1O
advertisement

L''IJ=
I!~ci
·
, "
~
.-
-1
'I
1
1
LIQUID LEVEL GRADIENTS
IoN
BUBBLE CAP TRAYS
by
James Henry Klein
S.B., Massachusetts Institute
of Technology
M.S., Massachusetts Institute
of
(1945)
Technology
(194 3)
Submitted in Partial Fulfillment of the
Requirements for the Degree of
DOCTOR OF SCIENCE
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
1950
I
Signature of Author ....
J#
.
.
. '
-
.......
A>
.......
0
.
......
*....
S..
*.....
.......
Studies
Graduate
Signature of Professor in
..........................
Chargeof Research.
Signature of Chairman,
Department Committee on
..
.....
Chemical Engineering Department
Massachusetts Inst. of Technology
Cambridge 39, Massachusetts
May 1, 1950
Prof. Joseph S. Newell
Secretary of the Faculty
Massachusetts Institute of Technology
Cambridge 39, Massachusetts
Dear Sir:
In accordance with the regulations cf the Faculty,
this thesis entitled, "Liquid Level Gradients on Bubble
Cap Trays," is hereby submitted in partial fulfillment
of the requirements for the degree of Doctor of Science
in Chemical Engineering.
Respectfully submitted,
[lein
ACKNOWaDGMENT
The author wishes to express his appreciation to
Professor E. R. Gilliland for his helpful advice and
suggestions in supervising this work and to G. H. Kesler
and W. P. Bloecher, Jr. for their willing and intelligent
cooperation in carrying out parts of the research program.
Mr. H. H. Carter and the Chemical Engineering Shop under
the direction of Mr. H. C. Chasen have been very helpful.
The bubble and tunnel
caps used in this investigation
were kindly donated by the EB. B. Badger Co., Stone and
Webster Engineering Co., and the Shell Oil Co.
TABLE OF CONTENTS
I.
II,
III.
Summary
1
Introduction
6
A.
Field
6
B.
Terminology
C.
Hydraulic Gradient and Its Effect
on Plate Operation
12
D.
Previous Work
16
of Thesis
Procedure and Apparatus
6
31
A.
Experimental Program
31
B.
Apparatus
35
1.
General Set-up
36
2.
Plate I
38
3.
Plate
II
4. Plate III
C.
38
39
5.
Hydrostatic Pressure Probe
39
6,
Wall Drag Apparatus
41
Experimental Procedure
41
1.
Typical Run
42
2.
Potential Energy Traverses
45
3.
Foam Height Measurements
47
4.
End Effect Study
48
5.
Wall Drag Measurements
49
6.
Mixing Runs
50
Table of Contents (Cont'd)
D.
IV.
Methods of Correlation
1.
Hydrostatic Head Gradient
52
2.
Potential Energy Gradient
52
3.
Wall Drag Correlation
53
4.
Degree of Mixing
53
5.
Hydraulic
Gradient
Results and Discussion
A.
52
53
54
Hydrostatic Head Profiles
54
1.
Effect of Air Rate
54
2.
Effect
3.
Effect of Weir Height
58
4.
Effect of Blanking Cap Rows
59
5.
Effect of Blanking Cap Slots
60
6.
Foaming Runs
60
of Water Rate
56
B.
Potential Energy Profiles
61
C.
Wall Drag Measurements
62
D.
Hydraulic Gradient Picture
64
1.
Hydrostatic Head Profiles
64
2.
Potential Energy Profiles
73
3.
Flow Mechanism Across Bubbling
Zone Boundary
77
4.
Fow Mechanism Within the
Bubbling
Zone
80
E.
Hydraulic Gradient Correlation
83
F.
Mixing Runs
92
G.
Engineering Significance of Results
94
T-
Table of Contents
1.
(Cont t d)
Tray Design
2. Hydraulic Gradient Prediction
V.
VI.
VII.
94
97
Conclusions
103
Recommendations
106
Appendices
A.
Apparatus Details
A-1
B.
Data and Results
A-6
C.
Sample Calculations
A-25
D.
Nomenclature
A-31
E,
Literature Citations
A--34
F.
Biographical Note
A-36
INDEX OF FIGURES
Following
Page
Figure
1
Effect of Hydraulic Gradient
upon Plate Operation
13
2
Flow Diagram of Gradient Apparatus
36
3
Plate Layouts showing location of
gradient and potential energy
testpoints
36
4
Gradient Apparatus
36
5.
Gradient Apparatus
36
6
Gradient Apparatus
36
7.
Gradient Apparatus - Motor and
Blower
36
8
Plate I
38
9
Plate I - Top view
38
10
Plate II
38
11
Plate II - Top view
38
12
Plate III - Front view
39
13
Plate III-
Top view
39
14
Diagram of Hydrostatic Pressure
Probe
39
16
Hydrostatic Pressure Probe Apparatus
39
16
Hydrostatic Head Profiles - Effect
of Increasing Air Rate; No Water
Flow
54
Hydrostatic Head Profiles - Effect
of Increasing Air Rate; Water
Rate = 15 gpm/ft.
54
17
Front view
Front view
Index of Figures (Cont'd)
Following
Page
Figure
18
19
Hydrostatic Head Profiles - Effect of
Increasing Air Rate; Water Rate =
50 gpm/ft.
Hydrostatic Head Profiles - Effect of
Increasing Air Rate; Water Rate =
93 gpm/ft.
20
21
Hydrostatic Head Profiles - Effect of
Increasing Water Rate; No air flow
23
24
54
56
Hydrostatic Head Profiles - Effect of
Increasing Water Rate; Air Rate =
590 cfm
22
54
Hydrostatic Head Profiles -Effect of
Increasing Water Rate; Air Rate =
1400 cfm
Hydrostatic Head Profiles - Effect of
Weir Height
56
56
58
Hydrostatic Head Profiles - Effect of
Blanking Downstream Cap Rows
59
Hydrostatic Head Profiles - Effect of
Blanking Upstream Cap Rows
59
Hydrostatic Head Profiles - Effect of
Blanking Both Upstream and Downstream Cap Rows
59
Hydrostatic Head Profiles - Effect of
Blanking Cap Slots
60
28
Potential Energy Determination
61
29
Potential Energy Profiles - Water
Rate
15 gpm/ft.
61
Potential Energy Profiles - Water
Rate = 25 gpm/ft.
61
Potential Energy Profiles - Water
Rate = 50 gpm/ft.
61
25
26
27
30
31
T
Index of Figures (Cont'di)
Following Page
Figure
Schematic Diagram of Bubble Cap
Plate - Stable Operation
67
Plate I - Incomplete Aeration showing
Clear Liquid Layer underlaying Foam
67
34
Sketch of Bubbling Z one Boundary
77
35
Plate I
36
Plate III - Effect of End Circulation
37-
Factor Correlation- measured
Friction,
32
33
Lm and
38
39
40
Effect of End Circulation
Hydrostatic Head in Downstream Clear
Liquid vs. Foam Height in Bubbling
Section
Friction Factor Correlation - ft
Plate I
ftT
42
43
87
vs Re l
88
vs Re'
Plate I
41
79
86
- Plate I
Friction Factor Correlation
79
89
Friction Factor Correlation - f'T vs Re'
Plate III
91
Friction Factor Correlation - f'T vs Rel
(data of others)
92
Fluid Mixing - Plate III
92
INDEX OF TABLES
Table
Page
Wall Drag Plate Dimensions
49
Wall Drag Data
63
III
Wall Drag Friction Comparison
82
A-I
Dimension of Plate I
A-1
A-II
Dimension of Plate II
A-III
Dimension of Plate III
A-3
A-IV
General Features of Test Plate
Section (Kemp and Pyle)
A-4
I
II
Bubble Cap Assembly Details
(Kemp and Pyle)
A-VI
Summari zed Gradient Data - Plate I
(Unstable Runs)
A-6
A-VII
Summarized-Gradient Data - Plate I
A-8
A-VIII
Summarized Gradient Data - Plate I
No Air Flow
A-12
A-IX
L
Summarized Gradient Data - Plate I
7 row runs
Summarized Gradient Data - Plate II
A-15
A-XI
Summarized Gradient Data - PlateIII
A-16
A-XiI
Summarized Gradient Data - Plate I
Air Foaming Water
A-18
A-XIV
Summarized Gradient Data (emp & Pyle)
A-20
A-XIV
Summarized Gradient Data (Kemp & Pyle)
Air-Perchloroe hylene
A-24
I.
The satisfactory
SUMMARY
operation of a bubble cap tower
depends not only upon its ability to function as a promoter of mass-transfer but also its ability to serve as
a fluid flow device, providing an adequate passage for
the flow of liquid across the plates and down the column
and for the flow of vapor up the column.
The modern trend
towards large diameter columns and high throughputs from
a given size column has emphasized the need for a thorough
understanding of the hydraulic behavior of fluids flowing
across bubble-cap plates, as well as a practical method
of predicting this behavior which can be used as a
basis for column design.
At the present time, no clear
picture of the mechanism causing hydraulic gradient,
lowered hydrostatic head within the bubbling section, and
other associated phenomena has been presented, and no
satisfactory method of predicting the hydraulic gradient
across a plate has been proposed.
The purpose of this
thesis is to develop a clearer picture of the mechanism
causing hydraulic gradient and, on the basis of this picture,
to develop a more practical method of predicting hydraulic
gradient.
Data were taken for the air-water system upon three
different plate layouts and for a wide range of operating
conditions:
liquid rates up to 95 gpm/ft., vapor superficial
2
velocities up to 9 ft./sec., seals up to 5 inches and
skirt clearances up to 4 inches were used.
Present day
commercial practice is to design towers with liquid
rates below 45 g/ft.,
with superficial vapor velocities
of under 6 ft./sec. and with seals of 2 inches or less.
Some data were also taken to determine the effect of
liquid density, liquid viscosity and foaming agents upon
the hydraulic gradient.
These data indicate that the hydraulic gradient is
caused primarily by the frictional drag of the aerated
fluid upon the tray floor and walls.
This frictional
wall drag, due to the two-phase nature of the flow within
the bubbling section, is many times greater than for
clear liquid flow.
Any contribution to the gradient by
vapor and liquid kinetic energy effects and irreversibilities
due to orifice or weir type~ action of the caps seems to be
very small.
The plate configuration and cap design can affect
the hydraulic gradient in two ways.
The direct contribution
of the caps as resistances to flow is usually very minor.
But, since the frictional drag is much higher for aerated
than non-aerated flow, the effect of the plate layout upon
the degree of aeration of the flowing liquid is quite important.
A plate layout which produces a uniform foam
within the bubbling section (a very desirable situation from
T....f~~~~~~~~~~~~~
3.
the point of view of vapor-liquid contact) will have a
much higher hydraulic gradient than one which produces
within the capped section local areas of bubbling along
with regions of relatively unaerated flow.
Within the bubbling section, the hydrostatic head
is much lower than in the adjacent clear liquid sections.
At the downstream end of a fully-aerated plate, this presents
the apparent anomaly of liquid flowing against a pressure
gradient.
An analysis of the flow, however, indicates
that while the hydrostatic head is discontinuous at
the ends of the bubbling section, the potential energy
loss with distance along the tray is continuous and linear.
Some of the liquid within the bubbling section is raised
to a higher elevation than the top of the adjacent clear
liquid section and this liquid flows downhill to the
unaerated zone which has a higher hydrostatic head.
This
introduces a circulatory type of flow at the bubbling
zone boundary with the flow being from the clear to the
aerated section at the tray level and from the aerated
section to the clear liquid in the upper part of the foam.
It was found that the fractional volume of the foam
taken up by the liquid was, above a relatively low air
rate, constant and independent of increasing air rate.
fractional volume was called
f
= 1/3.
This
; for the air-water system,
4-
Within the range of the experimental work of this
thesis and the meagre data available in the literature,
the hydraulic gradient for each weir height was correlated very well by the use of Fanning-type friction
expression:
f Vf2N
2 gc
rh .
where f' was correlated against Re':
Re': rnVf/'f
vhf
The factor, T, was used to draw the data for different
weir heights together into a single curve.
T ((8)_2/3
h2 -hs
The plot
of f'T
vsa. Re' is shown in Figure 40.
On the basis of this correlation, a relatively
simple design procedure for the prediction of hydraulic
gradient has been developed which depends only upon the
exit weir height and the liquid rate.
Some data were taken upon the liquid mixing characteristics of a plate with high cap skirt clearance (4").
The hydraulic gradient, because of the large layer of
clear liquid flowing under the caps, was very low.
the mixing, as is shown in Figure 43,
However,
was not particularly
good, although the liquid, due to the circulatory flow
F
5.
at the ends of the bubbling section, was always completely
mixed by the time it left the capped portion of the tray.
This investigation confirmed the results of others
in the field as to the effect upon the hydraulic gradient
of various variables.
1)
The hydraulic gradient increases with increased
water rate.
2)
The hydraulic gradient increases slightly with
increased air rate up to the point of complete
aeration.
3)
The hydraulic gradient decreases with increased
skirt clearance.
4)
The hydraulic gradient decreases with increased
seal and increased weir height.
II.
A.
INTRODUCTION
Field of Thesis
Distillation and absorbtion are two of
unit operations in the chemical industry.
the
major
While sieve
plates and packed towers are used to a certain extent,
the great majority of distillation and absorbtion operations
make use of bubble cap columns.
The design of such columns
and their subsequent construction and operation are thus
a very important problem for the chemical engineer and
as thorough a knowledge as possibleof the fundamentals
of and the various factors affecting bubble cap tower
design and operation is very desirable.
A bubble cap column
about mass transfer.
is basically a device for bringing
The fundamental theory for this
process has been the subject of much investigation and
is well covered in the periodical
literature
)(6)(8)(9)
(20)(23)(24)(5) andin various chemical engineering texts
(7)(26)(8)(29).
However,in addition to its function as
a mass transfer promoter and equally important in the attainment of satisfactory operation, a bubble cap column must
also serve as a fluid flow device, providing an adequate
passage for the flow of liquid across the plates and
down the column and for the flow of vapor up the column.
Thus,thechemical
engineer must consider not only the
properties of the vapor and liquid as they relate to the
actual distillation or absorbtion process; he must also
take into account the fluid flow properties of the vapor
and liquid and the manner in which these affect his plate
and column design.
It has been only recently that hydraulic gradient has
been considered an important phenomenon affecting bubble
cap plate operation.
While its existence was first noted
in the literature in 1929 (9), it wasn't until about 1940
that it began to be recognized as a serious problem.
The
trend towards larger diameter columns together with the
demand for higher throughputs from a given size column,
has emphasized the need for adequate knowledge on the
liquid handling capacity of tower plates.
At the present time, the phenomenon of hydraulic gradient
is only very incompletely understood.
The existence of
such a gradient as a source of the energy required to
overcomethe various resistances to the fluid flow across
the plate is well accepted. But the nature of these resistances and their relative importance, and the effect of
the bubbling vapor upon the liquid flov is still the subject
of much conjecture. And since no clear picture of the
mechanism causing hydraulic gradient has been developed,
no really satisfactory correlation or method of prediction
for such a gradient has as yet been proposed.
All of the
8.
/
methods which have been suggested for the prediction of
hydraulic gradient have been applicable only within narrow
limits; they all require at least one constant experimentally
determined for the same liquid-vapor system upon an installation similar to that being considered.
This thesis has two main objectives:
ist.
To develop a clearer picture of the mechanism
causing hydraulic gradient and the variables
affecting it.
2nd.
on the basis of this picture, to develop a more
practical method of predicting hydraulic gradient.
'While it
was not possible to investigate thoroughly
all of the variables involved, this programwas much
broader than any previously undertaken in this field, and
it is felt that the data obtained, together with that
available from the literature, are amply sufficient to
justify the conclusions reached.
B. Terminology
At present, there is no standardized terminology used
in describing hydraulic gradient and associated column
phenomena.
Certain terms seem well accepted while others
have widely divergent meanings depending upon the individual
investigator.
9.
To avoid confusion as much as possible, the terminology
as used in this thesis follows:
HdTraulic Grad en.
he difference in head
between two points on the plate surface expressed in
inches of clear plate liquid.
Unless specifically
stated otherwise, hydraulic gradient will be considered
as the loss in head measured between the upstream and
downstream clear-liquid, calming sections.
Plate Pressure Drop (TPt).
The pressure drop of the
vapor passing through the tray as measured from the vapor
space below the tray to the vapor space above the tray.
Seal (s).
The hydrostatic head existing at the top
of a given slot, expressed in inches of clear plate
liquid.
The seal may be either positive or negative.
A
positive seal is the equivalent depth of clear liquid
submerging the slot.
A negative seal is the distance
by which the clear liquid fails to completely submerge
the slot.
Cap Pressure Drop (IPA).
The static pressure drop of
vapor flowing from the vapor space beneath the plate, through
the cap and the slot, to a point level with the top of the
slot.
10.
Liquid Head (h).
The pressure exerted against the
top surface of the plate at a given point on the plate
due to the clear liquid and the bubbling zone above the
point, expressed in inches of clear plate liquid.
Foam iHeight (mt).,
The height above the tray floor of
the upper surface of the bubbling zone, expressed in inches.
Density Factor (i).
The fractional volume of the
foam taken up by the liquid;i,
is also equal to the ratio
of the effective aerated density to the clear liquid
density.
instability.
A plate is considered as unstable when
one or more of the upstream caps have ceased to bubble.
Superficial Velocity. (vs).
The air velocity based
upon the gross area of the bubbling section, expressed in
ft./sec.
For a stable tray, the gross area is the area
of that portion of the tray containing the caps but for
an unstable tray, the gross area is only the area actually
bubbling.
Effective FoamHeight (Le). The height above the tray
floor in the foam above which the foam contains no appreciable quantity of liquid.
For non-foaming systems,
this is the same as the Foam Height, Im.
For foaming
systems, however, the effective foam height may be considerably. lower than the actual top surface of the foam.
Complete Aeration.
A tray is said to be completely
aerated when the foam extends down to the tray floor
and there is no clear liquid layer flowing across the
bubbling section.
For the water-air system, a completely
aerated tray has an ~ equal to one-third.
aerated foam is one in which the i
A completely
, measured from the
bottom of the foam layer, is equal to one-third.
Foam Density
foam.
,Pf). The average density within the
It is given by the expression:
/f-
/v
OLB
(l-J)
where "1" and "v" refer to the liquid and vapor phases,
respectively.
compared to/
For the air-water system,,
1;
is negligible
therefore
Pof _ a
A more complete description of/
appears in the discussion
of results.
Foam Viscosity oi4f).
this work,,Uf
where "1"
The viscosity of the foam.
For
is defined as
and "vI"refer to the liquid and vapor phases,
respectively.
compared to/l;
For the air-water system,/Uv
therefore,
is negligible
12.
This definition of/Af has no theoretical significance;
it is used as a matter of convenience because of its
simplicity.
A more complete description of/Af appears
in the discussion of results.
Foam Velocity (Vf).
The velocity of the foam across
the plate within the bubbling section based upon the
gross area within
the bubbling section and upon the
average foam densityff.
Potential Energy Gradient.
The total potential
energy of all the liquid above a point on the tray
with the tray floor as a datum is given by the summation
of the potential energies of all the differential volumes
of liquid above that point.
The change in this total
potential energy as we move across the tray is the
potential energy gradient.
C. Hydraulic Gradient and Its Effect on Plate Operation
Liquid in flowing across a bubble cap tray must
overcome various resistances to flow resulting from the
frictional effect of the walls, tray floor and bubble
caps, from the accelerations and decelerations of the
fluid due to varying cross-sections,
interchanges
with the bubbling vapor.
and from momentum
These resistances
are balanced by an equivalent loss in the hydrostatic
Is
13.
head of the fluid; this head loss is called "hydraulic
gradient." (h) (seeFig. 1). In general, hydraulic
gradient, per se, is no great disadvantage. It is the
effect of the hydraulic gradient upon the pressure drop
of the vapor through the tray and the vapor flow distri-
bution across the tray thatcauses
difficulty.
The vapor pressure drop through a tray may be
divided into two parts:
the frictional pressure drop
through the bubble cap assembly, (Pc),
and the pressure
drop due to the hydrostatic head above the cap slots, (s).
(This hydrostatic head is commonly called the "seal.")
Sincethereis normally no significant
lateral
pressure
gradient in the vapor spaces above or below a tray, the
total vapor pressure drop through the tray, (
must be the same at all points.
P
P2-P1)
Due to hydraulic gradient,
the seal varies across the tray, decreasing in the direction
of liquid flow.
Since the constant total pressure drop is
the sum of the seal and the cap pressure drops (
L Pc must increase as s decreases.
+
Pt =-Pc
),
For any cap,OPc depends
only upon the vapor flow rate, an increase in4Pc corresponding
to an increase in vapor flow through the cap.
Hydraulic gradient, therefore, results in a variation
in the local vapor rate, with the maximum vapor rates and
the maximum vapor velocities occurring at the downstream
FIGURE I
EFFEC T OF H YDRA UL IC GRAD/EN T
UPON PLA TE OPERA TI ON
VAPOR FL4OW
L IQUID
FLOW
P.
2
L/QUI/D
HYDRAULIC
FLOW
GRAD/ENwT
/
I
4j/~ //4~
'-FOAM
,,
,
'.
N.X<
o.
L~,
I
\
.
.',!q
DUMPING
LIQUID
FLOW
,,
FOAM,
.
1L4 .
side of the plate where the seal is least.
This maldistri-
bution of vapor flow probably results in decreased time of
contact between vapor and liquid, as well
as increased
entrainment, higher pressure drop across the tray and socalled "vapor cross-flow."
In the great majority of
columns, reverse flow of the liquid is used; the downstream
side of one plate is directly above the upstream side of
the plate below so that the liquid flows across the column
on one plate and then flows back on the plate below.
Thus,
for an unstable plate the vapor must .lso follow a path
back and forth across the column counter-current to the
liquid flow (see Fig. 1).
For large diameter towers and
high gradients, this vapor cross-flow can cause a large
increase in pressure drop and also aggravate the condition
of hydraulic gradient which causes the vapor cross-flow
in the first place.
When the cap pressure drop has decreased below the
minimum value for flow, the cap will cease to bubble, (because of surface tension, a certain minimum cap pressure
drop is required to maintain flow).
Wnen the seal exceeds
the sum of the total pressure drop through the plate and
the riser overlap, --
the vertical distance between the
top of the vapor riser and the top of bubble cap slot, -liquid will run down through the riser "dumping" from one
,1~~~~~~~~~~~~~~~~~~~~15.
tray to the tray below and bypassing the vapor flow through
the tray under consideration.
Since the great majority
of columns operate with crossflow of liquid, the bypassed
liquid dumps from the upstream side of one tray to the
downstream side of the next, effectively short-circuiting
two trays.
Another operating difficulty resulting from hydraulic
gradient is priming.
In the downspout feedingeach
plate,
a column of liquid is maintained above the upstream liquid
level which balances the total pressure drop between the
vapor spaces of the plate and the plate above.
A large
hydraulic gradient results in a high liquid depth at the
upstream side of the plate where the downspout feeds the
tray.
A large gradient also results in a high pressure
drop between the vapor spaces of two adjacent trays and
a resulting high liquid column in the downspout between
the two plates.
Under such conditions of high gradient,
the upstream plate level, plus the height of the liquid
column within the downspout equivalent to the pressure
drop between the plates, may be greater than the height
of the downspout.
The liquid will then back up the downspout
to the plate above (this is called "priming"), and the
tower becomes inoperable until the liquid rate is reduced
to a point where the resultant lowered gradient and reduced
16.
pressure drop through the tray allow more normal tray
operation.
In extreme cases of priming, the tower can
"puke" liquid out of the vapor overhead line into the
overhead condensers.
A large hydraulic gradient, therefore, may limit
the tower capacity mechanically.
Even if the tower
operation is not seriously restricted by the increase
in pressure drop of the vapor through the column, the
tower capacity may be limited by priming.
However, the
effect of hydraulic gradient upon the overall plate efficiency may be even more serious; decreased vapor-liquid
contact time, increased entrainment, vapor cross-flow,
dumping --
all reduce the efficiency of plate and tower
operation and limit the tower capacity through the
inability to maintain the desired quality specifications
for the output streams.
D.
Previous Work
The existence of a hydraulic gradient across a bubble
cap plate has been generally accepted only within the
last twenty years.
And, it has been recognized as a
serious problem in tower design and operation only within
the past decade.
Even today, little quantitative data
are available in the rather meagre literature on the subject.
The first mention of hydraulic gradient in the
literature was made by Chillas and Weir (),
in 1929.
In discussing column design, they stated that hydraulic
gradient may make an otherwise desirable tray design,
unsatisfactory.
They also pointed out that bubbling
on a tray starts locally and that, in large diameter
columns especially, relatively high vapor rates are
required before the bubbling becomes reasonably uniform
across the tray.
In 1939, Carey (6)
presented a more detailed dis-
cussion of hydraulic gradient but confined himself to
qualitative conclusions.
He pointed out that the number
and spacing of the caps on a tray must be a compromise
between large slot and riser area and considerations
of liquid flow across the plate.
"The simplest type of liquid flow with respect to
mechanical flow is simple cross-flow.
Conditions which
limit this type of design are hydraulic gradients from
inlet to outlet weir, or exit weir lengths obtainable from
the weir located at one side of the column.
Hydraulic
gradients which may cause uneven vapor distribution between caps may be allowed for by varying the cap heights
across the tray or by cascade design, interspersing distributing weirs at several positions in the liquid flow."
The first quantitative data on hydraulic gradient
18.
i;
reported in the literature were presented by Good,
Hutchinson and Rousseau (15), in 1942.
They investigated
an air-water system on a rectangular plate section, 5 feet
long by 2 feet wide, with 12 rows of 3-inch diameter
.
bubble caps spaced on 4
inch equilateral triangular
.
centers.
Local hydrostatic heads within the bubbling zone
i
were not measured; the hydraulic gradient was determined
..
by gage
::
glasses tapped into the upstream and downstream
clear liquid sections.
They operated with liquidflow
rates up to 3400 gal/(hr.)(ft.
of plate width) -- 56.7gpm/ft.
-and with superficial vapor velocities up to 5.8 feet/second.
r
'
l
They variedthe number of rows of caps normal to flow,
they varied the seal by varying the weir height and they
also varied the cap skirt clearance from 3/8" to 2".
ts
''
These limits represent the range commonly encountered in
industrial practice.
These authors approached the problem of hydraulic gra-
dient from the point of view of a stable plate and from
their data reachedthe following
conclusions:
(1) The hydraulic gradient increases rapidly with
increasing liquid rate.
(2)
The hydraulic gradient, increases slightly with
increasing vapor rate.
(3) The hydraulic gradient decreases with increased seal.
(4)
The hydraulic gradient decreases with increased
cap skirt clearance.
(5)
The hydraulic gradient is proportional to the number
of rows of caps normal to the flow.
-i______
L1 _ -__)_L___._
They ooserved tne existence
_
J-__LI
or inactivecaps and
recognized that at any given liquid rate there was a limiting
vapor rate below
which the upstream caps became inactive
and the tray unstable.
They proposed as a criterion for
this instability that a cap would become inoperative
when the hydraulic gradient measured between that cap
and the downstream end of the bubbling section became
equal to the pressure drop for the plate operated at
zero seal and the same average vapor rate.
The pressure
drop for the plate operated at zero seal and at various
air rates was determined experimentally.
However, their
II
experimental data did not support this concept very well;
ii
i
the points were badly scattered and were not particularly
well correlated by the proposed relation.
Gonzales and Roberts(), in 1943, also studied
gradient behavior of an air-water system.
the
Their apparatus
consisted of 18 complete bubble caps and 6 half-caps, 4"
in diameter and 6" in height; having a skirt clearance of
3/8".
These caps were mounted on a tray
' long
wide, divided down the center by a partition.
by 26"
The inlet
and outlet weirs were located at the same end of the tray
but on opposite sides of the partition, thus effectively
doubling the length of the tray.
They obtained data for
water rates up to 100 gal/min.ft. and for air rates up to
1150 cfrm (2 ft/sec. superficial velocity).
They attempted
to determine local hydrostatic heads within the bubbling
zone but obtained a wide variation in their measurements.
,;.
20.
By applying an equation for the pressure drop of
air flowing at right angles to a bank of tubes, they
derived a correlation predicting the head at any point
on the tray:
h
2.8
A-Bn
where "h" is the hydrostatic head at any cap row "n."
"A" and "B" are experimentally determined constants
and are functions of the air and water flow rates and
of the plate configuration.
The large scatter of the
experimental data and the evident discontinuities due
to the reverse flow set-up, made any very good degree
of correlation impossible.
Gonzales and Roberts also attempted to predict the
head loss per row by the standard Fanning equation using
a Reynolds number based on the minimum cross-section
correlate
the friction factor.
to
Here, again, the spread
of the data rendered any analysis of the correctness of
the correlation impossible.
Recognizing that the total
pressure drop through the plate must be essentially the
same at all points, they were able to obtain a good correlation between the pressure drop through the plate,
the air flow and the liquid seal.
Bijawat (1), in 1945, attempted to correlate the
data of Good, Hutchison and Rousseau with that of Gonzales
21.
and Roberts.
He considered the flow of the liquid past
the bubble caps as fluid flow through a series of orifices.
On this basis, he derived theoretically an equation of
the form
h3
A-Bn
which fitted their data equally as well.
also
correlate rairlysaolsracborlly
Ine
This expression
ata oi uooQ,
Hutchinson and Rousseau.
In a paper presented in 1945,
Harrington)Bragg and Rhys
(16) gave a qualitative description of the problems encountered in the war-time operation of several large-dimaeter
columns.
The effect of counter-current vapor cross-flow
(due to unequal vapor distribution resulting from hydraulic
gradient) in increasing gradient and pressure drop and in
causing surging of the liquid was clearly described.
The authors described several relatively minor changes
which were made in plate layout which alleviated the
gradient problem and appreciably increased tower capacity.
These changes included the blanking or removal of caps
in certain tray areas, particularly downstream; the use
of riser chokes to increase cap pressure drop and the
raising of the raiser height for the caps on the inlet
side of tray.
These last two, both reduce the effect of
22.
a given gradient upon the plate stability, and the vapor
flow distribution.
By such
means, the capacity of a
1216" diameter atmospheric crude pipe still was increased
from less than 30,000 bbl/day to 50,000 bbl/day and the
I
limiting vapor load on an n-butane iso-butane fractionator
was increased from 20,000 to 45,000 bbl/day.
I
In 1946, Gardner (12) presented the first and, up to
the present, the only published data taken upon an actual
industrial installation.
He investigated two large com-
mercial columns at the Kodak Park Plant of the Eastman
Kodak Co.
I
.t
The first was a 54-inch diameter column of 30
plates fitted with 3-inch diameter bubble caps and operated
at atmospheric pressure on a system containing mainly
acetone with some benzol and methanol.
The second was
a 60-inch diameter, 36-plate column, each plate being
fitted with nine tunnel caps placed across the path
I.
I
II
of liquid flow.
This column distilled water and operated
at atmospheric pressure.
Data were also obtained for a
I
single plate identical to those of the 60-inch column.
i
This plate was operated with air-water systems both at
0 F and with an air-foaming water
room temperature and at 150
system produced by the addition of a surface-active
agent
which loweredthe surfacetensionof the water to about
30 dynes/sq.cm.
up to
These studies were made with water rates
7 gpn/ft. of width and for superficial vapor velocities
23.
1
up to 3 feet/second.
Whereas, Good, Hutchinson and
Rousseau based their approach and their correlation upon
the average vapor rate, Gardner obtained data upon the
local vapor flow conditions and made these local rates
the basis of his correlation.
However, he also showed
that the data of Good, Hutchinson and Rousseau, which
were obtained upon a rectangular channel, were consistent
with
,,,,,
those obtained
upon the industrial installation
and that the method of Good, et al, for the calculation
of hydraulic gradient was also applicable to the fullscale column.
Gardner confirmed the results of previous investigators; that the gradient increased with increasing liquid
rate and decreased with increased seal or increased
skirt clearance.
He also found that the gradient was
proportional to the length of the bubbling section.
His
data indicate that he measured heads within the bubbling
section that were lower than the clear liquid heads at
either end of the bubbling section.
His correlations,
however, neglect this fact.
Gardner correlated his gradient data with the equation
h
-
c()
a
I.,
where "
h"
is gradient within the aerated section and "-"
1$ is
24.
the liquid. rate in gpm/ft. of width. "C" and "a" are
experimental constants which are functions of the local
vapor rate and of the plate lay-out. On the basis of
local vapor rates, he proposed a set of criteria for
cap activity as a function of the local seal and the
slot height.
Gardner also proposed a method of calculating plate
operation based upon his gradient equation and his criteria
for instability.
This method used experimentally determined
constants and a knowledge of local vapor rates that could
be obtained only from actual tests upon a plate of similar
configuration, using similar air and water rates.
In 1947, Davies (11) developed an equation for hydraulic
gradient based upon the formulae for a submerged orifice
and an ideal rectangular weir. He derived his expression
using a number of simplifying assumptions, the
ost im-
portant being clear liquid flow not covering the caps.
He also assumed that all the head loss was caused by
the caps and risers.
He arrived at a very involved formula
Ln w
mad
s Pa
9xperiment2.4
in which "Cd" is an experimentally-determined constant depending upon the liquid and vapor rates and the tray configuration.
Using this very cumbersome equation, Davies
correlated the Cd for the data of Good, Hutchinson and
Cdll1
25.
I
Rousseau and for some unpublished data of the Standard Oil
He also proposed as a criterion for
Development Co.
stability that the hydraulic gradient be no greater than
the pressure drop through the last row of caps.
I
(13). in 1947. continued the aproach
Ghormlev
~~~~~~~~--
r
rr-
I
L
of
A
ii
I
Gonzales and Roberts using an experimental apparatus built
(This apparatus was used in the present
by Seuren (27).
investigation and is completely described in the Procedure
Data were obtained for water rates
and in the Appendices.)
up to 73 gpm/ft. for superficial air velocities up to
2.9 ft./sec., and for weir heights up to 3 inches.
As a
Ghormley reached the following
result of his investigations
conclus ions:
(1) With no air flow, the gradient across the tray
was very small. It could be correlated by the
standard equations for flow in an open channel.
(2)
When air was bubbled through the tray, the hydrostatic head at the bottom of the aerated section
was appreciably less than that in the adjacent
this change
end. r Moreover.
at either
luid
nlear
vrr----Irl-ll-- ---in hydrostatic pressure at the boundary between the
clear and aerated zones was quite abrupt.
(3) The gradient for aerated flow was markedly higher
than that for non-aerated flow and, therefore,
the resistance of the bubbling vapor must be
considered in correlating hydraulic gradient data.
(4)
The gradient within the bubbling section could
be correlated by an equation of the form:
2
(dR
dN
=
Qw
2gm
A
26.
F
where
i
h
' liquid depth on the plate
N
= number
of rows
of caps normal to flow
t density of liquid
=
zi:d
Qw' water rate in gal./min.
I
I
.,
I
m = hydraulic
M·
radius
K * experimental constant dependent upon the
plate configuration
4
A
Ghorley
= factor to account for effect of vapor flow
arbitrarily assumed that A was a power function de-
pending jpon both the air rate and the plate configuration
and found that using this expression, he could fit his
data quite well.
(Kesler (19) later correlated the same
I
data equally well using a straight line.)
This correlation
I
broke down at edges of the aerated section due to the
abrupt discontinuities in the hydrostatic head.
Ghormley
proposed as a possible explanation for these discontinuities,
the vapor impact forces of the unopposed air streams issuing from the end cap rows.
Kemp and Pyle (18), in 1948, presented the results of
a fairly extensive investigation over a much wider range
of variables than any previously published work.
They
gave data for two types of bubble caps, 3" and 4" in diameter,
each on five different plate layouts.
They varied skirt
27.
clearances from 0" to 2"
and they varied the clear liquid
seal above the top of the downstream cap slots from i"
to 2".
They investigated both stable and unstable plates and gave
data for bubbling sections from 8" to 66" long.
They con-
cluded that none of the existing correlations were satisfactory,
so they presented their data in tabular form. They also
presented a number of liquid handling capacity charts
together with a method of using them to predict the
maximum flow rates that could be obtained from'a given
plate layout.
Their data tables and charts,'however,
could be used only within the range of the variables
they investigated.
In an unpublished paper presented in 1949, Hutchinson,
Buron and Miller (17) considered the properties of aerated
water flowing over horizontal and tilted sieve plates.
The
previously-published literature had presented widely
varying concepts and criteria of liquid depth used in
hydraulic gradient correlations and in some proposed
correlations this variable was not even included.
Hutchinson,
Buron and Miller set out, in this investigation, to obtain
actual data which would indicate the type of liquid depth
to be used.
They presented a theoretical analysis of
aerated flow which indicated that an effective aerated seal
(that is the hydrostatic head of the foam measured in terms
of clear liquid flowing) was the proper depth factor to use
and they correlated their data on this basis.
.
A stainless steel plate having 1/8" perforations on
3/16" equilateral triangular centers was used with the
long dimension parallel to the liquid flow.
The full
plate had a perforated area 23" wide and 47" long, an
upstream calming section which varied from 16" to 30" and
a downstream calming section 20" long.
For most of the
runs, the full perforated width of the plate was used
but for high liquid rates (over 2,000 gph/ft.) the width
of the channel was reduced by half.
The length of
the aerated section was varied, by blanking off the
upstream holes, from 30* to 47"
and three sets of runs
were made with a forward tilt to the sieveplate of
approximately 1%.
Liquid rates up to 4,000
gph/ft.
(67 gpn/ft.) and superficial air velocities up to 9 ft./sec.
Data were also taken on the head loss with
were used.
no air flowing, the perforatitna being sealed with a plastic
covering.
Under these conditions, the head loss was
negligible.
The average liquid seal on the plate was
varied from 3/8"
to over 2" by varying the downstream
weir height and both straight and circular exit weirs were
used.
Hydrostatic heads were measured in the upstream and
downstream calming sections and also in the aerated section.
On the basis of their theoretical derivations and
their data, Hutchinson, Buron and Miller decided that it
was necessary to consider the effects of aeration in
iL
29.
interpreting fluid flow data on sieve (and bubble-cap)
plates.
The concept of density and aeration factors
was used to include the aerated flow effects in the
correlation.
These factors were defined as follows:
Aeration factor,
Density factor,
':
=
-
-
aerated densit'
clear density
where the subscripts "a" and "b" refer to two liquid depths
at the same point on the plate under different flow
conditions
AP=pressure
s
drop through the plate
clear liquid head on the plate
nwsclear liquid density
They found also that:
(1)
The gradient increased with increased liquid rate.
(2) The gradient decreased with increased seal.
(D)
For a sloped plate, the absolute gradient increased
compared to a flat plate operated under the same
conditions but that the gradient relative to the
sloped plate decreased.
(4)
There was a logarithmic variation of gradient
with average seal.
(5)
The gradient decreased with decreased length
of the aerated section.
The present concept of hydraulic gradient as presented
in the literatutre can be summarized as follows:
1.
Hydraulic gradient has been recognized as the
principal causative factor in uneven vapor distribution.
This results in high pressure drops and the inability to
maintain the desired quality in the output streams, both
of which seriously limit tower capacity, especially at
high liquid rates and in large diameter columns.
2.
The most recent investigations point out the
necessity for considering the bubbling vapor in any consideration of gradient.
With all other conditions remain-
ing constant, the gradient is order of magnitude greater
for aerated flow than for non-aerated flow.
3.
Several different correlations and methods of
predicting hydraulic gradient have been proposed.
They
all picture hydraulic gradient as due primarily to acceleration and deceleration losses caused by fluid flow
through varying cross-sections.
essentially submerged
The correlations are all
eir or orifice formulae; and they
all require at least one constant, tat
is unique to
the liquid-vapor system and the plate configuration
being considered and which must be experimentally
determined.
31.
III.
PROCEDUiRE
I
A. Experimiental Program
At the time this thesis was initiated, there was, in
the literature, no clear cncept
draulic gradient.
of the mechanism of hy-
Many associated phenomena, notably the
apparent anomaly of lowered hydrostatic pressure within
the bubbling zone were without explanation.
It was felt
that before any attempt should be made at correlating
hydraulic gradient data, a satisfactory picture of hydraulic gradient would have to be developed.
The initial
approach, therefore, was to investigate the action of the
liquid as it passed between the clear zone and the bubbling
section and to ascertain the behavior of the bubbling
liquid as it travelled across the plate.
Since the discontinuities at the ends of the bubbling
section were found to be relatively large, and since the
measured hydrostatic gradient within the bubbling section
was found to be quite small compared to the overall gradient,
it seemed reasonable to assume that these end effects and
the major part of the gradient were due to the same causes.
The unopposed jetting action of the gas streams issuing
from the end rows of bubble caps was first investigated.
Cap slots and entire cap rows were blanked off to determine
I
1r
i
the effect of changing the location and magnitude of these
vapor impact forces upon the end effects.
It was found
that blocking the unopposed slots at the upstream and
I
downstream ends of the bubbling section did not appreciably
I
alter their magnitude and that these end effects could be
made to occur at any cap row on the tray by blanking off
I
the preceding or following cap rows.
I
Moreover, calculations
of the kinetic energy of the issuing gas streams gave
energies far too small to account for the abrupt changes
in hydrostatic head.
After discarding this explanation, the kinetic energy
change of the liquid was investigated.
While the velocity
of the clear liquid through the bubbling section was apI
preciably higher than in the clear sections at either end,
calculations again showed that the energy available could
not begin to explain the gradient or the head changes
at the ends of the bubbling section.
Several investigators had reported that the gradient
was proportional to the length of the bubbling section
(1),
(),
(15).
112),
Data taken upon a shortened plate,
confirmed this proportionaltty of gradient with length.
This
indicated that the end effects of the bubbling zone could
not be used to explain the gradient and that the irreversibilities causing the gradient were proportional to the
length of the bubbling section.
33.
Now a mechanical energy balance taken across the
boundary between the clear and bubbling zones indicates
that if the kinetic energy change is very small and if
the irreversibility term is very small (due to the small
distance), then the potential energy change must also
be quite small and the potential energy must be approximately
the same in both the bubbling liquid and the adjacent
clear liquid.
Z
-
gc
2gc
-
or
F
(1)
neg.
P~b+Eb
Therefore,
2-
16.2gc
neg.
ctfc1'fF ;AFe #- -FrS
(la)
PE is very small and
F
PEj-o
El
(lb)
The potential energy in the bubbling zone was determined
by measuring the static pressure as a function of height
above the tray floor and graphically integrating the resulting
curves.
It was found that the predicted constancy of
potential energy across the bubbling zone boundary actually
did exist, and that, furthermore, there was an essentially
constant potential energy gradient across the bubbling zone.
Hutchinson, Buron and Miller (7)
later confirmed this
concept in their unpublished work on sieve plates.
34.
The data which had been taken up to this time also
indicated tat
the gradient for aerated flow was order
of magnitude higher than for non-aerated flow under otherwise identical conditions.
A program of measuring the
wall drag for both aerated and non-aerated flow was set
up and while the experimental error in these measurements
was quite large, aroundkO4%, they indicated an increase
in the frictional wall drag for aerated over non-aerated
flow of about ten-fold.
The literature on the two-phase
flow of liquids and gases in pipes confirms the existence
of these greatly-increased frictional effects.
The picture of hydraulic gradient which evolved from
this part of the investigation seemed to indicate a
Fanning friction-factor type of expression as the method
of correlation and the final results were quite satisfactory.
i
All of the data obtained up to this point had been
taken upon two similar tray layouts of 4" diameter bubble
caps with no skirt clearance but with one tray layout 0.7
the length
j
of the other. To further verify
the method
of gradient correlation, data were then obtained for two
I
other types of bubble caps and tray layouts, one consisting
54
of eight rectangular tunnel caps placed parallel to the
I
I
water flow, and the second of 3-3/4"
diameter bubble caps
of a different design with 4" skirt clearance.
This later
_L
35.
r
configuration produced, as expected, very small gradients
in most cases the gradient couldn't be detected --
and an
investigation was then made into the mixing characteristics
of the liquid on this tray.
Most of the data were obtained with an air-water system.
However, data were also obtained for an air-foaming water
system to determine the effect of surface tension and upon
air-corn syrup system to determine the effect of viscosity.
n+.n
^IFF
-hA-n4n=AJ
n
P
14nii4
nn+
s-.=c
nllF^ Q; fr"/f.
f.
I
width and superficial air velocities up to 9 ft./sec.
i
ii
Exit
weir heights of up to 5" were used for the zero skirt clearance
i
runs and up to 10" for the 4" skirt clearance runs.
resulting minimum seals ranged from 0" to 5".
The
Present day
commercial practice is to design towers with liquid rates
below 45 gpm/ft., with superficial vapor velocities of
under 6 ft./sec. and with seals of 2" or less.
B
. pparatus
The work of Gardner (12) and to some extent that of
Good, Hutchinson and Rousseau (15) indicated that data obtained
upon rectangular plate sections were applicable to circular
plates.
In large diameter columnsespecially, the generally-
accepted practice of using chord weirs has made the channel
for fluid flow approximately rectangular.
i
It was felt,
therefore,that rectangular plate sections would give satisfactory data for use in actual column design.
36.
1.
General&Set-up
The apparatus used in obtaining the gradient data
was constructed
15.
by Seuren (2)
and is shown in Figures 2 to
It consisted of a horizontal channel, having overall
dimensions of 10 ft. long by 1.18 ft. wide, the floor of
which was a waterproofed plywood sheet containing the
I
plate layout under investigation.
This tray floor was
removable so that various types of caps and tray layouts
could be tested.
Air and water were used almost exclusively
for test purposes, air being blown up through the cap
section and water flowing across the plate.
The top of
the channel was open so that the plate section operated
under essentially atmospheric pressure.
The front wall
of the apparatus was glass-windowed for a distance of 7k',
so that the action of the caps and the bubbling vapor could
be observed.
Air was supplied through an 8" duct to an air-tight
plenum chamber beneath the tray section which distributed
the air to the caps.
For the first part of the investiga-
tion, a 3HP, low-pressure blower with a maximum capacity
of 1100 cfmagainst atmospheric pressure was used to provide
the air.
a butterfly
With this blower, the air rate was controlled by
valve on theblower inlet.
The maximumair
capacity was later increased to 2,000 cfm against atmospheric
..
Q4
LO
0
Zrz
Kt
c
(c
K
K
(D
N~ 10
:Z:
()
Q.
K
0%
Q
LaJ
LO
I,)
c~
kT
Zz:,-J
kz
K
0--
Q
-
-
0
|
(n
C
Q K
o;
Lki
(f)
QQ
OP
cz~
0::j
iLJ
u
to
Qz
P >O
QUCd)
( JK
kc-
Lij
o0
(3
!. Z7l7
L
- C) -0:
Z)0
k
I
-'4
r-
in
.
K
~_(I) Z~
to) \
K
vD
-
Cd)
0
II
Q-. t
QL,k
a >,
S
x
O 43
L4yJ
<
s: %
O
qcz
k
KRK
Q
0Q
I1 (I
I
Q
I
%O
Q3Scl7 Q:
)l
P
o
C' 4
0oJCV)
qQ6:o
QL
0 Q0
0 @
Z K
Q
o
)
N
m
w
'7
0%
-1;
(L
00
0%
Lk
- (Z)
LL
Q
-
C)
0I
(o
_
-©0 '
to;
O.
.r3
I
,
,~
re..1
O4
G
..
0;
C-i
31
4-5
5:
Y
~j
bi -
9·
'S
St 5
'
5b
1ii.S
^89
I<D
3-
'p
i -P
fs ~i
H Cs
k.
4
is 51
Iq s
CIG
:r
0
i
rrs p
rz -_4a
ffaw
; 2sO
s~2·
tT.S
Xs
Q ".0E
i·-.
r4.
/
I
.
':
F
re
o
~ ,,,,0
s
4
I_
M
.,
'I
iC)
-t
t
:,=f-
, "'-4 )
1.
IJr
-f-A
r!)
I
C>'C' r
I
<v< H
Lta
,r
I
C
;.
i-·?I ·t
e 4 C
··ls
· ; k"
.1-4
#
I
ra
U kZ
i
Q
r,~
©
r4 0
d33
:j
(,
OFi
·
C,~Sjf
a
'
s._
iiWI
0
41'
4'Sa
a
.rq
Idd i
C."7,
r
d3
4.'7Y
1
I
C-~N,
.- ,
L
b5
37.
-1·
pressure by the use of a 15iHP,Sturtevant blower.
For this
latter installation, a slide damper in the blower discharge
was used to regulate the air flow.
The air rate was
measured by a square-edged orifice, and straightening
vanes were placed upstream of the orifice to insure a
satisfactory velocity profile.
was made to check the orifice
A velocity profile traverse
calibration
(13),(27).
Water was pumped from three 42-gal. drums, providing
surge capacity, by two 2HF, Gould, centrifugal pumps in
parallel having a maximum capacity of 140 gpm.
The water
rate was controlled by a globe valve in the 2" water line
and was metered by a square-edged orifice.
This orifice
was calibrated by direct measurement (2), (1),
(19), (27).
A 14" inlet weir was used to distribute the water flow
evenly across the plate section and to reduce eddying
in the inlet calming section.
The water, after passing
through the inlet calming section, flowed over the capped
section of the platethrough
an outlet calming section
and discharged over an adjustable outlet weir back to the
surge drums.
The surge drums were manifolded so that
the liquid discharging from the plate section could be
either recycled or purged to the sewer.
Pressure taps for measuring hydrostatic heads at the
tray floor were located at various points within the bubbling section and in the upstream and downstream calming
38.
sections (see Figure 3).
These pressure taps were connected
to open-end manometers which were zeroed to read liquid level
directly.
2.
Plate
I
Most of the gradient data were obtained on a tray
of 4" diameter, Badger Co., bubble caps. 20 full-and 10 halfcaps were arranged in 10 rows on 6" triangular centers with
no skirt clearance (see Figs. 3, 8 and 9).
The 10 half-
caps were sealed against the glass walls with rubber gaskets
and the riser area of these half-caps was reduced so as to
keep the ratio of riser area to cap slot area the same as
for a full cap.
One tap for measuring hydrostatic head
was provided in each calming section and at each row
of bubble caps across the tray.
To test the proportionality
of gradient with length of the bubbling section, a number
of runs were made upon this
same tray
layout
shortened
by removing the three downstream cap rows and blanking
the holes in the tray floor.
The outlet
weir
height
for
both the full-length and the shortened tray was varied from
0" to 5".
3.
late II
16 - 3 3/4" Stone and Webster bubble caps located
on 7 3/4"triangular
centers were used on this plate
I
I
1.
4,
i
II
i
CV
4,
t
i:
S.+
O4z
II
I
i
i
0
5i
HO
0
ro
1
P~
I
I
i
I
Ikl
<5.
r>
£izure
9 -
rsi
s
-;a
;a
H; H
.
r-'
"; 4D
t
ss+>g
gs
3
p2
s'
,47
3,
i
.'s
C-
"T,
'
'
8
UI
·
'.+4.n
(s4
14tq
sxe
r>A
4.D
-P
r'4
f-o
I t,
i
'
'H
'H.'
@
s 0i
3 (, t
F'T
ee II
.ew
-I
11lO
r
(Figs. 3, 10, 11).
Eight
rows of two caps each were used,
the number of caps and the cap layout being chosen so that
the total slot area and the superficial air velocities were
comparable with those of Plate I.
These caps were placed
upon 7" high risers so that the skirt clearance was 4".
The outlet weir height was varied from 5" to 8".
static pressure taps were providedone
Ten hydro-
at each cap row
and one in each calming section.
4.
Plate III
This plate contained eight, Fluor Co., tunnel caps,
8.0" long by 3.75" wide.
(Figs. 3, 12, 13).
The caps
were mounted flush on the plate and because of the cap
design had 1/4" skirt clearance.
The caps were located
in two staggered lines of four caps each with 8" between
the ends of the caps in each line.
The distance from
the apparatus wall to the center-line of the nearest cap
line was equal to the distance between the cap line centerlines.
The number and location of the caps was chosen so
that the total slot area and the superficial vapor velocities
would be comparable with Plate I.
5.
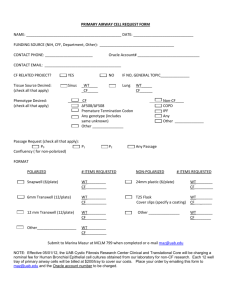
Hydrostatic Pressure Probe
In order to measure the hydrostatic head at any
point within the aerated fluid, the air pressure probe shown
in Figs. 14 and 15 was constructed.
L
It operated, basically,
z
i
4-)4 4
,..
r:X
4I
01
.
r
TO
S)C
ip
.4i
,4i
49
, C,
11I
ta3
*
4
rodbl
CQ
'r-4
t
n{
A
-jj.
ni
An.
34
fey
r
Oh~
I
-,i!Ure
L.-
1
_ rle
e III
M
FIGURE /4
DIA GRA M OF H YDROS TA TIC
PRESSURE PROBE
FROM A /R
'JAR
SCALE
TH
WA TER
SLED
UPS TREAM PRESSURE
REG UL A TOR
WA TER FILL ED
MANOMETER
PROBE T/P
FRONT
TIP DETAIL
S WINGING
A RM
ENVD
SIDE
FLOW
rs-
BUBBLE SLOTS
I
I
1--:I
I
·?-i
{
I
I U
.-I
I;
Ix ,
_1q OS
!!Q L cr- i rA
-eiar~hE
m
~
al
g
fib'asd_2
2
4.
' ,
0o.
by measuring the air pressure required to just start the
submerged probe tip bubbling.
of
l"
The probe, itself, was made
copper tubing with a flattened, double-ended tip on
the lower end.
The flattened tip allowed head measurements
to be made close to the tray floor and the double-ended
construction, because of the more frequent bubbling, decreased manometer fluctuations.
One arm of a tee at
the upper end of the probe was connected to an open-end,
water-filled manometer and the other arm to a constant-rate,
air supply.
The manometer lead was throttled to reduce
the fluctuations due to vapor bubble impingement on the
probe tip.
Initially, the air rate was controlled by the
positive displacement of air.
This was done by dripping
water into a sealed flask, the air being discharged through
the probe.
For most of the runs, however, the regular
Institute air supply was used.
I
The air rate was controlled
I
by first throttling the air with a globe valve and then
I
I
passing it through a regulator consisting of a tee, one
arm of which discharged beneath a fixed depth of water.
The other two arms connected the probe to the air line.
The pressure drop from the regulator to the probe assembly
was made large compared to that through the submerged discharge
tube so that any increase in the air pressure in the main
would increase the purge rate with relatively little effect
on the flow rate to the probe.
L
It was found. that witnin
41.
the range encountered, variations in the air rate to the
probe (as determined by the rate of bubbling in the regulator)
had no measurable effect on the probe manometer reading.
A pointer mounted on the probe indicated, on a scale mounted
on the probe assembly, the tip height above the tray floor.
6.
Wal. Drag Apparatus
The wall drag was measured by obtaining the angular
deflection of a rectangular plate suspended on edge within
the liquid so that flow was parallel to the long dimension.
Tie plate was suspended at the front end by two threads,
one leading to the top of each side of the channel to reduce
the twisting of the plate.
The rear end was hung from a single
This rear thread
vertical thread running across a quadrant.
served as the indicator on the quadrant scale.
C mple0
-4. - A.2--
- &---
u.mLuw.LULLc.l
'I .I·2-A-- A 'I -
- -P --- -
UIVre.Ll.A V.
UbL4
- ---
-- 4- -
JJsprCLI6UiW
-n· -
Viey
details and plate layouts will be found in the Appendix.
C.
Experimental Procedure
Since the operation of the bubble cap apparatus was
I
basically the same for all the gradient runs, a typical
run will be described and the individual runs described only
as they differ from this typical run.
42.
1.
pical u
1.
The surge tanks are
filled about three-quarters
full with water.
2.
The air blower is started with the damper at
least half open.
water
If the blower is not started before the
pump, water will dump down the bubble cap risers
and flood the air chamber.
The drain valve from the air
chamber should be kept open except during the actual run
to allow any leakage from the tray to drain out.
3.
The globe valve in the water line is cracked,
the air bleed valve on one of tne pump casings is opened
and the pumpis started.
After the pumpgets suction,
the bleed valve is closed.
One pumpwas used for water
rates up to 25 gpm/ft. and two pumps were used above that
rate.
4.
of Air.
The hydrostatic
head manometer lines are purged
This should always be done if the equipment has been
standing more than eight or ten hours.
aspirator
There is a water
on the back of the manometer board which can be
attached by rubber tubing to the top of the manometer
glasses to evacuate the lines.
During the purging operation,
a 2" discharge weir should be used to maintain the water
level on the tray.
After the purging is completed, the
water should be turned off and the manometer readings-checked.
With the water off, the readings should lie on a horizontal,
straight line.
If any manometer level varies appreciably
from this straight line, that manometer lead probably still
contains air and the purging should be repeated.
5.
The head manometers are now zeroed.
weir should be removed and the plate sponged dry.
The exit
The liquid
heights
in the manometers should again all lie on a straight
horizontal
line which should be made the zero on the manometer
scale.
The first time the apparatus is operated and occasionally
afterwards, it may be found that the manometer zero-level line
has a bow to it.
This is caused by the tray floor not being
level, and can be corrected by means of the level adjusting
screws on the legs of the apparatus.
6. The correct exit weir is installed.
7.
The ambient barometric pressure is recorded.
8.
For stable plate runs, both pumps are started
and the water discharge valve is opened wide.
tions in the manifolding system, it
Due to restric-
s necessary, at water
rates over 50 gpm/ft., to discharge to the sewer part of
the water from the tray overflow drum and to supply fresh
water to the pumpsuction drums at the same rate. Otherwise,
the
L
pumps will pump the suction drums dry while the tray
discharge drum may fill up and overflow.
While the water
rate is somewhat insensitive to the liquid level in the
drums, the fresh water supply and water purge to the sewer,
should be adjusted so as to keep this level relatively
constant, since large level changes will affect the water
rate.
9.
The air rate is reduced by the slide damper
to the point where the tray is Just stable.
Since the
apparatus is operating at its maximum
water rate, the tray
will remainstable for all lower water rates.
10.
About three minutes are required
for the flow
to reach steady state.
11.
Readings are taken of the gradient manometers,
the dp across the air and the water orifices, the air pressure
upstream of the air orifice, and the air and water temperatures.
12.
The water rate is reduced by means of the water
discharge valve, about three minutes are allowed to ensure
steady state, and readings are again taken as in 11.
(Readings
were taken at water rates of 15, 25, 50, 75 and 93 (maximum)
gp/ft.
for each air rate.)
13.
The air rate is then increased and another set
of readings is taken for the various water rates as in 11
and 12.
L
(Three
or
four air rates were used --
minimum for
r
45.
stable plate operation at maximum
water rate, maximum
air
rate,
and one or two values in between.
Data were also
taken at the lower water rates for the minimumair rate
at which the plate remained stable.)
14.
The weir height is changed and a new set
of runs made as in 11 through 13.
2",
(Weir heights of O",
1",
3" and 5" were used for the flush caps and weir heights
6", 7" and 8" were used for the 4" skirt clearance
of 5
caps.)
15.
In shutting down the apparatus, the water pumps
should be shut off, the exit weir removed and the tray allowed to drain before the air is shut off.
The air chamber
drain valve should be opened to allow any water in the air
chamber to drain out.
The water regulating valve should be
left open to allow the water trapped behind the inlet weir
to drain off the plate.
2.
Potential Energy Traverses
The potential energy traverses of the foam cnsisted
essentially of determining the hydrostatic head at any point
in the foam as a function of the height above the tray floor.
Initially, the air rate to the probe was controlled by
positive displacement with water.
The water flowed dropwise
(about one drop/second) from a reservoir into a separatory
funnel.
This air supply was not continuous since the funnel
46.
became filled and had to be emptied.
the regular
nstitute air
For most of the runs,
upply was used, the
controlled by a throttle valve and a regulator.
rate being
The throttle
valve was cracked so that approximately one bubble every
second was produced at thelprobe tip in clear liquid.
It
was found that this bubbling rate was essentially independent
of the liquid head above the probe tip.
The open-end, water-
filled manometer read the hydrostatic head plus the surface
tension effect at the tip.
This surface tension effect was
measured first in clear water.
Since in clear liquid the
hydrostatic head was a known function of the height, the
surface tension correction could be easily determined as
the difference between the tip submergence and the manometer
reading, both expressed in inches.
It was found that this
correction was constant and independent of the head of liquid
above the probe tip.
The clear liquid surface tension cor-
rection for this probe was 0.65 inch.
The surface tension
effect for a highly-aerated foam was then checked by lowering
the probe tip to the tray floor adjacent to a tray floor pressure tap and comparing the probe manometer reading with the
hydrostatic head manometer reading.
Within the experimental
error, the surface tension correction was again determined as
0.65 inches.
All the probe manometer readings were, therefore,
corrected for surface tension by subtracting 0.65 inch.
Potential energy traverses were taken at the locations shown
47.
in Figure 3.
The tray was first allowed to reach steady
state and the data described in Section 11 of the typical
run were taken.
The probe tip was then lowered to the
floor of the bubbling section and hydrostatic head readings
were taken at the floor and at half inch intervals up
through the foam.
About 30 seconds were allowed at each
level to make certain the manometer had reached equilibrium.
Traverses were made across the tray as well as along the
tray, to see if there was any change in the foam density
across the tray.
3.
Foam Height Measurements
For those runs in which potential energy traverses
were made, the foam height was considered as that distance
above the tray at which the probe first registered only the
calibration reading.
Since there were enough entrained
droplets to wet the probe tip and give a calibration reading
several inches above the foam, the height was determined by
raising the probe up through the froth until a reading of
0.65" was obtained.
For those
runs
in which
no potential energy traverse
was made, the foam height was estimated visually.
Estimated
visual foam heights were also obtained forthose runs in which
the height was measured by the probe. The visual foam heights
generally checked the measured heights as determined by the
L
48.
probe within
0.5 inch.
Some data were obtained for
an air-foaming water system.
For this system, an "effective
foam height" was used, since it was found that a considerable
height of froth which contained only a negligible quantity
of water floated on top of the bubbling zone.
The effective
foam height was defined as that height above the tray floor
at which the probe first registered the calibration reading
of 0.65 inch.
4.
End Effect Study
A program of blanking off-cap slots and entire rows
was undertaken to determine the contribution of the vapor
impact
forces
of
the
gas
streams issuing from the cap slots
upon the end effedtsand upon the gradient.
The cap slots
were blanked off with friction tape applied to the outer
periphery of the caps.
When only part of the cap slot area
was blanked off, the riser area was reduced proportionately
so that the ratio of riser area to slot area remained the
same as for an unblanked cap.
This reduction in riser area
was accomplished by fastening split wooden sleeve inserts
around the cap tie-down bolt, reducing the annular area for
air flow.
Gradient data were taken as outlined in the
typical run.
Runs were made with the unopposed upstream
and downstream slots of the end cap rows blanked, with
entire cap rows blanked, and with all of the upstream or
downstream cap slots blanked.
L
Since the effect of vapor
49.
velocities and vapor impact forces was being studied,
the air rate for most of the runs was adjusted to keep
the cap slot velocities constant.
Water rates of from
12 gpm/ft. to 35 gpn/ft. and superficial air velocities
of from 0.5 to 2.0 ft./sec. were used.
5.
Wall Drag Measurements
To check the effect of wall friction, the angular
deflection of a rectangular plate suspended on edge in the
liquid so that the flow was parallel to the long dimension
was measured.
Data for aerated and non-aerated flow, for
various locations and for various water rates were obtained.
Three different plates were used to see if plate size had
any measurable effect.
Table I
WALL DRAG PLATE DIMNSINS
plate
1
2
3
Length
6.18 in.
12.36 in.
12.36 in.
Weight
Width
1.75 in.
1.75 in.
1.75 in.
55.2 gm.
31.8 gm.
104.0 gm.
Area (both sides
0.150 sq,ft.
0.300 sq.ft.
0.300 sq.ft.
Water rates of from 15 to 93 gpm/ft. and superficial air
velocities up to 5 ft./sec. were used.
Runs were also made
with no air flowing so a comparison of the clear liquid and
aerated liquid drags could be made.
Three different plate
locations were used to determine the wall drag variation
within the bubbling zone:
A
50.
1. Betweenthe cap lines at tray level, the bottom
edge of the test plate being just above the tray
floor.
2.
Above the top of the caps and over the middle lime
of caps. The bottom edge of the test plate was
about i" above the tops of the caps.
3. Above the top of the caps as in (2) but between
tkB cap lines as in (1).
A significant variation in wall drag with the position
of the test plate would probably indicate a stratification
of flow on the tray.
6.
Mixing Runs
The liquid mixing characteristics of Plate
I were
investigated first visually by the injection of dye and then
quantitatively by the injection of salt solution and the
measuremnent of salt concentrations.
For the visual measure-
ments, blue dye was injected through a tap in the tray floor
located 12" upstream from the first row of caps.
Liquid
rates::of 15 to 84 gpm/ft. air rates of 80 to 1400
cifm (0.2
to 4 ft./sec. superficial air velocity) and weir heights of
6", 7" and 8" were used.
For the quantitative measurements, a concentrated salt
solution was injected at a uniform rate into the clear
liquid through a 10 mm. glass tube discharging at tray level
at the same point used for the dye.
The brine was fed by
a constant head siphon from a 5 gal. common bottle which had
51.
been calibrated into 3 divisions each representing 1.2
gallons of solution.
The addition rate was measured by
taking the time for a drop in level of three divisions.
Addition times varied from3 to 6 minutes.
Fresh water was
constantly fed to the pumps and the salt water discharging from
the plate was purged to the sewer.
water rates of 25 to 45 gp/ft.,
Data were taken for
air rates up to 1420 cfm.
(superficial air velocity of 4 ft./sec.) and weir heights
up to 8".
Samples of clear liquid were taken both at the surface
and at tray level at points upstream, downstream and beneath
the aerated liquid and at the-exit weir; foam samples were
taken at either end and at the middle of the bubbling section
(Figure 15).
Two sets of data were taken at a time interval
of about two minutes and compared to determine if steady
state had been reached.
Liquid samples beneath the aerated
section were drawn into 100 ml. pipettes connected to
an aspirator.
Foam samples were taken by immersing an up-
right beaker in the foam and allowing a sufficient quantity
of spray to collect.
The foam and liquid samples were analyzed by titration
with 0.1N
silver nitrate solution using dichloroflourescein
as an indicator.
Snce
the chloride concentrations of the
samples (0.01 to 0.30 N) were very
igh compared to the
r
52.
chloride in the tap water (0.0007 N),
no
orrection was made
for the latter.
Two mixing runs were also made on Plate I using the
same experimental procedure.
Water rates of 15 and 75 gpm/ft.,
an air rate of 1,000 cfm (superficial air velocity of 2.7
ft./sec.) and a weir height of 3" were used.
D.
Methods of Correlation
1.
Hydrostatic Head Gradient
The hydrostatic gradient data are presented as plots
of hydrostatic head vs. distance along the tray.
These curves
represent, therefore, the equivalent clear liquid profile
along the tray.
2.
Potential Energy Gradient
The potential energy gradient data are presented
as plots of potential energy vs. distance along the tray.
The potential energy at any cross-section along the tray
was determined by plotting the hydrostatic head vs. the
height above the tray floor.
The area under this curve
divided by the hydrostatic head at the tray floor gave
above
the total potential energy in the aerated liquid
the given point on the tray floor expressed In inches of
clear liquid.
53.
..
Wall Drag correation
The wall drag data were determined as angles of
deflection of the horizontal plate apparatus.
The weight
of the plate and the plate surface area subject to the
wall drag ford* were also known.
From these data, a
simple force balance enables the calculation of the
frictional drag effect of the flowing liquid upon the
plate.
4.
The results are given in tabular form.
Degree of Mixing
The mixing run.data were presented as plots of
percent of unmixedness vs. distance along the tray.
The
percent unmixed was defined by the relation:
ICO(actual concentration -
concentration at perfect mixing),
concentration at perfect mixing
Since both the pure water and brine solution rates are known,
the concentration at perfect mixing is given by the expression:
(brine rate) (brine concentration)
brine rate + water rate
_5. Hydraulic Gradient
The overall hydraulic gradient data were correlated
by a Fanning friction factor type of expression, for which a
modified friction factor was plotted as a function of the
Reyn,,olds
number.
correlation
is
A complete description and analysis of this
given in the Discussion
of Results.
IV.
RESULTS AND DISCUSSION
The main results of this thesis are:
1.
A picture of hydraulic gradient and related
flow
phenomena.
2.
A correlation for the hydraulic gradient data.
3.
A calculation procedure for predicting hydraulic
gradient.
These will be developed and discussed separately.
A.
H ydros atic Hed
Pro iies
In the course of tis
investigation, hydrostatic head
data were taken for over 300 separate runs.
data were reproducible within
5%.
These head
Figures 16 through
27 are typical hydrostatic head profiles.
1.
Effect of Air Rcte
Figures
16, 17, 18 and 19 show the effect
air rate upon the hydrostatic head profile.
profiles for nowater
of the
Fig. 16 shows
flow; i.e. air bubbling up through a
stagnant pool of water.
For these runs, the upstream (Tap #0)
and &xwnstream (Tap #11)
clear liquid heads are fixed by the
weir height and remain constant and equal to the weir height.
As t~he air rate increases, the hydrostatic head in the bubbling
section decreases, the displaced water spilling over the outlet
i:-
-_ _ '_X-2-2-t'
'
'
_-L
--
_l*
'
'
-
__
' '-
__rj
-'t
t
J'
-Lii
''
-.L
r
- -.-.. ..-..-......
"...
r-.
.
.. ".L
_. ~~~~-7
' . .:
......
I
I:
-- '"-
.~.I
.'" "t'',
'.....
r
''-1":-
I:
,¢
'1-
1'--
W*
--
mi
-i
...... ,
-I
- t-..:I;T-('-;;::
t-. --. ----
:,.
-:.4
T
t:
: ,"
:'t'
'
1
r
.
.,-
___
ti 44
>L
''
t~
:;,I','!'
- t.l- 4'
"
'{
,.
r"'C ~ ~
:
4--
,:
L;
.. -.
.. "!..:.
---'.. ...
.
14·
1tt
''4 .' A
-----.
:
/
-T
r
4-i
i,:
'
: . :'h .-:.
'
.': :
17
-|
;i.
-:
-:!:-
.......
........
.4_
'i__
:L
1L.'..
tl-~
~~~~~·..T=
'~~ ..
;"
.. i"-H
,
.
4
I;
++
0
r43
' - s--
tij'j
.1:'l
4
.-;.0 :-~--'
:7:;:
-7'.~"*-iT.
t i'? im'
't- t --I j' ' t -I-4
--6o!,
T,. ......
- ;'sq
.,.;
L -. ~.'[ .44.'-::"!.-
;
'.,
0
h4
i
7
...-
, -r,
-- r-:- .. :.....
... . ;--;. ~-,?h --.-, -.. ,.+.~~--t~ ... '2"- -*...~.'-'~d~-~
;4~[-r...
~ "l'·i 4 -.4.i~:,~F:Cl'"-t!i-;
--:-~d-.ZT
-- -l,!
12-r--H,
*' r.-.?
-t!i~'""!'.~-..
.?:-~?''
i- ,Tr'+;
ffPT
-:r fi-r-*:
~'
.,
. ;
_ i1
- ~ ' '"-" 'rr,,'1
T7 -t'.F '."Tt-!~,
;77r- Tr~~~
'F t''TT,''*f-7TI- ';7''f
9
)4
*~,
' L' I-.L~.---~,~.L;-f.--1;.
4.J-;.-./-~-L~i-.~
', ''4'!'1.'i'~.i,--4-'-4--'-~.-~-;4-~~---L'~.["
,, '"'.';~'
' .... ,.
04
az®9A
X.,>
,eTO
eqouT
G
H4
- PSeOH oTs8o0zpH
H
·~~~~~~~~~~~~~~~~~~~
-t......
:~~~~~~~~~~~~~~~
z__
I~ ~ ~
x_'_
~
;,._-_~z
~:
... ti
i:__4_
_~~~~
!~-7:-
· ~~-~-t~~~~~~
~ ~ ~~
c~~~~~~~l' :
¢...
~
~
~ ~~l
!~~~ ~ ~~~~~~:-.'
I
,·
-; ~
...
... 1
::r-
ii~ i:~i-;,~
L':-".
:C~ .---
it~~~~
:.....
..
:: '
'F
:
i-i~~~~~~~~~~~~~~~~
~ ~ ~
- "I
._.i :"'-...
":!....;i
_~~_"~
-
:
~ ~ ~ -i., 'X'
j:
"
c
]T T<
,: .'-F.
I
..
'¢-:-h-I~~
i
:'S
:' ~
~
.......t;''· .::i.
'7rjii
1 .i.
.. .
,:i:-:i:--_';
-:P.:
t- : '
. : i
Li'.'
:.t
r
'-.
:
r.....
wQ
4,
0
-H
0
04
Id
(d
0
ae'348
,meTo eeqou'
0
0
- pO.
r
oT:Gsoc ap&
O
i :.
.;
MM. --
-:- . ;·-
_ii M -
q
*"T
-·:-....
I- -·-
b-.-H-.
--- '---,~--'
.:..
.T-_F
; I' F
'' ." 1
- i--~:~
'.~
!r-k-t
-'t'.....
.....
I"...
"/'
....
'L~3'.':'i
. .- .~..I,i'.,- ;-' ....r.:.'
['
':".!
- ...-
'~!7
1
t..
:
'R.
I '..~
.. :-:~;_;
;!
i
=·r-
....
.:
f
] " '7
·t-i '·-:I
· :·tf···
:
"'
I
TfTZ-T:
f;.:...
L.. ~-;.{ ~
-- ¥'t
-!.1 ..
i_:_....
1 r --
·
--- ~
.i.+, ;
1
-- fci:
l_:
rn
,t7t
gi-: :-.~.'L
.. ;..; C
-t--·
.--bL-' ;.
· t : --- !·
+---t.::
.....? ..
-·-·:- t·i
· ' 'j
·i7th .
-·
i
'"
-.- i,;i.
c
!···-.
·-I··;
· ·-' I'' t:
f-:
i:
;1-·
--
·-·-·-------
7rj !--
'i
II
--
C.
,
L7
·--
:.,~:
.-_1.
1 . L,
[
.'
Ja~ 'i
}
-
.-,.t ..
.I
.-..
ELii-T
i.
-
I
·:. ;t- i
1
.-
r.
..
11
:-·
i-ttil
'?
. 7: ..
4.`
.,I
777
mtrr
-
.....
i;. ;1-2.
it
-t'·'
L·-
...
-Iq;:-~
-t .....!-:
?- _._'_
- l:
t '. ...-'._.. -.,
.-
tT
--
i--!
.. I
]
: d I'
--A
:i- .a
~· :';.-J]
."
:.:
:-J';::
--
J' l
j
-,...-1' . ... /......._ .H..
J..... . .
....'... . 1' "...:I
O
1L.·7. .E·j
F-
._1
--I A
I Fil
I i),
.i!
__4r
I
;fi HIi-1 - -
~ ic
il:
I ·I l
14-
:LC
tLCi·--- '
-- :-··
L
;;
r.
I
,
'
+ .-
-;
I
-
--
; I
il-iI
t-:+··
·
i
fiii
· L- 11···--
·.~:.--,-i
.
1
.
"
P-4
II' ''
~+
ll to~
I
··:lil] ii: !!i
',
':
co
r
r-I
-' - - ! -4 -:-
I 'L
.::
'
I
l I'
1
c'
....
--
...,
"" .,
,....
IL1
t
;.. i
_II-·
11
I
i
it
F
r
i !-.. i.·....
:,_
1 -:.
O
r4
qqaq~u -
r.)
(1)
ft10
i · ; I-· · ;·
O
J94-ex avola
[
i·-·
· ·· · ii; i i
I·
i....,·
a
: : -·
7 ,
I.
!
i._
I c--I
to -ri
.__
--II ll; I'
'.:..
.·:· i-- -1,
Li
- M.
.M
M
_i ..
-
r.+,
10
-i.---i;T--T::
...
I !i_ ir_
dri
:'t
- 7
ii
·- r-·-·:. -~-~-·'I:: --_- rt--
._K4
.
·I-·,-I··
-r r-t
.... ·- ·
... ,
---1I·-·;·
i ·-; (··
r-- ··r
--1
..
!i--
i 4-
to
-I
I
4~.
-t,!
..~.
:
" "
I'
·--
co
_q,;
': '-· t t·t;
: :·+ · ·I '··
J'...,..
---i: ·- ·
7L.;/
-- '--1-(
-Cc·.-(
*,
I-rr·:
---·:
sL--t·iI-i
'
T?'~'l
I
.'[
.1: I ·
I-i-1- i
_t
-H,-
L
ffffffffffffffffffff
....
L.
·-. . .i
.·----, i
I
I
--
4-te
H.+
-
,i.-1
-r--'·I
t--
-·1-·__..1-;_
-- I-.1
r-·
'
---1
cm I
titri
--
.ri
;I
;! !
' I J'-1' J~'~
;.- J4
i,I -i I : 1
Z4:
1
L_-F! L.:
-,11· .;"
7 -7 ,-VT
.7-t.
tTZi
i'-
_ :T;LI
&-··
'-'...
4 ,. -t.
-t--.
1-1
L;.
+-H--
'-·-_.
.;.;..
$···?
''
'-,~,
~--
. cz
::"-:
- -
S:.. i7,
,-i.,. J
-
;-I-H·
··'·
· :--
-1-
+
-iit-1
'.',It"~ p-!
.I-
·L
'
I.I_
.-L
;"~'',;q r*I:1
..
'
-
14.1. .1;11
this -- Lil
L;i-
: :-_:-_.
12·:-
..... r,.,
'r···t' " ;
.-:'"t-l.... l:-:...
·
t-r-·-+-r·
'iT n::
:'.
i.: :....
:.;:..
i.-.Z
:-~·-4
.-··-c·-·
i.;., -c·
.-..; : L1-·-·
-1
·i-· r~t-- ;
: i I!'
+_i-;.
--'l-i
f t
Vi
i:t·
...._,.!
-- ·-··· rU·· --··
:-· ·
--
I_.L'
---
I-
t
cri
+··
r-I
4.
_7_-
jL
- L-· ·-i+-·
:-,'t-'+-'-:
H-]li-;-
I
_li4...
'' 4
: F-
.. I... :
1-c-·
" ::J-
T"'
L1;
$47
-4-L-
4-4+
-e·-·
· ·- · ·-r-r-·.--rhc+
44'
,.;
-'4
1:7
'~:!t'
I....
t, K
·-
:~
-:.-, -'-T?Fe
4Z
%=Z
_,_1.
",_ . . I
· -t
!..t
I.L:
. "-t-
r1:
I-1-4--
J..
-..
I· · i-i
- .4
w·- i
-i-lit
..;:6
i
q--.- 't
i, -i'j___
' ' ' i,.....
1
--, 1,
· ~.,_. :H
.!* 'l L"
[·1't::!
,
· ·.t;'ir
m:
ti-t
C1-r-·
-.. '-...-"
-i i;i.;
:?;~:-i-
I
I
tm
:'-.. _-
"1.E
4-.2
.:: "t-:
· · · "''-
'-::-.r;,[......,...
':~tJ:-i;.
-i ::--··
c·rii·
4
i1 4-
....,·I· i. · I-·-+ I-- i· !·I-t -;-·--·-
i-:
ec;
·
-·
-Li-!_l·t-I·
-·` rl 1+-·:
.. ,...
I--
'5::,-.7
-
t·
· ' ' ' ' `
r"
r-r--
-·r-··-·
i-·"r
· I.·
L
.·.;-I ·-r.·- i
et- -i--
-·--i
C":
-""
r·
·--
:,....!
-eLLi
L1-. t-· C·
1-·--1-----..·-L1!-·
--· r-;--i-·
· ?··-' f -: '-1-'· -·
L:.....
.,
rit
";
'.-L-...
-+
-: · i-1-·
!-·--·-I'
L
· '
.-;-1. ··;. ;,·
..
L-'-----· I
·-lt
,.
I
-;-:-I-;
!-1--.-!
·-L:·
·-t
''"
I-·c-
(
L t,;
,-·--I
IL-Li
t Ir ;
~'''
r ·r
· · ·-·-
-t-··
-.- :; I· ..
1 ...I- :-.
:-i·
q"'! Y'"
..
1 -:iii::
.,A,.,~.
't
1i ' I '
-
CII
I
'0 L . i....~ct:
tr-H-::' i4
: : Z'[b .
· - -,-.:'_
1
· I
·I·-·
:-+-i
~ ]5
7-":~
;4~-4!6';i'~:;-i
. ir -. .1T!
I'! ' ' :
~
:·
''
'
..
-i~~l--;.----;i L
,-i:.-'1
. [ ......~
.
H
VGH oj:aV480JPSH
0
+
......
'- ';-i
.;
.
,
"
.
'
.""
'.
-. ....
.i ,
ff..i - L
.
::·-·
I..
qt
$-+-;
t -:l . -!.-.-
;;!}."- ;_
--
m
....
!._1:.--
:T
L'~|: ~_.......
~-"- :":'
.. r
.........
X
- ~~~~~~~~~~~~~~.
r r '_1°4~~~~~~~~~~~'[.-~
......
. ......
..q
i--d
.......
__
t__
t"_...,
..i..............
;·f' .:.1
+
|,i,1·
Ei
, ·- h":"':
- ·
-,'
t~~~~~~~~~~~~~~~~~
~"-~ -.~t~~
.___
-I'
-;i'' i r'::-i4
~~:
'-'j.-.-:..'i-t-"::*
--.;....
.....--.. , ~~ ~.. ~ ~ ~,.......
1
!
......
<
":1"
..;;1
_~~i~it'
II
i>
ir-
'
''T'
.....
.. ,
-....
'I .......
_= --- {! -; ; :, - rI.
,r..
..-
-r---
t'-<
;
_.........
w w'
l-j--i't-:..
:_, '.
'm f4
.-
T_-11
H
- -.
. ......
<
-r!
.......
69- Iz11
j[
- 4~mt
. .. m
-S .:-'
.-:.
. .... .. .,
;
·-
__A·
I....
·j·I.~
.
.~tt
.
!.......,,_..
. ;ji'
t!
- -
.. 4-1 i
;
.
-
·
.. , m'
t ; ~
i ~:
!-
- p<
'
b -t
t
_
1--i--
f:
r-'.'Z
~~~~~~~l~~~~~~~~~~~~~~~i~
~X~~t
~Tt~'~~'''fi-:-i~~~~~t
t ~~,~~.t'7.
| | ~;·t~;i-r~~~~~i!!~ :~ ~-- i1~--H1--i -:-I° i ' ' I~~~~~~~~
~ ~~
t·'·i
~~~~~1I.i-I:;
:
-· ··
li '
I
*
I~~~~~~~~~~~~~~~~~~~~~~~L
'--.
-!-I
p
......................... ·...................
,.,............' ,-tI1..........................
S
,......
.. .-.. .
;~
.'
.......
. ... _C
....
1
,!
,,,I-,|.'i
.-
_
;t
,'-:-
,
-:
_··-i
·- · CL-· · I-? ·-
-!-~~~~-
2''
i-tt
I
.·
· '' · ''-L
1
|
' ' !' -. ' ''
·
''
...
t~~~~~~~~~~r~~~r
.. .. .1- '
·
-'··-
· c·I~-.
·t-···
·
;
L~~~~~~~~-,
I, :I
'T
i
L
4
t-·~7.
!-,
.
4_
k1~~~~ ~
rt?
In
~
-Z
-
'
C'
k
.,_;
|i-.L-I
I ' i .| .
i+·-r
~!::t
-·
--
_··1;
..
:
-:
i
1 ti
|t-
|.
-1
1-
f
c~~~~~~~~~~~~~'.
4112
·f-~~~~~~~~~~~~~~~~~~~~~~~~T
:··~~~~~1
i
~7tr
-·
1
'cA
,-
l.:i~t7-
0
.H
0
0
o
4z
%.
CM4
aBaQ!uB
4,.8al[
atOuT - paH
,4
0j48E!S0XpSH
-
55.
weir.
A trickle of water
as kept flowing to ensure that
the clear liquid heads would remain equal to the weir height,
the head loss introduced by this very small flow being
Increasing the air
negligible and incapable of detection.
rate decreases the hydrostatic pressure in the bubbling
section up to the point where the liquid becomes completely
aerated and the foam extends down to the tray floor.
At
this air rate (ca. 1,000 cfm) the density factor, f,
is
approximately one-third.
Above this air rate, the hydrostatic
head profile does not change and i
remains constant.
Figures 17, 18 and 19 show hydrostatic head profiles
at water rates of 15, 50 and 93 gpm/ft.
With no air flowing,
the gradient profile is, within the experimental error, a
straight line of very small slope.
As the air rate increases,
the downstream caps start to bubble, the hydrostatic head
within the bubbling section is reduced to a value below
that in the downstream calming section, the downstream,
clear liquid, hydrostatic head (Tap #11) decreases below
the head for no air flow and the upstream, clear liquid,
hydrostatic head (Tap #0) increases.
This slightly reduced
downstream hydrostatic head seems to be approximately constant and independent of any further increase in air rate.
As the air rate increases, the number of cap rows bubbling
increases and the hydrostatic head within the bubbling
section decreases.
Then the air rate is high enough to
,~~~~~~~~~~
~56.
allow stable tray operation, (all caps bubbling), the
gradient within the bubbling section is very small compared to the overall head loss; for the lower water rates,
the gradient within the bubbling section is, within the
experimental error, zero.
rate which
There is still, at the air
ust allows stable operation, a thin layer
of clear liquid flowing next to the plate.
At an air rate
somewhat higher than that required for stable operation,
the liquid becomes completely aerated down to the tray
floor.
At this air rate, J=
1/3.
Increasing the air
rate above the point at which the liquid becomes completely
aerated does not change the hydrostatic head profile appreciably and
remains constant.
The upstream clear
liquid, hydrostatic head increases, with increasing air
rate until complete aeration of the bubbling liquid is
reached.
Higher air rates do not further increase the
upstream head.
Thus, the hydraulic gradient, for a given
water rate, increases with increasing air rate up to the
point where the flowing liquid becomes completely aerated
downto the tray floor.
Increasing the air rate above
this point of complete aeration does not
increase
the
hydraulic gradient.
2.
Effect of Water Rate
Figures
20, 21 and 22 show the
rate upon the hydrostatic head profile.
effect
of the
water
With no air flowing,
_:
l
;
i
_I
-
_1-. -
:
-
-
|
.
L.
-
1
I
~---
'-
- -_' - I
;l-Ni I
1
l
1
.._
!' * :_ ._
.
I
.- -,
- tj
. - --
.
.
T
,|
I-.
;
4-,
*
.. I
.
., I
. 1,
,
_
_
1;-*'
?-
.
-
I,;
. ,
' :1'I I
'':--: . .
-:::
%il',.
I
1
. i
t;j.
_
_,
i
-I' I-!;
1'-'
T - ;
|!=.S "1'i
-,
-
.
I- .
i-
~1~,It-
i - - d
-::
L'
.
.
:;_ _
-4
-.
. .
;t
.
|ti
:-' : ! -:
__. 1 , :
-
-,t-:';
i?
r...z;---
-
., !.i :'
'
i
r
i:; ,'i; i
I· f
'i
' .- :''- T=--t ~:. :
It
tt
~! :-
i.-'
t
:
---
:'
-1--1
'~-"
-:'
..
--':sili;:-::_
-=
4---1''--,
-t
...
::" "' *.' ti-:::,'i'=
-,..tl--:I .--.-- I- .. * ~-I '
.
.
--
'""-1-L
.
It
. ~ -I+
'
"':
: .1.-.
a
---
.
I
.,
^
it
-
t::·
1·· .<_i.
., ·-- i --,
. _.
...
...
'
-L':
:+,.+:j-t
,.-4-..;
jr ~.-
.
1..
..-
t-':t .....i;,"
"rr
r,~
-
I *tT
:-- -
- .i -t i [.itt| I
.,_T t-'I
.;, e. i,
. +W..." .
'r · '~i
-
Ini
I r:
j
;.,
1 1--t
~
43
-
h::
....
:1
L: '.
'-,-
S"'''-
-
- t-- T+ ;=
.i
|
_i-:
:r-
1..-P..
;-
-L-N<
Z
-^,-
j,!. N:;
;_
1t
.1:; :-L
'..:-i:
i':
i,t
-i'-H
[q-.¥-
--+eI.;+
. i,.':
I,~e
1.1
i . . _.i,;,.
-
| i~ ~-T
i
.-t
-!=_ii ~ .:..-
1++
_t· T
.
.i i
--
'O
-
:it1!/.::
W
..L-{.z -''·4
t_
j
t.
l-i-tt ".: . _.
f,
11I|
,
-1
..I . .,
_ '_ ,4_.
§1 -.
I
+...
,
._-
:
* _ _-
:, I,
4,..
----
r
_t
tt,l i t-
rr1
__t.
,
.
.'
.t + , _I
:_.
F
__
,, 1-
, , j
.+
,
, - :.,, ,;---- -. 1
1 1 -i- - -
* --
i
I
|-
I .
!
l-'"-+=:th--'.=-;,1i-
· ,~.'*i.-":=:tt:'-;-:
.....
i
O
i
i
i
0
-i
t-
i
.
M
T
1:-l---,:'4-.:,
:.:''
... 'I..... 1 ':';t':
i
i
'
0
l
i
/
i
i
t
i
i
i
i
IN
_
. _
.
.
- peq
, |-
w
i::-=-.'-.-.::---T,4 -:i
i ...h''+i:-:'"
, ...' 1"i'<
t1
ax-Em JSeao sqouO
..
_ - 7,-
-; -
i--
-'
,
-
--i-
T
,. ' ii
-
.;,- .....
!. -
_
t---
1, !
0WN
CO
::-' -
+-,-.
:--'-" ,L'
...
_
'
T'1t:'L~-,-:-.s
t
.__ ' 'll::-_
_Iii ...
--
-=l-- t=>
t-
i
t
j?
'' 1
',.g
-?:i,'
t[--
I. -I-,
j r t-·
'.4--
g-i
. -
I
Lq~-i-ix:
-; -=-:': '-;---!' ;'-1:;
'"
j-"
: t-
-:~-i
- - ::: i.'1 hL, i:-':-!::!t
Nii''
.
j
1lslt
~
,i'-
- : i
· __I
|--:::|!~?.~i_._.
| | 4:-
- t-
.
i
!
!i-.L,'!i-!
:1-,:
t-:{
'I
-L J,
,
.
4
-
I
+t--'
:- i:'.=,
i?';
,
.
I1
II -
'. : -:
.-j
:=__'
':,"'L...
',}
I
.,
*
.i-
. -i : : I
·: i
,
-i ji
, i
!
:.-
_ _
,L 7
' t
il. . ?=-.
i
-'
-
F
-i.,
I 1-1;
:_. '.
,
, ''
__.__
--
..-'
I.. i : ...
t -
>
I!
_
-
S
i:t :-! !:
I ': '.
- -
.,- j- '
...
L : L-' I;-,
_.
-
I .,
. I :
. . . Ii,.
!
---
.
:. .
1
lm_ .
:
.,
/..
_{ i:
L= -+~r I I~r'+?:
'
-
'
.. ,
_ _
I
. i. ,-. .... :.
.-- 'l '.--
'
. ..I .i
.
I:
i
if
._.
.~., , + --
i11.
..
: I
- -
_
!4ll:I
:- ;I;,.
L.
.
L-*; !
-
,.
....
;t :.:~-t::';';
Iii
.
l
T--,
I
.I
..
34t;i b ft[
_
PM%y
. ..
.
. .-...
_
_
,,
§
i-''
-Al
w
-I
...
.
-
14Xi4Jl'''
''
:
I
1:.
. 4A4_
L'
:;.
:;I
. J.... .li.
.
_ 1_6
--r-- -
, :1--4 - _
..
-!
-
1-:____ .
,
j
.'.i .
I .
. .
I* i
,- I !-! ----I
L, _I
oTEBqso'pLH
i
:1,
fi
H
c
0
'1'
1!i:.
' ',....
:':
'
.
.
.
'
.......
......
.....
I....
i;'
'.........
1
~
!..L..
.
..
!
.......
t+:1.:
.
'
.....
''1,
'_;
:
:"''i
[.-...:--:-;'r
'!...
...
t--'
:.'r-,
i'-!
......
,-'.....
'"_
'...
...
.....
:,...
K ;'-'it
,
tl I.
_s4:6|
'- :-..:: '..
' '-'
't
'- ''
t
:;:i'i
. : 'i:!--.
j-!'
.'
-
,i
I;
i
"
'.;
-.-7-
'
"
_
.-. 11. -: - :_.1
-L
'.
,
....
.
~......
._t,.'--l
i!_.._l'__.
4+-''--·
' --. .- | '. . . ' i : , , ::i. .'*'
.
-
'I
-
4
I
*-F...
.,i
' : i.__.,:.:-
,....................|:'i':
. ._1.:....................
.I.......... 1
............
.t.,
& .
: ... ~.*
_~i
...
_
,:
_
:!
_
,
~.....
____.E.__,
_
_|
t
: ".
.............................
,-_ : ....,.-.,..
:.
;j-:;-,
-0^^j-I
:-,,,!-;;_;
-.--; ,- i
.
:
,,-:..-: -.
....
.,,,- ... . . . t. . . . . . . . ~ }
!:........
!....
! ....
: ....-;... . -i .....
:, i:.-,i' .-- -..-. :*..*.-.
.....-. ''-I.;
...i-1
.I I...... ~ , ... --. . ...
.'r .. ......
....... :_X..:
FT-r
: . !,:_ ...
.t... ... . ..~;. t'-,
........
W,_-_
13 '......
,. ............... V'....-,..
.- z'I,
r,........... t............. ''.... ,'r..........
............~._i;
_,w........'
:
-
-
.:
1...
L*
r'-
........-
>:
4 ,
|.
-
I-
;~
';
Lt
,.Y-'-~. I ;
,
'
-"
....
-
1--!
.
..
,|
--
.
4
;
! .;- 1I.'1
t' --
........ 1 T..
. , -].........~......
......
'ir
:
,
~,-'----~
'"'
';"
'F '..
; ''
!
3s...........
,
-"-'t'-"
.. T~--
4~~~~~~~~~~~~~~~~~~~~~~~
.
w;;H'-
....
.
|
-- -7
L4
-
:- .
...
-,
--
-
....
1
~
'
.
'~;"''.-
i"
i'"
'
-
- -'::"-,"--'
';
"......-'-'_."-'-,.......-.:
1
,...
LL-~'-I','§t1
;-
-3
,'
....~
-L....
........
.......
-
_
...
1- i,
*t-
.......::---:... '-y- ...I,-: ....
.,'.-t.... , -- '-id
'
, ,, ,,
....|-~-~-r~ .::,
t,
....
,
t- . ,-' ..
, ,_
.l
~;1
-T-
........
. =.t,- "-- '..
_1t4
:..:
i-.
.:...,
t-''_.'
t.;
F.,-''
=....,
.,:~
....... 7,
....
......
°
........
,,
-| -0-~~~~
---,
...
...
...
_
,.....,....·..:,..-...':...Ih
_ ..
,.:_
~~~~~~-:--:......_....-.4:.
'j:/~i~~i~iPl
_
~-.
.....'""":'
4
....
'r
-pi
·, ~
~,[~-,..._,.:
' '':.'-r"'-'-~i.
'... -.?F
-.]~
:t'-.-: -~r'*
-'--,'
'-FT.---z.'4'v· ~ ,.' _..t-:
'..'
.
',L.~,.....
,-r'~
-·1....
,~ ,-- ..
..:.,;.
,~:--'~.~.-.~.,
~,,...-- ":,.
:....
114
,
~ ~
"- ..... - ..... '~ .;.....
-t
j
'
|
.- ;-
'
....
l.
i '
.4
...t- '-:'
i~.:'.-.~.-.--u-~,,iI
-
~
'
,..
'
'
. '
. - ....,.- .-
':-'' ll
-:. 'i:--:...i
' ...
f'.*
r-'
i
·
',
".'....'..
-.
.
-f.
-- "
.-......- rr--T.
:~:, .... ~. ... :~~~i
....' -
..
.....
'"'-'I
' ..
.
'"i'
o
%-J
0
0
-P
.. -, -l
~
- -I:
'r~. ~d-:'O
~ s4' ' " i " ~M'
'
-"
'1
I
_I
OH
s0eqT - peH oTop
J,B ,rJeTo
._..
0
19-M;PF
7-|--'-'
l~l~l
M~i-i- - ), , t i
I ,.-, ... t ..........
',l-L
r-'.....
,.,..........
! ........
......
.....
_:44,...
'.. .,.. ...' ,,. -'~~'
. ...........................................
'n-- ,-~
'~'-*~~~
-.-...... ,. ................
... ...- ~...L,
: ........
. '.i'.......................,..............
......
I.., ........... ~_}
i
a
o
10
i--'7.. -.
Jr-.tt
.:''."t-·............
,"
-"go--~~~~~~~
.'Mi.''.
ri'~;''i~
-7-.L~
-,,i~--.44_
....
-;:
~
.
:~'.
.
~
...
4.~
&
,~--.
;0.:.-I t
''..jL
S1~
.-"~' ~~~~~~L
~~~~~~~~~~~~,
:..it:
~".
'~
'it...
':. 'l"'"i
...
....
t '"::-l
r . . .. ..
.t.T..
F2~~~~~~~~~~~~~~~~~~~~~~
,:l~
't,~, t_::;..:
i-;.r
l,: '~E
--...j-i... l.......-"':!-Irl, "'1
...-·I'
......
.,
..... . I_ .. .t ..
... 4.--1
-'.
W'.--i
0~~ :-' ~'._ -:._.;:
'_i.::::
t.
:_
::;;-I<XX?[Lii
!-~~
~::=
.'-,-~Z:::~.:.
:-,-;
I
........
,........
...
0
,-,.......:-|-:W
?I . :',... ;--:-,'-....-!. ...........
......
|;-L-...... . g.:..7__
_.
1
F
......
,
-~
-,l
t
.......
z
,~
,
....
,~
~,.
,
.-......
, ...,.....-..~l:.-~.
....
~ ........: .... ........ ..,...
,.,,~........... ,-,........ .....
42
:~~~~~~~~~~~~~~~~~~~
*Ltt - A=i
~-;f---i.--
i
...
L1
1
~~~-~~~t
-:
-:
.
4 !--7t L.;
IJ
~~~F1_
::r....:: ... :: __TF~~~~~~~~hi~~~~
:'
El TT
t:-l.
~.T
-bt-:'
~~~
'.F
'
7' i:
_=--.~-+-:
, ... .'-~-~+'
~,-,.... ~-i.
-.
'':~-~ I-, ..~-...t,, ~,.....,...,._,;....: ...,. ....t
:.. ~',; ~.&.'--t""
I:' '1' '~ ; ,. ' 'i'. '
'
l
1
-~~~~~~~~
T~;' '''' I ~ ;
';~ .: ~i :; '
'. ---1
, 71._'
; ''
; i.~~~~~~~~~~~~~~~~~~~
.................. .... .............
i-''''~ii....-*
,_..........
......
jl... .. ---
4- i-I£?:' J,",'*· ~
Tq'~....2F
?r1-.~
!-h-r,'-,''.'-,',~++,'-. r...~--,'--- ...... '" ~ "'
-' 1:"~:...
1 RT.! ..,'," .. :~;---~.,''''_';~
'TI.L:L
"";-ir:--:if-
,T~~
A
LT
L
|
'
'
.
.
1
'
1
I
I
4
4~~~~~~~~~l
qtJ
I
.
l
.
I
'
;
i"i.-,-:-J.-.,-I-,-. ...........
4-I ....
'","i
.
'
'
,
'
.
..
.
I
J
F03S~~~~~~~~~~~
' ~+
.---.... -;-" ' ...~...~:....
...T.
"" ~~~~~~~~.-m-,-'-. ....
... .......
' ' j; - ;'- i .-.._..:'-.11~- -~ ....... ... ~,~-. ~-T-.~
'r...., ' ,,.....
.H--.... ~L.t.............- ~. .... l~ ......
,..
.7........,.,:.
.. ,' ;ld'--,:
-:"-A'::
>.,D~:!.4'i--..~~
, '':......
t:~.-d'-: ~~~~~
,!:~~!~..T1-r'".~4:~~~:::::
~
· i':'.............
~ ~'r
"'' "-- ~--rT-~~.... ?.~
-''';...'-' ,...~Z.
.___
.. -~.:..i+
.~.-.
:,-:~~.,: + ~. -. ~,:_?::¥~~;,
:_ i :" .. x;-i~-~q!=,-~
!4...:1,-.:S~
r0
l1g
w
w
1
1
j
t-,
;
4n
1
-~-,~+
' ' _L'-L
4 .'.--,..''-.'4:.:¼
;-:'
'''.,1.._'
. ~
_,- .........
_..:........:...
-
' ?'',.L'U,"'::
M . ',T
. . ":.,
"" ' i -
r-%i~:
T~~+
-!
4
- -b"...;.-
atA
>-:+- ~.:-q-~-=~+:~~m ~~~ !~~ '',4: ~:-
4t-jii;l -4y- i-
4
*
o
I.EeN
.XOBA
_
0
"-4
..-4-----H .--'..'
. _...
" ' ~~?' .'.- ...~."''
'.."' ,:~''''tt" , .'',I
-IMQTO 89T.OUT
e
p69H
0B8OTV4ojxpLHR-
i
0
C~
(D
-11
1
O
A
a-
I--
14
l-
O
'o
oil
c4
57.
Figure 20, the head profile is a straight line.
Now,
the theory for flow in an open channel says that the rate
of change of head should increase with increased length
of channel.
As we move downstream, the head decreases,
the cross-sectional area for flow also decreases and
the velocity increases with a consequent increase in the
frictional effect.
In this case, however, the head loss
across the plate either cannot be detected or is very small.
At low water rates, below 50 gpn/ft., there is no detectable
head loss and even at the highest water rate tested, the
head loss is only 0.1".
The change in velocity, therefore,
is negligible, as is any change in the slope of the gradient
curves.
The water level, as would be expected, increases
with increasing water rate.
Figure 21 shows hydrostatic head profiles at an air
rate of 590 cfm.
At this air rate, the tray was quite
unstable at all water rates tested.
Presumably, if the
water rate were reduced low enough, the tray would become
stable.
As the water rate is increased, the active length
of the tray decreases.
As in Figure 20, the water level
on the tray increases with increasing water rate.
Figure 22 shows hydrostatic head profiles at an air
rate of 1400 cfm.
At this air rate, the tray was completely
stable at all water rates tested.
L
The hydrostatic head
F~~~~
~~~~~~~~~~~~58.
svr
gradient within the bubbling section is small relative to
the overall
ead loss for all the water rates.
the
within
gradient
However,
the bubbling section does increase
with increasing
waterrate. 3
= 1/3 for all water rates.
The increase, with increased water rate, of the upstream,
clear liquid, hydrostatic head (Tap #0) is much greater
than the corresponding increase in the downstream, clear
liquid, hydrostatic head (Tap #11).
Thus, for a stable
tray with complete aeration downto the tray floor, the
hydraulic gradient increases with increasing water rate.
3.
Effect of Weir Height
Figure 23 shows the effect of weir height upon
the hydrostatic head gradient at an air rate of 1,000 cfm
and a water rate of 25 gpn/ft.
rates,
the tray was stable
At these air and water
and completelyaerateddown to
the tray floor for all the weir heights tested.
lower weir heights,
there is a very small hydrostatic
head gradient within the bubbling section.
weir heights, 3
At the
and 5",
At the higher
there is no detectable head gradient
within the bubbling section.
The upstream and downstream,
clear liquid, hydrostatic heads increase with increasing
weir height, but the upstream head increases muchless
than the downstream head. Thus, the hydraulic gradient
decreases with increasing weir height.
L''
.'-,:.
;"..+
;'..'_
' .. ,,tI."'.-';1"t
! =,.:.'2..;'_,
-,.- ....:.
:'-,;;....
j '....
....:!:',._ .,.;!. .t
'.,
i-
-r
'*
'.l
'J
Il
!......
l!, :., !....
:-ll..__
'-....i-, Kq,.!u..
-;-_.z.
- ......
!-!_-......
..J,? L;I,-,
-; .....-·~:'.4 --;+
-;!:'
1.~ ,I~:_
. ..1,-r
.f-!
.l
.........
:-+4-+ji.> ~ -J-L,.+,
}t"tJ
r.
'*4 .,--
'
'.
___
Jif
---.
r'l_:
--t,.,
'
.Li
;
": :..... - '-'. 'T
!~~
.
,
._,,* _
4.
'
.:,.
i.J
";;.]........
_ .,f _
-'
-"')
-
__
!_
-- r
.
;~'.,:- ,-_ ~-:
._
:.-,,,.:-_:
1.:b.-'
U'~ .
'
-JL-"'.
.
t-;i-
~..
!
J
.?~"!>':-_ ,,'
, ji
''''..
-
t-''l--r;
.
~ ~.l1'i
I~
1
., 1-
1......
- '
;-
i-. . .
-.
T
1
A - i-~-1
i
-
'
:L::-!
-.-r-"-"-..
I
-
I
.- j:-
.;
'
*
ti
·
1
-
,t?rT -l'--I- i r
..
j
. _
iJ
i
JJ
q
I
I
;
i;-
.
.A
t.
L'
..
.
.J-'.
- 44..
I
.
I
I
J
j
JJ
J
'
..---
~4.IiJ.L
4-i~~~·
.Lh
, '~~-T ..i-~ _ -"-'iR"
~..
,-+r. -t
I|- |-
'1-
t
i-
]:
......
j.
.
'.i;
,
.
.J
(-.
J
-
i
i
'
Ji
l
.:I .
I
l
.
.
' t~1
I
ti
]
-'
'I
ii
'I,
j:'-4~
;
~
,
'-'."
trl9s
14-
,.
i
i't-'t'-~"
!1~~J-t,
1,-[-t-l
-'-
r
.4.t 1,'-l-t
k;
.
.
-
-
*
, .
t
t t---tl-
'!:
r
i.. -::
t-
;---
/
:--
-I
'-4lir
i.
'
.J~·.,:.. -~~
'I;@;.i-----
'
:Tr
.... l
.
--
.---,
-
,
,
!,
i
'
.
.-.
i4--ti--J.4-. bFF'-'.
-
',
',
''~
I
!
,[
; ii i i
i %1
-
i4 ,
.;_Li~..Ji :'L-
5.,~lll...
t11r[.i~j
l-.J
~ ~
~~~~~i-i-"
l=
I
Il
r.~
...t
'
--
t
-
'~~
-i
J
|
t
-- '
J
.
-s
t
..
l
J ...
J
-.
...
j
!;
1
lll
...
F
I
l
f
...
l!
!$
;
'11
-,.. ;-.-.4. ,
IllH
-
1-~~/
- - -:
l'4'
-t t ['!-:! J~-~.i
-T--'-i- "-..'
tr'
t~
I-
T-1..
:'".
.,..,4
~
. L
i
:-
tj
-.
:l
1:
:
-I
.
I
't"ll
;
I1
-
H:m
'
.l'
rl
~
:
r'a5'-s
--
-W
i
-;
B'
IL
]P
li
I~l:
,j
:i
..
,..
:
i
;
-I
:
--
*
JJ
--
JlJJJt-4
F
-
' _,
J
*4
|
I:
.;
,
:'tr
':"--'
·
_
J
-'
'
''
,:!:L!'
,
I
| J.
·
I
i
Ij
t
I
I
I-
......
*;-
I
J
'
.
'
J '
J- : :
I
IJ
I
j
.
..
'
'
I
..
:'
_...+
.j
|l
II
t''
.j
t
.
'
1j
J
'';
;
-
;
'
. J
!'
I
1.
,.
' I
I
|:
|
'
'
l"
JS
'
'
'
:
t'
I
:,
J.
:I
1s:
J
I
I
,,~J
~
..... . F.
|
..
J'
,
J
I'
.Ji
-
; ,.
--
J
:
I -4` - -i
UI-- r-
I,-
'-
i
i
Jjjjq-.-
-;
;
_
-
... J..
t.<Efl--.-...-
-.
.
--
_
LL_.
-
J f
.t
0
'
-- ".
'
*
i
J.
I
'1
1
1
~
i
.
!
' '
J l'i
....
._.....
,
l.:i'
. :
l:
r II
4.
l
-
: I
Jl
."T'-
r.
'1
OD
I
I'-''
,; = . -_ X".__
- rF-.| r-;,
.
t-r
...
Ju
I
'..
'.
-
-
j
-[l
.
:'
4
--l
[
:~
JJJ
: -. ll
j1
t
...
-T
:
-r;r
91
4.2
.
--: :-
0
0
-H
C14
Lta
:". i".'
'_L
.,+L!
._...I .....
~
,@
j'
I
- i...,-
...
j
:
I
.
.
I-'. .
.
-
b-
,;
I,
.
..
.
--
._.
._..
1:
1
.
z
.
..
.-Fi
!
-
I|
..
I
.;.
.
..
..
:-
I
.
.
.
.
!
|
q .. I..
:i!-
i_
....
J
JT
'.I
I
i
J
',
_I,
J
I
' I
'
...
f>--
i-...41
+
i9t-'
-:. 1,-:--
.
'
-;S
|
q-;i.....
A i...
t-
.:k--b"-"
.
I
- -
I.4
-
-·
-!
I... :=" *__I..
....
I
.. i
_
.
-......
i ,:-
:.
--
II--
t
,-.
-;s
N
.-: 'ii~
- s
J
.
t
. .
!
.-
I
I ' ::'4: 1' :'
.. ·I ]
*
I .
-
t
J -..
I C-. .+ :I
...
0
I:d;I
i-..'
1J
0
0
--
t.,.-.
-I
. -"':
. .
'7-E"
I
I,.....
:
Jl
_. i:.
._ t -:-...
.
i
: ....
~!_I-i-;
. . ti; .
- .:I. -.-
7 --_
t -_i_
.'
i -- --!.;
- - -04
P-·--.
L---_
I
,
j;
=1-..
j
Y
:
:.r
I
...
......
_-_
..
.
..i
J
O
Je4sB
r--
I
-r
O
4
·
-
O
-
I
i
I
1IJ
O
,4
To
seTO s 4uT - PGH OT4'8s0-lPLH
----
:
..
.A
t
I----
O
43
1 ,.j
1w4
10
W
_..
Ir
t
lr 1'-¢'~-"i'- -r":L;:
t-;
ll
t-1-;-;t ---
..
l- _1
-;
'JJ
~
,
-
;4
'
I:
j_1
--
-
4.,,..
.. ~';....
--4b
'--1%
[:
,
~
J
:
I
:
[
11.. L..
.-:4
l'f,
I
-
..
- : L":'
r.
rr
I
1=
'i
"
I" ,'T
: : !;{ :
II
I....
s~,J:
J
->
.
±.'--:"'.*1
--
'0
T
i :;
I
,.-- :Fl~
:w
.
.
-
'~,--j.1-'~t
j-:-4
.
. .''llv
:~.
;
-
.<-
I
rr
.il:...-, I.
- r -- ~, ~+l
j
-- 4
... :-_ 4
-:,.l-JJ,h--d
~i:!=;A
+. 7tt::.
_.-di=
FI
-p,=
T'::
-L-;
tI t
-
i
I I
i 1--i.
i'.: :i rh=-.
r4.t-r1-'--4
..t:
:
;
-
;
[
.
J=; Jt
tt>
I-:
1.?'.L'"'
i"~lt
'. j"."jTT>...
PI'
'
I
I
l
.. ~_
'-F
-: -?'- 4-.|''.
I
J
i.
l
;.,-
I
1It
ri
.
~
t"
' 1
J
.
ll
J
t!
e
.Li+
F
1?j
III''
-
L*-x
LJ,
'
'iql
~
,
.t
-'
1.
L~-~-i~~~~
',t : .
',·,:-H
. 44i
T
FW-, -+-,: l ', * .-!, :,'-------.4-
i::
=EH'r
...|
it
r
:'.~:i'"']J~.
_ Li
U
.,-,
/-r.t--
l
---.
I....
,
J
_
If
j
..
.4
4
:!
i iI
i· · · ,,
r--!l
j
.i:.~
i,.-J
¢::J
7 .-' ~--:- ---+. : -7
-- ~-,
+
Ji
..i :
. ._ ._l
~!.--=
+1-14
i~~~~~~~
-+
t ,^ ,I
t
it4-ici.
,
+ L 4_
.I ',; -
j I.,;
jrt-
i.HH.--
1L-
I
1
,I
.i2,-'T4.1
'
:-'*"
.... f+-H.-,i4., -_.;.
--l-F~r
~.~..
- -iiI,_'.-7
-.ii
-,f-Fl
,- '
'!
.
iii
.~~~~~~~~~~~~~~~~~~~ii
F E =.
',;..:
tiw
+~- I-!-LI-4;"i i''H **4f*
,'H , -l:
I
,..
J
,~., -t.-*-v
j
' ..
.
I--
I
[
It_
I
i
1
lJ
r4,
.
.i._!._ ... , ..
[.Jl
_ ·- . 1r---
|-!-
StI·.t,
i ii
i
'
11..'
--' I,-j.':.-]..
,, ,4
-.-.H--
,-, :-.I.J
.
I
i--
· ,1,+
.-".
!-~-ti!rm~
'--i~
.-H.,~~
'-,t
i,
(.,
1.
'I ': F--.-..
-i~-~
L|..|-,
i
'-!,
,
j
.
J:
j
i
:....-4.
,..4+
.. . ,. _ *
Jd' t-
i.- -,-
.
~:'Ik-..'- i...:'
I... --
.
._
'-
Li..4--;
- -':-,l"i
i1t
..:..X-t1
4_''.
'
'-
I
i
- 1
i -_-J-4
__...
q:T=J-i."-k
:; . :I ......
_-.,I, -;-.
.
....
'
l
i.
|
,
i-
i-
.!,~, :~
:-1<--,--,,
_--+
t'' ¢',-+
i~
-_.
...-,~..-i
=N-i+
.1- -*J;~s
..
'rtl+
r'~r;.' ' ~,'=:_!
?'J
..?
t?- .',J
] .'":-..
ot-,_,t'...i.
1 ..-:.~,--T.
' .44. ,::E
L. -.
-
-r-.
..
.
.t-][
!..-.
::'+.-:
|. h.i-
|
1 ."....'!,
,,.+J.,:..~
' I-....... ..-- .. -,1.....
,..
'-i:.,J- !' -
........
_.,J:.-,
..i,..i......
~
t·'-· '
O
59.
4.
'Effectof'Blanking Cap Rows
Figure 24 shows the effect of blanking off downstream
cap rows.
As cap rows were blanked
off, the air
rate
was
reduced so as to keep the air rate per cap row a constant.
Thus, the average cap slot velocity and the superficial air
velocity (based upon the bubbling sectisnnly)
the same for all these runs.
were kept
Blanking off downstream cap
rows does not change the hydrostatic head profile within
the portion of the tray still bubbling.
The downstream
clear liquid head (Tap #11) increases slightly as the bubbling
section moves further upstream.
The upstream clear liquid
head (Tap #0) decreases as the length of the bubbling section
decreases.
Thus, the hydraulic gradient decreases as the
length of the bubbling section decreases.
Figure 25 shows the effect of blanking off upstream
cap rows.
Air rate per cap row was kept constant, thereby
keeping the average cap slot velocity and the superficial
-.
.air velocity constant.
The hydrostatic head profile within
the portion of the tray still bubbling is not affected by
blanking off upstream cap rows.
The downstream clear
liquid head (Tap #11) remains essentially constant as the
length of the bubbling section decreases.
;.
The upstream clear
liquid nead (Tap #0) decreases as the length of the bubbling
section decreases and the head profile upstream of the bubbling
·
, .
i'
. ---- '-~-!T'---~~~-'I
'
)''
,~'A
~
,,,t-.-$
-1·.:-I--i
'I.;
".J,r:...
,rI'.-.
.,,;Uwj.
'-:.i.·~~~~~~~
·...
-; !
-77
- e 1 :: !:
t-I-.s:-.
<:- -:,,::--:~~~~~~~~~~4
~~~~
s
!-
.....
''
.:-.-..
~
~'J
~
~ ~~~·.
-r-------j'-i
--'
---,-~:.
.
j--'1!
..... . . . - .. !: t.....1t
-.- ... I"
~- ~ ~-w- ~ ~~~~~~~~~~~~~~~~~~~~~
i-':i!~~
: ':t: .
, :. ........
~:-,jj-.-.___'
=1
.
~
--
-
n_
:-s----j
. . [- ,.."".'.
.........'j :',.....
._i
. . .- '";
..
' -' I
';'-.'".........
"1.-:"
S- :I ~'_-----t::.i;"....
-/ 'i:
, 't-'~' -r
<... ·t,"1
-:--;.
1 -i-::-:-:
|....:
.;... -.~_.'-.;.......
-7t
....
*
|
i....... i_..'-. - ...........
....... l
........
- i,.-.---
-. ..
i ...
_....
m_
'...
......,|i--'-~;n,,'
." .. _. =Ilil,'i;.
-
*, '
';
.
. i'.ri i_
*. . .. ~ . .....
.*.,-;---i11-!-l... 1--i--=I-.--.'--1-* ....
... r--~1!--.l
......t'tt i_
q",*-!.'
i *-t;t
:....:,.............
-_!*|,....................
--;--i -:!-4a
,, Z:~_.._.,.
I..-..................
1..-...|--j.
~.....,.-..........
........I...,.,....
~ :.... ......
~........,,-.
~,=-, [........
....
-t. ~..............
' ! ....
-r_.
.....
:.
. ,:: .1 , l. -L~|J ._
.t....
-...............:l........ .t',t............~,'.......
--}l,-t:
,S.
-.-.,.l-:!-.
!-1
:.. --d-.'i
.,.:, .....Ia ... /';4, ...
i.; 1.-.:
i....i .?t.FlWg
lull~~~~~~~~~p
*~-4E
.....
....-!..4;§
l.:t- I.:-|.~
_.
, ......
......
j_...
.'-.,;
... -. .....
-'-:- -,.-..4 ;..
.
, ,
---
-~
-
-
,-.,~... ... I,.,~:- ..
: ... *., .... :.
--
... i ,.
- :-
'
l'
'
,|. '', ' "- 'Ltrrj
*;'
r-
..
'~~ L-I
2
- -; '
~.' T- H-_T,-_-.
'T4-1
' 'I
1
''
'----'';"
'
'
-.
; +
t-2i-^
=
'
.'.-; -I1-i!
t r.
: .... +i' 'i-t
Hil
.-'.-i-
.. .';:. a
; .1!.~
:~t+~~~:,?~--
[
-:
'
,
i-
S
:1.
t1..
-:
T Q
-
,-~Z
. ..:~:-f.:,,
|,.... ,
4-'.. ...;i tt; _...-'''
'':.
I
T
S
-
': ' -~
I''
t"'
!
; .. ,1 .-i-.,o
'r' 4--., ,. , .*. .... ...:.-j ...'! + .t-:....:, . i.......-I-i
|:,.,
.. ,.~~~~~~~cr
'1.
.... ._,_.,
.....
....
.....
',. ~" !,'~:-a
-" :'. .....
,,· -,.,:,.
4 ''~:~-:~)~
~ :' ..,,-1~
,:~;~..
: .,. .........
'f- t ....
, ; .............
,, .......................
TT ~-LLbi-l't~
J-:_"~'~*
:(~!i~-.'tu~'';i.._J'i
,,-~ ~-~-~-,~:-~.-'!'t
................
~--,.-.
·-~,.a,
-:.....
... J ' .......
F;I. ...~
"' -~-4
.,i ....i.-- .-~'-;~-'...
'?'~'....
-'mH
t Jt~:""~-:
I~t-~:-,4,i-ff-4~'~L'~,..4+.:.~_,
;
J:.
-|-4
T
o~~
.,
1.-,.
__
I..I|IIJ|w
~~~~~
,' :~'
_~..~..
_._,+j,
.. '~~~~~~~~~~~~~~~~~-4-',L!-i--.!
.+=:.~.
,~~t...........
'
~~'~~~4..1-Ti,
4.' ...
. -'-' .
'',-'
, .' , 7J"'
~I
...,-,,'~.,~--- , ·,''~.....~,-, ,
~.-'-:I
+,-~
---
._ .,......... J......~
.. ....... .................
- .~
_ L]?1
.It.............
_ ,>|?' ,--i . ...........[........-
I;
~--'
-'
...................
r_.ti._|t~..................................
'
,'
.
' , , ,, j
.-" -T- t ' ' · '
' 1-!-:
· 'i-- ': ' -' t'- : ''-I rt
'-t-"~ - .......
.- -,.'- t ..... -" .~- -.t1.o-t ... " "~' r' ... ; '; J;-~t-. T *"',,
.(I;i,.
,
.
~..,:-t..
.....
I
.I..'~'
-,
.t
...
I
..
;.
.I-,
.........
_
, ...i; ;
.....
i .
. . i =,, ..........
1_,,_
t1iti'........- r~ ---
, . ..........
,i · ' ,--'.-' £..._
-:....
,1--1
:-,:,
m.
.'..''--. J ,r..:'
.;.':.
- . h ;,-~
. ' i..,::
. ;4 E-" 1,. .4:
.....-1:
-1.'-:-i
·,'
-1-.-..X.....]~--
'i--·....' '
~,"[.....
, ,--,~-
t ~'?t"-'
!-...~J'
~
t;::*ziesL;tt!**ir42It-*l
·
X
'' '' ;_.71
-I?:t _... ,~ _ ~!'. '-II~
.....
: ;F,,
_$
.:.i - ?-..
- ..4 , .i ,',=.: .., .4
, '-.-.
':.'.- l,F.
..
:':''-'''
'. ,' :::~~~~~~~~~"7
, f,, I-i '--'f-i-'!'
; ~ :- '''-' '--! ! - - :. ''!
,~ ...''-'.~-, , b~-I~ ~-''-H;-H.i
:
4~HF''z'"~-+lt~:31._.'-t%.T.-'-Zi~...'"
-..
~,:~~-,~~.-..~....
~;.:--,t ..'-1-''''i'i..1
,,~~:',
:~,--:.~...~:......,.~--~:--, ~~,~.f
I :-4.,:,i..,, ~:.. -..,....
..... ,~
~~~~~~~~~~~~~....
............
~.........*
-,~','-.....
i.',.-.~-','~~
·"+F~k.......
!'i~r......
'"-,=,
...........
.
,
,...
o
0
vIGBA
JlO
B eqOUT
-
,~~~~~
L ............ :.....
.
......
.,...l......
,....:
pBO
O
,4
OvB%8aPLH
'Si.
H
O
,- ::X:-t.
;::-;
,:o... ....
...
..
' jp
-L4
-T__
-
- -
J-_/--':---'
i~- :-:-"::;F 1~~~~~~~~~~~~~1
J : - :- :[ ; I ',. '.: ~i:!: -ffi;'4_,~
it- ,!... ~-----r:.---: ---I- ... i. -r_--_._'-:.
. ~ .j!,-,;[-
,, l
'::,'
_.,.
....
;:;T:T
---
_'
.- ,'
-
-'.
t,~
:::;
......
____
J_r_-.
. i:_r4-_--t
: - r::,
: ..... , L
----L:,--,-4-.; ----
.:_f-J.
!-
.n :t -"
t: .:
;
L¢"-t"~ . -tsi-t E' , :? ::; '--x:t: ~:- .... ;1~ ;:
-i -"' 't;-:--
.'-
:-'
I
!
.- i ||
i
rr-.-F
:-r-:!-::
1'-!:i.'-;-:
!' . !--'-- :~j
:_->, 'i :--'t
- '-F:T:::':
t----:-:.::*_.|_'--jn
:_:
' __
_4--:....
'
=.
'-t-t
:~i-,.__--4
1:::.t
-7~~
~~
-'
| |;-|
-
~
~
~
.,
-
' :--.W
<
.,
,
_
4-+ ,_ ,,.,-_ I- -t- ''
-- tT:~ . r .~~
_ 7
-_
-L.+
...
' 7--!
t
. .-
,-4+-~-.i--;.j4
j ..
_
.
-1+g
O
tl-
,2t
;',
_
_
-
_
_
__+_
',
-t
'. --! L
4~---'+ --.+-i~,
H
__-_-
' ',
:- _-' T,-.,
71-~~~~~~~~~~~~7
~, ' '
: '-- '< '
t
:-j ' -- ' " - _' ' :i
~ ~ ~~~~1
_ ~ '
'.-
TtT'.~~~~~~~~~~~~~~~T
,*-..
~
..
-3t~
.
-.-
~
.- .....
:- !--t .i ~_...,- .- ..=_1- f . _ .
1'-,-''-=
.....
~-4-;
....-.... :--. :-'*-1
I'
,
_. t.-,--/r .:r - ' ..... ' .t--~-i',-- ,-;---4i... -'"J: :'-,- ~"-"-,.. 't-; : :'- '
,.'_:.; L+_
_-
~~I__
+
''
.,iE
-t --:--i t-- "--:T~-:-
~~h~d~r4
',1 % I' '.tZ;'.-
-'-..
... ~ -~ ._+.
~.:f:.-,_
...... , .._. |.. ,-|, ~-. ..r~-,.. ,.....,-.-,. ... ;-'-s
.T-1
-~ 4-.-; 4-.-_~'i':. ........... :_~
.... ~.... ,_LL...... .
-
~-I-.--+-, ..........
i -~-J '-- .~ -4-~-=1.. ~
..
q .....
.........
co
~~~~~~tI~~~~~~~~1 ' i"
to
'|
--
1' ', i~
.,
:
l~',i
i il
.
:l
4
,
, i ,|{'
I; _ ~ ..
I , '
i, I
i
l iI, I
:
-"l',e:'-,..i-:
',*i
...~a
:-..1.I---,t,.--'1~ ,""-,
~+-F
' ,- ,'
-F!-s : u- L5nT
r- ittr
--X -+.-:
«
i-'4-- ~ _
'+-.'_
-!s; ~-.-
:-:--
- -','.i'
.. ~;
1, 1t-.-H
|--, ' - f-*~ .t
'H
- .,-~
~f
-,-
l .'--- '
t' .+-.'.
4-
- '-:-~--,t-;
_L-:
'~_.J-i±
_~_ -- I
-,,
.-
'
·
-0.
-I
.:~
'.,....
...
to
h-,IH
'~;+.H
:'+
;-'4-I'--.?i...."~
,.mi!: ..i.-''~
L_t...l
-4
-t...
,-
x
: ~ =W! -F 4--1
r L~i i t''~a~
"'t
-+"
'.~i''-]'
~-,>-4,
_~
tI. !: '|
t,
.
,-*~i:
~~/- ...
t-
..,,-.....
-
'~_,'_i"
L'-. ,d-
.I.
,
-:- , --T--t--4_i,
... ---...' ---', --.
-"I-]HI:
i-:F---- Ex-hli-"
4:....- ".---1....-;-'.---;'
-. t, i-,.-r:_...... - '-- ... ', - , '.-i;---:-.--,--~
-[ ..... ,-~' -: -.- I -t--.+... ---- -t-- ,--.... .... ,.:, 1,~:
....
;-""
-r
....'"'-'--'-T----t
| T-i-"
'--~
T.'...
il-trt~-j-t-r
- -:'
,-iI-'---'1"'-,'!...i 1'.1.1
,r4t --- I !:_
...
' _ -_ i..1.¥~ '
ll
,:--...
: -, ....
-I
I;. *,
...--.
.....
.-..-- I: .--'-,;-I. -
l 1
tT
'
---w-
. ., .
~..;..-
1--L,---;4
!*i';-'
. z .. ..
-'--'-'-
''l---M'--;---' 'i- l
. . ... ....
-.
z '.'
- .' '' ~' :- -',-,' ~-:-----~i
i-L
.
_ : ...*'t...
J4---L:-- '-4_.
_-.,;.-,
_.... ; _U__;_:'i..'''!.
,_,_1- 1_ ...
; I --I
'':i. . . -:tt__
,'m
'-H-+!--~ ' .."t ~ I" -[l -.
:2;.-.-.
~.~--.
' a -L'.i",:
-.--...? :+-:-'~'7t:-t--lY.:.~
~-"""' 'i" +:T~
.......
t--~-t
'- ... -'~ .~ 'LL.
t-'"-',- ; -t -|* ' !, - ' ' ~-: |,
.....t, - .... : :..
0
C
C(v
,IeMe ,,GTO
__
_
_
___
._
_
0C
0
.
SQeqouT- pGHF O!;$OtpI:
z *-
0
-a-.. .--
: I,:t
-- -- 4:,-.;
:-.............
:-· - ,; . . .
.....
. .
,
.M_t.:
+.tJ:.
:. C ·
j _ : ~ ;'. ' . ;:-.;.-l. :..: -..-.
' - .;.: -.....
,:-;
i ... '.......~....'..
L
i .~(~j.....
..{....---'~....'7
-.-.
.. .. ,
t ....a.
1...
_
-i--i
.... ..:
:....
t·--
~1
l;:1
i.
~.i...
-i I-L4ti~
~~...... i.....~.t............
...
~....~......
r:
..
f
?AO
-4---1-
-...
' i
-
~~~~~~7
-.I-·-4
··. ;
--
·--
'
I
.i
41·
-
.
t:1:"
7
..
-....
..................
-::
"4
:>~i.x
-..~r.
..
:.._.
.
[:,-.-:k:.;:':'.:_:
-.d.
L''-:: :---':-.~!:
:'='
:-:!"iu.i.~
!i!:
.:-ki:4.
:t
-
..
1-
..
;.:
' ' jr-l
-1.:
::.-
-'T ....
;,... .
,
I
.........
: ....
-.
....-;
:...., .' =':.:;-:._-'
7i
;.z.
.
7a
Itz"·.
t-
·-
.
.
,
a:M
F7{j
.
-..
.
.
.
r- ·
i:
: :
2 '2"-·2'.
-2-1
..
.
T'
i
'
.:~1
I
-
-]2iJ....-. ''.L~ .'
K
.~- . .. .~..:.
~,_,.,
~~4.44-~
.. . · ...
.,.....
.,._..!...
.- i. .. ,:
...
:.,
,.:_
.......
.'-t.:.'.
....
~
....
.....
,
.....
~
1
,'-t.-,4-:....
... :
:t
.._. ...
...
_~, ....
-.
.-... '~-.~~....;..... .
i--,..',I,,:
df...
:
D '''''c
; .J....
-._.,'. tt' -..
?
...
.
'---:'i¼;-"..
...
,
.
·.
" 4 --~:_. .__~~J!.
~.
. .~......
-'-q~_. ~
!:< ~ _2-.-I'
·..... :, ... ---. ' :-· '.-.... ,...~
m'- ': ;:~-'~t
_,:f ... :.. :,:::--. ' -...
~ttI,
.j.
..
.
.
-J
:
.
" -. '
'--: .. -.r:!...
~;,!~~
!'~_--:
:L
: ;~
~
_
'"- :- ~:
:.......
-.·
..
+ ~....
;. ...':f
:!
'';----...
;.
t4.l:.;.
I
'''""''~
~'"!
........
1
i,-."
rt-"--;tJ-T+'i
7
2':"......
......
.~-]
~-i~.
~---."i
''"
I.''
'~
";.!-;
..--.
~
J.1
..
...
7-.....
]t:.....
~'1''J+-"-'--t--,.....
,t"Lt;'
:~''i......
-.- :'':T'
'.- i,t'''
_-i~ .... ....
m-: ~......
:.':.:
'-.. ....
[':--i
....... t:
:,--;'...J:
~,4
....
· . ~-+
.. ' '"-r--'
.... ~?.'
I
-........
...
..
"
...
i...:
:.... . .,...?-F,....__
,, -i
.;:-.......:
.--
-.-..--'..
-~ · ~ .-~,
,
.
~ ..
tl.
;'
..i.. I
~~."..':
- ; - ' - " i--
I
~ ~ ~ ~~~~~~~~~~~~~~~~~··-
·i
.....
.~:?,
t ..:.:-: ...
-t
' i , '~
: ...
k
t
I
4
~'.
~'
'
;.:
''- '- - ·
~f
b4~~~~~~~~~~~~L
.::'-i '
;
,.,.
.;
..;. ::
"----'..
......--.
,. . ~. .:.-L---,
~. ~. ~...
. ~. ~ ~ ~...~...
+,; -~:.-- . ~ ~: ...... . 71
~
~~~~r
.... ,-:l,.- -,... ,-., . i~! :
, .. ,..
..,
.:-:.. :' . .4-L
1~T
: : , J :i T 4T,' : - :- -' %
;...
-- .-~- - +,
I....
- --. ~,
~ . . . : - + ' ' - .' - --· ":' ;'-:
-;:: -.
:,,
t : F !. .. i . .
:.:t
.
.
.
.
.
.
, !,
,--,- ...
~"
.....
14
t,
.4: ..-,,,
~; ,:--..~
--:...~!
...l/rttl..'
I......---. -t--'...
-.. .. "' "'~,~,
-,- -' ?"l;'-_2-'.
~...: ;':
''
r-,'~
;-
..
-4;-.[...
-
:--
4*;
'°---r.....4..
,- ...
~.....~.........
~
...
..
' -;
4 -4---~
!'-f..
..
;~
::!.
4-
:*[
·. ..-
'
t
L~~~~~1:
-'iJJ~~'
-TL4-[-
i%
..
t
-- l.I
~
- ·
;,
ir'~~~~~~7
-;--:
,ii:-.'..~::
:-.-:
_:._-~
-!:Z
::;~
'~'fj!~' - r!:
L-_
~./
'.:i~;
:~:_;;-"':l
'
'
:
'
0,
..,[ ~-.i...;·
IT
'
~~~·
-:-:----L
.t
i.ll
.i.t.....
..
'','
.·~.',~-'~"-'~.
~-~ I-.l
t'....'_.
.. _.-4
.
.
I·
..-:. I ... ;...ll.~
i
S.....
I
. I--l--4 ~ J;,...
J
~
C
U
·
--'"'- I'·
iZ-'::'
, 1.........·
......
t
I
'
.:,-,·1)
·
,--'/ ':
_
4 ...
..
]. J... -... ...
II
. -1
,--..,:-;,.--,
' i-'- .
:
: ~--:-7.~L..
'.- :- F--- --~._ -'~
.r~·:
.. ~''
':tt
--T1 ' - ,-·I ~--~
. -':
..........
'-:- 1.'....
-.
;....
. :· ......
71-~~~~~~~~1
. !;,:, . .
...
: Li
.
.l-,
0
.
,-;.,
.
,-4
0
~'~
~ i~
';· ·;' · :".'f
';.
~y....
...
-~
...
·.......
--"-i
;-:.
....
:-e
.
~-+..
....
.
..
.
t·
-,
.?
.....
-...1;
.....
~..
.;:Z~.
J ...
,·4~~~~~~~~~~~~~~~~~
-i'- ..- i....I......I
-"':
;
I
: .. ........
; ,. ':.' ,
-?-[
.......
,-,-t.....
.....
I,,
... ....
.
~
T-
I"I."'.
',
Ii
ji
;
~
~
.
~ ~
..
~·1
!
1r:~~~~~~~~~~~~~~~~~~'
~~~~~~~~~~~~~~
-..-.
. -. . 4~~~~~~~~~~~~~~~~~~~~4
.. . ...-. ~
.-----~ ~. ~ ~...-:---..
',I,I:t
1
.'
IJ....
,
..
.
I
_.
I
0
0
o
0
0
I
JGIL
L''
zeto
uH
I>
0
9et9WI
N
-
0
peii
1-4
QTWS0IpLH
0
60.
section is a straight line of very small slope.
The hydraulic
gradient, as in Figure 24, decreases with decreased length
of the bubbling section.
Figure 26 shows the effect of simultaneously blanking
off the two upstream and the two downstream cap rows.
I
head profile
The
within the bubbling sectionremainsthe same
r
as for the tray operating with
all
cap
rows
bubbling.
The
downstream head (Tap #11) increases slightly and the upstream
head (Tap #0) decreases for the shortened bubbling section,
thus decreasing the hydraulic gradient.
i
5.
.
Effect of Blanking Cap Slots
.....
Figure 27 shows the effect of blanking off the
unopposed outer slots at the upstream and downstream ends
of the bubbling section and of blanking off all the upstream
-
or downstream slots.
Within the experimental error of
.
the measurements, blanking off these slots does not ap-
preciably alter the hydrostatic head profile or tIhe hy-
draulic gradient.
6. Foaming Run
;:~;::
~A
series of runs were made with concentrated liquid
soap added to the water to determine the effect of foaming
.
upon the hydrostatic head profile.
-'
)
The visual foam height
increased markedly, almost doubling for high air rates
'~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~:-mI
t...
-,."
.....
...
4~~~~~~~~~~~~~~~4
.. :..."""''..:' ;-' ;'-''..r"-,--..........."'"-...
1
-4- -..
~
.:.i~
14
14~~~~~~~~~~~~~~~~~~~~~~~~~~~~~-~
1
-.
~~~~~:7
i;-!7~-!I·
'.-..'....
i
4.....
.....
:.
:......
....
..,. ....
.1.
I
.... .... ....
.l t_,.t,-r
4~~~~~~~~~~~~~~~.,
-
..,~'-:-:.-. .''.-::-;-'------:
... :-.-... I.. --... -it..tt--..-i-:- ·... ;--.,ri
~ . :,. . .~-.r. C.:A...W'.
. -..-..... .. ~r.I~.-.-]..=.---...--. ,~...
~:~~~~~~
~,i':..:..:....:--:.....-.,
. '
. · "l
-.. ''.'.
.--.-. 41-..:
t..~
.........
~ :~-=
t~-~,:-~
......, .....,......-l~,~.~,,-e-,zC:::i'..~. ,.~,I,=.:nJ~l~l~. ~.~.i:I~
.... .-:--~...
r:-r-~:--;4-:;r
'
I'::;,'':':::~"::"--.!~iI
~;:'
3'-.U'O!~.'C'O::13m:3
l:=:-::',:;:'-:;
tl~~~~~~~~~~~~~
7. J~~~~~~~~~~~~~~.
~--'.".;'-:'ti:.:"~
q'-:=-'
T...
,.:=.--=,-i-T.·
:I-- ~~. ~ t'?t. I .-',I'-:--=:: ,,.,:--'~,!-~:IIii
.:~1'-:-i.--];--'':
~~~77.
-7: ji~~~::
T--c
...............
, ::......
__.. i !....:-oo
;=
F-~
t- .
tA-!-.
'"'7:.
,m'......
.
.-.-
t",;~
r
.
i
-L
',
~ .
~_A,.__4=,
t
~ ~ ~ ~ ~ ~
L........L--.....-......',..O
_-i,.l,-.1:.'mb'-'..I...
-L~~~~~~~~T"
IP
-I
W,
0
aela
,eeTo
0
9eqouT - pUeag oT,oqzpCF
r-1 4
0
61.
However, the hydrostatic head profile remained essentially
unchanged and potential traverses indicated that the top
portion of the foam was essentially froth and contained
no appreciable amount of water.
In considering the foaming
run data, therefore, the foam height used was the effective
I[
foam height, Le, which was determined as that point above
which the probe read only the calibration reading.
The ef-
fective foam height was always considerably less than the
|.
visual foamheight and was, for the same air and water
.:-
rates and weir height, approximately the same as the foam
"-
height for the non-foaming runs.
B. Potential Energy Profiles
Potential energy data were taken for thirty-two runs.
Each point on the potential energy profile was determined
by graphical integration of the plot of hydrostatic head
:.
vs. height above the tray floor.
Essentially, the potential
energy for any point on the tray is determined by the sum-
mation of the potential energies of all the individual
differential volume of foam above the point; i.e. the weight
of the differential volumetimes its height above the tray
floor. (Figure 28 is a typical plot). These values are
-probablyaccurate only to t 15%. The top portion of these
- .
potential energy plots is somewhat in doubt due to the large
possible error in the foam height determination.
iF
However,
O
I -~
t- ...:
~'iif~': -$" i"!"-
_~
_
''"-
;~ '~ ~;-?' i: I--;~
~'~'I'
'.-:'?i r~* ~: '? :it -.: "
":-"'_'---~,.L!
_s.r......
1;.... riT
~~ :-!'--:-,
"?
. j ' ::' : 1
..'j.,:::.'
- :: .::
-· . ..'.
t- ~?-t;:
.. .. . . .. . !:'foi !'~:
)A
... ...
..
. ; .; '
i::::t:~~~~~~~~~~~~~~~
.:,
.:I .
i: ?
;-:i-
I
··i
!-~':~
; I-
i'i-
' | '.....
,....,':,.,i ;~
1 *....
~ '.'-. ... !'."t.*.'-'.~ 'T' ;- ;'--[-'! r'-;;-'
':i
' I~ ' 1:
iT.
i -.-~
I
~"..
~"!."T-t;
;-!-..........
_.''
i:--..
:1::·
........"
C " r -,
! !,~:}-;.-'
i'ti:- ?'i
:-
.-.
,,
..... ;
.: . i .
.
.
...-
,
. -s-""---T~ ,4't._
I---:----
,_O X ,, ,~e-.NSH--II'i
'
1
.... .!.....
' 4
-!'"-i
.'' i"':']!
. .: ti,.:"!-?...
. ·I. ... ,",'['
:' . i[N...,~
' l'.*' ' '' I-[ [ ' ' '
~~~~~~~~~~~~~l...
[ii
-
.....
.
' 'I' ' ,'''
' '
'
,
~~~~~~~~~~~~~~~~~~~~~~~~~~i
1
'
'
1
- 1 -i ~ i i! ~
-,
.......
__-_______--.-44-*>---F-_...............................
'· .... . . :......,......
. ~. ~ ~.i'l
~ ~
§
'
:.
:i :.
.
lw
-"-i-!-1---
.7
.l:
l
lj
....
.
l
,
l
"
!t 1
?i
I :- ~ I:-~:;!
~-t:!:
..............
t...........
,.......~._
.......
_._..... ._. .... _ ........._:-i.
7b--'-"
-
i
- --
.
1.
,
{
l
.
.....-.
i
.
"I':''':.'
' .:'.....
--'i ' .",i!'
'':'
.."[
'''" ':~;-Il:.:-;:...'
~ ~ ~ ~ ~ ~ ......... ..
.
.... .....
.
.
1 -7
1- - ''
I4
!
;
:.
'-'1;"
':'
-'
:
....
.,.....,1
'''1
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~': X'N
I12
--
.
Z
.i-.
~ ~ ~
~ ~ 1,1l1.;1!j
...... 2
I~~~~~~~~~~~~~~~~
...- <li-A,1
I
.........
-'1,
~~~~~~~~ j,. :..
.
.~~~~~~~~~~~~~
seqou
-
'
l: j~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
i l :
Dl' ll
M :
l i l l '
t ' '
. - ......
... t........
-7. i..i..
7
~t .................
.
.
-7.7
...........
....
~..
.
.
I ;,
' i,
7"
I
I
?",-T;E.~
:'
... .....
·
.....
I
-: ~';-:--
----_"''
-7~~~~~
.
_
t
;-:
ooA
. .. .
-1---:
a~,I. .Aoq'
ou$s
a
0
i~tj
;'
==-;-
ii, _?...
L'
~~~~~~~
I:4:I
~~~-,mT
...'
*j~~,'.
_I
I~
: ..
~ fl"
I -T,-,
,
~~~~~4-~~~~~~~~~~~~~~~~~~~~~~1~
. : :
: " !
....
_
4
4.,..T0i
'-:"I
if 4J-"m'I
....--
,:
'
-4~~~~~~~~~-
'.-:-,".itI
.:.-....,.
' -..
:
.
--
-~
:
__~~~~~~~~~'
I-
i
.CW-:?~'.~~~.-;-.
~,~- .
,~
·
f
i-'''
'
't
.11 !-I-~
...
El,..
.~~~~~~~~~~~~7
:
~
7-~~~~~~~~~~~~~~
...
.~~~
17-~~~~~~~~~~~~~~~~~~~~~~i
iivr
::: ~' V-:,:-:'
t-, :..-..'.::-""-':i
-- :-:4
'-" "
.
.
.
.
'"~"t'-4
.I~~~~i"I-t
Tj....
'~"~
: -.~ 1'"
"'~~"-~'~:-~~'l'~~~'~'~~
' ~~~~-t
t'"~
*t~:~~;:~:i-:
,I~~~~~~~~~~~~~~L-~:.::
l~
~j?:-?'~..
'~~~"~
=-Fr::c
-1r
"TE'
.',4:___:_w-'.--I_
' ....
t~~~~~~~~~~~
-
T
4-I..4.....
:...
.'7~
J
m~~~~~~~~~~~~~~~~~~""~
:"
_ '-'t
0
+-
d-
~b)
H
v42
0
Coll
r4
H1~
a
.Ia--a J
Jo
TyOU -
H
I-I
2J&L
T4UG40d
0
'--.2--t
-t.j,
,
.
a--P
J
-:
+4~~~~
:"
'
T .
,..-........
......
,;
.. .... ~,v~r'':<-I'i
t4_s~~~~~~~~~--:,~-
~W ~~~i¶{=
s
.
.-
'.
".-t
:'"":':",-.,
W~~~~~~~~~~~~~~~~~~~~~~~~~~~~~:
' .
~~~~zt lf~~~~~~~~~~~~'T'.
-..
-t-
-~-~
~-~
~ ~
4--
~
L
~~~~~~~~~~~~~~4L
1~-.'
.7
'0
:-E-:'E'::
.-
.-
WT-
t
. . .-
.
.
........; '1....:4.>I
W~~~.
_t:
_
-.
-~~4
|--4<~~;i
.4.
~~~~~~~_
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
41
jT..
142J
Jf~
-W
l...
-.
..4
,
_
m
'
-
I,
' 1'r
j ~'i
:
"
-T~~~~~~~
0
4~~~~~~~~~~~~~~~~~~~~~~~~,~~.!jf_.
in
T~~ ~ +~~~~~~~~~~~'~...,
~ ~ ~
~
' t1'~ ~ t
*~
- -
itr
'"
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~-
-- " -.
I-~ -K- ~ -1*" ~t'I-~~~~~~~~~~~~~~~
;.4
p4
a
t
i.f-- ' h ,- "
"
-t-,~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~X
,--~
........- m..
---
tI:
i '--' *'
~
~
.
~.i.. ~ 17
*_ "'",
._ i|
',
4-ii
'.
_
- -t-
4.
0
0d
ni p4
ni
E~~~~~~~~~~~~~~~~~~~~~~~_-.-. ...
"~i
L7
~~~~~~_Z
..........
~ii ;~..:._.
N
" -"',
~~~~~~~~~~~~,-,7.
-
."~-
4~
~'
'~~~~~~~~~~~~~~~~
:
'"7-
r~~~~~~~~~~
:~.---.
_~ ~ Id
'~-~
..r~71
O
N
za.A :eaTo
o
TsAeqouT
4
H
DI,,,,
0
zau:r squeS.odT
f`T
I. I
"..i':_:..':-::;:'..:'.-;.:
.. t.;
I i ..- -
_H41
_14 -:--1 - : - ,
'"L'
: ,. '.I. . -- I, 1..., . J 1.,. . -. I.I ... .- : -11 ..7 A,
! - . L
.- _. .
.:I?
.... .1,
"
' T'
;' FT.
-r':'-·-,' --- ' -''!''.'
t!- ....---
'.~:--'
"-:I
[. ;4 i :' :':
.-
?....,-:.
-.
k..~' . .4
. t .""-': %:
I'_. ' i~-i"'-5~
:.._1
,:2i:'.
....
I 1' -.:7.:
- --, . ' : 4... :LT
-~
-' ' -'*7'.L
-
qF_: :.; ,... .- ....
i· f
*
',·-.:LI. L-:·~-..:tJ~
,
:-; ii :-" :, '
E!£;-'%
f.::
,~'
'-.·-;~'- ·- 4'..
.-.i,-.F..
:
_'. ':
I -
T____
i -I'7;'
rff. ...'" -
''
'~ : ..... -F i-.
7-4_
--
!: _-4- .. +,
':- ,' ..:ii--.,--.
':"'___7-:.:-.:7:::'.
r --
':::'7-;'.';
;i: -..-:- '7t
1
~h"
-r~ -;
.I
-,
hi ~i-;.,.-
. - '4" +...-.........+,..:
77t-':,' ':d..
N:r
'.]:7
:---i:-; -:
4· - ,
'''..
'I~~~~~~~
.-"""
...':-:
--
}.-t--H, .
·-' -
;'_4, '- F,~':
i:'
.j!
-
....
1 '1+-~-
-. ,,,,
~ :J . i
t----ItF,',
t-I-.4
_~
:I;:
Li~
:
.....
''-',if;:L'
4.-{] - . . -,L,4_
~.~..~
i,-t.'I· ;"-----;
t
,
I
-I
,·
..
Hj4:;::
~;.~-J
C_
t--M -4-:-4-~ '-,--~-
~~~L.T~Z~'.-~.k.::Z_
rL::nl
'-
i' "~'~
-
Hj , ·- _i-I
~,'.-
-I ~
;-T~-
",i-l;
-rt -:~!2,4.'':--.
L
'- I
-
::"~
!~L.'
~--p~Z.
·-...
?-;r.
.-
4",'r-f
.
4fbb.4-t' - -7:1.;;.--'
.T
-? -t--"- · -r-t-
~-'q?../
';~:-: .
·.44.-,_
t-:·
T
-~-' ,--m
-; .?i.
'.-
r:i:-tFqi 1:'....
;
,~ i 'i--
..... --
r- --~ .
~-'
: .; :;
L .....:~.-
LI--:...''..'.- l. -
-
-'-~ '4H?
+-i.-~--b-
1410
1':.~
:t"=i:
· 4?]1
i-:-.
i,
:4---H·+ . -,
:--4t.
FHt-;~~
~-r-:%---.::::.:.
"~.-;,-44-J-,:-+-- i .......
..--- - 'L
,~:t~-~..
-, ~, '~+.
-.-.- .
...
..{_._
-,4.;
L4'I,
i
"i"'
*"
7 "'...'"-,-
'
-
iP~'
--
"
vl
-~.
r:
'~,~~ &
to
4-2
0
~~~~~~~~....
Wq
"
-- ,+
'~
i.::"'-'
....
:·
-
+ --
:
...-.
0
:
lI'Z
.- tT.:.4.
4,
:-:n:r
'iiC-!?
4.14..
4
$~". .:.
-:I½t...:'_T'
T
.. i-i,.-1
...
0.4
bD
r4
9
-* i-:H-
;...-.
At
0
!I !:-. r,'
-~--~'-%-'i~:-'.~-t
4
~ .+
' C_,~i:F
·-- :4 F
' .- ---
.......
+
:
:2
?.'-,
.:T: -1·-
.
·
,
-
'.- : .--'
·
,~ · ,.-4..
4....
04
Fl~-'4.':.~ .~
r-f
Cd
t,
~ ~~_.
i_.-.
:~~~ :!_~
-.......
;--~--
'
I
~
i..... 4-
.-
......
:.-
-:I-
.~.-.. ;-...i..
,.4~ .:,' ~i~ ~.
:.-......
0
:--,
'.~: -
---
:,-.L
·;,: ... ,; .
i .
·
.
::;:-t_.[4:1
-
.-I
'[-
L J .
ff-1:l
·
........
:.LI-
":
-: .
.
..
.I
..---__:1i ,__
-..--, '..:_1477
..-7
;':_.:
. !.
I
Il:
] I :
: .
I
I
:":-'
F.
'IJ;~:-'!:
:''!.--
: : ; 1_:
-..
I :. _,
.
I
I
I
~
'
'.'.- _iT:
__:_ _
1I
I
-_
'
--`!~i-t t4-
'
I
I
'.
'
I
I
I
I
I
=t~:
_ ~J-L
,
'
'
I
1 l
I
L
I
I
I
i
I
I
._
-
:
I
:-· 4----;- -.
I
.
I
I
.
I
0
A4
%::
r
.I..i r
4
_tI
.
I-1
4-3
4-3
J.JI,
l
.r4
0)
-',,- :i ~4-
JI
i
-r -:-'-71
M
o
I
1
I
II
:
'-"ii:
i i.'.!.
t --I i
·--- ··-··
IC'-t~-,-i--,I ~
·---:-iLc-
-,
...
*""-17 ""
i -,--:
i
L
,
,
.
L...
,
I
·-·-tr---·--'
:+i
-· ··
-:··i··e
I
.I
__I..
i I.;
' ~'.'"7'_
Tt-'zI'
-?-41
'"
:: 17TE'
--.
;I.I .. -. i;. _:; I.; __. ,
...
v-:-':'--.:I~i ....Ji;;
o
N
ao
T,
I
I
I
I-·-·
,
.41,
. .;
I
:' . Lf:
I 1.
4 i I :'!i
..
' -
.ze1 aeto aqOU- .BJZeTueow
0
62.
an inipection of the curves shows that a large change in
Lo can introduce
only a small change in the area under the
curve since the ordinate and the curve are very close
together.
on the tray
Essentially,
the
potential energy for any point
is determinedby the summationof the potential
energies
of all the individual differential
volumes of foam
above the point; i.e. the weight of the differential volume
times its height above the tray floor.
Figures 29, 30 ad
31 are typical potential energy
profiles at water rates of 15,
25 and 50 gpm/ft.,
respectively.
Within the experimental error, the potential energy profile
for a given water rate is a straight line which is independent of the air rate and which shows no appreciable discontinuities at the ends of the bubbling section.
The liquid
level on the plate and the slope of the potential energy
profile both increase with increased water rate.
C.
Wall Drag Measurements
Table II shows the results of twenty wall drag measure-
ments made for both aerated and non-aerated flow.
These
data indicate that for a given water rate, the wall drag
friction force per unit area for aerated flow is six to
nine times the friction force for non-aerated flow.
the experimental error, which is about
Within
'40%, there is no
63.
TABLEII
WALL DRAG MEAASUREMENTS
.....
Run
Weir
hgt.
Plate
No.
hw
frxhes
Plate
Loca-
Weter
Rate
tion
G'
Air
Rate
Qa
gpm/ft.
Friction
Force
lb./ft 2
cfl
(7 rovs)
A-1
3
1
A-2
3
1
D
3
3
3
1
1
1
2
1
2
3
3
3
2
2
2
B
C
F
E
G-1
H
G-2
2
3
K
3
2
3
3
25
0
25
635
0.07
0.06
1
25
25
25
25
25
25
25
25
25
0.06
1
630
990
1
50
50
50
50
2
2
1
1
1
3
3
L
3
3
M
3
3
1
1
N
0-1
3
3
3
3
0-2
0-3
3
3
3
1
1
3
3
1
3
3
1
3j
1
0-4
0-5
Plate
1
3
Length
-....
Width
15
25
50
75
.93.
2
12.36
12.36
0.05
1000
o
o*oo7
0
0
0.00
o.006
o. 04
730o
0.03
o.oD
9o
0.03
0.007
770
0
o. o4
79o
1025
0.05
0.007
0
0.05
1020
1020
1010
1000
1000
Area
(both sides)
6.18 in. 1.75 in. 0.150
3
0.007
1
1
sq.ft.
in. 1.75 in. 0.300 sq.ft.
in. 1.75 in. 0.300 sq.ft.
Weight
o.04
0.05
0.06
0.05
W/A
2
55.2 gin. 0.81 lb./ft2
31.8 gm. 0. 23 lb./ft
104 gin.
0.77 lb/ft2
Plate Locations
1.
Between cap lines at tray level.
2.
Above top of caps over middle line of caps.
3.
Above top of caps between cap lines.
6*.
--P -* t -
-
-
-
-
--
-
L&LgaL.LuaxLuuxa
-
l
-
P
4'-
- t
-
-
.
-
-
-
.
J
A
-
-
- -
-
. ±I-LU'.LulUurag wLin elnler
water rate or increased air rate.
-
- -
-
--
lincreaseu
There is no significant
difference in the friction drag for the three different
plates tested.
I
i
I
tre oubDling
The location of the test plate within
section also nag no apparent arrect on
the friction drag forces.
D.
Hydraulic Gradient Picture
1.
Hydrostatic Head Profiles
The hydrostatic head profiles show very graphically
the effect of aeration
pon the liquid flow across the plate.
With no air flowing, the profiles are straight lines with
very little slope (Figure 2).
Tne erlect o
increasing
water rate is to increase the liquid level on the tray and
to very slightly increase the head loss or hydraulic gradient.
As soon as a small quantity of air starts flowing,
the downstream caps, over which the seal is least, begin to
bubble and the hydrostatic head within the bubbling section
decreases to a value below that in the clear liquid sections
at either end (Figure 17).
The downstream clear liquid head
decreases slightly (about 10%) upon the initial aeration, but
no further decrease in head occurs with increasing air rate.
This initial small decrease in downstream head is
probably due to incomplete recovery of the liquid velocity
65.
head leaving the bubbling section.
This is because, whLile
the foam height, Lo, is approximately twice that of the adjacent clear liquid, h2, -
(Lo = 2h2) - the actual area avail-
able for liquid
flowwithin
the foam is L j
(since f is
the fractional volume of the foam occupied by liquid).
The
liquid velocities for a given liquid rate are inversely proportional to the cross-sectional area available for flow:
Vb
Vc
An
Ab
h2
h2
()
1
Lo
2
where the subscripts (b) and (c) refer to the bubbling
and clear liquid zones, respectively.
In the bubbling
section, therefore, the liquid velocity at
=
/3 is 50%
greater than in the adjacent clear liquid section, and
evidently the distance between the end of the bubbling
section and the exit calming section is, for the ten
row runs, insufficient for complete recovery
energy of the liquid.
of the kinetic
This is borne out by the blanked-cap
data and the seven row runs.
For those runs in which down-
stream cap rows were blocked off (Figures 2
and 26),
the downstream, clear liquid, hydrostatic heads increase
for two or three pressuretaps beyond the bubbling section
indicating the recovery of the velocity head of the
liquid as hydrostatic head.
For aerated flow, the upstream clear liquid profile
remains, as before
a streaight line of very small slope,
~~~~~~~~~~~~~~~r
~~~66.
but the upstream liquid level increases over that for unaerated
flow (Figure 17).
This increased head, provides the additional
energy necessary to overcome the increased resistance due to
aeration.
As the air rate is increased, the length of the bubbling
section also increases, moving upstream.
With increased
length of the bubbling section, the upstream clear liquid
level, and, consequently, the gradient, increase.
(It will
be shown later that the gradient, for the same Reynolds
number in the foam, is a linear function of the length
of the bubbling section.)
As the air rate is increased, the hydrostatic head
within the bubbling section decreases, and the head profile
within the bubbling section becomes approximately a straight
line of appreciable slope.
Visual observation of the
flowing liquid under conditions of unstable plate operation,
indicates that the flow in the bubbling section occurs in
two phases with a bubbling foam overlaying a clear liquid
layer.
At the downstream end of the bubbling section, the
foam layer is quite thick.
Due to the effect of hydraulic
gradient, the thickness of this foam layer decreases upstream
and the thickness of the underlying clear liquid layer
increases.
This visual picture is confirmed by the potential
energy traverse data.
:
Thus, we have an increasing thickness
67.
of low density foam and a decreasing thickness of high
density clear liquid as we move downstream, resulting
in a relatively steep static head profile within the
bubbling section.
The slope of this static head profile
within the bubbling section decreases as the active length
of the tray increases, indicating that the variation with
length of the thickness of the clear liquid and the overlaying foam layers is decreasing.
Above the air rate at which the tray becomes stable -i.e. all caps bubbling -- the hydrostatic head profile
,tt
within the bubbling section is a straight line of relatively
small slope and the hydrostatic head gradient within the
i
· ·,
bubbling section is quite small compared to the overall
hydraulic gradient.
There is a thick layer of foam on
top of a thin clear liquid layer both of which have essentially a constant thickness across the tray (Figures 32A
and 33).
The constancy of head within the bubbling section,
together with the constancy of thickness of the foam and
clear liquid layers, indicates that the foam must have a
constant average density.
For an incompletely aerated tray,
the potential energy traverses show that if
7,which
is the
ratio of the average foam density to the clear liquid density, is calculated upon
the basis of the foam layer only,
it remains, within the experimental error, constant at
one-third.
1
0
I
(j
Il
I~
144
QQ
QQ~~~~~~~~a~
NL4
IT
La
t~~~~~
k
K
1
4J
0%
0%
(3
cz~
0
Z~~~~~IZ
"I',) ~~~~~) Qt'~~i-
QQ~
A further increase in the air rate above the point of
stability eliminates the clear liquid layer entirely, the
foam extending down to the tray floor (Figure 32B).
At
this point, the liquid is said to be completely aerated.
Any further increase in air rate has no significant
effect upon either the static head profile or the hydraulic
gradient.
This independence, for complete aeration, of
the hydrostatic head profile from changing air rate is
also shown in Figure 16, which shows the effect of increasing air rate for zero water rate (stagnant pool).
Above the air rate, at which the liquid becomes completely
aerated, a further increase in the air rate has no effect
upon the profile.
Data were also taken with whole cap rows blanked off,
(Figures 24, 25 and 26).
The air rate was adjusted so
that the air rate per cap row was constant (producing constant slot and superficial air velocities) and equivalent
to 960 cfm for the full plate of ten cap rows.
These plots
show that for constant superficial air velocity, the profile
within the bubbling section is independent of the number
of active rows, and that the abrupt discontinuities in the
head profile occur at the ends of the bubbling section.
These data eliminate as a possible cause of the end
effects the accelerations and decelerations of the water
69.
as it enters and leaves the cap section, otherwise, the
end effects would have occurred at rows 1 and 10 irrespective
of the blocking of the cap rows.
Miller (17)
Hutchinson, Buron and
obtained a similar head profile with a sieve
plate which again indicates that the profile with its
discontinuities at the end of the bubbling section is basically
dependent upon the bubbling action and the foam itself
rather than on the physical configuration of the tray.
For the runs in which upstream cap rows were blanked
off, there is no change in the downstream profile, but
the upstream liquid level and, consequently, the hydraulic
gradient increases with increased length of the bubbling
section.
For the runs in which downstream cap rows were
blanked, the profile within the bubbling section remains
the same while the upstream liquid level, and consequently
the hydraulic gradient, decreases as the length of the
bubbling section is shortened.
The more complete recovery
of velocity head due to the increased length of the downstream calming section has been previously pointed out.
These hydrostatic head data show that, for the
same water rate, the hydraulic gradient is order of magnitude higher for aerated than for unaerated flow (for
low water rates the unaerated gradient could not even be
detected) and that the gradient increases with increased
length of the aerated section.
The data also show that
the air rate affects the gradient only as it changes the
length of the bubbling section and the degree of aeration
and that for a completely aerated, stable tray, changing
the air rate has no affect upon the gradient or the hydrostatic head profile.
These data were also plotted to show the effect of
water rate and weir height upon the hydrostatic head
profile.
These plots show that:
1.
ncreasing the water rate increases the gradient.
2.
Increasing the water rate makes an unstable tray
more unstable and may mate a stable tray unstable.
3.
Increasing the weir height increases the liquid
level on the tray but decreases the hydraulic
gradient.
These general results confirm those found in the
literature
(161-
171-
(1),
6), (9)
(11)
(12)
(1)
(1)
(15)
(18)_
These data also show an apparent anomaly.
The liquid
in flowing from the aerated to the clear zones goes from
a region of lower hydrostatic head to a region of higher
hydrostatic head, moving against a pressure gradient.
This
lowered hydrostatic head within the bubbling zone compared
to the adjacent clear liquid sections can also be observed
in the pressure drop of the vapor through the tray.
The
average cap pressure drops for Plate I are kncwn as a function
of the air rate.
71.
From the cap pressure drops and the measured pressure
drop through the tray, the hydrostatic head within the
bubbling section can be calculated.
calculated in tis
measured values.
The hydrostatic heads
manneragreed very well with the
This phenomenon of lowered hydrostatic
head within the bubbling section has also been noted by
otherinvestigators
(2),
(13),
(15), (17), (18), (24).
The effect of the kinetic energy of the unopposed gas
streams
issuing
from the end cap rows was first considered;
data were taken with upstream and downstream cap slots
blanked off and the results shownin Figure 27. It is immediately evident that the hydrostatic head profile
does
not depend for its shape upon any kinetic energy contribution
of the gases.
The hydrostatic head profile shows no
appreciable change, for a given degree of aeration,
whether
the cap slots are all open, whether certain of the upstream
and downstream cap slots are blanked or whether all of
the upstream or downstream cap slots are blanked.
Also,
any such end effect would be the same for a short bubbling
section as for a long section.
The hydraulic gradient
data indicate that the gradient varies essentially linearly
with the length of the bubbling section so that any kinetic
energy effect of the bubbling gases must be quite small.
.
.
The hydrostatic head profile seems to depend only upon
the degree of aeration; the degree of aeration in turn,
72.
for a given water rate and weir height, depends only upon
the superficial air
velocity.
An additional check upon the possible contribution of
the issuing gas streams is to assume that all the kinetic
energy in the gas issuing from the downstream cap row
is available to explain the large end effects.
Probably
only a very small portion of this kinetic energy can be
converted into hydrostatic head; the rest is used up in
raising the liquid in the foam and in the turbulence within
the foam.
For a 2
weir, a water rate of 50 gm/ft.
and
an air rate of 1450 cfrm,the measured hydraulic gradient
was 1.00 inches and the measured downstream end effect -difference in hydrostatic head between the bubbling section
and the adjacent clear liquid section was 1.1 inches.
The
total kinetic energy in the air stream issuing from the
downstream cap rows is about one-tenth that required to
account for either the hydraulic gradient or the downstream
end effect.
Finally, for a completely aerated plate, the
hydrostatic head profile, and thus the gradient and the end
effects, does not change for a 50% increase in air rate
corresponding to a 225% change in the kinetic energy of
the air.
Here also the data of Hutchinson, et al
()
substantiate the view that the kinetic energy of the air
streams is unimportant.
They obtained similar head profiles
and end effects on sieve plates; their sir velocitieshad
only an upward component and, therefore, could not contribute
any energy directly to holding back liquid at the ends of
the bubbling section.
The possible contribution of the change in kinetic
energy of the liquid in flowing from the aerated section
to the clear section is likewise very small.
While there
is a 50% reduction in liquid velocity in going from the
aerated to the non-aerated zone, the liquid velocity is
so low anyway-50 gpm/ft. --
approx. 0.5 ft./sec. at a water rate of
that the available kinetic energy of the
liquid is again about one-tenth that required to account
for the gradient or the end effects.
2-
Potential EnergyProfiles
A mechanical energy balance taken across the
boundary between the clear and bubbling zones gives the
expression:
z1g- +
gc
.12--=zy
2 gc
2
-- t
-2-2
t
F
(1)
2 gc
gc
or
PEb
b
= PEc
KE c
£F
(la)
where the subscripts "b" and "ca in equation la refer to
the bubbling and clear zones, respectively.
It has already
been shown that the kinetic energy change across the aerated
zone boundary is small, i.e.
Eb
KEc .
If we assume that
74.
the irreversibility term,
F, is small, thentae potential
energy change across the boundary must be small;
The irreversibility term,jF,
FEb - PEc.
across the boundary section
is made up of three contributing factors:
the irreversibilities
due to the flow of the bubbling liquid approaching the boundary and due to the flow of the clear liquid leaving the
boundary and any irreversibilities inherent in the boundary
itself.
Since the irreversibilities due to flow are propor-
tional to the length, the first two factors can be made
negligible by making the section under consideration short
enough.
If there are any appreciable
rreversibilities
inherent in the bubbling liquid-clear liquid boundary,
they should become evident with varying lengths of the
aerated section.
Figures 2,
25 and 26 and the data from
the seven-row runs on Plate I indicate that the hydraulic
gradient, which is a measure of the total irreversibility
occurring between the upstream and downstream calming
sections is within the experimental error, proportional
to the length of the bubbling section.
(12), (15)
Other investigators
ave also reported this proportionality of
gradient with length of the bubbling section.
assumption of a small
Thus, the
F seems quite reasonable.
Since the density within the bubbling zone is not
constant, the total potential energy which the foam above
any point on the tray possesses must be determined as the
sum of the potential energies of all the individual dfferential volumes of foam above the point.
75.
Consider a vertical slice containing one pound mass
of foam extending from the tray floor to the
the foam.
top of
ince the air has a negligible density compared
to the water this pound mass
a pound mass of water.
of foam contains essentially
The weight upon the tray floor
of this vertical slice of foam can be expressed as the area
times the pressure.
Since our measurements of hydrostatic
pressure have been expressed as inches of water, h, the
pressure, in pounds/square inch, is the head, h, times the
density of water,w,
and the weight upon the tray floor
is given by the expression:
W = A H
=w
1 lb. mass
(5)
where
W = mass
of foam
~ 1 lb. mass
A -
cross-sectional area of a vertical slice of
foam of 1 lb. mass. -- sq. inches
H '
hydrostatic head exerted by foam on tray floor-incaes of water.
wdensity of water -- lbs/cubic inch.
or
A'
_1__
Htv
ons1idera differential
Consider a differential
(5a)
volume of oam within the
volume of foam within the
vertical slice at a height above the tray floor of y and a
thickness dy.
The potential energy of this differential
volume of foam is the product of its mass times its height
above the tray floor
76.
Ady4f g-
d(PE)
(6)
y
where
A
area associated with 1 lb. mass. --
sq. inches.
dy-
thickness of differential volume--
inches
f= density of the foam -y
lbs/cubic inch
height above tray floor--
g/gc = conversion factor --
dp g f
inches
lbs. mass to lbs. force = 1
(7)
dy
Change in pressure, dp, in going from height y to height
dy can also be expressed as the change in hydrostatic
head, dh, times the water density:
dp
-
/
gc
dh
w
and combining equations (7)
g-
pf
-/w
dy=
gc
(8)
and (8)
dh
(7a)
gc
From equations (7a) and (6)
d(FE)
we get:
=
A c Aw
y
we get
dh
(6a)
and substituting in equation (6a) for A we get
d(E)
(9)
g~(yh)
H gc'
Integrating between the limits h
0 and h
h o gives
ho
PE
H/ n
y'dh
c
(9a)
I
77.
The potential energies within the bubbling section
were determined by plotting y vs. h and graphically integrating the resulting curve.
Figure 28 shows such a
graphical integration.
Within the experimental error, which is fairly large -probably
- 15%, --
the potential energy profile for a
given water rate and a fully-aerated, stable tray is a
straight line.
These profiles, show no discontinuities
at the ends of the bubbling section, confirming the previous assumptions of relatively small end effect irreversibility and a small change in the potential energy across
the bubbling liquid -- clearliquidboundary.
3.
Flow Mechanism Across Bubbling Zone Boundary
These potential energy profiles also indicate
the mechanism by which flow occurs across the boundary
of the bubbling zone.
Figure 34A shows a simplified sketch
of the bubbling zone boundary of an operating tray.
Hydro-
static head profiles for this section at varimus heights
above the tray are plotted underneath the sketch.
At any
elevation above the tray floor, the driving force for
liquid flow across the bubbling zone boundary is the difference between the hydrostatic heads at that height in
the clear and adjacent aerated sections.
The hydrostatic
head, h, at any height above the tray floor is the pressure,
FIG URE 34
SKE TCH OF BUBBLING ZONE BO UNVDAR Y
WI TH H YDROS TA TIC HEAD PROFILES
AT VARIOUS HEIGHTS
i
ft((K,"
(fK
I
I |-
f
|
I
TRA Y | FLOOR
."
FIG. 34
/
1
"
7t'(
, ,,,
77
777,717,777"r/
|
t
H=
'
L
O A VE.
-
-HYDROSTATIC HEADI PROFIL E A T TRAYKFL OOR
I
! : ~~~(Lo h):
FIG. 34C - HYDROSTATIC
HEAD PROFILE AT HEIGHT hz
iI
iYe'
h~- Yel
(Lo~c)~
1(oY)2
+.,..........
J....o-..)
FIG. 34 D - H YDROSTA TIC HEAD PROFILE A T HEIGHT h e
78.
expressed in inches of clear liquid, exerted by the fluid
above that height.
In the clear liquid zone this is e-
quivalent to the hydrostatic head at the tray floor, h 2 ,
minus the height above the tray floor of the point in
question, y.
U
Ac
= hra,
en
.J
"
In the aerated zone, the foam density is less than the clear
liquid density; the hydrostatic head at the tray floor, H,
is equivalent to the foam height, Lo, timesj
which can be
considered as the ratio of the aerated to the clear liquid
density.
The hydrostatic head in the foam, hf, at any
height above the tray floor, therefore, is given by the
expression
hf
At tray level, y
(11)
(LO-Y)i
0, the hydrostatic head in the clear
liquid, h 2 , is higher than the hydrostatic head in the bubo
bling section, H, and there exists a static head gradient
from the clear liquid to the bubbling zone (Figure 34B).
The local flow is back up the tray, opposite to the net
flow.
At an elevation above the tray floor equal to the
height of liquid in the clear liquid zonejy = h 2 and there
is no hydrostatic head exerted by the clear liquid.
However,
there is a hydrostatic head in the bubbling zone equivalent
to (Lo-h2j(Figure
34C).
At the elevation, y = h 2 , therefore,
there is a static head gradient from the bubbling zone
to the clear liquid and the local liquid flow is in
the direction of net flow.
Now the density of the
clear liquid is muchhigher than the foam density;
ave' is, for complete aeration, equal to 0.33.
The increase in head with decrease in height is
greater,
therefore, in the clear liquid than in the bubbling liquid
and the local hydrostatic head gradient in the direction of
net flow decreases as the height above the tray floor is
decreased.
At some intermediate elevation, y,
the hydro-
static head within the bubbling section will be equal to
the hydrostatic head in the adjacent clear liquid.
hc
hf
(hla)
or
h 2 -y e = (Lo-Ye)
(Figure 3D).
At this height, there will be no flow between
the aerated and unaerated sections.
Above this height,
the flow is from aerated to clear liquid; below this
height, the flow is from clear to aerated liquid.
When liquid flows between clear and aerated areas, the
depth in the aerated zone is greater than the depth in the
clear zone, while the hydrostatic head in the aerated zone
is less than the hydrostatic head in the clear zone.
At
tray level, the static head driving force is away from the
clear liquid, but at high levels, the static head driving
= 0
0o1
;4
*td
I lo e)
)
4.O3 @
es
43
p
Vi
r
A; OHn
C) 4
rdcX(o
.
a
42)
c 0 z
4
CISH
4'~C it .,
Li., 411
rA .
4-2
I
,'
C~
4-',
i3
tq
(O 4-
zi .. .e
44
8o.
force is towards the clear liquid.
This non-uniformity
of hydrostatic head gradient with height causes circular
flow patterns which are easily observed (Figures 35 and 36).
As a consequence of this flow distribution, the hydrostatic head gradient cannot be used as a measure of the
overall driving force causing liquid flow across a bubbling
plate and the more fundamental concept of a potential energy
gradient must be used.
4.
Flow Mechanism Within the Bubbling Zone
The linearity of the potential energy loss with
distance in the bubbling section further indicates that
the large increase in te
energy loss of aerated liquid
flow compared to clear liquid flow is caused by some
property of the foam itself.
It is a well-established fact
that the frictional effects of vapor-liquid mixtures flowing
in pipes are very large compared to those for single phase
flow (),
(4), (),
(22).
Martinelli with various col-
laborators, (21), (22), reports increases in pressure drop
for two-phase, vapor-liquid flow over single phase flow
of as much as one-hundred fold.
,1
The wall drag data (Table I)
taken in both aerated and
clear liquid indicate that a similar phenomenon occurs in
the flow of a bubbling fluid across a bubble cap plate.
The
data show an increase in wall drag friction of from six to
81.
nine times for aerated over non-aerated flow.
Moreover,
the wall drag friction forces obtained with the plate
are comparable to those calculated from the gradient data.
Now the total drag force exerted on the foam by the tray
floor and sides must be equal to the difference between the
forces exerted by the clear liquid at the upstream and
downstream ends of the aerated section.
This total drag
force when divided by the wetted area should approximate
the drag values as measured by the wall drag apparatus.
Such a calculation
was made from the data of Run B-21, the
flow conditions for which correspond to those of the wall
drag Run D. The caps were considered as cylinders
4" x 2",
The wall
1l sq.ft.
giving a wetted area of approximately
which compares
drag estimated thusly was 0.06 lbs/sq.ft.,
quite favorably with the measured value of 0.05 lb/sq.ft.
for Run D.
The increase in wall drag found in this investigation
is comparable to the increase in hydraulic gradient for
aerated over non-aerated flow, about six to ten times.
And both the wall drag and the hydraulic gradient compare
favorably with the results of Bcecher
pipes using an ar-water
(2) on friction in
system of approximately the same
average density and velocities of the same order of magnitude
(Table III).
I1
T
TABLE III
WALL DRAG COMPARISON
Friction
#/ft.2
Gradient Run B-21
sT
2" weir, water
0.33,
-
h =
25 gm/ft.,
.60,
Lo
=
Vs
=
4.3 ft./sec.
6.5"
Calculated friction
0.055
I
I
Wall Drag Run D
I
2" weir, water
I
0.33
=25 gpm/ft., V
=
.3 ft./see.
Lo = 6.5
o.o6
Measured friction
Two-Phase Flow in Pipes - Bloecher (2)
Pipe diameter = 1.0", water rate
Volumetric Air Rate
Volumetric Water Rate
=
I lb/sec.
0.3, pressure drop
35 lbs/ft2 (ft.)
Cnlculated friction
0,.05
The data show no significant effect of the location of
the test plate.
This indicates that any stratification of
flow within the bubbling section is relatively small and
that for all practical purposes the flow can be considered
as approximately uniform throughout the bubbling mass.
Hutchinson, Buron and Miller (17)
working on sieve
plates, get, for comparable Reynolds numbers, hydraulic gradients which approximate those obtained here with bubble
cap plates.
The fact that approximately the same gradient
results from flow over both a flat sieve plate and a bubble
cap plate indicates that any effect of the bubble caps
and the plate configuration as far as irreversibilities due
to changing cross-section for flow is minor.
AedSsS
A4A
c
M
.JIdl---N
wLSJUILU.LI.U
|
X=L.LwLU
be considered, therefore,
MUICVam
LLl"
UULIUJlltj, :ic~u.LuU. CUM
as basically a friction
head loss
which, due to the two-phase nature of the flow, is of an
order of magnitude higher than would be expected for nonaerated flow.
E.
Hydraulic Gradient Correlation
The constancy of velocity, area available for flow, and
average foam density, along with the proportionality of
gradient with length of bubbling section indicated that correlation of the friction head loss could be accomplished by
a Fanning-type friction factor.
The gradient data were used
to calculate a modtired rliction ractor
rom te expression:
f' gVr2N
(12)
2g h
where:
= energy loss across the bubbling section
F
ft= modified
friction factor
Vf= velocity of foam
N-
length of bubbling section
C,
Da =
conversion factor
hydraulic radius
The hydraulic radius was based upon the gross
channel area,
being given by the expression:
b
m
b = channel
where:
(13)
b 2L
rh
width
Lm= measured foam height
This modified friction factor was plotted as a function of
the
Reynolds
number
of the foam which was given by the ex-
pression:
Re' = --h
Aqf
where:
Re'
'4=
f
(T)
Reynolds number
effective foam density
if = effective foamviscosity
f, the foam density, is essentially the weight of liquid
contained in a unit volume of foam plus the weigat of vapor
85.
contained in that same unit volume of
foam.
Since
is
defined as the fractional volume of the foam taken up
by the liquid, the weight of liquid in a unit volume of
foam is
, where Al is the density of the pure
liquid. Similarly, the fractional volumeof thefoam
taken up by the vapor must be (1 -j
) and the weight of
vapor in a unit volume of foam is(v
(1
-)
is
where'v
tPo+
the vapor density.
Since the foam densityis the weight
of liquid plus the weight of vapor in a unit volumeof foam,
to
(l= -,j
tie
)(15)
i
Some method of determining the effective foam viscosity
in termnns
of the relative
amounts of- air and water in the
foam was also required but no simple, satisfactory expression
for the viscosity
of a vapor-liquid
It was arbitrarily
system was available.
decided, for the sake of convenience
and simplicity, to use an expression for foam viscosity
similar to that for foamdensity:
/&V
(1-i)
(f'r
(16)
This relationship has no theoretical basis; however, since
some expression was required, it was felt desirable to use
no o4vnla ;
%; .
a LL
..
.
n =rxndhaoSeconaa1i vvna3b14e
&
%.
,LI.
'.
_
_
w
N'
Antr Am iniA t
.- T
_
_
__
eween
_
this calculated value of foam viscosity and the true foam
viscosity merely shows up in the friction factor, f'.
L
.
86.
For the air-water system,
compared to
1 andA i
(
v andv
are negligible
and the expressions for /f
and A f become
Off
' fllfir
|
/^ -/4
(15a)
if
(16a)
Figure 37 shows the original friction factor correlation,
f' vs. Re', based upon this data.
While the points all lie
within the experimental error, the spread is quite large.
It was found that this large spread was due to the low
accuracy
of measurement
ft
of Lm, -30%.
In the expression for
FgFc%
f'
(12a)
V2 N
|
~~~~Vf
N
Vf and r
both depend upon Lm:
Vf A
- ff m- '
( -)K
(17)
and
bLm
(13)
b *2L
nonswiiantlv. f
f'
m
is anroximatelv
y
) -X it'(I.2)
K +L m -
~
In the expression for Re',
Re
-
h(14)
.Af
(r2
a function of L
2
(12b)
I
i
I
r-
, I !---4 -;
i -
'
L 1
"'
.
I
.
---
I[
-_
-
,
-
j
;
,.
i
-
i
I
I
i
I
_
.I
t,(-' L!"
;
I.
I t ' > 11~ ! --~
I·
i4'-----
I
_
_
,
iJ.
I-
C.
W4-
H
i-4
i
4-2~~~~~~~~~~~~~~~~~~~~~~~~~~
-l
._ ... i.
L L,
!
.
It
I
.
'
--
--
- - -
1
I
,
:
I
i
l
j
l
i
i
:
It
_ _~~~~
_
-
~~~~~~~~~~
~
~
~~~
I~~
'
,-__._
''
.
.
i
.
I
i
i
1
! L00S
i
1
i
di
. - -
__
; -1
i
-
- ,
--
,-
i
I[/--
fr
0-
i
I
'H-t
___
___
__
:I
W',Flr
i`5
______,.
'
-
iIt
I .. I
-- ,--100,~~~~~~
,
_
'
I
g-t
I --1
'-
_..
_ _
,_t_i
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~1~~~~~~~~~~
- ..
v-i-
;FI
I
1i'; t
_
I
-
I
-
'
--
;
i ..
j
_A_
- -------
i
!
i
._..__
t_
iT..
I
t t-----------
--
I I
!.
T
;
.
----------.-.--,.
'__-
I
,
4
,,I
f
;-
! i
-
-
-!' ;
-- ----
:.......
- ..-t----..... 7...
,,I
.
I
.
.
_ i
I!
I
.,
^
t -_-__
-
.I
.
,
. f
.
1-_
I
q
--ar>
__ -
!--
I
I I
! 7--
ol
__ --·--
I :
i
I
t---
._
_;
___
?
_
I
_
H
_ _
i
00 mla)Q0 :Z0
0H- z
i
___
I
i
t
/4
'-
-' ' -
t-
---
t
-
_
.
'-
-..
-...
I--
I
i r' -,
'-n---'
-------it- - --
--- ----
-
-
- - --- --
|'',
/"
~
--
--
1-----
---
_-
_
,-
I---I
t
_____
___
____.
___
I
I
0_ .0_ ,_ I ._7_ ___
-- ----
LIi
II
i
(4
'
I '
-r--
_
e.___
-.--I --!!
i
---
-
.
_
I
'
_
_~
I
I
I-
.
-
_
-
I-
I
_--I-
I
I
-
-
0
i
i
I-''
'-
t~ - -
'-F--"---
1-
.-------
i
i
1, ,, _ , _ _ _ . _____
-9
--
,i,
-
..
.
.
.
_-__,
-+-_'--
-
-
I
0
I
-.-
-
0
0
a
i
0
ri
H4
Ij -
0aoadq UOT;01zc
I
0C)
3OH
ri
.
0
87.
!,
Re'
=) () (14
Re' is approximately a function of
~
:
!~~~~~~~~~
- (-
I
--
K + Lm
Thus any error in
-
affects both f' and Re' in the same
direction; the error in Im is effectively cubed in plotting
f' vs. Re'.
Figure 38 shows a plot of Im vs. h2, the downstream
I
3! ~
calming section hydrostatic head, h 2 is probably accurate to
Z5%.
These data are correlated very satisfactorily by
a line of slope 2.
Lo
|l
~The
(18)
2h2
symbol, Lo, was used to represent the foam height as
calculated from equation (18).
I
An additional source of error in the original correlation
of f' vs. Re' was introduced by the use of the actual measured
I
value of the density factor,
.
H
Within the experimental error, for full aeration
.
(19)
equals
one-third, and if the calculated value of foam height, L,
is used in determining
instead of the measured foam
height, Lm.
0.33
0.03
.I
'i
-t-r
i ;.
iv-
i -- ;..
·----·- ?····- i
-' --
._--:;
;-
I -1i'-- Z l
I -. ..... ..
- .
· · · ·- L
..-.. r.
.
L. .. , - :
.
I-LI r .._
-4-i --
i
I ,.-! -.. 1 :-:.....
. .. - ........'
....
.
I,.LL.LI
:
I
.
.
:
I
.J .
i!
· .-
:ji
.| i -. L-- I -'-I
'..-.
....
-
.-. ...-.. ... i...:
.,o
-; .
, i
-
......
: '."
....
. ..
I
. __
.
:, .
: . - i --. -. , @
:j__:. ' .'
.-f : - ,
"'
',' .. tI ' i
1. .
:
:
I
'-... _!-.
.
-- -I
I
'1~I
..
.,
;
r .
i
: -'
1
_
......
._
.
_
.
'''"'"1
: .
1:
I
.
j
.j
I ..
:
4'.
-..-...... {
.
.
-:
'
., I
T
_-
I
. .
.
I.
'':'.
.
:1
.1--II..
. :
,
.b
.
I
T-I(
.
....
..
,l
.. 2
'
.
- ---' . ';
1=--- F-i
.
.
- .l
:
;- ;.,1I.:.:-_4. ........
... :i
.
:=_T
,--. :
tjJ_::::tL I.
14.
L.
..
:,
.:
r.
1 - - -
i i _.: . : __
,
'
t
_._. - :
:
Ii
1
!
!
4-;.
,
--
I-t _
---
.
l.
.
_,
4-
_.
...
w i ;
; ;' ; , . - 1 :.
..
..
.
:-
1 ;.
.
'
/.;--i-l ..
.
10
T
I-';
|
.
.
..
i'
.
. .
;
i
, '· -"
-
T
~~ ~ ~
.e
.-
:l
Ii
i_
_--
-
-
---
.-
-I
|3:4
q-
',t!L-'~,4
t
j
r----
d '
.
...
;-I
...-
.4
.I
~
;
!,
.
';':.
M
.- I
_. '. -,n-
.
4 ''
..t1
.
I I:.._;..
.,_
,
. . . .. 7
.J ._. .
. -, -
_-M,
_
.
I. -;.. . [:::
.
- T-
_. 7* !-,%-.-:L
_.__.
.,
_
. ;:
t. -.
'
'·
g;
i :;..
,
L
T-',-4...
{'i''
I
___
. _,_.
_
i
_..
t-' .....
+-t
'
-
.
.
b
.
_ :It
},:
i
. fi _'r
.
I
.
,,
_
'..- , T
r
-
1
- '
.....
i..-::
-::j.
i
i
L_
.
,,, ;_r,:.-
t -1,%_
'
I
; ; L: V -i- -:
._
j _ .- ;
.2'
; { - 1,
-
i F_::.
_1- L·l
___
11 ..
o;
. ._"
,
-
j
i, "
.-.-:- --.i .r
.
j. . . : I:!; _..
.
.
...
..
,
'
:
.
..
.
-.
.. ,
,_.:.
.
. ..
-'-,
-
,~
_- .
-
t
. . -
|
i .r
..
;
.
' M. I
M1 :;1
I;.
_-.
'_',,
.
,
.
:'"i"
. 'I..." ; ..| -.- .-. . I'::_"!-~--
--
1. -__
..
c
,,.
.
-., . ·
-. -
.
F*;·
~
-:
.,I:":1'-.;
444
.-r4-e. | ..'i·t-*t
_:_I...;-'
. ,.4...
,-,t~b;
7
t'
:
S
_
i
iI
,
.,i: . : -.:.:-; ;
.4
'7-
:
!.
tt
.
... t+_ ,-[ _.
i'~,
i,.i _.t4:..::;-<:;
-'.|.-T
.
t
""'" ' -%.. ,,
r ·· i r
*.
I. ;i...
1,
:. .:._._
..
.....
i
-1.--
l
...
-t--
-.
'i:_Fi'
.
::l
.,..4i;
.-
L
.
!,
.l:.
....
-.
'
I}
.
....,V..
;
_t.
A
-·~~~
-g;
J.NCTL·
- -_
t
i-,
:
:';' ']
¢.-i'
'. 7;...t __.
., ..,L
?
Iltr
i.....
I
:; i! '1!
.. ,
..'.!_ ::'!
.
.
.
... I
-
.i
-r
-I....
jm
t---
-----
I---
4-.--:_,."?
-:- -;
;,
:
.
...
.
.
_
-
1.,
.
.;
* .r
- I1JI'·i
_'- : ' ·
9
.:
. :....'
.
. .. . . .
..
1t
*
_
. ..
1--
t; i:
. .
'
:1.;
.'''tr" ': .:. . ......... : ;ji..l..'.
-t4-
. .
..
'''I
"-' -.
-t....
7,
_
..
._..~1_
,.
ri-,
0I=
ii
.
-
-o -I
.
11
4 .. .. .-
....
_._
:...
--
I
_1
': -I ! .L::::
:
:.
.
.
:,
.....
t
.
.....
-- t;.
_,;- . .
I
---
-· ,
.
L,9W
.
" '
i
,
: . ;..
:
--. : _ . . .
.
_ .
I-
7 _7,
--
.
?_s
I.. 1 , _-.
--r:
Li .
I-_
;
-
.
!
I
_
.I
.
-
...
m. :
_
I.
.
.
-7 -
i,.
_.
- 'I|--.- -,
. i
...
T-
-;
:,;:-
.
', ,-_-
. -- '
'a I
._1-r
_. _
__
1..;
-
'.
;
.
..I ---...
f'...
.: :
.
.__
"_
a : .rI.l laa I d i~_
: - .,!::
L:!. . ..
.
.
117.H
.-. 1 --: u'I:-t-:-:
~
_
. I F..:
.
-
-
E.:-3E:,'
i
I
. :
..
i.. .
.
t.!:
_.
.
: - .-- - -_-
I
.
i
I~~~~~~~~. .I ... T.. i1|l'
I *-.-- '.
·-
_
7;:'.'_1,
.
i-I* ttwi
D
- 7_
,
.-- ....i, --. i ...-.4
....
iI!ji - :,_:'
. !i.I-"-¥
_ -I__::- I : I I
_
;:r
&,e
.
.,
····- ·
,
.
-
,-r-- -·
,
~, -:
l---
I
._:
;
Li.
i _
--
. '
t
...
't I
,'''I
,
I _
':': :.'t:
..
-.
. .
.
-.-
' ' '- t
,i
'
-'
~
tr
"
,"E
."t
' ....
- ,1'-:t.
~
"t'" gi4t''
. ;4-;..+~~~i
"a'i
-~.'E'...
-t'-`'"li
.
H
t'..I.
g,
~~~~~~~~----'
,+
:--.
:'"
-i.._.-'
-........
;::
....
.....
~"~
1i
.
I
Ca
8 II
r-~iri
-t---
t.'
tt
,:r· t
7
_ _
,4"
,
I-t
t
*-
j·
q
i
_
~ ~ ~ ~ t -,
t
3
N,,
zt
.L
u t
I -L |
-
4;
:...
t.
=
Z
4 .t1
4.,l
.,
,|.r
;_.;;:
;,
|
=
!|
I·;
·I
.
A.._
,
j_
.,
J'
+...--.
,7L.~.';.-,j t+- 1 ......- !
'-'-,
'-- i.` ;,
-
r
. .
'. d
:
t+.
;:;:
't-.
t- [ l'
7iFs
, ,j_,.
_
: ',"'4
'-I ';"6_" '~-;· _!: '
-. Li-::.
-t-.
I"'-'~_.
i.-v ,
.
u
+.
-
-
'1
·
77
._
X~
t~~~~..
~....
-.
-
.
:
,
+,-+ ,, :::.
.
-
.
:-!
:'
J, ,
..
::;:
.... ~~~~~~~~~~~~
:": "':
".
...-· .. . -? .
r
I
~' -
I-."
"I'
·
1
!....
'.'"
J
;··
0
"-- 1:
H,_
...
'-, ' rT
r-: ~
_.:
...
_,
'. ~..l'f:"i ."-..
',~
:;-:
-,-,.1! -
-4!-1-
"~"r·-- .,.- '
. '-+-H.:f-t, -~.t~
±i__
_
,'"-"
-
:. tr_.
': ,....'..
:---i'4::'
.,---:, A-.-.a-.t
;.:
_ '.'. -....
.....,' ....' :t.!,-&]
,,__
2
;
'vu.
.._, .~..
.w~
...^.-,'....1I
. . _!.;4 ............
1 *
-
.-
_i .
,_!
'.
!.%H,
d
I--·
n
i: ";t = , .. *...-.
- ....;
.m-i4-.
.i
.. .t- i .[-',"
j:1:t'"
+-
·_....:2
t
h-! ;::i:''.ZI
IFs-t'"4-'
z.7.£:.- :'I 1--~~.1-~i---:o--~ i Jt5-E?--4~j
4 ....
-,..:..-.
:-::.:.:,t.;.4.':r,,:'::. .... e--;'..;t......I --. .L;.~.f
.. .l .....-
'"
L"
4+,'.
;; F
' ' ...
....-
.;1
T
I-~
.
L.
~i
L-b:'--
-
*;I
oK
i
Ji1-XT
- e4t!·
T_
6
r-
5- I T
-t-4'-- - .
Cd
ef,,
~t--;--
_-+I
[ + _..4 L;':'t4';
g+
,t
'
2
': ' : I 'I.1,
- ....
,I I
! ...... ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
i -f-' ii- '-"+
i
·-- · ·;--·-·
:
·- · · ·
· ··
-···
-·-·--It'''
'-'
'-"r
4
Downstream Head h - inches o
5
water
6
88.
The gradient data were recalculated on the basis of
I
it~~and -
Lo = 2h2
,1' /3
I
I.
I
Figure 39 shows the resulting friction factor correlation,
I
f t vs. Ret.
I
The spread is reduced considerably and the
data for each weir height fall on a straight line.
The
I
lines are almost parallel; the slopes vary from -1.0 for
the 1" weir to -1.15 for the 5" weir.
Also, as the weir
height and consequently the liquid level on the tray increases, the friction factor for a given Reynolds number
increases.
The downstream clear liquid head, h 2 , and the
foam height, Lo, increase with increased weir height.
As
has been shown previously
ft
-[
~
while Re'
2
(Lo 2 )
(12b)
(Lo)
(l14a)
Therefore, increasing L o has a greater effect upon f' than Re t
and, consequently, f' for a given Re' is higher at high weir
heights
(which
result
in high liquid levels and foam heights).
It would be very nice to be able to obtain a single
line for the friction factor correlation.
Since both f
Re' are dimensionless, any factor used to draw the lines
of Figure 39 together should also be dimensionless.
factor chosen was
hs
h2-h s
The
and
__
I
F-"-..
I
II ·-.-.
i
I
I-_ _
_
i
I"
Ii
...
]
C-4
f
. ..
.
-
..
....
'
: i i '. i
..---
.
HI
i
0
.....
~
i
I:
.
'
~
i
iI
i
i
fl-
43'
i
~~~~~~~~~~~~~44
t-4
1
.4
Il
!E'I
i .
I
--
.
.
,
-, _,_
__-
-i
- ",
4'.
I
:
II
I-
_ I
:
-_...... I ..
. i .
I
-I
I
I
ii
IIi
i
-
._
. i_
I
I
;
i
i
i
i
I
.
i
II
.
I.
~....
. ...
U.*....
H4Ni
vN
-~
-
00
0
00
H
-I
.:
V
..
'
~~~~~~~~~~-
.0
i'
I
i
'4
toI
·.
I~~~~~
.......
V
K
co~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~1
I
I
._
II
i
I
-- T--- - I--.
..
!
i
0
i
__
i
I
::a
i
____ T_
I
I--
-
z
___ - -
i
.
I
i
......- r - -1-1-11
I I II ___l
-
I
4P
L- -' .. .,
.-.- --
i
I
. -
-
--
i~~~~~~~4-4
'
__·
I
~~~,
~~~
_·
. . . . ..II . . 1i.
-
14
-
W
IJ
IKI.
IiHI~ i!
I
.
4.-"
I
_i__·
...
!·
..
I
I
!I ' 'I I.
I
·I ----·-C·---L--^L_-_I
1-.
__
L ~ ·--- ~i__
......
I I
....
II_
i
,·:
I:"I
I
00
0
.1i
0 0)
?~~~
~ ...
=
I
0)
.......
~C
.t.
0
H
I
!=,
00
0
·
0H H
00
jj -
,~040's~UT40TaJ
.0
C
C)
g3
? .......
i0
z
rF:~~~~~~~~~~~~~~~~
~89.
l
and it was found by trial and error that
2/3
hslot
(20)
'T . --------
h2 -hslot
drew all the lines together.
Re' is shown in Figure 40.
4
~data
The final plot of f' T vs.
This plot correlates all the
for Plate I including the seven row runs, and the
air-foaminw data within &109
which is well within
n
-
timistic estimate of the precision of the data.
The data on Plate III were taken to check the applicability of this correlation to other tray configurations.
Plate III was a very poor tray layout from the point of view
of aeration.
Even with no water flow and maximum air rate,
-,j
it was impossible to even approach complete aeration over
.~1
the entire bubbling section of the tray.
varied, within
the bubbling zone, from 0.30 to 0.95 depending upon the
location, and within the capped section, local areas of bubbling were observed along with relatively unaerated regions.
For water rates over 25 gpm/ft. the caps themselves became
unstable.
Due to the liquid flow path around the front of
the cap, a low pressure area was set up along the front
F:
portion of the tunnel caps and the front slots would bubble
at much lower air rates than the back slots (Figure 36).
Even at high air rates, there was some degree of unstability
along the individual tunnel caps.
_ _r___ · ____
·
II___
__I
__
-----------.-
1--
.
:
u
r
;
.
r
tz
0Hz
_, _, -0t,
o
-n'
~
--
-
, ,
rH
H
a)
o
0)
IU
W
C)
0Ci-)
L'.
r-i
tt,1I'
* 4 H~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
q-4 ,-4
:.;
Ca
to
9
i
i, --
I
I
i
I
,
i
,
i
,
I
1
,
H C \ CJ
cii
f\2 t\I',C4-1
-- ~
o X + *4 w o5
'
I
E-i
H
i
1
H
:
.i
-
---
4
I
-
-
I -
-
i
I
I
I ,,
00
I
W
r2
=
Z
4i)
4-,
i
000
{D
i
I
4
i
,
I
14
1
;
,
'
.i
.
i~
I
I
-
-.
-- - -
,
i
.01
,
i
I
I
i
,
I
I
i
o'
f
i
!
I
iI
i
iI
t :
I
-- - -
~~~~~~~~~~~t
I
i
;
!
I
!
;:
I
1
i
i
,
I- -
-
-
i
I
I
i
:
:
Ii
i
00
0
I
-
I
,
I-
I
CD
·--- ---
i
I...
…
I
0
H
a)
i
I -
t - - .
H
0WI
I
$L
i
7ts +
I I
I~
iN
~
~
I J:::I
II
_
I)
a)
~~~~~~~~~~~~
.I__
z
.4.+
0
i
00D
00
0
0
H
~";- JzO;oi0
U TZT.'~Z -
I
0
?GT;TPOWI
H
9o0
An
,
£M.LL
1 IJu11LfJUJ
-wio v
faV
Plate III.
nc m
UJ1cwL4~
W c 6'
- ,-
E
tlJ
U;-'
4--,4
UIVU
n
.
n A4 m"4
L-4;&%A.L4oL.LU
A
n4%LC-I
,
Ag
±J.L-JW
The assumption was made that the flow within
the capped zone could be represented as occurring in two
parallel streams, a fully-aerated phase of
j
1/3 and a
clear liquid phase, and that all of the head loss was caused
by the aerated stream.
In order to determine the relative
amounts of liquid flowing in the aerated and clear streams,
the further assumption was made that these two streams
had the same velocity.
Both of these assumptions are
probably quite different from the actual flow conditions
in the bubbling zone.
is repired,
However, some sort of simplification
and it is felt that the errors introduced by
these assumptions will tend to cancel out.
By assuming that
all the drag occurs in the foam, the frictional effect of
the clear liquid is neglected.
This tends to exaggerate
the calculated frictional effect of the foam.
On the other
hand, since the drag forces are much higher in the foam,
the foam velocity is probably lower than the velocity of
the clear liquid and, therefore, the flow rate within the
foam is lower than assumed.
This tends to reduce the cal-
culated frictional effect of the foam.
The total amount of liquid flowing above a given point
on the tray can be measured, in terms of inches of clear
liquid, by H, the hydrostatic head at the bottom of the
bubbling section.
phases.
The flow is assumed to occur in two
The clear liquid phase has a height, ha, and
exerts a hydrostatic pressure equal to this height.
The
I
r91.
91.
roam phase, whicnhis assumec to nave a relative density
!
|i
~-1/,
has a foam height, Lf, and exerts a hydrostatic
pressure equal to Lfi.
The sum of the clear liquid and
foam hydrostatic heads must be equal to the hydrostatic
at the bottomof the bubbling section.
H
where
both
hcand
hc Lf
head
(21)
Lf are unknown.
Also, the height of
the top of the foam above the tray floor, Lo,must be equal
to the sum of the foam and clear liquid heights.
L o = h*
Lf
(22)
Equations(21) and (22) can be solved for h and Lf.
From the assumption that the velocities
in both the
clear liquid and the foam are the same, it followsthat
the flow rates in the liquid and the foamare proportional
to the hydrostatic heads:
-G'0
f~~r
- ~(23)f--~
hc
and
G'
Using G
= G'
and Lf
G
(24)
in equations (12)(13) and (14), f' can be
determined as a function of Re'.
Figure 41.
LLIV *L
t
The results are shown in
The correlation is quite poor, but it is within
L
.'JJ.
*
Q
J.V
L.L
11
.SL1
L.L
C Li
JV
'
1
...l.,
Ti I:-- t 1;:':!!i- r ,;
~-~""~
~._
-i ----.----.-'.-r
I :~~~
~'t--I+,:
...
'!---*~--,
,=-.~;
: ,---r-!--t
' ........
...
|.-t |;.........
,' ! t
i
I
: ': :-!-.-4?.
=
II: I
t
| - I: -',
t
l
: ;' ' :
:
'[ -[ I' I I l;I
lI :
; ;;
tl.*ll|
r
: ',
l , ll:
:
;
:t'l
_
-t
o."
4
'._,,__
X ,+ _ i
*l-T
'I I'. ' -'
'
vt
!:.
' 1~
! i 1'::
i~-:
_._:
::.,::'~:
t::
. :::tt
,.,1:I..
t--:I...
..
-I
-1
'
-,
'-'-- ~t.........
: .... .. ....................
....
'
49,
1i
|- -'
..,J rH'
,
:
...............
, .-
'
~,,
.
,
:.1-..-....ii·
._=....
._
... - _'.
___H
_i_
_
_
i"1
t--I
.... ---~ ~!-.:- '--- :-----. '-: :.--i
- ...--- - '-:-::
...... _p.
- .--:... i-:f:
:. ·- '": '.
-
..-j-
1'.
'i
:
1::
:
~/!,,:
i i: i
' ,
'- -l '
.-.
t
__-
:'.I I '
*
-, *
'
.......
|:
I...
: .. ,::.......'
1...
1
"':|
I
I
'
I/
".~~~~~~~~1i'
I,,:'::'"-ui- - .:'.t...::..-ij::-.:i
|"'"
I/. t
-.:.f'-~,'...~~'I
'- I. t--I.-,_:
:i~::.!'.~.'
1:-
-!.1'--- -
1 -1
-1-H T--t-----4
.
i,B,
t
-
___
-
!--.
i -1IXt~
. ';
:-;- .--
t ': '
t~~t
'"
';",..:.
"-I : t........
'--
:
:' ·':
'it| :'|:
t
':·
!
-
':
: ' .I · : · -I
.L
:-I...!
-..."',.
: ... -t,--- '
: [:
''
.
I
·-. f-'-.i-......l-.
,i...-......
' ' ' ' ' :lI
'
-- ,
_
'
,
-
t.........
o
-.
:W- H,____
I
I
'.,--6
.. ;....................
'
-1--r
.'.
t
-
:I ' : |
i
--
I'-[-
tli~~~
I
':
1 'i
I|
1
!i ' ;
L
.
"'_ _,"'_..:
::,-.I.'
" .O:
-__!'_t:;.::..
~:
0
'0'.
. . ~-l-~~r/a
..
,~~~~~~~~~
+:i:I..i....
.
i1;
.
........
__.__-:.
i7I....
0
0~~~~~~~~~
Ill
. . . ~. .
0
,i
-
zo
! ~ .
O
owe uo
.
.
.
.,,.,.,
, J , !~: ....
oIT.U
;
peT;JT;po
~~~~~~~~~~~~~~~~~~~~~
92.
line obtained upon Plate I.
This probably indicates that
either more of the liquid is subjected to bubbling flow
and, therefore, higher frictional drag or else that other
irreversibilities have become appreciable.
Data of Gonzales
Rousseau(1)
nd Roberts (14), Good, Hutchinson and
and Kemp and Pyle (18) were also correlatedly
this method; these data are plotted on Figure 42.
Kemp and
Pyle reported some data on an air-perchloroethylene system
which would show any effect of density upon the gradient.
Perchloroethylene has a density of 101 lbs/ft.3 at room
temperature.
They reported that there was no measurable
effect of density upon the gradient.
The present correlation
of their data confirms this.
F.
Degree of Mixing
The results of the mixing runs upon Plate II are shown
in Figure 43 where percent unmixedis plotted against distance
along the tray.
The percent unmixed is defined as:
l00(actual concentration
-
concentration at perfect mixing)
(2)
concentration at perfect mixing
or
Percent unmixed
where C = actual
l..(CC..
Cp
concentration
Cp= concentration at perfect mixing
(brine rate)(brine concentration)
brine-rate
+ wate(3)
brine rate * water rate
ri___e________-
ra
--
e
(D
.
)
at
e
Using this definition, pure water has a percent unmixed of -100%,
(2a
FI
?
.
'~
"
'
77
~
.1-.
'
Ei
,,
-"T'..
.'
. 'i,]I I:
' 'E
; _) ' ' '
'.I,
. '..' I '
-.
,
' 1
*:
. ''.
I
.
l--........
L.L.....t
..........
...........................-.....-------~-L.-i ..
l-----tl-:, ....
.-:...: i....-.....1..-... ...........:-----i~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~....
_~
-
_-j~~~~~~~~~-
---
--.
1
-,
1
I
1;a3Ji;^~~~~~
...
!
,
X
j
-
-t.
, i,,
-
r
l..
..lI I ~ :
-
[
-
z
-
-
co~~~~~~~~~~~~~~~~~~~~~~
,
.
. i!
,.'
.
|O
1
g 1
11--4C
.........
..-L.-4-----...~]----t- -. l..~.....,",',----.......W
.it.... _4$,.-- [ -- ] ,. ------------ L...-- c
..........
~'----1l:.1
]o/ ....°--;
a
t
A
t4~~~~~
i: _
."
~' ~
__
Hv
>1~~AD
'
$t *j'_
,11l:
|'
L
i
,
,
--
-
t-*--
____
--
-- -
-
"4
--
--
___
*,4_ _
'
_
t
|
§ I
i_
._....
D
o~1; _--1l
:
i
i _.-:
X:~.
~ a.
cd~
d
'I
I·
t--:
I~~~~~~~~~~~~~~~~~~~~
IO
_
i-t '
-
- -- ----I ·-
'4I_
_
~ --
i
, -- .
.
. Ii..t....
II 4 K. ." . ' .............
I
, t , s _~~~~~~~~~~~~~~~
.... '_-j----.........
--.............
'--'---....----------"
i
i
~1 . Irl .
~l' ~,-
| ol4
I
,
.-
I
~
1
f'1
i
'
;
;
.'-1-''---F-'
-- =f0~~~~~~~~~~~~I*
,.4zt
,..,,,
1.
r I a
I.
t.-4!~~~~
...II
l
!
,/On
. -±4®·
.. : :I
.,I'.
-'------
-
.[ ; ' ! t
'I:'Z'
__
. ... . ..... . . . .
'I. I.. . ..I~-
I
.. .... . ..I . .
:
:
,Q+:
~ ~/I
Z;
I-.-
':
. .
.....
. ....
...... ...~
'A
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
. . . . - . ...
. . . . .I~~~~~~
-
I.0
I
I.
1.
LI~~~~
,
-
Li
:'
~~~~~~~~~~~
I
I
i[
il
I.
Li'.
01
*
1
.
.
"
,~~~l
4
F~
............
..
~~~~~~~I '~--[q..
t~~~~~~~~~~~~
-
I~~~~
['~~
[
CI'
:=
I.
~~~
PTT'
l -
~~.
I±
F+'
/~~~~~ 0
o
i~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
.
,
I
I
H
o
·
H
-
I
*OQl~
U T:Q~a
~
l;zo;o~ ucotaDN pj-poN
0
H
-
~0
t
H
.
--
.
-
Ii~~~~~~~~~~~~~~~
'L441
-
f.44
-...
~
!
"':
.414.~
_L
.-4
2-_:4 Z'~~~~~
t71TI
~~~~~I
.... ¶
t
..
~
~ ,.
~~
I¶~
;.L_....ii-..'':.
"-~-4"AL'-L._ ' 'LZ_·J..:~~~~~~~~~~~~~~~~~~~~~~4
~
:
:
/
~
t:
..
1
:",·+
........"+~~~~~~~~~~~~~~~~~~~~~~~~~~~
Va
:
i
......t-1-....-r-+~---~-T~.T.',T. T---~
...
r-... ...~*, -~t----H-
.... .... ..............
I,.~:.~'':f:_zt;,:---"~"=:l..
...
:'1. " . T~~~~~~~~~~~~~~~~~~~~~.:-,.-..i. ~:t;._]'
.;
,
"
;
?
.
eI"T
~-~u"":-- + '"i : ' "'';
.
'14~~~~~~
~'..: j-- ~ l .....
. . 1 - .4
. ..- J..
I~~~~~~~~~~~~~~~~~~~
.~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
.1
-
O
i
..... __
4'
_
_Ij~~~~~~~~~~~~~~~~~~~~~~~~~I
.
t
,
7~~~.,:..
V
I~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~.
~ ~ ~ ~ ~ ~. ._~~~~?!.
rt~
I~~~~~~~~~~~~~~~~~~~
.......
-h
041
T'
?
L.~,:,,_L"' _~..e~r
1i
~~~~~~~~~~~~~~~~~~~~~~~~
1 .... ~~~~~~~~~
t ,""T,-~-----
L
,
r
...
A-4
::-h-.- _7~~~~~~~~~~~~~~~~t
...
::.':.ri~i:~:!'.:!?.i!..-:,..:-.,.,:..,
:.I::!~:
:"
i.:i-;l~..~
h-~-Ti~i~l~:
....
...
.
........ I
tio~~~~~~~~~~~~~~..:..
.r-7,.7.:~ ...
f
~~ ~ ~
10
0
0
04
~
~
~
~
~
~
~
.
93.
and perfect mixing has a value of 0%.
The curves show that
under even the best conditions tested, the liquid does not
become completely mixed until half way across the bubbling
section,and for the poorest conditions tested the liquid
does not become completely mixed until it is three-quarters
across the bubbling section.
backmixing is
The existence of appreciable
shown by the upstream clear liquid samples.
These samples were taken upstream of the point of injection
of the brine.
Increasing the liquid rate, as would be
expected, markedly improves the mixing upon the plate as
is shown by comparing curves A and B.
mixing conditions
However, the best
were those of curve C which had the
same flow conditions as for curve A except for a higher
I
weir.
Evidently, the higher liquid level increases the
pumping action of the bubble caps since both
I
liquid mixing
and upstream backmixing were improved.
Mixing data were also taken for two runs upon Plate I.
For
these
runs, essentially perfect mixing was reached by
the second cap row.
This experimental procedure is probably a much more
severe test of mixing than the actual conditions upon
an operating plate.
In this test, the fluid started
out completely unmixed, with the brine being injected at
the bottomof the tray,
as far away as possible
mixing action of the bubble caps.
from the
In the actual operation
of a high skirt clearance tray, the liquid will enter the
i
94.
capped section completely mixed. As it flows across
the bubbling zone, the liquid just below the bubbling
foam will probably remain essentially completely mixed,
to become unmixed.
Since the data shov that mixing is
occurring at the tray floor all the way across the tray,
the degree of unmixedness of the liquid adjacent to the tray
floor will approach some equilibrium value.
As the liquid
approaches the downstream end of the bubbling zone, the
circulatory flow pattern at the bubbling zone boundary
will serve to mix up the liquid more, and it probably
ill leave the bubbling zone completely mixed.
However,on the basis of the small amountof data
taken here, the use of high skirt clearances, with accompanying reduced hydraulic gradient cannot be said to give
complete mixing.
Whether the degree of mixing attained
is satisfactory depends upon the vapor-liquid system used.
G. Engineering Significance of Results
rayDesign
The chemical engineer, in de signing a bubble cap
column, is faced with a design paradox.
In striving for
the maximum amount of mass transfer between the liquid and
the vapor it is desirable to have as large a portion of
the tray as possible fully active and in bubbling flow.
95.
But, since the frictional drag for bubbling flow is much
greater than for clear liquid flow, a large bubbling zone
means a large hydraulic gradient with the possible attendant
difficulties of unstable tray operation.
The realization
that tray design must be a compromise between mass transfer
and fluid
flow,whileit does not make the engineer's
job
any easier, will enable him to better appreciate the problem
and to attack it more intelligently.
!
There are a number of things that can be done to a tray
design to reduce the hydraulic gradient.
All of them have
accompanying disadvantages from the point of view of tower
operation and mass transfer.
Basically, they fall into
two groups:
1. Increasing the area available for flow.
2.
Decreasing the size of the bubbling
section.
The area available for flow can be increased either
by
a.
increasing the seal, or
b.
increasing the cap skirt clearance
In both cases, the liquid level upon the tray is raised
by raising the exit weir height.
Increasing the seal increases the pressure drop of
the vapor through the tray.
It also increases the height
96.
of the foam and the reduction in gradient due to reduced
velocity is somewhat offset by the increased hydraulic radius.
Increasing the cap skirt clearance does not alter the
pressure drop of the vapor through the tray.
Since part
of the flow is now clear liquid, the gradient is reduced
not only because of lower velocity in the foam, but because
part of the liquid is now subjected to non-bubbling flow
with much lower frictional drag.
With increased skirt
clearance, however, satisfactory mixing of the clear liquid
becomes a consideration.
The use of baffles in the under-
lying clear liquid to promote mixing appears promising.
The added resistance
to flow (which would show up as an
increase in hydraulic gradient) should be relatively small
since the resistance occurs in the low-friction clear liquid
layer,
rather
than in the high-friction foam.
The size
of the bubbling section may be reduced either by making
the
tray smaller or by so spacing the caps that the capped zone
is not completely aerated.
The latter case is somewhat
analogous to the tray design using high skirt clearances.
A portion of the flow across the capped zone is not subjected to bubbling flow and, consequently, has a much lower
frictional drag.
However, if a tray with incomplete aeration
operates satisfactorily from a mass transfer point of view,
the
same effect
column diameter,
could
robablv be achieved by reducing the
which is much more desirable
economically.
97.
2.
Hydraulic Gradient Prediction
On the basis of this investigation, a simple
design procedure has been developed by which the hydraulic
gradient and plate stability for a given tray design can
be determined upon the basis of the liquid rate and the
allowable pressure drop of the vapor through the plate.
The procedure will first be completely described for a
tray layout with no cap skirt clearance; the method
of handling a plate layout having a cap skirt clearance
will be considered later.
1.)
The downstream clear liquid level, h 2 , is
determined from the liquid flow rate and
the exit weir height by the standard weir
formula.
2.)
The foam height, Lo, is determined from
the expression
Lo
3.)
(18)
2h2
This calculated value of Lo is used to
determine the hydraulic radius, r, and
the foam velocity, Vf:
h= bL
0
Vf - -------
(13a)
(17a)
/h bLo
4.)
The effective foam density is calculated
from the expression:
4'=l
(O(- )
(15)
98.
5.)
Af
6.)
*1
The effective foam viscosity is calculated
from the expression:
+
'
(l-.[)
Knowing rh, Vf, f and
number of the foam, Re,
Re
f, the Reynolds
can be determined
(14)
= -f
7.)
Knowing Re', f'T can be determined from
8.)
T is calculated from the expression
Figure 40.
T
and
9.)
(16)
hs
( -___)
h2-
2/3
(20)
f' is determined.
The hydraulic gradient, dh, is determined
from the Fanning friction expression
F - f'v2
2gcrh
(12)
where
J h
24F inches
N = length of capped section
(This assumes that the entire capped
section is active and the tray is stable.)
10.)
Knowing the downstream clear liquid height,
h 2 , and the hydraulic gradient, h, the upstream seal, Sl, can be calculated:
s = h2
h - hs
(25)
rof11.)
~~~~
By comparing the upstream seal, sl, with
the total pressure drop of the vapor
through the tray, A P, the stability
of the tray can be determined. If pt is
greater than Sl, the tray is stable. If
4 Pt is less than sl, the tray is unstable.
If the tray is stable, the assumption made in step 9,
that the entire capped section is active, holds.
If the
calculation shows that tray is unstable, the active length
of the tray becomes shorter than the capped length since
some of the caps are not bubbling.
The hydraulic gradient
calculated under these conditions will be somewhat greater
than the actual gradient since the distance across which
the high friction foam must flow is somewhat reduced.
The procedure does predict the actual point of instability,
however, since at the point at which the tray just becomes
unstable, the capped length and the bubbling length are
still the same.
is conservative.
In the unstable region, the procedure
In general, the designer is interested
only in whether a tray is stable and not in the actual
number of inactive cap rows.
However,(t
is desirable
to determine the degree of instability of a plate, the
gradient can be recalculated upon the basis of a new length
of bubbling section, shorter than the capped section and
determined upon the basis of the originally calculated
gradient.
W.
In addition to the assumption that the entire capped
section is active, there is an implicit assumption in the
procedure -- that the liquid flow is fully aerated down
to the tray floor.
Any variation from this assumption
also tends to make the results conservative.
With an
underlying clear liquid layer part of the fluid flowing
experiences the reduced friction drag of clear liquid
rather than the high frictional drag of the foam.
If
a more accurate value of the hydraulic gradient under these
conditions is desired, an estimation of the thickness of
the clear liquid layer should be made and the gradient
calculated according to the modified procedure used for
high skirt clearance caps.
When the bubble caps have a skirt clearance, some
estimation must be made of the amount of clear liquid
flowing underneath the foam.
For low skirt clearances
(below /4") and high vapor rates, the assumption that
the flow remains fully aerated down to the tray floor is
probably a pretty good one.
In any case, the assumption
of fully aerated flow will always give conservative values
since if there is an underlying clear liquid layer, the
calculated gradient will be high.
When the effect of the
clear liquid layer is to be taken into account, the procedure
for calculating the gradient is modified as follows:
I
~I
The downstream clear liquid head, h 2,
is determined as before by the standard
weir formula.
~la).
I{~~~
lb).
The height of the clear liquid layer
in the bubbling zone, h, is estimated.
the absence of any more accurate
inrormation this can be taken as equal
to the skirt clearance.
2).
The foam height, Lf, is determined from
the expression:
~In
Lf = 2(h2-hc)
3a).
(26)
~~
The flow rates in the clear liquid, Qc,
Bo--nd
l)- Ibe 1o^4sore~~G..U.U 4-1UL
LdU
W
U
UL.LVU
from the equations:
Qf
Lf
Qc
--
-
-----
(2a)
hc
and
Q = Qf
Qc
(24a)
(This assumes that the velocity of flow
is the same in both the foam and the
clear liquid. This assumption has been
discussed in the previous sectis).
3b).
The hydraulic radius, rh, and foam velocity,
Vf are calculated as before on the basis
of the foam height, Lf, and the flow rate
in the foam, Qf.
rh-...(l
bLf
b *2Lf
V~
.....
--~
~~~
Qf(7b)
I
fb
Lf
Steps 4 through 7 are the same as in the procedure
for no skirt clearance.
(
(17b)
102.
8).
T is determined from the expression
T
( - - ' …h
.) 2/3
(20a)
h 2 -hc-hs
9).
10).
The hydraulic gradient is determined as
before.
The upstream seal is calculated from
the expression
sl = h2 -hC+dh - h
11).
The stability of the tray is determined
as before.
l)
(25a)
r[~~~~~~~~~~~~~
.........
1
~
IV
1.
103
/
' ?1rr
C# TV
1 I'VTr T
~~~~~~~~~~~~~
~J
WUAIJ .U~).
l
ITr '
The hydraulic gradient across the bubbling section
appears to be caused almost entirely by the frictional
wall drag of the aerated fluid upon the tray floor and
walls.
This frictional wall drag, due to the two phases
present in the flowing aerated liquid, is many times greater
than that for clear liquid flow.
Any contribution to the
gradient of vapor and liquid kinetic energy effects and
irreversibilities due to orifice or weir type action seems
to be very small.
2.
The net energy driving force across the tray neces-
sary to overcome the frictional wall drag and cause liquid
flow must be expressed as loss in potential energy.
Due
to the decreased density and higher level of the foam,
the potential energy is, within the bubbling section, different from the hydrostatic head.
3.
The flow at the bubbling zone boundary is circulatory
with the flow being from the clear to the aerated section
at the tray level and from the aerated section to the clear
in the upper part of the foam.
4.
For a fully aerated air-water system,
f,the fractional
volume of the foam taken up by the liquid, is constant and
equal to one-third.
I
iI
I
I
_j
104.
r_l-A44 4w;
lko. 4-n-A
mho
.e
14---A4
-4
.j
.LJAW%AL1-'JAVWLJ
s
,of the plate
i.nev
LU.LWJ
UI &I
configuration
UV
LDLi.LJ.U
l
%
l
MU
6 L7
U13V1
and the caps as resistances
to
But since the frictional
flow is usually very minor.
drag is much higher for aerated than for non-aerated flow,
the effect of the plate layout upon the degree of aeration
of the flowing liquid is quite important.
6.
Within the range of the experimental work of this
thesis and the meagre data available in the literature,
hhdraulic gradient can be predicted by the use of a
modified Fanning-type friction correlation:
I
{I
F
2N
^~~~~~~~'Vf
-----2
gerh
where f T is correlated against Re':
Re'
aIfff
/f
h
5
2/3
h2-h S
7.
On the basis of this correlation, a relatively
simple design procedure for the prediction of hydraulic
gradient can be developed which depends only upon the exit
weir height, the liquid rate.
8.
The mixing of the clear liquid in flowing across
a plate with high cap skirt clearances (4') was not particularly good.
However, due to te
ackmixIng caused
by the circulation at the ends of the bubbling section,
the mixing was always complete by the time the liquid left
the capped zone.
w as negligible.
The hydraulic gradient upon this plate
9.
field
as
This work confirms the results
of others in the
to the effect on the hydraulic gradient of various
variables:
a) The hydraulic gradient increases
ith
increased water rate.
b) The hydraulic gradient increases slightly
with increased air rate up to the point
of complete aeration.
i
c)
The hydraulic gradient decreases with
increased skirt clearance.
d)
The hydraulic gradient decreases with
increased weir height.
106.
VI.
RECOMMENDATIONS
On the basis of this investigation, the following
recommendations are made as
1.
to further work:
Investigate the effective foam density, i
for systems other than air-water.
This
could be done initially by bubbling vapor up
through a stagnant liquid pool.
Some of the
variables to be considered are liquid and
vapor densities, liquid and vapor viscosities,
liquid surface tension and the total pressure
on the system.
2.
Investigate the foam viscosity,
f,
towards obtaining a true value for
can be determined from
properties.
with a view
whi ch
and liquid and vapor
Some of the variables to be con-
sidered are liquid and vapor densities, liquid
and vapor viscosities, liquid surface tension,
and the total pressure upon the system.
3.
Obtain hydraulic
than air-water.
spot checks have
system. Such an
an
gradient dataAsystems other
Up to the present time, only
been made outside the air-water
investigation will entail,
to a certain extent, the simultaneous consideration
107.
of
j
and
.
The initial work should preferably
be made upon systems as far removed from the
air-water system as possible, from the point of
view of densities and viscosities.
4.
Further detailed study is suggested upon the
end effects which occur at the bubbling zone
boundary.
5.
The use of high skirt clearances to reduce
hydraulic gradient appears promising.
Further
study of the mixing characteristics of such a
tray should be undertaken and the use of turbulence promoters in the underlying clear
liquid stream should be investigated.
Such
a study should include some work using actual
vapor-liquid mass-transfer, such as an ammoniawater system.
6.
Further consideration should be given to the
liquid level factor, T. As used in this thesis,
T was picked quite arbitrarily.
The possibility
of a theoretical relationship which would pull
toaether
------ -------
all ---liauid
radient-----data --for
the ------------------------ ---------levels
- ---
should be investigated.
108.
T!
~
7.
A study should be made of the distribution
tof
liquid flow across the plate between an aerated foam and
an underlying
clear liquidlayer such as occurs on a plate
with high cap skirt clearance.
APPENDIX
A
APPARATUS DETAILS
A-1
TABLE A-I
DIXENSIONS
OF PLATE I
Cap Details
i
One line of caps was cut off in a vertical section
I
and sealed against the glass front.
Riser area was re-
duced proportionally.
Full Cap:
Height
2 in.
Inside diameter
3-7/8 in.
Outside
"
4-1/16 n.
Wall thickness
3/32 in.
Slots - rectangular with
half-round ends
Slot width
5/32 in.
Slot length (straight sides) 3/8 in.
Radius
of slot ends
5/ 64 in.
Area per slot
G.00054 sq.ft.
Slots per cap
40
Slot area per cap
0.02,6 sq.ft.
Slot height, top above skirt 34 in.
Annular area
0.0572 sq.ft.
Full Riser:
Height above tray
Inside diameter
Wall thickness
2-1/8 in.
1/16 in.
Area
0.0218
Slots per cap
Slot area per cap
0.0135 sq.ft.
Area
0.0135 s.ft.
Outside
Partial Cap:
Partial Riser:
1-1/2 in.
2 in.
"t
sq.aft.
25
Material for caps and risers was copper
Plate Details
Length overall (from inlet weir)
103 in.
Width
14.18 in.
Inlet calming section
28.5 in.
(to center line of first cap)
Capped
length
57 in.
Outlet calming section
17.25 in.
Cap arrangement-6" triangular pitch
Cap skirt clearance
none
Plate material - 3/8" waterproof plywood
Number of caps - 20 full, 10 partial
Total slot area
0.566 sa.ft.
A-2
TABLEA-I I
DIMENSIONS
I
OF PLATE II
Cap Details
Caps:
3.35 in.
Height
3.37 in.
Inside diameter
Outaide diameter
3.72 in.
Wall thickness
0.17 in.
Slots - toothed skirt, tapering teeth with
rounded tips and throats
Slot height above skirt
Area per slot (above skirt)
Slots per cap
Slot area per cap
Annular area
Material
Riser:
1.28 in.
0.00208 sq.ft.
25
0.052 sq. ft.
0.0375 sq. ft.
cast iron
7.00 in.
Height above tray
Inside diameter
2.00 in.
Outside diameter
2.375 in.
Wall thickness
0.187 in.
0.0218 sq. ft.
Area
Material - standard 2 in. steel pipe
Plate Details
Length overall from inlet weir
103 in.
Width
14.18 in.
31.2 in.
Inlet calming section
53.5 in.
Capped length
Outlet calming section
18 in.
Cap arrangement - 7-3/4 in. triangular
pitch, 2 centered lines
Cap skirt clearance
4 in.
Plate material 3/8 in. waterproof plywood
Number of caps
16
TABLE A-II
DIMENSIONS OF PLATE III
Cap Details
I
Caps:
Cap style
Height
Length inside
outside
Width inside
"
outside
tunnel
4.1 in.
n.
7.5
8.0 in.
3.4 in.
3.75
in.
Max. outside width (2-3/8 in.up) 3.875 in.
Slots - toothed skirt, rounded tips and throats,
tapering teeth, 18 on each side,
none on ends
0.00208 q.ft.
Area er slot
Slot height above tips of teeth 1.28 in.
Slot height above end skirts
1.53 in.
Slots per cap
36
Slot area per cap
0.0750 sq.ft.
O. 163 sq.ft.
Annular area
Material
cast iron
Risers:
rectangular
Style
Height
Length
It
inside
outside
Width inside
outside
Area
3.06 in.
6.75 in
7.37 in.
1.5 in.
2 in.
0.0704 sq.ft.
Plate Details
Length overall from inlet weir
Width
..
Inlet calming section (inlet
weir to center of first cap)
Capped length
Outlet calming section (from
center of last cap)
Cap arrangement - 2 staggered lines
103 in.
14.18 in.
30 in.
56.5 in
16.2 in $
of 4 caps each, 8 in. between
caps in each line, spacing
between lines equals spacing
from lines to walls.
Cap skirt clearance
0.25 in.
Plate material - 3/8 in waterproof plywood
Number
of caps
Total slot area
8
0.600
q.ft.
TABLE A-V
JI __
kirom
ata
-n 1r
_
oi Kemp and
__
_
_, '__
_1
. t-
_ %
yle k1l±, iTale
2)
BUBBLE CAP ASSEMBLY DETAILS
Item
Vulcan
3-in. Cap
F. Glitsch
4-in. CaD
O.D., in.
3
4
I.D., in.
2.87
3.844
13/16
1
Over-all height, in.
Slot height,
in.
Nominal slot width, in.
Number of slots per cap
Height of top of slot above
plate,
in.
Imiser,
u. .,n
Riser I.D., In.
n"5~
_A~
re%T"%
JI
-
Height of riser above top
of plate, in.
Slot area, sq.in.
Riser area, sq.in.
Annulus area, sq. in.
2.27
2-3/16
3/32
42
1/8
50
7/8 P
1-1/8
1.995
2.64
4-if n.
-'
I
1-3/16
3.12
3.13
2.92
-/.u
'
nt
1-3/16
6.075
5.47
5.44
A-4
TABLE A-IV
(from Data of Kemp and Pyle (18), Table 1)
GENERAL FEATURES OF TEST PATE
SECTIONS
Distance Between Centers
of Adjacent
Cap Size,
in.
Caps,
in.
4-1/4
3
Plate
Width,
in.
No. Rows
of Caps
8-:2
16
9-1/2
16
4
5-1/4
10-1/2
23
4
5-3/4
11-1/2
27
Appendix
B
Data and Results
t4-4
-
ri-
U1)
U-NcO VVwO -
t-~IOD
lflC\zt t\CU CU :t
a) 0 U)
L(\ nC CIOCO
00 OD
r%
(\j
CU-
- --
t a) H C co
nLC\l t gncm CUCUCuLLr\ -
tC
1-1,QU)
4I-,
4
LnU, Lc n
hc
co £
0
U)
U)
U)
4-'
co
P4
4-,
'co
0
U)
rO
0
LrlLLO
9
0
fLnU'ULC
LC\L-cOC
0
0
***,0*****0
HH
Gi
O
1C0 0
..... ~~H
tO
0*0
-
*
O LCL( 0
\
C O 0 ri
H
0
,0
0
.H....
0
0
LO 0 000 Ln0000O 0 C
in0 0 0 0 0 0 L0
iNCU
CI 0C\ CmUCd
\ U 0C C tCCt
Kuc
\curC tn CU nrcKC CU Ks CU
c Nu
u
cMc
NutC Ocv
~
U
;
v4
4g
*
*
*
in
*
*
0
0
*
I,
U1)
.H03
S
A
U)
U)
nL
ON
\ O L_\
O
co
0)
L
0 0 0
rd
*:j
M
U)
H
I0
0,
'4-,
to
4-,
-Id
co
U)
co
a))
nCtC'ow
ICcu £O
H
)Lt 0U'*
'CW
LC~G'iLcu
0o
0
0 .0~J~
0~00 0 n 1s*~~
L0O00H6000 I~~~
0 CUok
LO 0 ~0~~~~~~~~
OJI. ~..
~K~K ~ -,n
r"\n, \ I{noN no\t\c
l\ tC\-- - d .=--4- KlrC\~
CUo
e*0
** *
4-.
·
4-,
·
t
~·
·
t·
I l
·
I <J ~\W
4,
.-
·
*o
i-==
~
41~
\
·
·
q
.~_1;3
-
000000000lC00000 (>000000000 0
03
4O
LL\ C'Lfln0 L ~'\
'0O
\t-cO\ONCO t- O H m 0 I'I{'\CO 0\Cm CU
\C7V£.OrH H oD
Lno CYOat- Ln n
H H H mm tnOm
V
p
a)Qa)
4-) 4-4 1
-,
f ) In
LLn L(
Ln
LO(lL L(\I\
flL\Ln n0 0 L lc
I.)nO
0 Lf\
-4-,
CII...r~
4
C\ CU CMC\UCU CU CU CU CUCU CU CUCU cU CU CU C c
CN C CUCU CU CU CUCU
0)0)
CU
I
-t
LMOCO
~"V0b-0 H -ICJOC - l
a -I
O - ON
V lOH O \-0C)
- HU-')L
Lf Lr-' UOH
1 1 1 W
I I I I I IWh4SSS
I I I I SSSSS
I I I I I WSSS~~~h4MMS
27~~~~~~~
/-7
0 OCoo
,00
Co LC('OD
O%
U''
4- -. tC\
0 ON ONCJ 0 H'D UL%
I.,5-i k'O
\ UN5O LCn;l O O%
O
rO-i
H Kl\ i.\0 M I
NJ ~-OJ N Ckc
N
Cv N CUI
Oc oCUJ CJO O H r-I O0 CJ OJ - CUJO O CU
* a a a
0*0 a a a a a a
; *
* ae a * a*
a a a
E-
O¥:)
O COO
O~ O O O O4O O OO
OL
O
O/O',P':
,-,- O4O~O" O'
oo "-1-COo
NLC
' CU
04 00 0
c LnC1
0
co
H H CUC-Ln-\U
r(H oo\ O OMH H cu H cu cU CU LLnU-cN HCOCO H H
NLSiCU
H
M~
c; C; c; c; c; a O* 0 0;0 d c0 dc; d j a
Lnnn0-t
'IO- n n - 0 0 Lt-- M N Hnt
CCnn)UC4
t
-
b--.0CO
O!
4oodt Lcd
4-4
'-l
LAL-C1. -
ul-C-*
c;
L LCN
Ln C\
U'L
O O -1(3
nL
L
#.-.~-r LC\'
CkO 4-
O
c
%r
--
\r
.-O O O
'A C.
Cci CUo
CUj
.-
i Lr\ r'
C C
O'
M O
[r[
0
-I -
Uooo
c;
(t r4 (t O * (
*( * @( @ * .~
0 *(: c; (@ O*
( *(:* ( *; * *
00000000000000000000000000
H*
0
61
OOOOOOOOOOOOOOO
OOOHOOOOOOO0
4)
a,
P4
H
000000000000000000OOOOOOOO
04-0 0 0 0 0 0 O O O O 04-00
0 00 0
a.
a
4g
4)
-4 O ao 0 O M
,
43
'xi
4
0
-co
N
43
r0
43'
4-3
.H<
4)0 c i
w
'4)
I0
&aI
u*
CO
C
.l:O%
O,) t
GO
0
H NoH cNcN Nu>
-- 4
Y
Looo19H1
HI H
0
' nA
Lf,
0[-6%
, 6,% %
-%
C,I %
\
*q:)-~
,i 0 L7{Z)
) ,-I
%0% 0%0
U'% U.
% I% %C 0%04
le
Q
00J
4
Ha
**Ln
H ( La
. H L
.10
H\C
OH
l. a* 1C
an
n l . a. 0. * *90 . U\ 0CHIH
0
4):
*
0H a a 0CH *l
OOOOOOO0O~r~OOOOOcO(OOoOOOOOO
'OOO
L~a O)O OCO
ba H3 O~O O O CUCU
OWL~
OCO OOO
W G,
C
\
94 0
.9-'
Ws
aro0 Lrro u~a n unno
m t~~~~CoLIr~C
n
143
0
-44
n
rKC
ln\
rC\tS\'
n
l
t~- lN=
- (-cmcOrC
lrc\ C tr^cCoC
OcK
0
C C C CU
0 -o
pr;
C\j
CC
H
H MO H N Kc*
ulQo
CUKtV Lsoa 00 CHO H-t
. O L LC Lfn Ln
I
I
I I I I I I
su4~4
cx~
Cu044
CU C C tCU 04
N CCU CU CUCU
J (i CU CU
c
I
I
I
X~4444X
I
i
I II
[--0o Ho H., oi -0o H)I c
I I
4S S
I I
I I I
wwwwwwwwgl
I
A-I
4,
00
.
z
0
1)
i)
C)j
H-i r-IH H
HHHrH-HtH
--
-HHl
r-
9Ok~k~xDQOk~kO~k~0'k~~O
0
tO £ W WkO
4,
01)
0
ID --
$4 )
(1. o
IO I,\ OCt..,-r-'4-,d-4-.-i~1L\-.,d--,N
"L--~DO
)
00"- ~'-~00m C\ O
0%0l I'n'
If
Hi
O
K\\
.- (tLI..i..
0'C
H44
H LCIJ~ CO-VO
L~U"~I.~O
nC\rrf\
\ co
C
O
\K\
\rC\ n C,.O
K\
nnn L.w-OO
\nK\nn
l
..
0L0
.)
C tl0 0
K
00
Lro0 L'LCO
' I 0 0 0--\J0\0-:
0ocooooooooooooooooooooo~oOO
~. I;in. r\*.*Z*
0 .O k . %0 -I0 L-:0t..........\....................
*4!-:--t
'4.)
P4.,
rI
\O0 \O° 0
0
0L n1 00
C
n\Cuon Ln
f
U-\o
43
co
0 0
W0
c coO
,r-
0
'H
'0t 0 0'0*0 0 0 0 0 0'\
4:
0000r-i-
0---,-'i
00
Ll*0 ON
./
'c0
I'P
O
ci
01)
H
' to
E-4
n0OJ -00
LC'0 N
i0 0 U\J
0U\n0
00O&
r\
CMC
K\ in
K\tc\LC\
KOW\0
nO0
n0C n0no
nnK
\--K--\ 0C>L~
- -L\ OOOOOO~HHO1HHHHOOO
OOOOHiHHO
*
t-H
0
4,
-,d
t
*
O 1.~
*
0
tnO0
0
0
t_l'l.~,O
-\0 *
*
I.U)
LI.
0
*
*
*
*
{'O Lt~LF ntoO
0
0
I.O
(
*
*
*
O I. O
0
CM4
.P
.0
Cio
4.3
Ca
*
0Si
'U 03
0
;4
P
. r-.iHCd
4o3
o
TN0
44
*N
*
0)
*
L0..C
0
0-
0
*
0
*
UI'
Ln~L(
.--' L,O 0 NS:0
0 0L) L
O Ln0
0-0iO0COz
L,
LO)
L\ LC0OH O t(4
(~CM4JO
LC0 l0CHCMOCM
*-d4Cl
*
0
0
*
*
Mo0
0
*
CM MCMrC I•\t
0
*
0
U0
*
*
*
000
*
0COD
*
0
0
ON-
*
0
0
0
0*
0~
04
0\
*
0
LfLCeLnL(
ffC\nCvti-
C\g(C\444
0
*
0
0
CM
0000000000000000000000000000
ai)
O
C)
CUKl\-t
r- ri
KN-
0.r'r¥
'
H Ci
r- r
Cd
H
-' i
ri r rI
. : J 0 -- OJo
C i -IC11
rMI,1
CM
0
(U0
I.\
~
_1 W.C 1
O' r-t4J
Or ri -'
4
0 )
cii
cio
I0\C0C0-
LLn
HH CCMCM
.9 P:;
CCO)4C
LOCMO\
t-n 4
- U- MnM C rnCK\0
H
H H CMCMl
CMLo---ONH
YL'L
t-C\
F94
.1-10
0) 4
-
0
Ck C CN C N C C (' J C N C
K\- LM10
I
q L:l
O ri C\ n4
C OH rC- M
I I II II I I
t-0o
WL
C
r
Lrs
N K, K\ IC\ K<1t\N
s-
r\l
Ir- i r-u
n
S
as O ri C(U 1N-4
K-NK- n
C
t(,
C\
C
(U
C\ CM J C\J N J CV C\J O CU HJ I\M
I I I I I I
I I
I t
H.HCPHHH..MmMMI
iMM/:
I
4-,
0
I-
H
~0
0
U1)
10
-I-
.-H
H
r-tHH H Hr-
r-H
14
o
H NUD)QQ LC\
t- CLC'J
YCI
0
M
OOOOOOOOOOOOO
0
434.)l r
Cd
·
4
,
0 0·
I
0·
0
0
.
H
0)
43
co
I
0
V
Nt _u
43
.
54
0
0)0
H
H
¢
H
4)
E-4
0
O0 *Lf)O0
LL(\LCOLCOO
0
*
0
*
ULClo
Moo00 0 H
-
pcoi
C,
co
I
00 0 0 000
*
-H
'HO
~f~~~r-4
O~OO
`ono
0b-Ok
c0
0 ssnci'N
Lno
Lr-I
L\C0
LLC l\O\
04
0 0OjtLC\
OHOHOHOOOOOH
43
0
W
-H
.d
04)
0
.
.'c 0r-t.O
L*o
9 0
to
cli
ML
4
9c;0 (H
0O 0~-r-*\
0o
I~k O
no
CU-tWt~J
CJ N'C:'1
H H (N.
00
cN
Pt
tCnL(\
-H
0
-H;
4-.cli
q
4)
t
a)
LOr
L
O O( O
od
0c
0
ot
0
.174
Lr\Oa\
IDO
t*r r 9-0
rL HA J L
M' C) tI
0-
L
0
OnO\
0 0-
LI- LC f\
C~
C
0000000000000
(\JH\'o ~,D rc\0 ,\t-H
Lf\
.-
n
o-'.t 0 C'J
I.C\C\Cn
CMn(N
5LnCn.0 0
L(`nnC\nLLo
L((\
I
I
43o
-t- r\H rI ' LNt-O\
C\J
*g-j
0
H H HH f-H
H HLC
03
;$
t,
--
540z
H C, rvt Lno
O t,--
Kl -\W
N \tf-n\
L
At --
- 4--
I:::
i:1m:
3:: 1:Il::1:Q
::q1
I
I
I
I
I
I
I
I
I
I
I
I
I
C\i ~
o
~
cc LC\J.4H \.0Xi H k J-J-Gt
@--HH i C>a¼0
0O L)s
CM I UE^H'D
i: H
"lo IL\
lO
\CO rn0 m0 0Cu
O\OJ OJ
-tOCC t-H06o
-- I ~lOcOc t-tF-F
cuta:D
CuOJ
LnLc
LO\H
co'.oCu K,~
0
4.30
4C)
a)
u
-r
E-fi
0
-H H HH 0
H HO 0 0 L(H r H H-I
O'\
E4
cr 0
-
O O OG
O
I'
9- 00i
0-
00
0
0 0 0 0l
~:):)00000000q)q000)000
i000-~(i000
CO000000
cu*O
I>LCr'
ta:oa
H H.D'D£O
IF04O
ot'-a
Ht-Q0n0LCW0
-tt 0
n:
H LFH
Ht _t
Dt-OOt
-- -tHLF-H
OCu
0cC0-00
OOO
-' 0ozOJn0n0c\0
tttIco
0-t
0O
-0
4o oP
0
t
;c ;:;
0 00 0
00 0
00
0O
0
0
0
000
C 0
0 00 o
i- FO400 O C0 C C0 cc0 1nJ tL C t 0m0 CM I'D
010
KL\
0 n
0 00
r00 0 if M m
0 C 0 400C n C00N Ut40
-0
'IO
0000
* *
*, *4 * *: * * * * *- * ~ * *, * * * * * *
0000000000000000000000000000
44
a0)
43
*
HHHOOOOOOOO
*
0n
0
0
0
0-
0
0
0
0
0
OOO00HOOOOO000O
0
0
0
0-
, -%
-4
0
0
0
co
0
0
0
0
0
0
00
ft
-
."
-4
n L) M
-
CLawFD
I@ocuco onuoom
LC\UH0H
o
P;
.t
-
^ .t
, ft
4
---
ft
-6
.O 0l
u oo0 MO
-'Ot-
C
HHHHH
-%-,
% " t
et
,
ft
. et
.-%
.t
- ft
LMW
O'
HHCCMCMN
Lt-L
CO\O H
CuCuCu
; II
4
II
0
HCd
C)
,0
H
I
4a)
(Cu
A
*64~
E4
i
0
0co tso Ht-O caso
MC
0
tt
6
0
0- -
f U-\U
0
0
0
L
0\
0
0
f
n-OiH
0l
0-
M
0
H CuLCnM0-
0j
l
n
0l
\0%I
D
-
cu o a~-co oooc
0 CM
0
60\4
OD
-cW
0\0
0t--CO
C CMCu
a1)
ft-4
I
0)
4-,
0000000000
000000000000000000
CO
KC u Cu @,r n C-4n C0Co
O - (-l
nc- -Lno 4-O4- Cut--z 0 tC\
p
:r4
0
CujNt\VI0
n-%J-H KC\-.t-C1
H.-I
- Cu4
cm t
j-
C 0 A- CujnC
W'iKl0H
~-
.
U')LnSLCALOLO 0000
Ln
H H H CM
C C
nK-LnLaLnCdi 0 0 Ul\al
H Cu0 CMLrL\-t--(\
t-t-ONH
LCH
'1I
@ao q~~~~~~
p
V4
a)
r,
N
CuCnu\
N
CrC
CUCUC uC NC NC N C Cu\
\
N
nCrCH H
0
0 H Cun! L C\D
KN4 LiNmmOt-COC7
ss-i saH
-4r- rI
ri
I0HIICuiI! - I\
m saQcqc
o CmN
0
c
Q Qn
ICu
A-/I
CWCN L\-I HO
CG \CCm N cco
-24
C NCH H O oc
X)
*;
0
w
C
*
*:
*
*;
*
*
*~
- lC0 G\ -4
o(C 0 H
*
*
*
*;
C
(IO OCO
OOOI-~OOOOOQ
O
00
NC0
00
* 0 0
H
-4) 0C)
(
Mo o 0
o'V40 o4-W
O KNw
O j O'
LCN00-4-4Lfl-\C\ tr\J Il\
nO-\0H
Ltt-A O0
v
0000000000000
434
O4-.O I'D ul_-'
·
*;
.
*000000
*
*
*
*1
*
0
.
. ,
00
0
to
4)
43
00
·
0
O'D o
H O CU
H
O4-O O O O
H
.
CMC 0 0cO 0
04AtCr\0 - C\U
0 4
H
Nc-X
w) 4-
U~0
O O O\
O (OOOO :
O-- O~DO O
000
O 0 0I 0O OI0 ,I0 04
000
000 ( t0 t .00004-
C)
0I
-i'H Ci CGM
HH
-0
C
4
-43)
.0
H
.I
H
0
4'
4-3
V
go
C)
0 JtI O
0% 0 0 r-Q
00COcOcO
HHHHMCM\W
ID
6,i
E4
li
0 0'C
-O
OO
C
%0 O 0
HHOCM
U)
0
~-0 C0
O0¼.OC
0CM
0 L--C
0 0 WiO
0 00CM
0 0;iNi
* 0
00
4J-4.tz
C)
4-3
viF.
(UM
<4
4pF4
0000000000000
0 n - rr-IH'i
rr- r 1_II l ngfanl
-N c1~~~~~~
04-H H
-0-H HnInrC
HI H HI LCH
HI C HCH
H
Xi
0
0 wI
:
:
n('-4Wil\ot-CO CM H C Kl4- WrID.
tl
:Il
C m p m 1P
1l
TABLE VIII
Summarized Gradient Deta - No Air Flow
ti
I
I
Run No.
Weir Ht. water
hw
inches
Rate
GIt
Air
Rate
Qa
gpm/ft .
I
i
I
Height
Ups tream
Dons tream
hl
h2
inches
inches
Head
Loss
h
inches s
B-51
2
15
2.45
2.45
0.00
B-52
2
25
2.75
2.75
0.00
B-53
2
5o
3.4o0
3.35
0.05
B-54
2
75
3.85
3.75
0.10
B-55
2
94
4.20
4. 10
0.10
B-56
3
15
3.30
3.30
0.00
B-57
3
25
3.70
3.70
0.00
B-58
3
50
4.20
0.00
B-59
3
75
4.70
4.70
0.00
B-60
3
94
3.00
5.00
0.00
B-61
1
15
2.10
1.75
o .35
B-62
1
25
2.40
2.00
0.4o
B-63
1
50
2.95
2.50
0 .45
B-64
1
75
3.40
2.95
0.45
94
3.65
3.20
0.45
bo
w
*I-I
0
I
B-65
t
O
IF4
.-i
0
Z
A-13
0
IC\ eN,c\
rr
len rl\
'\
rm n
.1-
0
,r- P co
0o H
tc\
0
a .f
'I-,
430
PC.)
Kl\
.
o -t-
I
I
I
I
I I
(r\ M\K\W\ I
*
0
. 0
I
00000000
W
*.00
0~
0I
0102
H
Ln LC\0
0
'·
4)
I co
Pco
·
·
0 CL IL
·
·
·
·
I
·
I
I
I
0 o0 0-\tc\0
~* o0 0o 0 tk:O
W 0
4-,
co
co
I
-..1-I
4)
PI
"I
HI
4)a
0
0
.;4
F4
402
.9
0
.co
'-t.
co
0
° 0 0 nL"
o
-
0
H
9
4-
4
4
rO I
0 0-
nd
co
0
triO
CN
Lr
1-C~ 000
r 4ttU\'O
4 H\*C(K"04- r4-\r40c0C
* 0a 00-\K
00 -.O0i-. 1.~
L0
4 -0rC\
0000000000
-0.
r-HI -H
0 0
- 4 43
g
'<Ic
a
@ 0,,.t0~O'
F4
H-O f-'0' H
H Hr-i
- H
4C)
H
O 43
r lCI 0 LLU. '-N
!-LC%L0
H04 LC\Lr H CM H
-r
4) 4
;3
:3 W c
;
o
Z;
I
C N N NH
I
0H0
H CJ N CU
O0Hr C\
-O'.0'O t-F-t-t-4-H H H
11
m
I I I I I I I I
Q PQ Pi mQPQ pi PQ m
to
cI r-t
.-.
c--
H C NIa:
kZO I' l'0
C i
I-D W\ H r-i ND)'ln
' 14LrH
a O-)riC
l\n
0 .
00000000000
..
. .0
0 0
..
54
0
*..-i
H
4.~)4-3'
.i.'-DH L 7D
'.-.O-C-- LC OJ0
V O
0
4 E-4
4)0
OOO
O
90
OO
0
O
0 Or-1 O£a
l\nC
,.-I fH
O4-30
H
O.
O CLOr
00000000000
. Ln0 0 *--0Lf.-i-o0 0
* 0
.
4)
.0
.
0.
0
0
0
0
-1-a
go
IP-4
Ln O7o10O- o
* I
-W
CM
o o
-o o
ro
0,.
5
4,
O o'oO -O .-- O ft..
.
OO
0-
tCo
Hq
-I
<
4)
H
Co
5 cn
4)
5:
P:W
O,.ICj HH
C~Jr.
r-i
N O3
CM
-r"'tI' r-I
H ,'C,30, 10j
HCU
0
za(D
F41
1d
Co
0
0
-,
·
Cj
PW
CM bQ
4)
00000000000
o C 0 -.t - 0 \t O'0
(.0~ I-
5kOi'-
I4)
N
C4
C
-Hr
cu
t c ar-O
I'
'
*.
,
' :1
U" - Or-I
i'~ CI<L'~'<'
LOO OCUr-i U CM
0000
000000
n
rC
\
\N
L m0
H
r-f '
*
-p
0
- oro -,-I
U'1LO
Li. r-I !~
L L,-i
0
*
0
-'i
*
r
0
*
i. 0\
0
-
4)
-H
0
4) ;e54
z0
D 'O
I
-IO
Lt-- L--1 I1 I I i !
CU i:I Cl
~
r4r-I
I
-1 -~1~~
N~ C~ CU
Il:
r-i
A-I/
td
I
o
&
bu4cD O ,.
40£ 4 4-0z
£t· -D
kD9t
-- O--- Ot t
'- D- O£O
£tIO
04 V. 54
54-q
CD
'd
co
-e
4) < -H
-,:
',
Id
H
H
4)
I-3
,--I
qj4
~-p
,
54
4$)
rc~
EI
0
'H
I
'ICd
-co
0000000 000000000000000
·
..
.t
·.
..
,,
..
0 0 00 0
.4)
-- 4t
-p
·
C2
0..
.
\ Ln
Lr
..
.
,
.
.. , .
, ¢
.,
0000
,-
CM n
..
..
.
..
LO
.
.
I.
-
oooooo:)',.O ~:::)~.-O-UO
..
.
.
.l.
41.
CU0
C
-
0ooco0
o..
. ·
\9O0rmc\
0 0.L
ts
t
L0 0
..
..
.
..
O
.
4.
.
·
I.A'D.OnkLO.fD:
'0
0
Aq
'H
CD
C
-P
4)4
;o
C
P
-H
*0 00 0 0
94
'H4
0
0 0
t O 0 0 0 0 0 0 0 0"W
.O'O -con---coa0 0
CDj
ci)
-P
I4)
t
0 0 0 0 0
00
0O 0 0 0 0
0
lOOOOOOOOOOOOOOHHOOOOHH
0 0
I
I
I
I
L.:';
000000000000000000000
CJ4o-nn
0O Ol00 0 o0 0%0~ C'\j~ CO
HH
ri H
HH
HHHHHrI
4-)
c,_
4.
3D0
--
ULnLn Ln LCW00 CoLnCtt LUL)c\O L O L(\ L\
H' H HH CUL(\L -t---C
CU
N UwH LcOC LntCJ Ln -t,--
co,
0
4JO
PC'Hz1
ko
'
0
54
09
W;
L
.40 0 H- C I-4- ulO
0W
0 o
-4 c.
n
t-i ICVIDt£--c
0 C 00o
o
o O tCOco 0LM
O (ON
m
Q
lq lQ
lqw
li
m
m
m lQ
Q
a
m Qm
02
0
0
0
(1)
4 H
I0
toeD-
t £kOD¼_
t t
t-tt-~
t .:J4-tt44444-4 Z DrO
t -4-=t --0£-4--4- -f -t zt zt
Id
N oo t OnvU
OO=t
t}8
mu-\o<)
L
0 Ovt F
oNtFu LICo,,.1 nQ 19
t n
In
n{
N;t
n n ag
V' t-t
co
;
*r
'IC
Cd &Q
H
H
cd o
:o
G
,<
0
0
*
0
0
0
0
0~l 0-
0CL
0
0
0
0
0
0n 0
0
0
0
0
0
0
0
0- 0
0
0
0
0
0C
0
0
0l'
0'
0-
0~
0
0
0
0* 0
0
00000000000HO00oOH0HHOH
H
ji
,)
4-)
in
0
a
0
a)
54
4.
0
0
H
la
0
toI1
A
ci
0
F4
&Q2
(DI
Al
4
c
Is-Lc% 0-t
* 0 0
\rW\Ln0 0 LLC\Lr\0
0 UU)0
0 LO0no
LCun
-LCn',D
0*
H KH
ONL) nc
C t-CM -;c rC\LCf
* * o* - * 0 * * 0 * 0 0 0 *
* v
A
.H
-ci
ci, 4
H
LC\0
00
Oq -4
-
0 0 0 0 0 0 0
t
n\Cr'\
L0 0 0 0lnLno
0\l00
ULA-A-*L\Q
*-----
H\
4uM
nO N 4
o0 0
o
-%****k~
--- --4
O L- n\ t ;L4-'0 u=-
0i
to
0
54
0A4
43H
4)
4.)1
C)
000000000000000000
Lb,
T3
C)
ft-i
00000
CIQHHI-$
aoLHHnHH\LHLocoHH 0000 OCN
0 atM
NMN
Hr4H
-t-4--t - - - - H HH-t -r-t -tw
- rIrH -
r- -4rI - rIri
r-ir- H H
4)
4-3
0
(4
-
lll
oooo
ur
IUto000u000tn0o00o0o0oooooooo
bo
12:;
0
4-3
;4)
co
;4
'H
0
Ca
Cu
Kn\ CUI\CK-
CMt
LC C\C
\nC
C\ CM Lf\
\CM
0)
0
0
-cC,-~ 0
H C KN LCI
flt
OOOOOOOOOH4HHHHHHHH
4 01 J(\-4,nko
t-O
O@0
r-jCV K
II I1
I 1 IIIt ill I'l
il t,Il
l
H OH H H H H O O
HH H H H H HH H H
NNNNCC'
H H H
/17
-...0--rN C0 'i-HID .0G -rL 0 -O"O
1 t
C'
H t-H
H
r tM i '\o'W
o
'0 M Ki K-0
t-OQCVt
'-F-C'J
C' H04H0CC-O
I-IHHO
.
*
.
.
.
.
. H.
.
.
N.
0
. 0
.
. 0
iO00000 0000000 000 00000
0
E4
H H U-l'\O
\0XO
cOj-r
... .
0
0
0$-O- 0OH O H H0D(\ H UC\7QOCM0CUO
. o .(
00a .o 0 cJc 00
O 0o0. Q.00 H Q 0Hoo0 -irIHcU
0.
HH00OH~rCfOHOCMJHHOHC8JO10HH10
J O t' H C aorJcu
0
.4,Q
c
C)oA
4,
044q
H
H
H
O-.t- H
\i-.
. ' ....'
''
CM O Cj CsH
'cD4
,
0 C'U
-Z HJ'HJlc
rH -H O -- OC)-
H CCJN C\J CUH H O-H0 H
. ..
. .'
.
' ...
rd
r 0
00000000000000000000000
00000
0 Ooo0rc0'00000000000
900r M-O
0 0 n@iCH
0 0 0 0F 0 c cwUOI
0 0 0 00 0cNOwO
*0 000
xCo
I~0
4f,.~ot%
(
%4,%- -t,- I(~ 00(~
( ' 1I Cl (ti -%
0
cu
I
0O0%700
c
6a:
-P
- LO- M
r'l r-I
c/,
0
-- o00
^ r-0I00
^
^
r-
H
^
4,OI000
z1frt(~
" ft -%-r00000-0
^
Ir',-!'lC
-I r- I
^
a'
'a
'
'
I r--I IK \
a'
'
a
V-4- N ((N CU
. I
4-)
4-
O
-4.)
,
H
P
-
4-' 0-3 0
C)
--
.0
P;
0
O -,
0'\' - K\, C\C\O
-4 Q O !K\O,~
C"-
OOO
O CU'OcI acot- tt-00 Hc OH A- O
L'--:
tH
0 CO-
Ml C
a'
04
4-'
E0
0
V4-
0P
! -f
r- ('1
r- H0
i- r-I
I 0r-!r0'0
,-f
ONO,\
0
o~- --i ,-tCSa~t-C'U
t-HOc
H- sCM
*\nCIH
cu'
E
t-.-I O'H
rULC\'O
-- O4'
0i t-M
X sw
0r-i -'C\J
IC\
1-I
cf)
LrIFI.o~t~l.lr.fL'o
oo
ULnCOoo
oo o o o o o o cooo
P;)
4.'
w
4
0q
4,
h
Co
0
01q
0 0a
L0L0 I 00
I I
0I
( L CU If
CI LO
CU C L<
CI LcxO
CU
I IO0
UI 0I --
I-II-
CU!
X0
01-H
0
H (U rct
H1H1
;
o
.
I
I
i('vo F-o @o H cu u4-
HJ r rI
~ ~ ~~
Qr
I I
qV
I
rIr H r r-
I I
QP
I
QC
I
I
QP
LCI' t-CO@
1r-1 I H Hr rI
I
I
qCQp
I
I
II
QP
I
Qp
HUn
r H r
I
III
QP Qp
43
0
C )
0020
0o
Oa
b ,I
.p,-~
bO
a)
p P
H
·
a)QJ
(Do0
043
a)0Q
·
·
*0
h C10w
\I CM
Cm
-4U-- ,-4trI~~~~
~~~~nnK' r-I 4W
r- co
4-
o0
03
wt w~kD
D 10 t- vS)N,1 wCw %lo1
w 1%0
;;Dw0
0
0Cl)
0Q0Q
kO££££sW££££DO\O~0O'D
- -0
·
0
0
0+ 0.
0
e0
0
0
0
-0
*
0
O
\ \n
O
0
*0 *
*
*
0
0
"cOV.
s) o
4)
4.3
03
H
-$:
UCN
0000.)OO
N· · _000
0\C0
000U00-LniL(\0
r.
U. 0L0
0 o . Cu
CtU
CUOco CCLCN
. ..
· . \O
C
H
0. LC
OLC
L L"- L-c
LH
-o· -X -~-
P:Is
c,{
0
ro
.4
"3
H
OQ
a)
U,
-0
Is
· o
-K:
.40,
'fI
-iH
0
a)
IE
rI
4.)
0
4)
0
Hi
'pa)
)
·
·
O·
00 .00
0:tn
0... ~
g0
U ·
ICX'., -0.
I
) ,4
O·
)
O
1t
O
O
o·
-4
L.~
0 I.0 0NA(0. O0
I.~lJ
O0
.
,. I
..L........
. . . . . (....'.i....'.00
00000000000000000000
4)
V0iP
CM
t-umo
-O,--I
\C-0'
0
i "-.
cOC0
C 0
0,- H- ir--.
CM
0
0
-r-i
-I
lr
0---0
-I.--l.l,-- ,-I Hr- r-i
-- r-I ,-i r-4 r-I r-I ,-I Hr -! r -- r
H H' -
-; a)
0(D
0O lO 0 L0L O O0n
L'0=t-t
n-A-.
* 0OO 00 L00L 0*
O0 0 - 0
CM
- CM K-:
4)0
c5
'p
4
43
bu
i
U0 OLO
LC
Ln L'lOC0 0 0 L C'aC"aH LC\LL\
H CmCM N L'tHr-I H C C\ CO- -
i
M
a)
:4
'H
a)
'
zo
;
L
MN fnC\n
CU CU CMCu CMCUCu CMCU CMCu C CM t
Cu~~~t-O ~H\HH Ol
I
I-
f -t
- 1
I
I
I
I
I
- LHHHH-~
I
I
1-4t1§- 1f- 11
111 -l~z13
I
I
I
Mu
I
t~2PDP.-1
I
H
I
- t-1-
I
I
P3
1-/
KNv-
@7~
ic
L-t-
.- j-
OU \D lI\COcH- ON0 L,-'D cN-i-t-LC
iC¼.
uo
I,\ -Y4-r-H 0'%o
C0 t-0 JI\0 O \ H CO
K0 -00
I'D
0 -rON\rclg\H
H-H-Hr 0 00 t-col
LfOCQH H H 0
DCC
.
OD
co
.
0
01\
0
\0
Lr
r-c
~xo OciKNDcO.4c
0't
c0\
H
; H;C7O;C
H.~HOC
*-
43 OC
.H0
0-
0-
0
0-
40z
-0CUHCOD CO
CM
0
0-
0-
LI-CO
n
c'\O
_r HMH~ Hot- n
-0;~
C
C;\C
O' c;
0I
co
0
o
0
0
-
0
co0
10
C C\Q t-(
O$O0r C~a\
0--
0I _0a
0l
0I
0T
*
CUj
t-.4 t\ LCt-coH 0 - H-O
G1\CO H-OUH-ONVoC 0-4-
H
OOGOCOOOOOOOOQHOO00000
H D'o.D'O CU0rc rc
C
H H
Q0
HiCO - -
l\ \C\J
pooq
H
0
-4
a)
r-4
P-4
0 )
I
co
00000000000
00000
000HOO0000000000000000
Lr)
CLU U
H
o
HO L0co
c
"o 0 0
~~
~
ftf'
t~t
Hco
,
o~o~o~
o
o~f'HHCM
-..
=m
P41)
"~fLCLnCHLCN
LCO
Lr t-HCUjOCC
'00'0#D00~HHHNNNNUC
YH
OXHC
£ HO
i(-00CY0
N
I9
r~
4.3
I-I
'-H
.4)
10
.
4
43
'I4) 43
10
Cd
LU
19
D
01
*
0
"q-
oCa
'co-b
*
0
0
.
0
00
.
0
L-- L X'U-~
1
LA
CLA".0 ~'0 z
0*
0
'O'
0
0
.0
\
0
%ZkI.: - t-0
.
co*
aSi
F4
-0
0
41
'-H
V1
-:4
0000000000000000000000
Cou
HCO - MCO
n0H H t-'0OcOm 0 C 0 ra0)
H:4HrCK\0.~-t0 r- -4
H~
r HHi- C 00C Kl-^HH^HHHH
HHHHHHHHHHH
0011N
iL'TCd\CO\CL~
0 L1
CUCUC\
A
4)
43
4b
a3
U-u~ L-Ou
LO
fo
o o ui[Ln- 0\Ln n U-L o o Lf
-L-'
i H H CUCUCUU
-)Lnt-L-OH H CUCUntnL-0
41)
I
41 s1
C C N CU CUJCA CU C CU CU CU CU CU N\ { \ n K\ K\ K-\
0
NCU
KI
I
nI n
i,-DJZiD
lr4
--1-4l*-Zt
t-D
tFv
I
0 iHH
(M'\-Wr-H
OI- 01\ O I 4 CQ n
.'-00
C -I
,HH H r-HCU C\ UC CM
I
I
I
I
I
I I1 1
1
I-
I
Il
lI
-z I-. t-. k..
Y
'2)
0
nLn n LLn
n U)Ln L o
O0ooo0Ooooooo0000o0o0
Wco
;d 0)
Ci) c)
>
0
'\ 10I'
%0~1-D~0 11O
'D1 %0~OD
kDkD
O0%o
-P
0 4. o
c
.-
4-3
0
H
i--5
4i3
PI,
a)
Cd
H
H
x
4,
4)0
0H
4 -.
I
'I-,
I
U*) 0 CJ Ua0 0I
0 0Jtr 0 0 0OC(
0 CO 0 0
0J 0J 0
H0
0,1 0 0d--4- I'~...- L-. l-. b-.-J 0~j L'- L'--iH' K '..-\
tLL'-- C cm
~~ "
41
.
r--I
H4
Cd
ra
4-
4-0O
0~
p C)
0
01)
CD.
0
r-i r-i ~
rr-,ir-- r-I
Pi
H r.I-i
LOLOOOOOOOOOOOOOQOOOOLOLOOL
a)
pC)
E4
4-)
0
ra
4
'-i
"3
Q3
4-,
4-,'
00000000000000000000000
H a)
o?
0
0 IO
DkD
D-o10o
0-I
0
co
FX4 $4I3
'H4
Cd
0Lna 0
0tt 0 0-fCIC
00 0 HCUt
0 0C'J0
CUCUJ'
GCJC'0CU
H H
H
HHHH
0 0 0 C0£ 0C:u
O
;iD
O\C
H
N N n
w:L
0
4-3
co
-4-s
C0
J-
40
tC~IMCO
0 0 0 0 00 0 00 0 0 00OIMCO
LC)
0W
H
\.J- IO 1
IH H H
H H !I
I IrI
4till
bPa 4 4 Pd
bd P4 P4 PL=::
4 PI 4 Pd11111111111
P4 4
tilWW
4P
I=::I 4P
WWi
NCI
I
IP::I W
I P:,::I
HHr
I
JOJ
,CHHIHC-.J
rCI0t.c CU
mJ O
,-
bO
0
Gl)
t)
0
.
*
.
0
0
*1 r-i ri
*
*
0
0
*
0
0
A- H Hi rI r r
ir r
0
r. 04
9 0 0
N
N
*
UO
0 0
0
C\l N C C CJ
a) ri0 V
C)
C
0
0
-
0
O
=z
CO
££££9O':)\D4)q)9O£££:)£££
~0D HHHHHHH
lok ~~01O)D<:)£O
'O o 'H0~ok
HHHHHHHHHI'HHHHHHH
0000000000000 00000000000
0
0
0
C0
0
.
CM
0
*
0
0
0
0
*'
*
0
0
0
*
0
*
! 532 J(CUC
2l uCfu
Jl(
JCCCMCM
C0
GCCMC
EE
-
0co0
0d i
H
H
o -co C
O r00
_t "Nc~cj
o LCL\co0~.
- KcODcooco
t- - 0 0 CM~
0 0
0
' L
0Cr
L0n
O
LO
0 ON 0 0l\O0O
c;c;O'r4,
v~~~~~9.
.~ tHHHHiHOOOOOOOHHHHlo
r4r4(*c;c;(***
r-'
H
0
r
.50)
0)
H
10
0o
W-
C)
co
0X
LiC
C - I 0.
0
KFW
8
C
rI JCO
W
CO
k0
COC\j-tJ Wo
0
M, C CP*\!
C8N C'C)*
\0)
4 W CO cO UD
~cCAN rlWrH
cMCU
Q
a)
4-)
Id
-I-,
-,H
0C
.5-I
z
a
O0 0
H-1C1
HHH
I
i i
pe
i 1
1 1
N~p4
p
1
4
L0 0CHM
0 0
H~
L-CI-Ql\
irl\.o t-Qo m 0 H 4 n
O t- co ON0 H C rt-
NCj CUcm
Aj CA
O tn FAn
\1 n
l
L
0 0 0
~i~ tll
r C\~'
0 I 0C
L LCU~k
U
0 0 0 0G\0J>t(
Ln 0 rCM
In L) L0
a'CI
Ci 0404
NN
H 04040
(" L O\0
LC~ fnt- L--CU
1 1l 1 1
K\n K\ Nn t
4pp
I
p.4asP
1l 1
LW t--
=t t Z 4 -l
l
"PA4
1
I
I
i
i
i
II
iI
I
K0\
0 aM
oc' Oh
M' Kc\00
O\
00ko\0'
O\oO L(oc) 0o
Lr\ Ln riH LIL(\0
On rO ko
-* OU'-0\OO
0(30
0 0:
0JOJ0 ~:)
00 rt0 odo
~0 J OJ
0 0 0nt
*0Oj 0\
0 i0
K Hz~
naLr\ to 0:)~
Cc
H~Cue~:)H
\J C r
I
00COcO00HOHH0000CO
- 100
00 0 0
0
r
*
0 0
-4 --- 4 4 -4-t -4-t --4-:tzt Z*ztJ44z=l4
0 .;C *; .
. .*
.; ...
.; .; .
00
0
-t :t J-t
. . .C
0
iOJO~O C ~:O O OO1Ol O' O O O O1Oi O O OdOJO~OO
00000000000000000000000
0tt0000000000
C000 0000C
UO00000
co
-
C\H
CAC-It-0
O Or~D'x0;O
CU0L
4.3
H
C,,
H
U)
co
EP
£ D cu0
(D
43
cuscucoso
'-OJ-co t-LCO)
itno
LrN
ucmo
cu cu
H LCWro
nLn
\ 0
CO
F-'..L~-H 4 0 0 r 44 CM
u H n K-zt 00 Hzt -t Pr\
Z,
43
Y.D'O @ I
CUo
Nu CM OLC\CM OL
0
*
0
el,
.5-4
cii
.4
D 'H
43
rc
.9
r-
0
H. H- H-
O
P-,
V.4
H
H
CiuCOO CmCu1
O
Cu U-)
00\000\
.0
.
c 0 .
0
. C
0.0
.
00
..
0
0
0
0
c
H
0
cd
43
E-4
II
.U
ci)
eri
rcj
Ui
0
w
C,
02j
OT
0
4-)
(D
0
O
JPCd
H
co-i
>so so Ooo~
!. 0 I C * I
P 4-)
rX4
0
*
\MM
Urr
OCUC:O
:
H
!0
c o soa:)ooco
* *0
II
IMJM H
I:CuM
CMCu *c~u'
H
H
HH \-o
H
* *
mCIJ
(1
H
I *
McuCu
H
I
0)
4-3
p44
I-
LCLu\L 0 000 0 0 00 0 0 000
HHH~~uHH - Q
er-I
U\U-Lno
~0Lnl
WCr
H r-
I-:'
o HHt
C HHC
SSp.4p.4
A
WSS~puS
W
U\
o
HC CuCuKN
~p¢ W-4
4-23
CNc
t\CU -- OJcOo
Lco 0 0-- OC O 0
P
-tWOt--'tO
LC0 C-4
CO
-COO
tCrJC-r~0M0O ,-t
-( OOO-
CU Cm tc\cO 0
Oh f\I\
r-i t
0
0O
-
tcn rc(\
0 t-
Cu
\conooooooooooo0000ooooooo
o000
4-4
9
.
9
.
.
.
.
.
.
0
0.
.
.
0.
0
0
.
0..
.
0
-44
t -d-4
t ---4
t -t$
---f -tzFt
t~t t t 4
t
n U\n L)U\ n LUln\lnnfUi
LnU) (
- L n L\ n UAL Ln
ON c7\MM
Mmsacaozooom
m
J
NM
* 0
0
0
eo
0*07 009
0 0 0* 0 0
0000000000000000000
000
To
OOOOOOOOOOOO~OOO
0000
m(OO
Cucu * o
coaco
nou rc o o
4
t-fr- \- -t.rt
c CUQ
cOcoU
fO
' CUCU
*
4)
0I
4i
I
I
I
0
O
i
I.-
1o
I-
H
qH
O
I(\t\OnI\tr(
~4
rII
LC'I
r-4r-t
HH
r r-t
-I
- L--OCi-.-t'00 LO
0~J t.-. ,-i tL-(q~
,--t
O 00 LC0 0 O\ No' 0 -I OD 0z4k\ I-W CU'O
:l\l\
00 OC\Kd
Ltf aH,'
LI.
I>-LC--L--.in.O
\. 0 t-- L l\ tn Nch
CM
0
* * 0
0 0 * * * 0 * * 0
0-* 0
H
4)
H1
HCU
H10000000000H0000
000
a)
0
.,P -4-~
1k 4
0
0
(3
I
04
0
* 0
.
*
*·
KVtm0)-'\.
'itH
H
0
co
1c'W)CJ> CC
r
0
*
0
0
-"HtN
C'-H
0
0
0
*
0
H
r-I
0
1
0
0
r-
4-3
cd
*,...
h
I' -P
-,0-
09
0
z4
O O O O LnULMC.Lr000
rL
L'.L(\I&O O O
H-H ,- H CU,CUCU(0 Ln L lt,C -t-C U C CJ CUL'-
.
L-- t-co
0 0OcV
- HCU
C1CU
d CUC
LM"O
t'
I I
\JI
PL A
P-
L -
t.-
L",
-(-hYO
O 0 H-C If\-'(\..t-U': tIU
;
i t t l P 1P 1 1 1 1P1 11 1 I tP44 P.t i l t I: i t
P-4 P P
4 A4
4 P-
P4 PL
4 P4 PL P
o
0000
#
0
;
(X)
4.3
H
r-
H
LI)
LI
CQ
LI
r
IJ-
(1)
O
42)
O
U)
OH
P.42)
0
Hd
t-i
10
P
0r
-)H
(P)
4-'
4)
0
0cQ
rdb
Ht
r -I I
0
co
4) I
0
*
02
S
*
0
S
H~ H~ H
CQ
100O,
ELI)o
0,i
~
O
0
2 E-4
Cd
AC
-fh
C1)
CQ
0
z
m
*
5
to
00
O
n
-
5
5
O
CD
I
LO 0O
lz "-
- to
Od"-
-i
c ) )
Q) F-O
"I
0d
rd
m
4
41
LO
O
t.
:1
,
(33
t
-'
M;
*
4
VH
0 0
C'2
CO 0
0
i~
~4
li
P4
:.
LO
P4
~ ~
H
LO)
pj-
,4-zs
***
H
cg
o(
otO
tO
LO
U)
H
a)
acO
·
0
0O
Os
~3
3
Y3
CQ
CO
H
r-
o
to
r-
u3*
U)0
0
U)
00
000
H
O,H
0
tD
H
CŽ
n
U)
-
4-4
H
p
4)
4-,
U)
H
0
o
H
E~
m 0
0
000
- 000
',) t U:) 0
l
dH
Q34
EI
0
0 000CX) t
fp4
-4
4 E)P
Ci)
-o
43
a)
Ia)tt
-H
C It
a 40
,
->
3
0 H
rk, O 4-
<
I.
.
Io
a) ,S
4P
.
U)
to
n
b
0.
CD
lzP
4
rT4
-H
o
9
p4
4
Pi
d14
n
~~~O
P4
b4
P4
u
!
I
l
Ii
1
I
I
i
|
i
PENI
rMTv
l.L'J;J~
A..T.
LI.,U
l
J
U
TM
J.
..
V &¥.
A-esq
}i~~
i
I
Calculations will be carried through
~Sample
for two types of runs
1.
14
Fully aerated Plate
2)
Clear liquid layer under foam,
Fully aerated Plate
Run B-4 will be used as an example.
(Data from Tables A-I and A-VIIa)
I~~
.
---- ---
I'
I.I.-
ft
! i.
-.
,
2FgcVl
-
(12a)
VfN
!
jh
where F = -
(2)12
(kinetic energy losses are negligible)
=
0.55
-
(2)12
= 0.0229
ft.
gc = 32.2 ft/sec.
bLo
Vh=-
-
-(13a)
b+2L0
and b = 1.1$ ft.
Lo
=
2ha
(18)
= 2(2.40)
4.8
= 4.8 inches
0
=-17 =0.f.ft
A-Z6
(1.18)(0.4)
1.18 + 2(0.4)
I
I
i
i
I
i
I
GI
c'
G=
--
= 0.238 ft.
--
(
(7b)
f (60)7.46
L-
15.. …=
= 0.25 ft/sec.
(60)(7.46)(0.4)
61
N = - =
12
.08
ft.
I
(2) (0.0229) (32.2) (0.238)
= 1.112
(0.25)2
rhVfP
b)
(5.08)
f
Re'
(14)
where pf = P,
(15a)
11
= (62.3)1/3
=
-A.2,0 lbs/cu.ft.
4f lr
= 0.000672
= 0.000224 lbs/sq.ft.
(16a)
A-7
Re
(0.238) (0.25) (20.8)
-
: 5550
0.000224
h
2/3
(20)
T = (h-s)
c)
where h = 0.75 inches
(from Table A-I)
h = 2.40 inches
T= (
A
0.75
2/3
--
2.40 - 0.75
2/3
= (0.454)
d)
2.
=
0.591
f'T = (1.112)(0.591) = 0.656
Partially Aerated Plate
Assume:
1)
All the head loss is due to friction in
the fully aerated foam - no head loss in clear liquid.
2)
The velocities
in the clear liquid
and
in the foam are the same.
Run KP 16 from the data of Kemp and Pyle
will be used as an example (data from Tables
A-VT, and A-XIIIa).
(I)
A-IV,
A4-z
a)
I
i
I
ft
-
2Fgcrh
Vf3 N
where
0.38
F =
0.0158
ft.
(2)12
I
I
=
g
2
32.2 ft/sec
bLf
(13b)
b+
2Lf
= 0.71 ft.
12
Lf = 2(h8 + S)
(26a)
2(2 + 0.8125)
12
= 0.47 ft.
(0.71)(0.47)
0.71 + 2(0.47)
-
0.202 ft.
I
Gf
Vf
=
-
-_ --
- -(
(60)7.46
(=
Lff(
17c)
I
Gf
L!f
5-C1=he
Lr
_
GG' hc
'
S3b)
T
A-
I
(0o.47)1/3
0.0417
I
= 3.~76GI
= ~3.76 Gc
I
I
(24b)
Gf + Gc
G'=
I
I
Go = 10I
G
-
o
Gf = 1~~~~~~x
(3.76)(10-Gf)
G
37.6
i
3=
7.9
4.76
= 7.9 gpm/ft.
(3)
= 0.113
(60) (7.46)(0.47)
4.25
N = (16)(---)(
2
1
12
()(0.0158)(32.2)(0.202)
(0.113)2 (4.9)
b)
Re
r,
vfpf
f t/sec.
= 4.9 ft.
= 3.36
(14)
9
(0.202) (.113)(20.8)
= 2120
(0.000224)
c)
T =(
2/3
hs
(20)
ha-he
(h8)2/3
0.8125
2.0
(20a)
2/ 3
1.
= (0.406)
d)
/23
= 0.549
fT = (3.36)(0.549)
= 1.85
~~~~~I
~APPENDIX
D
NOMENCLATURE
II
A-3/
D. Nomenclature
English
A
Cross-sectional area of a vertical slice of foam
of one pound mass - (square inches)
Af
Gross cross-sectional area of channel available
for flow based upon calculated foam height,
Af
bL - (square feet)
b
Width of flow channel -
C
Concentration - (moles/liter)
(ft.)
Concentration of liquidflowing as calculated for
perfect mixing - (moles/liter)
ft
A modified friction factor
g
A4h
loss = ---(feet of water)
(12)(2)
Acceleration of gravity (32.3 ft./sec.2 )
gc
Conversion factor (32.3 ft. lbs. mass/sec.2 lbs. force)
G'
Volumetric flow rate (gpm/ft. of plate width)
F
Friction head
Volumetric rate of flow in clear liquid (gpm/ft.)
I
GI
Volumetric
h
Hydrostatic head (inches of water)
hI
Hydrostatic head at tray floor in upstream calming
section (inches of water)
h2
Hydrostatic head at tray floor in downstreamcalming
section
rate
of flow in foam (gpm/ft.)
(inches of water)
hc
Hydrostatic head in clear liquid zone (inches of water)
hf
Hydrostatic head in bubbling zone (inches of water)
hs
Slot height measured from bottom of foam to top
of slot (inches)
hw
Exit weir height (inches)
2
I
I
A
,
-
--..
--
-
- - "
.
-
- --
-
-. -.
- - - -
Hydraulic gradien
-
-nl
-
-
I
-
I .
--
- ,
- -
-
-
-
.
IL
2 tincnes or water)
Hydrostatic head at tray floor in bubbling section
(inches of water)
Le
Effective foam height (inches)
Im
Measured foam height (inches)
Lo
Calculated foam height =
N
Length of bubbling section (feet)
p
Pressure of vapor (inches of water)
Pl
Vapor pressure
P2
Vapor pressure below
2h
---
2 (feet)
12
above tray (inches of water)
tray (inches of water)
M PT
Total pressure drop of vapor across the tray (inches
of water)
A Pc
Pressure drop of vapor through caps (inches of water)
Qa
Air rate (cfm at ambient conditions)
Qv
Water rate (lbs./hr.)
rh
Hydraulic radius
bL
2-b 2L
(feet)
0
PO
Re'
Modified Reynoldsnumber- rhVjf;
s
Seal hydrostatic head exerted at top of slots
(inches of water)
T
Liquid depth correction factor
Vf
Velocity of foam across the plate (ft./sec.)
Vs
Superficial vapor velocity based upon area of the
bubbling section (ft./sec.)
y
Height above tray floor (inches)
Ye
Height above tray floor at which the hydrostatic
heads within the clear liquid and bubbling zones
are equal (inches)
(Ahs
2 /3
/
1
Density factor, the fractional volume of the foam
occupied by the licuid
effective aerated density
clear liqcuiddensity
,u
Viscosity
(lbs./sec.
H
-
L0
ft.)
Vf
iscosity of foam =
+ ~v (1 -
)
(lbs./
sec. ft.)
K1
Viscosity
of liquid
(lbs./sec.
ft.)
Viscosity of vapor (lbs./sec. ft.)
Density (lbs./cubic ft.)
/fft.) +~l(bs/ui
f
Density of foam =f
+(v
(1 -j)
Density of liquid
fv
Density of vapor
Subscripts
b
Refers to bubbling section
c
Refers to clear liquid section
f
Refers to foam
Refers to liquid
v
Refers to vor
(lbs./cubic
33
APPENDIX E
LITERATURE CITATIONS
I-3
E. Literature Citations
1.
Bijawat, H. C., M.S. Thesis, Chem. Eng., M.I.T. (1949)
2.
Bloecher,
3.
Bloecher, TY.P., M.S
4.
Boelter, L.M.K., and Kepner, R. H., Ind.
426 (1939)
5.
Broom, Souders, Nyland and Hesler, Ind. Eng.
WT. P., B. S. Thesis,
Chem. Eng.,
.I.T. (1949)
Thesis, Chem. Eng., M
.
jI
. (1950)
Eng. Chemn.,31,
Chem., 27,
383 (1935)
6.
Carey, J. S., Chem. and Met. Eng., 46, 314 (1939)
7.
Carey, J. S., Section on istillation, Chemical Engineers'
Handbook, nd Ed., cGraw Hill Book Co., New York (1941)
8.
Carey, Griswold,
Lewis and McAdams,
504 (1934)
9.
Chillas,
(1930)
Tre.ns. A.I.Ch.E.,
R. B. and . W'eir, H. MI., Ind.
Eng.
hem., 2.2, 206
10. Dauphine, T. C., Sc.D. Thesis, Chem. Eng., M.I.T.
11. Davies,
12. Gardner,
J. A.,
. S.,
Sc.D. Thesis,
Chem. Eng.,
14. Gonzales, C. A., and Roberts,
.I.T.
(1946)
Chem. Eng., M.I.T.
(1947)
., M .S.
Thesis, Chem. Eng.,
(1943)
15. Good, A. J.,
Eng.
(1939)
Ind.. Eng. Chem., 39, 774 (1947)
13. Ghermley, E. L., M.S. Thesis,
.I.T.
30,
Hutchinsen,
M.
.
nd Rousseau, ,4.C,
Ind.
Chem., 34, 1445 (1942)
16. Harrington,
P.
., Bragg,
. L., III, -ndAPhys, C. 0 ., Jr.,
Oil and. Gas J., 44, 135 (!Nov. 24, 1945)
17. Hutchinsen,
M,. H., Buren, A. G. and
iiller,
Flow Principal Aplied to Sieve Plates,"
18. Kemp, H. S.,
19. Kesler,
-0
is,
.inel
nd Pyle,
G H.,
C., Chem. Eng. Procs., 4,
Thesis,
Chem. ng.
IRL .1.
.K., Jr.,
R. C. Boelte-,
T omsen, E.G.,
: ..i., ,
..
and
1194)
. P.,
unulished
orrin,
.
.I.T. (1949)
(12T.H..,
Trans. Am. Soc.
(1949)
35 (194_)
39
39928,
JTaylor,
Them
L.K.
"Aerated
ec-.
A-35
22.
artinelli, R. C., Putnam, . A., anc Lockart,
t-.
ia:~s. A~i. ~u... siem. ~..sg.,
42, 4, 681 (1946)
, Ind.
23. Murphee,
24.
v.,
Eng. Chem., 17, 747, 960 (1925)
Peary, C. C., and Baker, E. M., Ind.
Eng.
Chem.,
29,
1056 (1?37)
25. Peters,
, Ind. Eng. Chem., 14, 46
26. dobinson and Gilliland,
Distillation,"3rd Ed.,
(1922)
"lne Elements of Fractional
MlcGraw Hill
Book Co.,
ew
York (1939)
27. Seuren,
28. Sherwood,
.
M.S. nesis,
H.,
T. K.,
"Absorption
Chem. ng.,
1.I.I. (947)
and Extraction,"
cGraw
Hill Book Co., iew York (1937)
29. Walker, Lewis, McAdams, and Gilliland, "Principoalsof
Chemical Engineering," 3rd Ed., McGraw Hill Book Co.,
New York (1937)
.I,
I
APPENDIX F
BIOGRAPHICAL
I
NOTE
1 F
/~~~~~~~~~
F. Biographical Note
Tne author, James Henry Klein, was born in Boston,
Massachusetts on October 12, 1920 and received his elementary and high school education in the public schools
of Newton, Massachusetts.
He entered M.I.i'. as a freshman in 1938, and, in
1943, graduated from the Cooperative Course in Mechanical Engineering with both the B.S. and M.S. degrees.
From 1940 to 1943 he worked a total of eighteen months
for the Boston Edison Co. as part of his school program.
After graduation he was employed by the Union Oil
Company of California working both in the Process Department and later in the Maintenance Department of
the Oleum Refinery.
The author, in 1946, went to work for Quinton
Engineers, Limited, in Los Angeles, California as a
Senior Engineer.
In 1947, he reentered M.I.T. as a graduate student in Chemical Engineering.
During 1948, he served
on the technical staff of the M.I.T. Lexington Project,
an evaluation program for the Atomic Energy Commission.
He also served as an instructor in Chemical Engineering
in tne fall term of 1948.
He completed the requirements
for the Sc.D. degree in Chemical Engineering in 1950.
*1
The author is a registered Chemical
State of California and is a member of te
stitute of Chemical Engineers,
ne
ngineer in the
American In-
erican Society of
Mechanical Engineers and the American Aeronautical
Society.