Document 10790533
advertisement

ARCHIVES
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
JUL 3 0 2015
Ultrasonic Inspection Methods
LIBRARIES
for Defect Detection and Process Control
in Roll-to-Roll Flexible Electronics Manufacturing
by
Nigel Costello Kojimoto
B.S. Mechanical Engineering, Massachusetts Institute of Technology
(2012)
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Master of Science in Mechanical Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2015
@ Massachusetts Institute of Technology 2015. All rights reserved.
Author..
Signature redacted
- - - - -
_
L
epartment ot Mechanical Engineering
A
4Signature redacted
Certified
May 8, 2012
.a
Principal Research Scientist, Departme
7
Brian W. Anthony
f Mechanica ngineering
/"is-
Accepted by.........
9pervisor
Signature redacted
David E. Hardt
Professor, Department of Mechanical Engineering
Graduate Officer
2
Ultrasonic Inspection Methods
for Defect Detection and Process Control
in Roll-to-Roll Flexible Electronics Manufacturing
by
Nigel Costello Kojimoto
Submitted to the Department of Mechanical Engineering
on May 8, 2012, in partial fulfillment of the
requirements for the degree of
Master of Science in Mechanical Engineering
Abstract
Roll-to-roll flexible electronics manufacturing technologies require new sensing and
measurement capabilities for defect detection and process control. This body of work
investigates the use of ultrasound, specifically Lamb and longitudinal waves, as a sensing modality and measurement technique for thin film roll-to-roll manufacturing. A
variety of custom wedges were designed and machined from multiple materials to test
their suitability at launching ultrasonic Lamb waves along Polyethylene Terephthalate (PET) film. Using hydrogel wedges, the fundamental antisymmetric (Ao) Lamb
wave mode was successfully propagated a distance of 2 cm. ABS wedges were found
to initiate longitudinal waves, which were detected at a distance of 5 cm. InstronTM
based extension-tensile experiments revealed that the longitudinal wave is affected
by tension in the PET, exhibited by a general increase in attenuation and a decrease
in wave speed during plastic deformation; such variation may have process control
applications.
Thesis Supervisor: Brian W. Anthony
Title: Principal Research Scientist, Department of Mechanical Engineering
3
4
Acknowledgments
This work would not have been possible without the contributions of the following
individuals. I would first and foremost like to thank my advisor, Brian Anthony. Brian
has in incredible volume of knowledge and experience to draw from and was excellent
at suggesting new research directions as well as refocusing my efforts whenever I
became unsure of how to proceed. I am incredibly luck to have had Brian serve as my
advisor. My colleagues in the Computational Instrumentation Lab were an all around
pleasure to both work and eat lunch with. I find it rare for lab mates to spend so much
time outside of lab together and the fact that we could hang out at lunch everyday
without getting sick of each other was very special. I would like to specifically thank
Xian Du for working with me on this project and teaching me much about roll-to-roll
manufacturing. Shawn Zhang, Ina Kundu, Tylor Hess, and Matthew Gilbertson were
always willing to let me bounce my design ideas off of them, John Lee provided much
needed EECS expertise, and Jon Fincke helped me better understand wave physics.
I would like to thank Gerry Wentworth from the LMP Machine shop for teaching me
fabrication techniques and always being willing to help improve my process plans.
Shaoting Lin from the Soft Active Materials Lab was incredibly helpful in creating
and casting the hydrogel wedges. Last, I would like to thank my family for always
supporting me and encouraging me to do my best, and my girlfriend, Sam Ordonez,
for always being there for me and keeping me healthy and happy.
5
6
Contents
1.2
19
Ultrasonic Testing Techniques for Thin Film Polymers
Destructive Ultrasonic Testing . . . . . . . . . . .
19
1.1.2
Scanning Acoustic Microscopy (SAM) . . . . . . .
19
1.1.3
Ultrasonic Atomic Force Microscopy (UAFM)
. .
20
Ultrasound Wave Modes . . . . . . . . . . . . . . . . . .
21
.
.
.
1.1.1
.
1.1
Surface Acoustic Waves (SAW)
. . . . . . . . . .
22
1.2.2
Lamb Waves . . . . . . . . . . . . . . . . . . . . .
23
1.3
Ultrasound Wedges . . . . . . . . . . . . . . . . . . . . .
25
1.4
Governing Equations for Ultrasound
. . . . . . . . . . .
27
1.4.1
Lamb Wave Characteristic Equations . . . . . . .
27
1.4.2
Equations for Wedge Based Lamb Wave Excitation
30
1.4.3
Single Element Transducer Equations . . . . . . .
32
.
.
.
.
.
.
1.2.1
System Design
33
. . . . . . . . .
34
Angle Wedges . . . . . . . . . . . . . . .
. . . . . . . . .
34
2.3
Variable Angle Wedges . . . . . . . . . .
. . . . . . . . .
35
2.4
Ultrasound Gel Wedges . . . . . . . . . .
. . . . . . . . .
37
2.5
Hydrogel Wedges . . . . . . . . . . . . .
. . . ., . . . . .
38
Acetone Vapor Bath for 3D printed ABS Smoothing
40
.
.
.
.
.
.
.
2.5.1
.
2.2
.................
.
Transducers ....
.
2.1
Wedge Mounting Fixtures . . . . . . . .
. . . . . . . . .
43
2.7
Benchtop Web Tensioner . . . . . . . . .
. . . . . . . . .
44
7
.
.
2.6
.
2
17
Introduction
.
1
2.8
3
Zebra Printer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45
Experiments
49
3.1
Plastic Wedge Benchtop Experiments . . . . . . . . . . . . . . . . . .
49
3.1.1
Acrylic Wedges . . . . . . . . . . . . . . . . . . . . . . . . . .
49
3.1.2
ABS Single Angle Wedges . . . . . . . . . . . . . . . . . . . .
50
3.1.3
ABS Variable Angle Wedges . . . . . . . . . . . . . . . . . . .
54
3.1.4
Teflon Wedges . . . . . . . . . . . . . . . . . . . . . . . . . . .
58
3.2
Instron Experiments
. . . . . . . . . . . . . . . . . . . . . . . . . . .
59
3.3
Gel Wedge Benchtop Experiments . . . . . . . . . . . . . . . . . . . .
68
3.3.1
Ultrasound Gel Wedge . . . . . . . . . . . . . . . . . . . . . .
68
3.3.2
Edge Exit Hydrogel Wedges . . . . . . . . . . . . . . . . . . .
70
3.3.3
Surface Exit Hydrogel Wedges . . . . . . . . . . . . . . . . . .
74
4 Conclusions
81
4.1
Longitudinal Waves for Process Control . . . . . . . . . . . . . . . . .
81
4.2
Contact Ultrasound Generated Lamb Waves . . . . . . . . . . . . . .
82
A MATLAB Code
83
B LabVIEW Code
89
C Wedge Drawings
91
8
List of Figures
1-1
A schematic of one SAM embodiment. The single transducer pulses
and receives, imaging the sample as it is translated by the stage. .
1-2
.
.
20
A schematic of one UAFM embodiment. The AFM probe vibrates in
accordance with surface features and probe amplitude and frequency
are measured by a laser and photo detector.
By sending ultrasonic
waves into the stage and sample, the probe vibration characteristics
become dependent on subsurface features. . . . . . . . . . ... . . . . .
1-3
21
Cross section showing SAW propagating horizontally along the surface
of a thin film and underlying substrate. Notice that the wave amplitude
decays with depth into the medium.
1-4
. . . . . . . . . . . . . . . . . .
22
Example Lamb waves propagating horizontally through a section of a
continuous plate. The symmetric mode (left) and antisymmetric mode
(right) are differentiated by their symmetry over the plate midplane,
represented by the dashed line. The arrow indicates the direction of
w ave travel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5
Olympus acrylic wedge (ABWML-7T-90) with miniature screw-in transducer (C548-SM) for propagating SAW through steel. . . . . . . . . .
1-6
23
26
Figure shows the difference between through transmission and pulse
echo ultrasound configurations. Two transducers are required for through
transmission, one to pulse and one to receive, while only one transducer
is used for pulse echo, because the single transducer both pulses and
receives any returning echoes.
. . . . . . . . . . . . . . . . . . . . . .
9
26
1-7
Dispersion curves showing the 0th and 1st symmetric (So and S1) and
antisymmetric (Ao and A 1 ) modes for 76 ym thick PET. . . . . . . .
1-8
29
Group velocity dispersion curves showing the 0th and 1st symmetric
(So and S1 ) and antisymmetric (Ao and A 1 ) modes for 76 pm thick PET. 29
1-9
The angle -y at which a wave refracts at the interface between two
different materials is governed by Snell's Law.
. . . . . . . . . . . . .
31
1-10 Schematic showing wedge based excitation of a Lamb wave. The transducer launches an ultrasonic wave that refracts off the bottom of the
wedge. Note that the wave is still longitudinal when inside the wedge.
The critical angle of incidence
4 from Eq.
1.10 is also shown. . . . . .
31
1-11 When a single element transducer fires, the near field region contains
many wave fronts constructively and destructively interfering with each
other. In the far field, the single wave front diverges at angle a.
. . .
32
. . . . . . . . . . . . . . . . . . . . . . . . . .
33
2-1
Overall system design.
2-2
Wedges machined from ABS (left) and Teflon (right). Note that the
Teflon wedge is larger due to their slower speed of sound and thus the
larger near field distance. . . . . . . . . . . . . . . . . . . . . . . . . .
2-3
35
Variable angle wedge machined from Teflon. Wedges are composed of a
circular element that is free to rotate inside a larger wedge base. Note
that the wedge acoustic wave exit location is angle dependent. ....
2-4
36
Variable angle wedge machined from ABS. Wedges are composed of a
carriage that rides on a round base, allowing the wedge acoustic wave
exit location to be independent of the angle. Carriages are secured to
a laser cut acrylic mount which allows for the accurate selection of angle. 36
2-5
Image showing the bottom of an ultrasound gel based wedge. A 3D
printed ABS support structure contains the ultrasound gel while a
12 pim thick PET layer glued to the support base prevents the gel from
leaking out. Notice the abundance of bubbles present in the gel. .
10
.
.
38
2-6
Mold with UV cured hydrogel wedge. Mold is composed of a 3D printed
ABS base and laser cut acrylic sides. Note that although there visible
bubbles along the mold surface, the hydrogel itself is essentially bubble
free.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39
2-7
Hydrogel Wedge in ABS support structure. . . . . . . . . . . . . . . .
40
2-8
Edge exit vs. surface exit wedge geometry. In edge exit, the center of
the ultrasound beam exits at the wedge tip, whereas for surface exit,
the beam center exits before the wedge tip and the entire beam within
6 dB of the beam center exits through the wedge bottom surface.
2-9
. .
40
Acetone vapor bath used to smooth surface of 3D printed ABS parts.
Liquid acetone rests on the bottom of the closed container, releasing
vapors. The 3D printed part rests on a stand to prevent it from coming
in contact with the liquid acetone. . . . . . . . . . . . . . . . . . . . .
41
2-10 Comparison between wedge molds of similar sizes that were exposed
to the acetone vapor bath for 1.5 hours (top) and 2 hours (bottom).
Molds are similar but not of identical design, as the edge exit mold
(top) and surface exit mold (bottom) differ in wedge tip geometry.
Note that the mold with longer exposure has much greater radius of
curvature along the edges and especially around holes.
. . . . . . . .
42
2-11 Mount designed to investigate the effect of acoustic wedge preload on
PET substrate.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43
2-12 Mount designed to vary the spacing between acoustic wedges continuou sly. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44
2-13 Benchtop tensioner constructed to perform experiments on PET under
tension. Tensioner utilizes a ratchet mechanism to hold the PET taught. 44
2-14 Zebra thermal transfer printer used for printing patterns on PET film.
45
2-15 Example hollow square grid pattern printed with the Zebra thermal
transfer printer. Hollow squares are roughly 420 pm wide. PET substrate was printed on left to right. . . . . . . . . . . . . . . . . . . . .
11
46
2-16 Example dot grid pattern printed with the Zebra thermal transfer
printer imaged at 20x magnification.
diam eter.
Dots are roughly 336 pm in
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
2-17 CAD concept of fully integrated Zebra printer based roll-to-roll manufacturing and inspection set-up.
Note that this concept uses two
cameras, one wide view with backlight to locate areas of interest and
one with high magnification on a translation stage to investigate areas
of interest. Sensing is not limited to the optical domain and ultrasonic
sensors could also be utilized in a similar set-up. . . . . . . . . . . . .
3-1
Single angle ABS wedges used in experiment on the benchtop tensioner
in a through transmission configuration.
3-2
. . . . . . . . . . . . . . . .
50
ABS single angle wedge average of 100 through transmission signals
for wedge spacing of 1.27 cm.
3-3
48
. . . . . . . . . . . . . . . . . . . . . .
51
ABS wedge transmission signal map created by varying the spacing
between wedges in increments of 1.27 mm. Greater magnitude indicates more signal activity in that region. Expected locations of various
acoustic waves are overlayed onto the map. . . . . . . . . . . . . . . .
3-4
51
Example frequency-time decomposition for single angle ABS wedges
spaced 1.27 cm apart.
Theoretical wave group velocity dispersion
curves are overlayed on top.
. . . . . . . . . . . . . . . . . . . . . . .
53
3-5
Variable angle ABS wedges used in experiment on the benchtop tensioner. 54
3-6
ABS variable angle wedge average of 100 through transmission signals for wedge angle of 300 with respect to horizontal. Note the large
number of individual waves when compared to Fig. 3-2. . . . . . . . .
12
55
3-7
Simulation showing the expected locations of the various possible waves
propagated by the ABS variable angle wedges. Note that signal attenuation was not considered and equal magnitudes of the different waves is
not a serious result. From left to right, the various signals are the longitudinal wave, the symmetric Lamb wave, the back and forth reflection
in the wedge carriage only, the back and forth reflection in wedge base
only, the antisymmetric Lamb wave, and the back and forth reflection
through the entire wedge.
3-8
. . . . . . . . . . . . . . . . . . . . . . . .
55
Variable angle ABS wedge transmission signal map created by varying
the wedge angle in increments of 5' between 30'-90' with respect to
horizontal. Greater magnitude indicates more signal activity in that
region. Expected locations of various acoustic waves are overlayed onto
the m ap. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9
57
Example frequency-time decomposition for variable angle ABS wedges
at 300 and spaced 2.54 cm apart.
Theoretical wave group velocity
dispersion curves are overlayed on top. . . . . . . . . . . . . . . . . .
57
3-10 Configuration with Teflon wedges that was able to propagate measurable ultrasound waves. . . . . . . . . . . . . . . . . . . . . . . . . . .
58
3-11 Schematic showing the experimental setup on the Instron machine.
Transmission signal through the PET travels out of the page . . . . .
60
3-12 Experimental setup on the Instron Machine. Note the use of the spring
loaded mount to apply preload on the wedges and the rollers to mimic
roll-to-roll boundary conditions. . . . . . . . . . . . . . . . . . . . . .
60
3-13 Instron stretch experiment of 76 pm thick PET monitored by ABS
ultrasound wedges spaced 4.45 cm apart.- Figure shows that the maximum of the ultrasonic transmission signal power spectrum decreases
reversibly as the PET sample is stretched. PET was stretched at a
rate of 0.1 mm /min.
. . . . . . . . . . . . . . . . . . . . . . . . . . .
13
61
3-14 Representative force profile for Instron stretch experiment of 76 prm
thick PET. Note the elastic region on the left and the plastic region
on the right. PET was stretched at a rate of 0.5 mm/min.
. . . . . .
63
3-15 Instron stretch experiment of 76 pm thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart. Figures show the peaks of the power spectrum as a function of stretched length. PET was stretched at a rate of 0.5 mm/min.
Note that different amplifier gains were used for each wedge separation,
preventing the comparison of power spectrum peak values of different
wedge separations.
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
64
3-16 Instron stretch experiment of 76 jim thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart. Figures show the peaks of the power spectrum as a function of stretch force.
PET was stretched at a rate of 0.5 mm/min.
Note that different amplifier gains were used for each wedge separation,
preventing the comparison of power spectrum peak values of different
wedge separations.
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
65
3-17 Instron stretch experiment of 76 jpm thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart. Figures show the time of flight arrival of the three largest
peaks in the ultrasonic transmission signal as the PET sample is stretched.
The peak locations are found using a peak fitting algorithm that is not
as effective at lower signal to noise ratios, accounting for the large errors
at higher strains and wedge separation distances. PET was stretched
at a rate of 0.5 mm/min. . . . . . . . . . . . . . . . . . . . . . . . . .
67
3-18 Example through transmission signal for ultrasound gel wedges spaced
0.64 cm apart.
Notice how all of the various waves seem to blend
together much more than the through transmission examples of other
wedge types. This is likely due to interference caused by bubbles in
th e gel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14
69
3-19 Experimental setup with edge exit hydrogel wedges. Wedges rest on
PET that sits on an acoustically uncoupled wooden desk. . . . . . . .
70
3-20 Example through transmission signal for edge exit hydrogel wedges
spaced 1.27 cm apart . . . . . . . . . . . . . . . . . . . . . . . . . . .
71
3-21 Edge exit hydrogel wedge signal map created by slowly incrementing
the spacing between wedges. Expected locations of various acoustic
waves are overlayed onto the map. The signal line with the most gradual slope that does not have an expected overlay is due to a wave propagating though mounting hardware and is present when the wedges are
not in contact with the web. . . . . . . . . . . . . . . . . . . . . . . .
72
3-22 Example frequency-time decomposition for edge exit hydrogel wedges
spaced 1.27 cm apart.
Theoretical wave group velocity dispersion
curves are overlayed on top. . . . . . . . . . . . . . . . . . . . . . . .
73
3-23 Experimental setup with surface exit hydrogel wedges. Wedges rest
on PET that sits on an acoustically uncoupled wooden desk.
Note
that the tip of the hydrogel wedge protrudes from the ABS support
structure, differentiating the surface exit wedges from the edge exit
wedges in Fig. 3-19. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
74
3-24 Example through transmission signal for surface exit hydrogel wedges
spaced 1.27 cm apart . . . . . . . . . . . . . . . . . . . . . . . . . . .
75
3-25 Comparison of through transmission signal in PET on the table and
PET in the benchtop tensioner. Both signals were obtained using the
same surface exit hydrogel wedges with a separation of 1.27 cm.
. . .
76
3-26 Surface exit hydrogel wedge signal map created by slowly incrementing
the spacing between wedges. Expected locations of various acoustic
waves are overlayed onto the map. . . . . . . . . . . . . . . . . . . . .
77
3-27 Example frequency-time decomposition for surface exit hydrogel wedges
spaced 1.27 cm apart.
Theoretical wave group velocity dispersion
curves are overlayed on top. . . . . . . . . . . . . . . . . . . . . . . .
15
78
B-i Front panel of LabVIEW code providing communication between the
computer and digital oscilloscope.
Code allows various oscilloscope
acquisition settings to be selected and processes and saves collected data. 89
B-2 Labview code providing communication between the computer and digital oscilloscope. Code allows various oscilloscope acquisition settings
to be selected and processes and saves collected data. . . . . . . . . .
90
. . . . . . . .
91
C-2 Drawings of ABS variable angle wedge base. . . . . .
. . . . . . . .
92
C-3 Drawings of Variable angle ABS wedge carriage. . . .
. . . . . . . .
93
C-4 Drawings of Single angle Teflon wedge. . . . . . . . .
. . . . . . . .
94
C-5 Drawings of Mold base for edge exit hydrogel wedge.
. . . . . . . .
95
C-6 Drawings of Mold base for surface exit hydrogel wedge. . . . . . . . .
96
.
.
.
.
C-1 Drawings of ABS single angle wedge. . . . . . . . . .
16
Chapter 1
Introduction
Currently, there is an industry push to scale up roll-to-roll flexible electronics manufacturing [27]. One approach involves "printing" circuits on flexible polymer substrates [27].
Roll-to-roll manufacturing brings with it benefits that include large
area, high throughput and low cost, with diverse applications that include flexible
displays, solar panels, radio-frequency identification tags (RFIDs), medical devices,
bio-integrated sensors, microfluidic devices, and computing platforms [12].
However, before this technology can be fully realized at scale with high quality,
there are a number of challenges that must be solved. One of these challenges is to
develop methods for defect detection and process control.
This can be challenging
not only because printed features can be on the micro or even nano scale over meter
scale distances, but also because motion and vibrations in the non-rigid substrate, if
of some scale or larger, interfere with sensor coupling. Some optical methods have
been applied to the control of such processes [12] but many inspection modes have yet
to be investigated or understood. This work explores the viability, challenges, and
implementation issues of using ultrasound as a sensing mode for the defect detection
and process control of roll-to-roll flexible electronics manufacturing. Reflection and
transmission signals can be analyzed in order to estimate physical properties of the
medium through which it propagated.
One primary goal was to use contact ultra-
sound to initiate and propagate ultrasonic Lamb waves in polyethylene terephthalate
(PET), a commonly used polymer substrate, and to evaluate the sensitivity of Lamb
17
waves to defects and changes in process parameters. Ultrasound based measurements
could then be combined with optical based measurements into a multimodal sensing
platform in order to observe and control geometry and material variations.
Prior work has shown that the excitation of Lamb waves is possible in PET through
laser based ultrasound [11, 13] and in other materials with contact wedge ultrasound [2, 34, 35]. The author is not aware of any documented work to excite Lamb
waves in PET using transducers in contact with the material, hereafter referred to as
contact ultrasound. Contact ultrasound was chosen and pursed in this research with
the hypothesis that it had the potential to provide advantages over laser based ultrasound. One of these advantages is propagation directionality, because the majority of
acoustic energy in contact ultrasound propagates in a specific direction, whereas in
laser based ultrasound, the energy propagates radially from the laser spot. Another
advantage is that for contact ultrasound the initial introduction of energy into the
system is spread over the transducer face and not concentrated into a spot with the
potential to ablate the PET surface at high energies. Contact ultrasound is a less
expensive technology than laser based ultrasound to implement and laser based ultrasound also requires either the selection of a specific laser frequency for which PET
is not transparent or the deposition of an additional layer that can absorb the laser
frequency. Finally, contact ultrasound allows for more control over the excitation frequencies. These advantages are hypothesized to allow contact ultrasound to provide
stronger, more desirable signals with greater propagation distances than laser based
ultrasound. Note that in a manufacturing environment the strategy for making and
maintaining contact will have to be addressed.
The remainder of this chapter is an overview and background, including prior art
and theory, in ultrasonic testing methods relevant or adaptable to thin film polymers.
Chapter 2 describes key hardware components that were acquired or manufactured
for this research. Chapter 3 describes the experiments performed in this study and
discusses the results and findings. Finally, Chapter 4 summarizes and comments on
the key findings of this work.
18
1.1
Ultrasonic Testing Techniques for Thin Film
Polymers
The following sections include prior art and research in ultrasonic testing methods
for, or adaptable to, thin film polymers.
1.1.1
Destructive Ultrasonic Testing
Ultrasound has been used to excite a sample and induce delamination. Haidara et
al. [16] used ultrasonic excitation to destructively test the adhesive performance of
vapor deposited aluminum on PET. The sample, which was submerged and attached
to the tip of a piezoelectric transducer actuated acoustic amplifier, was excited until
the aluminum layer completely separated from the PET base. Although interesting,
a nondestructive method for testing adhesion or other film properties is preferred if
used for continuous process control.
1.1.2
Scanning Acoustic Microscopy (SAM)
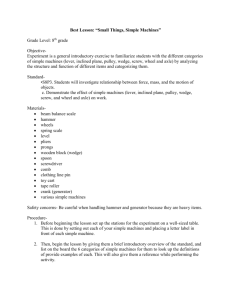
Scanning Acoustic Microscopy (SAM), a schematic of which is shown in Fig. 1-1,
involves the use of a high frequency ultrasonic transducer to measure relative sample
thickness or elastic modulus locally. By displacing the sample in known increments,
the relative measurements can be assembled to form an image. SAM can achieve
relatively high resolution, on the order of microns [22]. However, SAM suffers from
limited signal penetration due to the increased attenuation experienced by high frequency ultrasound [28] and the point by point scanning method limits its suitability
for large area measurement.
Balogun et al. [3] utilized a laser based SAM technique to image sub-surface
features in a silicon wafer sample. Lisy et al. [22] imaged internal damage in oriented
polypropylene due to high-speed projectile impact with SAM. Cros et al. [10] used
SAM to resolve 2-4 lim diameter ceramic particles in PET and the adhesion between
PET and an aluminum coating.
19
Transducer
Stage
Figure 1-1: A schematic of one SAM embodiment. The single transducer pulses and
receives, imaging the sample as it is translated by the stage.
1.1.3
Ultrasonic Atomic Force Microscopy (UAFM)
Ultrasonic Atomic Force Microscopy (UAFM), a schematic of which is shown in Fig. 12, incorporates ultrasound into atomic force microscopy (AFM). A piezoelectric transducer is used to vibrate the cantilevered probe tip at its resonant frequency. By sending ultrasonic waves into the stage and sample, the probe vibration characteristics
become dependent on subsurface features because the resonant frequency changes due
to interaction forces and local sample stiffness when the probe contacts the sample.
The changing resonant frequency is then mapped as the probe scans the sample to
form an image. UAFM is capable of achieving very high resolutions, on the order
of tens of nanometers [38], but suffers from similar signal penetration and scanning
speed problems as SAM, limiting its applicability to large area inspection and process
control.
Passeri et al. [31] utilized UAFM for the mechanical characterization of thin films
and for the detection of subsurface defects, including delamination, voids, cracks, and
dislocations. Hu et al. [17] imaged subsurface gold structures under a polystyrene
layer with UAFM. Kwak et al. [20] used UAFM to image SiO 2 patterns under a
polymethyl methacylate (PMMA) layer. Shekhawat and Dravid [38] used a variation of UAFM they called scanning near-filed ultrasound holography (SNFUH) to
successfully image subsurface 15 nm diameter gold particles and perform subsurface
20
Laser
Probe
Sample
Stage
Figure 1-2: A schematic of one UAFM embodiment. The AFM probe vibrates in
accordance with surface features and probe amplitude and frequency are measured
by a laser and photo detector. By sending ultrasonic waves into the stage and sample,
the probe vibration characteristics become dependent on subsurface features.
metrology in microelectronic structures. McGuigan et al. [23] used UAFM to measure
debonding near cracks in the brittle glass layer of a nanocomposite with PET substrate. Gaimei et al. [14] used UAFM to image subsurface defects in SiO, coated PET
and biaxially oriented polypropylene (BOPP). Nalladega et al. [26] applied UAFM
towards the characterization of defects in flexible circuits.
1.2
Ultrasound Wave Modes
The simplest form of ultrasonic testing involves the excitation and measurement of
longitudinal waves.
However, additional wave modes exist that also have uses in
measurement and sensing. The following sections include prior art and qualitative
background for two of these additional modes, surface acoustic waves and Lamb waves,
including their applicability to the inspection of thin film polymers.
21
Surface Acoustic Waves (SAW)
1.2.1
Surface acoustic waves (SAW) are waves that travel along the surface of an elastic
medium whose amplitude decays with depth into the medium [2, 36], as shown in
Fig. 1-3. They consist of the superposition of a longitudinal wave and a vertical shear
wave. SAW waves are dispersive, meaning that the velocity at which they travel varies
with wave frequency, causing a single wide bandwidth temporal impulse to disperse
into separate frequency components as it propagates. SAW based measurements utilize the dependence of SAW dispersive characteristics on the sample elastic properties
to estimate those properties.
Wave Amplitude
Depth
Figure 1-3: Cross section showing SAW propagating horizontally along the surface
of a thin film and underlying substrate. Notice that the wave amplitude decays with
depth into the medium.
When used on thin films, these SAW based systems are primarily applied towards
measurements of thin films on significantly thicker substrates [9, 24, 36] such as depositions on silicon wafers. This way, the majority of the SAW energy propagates
along the thin film with little energy propagating into the substrate. The dispersive
nature of SAW allows for more information to be determined faster, thus making
SAW based systems more suitable for process control and large area inspection than
SAM or UAFM methods. However, SAW are physical phenomenon that require the
substrate or sample to be thicker than the depth to which the energy penetrates,
which, depending on the excitation frequencies used, will not always the case for
22
flexible electronics whose substrates are already thin film polymers.
Cote et al. [9] used laser generated surface acoustic waves (SAW) to measure the
elastic modulus of a thin polymer layer coating on a stainless steel substrate. Mileham
et al. [24] developed a SAW based system that employed interdigital transducers
(IDT) to measure the mass loss due to water outgassing during the curing of thin
polymer films, as well as the glass transition temperature of acoustically thin films
and film resonance for acoustically thick films.
Films with thicknesses that were
significantly smaller than the SAW wavelenth were categorized as acoustically thin
whereas films with significantly larger thicknesses were categorized as acoustically
thick. Schoedel [36] described a laser excited SAW based system capable of measuring
thickness, hardness, elastic modulus, and Poisson's ratio in thin films.
1.2.2
Lamb Waves
Lamb waves are similar to surface acoustic waves except they propagate throughout
the entire thickness of thin elastic mediums [2]. The waves travel parallel to the plate
surfaces while individual particle motion is primarily perpendicular to the direction
of wave travel. Lamb waves propagate in two distinct ways; symmetric, where the
particle motion is symmetric about the plate midplane, and antisymmetric, where
the motion is antisymmetric about the plate midplane. Example Lamb wave mode
profiles are shown in Fig. 1-4.
--------------------
Ir-
Symmetric Lamb Wave
Antisymmetric Lamb Wave
Figure 1-4: Example Lamb waves propagating horizontally through a section of a
continuous plate. The symmetric mode (left) and antisymmetric mode (right) are
differentiated by their symmetry over the plate midplane, represented by the dashed
line. The arrow indicates the direction of wave travel.
In an elastic medium, an infinite number of symmetric and antisymmetric prop-
23
agation modes, denoted (Sn) and (A,), respectively, are theoretically possible. Like
SAW, Lamb waves are dispersive, facilitating the measurement of various sample
properties including elasticity and thickness
[2]. A series of Lamb waves obtained
by scanning a wave source and receiver in one direction, translating them perpendicular to the direction of wave travel and parallel to the plate, can even be used
to reconstruct an elastic property or thickness based image of the scanned area by
solving an inverse problem [32].
Lamb wave based inspection systems are used on
a variety of sample materials such as aluminum, steel, and composites [34, 42] with
advantages that include the ability to quickly inspect large areas with little attenuation and good sensitivity to defects including cracks and delaminations [42]. This
makes them a potentially good fit for large area inspection of thin film polymer based
flexible electronics and a better fit than SAM and UAFM. Some potential drawbacks
to using Lamb waves include decreased resolution in comparison to SAM and UAFM
methods.
Abdelrahman et al. [1] used a pair of lead zirconate titanate (PZT) transducers
to generate Lamb waves in an aluminum plate. One transducer was bonded to the
plate's top surface while the other was bonded symmetrically on the bottom surface. By operating the transducers in or out of phase, symmetric or antisymmetric
waves, respectively, were selectively excited. Rogers [34] used variable angle acrylic
wedges to propagate Lamb waves and accurately measure elastic constants of aluminum, steel, and glass.
Yeum et al. [42] used Lamb waves to find delamination
defects in a composite plate. By monitoring Lamb waves with a piezoelectric transducer network, delaminations were located using the property that the fundamental
antisymmetric mode (Ao) slows down when it passes through an area of delamination
while the fundamental symmetric mode (So) remains the same. Rose and Ditri [35]
demonstrated Lamb wave based adhesive bond inspection in aluminum plates and its
potential for significantly decreased scan times over conventional bulk wave normal
incidence techniques. Pei et al. [32] utilized a dry contact method of A0 mode Lamb
wave excitation and measurement to accurately measure thickness in a steel pipe and
image a defective aluminum plate.
24
There has also been research related to the propagation of Lamb waves in PET.
Okabe et al. [30] measured reflected wave intensity of water submerged PET to measure elastic constants. They observed dip points in the magnitude of reflection at
certain incident angles due to leaky Lamb wave excitation. Nakaso and Yasujima [25]
used a point focus beam transducer to measure Lamb wave acoustic emissions in
ceramic coated PET film. Desmet et al. [11] utilized laser based excitation and measurement of Lamb waves in PET and explored the effects of film stress on the So and
AO mode dispersive relations. So and AO modes were measured 0.8 cm from the laser
source. Futatsugi et al. [13] used laser generated Lamb waves to simulate acoustic
emissions caused by cracks in the SiO_ coating of PET film. A network of four transducers then used the arrival of the So mode to locate the source origin. The So mode
was measured up to 2.5 cm from the source. Thus, Lamb wave measurement with
contact transducers has been achieved in PET, but Lamb wave excitation in PET
with contact ultrasound has not.
1.3
Ultrasound Wedges
Ultrasound wedges are used to change the direction of a propagating wave through
refraction. A transducer is placed perpendicular to one of the wedge faces, while the
other wedge face lies flat against the object to be inspected. The transducer launches
a longitudinal wave into the wedge that then refracts at the wedge-object interface,
changing the direction of travel. This process is described more quantitatively in
Sec. 1.4.2. An example wedge and transducer unit is shown in Fig. 1-5. To be effective,
a coupling fluid, such as ultrasound gel, is commonly added to solid interfaces, such
as the transducer-wedge and wedge-object interfaces, to increase acoustic coupling
between the two surfaces. The coupling fluid fills the tiny air gaps in the interface,
allowing acoustic waves to more easily pass through.
Ultrasound wedges can be used in two different ways, the pulse receive method,
also known as through transmission, and the pulse echo method, as shown in Fig. 16. In through transmission, a transducer emits an ultrasonic pulse which propagates
25
Figure 1-5: Olympus acrylic wedge (ABWML-7T-90) with miniature screw-in transducer (C548-SM) for propagating SAW through steel.
through the wedge and into the sample. The wave continues to propagate through
the sample until it reaches a new wedge. The wave can then enter the wedge and be
received by a new transducer. In pulse echo, a single transducer emits a pulse which
propagates through the wedge and into the sample. The wave continues to propagate
through the sample until it reaches a discontinuity that causes it to reflect back. This
"echo" is then picked up by the same wedge and received by the same transducer.
Pulsing and
Receiving
Transducer
Pulsing
Transducer
Receiving
Transducer
Wedge
Wedges
Smple
Sample
Pulse Echo
Through Transmission
Figure 1-6: Figure shows the difference between through transmission and pulse echo
ultrasound configurations. Two transducers are required for through transmission,
one to pulse and one to receive, while only one transducer is used for pulse echo,
because the single transducer both pulses and receives any returning echoes.
Tucker and Bender [41] investigated using wedged ultrasound for the inspection of
wood-plastic composites. Son and Lee [39] looked at alternative wedge materials for
26
SAW based outdoor touch panels. Some researchers [5, 18, 41] have explored using a
liquid for the wedge material. Wedges can also be used to excite Lamb waves [2, 34].
However, at this time, the author is not aware of any work involving wedge based
Lamb wave excitation in PET or other polymer films.
1.4
Governing Equations for Ultrasound
The following sections contain the equations and theory that govern wedge based
Lamb wave excitation and drove the design of various parts and experiments in this
study.
1.4.1
Lamb Wave Characteristic Equations
The elastic wave equation describes how waves propagate in an elastic isotropic homogeneous medium
(1.1)
pii = f + (A + 21 )V(V - u) - uV x (V x u)
where p is the material density, u is the displacement vector,
f is the driving force,
and
V is a vector of partial derivative operators. A and p are the Lam6 parameters which
parameterize the elastic moduli for isotropic homogeneous media. For derivation of
the elastic wave equation, refer to Bedford and Drumheller [4].
Using Helmholtz
decomposition, the displacement vector u can be expressed as
u = V<D + V x T
(1.2)
where <D is the scalar potential and IF is the vector potential.
Assuming a thin plate of thickness d in the z direction, infinitely extent in the x
and y directions, and wave propagation in the x direction, the following sinusoidal
equations can be used with the Helmholtz decomposition in Eq. 1.2 to solve Eq. 1.1
<P
=
F(z)e(wt-kx)
27
(1.3)
and
(1.4)
41 = G(z)ei(wt-kx).
Here, F and G represent unknown functions of z, w is the angular frequency, t is time,
and k is the wave number. By applying a boundary condition of zero stress at the
plate surfaces to the resulting equations, the following two characteristic equations
can be derived:
tan(od/2)
tan(ad/2)
4ak 2
(02 - k 2 ) 2
tan(#d/2)
(2 - k2)2
tan(ad/2)
4ack2
(
and
representing the symmetric and anti-symmetric modes of Lamb wave propagation,
respectively. Here, a2
CT
-
k2 ,
2
=
k 2 , cl is the longitudinal wave velocity, ct
-
t
is the shear (transverse) wave velocity and cp is the Lamb wave phase velocity. Note
that the wavenumber k is related to w and c, by k = w/cp. For the complete derivation
of the Lamb wave characteristic equations, refer to Bedford and Drumheller [4].
Numerical methods can then be used to find the roots of Eq.
1.5 and 1.6 as
frequency and phase velocity pairs. The continuous curve of roots, W vs k, define the
dispersive characteristics of a particular mode. This work focuses on the fundamental
symmetric (So) and antisymmetric (Ao) modes because they can be excited at all
frequencies.
fc, below which they
by f, = ct/2d [13]. For
Higher order modes exhibit a cutoff frequency,
will not propagate. The cutoff frequency can be estimated
PET with ct = 1000 m/s and d = 76 um,
f, =
6.6 MHz, which is a higher excitation
frequency than those considered in this work. Once the phase velocities for the various
symmetric and antisymmetric modes have been calculated, group velocity,
Cg,
is given
by the slope of the dispersion curve:
c
= W
(1.7)
Group velocity is the velocity at which the envelope of a group of waves propagates
through space [2]. An example of dispersion curves is given in Fig. 1-7, which shows
28
Dispersion Curves for 76 urn thick PET
4000
F
----
-
3500
---
3000
-
- - AO3
L
-
_Al
-
E 2500
S0
2000
-
0
(D
Cl)
c.
1500
- - - -- - - - -
-
1000
/
500
'I
o'
0
10
5
15
Frequency (MHz)
20
25
25
30
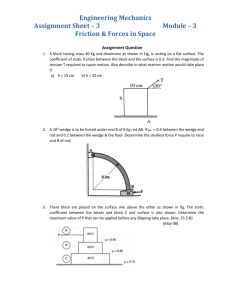
Figure 1-7: Dispersion curves showing the Oth and 1st symmetric (SO and S1) and
antisymmetric (A0 and A 1 ) modes for 76 pm thick PET.
Group Velocity Curves for 76 urn thick PET
2000
1800
So
AO
1600
A~
-
1400
1200
P
0
1000
,----------
800
~
-I.
600
400
200
0
0
5
10
15
Frequency (MHz)
20
25
25
30
Figure 1-8: Group velocity dispersion curves showing the Oth and 1st symmetric
(So and SI) and antisymmetric (A0 and A 1 ) modes for 76 pum thick PET.
29
the 0th and 1st symmetric and antisymmetric modes for 76 pim thick PET, with cl
= 2310 m/s and ct = 1000 m/s [13]. Note that this curve is in the form of cp vs
frequency f = w/27r but contains the same information as w vs k. An example of
group velocity dispersion curves is given in Fig. 1-8. The MATLAB code used to
generate these graphs can be found in Appendix A.
The longitudinal speed of sound in a solid can be written in terms of the material's
Young's modulus E, Poisson's ratio v, and density p [33] such that
E(1- v)
p(1+ v)(1 - 2v)
For typical values of Poisson's ratio where 0 < v < 0.5, longitudinal speed of sound
cl is strictly increasing.
1.4.2
Equations for Wedge Based Lamb Wave Excitation
As discussed in Sec. 1.3, ultrasound wedges can be used to change the direction of
wave propagation in accordance with Snell's law [19],
Sin(4)
Sin(y)
ci
c,'
(1.9)
where / is the angle of incidence, 7 is the angle of refraction, ci is the speed of sound
in the incident material, and c, is the speed of sound in the refracted material. Both
angles are measured with respect to the line normal to the material interface, as
shown in Fig. 1-9.
To use the angle wedge method to excite Lamb waves, the wedge must preferentially direct energy along the sample layer. This requires the angle of refraction -/ to
be 90', which transforms Snell's law into the following form,
c =
sin(O)
(1.10)
where cp is the phase velocity inside the sample, cl is the longitudinal wave velocity
30
cj
Interface
cr
Figure 1-9: The angle y at which a wave refracts at the interface between two different
materials is governed by Snell's Law.
in the wedge, and
#
is now the critical angle of incidence required to excite a Lamb
wave. This process is illustrated in Fig. 1-10.
Wedge
amb Wave
Transducer
A
A
Substrate
Figure 1-10: Schematic showing wedge based excitation of a Lamb wave. The transducer launches an ultrasonic wave that refracts off the bottom of the wedge. Note that
the wave is still longitudinal when inside the wedge. The critical angle of incidence
4 from Eq. 1.10 is also shown.
Note that for cl > cp, there theoretically exists no critical angle
#
for which a
Lamb wave can be generated. In practice, Eq. 1.10 is not a hard rule, although excited
30
%
symmetric and antisymmetric modes in general do have phase velocities around
of that predicted by Eq. 1.10 [34]. Potential reasons for a range of phase velocities
excited by a single wedge angle include the wave interactions being more complex
than modeled or variations in local material properties. The excitation frequency is
a stricter determinant of which frequency and phase velocity pair on the dispersion
31
curves is excited [34]. Thus, a single wedge can therefore be used to excite multiple
Lamb wave modes depending on the excitation frequency.
1.4.3
Single Element Transducer Equations
When a single element transducer fires, the ultrasonic beam created consists of two
different regions: the near field and the far field [28]. The near field of an ultrasonic
beam fluctuates due to constructive and destructive interference between the many
wave fronts created by the transducer surface. These waves merge into one in the far
field region, as illustrated in Fig. 1-11. The distance N from the transducer element's
face to the boundary between the near and far field regions is given by
N=
D2 f
[28],
4c,
(1.11)
where D is the diameter of the transducer element,
f
is the transducer frequency,
and cl is the longitudinal speed of sound in the material through which the wave
propagates.
Ultrasonic beams in the far field diverge over time [28], as illustrated in Fig. 1-11.
The angle a at which the beam diverges can be calculated for a specific loss from the
beam center magnitude. The -6 dB beam spread angle can be calculated by
a = 2Sin- (0-514c)
fD
(1.12)
[28].
Transducer
~----~------
a
N
Figure 1-11: When a single element transducer fires, the near field region contains
many wave fronts constructively and destructively interfering with each other. In the
far field, the single wave front diverges at angle a.
32
Chapter 2
System Design
This chapter summarizes the various key hardware components that were acquired or
manufactured for this study and the reasons for their selection. The overall system
design can be found in Fig. 2-1.
m
puser
PicoScope
JSR
5444B
Ultrasonics
Oscilloscope e
d on Roll-to-Roll Systerm
bdl l Triggers
Microcontroller
Transducers
Wedges c f i
PET Web
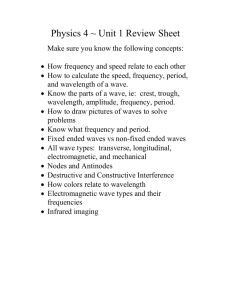
Figure 2-1: Overall system design.
a Cdigital osilsoe(iocPR30)0
omuiainbewe
h cmue
n
Ultrasound wedges are placed in contact with the PET web on a roll-to-roll system.
A pulser/receiver (JSR Ultrasonics DPR300) excites the pulsing transducer
and processes the signal from the receiving transducer before sending the signal to
a digital oscilloscope (PicoScope 5444B). Communication between the computer and
oscilloscope is achieved using a LabVIEW application, which can be found in Appendix B, allowing data to be saved and analyzed. Triggering was performed using a
microcontroller (mbed LPC1768) in order to synchronize the oscilloscope and pulser.
The following sections contain further details on individual system components.
33
2.1
Transducers
Two 1 MHz miniature screw-in Centrascan transducers (C548-SM) were purchased
from Olympus. The transducers have a 10 mm element diameter a -6 dB bandwidth
of roughly 0.6-1.5 MHz. These identical transducers, one to pulse and one to receive,
were used in a through transmission configuration. The transducers were chosen to
have a relatively small size to prevent the near field from becoming too large and
a relatively low frequency to maximize signal through the PET substrate. This is
because attenuation typically increases with higher frequencies [28], and comes at
the cost of larger wavelength. The Centrascan transducers were chosen because they
have a larger bandwidth compared to other transducer types and a wide range of
frequency excitation was desired. All experiments were performed with these 1 MHz
transducers.
2.2
Angle Wedges
Commercially, many angle wedges are made from acrylic which has a longitudinal
speed of sound ci = 2, 750 m/s. This makes sense for creating Lamb waves in materials
like steel or aluminum, which can have phase velocities of c,
5,500 m/s, but for
materials like PET which require phase velocities closer to cP ~ 1, 800 m/s, as shown
in Fig. 1-7, wedges with slower longitudinal speeds are required.
the different materials considered for the angle wedges.
Material
ABS
Polyethylene (LDPE)
Styrene Butadiene (SBR)
Teflon
RTV Silicone
cl (m/s)
2,230
1,950
1,920
1,390
670-1,160
Table 2.1 shows
Ultimately, wedges were
Loss (dB/cm)
11.1 A 5 MHz
2.4 A 5 MHz
24.3 A 5 MHz
3.9 A 5 MHz
3.7 A 1 MHz
Table 2.1: Materials considered for angle wedges [6, 7, 8].
manufactured from ABS and Teflon due to their ease of machining and availability.
Wedges were machined using a mill and are shown in Fig. 2-2. The general wedge
34
shape was modeled after the Olympus SAW wedge (ABWML-7T-90) shown in Fig. 15. Note that 0 = 90 -
#,
where
# is from
Sec. 1.4.2.
Figure 2-2: Wedges machined from ABS (left) and Teflon (right). Note that the
Teflon wedge is larger due to their slower speed of sound and thus the larger near
field distance.
Wedges were designed such that near field effects would be contained within the
wedge. This caused the Teflon wedges, with N'refon = 29.0 mm, to be larger than the
ABS wedges, with NABS = 18.0 mm, due to its lower longitudinal speed of sound,
in accordance with Eq. 1.11. The center of the propagated wave was designed to go
through the wedge tip under the assumption that this would maximize the transmitted
acoustic energy. An alternative design is presented in Sec. 2.5 and experiments later
showed that this assumption does not hold, as discussed in Sec. 3.3.3. Drawings of
both ABS and Teflon single angle wedges can be found in Appendix C.
Although the Teflon wedges were able to conduct acoustic waves, all wedges made
from Teflon were unable to transmit those acoustic waves along the PET film and
ultimately did not work. For more discussion, please see Sec. 3.1.4.
2.3
Variable Angle Wedges
Variable angle wedges were also designed and fabricated to test the effect of wedge
angle on Lamb wave signal strength and to confirm the critical angle for Lamb wave
35
propagation.
Variable angle wedges also allow for the selection of different Lamb
modes as demonstrated by Rogers [34]. Wedges were machined from Teflon as shown
in Fig. 2-3, and from ABS as shown in Fig. 2-4.
Figure 2-3: Variable angle wedge machined from Teflon. Wedges are composed of a
circular element that is free to rotate inside a larger wedge base. Note that the wedge
acoustic wave exit location is angle dependent.
otate
ineto
Variable 0
Carriage
Fron Vie
Figure 2-4: Variable angle wedge machined from ABS. Wedges are composed of a
carriage that rides on a round base, allowing the wedge acoustic wave exit location
to be independent of the angle. Carriages are secured to a laser cut acrylic mount
which allows for the accurate selection of angle.
Note that the fundamental wedge design varies between the two causing different
properties, the most significant of which is the wedge acoustic wave exit location. The
location that the acoustic wave exits the Teflon wedges is dependent on the wedge
angle, while the ABS wedges use a remote center of motion mechanism to allow the
36
wedge acoustic wave exit location to be constant. This gives the Teflon wedges an
undesirable property in which the same wedge spacing for different wedge angles will
require a wave to propagate over different distances in the sample. It also limits the
minimum possible propagation distance in the sample for large 0. Similar to the single
angle wedges in Sec 2.2, the variable angle wedges were designed such that the near
field effects would be completely contained within the wedges, with NTeon
=
29.0 mm
and NABS = 18.0 mm. However, the near field distance was not completely contained
within the rotating components of the wedges for ease of manufacturing and to prevent
the wedges from becoming too large. It is our hypothesis that having the near field
interrupted by the brief discontinuity in the material would not have a significant
effect on signal shape, although this was never tested. Drawings of the ABS variable
angle wedge can be found in Appendix C.
2.4
Ultrasound Gel Wedges
Attempts to generate Lamb waves using the ABS and Teflon wedges proved to be
ineffective and the primary reason for this was determined to be a wedge material
longitudinal speed of sound that was still too high, preventing the excitation of slow
enough phase velocities in accordance with Eq. 1.10. Liquid wedge materials were
pursued for their generally lower longitudinal speeds of sound when compared with
solid materials. Initially considered liquids included water, with a speed of 1480 m/s,
and ultrasound gel, with a speed of 1580 m/s. Ultrasound gel was selected on the
basis that it was more viscous than water and thus easier to contain and prevent
leaks.
To create the ultrasound gel wedges, a 3D printed ABS hollow support structure
was fabricated, and a 12 pm thick PET film was glued to the bottom. The support
structure was then filled with Parker Laboratories Aquasonic Clear ultrasound gel.
An Image of the completed ultrasound gel wedge can be found in Fig. 2-5.
The
PET film bottom prevents the ultrasound gel from escaping the wedge and allows
the ultrasound signal to pass through with limited attenuation. PET was chosen as
37
the bottom film material to match well with the target PET sample. These simple
manufacturing methods unfortunately did not prevent the occurrence of air bubbles
in the ultrasound gel. Air bubbles are very undesirable as they cause ultrasound
waves to reflect and can significantly interfere with a propagated signal. The bubbles
may be removable with the use of a vacuum chamber but unfortunately access to one
was not available at the time.
Figure 2-5: Image showing the bottom of an ultrasound gel based wedge. A 3D printed
ABS support structure contains the ultrasound gel while a 12 Pm thick PET layer
glued to the support base prevents the gel from leaking out. Notice the abundance
of bubbles present in the gel.
2.5
Hydrogel Wedges
To eliminate the problem of bubbles interfering with the ultrasound signal and the
need for a solid thin film wedge bottom, an experimental hydrogel from MIT's Soft
Active Materials Laboratory was selected to be the wedge material [21, 40, 43]. With
a longitudinal speed of sound around 1540 m/s, the hydrogel has similar acoustic
properties to that of water and ultrasound gel, but is also able to remain solid at
room temperature. To create the gel, a liquid pre-gel solution, consisting of chemical
38
components including alginate and acrylamide, is mixed together and cured using
ultraviolet light to form a Polyacrylamide-alginate (PAAm-alginate) hydrogel. For
additional details on the gel forming process, please refer to Lin et al. [21].
The
liquid pre-gel solution allows the gel to be cast in molds bubble free. For this process
to be successful, however, the molds themselves must be partially transparent. The
molds, shown in Fig. 2-6, are made of a 3D printed ABS base and laser cut acrylic
sides. The ABS base was smoothed using an acetone vapor bath smoothing process,
described in Sec. 2.5.1, to prevent the 3D printed ridge pattern from appearing on the
cast hydrogel wedges. Once cured, the hydrogel wedges were placed in a 3D printed
support structure that also held the transducers in place, as seen in Fig 2-7.
Figure 2-6: Mold with UV cured hydrogel wedge. Mold is composed of a 3D printed
ABS base and laser cut acrylic sides. Note that although there visible bubbles along
the mold surface, the hydrogel itself is essentially bubble free.
Two geometries of hydrogel wedges were considered. One where the ultrasound
beam exits at the wedge tip edge, and one where the ultrasound beam exits such
that the entire beam within 6 dB of the beam maximum exits through the wedge
bottom surface, determined with a beam spread of a = 70 from Eq. 1.12.
These
two geometries are illustrated in Fig. 2-8 and both fit into the same ABS support
structure. Drawings of both the edge exit and surface exit hydrogel wedge molds can
be found in Appendix C.
39
Figure 2-7: Hydrogel Wedge in ABS support structure.
Transducer
Wedge
Transducer
Wedge
-6 dB
-6 dB
Surface Exit
Edge Exit
Figure 2-8: Edge exit vs. surface exit wedge geometry. In edge exit, the center of
the ultrasound beam exits at the wedge tip, whereas for surface exit, the beam center
exits before the wedge tip and the entire beam within 6 dB of the beam center exits
through the wedge bottom surface.
2.5.1
Acetone Vapor Bath for 3D printed ABS Smoothing
Parts of the Hydrogel wedge molds were printed in ABS using a Stratasys uPrint
SE fused deposition modeling (FDM) 3D printer. Even when printed at the highest
resolution, the limitations of the FDM process leave tiny ridges along the part surface
that are undesirable for wedge molds and would leave an uneven wedge coupling
surface.
An acetone vapor bath was used to smooth the ABS surface.
Acetone
vapors are able to slowly melt ABS, allowing the surface ridges to flow and settle on
the surface, smoothing it without significantly compromising dimensionality.
40
Some
acetone vapor bath methods heat the acetone to increase the production of vapors,
speeding up the smoothing process and allowing the part to be smoothed on the order
of minutes. The smoothing process can be accomplished without the added heat as
acetone will still produce vapors at room temperature, but the process takes longer
to complete, on the order of hours. The process used for smoothing the molds can be
found in Fig. 2-9.
Acetonee
Closed
Figure 2-9: Acetone vapor bath used to smooth surface of 3D printed ABS parts.
Liquid acetone rests on the bottom of the closed container, releasing vapors. The 3D
printed part rests on a stand to prevent it from coming in contact with the liquid
acetone.
A small amount of acetone is poured into a closed container. The 3D printed part
is then placed on a stand to keep it out of contact from the liquid acetone. Sealing the
container traps vapors from the acetone, slowly smoothing the part. A smoothing
time of 1.5 hours seemed to work well for the molds, whereas 2 hours caused the
molds to lose some dimensionality and round part edges, as shown in Fig. 2-10. Also
of note is that there seems to be a gradient of vapor concentration in this method,
causing the bottom of the part to smooth faster than the top. This is especially a
problem for smoothing relatively tall parts. Lining the sides of the container with a
liquid absorbing medium such as paper towels can help to distribute the vapors more
41
evenly throughout the container, although such a technique was not necessary for
this project given the relatively short parts. Once the parts have been appropriately
smoothed, they are removed from the container and must set to allow remaining
traces of acetone to evaporate, "drying" the surface. Touching the parts while the
surfaces are still soft can leave fingerprints and other undesirable marks.
00000
010
0000
Figure 2-10: Comparison between wedge molds of similar sizes that were exposed
to the acetone vapor bath for 1.5 hours (top) and 2 hours (bottom). Molds are
similar but not of identical design, as the edge exit mold (top) and surface exit mold
(bottom) differ in wedge tip geometry. Note that the mold with longer exposure has
much greater radius of curvature along the edges and especially around holes.
42
2.6
Wedge Mounting Fixtures
Two types of mounting hardware were designed and constructed for the ultrasound
wedges. The first, shown in Fig. 2-11, includes springs that preload the wedges into
the PET substrate with constant force. This mechanism allows the preload applied to
the wedges to be more consistent across trials. Additionally, the thumbscrews enable
the amount of applied preload to be adjusted. This feature allows the effect of wedge
preload on the generated and propagated ultrasound signal to be investigated.
Figure 2-11: Mount designed to investigate the effect of acoustic wedge preload on
PET substrate.
The second mount, shown in Fig. 2-12, was designed to vary the distance between
wedges in fine increments. This allows the effect of wedge spacing on the propagated
ultrasound signal to be investigated. In particular, this reveals the effect of dispersion,
as discussed in Sec. 3.3. The mount uses a 1/4" - 20 threaded rod to allow for 0.05"
(1.27 mm) of movement for each full turn of the knob.
43
continuFigure 2-12: Mount designed to vary the spacing between acoustic wedges
ously.
2.7
Benchtop Web Tensioner
a rollA benchtop web tension setup, shown in Fig. 2-13, was constructed to simulate
A
to-roll system and allow for simple tensioning of the PET web in lab experiments.
difficult to
ratchet mechanism is used to pull the PET taught. The actual tension is
the web
finely control with the mechanism, and the tensioner is simply used to pull
to support
taught until the roller constraints begin to slip. This is enough tension
the wedges' weight without significant sagging in the web.
PET Film
Fo:erp
moves with
ratchet
mechanism
Roller
tFixed
zeE
g
Pw
Ratchet Mechanism Close-Up
Ratchet Mechanism
under
Figure 2-13: Benchtop tensioner constructed to perform experiments on PET
taught.
tension. Tensioner utilizes a ratchet mechanism to hold the PET
44
Zebra Printer
2.8
A Zebra thermal transfer printer (11OXi4), shown in Fig. 2-14, was purchased to print
patterns on PET film. The printer, which is primarily used for printing barcodes, uses
a thermal printhead to melt "ink" off of a ribbon and fuse it onto a substrate. Various
Zebra ribbon formulations were tested on PET, including wax (5319), wax/resin
mix (5586), and resin (5095) of which the resin ribbon showed the best performance
in terms of smallest printable features and adhesion. The stated resolution of the
printhead is 24 dots/mm, but the physical limitations of the thermal transfer process
prevents the printing of single pixel sized dots. The smallest printable features were
found to be 2-4 times larger than the resolution.
Figure 2-14: Zebra thermal transfer printer used for printing patterns on PET film.
An example printed hollow square grid pattern is shown in Fig. 2-15. The hollow
squares are roughly 420 pm wide or about 10x larger than the stated resolution.
Any smaller than that and the printer is unable to prevent the hollow portion of the
pattern from being filled in. Also note the printing defects that arise near the pattern
edge.
Fig. 2-16 shows an example dot grid pattern imaged at 20x magnification.
The dots are roughly 336 jim in diameter. The large magnification factor reveals the
printhead interaction with the ribbon. The black portions that comprise most of the
dot area have corners that indicate the individual pixels of the printhead. Circles are
45
Figure 2-15: Example hollow square grid pattern printed with the Zebra thermal
transfer printer. Hollow squares are roughly 420 pum wide. PET substrate was printed
on left to right.
Figure 2-16: Example dot grid pattern printed with the Zebra thermal transfer printer
imaged at 20x magnification. Dots are roughly 336 Mm in diameter.
46
difficult to print at this scale due to the limited number of pixels available. The gray
border on the dots is likely residual resin ink from the ribbon that was not thermally
fused to the PET. The consistent accumulation of the resin ink to the right of the
dots indicates directionality involved in the printing process. The large accumulations
were likely the last parts of the resin ink to separate from the ribbon, indicating that
the PET was printed on left to right.
The printer communicates to the computer through the Zebra Programming Language (ZPL) II. ZPL II has very limited capabilities, and all patterns must be specified
by either the position and size of rudimentary shapes or as binary images compressed
into ASCII Hex format. Matlab scripts were written to compose ZPL code capable
of producing the desired patterns.
The primary motivation for purchasing the printer was to print circuit mimicking patterns on long strips of PET for simultaneous optical inspection experiments.
Another motivation was to use it as an already fabricated roll-to-roll printing machine that could be used to print patterns and control the web in an integrated set
up. Additional sensors could also be installed to experiment with real time process
control and defect detection. A CAD concept of such a set-up can be found in Fig. 217. Unfortunately, there was not enough time to pursue this fully integrated set-up,
although it would be interesting for future research.
Some thermal transfer printers have already seen some use for printing circuits.
T M , a line of conductive thermal transfer
A company called iimak offers Metallograph
ribbons. The ribbons have conductive particles mixed into the ribbon ink, which are
then sintered together during the thermal transfer process. Thus, the printer could
also be used in future research to print large scale circuit samples for experiments.
47
Wide View Camera
High Magnification Camera
on Linear Stage
.....
..........
..
..........
....
.....
...... ..
N
Rollers
Figure 2-17: CAD concept of fully integrated Zebra printer based roll-to-roll manufacturing and inspection set-up. Note that this concept uses two cameras, one wide
view with backlight to locate areas of interest and one with high magnification on a
translation stage to investigate areas of interest. Sensing is not limited to the optical
domain and ultrasonic sensors could also be utilized in a similar set-up.
48
Chapter 3
Experiments
This chapter summarizes experiments conducted for this research. All experiments
utilized 76 pm thick PET and 1 MHz transducers.
3.1
Plastic Wedge Benchtop Experiments
This section summarizes benchtop experiments conducted with Acrylic, ABS and
Teflon wedges.
Unless otherwise specified, all experiments were conducted in a
through transmission method, where a transducer and wedge pair propagate a signal
through the PET sample that is measured by a second wedge and transducer pair.
3.1.1
Acrylic Wedges
Olympus acrylic wedges (ABWML-7T-90) were used to test if the PET film could
carry an ultrasound signal of observable amplitude. Although designed for propagating SAW through steel, the acrylic wedges were able to transmit a weak longitudinal
signal when spaced 1.27 cm apart. This was a quick but promising result that suggested that wedges, if better matched for PET and made from materials with slower
speeds of sound, may be able to excite the desired Lamb waves.
49
3.1.2
ABS Single Angle Wedges
Custom machined ABS single angle wedges were the first custom wedges evaluated on
PET. The ABS wedges were able to generate a strong longitudinal signal through PET
up to distances of about 5.08 cm. The pulse echo method was also attempted with an
ABS wedge, but there were too many reflections inside of the wedge itself making it
impossible to measure what signal, if any, was propagating into the PET and reflected
back from the PET edge. Fig. 3-1 shows the transmission setup. Transmission signals
were captured from 20-100 ps after the initial excitation pulse at a sampling rate of
125 MHz.
Ultrasound gel was used as the couplant in the transducer-wedge and
wedge-PET interfaces. An example transmission signal is shown in Fig. 3-2 for a
wedge separation of 1.27 cm. The continuous spacing wedge mount was used to vary
the spacing between wedges in increments of 1.27 mm from 0.26-3.17 cm. For each
value of wedge spacing, 100 separate transmission signals were captured and averaged
together to improve the signal to noise ratio.
Figure 3-1: Single angle ABS wedges used in experiment on the benchtop tensioner
in a through transmission configuration.
To better visualize the different types of waves and compare signals acquired at
different wedge separation distances, the transmission data was processed and various
wedge spacings were stacked together to create a transmission signal map, shown in
Fig. 3-3. Signal processing consists of taking the magnitude of the Hilbert transform
of each signal, a method of envelope detection [37] that helps to visualize the location
50
Transmission Signal for ABS Wedge Separation of 1.27 cm
1.5
Longitudinal
1
0.5 1-
0
Hardware Disturbance
0
c -0.5
Longitudinal Reflection
-
Iip
-
-1
-
-1.5
25
I
I
Ii
30
35
40
j
I
50
45
Time (us)
60
55
65
70
Figure 3-2: ABS single angle wedge average of 100 through transmission signals for
wedge spacing of 1.27 cm.
Processed Transmission Signal Map for ABS Wedges
0
3
-1
2.5
-2
-3 c
2
1.5
i0)
C
.r.
-5
-6
0.5
20
-7
30
40
50
60
Time (us)
70
60
90
Figure 3-3: ABS wedge transmission signal map created by varying the spacing between wedges in increments of 1.27 mm. Greater magnitude indicates more signal
activity in that region. Expected locations of various acoustic waves are overlayed
onto the map.
51
of the oscillating wave, and then taking the natural log of the resulting signal to better
visualize lower energy signals. Last, the map magnitudes are linearly shifted such that
the greatest magnitude is zero. Brighter areas on the map indicate a stronger wave
presence. Expected locations of various acoustic waves in the PET are overlayed onto
the map. These expectations are calculated using stated material properties and
geometry of the ABS wedges and PET sample. The longitudinal reflection represents
the wave that either propagates through the length of the transmitting wedge three
times or propagates through the length of the receiving wedge three times due to a
reflection at the wedge tip and transducer-wedge interface and travels through the
PET as a longitudinal wave.
Comparing the overlayed expected waves with the transmission signal map, it is
clear that the strongest signal in the PET corresponds with the longitudinal wave.
Also, looking at the slope of the energy in the middle of the map, the second strongest
signal is most likely the reflected longitudinal wave. The thin vertical line around 50 1ps
is actually a very short high frequency wave caused by the data acquisition hardware
that also appears when the wedges are not in contact with the web.
Noticeably
absent is any indication of a symmetric or antisymmetric Lamb wave. The overylay
also makes it apparent how difficult it would be to differentiate a symmetric Lamb
wave from the longitudinal wave at these length scales.
Looking at the transmission signal map makes it easier to then go back to individual through transmission signals and identify the different wave components. Thus,
in Fig. 3-2, the wave around 29 ps is the longitudinal wave and the wave around
55 [is is the reflected longitudinal wave. The wave around 50 [is is the wave due to
the hardware disturbance.
Frequency based analysis can also be performed on the transmission data by creating a frequency-time decomposition map to visualize wave dispersion at different
excited frequencies. These maps decompose a through transmission signal into individual frequency components and show the relative strength of these components
throughout the signal. This allows the speed of waves at specific frequencies to be
determined, leading to the measurement of sample dispersive characteristics.
52
Frequency-time decomposition was performed on each through transmission signal
by convolving it with a test wave consisting of a single frequency five period sinusoid
subject to a normal distribution envelope. The magnitude of the Hilbert transform
is used to indicate the envelope of the convolved signal, for which greater magnitudes
indicate a greater presence of the initial test frequency. This process is then repeated
with different test frequencies and the resulting signals are stacked together to form a
frequency vs. time map. A cutoff magnitude is then selected, above which all magnitudes are considered the same value, to better visualize smaller magnitude features.
Last, all magnitudes are linearly shifted down such that the greatest magnitude is
zero and linearly shifted in time such that only the time the waves spend propagating
through PET is considered, removing the time spent propagating through the wedges.
Theoretical group velocity curves are then modified to find time of flight using wedge
spacing and overlayed onto the frequency-time decomposition for comparison.
Frequency-Time Decomposition for ABS Wedge Separation of 1.27 cm
i
/
0
Longitudinal Wave
-0.005
-Symmetric Lamb
S-
6
--
-0.01
Antisymmetric Lamb
-0.015
5
-0.02(0
T-
-0.025
-0.03
3
M
L-
-0.035 2o
2
-0.04 2
0
-- 0.045
1
0
5
10
15
25
20
Time in PET (us)
30
35
40
Figure 3-4: Example frequency-time decomposition for single angle ABS wedges
spaced 1.27 cm apart. Theoretical wave group velocity dispersion curves are overlayed
on top.
An example frequency-time decomposition can be found in Fig. 3-4 for a wedge
separation of 1.27 cm. The presence of the longitudinal wave is very strong, and it
53
is difficult to determine whether the symmetric Lamb wave is also present. There is
also no indication of an antisymmetric Lamb wave. These results agree with those
from the transmission signal map.
3.1.3
ABS Variable Angle Wedges
Custom machined variable angle wedges were used to investigate the effect of wedge
angle on the propagated signal and to confirm the optimal angle for Lamb wave
generation. The experimental setup is shown in Fig. 3-5. Wedges were separated at
a fixed distance of 2.54 cm with data acquisition settings the same as in Sec. 3.1.2.
The variable angle wedges allowed the wedge angle to be varied between 30'-90' with
respect to horizontal in 5' increments. The same wedge angle was used for both the
transmitting and receiving wedges in all experiments. Ultrasound gel was used as
the couplant in the transducer-wedge, carriage-base, and wedge-PET interfaces. An
example through transmission signal is shown in Fig. 3-6.
Figure 3-5: Variable angle ABS wedges used in experiment on the benchtop tensioner.
The results from various propagation angles look deceivingly promising with many
more waves propagated than in experiments with the single angle wedge. However, the
variable angle wedges are now composed of a separate carriage and base, creating the
potential for an additional reflection at the carriage-base interface. Where reflections
in the single angle wedges could only take one path, back and forth through the
54
Transmission Signal for Variable Angle ABS Wedge at 30*
Longitudinal
1.5
Reflection in Base
1
0.5 F
0)
0
Cu
-0.5
Reflection in Full Wedge
-1
Reflection in Carriage
-1.5
-220
40
30
50
60
Time (us)
70
80
90
100
Figure 3-6: ABS variable angle wedge average of 100 through transmission signals for
wedge angle of 300 with respect to horizontal. Note the large number of individual
waves when compared to Fig. 3-2.
Variable Angle ABS Wedge Wave Arrival Simulation
6
-
Longitudinal Wave
--- Symmetric Lamb
Antisymmetric Lamb
Longitudinal Reflections
4 -2
___
V
V
Animen Lamb
V
U)
2
-4
-6L
20
I
I
I
I
30
40
50
60
70
80
90
100
Time (us)
Figure 3-7: Simulation showing the expected locations of the various possible waves
propagated by the ABS variable angle wedges. Note that signal attenuation was not
considered and equal magnitudes of the different waves is not a serious result. From
left to right, the various signals are the longitudinal wave, the symmetric Lamb wave,
the back and forth reflection in the wedge carriage only, the back and forth reflection
in wedge base only, the antisymmetric Lamb wave, and the back and forth reflection
through the entire wedge.
55
entire wedge, reflections in the variable angle wedge have three potential paths that
can be measured by the receiving transducer. These reflections can occur in either
the transmitting or receiving wedge and include reflecting back and forth in the entire
wedge, only in the carriage, and only in the base. Fig. 3-7 shows a simulation of the
location of the various expected waveforms, including the longitudinal wave, Lamb
waves, and reflected longitudinal waves. The simulation is created using the stated
material properties of the ABS wedges and PET. Comparing the simulation in Fig. 37 to the data in Fig. 3-6, it becomes clear that all measured waves can be attributed
to longitudinal waves or longitudinal reflections. This was a common pattern for all
of the tested angles, although the individual wave magnitudes varied.
A transmission signal map, shown in Fig. 3-8, can be created for the variable angle
wedge, but with varying wedge angles instead of wedge spacing. All waves in the map
now appear as vertical lines instead of diagonal lines because the wave propagation
distance is independent of the wedge angles.
With good agreement between the
expected and measured wave locations, the transmission signal map further illustrates
the absence of measured Lamb waves.
Frequency based analysis also suggests that little dispersion is going on.
An
example frequency-time decomposition can be found in Fig. 3-4 for wedges at an
angle of 300. The presence of the longitudinal wave is once again very strong. There
is very little energy along the symmetric Lamb group velocity curve, although there
are some high energy areas that intersect with the antisymmetric curve. However,
because these regions are very vertical and show little dispersion, they are most
likely due to longitudinal reflections as opposed to antisymmetric Lamb waves. These
results agree with those from the transmission signal map.
These results suggest that despite having a lower longitudinal speed of sound than
acrylic, ABS is still not a practical material for propagating Lamb waves in PET.
However, in retrospect, given that later results showed limited Lamb wave propagation distances, 2.54 cm may also be too wide a separation for realistically detecting
Lamb waves. It would be worth redesigning the variable angle wedges such that they
only cover angles between 30'-60' and could be placed closer together. Additionally,
56
Processed Transmission Signal Map for Variable Angle ABS Wedges
0
90
-0.5
-1
80
-1.5
70
-2
F
-2.5
c60
-3
-3.5 C
50
-4
t*
-4.5 6.
40
-5
-5.5
Time (us)
Figure 3-8: Variable angle ABS wedge transmission signal map created by varying the
wedge angle in increments of 50 between 30'-90' with respect to horizontal. Greater
magnitude indicates more signal activity in that region. Expected locations of various
acoustic waves are overlayed onto the map.
Frequency-Time Decomposition for Variable Angle ABS Wedge at 300
/
7
R
-
-
6
--
-
-0.02
Symmetric Lamb
Antisymmetric Lamb
-0.0412
/
-
Longitudinal Wave
I
-0.06
5
-0.086
4
-0.1
\1
lb
U_
93
2
1
0
10
20
-0.12
-0.14
I
40
30
u.
-0.16 a.
-0.18
50
60
Time in PET (us)
Figure 3-9: Example frequency-time decomposition for variable angle ABS wedges at
300 and spaced 2.54 cm apart. Theoretical wave group velocity dispersion curves are
overlayed on top.
57
a coupling medium that is better matched to ABS could reduce reflections in the
carriage-base interface, allowing more energy to go into other transmission modes.
3.1.4
Teflon Wedges
Custom machined Teflon wedges were evaluated for Lamb wave excitation in PET.
Teflon was expected to perform better than ABS due to its slower speed of sound
but this was not the case. Surprisingly, both single angle and variable angle Teflon
wedges were not able to propagate any ultrasonic waves through PET, not even
longitudinal waves for small wedge separation distances. The wedges were however
able to propagate the longitudinal wave through themselves and even through both
wedges sandwiching the PET film, a configuration shown in Fig. 3-10.
It seems
that as soon as the longitudinal signal has to refract in PET, it attenuates. This
was a surprise because the Teflon wedges were able to generate a signal through a
steel sample and Teflon wedges have previously been applied to inspect wood-plastic
composites [41]. One potential reason could be a mismatch in acoustic impedance
between Teflon and PET but the root cause was not investigated further.
Transducer
Wedge
PET Film
Figure 3-10: Configuration with Teflon wedges that was able to propagate measurable
ultrasound waves.
58
3.2
Instron Experiments
An InstronTM machine (Instron 5869) was used to conduct tensile experiments on
PET with the goal of evaluating how ultrasound could be used to measure tension
locally for process control in a roll-to-roll system. Fig. 3-11 shows a schematic of
the. experimental setup while Fig. 3-12 shows the actual experimental setup with
the various hardware components. The Instron grips the PET film in its jaws and
pulls to apply tension to the web in a controlled fashion while the sample is also
monitored by ultrasound wedges. The Instron allows for the measurment of upper
jaw displacement and applied axial force. Ultrasound gel is used to couple the wedges
to the PET film. The PET samples used for these experiments were 10.8 cm wide and
had 21.6 cm lengths that were exposed between the Instron jaws. The PET sample
is also simultaneously monitored optically for a separate experiment working toward
multimodal sensing, which accounts for the red light in Fig. 3-12. The spring loaded
mount is used to maintain a set preload on the wedges while PVC idler rollers help
to simulate roll-to-roll boundary conditions on the system.
The original intent of the Instron experiments was to explore what effects tension in the PET web has on ultrasonic Lamb waves and to confirm the results from
Desmet et al. [11] utilizing contact ultrasound. Unfortunately, at the time of Instron
availability, the best working wedges were the single angle ABS wedges which are only
able to excite longitudinal waves. However, Instron experiments showed that the longitudinal wave is also affected by tension in the PET web and may have potential for
generating useful measurements in a manufacturing setting.
One effect web tension has on the longitudinal wave is signal attenuation. The
results of a stretch and relax experiment, presented in Fig. 3-13, show that the peak of
a signal's power spectrum decreases reversibly as the PET sample is stretched. With
a linear fit R 2 value of 0.93, this relationship can roughly be approximated as linear
for the range of stretch forces considered. The PET was stretched elastically at a rate
of 0.1 mm/min from negligible tension to 30 N as measured by the Instron and then
slowly released. Note that although related, force measured by the Instron is not an
59
IStretcl h
PET
Wedge
Thumbscrew
0.t
2
Fixed
Spring
Fixed
Figure 3-11: Schematic showing the experimental setup on the Instron machine.
Transmission signal through the PET travels out of the page.
Figure 3-12: Experimental setup on the Instron Machine. Note the use of the spring
loaded mount to apply preload on the wedges and the rollers to mimic roll-to-roll
boundary conditions.
60
exact measure of tension in the PET web due to the angle of the PET with respect to
the Instron jaws, the change in that angle as the PET is stretched, and friction within
the rollers. It is however a close enough approximation to begin to see some trends.
An ultrasound transmission signal was taken roughly every 1 N of additional tension.
A fast Fourier transform (FFT) is applied to the signal to obtain its power spectrum,
of which the maximum is used as an indicator of signal attenuation. Originally, the
maximum amplitude of the transmission signal was used to look at attenuation, but
the FFT power spectrum method proved to be less affected by signal noise. Later
experiments also averaged 100 consecutive captures of the transmitted signal to reduce
signal noise.
Instron PET Stretch and Relax Experiment
0
o
1.4 - 0
1.35-
~
-
1.3
1.25
(L0
-
2
o
Stretching
Relaxing
2
Linear Fit (R=0.93)
-
1.45
0
1.2
-
E
2
c 1.15-
O
S 1.1J0
1.05
0
5
10
15
Stretch Force (N)
20
25
30
Figure 3-13: Instron stretch experiment of 76 pm thick PET monitored by ABS
ultrasound wedges spaced 4.45 cm apart. Figure shows that the maximum of the
ultrasonic transmission signal power spectrum decreases reversibly as the PET sample
is stretched. PET was stretched at a rate of 0.1 mm/min.
The underlying cause for the longitudinal signal to attenuate with tension is unclear. One possibility is that the tension applied to the polymer causes the polymer
strands to become more oriented and preloaded in a way that makes them less flexible
and able to move in other directions. However, more experiments will be necessary
to confirm this hypothesis. Regardless of the underlying cause, this attenuation relationship could be applied towards measuring local tension in the web for process
61
control.
Contact ultrasound often involves a non-zero force keeping the transducers and
wedges in contact with the sample.
Following work done by Gilbertson [15], who
found that the elastic and thus acoustic properties of soft tissue are affected by the
ultrasound probe contact force applied by the sonographer, significantly affecting
elastic modulus measurements.
It was thus hypothesized that the wedge contact
force may have an effect on the propagated signal.
To investigate this potential
effect, experiments were conducted where the wedge preload into the PET was varied
using the spring loaded mount described in Sec. 2.6. Instron experiments were then
conducted at various preloads for wedges spaced 0.64, 4.45, and 5.08 cm apart. Wedge
preload is calculated by measuring spring compression with calipers and using the
spring constant to calculate force.
Wedge separation is measured from the wedge
beam exit location which for the ABS wedges is at the tip.
The PET sample is
replaced after each tensile test for every new wedge preload and separation pair.
PET samples were stretched such that the Instron jaws were displaced at a rate
of 5 mm/min from 0 to 30 mm and ultrasound transmission data was taken every
0.5 mm of stretch. The rate of stretch is significant because the PET does noticeably
relax during the experiment. Note that like tension, the displacement of the Instron
jaws is not an exact measure of the stretch of the PET due to the angle of the PET
with respect to the Instron jaws, and does not even have a linear relationship due to
the change in that angle as the PET is stretched. It is however also a close enough
approximation to begin to see some trends.
Force data was recorded in Instron experiments and Fig. 3-14 shows a typical force
profile. Note that the actual forces applied to the web are much larger than those
in Fig. 3-13, and on the order of 800 N for 30 mm of stretch, reaching well into the
plastic region of PET. Transmitted ultrasound signals were processed for their power
spectrum maximum, shown with respect to stretch length in Fig. 3-15 and stretch
force in Fig. 3-16.
The variability of the power spectrum magnitudes with different preloads suggests
the importance of maintaining a repeatable preload in an inspection system. The plots
62
PET Instron Stretch Experiment Force Profile
-
900
800700-
-
600
2 500
~400CD300200100-
00
5
10
15
Stretch Length (mm)
20
25
30
Figure 3-14: Representative force profile for Instron stretch experiment of 76 pm thick
PET. Note the elastic region on the left and the plastic region on the right. PET was
stretched at a rate of 0.5 mm/min.
also show the general decrease in power spectrum peak magnitude with web tension
and stretch force. This trend becomes less clear for the wedge separation of 5.08 cm,
especially with respect to stretch force. This suggests an upper limit on practical
wedge separation for process control. Interestingly, data taken with wedge separation
distances of 0.64 and 5.08 cm show a general decrease in power spectrum peak with an
increase in preload whereas data taken with a wedge separation distance of 4.45 cm
shows the opposite trend. One potential cause of this discrepancy are variations in
the ultrasound gel and coupling interface between the wedges and the PET. The
ultrasound gel was difficult to apply in a consistent manner and variations in the
ultrasound gel interface were observed to have a significant effect on the propagated
signal magnitude.
It is possible that the gel coupling interface more significantly
contributes to the signal magnitude than preload, causing a scaling factor of signal
magnitudes in these experiments to be essentially random. Additional experiments
are needed to clarify the exact effect preload has on the transmitted signal magnitude.
One potential way of improving the repeatability of the coupling interface is to use
water as a couplant instead of gel. Gel was chosen for these experiments because
the PET sample was oriented vertically and there were concerns that water, being
63
PET Instron Stretch Experiment 0.64 cm Wedge Spacing
12
-___5.13 N Preload
- - - 9.82 N Preload
10
8
E
6
CL
4
eO
0
a_
2
------------------------n
i
10
5
0
25
20
15
Stretch Length (mm)
30
PET Instron Stretch Experiment 4.45 cm Wedge Spacing
14
a)
E
CL
12
--
10
-----
0- 8
-
3.66 N Preload
4.83 N Preload
8.94 N Preload
-\
0.
0)
4
0
0~
C
10
5
0
25
20
15
Stretch Length (mm)
30
PET Instron Stretch Experiment 5.08 cm Wedge Spacing
5-
--
6.01 N Preload
11.87 N Preload
CU
0)
a-
E
U
1N
3:0.
0
a
5-~
.
N
I
0
5
10
15
Stretch Length (mm)
-
--
5
20
25
30
Figure 3-15: Instron stretch experiment of 76 pm thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart.
Figures show the peaks of the power spectrum as a function of stretched length. PET
was stretched at a rate of 0.5 mm/min. Note that different amplifier gains were used
for each wedge separation, preventing the comparison of power spectrum peak values
of different wedge separations.
64
PET Instron Stretch Experiment 0.64 cm Wedge Spacing
12
10
0
E
2 6
82a
5.13 N Preload
9.82 N Preload
---
300
200
100
0
500
400
Stretch Force (N)
700
600
800
90C
PET Instron Stretch Experiment 4.45 cm Wedge Spacing
14
-
12
.10
N Preload
N Preload
8.94 N Preload
___3.66
- -4.83
cc
4)
-N
C,
0
0-
0
0
PET
Ca
300
200
100
500
400
Stretch Force (N)
Instron Stretch
Experiment
600
5.08 cm Wedge
700
800
901
Spacing
I--..
I
E
a)
5 --
CD,
0.
3:
0
d-
6.01 N Preload
11.87 N PreloadN
0
100
200
300
500
400
Stretch Force (N)
600
700
800
900
Figure 3-16: Instron stretch experiment of 76 ttm thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart.
Figures show the peaks of the power spectrum as a function of stretch force. PET
was stretched at a rate of 0.5 mm/min. Note that different amplifier gains were used
for each wedge separation, preventing the comparison of power spectrum peak values
of different wedge separations.
65
much less viscous than the gel, would flow from the coupling interface during the
experiment. However, if the experimental hardware was altered to allow the PET to
be oriented near horizontally, a constant cycling flow of water could be used to reduce
variability in the coupling interface.
In addition to looking at the power spectrum peak magnitudes, the time of flight
arrival of the three largest peaks of the Instron experiment transmission data was
also analyzed for changes in propagating wave speed or frequency.
A peak fitting
algorithm [29] was used to estimate the time of flight arrival of each peak. This data
is presented in Fig. 3-17. Note that the peak fitting algorithm is not as effective
at lower signal to noise ratios, causing errors for larger values of strain and wedge
separation.
The time of flight arrival data shows that preload has little to no effect the propagating wave speed or frequency. Additionally, the lines created by the peak arrival
times remain parallel to each other throughout the experiment. This means that the
frequency of the propagated longitudinal wave remains constant while the PET is
being stretched. The wave speed, however, does vary with tension. Notice that the
peak locations appear to have two distinct slopes, with a linear region between about
0-10 mm of stretch and another linear region between about 10-30 mm of stretch.
The 10 mm transition area could correspond with the transition from elastic to plastic strain, shown in Fig. 3-14. The positive slope of the peak locations during high
values of strain is also interesting because it indicates that the longitudinal speed of
sound is decreasing as the PET is plastically deformed. Since speed of sound can
be calculated solely based on the material's Young's modulus, Poisson's Ratio, and
density, as shown in Eq. 1.8, then the plastic deformation must be causing a decrease
in Young's modulus, a decrease in Poisson's ratio, an increase in density, or some
combination of the three. Desmet et al. [11] explains that stretching a polymer foil
causes the polymer chains to align in a preferred orientation relative to the stretching
direction, leading to an increase in the elastic stiffness along the axis of alignment.
It is however difficult to determine whether the elastic stiffness perpendicular to the
stretching direction, in the direction of ultrasound wave propagation, increases for
66
PET Instron Stretch Experiment 0.64 cm Wedge Spacing
29
28.5 --
28 -
0
o
1st peak 5.13 N Preload
2nd peak 5.13 N Preload
o 3rd peak 5.13 N Preload
1st peak 9.82 N Preload
-__2nd peak 9.82 N Preload
27.5
27
265-
3rd peak 9.82 N Preload
26
25.5
25
0
5
10
15
20
25
35
30
40
45
50
Stretch Length (mm)
PET Instron Stretch Experiment 4.45 cm Wedge Spacing
46
+
45
0
++
++
+
41
0
5
10
++
42+
+ +
+
15
++
+
+++
4 -
401
++
+
44-
+
+
4++
+
+
+
0
1st peak 3.66 N Preload
0
0
2nd peak 4.83 N Preload
3rd peak 4.83 N Preload
1st peak 8.94 N Preload
2nd peak 8.94 N Preload
3rd peak 8.94 N Preload
2nd peak 3.66 N Preload
3rd peak 3.66 N Preload
1st peak 4.83 N Preload
+ ++ + +
+
+
20
11
25
30
35
40
45
50
Stretch Length (mm)
PET Instron Stretch Experiment 5.08 cm Wedge Spacing
48
-
47-
0
___
1st peak 6.01 N Preload
2nd peak 6.01 N Preload
3rd peak 6.01 N Preload
1st peak 11.87 N Preload
___
2nd peak 11.87 N Preload
3rd peak 11.87 N Preload
o
46-
0
45
44-
4ll3
0
5
10
15
20
25
30
Stretch Length (mm)
35
40
45
50
Figure 3-17: Instron stretch experiment of 76 pm thick PET monitored by ABS
ultrasound wedges spaced 0.64 (top), 4.45 (middle), and 5.08 cm (bottom) apart.
Figures show the time of flight arrival of the three largest peaks in the ultrasonic
transmission signal as the PET sample is stretched. The peak locations are found
using a peak fitting algorithm that is not as effective at lower signal to noise ratios,
accounting for the large errors at higher strains and wedge separation distances. PET
was stretched at a rate of 0.5 mm/min.
67
similar reasons, remains unchanged, or decreases due to the polymer being oriented
in a perpendicular direction. It is common for Poisson's ratio to increase post yield,
potentially accounting for the change in speed of sound.
Alternatively, if Young's
modulus does not decrease enough and Poisson's ratio does not increase enough, then
the change in speed of sound must also be caused by an increase in density. Assuming
conservation of mass, an increase in density either indicates that the PET width or
thickness is decreasing enough to compensate for the increase in length. This could be
due to tension induced denser packing of polymer chains. If the PET width changes
negligibly, additional research could allow this trend to be used to monitor changes
in PET thickness due to plastic deformation.
3.3
Gel Wedge Benchtop Experiments
Once ABS and Teflon were determined to be ill suited towards Lamb wave excitation,
gel materials were considered to serve as the wedge core due to their low longitudinal speeds of sound and easy handling.
Both ultrasound gel and an experimental
hydrogel were utilized to create gel based wedges and conduct through transmission
experiments.
3.3.1
Ultrasound Gel Wedge
The ultrasound gel wedges were used in experiments with the benchtop tensioner.
Transmission signals were captured from 30-110 pis after the initial excitation pulse
at a sampling rate of 125 MHz. Water was used as the couplant between the PET
wedge base and the PET sample while the transducers were placed in contact with
the ultrasound gel wedge core. Water was used because the adhesion between the
PET base and the 3D printed ABS wedge support structure was poor and there were
concerns that an ultrasound gel couplant would cause the PET base to stick and
peel off. Four different wedge spacings were tested, including 0.64, 1.27, 1.91, and
2.54 cm. For each value of wedge spacing, 100 separate transmission signals were
captured and averaged together to reduce the effect of random noise.
68
An example
through transmission signal can be found in Fig. 3-18 for a wedge spacing of 0.64 cm.
Transmission Signal for Ultrasound Gel Wedge Separation of 0.64 cm
3
2
1
76
0
CM,
-1
-2
I
I
I
I
I
30
40
50
60
70
80
90
100
110
Time (us)
Figure 3-18: Example through transmission signal for ultrasound gel wedges spaced
0.64 cm apart. Notice how all of the various waves seem to blend together much more
than the through transmission examples of other wedge types. This is likely due to
interference caused by bubbles in the gel.
Specific waves in the ultrasound gel wedge through transmission data were very
difficult to pinpoint when compared to through transmission signals from other wedge
types. Once the receiving transducer begins to measure a signal, there is a lot of
ringing and the signal never really settles down. Waves from various parts of the
signal all seem to blend into each other. This is likely due to the numerous bubbles
inside the ultrasound gel that reflect and interfere with the propagating signal. The
transmitted signal in this form is simply too complex to be useful.
However, as
a wedge material, the ultrasound gel was able to propagate strong signals and a
bubble-free wedge of a similar design could perform well.
69
3.3.2
Edge Exit Hydrogel Wedges
To solve the bubble interference problem encountered with the ultrasound gel wedges,
solid wedges made from a UV cured hydrogel were fabricated. One advantage of the
hydrogel wedges is that they remain moist enough that they do not need a couplant
to transmit signal. Experiments were not performed on the benchtop tensioner as
in other cases and were instead performed on an unstressed sample of PET resting
on a wooden desk.
This configuration is shown in Fig. 3-19.
The PET was not
acoustically coupled to the desk. This represents a different boundary condition than
in prior experiments, the consequences of which are discussed further in Sec. 3.3.3.
Transmission signals were captured from 35-115 ps after the initial excitation pulse
at a sampling rate of 125 MHz. An example transmission signal is shown in Fig. 3-20
for a wedge separation of 1.27 cm. The continuous spacing wedge mount was used
to vary the spacing between wedges in increments of 1.27 mm from 0.26-2.54 cm.
For each value of wedge spacing, 100 separate transmission signals were captured and
averaged together to reduce the effect of random noise.
Edge Exit Hydrogel Wedge
Wedge flush with
support structure face
PTFilm
on Wod
Figure 3-19: Experimental setup with edge exit hydrogel wedges. Wedges rest on
PET that sits on an acoustically uncoupled wooden desk.
70
Transmission Signal for Edge Exit Hydrogel Wedge Separation of 1.27 cm
I
V
1
1
5
Longitudinal
4-
Symmetric Lamb?
3
2
-o
Antisymmetric
Lamb
0
Hardware
to -Mounting
Longitudinal Reflection
-3
-440
50
60
80
70
90
100
110
Time (us)
Figure 3-20: Example through transmission signal for edge exit hydrogel wedges
spaced 1.27 cm apart.
The through transmission signal achieved with the hydrogel wedges is fairly clean
and easy to locate wave fronts and tails. To better visualize the different types of
waves, the transmission data was processed and various wedge spacings were stacked
together to create a transmission signal map, shown in Fig. 3-21. Signal processing
consists of the same method described in Sec. 3.1.2. Expected locations of various
acoustic waves in the PET are also overlayed onto the map.
The overlayed expected waves match fairly well with the measured signals. The
longitudinal, antisymmetric Lamb, and longitudinal reflected waves are all clearly
represented in the measured data.
Unfortunately, given the proximity of the ex-
pected symmetric Lamb wave to the dominating longitudinal wave for small wedge
separations, it is difficult to tell whether the symmetric Lamb wave appears in the
data or not. Note that there is an additional diagonal line in the data that shows
up in the middle of the map. This line is due to signal that propagates through the
wedge mount and is apparent even when the wedges are not in contact with the PET.
71
2.4
2
E
Processed Transmission Signal Map for Edge Exit Hydrogel Wedges
..
Longitudinal Wave
- - - -2 Symmetric Lamb
Antisymmetric Lamb
Longitudinal Reflection
S1.8
*1.6
1.4
Q
12
-1
-2
-3C
C
-
Q
0
-4
0D
U)
C
CD
0)
-5 "a
M-
0
o
0.6
-7
0.4
40
50
60
80
70
Time (us)
90
100
110
incrementing the spacing between wedges. Expected
Figure 3-21: Edge exit hydrogel wedge signal map created by slowly
with the most gradual slope that does not have
locations of various acoustic waves are overlayed onto the map. The signal line
and is present when the wedges are not in contact
an expected overlay is due to a wave propagating though mounting hardware
with the web.
C
Understanding the transmission signal map allows for the identification of individual signals in the transmission data. Thus, in Fig. 3-20, the wave around 47 ps is the
longitudinal wave, the wave around 60 ps is the antisymmetric Lamb wave, and the
wave around 88 ps is the reflected longitudinal wave. The wave around 80 ps is the
wave due to signal going through the wedge mounting hardware. Also, it is possible
that there is a small symmetric Lamb wave around 50 ps although the features there
could very well just be the tail of the longitudinal wave.
Similar to Sec. 3.1.2, frequency-time decomposition maps can be created to visualize wave dispersion at different excited frequencies. An example frequency-time
decomposition can be found in Fig. 3-22 for a wedge separation of 1.27 cm. The presence of the antisymmetric Lamb wave is apparent for frequencies in the vicinity of 1
MHz and the high energy portion of the map follows and shows agreement with the
theoretical group velocity curve. The symmetric Lamb wave, if present, is difficult
to distinguish from the longitudinal wave for the frequencies excited. These results
agree with those from the transmission signal map.
Frequency-Time Decomposition for Edge Exit Hydrogel Wedge Separation of 1.27 cm
7.0
/
I
/---Antisymmetric
6
Wave
Symmetric Lamb
Lamb
-Longitudinal
--
c.
5
-0.1 CO
Cr
U-
-0.15 LL
3
2
-0.2
0
5
10
15
25
20
Time in PET (us)
30
35
40
Figure 3-22: Example frequency-time decomposition for edge exit hydrogel wedges
spaced 1.27 cm apart. Theoretical wave group velocity dispersion curves are overlayed
on top.
73
3.3.3
Surface Exit Hydrogel Wedges
The surface exit hydrogel wedges consist of a slightly different geometry than the
edge exit wedges, essentially allowing the entire acoustic wave within 6 dB of the
center magnitude to propagate through the wedge bottom surface. Through transmission experiments conducted with the surface exit hydrogel wedges utilized similar
experimental parameters as the edge exit hydrogel wedges in Sec. 3.3.2. The primary
difference was that the wedge geometry prevented them from having as small wedge
separation distances. For the surface exit wedges, wedge separation was varied between 0.64-3.18 cm in increments of 1.27 mm. Note that wedge separation here is
measured from the beam center exit location which does not correspond to tip to tip
distance for these surface exit wedges. An example transmission signal is shown in
Fig. 3-24 for a wedge separation of 1.27 cm.
Surface Exit Hydrogel Wedge
Wedge protrudes from
support structure face
PFilm on Wood
Figure 3-23: Experimental setup with surface exit hydrogel wedges. Wedges rest on
PET that sits on an acoustically uncoupled wooden desk. Note that the tip of the
hydrogel wedge protrudes from the ABS support structure, differentiating the surface
exit wedges from the edge exit wedges in Fig. 3-19.
The through transmission signal obtained with the surface exit wedges is similarly
desirable to those obtained with the edge exit wedges, although there are some no-
74
Transmission Signal for Surface Exit Hydrogel Wedge Separation of 1.27 cm
5
I
I
Longitudinal
4-
Symmetric Lamb?
3_
2-
Antisymmetric
1
Lamb
-
C0
-2 -
Longitudinal Reflection
-3.4-5
40
50
60
80
70
90
100
110
Time (us)
Figure 3-24: Example through transmission signal for surface exit hydrogel wedges
spaced 1.27 cm apart.
table differences. Primarily, the magnitude of the longitudinal reflected wave is much
smaller.
This makes sense because more of the beam energy is able to propagate
through the wedge bottom surface instead of getting reflected off of the front face.
It also appears that most of this acoustic energy went straight into the longitudinal
wave as it has more peaks at its maximum magnitude.
Last, the signal that was
propagating through the mounting hardware is no longer apparent. This is also likely
due to the fact that less acoustic energy is reflected in these surface wedges.
The similarity between the edge exit and surface exit wedges can be exploited to
characterize the waves in Fig. 3-24. The wave around 47 ps is the longitudinal wave,
the wave around 56 ps is the antisymmetric Lamb wave, and the wave around 88 ps
is the reflected longitudinal wave. Also, once again, it is possible that there is a small
symmetric Lamb wave around 50 ps although the features there could simply be the
tail of the longitudinal wave.
As mentioned in Sec. 3.3.2, the presence of the PET on the wooden desk represents
75
a different boundary condition from prior experiments. It can still be analogous to a
roll-to-roll system if acoustic wedges contacted the PET where it rested on an idler
roller. A comparison between portions of the transmission signals obtained with PET
resting on the table and PET in the benchtop tensioner is presented in Fig. 3-25 for
surface exit hydrogel wedges with a spacing of 1.27 cm. The longitudinal waves in
both conditions are very comparable, with the tensioner wave starting a little later
yet ending comparably, thus having slightly less energy.
The antisymmetric Lamb
waves, however, are separated by a few ps, with the tensioner wave arriving later
and with less magnitude. Resting PET on the table thus proved to be the superior
configuration for propagating antisymmetric Lamb waves. If this result is due to the
tension in the web, the decrease in magnitude agrees with trends found in Sec. 3.2.
The decrease in antisymmetric wave speed, however, is unexpected and contradicts
findings by Desmet et al. [11] where antisymmetric wave speed increased with tension.
Further research will be needed to clarify the reasons for the contradicting results.
Transmission Signals for Surface Exit Hydrogel Wedge Separation of 1.27 cm
5
4 -PET
on Table
PET in Tensioner
3
C
-2
-3
-4
-5
45
50
55
Time (us)
60
65
Figure 3-25: Comparison of through transmission signal in PET on the table and
PET in the benchtop tensioner. Both signals were obtained using the same surface
exit hydrogel wedges with a separation of 1.27 cm.
76
Processed Transmission Signal Map for Surface Exit Hydrogel Wedges
Longitudinal Wave
Symmetric Lamb
3
A
1
Antisymmetric Lamb
Longitudinal Reflection
2.5
.U
-3
C,,
2
C
a)
a)
2
-4
CL
C
-5 i
1.5
0
1
-7
40
50
60
70
80
90
100
110
Time (us)
Expected
Figure 3-26: Surface exit hydrogel wedge signal map created by slowly incrementing the spacing between wedges.
locations of various acoustic waves are overlayed onto the map.
A transmission signal map, shown in Fig. 3-26, can be created just as it was
in Sec. 3.3.2. The transmission signal map is also very similar to that made with
the edge exit wedges except the line created by the mounting hardware signal is no
longer there and the antisymmetric Lamb wave is distinguishable for longer wedge
separation distances.
These factors suggest that the surface exit hydrogel wedge
geometry is superior to that of the edge exit hydrogel wedge.
Frequency-time decompositions can also be generated as they were in Sec. 3.3.2, an
example of which can be found in Fig. 3-27 for a wedge separation of 1.27 cm. Similar
to the edge exit hydrogel wedges, the presence of the antisymmetric Lamb wave is
apparent for frequencies in the vicinity of 1 MHz and shows reasonable agreement with
the theoretical group velocity curve. The symmetric Lamb wave, if present, is difficult
to distinguish from the longitudinal wave for the frequencies excited. These results
agree with those from the transmission signal map. In the future, transmission data
from transducers with wider bandwidth or the superposition of multiple transducers
with different frequencies could be used to measure group velocity for a wider range
of frequencies and reconstruct a larger portion of the dispersion curves.
Frequency-Time Decomposition for Surface Exit Hydrogel Wedge Separation of 1.27 cm
7/
6
6
Longitudinal Wave
Symmetric Lamb
Antisymmetric Lamb
-0.05:E
-0.1
4
-0.151
U
3
U-0.2
2
-0.25
011
0*
5
10
15
25
20
30
35
40
Time in PET (us)
Figure 3-27: Example frequency-time decomposition for surface exit hydrogel wedges
spaced 1.27 cm apart. Theoretical wave group velocity dispersion curves are overlayed
on top.
78
Although it is notable that the hydrogel wedges were able to propagate a clear
antisymmetric Lamb wave, the magnitude is still dwarfed by the longitudinal wave.
This means that the majority of the acoustic energy manifests as the longitudinal
wave. This is a problem because the smaller the magnitude of the Lamb wave, the
shorter the distance it can travel before it attenuates and is no longer distinguishable
from noise. In our experiments, the furthest wedge separation for which the antisymmetric wave remains distinguishable is about 2 cm. Future work investigating
improvements in the current Lamb wave propagation scheme to direct more of the
acoustic energy into the Lamb waves instead of the longitudinal wave could improve
achievable propagation distances.
79
80
Chapter 4
Conclusions
In this body of work, ultrasonic longitudinal and antisymmetric Lamb waves were
successfully propagated along PET. For a detailed discussion of longitudinal wave
For a detailed discussion of Lamb wave
related findings please refer to Sec. 4.1.
related findings please refer to Sec. 4.2.
4.1
Longitudinal Waves for Process Control
Longitudinal waves were successfully transmitted through 76 pm thick PET using
contact wedge ultrasound with a variety of wedge materials. ABS wedges were shown
to be able to transmit longitudinal waves up to 5.08 cm. Instron based extensiontensile experiments revealed that the longitudinal wave is affected by tension in the
PET, exhibited by a general increase in attenuation and a decrease in wave speed
during plastic deformation. The transmitted wave magnitude was also found to be
sensitive to wedge preload and the wedge-PET coupling interface. Any serious attempt at integrating wedge based contact ultrasound into a roll-to-roll system will
have to find a way to maintain repeatability of those parameters. Additionally, the
use of a coupling fluid on or in the vicinity of flexible electronics would have to be
carefully engineered so as not to damage the electronics themselves.
81
4.2
Contact Ultrasound Generated Lamb Waves
Lamb waves were very difficult to generate in 76 ym thick PET using a contact
method. Lamb wave propagation was attempted with a variety of different wedge
materials, including acrylic, ABS, Teflon, ultrasound gel, and an experimental hydrogel, many of which are not typically used for wedge contact ultrasound. Of the
wedges tested, the surface exit hydrogel wedge had the best results.
However, in
all experiments the symmetric mode was unable to be distinguished from the longitudinal wave, if present at all. The antisymmetric mode Ao was apparent but was
dwarfed in magnitude by the longitudinal wave and attenuated quickly, becoming indistinguishable from noise for wedge spacings greater than 2 cm. This performance is
inferior to Futatsugi et al. [13] who measured laser excited symmetric Lamb modes So
2.5 cm from the source and Desmet et al. [11] who measured laser excited So and Ao
modes 0.8 cm from the source. These results unfortunately do not support the initial
premise that contact ultrasound could provide stronger, more desirable signals with
greater propagation distances than laser based ultrasound. These findings also call
into question whether the claim that Lamb waves can propagate farther than other
acoustic waves is applicable to waves in PET, although the difference in observed
propagation distances could be attributed to differences in initial magnitude. Future
methods allowing acoustic energy to be better directed into Lamb waves instead of
longitudinal waves could improve achievable Lamb wave propagation distances.
Laser based ultrasound may be more appropriate for PET Lamb wave inspection,
although the small propagation distances still pose a problem for large area inspection. Laser based ultrasound would also remove the need for a consistent coupling
fluid application procedure. The impulse nature of the exciting laser could allow for a
greater bandwidth of frequencies to be excited in the PET than with a contact transducer. However, to be used successfully for the inspection of flexible electronics with
polymer substrates, either a specific laser frequency for which PET is not transparent
or a material that can absorb the laser frequency and be deposited in an additional
layer without affecting the electronics must first be found.
82
Appendix A
MATLAB Code
Symetric Lamb Mode Characteristic Equation
function [sym] = symmetricMode(f,c,Cl,Ct,d)
% Symmetric Lamb Equation
%
%
%
%
%
f :
c :
Cl:
Ct:
d :
[Hz] frequency
[m/s] Lamb wave phase velocity
[m/si Longitudinal wave velocity
[m/si Shear wave velocity
[m] Plate thickness
w = 2*pi*f; % circular frequency
% wave number
k = w/c;
alpha = ((w/Cl)^2-k^2)^0.5;
beta = ((w/Ct)^2-k^2)^0.5;
sym
(k^2-beta^2)^2*cos(alpha*d/2)*sin(beta*d/2)+...
4*k^2*alpha*beta*sin(alpha*d/2)*cos(beta*d/2);
=
sym = real(sym)+imag(sym);
end
83
Antisymmetric Lamb Mode Characteristic Equation
function [asym] = antiSymmetricMode(f,c,Cl,Ct,d)
%
Symmetric Lamb Equation
%
%
%
%
%
f :
c :
Cl:
Ct:
d :
[Hz] frequency
[m/si Lamb wave phase velocity
[m/si Longitudinal wave velocity
[m/si Shear wave velocity
[m] Plate thickness
w = 2*pi*f; % circular frequency
k = w/c;
% wave number
alpha = ((w/Cl)^2-k^2)^0.5;
beta = ((w/Ct)^2-k^2)^0.5;
asym = (k^2-beta^2)^2*sin(alpha*d/2)*cos(beta*d/2)+...
4*k^2*alpha*beta*cos(alpha*d/2)*sin(beta*d/2);
asym = real(asym)+imag(asym);
end
84
Lamb Wave Group Velocity Calculation
function [cgVec] =vGroup(fVec,cpVec)
%Calculates group velocity for wave based on phase velocity
%
%
fVec cpVec
-
%
cgVec
-
[Hz] vector of considered frequencies
[m/s] vector of phase velocities (same lenght as fVec)
[m/si vector of group velocities at frequencies in fVec
w = 2*pi*fVec; % circular frequency
k = w./cpVec; % wave number
%dMat is matrix for taking centered difference for first derivative
dMat = diag(ones(1,length(fVec)-1),1)+...
diag(-ones(1,length(fVec)-1),-1);
dMat(1,1) = -1;
dMat (end, end)=1;
dw = dMat*w';
dk = dMat*k';
% cg = dw/dk
cgVec = dw./dk;
end
85
Lamb Wave Characteristic Equation Solver
U/
Material Parameters
clear
d = 76.2e-6; %[m] PET thickness (0.003")
%d = 177.8e-6; %[m] PET thickness (0.007")
C1 = 2310; %[m/s]
Ct = 1000; %[m/s]
%% Phase Velocity
cpsOGuess = 1800; % [m/si initial guess - symmetric phase velocity
cpa0Guess = 200; % [m/s] initial guess - antisymm phase velocity
options = optimset('fzero');
fVec = [0.01:0.01:0.1, 0.2:0.1:30]*1e6;
cpsOVec = zeros(size(fVec));
cpaOVec = zeros(size(fVec));
%Calculate S_0 and A_0
for i = 1:length(fVec); % [Hz]
cps = fzero(@(c) symmetricMode(fVec(i),c,Cl,Ct,d),...
cpsoGuess,options);
cpsoVec(i)=cps;
cpsOGuess = cps;
%[cpa,fval,exitflag,output]
cpa = fzero(@(c) antiSymmetricMode(fVec(i),c,Cl,Ct,d),...
cpa0Guess,options);
cpaOVec(i) = cpa;
cpaOGuess = cpa;
end
% Calculate S_1
slfstart = round(1.7e5*d*10)/10; %finds slfstart to 2 sig digits
slfVec = (slfstart:0.1:(fVec(end)/1e6))*1e6;
cpslGuess = 3000;
cpslVec = zeros(size(slfVec));
for i = 1:length(slfVec); % [Hz]
cps = fzero(@(c) symmetricMode(slfVec(i),c,Cl,Ct,d),...
cpslGuess,options);
cpslVec(i)=cps;
cpslGuess = cps;
end
86
% Calculate A_1
aifstart = round(1e5*d*10)/10; %finds alfstart to 2 sig digits
alfVec = (alfstart:0.1:(fVec(end)/1e6))*1e6;
cpalGuess = 3000;
cpalVec = zeros(size(alfVec));
for i = 1:length(alfVec); % [Hz]
cpa = fzero(@(c) antiSymmetricMode(alfVec(i),c,Cl,Ct,d),...
cpalGuess,options);
cpalVec(i) = cpa;
cpalGuess = cpa;
end
figure
plot(fVec/1e6,cps0Vec,'-b',fVec/1e6,cpaOVec,'-g',...
slfVec/1e6,cpslVec,'--b',alfVec/1e6,cpalVec,'--g')
xlabel('Frequency (MHz)')
ylabel('Phase Velocity (m/s)')
title('Dispersion Curves for 76 um thick PET')
legend('S_0','A.0','SJ1','A-1')
%axis([0 100 0 3000])
XU Group Velocity
cgsOVec
cgaOVec
cgslVec
cgalVec
=
=
=
=
vGroup(fVec,cpsOVec);
vGroup(fVec,cpaOVec);
vGroup(slfVec,cpslVec);
vGroup(alfVec,cpalVec);
figure
plot(fVec/1e6,cgsOVec,'-b',fVec/1e6,cgaOVec,'-g',...
slfVec/1e6,cgslVec,'--b',alfVec/1e6,cgalVec,'--g')
xlabel('Frequency (MHz)')
ylabel('Group Velocity (m/s)')
title('Group Velocity Curves for 76 um thick PET')
legend('S_0','A_0','S_1','AJ1')
87
88
Appendix B
LabVIEW Code
ChavIdA
PSsaAvies
US Powered
ChRageA
ugs
PotTriggersamples
Open usigSanofNu~rn
20-
S-
COAnd.
Ar u
SerW Number
Offset
Foew hono Dss
-loorem
swrwks
TOtaI Stocks
TggrDiedioe
AutoTrigeronie (nns)
Rie Save Locatuop
Tngei
ac
Trigge Threshold (16-bit counts)
Trigger Delay (samples)
Figure B-1: Front panel of LabVIEW code providing communication between the
computer and digital oscilloscope. Code allows various oscilloscope acquisition settings to be selected and processes and saves collected data.
89
Totalt
Serial Number
Bloksp if there isan error
Khastatus
AO SttI
Four Channel Device
j
PS5X4XB devices
=j
File Save Location
USB Powered
-0 3
I
..................
. I *PS5X4XB devices
USB Powered
oscilloscope.
Figure B-2: Labview code providing communication between the computer and digital
oscilloscope acquisition settings to be selected and processes and saves collected data.
Code allows various
Appendix C
Wedge Drawings
Note all units in mm.
(D
30.000
0
0 0
0
19.1
0
0.8
3.2
3.2
15.9
25.4
1.6
60.0005.
4.8
1.1
30.5-
Figure C-1: Drawings of ABS single angle wedge.
91
4.8
9.5
Q)
Ij
'0
Ci0
'0
25.4
8.1
Figure C-2: Drawings of variable angle ABS wedge base.
92
C)
Q)
CC
4.8
4.8
6.4
15.9
19.1
9.5
3.
-
(NN
_,
HF
)
C
-'T
c-'i
25.4
N
Figure C-3: Drawings of variable angle ABS wedge carriage.
93
30.000
0
1
0
19.1
2.7
3.2
15.9
6.4
1.6
38.1
4.8
50.000
14.6
-
14.3
43.4
Figure C-4: Drawings of single angle Teflon wedge.
94
10.1
21.2
9.5
6.4
0'
14.7
19.1
32.4
Figure C-5: Drawings of mold base for edge exit hydrogel wedge.
95
10.1
5
21.2
AA
0
CD
C14
'C
14.7
j3
19.1
2.4
Figure C-6: Drawings of mold base for surface exit hydrogel wedge.
96
Bibliography
[1] A. Abdelrahman, U. Amjad, D. Jha, K. S. Tarar, and W. Grill. Zero order mode selective excitation and highly resolved observations of lamb waves.
Health Monitoring of Structural and Biological Systems 2011, 7984:798413, 2011.
WOS:000294550700031.
[2] American Society for Nondestructive Testing. Ultrasonic Testing. In Patrick 0.
Moore, editor, Nondestructive testing handbook, volume 7, pages 100-106.
[Columbus, Ohio] : American Society for Nondestructive Testing , [1998-2012],
1998.
[3] Oluwaseyi Balogun, Garrett D. Cole, Robert Huber, Diane Chinn, Todd W.
Murray, and James B. Spicer. High-spatial-resolution sub-surface imaging using a laser-based acoustic microscopy technique.
Ieee Transactions on Ultrasonics Ferroelectrics and Frequency Control, 58(1):226-233, January 2011.
WOS:000286386100022.
[4] A. Bedford and D. S. Drumheller. Introduction to Elastic Wave Propagation.
Wiley, Chichester England ; New York, 1 edition edition, August 1994.
[5] R. Briers, 0. Leroy, and G. Shkerdin. A liquid wedge as generating technique
for lamb and rayleigh waves. Journal of the Acoustical Society of America,
102(4):2117-2124, October 1997. WOS:A1997YE03400024.
[6] Onda Corporation. Acoustic Properties of Plastics. http: //www. ondacorp. com/
images/Plastics.pdf, 2003. Accessed:2015-05-21.
[7] Onda Corporation. Acoustic Properties of Rubbers. http://www.ondacorp.
com/images/Rubbers. pdf, 2003. Accessed:2015-05-21.
[8] Onda Corporation. Acoustic Properties of Solids. http: //www. ondacorp. com/
images/Solids.pdf, 2003. Accessed:2015-05-21.
[9] R. Cote, T. Van der Donck, J.-P. Celis, and C. Glorieux. Surface acoustic wave
characterization of a thin, rough polymer film. Thin Solid Films, 517(8):26972701, February 2009. WOS:000263927300024.
[10] B. Cros, M. F. Vallat, and F. Augereau. Characterization of aluminium coated
poly(ethylene terephtalate) films by acoustic microscopy. Journal of Materials
Science, 32(10):2655-2660, May 1997. WOS:A1997XB29700019.
97
[11] C. Desmet, U. Kawald, A. Mourad, W. Lauriks, and J. Thoen. The behavior
of lamb waves in stressed polymer foils. Journal of the Acoustical Society of
America, 100(3):1509-1513, September 1996. WOS:A1996VK27300036.
[12] Xian Du, Brian W. Anthony, and Nigel C. Kojimoto. Grid-based matching for
full-field large-area deformation measurement. Optics and Lasers in Engineering,
66:307-319, March 2015.
[13] T. Futatsugi, S. Ogawa, M. Takemoto, M. A. Yanaka, and Y. Tsukahara. Integrity evaluation of SiOx film on polyethylene terapthalate by AE characterization and laser microscopy. Ndt & E International, 29(5):307-316, October 1996.
WOS:A1996WD75600008.
[14] Zhang Gaimei, Chen Qiang, He Cunfu, Zhu Huiqin, and Li Yuling. Research
on the characterization and the properties of SiOx coating on plastic film.
In 0. Y. Yun, X. Min, and Y. Li, editors, Printing and Packaging Study,
volume 174, pages 486-489. Trans Tech Publications Ltd, Stafa-Zurich, 2011.
WOS:000290892000114.
[15] Matthew Wright Gilbertson. Electromechanicalsystems to enhance the usability
and diagnosticcapabilitiesof ultrasound imaging. Thesis, Massachusetts Institute
of Technology, 2014.
[16] H. Haidara, Y. Papirer, Mf Vallat, and J. Schultz. Relationships between
structural-properties of vapor-deposited metallic-films on to polymer and their
relevant adhesive performance. Journal of Materials Science, 28(12):3243-3246,
June 1993. WOS:A1993LJ64500018.
[17] Shuiqing Hu, Chanmin Su, and Walter Arnold. Imaging of subsurface structures
using atomic force acoustic microscopy at GHz frequencies. Journal of Applied
Physics, 109(8):084324, April 2011. WOS:000290047000175.
[18] X. Jia. Modal analysis of lamb wave generation in elastic plates by liquid
wedge transducers. Journal of the Acoustical Society of America, 101(2):834842, February 1997. WOS:A1997WH32300018.
[19] P.G. Kenny. Ultrasonic Inspection. In Nondestructive Evaluation and Quality
Control, volume 17 of ASM Handbook. ASM International, 2015.
[20] Dong Ryul Kwak, Sun Hee Kim, 1k Keun Park, Judith A. Todd, and Chiaki
Miyasaka. Visualization of interior structures with nanoscale resolution using
ultrasonic-atomic force microscopy. Nanosensors, Biosensors, and Info-Tech
Sensors and Systems 2013, 8691:869117, 2013. WOS:000323279600025.
[21] Shaoting Lin, Yihao Zhou, and Xuanhe Zhao. Designing extremely resilient and
tough hydrogels via delayed dissipation. Extreme Mechanics Letters, 1:70-75,
December 2014.
98
[22] F. Lisy, A. Hiltner, E. Baer, 31 Katz, and A. Meunier. Application of scanning
acoustic microscopy to polymeric materials. Journalof Applied Polymer Science,
52(2):329-352, April 1994. WOS:A1994NA31700017.
[23] A. P. McGuigan, B. D. Huey, G. a. D. Briggs, 0. V. Kolosov, Y. Tsukahara,
and M. Yanaka. Measurement of debonding in cracked nanocomposite films by
ultrasonic force microscopy. Applied Physics Letters, 80(7):1180-1182, February
2002. WOS:000173896400024.
[24] R. D. N. Mileham, J. D. Sternhagen, and D. W. Galipeau. Surface acoustic wave
thermogravimetric measurements of thin polymer films. Ieee Transactions on
Ultrasonics Ferroelectrics and Frequency Control, 45(5):1273-1280, September
1998. WOS:000076488000022.
[25] N. Nakaso and H. Yasujima. Observation of acoustic-emission signals from a ceramic coating layer on polyethylene terephthalate film. Japanese Journal of Applied Physics Part 1-Regular Papers Short Notes & Review Papers, 32(5B):25332535, May 1993. WOS:A1993LF97400091.
[26] Vijayaraghava Nalladega, Shamachary Sathish, and Amarjit S. Brar. Characterization of defects in flexible circuits with ultrasonic atomic force miMicroelectronics Reliability, 48(10):1683-1688, October 2008.
croscopy.
WOS:000259844900011.
[27] Arokia Nathan, Arman Ahnood, Matthew T. Cole, Sungsik Lee, Yuji Suzuki,
Pritesh Hiralal, Francesco Bonaccorso, Tawfique Hasan, Luis Garcia-Gancedo,
Andriy Dyadyusha, Samiul Haque, Piers Andrew, Stephan Hofmann, James
Moultrie, Daping Chu, Andrew J. Flewitt, Andrea C. Ferrari, Michael J. Kelly,
John Robertson, Gehan A. J. Amaratunga, and William I. Milne. Flexible Electronics: The Next Ubiquitous Platform. Proceedings of the Ieee, 100:1486-1517,
May 2012. WOS:000309838000036.
Ultrasonic Transducer Technical Notes.
[28] Olympus NDT.
olympus-ims .com, 2011. Accessed:2015-05-20.
https://www.
http://terpconnect.umd.edu/-toh/
peakfit.m.
[29] Thomas C. O'Haver.
spectrum/Interact ivePeakFitter . htm, April 2015. Accessed:2015-05-15.
Determination of
[30] Y. Okabe, N. Takeda, M. Yanaka, and Y. Tsukahara.
the orthotropic elastic constants of thin PET film by an ultrasonic microspectrometer. Ieee Transactions on Ultrasonics Ferroelectrics and Frequency
Control, 46(5):1269-1275, September 1999. WOS:000083121800021.
[31] Daniele Passeri, Andrea Bettucci, and Marco Rossi. Acoustics and atomic force
microscopy for the mechanical characterization of thin films. Analytical and
Bioanalytical Chemistry, 396(8):2769-2783, April 2010. WOS:000275946100005.
99
[32] J. Pei, F. L. Degertekin, B. V. Honein, and B. T. KhuriYakub. Erosion/corrosion
monitoring with dry contact ultrasonic lamb wave transducers, volume 2945. Spie
- Int Soc Optical Engineering, Bellingham, 1996. WOS:A1996BG82A00045.
[33] Michael de Podesta. Understanding the Propertiesof Matter. CRC Press, April
2002.
[34] Wp Rogers. Elastic property measurement using rayleigh-lamb waves. Research
in Nondestructive Evaluation, 6(4):185-208, 1995. WOS:A1995RE46300001.
[35] Jl Rose and Jj Ditri. Pulse-echo and through transmission lamb wave techniques for adhesive bond inspection. British Journalof Non-Destructive Testing,
34(12):591-594, December 1992. WOS:A1992KB14600004.
[36] K. Schoedel. Ultrasonic thin-film testing. Advanced Materials & Processes,
162(4):35-37, April 2004. WOS:000220709200007.
[37] V. Y. Senyurek.
Detection of cuts and impact damage at the aircraft
wing slat by using Lamb wave method. Measurement, 67:10-23, May 2015.
WOS:000351696900002.
[38] G. S. Shekhawat and V. P. Dravid. Nanoscale imaging of buried structures via
scanning near-field ultrasound holography. Science, 310(5745):89-92, October
2005. WOS:000232477000043.
[39] Kyu Tak Son and Chin C. Lee. Design and reliability of acoustic wedge
transducer assemblies for outdoor touch panels. Ieee Transactions on Components Packaging and Manufacturing Technology, 1(8):1178-1185, August 2011.
WOS:000293752800008.
[40] Jeong-Yun Sun, Xuanhe Zhao, Widusha R. K. Illeperuma, Ovijit Chaudhuri,
Kyu Hwan Oh, David J. Mooney, Joost J. Vlassak, and Zhigang Suo. Highly
stretchable and tough hydrogels. Nature, 489(7414):133-136, September 2012.
[41] B. J. Tucker and D. A. Bender. Continuous ultrasonic inspection of extruded
wood-plastic composites. Forest Products Journal, 53(6):27-32, June 2003.
WOS:,000183679800007.
[42] Chul Min Yeum, Hoon Sohn, and Jeong Beom Ihn. Delamination detection
in a composite plate using a dual piezoelectric transducer network. Health
Monitoring of Structural and Biological Systems 2011, 7984:798406, 2011.
WOS:000294550700004.
[43] Xuanhe Zhao. Multi-scale multi-mechanism design of tough hydrogels: building
dissipation into stretchy networks. Soft Matter, 10(5):672-687, January 2014.
100