of carbon and
oxygen reactions is contained in k r , the specific reaction-velocity
constant in moles/hr./atm./lb.
The term Cr is the fraction of
carbon on regenerated catalyst, and Pi is the partial pressure of
oxygen in interstices of catalyst in atm. The rate of oxygen transfer
depends upon the pressure gradient of the oxygen from the interior of
the bubbles to the interstices of the catalyst. Thus rd,the rate of
oxygen diffusion from bubbles to catalyst in moles/hr. /lb. of catalyst,
can be expressed as
rd = kd (P-Pi)
(B.2)
where kd is the coefficient of mass transfer in moles/hr./atm./lb.
and p is the partial pressure
of oxygen in bubbles in atm.
At steady-
state conditions, the overall rate of reaction must equal the rate of
oxygen transfer or rate of surface reaction. Thus, after equating
Eqs. B. 1 and B.2, solving for i, and substituting this expression
in Eq. B. 1, one can express the overall rate of reaction
hr./lb.
of catalyst, as
r,
in moles/
-146-
r=
(B.3)
1
k d +kCrCr
A material balance on oxygen across a differential length of re-
generator may be written
F dN = -r dW
where
F
(B.4)
is the feed rate of gas in lb./hr.,
N
is the oxygen
con-
centration
in the gas in lb. moles/lb. feed, and W is the weight of
catalyst in lb. If Eq. B.3 is substituted in Eq. B.4, and the total
moles of reactants and products is considered constant, the resulting equation may be integrated from the inlet to the outlet oxygen
concentration to give
F
NP
kd
kr C )
Nor
(B5)
where Nt is the total moles gas/lb. of feed to the regenerator,
P is
the total pressure in atm, and No is the inlet oxygen concentration in
lb.moles/lb.
feed.
The quantity
FNt/W
is definedas the space-
velocity
S and equals the moles of gas fed to the regenerator/hr./lb.
of catalyst. The quantity N/N is the fraction of inlet oxygen unconverted in the regenerator and is defined as f. If these terms are
introduced in Eq. B.5, it may be rearranged to give
PC r
S nf
Cr
k d= +
1
kr
(B.6)
Significant variables are thus related in terms of a specific reactionvelocity constant and coefficient of mass transfer.
Equation B.6 could be used to evaluate the specific reaction-
velocity constant k
· _
______
___^__
from regeneration data if values of kd were
-147 -
available. Although some data on mass transfer in fluidized beds
exist, there are no data on particles in the O-to 100 -. range. Hence
the coefficient of mass transfer can be assumed to be a function of
some powers of mass velocity of gas and the average particle diameter.
Higher gas velocity or finer catalysts will increase the distance between particles and so the resistance to diffusion will be less.
the coefficient of mass transfer kd may be expressed as
kd =
d a
(B.7)
.Gm
Dn
Thus
p
where a is a proportionality constant, m and n are unknown exponents, G is the gas mass velocity in the regenerator in lb./hr./
sq.ft.,
and D
is the average particle diameter in
±.
Equation B.7
can be substituted in Eq. B. 6 to give
PC
SInf
= a
C Dn
r.
r1 +
Gm
(B.8)
which represents a straight line of slope a and intercepts 1/k rr when
Dp/Gm. Both k r and a can be
-PC r/(Snf) is plotted against Crp
evaluated from regeneration data if suitable values of m and n can
be obtained.
From extensive pilot plant data, Pansing
m = 2, n = 1.5,
Sf
SInf
found that
a = 14 6
C D1 5
PC
or
56
= 146
G_p
+
r
and that an activation energy is about 63, 000 Btu. /lb. mole.
(B.9)
However,
Pansing found that the correlation has proved less useful when applied
to commercial units, where such interfering factors as afterburning
-148-
and partial combustion in large transfer lines are more difficult to
control. Equation B.9 usually gives lower reaction velocity constants
than are observed in the pilot plant. Reaction-velocity constants developed from pilot plant data contain a factor that represents the extent of participation of the catalyst in the reaction. In commercial
units, where the regenerator may be 30 ft. in diam., part of the
catalyst may be ineffective because of nonuniform gas distribution in
the fluidized bed.
The above discussion suggests that the principal discrepancy between the performances of pilot plant and commercial units comes
from the efficiency of gas-solid contacting which is characterized by
a of Eqs. B.7 or B.8. Therefore it is expected that if the commercial plant data are arranged to estimate the apparent (or spacially
averaged) constant a for mass transfer coefficient, then the resulting models are more useful.
Afte rburning
The purpose of the following discussion is to show that the "afterburning" or oxidation of carbon monoxide to carbon dioxide in the re-
generator lean phase is one of the mdst important control problems
from the regenerator safety point of view and from the control system
design point of view, that the extent of afterburning is observed by
the temperature rise in the regenerator lean phase or the differential
temperature across the cyclones., and that the extent of afterburning
is mainly expressed in terms of oxygen content in lean phase and re-
generator temperature.
The large amount of combustible carbon monoxide in the flue
gases sometimes leads to afterburning in the disengaging space and
Such fires are put out by means of
cyclones of fluid regenerators.
steam or water, and the best safeguard seems to keep the excess
air low (oxygen below
0.5 to 1 percent
in the flue gas), and to keep
-149-
the regenerator
temperature
low (below about 1130 F). '49 At higher
regenerator temperatures, the temperature rise between dense and
dilute phases or dense phase and flue gas is a very sensitive indicator of the oxygen content of the gas leaving the dense phase. *' 57
Derivation of Simplified Models
The objective of the following discussion is to derive a mathe-
matically compact set of models which can be readily utilized for the
simulation and control studies. Assuming that a stoichiometric ratio
of oxygen and carbon is constant, a steady-state
oxygen can be expressed by
R
Rb
where
Rcb
-
C1
2
material balance for
-Ofg)/(100)
(B. 10)
= coke burning rate
Rai
air rate
0fg
= mol % oxygen in flue gas
C1
= stoichiometric
coefficient
Arranging Eq. B.5, Ofg is expressed by
Ofg0
21 exp
fg
PH
/R.ai
1/Kod (Io)
rc](
1/K
(B.!l)
It is reported that, for a fluid unit operated at the low regenerator
temperature of 1, 050o-1, 0550 F, afterburning problems could never
be experienced and it could be operated at almost any oxygen level,
but that, operating this unit at 1, 1000 F regenerator temperature,
the danger of afterburning exists anytime with above 1. 50oxygen.55
It is reported that, for a fluid regenerator,
the amount of air is con-
trolled through a vernier bypass value by a temperature differential
between the dense bed and the flue gas, that the temperature setting
for a 600F spread is sufficient for a good catalyst cleanup, and the
55
corresponding excess oxygen in the flue gas is about 0.2-0.4
-150-
where
p rg =
regenerator pressure
Hrg -
regenerator holdup
Kod
- oxygen diffusion coefficient
Kor
oxygen reaction coefficient
Crc
rc
wt.
carbon on regenerated catalyst
Assuming that the average particle diameter is constant, Eq. B.7 is
modified to
Cz R 2
Kod
where C
(B. 12)
is a constant.
Assuming that an Arrhenius type of temperature factor is held, Kor
is expressed by
K
C exp
or
where
C
AEorr-
3 exp
ILE
or
(1100+460)
or
R(Trg+460)
(.13)
= constant
activation energy of oxygen reaction
T rg = regenerator
R
hE
temperature
= gas law constant
As far as the. afterburning is concerned, assuming that the
temperature rise caused by afterburning is directly proportional to the
oxygen level, the following expression is obtained:
Tfg
where
T
Cfg
C
-
4
Trg + C4
fg
flue gas temperature
= constant
(B. 14)
-151 -
Estimation of Constants
In the above set of models, the estimation of constants C, C2,
C3, and C4 is necessary to utilize the models for the simulation.
These constants are not universally constant but depend on the specific
operating conditions. However, since they are not strongly dependent on the operating variables, it can be assumed that these constants do not vary significantly for the operation of the same unit, and
the assumption of their constancy is adequate for the purpose of simulation and control.
The purpose of the following discussion is to show a simple example of the estimation of constants which is used throughout the
study. Assuming that the carbon is oxidized to the same amount of
carbon monoxide and carbon dioxide as follows:
2C +
3
OZ -CO+
CO Z
C1 is estimated by
C 1= 2.0 (lb. oxygen/lb. carbon)
Pansing
56
(B.15)
found that
k (at 14290 F) = 2.0 (lb.mole oxygen/hr.atm.lb.
carbon)
which, assuming the activation energy of 63,000 Btu./lb. mole, is
equivalent to
kr (at 11000 F)
or
12.8 (lb.mole oxygen/hr.atm.lb.catalyst,
fractional carbon)
= (12.8)(2, 000)/(14.7)
1, 800 (lb.mole oxygen/hr.psia,
ton carbon)
-152-
or equivalently
C3 = (1, 800)(32)/( 000) = 57.5 (M lb. oxygen/hr.
ton of carbon)
If the regenerator
0
fg
psia,
(B. 16)
efficiency is such that
0o.2
(%) at
rg = 200 (ton), P rg
= 25 (psia),
T
rg
1,1600 F
0.6(%), Rai = 400 (M lb./hr.)
rc
then a direct calculation of Eq. B. 11results in
C
_ 5.0x 106
(B.17)
Finally, if 0.2 % of Of corresponds to 20°F of temperature rise,
then
gthen
C 4 = 100 (F/%o
L
------
~~~~~~~~~~
oxygen)
(B. 18)
APPENDIX
C
DYNAMIC MODELS AND CONTROL MODELS
There can be various kinds of dynamic mathematical models of
FCC, from the highly sophisticated ones to the very simple ones, depending on their intended use. It is a very hard thing to determine
what level of model sophistication is necessary and adequate to use
them satisfactorily before starting the simulation. Answers will be
given only after the simulation is completed and only after the result
is found satisfactory judging by the engineering common sense. This
study is also not the exception. Most of the assumptions introduced in
the study were too difficult to justify completely at least before starting
the simulation.
However after completing the simulation,
it was found
that these assumptions are adequate at least for the purposes of the
study.
Therefore the purpose of the following discussion is to show the
basis of the study, and to describe a simple form of controller models.
General Assumptions for Dynamic Models
Simplified dynamic models can be obtained by isolating the re-
actor and regenerator systems from the fractionator and the feed preheater. Furthermore, the following idealizations are thought to be
necessary and adequate in the interest of simplicity:
1.
2.
3.
4.
5.
Riser cracking is negligible.
Thermal cracking is negligible.
Air riser burning is negligible.
Reactor catalyst and regenerator catalyst are uniformly
mixe d.
Catalyst addition, withdrawal, and entrainment are
ne gli gible.
6.
Heat loss from reactor and regenerator walls are
negligible.
7.
Stripper holdup, reactor and regenerator
cone holdups are negligible.
-153-
standpipe and
-154-
8.
Properties (i.e., density, specific heat) of streams
and beds are uniform and constant.
9. Process steam, spray water, and torch oil are
negligible.
10. Parameters such as heat of cracking, heat of regeneration, and heat of vaporizations are constant.
11.
Heats of adsorption of coke and steam on catalyst
are negligible.
Reactor Material Balances
There are five materials which have significant roles in the reactor, namely catalyst, total carbon, catalytic carbon, residual
carbon, and oil vapor.
Since the residence time of oil vapor is
normally an order of 10 sec. which is much smaller than those of
other materials, it can be assumed that the oil vapor passes through
the reactor bed instantaneously with no time lag. This hypothesis
allows us to utilize the Blanding's catalytic cracking models which
were developed for the above situation. Therefore, it is not necessary to take a material balance for the oil vapor here, since it was
done in the development of reactor kinetic models.
Since there are no source and sink for the catalyst and the re-
sidual carbon, material balances for them are simply "accumulation
input-output" as follows:
where
dH ra
ra/dt =(60)(R rc -R sc )
(C. 1)
d(H ra C res)/dt = (60)(R rc C rc -R sc Cres)
(C. 2)
Hra
= reactor catalyst hold up
C
= residual carbon
res
Crc
= carbon on regenerated catalyst
Rrc
=
regenerated
R
=
=
spent catalyst rate
(60 min.
=
(60 min./hr.)
sc(60)
(60)
catalyst rate
-155-
Since there is no sink for the total carbon, and neither sink nor
input for the catalytic carbon, material balances for them are simply
"accumulation = production + input-output"
d(H
(C.3)
)
(C. 4)
(50) R cc H ra -(60) R scC cat
cat)/dt
d(H ra C cat)/d
where
C
C c)/dt = (50)R cf + (60)(R rr-RS
C sc
= carbon on spent catalyst
Ccat
= catalyticcarbon
Rcf
R
= carbon forming rate
catalytic carbon forming rate per unit
(50)
=
of catalyst
(1000/M)(100
/1)/(2000
lb./ton)
Reactor Heat Balance
Althoughthereare no heat sources
for the reactor,
there are
two
two heat inputs,namely feed streams and regeneratedcatalyst;
heat outputs, namely oilvapor and spent catalyst; and two heat sinks,
namely heat of vaporization and heat of cracking. After rearranging,
a reactor heat balance is expressed by
Sd(H raTra)/dt
= (60)S(RcTg
-(. 875)Sf{DffRff(Tra-Tfp)
T a)
+Drfrf(Tra-Trf)
-( 875)AHfv{DffRff+ Drf rf}-(. 5)AH R
where
Sc
= specific
Sf
=
heat of catalyst
specific heat of feed
Tra = reactor
temperature
}
(C.5)
-156-
Trg = regenerator
temperature
Tfp = feed preheater temperature
Trf = recycle feed temperature
Rff = fresh feed rate
R f = recycle feed rate
.Rco = oil cracking rate
AHfv = heat of vaporization
AHcr = heat of cracking
Dff = density of fresh feed
Drf = density of recycle feed
(.875) = (42 gal. /bbl.)(l000/M)/(24 hr./day)(2000 lb./ton)
(.5)
= (1000/M)/(2000 lb./ton)
Regenerator Material Balances
There are three materials which have significant roles in the regenerator, namely catalyst, carbon, and air. Since the residence
time of air is normally an order of 10 sec., which is much smaller
than those of other materials, it can be assumed that the air passes
through the regenerator bed instantaneously with no time lag. This
hypothesis allows us to utilize the Pansing's regeneration models which
were developed for the above situation. Therefore it is not necessary
to take a material balance for the air here,
since it was done in the
development of regenerator kinetic models.
Since there is neither source nor sink for the catalyst, and since
there is no source for the carbon, material balances for them are
-157d Hrg/dt = (60)(R
d(H
where
C
)/dt
= (60)(R
C
- Rr )
(C.6)
- R
(C. 7)
Crc) -(50)R cb
Hrg
rg = regenerator catalyst holdup
Rcb = carbon burning rate
Regenerator Heat Balance
Although there is no heat sink for the regenerator, there are two
heat inputs, namely air and spent catalyst; two heat outputs, namely
air and regenerated catalyst; and a heat source, namely heat of regeneration. After rearranging, a regenerator heat balance is expressed
by
S d(H
T
) = (.5)H
rgRcb -(60)Sc(R
-(. 5)SaRai(Trg-Ti)
where
AH
= heat of regeneration
S
= specific heat of air
Tai
= air inlet temperature
rg
T
-R
Tra
(C. 8)
Pressure Balances
The variations of pressure in FCC affect the catalyst circulation
mechanism, the cracking, and the regeneration.
Since the effects
on the cracking and the regeneration are relatively small, the pressure
in the reactor and regenerator kinetic models can be assumed constant.
However, since the effect on the catalyst circulation mechanism is not
so simple, it is necessary to evaluate the relation between them. If
the catalyst slide value is not used to control a certain variable (e. g.,
catalyst holdup, bed temperature, etc.) automatically, then the effect
of the pressure variations on the catalyst rate will become extremely
-158large since the pressure difference across the slide valve determines the catalyst rate. However, if the catalyst slide valve is used
to control a certain variable automatically, then the effect of the pres-
sure variations on the catalyst rate will become extremely small since
the controlled variable has a greater role to determine the catalyst rate
than has the pressure difference between the slide valve.
In the latter
situation, the pressure variations affect the apparent controller gain
between the catalyst rate and the controlled variable rather than on
the catalyst rate directly. Most of the commercial FCC hold this
situation (e.g. , the spent catalyst slide valve is used to control the
reactor holdup automatically, and the regenerated catalyst slide valve
is used to control the reactor temperature
automatically).
These closed-loop structures with respect to the catalyst rate
were assumed throughout the study. Therefore the accurate determi-
nations of the pressure variations and their effects on the catalyst
circulation mechanism were neither necessary nor useful for simulation
of controlled FCC. However, it should be noted that this pressure
balance is not particularly difficult to analyze and simulate if one con-
structs systematically the functional relationship between the material
flows and the pressure drop for risers, standpipes, slide valves,
dense beds, dilute phases, grids (distributors) and gas lines.
Estimation of Physical Constants
Although some of the physical constants for catalytic crackers are
not well known, the following values were used throughtout the study:
0.25 Btu./lb.°F
Sc
= specific heat of catalyst
Sa
= specific heat of air = 0.27 Btu. /lb.
Sf
AH r
(Perry,
Chem. Eng. H.B. p. 3-127)
(Ref. 49, p. 78 9)
F at 1200°F, 1 atm.
specific heat of feed gas oil - (725-500)/300 Btu./lb.°F
(Ref. 49, p. 170)
heat of cracking _ 200 Btu./lb. cracked (Ref. 49, p. 795
or Ref. 15, p. 114)
-15949
- 500-425 Btu./lb.(Ref.
AHfv
= heat of feed vaporization
AH rg
= heat of regeneration
Dff
= density of gas oil
DCo
= density of cycle oil
DgI
= density of gasoline - 6.40 lb./gal.
p. 170)
13, 000 Btu./lb. carbon (Ref.49,
57, p. 128)
p. 789 and p. 792, or'Ref.
7.30 lb./gal.
7.38 lb./gal.
density of recycle oil
D-;
U.~~~~~~~~~~~~~~~~~~~~~~~~
D
'--
(Ref. 49, p. 778)
'J
Activation energies are discussed in Appendix A and B.
Control Models
Throughout the study, the controllers
were assumed to have the
following idealized properties:
1.
Measuring delay is negligible.
2.
Controller functions are perfectly proportional
3.
Control valve delay is negligible.
4.
5.
Control variables are idealized quantity (e.g.,
air rate in M lb. /hr., catalyst rate in tons/min., etc.)
Controlled variables are an idealized quantity (e.g.,
6.
Saturation of control variables is pure, in other
and/or integral.
holdup in tons, oxygen content in %, etc.)
words, can be described by an inequality.
A basic model for any controller therefore is expressed by
t
Au = Kp(x-xs) + KIf (x-x)dt
0
(C.9)
-160where
Au
= incremental control variable
x
= controlled variable
x
= set point
K
= proportional
KI
= integral
P
gain
gain
Controller Tunings
Controller tunings were done essentially by a trial and error
method with the use of dynamic simulation. The following tunings
were used throughout the study:
1.
Conventional control scheme:
a. reactor temperature vs. catalyst rate
K = - 0.2 and K = - 0.1
I
P
b. oxygen level vs. air rate
K
2.
= - 20-
- 40
- 10
KI -5
and
Alternative control scheme:
a. regenerator temperature vs. air rate
K
p
=
-1
-4
b. oxygen level vs. catalyst rate
K
3.
P
= 20 -40
and
K = 40
I
80
Flue gas temperature control scheme:
a. reactor temperature vs. catalyst rate
K
P
= - 0.5
and K - -2
I
-10
-161-
b. flue gas temperature vs. air rate
K
= -4 -
-6
APPENDIX
D
DYNAMIC SIMILARITIES OF FCC CONTROL SYSTEMS
The basic ideas of the simulation study of an idealized hypothetical
FCC are (1) although there are various kinds of FCC, the dynamic be-
havior of their controlled systems have, to a great extent, common
characteristics
which might be called "dynamic similarities
of FCC
control systems," and therefore (2) the results obtained for an FCC
can be generalized, to a certain extent, to most of the FCC.
Although there are few published reports on dynamic behavior of
any FCC control systems, Hicks, et al.32 fortunately reported their
analog computer simulation study of an Atlantic's Orthoflow type FCC.
In spite of the differences in capacity, size, configuration, and
mechanism between their FCC and our hypothetical FCC, the com-
parison of dynamic behavior can provide a basis to support items
1 and 2.
Therefore, the purpose of this appendix is to demonstrate the
dynamic similarities of FCC control systems and to provide a basis
to support items 1 and 2.
Differences in Conditions
In order to emphasize the dynamic similarity it is better, first,
to show the differences in operating conditions.
Although the exact
operating conditions of the Atlantic's FCC are not reported, it is
apparently operated at different conditions (e.g., reactor and regenerator temperatures and holdups, feed rate, air rate, catalyst
rate, carbon levels, oxygen levels, feed compositions, etc.) from ours.
Furthermore, their mechanical conditions such as regenerator efficiency (i.e., mass transfer coefficient), lean phase residence time
which affects afterburning, and catalyst valve differential pressures
are different from ours. Other differences will be in the control
-163-
-164-
systems such as tuning of controllers, air vent saturation, pressure
control systems, and level control systems.
Considering the above differences, the dynamic similarities,
which will be followed, will become clear.
Reactor and Flue Gas Temperature Control Systems
Hicks, et al. 32 describes their control systems of Atlantic's
Orthoflow type FCC as follows.
Figure D. i depicts the equivalent
control systems of our hypothetical FCC. Catalyst flows via regenerated catalyst stand pipe into the reactor on reactor temperature
control. During the cracking reaction, coke production results in a
buildup of carbon on the catalyst. Following steam stripping of
hydrocarbons from the spent catalyst, it is returned to the regener-
ator to burn off this accumulation. The flow from the reactor vessel
is controlled by reactor level.
Regeneration air is supplied from blowers to rejuvenate the
spent catalyst. Vernier control of this air rate is provided by a
"trim-air
vent" actuated by the flue -duct temperature.
When the
carbon level on the catalyst decreases, residual oxygen becomes avail able to burn some of the CO in the flue gas to CO2, increasing the
heat release and raising the flue-duct temperature. The trim-air
control then removes a small amount of air from the regenerator,
suppressing the afterburning.
If a small amount of excess oxygen is normally present to
sustain some afterburning, an increased coke load to the regenerator
will activate the trim air in a reverse manner as the primary coke
burning tends to snuff out the afterburn.
Figure iD.2 compares the dynamic behavior of these control
systems when the reactor temperature set point is suddenly decreased,
This dynamic behavior will be explained by he following step-by-step
analysi s:
-165-
FLUE GAS TEMPERATURE
CONTROLLER
l
Fig. D.1
Flue Gas Temperature
~----
Control Scheme of FCC
-166DYNAMICS OF FLUEGAS TEMPERATURE CONTROLLERS
(REACTOR
TEMPERATURE
DISTURBANCE)
,
I
CU
w
40
o
O
..
.
.
J
.
_LL
39.
It uJ
uit'
'-,
- 'T
.. t
'
'
L
.
L
..
z
116C
1
74-l.
:.4,I
80
1 160
..-'!..
'f
4"&~it b:t
}i
i1
T f'
't + T:iii
:i -, 1'i' ldi
if
ill l
l;]~4-i
111
-~
:
t r
i I
J
.i*
925
J
,
*tt' II-i
_
i
_I
Pil
.i'- ,.
0.6
Li
.
.14
.....
L-;94
111
_
0
!
#
.
tT
TIME
A HYPOTHETlCAL
Fig, D.2
i- i i
44-r
i
I-.1
.-
rlr,'
-4-
',4-4'44jj[
.
.
tLt
;Li'
i$Ti:
[t
.
i N41
- Lit
L. .
....
' /I~,!
.i!!~
I- ,L
i
.
.
.
!-U 1.11-11124-t
i ' -,
!.~-
:
-!-! fI F
i
t
FCC
'ht
.11:
11.:!.
I.
q1
14
',11l
t -t i-t
r.. ...,11"l]
1
4 4 4I
fl4
~JliiI j14 ,';.liJ 11i-.t
31 ia
; 17ri II 11HI-I I t, ,, ' -II Still,'111111 4 11 , ;j;4
"'
' 'i "
"
i J
:
.z
1 _.4
1
(bK ATLANTlC'S
Tr
-
2
IN HOURS
Dynamic Similarities (No.
--
.t=-
-I
I-IR'
..- I t"d.JIM
:i t iii-
I
4
F
-44
.
I
- ,
t
-
Hi
Li
1114 I.J..
Hi-1fl ;' -f.1
I
-i i 1;it· t ;
:-1
14'iir
LL..t
,4
ll
11-
I
t ii..... i··t .. 11.......
I
i..ii;,i
1;:
0
2
1.
fll;= r
II
'!'
.
A
v
(a)
0.2
tir
-it4-:411111 1ti i
', i .',-,
I-' -- 1I-ii t' 4
.; i
;i !-i 1-1.
I
iir:.
0
4,
l .ii
I I
x
1
r I
.. ; I
0.2
'I'
i -.. .
.
i: .
0.4
i-rt
-ti1{- -Tt
fit -F,*i:lt
...
.......
t
id
I
"
-r.. iT-T4i
11.
EiH
i i'
:LLi
..
Hti T
J
-,.ji
l~1l2
I'.-'
i.
I
-I-i
~-..h'T!-r
'!.1 T.1-1!
Lu
U)
-2
.1 I
+tt+i
*L
TRLT4
t -!
t:!l
LL
g
4U_
H-iNH:- t -
,UILI-'i"
. :
0,5
"I t
' rl1 T Ii iT '
.:;.
,
f
j1fH jF4T'Tj
it
[:J!: ;i4 4 ;: 4.L
-t42-j:
¢-TH-.
t
!1i;
r
r
; -Lit
:i
I.:
4.
i]:1.
lJ
.~
|
it
,
-.V- $i.h-I ;,1 r.
r~t
i ...
.IL
.
,th
4.. i , 1
;
Wa-
;;-:
I
I
DENSE
I ±.
11 II-J!:!.
93C
-!! I
... !.*
ta^.
s4:f.-
'-~ -'
*,
'
;
, f
-i
n:
,' ,4.
I
I
RI
t
I 1I
t
.
Il-. t
't.
w0 -
_
'
.
IIj,~
rI
:ii
11I An.
I I -V:
0.4
.
-K
-I-H
'- '
; I
,..i4.4
,i-j t+ittrll-It-.r
-. f ,nt
t .
-..
LL
4.4
_Z__
[
:I-
"+- I
_,.
.
3t
I.I
tjIJW-
XLIL.
.s
4
.,
':d '-;V
_h_-L
=E
i .
..
i
O
; ·
"-.
.
1
-1,
- ,. 'T-- I1
T i1~t
·
-'
._
1
'i
i
300 IO
118(
.
!H4,I
1 ')AA
z
0n
cs a
.
I
't'
--tl-
1 -,.
h,-hI
z
.
i.t.
:i**
-i . vi 1 ;j-. , i
I·
4(
ZLL
o
1
If
:1--I
;.l'
'i, ,.
III ! -:'; i
r<Ili
.-
200
-
0
_..
,
Er
LL-
.
.
I
i
.-
- a' '4
.
Zr
...
"42:.J-.;;-t '1;;
r
I VU I;
S
r L111- t ! .,
. .4.
1-1
0
.
.
1
FCC
1) of FCC Control Systems
-167-
1.
The reactor temperature set point is decreased.
2.
The reactor temperature controller decreases the
catalyst rate.
3.
The carbon content starts to decrease because of
less carbon production due to lower reactor
temperature and catalyst rate. Simultaneously the
lower catalyst rate increases the regenerator
temperature and the flue gas temperature which,
in turn, reduces the air rate by means of the con-
trolle r.
4.
The oxygen level and the flue gas temperature
5.
The decreased air rate compensates for the de-
start to increase because of the lower carbon
content.
creased carbon production, and the carbon content
and the oxygen content tend to level off.
Although the Atlantic's FCC data are not complete with respect to
the reactor temperature and the carbon content, there are significant
similarities for the dynamic behavior of the air rate, the regenerator, and the flue gas temperatures,
and the oxygen content.
The dynamic behavior of these control systems when the catalyst
rate is suddenly decreased (by a certain probable mechanism such as
pressure
variations) is shown in Fig. D. 3 for a poor tuning of the
reactor temperature controller and in Fig. D.4 for a better tuning.
The dynamic behavior will be explained by the following step-by-step
analysis:
1.
The catalyst rate is suddenly decreased.
2.
The reduced catalyst rate reduces the reactor
temperature and the carbon content, and increases
the regenerator
3.
and the flue gas temperatures.
The reduced reactor temperature accelerates the
carbon content to decrease and increases the
catalyst rate by means of the controller. Simultaneously the increased flue gas temperature
de-
creases the air rate by means of the controller.
-168DYNAMICS OF REACTOR TEMPERATURE
CONTROLLERS (POOR SETTING)
RATE DISTURBANCE)
(CATALYST
.. .. ........... ....... II
gltlhm
Cf
.I...41...
..... I' , ''
I
t_4--hirtL:iLftu:d
itUftfijilli
1dli It" I±- TIJI
, I
4i47W th~ThLUilf4
:Vmfo1 m-i-t-1t- ,,aidI
4
4-0
-.-
-i~~~~~F
1[-4T
-t
L1
:U<
4s:J li
2200, ;...t,.i!
1
CL
w
-11 ,-f--14I
i
-: ,
I
=
f;'.
ti*'ie
· 'i"-P i I,I' !414-A:U
· ,'1 ·I1 · ·-l
i-414i~;~
r-I-4.1:
:-m +4
'4-k-:-
.;: ,
I
,I t
fQ w
ri rt->:
J
3
1i+
4---
,
.t--
~
'
,
.
t
I
..
r
_ J
h
*t-ti-t.,t
jjrl
UO
2000-
2
1800
1-
z
0
H
_.
, 'i
N- #,
O
<0
O H
1
LJ OJ
I
z
z a
r
'd -:I-
,,
ret
,
'I
dt-4
tttjhitL
i l-'
!i:
,--#if4Aj :I
I _1'AiH.4
.'t
-I -4.SW CCY 111 -i 1:_
T-1
MM'
I--r
tt -rL·
-- 1 t I 1-11S.+
I_(
_._· I-·-(-CCC)
II
14--i
.
'4.1
Ir1- :
77: ~-r
... ]T*4:
77c:·
4uj
est~ *
. - I I"-4 o
'P4
|,il
'
',.
1r'J4-
''I
7L W
1
!
-
L1
___
FF
XH
tl
al
t-'
I i
· i
I
1
j
I
',
1 160
-
ti: -td'
::~:]
I-
.] jL'i I-
H'
f*L-
LL0
Ho
-+
i-i-
1
i ' .".J'
·
890..1 l
'(].
I -
I(
--
·-
W- I",j _
i'
17
n1t
-I-i,.4
/? 1
Ntjt 't
.I
4-r l T-IN_1"T
'lifI
j- -
.1--i
-,
J fiLj-IFtt
I!,.,11F4
o <
~
i..
......-.-..
0-
-Tl,'
L;
.. t
%
UJJ
LU LJ
CL
LLJ
I
l_§_,
I
41,
LL
.I'
r014f:
_t
:I
LL
.!.1111ill
y44
:
--ir---1,
1,
... * . --. · ... I---T L:
;l-1,9:1 4T ,,,
i .:. -cc I!!i Hl.....;!!l
| l : . :
T i1~4_t_::4-" T,'t'-r'-t'1_''li-4
...It..
'"H-H
-t. Il'4Iat-t
I
"'
IOV
ii
tll
'i- rH
y
I
i
T , , 1. '
j 4 !H1i | .!::i
MM",T
I; II
, + AI
t ,!t
'1
ii-
II
.!'qJ't:Hi
i
dI
i;-
Ii!i#t
.4
I4-
,, l-
ct
LiJ
z-
J
0
0
1
(a)
A
HYPOTHETICAL
Fig. D.3
FCC
i Ff
.
i~
IN
'
I
:
1' t:
t
I
ii.It·11": - I
1
.:;;41
1t
t
1-1d
4
~
I....
g
.
-I1
i1
i!
TTil
l
II.
i
; 1 . I -T
i i " ! I " i"i
;
I : ;
-,
-
', I
- 1 1,
141-4
1 I I I Ilif i2l 11, "
,14
il W'j4
0
2
TIME
.,
F -ii
liI
0C
eo
.
IJ
,
0.2~ii
u.I
J
-, - iIJ
!~jIl
ii -I~~~~1
0.44-1' -!' i 1'
X
O
-t.j_,-:I I
1r~-
i
rIii
(l-11
I4 i1fif
i
1
HO(J RS
(b) ATLANTIC
S FCC
Dynamic Similarities (No. 2) for FCC Control Systems
[L;i
2
-169DYNAMICS OF REACTOR TEMPERATURECONTROLLERS (BETTERSETTING)
RATE DISTURBANCE)
(CATALYST
Ir
rr
xr
_
o
o
co
H.i
· u~1
~Hq~ t-.:,
.:
t-
'±,
It!
-IT ?
,r,
4(rn
Ti
3S
rtt
;t
i)
-f
+'
.,~m
.:,-1
-r,.
.r-.
·LI
r
,f:-i--fi:!'
t i-i
.--i_tr
7"',',
rkrrr-.
't-~br____~4~L4-''
r~iryp4:
-,-; --.
_,g-~~
:0
n>- I
: -~J - 'ti.,H:'
181
!;LI
e. t
.-
11E
LL If
U
;4 +
1-; t-,--t
k*.~.
Z$+r
r
92
I- F I
L
r CILYI
92
.. J
-
;1J-i
,,
'zF-
L
.4.
tji
L
i-,.i- 4
.tiL-s~-
Z
I
.%
..
.
V
hT
It
.....
44
l', 4
rt I hf-t
,.:,
,:| .;lfrr
1-1
:L
:i#
I-rt
.. li
.....
4tH
..
1E~
!'
.;|
rFE.
t- Hpi
tl
I
'.
i T-,
-I
':t'
rr:-i
·
-·
i:d;
r si4i..
'
i-
O
LL L
L
I
....
t:i
r:-l
4.(I-...
. ____14:rI.',
.a-
I~_i: i
t
0
1-
O.
T- -
O.
-i. T i l
-tI,
":
4 i
!{!
-'t
; i'41 ! r
· pitititt-:
1- 1'
1'''
T,=
ffll
t: iT -HI,
II
4I !!
. L. 1I
.,.,.f
:i
F [
I I:
:r,,.!-t1
lt[- -'1
:n. i-,-,~t
. _
it~!!n.:i
--f !if:
- !i;III ...!It!I
CLt
, Z
>-
0 ~z
t'
-I.HIi .- ii
/ irf-iii
O.
O.
0
!ci
;
.:1
i
i:
Ti
ll
j I
i. I
:{![ 111
i
!I /f
t -!
i
I
0 .'
4
I T
,,'
-
[..
.
ll.,I
''I
.- I
t:
I
i-T
.;
.,,,
j
I
I
;.
wCO
I
T
{
1
A HYPOTHETICAL
Fig. D.4
I._zJn
0.2-
-'li
E
FCC
IN
:
I
f: - iI.
- kr 1.
i ,":
,-I
I'-t-l!t
rH ttiiLSj
6 I- !i-ifHf[:!
li
HII'
I-ji ';i
I , i[
'i
i.~?-tt
WM1~
~~45
titl
.i.i r!iitl-I ; i-
!I
.-.
iEle Iitt'f
li
I LH
";
f
'
iI .ii
t
l l-l'Jq;....
'; r ~
il~~~~
t:J[!]
.I
,
I!4
l,-
i- r
I
',.
1.
i t t,-,
|I; i ,;
IIi!t
!I
-I-
-I-
a.l
r
'
.I
I`+
.:ii:
;,~:t
_ii
rI!
;;,tq'lP
t titj
1l ,i I ' ,,,
[!J'"
,' -l,,, .tI
7j,
.I!l
~
I ii F :r'
iL
jtr:{
I
:'
:II"
- !.
ii
I I··
l 1! '1i
1tt
-:
I-Ij
......
bi
. .
..
I;-
.
'-.
;
.
',, ITFI
II_~
]m.
!:~:II
''i.
,i
&.
:
--
.
,
i
,
.
,.I....
i
;--_.441 - - .' | .1
.:; XS 7_'t'-'nTT:TT
r
,.. !; i }. i!
1
H) O R S
(b
-*
' 4.*'.-4
·"U-1.
i "I - I IL I Ii I
iiT
;: Itll I t ]H H i,q;'
r ' i:
3:j.
0
2
T:
(a)
i
I4I.
T r.
4+,-r
.- ' . . it : ti;
"4
·
,.
,,'!
I~
_
li
;f'
,
T' i
- t-+
,,, {'{i
,:I tiII
.il';
Ir I ;Jl'1!t1 ! I
ii-~titfil'
T~
t' -:
0
f
,t
!;
If hi
· F!
lacit
'If
fF,:l-t
i":
t!
!I
, ,t
I'4 i-.-. ,
i`;
-1-I
^rc.II ,'r.·l Il
j ]III
1
1
'.-
-+*-tl
0
,
II
tt
I
:
,i
.+I~f
-III : 4 N
_-4-
j I
t.
-
,
1_1
,7T
iit
t: }i I ' i.' I I 4il
|i
r- !''i'i.:-Ij' tFll4~
I
4
_.,
r, ,- r I
, zZ :z
cor
.: .'
i
I- I-,.
5.: ZH
X
"
Srl
t I·I-ir
.; I
1!II
t:
II
., ,
41~-qN-:
+
It,''
;+
3;11 i.-1
!li5T':
iI t+!'
.:l .:F'.,
LIiT0
%~
,.'
¢l.i,i
,jS
;
'!
i-^t:
C:t-iL~f . x I 1! .:t1
IT1
I:
"
iE::
.lI;;:
! ;:+.:, . . .t ': : i5'i i;M.
I!
t.
;;''
::''
r.I i ,880 I- T ' ;1''..t
i. .. ......'i i,l~ .;;- .. - Itl, I I?
! ,I i i i1
t" i ..'-.., :j!
i i'.! t ,1S ! : i iJ2 NtI
.iJ !
.
0
1-r
. -
:;41 ,I- r
i4 .
i -FF.4
I
ifr
,i'i tttt
.
!
!J
'}j+
i ti;, {1 ' 4 i%.
I t- t I
i-.-Ii' I .i
i f1.' I-:
I F1I4 i.;-i i
!-ihL I11m,.II
E!:;
i''
..1.
,,4,
t ir:
'1- I
Ir
.i
·
;-, L :i
''''
·I
,.,
.I·-·
IT
t
:i'' ~.',,t ' ,uIt
ii-i
t 't
L'
I
oL~U)
Z
Ap-rtl-!.
ri;Lh~+
·T
,Fi,
i
ttt.
-
F
"
ItI
.
i
,]:
.1
890 )i
.;
-
.
a: C0
0
......
':
1
p
....
:
.L3:i
"Irz
*F
-
i.
.Er! -T X4";1
f+. P-:. ;-F~
I
t '' '1-
i
U-
,
RF
i.1,
,F14wl
:t · 11
.1 ! -, :
Ei!
Iouf -.
1
,'-
l t, t:."
fit t
'i. i;ii : ~.4qPT
t
:.
I
.
i +.
7
... , .-14
:i:E
:- T1 _!.q
-
1
2
-j L
,tr1-r
ti-
-
,i-
1'tt
?5ih
.t.~Jii:',:1f-`!
BO-I
,J
.if'TI
I'I-I
a::*t;,Ir Hr-
1_
I
4. I-
1t-i ,
-,1..
11
0
4
4 -'...-.
. I
TI:
r
.
80-i
Z
r'_F;t
I% HT-
I-
~.
,~!!!i li f
· !i
·f
:··
-t -' . ' !t.
*-- Ir1 r---- --
-Hr?..
.¢'.'--,,
...
-d;
,-,
Ti?'tfFlfifiilr;:
- :n
-,T.'e
F'
.. qt..r
.77r -7
i
4 FH':
.
11.
'
P
:
it·~!ii
F·I'I7i
IT
fl I
l
I. .
'''
~ I i-_ :,
-,~, fi.~f-
Itctitit-'L
20 Do-i -;;·I--:·
F-
t-
I
.. 1 1..
30-
t?~T
:
..
2200 ....! t'itr--.
LiJ
to
60 4
' t '
4
.4ilt.{.
- ,.":l
--
0-
+ I ' -- '
L
:til ti- i
.1
'
.r-.
oF-
,4
.
:- :i
-f-.
-
..s1 1
_-:_ I
! ,
i: p
4,"
I
.,_, .
11
-i.....
'
c-
4
t-H-
... ~~*~;-1i-.4
Z
zz
w LU
a:
Z
W u-l
x
+ I,,
i-r!
JT
:hi
raFt
.T
i-.:
~' +
+~
O
O
O
0
r
f
,- H,i.:h_.
-1-9
z
.Hr
-t
=
r-!
I:,
-r
-?~
4r - z':¢Zqi"'
i+ r ' 7.-Fj
_[W'::--~
. '
f,
~
f-t
-.-+:hI -- -!-,!!b
-
o
U)
I.,-H
TT±.%
'T--.£:ti~ -.
:4:I
ATLANTrlICS
Dynamic Similarities (No. 3) of FCC Control Systems
FCC
2
-170-
4.
The reduced air rate reduces the carbon burning
rate and the heat release rate, which in turn re-
duces the regenerator
and the flue gas temperature
and the reactor temperature, which accelerates
the catalyst rate to restore. Simultaneously the
reduced carbon content results in the high oxygen
level.
Although the Atlantic's FCC data are not complete with respect to
the air rate and the carbon content, there are significant similarities
for the dynamic behavior of the catalyst rate, the reactor and the regenerator temperatures,
and the oxygen content.
Alternative Oxygen Control Systems
Hicks, et al. 32 describes their study for an alternative oxygen
control system
of Atlantic's Orthoflow type FCC as follows.
Figure D.5 depicts the equivalent control system of our hypothetical
FCC. Through work with the model, they confirmed the importance
of reactor temperature on the generation of coke in the reactor.
A
few degrees change in reactor temperature could compensate for a
fairly large change in the coke-producing tendency of the gas-oil
charge to the reactor.
Thus, one suggested control scheme was to
Since, as an oxygen control system, the control by the air rate is
more conventional than the control by the catalyst rate, we call the
latter "an alternative oxygen control system" throughout the study.
This statement made by Hicks, et al. is not completely adequate,
and it requires some interpretation.
In the reactor temperature
control system, which is manipulated by the catalyst rate, the coke
production is governed not only by the reactor temperature but also
by the catalyst rate, and the effect of the latter can not be overlooked. Moorman 4 6 and Pohlenz 5 7 clearly reported that the effect
of the reduced catalyst rate, while keeping the reactor temperature
constant, is a significant reduction in the coke production. Therefore, it is adequate to restate that a slight change in the catalyst
rate, together with the resulting change in the reactor temperature,
could compensate for a fairly large change in the coke-producing
tendency of the gas-oil charge to the reactor.
:
-171 REACTOR TEMPERATURE
OXYGEN CONTROLLER
I_
Fig. D.5
A Cascaded Control System of FCC
_
-172retain the present controls on catalyst flow, but manipulate the set
point of the reactor temperature controller to hold constant excess
oxygen in the regenerator.
A measure of the excess oxygen leaving
the dense phase is the temperature rise due to afterburning in the lean
phase or across the cyclones, so that
able to be measured and controlled.
T was selected as the vari-
Since the real function of this cascaded controller is to manipulate the catalyst rate in order to control the oxygen level, a direct
oxygen controller, where the catalyst rate is directly manipulated,
is used as a basis for the comparison for our hypothetical FCC.
Figure D. 6 compares the dynamic behavior of these control
systems when the carbon production is suddenly increased (by a
certain probable mechanism such as the feed composition variations).
This dynamic behavior will be explained by the following step-by-step
analysis:
1.
The reduced carbon production increases the
carboncontenttemporarily,
which in turn re-
duces the oxygen content and increases the regenerator temperature as the carbon burning
rate increases.
2.
The reduced oxygen content reduces the catalyst
rate by means
of the controller, which
in turn
reduces the reactor temperature and increases
the regenerator temperature.
3.
The
reduced
catalyst rate and the resulting re-
duced reactor temperature reduce the carbon
production
to an original level.
Although the Atlantic's FCC data are not complete with respect to
the catalyst rate and the carbon content, there are significant similarities
in the dynamic behavior of the reactor and regenerator temperatures
and the oxygen content.
Figure D.7 compares the same systems when the carbon production is suddenly decreased. In this case, the step-by-step analysis
-173DYNAMICS OF ALTERNATIVE OXYGEN
CONTROLLERS
(DISTURBANCE = 10% INCREASE IN CARBON PRODUCTION)
,1~
$4!1
1,1~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~,
j ! I ! 1i [
[ r, r. r;
.rr-
.~:4 i.:t
','
uJ
C')
fl_
Z,'
I Li
4·
! I I !,,
4.4...
4Li
T'7+''
.i.,7--;
..i-~~~~~~i-~~
t yi-t
-t
i 44i'-rit14-' ~t;
I
I.
F
r''i
15
- - .ilt4
-;
Z
4
:: ,
",tg
-
- ~-.
-,-....
H
,--It -I...
-
41-H
in!i+,; .-. +4 4
+-
5
ri
L-
_J
3
i
flr
ti I,,
- I .
_b1_,..I
rt '.' '-iIf-t -,
it
ft
t,.'
V - I : .4
- -.__ ._ _,
_
10 _
Lu
I
i:-nT·fi'f:;t
LL
:- 44r
;t!
o
1:11
.
i
T:-'-,
F;:FI i~ii- i ;,
!F'f
....
w
I
ld ,!:.
118
2I
0
LLI uJ
;'I
!F-1
r;2
I'_:
i*,
'
i
.
1180
F-
116
t .
..
4--
,
I
-.
93
L_
.,;. -'_;
r-
tf
-i4
:..11
;
u
t .W
s
"i ll ! I -'
i.
.)4:),;f I ' I'i-!:
i .
.h~
,IIA
ti
W
I
,
' :ri
I!i:ITfy!'
i
'1
,
11,
l-T
i£~
, T!,I[
i
I
I,#~
I . . ! ' lWi I I i
I.[.
:L-
.
!
0 @I
_
.
,.
'
...1-
P
. ,-
. . - i:
:
'
l
!!TX
'l-* ll4
.'t
T
4I!!
i 1lt
i;:
L
&
, - , ;
·
I.:
1il
!!i
Ii I
i
. . .
.:
tI
:t _- _
.I
1
0-
LC-
,I,,,
<
I
11
II 'H,
... I I
....
-. lHlL
i !I
I - lI t i,tiiI
LL._:
iHE~:H
t r t
-!. :H'
:!11-"!F
·:i ,
iH
_'i _-t.-~
r
II
.i.!II1!,
i,i
i4.i
,it
I , ' i
4!:!!~
ii~q
FjF
1 I'
, I -i';1iha_
I-II
Tii
i
iH I'
,.
t t-I ItitIt iI, 'i I)I,4I
II,
.i
J
,,
;.;.:tdT
:
z.Ir-.
.
,}
,.:,rij
il,
II
I
:T:'
ItF
t
i
:
-i-r i_:- I
;i$:ilii'ii-
a'' 'r '
;.
:i-
-Ml-
!;~
;li
!
;i-i, T' !Fiirj~:.1DijiLL-11
.......
ilLtit
10
- Vt
rU-
I
i 1' 'H-!
t
I
I
1+it-1I
',1-.
t-
.
900- ,- : t', ; !,i: t t4~I It i
r;'
:,] :)Ij-:'I l Lf
880-
92
.
-l-L; {-j
,"
...
,.= ,1
LJ
i
· %1.'
t;
X
-
I.-,IS'~~i!:-,
±~i
I
I
t
.
I
i;. -
t-
-trt -L
:
,. !' IIi'5
.-
...I :°O
<::.
'.
LLI
L-
444;
-, -!! i , , j,
i~V
. -...pr
v
. :~f~
._.....,
1160- I:
ZQLt a-
I
t-
.
I ?,9 t t;
'f~~~~
]P
L
I
rptFfr:·P
.1~~_i:.,
l-t.. -
t
L1S
0.
Orc-
C~
0_.t
Caf <
.)
0o
Fi
IF
tf.il'!
cf '
'
I!'
_;4
1i
O.
I
__j
T1
-
1-.
'-,
7
Lda
.ii
ji
rr4
0.,
O,
I,.
0o4-!rl
X
LJ
11_9!
O.
.. JL
0 _J
Ezr
~ i , ', ..
-J
::
_:JU.
l,~l':
l"<
Ii
-.
-
.
liil
.f
.
2
1
T
(O)
L.
HYPCT
Fig D6
L7'TI
E
AL
,
E
I,
FCC
-
t
_
I-
.
t
~,')
;:
i i `b
t'
; Ei
ttt-
_-
_
I
-
_
rr
i
' i
i
I
!i
_.
Ili
II
ii
;,T-
i
0
:N
YI 1L-irlilL
·
!i t'41 ,
r,1:.11 jl- i I 1
I1
..jIi I
I,:1 Il, ,i
.t4
· i : t ',;
1
;i'
: ;. ~t~t!
IL
0
t
i
z
._
i''
__4i
,
... .....
it
.,,.
!
b,
AT LAn
NT
TL_ANTIC
...
.
.
2
1
R
(b),
7?
-44 ' I11 'I
.:
~ili,"k.,
'i% l,.
'';
i
-
:
II
T:;!t i
t,- ! i :
:.:
:
Lr;
i [P ti I!'
--.
·
C3_
--
-H
t t't ' ::':"ifr
:rt-1,Ft'F
_r
_ · . 4:t i' ';li
J1
i
lI
1-1M-L
i
t ;F..
#1:S
tt.1i , I 1-|
,
i
wi
It It| 1151I
t:-til
, !LC'-1
J'*-4l' '
1- I!i ?'-L!
.,
I_
-1,ItItit I[····I_i [ - 44·I4I,III,-tI,
l1
-lIt1i- :4
t I
-;"
-······· tir'
-···· -4'';;,
....
l-i1it'+
<
,Li
I
fH
1n: -H'
. B1 i4- '
ij'1t
LI
,I
oo oO
-;-,I.
m+t-~-
il I ii
Z
-it .;
.. ' i .H-t.
'.i
I
=--
~SJ
FCC
Dynamic Similarities (No. 4) for FCC Control Systems
-174OXYGEN CONTROLLERS
DYNAMICS OF ALTERNATIVE
(DISTURBANCE = 5 %DECREASE IN CARBON PRODUCTION)
I1
1'
L
,rl
111,
LL
> -
4-
'H,
14- 1
.J
(/)
I.: <
:
1
1i:
_4*
Er
.1
I IIT LI
.I:
L nJ
a: (D
- '4
tti
!.~.
i-
(./)
4 .
I
tt-r
4I
i41vm'_q
+ ` ''::
I;z ' -i
44 K
: r t, P
2
a
'1
40-
z
o
0
.
.
.HJ
..-
iiC
a.-I iz
a-
m.MN
:i
-,..
cn
D
11341~~~~~~·
oCL
i- '
60 40-- ,
'
1
40
1S
4
lL~i
flt-1J-
+.r'
I, :
H .~..r
t- -e,,'-: :-! ,"-
oZL wa:
E
trf:~fi==}. i '
t~~
n}4.i-TL -Eyrffl
1g144~;i
i-r',.,
..r
Tr~
:t:
, =;
,I
4.B1
.- :! 1...
:?
..............
92¢¢
,
f+-r-
L,
.
l
'"-7
I
.:, ,:
1~~~~~~~~~~~~
<
I--O
I.LJ Ld
F
CrlLL
7
J J~i
'i4-
~+~
T. 4,il-- u!4 i..=L
89
88 0:
0.t
5 - ' ''
'.
o
Z
0.'
.~;,
I-r
- ~ ": .
:~-,-::.j~t~(
:qE,:i
t.TK": ~ ~
.
.rI
1i
1
4-'
( oiXZZ.
O ._
1_
X
O
1
I
0.1 I I
I
·
RflgSIl
; .
·"tJ
Iit
i!lf
i.
lT4!ii-itl
.i Jl !::
_!-I";_ r--t-,I 1t t~}sI
t -'
4 1j
_ ''t 4iTli,
-;h..
_l:
-4
] 4il~::i
wi
-1 ,i ri!-l14~
,--i .
4 1l t
,-1
i4 .i
-* :- -1
t-'.
.:';t'
1I
1
!:
t *
ff
T: . .
1
lt
i1
.]
J"T
: '-'
t.
,4-ii
4
1
t 4 l T- A
20.I
15,
'i
*l H14+'.:
'
' '
.
0
A HYPOTHETICAL
Fig. D.7
--%4 -
FCC
iN
-t-.f-
-II
aRIA.
t -.,-i
':'
-HI ,I
*-.
!l,: ---r I,::-i: ---
,
_ fl!
: .'
-- ul
f fi,,,
ii41'
1!
:U i!:
.rm.:~Fj
'_i:
il~I:!I:
.!; _1ai.- , i LI.·w
I .!,
IJ.\ !,
...I11111'
:- ; , FF7 ': fj.
L-LLL-L
! .i-, ......
~. I;I"I ;.LCLL
F'r.ir..
j j I-'.i il
it;j
i
U
,'
I
J.t;
I Ili-I , 3 I,; I i L !i;
::i
'
I
..; .,
_i:; t"
t
:
.ii
i.
if
.iI-I'
::
;-:f.
,
-,
....
ti1.hf
e~
i -1- J I i~L: ':
1" ' '
'
'
tJ
:~,
..
r
iE
.
.t
,
:
,
O
.4.
,
0
2
1
TIME
(a)
I
_-r!
114_nI
t,
r
w
_J
'l
;i-t
-ri tii4
I;;'4-:::. i
I
0
I
i ..
T .I I
o
Li-
-:
: i4
]!1- -..li'-'
Ii
w
Cn
i-l·:·
f!f~J j: i :
-,L!
I~
,H
.+4
--.- ,-
d-t·,r
:1
~j!H
:.j
''.-!.
$:irtbl'f
;:4.4
:0-:i~i .
O.
: ~:. ~4!
I:,-
::I~- +
*, 4,t
trff
z:
7iil
l'r
r]
'
S0.,
; , ...
:-it,-:
T I
;· +.:-,~
:_..
.-~
-rJ,~
,
-,CU_
.
i
·-f!ii
:1
,H
*
1-t
...
i
-I
LJ
Cfn
'1i
1'
4.
!·
44
f'','tT 1
-··
J
,"tf7 tlg
t'"1;
4
rz
iii.-
|-xii
,!r.l
1F
T(
.~
I .-.
~
~
.
I
i!
-
-
· 1-I,
_ .I.
~
S1J~!.. T 1"Hq4rT!',t )it,~t4g 4-!=-LT?
:Tl.4q:?~
t'-;. Is: '.
4 kM.
[--- : Z ~4. - ' i.--1-.
(',t+
4];r4t;- ~,
-:F+:
t; r.i,.4
.4-r--,
'
4.14 ' i+i ;t..4
§i~~~d4
, f.T 0tt;F4+~
1|t
-.---
xr
< wC.)-
.
47w;
:-P.~J
-...--*
M
~~~~~~~~'
i i-
J~~~C~c
c, - \Jv
-tiH-'
t
-..
.,
,' T~ -4'7r-
~
-5, .W -r .......
F-'.,.u.
·
tyi'
cL+
_
i
1
:t4.
~ ...
',FJ-N
i
-I
,t
r~.~
:S
1
7$
i-
!'l9erti
+1B+ fi
.l +I(-
4
iw n-
.f.
- ~.- 4-
:
LL
· 0
-t-
4- t,-~
, F::t
-/;j-ltI1
', .rlrJi r 61
g
:i rl-[tc
±+
-F-~'
-. ~'"'~
m-mrtt:Zl:
-....
*-,TJu
'
.z ~:.
-
r
t-
4.
0
;
B
wS
...
L....
kg,4i-a4
I
:2
I'
!
!
+-
-t
I
4, ,
:
4444 :~tI-
- .
·
'- +
'?i^-
"
r
,cn
(D
_J
g_
-4
'
,--?
.-
* ,t,''~ r-'i ,
t ft-~-!1-l't-
:I-::-tt
-.
i+
3tr
14tt
h-:J
14-T
It:
'
~'~:
~_ff
I1,
F,
2z
-. --
14
l
I:t
r
.
J. ...
~ . :
gJ
I
.t
. , - *. -- 4 t
;.,.
.'.. ..
.
ii4
-+,
.
- -
it4-
...*t-r . ..
"-.
44
V -T
:-'4 T
T~:;::4
. . 1
C
_
I
-~.· .
7~~~~
U
I -!
t IT
;
-:'t
T
f-?"
I
_l.
._-
,
"
b
1
hOt)URS
(b)
ATLANTIC'S FCC
Dynamic Similarities (No. 5) of FCC Control Systems
.
..
.
2
.
-175 will not be repeated since it is essentially the reverse of the previous
case.
Instead, in this case, a comparison is made for the gas pro-
duction rate and the differential pressure
of the catalyst valve.
When
the gas compressors are running at capacity, the compressor suction
pressure increases with increasing gas flow. This causes the reactor
pressure to increase and the differential pressure across the regenerated catalyst valve to decrease.
Although the Atlantic's FCC data are not complete with respect
to the gas production rate, there are significant similarities for the
dynamic behaviorof
the gas production rate and the catalyst valve
differential pre s sure.
It should be noted that the object of this appendix is just to demon-
strate the dynamic similarities of these control systems, and that we
do not intend to support the performance of these control systems here,
and that critical evaluation of this performance is presented in the
next appendix.
APPENDIX E
ANALYSIS OF VARIOUS INCOMPLETE
CONTROL SYSTEMS
The control systems, which were studied by Hicks, et al.,32
namely (1) reactor and flue gas temperature control systems, and
(2) alternative oxygen control systems, were apparently satisfactory
from the dynamic point of view, since, as was demonstrated in the
previous appendix, most of the transient phenomena caused by various
disturbances decay in a few hours, and it was possible to maintain
the reactor and the flue gas temperatures or the oxygen level nearly
constant.
However, they are still far from satisfactory from a safety point
of view. In short, these control systems do not have complete information feed back with respect to the variables which really govern
the regenerator safety, namely regenerator temperature and oxygen
level or carbon level.
Therefore the purpose of this appendix is to demonstrate the
critical performance of these "incomplete' control systems and to
provide a basis for the evaluation of the control systems.
Reactor Temperature Control System
One of the simplest control systems is merely the control of re actor temperature by the catalyst rate. Since this control system does
not have any information feedback with respect to the regenerator
temperature and the oxygen content it is not difficult to see that this
control system is subject to various upsets such as excessive afterburning and/or excessive carbon buildup phenomena for certain disturbance s.
Figure E. 1 shows the performance
of this control system when the
feed rate is suddenly decreased. The dynamic behavior is explained by
the following step-by-step analysis:
-177 -
-178-
.
3 % DECREASE IN FEED RATE)
=
(DISTURBANCE
zl
....-§-
'-r*-t i*
-
r
' Xj | ' L| .
,.'
:
, i
,: . r j';
IM71ii
_W
t
'
t
Lt
I
40-
.:
tff
t
RATE
t-t-
-,
351
Ll
l
.
12( )0":±~
TEM P.
)
x
.
.
H:
1
il
.,
P.
.
:w
.;,
..
TttT
-rt
r
.
I.
.:
tT
!
r
,
1:
qFF
.
iifi
f
-tM-.
- L i t(.1
+ . I.:~:
` U._41
tlft
I--'-1
di I
i .
.
j
I--H- '
-i
-
4-.
A'
-
.
.tt
,TI
F11I
i
77z:
1.
- i
MT~ffl
t ''i
t i r1 Ii ff TTIt
4I
rii-Mt+weN~tmili14I l-MAR&ti44t
t4I 'j-4H
iiFt
,
--t
F r-jI1
:q-1-i,
F
,I -
I......i......
!Ji
L
..........
.....
i li-
I,,
;1
i
1,
1,TtI, i I+'1-
T
! -4-ift
ri
-riF
L.
t
it-kt
0fP
ji-4 i--! !
I 7.I
t'RIMITMI-Vil,
110-13t
:i
Ifi:*'
...
jtiM- .,-I'itTI |
I'-i
~
-I
.0
H
:;.LIi .!I.
,
t-:
-1
..
..:
i.
rl
-r
Ht
11;ti
1-~~~~~~~~~
I i
i
v
ci
-4
t-h4-;
t'
.
tt11;t
J~
f:]
4
._r.
REGEN
r
r
_i!
tt
--
4M
4-
I
..
....
~trtl
-t |g
ilh t I
T , ...-_I-rTrR[-r,
r:
..
!
I Ii
4
Rrc
- !-
't-t-
-1
-tit
i-
t
4t
o
LI-111
:i ULt i :i I-tI . il1
i -r i$,l
. .- 1 FR?:1
'4WT4
-rf
.>
.ri
.1, i
,I-.
¥v.L i- E ff3f+ L- 4-11-ti:
i et- '
WT- ' Z -t 7
t
:':FL1
I
fI
-.
;
1[i. - -:.kL-I
E-
il
CATALYS T
w~i+XrH
't
- -~_1111~
V~l
, ...
1 1
-I
-
I~
11
~L
-
~
I-
-I--
-.
l1
Trg
F.-: W -W-tW1 T TR4X~h
EWtTI
111 60
-ti
t
i'
'.-BW
rt -tr1 ' 11
-O M
REACTOR
TEMP.
tti'
40--+t
9z
Tra
F
Ell
FttIt
1:t
TFiFt
.
rors_^~~
..........
- ,,s
r
r '-J 1
YOV
' II
' ' I. l. .I . 'I.i iI I. I iI I I i :
11
~ ~
--
-
,IiiI.
-
._-
.
,
t ii;-L;2;i1-r tj;---
0.<
62
Crc
0., 1+
._
ig
!
'
.
_T,.E
,-4..r.' ! ~TF,
W
fff;f
~
I' !
!
\\..|!.
·
"
jl;I-
I
:
tl 4 .
t git
~
~
~
I
~~~~~~~I
L
tN1
;I i I
J- ,-'~,
--
4
H ,F
i,
I
i !.-:44
r
41i I Tr' -
i
'
~- .. f,.. ft- . ,l t
I
.
I $ : ,, I-i
...
.:
riL
r._I 1j.ji1_!
ifIi-[I-1
~itStr-tl,~
;!Fit
il
i
S
1, 1111,i jI-t Ii ,1j !;B'-iv
I--1
TrFg
Sf-tlf-;-L,i. I
I 1441
I II ! I-i!';jjLHt
i-1!.i.l:[t
t ll:4 X .'I . I 4 , : .l 11jI 11I I I I itilllll-~allll
11
.! .stI~
. . . . 'i.- 'l
.
-~-4, tIt I
: i'-W
J4;:H'k I ':tl.F~
T- - il
7_-iT
iI
1
r1 !1
t ¢,-- u, -!1;D
1111,
"; ,,I i I 1 ,,
rjllil:jl
-1i !I!I iil'fiIlln f I-;
1i-i
4,_wf;'IJ
t4 .:
-1 t-i L1 :11tx
~_
I
1-i
_41tr,
'i
i,
1
11A
1-I
f
i
,
_7
u
111
11i
i
i
i
i
i
i
,-j, - -I -, T 4 H
Ii" I .. I
{I'
1
i
.
,
,
.
!
·
,
' .It:
I
I l i i
II
l t ' gfli"
~1l11-p
'
......
-:
..
-Ml+ I -.
'-i 1 : i :. 1t-r
i
1
...... I t-,
I ,
I
I ,:i i ! Ji
-t ""_
If'~.
_l-I
, t_': I:
-74
fE:W+Pr
n-,,
I ,11-r--t
I-i i
-
.. -t
. t..i ..
. . . . . . .
'
......
.
. I
. ..i .
.-
i
Br|
. II
.PI--1.11
L
T
u
I,
+_1:1,
:
~~it~ifi~iif~t~it~iF!-ttr~i~~Fi~i
:
"
· ·
I-, tE
0.4- :i H-f.'l
0.2-
VI~'-'H,1u T:
A-U~F~CCRI
.-
Ofg
|;
tit
4-IIII
:;
t 1- :tt1
CONTENT
I Ii i::
'
+_1,I
grgf-'-
~ ~~ ~
i11
- II ", I,-
OXYGEN
-
-
,-I~
t
T
lt
I h-Itl r
X~~~~~~~~~~~~~~~~~
i->tf '-I t-·-LIX
4,
CONTENT
_].:i
.~f'
'F:
i,- I t-]
I
L:- .I*
I~
-*~
-I3-t--3
.IT
r \I . I X;i :fp7H4
1
.'
- ' : ~·"
'
:
'·""I
II|
|.
4
CARBON
_ft'!3
I !Ifftt l tl I tt t itt ttl1
f!:-lrt
t
t',
....
.,tT."
,,_
T,,-""~T
-..L.
H
t: -4,--+
:,1'
t:i
!-:,
If
i:
2111_
.
-+-14-H
E-4
-- tttf_ f'
_
' ."
'U1
I
IL
,
t
!
1
t4
_
:J
III
,7~, t _
_
t
IIII
0
11; !
-.t: ,~ .. l-itI *~
I 11
PZr
,-
V4-"
11
11,EIN
TH.
=
1
TIME
i. i
I
-.irri4-- '-;:'iH'
t,"
-'t ,,'! li', . . "J
.~.;
'-' !1,
, I';'
'+ -t}
1.tr ftt. I -14 I.
1,1
1""tf i"I , 11-4
i iI I-~
i,,.
-
1,-;1
lI11
.
-I'
'..
2
IN HOURS
Fig. E.1 Performances of Reactor Temp. Control System
1
.
i
3
'_~
__~
"
ilr..
1~_-'1
-'' ,1ii
,'
t !,.',1:.:
T
, -r
4.,
i
tr
j
-
III
I:
i
4
-1791.
2.
The reduced feed rate increases
the regenerator temperature s.
the reactor and
The increased reactor temperature reduces the
catalyst rate, by means of the controller,
which
in turn accelerates the regenerator temperature
to increase.
3.
The increased regenerator temperature burns off
the carbon to a lower level, which in turn results
in the excessive afterburning and excessive flue
gas temperature.
The main disadvantage of this control system is that it can not recover this flue gas temperature to an original level, since the air rate
is held constant in spite of the reduced heat requirement resulting
from the reduced feed rate.
Reactor and Flue Gas Temperature Control Scheme
In order to overcome the deficiency of the previous control system,
Hicks, et al.
added the flue gas temperature
control by the air rate
to the original reactor temperature controller. Figures E.2 and E.3
demonstrate the performance of these control systems when the feed
It is not difficult to see how
rate is suddenly reduced or increased.
the air rate is changed to compensate for the changes in the heat requirement. Any change in the flue gas temperature resulting from the
feed rate change actuates the air rate in such a manner as to keep the
flue gas temperature nearly constant.
Unfortunately the above situation is rarely practical, since the
air rate is limited by the blower capacity which can not be expected--
to increase significantly.
Figure E.4 demonstrates the performance
when the feed rate is suddenly increased and when the air rate has only
one percent excess capacity. Failing to compensate for the change in
the heat requirement, the regenerator temperature is accelerated to
decrease by means of the reactor temperature controller. The reduced burning rate, which is due to the lower regenerator
temperature,
-,.lt
'4'
' Ln
-180-
(DISTURBANCE
-Hs
i~i--
fHF.
Li
P-1t
I1Ar111
I
I -I
AIR
RATE
_
! *=
- .... .. . . _.
-
-~jc~~~!t5:TII;-,,
. ."
3%
=
t--tt
t1: t-:4 -[
+;
I-
3"
DECREASE IN FEED RATE)
t
I|f
!
+t
',
+
: ','t't ; :i ,' :%-I
i -;;1
I
IilLL
-'H: ".'i- i-tr i'l.1
- -
r`-1t_- 1
-- 1-I
-Cliff
111_"'j"
L
· i , -4' l'
--14 -----
c
400
--
=,-4.i4; t
'-L1iNi
I
. -r;
*.
`;4'
; -t
I -1t
11-N
I. J-
----
rt
: .!_t
'-1:
N-Ti : mti~
I:.. ii'~,~
rt4-I
F,_
,r · -t,.4gi
.' I t11-t , ---- ---------- .t-.-Tlt_ T-I
---- ;THlgI, I R ----- +-1
,1
. ..F
T-,EII
_1EI
i-'",
r t
i i
t1#1x_1P4+14
i :t :T.1
u4711I_f~. .T71
LH-' ;t. s . ; L . I
1-11HFTi,
' !i 4i 'LI
ttL' . -I' rIC,:
4r1'A1FT4T
- ts
-: !,fh It'-,i i 4'ii.4
[¢ ,KH;m
4.t il I-1. L.
I
tjjr
1. .. .... .111.1 `i ..... ~
-r t +
.4--L
M_
39(
O-
i
ni-.
1a it. I
` 11
I
J
.
-
L 3
|I t F
~~~:,
: 44
14,~
F-41" N
b:1
-1 ti- -fl['M'
4ttl~
.
; 1-H
4C
! iL ; 1-l~ .!gl
'
ij
ii|ii
Ii J-L L.; I I IJ.J ~,.,.1111~..I,.~
IE£~T~[
'~1'-:
~
L;i
Rrc
35-
h
..
[
~
.'i
IFR#±:ft
r i Artrf 4m
:
.--
- I-r ·
~s~'ffi,
II
TEM P.
^ 1-MtmR
.ll
r4'41.
11
gif
.'
! :;
L
t
I '--"TT~-'r~l'~' TT
7=T
r.t
.- L
&. l.
-- n ~4 I
-I
S
.
i·· lillilll'
-· · ·-rrrrr-r[i
'._X,
i.
,
,
11.11
~
~
'l
"i
it
t-t T Fi-t F - t
,
...
II,-:-- ..
'
i..i:' -----..
'tT '
t-
,
1
LL
-illi}1111[l
·- t r-¢I-
-.-,,
[
[ t
I-PH-11fMI,
LT- l_- I
I:
"-14
.4
UIilIllLWL
-+
i L't
.'
11
r-Tl'
IiI '...
.
,L
~~~~~·
!~~
}
p_
~~
1
I-7t1tI"'!, 'I--terl
. ..
i~f+-t
.t0 L4L
ttteF''
t hLf,F-"-_l11LLMH
r rTI IIIi
_s
!14W'11111M
-it
. I
i
-;W
-J-'
i
1_LE>_L·i
et
eeitrr
ff __
.rV.
-!E
it~4
-
REGEN
# I, I ..
:",Tt
"!F=~
-14 'A
- "
Li
F1m,:
iji~tiif--i
ti til-lt~tt4__
t- n
_4-
-....
,+,
-It--glitch
11 i'i~i iJ_L-r-?-.rI
1 I t'1-
fiji
IR
F
_
iiHi:
I.,':
'PI8'~ii
'
~t 444-i lll+ t--n II
1
-4-:
i
-l
171
I t f-L,
1h41.1
UT -
ffj!
L~·reei~f~i-:
IM-
:~~~--t:;?l~
CATALYST
RATE
1%,""
-, iil-1iIt ':
r~~~~~~~~~~.
't i~ ~ '1
-FT4-L-T~i
~
L
.-
.
'
.I
.li:l-
: '-F
.:I..i
...... |[.l{...i,i-F
'
-I-'
744
i -F
4
I Vt
tE-EF~~~tgi.S
. - a~r
rrsi-ti T "Fi lllrE 'l '- sarv:-rtsr;;i t;t L-ft
rl';s-
1r~~~~1~- 1
a&
DV-~~~~~~~~~~~~~~~~~~~·
,_14|
Trg
REACTOR
TEMP.
11<
60
4
4
t +;
35-
Tra
t
4~~~~~~~
9'
'!
'
jg
-
t
>
0-
14
.
..',0 .m't
-itt
F
'
0frtt
.-.-.-.-
m
,
t
+
9: 25
W
i
11t;- .i
J i'- i:
W
+Lt
[tJ
ri~~~~~~~r4!
I~~~~~~~~~~~~~~-
$_a:~
r
X::
!li
ill
i`
! 8ii l P,T.rH tl .il
I 31
L t.L3tlt
.
-
V. I
ii~iilii
_ I . I
i
I I ' i_
,I J 11
.1iE~ .,
..
i
9
_
5
s
*
,,
)
t1 f;-*
i !
1!]i',
- ,|b
0
S4!;4;
i
7t
_1|
ttil
I'cTgi
T
T
'
§
i
I
I
i
'
- i
.!';
11,
-, 4I,|
'
'it|
'i- t
re
,I'-:
r'fF'
"I'' itH'1,m
Uql
;-tt
i4
<1.5- l. 1'"
,,
.
'
,:
Ir22rt+S-+r
u
~z;
:
i tTI
"
;
r,[~
,,,
,
I'
II''
;-Ll
1 :i l
.
|-[i l
· 'l
Ii''iiiiilil'~tl~
jlll
t
, , I- | !|. 1,''-j t4 · . '' I
ra...
1
'
,|!,''l'.
: |j: ,-. %.I;:
'
,
1s
I,
I:;:1.'
';--.'':
, :Ill
-t-"
, | - 't i !t
4 :-n-T1:
,A".1
I; . I
'
i
11'i
L!]Zill
'
k'
2
IN HOURS
Performances of Flue Gas Temp. Control Scheme (No.
'
!I
' 'lr' f,,T
Er~ir~llllitar?0'1
1
TIME
Fig. E.2
i.
t-,
,
M1' -'
i |M
.
f - ,.
4
ttti~i i
i
I:. rl-.;
Ij.
Iii-ihai
,rtl i'
I
T
:
':t
It1
~' -I
't1,;
4--· '
j-' { rtttil-! 42-4Ii i 1j r- I't it'?i--';. f- : r ILtl! I IIit.. lll.
if .t t'~I- L: !i
-: - jtp- , iE'
.W
t:;
'i4;',
th
I
iit
L
·
,i.t, -Hfl-,- l,
c
I "tit 11 i I,,;: I ' ! .- !': I I -i:- I.,_
1-!i:: It
1-11.11-1
-1 ti
_4iUIIIill,
r
T7
~~it:
lijjF
r
--
t4i i,
'
, ,.t[I h.!,
ir
Fi.
O
tii0-
t
-1
t
C).2 ,
-1
It HA-41-t-
T 1:~~~~~~
. 't
iil
fii- i i
.: i .
r
3'tI'1Ir
'
q9ii
ii~
i ii
S
19i i lhl:40"
Ht
ti2..'t-l
,4t,~!
-_+ h iit4? ! -t:,
t
11 1i l
-iiliIi.,ri
+'t
t·j
_
.'.4: .'
4.
tti-lltTilrt-
·
l.4
: i ; t ,.1
.
tl
fIt
s
J
t-
ttW;8t
ij:-i
XtiKr+;
I.,t t Cfi itJ 'it,
l
tttl
*;-r| t'tl - t|';t
G:i. F.j4 tj.,.i-'t "-ii
.
.!!_,
0 ).6 -C
'
MI r"TW
t
Ofg
tr
I
-t
CARBON
OXYGEN
CONTENT
2
;
W
Crc
'
:i
fJlii~
CONTENT
m
~~
)
-181 -
L·i: :':t :at:
~~~~
:;~
_H_
" ,-t-jI.;:':4..':....
't:?'.
't '·T~~[''q--'..
: .t' tE . . .
,.'-r-.--:-.
',if.*
H-,
T t'~~lt....~:,,-=
~-F-:t':.:
,ciI ,-i
AIR
RATE
410
Rai
:
400
_;t .1
t;i
ti;
t
rllt.
:f
-e i
LL
i i- r
I · I 1.1
I-I-F
rL
'
c
· · /1.
i··
·
. : :"'
... · I
·I
r-:
CATALYS T
;· r!.rU
t:`t:i
RATE
.: t.l t··:-t
' ' t:'·:
P
LI
I-·
I'
· ·-·-- ·- ·
I .. tiltll i;ij
REGEN.
i
TEM P.
1180
1160
u
I
-ft
I
T-,, . 1
icr
i
-_
r.
.' -
!I--
?:L
:L
't
,t-rt
i, :
._z
·Lrii-·
I
0.2
Trt
tl;
Ofg
0.1
O-
I
"""''
r
i!htl!
i ' } li i
';!
i : ' ;.
.i.
zi;;
fr
-.tH ---
r'
".I
.
rrL·
-":1
frl
ii · Lf
., ..~.~s~
Ifl
F
~L.
li -IF
!t ;-, F: t '-
.. j.
1
r'
i-
'
tI'
t t
't
17
-,'...
I
;ri ,, 1.-; ziP
, r-.1
1..... i- i _r
H',-bL.~Z- i;:
:tt-t;
J.
J-
.
. i
, :-|
-!
I ;, :
, - i-:r
~
4
:j
?l.+,
,;?:3.
-ttt
I1
--r- -
I
LI' T i i_-: II-LI- /4q
: f-tl. Z?tiL~
.Lr! --.
'. I'll
L
f, --, 'iL
.1
II
.II
vi;rtr
r _ '::'
. i-"i_'i-;'-,s
4-T..
I- -
_ii~
,
.
.
.
.
.
i.,,17:.,
j1
.,
';-::: i'i
.111;;.iF
':It
__ J;_LI_
,,,;+
'I'-:
: : I
I i '
t"
* '
;-
1
.
. .
I;:
-1.
t
.
.
I
.
-t
.
.:
;
'
.
.
.
I;
: !;
.
.1
'.. j.i;
:'.i. 1
i
i
;,
T
l
L
. ..:-'-=..r.-'-:i
, 1 ; I-
'' .', i :
-I-I ·c
1
S
.
.
I
.
.
:., ,'..,:,__;,;:,
lE;
!.
:
-..
I I
I
I
I
.
J
:
I
.
.
L I
a
i+
.;,
r
.
.
.
,
:
.
.
",
.....
I t
I
1.
;.
I,
.
f-
!:
~ ]
....
.
!.. i':''
1:
I: : I
I :.I
I$
.
I
.·
iE.
.
::
:
_U I
*~>''
..
. .
!,,
.gili'z
|i!
"-.
I
.
I
.
.
.
.
-
|
'I
'i
4
.
i'
; !
-
,
--
;..+
I
.
..
7
I; -
IN HOURS
Fig. E.3 Performances of Flue Gas Temp. Control Scheme (No. 2)
-Z
L
t
I
.
i-
-
_:-
.,
:1;:it - I , '
1
TIME
I
L1
.-T:_1-'.i
I ,i ;
t l il
r7f
i
... l.li -- _Lr.ALT.L
...
r:
.ltti'
t...l
L4iL i ii
'..':-
II
Ii
-I!tFr:,
I -tir,'
.-:' ', .I
:-
.i
I
I .;;.; .n
t;.',
j Lii
j_, .4 I:.,I
,t
., I
- ~.. ~:
., H :I
,
:~...
f I " _,
.I 11il r,
11Lcl!rr
1,::iI ;
i-L
.Ihr;t;;-* * I
L
~
r P
!_4
:-11
'- /:;;, -,
...k ..:
-I
-LL'
'i
:.- l !':
1.rI--,-
. -T-
iii 'ii.'i t ! ,.-'t
rt"
;
I-
1 1T,. ''i:f L
rji
- -K
i4
iil_
-,
,
i :?
T: -,Ef+Lt-
-at"i
i -L rti-iT
4r! a-i.
...,.::.
I,.
0
.I1t,
.
.
-
-i-
·- · II-;
·:
··' i
.
tt·
t-ijti-t
].i
4'f
4
_1
i-
t--I- .i-j:ilI
Ltl
- !- .L
t ~ ~" I ,-l-t,
t . iJii
+?L
-
. . ...
I:Ii!
j
I4
r:
.-
1
-!
kF
t'
,..4 ..I..
F-:l*. .,'___.
' :: -
I; i
f: i ;
'
yjjr
..
Li
HIi. - :!i
i: -' :
!4ti
I-? It
i !i f-!
l i'iW
-ir!:L
i
.8i
·I
-- ·
-tii;.-.-
"
-·--·
I -
I:::-
r:t
''· i : C··
fL--tIi
I
["' :;':-
:,. iT
.,T.
T'
F p - .;r --- r'.,
i,
I I·; r ·
,..
77I I:
I
IiII-
,,t-; i F- ' t r-:: I*:
--ct
·I·cL3·3
1-·-I-,-I·
CONTENT
FI-T
.;
I
L
,
i ,...
t:'n,
F,' ,i' I,-
'. -~-·
IE
i ''
!-" l i i.
-',
...
',.~_tE
.,
::1
!!
''
-~
., _ .,
.. ..
~''*.!-iz
,t:s
t
I... · * ~~,
i"
, ~rt'T '....rI':. "i:
':_EL!Efi-'
*.'''
I' 'i &
rI
'··i:- ifi
OXYGEN
:'
i-'i:74
-'----
· trctci--
-- I'-I
r
? ti
It,
=;
c;
·
1- 'r
i f!-;f
i :t:
1
· I-----' . 'I
0.6
1
c
'-· i-i -!---
!i-i?:ii'
i;tiit'
Rpi:i
: tt
'
i
r
·
-it-H~F
:t t-!F!;;1
0.7
-
!
ii
t
f-r, .-- .-.
CARBON
rr
;r
r-·
I-:i-
HI
fL -i4:! 11i,,i tT
-:i.-Fi'I Tr-P:,[; !--=[a !-;! 'F:: i I ;.F: : ' Fi:.i-l.T:*
.... ' I :FF :.1-r
', '-i-';' ' t:'il *-F
tt at.|;, bT
L_
t4L1:1. I
It
l! r '-r1r: l't
l
-·:tri
··
-·r -. r-· ·
:-·-·
·
:4.,H.- Ft-F-:
;.,' i,.
FT t-
.j
ti
930
925
L~i2..
'''
tE
ii t
T. r~
--.l't
BL
'-?.
zr _
,ir..b.
,
L
1
iT- +-+
r-
F
i'
H.
L 4-i-Fi-,1;
.~.,v~n.,
' ~i-t Li_~
,,
t
4ir|.::L
II '
.H L.
-·--
,.~.i L:
i,, 1,, '.-i
. rt:
., I-
4-
=-t.":-r r,.t h,-.l
F. ; r .-
: I-
...
t. -"...'ldtf!
·
tfl;ir
..+i.
. --, ::t-1
,-
F'-
'.
Crc
i
-
· iin I;;:;·r··-·
i
I. I-,· · c!.LL·- r: ·-I-I·'
----,L_:,,
r· t · I·
CrrCIICC(
...
.,
:i-'H'
4-,ht Xt
.1L,,
;
CONTENT
I
*-
t.
I
}'t -tt
' -i -':'
i..
·- ·-- ·
ICs
-'
t4- t |lt ...i
I
:tJ!
i..
, 1
trr,
i i.
.t-_f,t I- 't
r -,:
,-i
:it:
=J:=~:-·'
I-,-::
ii
Tra
f~;:
...,.
.;- TtfT
c,
;1!1
REACTOR
TEMR
-'jL~]i
r-
,,,4-,;i '.'!Li'.-'_,_.,'i
: I :.hf
---- --t---
t:L
,
40
-1
l
. ·- l F-i.i- .t-~ I
,iJ{ .i|'i
Pi
O-:-I ,-.
-.
;-:'i-'-,' , -:-,;}t-FLH
' 41-FI
,_
-.e,-r· ~·
. :'I, .. :-.
* SIE
,,7 .:.};:'.:.:.jr. !Fltl--:1
-,t--1
'rl
_r
r
. t ..l
i?
.- ri---. $,1,rLL--l ..j!,.,.. ~.
. 't ti" .... !Y
.......
'-t I ; · ,--'lji,.t.1,1
I
-·-Li.i
·
i c-
i
-l-'
:r ;-tl - t
i-?.:'t! 1' |
,
J;.
: ::
t
tt
t
,;..
!i,.
*-,
.
45
.... .......,I~"L
.. .... ....
itj
.
'..:-:
r·
* : *§.I-L
.*I .l.,i
: LI . iL-,;l
i. Ir
Ir··t··
-io
-tH
:,
,t.l
-·
Trg
:t
f
r
c
.rri;?.t:
i-i)
ft
-'·,
-;.....
j,..
J
;. . ·
r·I'
I:
Rrc
..
~
'.
,2.
;
J_
~
3 % INCREASE IN FEED RATE )
~ ~~ ~
.....
["ti? r;'
t!"''
':
(UISTURBANCE =
-
2
-
I
:.@
F.
':
-,fi- 4
-1 82 -
(DISTURBANCE =
..
;.. i
- . -.l
AIR
~"2'-::i ..!...
RATE
It
. I .t
400
.
j.i.:
it I;
,~ir I.I
..
-
-i.
ai-:4J.~.
ori |.:
Ji-i
'
:'
I
T. i . I
I !'!L1i."-77
?'.
3 % INCREASE IN FEED RATE )
-I··-'·
I--'-
' -ii! tr
. .'1
..
I
. ,_1
I,,. :t. ...: :Z 1'i%
.
-.
:;;
4t+
-sn-
W:iT:;
I,, . , Rl lrt y
.Ii
'',T
,;itr!:
-! -:. i-,...
,1
..
A
s
t
-,:. jC
~i!
(
i
*I ., -
-1t t ! -ii
: ~-1! . I --
;!:_'! .It- .;; i:
I.
fM5.
-' - -~
-s s
-'t¢4it
-,{I
rt J
| -- t:-
-- ' ! . . -t r} 4 t
t: 1
f-fI t& ! - .-,;-7
'%:0L
~
-Utz-_}
. 'I
tII ! TL1
!-F!-:
.r.
'! l
;rr
_i
tJ-I .:
F,
t-XK1
; 1
: - ",.
¢t
'
t- :
.'
i,
.
Rai
1
""
-
-
" .;:
t
t-~r
_11
i ittl
jI I::
..I-! , 'd i- i
..
-
I-
.L-.
,r-l,:
410
-
-
.
.
CATALYS T
ir i
'L
oi--'
;~
61
. ....... - i4
-rrc3 II'.t _ . :I0I_.I_
I.,
4rtt-'; fli L,.4 ~t-, - .
-j
U- L -:-T,1-1i71
i
-tLLLLLLLL~~~~~~~
I Slili:isil
I c "
#41.1
4_t
_r:
_.t ; 1-i
1:WF_1-1;H-te1-7 E
#t-7-r
-F
I
"!TX
.
74
.
-1
i
.
4-1
"-: t - J-ff~zmtr
1r
'5 +.
T
. It}
11tI ' t, -%r.'~¥-,
-- 4++H---
.i
:i
i
, let.
,
,
Ii,
:- - - :-- ]
-IILJ
=I
:~
:
rTf
.
. I"'l
i
_,
j11 .-
'i . 11j|
.t-iJ i ....
t-
,
4
,l
Ft tH4"
t IU
; 1.
,,
_
,. N.7;
{
-1F4- H-4
:1
1 r1--i - .4 .
Rrc
t-
tl;
t
t:{
-ti L-d
Li
t -t- ~{
TE -4~
T
It
,
0
41
3- dr
i';: r--: :r:
REGEN.
.
rv
.;..
J
+-
-7- :
-~.--,t
'
116(0
I
riS i
_--ri-t
;!:
'T
1-,]i
- I : b:X _
I;
i
r
i
. ]_
|
-
lii;1i:
4q
! T11
T:
|i--i,-t{;i
q!-,
,:-! { /,14
f
r~
REACTOR
o-4
Tra
'
-
--{
I
..
4 4-;-:
92,
CARBON
0.
6--i:!,.:l;
t
0.
_,:,
-
'
',
i,
-
. .,
t
'!~. iL._ iI
1~; . .- .- .{r
L
fi {it
I'r-'' :- "~...t,.
'g'---';{::
,!?:.:...
! ;: {'i
"t''§
OXYGEN
O.
CONTENT
t
a.:
Ofg
-.
T
I::-_''
_'.
I
-it,
i'''
...
'1.,:;
;.
, , ,' I:::
0
f7
n-]
I
,'a-rl;
n i
F?-t
:t
i
-~k'?
ri
i7
''l-'
_,
:+-i ......
: : - : ,.i~.
. ......
T
, . .
t- a,. .
',
,
:
; :
'I;{I
l
'
t
i
i-i;,;
, it
~j
~
'T,,'t'--., tq;i ' 'i.
,-l-.- j
1. i
-t', i '
I.1.1''..
--...
+.
-
.-
L
,F'
j" {
'
~_r:[
~z-~tl@-.~41;lj-
~l'l
--
!t '
itl-lI-t-H-- t
i-I-
', ...:-'ti' J~ t,*4
.
: i §;, b | I
·....
....
,_,~~
- .
i4- ,:
~t~!-
.......
2
!
Performances of Flue Gas Temp. Control Scheme
-
',i~qi~......
TIME IN HOURS
Fig. E.4
P!4-'r-l
J
.,:','
,ii~
1
],'- t:{i
7'1:~-'L~-'-:~LL*~_=.L:~-~.~?'~
. .-
-.
t
Smtt~
i: :
!':iii-'!
.' ' ' .
-
; ' " "
t1
1:!:': ''
:'iI::
0.
.
,·
i
}]-ti
L:i-t:-'r4-i-}-;J
ti-,l
tif :H-+t4
'{-{.
T.F
;?: ;'.
-':.;::i
T'-:
I~4
'
':-,ft.!]~ ' iSi-~'
-,
tl."-, q I
- [
1
.I~
::l :]4 ;
,
;; i . ::;:',]I:
I f.~z ii.
5 i;::~{:::: ~,::!I [:~
| !4i i,11
i!!'i_{{';.-::
-
-r
:11
:11
-l1+'-t
t -tii, -t-,--;t i
l.
I-I Nt
41.ll!~~~~~~~~~~~~~~~~?
I
-F H+-i,
!.'
, t,. . 1.-{! .. ~ir.-,.
'"
Z
.t;rT,.a
;i
t t,
. i
t.,{.
- .
P
,-i+14tt
i
If
. I. III I I
t-=
:!:A :,I,
T;31i,
-~- i-{,:t'r
.T-.:...
.~
I-,F
t{ I
-{ 4 '-I L I.'~'t -
'j ''
-i .'~.
Ir<
I
.1I"
T4-i-i
T:r
$i4!..
it l ,i-Fll,!-
T:' tit
, ' !
· ; 't · '-t
Crc
i'
iltu,
Tw-*'
CONTENT
'
1
t ._
If4~1J'
i
-
',
4
,-I _- 4r
--qN
X-'~'
-;,Ti~
! -I-i ++++Hj+H 4- t-h,-;i l [: -tH
J- I+.
--,
~~~~~~~~~~~~~~4:
r~
-r t T-'i'
i- f-l-
-1. '
.i4+.14
· ~:.
-E.1
I_,+H-I
-i -.
|r' d-'
93
.!
' 41-
S
8, :..s
..
TEMP
_1!:i -i 4.
!1
' L
.I
t
TEM P.
114(
4
.1w;
t-~q {i {i
i
Trg
.,
i!· o1,_
-1,
--
I
H
,.IF
-2T-t
' .,l
_f-1.J-...
r
r
jll
-t
t r^
i
i
M.
4/.,
-'_''-
+E-b
~',~
-cldl
li-l.
jtE
-i,
L
' I t r T'_
'.-r+%-
1 .
. tf
.
i.
L
i
4I
-
:;t: :-h-ii$-n?F
RATE
-+
- -4
f.
.1 sH ...
.;
i~
I
r- - ,, -r+
-tr
.-S
.4-,-rfz
- -
:1' 4I: ; _I
F-'t
.
I
I
_l
. .!-r
tHf I- -1 Ht-
-1
4j !..-.
-. a- "'H
No. 3)
-1
I
III
-183 -
and the increased carbon production rate, which is due to the higher
catalyst rate, accelerate the carbon build-up phenomenon.
This carbon build-up phenomenon can be said to be the characteristic of control systems which do not have any information feedback
with respect to the oxygen level. The following example will make
the above statement clear. Figure E. 5 shows what happens when the
carbon production is suddenly increased.
Although the resulting in-
crease in the reactor and the flue gas temperatures are quickly recovered by means of controllers, the oxygen content continues to decrease and the carbon level continues to build up, since the flue gas
temperature controller can compensate for the change in heat requirement;
but it can not compensate for the change in carbon production.
Figure E.6 shows what happens when the carbon production is suddenly reduced. In this case, the carbon burn-off, reversal phenomenon
to the carbon build-up, saturates at a certain level because of the
However, if the blower capacity is limited, then the
nonlinearity.
carbon build-up can occur, as Fig. E.7 and Fig. E.8 show.
In summary,
the main
disadvantages
of the reactor
and the flue-
gas temperatures control systems are that they can not compensate
for the change in carbon production and even the change in heat re-
quirement when the blower capacity is limited.
In fact, Hicks et al. 3
evaluate their control systems as saying that "hands-off operation
for (only) six to eight hours is frequently possible.
Alternative Oxygen Control System
In order to overcome
32
the deficiency of the previous
oxygen control
Hicks et al.32 studiedan alternative
control systems,
system
where
es-
sentially the catalyst rate is manipulated to compensate for the change
in carbon production. A typical example is already demonstrated in
Fig. D. 6 of the previous appendix where the carbon production is
Although this system can compensate for the
suddenly increased.
change in carbon production, it can not compensate for the change in
r~f
=ji~
-184(DISTURBANCE
-
--
AIR
RATE
, -
4-4
i4 ; ' '+--I I-. +-
'f,~
I-- I -
-- 1-
!,:I
4, +-f
'
i ;; i if,-..
IN CARBON PRODUCTION)
.. .... . .. ...·
A-
i If I-,;!
'4t1',
!
FtHi
MM:
-7,
I ,1- '111777
i;1471t:
,t-t1,
,41
----
T-M
- 4-
-
,~
t
I.l
ff~~~~~~~~Ux__-T',t~T-
+4H't-H
r
i+14fr
+' t' f' l r
,:i~~1;:1~.':
[",7:.T7
:-Mt.4
4.
"
1'f
.....
-14.~{.'
'H.~b-~
...
I
I, I..
IN4$4W tffftrh-~t!f--'r
'W'.~ T
'U'?""'""
i
{)!
-'''
.I)
tl
:}l]
'
S!;!~
.-..-
.L.41~-?'J~.
' fl4:" %4',-,
- ,.M' W
Irl
4
T-.; 71,fa+i+.,
ll
r
t
'-Ft'
[..4
~/
__
TEM P.
....~-,'..!.-t-~-.-~-m
-1----
Tr g
.I-Iit
i
M , i.1I
.. j 1
--
r-1
116
I
E;
.
1"
I
nt-t ~Mt
ML41171
HI±1 II I ,
_4__a401
['444 44~I.
:.-i.i '. 4 !-'
,-,.,
11 . 11...,
I-4 F;FTTRITIE
V=k~tIl ar+:!
4-
I
-I
'r
. ;L.,1ii i,.L
i~~
.. F[ u.4....m'-
PM
r,
$
tl&7:7.i4,
,~ttj ;a
Iti.
,,,'-I-~~
-
i
Ai-i:___
LFJ
1-, -~r,T IT]
,t-8:
;I D(d
·B
1
.I-I
TTTt
-44r!
l';:14-i:1-I
t.~r
I I
_11-1
~~~++i
'':'tt:TIT'I
~~~~~~~~r,
MI IT]i{'
T .,
-;,;4-MT
;
' :
I'':~ ';L'''.4-}
1.--,, '4 t ~':...-. '+,-.~----4'
'L"-,~~[
........... ~~~
REGEN.
.
:-
:,.4- : :
±Ttz-,qi:T.t.,,
"4! If;i
i
I
.4
· {--i4:T
4
; 4. 44.
I.'',', :+-
.,+-tt .Ttr-
_,1i
-
-fl
ir
1E
9'LLr4-+-I 414
7*-t
:-"H
Ift
--~q: F-I~[f '~
11-1T=4-1
rj
ti
i
i
1tj
,!I~IL~
,iml
· *4"I-t-r,-1 ·
:]Fr- r1
I I I ;' I
',4.
J
-?r{{-e s- .--:r!,
'C.-H
'
;
7t
:r1,Ht, "1iI 1--,I FT-I
, 111-I-- L
·eli-
--IT
. ii-1
I' 41 ii- i
-;:v-_
11
-H
'.-'!i' Ii "tH+,--f-+f
r-"-f"T.i.~
,iir-'l~t'-t'!
j
f-
t
t
-''"
_i-:
. rvMTr1
IT
, i -
4+-+-;
,
*! i b+ 4
.F--'I.
CATALYS T
RATE
i-l
z4-1-
,
[
t
*;-~t'
MPI
iMIMI'111'
I , _'I'Ll
4,
-t .~
lf
'~.:-,.q
S~ ~_
.
.,ii9.:.:'1--4T.4
~rc-1·rttt~
r;
TZ
.Ti7-_-Ha UtLt_
' *,i --
H
½
I 44 :
I_
.1
.+ _
_7
-71
_7J ~f-.i;'""cT-t-~
4141__,;tlij:1_41,_
- M---.-rtM ~ ¢=___~ r
-~-,4-ii
7
;444-,4i
~1 1 ] ";'
-1-
Fl-rl,
_ __ !:J-
'' l"c'"""i'
Rrc
,
-,_4.:"
. ~'t+:'**
i'r
K4f~ft
xuvwV
-~f
___
· I
"-
.It M. IIM
IIrI
t AA
-f
10 % INCREASE
=
,'
,
il-I.,
-1-i-4- _j
IJIHVI
-.-
~
M I
.
;
,
~
-
.,
.i;
II"
U.
" 1141 " + 1, -
11Cti -11
:,~,.-~--rr
~FT.,,:
.~_.;-,_
~~~~~~~~~~~~~~~~~~~~~~ai
.-- .....
!'
*~'M"=r~'~','--.,,_~'z;%-,'-...
'~l-~'r',~
;;;.
:
:,l,~!~;',
,''-"'"i.
~-l-'
.l.I~~~~~~
REACTOR
TEMP
93
_1~~
i|.~:E~{.1--
r, 4#'11l-- ,,1 P; 1# "_,T,L-i
i
1- 1
i
I
'!
~
;:lz
¥;
1
ii
1.11[-~}
{
i] [4.;; .i.;i;;~.;--iL-i; ].!L;:Ll:!!;:
F
I
!
{
[1_Iii
{ I
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
.. ·r-ii-t+
_I
__
{
I:.IJ~.
4
{- {
Lil L"l
Lt:i;4;ii.;
{.l I {-i
:i.ii:ii~.~-i i,,'F, L:...;.,'
. 1 li~il·
ii:
~
...-T~.:~4'
CAR-B0N
'~.
."
.
-~~.
--
CONTENT
0.1
AtMt --4 ! 4,t-111
4- 4
I 14!I
.Fi~
1ti
-
# *
';;
-
.
4,,
.
..
.
; I ". I1-1 t_!-t.t-~
I I -1~,
1,;Itr"~- n, ...,
t'tI' I
!1-r
i
{4
. ~+-i-4
.
I''r"~
'
P4
-
Ij ;,I If,
.. :
A-tI
"',,-~-
,4, ,
'!,
i
-II
t ,f.
CONTENT
0.;
'
I,- r ,1J.I!I+
.....
I+
40~~~~~~~~~~~h
t'I
+4 -,
.. .. .
~.l
i-I
Strait!!;
"'.
li- -
-~;.:--17 [.
!'t
.1!I H
I4+ -II-
:11.t~t
-I~ -i''
T',~ ~-~"~~:r;';~
I 1!'iHtli/
Ip'!{ 'I,
: I t~, . ~- i
1-l!:l:
11
riiI'*1
-'r,
1:ti
HJ,
[l l-.
.. ....
!
11:,iii
!la 1 IiI;!
i-t'
Eid
-'
4 ~:.'I:
I-1I ~ti1 .
:I;I.1,
H
I1~~t'14
1,
'M
.....
....
*, ;mi: '!~'' rm m,'t~~~~~~~~~~~~~~~r
OXYGEN
'i
".'::
'1h h-~~~~~~~~~~~~~~~~~~1
i
4 :
1,C
'
' i~1
f: _11H-ill,ilffittil"MrMil
__- , I.
-;II
NL "
ii1'~
2...It tii
I~,;l
iI- i1
J ::ilI. "
i'{ t'--44.t !-
~,}_,. .~n-,r41MMP
,~
t;
0.6~~~~~.(
.,,;'
.+
I2i!
U-.~;i
i;: : - -"i' ~ til
-H-¢[-uj
.;~,:;lt!:!lL
.
-~
;
l rI'
,:.......
.....
-4.,.,
:[I.-...
4I
,-L~ ]%:
44
+CC)-CC;-C-rrC
CrC
;
i II!
:
A
Ofg
o, I . H..
!.Lu[~
I
. .
.
. .
.
.
.
.
.
.
~ .W -F I I.i-,
i ,j I jj t 1 'J
t"I 3+ 4 (r;
0
.
I a, 1--
.
,
4 '' J ';_VF7.I-"1,*
+jJ4 4-,
,
T,, ,I. ...
I ' 1... l l'. '' ;;'I ._,-I!
4t~ii' ...
.
.
.
1 ! 17 1
I
I
T .
iL l~.T:~.~
... ,
--,; If i ,-i t i !; ;
1
...
. 1.
i : : , LL"'
i i:
--Lrisi i i !11;
I.
.
]
-
.
~
I.. t ..I
1', T"T
l.
. ~.... .' . . J..
.
~
'2=I:Z
I;!
[
,
Ii
: i 1 1 I I -L~f~l
-_TT-1In
_
w
. ;~4
.
.
1
TIME IN HOURS
Fig. E.5
l.
*
,4½;:['I1.
Performances of Flue Gas Temp. Control Scheme (No. 4)
r
!
f..
~~- T,+L~C··T~~
e.
{-1-_
.
_
~i4
2
'
I,~
'~
.1
,~'
I-' Ltt'"
T-'
....
I
±Xt
,t,- -1 85 -
(DISTURBANCE=
5 %DECREASE
._; F;-t,
rI-I.-
2
AIR
RATE
f tt---sH Ift+H - ! +: - f
i
'i
t ' .li
t- if! f .--- .~1.,I,,t Li,!SJ:~tl .....~ rT.L
': i
;
J
l-l+.
H
' :V; ,
h.,I'M' - FL I_1- i-t '-I
.... .
.....
'"'_ ~ '
4
'[,itrl 4
' ---- '
1iff,
.. .' . .. '
P'lF
-1
H
410
-
_
i ' :-l ,,jr, ---- --t
,-F
f~
i f!.W¢
!rT!'FL
7
Rai
z|-c
- 1i
,-Et t-. Rti
I t- E
,4-
40 1 AI
r
T
,. ...
7
..... 'n.._1_ _
.i4 :i~:-' ~~:
i:t
Rrc
F
40
-I -N-L' !v . sI. I· tt -tt.:tj
.LJ
l,
F i ,-
Fr
L
.I
TEM P.
S' .i . i i
i
!, ·
.
..-.....
:
~ r
. .',.
Lr--
11410- t
-"
-?,-t
-1~
I- Trff-,7,,
..
L
..
trhi
';""`"
"""'"'
+II_I' -1*,I .
It
_;
,g
I:
,
.
i.i
...F. `-4_1,,
:.
CONTENT
Of g
:tttiMH~
~ i:
i
.r'i
_~-
·
·
1-'rl1
r"1!I I
t Lr
R
-tIJ'Jf H' j-
i
i
, ta
I101
r-M
~
.
!/
. iL
I···_
{
i'~
i
Xi.t
~LR-4lr
,' !;
t
7
r.q4l, -
':
.
-, .t
.
·I-
L
i' -
..
*r
i-
I;'
' .:
.
':1:1:41'
11 1'
iJHff-,
-
:l
I
'E
T
. II
E
r
:
f!
:I
rHD1i I
.1-t
..
.I !
r
-LIi
- 4 IL-
!'H1IT
!: %M'I
1
'''.
1 iI
1
,iiIllli
!
i4
t.I'_H
,
-,i !i-r-; i;i-,'!q i i-
g
t
r
:.
.
I L,
,1T .
i ' ' r '-- ·-!:.I m--
r4,,-L:
:
=-f~~,,~-i
'~,
ft{-
.. r,;i
J-BiiB
: i
i10
Nt~tg,J:-- g
"
.],:-.'i,
:''
.....
..
t i,i
.
J[i
it
L
.t
j7 L---- ,T · ,ll-·-·---;-
........
f -I
:-
hM
:· ····
Mi:··:··I--U1,1INtt#,
-IN
, ...i , ...
: q --H
riIi.-T
Ii
-i
4 ;: L
-I,
-- -:111,
-
1.
-F
.- 7
.... Flif..
-
X, . W Xtj.,r ,7
T1.
4"
i-i!'I
t'.'~'.,
_;
i!gF:p.||,
~;
i :1i =...
. j, ;j
,
.
0
!
Irr
ii
t I;, -r.':l~..:/
~
r
I :t-F
...
....
r·
:F-5,
Tl4
tt,-*
ffli :Ii~H
i:
!J.:itf'/ifi
~ jz F
n
2m
,?
r
t-,
-;2-
-L
l-t''
tl.r
'l,;t||
'',; ,.,'t
i.t
:-.~lr! 4L
t i:i
tit^:4
!·i...
i ..
.izI
-t
'. i-: l I
~ I- f9l r .
. ti-l-'+
.
0
i''L::qt'l-li
l
l;,;1L,
1:;'.+brli'i'I'
".
'
A-
|~._2|-:------ ..........
--w........
t.P-w-w-wrL: w| IFi
r| -. -s
1
TIME IN HOURS
Fig. E.6
: ;I 7'
I
MM
:tI. .
if .l-14t:i
-.11RR4411i~ ...!.. tt
ni; i
::
.
t ;t:r{'!.-tfi
.- L
. . . . . .
....
'
1:
-q
T
,: -1
- jn
. .
-'f-fi
:''i L,[.
f [l ! i-Hi i:!'f"g:H'f
l ". . :-,'`
I
Y
i
. ;_ i~ll;
I
lil;i
[
.
· L'
i
I
f
'
4- 'I - -R':.
.H,-L
; ';' 'i
47-
0.,
.r-
'1
4
i.
i-J_.L'
. i~r,-f[- F-;
t't,rIt.~t
J
0.1
r
t
T
L
OXYGEN
-F_i-IJ. , r , --iI.
!.t
_::
F+--'
I
.
I -
· it,'-[::'
. .-. ..
3t
6-
o.,
F
ti.
.
rr
t:t:BPi
: -FFZ[
-. ,4
! ........
....
.- ~ ~--
-ht
4-
Crc
-
I I~
CARBON
.
L
t-H
-~ ~
-tt
iil'i
I f - Y!
-++--j:-I
t.t ?
'
KI. ~t ,fo
irl
~iJ
'l
- -t
F
CONTENT
---
-L-17
:
+'~?tt["it--'-!-pt:,
.
93i
92.5
:i
'H4
"~L
't. - _I
-V'
HT- ,, .. ,
F
TrrQ
IR L t,fl,
r 4:)YL-[.+,..I
It
L
: 4rr-- I
11
r. .r-1 -
r
'r i,t,
[:~r ~tmt
--- '
ilrt
--,$
I--
'
,
T
I
REACTOR
TEMP
I
lL
It'd4
- ..4 r t
.
-Fr
:`!,-"Z::Fr: TFH:I:,
j7L
.
. ...
i+-~i:'lli;;:,lll
.-a'
t- L4
-wi f iTRM,-
:1
-;
I!: ;
i
-
t
11
i.
.
I
III
- ....:
r
i
-r
·--- ·-
t
-
T,rg
.4p 1-IL;t,-
LLL
Ii i:
,L
'
=...
C1J-Frgi
f .'-,
L
I
11`
:rF; ff n
. . L'_. . .L*
l
!t-t~
'-T1J,,+I
t
'[~ i.' '-',1~+
'-m4 ;IF
:
F~-;(
....
19Mill.._
-_`LW
·
it- -·
I
- I(
L
L~4 :.H_:,L
:
. ";
;-
-
'
I !
I
' :-!..
r.
r,-,, 'r-
' !'
'
i [' -; i ,
iri
~r~~ ~-;
I~ If,
I
M.
M-1,
t
I
Et:
L-kt
:.t+- 1,v
-"
41
:.116( ,,. Il'.ii ill;i,:!|; !11!_..
REGEN.
I
1.
rItr
;ctii
tl-i
·
L, ;i;l ,,,
__
__'
It-
.Li
I
-!1t' I . itf-t: ' [-.:Lr-ti1
iff .r....... 1 fIt
-;si'j
, !tt.L| '-;
' -;.i t Li. -Li IL-t :iF21{r
.
..
2h`
T.
I
'
'"'i
?'.'L
!;
-
-;i
|':t-^--
-C
-tl
.LZ
:L[L,[z
Y"
1W
.rrH
i
it i
II,
,.
t
Fr-i·
-W-
45
J ,'! -
'!tT
1.
t... - - -F--
sr' ;
-L
,, ''i:
+r
CATALYST
RATE
F- -
1I
r!
f-.
i:!I:
+r
'- IT I 'T-
,tt
-1-1,
IF
N CARBON PRODUCTION)
Performances of Flue Gas Temp. Control Scheme (No. 5)
2
-1~
'
-- I P
-186(DISTURBANCE =
.,i_.:I 4 J
:~F:. :d
z1'4-% ,
4*.'
- I
IflTI'L-*_t -i,-::I q4.
',I -rt i ,1. ' I .' .:I l !-'
RATE
f
4,,.
t-
~' "
' '''e
..
· l
,z. + .
t, t
'
-
-·i··········i
I ,&
zs
'i
r/
i-
-;,
t
;
!-'!f: ·;1IIi ,:
-1
'1
; ' I .
...
: %..~! ~1- -:i
u. .
r_1_.FP_.
J
40 t-
"R
M
i
,
i
LI
.
',I
,;,1
tt .
~
IJ 4--.
- 1I
-11
-t
;1,
!4f h:,i
E
-c~"
't-,'lr
-it1/
t"
I1-
'
:::,f,,M,
1.:
i ' i ~- 1Hf I4-;
.. 1. E
:A 'j',I i
-..
'I;I,l.iI'.
,-' ! ' ' 171",",-!I
!!
I " !il.
.1
.111-71iHi
~;,
+I
i
- 1
:
,.
Li--,
'.'t:
I
... ... .F'lt-Tl
T:_:t ; t
'
· ..--
-
. 'ji
-t,-1!:,lI i:_.",
""'Jili,
- ri '
J
i
''
-1
1,.~.~
I
,
-. 1
1f"
f H
".~::
I -,
~-t-
L-
-'
$~iff-f
.-1:
f4_11--
'
:
x' T,=i. rI,
~ ~ t ,~
. ;
- .
I
t "I
::-{-,r
1 . 1';-.1I
-I1 q
~'-:~t~t+
i~iH-tr::?r
u~:r, ': ...--.t ii-i~i ti . f. : ~ ~,._.,, ~ ,, , ....
l
~??r
~R:-:~
F?-i-i~.
~-;~T'
.....
-x, 44 _,,~::¢4~
:"..
;:1 'i We~
4"±t-~,~
.;PZI-:~
1L-
I- ,
..
.. -
._;.
'41!-1I
M4t 1-$!,m:~t
114i.;; -i .......I I;
I-1 . . -;
50 it1i:P-~
- .I. . . . . .
.
.
I-
'
. I . IA
i.i-l 4r I... ,-., .-,I;i'"-~ , T-t-.t±
,I b.I]-~~
';:,%I-1 l,k~ i- ; i ::'I!;'. I'I !P4'q.;?i i,
-;'
'--F i-t4LT~Lt
'''. ,I!~
'' , -,, t
,;iII;1.",,
L.~.i-
.,'1 t
t
f
Rrc
- *, -,
-
''P;
':
.
I._
,..:
tt
RATE
~ .
£
t4 ,:)i:
iIM-1
400 II
CATALYST
,
,
-I,
Il'
~- . ~~
'
-. - -~- ~~
-- --~~~
i
I-!,
¢'f"
!,
¢,.4
::-,i
I,,Ttt"
4
1
. - :,iZIR-1
. .- .
p'0_ 10 ".P ,
ili1,7111,11
'"71T111-11
.. 7.1 ..I . ... ... _.
. "il"",_
......
. ... ... . . 1114,
I
:'
·. *,I,
ad,'HiL40t" . . ,
41 '
IN CAREBON PRODUCTION)
-1 Td
.....
.
AIR
5 % DECREASE
, ,--
gill
*"T:~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~i
~'-}
. .!l+~
+F((J
1
I+
,I:
J!~~~~~~~h~j
4
4-tt-
_iill r4
,1
-..
j+ri
.T
.
;-
REGEN
ai"'
.,'-Hi
4- "j"t,,,I
I
T EMP.
1160
i
Tr
Tg
1lu
·
'''':''':I:
'------
- I
REACTOR
IITt'
930 TE4
'I 44 _1J
'T,,-I' !Carl
t,- +
1 4 If +
925 I
4T_
f.
CARBON
i,
4t.
"rll;
i
i.41-o :4
-1
H4
-
-}
I-
.UoI; 4-L; 1,
_f__
_:_T
11
, ,1., 411-.,
-t!
L-,11t-,!,-.
,":_
Tt
Crc
!
$
I I
i
!
I
O,
J.
t
'''
I
J
.
I'
~
f
Ofg
'
'II
i:
t.14t-i
-r'l '+
i
,
'I
+
tp
I,
;,;
i
1
I..,
I-
'1
I
,
... .
· j}41
I*.
_:
;::-:
, ,
= ,,
,
,
.
$-ij
;:;;;
]
1--'Hi
!
t'- .-!It:- 1 i I:
·
i!
I
;ri
.tii~:
.
.
.
,
,II
,
-. 1-
., I..
.- ''1.. :7.
:i
:rt-.iF;1
1-.
_-1-iI-::
I-il -fll"iit
.!.
,-4'--~
-4 -i-
I
;71_
1-ii]J !:Llr i __
_T[t-i - ,"
1: , 11
: il..II ", f `, , .;: _1;
i
1 " 1,f
i-
~.
I
.
.j
tI
'jI I .:;
...
:7: t, ,
-.-..:11i-,, ', ,:
-M .
' ri''
iL:I
-....
-.
-
. I
-
, 141" I
, ,.- , II,: , .
-
_-
__-
-
-1: : J,I
.L I L , I . - , . 2
I
. . I
i . .
-*c
it.
t
J~~~~~~~~~~~~~~~~~
..
1":",1
I .L
i.
,1....
JJ'n
'- i j -l":
i:.
,l~!
- :
H
,.: .....
. I...!,
, -,l. .I-,,
.
- I. ..,
,
1, _1 i I i-:;
:;L.' 7' ,'c'..-',-;,';1"
'_-- 1,',.
,"1.1 ". -ill "!-
,~;~:,~ ~-'Li
~~~'n:l.~'
.-::'"
:__ . , I'
. , 'i'.I-I " 11
·
-
-"
-, ,.r:-:: " . -~ I:.... -,
-·
-:',
'
It~~~~~~~~...
,-~, } ;,
'
, ., 11,;
-
,tl i
"~
~
.1: ,:, !:,:! :: : I -1.:
I :I - .1'. . .1 ;1j:.!,. -;.--1,,:,
!........I ,:
; ,
, :.....
J
t
:
;
-
I
Ij
_ i !.
,"!
;
"":T
!-,. ,:1.
, .1 -
:j I i , I -t ,,,I T, 4: 1-,: , 1,1: ; i
'P-t
iII..'~ ",'"~
~.... ...
.....
_1J'!
1 :l
,;
... I
I
1
N~$-'IZ;-~
C..- .- ·-------- ....... ...-TTC
...
·-
·
--
0
------
r-·-
---
r
·3
-
3
- - -
IN HOURS
Performances of Flue Gas Temp. Control Scheme (No.
-·
i
I
,
''''''''''''''''''''''''''''''''''''''''~~~
.. ;.
·
2
1
TIME
Fig. E.7
-
. ..
_, .t t",:h
,~.....,~- '_ .
:4. ;1
":,-,
I 11
, . t,.I!E I :;,t,
j,-1_1
i I - 1 Il'i'j-:11
115,
-"
, J 1 OW4
r
q
'}.
. . . :"" '
4
4 , -::: , - , --
'I "4I:1
il
:I . .i,ll:. . .1;,-Ill;if "..i.
· ii
J
. 'I
.
*f.
I'
i
:.i .'
.
-.-il 1 i 1 : ,
-,
h;
'-"J!.-; i:fI1, !
I 1..-,i 11.;n i: !.-"
:i
I -1 I -; I 1. I I '. i:i;i
I]I,W! I , , - .1 ~J',4 :11.- l
__
--"
_-I .1-11 -. ! i.:: 11'
.J
I
J I
-'---
:
:t'
I"
-
t:1
+i !:!
L
1
OXYGEN
CONTENT
!
-,
"-14,"
lIi
I ,
!i!f~
---1
$'tl-I
2H:.::.;q -~T.
-.-:I I-`
, - -,-,
Tr-1 I 1qi_1 I--1i II
"'rI If
-I-_. -,-1-4,
I "i
.
fft_.47_4
I
tf#44~~~~~~~r-,
?.
-4 1 - ~ I
.
;
!
''.
~.;~,t~~~~
t 14+ ,
I
'r
f
+.
i- 1-; FElI:
. !
t -1,
f
--
'iitl - -
.I.
:,.
. .... P1.1-1-....
, .- -,-:-
·; ·- '
I'MLI r4
: it-H'd
~~ .1
:%'. 1 hf
.+q111-T
_
4
''i--tl-}-,
I'L-!
M
-~' L,1, 1 ;
I -I~~~~t~,
Li'V
,...
rrff,
t
lL
.
.i;W'!
I{
1.
It,- ,,-i
-, I
-J.~
+'''--::L.'
:~!i&,':
~~'f gt;.'+*
01.2talk
.,
- .4+t1T
,. 1.-.
e_1
," -T
,- 14I
.
'41.
I- 'I--,
CONTENT
.
44~~~~~~~
I I
I V-
-'
~
.
.
...
-
.
f,?,"i
'~
r11-11,
~ ~ ~ .,-111F11',
~ ~- ~
~· -- ·-- ~· ----~ ------~ ;--- ~
--------------- HtT
'4I~f~
I.."
- IT
I
Tra
~}I1:,"'
, .t:iL'
4
1!+!
I
[
TEM
T.I
...~ p-[
'Ir:::ff- :'
A ,
7 2 ,_"
''' I-
!
1140
:4-T .4
:-1L :I' Mi
'I;M111
-I-,I
ii:..i
6)
-187(DISTURBANCE =
I
AIR
fr,
,
41
RaRai
I
,.H
':
--..
il
R ATE
'-t-, RI
.
.
fI
W
I
It
-
i
:h
L -F,,t]
-ri ..
-l
t1b~
7
;:-"F"lq$J
7l&PS.Z.
-%
.,;
i
i
II
,-----r·rlrmri
, -itj.
Y Rrrs
e' z-,,,F
CATALYS T
,-4J4
JLi
t,
.
,,
.
*-'
t-C
.....
- r F-
..
...
x--i F
50.
'
'
t ''
Ij
I-
:/"t .''--
:V,L
-I+q
1-_
'
r } rlt
Rrc
-F+-
+ -4,
-Fi- c~L
itF-t
o -Fi-etH
-1eS.1-L
t
-I
I
,ttrt4
';.{q.,'i'
,
. ..
T!.t1*'
4
".
F
I"
T;
.11
. !'I~I.-iT -,
!v.--
W
i
,I:tf
'11-1
it
i, . ,
-t,:l;-'.ti
.
:i.
gl .4 i.
t*
l
J
.1
Ft ; 11r 1," !
,,i
:: -_t
,t
r
.
r
:..t
m
i
t
]~';
0-'irF
't;
:'
L,
*
S
,tA
TEM P.
11(
1'
lt
OU
fLis
1'4U7
,
- g
,.
t l+i4
t-r
tI- t
ff
iT
i-t1
1rt
tI t''1'
t-:
i
- ;~1
1e' i-
l
l,!F
;i-t*
'.th -'
!
~
t~
.
iI t
~l'
,-
i-i
l 1-141
,T1I-. -I- f-iLHi-
.- =T -. E,'E1=I IlLf.
44 ' , ·
;;M
.
+;,'fl
z~
.-- 'r
?~--r .
I
-t
rL='ltt'..
r
-;
-;{-_
i
-'
"-
..
,
~~~~~
~ ' -I
~*'
2_
'~;I
' .1~-=I~
- '~'~
- -~
r~ ttI
;
r
-
iN
rItrrZ.=
rl
iJ
t
"
l=~,
, II,-.-nrt1
, , I ~t,
1+,-I
-t#4
J:L
--:j i -1I
1 !$rIr
I __
*'
.0 ! rL
.I t
I- i , , I FiT '1
-l-.
11
L. I__
93 .
TEMP
*I;
.
.
REACTOR
'~
-
~l''t
*';
0
JT
REGEN.
Tra
-1X
.
Rt:
'
-
.Fi
-I-Alfred[--,
LrL '
l
Ill-I-
t
+-
1-
dt-;
I
Ll\$_
,
...........
.........
.
...
-!-_7
RATE
Trg
....
r
rs
rCL)-,.~!4+
..
.
L' , . i-v
' .~4_. ]
ft.'i
: L
'
i.
g~~~~~1
·
q
t.*'-L, '
r:r
- -'' .,~r
- I
~l ';'-" -
:Fr,,t,~
!tW
i ~L.T!
:i
! t F ;-
~-
.-
-
+-
StT ,,".
,...-It
1H,_14FL
,+
- -~ - -'
~~t~ ~ ~ ~ ~
JtBttF~;i{L
-t
t
IL.
itj ...l.-,-,- tIE ~ -~-
. .
.
't rt
-,=N1'r
.,-.IS 1-
- . .*. . . . ....
't ·
It
}.
' _-L' r-H
-ri
·!,-.
·i ··r7I:-t .· · · :..':I
"A ilt-_
t-f.
rTr I--
DECREASE N CARBON PRODUCTION)
__s
:,;-:- r.--r
.-.
...
-
.
I
! l! !: . Fl: ! i
4C
-1
P- r",_-;_ 1,
5
'-I
·
.
"F~ ~F
,
·
r
_
-
~
; .F1;
1 -I i-l.il~4kS
-III- titttIl
' '
t
,11
t'
f T
MEW _X.F~
~-'
930f
[:
CARBON
CONTENT
Crc
|: if''t::Et
I'~lm-.,
-F -iLI
-
,tI-
.,
0.8-
1I
0.6
,
;- .'l T
t
t
,
i..1 t~,
......
,~.,,
.
t'
,
+--trj
>r
r''PIt>
, ~,, - ,, ,,~jjt:!
:F
f i f>
I
Lt 831 4
T-
0.4-
CONTENT
* If"t'4
l :ktti
4_~~,
/
) M
4..E1lt!.rt
7 ....
9 $;
~
OXYGEN
.-.i
i -'f-W
i-~~it:1
S~!
5, f
7,4 u ' i
' .
Of g
vn
Ie.-,
7
.
.- F :.t i:
$
SFi
r
J
r-i.i
;- rif
t1 -r,
,rt
r,
--
..
--
O
0
- t
;,s I;t
.i
'
;l;I ~]
l
!.t!i,7f,'
:.i' 1 r:~
i
tI
_
r
I il 'tlA
.IS
.,T
-F-t i
,4
Aflt
-tl
T1+tt~t~tFf t
.sm
ttWUMMittTi
.Rr
ifi.V4t
.RQ
-"ii-:
_
1
TIME
Fig. E.8
T
-'~1 t ~.
.
.
IN HOURS
Performances of Flue Gas Temp. Control Scheme (No. 7)
.....
_
_
2
-188-
heat requirement.
In other words, since this system does not have
any information feedback with respect to the regenerator temperature,
the resulting variations in the regenerator temperature can be a main
cause for upsets. As was shown in Fig. D.6, the excessively high
regenerator and flue-gas temperatures can not recover by themselves.
Figure E. 9 shows the performances when the feed rate is suddenly
decreased.
The dynamic behavior will be explained by the following
step-by-step-analysis:
1.
2.
The reduced feed rate increases the reactor and
regenerator temperatures.
The increased regenerator temperature reduces
the oxygen level by means of increased conversion of oxygen, which in turn reduces the
catalyst rate by means of the controller.
3.
The reduced catalyst rate accelerates the re-
generator temperature to increase.
As was shown in Fig. E. 9, although the oxygen level is recovered
to an original level, the regenerator and the flue gas temperatures re-
main at excessively high levels.
-189(DISTURBANCE
3 % DECREASE IN FEED RATE)
CATALYST
RATE
Rrc
REGEN
1
TEMP.
1
Trg
1
REACTOR
TEMP.
Tra
I
CARBON
CONTENT
Crc
I
;f
!tI
i
OXYGEN
CONTENT
Ofg
0
1
TIME IN HOURS
Fig. E.9
Performances of Alternative
Oxygen Control System
2
I
APPENDIX F
ECONOMIC, YIELD, AND SAFETY MODELS
Inorder to formulate an optimization problem of FCC, itis necessary to define an objective function and several constraints on de-
pendent variables. Obviously there does not exist any objective
function which is valid and adequate for all purposes. Therefore the
objectives of the following discussions are to derive a simple example
of objective function and, together with the yield and safety model,
to provide a basis for the formulation of the optimization problem.
Economic Models
The underlying objective in operating an FCC is to realize maximum
profitability.
Because
of the nature of the process, the plant
management might conclude that maximum profitability is synonymous with maximum product value.
As far as the operation of the unit
which was already constructed is concerned, organization costs, which
are due to expenses for directive personnel, physical equipment, and
other services or facilities, are relatively independent of the rate of
production. If the unit is operated at almost full capacity, then
operating costs (excluding raw material costs) or utility costs such as
fuel gas, steam, and catalysts are relatively constant. Determining
economic factors which govern the operation of the unit include the
price structure of products and of raw materials, and market structure
(e.g.,
gasoline demand, fuel oil demand, etc.).
Which structure,
price or market, is really controlling the operation depends on the
situation confronted by the refinery. Here a simplifying, but still
realistic, assumption is introduced: the refinery operations are
production-limited rather than market-limited. In other words, the
price structure is a predominant economic factor which really governs
the operation of the unit. In fact, most of the incentives for the improved operation of FCC are found in this situation. 12 25 37 62
-191-
-1 92-
Product value is defined as the sum of the flow rates of all of the
product streams multiplied by their respective unit values, expressed
for example in dollars per barrel,with the corresponding value of the
plant feed subtracted from
the sum.
of the streams will be combined.
In the interest of simplicity, some
All unit values and combined unit
values may be considered adjustable parameters which can be adjusted
from the measurements of flow ratios and stream qualities if desired.
Typical unit values will be 4.59 for gasoline, 3.68 for light cycle oil,
3.61 for polymerization unit feed, 2.97 for decant oil, 2. 97 for fuel
17
oil equivalent fuel gas, and 3.15 for fresh feed. 17
In the interest of
simplicity, light cycle oil and decant oil may be combined to be "cycle
oil, and polymerization unit feed and fuel gas are combined to be
"gas" since their combined unit values (or yield ratios) are relatively
insensitive to operational changes.
Simplifying the product structure such that a fresh feed is converted into gas, gasoline, cycle oil, and coke, which has zero unit
value, the following economic objective function is derived:
Pgr
f
t
Rff
(2{(42)DffYgsP
+YgPg+YcoPco
0
where
Pgr
= gross profit
Pgs
= price of gas
PgI
= price of gasoline
Pco
co
Pf
= price of cycle oil
Rff
ff
= fresh feed rate
Dff
= density of fresh feed
Ygs
gs
= gas yield
= price of fresh feed
Pff} dt
(F. 1)
-193Yg I
=
gasoline
yield
Yco
CO
= cycle oil yeild
(Z4)
= (24 hr./day)
(42)
= (42 gal./bbl.)
Yield Models
The usual investigation for product distribution on a given feed
involves holding the reactor temperature, recycle ratio, and catalyst
activity constant, and then changing space velocity or catalyst rate
to change conversion over the range of 40 to 80 percent.
The gasoline vs.
conversion relation demonstrates the importance of recycle ratio on
gasoline yield at a given conversion. 57,69 If the cracking severity is
sufficient to produce high conversion per pass (i.e., little or no re cycle), gasoline yield actually decreases with increasing conversion
due to cracking of the gasoline into gas before the products leave the
reaction zone. Therefore, there exists an optimal conversion which
produces maximum gasoline yield for a sufficiently low recycle rate.
Although it is possible to construct a curve-fitting
type model from the
above characteristics of gasoline yield, it may be desirable to
develop an analytical model for the purpose of generality.
10
Blanding10
found that a cracking rate of a reactant is nearly proportional to its partial pressure and that the higher the molecular
weight, the higher the cracking velocity constant. Therefore, consider the following simple models:
r
A
rb
B b
where
(F. )
a aB + gas + coke
(F.3)
gas + coke
A
=
a
= (hypothetical) stoichiometric
gas oil as a reactant
coefficient
-194B
= gasoline as a reactant
ra
= crackingC rate for A
rb
= cracking rate for B
Assuming that the cracking rate of a reactant is a function of its concentration,
and that reactants pass through the bed as a "plug flow,
dna/dO
dnb/dO
= ar a (na )
o
n a bwhere
No.ofm
where
(F.4)
= -r a (na )
a
-
r (na)
(F. 5)
f A present
na = No. of moles of A present
nb=
No. of moles of B present
00 = residence time of feed stream
Dividing Eq. F.5 by Eq. F.4 results in
dnb/dna = -a + rb(nb)/ra(na)
(F. 6)
Define the gasoline recracking intensity by
IgI
= {rb(nb)/nb}/{ra(na)/na}
(F. 7)
which characterizes the tendency of gasoline cracking relative to that
of gas oil cracking.
Since the molecular weight of gasoline is smaller
than that of gas oil, the gasoline recracking intensity is expected to be
less than one.
Substituting Eq. F. 7 into Eq. F. 6,
dnb/dna = -a + IgI nb/n a
(F. 8)
-195 -
integration of Eq. F.8 results in
nb
no
where
n
a
t ag
-
= original
a
na o
a
n ao
(F. 9)
of moles of A.
number
In the above idealized
situation, it is possible to express conversion and gasoline yield by
Ctf
Yg9
-
Cff/(+R r) = 1-na/nao
(F 10)
(nb/nao)(I+Rr)
(F
1 1)
Ctf = fractional conversion on total feed
Cfff= fractional conversion on fresh feed
where
R
r
=
recycle ratio
Substituting Eqs. F. 10 and F. 11 into Eq. F. 9, a gasoline yield is ex-
pressed by
Yg
(1+Rr)
I{
(I1-Ctf)
- ( -Ctf)
(F. 12)
where F = gasoline yield factor of catalyst (=a)
Figure F. shows a typical relation between gasoline yield and conversion for no recycle. It is clearly observed that there exists an
optimal conversion which produces maximum gasoline yield, which in
turn depends on the gasoline recracking intensity.
Therefore the gas
oil cracking is characterized by the consecutive nature of reaction
step. Figure F.2 shows the relation for recycle. As the recycle ratio
increases, an optimal conversion shifts to the higher level, which is
will
F g and I
a very realistic phenomenon. Unknown parameters,
be estimated from any realistic data. Using the data of Pohlenz, 7
F g = 1.0 and I = 0.9 were used throughout the study.
-1 96-
T
L'
"Zi
'i
4T
±r
1Carl,
44,
IJjf-
co
+
ti
44
j4-
1A
+
4
oo
T
44
IP
I I
;L
JT
!N,
j,
H
Art :r+
u
"t
>
O
J=
7
7
t TA
J.,
X I
M
j _j
U
4
j;1
_124-GiT
4.1
,
4
,_Fruit
: 0*E
ua
E 01
4 ij
-hold .
-441
4
4,11W OI
IT-
;144
4-
.,.
:-
T.' 4-,
H
1j4 .4
44'
4,51,1:11,
4:1
'Pfll'
4
-11 .14
4
1141,
4
41
M
Ali, i
_I
I
qll
_1-1,
, "fl,"
CN
114.
I4'S'
!1
iiiE17
1:4 -.2
14.4
i
-14, i
Hii I.. .
H!
7
H
1 41
41
'T
4:
MI
I
I
i il,,HP
-:4
.1 ITT"'.
.
i
:JI,
4,1
4
41
,4
11,14
W`4
_7
4
-:TT
4j
C11
CD
N.
nO
C4
C
IC
-197-
i
-*
..1 .1
·rt
~~~~
~~~....I
~~~~~~~~~~
~ ..'T..-:
~~~~~~~~~.
·-t-:-"
, . ~-r~~.
:-. o/ :{
, -::;.
*T
i
,
,
I,,':
..
.
',::
'f"-;dr';
h':
?r
~, ~ f- ,_'£''
....·I,-,-i/~:,---'
"'-......--l-''~'
.....
....-T...'{?';.
j-:... .~.....Jr... r''4'r-...,'''4i
. . . . . .
'4·
::'':---.::::-:-'.::-~.;.,-:!
o
t~~~............
~
~
~
~
-,:.-..i~-~....~.,.,,..''
. .
.....
.....
..-. ......
'-t'''''~
.-~." ·
.-.-
~I'
:t~
~~·
,...l...i
I
t-
..
I.......
:[
....
'
'~,.
_.,;;;
:
~
"?
:'
~
'I
?
.
. '··-·:-.
.
t,
i. .........-.
·~~.:i
. i.. . i! .:-.
........
...
.
,... ..
+
...
:.
i.....
:.%
...
........
...
,
-''
co
·
.....
I'
'i.
,
~!
'
I''1.
'~'
'
"
:
t
tT
:~,~"
'
,
I
'.
~
-- L
,
c-
~
.
|
,,
~.,..
-4-.2
;
.+
J;..., ,
.,
....,,,,, ..I.,1....~'t.... :.......~.....
t.L
'£
·
.F....,
: .
.....
}:'!
~
f
.1~...
:,4~~~~~~~~~~~~~4
Hi~~~~~~~~~~~~~~~~~~
''
,-....... -:
......
i..[.....-...
.;.
-*
~-;
.
,-I--
,
~ ~ ~ ~~··;;
-51
I.."
~
T-~,-T
':i;,*;,;*i ;;
1.
* ;
.
;-; ; j.
.i
.. ~''t.....,%..'
I
...
L;
'
,~
.. .....~......7-,.N. .. i....,.%
2
''~'t
',;;i::.
41~
..
';..
.
'..;
''~"';:
,,
..........
......
;.
'
4:-;.
,
,...,'.....
,,.;;i.~4:-,.t
i-,;
...
L......,-,-~
~ ;.~.~
.:';
;;,;;;
;; 4
,'
.i
-
i -
... {, ...~~,,
..
.....J..
.;
jr
1-o
..., ..-d,
,
?
I
-'
u
>(D
4
!
C'4
1
m
- ~IH-~-j.'!: :I !~ .1i Ii!!ii : 1:
l .. .I..I. . -. . 'III. I
l . - I.. -1.Ia I -. . ..· . . I. ..I. .;I
..I -. - ; I.. .I -... II . ·I .. . I .I. I . ... .I· ..: 1 aI . b... .- - II .i ..I
7,T,
" ,
,II
_
: i .:i
.
1.,:;:
!,:
:'':'*:
-:
''
':
:'i ! :
i b,:;ii
i
I1].-I...":. I1,:
-.
2
·
[
I
T Ir
'
r Y
I ....
:
.:
.
.....
~..............I......
.·
7_1
,I
. . .
i-
I .. I
4-;-t7-.j--, -.
i; :
, I : , , : , , '. , :I
.
-_-4-_-__'
0
I! 4!
.: ,! 111.
.
.. q
. ,
:
::!:i
;
..
- ,:i.- . . .
I:/
!!!!::!t!
. AF,
. . ,''T
I-...
''.`:
. I : ! .
I, ;
!1:::;
iI
i ;
.
;
1,
. I i II, I.
.
1:
.:::;; .:
I
.
,
.......
.
....
: .
. : . .
T!
!
: i:
:
.
I
.&.l'~.'.~L
......I ....
I
:... - ..
;
.
I . 11
, ., I I I . . :
.11.
.
:i:
.....
......
...
.
I
:
;::!;!~
: I'.
..
,-
4,.,,f--,.-+,--..
.. "'q.'l :,'
........
.. ,..
:...
.........
.....
,
.. .....
I ..~..U*'· .:, . FI. ....
... . I ..
- ~; ; ~. iA
::~
I . .
11, , .:::
! : r
. ! .
i '.!i
.1
.
.
.
"! I :I!::,
I
.
.
. I ~''"~
:;,"!:!'i~'' ii!::
~ - t i'":;I::!ili:
.
,~~~~~~~~~~~ -.
}I
L~1;; r
,
.4,. '
I.- W . ;:
!..
.
. .:
iI
- I.,
- -. a , . , . 14
,L .,
S.
I,
! , !. .
X
i-
'
.
I!
..I
..
-
-.
:I iI
,?
I
,
:
- :1I ..:!_`.:-:::",
. -. ....
.
[~.,'T
"
......
is
.....
: : i'
It ·*.
~
'- -
i:'
C)
...
~;-[;;~:,I"[~.T:.'"::::/:'' " :'';':'::1:' ;:i:. ,:[':}"~"''7kTL.
.'r.: ';:::
1..1:~
I
;
:;
{! ::
...
.,,:
.
. .-.........!-. - .1-
U-
'-: -,
~lilL~u
LUI....
, ., .- ..
:[iii [!i:
I..
F1
. II
I, W
:
~i,'
i~i~
·
, , ,,,
..
.
, .
, .
......
.
.
LOI
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
co
,
L
i..
I-LI
_'! "-
00r-l1
I
.............................- t.t ....~' ...t"
.:i
I. . . ill:;
.
I . . .I I I I I I - I
I. :~.,
.. L!.. T '.:~1]i
....
]
I
.
,
,
·
!.
L
Y
.
! .. i
...
i i ::
.L
........
....
~~~_T
C,4
o
-198A cycle oil yield is quite simple, since it corresponds
converted gas oil, and is expressed by
Y
co
=
to un-
-Cff
(F.
ff
13)
A coke yield is related to the carbon forming rate as follows:
Yck
=
(
571) RCf/RffDff
(F. 14)
where (.571) = (24 hr./day)/(42 gal./bbl.)
Assuming that the rest of the gas oil goes to gas completely from
the material balance of products, a gas yield is expressed by
Ygs =~g1-Y g
Equations
D ~gf
/Dff-
Yoco Dcoo/Dfff
F. 12, F. 13, F. 14, and F. 15 consist
Ykck
of a complete
(F.
F1515)
'
set of
yield models, and together with Eq. F. 1 they complete an economic
objective function.
Safety Models
Optimization problems require not only an economic objective
function but also the identification of constraints
on dependent vari-
ables. Several constrained dependent variables require particular consideration in the operation of FCC.
They are the reactor and re-
generator temperatures, which are subject to upper bounds for reasons
of safety.
The flue gas oxygen level is of critical importance.
It
should be kept below maximum level in order to ensure that excessive
combustion of carbon monoxide will not take place in the cyclone
separator of the regenerator.
Also the carbon content in the catalyst
must be kept below a certain level. According to Smith, 64
64 excessively
high carbon on the regenerated catalyst leads to low catalyst activity,
high coke make, and low selectivity to gasoline;
and excessively high
carbon on the spent catalyst leads to high surface temperatures
-199-
during regeneration and more rapid permanent deactivation of the
catalyst. Also a capacity limitation of the down stream processing
units may affect the operation.
Among the several constraints
on dependent variables,
the ones on
regenerator temperature and on oxygen level are primarily important.
In fact, the reactor temperature is normally observed far below its
safety limit.
Therefore, although not always sufficient, the study
assumed that the principal safety models are expressed by the following inequalities:
T
<5 (T
rg
0fg
rg )max
(fg)max
(F.16)
(F. 17)
where (T
(rg )max = allowable maximum regenerator temperature
fg max
= allowable maximum oxygen level.
The regenerator temperature is normally limited by 1, 150°F for
carbon-steel cy5clonesand by 1,200 F for stainless-steelor other
The oxygen level is normally limited by 0. 2alloy cyclones.
0.4 percent depending on the conditions.
**
* The reactor temperature
is normally limited not by its own safety,
but by the maximum regenerator temperature. Other 1ctors might
be alkylation capacity, gas-compressor capacity, etc.
-I
APPENDIX G
FORMULATION OF OPTIMAL CONTROL PROBLEMS
The following are brief descriptions of the optimal control problem
and the theorem on which the study is based. The maximum principle
of Pontryagin was formulated to solve the class of problems to which
this study was restricted.
More rigorous and mathematical manipu-
lations will be found elsewhere (see Refs. 6 and 58).
The Optimal Control Problem
In recent years great attention has been given to the theory of
optimal control. 6, 39, 58, 60 The theory supposes that a plant can be
described by a set of ordinary differential equations
=
(x,u,t)
(G. 1)
where x represents a vector of state variables (dependent variables)
and u represents a vector of control variables (independent variables).
An objective functional (or performance criterion), which may consist of profit, cost, or other artificial measures of performance of
operating the plant from time t = 0 to t = t,
is given by
t
J(u x 0 ,
, to, t) = K(x 0 , x 1) +;
1
L(x,u,t)dt
to
where
K
= arbitrary function
L
= arbitrary
x0
= vector of initial condition
xI
= vector of final condition
to
= initial time
t1
= final time
-201-
function
(G.2)
-202 Optimal control theory asks how u should be chosen as a function of
t, t o < t < t, in order to make the objective functional J a maximum
(or a minimum). The control vector u is often restricted to lie
in a closed bounded region U.
Necessary Conditions for Optimality
Once the problem has been suitably posed, the optimal control
can be derived by the mathematical techniques such as the maximum
principle of Pontryagin. 58
58 First, the problem of optimizing an objective functional, Eq. G. 2, while observing Eq. G. 1 as constraints,
can be reduced to the problem of optimizing the following Lagrangean
functional with respect to x and u.
(xpIu,
E _,R,0
to, t
)
$(t, :t)x0,x'
tl
+f p'{f(x,u,t) - } dt
(G.3)
to
where p represents a vector of costate variables (or Lagrange multipliers). Rearranging the second term of Eq. G. 3 by integrating by parts
reduces Eq. G.3 to
t
(xPu, x1,
o
1, t, tl): K(x0, x1) +f
H(x,p, u, t)dt
to
P(t 1 )
+p'(to)x(to) - p'(tl)x(tl) +f
p(to)
x'dp
(G.4)
-203 where
H(x, p, u, t) = L(x, u, t) +
'f(x, u, t)
(G.5)
which is called a "Hamiltonian function."
The necessary condition fort to be extremal with respect to x,
is obtained by resetting the variation of *Z_ with respect to x to zero as
follows:
t1
Z(~
t~~~0O)x dt
(aH/8x+
=to
(G. 6)
P = -H/ax
or
with respect to 0
The variations of
dZ/dx
0
or
x
and x 1 are
=dK/dx 0 + (t0 )
dX./d_1
If x
=0
(G.7)
(G.8)
dK/dj - (tl)
is free, then the necessary conditionfor
tremal with respect to x
L_ to
be ex-
or x 1 is obtained by setting Eqs. G.7 or
G. 8 to zero.
The variations of t_ with respect to t
and t are
d./d
t
= -H(to)
(G. 9)
d_/d
t
= H(t 1 )
(G. 10)
_
If t or t is free, then the necessary condition for
to be extremal with respect to t or T 1 is obtained by setting Eqs. G. 9 or
G. 10 to zero.
___
-204The variation of d:
with respect to u is
t1
(8H/8u)'6u dt
(G. 11)
to
Therefore the necessary condition for t
spect to u1 is
8H/Du
or u
is on the boundary.
i
to be extremal with re -
= 0
(G. 12)
Equation G. 11 is the basis of the method of
steepest ascent of the Hamiltonian.
Fixed Time, Free End Problem
The problem is to determine the control u which maximizes the
obje ctive functional
tI
J(U,xl) = K(x 1) +
L(x, u, t) dt
(G. 13)
under the following conditions:
1.
The state equations are Eq. G. 1.
2.
Initial conditions are specified by x(O) = x 0 .
3.
End conditions are not specified, but are free.
The maximum principle for this problem is: In order that u be
optimal for the problem stated above, it is necessary that a vector
function p exists such that:
-2 0 5 -
1.
p is a solution of the costate equations, Eq. G.6,
satisfying the boundary conditions Eq. G. 8
2.
The Hamiltonian function, Eq. G. 5, has an absolute maximum as a function of u, i.e.,
max
u
H(x, p,u,t)
H
(G. 14)
-,"'
APPENDIX H
STRUCTURE OF OPTIMAL FEEDBACK CONTROL LAWS
An optimal feedback control structure is derived from the principle
of optimality: an optimal policy has the property that whatever the
previous state and previous decision are, the remaining decision
must constitute an optimal policy with respect to the state resulting
from the previous decision.
Consider a time-invariant system
(H. 1)
_ = f(x,)
=
(x)
(H.2)
with a time-invariant objective functional
t
1
J(u) =
L(x,a)dt with x(t0)= x0
(H.3)
to
Principle of Optimality
Express the optimal control solution for Eq. H.3 by
u- = ~u- (x0 t -t)
(H. 4)
-.,
x = x
(x 0, t l
-t )
(H.5)
where t < t < t1 . Now consider a new optimal control problem where
an objective function is expressed by
t
J(u)
=J L(x, u)dT with x(t) x (x 0 , tl-t)
t
-207 -
(H.6)
-208Then, according to the principle of optimality,
u (x 0 , t-T) = u {x_(x 0 , t -t), t -}
where t <T<t 1 ..
Especially setting
_
If t
(,
(H.7)
T
= t, Eq. H.7 is reduced to
t -t) -=u* {x (x0 ,t t),t
l - t}
(H.8)
is an infinity, then Eq. H. 8 is further reduced to, for 0 <t<<t,
(x 0 )
or simply
{x(0 ) }
u*
u = u (x )
(H.9)
Therefore, optimal control solutions Eqs. H.4 and H.5 are related to
each other along the optimal trajectory, as follows:
u = h (x)
(H. 10)
This is a so-called optimal feedback control structure.
Optimal Feedback Control Law
In order to construct a practical optimal feedback control law, it
is necessary to express the control law in terms of measurable variables y rather than state variables x. This can be done using Eq. H.2.
Assuming the existence and uniqueness of the inverse function, the
control law results in an optimal feedback control law as follows:
_= h 2 (a)
(H. 1)
Kalman' s Optimal Linear Regulator
As an example of optimal feedback control, Kalman's linear regulator will be described. The basic results for this problem are as
-209-
follows: Consider the linear system
dx/dt = Ax + Bu
(H. 12)
and the cost functional
co
J()
=
(x'Qx + u'R)
dt
(H. 13)
0
with the assumptions that the matrices
Then, the optimal control u
Eq. H.13 exists,
Q and R are positive definite.
which minimizes the cost functional
is unique, and is given by the equation
u*
= -R- 1 B' Kx
(H. 14)
where K is the symmetric and positive definite solution of the matrix
algebraic equation
-KA- AK+ KBR- 1B'K' - Q = 0
(H.15)
As shown in Eq. H. 14, the above results can be used to design optimal
linear feedback systems.
The principal disadvantages of the Kalman's method, when it is
applied to chemical process control, are expected to be as follows:
1.
It is frequently found that a chemical process is
difficult to express in the form of Eq. H. 12 be-
cause of high nonlinearities and cross multiplications of variables. Therefore, the method is
always subject to critical evaluation with respect
to the range where the assumption of lineari-
zation is valid.
2.
It is frequently found that an objective function of
chemical process is difficult to express in the
quadratic form of Eq. H. 13, since the former is
affected by profitability and plant safety in a
complex manner.
-2103.
It is frequently found that some of the variables
in a chemical process can not be measured
continuously or at least instantaneously.
There-
fore, the Kalman's method, which assumes complete freedom for the selection of variables, has
a serious limitation.
APPENDIX
I
GENERAL CONCEPTS FOR OPTIMAL OPERATIONS OF FCC
Some aspects of optimal operations of FCC are briefly described here
in order to support the basic issue of "optimal control of FCC;" that is,
"to what conditions are we controlling the FCC optimally?"
Determination of steady-state optimal condition of FCC is, in
general, a problem of nonlinear programming which has many independent variables andmany dependent variables with many constraints
to be observed. Although some nonlinear programming problems
with relatively few independent variables can be solved by means of
"hill climbing" or "steepest ascent," these techniques are by themselves, generally not the most efficient way for optimization of FCC.
Repetition of linearization and linear programming12 25 37,62 or
combined repetition of linear programming and steepest ascent 6 3 have
been used with some success.
Although the optimal conditions of FCC can be determined at least
numerically and iteratively, these optimal conditions are not fully
understood nor interpreted yet qualitatively. The purpose of this
Appendix is as follows:
1.
2.
To interpret the optimal conditions qualitatively.
To derive several useful criteria for optimal
operations.
Throughout this Appendix the following variables are not taken
into consideration in the interest of simplicity:
1.
Catalyst addition rate
2.
3.
Reactor pressure
Reactor steam rate
4.
Fractionator adjustment or recycle feed rate
5.
Down stream processing capacity such as
alkylation.
-211-
-2 12 -
Therefore, all discussion in this Appendix must be considered
conditional.
Problem Formulation
Utilizing all reactor kinetic and yield equations, a steady-state
profit rate (P ) can be expressed by
(1.1!)
(I.
s PP[Ta,
-Ps[ ra' C rc ,R rc ,HHra' Rff
Rff
Similarly, a gas rate to compressor is expressed by
Rgs
gs[Tra
gs
ra' Crc
rc, Rrc
rc Hra
r a' Rff
ff
(I. Z)
Steady-state carbon balance is
R cf - Rcb
where
R f
R cf[ Ta,
=
(I. 3)
Rrc, Hra, Rff
(I. 4)
Rcb = Rcb [ Rai, Ofg]
(I. 5)
.1][ fg[Crc'
fg 0 0[C
fg[Crc ,T
Trg ,R ai] -
Trg
(1.6)
. 6)
(where the direct effect of Rai on Ofg is limited unless the per-
formance of fluidization changes significantly.)
From a reactor heat balance, a reactor temperature is expressed
by
T
_ T
ra
[T rg C
.T[T
rg'
rc
Rrc ,H,
rc
ra
T fRff
ff
fp
g ,rc TfRffl
where direct effects of Crc and H ra on T ra are limited since
(I.7)
"heat of cracking"' is relatively small.
From a regenerator heat balance, a catalyst circulation rate is
expressed by
-2 13 -
Rc
=R rc rT ra IT rg' Rcb' Rai
rc
RRrcT[T ra ,T rg
where the direct effect of Ral.ai
on Rrc
(I8)
cb 1
is limited since
(.8)
specific heat
of air" is relatively small.
Constraints for independent variables are
R .
(Rai)
al
(Hra)
n
ra mi
min
ai max
(blower capacity limit)
(I.9)
< H ra <(H ra )max
(I. 10)
(grid and cyclone efficiency consideration)
Tffp
<=
Rff
= (Rff)
(I. 11)
(Tf
Tfp) max (gas firingcapacity)
(feed stock or upper stream
capacity)
(I. 12)
Constraints for dependent variables are
Trg
Trg
0fg
R
<
(Trg)max
r
a
<
(
(regenerator safety)
(I.13)
g)max (regeneratorsafety)
(I. 14)
fg max
ax (gas compressor
= (R s) max
gsgs
We have five apparently independent variables,
capacity)
i.e.,
(I.15)
Rai Rrc
Hra Tp, and Rf. Therefore the problem is essentially a "fiveparameter maximization problem."
Mathematically,
eliminating
Crc'
Traa' Trg
rg,
0 fg, Rcf, and Rcb
from Eqs. I. 1, .3 through 1.8, the profit rate is expressed by
P= s Ps [Rai
H,ra'Tfp'pf
Rff
rc''
a Rrc
(I. 16)
The problem is: maximize Eq. I. 16 while observing constraints
Eq.
.9 through Eq. I. 15.
Now we are ready to derive several optimal operating criteria.
know that the optimal points of continuous function lie on the peaks or
We
-214on the boundaries. If our functions are such that the optimal points lie
only on the boundaries, then five of seven constraints Eq. 1.9 through
Eq. 1.15 must be satisfied on the boundaries.
The following optimal operating criteria are the results of the
steady state simulation study, where marginal profitability are evaluated for each operating condition in order to determine which boundary
the optimal condition is located. This simulation study was essentially
conducted with the use of an adaptive optimizing scheme, the design
of which will be discussed later.
Optimal Operating Criterion I
If the following conditions are satisfied:
1.
gas compressor capacity is not limiting,
2.
feed preheater is not limiting,
then the optimal conditions are
1.
air blower capacity is max,
2.
oxygen level is max,
3.
regenerator temperature is max,
4.
reactor catalyst holdup is min,
5.
feed rate is max.
In order to interpret
this criterion,
R rc and T fp of Eq. I. 16
are replaced by apparently independent variables
follows:
Trg and Ofg
f as
Ps = Ps Rai
rafflRf
ai 0fg
fg' Trg,
g Hra,
(I. 17)
Let us examine each issue of the criterion by taking partial derivatives.
(1)
(8P /8R
s
al
fg '
T
H
R >0
rg Hra' ff > 0
(order of ($10/hr.)/
(10 M lb./hr.)for
100 M bbl./day
capacity.)
(I. 18)
-215-
This implies that the higher the carbon burning capacity, the more
cracking occurs.
(2)
(8Ps/fg)
Rai, T
ai
rg'
Hra
ra'
R
> 0
ff
(order of ($5/hr.)/
(. 05%))
(I. 19)
This implies that the higher the oxygen level, the higher the gasoline
vs. coke ratio, since the resultant low carbon level improves the
selectivity.
(3)
(aPs/3Trg)Raifg'
>
H
ai' O
0
(order of ($7/hr.)/
(5°F))
fgra'
Rff
(I. 20)
This implies that the higher the regenerator temperature, the higher
the gasoline vs. coke ratio, since the resultant low catalyst circulation rate improves the yield.
(4)
(EaPs/aHra)Rai, fg
r
fg' rg'
> 0
ff
(order of - ($7/hr.)/
(2 ton))
(I. 21)
This implies that the lower the reactor catalyst level, the higher the
gasoline vs. coke ratio, since the resultant high reactor temperature
improves the yields.
(5)
(aPs/a R ff)R . O
a '
Tg,
r H ra
> 0 (order of ($70/hr.)/
(3 M bbl./day))
(I. 22)
This implies that the higher the feed rate, the more cracking occurs.
Optimal Operating Criterion II
If the following conditions are satisfied:
1.
gas compressor capacity is not limiting,
2.
regenerator temperature is not limiting,
-216-
then the optimal conditions are:
1.
air blower capacity is max,
2.
oxygen level is max,
3.
feed preheater is max,
4.
reactor catalyst holdup is max,
5.
feed rate is max.
Rrrc of Eq. I. 16 is replaced
In order to interpret this criterion,
by the apparently independent variable Of0
fg as follows:
(I. 23)
P = Ps [Ra
Ofg Tfp' H ra' Rffl
s i~'T
Examination of each issue of the criterion is similar to that of
"Criterion I, " except as seen in items (3) and (4) as follows:
(a Ps/8 Tfp)R
(3)
sai
,0
pHr
fg' ra'Rff
> 0
(order
of ($12/hr.)/
10°F))
(I. 24)
This implies that the higher the feed preheater temperature, the
higher the gasoline vs. coke ratio, since the resultant low catalyst
circulation rate improves the yield.
r4)
)R
(a P afp'
sai' raOfg,
0 RITfp,IR ff
(orderof ($2/hr.)/
~~(5
ton))
(I. 25)
Optimal Operating Criterion III
If the following conditions are satisfied:
1.
air blower capacity is not limiting,
2.
feed preheater is not limiting,
then the optimal conditions are
-217-
1.
gas compressor capacity is max,
2.
regenerator temperature is max,
3.
oxygen level is max,
4.
reactor catalyst holdup is min,
5.
feed rate is max.
In order to interpret
this criterion,
Rai, Rrc,
a rc'
are replaced by apparently independent variables
follows:
s = P [ Rgs Ofg Trg, Hra'
and Tfp
~fpof Eq.
I. 16
Rg5 Trg, and O0 as
fg
ff
6)
Examination of each issue of the criterion is similar to that of
"Criterion I," except as seen in item 1 as follows:
(1)
(8P/OR
)
H
R
> 0
Osfg, rg, ra'
ff
(order of ($30/hr.)/
(2 M bbl. -equivalent/
day))
This implies that the cracked gas has more value than the gas oil, 1' 27)
Optimal Operating Criterion IV
If the following conditions are satisfied:
1.
air blower capacity is not limiting,
2.
regenerator temperature is not limiting,
then the optimal conditions are
capacity is max,
1.
gas comperssor
2.
oxygen level is max,
3.
feed preheater is max,
4.
reactor catalyst holdup is max,
5.
feed rate is max.
-218Rai, R rc of Eq. I:16 are
In order to interpret this criterion,
replaced by apparently independent variables Rgs Ofg as follows:
s
=
~~~~~~~~~(.2Z8)
(I. 28)
T Hra,
H
RI
=P[R
s ,' 0
Rff
fg, Tfp,
Ps [ Rg P
Examination of each issue of the criterion is similar to that of
"Criterion II or III."
Use of Optimal Operating Criteria
The above criteria are idealized ones in the sense that it is assumed other mechanical conditions, such as catalyst circulation rate
or gas velocity in the reaction vessels, are not limiting. Except for
these limitations, the criteria provide the main goal of the adaptive
otpimizing system, which keeps the criteria automatically in the face
This adaptive control system should be the
of unknown disturbances.
final goal of the optimal control study.
An adaptive optimizing scheme for Criterion I is shown in Fig. 1.1.
This scheme essentially consists of the alternative control scheme developed in the study and an additional loop which regulates the re-
generator temperature by the feed preheat temperature. If the air
rate is manipulated by a proportional control, where the equilibrium
point corresponds to the maximum regenerator
temperature
and the
maximum air rate and where the preheater temperature is manipulated by an integral control, then this scheme is found by the use of
dynamic simulation to be satisfactory in the sense that after any
forced disturbance occurs this scheme can keep the optimal CriFor other criteria, similar studies were
terion I always.
-219ADAPTIVE
A Il
_ ___
Fig. 1.1
AnAdaptive Optimizing Scheme of FCC (Criterion I
l
A
Trr
_I_
-220 done and found to be satisfactory,
but a critical
evaluation
of these
adaptive optimizing schemes is obviously outside of the scope of this
study.
For Criterion II, an oxygen control by catalyst rate was used.
For Criterion III, an optimizing scheme was used consisting of
(1) oxygen control by catalyst rate, (2) regenerator temperature
control (proportional) by air rate, (3) gas rate control (integral) by
air rate, and (4) regenerator temperature control (integral) by
feed preheater temperature. For Criterion IV, an optimizing
scheme was used consisting of (1) oxygen control by catalyst rate,
(2) regenerator temperature control (proportional) by air rate, and
(3) gas rate control (cascade, integral) by regenerator temperature
set point.
APPENDIX J
QUANTITATIVE COMPARISON OF
CONTROL SYSTEM PERFORMANCE
This appendix provides additional data to evaluate the performance
of the conventional control scheme and the alternative control scheme.
In Sections 4.2
and 5.3,
these control schemes
were evaluated quali-
tatively.
A quantitative evaluation of these control schemes helps to
explain the relation between the objective function used to compute the
optimal control policy and the quantitative performance observed in the
simulated system.
Any objective function is at best an approximate representation of
what one believes to be a realistic
performance
criterion.
In this in-
vestigation the gross profit based on stream values was selected as a
realistic criterion for evaluating the economic performance of the
system. The total performance of the system will be judged satisfactory, however, only if all constraints are satisfied (i. e. , regenerator
temperature
limits).
and oxygen content of the flue gas are within allowable
Therefore, the problem was formulated as an optimization
problem with constraints where constraints were replaced by penalty
functions
of sufficient
magnitudes.
In this formulation, the objective
function is not just the gross profit but consists of the gross profit and
penalty functions.
Ideally, the penalty function should reflect the real economic penalty
associated with violating a constraint. For example, the cost of exceeding the allowable regenerator
temperature
should be related to the in-
creased probability of a regenerator failure. In practice, however, it
is virtually impossible to obtain quantitative estimates of the probabilities of failure and it is even more difficult to assign costs associated
with injury or loss of life by personnel.
As a result,
tions must be selected somewhat artificially.
-22
1-
the penalty func-
-222 The resulting performance of the system determined by dynamic
optimization should be insensitive to the exact form of the penalty
functions provided that the penalty is large enough to offset any economic advantage that might be gained by operating the process outside
the constraints. The relative value of the objective function achieved
for different operating conditions can be used to rank the performance
of the system and, hence, select the best set of conditions. But numerical values of the objective function pe se have no physical or economic
s ignificanc
e.
In the light of the preceding qualifications,
the following data will
be useful to evaluate the performance of two control schemes in terms
of the objective function. Figure J. 1 supplements the results shown
in Fig. 1.4, where the conventional control scheme was simulated for
the perturbed initial condition. Although the instantaneous gross profit
rate (Pig) oscillates around the steady-state optimal level, the two
penalty functions (Pel and Pe) penalized the objective function (L) and
the resulting poor performance is apparent. Figure J. 2 supplements
results shown in Fig. 1. 9, where the dynamic optimization was obtained
for the same initial condition. Since the two penalty functions are negligibly small, for the optimal control the objective function remains at
a highest level. The difference in performance between Figs. J. 1 and
J. 2 is evident. Figure J. 3 supplements the results shown in Fig. 1. 14,
where the alternative control scheme was simulated for the same initial
condition.
One can see easily that the performance
of the alternative
control scheme is quite close to that of the optimal control.
If step-type disturbances are introduced to the process, the comparison of performance is more complicated, since the disturbances
may change the optimal steady-state operating conditions. Figure J. 4
supplements the results shown in Fig. 1.5, where the conventional
control scheme was simulated for a step increase in the rate of carbon
production. Although the instantaneous gross profit rate oscillates
around a level slightly lower than the previous steady-state optimal
-223-
(HIGH
_
GROSS PROFIT
......
- - --
........
INITIAL CARBON LEVEL)
:
..... :
I
r
li.....
: :1
: : ,: :
;:
: : . :;..........
.. ..
.
I i
.. '' t: ....
RATE
4!i
i ii ! ! ! ! 1 1 i !! ! 1 1
ii~~~iilii*ii
~ !! i i
I...
j::].
g-
1.82
,
, ~,
l
'
!
11 1 1 1 1 1 1 i
'
l
I
P.
'g
1.81
PENALTY
FUNCTION
0.2
Pel (Trg)
0.1
0
i~~~~~ll~~~
II II' '''.....
PENALTY
FUNCTION
0.2
Pe2 (Ofg)
0.1
ri l l lI '' i 'l i i l
Ii '
I I'
IIII I Ii '
~
l ' 1;
0
OBJECTIVE
FUNCTION
1.8
L
1.7
1.6
. _·
.....
.. .. ...
. . . ---
0
1
2
3
TIME IN HOURS
Fig. J.1
Conventional
Control Scheme for Initial Condition No. 1
4
-224 -
(HIGH INITIAL CARBON LEVEL)
GROSS PROFIT
RATE
1.82
Pig
1.81
PENALTY
FUNCTION
0.2
Pel (Trg)
0.1
0
PENALTY
FUNCTION
0.2
Pe2 (Ofg )
0.1
0
OBJECTIVE
FUNCTION
1.8
L
1.7
1.6
0
1
2
TIME IN HOURS
Fig. J.2
Optimal Control Schemefor Initial Condition No. 1
3
4
-225-
(HIGH INITIAL CARBON LEVEL)
GROSS PROFIT
RATE
1.82
P.
19
1.81
PENALTY
FUNCTION
0.2
Pe1 (Trg)
0.1
0
PENALTY
FUNCTION
0.2
Pe2 (Of 9 )
0.1
0
OBJECTIVE
FUNCTION
L
1.8
1.7
1.6
0
1
2
3
TIME IN HOURS
Fig. J.3
Alternative Control Scheme for Initial Condition No. 1
4
-226-
(DISTURBANCE = 2.5 % INCREASE IN CARBON PRODUCTION)
GROSS PROFIT
RATE
1.E
P.
I.E
PENALTY
FUNCTION
0,
Pel (Trg)
0,
0
PENALTY
FUNCTION
0
Pe2 (Ofg)
0
0
OBJECTIVE
FUNCTION
1
L
1
1
0
1
2
3
4
5
TIME IN HOURS
Fig. J.4
Performancesof Conventional Control Scheme (No. 2)
6
-227 -
( DISTURBANCE = 2.5 %/ INCREASE IN CARBON PRODUCTION)
GROSS PROFIT
RATE
1.82
Pig
1.81
PENALTY
FUNCTION
0.2
Pe (Trg)
0.1
0
PENALTY
FUNCTION
0.2
Pe2 (Ofg)
0.1
0
OBJECTIVE
FUNCTION
1.8
L
1.7
1.6
0
1
2
3
4
TIME IN HOURS
Fig. J.5
Performance of Alternative Control Scheme (No. 2)
5
6
-228-
level, the two penalty functions penalized the objective function and the
resulting poor performance is apparent. Figure J. 5 supplements the
results shown in Fig. 1. 15, where the alternative control scheme was
simulated for the same disturbance. Since the two penalty functions
are negligibly small, in this case the objective function remains at a
highest level. The difference in performance between Figs. J.4 and
J. 5 is evident.
The conclusion that the alternative control scheme is better than
the conventional control scheme is consistent with the relative values
of the objective function achieved for each scheme.
APPENDIX K
NOMENCLATURE
introduced in Eq. 3.17
A1
Constant for R
A2
Constant for R
C
Conversion introduced in Eq. A. 11
C1
Stoichiometric coefficientdefined by Eq.B. 15
C2
Coefficient for Kod
oc
introduced in Eq. 3.18
cf
defined by Eq. B. 17
lb. oxygen/lb.
coke
(M lb. oxygen/
hr.,
psia, ton
ot cat. (hr. /
M lb.)
C3
for
Coefficient
K
or defined by Eq. B. 16
M lb. oxygen/
hr, psia, ton
of coke
for Tf
defined by Eq. B. 18
°F/% oxygen
C4
Coefficient
C cat
Catalytic carbon on spent catalyst
wt. %
Cff
Conversion on fresh feed
vol. fract.
C rc
Carbon on regenerated catalyst
wt. %
C res
Residual carbon on spent catalyst
wt. %
C sc
Carbon (total) on spent catalyst
wt. %
Ctf
Conversion on total feed
vol. fract.
D
Density of cycle oil
lb. /gal.
Dff
Density of fresh feed
lb. /gal.
Dg
Density of gasoline
lb. /gal.
Drf
Density of recycle feed
lb. /gal.
e.1
i-th relaxation parameter introduced in Eq. 2
12
co
-229-
-230-
NOMENCLATURE (Contd.)
f
i-th function of x and u introduced
.
1
F gf
tf
H
in Eq. 2. 6
Gasoline yield factor introduced in Eq.F. 12
Coke formation factor of total feed introduced (M lb. carbon/hr)
in Eq. A.35
(M bbl/day)
i-th function of x introduced in Eq. G.3
gi
Hamiltonian function defined by Eq. 2.9
Reactor catalyst holdup
ton
H rg
Regenerator catalyst holdup
ton
I
Gasoline recracking intensity defined by
J
Objective functional defined by Eq. 2.5
H
ra
Eq. F.7
K cc
k
cc
K cr
Velocity constant for catalytic carbon for-
mation defined by Eq. A. 14
Constant for Kcc
Velocity constant for catalytic cracking de-
fined by Eq. A.17
k cr
Constant for Kcr
K
Integral controller gain
K
UU
Oxygen diffusion coefficient
M lb. oxygen/
ton cat .,
psia, hr.
K or
Oxygen reaction coefficient
M lb. oxygen/
ton coke,
psia, hr.
Kp
Proportional controller gain
L
Integrand of J
M
1, 000
-231NOMENCLATURE (Contd.)
0
fg
Oxygen in flue gas
Pi
i-th costate variable introduced in Eq. 2.9
P co
Price of cycle oil
PI
Penalty function defined by Eq. 3.20
P2
Penalty function defined by Eq. 3.21
mol .%
$/bbl.
Price of fresh feed
$/bbl.
PPg
Price of gasoline
$/bbl.
P gr
Gross profit
M$
P gs
Price of gas
$/lb.
P ra
Reactor pressure
ps ia
P rg
Regenerator pre s sure
psia
Ps
Steady state profit rate expressed by Eq. I. 1
R
Gas law constant
Rr
Recycle ratio
Ral
Air rate
M lb./hr.
Rcb
Coke burning rate
M lb./hr.
R cc
Catalytic carbon forming rate defined by
Eq. A.13.
R cf
Coke (total) forming rate
M lb./hr.
Rff
Fresh feed rate
M bbl./day
R oc
Gas oil cracking rate
M lb./hr.
R rc
Regenerated catalyst rate
ton/min.
R rf
Recycle feed rate
M bbl./day
ff
-232-
NOMENCLATURE (Contd.)
Spent catalyst rate
ton/min.
R
Total feed rate
M bbl./day
S
Specific heat of air
Btu./lb.,
Specific heat of catalyst
Btu./lb., oF
Specific heat of feed
Btu./lb., oF
Air inlet temperature
Flue gas temperature
oF
Fresh feed preheater temperature
oF
R
S
c
C
T
ST
T
T
T
T
T
i
Ep
ra ra Reactor temperature
rf
Recycle feed temperature
oF
oF
oF
T rg
Regenerator temperature
oF
t
Time
hr
U.1
i -th control variable
i-th optimal control variable
U.1
U.
i-th optimal control variable in st eady state
1
W /H/W
Weight hourly space velocity intro duced in
Eq.
A. 11
X.
i-th state variable
x.1
i-th optimal state variable
X.
i-th optimal state variable in stea dy state
1
1Yi
Yi
Y
Y
i-th function of state variables def ined by
Eq. H.2
ck Coke yield on fresh feed
Cycle oil yield on fresh feed
wt. fract.
vol. fract.
F
-233-
NOMENCLATURE (Contd.)
gi
Gasoline yield on fresh feed
vol. fract.
gs
Gas yield on fresh feed
wt. fract.
Activation energy (intrinsic) of catalytic
carbon formation
Btu. /lb.
mole
AE cc
Activation energy (apparent) of catalytic
carbon formation
mole
AE'cr
Activation energy (intrinsic) of
catalytic cracking
Btu. /lb.
mole
AE
Activation energy (apparent) of
catalytic cracking
Btu. /lb.
mole
Y
AE'
cc
!
cr
Btu. /lb.
AE or
Activation energy of oxygen reaction
AH cr
Heat of cracking
Btu. /lb.
AHfv
Heat of feed vaporization
Btu. /lb.
AHrg
Heat of regeneration
Btu. /lb.
0
Residence time of catalyst
0
C
c
0
Residence time of gas oil
Btu. /lb.
mole
APPENDIX L
LITERATURE CITATIONS
1. Abbott, M. D., Archibald, R. C., Dorn, R. W., "How Hydrogen Improves Cat Cracker Feed," Oil Gas J., 56, p. 144, May
19, 1958.
2. Aliev, V. S., Al'tman, N. B., Kasinova, N. P., "Some Relationships in the Burning of Coke, Deposited on Finely Divided
Silica-Alumina Catalyst, in a Stationary Fluidized Bed,"
Neftyanoe Khoz., No. 10, pp. 27-31, 1956.
Azerbaidzhan,
3. Andrews, J. M., "Cracking Characteristics of Catalytic Cracking Units," Ind. Eng. Chem., 51, 4, p. 507, April, 1959
4. Andrews, J. A., Barr, W. E., Wills, J. B., "How Phillips
Collects
Complete FCC-Unit
Data," Oil Gas J., 60, pp. 93-95,
July 23, 1962.
5. Appleby,W. G., Gibson, . W., Good, G. M., "Coke Formation in Catalytic Cracking, 11Ind. Eng. Chem. PD & D, 1,
2, p. 162, April,
1962.
6. Athans, M., Falb, P. L., Optimal Control-An Introductionto
McGraw-Hill,
theTheoryand its Applications,
1966.
7. Bailey, W. A., Morse, N. L., "Cat Cracking's Luster Undimmed," Oil Gas J., 64, pp. 110-114, March 14, 1966.
8. Bell, H. S., American Petroleum Refining,D. van Nostrand
Co., 1959.
of the Oxidation of Graphite,"
9. Binford,J. S., "Kinetics
vances in Chemistry Series, ACS, No. 20, 1958.
10.
Blanding,
Petroleum,"
F. H.,
Ad-
"ReactionRates in CatalyticCracking of
Ind. Eng. Chem.,
45, p. 1186, June,
11. Bondi, A., Miller, R. S., Schlaffer,
1953.
W. G., "Rapid Deacti-
vation of Fresh Cracking Catalyst," Ind. Eng. Chem., PD &D,
1, 3, pp. 196-203,
July,
1962.
12. Chien, G. K. L., Computer Control in Process Industries,
Chap. 20 in "Leondes," C.T. (ed) Computer Control Systems
Technology, McGraw-Hill,
1961.
- 235-
-236-
LITERATURE CITATIONS (Contd.)
13. Crawford, P. B., Cunningham, W. A., "Carbon Formation in
Cat. Cracking,
Petroleum Refiner, p. 169, Jan., 1956.
14. Daniels, L. S., "Fluid-Catalyst Technique, I Petroleum Refiner,
25, 9, pp. 435-442,
1946.
15. Dart, J. C., Oblad, A. G., "Heat of Cracking and Regeneration
in Catalytic Cracking, " Chem. Eng. Prog., 45, 2, p. 110,
Feb., 1949.
16. Dart, J. C., Savage, P. T., Kirkbride, C. G., "Regeneration
Characteristics of Clay Cracking Catalyst, Chem. Eng. Prog.,
45, 2, pp. 102-110, Feb.,
1949.
17. Demmel, E. J., Perrela, A. V., Stover, W. A., Shambaugh,
J. P., "Cat-Cracking Catalysts Show Savings," Oil Gas J., 64,
pp. 178-180,
18.
Demmel,
May 16, 1966.
E. J.,
Perrella,
A. V., Stover,
J. P.,"Save with New Cracking Catalysts,"
pp. 145-148,
May, 1966.
19. Emmett, P. H., (ed), Catalysis,
W. A., Shambaugh,
HP/PR, 45, 5,
Vol. 6, Reinhold Pub.,
1958.
20. Enos, J. L., Petroleum Progress and Profits-a History of
Process Innovation, M.I.T. Press, 1962.
21. Farrar,
G. L., "Computer Control Comes of Age," Oil Gas J.,
61, pp. 77-100,
22. Farrar,
Gas J.,
23. Farrar,
October 28, 1963.
G. L., "Computer Control in the Oil Industry,"
Oil
62, pp. 89-114, October 26, 1964.
G. L., "Computer Control in the Oil Industry, " Oil Gas
J, 63, p. 92, Oct. 25,
24. Frank-Kamenetskii,
1965.
D. A., Diffusion and Heat Exchange in
Chemical Kinetics, Princeton Univ. Press, 1955.
25.
Gandsey, L. J., "Two-Way Communication Between Operators
and Computers," Chem. Eng. Prog., 61, 10, p 93, October,
1965.
26. Gilliland, E. R., Mason, E. A., Oliver, R. C., "Gas Flow
Patterns in Beds of Fluidized Solids, " Ind. Eng. Chem., 45,
pp. 1177-1185, June, 1953.
-2 37-
LITERATURE CITATIONS (Contd.)
27.
Gould, L. A., Chemical Process Control, to be published, 1967.
28.
Greensfelder, et al., "Catalytic Cracking of Pure Hydrocarbons,"
Ind.
29.
Eng.
Handlos,
31.
32.
37, pp. 514, 983,
A. E.,
Kunstman,
Mixing Characteristics
Chem.,
30.
Chem.,
1038, 1168, 1945.
R. W., Schissler,
D. O.,
of a Fluid Bed Regenerator,"
49, 1, pp. 25-30, Jan.,
1957.
Hansford, R. C., "AMechanism of Catalytic Cracking,"
Eng. Chem., 39, pp. 849-852, 1947.
Heldman, et al.,
"Gas
Ind. Eng.
Ind.
"Two-Stage Fluid Cat. Cracking," Oil Gas J.,
p. 230, May 21, 1956.
Hicks, R. C., Worrell, G. R., Durney, R. J., "Analog-Digital
Cat-Cracking-Model Development," Oil Gas J., pp. 97-105,
Jan. 24, 1966.
33.
Horn, F., Troltenier, U., "Uber den optimalen Temperaturverlauf im Reaktionsrohr," Chem. Ing. Tech., 32, pp. 382-393,
1960.
34. 'rHumble
Bolsters
Confidence in Future of Catalytic Cracking,"
Oil Gas J., p. 54, Aug. 23,
35.
1965.
Johnson, M. F. L., Mayland, H. C., "Carbon Burning Rates of
Cracking Catalyst in the Fluidized State," Ind. Eng. Chem.,
pp. 127-132, Jan., 1955.
36.
Kalman, R. E., "Contributions
to the Theory of Optimal Control,"
Bol.
37.
47,
Soc. Mat.
Mex.,
5, pp. 102-109, 1960.
Kane, E. D., Lewis, C. D., Schuyten,H., Beck, R. D.,
"Computer Control of an FCC Unit," Natl. Petrol.
Refiners'
Assoc. Computer Conf., Tech Paper 62-38, 1962.
38.
39.
Kipiniak,
W., Dynamic Optimizationand Control-A Variational
Approach, M.I.T.
Press and Wiley, 1961.
Kurihara, H., "Optimal Control of Stirred-Tank Chemical Reactors," Report ESL-R-267, Electronic Systems Laboratory,
M.I.T.,
May, 1966.
-238-
LITERATURE CITATIONS (Contd.)
40.
Lavrouskii,
generation
K. P., Rozental, A. L.,
of Powdered
pp. 140-148, 1955.
The Kinetics of the Re-
" Izv. Akad. (Tekh.) No. 6,
Catalysts,
McGraw-Hill,
1959.
41.
Leva, Fluidization,
42.
Luyben, W. L., Lamb, D. E., "Feedforward Control of a Fluid-
ized Catalytic Reactor Regenerator System, " Chem. Eng. Prog
Symp.
43.
Series,
59, 46,
44.
45.
47.
Refiner,
p. 87, Oct.,
1946.
May, "Fluidized-Bed Reactor Studies," Chem. Eng. Prog.,
pp. 49-56, Dec., 1959.
Mills,
"Aging of Cracking Catalyst-Loss
Eng. Chem.,
46.
Automatic Control of a Fluid Catalytic Crack-
MacDonald, M.,
ing Unit, " Pet.
1963.
42, pp. 182-187,
of Selectivity,"
p. 68, Jan.
Ind.
1950.
Moorman, J. W., "What is the Effect of Feed Preheat,
Oil Gas J.,
55,
10, 1955.
Part 5,"
Trans. A.I. Ch.E,
Murphree, et al., "Improved Fluid Process,"
41, p. 19, 1945.
48.
Murphree, E. V., Brown, C. L., Fischer,
Cracking of Petroleum),"
49.
50.
52.
Gohr,
Ind. Eng. Chem., 35, pp. 768-773, 1943.
Nelson, W. L., Petroleum Refinery Engineering, McGraw-Hill,
1958.
Nelson, W. L., "Circulation Control in Fluid Process,"
J.,
51.
H.G.M.,
E. J., Sweeney, W. J., "Fluid Catalyst Process (Catalytic
p. 120, Apr.
Oil Gas
14, 1949.
"NPRA Panel Discusses Cat-Cracking Techniques," Oil Gas J.,
pp. 108-113,
Aug.
1, 1966.
Oden, E. C., Granberry,
T. S.,
"Propane
Deasphalted
Gas Oil
as Catalytic Cracking Feed Stock," Ind. Eng. Chem., 44, p. 896,
1 952.
53.
Olsen, C. R., Sterba, M. J.,
"Effect of Reactor Temperature
on
Product Distribution and Product Quality in Fluid Cat. Cracking,
Chem. Eng. Prog.,
pp. 692-700, Nov., 1949.
-239-
LITERATURE CITATIONS (Contd.)
54.
Panchenkov, G. M., Golovanov, N. V., Kinetics of Regene-
ration of Alumina-Silicate Catalysts-Reaction Mechanism of
Catalysts,
Oxidation of Coke on Alumina-Silicate
(Tekh.) No. 3, pp. 384-394, 1952.
55.
56.
" Izv. Akad.
"Panel Fields Searching Questions on Cat-Cracking Technology,"
Oil Gas J.,
63, p. 95, Aug. 2, 1965.
Pansing, W. F., "Regeneration of Fluidized Cracking Catalysts,"
A.I.Ch.E.J.,
2, 1, pp. 71-74, March, 1956.
57.
Pohlenz, J. B., "How Operational Variables Affect Fluid
58.
Pontryagin, L. S., Boltyanskii, V., Garnkredize, R.,
Catalytic
Cracking,"
Oil Gas J.,
p. 124, April 1, 1963.
Theory of Optimal Processes,
Mischenko, E., The Mathematical
Interscience Publishers, Inc., 1962.
59.
60.
61.
Pugh, A. L., DYNAMO Users Manual, M.I.T.
Cambridge, Mass., 1961.
Press,
Rosenbrock, H. H., Storey, C., Computational Techniques for
Chemical Engineers, Pergamon Press, 1966.
Satterfield,
C. N., Sherwood, T. K., The Role of Diffusion in
Catalysis, Addison-Wesley, 1963.
62.
Savas, E. S., Computer Control of Industrial Processes, McGraw-
63.
Schrage, R. W., "Optimizing a Catalytic Cracking Operation by
Hill,
1965.
the Method of Steepest Ascents, " Presented at the Pittsburgh
Meeting of A.I.Ch.E.,
64.
1963.
Shankland, R. V., Schmitkons, G. E., "Determination of
Activity and Selectivity of Cracking Catalyst," Proc. Am. Petrol.
Inst.,
66.
9-12, 1956.
Schulman, B. L., "Building a Mathematical Model for Catalyst
Regeneration in Fixed Beds, 11Ind. Eng. Chem, 55, 12, pp. 44-
49, Dec.,
65.
Sept.,
27, Part III, p. 57, 1947.
Singer, E., Todd, D. B., Gunn, V. P., "Catalyst Mixing
Patterns in Commercial Catalytic Cracking Units," Ind. Eng.
Chem.,
49, 1, pp. 11-19, Jan.,
1957.
-240-
LITERATURE CITATIONS (Contd.)
67.
Sittig, M.,
Catalytic Cracking Techniques in Review," Pet. Re-
finer, pp. 263-316, Sept., 1952.
68.
Sittig, M., "Fluidized Solids,
69.
Smith, W. M., "Advances in Fluid Catalytic Cracking," to be
presented at the 7th World Petroleum Congress, Mexico City,
April, 1967.
70.
Stormont, D. H., "What's Ahead for Cat Cracking," Oil Gas J.,
May, 1953.
62, p. 78, Aug.,
71.
Chem. Eng., pp. 219-231,
17, 1964.
Stormont, D. H., "Data Logging Computers Help Study of Fluid
Cat Cracker
Operation,"
Oil Gas J.,
61, pp. 142-144,
Nov. 18,
1 963.
72.
Stormont, D. H., "Fluid Cracker Revamp Ups Gasoline Output,"
Oil Gas J.,
73.
62, p. 87, Feb. 24, 1964.
Todd, D. B., Wilson, W. B., "Stack Loss of Catalyst from
Commercial Catalytic Cracking Units," Ind. Eng. Chem., 49,
1, pp. 20-24, Jan, 1957.
74.
Voorhies, A. Jr.,
75.
Weekman, V. W., Harter,
Ind. Eng. Chem.,
sented at A.I.Ch.E.
77.
78.
M. D., Marr,
G. R., "Hybrid Com-
puter Simulation of a Moving-Bed Catalyst Regenerator, " PreMay 18, 1966.
76.
"Carbon Formation in Catalytic Cracking,
37, p. 318, 1945.
59th National Meeting, Columbus, Ohio,
Weisz, P. B., "Intra-particle Diffusion in Catalytic Systems,
Chem. Eng. Prog.
Zabrouskii,
Symp. Series,
55, 25, p. 29, 1959.
Hydrodynamics and Heat Transfer in Fludized
Bed, M.I.T. Press, 1966.
Zenz, F. A., Othmer, D. F.,
Systems,
Reinheld,
New York,
Fluidization and Fluid Particle
196 0.
APPE NDIX L
BIOGRAPHICAL NOTE
Hirofumi Kurihara was born July 14, 1940, in Hiroshima Pref.,
Japan. He entered Tokyo University in April, 1959, and graduated
with a Kogakushi in Applied Physics in March, 1963. From April,
1963, he was working with Toa Nenryo Kogyo, Japan, until he took
an educational relief in July, 1964. In September, 1964, he entered
the Massachusetts Institute of Technology, here he received his
Master of Science degrees in Chemical Engineering and Electrical
Engineering in June, 1966.
He performed research on distillation column control systems
during the summer of 1965 at the Esso Research and Engineering
Company, in Florham Park, New Jersey, and on fluid catalytic
cracking processes during the summer of 1966, in Baytown, Texas.
-233 -